inocuidad alimentaria
TRANSCRIPT
D – SGIA – M.3V.3 Abril 2011
PROCESOS Y TRATAMIENTOS PROCESOS Y TRATAMIENTOS
PARA ASEGURAR LA PARA ASEGURAR LA
INOCUIDAD ALIMENTARIAINOCUIDAD ALIMENTARIA
MMóódulo 5dulo 5
D – SGIA – M.3V.3 Abril 2011
� Revisar los fundamentos que han promovido el desarrollo de los diferentes sistemas de tratamiento de los alimentos para su conservación y garantizar su inocuidad
� Referenciar los métodos industriales utilizados para el tratamiento, conservación y preservación de los alimentos , sus aplicaciones y limitantes
� Conocer los métodos utilizados para remover contaminantes de los alimentos y prepararlos así, para las operaciones siguientes
OBJETIVOSOBJETIVOS
D – SGIA – M.5V.3 Abril 2011
Procesos y Tratamientos para asegurar la Inocuidad Alimentaria
ContenidoCapítulo1 Generalidades sobre la Conservación de los alimentos
Capítulo 2 Sistemas Industriales de Tratamiento para asegurar la Inocuidad Alimentaria
Capítulo 3 Métodos Básicos de Tratamiento Térmico
Capítulo 4 Métodos de Conservación
Capítulo 5 Tratamiento para eliminación de contaminantes
D – SGIA – M.5V.3 Abril 2011
Generalidades sobre la Generalidades sobre la
ConservaciConservacióónn
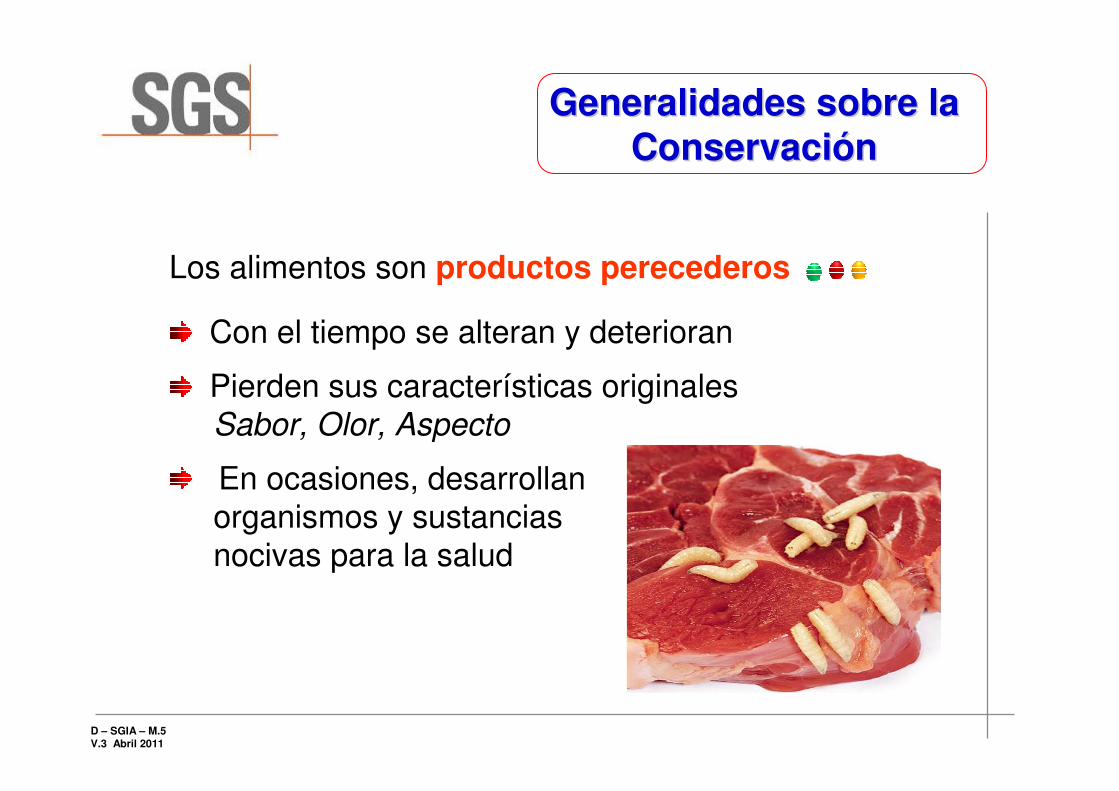
Los alimentos son productos perecederos
Con el tiempo se alteran y deterioran
Pierden sus características originales Sabor, Olor, Aspecto
En ocasiones, desarrollan organismos y sustancias nocivas para la salud
D – SGIA – M.5V.3 Abril 2011
Están relacionados con:
� Procesos fisicoquímicos
Generalidades sobre la Generalidades sobre la
ConservaciConservacióónn
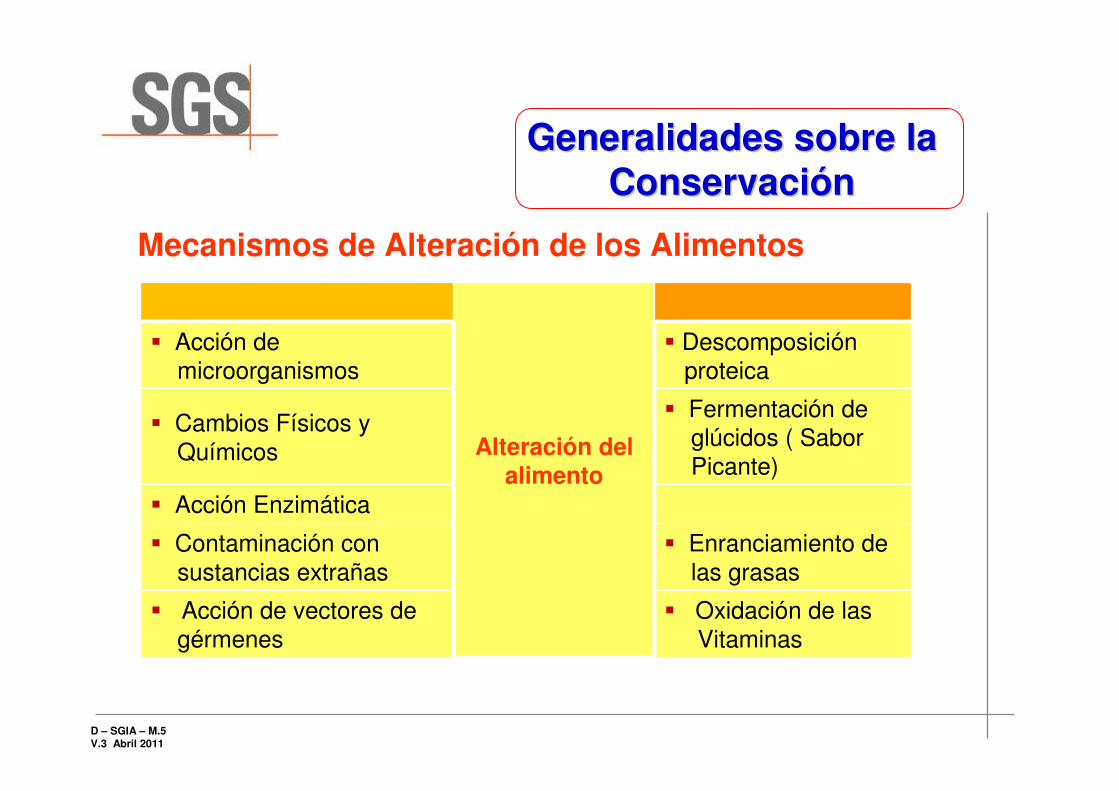
Mecanismos de Alteración de los Alimentos
o Proliferación de microorganismos alterantes
� Oxidación� Enranciamiento � Otros fenómenos relacionados
con los parámetros ambientales Luz, Humedad, Aire...
� Reacciones de degradación enzimática
� Procesos microbiológicos
� Presentes o Incorporados como contaminantes
Necesidad de eliminar los no
alterantes pero que son patógenos
D – SGIA – M.5V.3 Abril 2011
Alteración del alimento
� Acción de
microorganismos
� Descomposición
proteica
� Cambios Físicos y
Químicos
� Fermentación de glúcidos ( Sabor
Picante)
� Acción Enzimática
� Contaminación con
sustancias extrañas
� Enranciamiento de
las grasas
� Acción de vectores de gérmenes
� Oxidación de las Vitaminas
Generalidades sobre la Generalidades sobre la
ConservaciConservacióónn
Mecanismos de Alteración de los Alimentos
D – SGIA – M.5V.3 Abril 2011
Generalidades sobre la Generalidades sobre la
ConservaciConservacióónn
Los procesos a los que se someten los alimentos buscan:
Objetivos de la Conservación
� Alargar su conservación logrando mayor estabilidad frente al deterioro fisicoquímico y microbiológico
D – SGIA – M.5V.3 Abril 2011
Generalidades sobre la Generalidades sobre la
ConservaciConservacióónn
Objetivos de la Conservación
Con tratamientos dirigidos a:
� Mantener su calidad organoléptica y nutricional
� Asegurar su calidad higiénico-sanitaria.
Garantizar la seguridad alimentaria del producto
Alargar su vida útil en condiciones adecuadas
Que tienen como objetivos:
Eliminar todos los microorganismos potencialmente patógenos
Limitar la proliferación de aquellos que, aun no siendo productores de enfermedades, pueden alterar las características del producto
D – SGIA – M.5V.3 Abril 2011
Generalidades sobre la Generalidades sobre la
ConservaciConservacióónn
Importancia
� En términos de salud y económicos para los fabricantes
� El crecimiento de la población a nivel mundial, especialmente en zonas de escasos recursos económicos exige larga duración de los alimentos.
� La globalización exige máxima duración, ya que los alimentos serán consumidos en lugares lejanos a su procesamiento
� La conservación facilita el transporte y suministro en zonas apartadas a su fabricación
� La conservación permite el almacenamiento y evitar desabastecimiento por razones climáticas o de estaciones.
D – SGIA – M.5V.3 Abril 2011
Generalidades sobre la Generalidades sobre la
ConservaciConservacióónn
Importancia� Debido al crecimiento microbiano se deben fabricar los alimentos
con métodos que garanticen la inocuidad del producto.
� La contaminación y el deterioro de los alimentos causan grandes perdidas a los agricultores, fabricantes, transportadores, distribuidores , intermediarios y consumidores
� El mayor costo por el deterioro y contaminación está en las enfermedades y muertes de los consumidores
� El avance en los métodos de fabricación han permitido disminuir costos y hacer los alimentos más económicos a los consumidores.
D – SGIA – M.5V.3 Abril 2011
� El mejor y primordial método es la prevención de la contaminación con la aplicación de las Buenas Practicas de :
Manufactura (BPM), Agrícolas (BPA). Veterinarias (BPG, BPUMV, BPAA ),
Higiénicas (BPH)
� El manejo adecuado, transporte y manipulación de los alimentos son fundamentales
� La conservación y almacenamiento son básicos en el mantenimiento de la inocuidad.
� Las condiciones higiénicas, hábitos y costumbres en el consumo , son la etapa final en el proceso de la inocuidad.
Generalidades sobre la Generalidades sobre la
ConservaciConservacióónn
Prácticas para asegurar la conservación de los alimentos
D – SGIA – M.5V.3 Abril 2011
El consumidor demanda alimentos
Generalidades sobre la Generalidades sobre la
ConservaciConservacióónn
� Más frescos y naturales
� Menos procesados pero de rápida preparación
� Vida útil prolongada
� Mantengan sus cualidades nutricionales y sensoriales
D – SGIA – M.5V.3 Abril 2011
Procesos y Tratamientos para asegurar la Inocuidad Alimentaria
ContenidoCapítulo1 Generalidades sobre la Conservación de los alimentos
Capítulo 2 Sistemas Industriales de Tratamiento para asegurar la Inocuidad Alimentaria
Capítulo 3 Métodos Básicos de Tratamiento Térmico
Capítulo 4 Métodos de Conservación
Capítulo 5 Tratamiento para eliminación de contaminantes
D – SGIA – M.5V.3 Abril 2011
Para detener su deterioro y eliminar los posibles microorganismos patógenos o alterantes, los alimentos se someten a tratamientos de conservación más o menos agresivos, dependiendo de la naturaleza y del uso del alimento, que alargan su periodo de usosin que esto suponga un riesgo para el consumidor
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
D – SGIA – M.5V.3 Abril 2011
Estos procesos :
� Aportan al producto estabilidad frente al deterioro fisicoquímico y microbiológico
� Ayudan al mantenimiento de sus propiedades sensoriales y nutricionales
� Garantizan el consumo del alimento eliminando los microorganismos patógenos
Un objetivo prioritario de la conservación de los alimentos es la eliminación o reducción de los posibles organismos vivos - micro o macroorganismos- a través de tratamientos higienizantes
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
D – SGIA – M.5V.3 Abril 2011
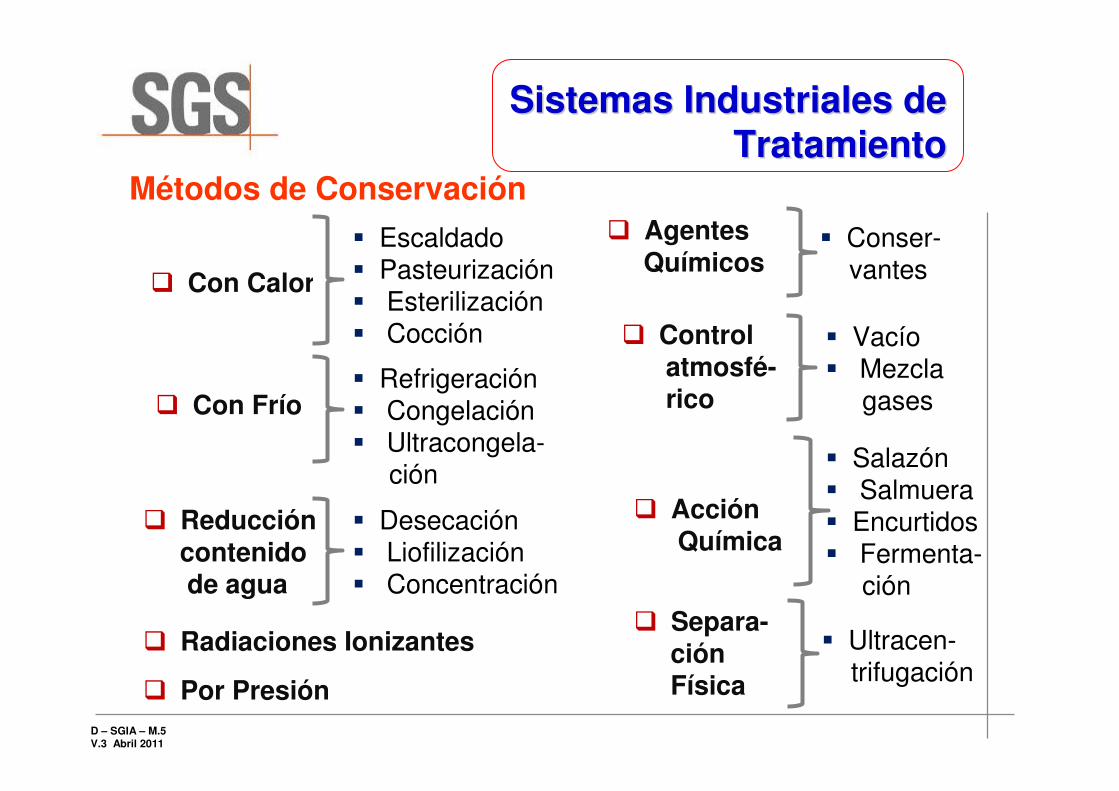
Métodos de Conservación
� Con Calor
� Escaldado� Pasteurización� Esterilización � Cocción
� Con Frío� Refrigeración� Congelación� Ultracongela-
ción
� Desecación� Liofilización� Concentración
� Reducción contenidode agua
� Radiaciones Ionizantes
� Por Presión
� Conser-vantes
� Controlatmosfé-rico
� Vacío� Mezcla
gases
� AcciónQuímica
� Salazón� Salmuera� Encurtidos� Fermenta-
ción
� AgentesQuímicos
� Ultracen-trifugación
� Separa-ciónFísica
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
D – SGIA – M.5V.3 Abril 2011
� Para prolongar la vida de los alimentos y de almacenar los productos procesados es imprescindible conservarlos de alguna manera.
� Los alimentos conservados son aquellos que después de haber sido sometidos a tratamientos apropiados se mantienen en las debidas condiciones higiénico-sanitarias para su consumo duranteun periodo de tiempo determinado.
� La conservación se basa en una serie de acciones:
1- Prevención o retraso de la descomposición bacteriana, para
conseguirlo se ha de hacer:
* Mantener los alimentos sin gérmenes.* Eliminar los existentes.
2- Prevención o retraso de la autodescomposición de los alimentos
mediante estas acciones:* Destruir o inactivar sus enzimas.
* Prevenir o retardar las reacciones químicas.3- Prevención de las alteraciones debidas a los insectos, animales
superiores, etc.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
D – SGIA – M.5V.3 Abril 2011
La aplicación de este tratamiento a alimentos viene condicionado por la necesidad de:
� Reducir la flora microbiana presente en los alimentos� Evitar las alteraciones producidas por los microorganismos no
patógenos� Aplicar el grado de calentamiento/enfriamiento adecuado a cada
alimento en cuestión
Los cuatro objetivos principales que se persiguen al aplicar un tratamiento térmico a un alimento son:
� Destruir los microorganismos que puedan afectar a la salud delconsumidor
� Destruir los microorganismos que puedan alterar el alimento� Inactivación enzimática� Optimizar la retención de factores de calidad a un costo mínimo
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico
D – SGIA – M.5V.3 Abril 2011
Según la intensidad del calor aplicado, existen varias técnicas que son:
� El escaldado
� La pasteurización
� La esterilización comercial
� La esterilización propiamente dicha.
.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico
D – SGIA – M.5V.3 Abril 2011
� Se usa agua o vapor durante pocos minutos a una temperatura de 95-100ºC.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico - Escaldado
� Es un tratamiento que se aplica sobre todo a productos frutas y verduras
� A diferencia de otros procesos, no destruye los microorganismos
ni alarga la vida útil de los alimentos.
� Se busca la destrucción de enzimas que afectan al color, sabor y contenido vitamínico.
� Esta técnica, previa a un segundo tratamiento, como pueden ser la congelación, el enlatado, la liofilización o el secado, produce un ablandamiento en el alimento que facilita el pelado.
D – SGIA – M.5V.3 Abril 2011
Es el proceso térmico realizado a líquidos -generalmente alimentos - con el objeto de reducir agentes patógenos que puedan contener: bacterias, protozoos, mohos y levaduras
Su propósito principal es lograr la esterilización parcial de los alimentos líquidos, alterando lo menos posible la estructura física, los componentes químicos y las propiedades organolépticas de éstos
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico - Pasteurización
D – SGIA – M.5V.3 Abril 2011
Después del proceso de pasteurización, los productos tratados deben de enfriarse rápidamente y sellarse herméticamente con fines de seguridad alimentaria
Por esto es esencial conocer con precisión el mecanismo de transferencia de calor en los alimentos
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico - Pasteurización
D – SGIA – M.5V.3 Abril 2011
En la sección final del aparato se verifica el enfriamiento mediante otro sistema intercambiador de calor que, en este caso, se abastece primero de agua fría y finalmente de agua helada.
El pasteurizador es un sistema continuo que comunica inicialmente vapor de agua o de radiaciones infrarrojas, mediante un intercambio de calor, a continuación el producto pasa a una sección en la cual se mantiene la temperaturadurante un tiempo dado.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico - Pasteurización

D – SGIA – M.5V.3 Abril 2011
A diferencia de la esterilización, no destruye las esporas de los microorganismos, ni elimina todas las células de microorganismos termofílicos.
Paralelamente a la destrucción de organismos patógenos, se eliminan los microorganismos más termosensibles, como los coliformes, y se inactiva la fosfatasa alcalina, pero no así las esporas o la peroxidasa, ni las bacterias un poco más termorresistentes, como las lácticas
Es decir, la leche pasteurizada todavía
tiene una determinada carga microbiana,
principalmente de bacterias lácticas - no
patógenas pero si fermentativas - , y
requiere de refrigeración, ya que su vida
de anaquel es tan solo de algunos días.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico - Pasteurización
D – SGIA – M.5V.3 Abril 2011
La pasteurización busca la disminución sensible de poblaciones de agentes patógenos para poder alcanzar niveles que no causen intoxicaciones alimentarias a los humanos
� Se pueden emplear varias condiciones de tiempo-temperatura para lograr el objetivo, pero se prefieren los de altas temperaturas y tiempos cortos.
� Seguidos de un descenso brusco de temperatura, para garantizar la eficiencia del procedimiento (4ºC).
� Las Temperaturas de pasteurización por lo general son de menores a 100°C – normalmente 70ºC -.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico - Pasteurización
D – SGIA – M.5V.3 Abril 2011
� La temperatura seleccionada para la pasteurización se basa en el tiempo térmico mortal de microorganismos patógenos - es el tiempo más corto necesario para matar una suspensión de bacterias a una temperatura determinada -.
La destrucción de microorganismos patógenos se logra con temperaturas como:
Mycobacterium tuberculosis es de los microorganismos patógenos más resistentes al calor , que puede transmitirse por la leche cruda y se destruye en 15 minutos a 60°C
o A 25 °C, mueren los psicrófilos (coliformes)
o Arriba de los 42 °C, mueren los mesófilos aerobios
o Superiores a 60 °C, mueren los termorresistentes (Salmonella).
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamientoTratamiento Térmico - Pasteurización
D – SGIA – M.5V.3 Abril 2011
� La intensidad del tratamiento del producto y el grado de prolongación de su vida útil se ven determinados principalmente por el pH.
El objetivo principal de la pasteurización aplicada a alimentos de
baja acidez (pH mayor a 4,5) es la destrucción de las bacterias
patógenas, mientras que en los alimentos de pH inferior a 4,5
persigue la destrucción de los microorganismos causantes de su
alteración y la inactivación de sus enzimas
� La eficiencia de la pasteurización se mide mediante la prueba de la fosfatasa alcalina, con la cual hay que tomar ciertas precauciones ya que se presenta el fenómeno de la reactivación enzimática.
� La pasteurización se realiza a presión atmosférica.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico - Pasteurización
D – SGIA – M.5V.3 Abril 2011
� Es empleado en los líquidos a granel como la leche, lácteos - como yogures y helados-, zumos de fruta, cerveza ( Mosto).
� Es el método más conveniente, ya que expone al alimento a altas temperaturas durante un período breve y además se necesita poco equipo industrial para poder realizarlo, reduciendo los costos de mantenimiento de maquinaria.
� Se requiere contar con personal calificado para su realización; ya que , necesita controles estrictos durante el proceso de producción.
Tipos de Procesos
� Pasteurización a altas temperaturas durante un breve período de tiempo (HTST: High Temperature/Short Time)
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico - Pasteurización
D – SGIA – M.5V.3 Abril 2011
� Pasteurización a altas temperaturas durante un breve periódo de tiempo (HTST: High Temperature/Short Time)
Entre mayor sea la temperatura, menor será el tiempo de aplicación y viceversa. Por ejemplo, si se calienta un alimento a 72º C se mantiene unos 15 o 20 segundos y se enfría rápidamente a 4º C
Tipos de Procesos
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico - Pasteurización
Existen dos métodos distintos bajo la categoría de pasteurización HTST: � En "batch" y en "flujo continuo".
D – SGIA – M.5V.3 Abril 2011
� Pasteurización a altas temperaturas durante un breve periódo de tiempo (HTST: High Temperature/Short Time)
Proceso "batch" (denominado también como Vat Pasteurization o Pasteurización Vat) : La leche se calienta en un recipiente( Autoclave) a una temperatura que llega de 63 °C a 68ºC durante un intervalo de 30 minutos, seguido inmediatamente de un enfriamiento a 4 °C para evitar la proliferación de los organismos.
Proceso de flujo continuo: La leche se mantiene entre dos placas de metal o también denominado intercambiador de calor a placas (PHE) o bien un intercambiador de calor de forma tubular.
Tipos de Procesos
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico - Pasteurización
D – SGIA – M.5V.3 Abril 2011
� Pasteurización a altas temperaturas (UHT: Ultra High Temperature )
El proceso UHT es de flujo continuo y mantiene a la leche a una temperatura superior mas alta que la utilizada en el proceso HTST . Está cerca a los 138º C durante un periodo de al menos 2 segundos. Luego se enfría rápidamente y se envasa en condiciones asépticas
Debido a este periodo de exposición - aunque breve- se produce una mínima degradación del alimento.
No se producen modificaciones en la composición de la leche pero pueden notarse no obstante ligeras modificaciones en el sabor - dejando un sabor especial debido a la caramelización de parte de los azúcares de la leche -.
Tipos de Procesos
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico - Pasteurización
D – SGIA – M.5V.3 Abril 2011
� Pasteurización a altas temperaturas (UHT: Ultra High Temperature)
La leche pasteurizada UHT empacada de forma aséptica, es un producto "de vida de anaquel estable" que no requiere de refrigeración hasta que se abre el envase.
Esta leche tiene una alta fecha de caducidad y es conocida
también como la “leche de brick” o “leche de caja”
La leche cuando se ha etiquetado como "pasteurizada", generalmente se ha tratado con el proceso HTST mientras que para la leche "ultra pasteurizada" o simplemente "UHT", se debe entender que ha sido tratada por el método UHT.
Tipos de Procesos
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico - Pasteurización
D – SGIA – M.5V.3 Abril 2011
Es un proceso similar a la pasteurización HTST, pero utilizandoequipo ligeramente diferente, temperaturas más altas y tiempos más prolongados. Con la pasteurización UP se obtiene un producto con vida útil más prolongada pero que aún requiera derefrigeración.
� Ultra Pasteurización
La ultrapasteurización es una tecnología de punta que permite eliminar la mayor parte de la flora bacteriana presente en la leche sin alterar el contenido nutricional de la leche. En este proceso se realiza un tratamiento térmico entre 135 y 150 ºC, durante un tiempo entre 2 y 6 segundos, seguido de un enfriamiento rápido a temperatura ambiente.
Tipos de Procesos
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico - Pasteurización
D – SGIA – M.5V.3 Abril 2011
Se utiliza este proceso en algunos alimentos con el fin principal de detener los procesos enzimáticos, ya que se realiza a bajas temperaturas.
� Pasteurización a a bajas temperaturas durante un prolongado periodo de tiempo (LTLT)
Se somete a la leche a un proceso de aumento de temperatura hasta los 63ºC durante 30 minutos .
Casi no utilizada salvo en queserías tradicionales
Tipos de Procesos
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico - Pasteurización
D – SGIA – M.5V.3 Abril 2011
� En este caso se tratan las leches por cortos períodos a elevadas temperaturas por medio de equipos UAT ( ultra alta temperatura).
� La temperatura de calentamiento es de 135- 150 º C en unperíodo de 2 a 10 segundos para destruir las lipasas – enzimas-bacterianas.
� El envasado es aséptico, en recipientes estériles.
Tipos de Procesos
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico - Pasteurización
� Esterilización de la leche a granel ( Ultra Alta temperatura –(UAT)

D – SGIA – M.5V.3 Abril 2011
� Los envases deben ser opacos, livianos, impermeables al agua y gases, sin sabor ni olor y resistentes a los pretratamientos químicos o térmicos.
Tipos de Procesos
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico - Pasteurización
� Esterilización de la leche a granel ( Ultra Alta temperatura –(UAT)
Los más utilizados son los Tetra Brik - forma de ladrillo - o Tetra Pack – tetraédricos - con un laminado de polietileno, cartón, tinta oscura, aluminio y polietileno para mayor conservación.
D – SGIA – M.5V.3 Abril 2011
� Con la esterilización a granel se pierden:
Tipos de Procesos
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico - Pasteurización
� Esterilización de la leche a granel ( Ultra Alta temperatura –(UAT)
� El 10% de las vitaminas B1 y B6 � El 20% de la B12 y el ácido fólico � El 30% de la Vitamina C.
� Este producto se puede conservar en un refrigerador por varios meses.
� Una vez abierto el envase sólo unos 3 días.
� Si es esterilizada en forma continua – clásica - se pierden el 50% de las vitaminas B1 y C, 80% de la vitamina B12 y un 20% de la vitamina B6
D – SGIA – M.5V.3 Abril 2011
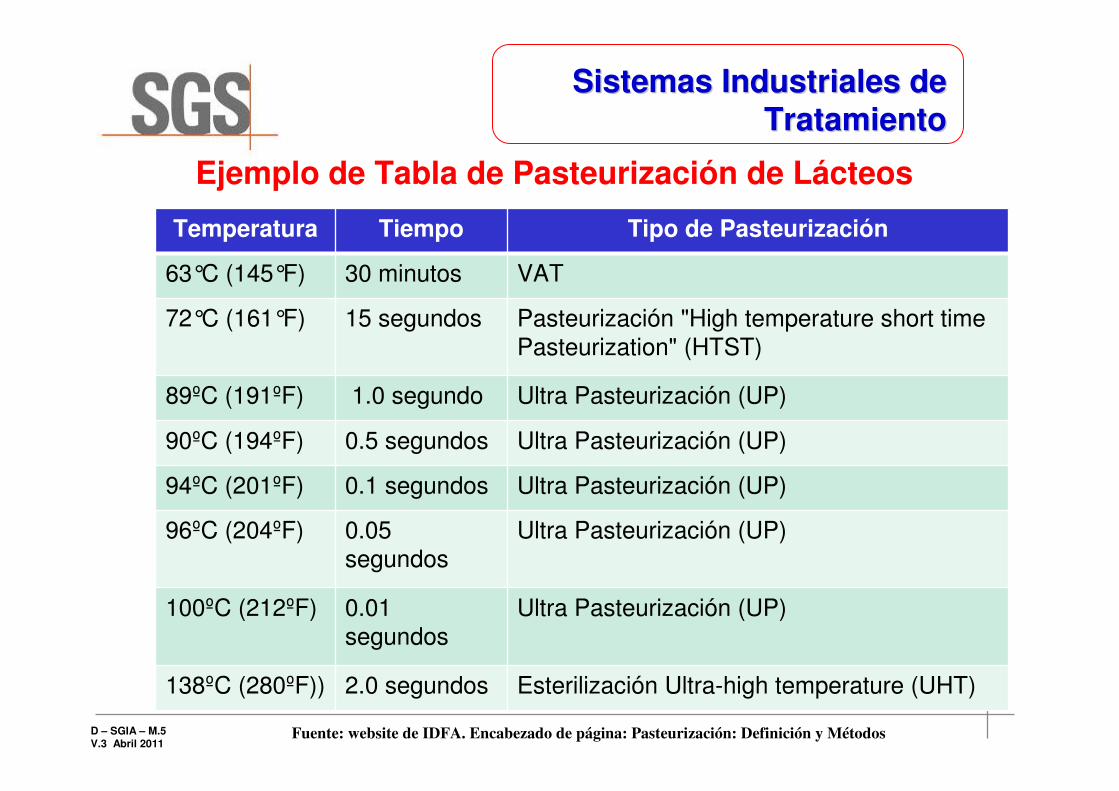
Ejemplo de Tabla de Pasteurización de Lácteos
Temperatura Tiempo Tipo de Pasteurización
63°C (145°F) 30 minutos VAT
72°C (161°F) 15 segundos Pasteurización "High temperature short time Pasteurization" (HTST)
89ºC (191ºF) 1.0 segundo Ultra Pasteurización (UP)
90ºC (194ºF) 0.5 segundos Ultra Pasteurización (UP)
94ºC (201ºF) 0.1 segundos Ultra Pasteurización (UP)
96ºC (204ºF) 0.05
segundos
Ultra Pasteurización (UP)
100ºC (212ºF) 0.01 segundos
Ultra Pasteurización (UP)
138ºC (280ºF)) 2.0 segundos Esterilización Ultra-high temperature (UHT)
Fuente: website de IDFA. Encabezado de página: Pasteurización: Definición y Métodos
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
D – SGIA – M.5V.3 Abril 2011
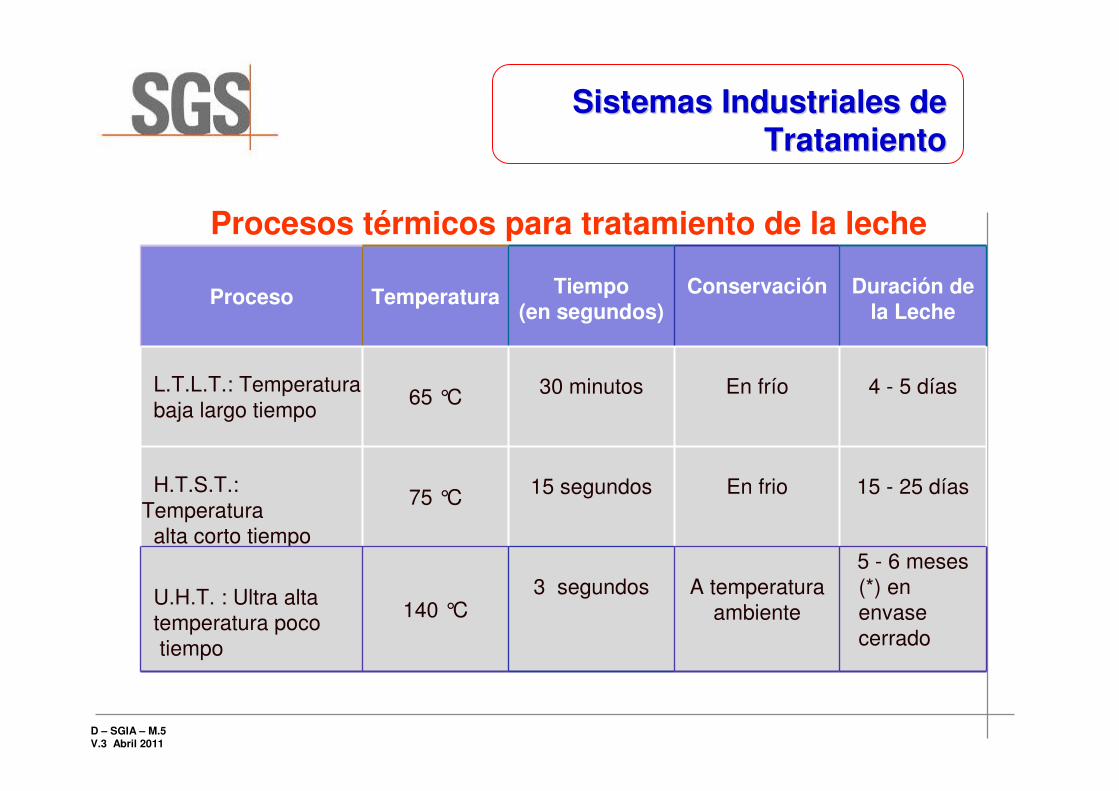
Proceso TemperaturaTiempo
(en segundos)Conservación Duración de
la Leche
L.T.L.T.: Temperatura
baja largo tiempo65 °C
30 minutos En frío 4 - 5 días
H.T.S.T.:
Temperatura
alta corto tiempo
75 °C15 segundos En frio 15 - 25 días
U.H.T. : Ultra alta
temperatura poco
tiempo
140 °C3 segundos A temperatura
ambiente
5 - 6 meses
(*) en
envase
cerrado
Procesos térmicos para tratamiento de la leche
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento

D – SGIA – M.5V.3 Abril 2011
Taller
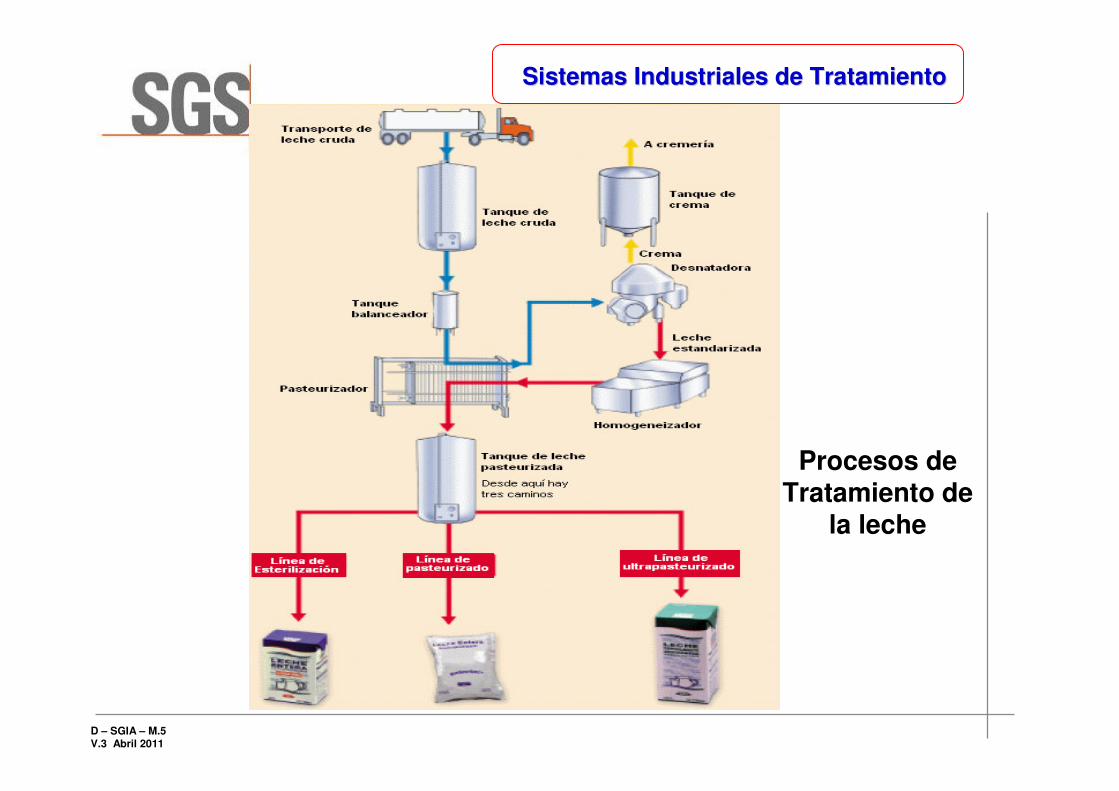
Procesos de Tratamiento de la
leche
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico
D – SGIA – M.5V.3 Abril 2011
Procesos de Tratamiento de
la leche
Sistemas Industriales de TratamientoSistemas Industriales de Tratamiento
D – SGIA – M.5V.3 Abril 2011
� Los zumos de frutas son productos alimenticios perecederos que se alteran rápidamente por la acción de distintos agentes, principalmente por enzimas de las propias frutas y especialmente por los microorganismos
Por ejemplo:
� Los principales microorganismos alterantes de los zumos de
naranja son los mohos, las levaduras, Leuconostoc, Lactobacillus
y Bacillus termófilos formadores de esporas (B. subtilis y B.
punilus).
� El Alicyclobacillus acidoterrestris ha cobrado gran importancia por
su capacidad para formar esporos termoacidófilos que resisten a
los tratamientos térmicos.
� En el zumo de manzana destacan E. coli, Saccharomyces cerevisae
y Listeria monocytogenes.
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico – Pasteurización de los Zumos
D – SGIA – M.5V.3 Abril 2011
� En cuanto a la alteración enzimática, uno de los principales defectos en la calidad de los zumos de naranja es la pérdida de turbidez a lo largo de su almacenamiento (“cloud loss”).
Este fenómeno esta causado por una enzima de origen vegetal, la pectin metil esterasa (PME), la cual tiene la función de degradar las pectinas. Como consecuencia el zumo pierde suturbidez característica dando lugar a un líquido claro con un precipitado en el fondo.
� Además los zumos frescos, especialmente el de manzana, sufren con la exposición al aire un oscurecimiento de origen enzimático - pardeamiento enzimático- que disminuye la calidad del producto.
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico – Pasteurización de los Zumos

D – SGIA – M.5V.3 Abril 2011
� Durante el almacenamiento, los zumos también pierden su calidad nutritiva. La vitamina C, de gran importancia para la salud humana, disminuye durante su almacenamiento por procesos oxidativos
Por lo anterior, desde sus principios, el principal objetivo de la industria alimentaria ha sido la búsqueda de métodos de conservación que alarguen la vida útil de estos productos evitando la acción de estos agentes.
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico – Pasteurización de los Zumos

D – SGIA – M.5V.3 Abril 2011
� Adicionalmente en ocasiones estos productos pueden estar contaminados con microorganismos patógenos responsables de toxiinfecciones alimentarias,:
� El principal microorganismo patógeno de los zumos de manzana es E. coli
� Otros agentes patógenos que destacan en estos productos son Salmonella y Listeria monocytogenes, siendo este último también de gran importancia por mantener su capacidad de multiplicación a temperaturas de refrigeración.
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico – Pasteurización de los Zumos
D – SGIA – M.5V.3 Abril 2011
Los zumos envasados - e incluso los néctares- se someten a dos tipos diferentes de procesos de pasteurización:
� Los zumos sin procesar (crudos)� Los zumos ultra-pasteurizados o zumos estériles.
� Los productores de zumos están familiarizados con los procesos
de pasteurización y ambos métodos el Vat o proceso "batch" –empleado en los productores de pequeño tamaño de
producción- y el UHT - empleado en los productores de mayor
producción-.
� El método HTST es aceptado en la industria ya que no produce
una degeneración del sabor apreciable.
� La pasteurización es muy efectiva en los zumos debido a que es
un medio ácido y evita la proliferación de microorganismos esporulados: los más resistentes a las altas temperaturas.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico – Pasteurización de los Zumos

D – SGIA – M.5V.3 Abril 2011
Por tanto las técnicas de conservación no solo tienen que asegurar la estabilidad del producto, sino que también tienen como objetivo evitar la presencia de microorganismos patógenos a concentracio nes suficientes para producir la enfermedad, es decir garantizar su seguridad sanitaria
Existen varias técnicas de conservación de zumos que inactivan estos agentes patógenos y alterantes.
Los zumos de frutas simples son aquellos no concentrados que para su conservación se ha sometido a un tratamiento térmico, bien de pasteurización - requiere refrigeración- o esterilización - estable a temperatura ambiente-.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico – Pasteurización de los Zumos
D – SGIA – M.5V.3 Abril 2011
� Los zumos concentrados, se concentran generalmente con un termo –evaporador y se conservan con un tratamiento térmico o en congelación.
� Los zumos elaborados a partir de concentrados se elaboran por dilución
de un zumo concentrado, se pasteuriza y se conserva en refrigeración.
� El zumo deshidratado se elabora a partir de zumo concentrado deshidratado, generalmente por deshidratación atomizada.
� Además, a todos estos productos se les suele adicionar sustancias ácidas y aditivos con actividad antimicrobiana que refuercen la conservación del producto.
� En los zumos simples o concentrados pasteurizados, a pesar de la
combinación de las barreras de conservación de calor, pH, refrigeración y
conservantes químicos, la vida útil del producto es muy baja.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico – Pasteurización de los Zumos
D – SGIA – M.5V.3 Abril 2011
� Por tanto el calor es el principal método de inactivación de los
microorganismos y enzimas de los zumos, permitiendo obtener un alimento seguro y estable.
� Pero para conseguir estos objetivos el tratamiento térmico tiene que
ser muy severo, de forma que altera gravemente las características
organolépticas - cambios de color, sabor y pérdidas de aromas- y sus propiedades nutritivas - pérdida de vitamina C-
� Además se ha demostrado que determinadas cepas de E. coli y
Salmonella son capaces de sobrevivir a un tratamiento térmico de pasteurización, a la refrigeración y a la acidificación - pH 3,3-4,2- de
los zumos de manzana.
En la industria del zumo de frutas se han observado como otros
posibles métodos emergentes de conservación las altas presiones
hidrostáticas y la irradiación UV
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico – Pasteurización de los Zumos

D – SGIA – M.5V.3 Abril 2011
Efectos de la pasteurización en zumos
� Los zumos pueden sufrir alteraciones en el color de la bebida, tendiendo al marrón debido al deterioro enzimático de la polifenoloxidasa.
� Esto es debido en parte a la presencia de oxígeno en el líquido, esta es la razón por la que los zumos y los néctares suelen ser liberados del aire antes de entrar enel proceso de pasteurización.
� De la misma forma la pérdida de Vitamina C y de Carotenos se ve disminuida por la aireación previa.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Tratamiento Térmico – Pasteurización de los Zumos

D – SGIA – M.5V.3 Abril 2011
Objetivo
La eliminación selectiva de levaduras, mohos - que a menudo provocan un problema real en caso de uso de fruta- y bacterias, en la cerveza
La palabra clave de esta definición es selectividad.
� A pesar de que la pasteurización elimine varios organismos, hay que conservar la cerveza en un lugar fresco porque sigue conteniendo organismos vegetativos
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico – Pasteurización Flash
D – SGIA – M.5V.3 Abril 2011
� Se logra al calentar rápidamente la bebida a una temperatura de alrededor de 71ºC - 82ºC antes del proceso de llenado y tapado
� La bebida será conservada a esta temperatura por menos de 20 segundos antes de ser rápidamente enfriada utilizando otro intercambiador de calor
� Para el caso de las Unidades de pasteurización de la cerveza , la
mayoría utiliza 65ºC a los 80°C durante un tiempo variable, de 15 a 30 segundos.
� Este proceso aporta varias ventajas de espacio y costo debido a la manipulación de la bebida en lote antes del llenado.
� Para esta pasteurización se requiere de llenado estéril y de contenedores estériles.
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico – Pasteurización Flash
D – SGIA – M.5V.3 Abril 2011
� El requerir un llenado estéril y contenedores estériles es una desventaja de la pasteurización flash en comparación con la pasteurización de túnel porque mantener estos requisitos es complejo, difícil y costoso
Por el contrario, los procesos de pasteurización en túnel conservan la bebida en un contenedor sellado, evitando así los problemas de contaminación y garantizar una vida útil más larga.
En consecuencia, la mayoría de las botellas y latas de cerveza se pasteurizan en pasteurizadores de túnel.
� Para el caso de la cerveza con esta pasteurización se logra estabilidad microbiana y fisicoquímica.
� La pasteurización influye en el gusto de la cerveza, tanto que se aconseja la pasteurización de las cervezas ambarinas - cocidas con malta caramelizada- a fin de obtener un gusto pastoso
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico – Pasteurización Flash
D – SGIA – M.5V.3 Abril 2011
� La pasteurización es importante especialmente en el caso de cervezas a base de frutas : el riesgo de contaminación se debe a los organismos que se reproducen dependiendo de la maduración y del método de conservación de la fruta
� Las condiciones para la pasteurización flash se calculan relacionando la duración del tratamiento y la temperatura utilizada. Para el caso de la cerveza se aplica la siguiente fórmula:
PU= t * 1.393 (Tp- 60˚ C)
t = El tiempo de tratamiento en minutos, y
Tp = La temperatura de pasteurizaciónPU : Unidades de pasteurización definen la eficacia de la
pasteurizacion y la manera de pasteurizar la cerveza
Sistemas Industriales de Sistemas Industriales de TratamientoTratamiento
Tratamiento Térmico – Pasteurización Flash

D – SGIA – M.5V.3 Abril 2011
� conserva la bebida en un contenedor sellado, evitando así los
problemas de contaminación y garantizar una vida útil más larga.
� La Pasteurización de bebidas en botellas y latas es biológicamente
saludable pero tiende a afectar de forma adversa el color y el sabor del
producto después de aplicarle calor en exceso y por mucho tiempo .
Además, la pasteurización llevada a cabo en pasteurizadores de túnel
requiere de mucho espacio y energía.
Sistemas Industriales Sistemas Industriales de Tratamientode Tratamiento
Tratamiento Térmico – Pasteurización de Túnel
D – SGIA – M.5V.3 Abril 2011
A parte de la leche y los zumos de frutas , podemos encontrar alimentos que por lo general, poseen una estructura líquida o semilíquida
Algunos son los siguientes:
� Aguas
� Bebidas en botella� Cerveza� Cremas
� Helados� Otros productos lácteos:
mantequilla, nata, queso
� Mieles
� Ovoproductos� Olivas� Pepinillos en vinagre� Salsas: Mayonesa,
Ketchup, etc.� Vino� Verduras
Tratamiento Térmico – Pasteurización
Alimentos Pasteurizados
Sistemas Industriales Sistemas Industriales de Tratamientode Tratamiento
D – SGIA – M.5V.3 Abril 2011
Los procesos principales son:
� La esterilización propiamente dicha
� La esterilización comercial
� La esterilización intermitente ( Tindalización)
.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Esterilización
Los métodos utilizados son:
Con Agentes Físicos: Calor ( Tratamiento Térmico)
Otros Métodos : Con Agentes Químicos- Oxido de Etileno
Con Irradiación� Radiaciones Ionizantes� Radiaciones No Ionizantes
D – SGIA – M.5V.3 Abril 2011
� La alta temperatura combinada con un alto grado de humedad es uno de
los métodos más efectivos para destruir microorganismos.
� Hay que distinguir entre calor húmedo y calor seco.
• El húmedo mata los microorganismos porque coagula sus proteínas siendo más rápido y efectivo que el calor seco
• El calor seco los destruye al oxidar sus constituyentes químicos.
� La acción letal del calor es una relación de temperatura y tiempo afectada por muchas condiciones.
Por ejemplo, las esporas de Clostridium botulinum son destruidas en 4 a
20 minutos a 120°C en calor húmedo, mientras que se necesitan alrededor de 2 horas de exposición al calor seco para obtener los mismos resultados.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Esterilización - Tratamiento Térmico
D – SGIA – M.5V.3 Abril 2011
� Consiste en colocar el alimento en recipiente cerrado y someterlo a temperatura elevada durante bastante tiempo, para asegurar la destrucción de todas las formas de microorganismos –patógenas y no patógenas - gérmenes y enzimas.
� Cuanto más alta sea la temperatura de esterilización menor seráel tiempo de tratamiento. Las temperaturas utilizadas están en el rango de 115 -130ºC durante 15 - 30 minutos.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Esterilización – Tratamiento Térmico
� El calor destruye las bacterias y crea un vacío parcial que facilita un cierre hermético, impidiendo la recontaminación
� Se usa cuando es necesario conservar el alimento durante períodos más prolongados

D – SGIA – M.5V.3 Abril 2011
� Las vitaminas del grupo B se preservan en un 80% y las vitaminas liposolubles A, D, E y K, sensibles a la luz y al aire, quedan protegidas en los recipientes opacos y herméticos . Los envases de vidrio, debido a que dejan pasar los rayos ultravioletas, permiten la degradación de las vitaminas en su conjunto.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Esterilización- Tratamiento Térmico
� El valor nutritivo de las conservas, debido a las condiciones de fabricación y el tiempo reducido de calor, es bastante óptimo, ya que no existe alteración de proteínas, carbohidratos , ni lípidos.
� La vitamina C de las verduras se conserva en más del 50% y en el 95% en las frutas y zumos de frutas
D – SGIA – M.5V.3 Abril 2011
� La acidez es un factor importantísimo, cuanta más acidez, mejor conservación - frutas, tomate, col, preparados tipo ketchup, y algunas hortalizas ácidas-, en algunos casos, ni siquiera necesita llegar a temperaturas de ebullición.
� Para asegurar la acidez - incluso tratándose de los alimentos anteriores, cuando son muy maduros - conviene acidificarlos
� En cambio, carnes, aves, pescados y el resto de las hortalizas, al ser muy poco ácidas, necesitan mayor temperatura, por lo que sólo es posible su esterilización en autoclave.
De no alcanzar la temperatura precisa podrían contaminarse y producir botulismo, si se consumen
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Esterilización – Tratamiento Térmico
D – SGIA – M.5V.3 Abril 2011
� Recibe también el nombre de "appertización" en recuerdo al pastelero francés Appert, que fue quien primero lo utilizó.
� El objeto es destruir los microorganismos patógenos que puedan existir en el producto y prevenir el desarrollo de aquellos que puedan causar deterioro en el producto.
Esterilización Comercial- Tratamiento Térmico
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Este tratamiento térmico se ha diseñado para destruir la totalidad de los microorganismos en forma vegetativa o esporulada, que podrían crecer en el alimento en las condiciones en que se va a almacenar – normal, no congelado-. Las esporas podrían germinar y multiplicarse en el almacenamiento produciendo toxinas
D – SGIA – M.5V.3 Abril 2011
� La termo destrucción de las esporas bacterianas así como de las células vegetativas sigue un curso logarítmico, es decir, cuando una cantidad de esporas dada se mantiene a una temperatura constante, suficientemente alta para que ejerza un efecto letal, el número de esporas por unidad de volúmen decrece en una decima parte
� Se realiza con alimentos previamente introducidos en recipientes cerrados, que se calientan en el autoclave a temperaturas superiores a los 100ºC.
� Las propiedades de gusto, olor y color de los alimentos puedenverse modificadas, pero es un método bastante eficaz para la destrucción de los microorganismos.
Esterilización Comercial – Tratamiento Térmico
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
D – SGIA – M.5V.3 Abril 2011
� Puede ser aplicada a cualquier producto que haya sido pelado, trozado o sometido a otro tratamiento de preparación, provisto de un envase adecuado y sellado en forma hermética de manera de evitar la entrada de microorganismos después de la esterilización y también la entrada de oxígeno.
� El envase debe presentar condiciones de vacío para asegurar la calidad del producto.
Esterilización Comercial – Tratamiento Térmico
� La esterilización evita que sobrevivan los organismos patógenos o productores de enfermedades cuya existencia en el alimento ysu multiplicación acelerada durante el almacenamiento, pueden producir daños serios a la salud de los consumidores.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
D – SGIA – M.5V.3 Abril 2011
� Los microorganismos se destruyen por el calor, pero la temperatura necesaria para destruirlos varía. Muchas bacterias pueden existir en dos formas, vegetativa o de menor resistencia a las temperaturas, y esporulada o de mayor resistencia.
� El estudio de los microorganismos presentes en los productos alimenticios ha llevado a la selección de ciertos tipos de bacterias como microorganismos indicadores de éxito en el proceso.
� Los microorganismos indicadores son los más difíciles de destruir mediante los tratamientos térmicos, de manera que si el tratamiento es eficiente con ellos lo será con mayor razón con aquellos microorganismos más termo sensibles.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Esterilización Comercial – Tratamiento Térmico
D – SGIA – M.5V.3 Abril 2011
� Uno de los microorganismos más usados como indicador para procesos de esterilización comercial es el Clostridium botulinum, el cual es causante de intoxicaciones serias debido a alimentos de baja acidez, o conservados en ambiente de vacío, dos de las condiciones para la producción de toxinas por el microorganismo.
� El calor destruye las formas vegetativas de los microorganismos y reduce a un nivel de seguridad las esporas, es decir, las formas resistentes de los microorganismos, asegurando que el producto puedaser consumido sin problemas por elser humano.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Esterilización Comercial – Tratamiento Térmico
D – SGIA – M.5V.3 Abril 2011
Los productos que pueden ser sometidos al proceso de conservación por esterilización comercial son muy variados.
� Las frutas en general pueden ser procesadas de esta manera, siendo las piñas y las guayabas dos ejemplos de estos productos. Son productos ácidos y, en relación al Clostridium botulinum son altamente seguros, pues el microorganismo no encuentra a ese nivel de acidez las condiciones adecuadas para producir la toxina, que es altamente efectiva y mortal en el ser humano
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Esterilización Comercial – Tratamiento Térmico
� Productos de baja acidez como la mayoría de las hortalizas, pueden estar contaminados con el microorganismo y producir la toxina durante el almacenamiento. Por lo cual no es aconsejable procesar hortalizas de baja acidez en condiciones domésticas o artesanales que no permitan un adecuado control del proceso.

D – SGIA – M.5V.3 Abril 2011
Los productos que pueden ser sometidos al proceso (Cont.)
� Las carnes, aves, pescados por ser muy poco ácidas, necesitan mayor temperatura, por lo que sólo es posible su esterilización en autoclave. De no alcanzar la temperatura precisa podrían contaminarse y producir botulismo, si se consumen.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Esterilización Comercial – Tratamiento Térmico
D – SGIA – M.5V.3 Abril 2011
Consiste en someter el producto a calentamientos intermitentes entre 56 y 100°C durante 30 min con lo que se logra destruir las formas vegetativas. En los intervalos se mantiene a temperatura ambiente o a 37°C, las esporas germinan y las bacterias resultantes se hacen más sensibles a calentamientos posteriores.
Se utiliza cuando las sustancias químicas no pueden calentarse por encima de 100°C sin que resulten deterioradas.
Los productos cárnicos siempre llevan un proceso de tindalización
� Todas las conservas deben envasarse sin los huesos y en frascos previamente esterilizados.
De acuerdo con la cantidad de contenido y capacidad del frasco será el
tiempo de tindalización. Ejemplo: para frascos de 360 g se necesitan 40
minutos en la primera tindalización y 20 minutos para la segunda y tercera.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Esterilización Intermitente- Tindalización
D – SGIA – M.5V.3 Abril 2011
� Esterilización por calor húmedo: se utiliza para soluciones
acuosas
El aparato utilizado es el autoclave - que regula la presión interna y el tiempo-. El calor en la forma de vapor a saturación y a presión es el
agente más práctico para esterilizar ya que el vapor a presión
proporciona temperaturas superiores a las que se obtienen por ebullición.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
Esterilización - Tratamiento Térmico
Equipo utilizado
D – SGIA – M.5V.3 Abril 2011
� El fundamento del autoclave es que coagula las proteínas de los
microorganismos debido a la presión y temperatura, aunque recientemente se ha llegado a saber de algunos microorganismos,
así como los priones, que pueden soportar las temperaturas de
autoclave.
� Las autoclaves funcionan permitiendo la entrada o generación de
vapor de agua pero restringiendo su salida, hasta obtener una
presión interna de 103 kPa, lo cual provoca que el vapor alcance una temperatura de 121 grados centígrados. Un tiempo típico de
esterilización a esta temperatura y presión es de 15 minutos.
Sistemas Industriales de Sistemas Industriales de
TratamientoTratamiento
� Esterilización por calor húmedo
Esterilización - Tratamiento Térmico
Equipo utilizado