trabajo final procesos 2
TRANSCRIPT

1
Contenido1. TIPOS DE RIESGOS SUSTANCIAS PELIGROSAS MEDIDAS DE SEGURIDAD Y PREVENCION DE ACCIDENTES...............................................................................................7
Aspectos generales.....................................................................................................................7
Tipos de riesgos..........................................................................................................................7
Sustancias peligrosas.................................................................................................................8
Medidas de seguridad y prevención de accidentes..............................................................10
Envasado y etiquetado.........................................................................................................10
Evaluación de los riesgos mayores.....................................................................................10
Normas de seguridad en el laboratorio..............................................................................10
2. BARNIZ POLICROMO..........................................................................................................11
Barniz..........................................................................................................................................11
Tipos de barnices......................................................................................................................11
1. Poliuretano......................................................................................................................11
2. Formaldehídos...............................................................................................................12
3. VACIADOS DE RESINA CON CARGA..............................................................................12
Técnica.......................................................................................................................................12
Molde...........................................................................................................................................13
Tipos de molde......................................................................................................................13
Etapas de moldeado y desmoldeado..................................................................................13
4. ENCAPSULADOS CON RESINA CRISTAL......................................................................14
Características...........................................................................................................................14
Ventajas......................................................................................................................................15
Recomendaciones de empleo.................................................................................................15
5. ESPUMA DE POLIURETANO.............................................................................................15
Tipos:...........................................................................................................................................15
Espumas en caliente.............................................................................................................15
Espumas en frío.....................................................................................................................15
Características y usos...............................................................................................................16
6. ADHESIVOS..........................................................................................................................16
Clasificación en función de sus componentes.......................................................................16
2
Clasificación en función de su presentación..........................................................................16
Clasificación en función de su uso..........................................................................................17
Clasificación en función de su curado....................................................................................17
7. ANALISIS TERMOCINETICO DE UNA RESINA..............................................................17
Resina.........................................................................................................................................17
Termodinámico, ca....................................................................................................................18
Cinético, ca.................................................................................................................................18
Generalidades............................................................................................................................18
Cinética y mecanismo de reacción.........................................................................................19
Cinética de curado de los materiales termoestables............................................................20
Determinación experimental de la cinética de curado en resinas termostables mediante dsc...............................................................................................................................................20
8. PRUEBAS DE TRACCION EN POLIMEROS...................................................................20
Ensayo de Tracción...................................................................................................................20
Principio del método..............................................................................................................20
Ensayo de Tracción...................................................................................................................20
Factores estructurales que determinan el comportamiento mecánico de los materiales polímeros....................................................................................................................................21
Tipos de Materiales...................................................................................................................21
9. PRUEBA DE ESFUERZO CORTANTE EN POLIMEROS..............................................21
Esfuerzo cortante......................................................................................................................21
Introducción................................................................................................................................22
Diagrama de esfuerzos cortantes...........................................................................................22
Polímero.....................................................................................................................................23
10. RESINAS EPOXICAS.......................................................................................................23
Pinturas y acabados..................................................................................................................23
Adhesivos...................................................................................................................................24
Materiales compuestos.............................................................................................................24
Sistemas eléctricos y electrónicos..........................................................................................24
11. MOLDES DE PLASTICO REFORZADO CON FIBRA DE VIDRIO............................24
Métodos de fabricación de piezas de "plásticos reforzados en fibra de vidrio..................25
Método de contacto directo y proyección...........................................................................25
3
.................................................................................................................................................25
Inyección.....................................................................................................................................27
Prensado en frio........................................................................................................................28
Prensado en caliente................................................................................................................28
Aplicaciones en plástico reforzado con fibra de vidrio..........................................................28
12. MOLDES DE CAUCHO DE SILICON.............................................................................28
Caucho de silicón......................................................................................................................28
Moldes Simples Flexibles.........................................................................................................29
Concha de Yeso........................................................................................................................30
Concha de Fibra de vidrio........................................................................................................30
Moldes Múltiples Flexibles.......................................................................................................30
Limpieza de Utensilios..............................................................................................................30
BIBLIOGRAFIA..............................................................................................................................30
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
1. TIPOS DE RIESGOS SUSTANCIAS PELIGROSAS MEDIDAS DE SEGURIDAD Y PREVENCION DE ACCIDENTES
Aspectos generalesLas instalaciones industriales incluyen una gran variedad de operaciones de minería, transporte, generación de energía, fabricación y eliminación de desperdicios, que tienen peligros inherentes que requieren un manejo cuidadoso. Asimismo, las instalaciones
industriales, pueden acarrear peligros potenciales que son distintos de aquellos de las sustancias peligrosas. Esto ocurre por el uso inadecuado de combustible, fallas de instalaciones eléctricas etc. Debido a la existencia de peligros en los medios industriales es necesario manejar, adecuadamente, los siguientes riesgos para reducir al mínimo los impactos adversos:
Las condiciones que pueden llevar, potencialmente, a los accidentes que involucran derrames importantes (por ejemplo, de tuberías, conexiones flexibles, filtros, válvulas, recipientes, bombas, compresores, tanques, chimeneas).
Las condiciones de salud y bienestar ocupacional, y de seguridad en el trabajo.
Tipos de riesgosEl tema del manejo de los peligros industriales es pertinente, para los proyectos energéticos, industriales, de explotación minera, de control de contaminación, de transporte y agrícolas.
Los riesgos de los proyectos energéticos son los siguientes:
Peligros de incendio y de materiales tóxicos a causa de derrames de petróleo o fugas de gas.
Riesgos mecánicos causados por las torres de perforación. El ruido alrededor de los generadores. El peligro físico por la inhalación de la ceniza del carbón y los residuos de
petróleo. Los materiales tóxicos o corrosivos lixiviados de los montones de carbón o
ceniza.
Los proyectos industriales pueden acarrear los siguientes riesgos:
Los peligros físicos por las piezas en movimiento. La agitación por el trabajo arduo realizado cerca de los hornos.
4
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
El ruido de la maquinaria. El polvo producido por el esmerilaje o la aserradura. La ruptura de los recipientes presurizados.
Los proyectos de explotación minera pueden producir los siguientes peligros:
El riesgo físico por el uso de los explosivos y los equipos de excavación. El polvo producido por la perforación, la voladura y la trituración. El agotamiento del oxígeno. Los gases tóxicos de las minas subterráneas. Los derrumbes.
Los proyectos de control de contaminación pueden crear los siguientes riesgos:
La ruptura de los recipientes presurizados (por ejemplo, tanques de cloro en las plantas de tratamiento de aguas negras, tarros bajo presión que se reciben con los desperdicios sólidos para incineración).
Explosión o generación de gases tóxicos por la mezcla de desechos incompatibles.
Liberación de polvos y vapores conteniendo microorganismos patogénicos, durante las operaciones de procesamiento de las aguas servidas y desperdicios sólidos.
Los gases tóxicos producidos por la eliminación de los desechos sólidos.
Sustancias peligrosasLas sustancias peligrosas son elementos químicos y compuestos que presentan algún riesgo para la salud, para la seguridad o el medio ambiente.
ClasificaciónLa clasificación se realiza en función de sus características físico-químicas y de toxicidad.
Explosivo : Son sustancias que, incluso en ausencia de oxígeno atmosférico, puedan reaccionar de forma exotérmica con rápida formación de gases y que, en determinadas condiciones de ensayo, detonan, deflagran rápidamente o bajo el efecto del calor, en caso de confinamiento parcial, explosionan.
Comburente : Las sustancias y preparados que, en contacto con otras sustancias, en especial con sustancias inflamables, produzcan una reacción fuertemente exotérmica.
Extremadamente inflamable : Las sustancias y preparados líquidos que tengan un punto de ignición extremadamente bajo y un punto de ebullición bajo, y las sustancias y preparados gaseosos que, a temperatura y presión normales, sean inflamables en contacto con el aire.
Fácilmente inflamable : Las sustancias y preparados: a) Que puedan calentarse e inflamarse en el aire a temperatura ambiente sin aporte de
5
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
energía, o b) Los sólidos que puedan inflamarse fácilmente tras un breve contacto con una fuente de inflamación y que sigan quemándose o consumiéndose una vez retirada dicha fuente, o c) Los líquidos cuyo punto de ignición sea muy bajo, o d) Que, en contacto con el agua o con el aire húmedo, desprendan gases extremadamente inflamables en cantidades peligrosas.
Inflamable : Las sustancias y preparados líquidos cuyo punto de ignición sea bajo.
Muy tóxico : Las sustancias y preparados que, por inhalación, ingestión o penetración cutánea en muy pequeña cantidad puedan provocar efectos agudos o crónicos e incluso la muerte.
Tóxico : Las sustancias y preparados que, por inhalación, ingestión o penetración cutánea en pequeñas cantidades puedan provocar efectos agudos o crónicos e incluso la muerte.
Nocivo : Las sustancias y preparados que, por inhalación, ingestión o penetración cutánea puedan provocar efectos agudos o crónicos e incluso la muerte.
Corrosivo : Las sustancias y preparados que, en contacto con tejidos vivos puedan ejercer una acción destructiva de los mismos.
Irritante : Las sustancias y preparados no corrosivos que, en contacto breve, prolongado o repetido con la piel o las mucosas puedan provocar una reacción inflamatoria.
Sensibilizarte : Las sustancias y preparados que, por inhalación o penetración cutánea, puedan ocasionar una reacción de hipersensibilidad, de forma que una exposición posterior a esa sustancia o preparado dé lugar a efectos negativos característicos.
Carcinogénico : Las sustancias y preparados que, por inhalación, ingestión o penetración cutánea puedan producir cáncer o aumentar su frecuencia.
Muta génico : Las sustancias y preparados que, por inhalación, ingestión o penetración cutánea, puedan producir alteraciones genéticas hereditarias o aumentar su frecuencia.
Tóxico para la reproducción : Las sustancias y preparados que, por inhalación, ingestión o penetración cutánea, puedan producir efectos negativos no hereditarios en la descendencia, o aumentar la frecuencia de éstos, o afectar de forma negativa a la función o a la capacidad reproductora.
Peligroso para el medio ambiente : Las sustancias y preparados que presenten o puedan presentar un peligro inmediato o futuro para uno o más componentes del medio ambiente.
6
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
Medidas de seguridad y prevención de accidentes
Envasado y etiquetadoLas sustancias peligrosas, y los preparados que las contengan, deberán ser envasadas en envases adecuados a los que no les ataque la sustancia. Estos envases deberán tener sistemas de cierre que además, en algunos casos, serán de seguridad para niños. Los envases deberán también, en la mayoría de los casos, llevar marcas de peligro detectables al tacto.
Las etiquetas deberán informar de la sustancia o sustancias contenidas, de los datos del responsable de su comercialización, de los
pictogramas y frases de peligro y consejos de prudencia.
Evaluación de los riesgos mayoresLa evaluación de los riesgos mayores debe ser parte integrante de la preparación del proyecto. Es independiente de la evaluación del impacto ambiental y ésta la debe mencionar. Los objetivos de la evaluación de los riesgos mayores, son los siguientes:
Identificar la naturaleza y magnitud del uso de las sustancias peligrosas en la instalación.
Especificar las medidas tomadas para la operación segura de la instalación, el control de las divergencias importantes que podrían causar un accidente mayor, y los procedimientos de emergencia a implementarse en el sitio.
Identificar el tipo, probabilidad relativa y consecuencias generales de los accidentes mayores; y, demostrar que el constructor haya apreciado el potencial de un riesgo mayor a causa de las actividades de la compañía, y que haya considerado si los controles son adecuados.
Normas de seguridad en el laboratorioEn caso de accidentes, es muy importante seguir las instrucciones del responsable del laboratorio y acudir inmediatamente a un médico. De todas formas, pueden aplicarse las siguientes medidas de auxilio:
Si se han producido cortes por la rotura del material de vidrio, lavar bien la herida con abundante agua corriente durante al menos 10 minutos. Desinfectar la herida con antisépticos del botiquín y dejarla secar al aire o taparla con una venda estéril.
Si ha habido contacto con la piel con productos químicos, lavar inmediatamente con agua corriente durante al menos 15 minutos.
7
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
Si se han producido quemaduras en la piel, lavar primero la zona afectada con agua fría 10 o 15 minutos. Aplicar luego una pomada adecuada. Las quemaduras más graves requieren atención médica inmediata.
Si se ha inhalado un producto químico, conducir inmediatamente a la persona afectada a un lugar con aire fresco.
Si se ha ingerido algún producto tóxico, habrá que acudir al hospital. Si se ha derramado algún ácido en la piel, que se vuelve más agresivo con
el contacto con el agua (como el sulfúrico) primero se debe absorber el mismo con un trapo seco y luego enjuagar con abundante agua fría.
2. BARNIZ POLICROMO
Policromo, ma o polícromo, ma: adj. De varios colores.
Barniz: Es una disolución de aceites o sustancias resinosas en un disolvente, que se volatiliza o se seca al aire mediante evaporación de disolventes o la acción de un catalizador, dejando una capa o película sobre la superficie a la que se ha aplicado. Existen barnices de origen natural, en general derivados de resinas y aceites esenciales de las plantas, y barnices sintéticos.Su aplicación a maderas y otras superficies tiene como objeto primordial preservarlas de la acción de agentes atmosféricos si se expone al exterior o de proteger y dar belleza además de resistencia física y química si su destino es interior. Puede admitir tintes o colorantes que modifican su color y tono.
Tipos de barnicesLos barnices se pueden agrupar según la resina o material que los compone, o según el disolvente empleado.
1. Poliuretano: Son populares en el tratamiento de pavimentos de madera, tarima o parquet. Es un material impermeable, resistente a la abrasión, y longevos. Se le encuentra en tres formatos:
1.1Base acuosa: Comúnmente conocidos como "Barniz al agua". Se encuentran en monocomponente o bicomponente (A & B, resina y catalizador), con una toxicidad de exposición y uso baja. Se curan por evaporación y humedad. Tienen buena resistencia a la abrasión y agua, mejor resistencia a los rayos UV que los barnices estándar. No se amarillean ni se oscurecen.
1.2Base disolvente: Se encuentran normalmente en formato A & B. Tienen buena resistencia a la abrasión y agua. Poseen una alta toxicidad en aplicación, y baja-mediana durante uso. Se curan por la evaporación del disolvente al contacto con el aire. Oscurecen la madera en contacto directo.
8
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
1.3Base aceite: Es monocomponente y tiene buena resistencia a la abrasión y alta resistencia al agua.
2. Formaldehídos:
2.1Urea-Formol: Se encuentra en bicomponente. Tiene una toxicidad media en la aplicación y baja durante el uso. Aunque tiene buena resistencia a la abrasión, la tiene muy baja frente al agua y la grasa.
2.2Piroxilina: Este tipo de barniz está creado con base de nitrocelulosa y ha sido el más usado en la industria del mueble; comercialmente se puede encontrar con denominación Duco este se divide según el proceso y el que se aplica al inicio comúnmente se llama sellador de madera y posteriormente para dar las diferentes terminaciones se aplica; laca.
3. VACIADOS DE RESINA CON CARGA
Para este proceso se utilizan resinas epoxis, y fibras al carbono. La selección de alguna de estas dos depende de que piezas se vayan a elaborar. Se debe tener una matriz especial, puesto que una vez laminado el material se
debe conectar una bomba que produce el vacío, para que el material sea adherido proporcionalmente en toda la superficie. Después se lleva al horno de cocción o secado.
Si se utilizan resinas polyester y fibra de vidrio en mack o telas, el laminado se puede realizar de forma manual, o por rociado, pero debe hacerse a una temperatura ambiente entre los 18 y 22 grados y menos del 60 % de humedad.
En todos los casos se debe tener en cuenta las proporciones de los componentes a utilizar, sean estos acelerantes, catalizadores o monómeros en el caso de la resina polyester.
TécnicaEn su interior se vierte el material fluido o plástico – metal fundido, hormigón, yeso, resina, silicona etc. – que cuando se solidifica adquiere la forma del molde que lo contiene. Una vez retirado el molde, normalmente, se procede a repasar la pieza obtenida, corrigiendo las posibles imperfecciones en las zonas de acoplamiento, quitando los restos depositados en los orificios realizados para introducir la materia plástica, y en los orificios de salida del sobrante o respiraderos.
Para acoplar las piezas de un molde se recurre generalmente a las llaves, que son incisiones en una parte y salientes en la otra, que sirven en para su posterior ajuste.
9

Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
Se emplea profusamente para obtener piezas moldeadas, tanto en arte –bustos, figuras, columnas– como en construcción –balaustres, revestimientos– o en diversos procesos industriales –objetos cerámicos, elaboración de barras de chocolate, etc.
En la industria, al molde donde se vierte el material fundido se le llama matriz. En construcción, al molde, con el conjunto de piezas auxiliares, se le denomina encofrado.
MoldeUn molde es una pieza, o un conjunto de piezas acopladas, interiormente huecas pero con los detalles e improntas exteriores del futuro sólido que se desea obtener.
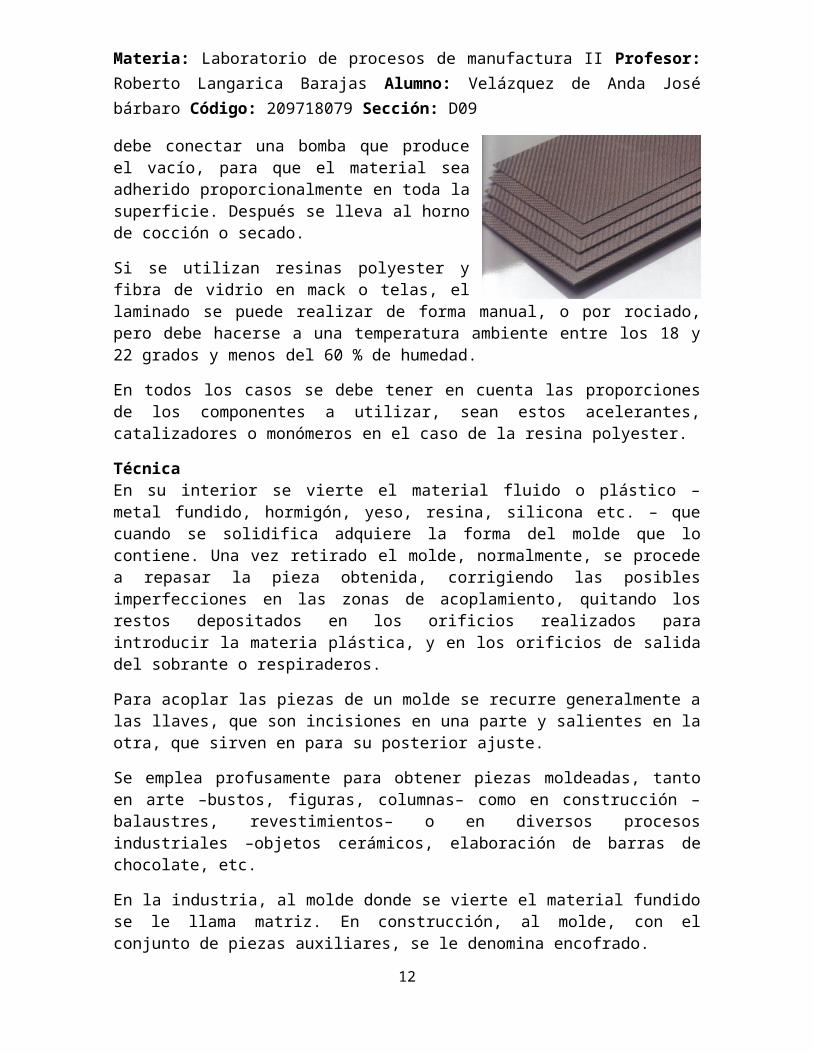
Tipos de moldeHay moldes rígidos y flexibles; los moldes dependen de la forma de la pieza a seriar, determinado por el grado de complejidad de los detalles y la simetría de esta, siendo importante facilitar el desmolde que debe ser lo más preciso posible; hay moldes de una pieza, dos piezas o hasta cinco o más si fuera necesario.
Generalmente, un molde flexible (látex) se monta con un contra-molde rígido o «madre» que sujete la forma evitando su deformación (yeso). La ventaja de los moldes flexibles es permitir su desmolde con más delicadeza, procurando un mejor resultado de la pieza; además, es más liviano y duradero.
Etapas de moldeado y desmoldado1. Primero se ha de pensar en que la pieza no quede atrapada en el proceso
de aplicar el molde sobre la pieza, sobre todo si este molde es rígido, como el caso del molde de yeso. A esta etapa se le denomina "el estudio de cortes". El molde que requiere de más creatividad es el cerámico, para aplicar barbotina (arcilla líquida), porque no se puede forzar el molde en el proceso de desmoldado, caso contrario, se malogrará la pieza; además, no puede hacer el molde con látex, porque la arcilla tiene que ceder humedad al yeso, que en estado seco es absorbente.
2. Fijar las divisiones, que pueden ser de arcilla, chapa galvanizada, celuloide grueso o masilla para vidrio (si la superficie es dura como el yeso, porque sobre la arcilla esta resbala).
3. Aplicar el molde, que puede ser de látex, caucho, yeso o chamota (arcilla cocida posteriormente pulverizada). Cada especialidad tiene sus dificultades, el yeso debe aplicarse con latigueo y medir el grado de fraguado del mismo; el caucho solo puede aplicarse con una máquina especial que presiona el caucho sobre una superficie rígida; el látex debe
10
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
tener una aplicación más cuidadosa y no puede ser trabajado cuando este empieza a helar. La ventaja de este último es que pueden grabar hasta los más mínimos detalles, incluso una huella digital.
4. El contra molde, se usa para unir varias partes pequeñas del molde.5. El desmoldado, o proceso de retirar las partes que capturaron el modelo
creado por el artista.6. La limpieza del molde, para quitar todo resquicio o sobrante del molde, y
aplicar alguna sustancia para que este molde no se pegue con el trabajo final. Si el vaciado es de yeso, se le agrega detergente, jabón líquido o cera de piso; si el vaciado es de resina se le aplica cera desmoldante o desmoldante líquido; si es para el bronce, se tiene que hacer un vaciado previo de cera, para sacar el molde final, a este método se le llama "a la cera perdida".
Los moldes pueden ser utilizados para hacer trabajos únicos o piezas seriadas, como es el caso de la joyería o la industria seriada de juguetes y otros artículos de uso cotidiano. Puede ser empleado en la industria y las artes. También se suelen considerar moldes los troqueles para estampar monedas o cucharas, pero el nombre más correcto para estos moldes es el de matriz.
4. ENCAPSULADOS CON RESINA CRISTAL
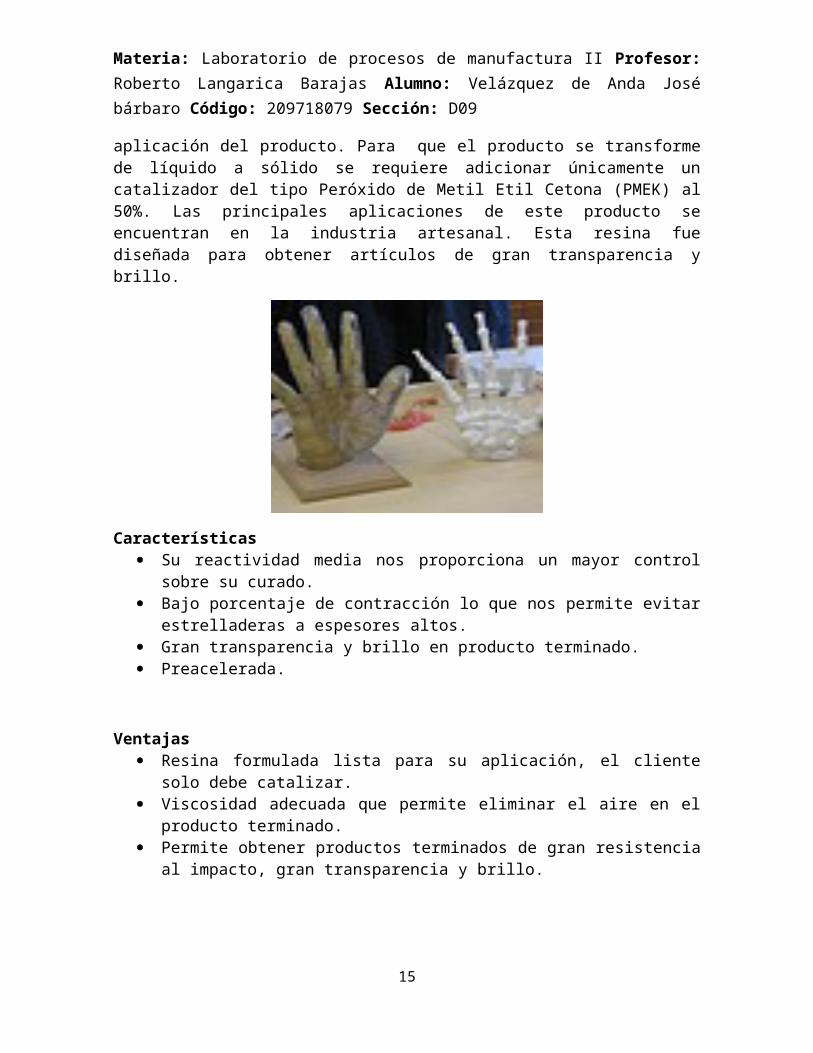
La resina cristal es una resina poliéster insaturada, ortoftálica de reactividad media preacelerada con promotor cristal y cuyo contenido de sólidos es el ideal para la aplicación del producto. Para que el producto se transforme de líquido a sólido se requiere adicionar únicamente un catalizador del tipo Peróxido de Metil Etil Cetona (PMEK) al 50%. Las principales aplicaciones de este producto se encuentran en la industria artesanal. Esta resina fue diseñada para obtener artículos de gran transparencia y brillo.
Características Su reactividad media nos proporciona un mayor control sobre su curado. Bajo porcentaje de contracción lo que nos permite evitar estrelladeras a
espesores altos.
11
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
Gran transparencia y brillo en producto terminado. Preacelerada.
Ventajas Resina formulada lista para su aplicación, el cliente solo debe catalizar. Viscosidad adecuada que permite eliminar el aire en el producto terminado. Permite obtener productos terminados de gran resistencia al impacto, gran
transparencia y brillo.
Recomendaciones de empleo Se debe mantener un rango entre el 0.75 % - 1.25 % de catalizador
Peróxido de Metil Etil Cetona al 50% sobre el peso total de la resina. Se almacena a temperaturas entre los 18 - 25 º C y una humedad entre
30 - 50 % para ayudar al fabricante a obtener una mayor calidad en sus productos.
5. ESPUMA DE POLIURETANO
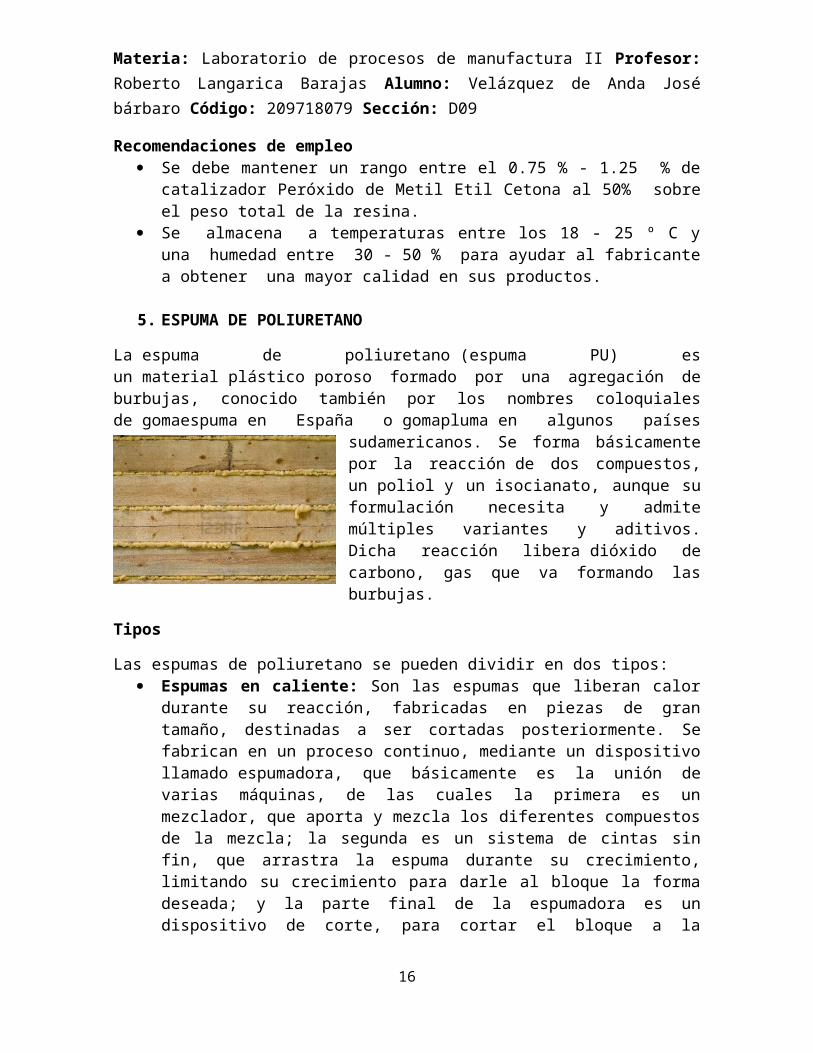
La espuma de poliuretano (espuma PU) es un material plástico poroso formado por una agregación de burbujas, conocido también por los nombres coloquiales de gomaespuma en España o gomapluma en algunos países sudamericanos. Se forma básicamente por la reacción de dos compuestos, un poliol y un isocianato,
aunque su formulación necesita y admite múltiples variantes y aditivos. Dicha reacción libera dióxido de carbono, gas que va formando las burbujas.
Tipos
Las espumas de poliuretano se pueden dividir en dos tipos:
Espumas en caliente: Son las espumas que liberan calor durante su reacción, fabricadas en piezas de gran tamaño, destinadas a ser cortadas posteriormente. Se fabrican en un proceso continuo, mediante un dispositivo llamado espumadora, que básicamente es la unión de varias máquinas, de las cuales la primera es un mezclador, que aporta y mezcla los diferentes compuestos de la mezcla; la segunda es un sistema de cintas sin fin, que arrastra la espuma durante su crecimiento, limitando su crecimiento para darle al bloque la forma deseada; y la parte final de la espumadora es un dispositivo de corte, para cortar el bloque a la longitud deseada. Generalmente son las más baratas, las más utilizadas y conocidas por el público.
Espumas en frío: Son aquellas que apenas liberan calor en la reacción, se utilizan para crear piezas a partir de moldes; como rellenos de otros artículos; como aislantes, etc. Se fabrican mediante una espumadora
12
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
sencilla, que consiste en un dispositivo mezclador. Normalmente suelen ser de mayor calidad y duración que las espumas en caliente, aunque su costo es bastante mayor.
Características y usosEs un material muy versátil ya que, según los aditivos y los sistemas de fabricación utilizados, se pueden conseguir características muy distintas y espumas destinadas a usos muy diferentes. Desde los bien conocidos bloques de espuma elástica para colchones hasta espumas casi rígidas para juguetería, automoción o calzados.
Para comparar las distintas espumas se suele utilizar mucho la densidad, pero sólo sirve como elemento comparativo cuando se habla de espumas con la misma composición, ya que distintas fórmulas dan características diferentes. En unas espumas se busca la mayor duración posible, en otras el precio más económico, en otras la transpirabilidad, la capacidad aislante, la facilidad de perfilar o dar forma, la ligereza, etc.
6. ADHESIVOS
El adhesivo es una sustancia que puede mantener unidos a dos o más cuerpos por contacto superficial. Es sinónimo de cola y pegamento. Su importancia en la industria moderna es considerable.
Aunque la adherencia puede obedecer a diversos mecanismos de naturaleza física y química, como lo son el magnetismo o las fuerzas electrostáticas, desde el punto de vista tecnológico los adhesivos son los integrantes del grupo de productos, naturales o sintéticos, que permiten obtener una fijación de carácter mecánico.
Clasificación en función de sus componentes Adhesivos sintéticos: A base de polímeros derivados del petróleo (colas
de poli-vinil-acetato, colas etilénicas, colas de poliuretano, colas de caucho sintético, adhesivos anaeróbicos o de cianoacrilato, etc.).
Adhesivos de origen vegetal: A base de derivados de la fécula de patata, el maíz (colas de almidón, dextrinas, cauchos naturales, etc.).
Adhesivos de origen animal: Cola tradicional, hecha a base de pieles de animales o su esqueleto (colas de pezuña, de gelatina); colas de derivados lácteos (caseína).
Clasificación en función de su presentación Adhesivos sólidos: Destacan los adhesivos termofusibles que se utilizan
en procesos industriales que los calientan para fundirlos, aprovechando su
13
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
propiedad de enfriarse rápidamente para acelerar los procesos productivos. También son adhesivos sólidos las barras de pegamento para papel o los adhesivos en polvo (a base de acetato o formaldehído entre otros).
Adhesivos líquidos: Comúnmente conocidos como colas blancas (en su mayoría tienen un color blanco o crema), utilizan en su composición un vehículo líquido (normalmente agua o disolvente) que una vez utilizado tiende a perder, hasta obtener un secado que hace que la unión sea resistente. Son usados en la construcción (adhesivos para pavimentos y revestimientos como moquetas, PVC, linóleum, etc.).
Adhesivos de tipo acrílico. Adhesivos de cianoacrilato.
Clasificación en función de su uso1. Adhesivos industriales: Aquellos que se utilizan en multitud de procesos
de fabricación para realizar uniones. Las colas y adhesivos se utilizan ampliamente en los siguientes sectores:1.1Artes gráficas (encuadernación de libros).1.2Transformación del papel y cartón.1.3Envase y embalaje (cerrado de cajas, sobres y bolsas, etiquetado de
envases, botellas y latas, etc.).1.4Mueble y madera (fabricación de muebles, ensamblaje de madera,
fabricación de puertas, tapicería de sillas y sillones, etc.).2. Adhesivos profesionales: Utilizados para la instalación o unión de
materiales, sobre todo en la construcción (adhesivos para pavimentos y revestimientos como moquetas, PVC, linóleum, etc.).
3. Adhesivos para uso doméstico o infantil: Colas para uso doméstico y de papelería.
Clasificación en función de su curado Adhesivos químicamente reactivos: Se encuentran incluidos los
poliuretanos, epoxis, fenólicos, poliamidas y anaeróbicos. Hay de uno y de dos componentes; los primeros se curan por reaccionar químicamente a la temperatura, a la humedad o al calor, mientras que los de dos componentes al entrar en contacto las dos resinas.
Adhesivo por evaporación o difusión: Estos se preparan como solución al disolverse en solventes orgánicos o en agua y se aplican sobre el lugar que se quiere mantener pegado. Hay una preferencia notable hacia los adhesivos de base agua por el hecho de que de la seguridad ambiental que representa su consumo. Vinilos y acrílicos son ejemplos.
Adhesivos de fusión por calor: Conformados por termoplásticos y elastómeros que se funden sobre la superficie a pegar si son calentados. El grupo de alto rendimiento está formado por las poliamidas y los poliésteres.
Adhesivos sensibles a la presión: Son principalmente elastómeros fabricados en forma de recubrimiento. Se les aplica presión para provocar la adherencia.
14
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
7. ANALISIS TERMOCINETICO DE UNA RESINA
Resina: La resina es una secreción orgánica que producen muchas plantas, particularmente los árboles del tipo conífera. Es muy valorada por sus propiedades químicas y sus usos asociados, como por ejemplo la producción de barnices, adhesivos y aditivos alimenticios. También es un constituyente habitual de perfumes o incienso.
En muchos países, entre ellos España, es frecuente referirse a la "resina" como "resina de pino" ya que esta conífera es su principal fuente.
Termodinámico, ca: Parte de la física en que se estudian las relaciones entre el calor y las restantes formas de energía.
Cinético, ca: Estudio de la velocidad a la que se producen ciertos procesos; p. ej.,
las reacciones químicas o enzimáticas. La energía que posee un cuerpo por razón de su movimiento.
GeneralidadesPara el estudio de la cinética de curado se requiere un conocimiento adecuado de los calores de reacción, así como de los grados de curado y de las velocidades de reacción.
En procesos isotérmicos, el material no cura completamente, pues es posible detectar un calor residual cuando se realiza un postcurado dinámico. La suma del calor isotérmico más el calor residual es siempre inferior al calor obtenido de forma dinámica. Todo hace indicar que ello es debido a que parte del calor exotérmico no puede ser detectado de forma isotérmica.
Si bien existen diferentes métodos para determinar los grados de curado y la velocidad de reacción en procesos isotérmicos, la utilización de cualquiera de los métodos no influye, determinantemente, en los parámetros cinéticos, pero sí en el grado de curado último alcanzado y en la velocidad de reacción.
A pesar de que es usual aceptar, como parámetro descriptivo de la cinética de curado de materiales termoestables, una energía de activación única, se ha puesto de manifiesto, siguiendo distintos procedimientos cinéticos, que es posible encontrar una variación de la energía de activación con el grado de conversión, para el proceso de curado de una resina de poliéster insaturado. Lo cual está de acuerdo con que el proceso de curado es complejo e incluye muchos procesos reactivos simultáneamente.
15
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
La variación que experimenta la energía de activación, a lo largo del proceso reactivo, se atribuye tanto a la autoaceleración, como a los fenómenos de la gelificación, vitrificación y aumento de la viscosidad en el medio.
Todo parece indicar que la etapa determinante de la reacción es la descomposición térmica del iniciador, si bien, a conversiones elevadas, la propia viscosidad del medio reactivo y la vitrificación pueden ser determinantes en cuanto a la velocidad de reacción en las últimas etapas del curado y en el grado de curado último alcanzado.
Si bien es difícil establecer qué procedimiento cinético es más adecuado para encontrar parámetros cinéticos, todos presentan ciertas ventajas e inconvenientes. El ajuste autocatalítico tiene, como ventaja, que permite obtener muchos parámetros cinéticos, como son las constantes de velocidad a diferentes temperaturas, los órdenes de reacción, la energía de activación y el factor de frecuencia. Como desventaja, tiene que un proceso tan complejo como el proceso de curado se asocia a un único proceso reactivo con una única energía de activación, con lo que los parámetros cinéticos tienen entonces una difícil interpretación fisicoquímica. Además, el proceso es bastante laborioso.
El método de Ozawa permite, también, obtener la energía de activación en función del grado de conversión. Este procedimiento dinámico es el que da unos valores más ajustados a los isotérmicos, por lo que puede ser interesante su aplicación. Si el procedimiento se aplica únicamente al pico exotérmico, el cálculo se simplifica mucho, ya que las temperaturas del pico exotérmico pueden leerse directamente del termograma experimental, sin necesidad de ningún tratamiento. El único inconveniente, si se hace esta última consideración, es que se obtiene una única energía de activación y que no siempre el pico exotérmico tiene por qué corresponder exactamente a un mismo grado de conversión.
El método de Kissinguer, si bien ha sido criticada su aplicación en procesos reactivos tan complejos, a partir de un análisis muy sencillo, permite predecir la energía de activación y el factor de frecuencia y los valores obtenidos son similares a los obtenidos mediante un ajuste autocatalítico mucho más complejo. Presenta los mismos inconvenientes que el método de Ozawa aplicado al pico.
16

Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
Cinética y mecanismo de reacciónLa cinética química contempla el estudio de la velocidad de las reacciones químicas, así como de las leyes que rigen esa velocidad. La elucidación de las leyes que rigen los procesos heterogéneos es compleja, lo cual queda de manifiesto en las discrepancias de los datos obtenidos y en la dificultad en reproducir y verificar los resultados. El estudio cinético de las reacciones de curado de resinas termoestables suele abordarse a partir de las leyes deducidas para procesos heterogéneos (Sesták, 1984), que, a su vez, han sido expresadas a partir de las leyes que rigen los procesos homogéneos, con ciertas modificaciones y simplificaciones.
Cinética de curado de los materiales termoestablesLa cinética de curado de resinas de poliéster suele ser muy compleja, ya que intervienen muchos procesos reactivos simultáneamente. El curado sigue un mecanismo tipo radicalario, con las tres etapas de iniciación, propagación y terminación. Aparte de esto, existen otros parámetros que aumentan la complejidad del estudio del curado de resinas de poliéster insaturado, como son los fenómenos de la gelificación y la vitrificación, el paso de control cinético químico a control por difusión, en el avance del curado (Horie et al., 1970), y la posibilidad de formar distintas estructuras químicas o morfológicas (Yang y Lee, 1988).
Determinación experimental de la cinética de curado en resinas termostables mediante dscLa determinación de las curvas tiempo-temperatura-grado de curado en resinas termoestables es de gran utilidad práctica para establecer las condiciones óptimas de curado y determinar el tiempo de almacenamiento de estas resinas. Es, también, una parte integral del estudio mecanístico de la naturaleza del curado y de la determinación de la cinética de curado. A partir del análisis térmico mediante DSC, es posible medir la dependencia del tiempo de curado del grado de conversión a una temperatura constante.
8. PRUEBAS DE TRACCION EN POLIMEROS
Ensayo de Tracción
Principio del método: La probeta se alarga a lo largo de su eje principal, a velocidad constante, hasta rotura o hasta que el esfuerzo (carga) o la deformación (alargamiento) hayan alcanzado un valor determinado previamente. En el ensayo se miden la carga soportada por la probeta y el alargamiento de ésta.
Ensayo de Tracción: Tipos de probetas Las probetas se preparan por moldeo por compresión o inyección, a no ser
que se especifique de otra manera en el material. La superficie de la probeta debe estar libre de defectos, rebabas o
imperfecciones.
17
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
Las probetas de productos acabados se deben tomar de zonas planas o que tengan una curvatura mínima.
Las probetas de plásticos reforzados no deberían mecanizarse para reducir su espesor, a menos que sea absolutamente necesario. Los resultados obtenidos sobre probetas con superficies mecanizadas no son comparables con los de probetas con superficies no mecanizadas.
Se deben de ensayar un mínimo de 5 probetas. Las probetas tienen forma de haltera o doble campana. Si se usa extensómetro se deben de marcar las probetas. Se deben de acondicionar previamente.
Factores estructurales que determinan el comportamiento mecánico de los materiales polímeros
Influencia del peso molecular. Influencia de la cristalinidad. Efecto de los plastificantes. Efecto de la copolimerización y de las mezclas. Efecto de la orientación.
Tipos de Materiales Materiales termoplásticos rígidos y semirígidos para moldeo y extrusión,
incluidas las composiciones cargadas y reforzadas, además de los tipos no cargados; hojas y películas de termoplásticos rígidos y semirígidos.
Materiales termoendurecibles rígidos y semirígidos para moldeo, incluidas las composiciones cargadas y reforzadas; hojas termoendurecibles rígidas y semirígidas, incluidos los estratificados.
Materiales compuestos termoplásticos y termoendurecibles reforzados con fibras, que llevan refuerzos unidireccionales y multidireccionales, tales como fieltros, tejidos, bobinados, hilos de base cortados, combinación de refuerzos e híbridos, bobinados y fibras molidas; hojas fabricadas a partir de materiales preimpregnados ("prepregs").
Polímeros de cristales líquidos termotropicos.
Los métodos propuestos se utilizan para estudiar el comportamiento en tracción de los polímeros.
Resistencia a la tracción. Módulo en tracción. Deformación a rotura.
Los métodos que se describen no son recomendables para ser usados con materiales celulares rígidos o con estructuras tipo sándwich que contengan materiales celulares.
9. PRUEBA DE ESFUERZO CORTANTE EN POLIMEROS
18

Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
Esfuerzo cortanteEl esfuerzo cortante, de corte, de cizalla o de cortadura es el esfuerzo interno o resultante de las tensiones paralelas a la sección transversal de un prisma mecánico como por ejemplo una viga o un pilar. Se designa variadamente como T, V o Q.
Este tipo de solicitación formado por tensiones paralelas está directamente asociado a la tensión cortante. Para una pieza prismática se relaciona con la tensión cortante mediante la relación:
Para una viga recta para la que sea válida la teoría de Euler-Bernoulli se tiene la siguiente relación entre las componentes del esfuerzo cortante y el momento flector:
IntroducciónNo deben confundirse la noción de esfuerzo cortante de la de tensión cortante. Las componentes del esfuerzo cortante pueden obtenerse como las resultantes de las tensiones cortantes. Dada la fuerza de las tensiones sobre una sección transversal de una pieza prismática, el esfuerzo cortante es la componente de dicha fuerza que es paralela a una sección transversal de la pieza prismática:
Dónde: Es un vector unitario a la sección transversal. Es el campo vectorial de tensiones.
Obviamente dado que:
Diagrama de esfuerzos cortantesEl diagrama de esfuerzos cortantes de una pieza prismática es una función que representa la distribución de esfuerzos cortantes a lo largo del eje baricéntrico de la misma. Para una pieza prismática cuyo eje baricéntrico es un segmento recto los esfuerzos cortantes vienen dados por:
19
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
Donde la suma sobre i se extiende hasta k dado por la condición , siendo el punto de aplicación de la fuerza puntal . La anterior función será continua si y sólo si no existen fuerzas puntuales , ya que en ese caso el sumatorio se anularía, y al ser una función continua a tramos su primitiva es una función continua. Si en la posición existe una carga puntal entonces:
Y por tanto el límite por la izquierda y por la derecha no coinciden, por lo que la función no es continúa. La expresión (4) puede escribirse en forma de integral única si se usa la función generalizada delta de Dirac:
Dónde:
, punto de aplicación de la carga puntual El diagrama de momentos definido por (1) o por (2) resulta ser la derivada (en el sentido de las distribuciones) del diagrama de momentos flectores.
Polímero: Los polímeros (del Griego: poly: muchos y mero: parte, segmento) son macromoléculas (generalmente orgánicas) formadas por la unión de moléculas más pequeñas llamadas monómeros.El almidón, la celulosa, la seda y el ADN son ejemplos de polímeros naturales, entre los más comunes de estos y entre los polímeros sintéticos encontramos el nailon, el polietileno y la baquelita.
10.RESINAS EPOXICAS
20
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
Una resina epoxi o poliepóxido es un polímero termoestable que se endurece cuando se mezcla con un agente catalizador o «endurecedor». Las resinas epoxi más frecuentes son producto de una reacción entre epiclorohidrina y bisfenol A. Los primeros intentos comerciales de producción tuvieron lugar en 1927 en los Estados Unidos. El mérito de la primera síntesis de una resina basada en bisfenol-a lo comparten el Dr. Pierre Castan de Suiza y el estadounidense Dr. S. O. Greenlee en 1936. El trabajo del suizo fue licenciado por la compañía química Ciba-Geigy, también suiza, que se convirtió rápidamente en uno de los tres mayores fabricantes mundiales de resinas epoxi, comercializándolas bajo el nombre de Araldite; aunque a
finales de los años 1990 abandonó ese negocio. El trabajo del Dr. Greenlee fue a parar a una compañía pequeña, que luego fue comprada por Shell.
Los epoxis tienen múltiples aplicaciones, y entre otras: Pinturas y acabados: Los epoxis se usan mucho en capas de impresión,
tanto para proteger de la corrosión como para mejorar la adherencia de las posteriores capas de pintura. Las latas y contenedores metálicos se suelen revestir con epoxi para evitar que se oxiden, especialmente en alimentos ácidos, como el tomate. También se emplea en decoraciones de suelos de alta resistencia, como el terrazo, fabricación de piletas de dicho material, frentes para automóviles, etcétera.
Adhesivos: Las resinas epoxídicas son un tipo de adhesivos llamados estructurales o de ingeniería; el grupo incluye el poliuretano, acrílico y cianoacrilato. Estos adhesivos se utilizan en la construcción de aviones, automóviles, bicicletas, esquíes. Sirven para pegar gran cantidad de materiales, incluidos algunos plásticos, y se puede conseguir que sean rígidos o flexibles, transparentes o de color, de secado rápido o lento. En general, si el secado de un adhesivo epoxídico se realiza con calor, será más resistente al calor y a los agentes químicos que si se seca a temperatura ambiente. La resistencia a la tracción de este tipo de adhesivos puede llegar a superar los 350 kg/cm², lo que les convierte en el adhesivo más resistente del mundo.
Materiales compuestos: Las resinas epoxi se usan tanto en la construcción de moldes como de piezas maestras, laminados, extrusiones y otras ayudas a la producción industrial. Los resultados son más baratos, resistentes y rápidos de producir que los hechos de madera, metal, etc. Los compuestos de fibras y epoxi, aunque son más caros que los de resinas de poliéster o de éster de vinilo, producen piezas más resistentes. Además, las resinas epoxi pueden ser infiltradas en espumas metálicas (metal foams) para crear los materiales compuestos denominados IPC (Interpenetrating Phase Composites).
21
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
Sistemas eléctricos y electrónicos: En generación eléctrica encapsulan o recubren los motores, generadores, transformadores, reductoras, escobillas y aisladores, para protegerlos. Además, las resinas epoxi son excelentes aislantes eléctricos y se usan en muchos componentes para proteger de cortocircuitos, polvo, humedad, etc. En la industria electrónica se usan con profusión para el encapsulado de los circuitos integrados y los transistores, también se usan en la fabricación de circuitos impresos. El tipo de circuito impreso más frecuente FR-4 no es más que un sándwich de capas de fibra de vidrio pegadas entre sí por resina epoxi. También se usan en el pegado de las capas de cobre en las placas y forman parte de la máscara antisoldante de muchos circuitos impresos.
11.MOLDES DE PLASTICO REFORZADO CON FIBRA DE VIDRIOEl plástico reforzado es un material compuesto de fácil moldeo inclusive para formas geométricas complicadas, ligereza con alta resistencia mecánica, gran resistencia a la corrosión y a la intemperie; y un bajo precio comparativamente hablando contra materiales de similares características.
Al igual que con otros materiales se deben tomar en cuenta las limitaciones que el plástico reforzado tiene respecto a la temperatura, presión, corrosión y abrasión las cuales normarán el criterio de selección.
Algunas de las denominaciones equivalentes para el plástico reforzado son: Plástico Reforzado (es el término genérico), Plástico Reforzado con Fibra de Vidrio (término más correcto que describe al producto), Fibra de Vidrio (término coloquial), PR (siglas de plástico reforzado), PRFV (siglas de plástico reforzado con fibra de vidrio, Fiberglass Reinforced Plastics (genérico en inglés), FRP (siglas de Fiberglass Reinforced Plastics).
Desde la aparición del plástico reforzado en la década de 1940, éste ha adquirido prestigio por sus cualidades excepcionales, el término "plástico reforzado" resulta de la combinación de una resina termo-fija con un material de refuerzo y el laminado resultante de esta mezcla tiene propiedades de ambos productos, tales como una magnífica resistencia a la corrosión, a la intemperie; y tiene una
gran resistencia mecánica considerando su bajo peso en comparación con los metales, así como a la madera y a los termo-plásticos; materiales a los que ha desplazado en la fabricación de tanques.
Métodos de fabricación de piezas de "plásticos reforzados en fibra de vidrio1. Método de contacto directo y proyección: El poliéster puede ser
moldeado a mano por el método de contacto con la ayuda de un utillaje muy simple.
Ventajas: Uso de un refuerzo de menor costo, Roving.
22
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
Ganancias en proporción de fibra de vidrio, dado que no se tiene 4% en peso de ligante.
Procedimiento más rápido. Posibilidad de automatizar el paso del rodillo.
Desventajas:
El espesor del laminado y su homogeneidad depende en gran medida de la habilidad del laminador.
Gran desprendimiento de estireno debido a las micros burbujas que se forman.
Sensibilidad de las maquinas. Inversión necesaria para comprar el equipo.
Es importante señalar que este método hay que usar resinas que posean una viscosidad entre 300-400 m.Pa.s, por lo que debemos tener las siguientes consideraciones de trabajo:
Resina tixotrópica, si vamos a laminar sobre paredes verticales. Resinas de contenido de estireno no demasiado elevado para que no se
evaporen en demasía. La resina debe tener una temperatura adecuada para poder trabaje (aprox.
250C). En caso de adicionar estireno, debe agregarse en poca proporción, aprox.
5% (máximo 10%).
2. Inyección
Este método es uno de los más antiguos. El proceso consiste en el llenado de un molde, que se puede ser de poliéster o de acero, el cual se ha introducido anteriormente la fibra de vidrio de refuerzo. La fibra de refuerzo debe cortarse de forma que se adapte al molde. Podríamos decir que el proceso de inyección sigue los siguientes pasos:
Preparación del molde. Colocación de las fibras de refuerzo. Cerrado del molde. Dejar entrar la resina. Cierre del canal de entrada de la resina. Aplicar vacío. Mantener el vacío hasta la gelificación.
La preparación del molde consiste en su limpieza y aplicación del desmoldaste adecuado. El fin de usar este MAT es que la resina no arrastre las fibras de vidrio cortas. En los MATS normales tenemos fibras de vidrio cortado de una longitud de
23
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
5 cm. Ligados con un ligante en polvo o emulsión; en caso de usar este tipo de mats, la resina arrastraría las fibras cortadas en el sentido de la corriente de esta. El cerrado del molde es importante para que no se produzcan perdidas de resina por los bordes del molde. El molde puede ser cerrado mediante métodos mecánicos o aplicando vacío en un canal que rodee el molde. La inyección de la resina dentro del molde se puede ser aplicando presión en el punto de inyección, aplicando vacío en el punto de salida o los dos simultáneamente.
La presión que debemos aplicar va a depender de muchos factores:
Tiempo de llenado del molde. Tamaño del molde. Tipo de refuerzo empleado. Tiempo de gelificación. Viscosidad de la resina. Separación entre las dos partes del molde.
La inyección de la resina en un molde se puede hacer con diferentes métodos:
Del centro a los bordes. De un lado hacia el otro. Desde los bordes al centro.
El uso de este método nos permite obtener superficies lisas por ambos lados; esta a su vez tenemos el sistema puestos apunto, podemos obtener piezas mucho más rápidamente que por el método molde a mano.
3. Prensado en frio
Es necesario disponer de moldes en las partes fabricadas, por ejemplo, de resina de poliéster epoxi o acero. Para el prensado en frío se suele utilizar resinas de elevada reactividad y acelerantes químicos. Toda la resina como el refuerzo (PREFORM) se introduce en el molde abierto y se procede a cerrar inmediatamente el molde. A medida que la reacción vaya avanzando, la temperatura aumenta (40-70oC), a la vez que también se calienta el molde. Este aumento de la temperatura del molde produce una aceleración de las siguientes piezas. Se suelen fabricar de 4-8 piezas por molde.
4. Prensado en caliente
Este método exige de moldes de acero que puedan soportar hasta 150 ºC y prensas hidráulicas. El calentamiento tiene lugar por vapor o mediante aceite. Es importante obtener una temperatura uniforme en todo el molde con una variaciones no superiores a +/- 5 oC. La superficie del molde debe estar cromada o como mínima pulida. Hay que poner especial cuidado en los bordes del molde
24
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
para que puedan recoger el exceso que pueda sobre añadir de resina, así como la fibra de vidrio que pueda colgar fuera.
Aplicaciones en plástico reforzado con fibra de vidrio
Aplicaciones industriales: Filtros, contenedores de batería, revestimiento de paredes de naves, discos abrasivos, lijas abrasivas.
Aplicaciones náuticas: Construcción, mantenimiento y reparaciones de casco, equipos y accesorios de embarcaciones de recreo o militar, boyas, etc.
Construcción: Paneles decorativos, coberturas, domos, paneles de fachada, formas para concreto, silos para agricultura, depósitos, componentes de casas pre-fabricadas.
Aplicaciones eléctricas-electrónicas: Placas aislantes, placas moldeadas, perfiles poltruidos, tubos fabricados por enrollamiento, alojamientos de lámparas, postes para iluminación, etc.
12.MOLDES DE CAUCHO DE SILICON
Caucho de silicón: Este compuesto es un elastómero que tiene propiedades muy diversas tanto químicas como físicas. La forma en que se presenta es de forma líquida muy espesa y de color blanco.
Para su uso se rebaja con Aceite Diluyente para hacer que el caucho sea más flexible por lo que duraran los moldes mucho más tiempo pero también debe de no añadirse mucho ya que si esto se hace el molde se torna grasoso y es demasiado frágil .La mejor forma de saber cuándo es el punto ideal donde están las cantidades correctas de caucho y diluyente se logra agregando poco a poco diluyente y mezclando vigorosamente la mezcla hasta que se pueda mover circularmente la mezcla con facilidad pero que tenga la viscosidad suficiente como para no poderla mover rápidamente.
Para realizar la acción de gelacion se cataliza con Catalizador TP en porción de 5% aproximadamente pero se puede aumentar la proporción para hacer que sea más rápida la reacción.
El precio del Caucho es elevado pero vale la pena su uso ya que es el único material que permite realizar Moldes Flexibles que toleren altas temperaturas por
25

Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
su propiedad física de deformarse solamente a temperaturas superiores a 100 grados Centígrados. La reacción de gelacion del Caucho de Silicona es una reacción que no desprende calor.
Los moldes se dividen en: Sencillos o simples. Múltiples.
Moldes Simples Flexibles: Los moldes simples se realizan para figuras en relieve o que tengan una cara plana o a nivel.
Los pasos a seguir para realizar un molde básico son:
1. Colocar la cara plana de la figura sobre una superficie liza como una mesa o tabla.
2. Hacer una cerca de plastilina alrededor de la figura dejando aproximadamente 4 a 5 centímetros entre la figura y el comienzo de la cerca.
3. Aplicar será desmoldante a la figura y alrededor de esta.4. Catalizar el caucho suficiente para cubrir con una capa alrededor de medio
centímetro de espesor toda la figura y su contorno dentro de la cerca y verter sobre la figura esparciéndola con los dedos con el fin hacer que no queden burbujas entre la figura y el caucho. Dejar gelar.
5. Aplicar una segunda capa sobre la anterior ya seca siguiendo el paso anterior. Antes de que termine de gelar ósea cuando tenga firmeza pero este aún muy pegajosa se le colocara un pedazo de manta de cielo previamente cortada a la medida encima de este caucho tratando de pegarla con pequeños golpecillos con los dedos.
6. Aplicar la tercera y última capa de caucho siguiendo el paso cuatro.7. Se procederá a realizar una concha que debe ser rígida que tiene como
objetivo mantener la forma de la figura porque el caucho por sí solo no puede mantenerse en la forma adquirida. Esta concha puede ser de yeso o de fibra de vidrio.
Concha de Yeso: En este caso se prepara yeso que sea duro y se vaciara sobre la figura tratando de que llegue hasta el borde del cerco de plastilina que debe de tener aproximadamente tres centímetros más de altura que la figura. Se dejara secar.Concha de Fibra de vidrio: Se pica una capa de fibra de vidrio.
8. Se desmolda todo con cuidado.
Moldes Múltiples Flexibles: Estos moldes se realizan para figuras en tres dimensiones.
Los pasos a seguir para realizar un molde básico son:
26

Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
1. Taselar la figura con plastilina haciéndole al final al tasel orificios como de un tercio de centímetro de profundidad con algo como la tapa del catalizador TP, esto servirá para que al final las dos o varias partes de molde se embonen por sí mismas.
2. Se aplicara la cera desmoldante.3. Catalizar el caucho suficiente para cubrir con una capa alrededor de medio
centímetro toda la figura y su tacel, verter sobre la figura esparciéndola con los dedos con el fin hacer que no queden burbujas entre la figura y el caucho. Dejar gelar.
4. Aplicar una segunda capa sobre la anterior ya seca siguiendo el paso anterior. Antes de que termine de gelar ósea cuando tenga firmeza pero este aún muy pegajosa se le colocara un pedazo de manta de cielo previamente cortada a la medida encima de este caucho tratando de pegarla con pequeños golpecillos con los dedos.
5. Aplicar la tercera y última capa de caucho siguiendo el paso tres.6. Se procederá a realizar una concha que debe ser rígida que tiene como
objetivo mantener la forma de la figura porque el caucho por sí solo no puede mantenerse en la forma adquirida. En este caso solo puede ser realizada por fibra de vidrio. Se pica una capa de fibra de vidrio cubriendo el tasel.
7. No se quita la cara ya hecha. Solo se remueve el tasel de plastilina quitándolo por completo.
8. Aplica con una brocha espuma húmeda de jabón Sote sobre toda la superficie del caucho de la primera cara, ya que esto hará que no se pegue el caucho de una cara con el de la que se va a realizar.
9. Se repite el paso 1, 2, 3, 4, 5 y 6.10. Se desmolda.
Limpieza de Utensilios: Estos se limpian con tinner.
BIBLIOGRAFIA http://www.atsdr.cdc.gov/es/toxfaqs/es_toxfaqs_index.html http://es.wikipedia.org/wiki/Sustancia_peligrosa http://www.quimicaweb.net/ciencia/paginas/laboratorio/normas.html http://html.rincondelvago.com/seguridad-en-el-laboratorio_1.html http://www.enba.edu.uy/pdf/moldeado.pdf http://www.abmpoliuretano.com/} http://www.grupocontratistas.com/atermico.htm http://es.wikipedia.org/wiki/Adhesivo http://www.losadhesivos.com/ http://tecnologiadelosplasticos.blogspot.mx/2011/08/resina-epoxi.html http://resinas-epoxicas.mexicored.com.mx/ http://www.efisa.com.mx/materiales/plastico-reforzado/plasticos-
reforzados-con-fibra-de-vidrio.html
27
Materia: Laboratorio de procesos de manufactura II Profesor: Roberto Langarica Barajas Alumno: Velázquez de Anda José bárbaro Código: 209718079 Sección: D09
http://sisbib.unmsm.edu.pe/bibvirtual/tesis/ingenie/bendezu_r_j/metod.htm
http://www.poliformasplasticas.com.mx/productos.asp?pcvemarca=%22caucho%22
http://unamcidi.blogspot.mx/p/moldes-de-caucho-de-silicon.html http://www.tdx.cat/bitstream/handle/
10803/6686/08Txrj8de14.pdf;jsessionid=69A578E35A57BF83A6CEE3D0341AE0BA.tdx2?sequence=8
http://es.wikipedia.org/wiki/Esfuerzo_cortante http://es.wikipedia.org/wiki/Pol%C3%ADmero
28