evaluación de rendimiento de biodiesel elaborado a … · no se encontraron diferencias...
TRANSCRIPT
Evaluación de rendimiento de biodiesel
elaborado a partir de aceite de palma
africana (Elaeis guineensis) y
etanol anhidro de caña de
azúcar (Saccharum officinarum)
José Rodrigo Baccaro Díaz
Zamorano, Honduras Diciembre, 2007
i
ZAMORANO CARRERA DE
AGROINDUSTRIA
Evaluación de rendimiento de biodiesel
elaborado a partir de aceite de palma
africana (Elaeis guineensis) y
etanol anhidro de caña de
azúcar (Saccharum officinarum)
Proyecto de graduación presentado como requisito parcial para optar
al título de Ingeniero en Agroindustria Alimentaria en el Grado
Académico de Licenciatura
Presentado por:
José Rodrigo Baccaro Díaz
Zamorano, Honduras Diciembre, 2007

ii
El autor concede a Zamorano permiso
para reproducir y distribuir copias de este
trabajo para fines educativos. Para otras personas
físicas o jurídicas se reservan los derechos de autor
José Rodrigo Baccaro Díaz
Zamorano, Honduras Diciembre, 2007
3
Evaluación de rendimiento de biodiesel
elaborado a partir de aceite de palma
africana (Elaeis guineensis) y
etanol anhidro de caña de
azúcar (Saccharum officinarum)
Presentado por:
José Rodrigo Baccaro Díaz
Aprobado:
Francisco Javier Bueso, Ph.D. Luis Fernando Osorio, Ph.D.
Asesor Principal Director
Carrera Agroindustria Alimentaria
Edward Moncada, M.A.E. Raúl Espinal, Ph.D.
Asesor Decano Académico
Kenneth L. Hoadley, D.B.A.
Rector
4
DEDICATORIA
A Dios por darme el rumbo, la iluminación y la seguridad de mis convicciones.
A mis padres por sus oraciones, consejos, sabiduría, esfuerzo, trabajo, amor y la vida
entera en alma y corazón por sus hijos.
A mis hermanos, sobrinos y la familia por ser el corazón de mi vida.
5
AGRADECIMIENTOS
A Zamorano y todo el personal por darme un espacio en el valle donde el trabajo vence
cualquier obstáculo.
A mis amigos con quienes he compartido los buenos y los mejores momentos y darme
siempre el apoyo cuando más lo necesité.
Al Dr. Bueso y al Dr. Osorio por su ayuda y amistad.
6
AGRADECIMIENTO A PATROCINADORES
A mis padres.
A Central Azucarera Tempisque S.A. en Costa Rica por el apoyo brindado en la
pasantía y la donación de los materiales.
vii
RESUMEN
Baccaro, J. 2007. Evaluación de rendimiento de biodiesel elaborado a partir de aceite
de palma africana (Elaeis guineensis) y etanol anhidro de caña de azúcar (Saccharum
officinarum). Proyecto de Graduación del Programa de Ingeniería en Agroindustria
Alimentaria. Zamorano. 21p.
El biodiesel se fabrica con aceite, un catalizador y alcohol siendo el metanol el más
utilizado por el costo y su alta reactividad, mediante la reacción de transesterificación.
El objetivo de este estudio fue evaluar el rendimiento en biodiesel con etanol anhidro
como sustituto de metanol en presencia de aceite de palma. Se utilizó un diseño
experimental DCA con tres bloques de cuatro tratamientos cada uno con tres
proporciones molares etanol/aceite de 6:1, 9:1 y 12:1 y un control de metanol/aceite de
6:1. Los resultados fueron analizados con un ANDEVA y una separación de medias
DUNCAN, con el programa “Statistical Analysis System” SAS® evaluándose tiempo
de separación de fases, cantidad de biodiesel, glicerina, gases evaporados, y
rendimiento. El tiempo de reacción en cada tratamiento fue 60 min a una temperatura
de 60°C. Los rendimientos fueron de 97.54% para el control 6:1 y 96.21% para el
tratamiento 9:1. No se encontraron diferencias significativas en los tiempos de
separación de fases de glicerina y biodiesel entre etanol y metanol. Existió mayor
cantidad de gases evaporados y glicerina en los tratamientos 6:1 y 12:1 etanol/aceite
respectivamente. No se encontraron diferencias significativas entre separación de
fases, cantidad de glicerina y rendimiento de biodiesel entre el control 6:1
metanol/aceite y el tratamiento 9:1 etanol/aceite. La producción de biodiesel por ruta
etílica es de 5.01 US$/L y 4.49 US$/L por la ruta metílica. El uso de etanol anhidro
presenta rendimientos similares al metanol en la producción de biodiesel, asimismo,
Honduras en un futuro producirá este alcohol dando la oportunidad de una nueva
alternativa para los biocombustibles en Zamorano.
Palabras clave: Esteres etílicos, glicerina, metanol, tiempo de separación,
transesterificación.
Francisco Javier Bueso, Ph.D.
8
CONTENIDO
Portadilla…………………………………………………………………… i
Autoría…………………………….……………………………………….. ii
Página de firmas……………………………………………………………. iii
Dedicatoria……………………………………..…………………………... iv
Agradecimientos…………………………………………………………… v
Agradecimiento a patrocinadores…………………………...……………… vi
Resumen………………………………………………………………..…... vii
Contenido…………………………………………………………………... viii
Índice de cuadros…………………………………………………………... x
Índice de figuras……………………………………………………………. xi
Índice de anexos……………………………………………………………. xii
1. INTRODUCCIÓN………………………………………………………... 1
1.1 DEFINICIÓN DEL PROBLEMA…………………………………………. 2
1.2 ANTECEDENTES…………………………………………………………. 2
1.3 JUSTIFICACIÓN DEL ESTUDIO………………………………………... 2
1.4 LÍMITES DEL ESTUDIO…………………………………………………. 2
1.5 OBJETIVOS………………...……………………………………………... 2
1.5.1 Objetivo general……………………………………………………………. 2
1.5.2 Objetivos específicos………………………………………………………. 2
2. REVISIÓN DE LITERATURA………………………………………….. 3
2.1 BIODIESEL………………………………………………………………... 3
2.2 ETANOL ANHIDRO……………………………………………………… 3
2.3 VENTAJAS Y DESVENTAJAS DE BIODIESEL………………………... 4
2.4 BIODIESEL A NIVEL MUNDIAL……………………………………….. 4
3. MATERIALES Y MÉTODOS……………………………………........... 6
3.1 LOCALIZACIÓN DEL ESTUDIO………………………………………... 6
3.2 MATERIALES Y EQUIPO UTILIZADO………………………………… 6
3.2.1 Materia prima………………………………………………………….…… 6
3.2.2 Equipo……………………………………………………………………… 6
3.3 MÉTODOS………………………………………………………………… 7
3.3.1 Diseño experimental……………………………………………………….. 7
3.3.2 Fórmulas…………………..………………………………………………... 7
3.3.3 Método de elaboración de biodiesel………...……………………………… 7
3.4 ANÁLISIS DE LA MATERIA PRIMA…………………………………… 8
3.4.1 Acidez del aceite de palma africana………………………………………... 8
3.4.2 Humedad del aceite de palma africana….………………………………….. 8
3.4.3 Peso molecular del aceite de palma africana…...…………………………... 8
3.4.4 Análisis del etanol anhidro…...…………………………………………….. 8
3.5 ANÁLISIS DE RENDIMIENTOS DE BIODIESEL……….……………... 9

9
3.6 ANÁLISIS ESTADÍSTICO…..…………………………………………… 9
3.6.1 Análisis estadístico del rendimiento de biodiesel…………………………. 9
4 RESULTADOS Y DISCUSIÓN………………………………………… 10
4.1 ANÁLISIS DE CALIDAD DE LA MATERIA PRIMA………………….. 10
4.1.1 Peso molecular del aceite de palma africana………………………………. 10
4.1.2 Acidez del aceite de palma africana..…..…………..……………………… 10
4.1.3 Humedad del aceite de palma africana……………………………………. 11
4.2 TIEMPOS DE SEPARACIÓN DE FASES DE BIODIESEL Y
GLICERINA………………………………………………………………. 11
4.3 RENDIMIENTOS DE BIODIESEL…...………………………………….. 11
4.4 ANÁLISIS DE COSTOS………………………………………………….. 12
4.4.1 Costos de producción de biodiesel por ruta metílica y etílica...………….... 12
4.4.2 Costos de producción de biodiesel en proporción molar 9:1 con
metanol y etanol…………………………………………………………… 13
5. CONCLUSIONES………………………………………………………….. 14
6. RECOMENDACIONES…………………………………………………… 15
7. BIBLIOGRAFÍA…………………………………………………………… 16
8. ANEXOS……………………………………………………………………. 18
10
ÍNDICE DE CUADROS
Cuadro Página
1. Diseño experimental DCA de los tratamientos………………………….…... 7
2. Fórmulas para la producción del biodiesel………………………………...... 7
3. Perfil de ácidos grasos del aceite de palma africana…………………….…... 10
4. Tiempo de separación de fases por tratamiento ..…………………………… 11
5. Cantidades (g) y porcentajes de biodiesel, glicerina y gases evaporados...…. 11
6. Análisis de costos de producción de biodiesel por ruta metílica y etílica..….. 12
7. Costos entre etanol y metanol al igualar proporciones molares.….....…......... 13
11
ÍNDICE DE FIGURAS
Figura Página
1. Fórmula para el cálculo del rendimiento de biodiesel………………………. 9
xii
ÍNDICE DE ANEXOS
Anexo Página
1. Diagrama de flujo de producción de biodiesel….……………………….…... 19
2. Diagrama de producción de alcohol de caña de azúcar.…………………...... 20
3. Análisis de alcoholes del etanol anhidro (CATSA, Costa Rica)..…………… 21
1. INTRODUCCIÓN
La investigación y el desarrollo de nuevas tecnologías energéticas crean alternativas al
uso de combustibles derivados de petróleo. El incremento en la demanda energética de
combustibles fósiles y la disminución de las reservas de petróleo a nivel mundial son
oportunidades para la implementación de nuevos combustibles alternativos, siendo el
biodiesel y el etanol productos agrícolas que actualmente se usan como sustitutos.
La Presidencia de la República de Honduras propuso al inicio del 2006 un proyecto
para cultivar 200.000 hectáreas de palma africana, materia prima para producir
alrededor de 200 millones de galones de biodiesel.
El biodiesel puede comercializarse en Honduras y Centroamérica sin ninguna
modificación al motor de vehículos fabricados después de 1992. Rodríguez (2006)
evaluó la producción y los rendimientos de biodiesel utilizando aceite usado y aceite
RBD de girasol sin encontrar diferencias significativas en términos de eficiencia en un
motor de bomba para riego en campos de cultivo.
La American Society for Testing and Materials ASTM (2007), define biodiesel como
ésteres mono alquílicos de cadena larga derivados de aceites vegetales y/o grasas
animales para su uso en motores de compresión-ignición de Diesel. El Departamento
de Energía de los Estados Unidos (2006) indica que varias investigaciones han sido
realizadas para la producción de etil ésteres, sin embargo, los altos precios del etanol
con respecto al metanol y la dificultad de reciclar el exceso de etanol en el proceso
obstaculizan la producción comercial.
La CEPAL (2007), indica que para países que producen etanol, la ruta etílica es la que
ofrece mayores beneficios ambientales ya que la producción de metanol es proveniente
de procesamiento de petróleo, gas natural o madera, por lo que su origen se convierte
en un punto negativo.
Según CEPAL (2006), corporación DINANT produce biodiesel con un costo de
producción 0,61 US$/L de biodiesel. Esto permite que su mezcla en 5% con diesel
fósil se entregue a 0,704 US$/L y se deje de pagar 0,778 US$/L de diesel
convencional. Asimismo, estima en 0.311 US$/L e indica que la Central Azucarera
Tres Valles en Honduras es la más próxima a instalar una unidad de producción de
etanol anhidro a partir de melazas.
2
1.1 DEFINICIÓN DEL PROBLEMA
Zamorano tiene una planta para producir biodiesel con capacidad de 120 gal/día. Se
debe tomar en cuenta el aceite y el alcohol con el que dicha planta podría funcionar
continuamente y poder suplir parte de la demanda de combustibles de la universidad.
Actualmente Honduras es uno de los mayores productores de palma africana en
Centroamérica y a futuro según Melara (2007) para el 2010 se estima producir 900
millones L/año de etanol.
1.2 ANTECEDENTES
Martínez et al. (2006) investigó la producción de ésteres etílicos a partir de aceite de
palma RBD y logró un rendimiento cercano al 93,2%, con respecto a la cantidad de
aceite empleado.
1.3 JUSTIFICACIÓN DEL ESTUDIO
Es necesario encontrar la mejor alternativa para producir biodiesel en Zamorano. En un
futuro los ingenios azucareros de Honduras estarán produciendo etanol, así mismo, la
ventaja de disponer de palma africana en varias zonas del país, permite que Zamorano
obtenga materia prima para la investigación y también la producción continua de
biodiesel.
1.4 LÍMITES DEL ESTUDIO
• El estudio se limitó a la medición de rendimientos de ésteres etílicos y
metílicos.
• Se evaluaron solo dos tipos de alcohol (etanol y metanol) para producir
biodiesel
• Se utilizaron solo dos tipos de catalizador (NaOH y KOH)
• No se realizó ninguna prueba mecánica
1.5 OBJETIVOS
1.5.1 Objetivo general
• Comparar la eficiencia de producción de biodiesel a partir de aceite de palma
africana por la ruta etílica y metílica.
1.5.2 Objetivos específicos
• Determinar los rendimientos de biodiesel obtenidos con tres proporciones de
alcohol (etanol y metanol)
• Medir la cantidad de biodiesel, glicerina, gases evaporados, rendimientos y
tiempo de separación entre tratamientos
• Comparar los costos variables de producir biodiesel a partir de palma y etanol
anhidro en Zamorano vs. metanol.
2. REVISIÓN DE LITERATURA
2.1 BIODIESEL
Según Knothe et al. (2006) el biodiesel puede elaborarse con aceites vegetales y grasas
animales por medio de transesterificación en presencia de un catalizador y un alcohol
para producir alquil ésteres. Peterson et al. (1995), encontró que los porcentajes de
conversión a etil ésteres fueron de 97.5 % con metanol y 94.3 % con etanol con
respecto a la cantidad aceite, evaluando aceites residuales de fritura.
Según Maia (2005), la transesterificación de los aceites vegetales se ve favorecida
cuando un exceso de alcohol es utilizado en la reacción con el triglicérido Sin
embargo, altas cantidades de alcohol en la proporción etanol / aceite puede interferir en
la separación del glicerol debido a un aumento de la solubilidad con el etanol.
Encinar et al. (2002), citado por Maia (2005), menciona que los mejores resultados en
la reacción de aceite de Cynara cardunculus con etanol fueron de la proporción molar
9:1, asimismo, indica que a una menor concentración de alcohol la reacción es
incompleta, mientras que para proporciones de hasta 15:1 hay dificultades en la
separación del glicerol de la mezcla de ésteres formados.
Maia (2005), establece que las propiedades de cada biodiesel son determinadas por el
porcentaje de cada éster presente en la mezcla. Si una muestra de biodiesel de soya
posee la siguiente composición de ácidos grasos: 11,3% de metil palmitato (C16:0),
3,5% de metil estearato (C18:0), 22,5% de metil oleato (C18:1), 54,6% de metil
linoleato (C18:2) y 8,1% de metil linolenato (C18:3), las propiedades de este biodiesel
son la combinación de cada uno de sus ésteres componentes.
El párrafo anterior es confirmado por Knothe (2006), quien afirma que el biodiesel
producido con materias primas saturadas tienen Números de Cetano mas elevados que
aquellos producidos con materias primas menos saturadas y cita el ejemplo del aceite
de soya con un NC entre 49 y 52, mientras que los ésteres de grasas animales están
normalmente entre 60 y 65.
2.2 ETANOL ANHIDRO
Dedini (2005) indica que un alcohol a 96° GL es imposible removerle el agua
utilizando un proceso de destilación simple a presión normal. Para ello es necesario
utilizar una mezcla azeotrópica de alcohol con tricloroetileno, ciclohexano, acetato de
etilo, monoetilenglicol, n-hexano o n-heptano en la destilación y de esta manera lograr
etanol a 99.6° GL.
4
Maia (2005), indica que el etanol por tener un carbono más que el metanol le confiere
un mayor índice de cetano al biodiesel lo cual optimiza la combustión en los motores
diesel. En ese mismo estudio Maia (2005) afirma que el etanol por ser una cadena de
carbonos más larga es más miscible en la glicerina lo cual perjudica la separación de
fases y si éste contiene agua formará emulsiones.
2.3 VENTAJAS Y DESVENTAJAS DEL BIODIESEL
La CEPAL (2007) establece las siguientes ventajas y desventajas en el uso del
biodiesel:
Ventajas
• Recurso renovable, biodegradable y produce menos emisiones de monóxido de
carbono, de hidrocarburos no quemados y de partículas de humo.
• Requiere pocas o ninguna alteración en el motor.
• El manejo es más seguro, su punto de inflamación es muy alto.
• Puede contribuir a reducir la dependencia de combustible fósil del país.
Desventajas
• Entre 2.5 y 8% menos energía por galón que el diesel, siendo 35 MJ/Kg para el
biodiesel en la norma Europea 14213 y 42.6 MJ/Kg para el diesel no. 2 según
la ASTM D975-06.
• Es un buen solvente por lo que puede disolver sedimentos del sistema y
obstruir los filtros en su primer uso de motores que operan con diesel.
• Se oxida con más rapidez que el diesel, disminuyendo su capacidad de
almacenamiento.
• A bajas temperaturas, el biodiesel empieza a solidificar a una tasa que depende
de su perfil de ácidos grasos, como es el caso del biodiesel de soya a 0°C y
entre 13 y 15°C el punto de enturbamiento para biodiesel de grasas animales.
Esto puede obstruir los filtros, parando el motor o sin encender la ignición de
partida.
• El biodiesel no es compatible con algunos tipos de materiales plásticos, con el
cobre y sus aleaciones de zinc y plomo, es por eso que la Norma ASTM D 130
usa una lámina de cobre pulida para caracterizar la tendencia de corrosión de
los metales en una de sus pruebas de calidad.
2.4 BIODIESEL A NIVEL MUNDIAL
Según el EBB (2007), se espera para el 2007 llegar a producir 10.2 millones de
toneladas métricas de biodiesel con la producción de 25 países del continente y un total
de 185 plantas procesadoras. En Estados Unidos según la NBB (2007), para el 2007 se
estima llegar a producir alrededor de 1.85 miles de millones de galones de biodiesel
con 165 plantas en todo el país.

5
Knothe et. al. (2006), indica que, Argentina cuenta con siete unidades de producción
de biodiesel con capacidades entre 10-15 t/día, Canadá para el año 2004 llegó a tener
una capacidad instalada de 480 mil t/año y Nicaragua a inicios de los años 90 tuvo un
fuerte apoyo austriaco cuando se instaló una plata con capacidad de 3 mil t/año para
producir biodiesel con aceite de Jatropha curcas. Por otro lado, la ANP de Brasil
(2007) reportó para el mes de julio del presente año 147.8 millones de litros de
biodiesel acumulados.
3. MATERIALES Y MÉTODOS
3.1 LOCALIZACIÓN DEL ESTUDIO
El estudio se realizó en el Laboratorio de Análisis de Alimentos de Zamorano, a 30 km
de la ciudad de Tegucigalpa, Valle del Yeguare, departamento de Francisco Morazán,
Honduras.
3.2 MATERIALES Y EQUIPO UTILIZADO
3.2.1 Materia prima
• Aceite RBD de palma africana
• Etanol anhidro 99.9°GL, CATSA
• Metanol anhidro 99.9°GL, Sigma Aldrich
• Hidróxido de sodio en hojuelas (97% de pureza), Sigma Aldrich
• Hidróxido de potasio en hojuelas (99% de pureza), Sigma Aldrich
• Agua destilada
3.2.2 Equipo
• Agitadores magnéticos
• Balanza analítica Modelo AE 200 Metler®
• Beakers de 1000 mL Kymax®
• Cromatógrafo de gases Modelo 6890 Agilent®
Columna SP 2560 Supelco®
(100m × 0.25mm × 0.20 µm)
• Cromatógrafo de gases Modelo 6890 Agilent®
Columna Elite-624 Perkin
Elmer®
(60m × 0.25mm × 0.20 µm)
• Decantadores de 250, 500 y 1000 mL Kymax®
• Horno Fischer Isotemp Scientific®
• Hornillas Modelo PC-620 D Corning®
• Termómetro
7
Aceite Etanol Metanol KOH NaOH Temp Tiempo (g) (g) (g) (g) (g) (°C) (min)
300 97.15 3 60 60 300 145.73 3 60 60 300 194.31 3 60 60
3.3 MÉTODOS
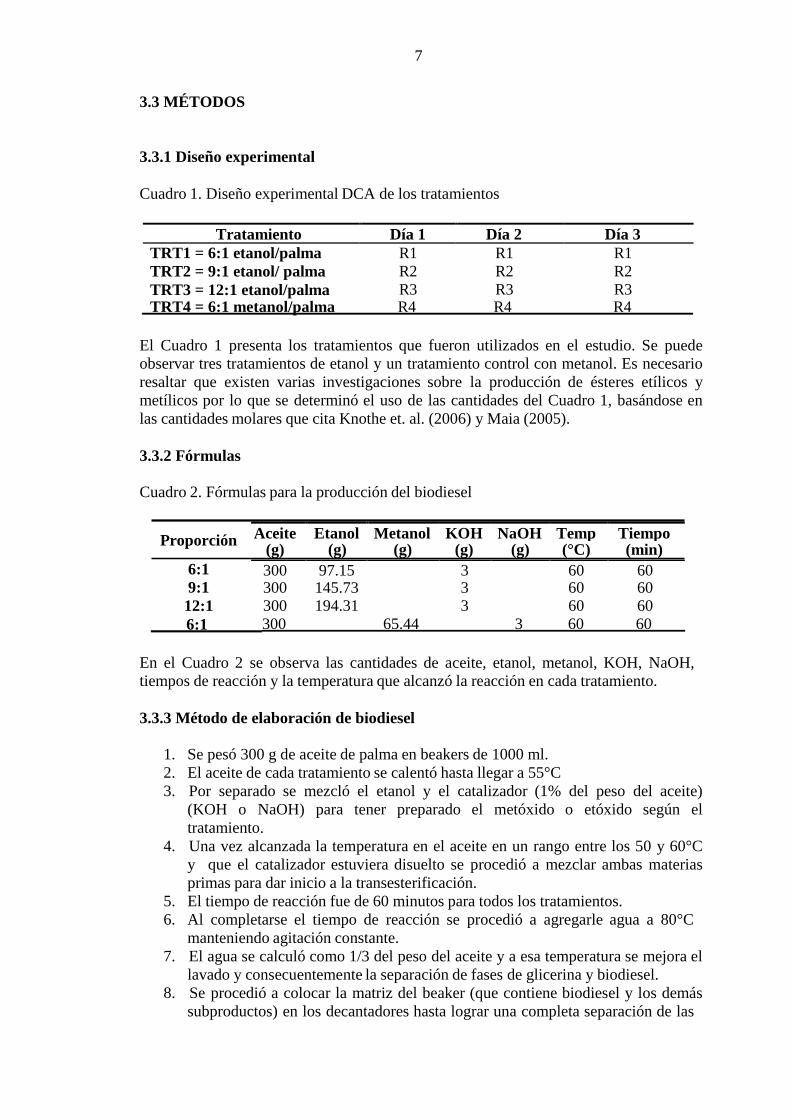
3.3.1 Diseño experimental
Cuadro 1. Diseño experimental DCA de los tratamientos
Tratamiento Día 1 Día 2 Día 3
TRT1 = 6:1 etanol/palma
TRT2 = 9:1 etanol/ palma
TRT3 = 12:1 etanol/palma
R1
R2
R3
R1
R2
R3
R1
R2
R3 TRT4 = 6:1 metanol/palma R4 R4 R4
El Cuadro 1 presenta los tratamientos que fueron utilizados en el estudio. Se puede
observar tres tratamientos de etanol y un tratamiento control con metanol. Es necesario
resaltar que existen varias investigaciones sobre la producción de ésteres etílicos y
metílicos por lo que se determinó el uso de las cantidades del Cuadro 1, basándose en
las cantidades molares que cita Knothe et. al. (2006) y Maia (2005).
3.3.2 Fórmulas
Cuadro 2. Fórmulas para la producción del biodiesel
Proporción
6:1
9:1
12:1
6:1 300 65.44 3 60 60
En el Cuadro 2 se observa las cantidades de aceite, etanol, metanol, KOH, NaOH,
tiempos de reacción y la temperatura que alcanzó la reacción en cada tratamiento.
3.3.3 Método de elaboración de biodiesel
1. Se pesó 300 g de aceite de palma en beakers de 1000 ml.
2. El aceite de cada tratamiento se calentó hasta llegar a 55°C
3. Por separado se mezcló el etanol y el catalizador (1% del peso del aceite)
(KOH o NaOH) para tener preparado el metóxido o etóxido según el
tratamiento.
4. Una vez alcanzada la temperatura en el aceite en un rango entre los 50 y 60°C
y que el catalizador estuviera disuelto se procedió a mezclar ambas materias
primas para dar inicio a la transesterificación.
5. El tiempo de reacción fue de 60 minutos para todos los tratamientos.
6. Al completarse el tiempo de reacción se procedió a agregarle agua a 80°C
manteniendo agitación constante.
7. El agua se calculó como 1/3 del peso del aceite y a esa temperatura se mejora el
lavado y consecuentemente la separación de fases de glicerina y biodiesel.
8. Se procedió a colocar la matriz del beaker (que contiene biodiesel y los demás
subproductos) en los decantadores hasta lograr una completa separación de las
8
fases. Inmediatamente se observó la separación de la glicerina quedando esta
en el fondo y el biodiesel en la parte superior del decantador.
9. Se midieron los tiempos de separación en cada tratamiento.
10. Se extrajo primero la glicerina (color ámbar) que se encontraba en el fondo del
decantador y se colocó en un beaker de 100 ml.
11. Se extrajo el biodiesel (por lo general de color amarillo) que resta en el
decantador y se colocó en un beaker de 500 ml.
12. El biodiesel y la glicerina se secaron durante 12 horas en el horno a 105 °C
asegurándose de evaporar el agua y el etanol en exceso.
13. Se pesaron los beakers que contenían glicerina y biodiesel para calcular los
rendimientos de biodiesel.
3.4 ANÁLISIS DE LA MATERIA PRIMA
3.4.1 Acidez del aceite de palma africana
Se determinó la acidez en % de AGL por el método 14.3.10 de Nielsen (2003). Se
realizó un duplicado por cada día del estudio para observar algún cambio en la acidez y
no se encontró ninguna evolución de la misma.
3.4.2 Humedad del aceite de palma africana
Se determinó la humedad del aceite en % por el método Ca 2b-38 AOCS (1997). Se
realizó un duplicado por cada día del estudio para observar algún cambio en la
humedad y no se encontró ninguna evolución de la misma.
3.4.3 Peso molecular del aceite de palma africana
El peso determinó en g/mol por medio de cromatografía gaseosa mediante el método
AOAC 996.06 (2005) para perfil de los ácidos grasos.
3.4.4 Análisis de etanol anhidro
Por medio de cromatografía gaseosa en la Central Azucarera Tempisque, Costa Rica,
con el método ASTM D 5501, se determinaron las cantidades de otros tipos de
alcoholes presentes en el etanol y por hidrometría se determinó el grado alcohólico en
99.9°GL
9
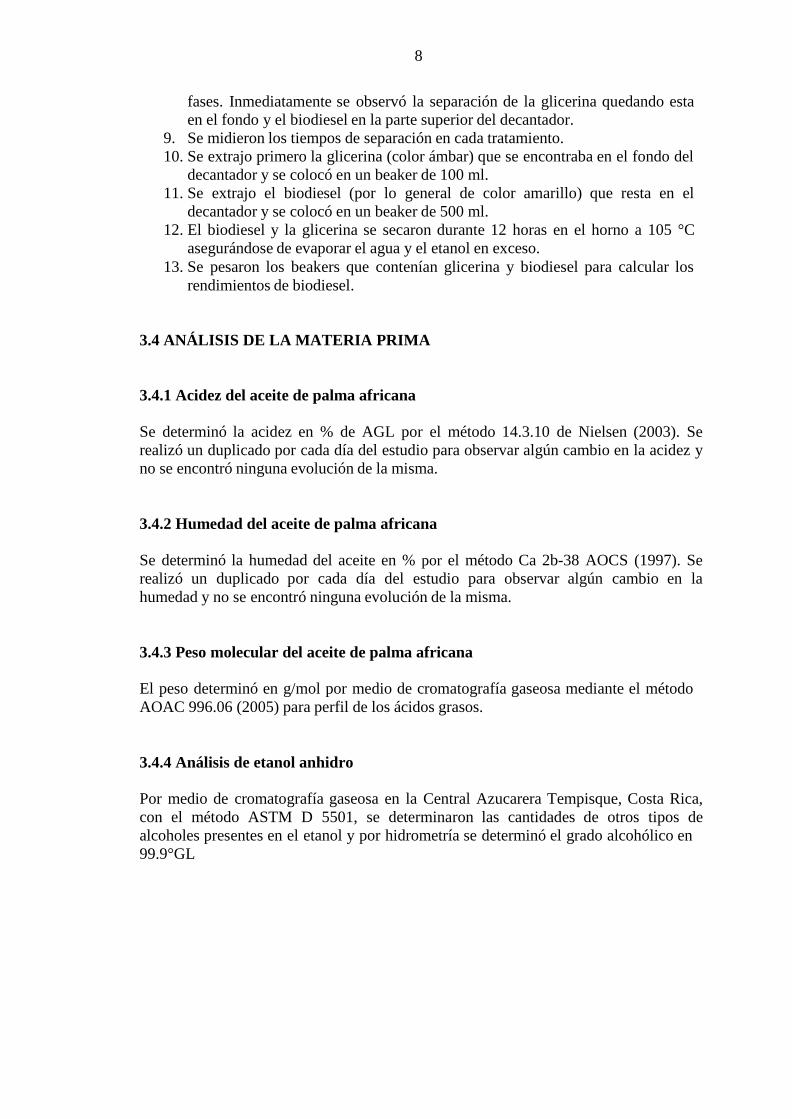
3.5. ANÁLISIS DE RENDIMIENTOS DE BIODIESEL
Una vez secadas las muestras de biodiesel y glicerina se procedió a pesar por separado
cada uno de los beakers. El cálculo se realizó con la fórmula de la Figura 1:
Figura 1. Fórmula para el cálculo del rendimiento de biodiesel
Fuente: Guarieiro (2006)
Donde:
R = rendimiento final mF = masa final
mFB100 = masa final del biodiesel asumiendo 100% de transesterificación.
mIO = masa inicial de aceite
MMO =masa molecular del aceite.
3.6 ANÁLISIS ESTADÍSTICO
3.6.1 Análisis estadístico del rendimiento de biodiesel
Según los resultados obtenidos de los tratamientos y la fórmula1, se procedió a
analizar estos datos con la ayuda del programa SAS®. Se hizo un ANDEVA con una
separación de medias DUNCAN para evaluar el efecto de la cantidad de etanol en los
rendimientos finales de biodiesel.
4. RESULTADOS Y DISCUSIÓN
4.1 ANÁLISIS DE CALIDAD DE LA MATERIA PRIMA
4.1.1 Peso molecular del aceite de palma africana
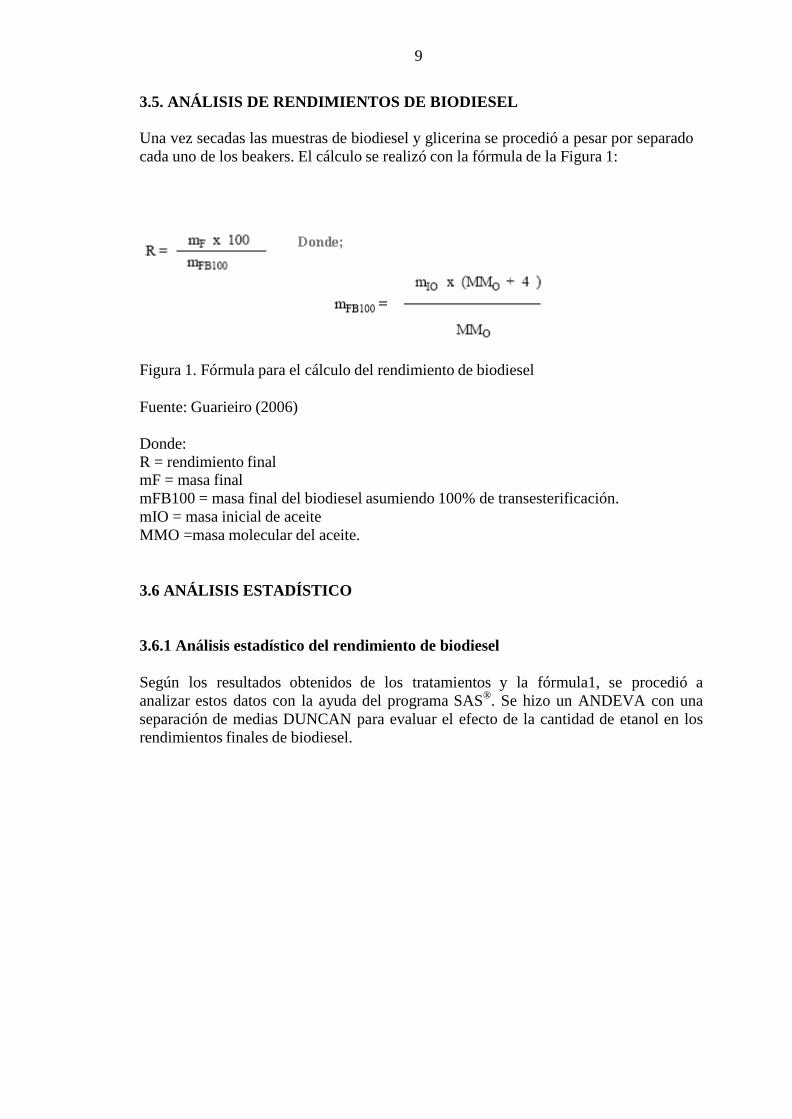
Cuadro 3. Perfil de ácidos grasos del aceite de palma africana
Ácido graso Área % Área Masa Molar MM-1* %AG
Caproico 0.347 0.022 116.213 2.592 Caprílico 0.390 0.025 144.213 3.636
Caprico 0.290 0.018 172.268 3.233
Undecanoico 0.995 0.064 186.322 11.994
Láurico 3.336 0.216 200.322 43.213
Mirístico 14.619 0.950 228.376 216.028
Pentadecanoico 0.726 0.047 242.376 11.390
Palmítico 618.279 40.180 256.430 10263.330
Palmitoleico 2.764 0.179 254.412 45.512
Heptadecanoico 1.684 0.109 270.430 29.475
Cis-10-Heptadecenoico 0.479 0.031 268.430 8.317
Esteárico 63.414 4.121 284.484 1168.265
Oleico 653.200 42.450 282.468 11948.316
Vaccenico 11.780 0.765 282.468 215.463
Linoleico 160.836 10.452 280.452 2920.944
Eicosanoico 2.995 0.194 239.222 46.358
Cis9,Cis12,Cis15 2.607 0.169 278.453 47.000
Linolénico Total 1538.75 100 26985.070
Masa Molar = MM Glicerina – (3*17) + 3* ∑ ( MM Ac.graso – 1 ) * % Ac.Graso ------------------------------------------------------------------------
100
= 95 – 51 + (3*(26985.07) / 100) = 853.55 g / mol
En el cuadro 3 se observa el perfil de ácidos grasos del aceite de palma africana.
Tomando cada uno de sus pesos moleculares, la sumatoria y el porcentaje que
representa cada ácido graso, se procedió a calcular el peso molecular del mismo.
4.1.2 Acidez del aceite de palma africana
Se encontró un valor de acidez del aceite RBD de palma africana Elaeis guineensis de
0.04% AGL.
11
4.1.3 Humedad del aceite de palma africana
Se determinó un valor de 0.1% de humedad para el aceite de palma africana lo que
permite una transesterificación libre de agua y evita la hidrólisis de los ácidos grasos.
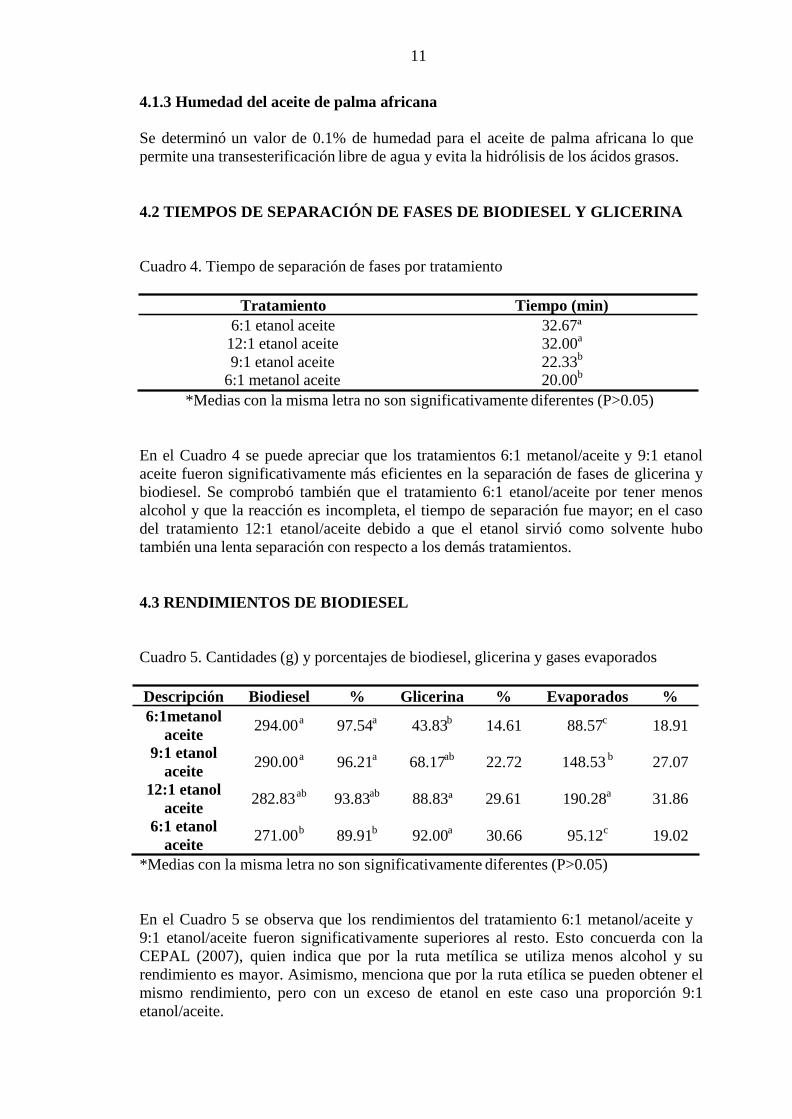
4.2 TIEMPOS DE SEPARACIÓN DE FASES DE BIODIESEL Y GLICERINA
Cuadro 4. Tiempo de separación de fases por tratamiento
Tratamiento Tiempo (min)
6:1 etanol aceite 32.67ª
12:1 etanol aceite 32.00a
9:1 etanol aceite 22.33b
6:1 metanol aceite 20.00b
*Medias con la misma letra no son significativamente diferentes (P>0.05)
En el Cuadro 4 se puede apreciar que los tratamientos 6:1 metanol/aceite y 9:1 etanol
aceite fueron significativamente más eficientes en la separación de fases de glicerina y
biodiesel. Se comprobó también que el tratamiento 6:1 etanol/aceite por tener menos
alcohol y que la reacción es incompleta, el tiempo de separación fue mayor; en el caso
del tratamiento 12:1 etanol/aceite debido a que el etanol sirvió como solvente hubo
también una lenta separación con respecto a los demás tratamientos.
4.3 RENDIMIENTOS DE BIODIESEL
Cuadro 5. Cantidades (g) y porcentajes de biodiesel, glicerina y gases evaporados
Descripción Biodiesel % Glicerina % Evaporados %
6:1metanol
a a b c
aceite 294.00
97.54 43.83 14.61 88.57 18.91
9:1 etanol
a a ab b
aceite 290.00
96.21 68.17 22.72 148.53 27.07
12:1 etanol
ab ab a
aceite 282.83
93.83 88.83ª 29.61 190.28 31.86
6:1 etanol
b b a c
aceite 271.00
89.91 92.00 30.66 95.12 19.02
*Medias con la misma letra no son significativamente diferentes (P>0.05)
En el Cuadro 5 se observa que los rendimientos del tratamiento 6:1 metanol/aceite y
9:1 etanol/aceite fueron significativamente superiores al resto. Esto concuerda con la
CEPAL (2007), quien indica que por la ruta metílica se utiliza menos alcohol y su
rendimiento es mayor. Asimismo, menciona que por la ruta etílica se pueden obtener el
mismo rendimiento, pero con un exceso de etanol en este caso una proporción 9:1
etanol/aceite.
12
Los residuos de glicerina fueron superiores en el tratamiento 6:1 etanol/aceite por la
poca cantidad de etanol, lo que provocó una reacción incompleta y una menor
formación de ésteres. En el tratamiento 12:1 etanol/aceite se observó que un exceso de
alcohol presentó problemas en la separación de fases del glicerol, aumentando su
contenido y disminuyendo el rendimiento de biodiesel final.
Los gases evaporados de los tratamientos 6:1 etanol/aceite y 6:1 metanol/aceite fueron
significativamente diferentes a los tratamientos 12:1 etanol/aceite y 9:1 etanol/aceite,
siendo el tratamiento 12:1 etanol/aceite el que presentó la mayor cantidad de
evaporación debido al exceso de etanol presente en la reacción. En el caso del
tratamiento control con metanol 6:1 es evidente que esa proporción molar permite una
reacción óptima, asimismo, el tratamiento con etanol 6:1 por tener la menor cantidad
de alcohol y la menor reactividad en la reacción presenta menos gases evaporados.
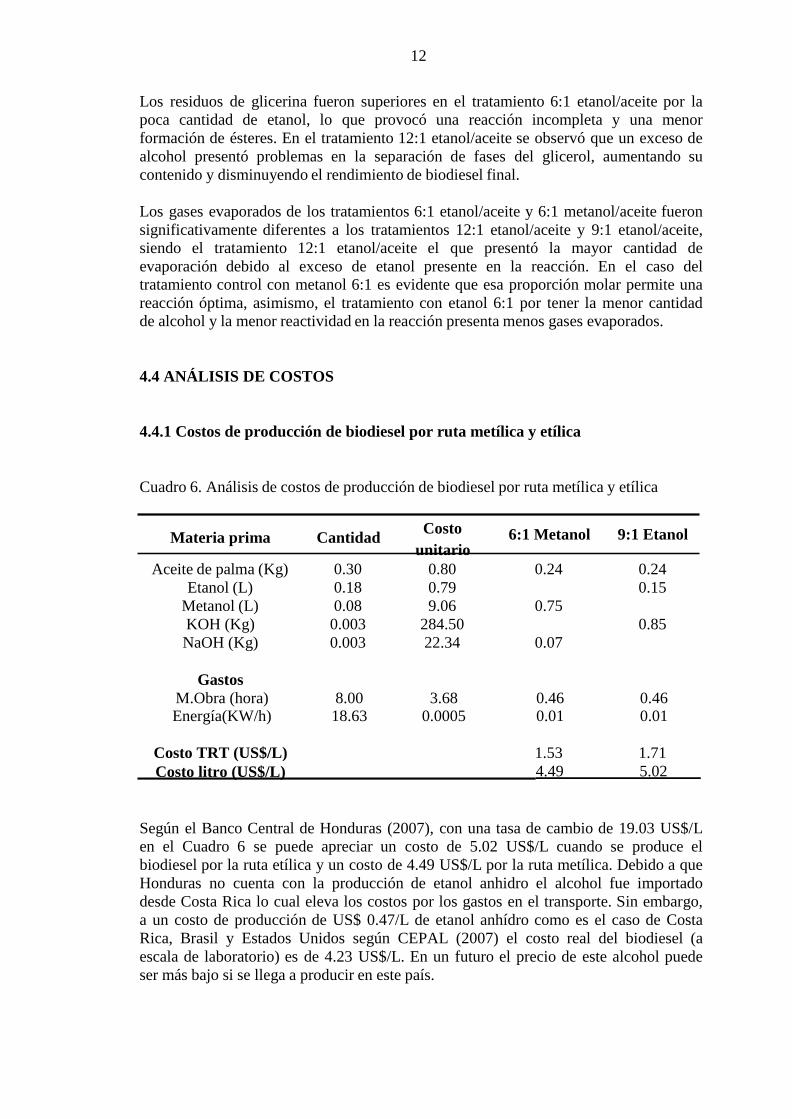
4.4 ANÁLISIS DE COSTOS
4.4.1 Costos de producción de biodiesel por ruta metílica y etílica
Cuadro 6. Análisis de costos de producción de biodiesel por ruta metílica y etílica
Materia prima Cantidad Costo
unitario
6:1 Metanol 9:1 Etanol
Aceite de palma (Kg) 0.30 0.80 0.24 0.24
Etanol (L) 0.18 0.79 0.15
Metanol (L) 0.08 9.06 0.75
KOH (Kg) 0.003 284.50 0.85
NaOH (Kg) 0.003 22.34 0.07
Gastos
M.Obra (hora) 8.00 3.68 0.46 0.46 Energía(KW/h) 18.63 0.0005 0.01 0.01
Costo TRT (US$/L) 1.53 1.71
Costo litro (US$/L) 4.49 5.02
Según el Banco Central de Honduras (2007), con una tasa de cambio de 19.03 US$/L
en el Cuadro 6 se puede apreciar un costo de 5.02 US$/L cuando se produce el
biodiesel por la ruta etílica y un costo de 4.49 US$/L por la ruta metílica. Debido a que
Honduras no cuenta con la producción de etanol anhidro el alcohol fue importado
desde Costa Rica lo cual eleva los costos por los gastos en el transporte. Sin embargo,
a un costo de producción de US$ 0.47/L de etanol anhídro como es el caso de Costa
Rica, Brasil y Estados Unidos según CEPAL (2007) el costo real del biodiesel (a
escala de laboratorio) es de 4.23 US$/L. En un futuro el precio de este alcohol puede
ser más bajo si se llega a producir en este país.
13
Con estos resultados se comprueba que los costos de producir biodiesel por la ruta
metílica fueron más bajos que por la ruta etílica. Es necesario resaltar que los análisis
de ambas rutas se calcularon tomando en cuenta los costos de las materias primas a
escala de laboratorio, asimismo, como lo indica Knothe et. al. (2006), el uso a nivel
industrial de metanol es únicamente por cuestiones de costos en países donde no se
produce etanol anhidro, no obstante, en Brasil donde los costos de producción son más
bajos por el volumen de producción del etanol carburante su uso es lo más
recomendable.
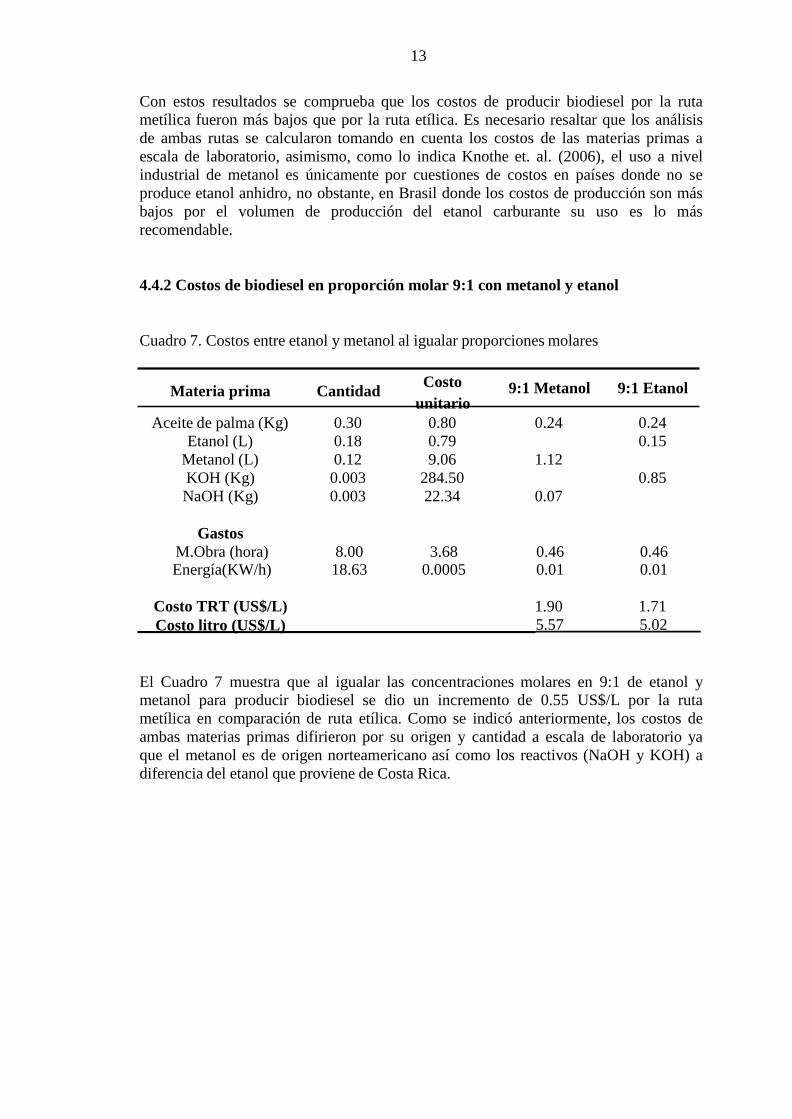
4.4.2 Costos de biodiesel en proporción molar 9:1 con metanol y etanol
Cuadro 7. Costos entre etanol y metanol al igualar proporciones molares
Materia prima Cantidad Costo
unitario
9:1 Metanol 9:1 Etanol
Aceite de palma (Kg) 0.30 0.80 0.24 0.24
Etanol (L) 0.18 0.79 0.15
Metanol (L) 0.12 9.06 1.12
KOH (Kg) 0.003 284.50 0.85
NaOH (Kg) 0.003 22.34 0.07
Gastos
M.Obra (hora) 8.00 3.68 0.46 0.46 Energía(KW/h) 18.63 0.0005 0.01 0.01
Costo TRT (US$/L) 1.90 1.71
Costo litro (US$/L) 5.57 5.02
El Cuadro 7 muestra que al igualar las concentraciones molares en 9:1 de etanol y
metanol para producir biodiesel se dio un incremento de 0.55 US$/L por la ruta
metílica en comparación de ruta etílica. Como se indicó anteriormente, los costos de
ambas materias primas difirieron por su origen y cantidad a escala de laboratorio ya
que el metanol es de origen norteamericano así como los reactivos (NaOH y KOH) a
diferencia del etanol que proviene de Costa Rica.
5. CONCLUSIONES
• El rendimiento de biodiesel por ruta etílica fue similar al de la ruta metílica
(>96%).
• La reacción de transesterificación fue afectada cuando se disminuyó o aumentó la
cantidad de etanol. La proporción 9:1 etanol/aceite la que presentó los mejores
resultados en rendimientos, glicerina y tiempos de separación de fases.
• Los tratamientos 6:1 metanol/aceite y 9:1 etanol/aceite, presentaron el menor de
tiempo en la separación de fases entre biodiesel y glicerina.
• Actualmente es más barato producir biodiesel por la ruta metílica a escala de
laboratorio en Zamorano debido a que no se produce etanol anhidro en Honduras.
• El costo de producción de un litro de biodiesel en Zamorano por la ruta etílica fue
de 5.01 US$/L mientras que por la ruta metílica es de 4.49 US$/L, obteniendo en
ambos casos los mejores rendimientos.
6. RECOMENDACIONES
• Elaborar un estudio técnico que mida la capacidad de producción de biodiesel que
pueda llegar a suplir la demanda interna de Zamorano.
• Construir el laboratorio de energías renovables en Zamorano y comprar el equipo
faltante que la ASTM indica para cada medición de los parámetros de calidad en
biodiesel.
• Lograr un acuerdo con la Compañía Azucarera Tres Valles para que el pago por
arrendamiento de las tierras de Zamorano pueda ser en un futuro con el
equivalente de alcohol producido por las melazas y/o jugo de caña.
• Continuar las investigaciones de biodiesel por la ruta etílica ya que la mayor parte
de la información disponible se refiere a la ruta metílica, además, Honduras es un
país con potencial de producción de etanol anhidro.
7. BIBLIOGRAFÍA
ANP. 2007. Agencia Nacional de Petróleo, Gas Natural y Biocombustibles.
Producción Nacional de Biodiesel Puro (en línea). Consultado 26 de septiembre de
2007. Disponible en: http: // www. anp. gov. br/doc/ dados _ estatisticos/
Producao_de_biodiesel_m3.xls
AOCS. 2007. Methods of analysis for Reference Samples 2007-2007 (en línea).
Consultado 2 de julio de 2007. Disponible en:
http://www.aocs.org/tech/AOCS_reference_sample_method_list.pdf
ASTM. 2007. American Society for Testing and Materials. Standar Specification for
Biodiesel Fuel Blend Stock (B100) for Middle Distillate Fuels (en línea). Consultado
22 de Julio de 2007. Disponible en: http://www.astm.org/cgi-
bin/SoftCart.exe/DATABASE.CART/HISTORICAL/D675107.htm?L+mystore+geqf9
386
Banco Central de Honduras. Tipo de cambio, precio promedio diario del dólar (en
línea). Consultado 2 de noviembre de 2007. Disponible en:
http://www.bch.hn/esteco/ianalisis/tcdint.pdf
CEPAL. 2007. Perspectivas para el biodiesel en Centroamérica: Costa Rica, El
Salvador, Guatemala y Honduras (en línea). Consultado 1 septiembre de 2007.
Disponible en: http://www.eclac.cl/publicaciones/xml/3/29423/L791-1.pdf
CEPAL. 2006. Costos y precios para etanol combustible en América Central (en
línea). Consultado 10 de septiembre de 2007. Disponible en:
http://www.eclac.cl/publicaciones/xml/9/24459/L716.pdf
Dedini (Industrias de base). 2005. Etanol. Brasil, Piracicaba, s.e. 14 p.
EBB. 2007. Estadísticas sobre la producción industrial en la Unión Europea (en línea).
Consultado 25 de septiembre de 2007. Disponible en: http://www.ebb-eu.org/stats.php
Guarieiro, L. 2006. Metodología analítica para cuantificar el valor del biodiesel en una
mezcla de biodiesel : diesel utilizando espectroscopia de región en infrarrojo (en línea).
Consultado 5 de septiembre de 2007. Disponible en:
http://servicos.capes.gov.br/arquivos/avaliacao/estudos/dados1/2006/31001017/004/20
06_004_31001017006P6_Teses.pdf
Knothe, G; Gerpen, JV; Krahl, J; Ramos, LP. 2006. Manual de Biodiesel. 1 ed. São
Paulo, BR. 340 p.
17
Maía, C. 2005. Obtención de ésteres etílicos a partir de transesterificación de aceite de
andiroba con etanol (en línea). Consultado 5 de agosto de 2007. Disponible en:
http://pubs.acs.org/cgi-bin/abstract.cgi/iecred/1999/38/i08/abs/ie990012x.html
Melara, C. 2007. Conferencia Perspectiva de la Industria Azucarera en Honduras
(2007, Zamorano, Honduras). Asociación de productores de azúcar. Honduras.
Martínez, O; Sánchez, F; Suárez, O. 2006. Producción de ésteres etílicos a partir de
aceite de palma RBD (en línea). Consultado 15 de septiembre de 2007. Disponible en:
http://www.scielo.org.co/pdf/iei/v27n2/v27n2a05.pdf
NBB. 2007. Producción. Capacidad de producción de Biodiesel en Estados Unidos (en
línea). Consultado 17 de julio de 2007. Disponible en:
http://www.biodiesel.org/pdf_files/fuelfactsheets/Production_Capacity.pdf
Nielsen, S. 2003. Food Analysis: Free Fatty Acids (FFAs) and Acid Value. 3 ed. US.
Springer Science. 536 p
Peterson, C; Reece, D; Hammond, B; Thompson, J; Bech, S. 1995. Preparación y
prueba de biodiesel de etanol y aceite de fritura (en línea). Consultado 14 de
septiembre de 2007. Disponible en:
http://www.permaculture.com/site/files/EthylWVO.pdf
Rodríguez, J. 2006. Producción y evaluación de biodiesel a partir de aceite de Girasol
(Heliantus annuus) de desecho del comedor estudiantil de Zamorano. 23p.

8. ANEXOS
19
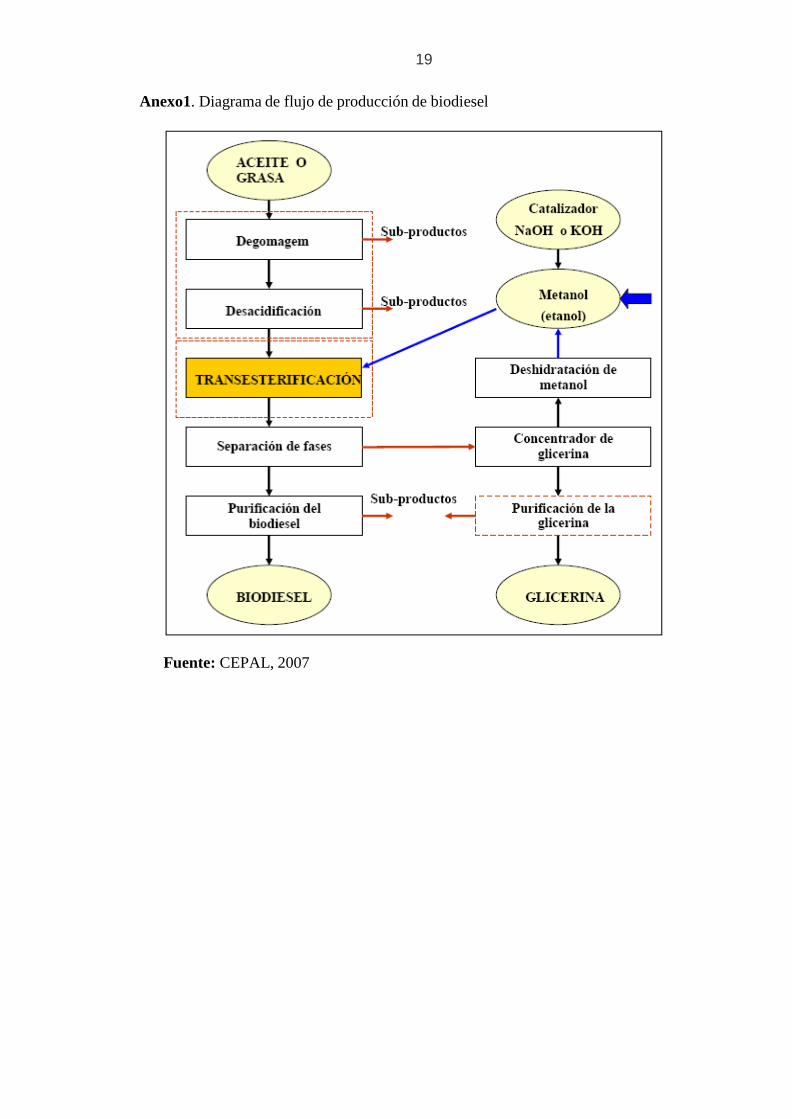
Anexo1. Diagrama de flujo de producción de biodiesel
Fuente: CEPAL, 2007
20
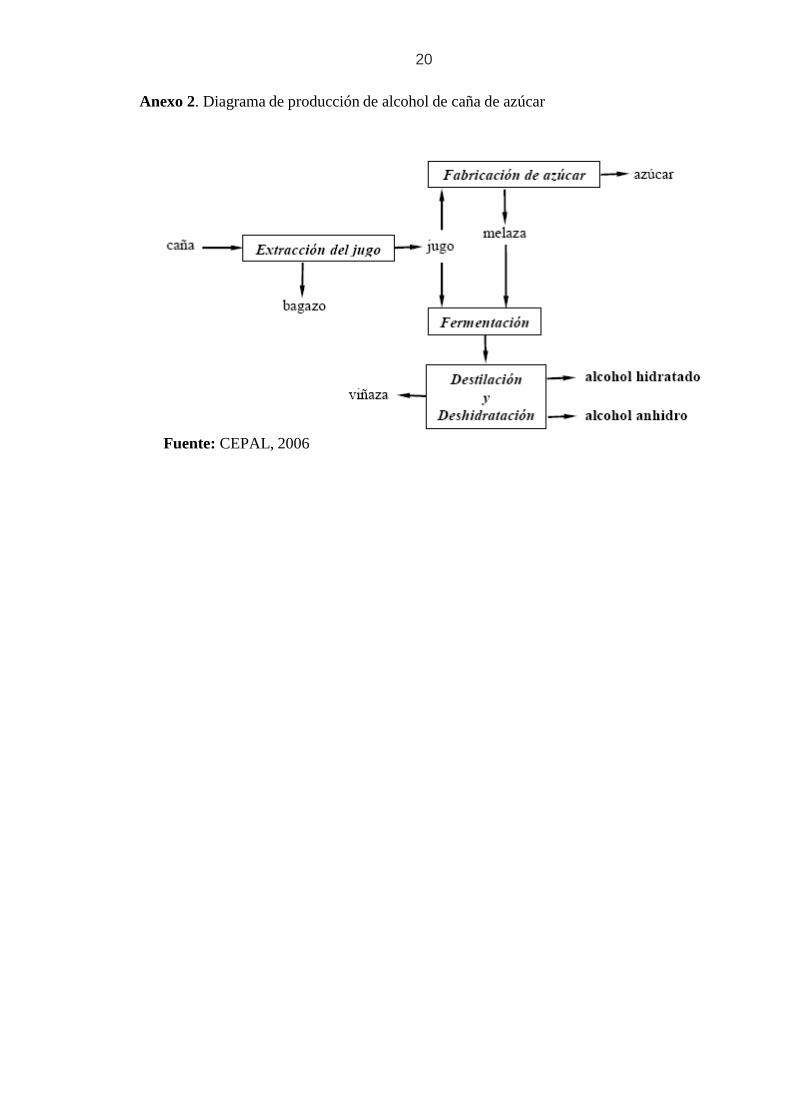
Anexo 2. Diagrama de producción de alcohol de caña de azúcar
Fuente: CEPAL, 2006
21
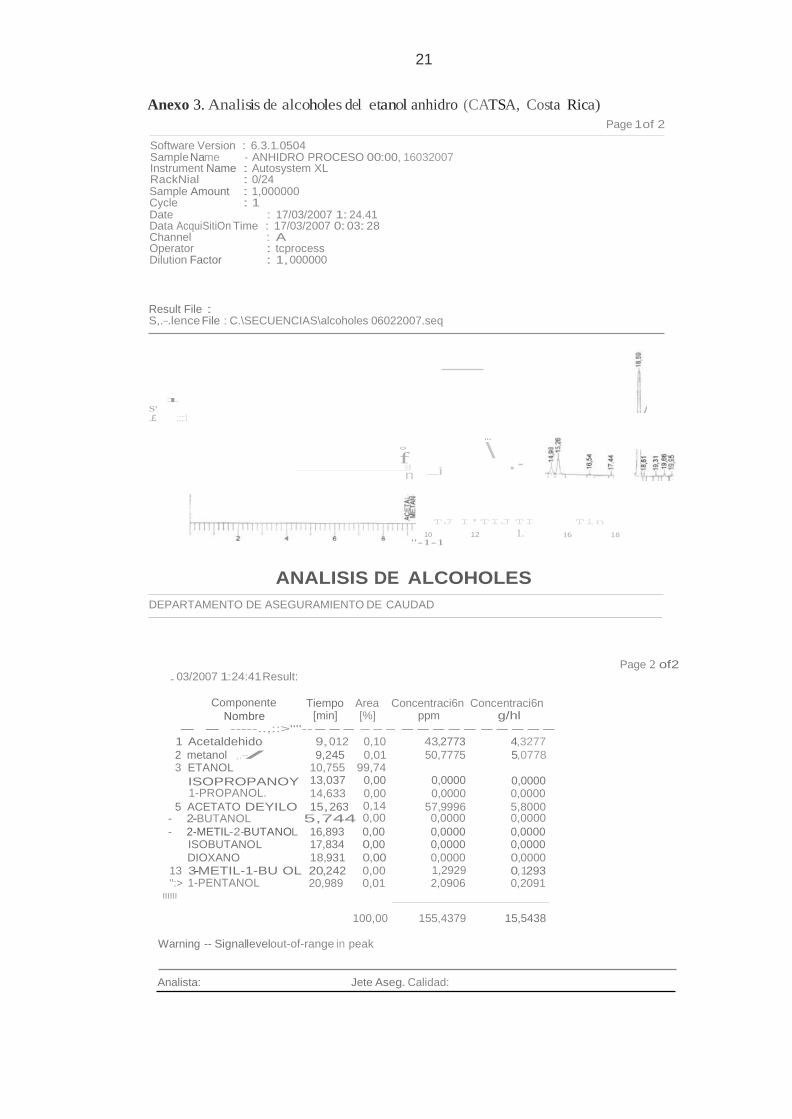
1 Acetaldehido 9,012 0,10 43,2773 4,3277
2 metanol ,.--/ 9,245 0,01 50,7775 5,0778 3 ETANOL 10,755 99,74
ISOPROPANOY 13,037 0,00 0,0000 0,0000 1-PROPANOL. 14,633 0,00 0,0000 0,0000
5 ACETATO DEYILO 15,263 0,14 57,9996 5,8000 - 2-BUTANOL 5,744 0,00 0,0000 0,0000
- 2-METIL-2-BUTANOL 16,893 0,00 0,0000 0,0000 ISOBUTANOL 17,834 0,00 0,0000 0,0000 DIOXANO 18,931 0,00 0,0000 0,0000
13 3-METIL-1-BU OL 20,242 0,00 1,2929 0,1293 '':> 1-PENTANOL 20,989 0,01 2,0906 0,2091
100,00
155,4379
15,5438
_j
Anexo 3. Analisis de alcoholes del etanol anhidro (CATSA, Costa Rica)
Software Version : 6.3.1.0504 Sample Name · ANHIDRO PROCESO 00:00, 16032007 Instrument Name : Autosystem XL RackNial : 0/24 Sample Amount : 1,000000 Cycle : 1 Date : 17/03/2007 1:24.41 Data AcquiSitiOn Time : 17/03/2007 0:03:28 Channel : A Operator : tcprocess Dilution Factor : 1,000000
Result File : S,.-.lence File : C.\SECUENCIAS\alcoholes 06022007.seq
Page 1of 2
1
S'
.£ :::::1
<>
f 0:0
n
...
\ .-
TJ I'TIJ TI Tin
10 12
"-1-1 1. 16 18
ANALISIS DE ALCOHOLES
DEPARTAMENTO DE ASEGURAMIENTO DE CAUDAD
.03/2007 1:24:41 Result:
Componente
Nombre
Tiempo Area Concentraci6n Concentraci6n
[min] [%] ppm g/hl
Page 2 of2
- - -----..,::>""----- --- ----- -----
"'"'
Warning -- Signallevelout-of-range in peak
Analista: Jete Aseg. Calidad: