control de producción y laboratorio automatizados mediante ... de plantas de... · etapas para la...
TRANSCRIPT
Control de producción ylaboratorio automatizados
mediante el sistemaQCX/RoboLab (“1
CARLOS MANTEROLA MATAIngeniero Técnico Industrial
CEMENTOS ALFA, S. A.
1, INTRODUCCION
Una vez que “CEMENTOS ALFA, S. A.” cumplió una primera y costosaetapa de modernización del proceso de producción de cemento en su fábricade Mataporquera, comenzaron a surgir nuevas necesidades e ilusionesrespecto a las posibles mejoras a realizar en el aspecto de control de calidaden todas las fases del proceso de producción.
Como consecuencia de este interés se estudiaron a lo largo del año1996 las diferentes opciones existentes en el mercado en lo relativo al controlautomatizado de calidad en el sector cementero, buscando siempre elmáximo grado posible de automatización. De todas estas opcionesconsideramos como más apropiada la ofertada por la Empresa “FL!3AUTOMATION”, cuyos ingenieros comenzaron a desarrollar su trabajo en elotoño de 1996, finalizando el mismo en el primer semestre de 1997.
2. DESCRIPCION BREVE DE LA SOCIEDAD
Actualmente la fábrica de Mataporquera, situada en el término municipalde Valdeolea (Cantabria), consta en síntesis de dos canteras, un molino decrudo, un horno rotativo de vía seca con intercambiador de calor de cuatroetapas para la fabricación de clínker, tres molinos de cemento, instalación defuel-oil y carbón, laboratorio, expedición de cementos de granel y envasado,así como un silo de clínker de 50.000 Ts.
(*) Comunicación presentada en los IV Coloquios de Directores y Técnicos de Fábricas deCemento. Barcelona, noviembre 1999.
2 6 6 CEMENTO - HORMIGON
Además de lo anterior se dispone de instalaciones de almacenamiento ydistribución de,cemento a granel de Tanos, en Torrelavega, y en el puerto deRaos, Santander, destinada ésta última a la exportación.
Durante el mes de septiembre de 1997 fue puesto en funcionamiento elnuevo Laboratorio de CA en Mataporquera. Dicho laboratorio, defuncionamiento totalmente automatizado, ha supuesto un gran avance en elconcepto de control de calidad a lo largo de todo el proceso productivo,mediante la toma de muestras automatizada y gestión de las mismas en ellaboratorio robotizado, siendo en las fechas de puesta en funcionamientouno de los laboratorios de estas características tecnológicamente máspunteros en el mundo.
3. CARACTERISTICAS GENERALES DEL NUEVO LABORATORIO
Las premisas básicas del nuevo sistema de muestreo automático ycontrol del proceso fueron las siguientes:
- Asegurar un sistema de toma de muestras a lo largo de todo elproceso productivo que sea consistente y fiable en todo momento, yque permita un aumento considerable en el número de muestras quepueden ser analizadas en el laboratorio.
- Lograr el grado máximo de automatización de todas las tareas depreparación y análisis de muestras, corrección de alimentadores dediferentes puntos del proceso, etc., con el fin de mantener un sistemade fabricación estable y eficazmente controlado.
- Reducción de costes en todas las operaciones indicadas,comprendiendo la optimización debida a la obtención de un procesomás constante y con menos desviaciones, así como a la reducciónnotable de los trabajos realizados manualmente en el laboratorio.
4. EL SISTEMA QCX
El sistema de control de calidad en la planta de CA está compuesto de:
- Un sistema totalmente automatizado de toma de muestras ytransporte neumático a lo largo del proceso, para muestras de crudomolido, crudo homogeneizado, crudo de alimentación al horno,clínker, cemento y combustible.
- Un sistema totalmente automatizado de preparación y análisis demuestras rutinarias utilizando un robot industrial y unos equiposconvencionales manuales o semiautomáticos de preparación y análisisde muestras.
M A R Z O 2 0 0 0 N . ’ 8 0 8 287
- Un sistema informático integrado de laboratorio conectado con elsistema de control de la planta, y con la posibilidad de una futuraconexión a la red de la fábrica.
Una de las principales razones de CA para seleccionar el sistemaQCX/RoboLab fue su capacidad para conectar tanto con equipos existentescomo nuevos e integrarlos en un sistema totalmente automatizado con unalto grado de flexibilidad para futuras modificaciones y/o ampliaciones.Gracias al sistema robotizado el funcionamiento del laboratorio deproducción es totalmente automático, reduciéndose así las necesidades demano de obra. El sistema funciona las 24 horas del día con una variaciónmínima en los métodos de preparación de muestras.
4.1. QCX/AutoSamplig
Se toman las muestras en seis puntos del proceso (ver Fig. 1):
- A la salida del molino de crudo, una muestra promedio cada hora.
- A la salida de la parte inferior de los silos de homogeneización,muestras puntuales según sea necesario antes de vaciar el material alsilo de fondo, normalmente cada 6 horas.
- A la entrada al calcinador, una muestra promedio cada 4 horas.
- A la salida del enfriador de clínker, una muestra promedio cada hora.
- A la salida del molino de cemento, una muestra promedio cada hora.
- A la salida del molino de carbón, una muestra puntual cada 4 horas.
Todos los extractores de muestras están conectados a estacionesautomáticas de envío para enviar las muestras en cartuchos al laboratorio,donde la estación receptora vacía automáticamente el cilindro, que esdevuelto a la estación de envío para ser utilizado de nuevo en la siguientemuestra. Para evitar problemas de contaminación de muestras se hainstalado una estación de recepción manual en el laboratorio, principalmentepara recibir muestras de carbón que el operador seguidamente introduce enel QCX/RoboLab; sin embargo, la estación manual también puede utilizarsepara recoger muestras adicionales de cualquier tipo, por ejemplo, para unanálisis no rutinario en el laboratorio mediante análisis por el métodotradicional.
El QCX/AutoSampling incluye un sistema PLC para controlar todos losequipos de muestra y transporte automáticos, conectado a todas lasestaciones de envío mediante buses de datos. El PLC está también conectadomediante una conexión en serie al ordenador principal de QCX que controlala temporización de la toma muestra además de soportar las funciones de
2 6 8 CEMENTO - HORMIGON

Fig. 1. QCX/Autosampling.
peticiones repetidas o únicas de muestras. Los diagramas mímicos, quemuestran la disposición específica de la planta, aseguran una rápida vistageneral del estado y el acceso fácil a las fuciones de QCX/AutoSampling.
El PLC está directamente conectado a los diversos sistemas de control defábrica para obtener información sobre el estado del molino, del horno, y delsistema de transporte antes de ejecutar una petición de muestras.
Los dispositivos de toma de muestras son de distintos tipos. En losconductos verticales y caídas de aire se instalaron extractores de muestrasestándar. En los silos de homogeneización y en la salida de clínker, lasituación era mucho más compleja y fue necesario diseñar solucionesespeciales para cubrir las necesidades específicas.
4.1.1. Silos de homogeneización
Se han instalado extractores de muestras con cuchara modificados en lasalida de los silos de homogeneización (Fig. 2). Se seleccionaron estosextractores de muestras tomando en cuenta las difíciles condiciones que seproducen de alta presión y material compacto en el fondo del silo. Loscilindros de los extractores de muestras son más robustos y se preparó unprograma especial de control para el accionamiento de los cilindros medianteel cual la cuchara de muestras se mantiene cerca del flujo para evitar que elmaterial entre en el tubo cilíndrico.
MARZO 2000 N.” 808 2 8 9

Fig. 2. Tomamuestras silos homogeneización.
Mediante dos cintas especiales de transporte, se transfiere la muestradesde cada silo hasta una estación común de envío, desde donde se lleva a laestación de laboratorio. La frecuencia únicamente depende de la producciónde crudo y del intervalo con que se deba vaciar el silo superior.
4.1.2. Enfriador de clínker
La configuración del extractor de muestras de clínker también respondea un diseño especial. El extractor de muestras se ha diseñado para cumplirlos requisitos de resistencia al calor y al impacto por la caída del clínker(Fig. 3). Además, para obtener una muestra representativa, el diseño delextractor de muestras debe adaptarse al conducto específico de lainstalación. En CA Mataporquera se ha instalado el equipo de pre-acondicionamiento de muestras en un nivel más alto que el extractor demuestras por motivos de falta de espacio y de seguridad, dado que el puntode toma de muestras de clínker está situado muy bajo, y como consecuenciapuede resultar dañado en caso de que se produzca un mal funcionamientode los equipos de proceso anteriores.
La muestra es transportada por un transportador con cangilón desde elextractor de muestras hasta la torre de preparación instalada en unaplataforma (Fig. 4), que aísla eficazmente el equipo de las posiblesradiaciones de calor desde la parte inferior.
2 7 0 CEMENTO - HORMIGON
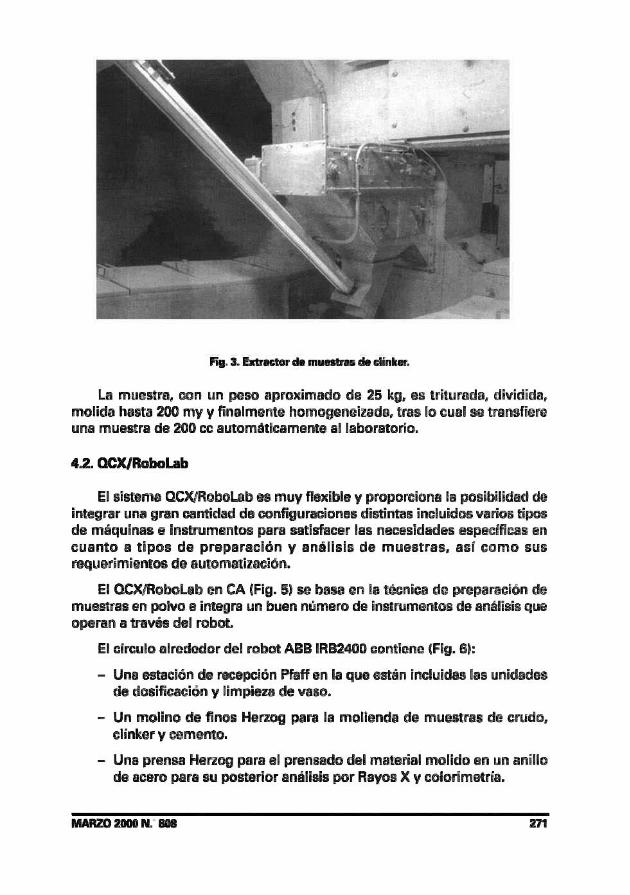
Fig. 4. Torre preparación muestras de clínker.
‘var- Un almacén de muestras promedias, de marca FLSA, para consermuestras de control de 24 horas.
- Una cinta de transporte al espectrómetro y otra al difractómetro.
Fig. 5. OCXlRoboLab.
2 7 2 CEMENTO - HORMIGON
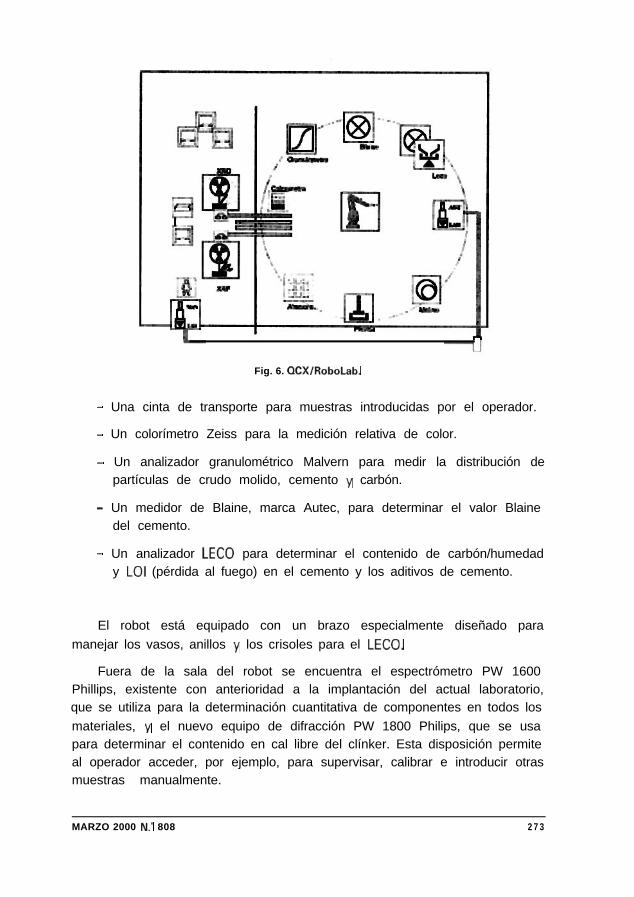
Fig. 6. QCX/RoboLab.
- Una cinta de transporte para muestras introducidas por el operador.
- Un colorímetro Zeiss para la medición relativa de color.
- Un analizador granulométrico Malvern para medir la distribución departículas de crudo molido, cemento y carbón.
- Un medidor de Blaine, marca Autec, para determinar el valor Blainedel cemento.
- Un analizador LECO para determinar el contenido de carbón/humedady LOI (pérdida al fuego) en el cemento y los aditivos de cemento.
El robot está equipado con un brazo especialmente diseñado paramanejar los vasos, anillos y los crisoles para el LECO.
Fuera de la sala del robot se encuentra el espectrómetro PW 1600Phillips, existente con anterioridad a la implantación del actual laboratorio,que se utiliza para la determinación cuantitativa de componentes en todos losmateriales, y el nuevo equipo de difracción PW 1800 Philips, que se usapara determinar el contenido en cal libre del clínker. Esta disposición permiteal operador acceder, por ejemplo, para supervisar, calibrar e introducir otrasmuestras manualmente.
MARZO 2000 N.” 808 2 7 3
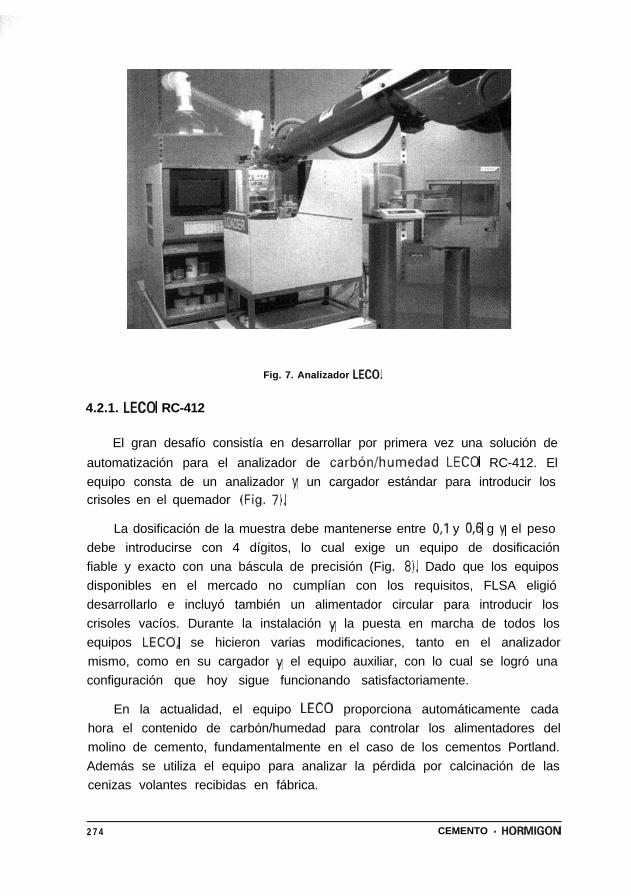
Fig. 7. Analizador LECO.
4.2.1. LECO RC-412
El gran desafío consistía en desarrollar por primera vez una solución deautomatización para el analizador de carbón/humedad LECO RC-412. Elequipo consta de un analizador y un cargador estándar para introducir loscrisoles en el quemador (Fig. 7).
La dosificación de la muestra debe mantenerse entre 0,l y 0,6 g y el pesodebe introducirse con 4 dígitos, lo cual exige un equipo de dosificaciónfiable y exacto con una báscula de precisión (Fig. 8). Dado que los equiposdisponibles en el mercado no cumplían con los requisitos, FLSA eligiódesarrollarlo e incluyó también un alimentador circular para introducir loscrisoles vacíos. Durante la instalación y la puesta en marcha de todos losequipos LECO, se hicieron varias modificaciones, tanto en el analizadormismo, como en su cargador y el equipo auxiliar, con lo cual se logró unaconfiguración que hoy sigue funcionando satisfactoriamente.
En la actualidad, el equipo LECO proporciona automáticamente cadahora el contenido de carbón/humedad para controlar los alimentadores delmolino de cemento, fundamentalmente en el caso de los cementos Portland.Además se utiliza el equipo para analizar la pérdida por calcinación de lascenizas volantes recibidas en fábrica.
2 7 4 CEMENTO - HORMIGON
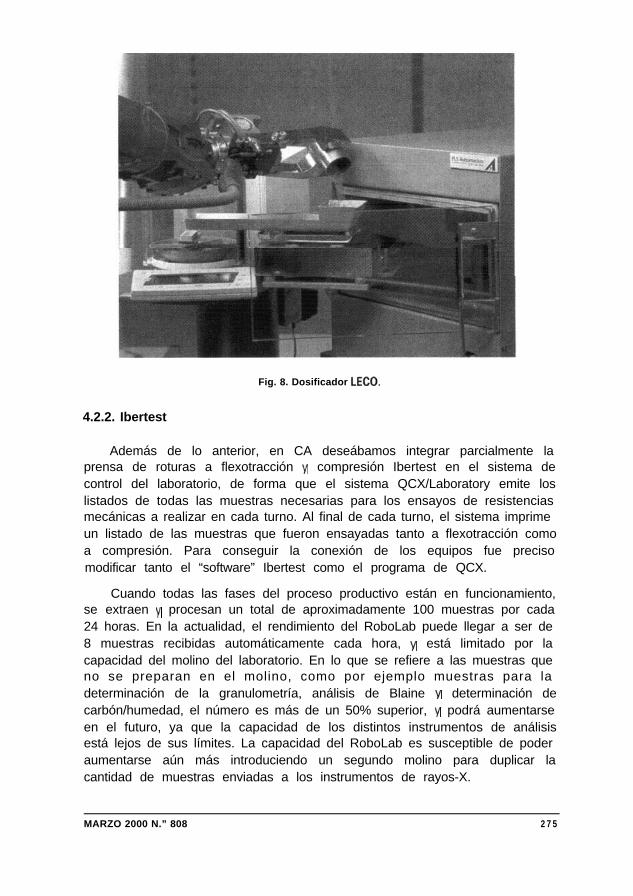
Fig. 8. Dosificador LECO.
4.2.2. Ibertest
Además de lo anterior, en CA deseábamos integrar parcialmente laprensa de roturas a flexotracción y compresión Ibertest en el sistema decontrol del laboratorio, de forma que el sistema QCX/Laboratory emite loslistados de todas las muestras necesarias para los ensayos de resistenciasmecánicas a realizar en cada turno. Al final de cada turno, el sistema imprimeun listado de las muestras que fueron ensayadas tanto a flexotracción comoa compresión. Para conseguir la conexión de los equipos fue precisomodificar tanto el “software” Ibertest como el programa de QCX.
Cuando todas las fases del proceso productivo están en funcionamiento,se extraen y procesan un total de aproximadamente 100 muestras por cada24 horas. En la actualidad, el rendimiento del RoboLab puede llegar a ser de8 muestras recibidas automáticamente cada hora, y está limitado por lacapacidad del molino del laboratorio. En lo que se refiere a las muestras queno se preparan en el molino, como por ejemplo muestras para ladeterminación de la granulometría, análisis de Blaine y determinación decarbón/humedad, el número es más de un 50% superior, y podrá aumentarseen el futuro, ya que la capacidad de los distintos instrumentos de análisisestá lejos de sus límites. La capacidad del RoboLab es susceptible de poderaumentarse aún más introduciendo un segundo molino para duplicar lacantidad de muestras enviadas a los instrumentos de rayos-X.
MARZO 2000 N.” 808 2 7 5
QCX/Proportioner, principalmente de los alimentadores demolinos de crudo y de cemento, así como de la velocidad del separador delmolino de cemento.
Los períodos de tiempo derivados de los lapsos entre la toma demuestra, su preparación y análisis están muy delimitados, consistiendo elobjetivo de control en delimitar y controlar las fluctuaciones de los molinosalrededor de los valores consigna fijados de manera que se consiga unefecto homogeneizador óptimo en el sistema de mezcla.
Finalmente, el sistema completo de Informe facilita la presentación de losresultados de los diferentes grupos de muestras, estadísticas incluyendomedias, desviaciones estándar, máximos, mínimos, etc., así como tablas detendencias e informes gráficos que ayudan a tomar decisiones de tipopredictìvo con vistas al control de proceso.
5. VALORACION FINAL DESPUES DE DOS AÑOS DE FUNCIONAMIENTO
Como logros cuantificables y concretos caben enumerar los siguientes:
- El número de muestras analizadas diariamente enel laboratorio ha sido multiplicado por 10.
- El número de puestos de trabajo relacionados con elcontrol de calidad ha sido reducido en más de un 20%.
- La estabilidad y calidad del crudo dosificado al horno ha sidoaumentada considerablemente, siendo mucho menos dificultosa sucorrección.
2 7 6 CEMENTO - HORMIGON
Fr
4.3. Optimización del proceso
Tras la llegada de la muestra a la estación de recepción del laboratorio, ydespués de que se haya vaciado el cartucho y se haya identificado yregistrado la muestra en el punto de extracción de la misma, la aplicaciónQCX/RoboLab ejecuta y controla todos los procedimientos posteriores, ysomete la muestra al proceso de preparación y análisis.
Una vez obtenidos los resultados en el laboratorio de las diferentesmuestras, mediante las comunicaciones existentes con los ordenadores quecontrolan el proceso de producción, estos datos suministrados por ellaboratorio automatizado son utilizados para hacer las regulacionesadecuadas que conduzcan siempre el proceso dentro de los límitesrequeridos.
El ordenador QCX utiliza los resultados de análisis y demás datos deproceso para realizar un control de proceso automático mediante laaplicación del
- Se ha obtenido un mejor control y estabilidaden la producción de cemento.
Los factores de funcionamiento el sistema QCX, incluyendo el sistema detransporte y manejo en el laboratorio, preparación, análisis, administraciónde datos y control del proceso, están siendo del 90-95% del total de tiempode operación.
Todo lo anteriormente indicado ha significado una evolución enormeen lo que significa la concepción de un laboratorio de control de proceso, a lavez que una integración de equipos tradicionales con nuevas tecnologías,dando lugar a un sistema flexible que puede funcionar totalmenteautomatizado o en modo manual simplemente, manteniéndose abierto acualquier futura modificación que pueda presentar en el campo delaseguramiento de la calidad, campo que hoy por hoy se encuentra encontinuo desarrollo.
La responsabilidad de las opiniones sustentadas y de las afír-maciones vertidas en todos los artículos firmados, correspondeúnica y exclusivamente a sus autores.