materiales y procedimiento de soldadura unacem 2013_completar
TRANSCRIPT
AlcanceUniones soldadas circunferenciales de Dos (02) Virolas y una (01) llanta al horno existente (35mm y 40mm), de material Acero al Molibdeno, todas de especificación DIN 16Mo3 con empalmes siguientes: Un Soldeo de juntas circunferenciales en piso entre Virolas de 35mm y Virola de 40mm de espesor. Tres (03) soldeos en sitio entre: -el horno existente y la Virola que se soldó en piso (35mm y extremo de 35mm respectivamente).- soldeo entre Virola que se soldó en piso y llanta (extremo de 40mm y 40mm. Respectivamente)-soldeo entre llanta y horno existente (ambos de espesor 40mm).
RECURSOSHerramientas y Equipos:Maquina de soldar 400 amps o superior (CC) por Arco Eléctrico, chispero y extensiones.3 maquinas de arco sumergido (2 para operar, la otra para eventualidades)Esmeril Eléctrico de 7” x 1” x 9000 RPMEsmeril Eléctrico de 4” x 3/4” x 9000 RPMEquipo Oxiacetilénico con boquilla simbra X-31TurbinetasTornasHorno Eléctrico de 0ºC – 300ºCLuminarias 150W2 equipo de Arc C-Air (practicar su uso)Martillo neumatico, mangueras de ¼”, garras de 1 ½”, acoples y miplesPirómetro digital con indicador laserCalentadores a gas propanoBalón de 100 Lbs. De gas propano, con carrito para transportaloBalón de 10 m3 de OxigenoTecles y señoritas
Careta de soldadorCareta de esmeriladorLuna trasparente y luna negra Nº 10, 11 y 12Guantes de soldador, mascarillas, tapones auditivosEscarpines, mandil, casaca de cueroPicotaUniformes faltantes para el personal, arneses, línea de vida, cables de acero2 cajas para guardar herramientas para los cambios de turno, con candado y 2 llaves c/uAndamiaje, toldos, rodapiésSogas y soguillas
MATERIALESElectrodos AWS E-7018 de 3.2mmElectrodos AWS E-7018-A1 de 3.2, 4.0 y 5.0 mm ________ cambio a 9018Tiza Térmica 120ºCTiza de CaldereroDisco de desbaste de 7”x7/8”x1/4” para Acero al CarbonoDisco de Corte 7”x7/8”x1/8” para Acero al CarbonoEscobilla Circular Trenzada de 7”x1” de Acero al CarbonoElectrodo de Carbón de 6.4mm (1/4”).2 Mantas ignifugas (17 o 18 mts.) ………………………………………………. Cotizar y comprarJuego de Tintes PenetrantesGramiles, equipo de mapeo, cinta de embalaje, cinta masquintype, cartulina2 winchas de 30m y 1 de 8m (Stanley), calibrador pie de Rey
PERSONALCuadrilla tipicaSoldador calificado y Certificado.- Encargado de realizar la soldadura.Oficial Esmerilador.- Encargado de limpiar con escobilla circular y/o disco de esmeril, la soldadura ejecutada por el soldador. También debe calentar el metal base por el lado externo o interno de las virolas (según secuencia de soldeo).Ayudante de Apoyo.- Encargado de calentar el metal base por el lado interior o exterior de las virolas (según secuencia de soldeo). Apoya en el giro de las virolas, accionando mecánicamente el Tirfor. Se requerirá el siguiente personal mínimo:- 15 soldadores homologados proceso SMAW (el Ing. G. Kocmin seleccionara a 10)-4 Soldadores proceso SAW (Eduardo Valverde, Carlos Valenza, Paredes Amaya)- 10 oficiales esmeriladores- 10 AyudantesEste personal trabajara en turnos de 12 horas c/u, el 50% en turno de mañana y el otro 50% en turno noche.
Se requiere 2 apoyos para soldadura, un supervisor para el turno noche y un apoyo para apoyo del día y rotar eventualmente en la noche (tener en cuenta ya que en trabajos anteriores el supervisor de la noche se retiro a las 2 semanas).
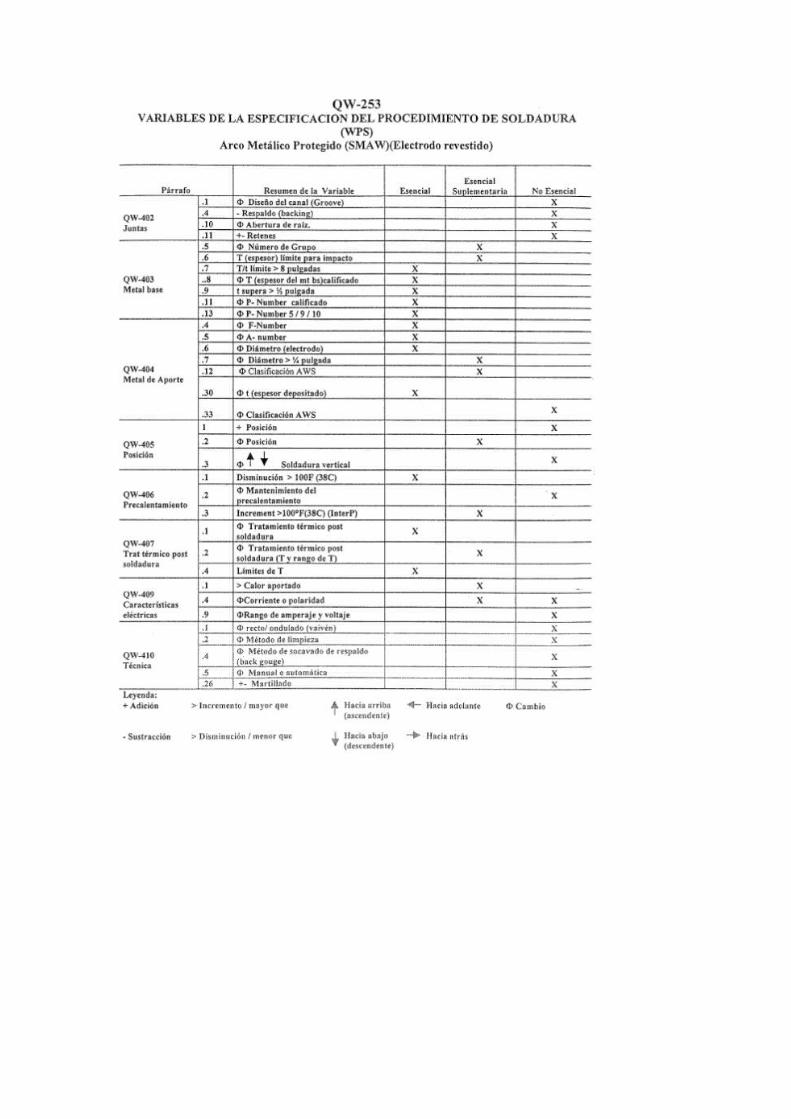
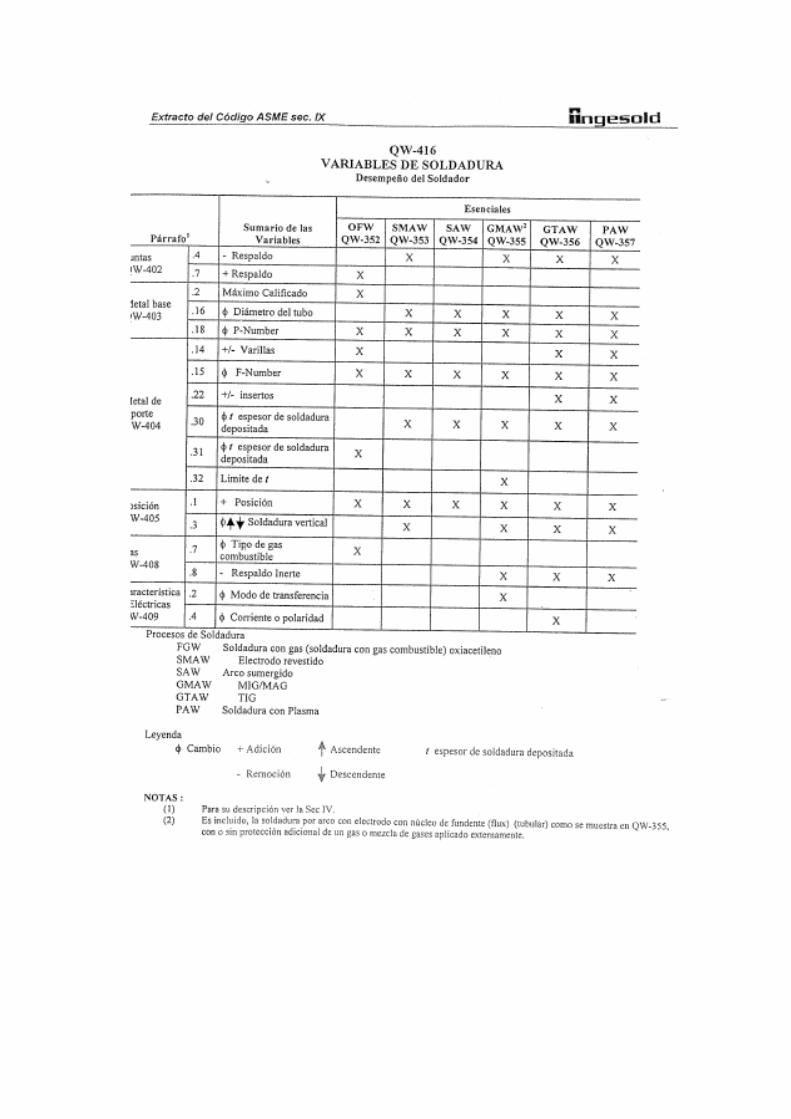
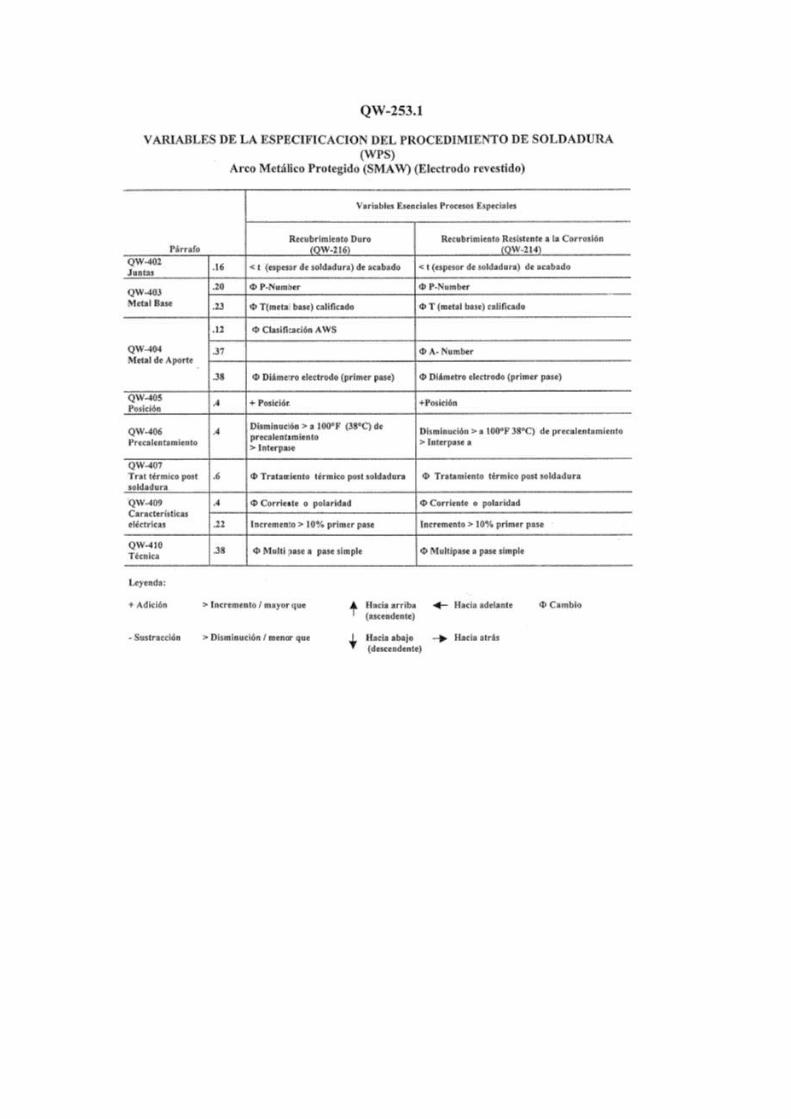
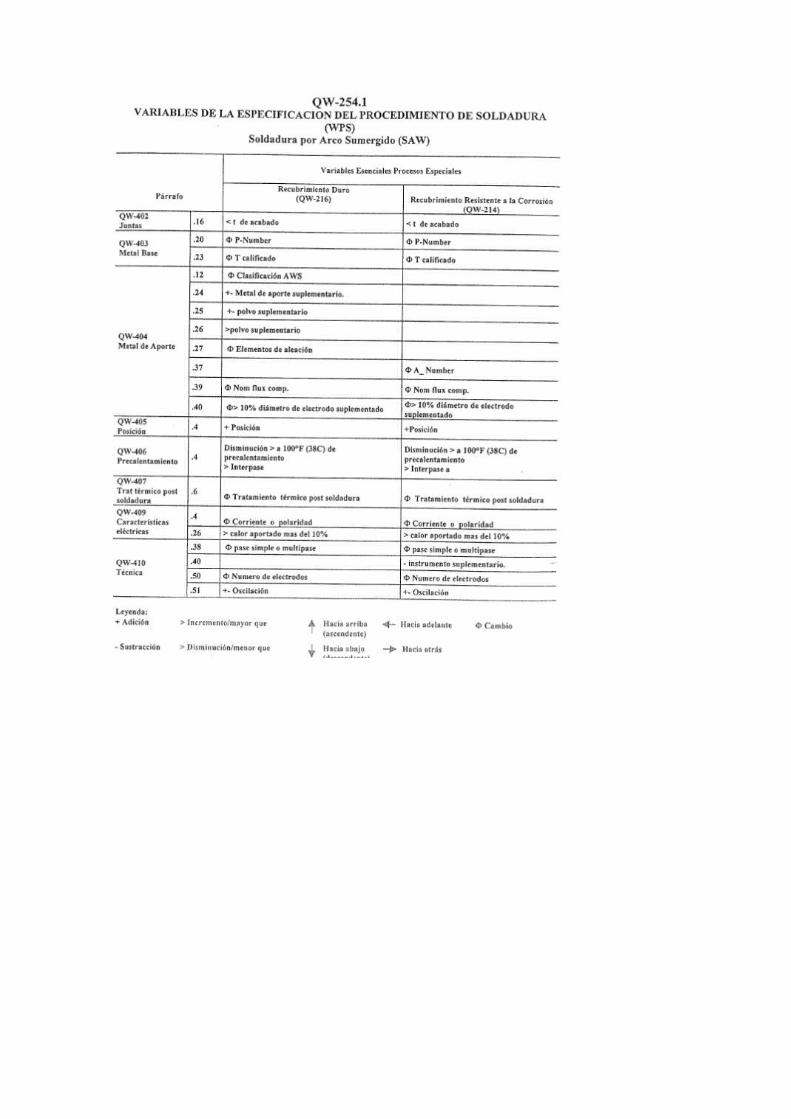
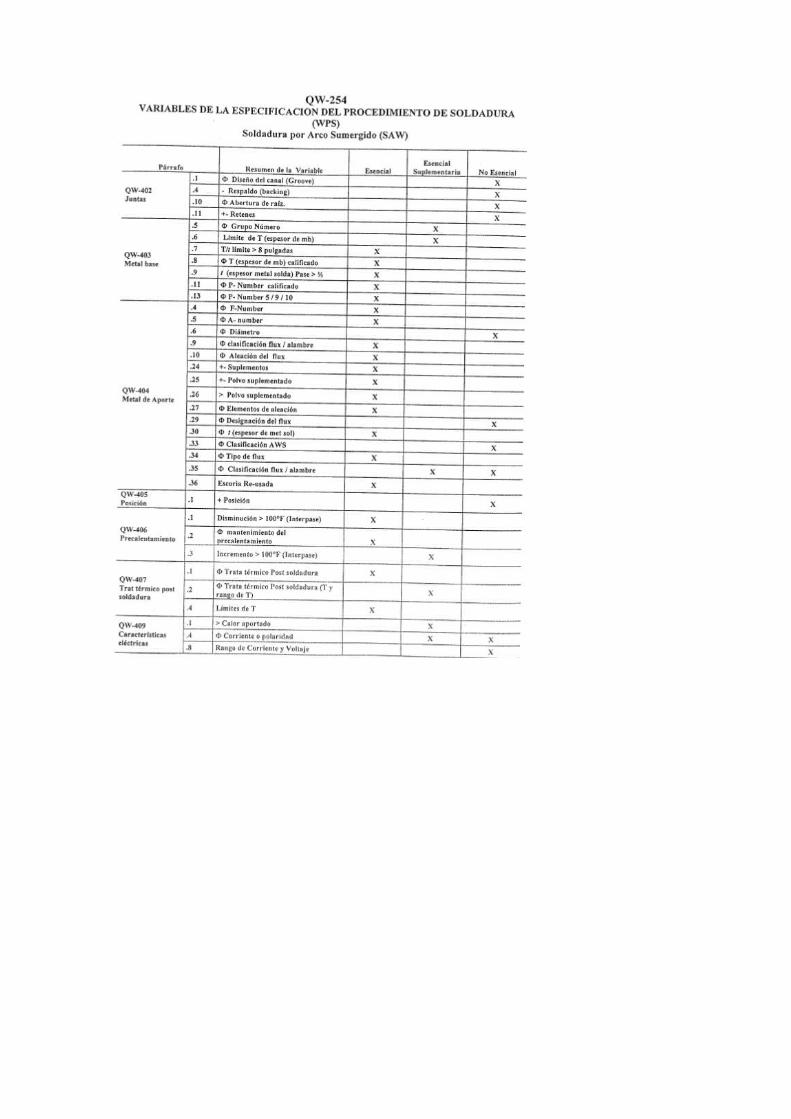
CALIFICACIONESLos soldadores serán calificados de acuerdo a las especificaciones establecidas en la norma ASME IX (se tienen procedimientos de taller según la norma AWS D1.1, que no aplican para el montaje)
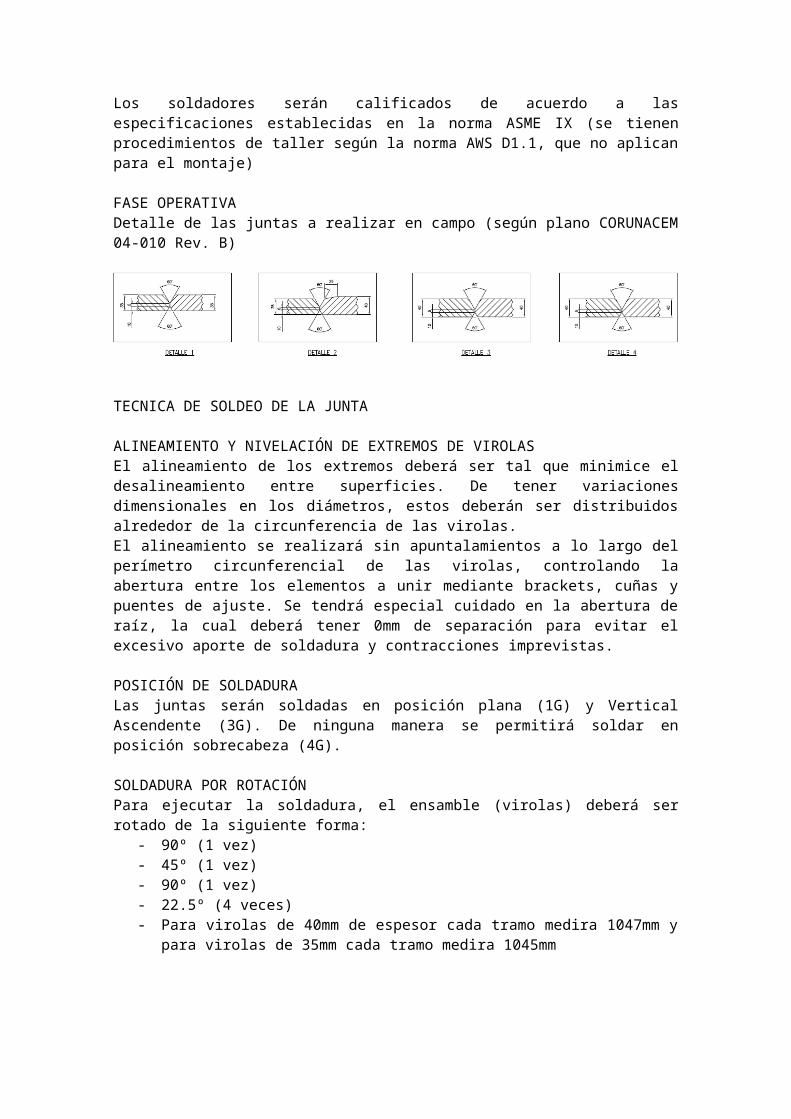
FASE OPERATIVADetalle de las juntas a realizar en campo (según plano CORUNACEM 04-010 Rev. B)
TECNICA DE SOLDEO DE LA JUNTA
ALINEAMIENTO Y NIVELACIÓN DE EXTREMOS DE VIROLASEl alineamiento de los extremos deberá ser tal que minimice el desalineamiento entre superficies. De tener variaciones dimensionales en los diámetros, estos deberán ser distribuidos alrededor de la circunferencia de las virolas.El alineamiento se realizará sin apuntalamientos a lo largo del perímetro circunferencial de las virolas, controlando la abertura entre los elementos a unir mediante brackets, cuñas y puentes de ajuste. Se tendrá especial cuidado en la abertura de raíz, la cual deberá tener 0mm de separación para evitar el excesivo aporte de soldadura y contracciones imprevistas.
POSICIÓN DE SOLDADURALas juntas serán soldadas en posición plana (1G) y Vertical Ascendente (3G). De ninguna manera se permitirá soldar en posición sobrecabeza (4G).
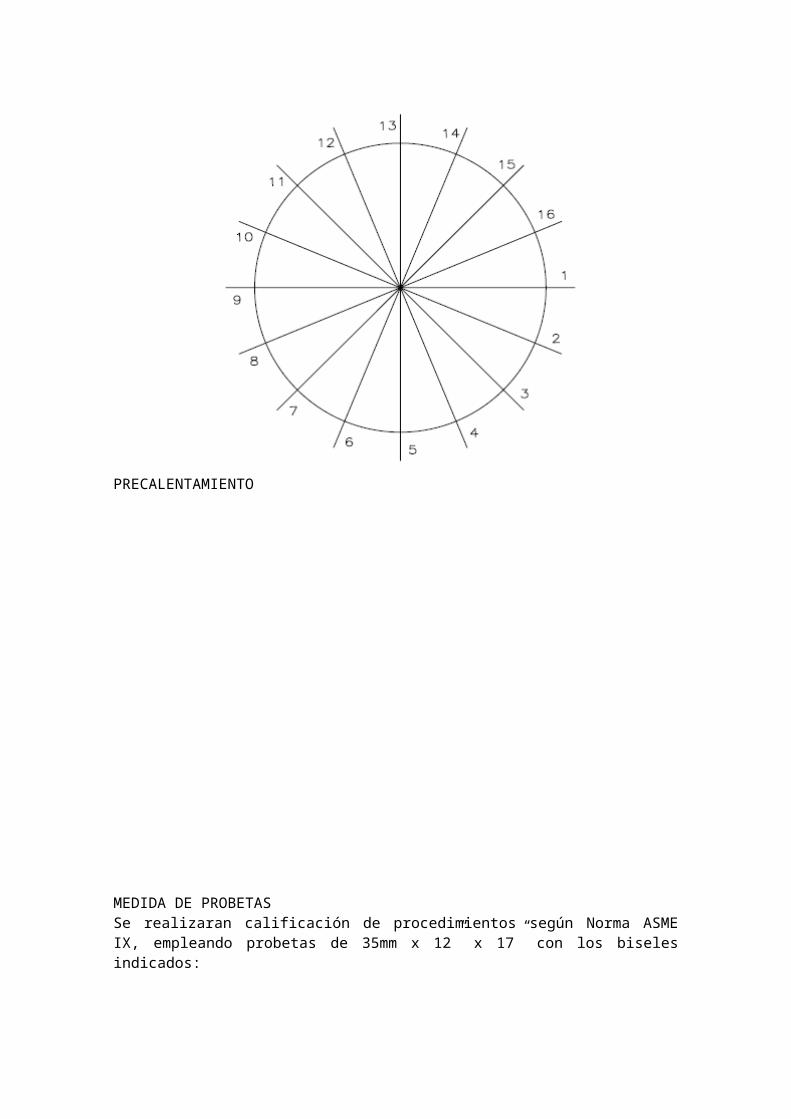
SOLDADURA POR ROTACIÓN
Para ejecutar la soldadura, el ensamble (virolas) deberá ser rotado de la siguiente forma:- 90º (1 vez)- 45º (1 vez)- 90º (1 vez)- 22.5º (4 veces)- Para virolas de 40mm de espesor cada tramo medira 1047mm y para virolas de 35mm
cada tramo medira 1045mm
PRECALENTAMIENTO
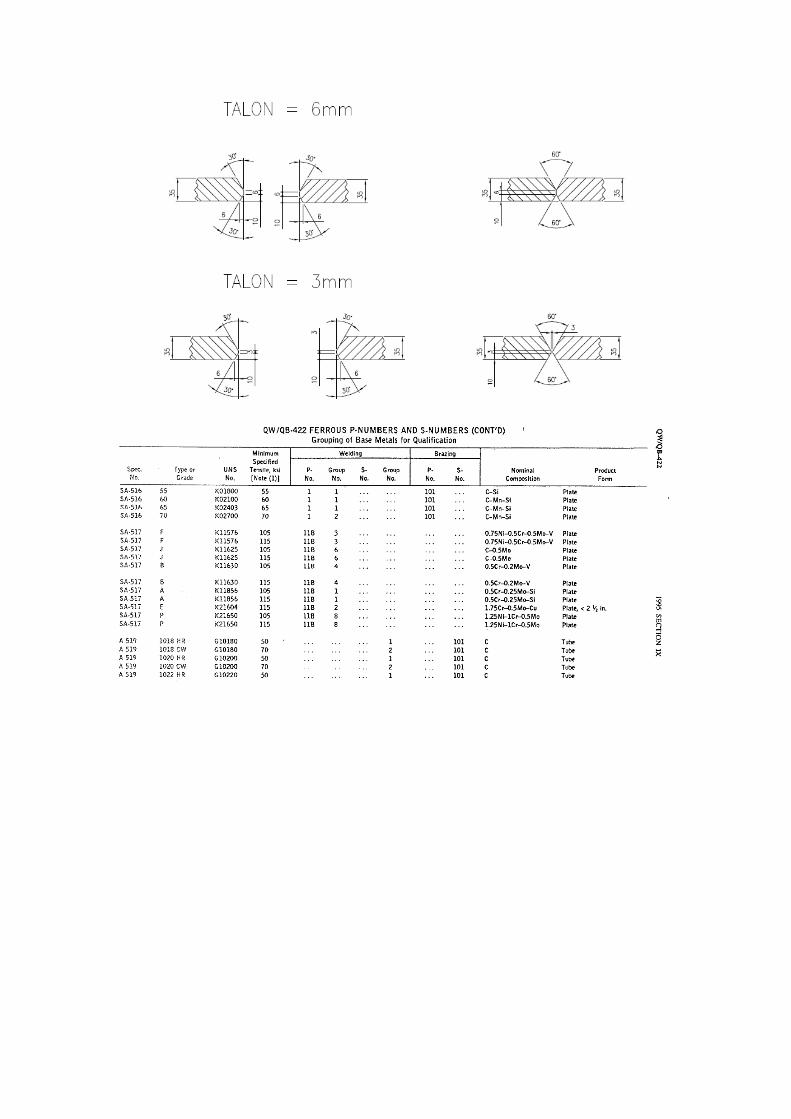
MEDIDA DE PROBETAS
Se realizaran calificación de procedimientos según Norma ASME IX, empleando probetas de 35mm x 12” x 17” con los biseles indicados:
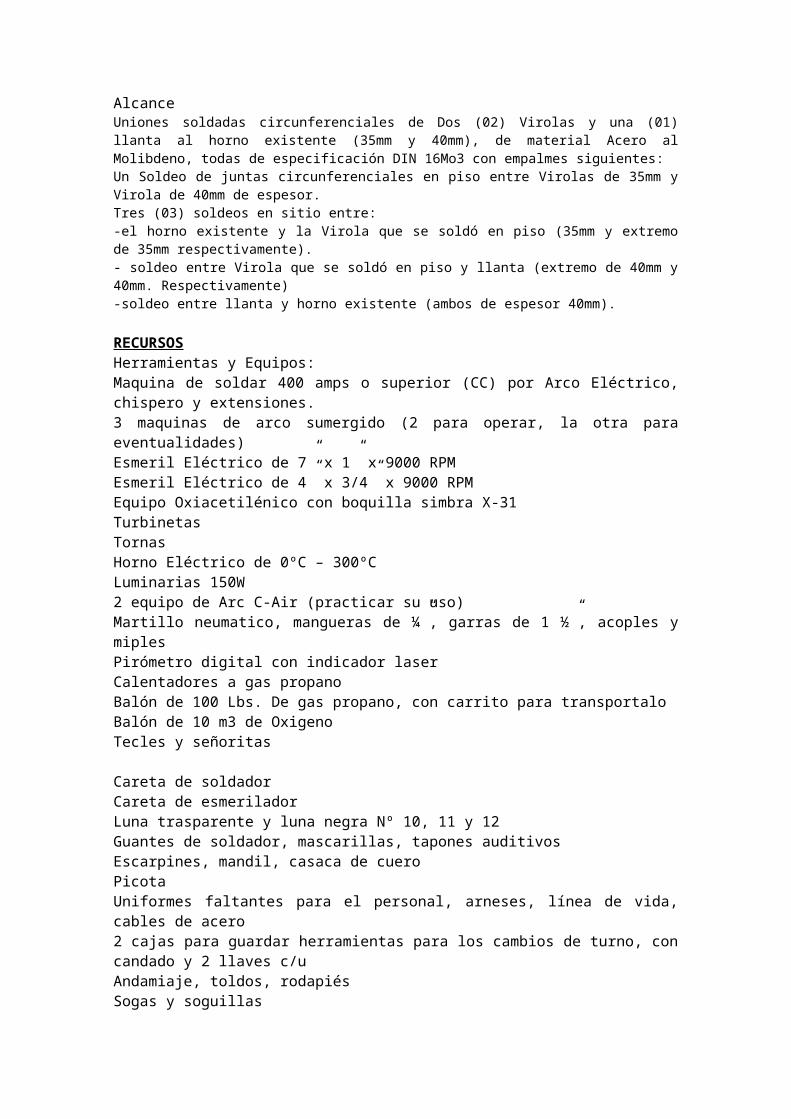
PREPARACION DE PROBETAS
Probetas de tracción
Probetas para doblez de lado