procesos i - manual del curso de ingeniería de procesos i & procesos agroindustriales (teoría)
TRANSCRIPT
UNIVERSIDAD NACIONAL DELCENTRO DEL PERÚ
ESCUELA PROFESIONAL DE INGENIERÍAAGROINDUSTRIAL
MANUAL DEINGENIERÍA DE PROCESOS I
&PROCESOS AGROINDUSTRIALES I
(Parte Teórica)
FERNANDO SUCA APAZAM.Sc. Ingeniero Agroindustrial
Profesor del Curso.
JUNIN, AGOSTO DEL 2009

Manual de Ingeniería de Procesos I 2
Ing. M.Sc. Fernando Suca Apaza | UNCP
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
AUTORIDADES UNIVERSITARIAS
RECTORJesús David Sánchez Marín
VICERRECTOR ADMINISTRATIVOJuan Cairo Hurtado
VICERRECTORA ACADÉMICALuz Buendía Sotelo
DECANO DE LA FACULTAD DE INGENIERÍA Y CIENCIASHUMAMAS
Ide Gelmore Unchupaico Payano
COORDINADORA DE DEPARTAMENTO ACADÈMICOCarmen Luz Espinoza Tumialán
DIRECTOR DE LA ESCUELA PROFESIONAL DE INGENIERÍAAGROINDUSTRIAL
Leoncio Feliberto Cusiche Pérez

Manual de Ingeniería de Procesos I 3
Ing. M.Sc. Fernando Suca Apaza | UNCP
PRESENTACIÓN
Dentro de la formación profesional del Ingeniero Agroindustrial, se
considera el curso de Ingeniería de Procesos I el cual brinda conocimientos
teórico – prácticos de gran importancia para el procesamiento de productos
agroindustriales que van destinados principalmente para el consumo y
utilización del hombre.
El presente manual de curso de INGENIERÍA DE PROCESOS I brinda los
fundamentos sobre el mecanismo de deterioro de alimentos, las diferentes
formas de procesamiento de alimentos, de origen vegetal y animal y los
métodos de conservación que existen como alternativas para prolongar la
vida útil del producto.
Este Manual está elaborado en base a los temas que son parte del curso
de Ingeniería de Procesos I de la Escuela Profesional de Ingeniería
Agroindustrial de la Universidad Nacional del Centro del Perú y se pone a
disposición de los alumnos para un mejor aprendizaje.
EL Profesor
Manual de Ingeniería de Procesos I 4
Ing. M.Sc. Fernando Suca Apaza | UNCP
CONTENIDO
I. INTRODUCCIÓN 6
II. CAMBIOS QUE EXPERIMENTAN LOS ALIMENTOS ENE LACOSECHA Y BENEFICIO
7
2.1 Cambios anterior a la cosecha y beneficio 7
2.2 Cosecha y fisiología pos cosecha 10
III. FACTORES QUE AFECTAN EL DETERIORO DEALIMENTOS
17
3.1 Causas del deterioro de los alimentos 18
3.2 Factores externos causantes del deterioro 18
IV. MÉTODOS DE CONSERVACIÓN DE ALIMENTOS 29
4.1 Conservación por deshidratación 29
4.2 Conservación por concentración de azúcar 37
4.3 Conservación de alimentos envasados por acción del calor 38
4.4 Conservación por fermentación 47
4.5 Conservación por frío. 56
4.6 Conservación por Curado – Salado – ahumado 73
4.7 Conservación por irradiación 83
4.8 Conservación en atmósfera controlada 86
4.9 Conservación mediante preservantes químicos. 93
V. PROBLEMAS OCASIONADOS POR ALIMENTOSCONTAMINADOS
98

Manual de Ingeniería de Procesos I 5
Ing. M.Sc. Fernando Suca Apaza | UNCP
5.1 Alteración de los alimentos envasados 98
5.2 Problemas que ocasionan las alteraciones en frutas y hortalizas 100
5.3 Aflatoxinas en alimentos enmohecidos 101
5.4 Tóxicos que se originan durante el almacenamiento dealimentos ricos en grasas.
106
VI. BIBLIOGRAFÍA 108
Manual de Ingeniería de Procesos I 6
Ing. M.Sc. Fernando Suca Apaza | UNCP
I. INTRODUCCIÓNFrente al aumento geométrico de la población y aritmético de los alimentos,la preocupación del hombre es encontrar nuevas fuentes de nutrientes,identificando su naturaleza y composición. Lo primero conllevaría aincrementar la producción y lo segundo a verificar su inocuidad en elorganismo al ser consumidos. Sin embargo de nada serviría todos estosesfuerzos, si no se entiende que casi todos los alimentos son perecederosy que para evitar su deterioro se deben emplear técnicas de conservación,apropiados.
Hoy en día, alrededor del 20% de la producción de alimentos en general sepierden, dependiendo del nivel de tecnología, en países subdesarrollados,este porcentaje se ve incrementado, lo que ocasionan grandes pérdidaseconómicas y a la vez agudizan el nivel de desnutrición. El alimento al noser tratado con las condiciones que se merece, pierde su valor nutritivo,incluso algunas descomposiciones van acompañadas de producción deagentes o compuestos tóxicos que ocasionan trastornos en el organismohumano, al ser consumidos. Por ello es impostergable la aplicación deconocimientos técnicos - científicos de ciencia, ingeniería y tecnología conel objeto, de controlar los factores de la alteración.
Por otro lado, independientemente de los fenómenos mencionados,sabemos que muchos alimentos son estacionales, por lo tanto el hombrelos tiene que almacenar en la época de producción, para aprovechar en lasépocas de escasas; para asegurar su conservación, se debe controlartodos los agentes de la descomposición, mediante métodos apropiados ycuya aplicación dependerá del tipo de producto y del período a conservar.
Manual de Ingeniería de Procesos I 7
Ing. M.Sc. Fernando Suca Apaza | UNCP
II. CAMBIOS EXPERIMENTADOS POR LOS ALIMENTOS ENLA COSECHA Y BENEFICIO.
Los alimentos de origen vegetal y animal, por lo general sufren 3 cambiosen el transcurso de su desarrollo fisiológico: El crecimiento, la maduración yla senescencia sin embargo muchas veces no es posible establecer en quemomento inicia y/o culmina cada etapa. El crecimiento incluye la divisióncelular y el posterior desarrollo de las células hasta alcanzar, el tamañofinal del producto, La maduración fisiológica suele iniciarse antes de quetermine el crecimiento, incluye diferentes actividades en los distintosproductos. Al crecimiento y maduración fisiológica suele hacerse referenciaconjunta, hablando del desarrollo. La senescencia se define como una faseen la que los procesos bioquímicos de Síntesis o anabólicos dan paso a losdegradativos o catabólicos, lo que conlleva al alimento al envejecimiento yfinalmente a la muerte tisular.
2.1 CAMBIOS ANATÓMICOS ANTERIOR A LA COSECHA YBENEFICIO
Los órganos se dividen en sistema de tejidos; el sistema dérmico osea la cubierta protectora externa, el sistema básico o fundamental yel sistema vascular.
2.1.1 Cambios anatómicos en vegetales
A. SISTEMA DÉRMICO
El Sistema dérmico forma la cubierta protectora externa de laplanta, está representado por la epidermis, que además de estaren contacto directo con el medio ambiente, a través de él se danlos intercambios de gases, pérdida de humedad, volatilización decompuestos aromáticos, lesiones, cambios de textura, iniciaciónde patógenos, etc.
Las células de la epidermis varían en forma, de uniformementetubulares a poligonales irregulares, dependiendo de la posición enel tejido vegetal. Una de las características importantes de lascélulas epidérmicas es la membrana cuticular, y muchos cambios

Manual de Ingeniería de Procesos I 8
Ing. M.Sc. Fernando Suca Apaza | UNCP
dependerán del grado de cutinización, la misma que cubre oenvuelve, a la cera y en algunos casos a parafinas y cetonas.
Los estomas se ubican en la epidermis y sirven como válvulaspequeñas para el intercambio de gases. Un poro está limitado por2 células acompañantes y todo el conjunto considerado como unaunidad es el estoma los cuales intervienen en los procesos detranspiración, respiración y maduración de frutos (Fantástico,1984).
Las lenticelas son regiones de la epidermis donde un felógenomás activo produce un tejido con espacios intercelulares, por locomún se les encuentra en tallos, raíces y frutos, estandoprácticamente ausente en hortalizas de hoja.
Los tricomas son apéndices de la epidermis que varían enmorfología y función. Los pelos protectores y glandulares, lasescamas y las papilas se encuentran entre los tipos de tricomaspresentes en frutas y hortalizas.
B. SISTEMA FUNDAMENTAL
Está conforma por el parénquima, colénquima y esclerénquima. ElPARÉNQUIMA es el más común de los tejidos fundamentales y eltipo fundamental de célula que se encuentra en las porcionescomestibles de frutas y hortalizas; su característica sobresalientees la presencia de un protoplasto activo; las células fotosintéticasde parénquima como las del mesófilo de las hojas contienennumerosos cloroplastos, en los órganos vegetales decoloraciones diversas, contiene pigmentos carotenoides,asimismo, pueden almacenar sustancias tales como almidón,proteínas, aceites, taninos, cristales, etc.
El COLÉNQUIMA es un tejido de sostén, estas células en susparedes contienen pectina y una gran cantidad de agua.Proporcionan sostén a los órganos jóvenes en crecimiento de lasplantas
El ESCLERENQUIMA también es de sostén, las células tienenparedes secundarias gruesas, lignificadas. En su madurez deordinario están muertas Existen 2 tipos de células esclerénquima:
Manual de Ingeniería de Procesos I 9
Ing. M.Sc. Fernando Suca Apaza | UNCP
fibras y esclereidas, que desempeñan un papel importante en lascualidades de textura
C. SISTEMA VASCULAR
Está formado por dos tejidos conductores principales: milema yfloema; el primero conduce agua y nutrientes minerales disueltos,a lo que el segundo conduce los alimentos sintetizados en lashojas.
D. LA ESTRUCTURA EN RELACIÓN CON LA MADURACIÓN
Los vegetales, a medida que maduran experimentan cambios conel grosor de la pared celular, permeabilidad del plasmolema ycantidad de espacios intercelulares que en conjunto contribuyenal ablandamiento de los tejidos siendo un indicativo del estado demadures de éstos.
Los cloroplastos se transforman en cromoplastos, la lignificaciónhace resaltar a las esclereidas y a los haces vasculares. Elendocarpio por lo común está lignificado en frutas y en algunosvegetales de continuo se deposita cera y cutícula sobre lascélulas epidérmicas. Cuando estás maduran la cera epiticularforma una estructura visible, diferenciada a su vez la cutícula sehace más gruesa
E. LA ESTRUCTURA EN RELACIÓN CON LA TRANSPIRACIÓN
La transpiración se lleva a cabo en los hedatados, estomas ycutícula. La apertura y cierre de los estomas determinan laspérdidas de vapor. Cuando los estomas están abiertos presentanpoca resistencia a la transpiración. En cambio en la cutícula latranspiración es limitada.
2.1.2. Cambios en tejidos animales
Los tejidos animales son clasificados como alimentos bajos enacidez. Estructuralmente se dividen en tejido muscular, nervioso,conectivo (óseo sanguíneo – linfático, adiposo y colectivopropiamente dicho y epitelial).

Manual de Ingeniería de Procesos I 10
Ing. M.Sc. Fernando Suca Apaza | UNCP
Cuando hablamos de cortes de carne se está abarcando almúsculo, grasa hueso, Hammond, citado por Leandro (1981)establece que existen tres factores que pueden afectar laproducción de éstos constituyentes: la edad del animal unrégimen de nutrición y la ubicación del corte. El tejido conectivoforma parte de los tres constituyentes. El crecimiento de loshuesos es rápido en el animal joven en tanto que la grasa sedeposita más rápidamente en el animal viejo.
El músculo esquelético se caracteriza por responder a losestímulos, es un órgano constituido por fibras, mantenidas juntaspor tejidos conectivos y rodeados por una envoltura de tejido máspesado. Las fibras agrupan paralelamente entre sí en hecesllamados fascículos. El tejido conectivo que entra en losfascículos es el endomicio. El tamaño de los fascículos varía enlos diferentes músculos si determina en cierta forma el grado de lacarne.
El tejido conectivo que rodea los fascículos, el perimicio varía enespesor, siendo perceptible al ojo en algunos músculos; en otroses difícilmente discernible. El tejido conectivo que encierra cadamúsculo es conocido como epimicio o vaina.
2.2. COSECHA Y FISIOLOGÍA POST COSECHA
Existen muchas diferencias en comportamiento entre vegetales yanimales respecto al momento de Allen en que deben sercosechados ó llevado a cabo la matanza. Complicándose elpanorama en los vegetales puesto que el estado de madurez en queson separados del árbol dependerá su calidad y su grado deconservación.
Esto no sucede en animales, ya que pueden ser sacrificados encualquier estado de desarrollo, lo que se debe tener en cuenta es elaspecto económico a qué mercado va destinado por su puesto en elcaso de ser los animales sacrificados aún jóvenes se obtendrá unamayor ternura en la carne.
Manual de Ingeniería de Procesos I 11
Ing. M.Sc. Fernando Suca Apaza | UNCP
En vegetales existen innumerables variaciones entre las diferentesvariedades, sin embargo es posible establecer criterios para lacosecha, esto es lo que se llama los índices de madurez.
2.2.1. Índices de madures en vegetales
Los índices de madurez pueden realizarse teniendo en cuentaciertas características a saber:
A. MEDIOS VISUALES
Que incluyen, color de la piel persistencia de una parte del estilo,presencia de hojas externas secas, llenado del fruto, secamiento delcuerpo de la planta.
Generalmente el productor en pequeña escala recurre a estemétodo de identificación, sin embargo no se recomienda paraplantaciones en escala, porque es objetiva y no necesariamente losaspectos mencionados son indicativos del estado de madurez, asípor ejemplo el cambio de color de las frutas puede ser indicativotambién de alguna helada por la noche, el secamiento por ejemplotambién puede ser ocasionado por una pérdida excesiva dehumedad.
B. MEDIOS FÍSICOS
Incluyen: facilidad de separación consistencia y peso específico.El desprendimiento, consiste en evaluar la facilidad con que sesepara el alimento en estudios del medio que lo sostiene. Se puedemedir con ayuda de aparatos especiales.La consistencia, se mide en función a la resistencia que ofrecen losproductos a la penetración de agujas, al corte; existiendo en elmercado diferentes penetrómetros.
C. MEDIOS QUÍMICOS
Cada alimento en su estado óptimo de madures, tiene unacomposición media, además sus componentes van variando en eltranscurso de su maduración, unos disminuyen porque sereconvierten en otros que aumentan y viceversa, de allí que,

Manual de Ingeniería de Procesos I 12
Ing. M.Sc. Fernando Suca Apaza | UNCP
dependiendo del tipo de alimento se puede elegir un componenteque sea representativo
Por ejemplo, en frutas, el °BRIX, la síntesis, este pH, los sólidossolubles o la relación °BRIX / acidez, etc. en el maíz dulce elcontenido de azúcar por unidad de peso (sobre base humedad),aumentan en la madurez en forma ocasional al incremento enporcentaje de sólidos. (Paúl et. al., 1951; referido por Pantástico,1981)
D. CÁLCULOS
D1.- Número de días, transcurridos entre la plena floración y larecolección. El tiempo que dista entre la plena floración y larecolección es relativamente constante, para ello se debe considerarcomo plena floración cuando las flores están abiertas en un 75%dado a que el tiempo varía según las variedades, lugares deproducción incluso con los años, las recomendaciones es promediarlos datos observados durante varios años.D2.- Unidades de calor. Molinas y Duran (1979) recomiendan sumarlas unidades de calor calculadas a partir de las temperaturas mediasmensuales, desde la plena floración a la recolección. Por ejemplopara las uvas la mínima válida es 10°C y para las frutas de pepitas7.2°C, temperaturas medias a partir de las que promedia. Wills et. al.(1984) manifiestan que el número de grados - días precisos paraalcanzar la madurez se calcula teniendo en cuenta los datos devarios años, obteniendo la suma algebraica de las diferencias, entrelas temperaturas diarias media y otra fija, ordinariamente la mínimaa la que el crecimiento se produce. El promedio de grados permitepredecir la fecha probable de maduración en un año cualesquiera, amedida que la maduración se va aproximando, se puede controlar laprecisión del Cálculo por algún otro método.
E. MÉTODOS FISIOLÓGICOS
La madurez comercial puede relacionarse con el incremento de laactividad respiratoria, lo que se cumple en frutos climatéricos. Sedebe correlacionar el punto apropiado de la gráfica que representa laactividad respiratoria a lo largo del ciclo vital con algunacaracterística que pueda ser apreciada en el campo.
Manual de Ingeniería de Procesos I 13
Ing. M.Sc. Fernando Suca Apaza | UNCP
2.2.2 Cambios químicos durante la madurez y senescencia enalimentos vegetales.
Debemos considerar que los vegetales posterior a su recolección,continúan siendo estructuras vivas, es decir siguen respirando;toman oxigeno (O2), desprenden dióxido de carbono (Co2) y calor,además de perder agua en la transpiración. Siempre y cuandopermanezcan unidas a las plantas de procedencia, las pérdidasocasionadas por la respiración y transpiración se compensanmediante el flujo de la savia que contiene, agua, productos,fotosintetizados. (Especialmente sacarosa y aminoácidos) yminerales. Tras la recolección continúan transpirando, y respirando,y como quiera que han perdido contacto con la fuente de agua;productos de la fotosíntesis y minerales, dependerán exclusivamentede sus reservas alimenticias y de, su propio contenido, en agua. Portanto las pérdidas de sustratos respirables no se compensan y seinicia el deterioro.
Los cambios experimentados están relacionados con el color,textura y sabor, paralelamente se dan un conjunto de reacciones enlos componentes.
A. CARBOHIDRATOS
Cuantitativamente el cambio más importante asociado a lamaduración de las frutas y las hortalizas es la degradación de loscarbohidratos poliméricos, que se convierten casi en su totalidad enazúcares, generando cambios en el gusto y textura del producto.
B. ÁCIDOS ORGÁNICOSDurante la maduración son respirados y convertidos en azúcar.
C. AMINOÁCIDOS Y PROTEÍNAS
Es muy posible que la metionina y/o B-alamina posiblementepuedan actuar como precursores inmediatos del etileno en tejidosde frutas y hortalizas.
Manual de Ingeniería de Procesos I 14
Ing. M.Sc. Fernando Suca Apaza | UNCP
D. LÍPIDOS
El comportamiento es variable, así por ejemplo en frutas hortalizassu porcentaje es bajo y pueden desempeñar un papel deimportancia en el mantenimiento de la textura y sabor. En cambio enalgunas variedades de fríjol el porcentaje se incrementa, influyendoen las características sensoriales.
E. SUSTANCIAS PÉCTICAS
Las sustancias pécticas se encuentran principalmente en la paredcelular y en la laminilla media, son materiales aglutinantes,derivados de los ácidos poligalacturónicos, se presentan en formade protopectina, ácidos pectínicos y ácidos pécticos (Desrosier1984).
A medida que maduran los vegetales, los pectatos y pectinatossolubles aumentan, y disminuye el contenido total de sustancias,pécticas, paralelamente la consistencia de los alimentos disminuye.
F. PIGMENTOS
En el transcurso de la maduración y senescencia algunos pigmentosdisminuyen y otros se acentúan.La clorofila por ejemplo desaparece con lentitud, se han realizadodiversos estudios al respecto, sin embargo el proceso bioquímico dedegradación todavía no está bien definido.
Los carotenoides y flavonoides se sintetizan durante las últimasetapas de la maduración.
G. ENZIMAS.
Muchos de los efectos químicos y físicos observados durante lamaduración son atribuidos a acciones enzimáticas. Tenemosenzimas oxidantes, las glagolíticas e hidrolíticas, se cree queaumentan con la maduración.

Manual de Ingeniería de Procesos I 15
Ing. M.Sc. Fernando Suca Apaza | UNCP
2.2.3 Bioquímica del músculo vivo y post-morten
Mientras el animal vive, constantemente se lleva a cabo latransformación de energía química del ATF en energía mecánica dela contracción, constituyendo una ruta principal de utilización deenergía por los animales. Cuando el músculo se convierte en carnepierde la capacidad de contraerse y relajarse. Los procesosbioquímicos que proporcionan energía para la función muscular envivo son los mismos que llevan a la producción de ácido láctico y lapérdida de la capacidad de atención de agua durante el periodo postmortal.
En el músculo, las miofibrinas están bañadas y rodeadas por elsarcoplasma que contiene glucógeno, enzimas gloliticas y productosintermediarios ATP, ADP, AMP, fosfato, fosfocreatina y electrolitosinorgánicos, aminoácidos y péptidos. En músculos de gran actividadlas mitocondrias son muy abundantes y ordenadas regularmente,tales músculos se denominan músculos rojos debido a su elevadocontenido en mioglobina y citocromos, las proteínas intracelulares delas células del músculo esquelético están constituidas por lasproteínas solubles en el agua del sarcoplasma, las cuales presentandel 20 al 25% del total de proteínas del músculo y por las proteínasfilamentosas, insolubles en agua, de las miofibrillas.
Las proteínas sarcoplasmática solubles, reciben frecuentemente elnombre de miógeno y la proteína filamentosas miosina está formadapor dos largas cadenas polipeptídicas idénticas.
En músculo esqueléticos la contracción se inicia mediante unestimulo nervioso que comienza en el cerebro y se transmite almúsculo a través de un nervio que llega al sarcolema, estos nerviosreciben el nombre de nervios motores protegidos por una vaina demielina aislante.
La contracción del músculo esquelético implica directamente a las 4de las proteínas miofibrilares: actina, miosina, tropomiosina ytroponina. Los enlaces cruzados que forman la miosina entre losfilamentos son los que generan la fuerza contráctil durante lacontracción. En el estado de relajación el músculo genera muy pocatensión, no existen enlaces cruzados entre la actina y la miosina,durante la rigidez muscular que sigue al sacrificio, se originan
Manual de Ingeniería de Procesos I 16
Ing. M.Sc. Fernando Suca Apaza | UNCP
enlaces cruzados permanentes que evitan el deslizamiento de estosfilamentos, la tropomiosina y la troponina, actúan como proteínasreguladoras. Ayudan a poner en marchas o a parar la reaccióncontráctil
Los factores que afectan la calidad de la carne son:
- Que el animal esté en reposo y de este modo tenga un altocontenido de glucógeno.
- La insensibilización del animal, que puede llevarse a cabo porgolpe de maza, aturdimiento eléctrico o utilizando dióxido decarbono. Esta actividad facilita el desangramiento, por ello es queno se debe destruir el bulbo raquídeo.
- El desangramiento que en el mejor de los casos se llega al 50%contribuye en la conservación; por lo tanto un mayor periodo devida en la carne, a media que se logre separar la mayor cantidadde sangre.
Como propiedades del músculo post-mortem tenemos:
- Dureza y textura. Son las dos propiedades más importantessegún Laurie (1977). La textura a juzgar por lo visto depende deltamaño de los haces de fibras en que se halla dividido el músculopor los septos perimísticos de tejido conjuntivo.
La sensación de blandura se debe en primer lugar a la facilidadcon que los dientes penetren en la carne, en segundo lugar a lafacilidad con que la carne se divida en fragmentos y en tercerlugar la cantidad de residuo que queda después de lamasticación.
La dureza de la carne depende de la especie y edad de losanimales, al avanzar la edad de los animales la proporción decolágeno soluble en sal y acido disminuye en el mismo músculode bovino, la cantidad de enlaces cruzados entre las cadenaspolipeptídicas del colágeno, aumenta constantemente.
Manual de Ingeniería de Procesos I 17
Ing. M.Sc. Fernando Suca Apaza | UNCP
- El color. Al color de la carne lo da una proteína conocida comomioglobina, proteína conjugada conjugada que se encuentra enel sarcoplasma y se encarga del almacenamiento del oxigeno enel músculo. La oxidación de la mioglobina de color rojo púrpura ode la oximioglobina de color rojo brillante a metamioglobina decolor marrón, es acelerada por todos los factores quedesnaturalizan a la globina.
- Olor y sabor. El olor y sabor de la carne cocinada de la existenciade precursores solubles en la grasa o en el agua y de laliberación de sustancias volátiles preexistentes en la carne. Losextractos acuosos de la carne cruda tienen olor a carne cuandose calientan. Investigadores japoneses han llegado a laconclusión de que los amino-nucleótidos son los componentesprincipalmente responsables del aroma.
El olor y sabor y sabor dependen de la especie, raza, edad delanimal, de la porción muscular, de la alimentación y del pH.
III. FACTORES QUE AFECTAN EL DETERIORO DE LOSALIMENTOS.
Los alimentos una vez cosechadas o recolectados, si no sontratados con los cuidados y precauciones que ameritan,experimentan cambios que los conducen finalmente al deterioro,quedando imposibilitados de ser comercialidad, ocasionandofinalmente grandes pérdidas económicas. El mundo actual, peseal desarrollo de los medios de producción y los progresos de latecnología, se sigue enfrentando a una serie de problemas paraalimentar a sus habitantes y en algunos continentes existenserios problemas de desnutrición.
- Sabemos que la producción-industrialización: de alimentos estácondicionada a la producción del agro. Niveles de caza y pesca,sin embargo también debemos tener en cuenta que no selograría mucho al incrementar la producción, caza y/o pesca. Sino se conocen los fundamentos del porque se deterioran losalimentos y que se debe hacer para evitarlos.
Manual de Ingeniería de Procesos I 18
Ing. M.Sc. Fernando Suca Apaza | UNCP
3.1 CAUSAS DEL DETERIORO DE LOS ALIMENTOS
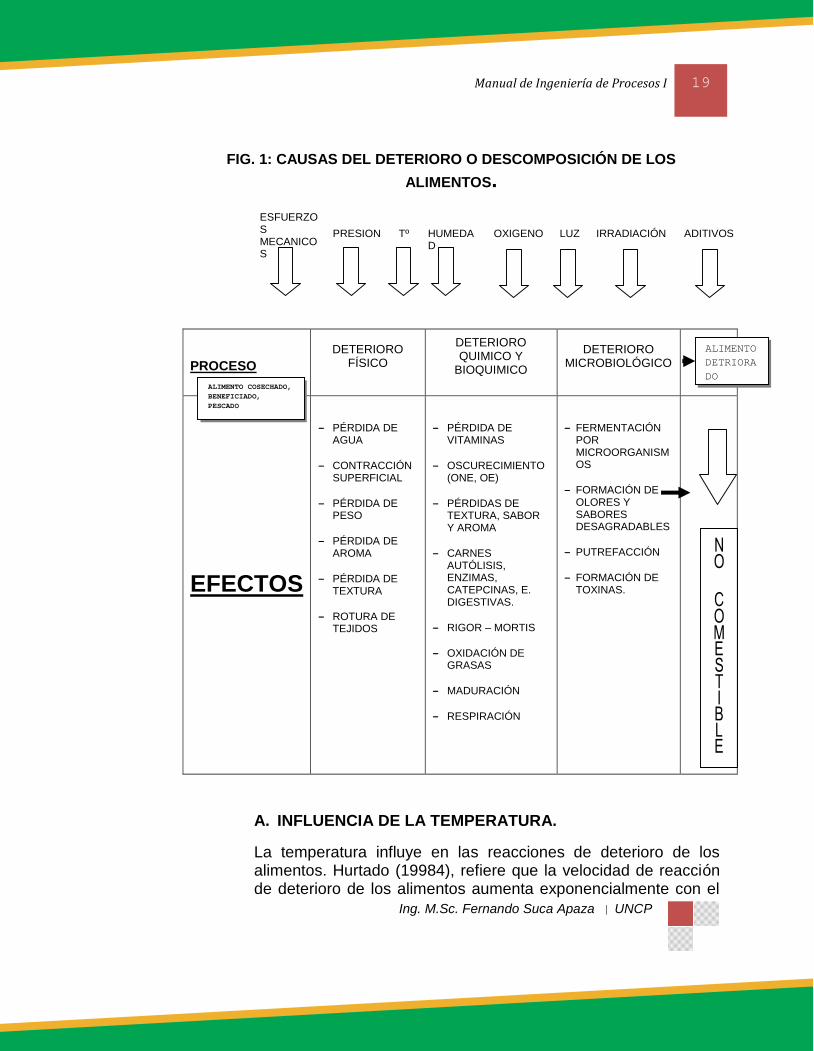
En la figura 1 se presentan las cusas de deterioro odescomposición de los alimentos.
Apreciamos que tres son los motivos principales:
A. DETERIORO FÍSICO.
Incluye a los daños mecánicos donde los tejidos sufren roturas.El alimento experimenta pérdidas de agua, luego se arruga,pierde peso y textura.
B. DETERIORO MICROBIOLÓGICO
Las 2 categorías de deterioro ya señaladas, originan el deterioromicrobiológico, etapa en la cual intervienen los microorganismos(bacterias, levaduras y mohos) que producen fermentaciones yputrefacciones que hacen inservible al alimento: Losmicroorganismos excretan metabolitos, algunos venenososactivos para el hombre (toxinas) que pueden ocasionaralteraciones a corto o largo plazo, dependiendo el tipo demetabolito. Así por ejemplo, una contaminación de salmonella,sus efectos son inmediatos que contienen aflatoxinas lasconsecuencias se verán después de muchos años inclusive.
3.2 FACTORES EXTERNOS CAUSANTES DEL DETERIORO
Los distintos factores que condicionan el deterioro y que debende tener en cuenta tanto para explicarla como para evitarla son:La humedad, el oxigeno, la luz, la temperatura, esfuerzosmecánicos y aditivos.
Manual de Ingeniería de Procesos I 19
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. 1: CAUSAS DEL DETERIORO O DESCOMPOSICIÓN DE LOSALIMENTOS.
ESFUERZOSMECANICOS
PRESION Tº HUMEDAD
OXIGENO LUZ IRRADIACIÓN ADITIVOS
PROCESODETERIORO
FÍSICO
DETERIOROQUIMICO Y
BIOQUIMICO
DETERIOROMICROBIOLÓGICO
EFECTOS
- PÉRDIDA DEAGUA
- CONTRACCIÓNSUPERFICIAL
- PÉRDIDA DEPESO
- PÉRDIDA DEAROMA
- PÉRDIDA DETEXTURA
- ROTURA DETEJIDOS
- PÉRDIDA DEVITAMINAS
- OSCURECIMIENTO(ONE, OE)
- PÉRDIDAS DETEXTURA, SABORY AROMA
- CARNESAUTÓLISIS,ENZIMAS,CATEPCINAS, E.DIGESTIVAS.
- RIGOR – MORTIS
- OXIDACIÓN DEGRASAS
- MADURACIÓN
- RESPIRACIÓN
- FERMENTACIÓNPORMICROORGANISMOS
- FORMACIÓN DEOLORES YSABORESDESAGRADABLES
- PUTREFACCIÓN
- FORMACIÓN DETOXINAS.
A. INFLUENCIA DE LA TEMPERATURA.
La temperatura influye en las reacciones de deterioro de losalimentos. Hurtado (19984), refiere que la velocidad de reacciónde deterioro de los alimentos aumenta exponencialmente con el
ALIMENTODETRIORADO
ALIMENTO COSECHADO,BENEFICIADO,PESCADO
Manual de Ingeniería de Procesos I 20
Ing. M.Sc. Fernando Suca Apaza | UNCP
deterioro. Por cada aumento en 10°C, la velocidad se duplica otriplica. La ecuación de ARRHENIUS, relaciona la velocidad dereacción y la temperatura.
K=A e-Ea/RT
Donde:
K= Constante de velocidad de reacción
A= Constante
e= Base de logaritmo natural
Ea= Energía de activación
R= Constante general de los gases (1.99cal/mol).
T= Temperatura absoluta
La velocidad de reacción no es proporcional al número demoléculas presentes, sino más bien al número de moléculaspresentes que poseen la energía de activación necesaria. Es poresto que la velocidad de reacción es, una función reciproca de latemperatura. En otras palabras, cualquier variación en la energíade la activación y la temperatura produciría un gran cambio en lavelocidad de reacción.
Salvo algunos casos especiales, como la acción enzimática,acción microbiana, todas las otras reacciones se incrementarángrandemente al aumentar la temperatura.
A.1 Acción enzimática.- El aumento de temperatura incrementarála velocidad de reacción enzimática solo dentro de ciertoslímites. Después de llegar o un óptimo, la velocidad decrecehasta hacerse cero.

Manual de Ingeniería de Procesos I 21
Ing. M.Sc. Fernando Suca Apaza | UNCP
B. INFLUENCIA DEL OXIGENO.
Tanto la tensión del oxigeno como el potencial de oxido-reducción del alimento, son factores que determinan la clase demicroorganismos que pueden desarrollarse en él.
Dependiendo de la cantidad total de oxigeno presente, puedenocurrir 2 fenómenos: oxidación de lípidos y deterioro oxidativo deproteínas, reacciones catalizados por enzimas lipoxidasas y/opolifenoloxidadas.
En la figura 2, se muestra la reacción existente entre la presiónparcial de oxigeno y la velocidad de oxidación de lípidos. Seobserva una relación directa, es decir a mayor presión parcial deoxigeno, mayor velocidad de reacción, y viceversa.
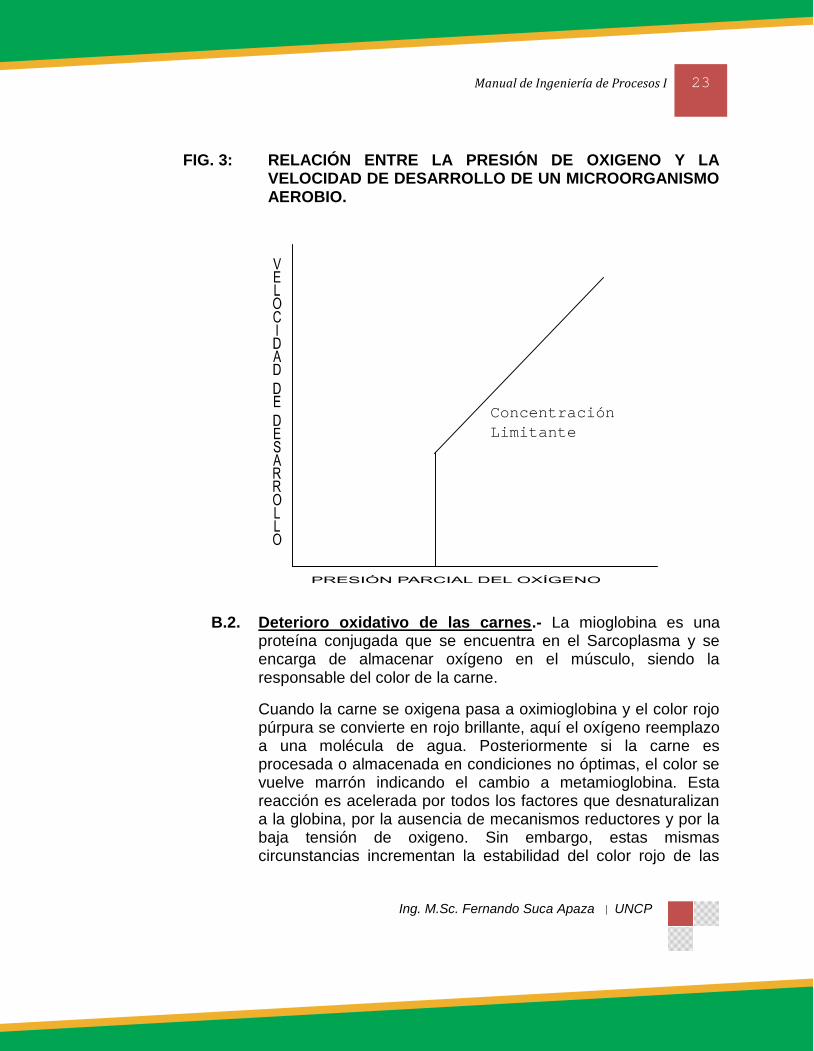
La Figura 3, ilustra como varia la velocidad de desarrollo demicroorganismos aerobios frente a la presión parcial de oxígeno.Como se puede apreciar, hasta una concentración límite de presiónparcial de oxígeno la velocidad de desarrollo se hace cero y luegopermanece constante, posteriormente existe una relación directa,similar al caso anterior.

Manual de Ingeniería de Procesos I 22
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. 2: RELACIÓN EXISTENTE ENTRE LA PRESIÓN PARCIAL DEOXIGENO Y LA VELOCIDAD DE REACCIÓN
Algunos daños en productos procesados, en los que tambiéninterviene la presencia del oxígeno son:
B.1. Crecimiento de microorganismos.- Se controla reduciendo laconcentración del oxígeno, menor a 16% para impedir eldesarrollo de aerobios y menor al 3% para impedir, elcrecimiento de anaerobios.
Manual de Ingeniería de Procesos I 23
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. 3: RELACIÓN ENTRE LA PRESIÓN DE OXIGENO Y LAVELOCIDAD DE DESARROLLO DE UN MICROORGANISMOAEROBIO.
B.2. Deterioro oxidativo de las carnes.- La mioglobina es unaproteína conjugada que se encuentra en el Sarcoplasma y seencarga de almacenar oxígeno en el músculo, siendo laresponsable del color de la carne.
Cuando la carne se oxigena pasa a oximioglobina y el color rojopúrpura se convierte en rojo brillante, aquí el oxígeno reemplazoa una molécula de agua. Posteriormente si la carne esprocesada o almacenada en condiciones no óptimas, el color sevuelve marrón indicando el cambio a metamioglobina. Estareacción es acelerada por todos los factores que desnaturalizana la globina, por la ausencia de mecanismos reductores y por labaja tensión de oxigeno. Sin embargo, estas mismascircunstancias incrementan la estabilidad del color rojo de las
ConcentraciónLimitante
Manual de Ingeniería de Procesos I 24
Ing. M.Sc. Fernando Suca Apaza | UNCP
carnes curadas al convertir el óxido nítrico mioglobina a óxidonítrico hemocromógeno.
C. INFLUENCIA DE LA HUMEDAD RELATIVA AMBIENTAL
La humedad relativa ambiental, determina la pérdida o ganancia deagua en un alimento.
C.1. Deterioro y actividad de agua (Aw).- A la humedad disponibleen los alimentos se le designa como Aw o actividad acuosa ohumedad relativa del alimento, que viene hacer el cociente dedividir la presión de vapor de agua contenida en el alimento y lapresión de vapor del agua pura y libre, a la misma temperatura.
La Aw del agua pura es 1.0. La de un alimento podrá estar enequilibrio con la humedad relativa; o ser menor, en cuyo casoabsorbe humedad del ambiente; o mayor, en este caso cederáagua al medio ambiente por la superficie. La alteración de lossólidos se inicia usualmente en la superficie; si falta humedad enella, el producto se conserva mejor.
Mossel e Ingran (1955), citados por Leandro (1984), reportan lasAw mínimas; para bacterias normales, 0,91; para levadurasnormales, 0,68; para mohos normales, 0,80: para bacteriasmalófilas, 0,75; para levaduras osmófilas, 0,60 y para mohosxerofílicos, 0,65.
En la Fig. 4, se aprecia la característica típica sigmoidea de unaisoterma de absorción en productos alimenticios, entendiéndoseque esta curva relaciona la humedad con el Aw. Al respecto,Guevara (1989), encontró por ejemplo que la Aw de chirimoya enpolvo deshidratada por atomización es de 0,101.

Manual de Ingeniería de Procesos I 25
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. 4: ISOTERMA DE ABSORCIÓN
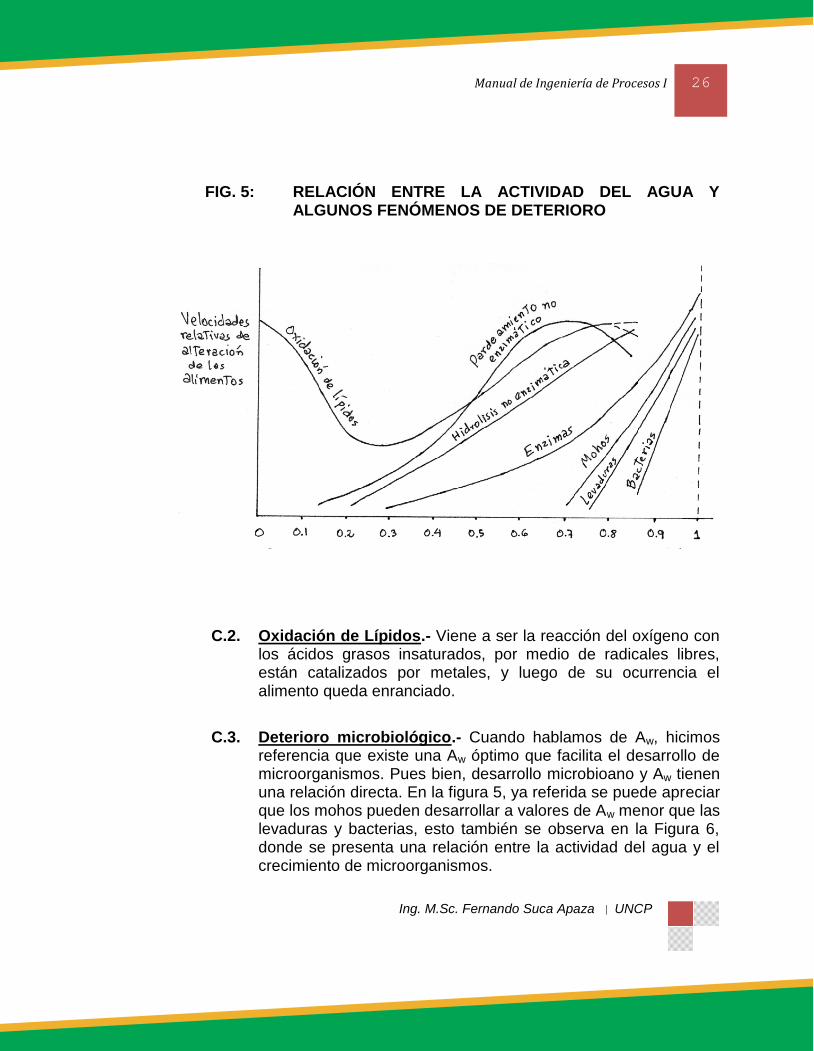
Otra curva que nos permite visualizar la relación que existe entrela Aw y los diversos fenómenos de deterioro. Se presenta en laFigura 5.
Como se aprecia en ella se indica a que Aw ocurren alteraciones,dándonos una idea de lo complejo que es conservar un alimento,dado a que este en función a diversos factores.
ACTIVIDAD DEL AGUA
0 .1 .2 .3 .4 .5 .6 .7 .8 .9
Manual de Ingeniería de Procesos I 26
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. 5: RELACIÓN ENTRE LA ACTIVIDAD DEL AGUA YALGUNOS FENÓMENOS DE DETERIORO
C.2. Oxidación de Lípidos.- Viene a ser la reacción del oxígeno conlos ácidos grasos insaturados, por medio de radicales libres,están catalizados por metales, y luego de su ocurrencia elalimento queda enranciado.
C.3. Deterioro microbiológico.- Cuando hablamos de Aw, hicimosreferencia que existe una Aw óptimo que facilita el desarrollo demicroorganismos. Pues bien, desarrollo microbioano y Aw tienenuna relación directa. En la figura 5, ya referida se puede apreciarque los mohos pueden desarrollar a valores de Aw menor que laslevaduras y bacterias, esto también se observa en la Figura 6,donde se presenta una relación entre la actividad del agua y elcrecimiento de microorganismos.
Manual de Ingeniería de Procesos I 27
Ing. M.Sc. Fernando Suca Apaza | UNCP
C.4. Acción Enzimática.- La acción enzimática es acelerada en laregión de contenido intermedio de humedad (Acker, 1963; citadopor Hurtado, 1984).
C.5. Oscurecimiento no enzimático (ONE).- Se produce por lareacción entre los grupos amino de las proteínas con los gruposcarbonilos, generando colores oscuros, olores no deseables ypérdida de proteínas. La reacción se incrementa con la Aw hastaun rango intermedio y después decrece.
D. INFLUENCIA DE EFECTOS MECÁNICOS DIVERSOS
Los alimentos también pueden ser deteriorados por golpes, esfuerzosmecánicos y vibraciones, la intensidad está en función a la textura delproducto y a los cuidados que se tenga en la manipulación yalmacenaje.
E. INFLUENCIA DE LA LUZ
La luz es un conjunto de radiaciones electromagnéticas de diferentelongitud de onda. Los de menor longitud son los que poseen mayorcapacidad energética y por lo tanto son más capaces de proveer laenergía necesaria para originar una serie de reacciones químicasindeseables en los alimentos.
La oxidación de lípidos es activada por la luz, esta reacción originapérdida de las cualidades sensoriales y de vitaminas (A, E, C y B2), loque se acentúa en alimentos líquidos por la facilidad en la penetración.

Manual de Ingeniería de Procesos I 28
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. 6: RELACIÓN DE LA ACTIVIDAD DEL AGUA Y EL CRECIMIENTOMICROBIANO
Manual de Ingeniería de Procesos I 29
Ing. M.Sc. Fernando Suca Apaza | UNCP
IV. MÉTODOS DE CONSERVACIÓN DE ALIMENTOS
El hombre desde la antigüedad ha tenido problemas con laconservación de alimentos, siendo su lucha constante paraconseguirlo, los métodos ideados, inicialmente eran empíricos sinbase científica, posteriormente han ido evolucionando yperfeccionando de acuerdo al progreso de la ciencia y la tecnología.La ciencia contribuyó con aspectos importantes tales como:composición, papel de cada componente en la nutrición y suestabilidad frente los procesos de conservación, causas de alteraciónmicrobiológica, biológica y química, se estudiaron los aditivos ycontaminaciones y su toxicidad.
Los principales métodos de conservación de alimentos son:
4.1. CONSERVACIÓN DE ALIMENTOS POR DESHIDRATACIÓN
Esta técnica es muy antigua, asociada a la salazón yexposiciones al sol o calor, todavía en la actualidad constituyeuno de los métodos más importantes para conservar losalimentos. Deshidratar un alimento, significa reducir su contenidode agua, dándole cierta estabilidad al producto, dependiendo delos niveles de agua libre a extraer.
Las fuerzas biológicas son controlada s reduciendo el contenidode agua libre y calentamiento, de este modo se dificulta o impideel desarrollo de microorganismos y la acción de enzimas propiasdel producto, si el alimento contiene azucares aumenta así suconcentración y paralelamente su presión osmótica; si contieneácidos al aumentar su concentración, ésta va a dificultar la vida demicroorganismos.
Además de los referido, al deshidratar un alimento lo que seconsigue es reducir su volumen, constituyendo otra ventaja.Como no todo es absoluto, también existen ciertas desventajas,entre ellas: su posterior deshidratación, el calentamiento enmuchos casos hace variar las características sensoriales, requiere
Manual de Ingeniería de Procesos I 30
Ing. M.Sc. Fernando Suca Apaza | UNCP
de un buen empaque porque de lo contrario absorben humedad yse deterioran, temperaturas elevadas desnaturalizan las proteínasy causan pérdida de vitaminas.
En la operación básica de secado intervienen dos factoresimportantes:
a. Transmisión de calor para suministrar el calor latente devaporización necesario, y
b. Movimiento del agua o vapor de agua a través del productoalimenticio y su alojamiento del mismo.
En la Fig. 7, se presenta un flujo general indicativo de lasoperaciones comprendidas para deshidratar frutas (Guevara,1990.
Earle (1979), refiere que existen 3 clases diferentes de procesosde deshidratación:
Desecación por contacto con aire a presión atmosférica. Latransmisión puede ser por contacto con superficies calientes ocon aire caliente, siendo extraído el vapor de agua junto con elaire.
Desecación al vacío. La transmisión de calor es casi siemprepor conducción y pocas veces por radiación, la evaporacióndel agua se hace a presiones reducidas, es decir atemperaturas bajas lo que permite conservar los componentesdel alimento.
Desecación por Congelación. Dentro de esta categoría está elsecado por liofilización, donde el vapor de agua se extrae porsublimación, este es uno de los mejores métodos de secado,dado a que el alimento conserva mejor sus característicasoriginales.

Manual de Ingeniería de Procesos I 31
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. 7: FLUJO DE OPERACIONES PARA DESHIDRATAR FRUTAS
Manual de Ingeniería de Procesos I 32
Ing. M.Sc. Fernando Suca Apaza | UNCP
A. INFLUENCIA DE LA DESHIDRATACIÓN SOBRE EL VALORNUTRITIVO DEL ALIMENTO.
Posterior al secado, un alimento reduce su contenido dehumedad aumentando la concentración de nutrientes en lamasa restante. Las proteínas, carbohidratos y grasa seencuentran en mayor proporción, comparados a los alimentosfrescos. Sin embargo las pérdidas en nutrientes siempre se dany su reducción dependerá de los cuidados y técnicas deprocesamiento; respecto a las vitaminas, se observa unareducción con el proceso. Las vitaminas solubles en agua (B yC), son parcialmente oxidados además de reducirse durante elblanqueado. El ácido ascórbico y el caroteno son afectados porlos procesos oxidantes, la riboflavina es ligeramente sensible.La Tiamina es sensible al calor y destruida por la sulfuración. Elsecado solar causa pérdidas considerables del caroteno. Si alas hortalizas se les somete al proceso de deshidratación sinun escaldado previo, puede perder hasta el 80% del caroteno,con buenas técnicas se pierde un 5%.
La Tiamina, si no se blanquea puede perderse el 75% frente aun 15% si se realiza esta actividad. En todos los casos, el % dela vitamina tenderá a disminuir en productos secosalmacenados.
El contenido de vitaminas en la carne desecada es algo menora la carne fresca. Durante el proceso se reduce la tiamina,riboflavina y niacina. La vitamina C se pierde sobre el 50%.
Respecto al contenido graso, muchas veces se observarancidez en los productos desecados, Cuando se trabaja atemperaturas altas se obtendrá un mayor porcentaje derancidez. En muchos casos se reduce al uso de antioxidantestales como BHA, y BHT, aunque en los últimos años muchospaíses han restringido su uso.
Las proteínas dependerán de la temperatura y tiempo deproceso. Temperaturas bajas pueden inducir a incrementar sudigestibilidad, temperaturas elevadas desnaturalizan a éstas.

Manual de Ingeniería de Procesos I 33
Ing. M.Sc. Fernando Suca Apaza | UNCP
En lo que concierne a los carbohidratos, éstos se ven afectadosen el proceso. Por ejemplo en frutas que son fuentes ricas encarbohidratos se dan reacciones de caramelización porreacción de los ácidos orgánicos y los azúcares.
B. INFLUENCIA DEL SECADO SOBRE LOSMICROORGANISMOS
Si a un alimento acompaña una carga microbiana, éstapermanecerá siempre y cuando las condiciones lo permitan.
Cuando el alimento es secado, se reduce su actividad de agua,dificultando la vida de los microorganismos, siendo el contenidode humedad el regulador de la clase de microorganismos asobrevivir. Sin embargo, dado a que las temperaturas de trabajoson relativamente bajas, si no se tiene cuidado con la higiene ymanipulación del alimento, será muy difícil obtener un productoque cumpla con las normas de control de calidad.
C. INFLUENCIA DEL SECADO SOBRE LOS PIGMENTOS
El secado puede cambiar las características físicas del alimentoy con ello su capacidad de reflejar, dispersar, absorber ytransmitir la luz. Los pigmentos por lo general tienden adegradarse por acción del calor. Por ejemplo, la clorofila seconvierte en Feofitina por la pérdida del magnesio de suestructura, esto se puede controlar en parte tornando al medio,ligeramente alcalino.
D. INFLUENCIA DEL SECADO SOBRE LA ACTIVIDADENZIMÁTICA
Antes de procesar los alimentos, es necesario determinar sucontenido y clase de enzimas que contienen y de esto modoinactivarlos a priori al secado. Por lo general las enzimas sonsensibles al calor húmedo, casi en su totalidad se inactivan atemperaturas cercanas al punto de ebullición del agua.

Manual de Ingeniería de Procesos I 34
Ing. M.Sc. Fernando Suca Apaza | UNCP
E. EQUIPOS DE SECADO MÁS CONOCIDOS Y USADOS.
E.1. Secaderos de Bandeja:
En las secaderas de bandejas se extiende finamente alproducto alimenticio sobre bandejas, en las que tienelugar la desecación. La calefacción se puede hacer pormedio de una corriente de aire que pasa sobre labandeja, por conducción en bandejas calefactados o porradiación desde superficies calientes. La mayoría de lossecaderos de bandeja están calentados con aire que a lavez extrae los vapores.
E.2. Secaderos de Túnel:
Se puede considerar como una variación de lossecaderos de bandeja, en las que estas pasan a travésde un túnel en el que se aplica el calor y se extrae elvapor. En la mayoría de los casos se utiliza aire y losproductos se mueven en dirección paralela o encontracorriente al flujo de aire.
E.3. Secaderos de Rodillo o tambor:
En las que el producto alimenticio se esparce sobre unasuperficie o tambor que gira, permaneciendo el productosobre el tambor durante la mayor parte del giro, tiemposuficiente para que tenga lugar la desecación,separándose a continuación por cuchilla fija. Ladesecación es por tanto del tipo de conducción.
E.4. Secaderos de Lecho Fluidizado:
El producto se mantiene en suspensión contra lasfuerzas de la gravedad por medio de una corriente deaire que fluye verticalmente hacia la parte superior delsecadero, Puede haber también una corriente de airehorizontal para forzar el producto a través del secadero.El calor se transmite desde el aire al producto, en sumayoría, por convención.
Manual de Ingeniería de Procesos I 35
Ing. M.Sc. Fernando Suca Apaza | UNCP
E.5. Secaderos Neumáticas:
El producto alimenticio es transportado a gran velocidadpor medio de una corriente de aire que lleva a cabo ladesecación. Para a continuación por un mecanismo declasificación en el que el producto seco se separa de losdemás, fracción remanente que se recircula paracontinuar la desecación.
E.6. Secaderos Rotatorios:
El producto alimenticio pasa a través de un cilindrohorizontal que se calienta bien con aire circulando en suinterior o por conducción de calor a través de susparedes. En algunos casos el cilindro gira y en otras esestacionario, moviéndose el producto por medio de palaso tornillos sin fin hasta la salida.
E.7. Secaderos Atomizadores:
En las que un líquido o sólido fino se pulveriza en formade suspensión fina y es arrastrado por una corriente deaire caliente. La desecación es muy rápida por lo que elproceso es muy útil para sustancias que se deterioran alexponerlas al calor por un espacio de tiempo apreciable.
E.8. Secaderos de Canal:
Los productos a secar se ponen en una cinta continuade forma de canal perforada, haciéndose pasar aire através del mismo. El movimiento de la cinta cambiacontinuamente la posición de la sustancia alimenticia,exponiendo con ella nueva superficie al aire caliente.
E.9. Secaderos de Tolva:
Las sustancias se colocan en una tolva con el fondoperforado, por donde se sopla aire verticalmente hacia

Manual de Ingeniería de Procesos I 36
Ing. M.Sc. Fernando Suca Apaza | UNCP
arriba, de forma que pase a través del producto y loseque.
E.10. Secaderos de Cinta:
El producto se extiende sobre una cinta agujereada osólida y se pasa aire a través del mismo. En la mayoríade los casos la cinta es móvil aunque algunos diseños lacinta sea estacionaria y el producto se transporta pormedio de rastrillos.
E.11. Secaderos de Cama de Vacío:
Son prácticamente iguales a los secaderos de bandejassoportables, excepto que funcionan a vacío y el calor setrasmite por conducción o por radiación. El vacío seconsigue evacuando los gases de la cámara quecontiene los soportes. Como en general el vapor deagua producido se condensa, las bombas de vacío hande manejar solo gases no condensables.
E.12. Secaderos de Congelación (Liofilizadores):
El producto está contenido en los soportes horizontalesde una cámara que está a vacío elevado. En la mayoríade los casos se congela el producto antes de ponerlo enel secadero. El calor se trasmite por conducción oradiación y los vapores son extraídos por la bomba devacío y luego condensados. Durante el procesoconocido por desecación por congelación acelerada(liofilización acelerada), el calor se transmite porconducción; para mejorar la transmisión del calor y laextracción de la humedad se insertan hojas de metalestirado (rejilla) entre los productos alimenticios y lasplacas calientes. Los trozos de alimentos deben teneruna forma tal que se presentan la mayor superficie planaposible a fin de obtener una buena transmisión de calor.Para condensar el vapor de agua se puede utilizar uncondensador refrigerado.
Manual de Ingeniería de Procesos I 37
Ing. M.Sc. Fernando Suca Apaza | UNCP
4.2. CONSERVACIÓN DE ALIMENTOS POR CONCENTRACIÓN DEAZÚCAR
La condición básica de conservación de estos productos es la altaconcentración de sólidos solubles, constituidos fundamentalmentepor azúcar, y que puede complementarse con una alta acidez yun tratamiento térmico (Hurtado, 1982; citado por Guevara, 1985)
Las consideraciones antes mencionadas producen los siguientesefectos de conservación:
- El alto contenido de sólidos solubles disminuye el valor de laactividad del agua (Aw) del alimento.
- La presión osmótica generada a través de las membranassemipermeables de los microorganismos, por lasconcentraciones externas e internas, producen ladeshidratación de éstos, inhibiendo su desarrollo.
- Si va acompañados de un pH ácido, se favorece laconservación, porque hace selectivo al medio, no permitiendoel desarrollo de microorganismos sensibles a la acidez. Si elalimento contiene más de 70% de sólidos no se requiere altoscontenidos de ácido.
- Si se aplica un tratamiento térmico, favorece la destrucción delos microorganismos, sobre todo cuando no se le hace alvacío.
Dentro de esta categoría se considera a las jaleas, mermeladas,compotas, mates de fruta, machacados, frutas confitadas yglaceada, leche condensada, jarabes, mieles, entre otros.
Para elaborar cada uno de estos productos, se deben seguir unconjunto de operaciones así como se deberán usar algunoscompuestos químicos y/o naturales que servirán para laconformación de su estructura, entre ellos:
- PECTINA. Es un producto obtenido de ciertas frutas, sirvepara formar el gel pectina-azúcar-ácido-agua. La pectina es un
Manual de Ingeniería de Procesos I 38
Ing. M.Sc. Fernando Suca Apaza | UNCP
coloide con carga negativa la adición de azúcar influencia elequilibrio pectina-agua desestabilizada la pectina. Ellaconglomera y establece una malla de fibras. La rigidez de laestructura es influenciada por la concentración de azúcar yacidez.
- ACIDO CÍTRICO. Es un compuesto orgánico que sirve paraaumentar el grado de acidez de los frutos, con ello aseguraruna mejor conservación de los productos.
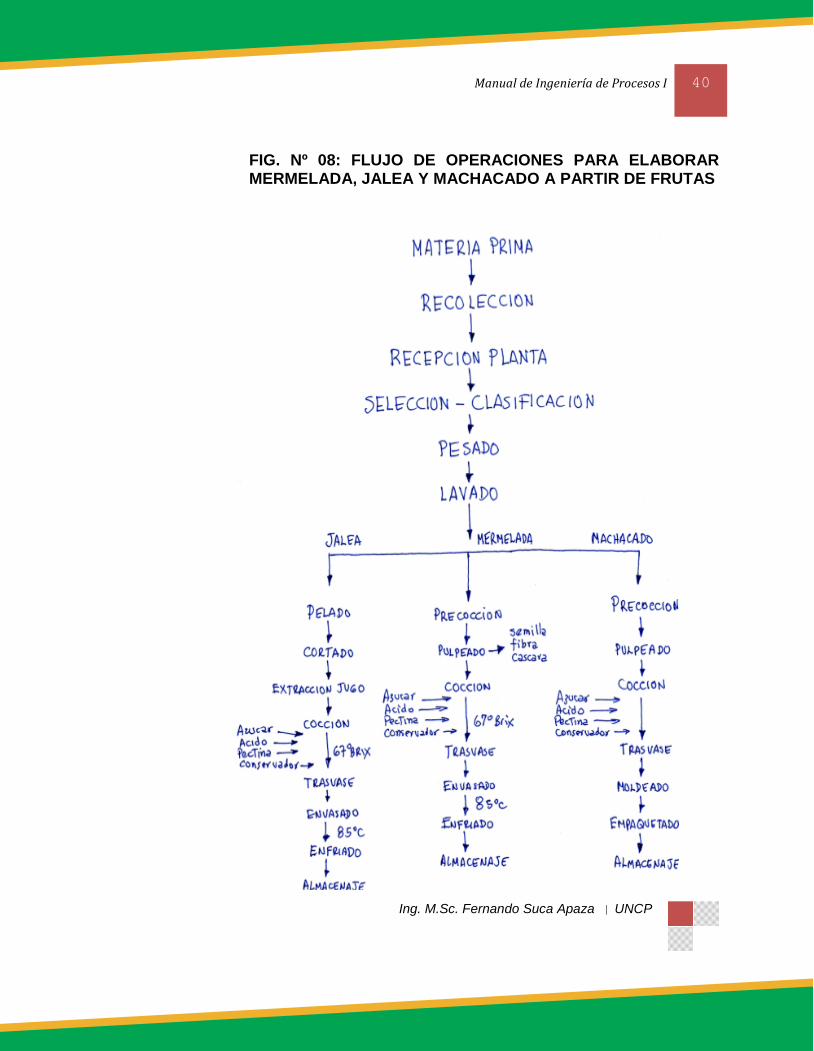
En la Fig. 8, a manera de ilustración se presenta un flujo deoperaciones para elaborar mermeladas, jaleas y machacado defrutas (Guevara, 1990)
En la figura 9, se reporta el proceso general para obtener Frutaconfitada. Se debe dejar constancia que las ilustraciones sonprocesos generales, sin embargo se aplican a la totalidad dematerias primas con algunas variantes solamente en la etapa deacondicionamiento.
4.3. CONSERVACIÓN DE ALIMENTOS ENVASADOS, PORACCIÓN DEL CALOR
En los términos generales y dependiendo de la rigurosidad deltratamiento, la conservación de los alimentos por acción del calor,puede agruparse en 3 categorías: La Pasteurización, La Ebullicióny la Esterilización. A nivel industrial sólo están consideradas lapasteurización y la esterilización.
Los alimentos que son tratados con esta tecnología, experimentancambios en su textura, color, olor y sabor, comparado al alimentofresco.
LA PASTEURIZACIÓN. Se aplica en alimentos que no deben sersometidos a temperaturas muy elevadas, pero que aunque noproduce una esterilización muy efectiva, es suficiente paradestruir las enzimas hidrolíticas y las formas vegetativas de lamayor parte de bacterias, levaduras y mohos:

Manual de Ingeniería de Procesos I 39
Ing. M.Sc. Fernando Suca Apaza | UNCP
La pasteurización provoca pocas modificaciones en la textura,sabor, color y olor, así como en la digestibilidad y contenido devitaminas.
En el proceso de pasteurización se pueden dar 3 variantes:
- En tanques con agitación, a temperatura comprendidas entre63 a 65°C, por tiempos promedios de 30 minutos.
- En el envase definitivo donde se le pasteuriza a temperaturasrelativamente bajas y por tiempos promedios variables.
- Utilizando equipos específicos tales como el pasteurizador deplacas o el pasteurizador tubular, etc. Por ejemplo los jugos ynéctares son pasteurizados a 97°C por 30 segundos enpasteurizadores de placas.
La esterilización comercial en envases herméticos, se ejecuta enautoclaves, y es mucho más efectivo para la destrucción demicroorganismos, aún los esporulados, el tiempo temperatura ypresión de trabajo dependerá del tipo de alimento y de su acidez.
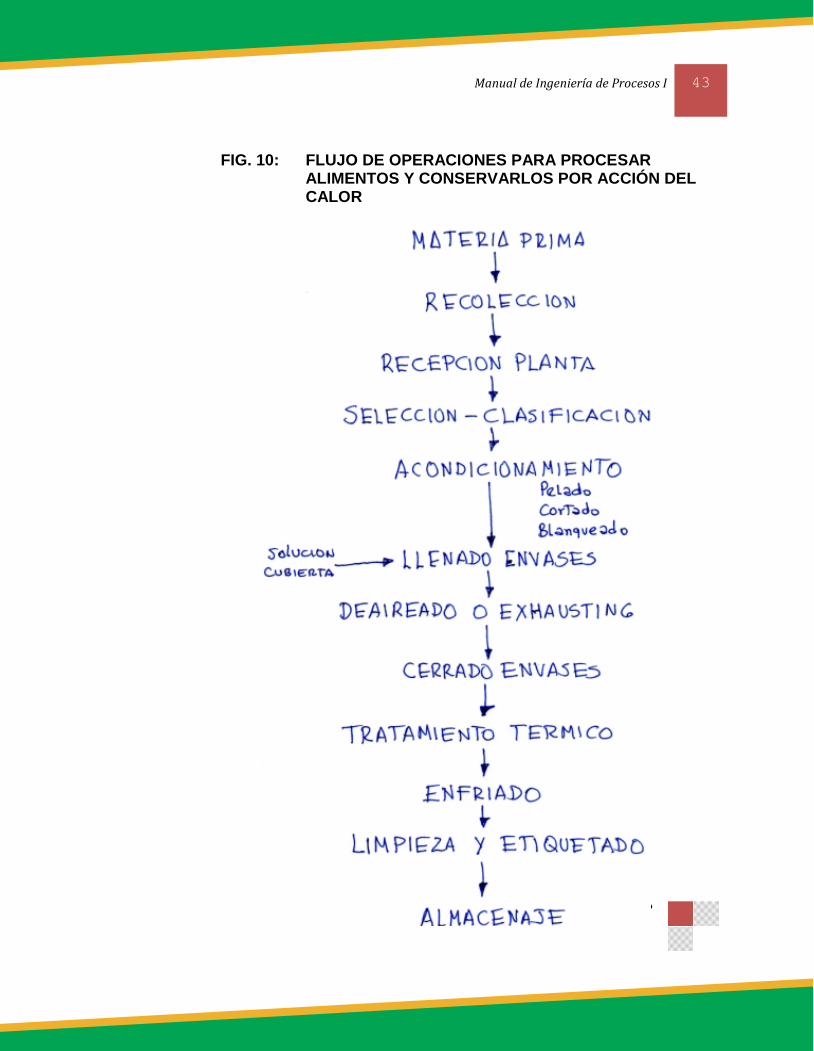
En la figura 10, se presenta el flujo de operaciones consideradospara conservar alimentos por acción del calor.
Manual de Ingeniería de Procesos I 40
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. Nº 08: FLUJO DE OPERACIONES PARA ELABORARMERMELADA, JALEA Y MACHACADO A PARTIR DE FRUTAS

Manual de Ingeniería de Procesos I 41
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. Nº 9: PROCESO GENERAL PARA OBTENER FRUTACONFITADA
RECOLECCIÓN
EMPACADO
ENJUAGADO Y ESCURRIDO
JARABEOS
ENJUAGADO Y ESCURRIDO
SECADO
SELECCIÓN - CLASIFICACIÓN
LAVADO
TRANSPORTE
CORTADO - CUBITADO
MACERADO
PELADO
LAVADO ODESALADO
AzúcarAguaColorante
EMPACADO
SECADO
GLACEADO

Manual de Ingeniería de Procesos I 42
Ing. M.Sc. Fernando Suca Apaza | UNCP
A. TIPOS DE CALORExisten dos tipos de calor. El calor seco y el calor húmedo.Este último es el que tiene aplicación en la conservación dealimentos, a lo que el calor seco es muy utilizado en elesterilizado del material de vidrio.
Los medios de transferencia de calor son diferentes; en elcalor húmedo es el agua y en el calor seco el aire. A un mismonivel de temperatura el daño causado a un microorganismo;por lo que el calor húmedo es mucho mayor, que el calor seco.Por ejemplo, para esterilizar material de vidrio, con calor secorequiere 3 horas a 150°C y con calor húmedo 115°C por 15minutos.
La causa de la desnutrición térmica de los microorganismos en lostipos de calor también son diferentes. El calor seco inactiva losmicroorganismos por oxidación y el calor húmedo pordesnaturalización de la proteína.
B. MICROORGANISMOS IMPORTANTES EN EL DETERIORO DEALIMENTOS ENVASADOS
La rigurosidad del tratamiento térmico, se hará en función almicroorganismo más resistente al calor, en ese alimento. Al respecto,se toma como indicativo el pH 4.5, que es donde se dividen losalimentos semiácidos de los ácidos. La bacteria referencia es elClostridium botuclinum que es la más resistente al calor por que nopuede crecer ni producir toxina por debajo de pH 4.6.
Manual de Ingeniería de Procesos I 43
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. 10: FLUJO DE OPERACIONES PARA PROCESARALIMENTOS Y CONSERVARLOS POR ACCIÓN DELCALOR
Manual de Ingeniería de Procesos I 44
Ing. M.Sc. Fernando Suca Apaza | UNCP
B.1. Clasificación de los alimentos por su acidezLa clasificación se hace teniendo en cuenta su pH. Asítenemos alimentos:
- Alcalinos pH 6.8: huevos, galletas, alimentos marinosalmacenados, alimentos hechos de harina.
- Alimentos bajos en ácido: pH 5 a 6.8; carnes, productoslácteos, vegetales, productos marinos frescos.
- Alimentos semiácidos: pH 4.5 a 5.0; pimientos, ajíes, higos,tomates.
- Alimentos ácidos pH 3.7 a 4.5: frutas, alimentos con pocacantidad de vinagre.
- Alimentos muy ácidos: pH 2.3 a 3.7; encurtidos en vinagre,fermentados, ciertas frutas muy ácidas tales comomaracuyá, carambola, camu-camu, etc.
B.2. Clasificación de las bacterias esporuladas con relación alrequerimiento de oxigeno.
- Anaerobios obligados. En este grupo se ubican lasbacterias esporuladas más resistentes al calor, pueden ser:
A.O. Termófilos: Clostridium thermosaccharolyticum, C.nigrificans.
A.O. Mesófilos: Clostridium botulinum, que produce laenfermedad del botulismo que es una intoxicación.
- Anaerobios facultativos: Se encuentran los del génerobacillus. Causan el “flat sour” con formación de acidez perono de gas. Tenemos el Bacillus Stearotherphilus cuyatemperatura óptima de desarrollo es 48 a 55°C. También seencuentra el B. Coagulans, B. Macerans y B. Polymyxa.
Manual de Ingeniería de Procesos I 45
Ing. M.Sc. Fernando Suca Apaza | UNCP
- Aerobios obligados: Requieren de oxigeno para crecer en sies el menos importante en el proceso de conservación dealimento por calor ya que durante el proceso, el oxígenoque queda e muy poco que lo vuelve insuficiente para sucrecimiento.
B.3. Microorganismos no esporulados.
Están comprendidos en esta categoría: levaduras y mohos, quetienen importancia en productos ácidos y muy ácidos, talescomo derivados de frutas, leche condensada, etc. Los másimportantes son los lactobacillus y leuconostoc.
C. FACTORES QUE INTERVIENEN EN LA RESISTENCIA AL CALORDE LAS ESPORAS
C.1. Concentración
A mayor número de esporas por mililitro mayor será laresistencia al tratamiento térmico.
C.2. Tipo de espora
Pocos son los organismos esporógenos resistentes al calor. Elgrado de cambio en resistencia se determina en gran parte porlas fuerzas químicas y físicas que operan desde el exterior dela célula a la espora.
D. INFLUENCIA DE LOS INGREDIENTES ALIMENTICIOS SOBRE LARESISTENCIA AL CALOR DE LAS ESPORAS
D.1. Azúcar
El azúcar aumenta la tolerancia de las esporas al calor, se creeque se deba a una deshidratación parcial del protoplasma de lacélula, lo que protegería a las proteínas de la coagulación.
Manual de Ingeniería de Procesos I 46
Ing. M.Sc. Fernando Suca Apaza | UNCP
D.2. Almidón, proteínas, especias y grasas
Las grasas y aceites tienden a incrementar la resistencia en eltratamiento va a ser con calor húmedo. La destrucción debacterias y esporas se asemeja a las condiciones de calorseco. Las levaduras pueden ser muy difíciles de destruir, enproductos congelados por ejemplo debido a que losorganismos quedan atrapados en la fase de aceite.
El almidón es un buen medio para el crecimiento demicroorganismos, pero no ejerce influencia en el tratamientocon calor.
Los aceites esenciales de muchos productos contribuyen aincrementar la resistencia al calor de las especies. Sinembargo, los aceites de especias empleados para impartirsabor pueden tener cualidades conservadoras; algunos puedenreducir la tolerancia al calor de las esporas.
E. RESISTENCIA AL CALOR DE LA ENZIMAS EN LOS ALIMENTOS
E.1. Energía de activación
Un reactante debe ser activado en una reacción enzimática.Esta activación requiere energía. La energía requerida paraactivar las moléculas que reaccionan es llamada la energía deactivación. La función de una enzima es llevar a cabo lareacción con la energía de activación baja.
E.2. Inactivación de enzimas con el calor
Va asociada con una alteración de las moléculas, rompiendolas ligaduras y abriendo anillos en la molécula de la proteínacon disociación y pérdida de estructura. Casi todas las enzimasson destruidas irreversiblemente sometiéndolas a temperatura.De 80°C por tiempos comprendidos entre 2 y 5 minutos.
Manual de Ingeniería de Procesos I 47
Ing. M.Sc. Fernando Suca Apaza | UNCP
F. ENVASES
F.1. Hojalata
La hojalata está confirmada por láminas o acero recubiertascon una capa de estaño por ambas caras. Se pueden utilizar talcual o bien recubiertas de barniz especial, para alimentos quepueden reaccionar más fácilmente con el estaño, lo que puedeoriginarse hidrógeno, sulfuro de hierro, de color negro quedesmerece al producto.Los barnices pueden ser de tipo fenólico, vinílico, de resinasepoxi (de epiclorhidrina y difenoles), con más de 20 tipos.Existen tendencias a usar menos los envases barnizados,prefiriéndolos con una mayor y más perfecta capa de estaño.También se está usando el llamado acero al que se ha aplicadoun cierto tratamiento químico que modifica su superficie, comosi quedara recubierto de barniz.
F.2. Aluminio
Tiene que ser muy puro 91.9% de pureza sin barnices.
F.3. Vidrio
Las ventajas son: la completa estabilidad química frente a losproductos que contiene: su transparencia que permite ver elcontenido, y la variedad de formas que se puede dar a losenvases. En los últimos años en uso se ha generalizado.
4.4. CONSERVACIÓN DE LOS ALIMENTOS POR FERMENTACIÓN
Para proveer de sus necesidades energéticas, muchosmicroorganismos, en condiciones de anaerobiosis transforman lassustancias químicas del medio en que viven. Estos procesosbioquímicos en que sus enzimas actúan catalizadores, reciben elnombre de fermentaciones.
Manual de Ingeniería de Procesos I 48
Ing. M.Sc. Fernando Suca Apaza | UNCP
Entre las fermentaciones útiles producidas por levaduras, tenemos laalcohólica. Producida por bacterias; la acética, láctica, acetobutílica,glucónica, propiónica, etc. Los hongos pueden producir ácido cítrico,ácido glucónico, ácido fumárico, etc. Así mismo, especies debacterias y hongos producen antibióticos, de gran importancia en laactualidad.
A. FERMENTACIÓN ALCOHÓLICA.
La fermentación alcohólica es un proceso bioquímico mediante elcual ciertos microorganismos metabolizan las moléculas deazúcares produciendo etanol y anhídrido carbónico, además deotras reacciones secundarias.
Esta fermentación es llevada a cabo generalmente por levadurasdel género Saccharomyces, realizándose por acción de uncomplejo enzimático llamado ZIMASA que permite transformarlas hexosas en alcohol y CO2. Pentosas como la xilosa yerabinosa producen alcohol por acción de algunas levaduras delgénero torula.
Como fuente de materia prima, se utiliza a casi todas lasmaterias primas que poseen carbohidratos en su constitución Sise tiene almidones, éstos antes del proceso de fermentacióndeben ser hidrolizados o bien por vía ácida o por vía enzimática.
La ecuación global de la fermentación establecida por GayLussac y corregida por Dumas es:
6 12 6 2 2 62 2CH O CO CHOH
En la figura 11, se presenta un flujo de operaciones indicativo deuna fermentación alcohólica y su posterior paso a acética.

Manual de Ingeniería de Procesos I 49
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. 11: FLUJOGRAMA INDICATIVO DE UNAFERMENTACIÓN ALCOHÓLICA PARA OBTENER CIDRA YSU PASO A VINAGRE
Los factores que afectan el proceso de fermentación son: losazúcares, la concentración de etanol, el CO2 (se comporta comoinhibidor a presiones mayores que la atmosférica), oxigeno,acidez y pH, componentes nitrogenados, temperaturas, metales,tanino, etc.
Manual de Ingeniería de Procesos I 50
Ing. M.Sc. Fernando Suca Apaza | UNCP
B. FERMENTACIÓN ACÉTICA
El acido acético es formado en dos periodos, en el primer periodolos azúcares son convertidos en alcohol por acción de lasenzimas de levaduras, y en el segundo periodo la conversión dealcohol a ácido acético a través de enzimas secretadas porespecies de Aceto. Pausteur, al microorganismo que produjo lafermentación acética lo denominó Mycoderma Aceti.Posteriormente investigadores identificaron variosmicroorganismos que intervienen en la fermentación acética.
La formación de ácido acético resulta de la oxidación del alcoholpor la bacteria del vinagre, en presencia del oxígeno del aire.Esta bacteria requiere de oxigeno para su crecimiento yactividad. El cambio que ocurre se muestra en la ecuación:
6 3 2 3 2C H O H O A c e t o b a c t e r a c e t i C H C O O H H O
La fermentación acética se ve favorecida cuando laconcentración de alcohol es de 6 a 8% con una tolerancia dehasta 12%, es lenta a 1 ó 2% de alcohol.
Los rendimientos teóricos son: por cada 100 partes de azúcar dealcohol y 49 partes de bióxido de carbono. En la práctica seobtiene de 45 a 47 partes de alcohol. Por lo tanto si un jugo tiene10% de azúcar, reportará posteriormente a la fermentación 4.6%de alcohol.
En la fermentación del ácido acético 100 partes de alcoholreportarán 130 de ácidos acético, pero debido a pérdidas porevaporación se puede obtener 120 partes.
En la Figura 11, ya citada se puede observar el conjunto deoperaciones que nos conducen a la obtención de vinagre. Alrespecto Kretzschamar (196l), refiere que para obtener vinagrese puede recurrir al procedimiento rápido o a la fermentaciónsumergida, sin embargo, en la actualidad para elaborar vinagre
Alcohol + oxígeno + bacteria del vinagre ácido acético
+ Agua
Manual de Ingeniería de Procesos I 51
Ing. M.Sc. Fernando Suca Apaza | UNCP
se puede elegir el método lento o rápido, con variasmodificaciones.
Acetificación lenta; proceso lento espontáneo, proceso Orleans.proceso Pasteur,
Acetificación rápida; Generadores verticales de estilo antiguo,generadores giratorios.
Generadores de recirculación, acetificación sumergida.
C.- FERMENTACIÓN LÁCTICA.
A esta fermentación lo rige el ciclo de ENBDENME - YERHOF,siendo el ácido pirúvico reducido a ácido láctico mediante DPNHbajo la influencia de la dehidrogenasa láctica. La ecuación:
CH2 COOH +DPNH H + -- CH2 COOH + DPNÁcido Pirúvico Ácido Láctico
La fermentación mediante cultivos lácticos (llamados tambiénfermentos lácticos), comprenden de 2 procesos fundamentales:producción de ácidos por formación de ácido láctico y producción dearoma.
C.1.- PRODUCTOS LACTEOS.
El Acido láctico puede ser producido por una gran cantidad decultivos empleados en tecnología de la leche, pero losmicroorganismos más ampliamente, difundidos y utilizados son elstreptococcus lactis y streptococcus cremoris, que constituye el 90%de un cultivo.
Estreptococcous Lactis; se desarrolla bien en leche y puedefermentar a lo lactosa hasta un 0.8 a 1.0 % de acidez de la cual elÁcido láctico constituye prácticamente la totalidad de los ácidosformados. Su fórmula es CH2-CHOH-COOH.
Estreptococcus Cremoris; tiene muchas propiedades en común conel St. lactis. Cuando el St. Lactis actúa, el pH de la leche de 4.5 cae
Manual de Ingeniería de Procesos I 52
Ing. M.Sc. Fernando Suca Apaza | UNCP
a 4.3, nivel bastante por debajo del necesario para precipitar lasproteínas y coagular la leche.
Los productos representativos de la fermentación láctica son: elYoghurt, Kafur leche ácidófila, Bioghurt.
EL YOGHURT. Es un producto de coagulación rápida. Losmétodos comerciales varían, sin embargo el proceso básico es elmismo.
La leche de buena calidad se calienta para reducir la cargamicrobiana, a. 32 °C por 30 minutos, o el 93 °C por 60 a 90segundos La leche puede ser entera descremada. Se enfría a 48°C y se inocula 2 a 3% de cultivo para Yoghurt, se mezcla bien, serealiza el envasado a 45 °C en baño maría. Si el cultivo es activo ala acidez lo produce entre 2.5 a 3.5 horas. El Yoghurt se enfría a 5°C y se mantiene a esta temperatura. Pudiéndosele conservar de 1a 2 semanas.
Las bacterias del Yoghurt son el Streptococcus Thermophilus yLactobacillus Bulgaricus más o menos en proporciones Iguales.
- KÉFIR. Es el resultante de una fermentación láctica y una alcohólica,intervienen el St Lactis y la Sacharomyces Kéfir. Contienenaproximadamente 1% de acidez, 1% ó menos de alcohol y si hasido preparado en depósitos cerrados, suficiente CO2 para producirefervescencia.
LECHE ACIDOFILA. El microorganismo responsable es elLactobacillus acidophilus.
BIOGHUR. Es una leche acidificada a base de una mezcla deLactobacillus acidóphilus y Streptococcus Lactis.
C.2.- ALIMENTOS SALADOS FERMENTADOS.
Es un método de conservación de los alimentos en el cual secombina el Salado para el control selectivo de microorganismo y lafermentación para estabilizar los tejidos tratados. Se aplica en la
Manual de Ingeniería de Procesos I 53
Ing. M.Sc. Fernando Suca Apaza | UNCP
conservación de numerosos vegetales, haciendo posible suconsumo en cualquier época del año.
Entre los productos de consumo humano tenemos chucrúto óSauerkraut, los encurtidos o Pickles (Cebollitas, Pepinillos,Zanahorias, Ajíes, Berenjenas, Nabos, Etc.)Y las aceitunas.
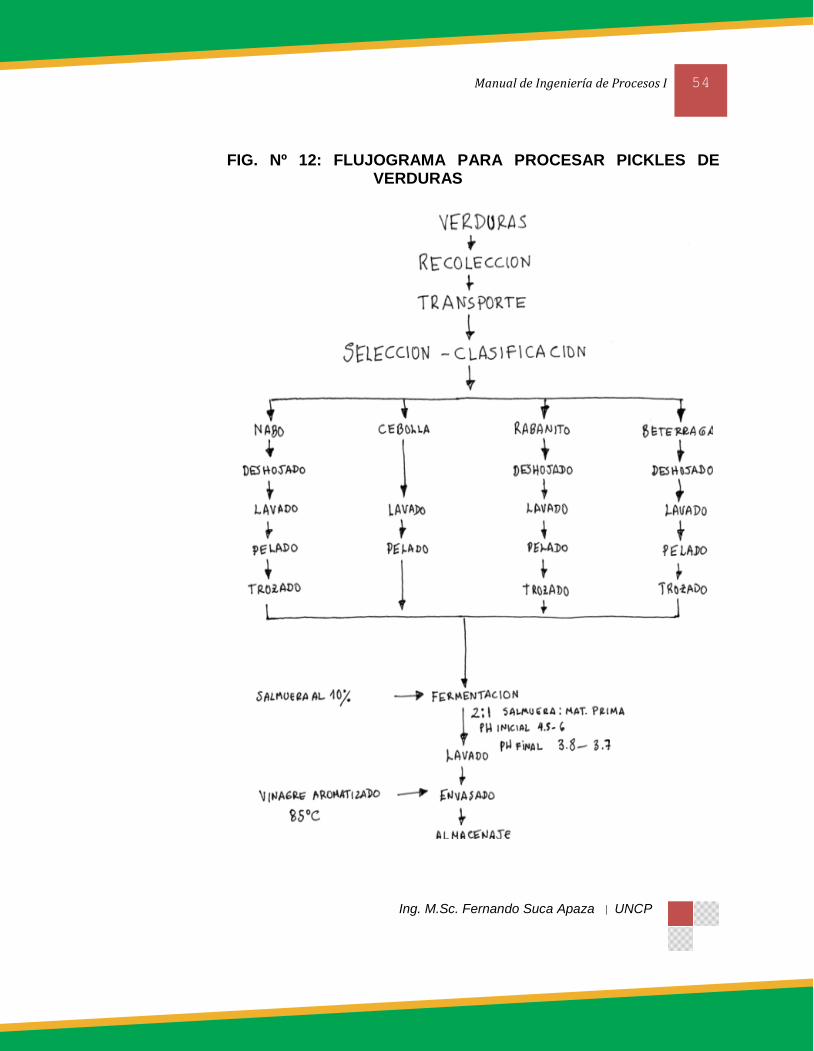
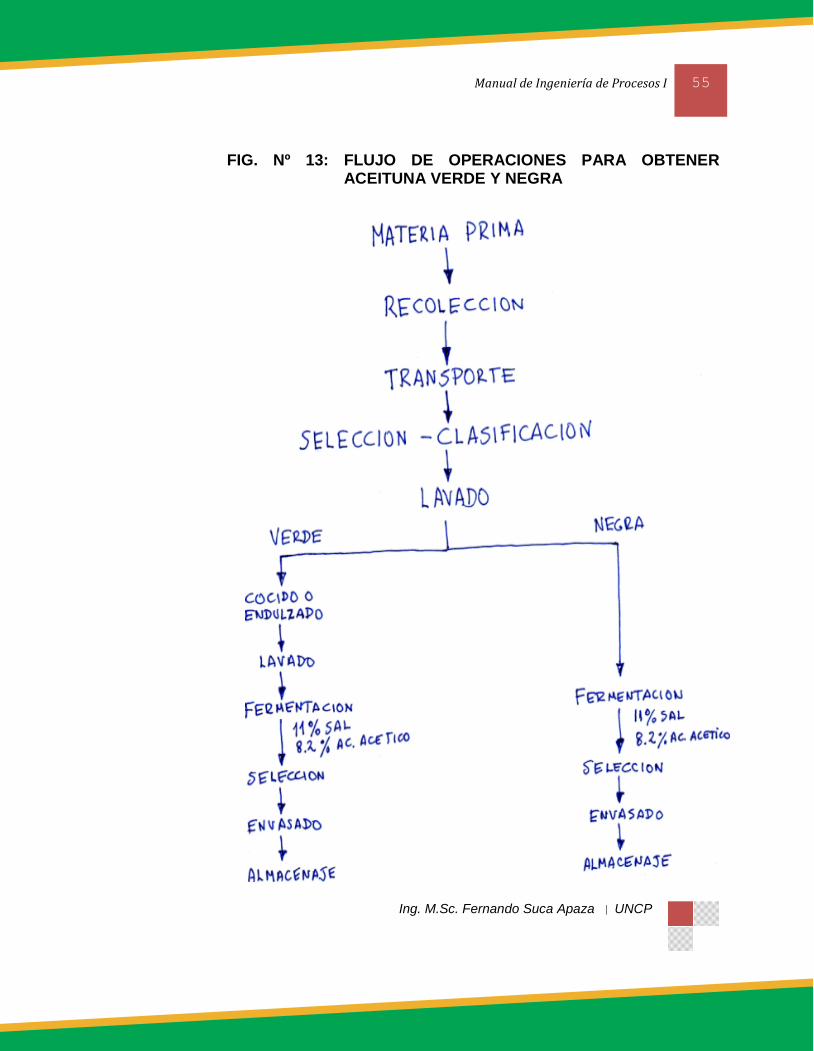
En la Figura. 12, se presenta un flujograma para; procesar pickies deverduras, y la Figura 13 el flujo de operaciones para obteneraceitunas verdes y negras (Guevara. 1990).
Como se puede apreciar una vez acondicionada la materia prima,posa a un proceso de fermentación, donde se regula el contenido desal en la salmuera alrededor del 10% con la finalidad de hacer almedio selectivo, es decir inducir a que solamente desarrollen loslactobacillus (plantarum más o menos 90% y Delbrukii 10%). Paraesto además del porcentaje de sal juega un papel muy importante elpH, de allí la necesidad de regular el pH inicial a más o menos 4.5.Es necesario mantener el porcentaje de sal durante el proceso, y serecomienda que no sea menor al 8%.
La fermentación culminará cuando la acidez reporta 0.4% comoácido láctico.
Manual de Ingeniería de Procesos I 54
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. Nº 12: FLUJOGRAMA PARA PROCESAR PICKLES DEVERDURAS
Manual de Ingeniería de Procesos I 55
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. Nº 13: FLUJO DE OPERACIONES PARA OBTENERACEITUNA VERDE Y NEGRA
Manual de Ingeniería de Procesos I 56
Ing. M.Sc. Fernando Suca Apaza | UNCP
4.5.- CONSERVACIÓN DE ALIMENTOS POR APLICACIÓN DE FRIO.
El frío retarda el deterioro de los alimentos. Muchos productosalimenticios, para llegar al consumidor final, requieren de plazosmás o menos, amplios, y para ello se recurre a equipos queacompañen al producto durante su vida y lo mantengan encondiciones óptimas de conservación. Esto se logra conmetodologías que tratan de disminuir la actividad de los agentes dela alteración.
La utilización del frío, demanda que se respeten 3 principios que sonesenciales para una buena conservación:
1. El producto debe ser sano. El frío no puede devolver a un productolas cualidades que no tiene, éste es el caso cuando el producto estáen vía de deterioro.
2. La refrigeración tiene que ser rápida. Un día de espera a 20 °C,después de la cosecha, corresponde en cuanto a la maduración, a20 días de almacenamiento a una temperatura de 20 °C en frutas.
3. La cadena debe ser continua. Durante todas las etapas, hasta elconsumo final. Cosecha, transporte, comercialización, compra por elconsumidor. Se debe procesar el alimento desde el inicio, y no sedebe olvidar ninguna etapa comprendido en la comercialización.
El interés del frió es doble: Sanitario y económico. Sanitario porqueimpide afecciones graves para el consumidor y económico porqueprolonga el plazo de conservación normal, y favorece la distribucióno comercialización de los alimentos, con el tiempo, es decir sealmacena en épocas por ejemplo de sobreproducción cuando losprecios están relativamente bajos y se comercializa cuando elproducto tiende a escasear, logrando de este modo por un lado,mejores precios y porque no decirlo darle la oportunidad alconsumidor de degustar sus preferencias durante toda la época delaño.
El único medio de conservar alimentos en su estado original, es porrefrigeración. Esto naturalmente, constituye la ventaja principal quetiene la refrigeración sobre todos los demás métodos de
Manual de Ingeniería de Procesos I 57
Ing. M.Sc. Fernando Suca Apaza | UNCP
conservación de alimentos. Sin embargo, la refrigeración tambiéntiene sus desventajas. Por ejemplo el equipo que es relativamentecostoso y voluminoso.
A. CONSERVACIÓN POR REFRIGERACIÓN
Conservar por refrigeración a los alimentos, involucra el uso debajas temperaturas como medio de eliminar o retardar la actividadde los agentes degenerativos. Aun cuando las bajas temperaturasno son tan efectivas para inactivar a los organismos responsables delos cambios, el almacenamiento de productos dañables, a bajastemperaturas, reduce grandemente la actividad tanto de enzimascomo de microorganismos y por lo tanto suministra una formapráctica de conservar estos alimentos en su estado fresco original,por períodos de tiempo variable. El grado de temperatura baja,requerido para la conservación adecuada, varia con al tipo deproducto almacenado, y con el periodo de tiempo en almacenaje.
Con fines de conservación, los alimentos pueden ser agrupados en2 categorías:
Los que están vivos en el momento de distribución y almacenaje.Ejemplo, frutas y legumbres. La vida misma suministra proteccióncontra la carga microbiana, el problema es mantener la sustanciaviva, retardando al mismo tiempo la actividad enzimática natural conel objeto de hacer más lento el ritmo de maduración. las frutas ylegumbres permanecen vivas después de la cosecha, tan igual comolo estaban durante el periodo de crecimiento. Antes de la cosechareciben un alimento continuo de sustancias alimenticias que tomande la planta creciente, y parte de esta se almacena en la legumbre ofruta. Después de la cosecha este proceso continúa, para ello utilizalas sustancias alimenticias almacenadas previamente. Esto haceque las frutas y legumbres sufran el deterioro que al final las hacenincomestibles por la degradación completa del producto. Para evitarlo referido, se recurre al frió, cuyo objeto es retardar la actividadenzimática.
Los alimentos que no están vivos. Como ejemplo: carne, aves ypescado. Estos productos son mucho más susceptibles y lacontaminación bacteriana y destrucción. Aquí el problema radica enproteger el tejido muerto de todas las fuerzas de putrefacción y
Manual de Ingeniería de Procesos I 58
Ing. M.Sc. Fernando Suca Apaza | UNCP
degeneración, tanto enzima como bacteriana. Las enzimas quecausan mayores problemas son aquellas que catalizan hidrólisis yoxidación, como en la disociación de las grasas animales. Elprincipal factor que limita la conservación de los productos de origenanimal es su rancidez, causada por oxidación de las grasas.
La oxidación y la hidrólisis se controlan colocando el producto bajorefrigeración, de manera que la actividad de las enzimas naturalesse reduce. Se ha determinado que al empacar a estos productos alvacío, el índice de oxidación es mucho menor.
A.1.- Condiciones y temperatura de almacenamiento.
Las condiciones, dependerán del tipo de producto y períodos dealmacenamiento. Cada producto tiene su temperatura dealmacenamiento, si no se controlan estrictamente estos rangos, setendrán problemas con lo llamado enfermedades dealmacenamiento en frío.
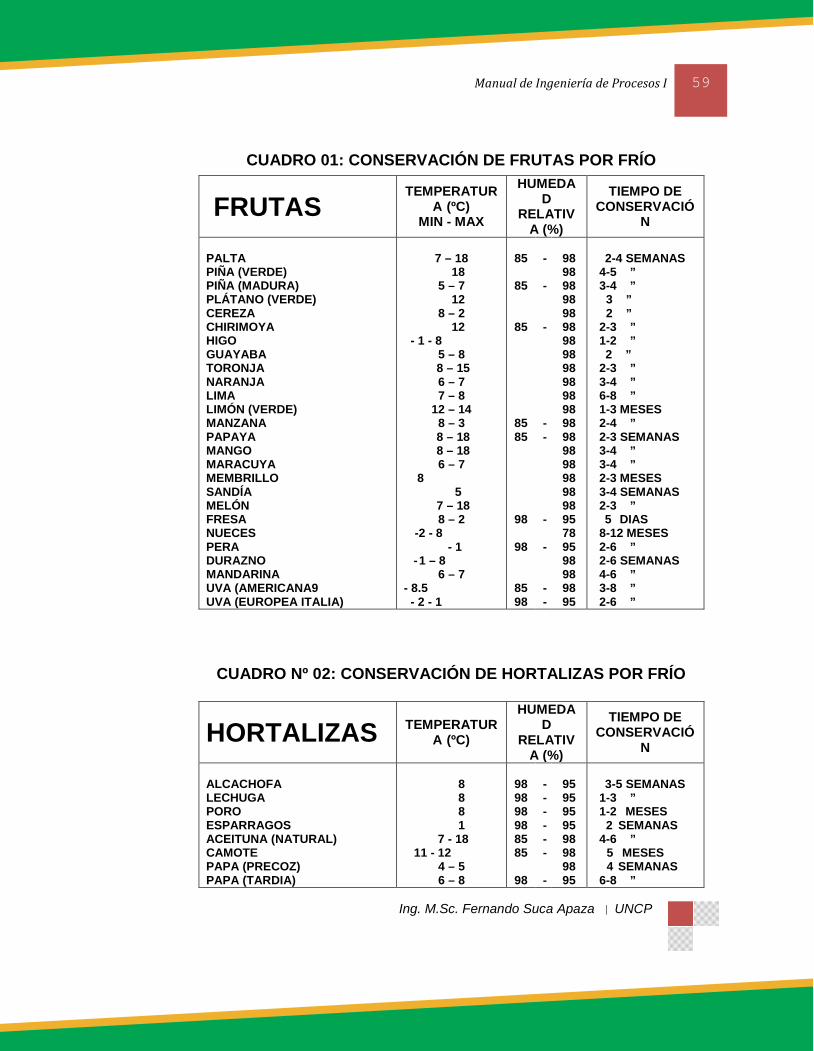
En los cuadros 1 y 2, se presentan las condiciones dealmacenamiento en algunas frutas y hortalizas, nótese que algunosrequieren temperaturas de congelación.
A.2 - Humedad y movimiento del aire.
El almacenamiento de alimentos deteriorables, requieren además dela temperatura, controles de humedad y movimiento del aire. Lapérdida de humedad de las superficie del producto, por evaporaciónes una causa principal de deterioro de los alimentos no empacados,tales como carnes, huevos, pescado, frutas, legumbres, etc.conociéndolo como desecación.
La desecación ocurrirá siempre que la presión de vapor del productosea mayor que 1a presión de Vapor del aire circundante.
La diferencia entre la presión del vapor del producto y del aire, esprincipalmente una función de la humedad relativa y de la velocidaddel aire en la cámara de almacenamiento.
Manual de Ingeniería de Procesos I 59
Ing. M.Sc. Fernando Suca Apaza | UNCP
CUADRO 01: CONSERVACIÓN DE FRUTAS POR FRÍO
FRUTASTEMPERATUR
A (ºC)MIN - MAX
HUMEDAD
RELATIVA (%)
TIEMPO DECONSERVACIÓ
N
PALTAPIÑA (VERDE)PIÑA (MADURA)PLÁTANO (VERDE)CEREZACHIRIMOYAHIGOGUAYABATORONJANARANJALIMALIMÓN (VERDE)MANZANAPAPAYAMANGOMARACUYAMEMBRILLOSANDÍAMELÓNFRESANUECESPERADURAZNOMANDARINAUVA (AMERICANA9UVA (EUROPEA ITALIA)
7 – 1818
5 – 712
8 – 212
- 1 - 85 – 88 – 156 – 77 – 8
12 – 148 – 38 – 188 – 186 – 7
85
7 – 188 – 2
-2 - 8- 1
-1 – 86 – 7
- 8.5- 2 - 1
85
85
85
8585
98
98
8598
-
-
-
--
-
-
--
9898989898989898989898989898989898989895789598989895
2-4 SEMANAS4-5 ”3-4 ”
3 ”2 ”
2-3 ”1-2 ”2 ”
2-3 ”3-4 ”6-8 ”1-3 MESES2-4 ”2-3 SEMANAS3-4 ”3-4 ”2-3 MESES3-4 SEMANAS2-3 ”5 DIAS
8-12 MESES2-6 ”2-6 SEMANAS4-6 ”3-8 ”2-6 ”
CUADRO Nº 02: CONSERVACIÓN DE HORTALIZAS POR FRÍO
HORTALIZAS TEMPERATURA (ºC)
HUMEDAD
RELATIVA (%)
TIEMPO DECONSERVACIÓ
N
ALCACHOFALECHUGAPOROESPARRAGOSACEITUNA (NATURAL)CAMOTEPAPA (PRECOZ)PAPA (TARDIA)
8881
7 - 1811 - 12
4 – 56 – 8
989898988585
98
------
-
9595959598989895
3-5 SEMANAS1-3 ”1-2 MESES
2 SEMANAS4-6 ”
5 MESES4 SEMANAS
6-8 ”
Manual de Ingeniería de Procesos I 60
Ing. M.Sc. Fernando Suca Apaza | UNCP
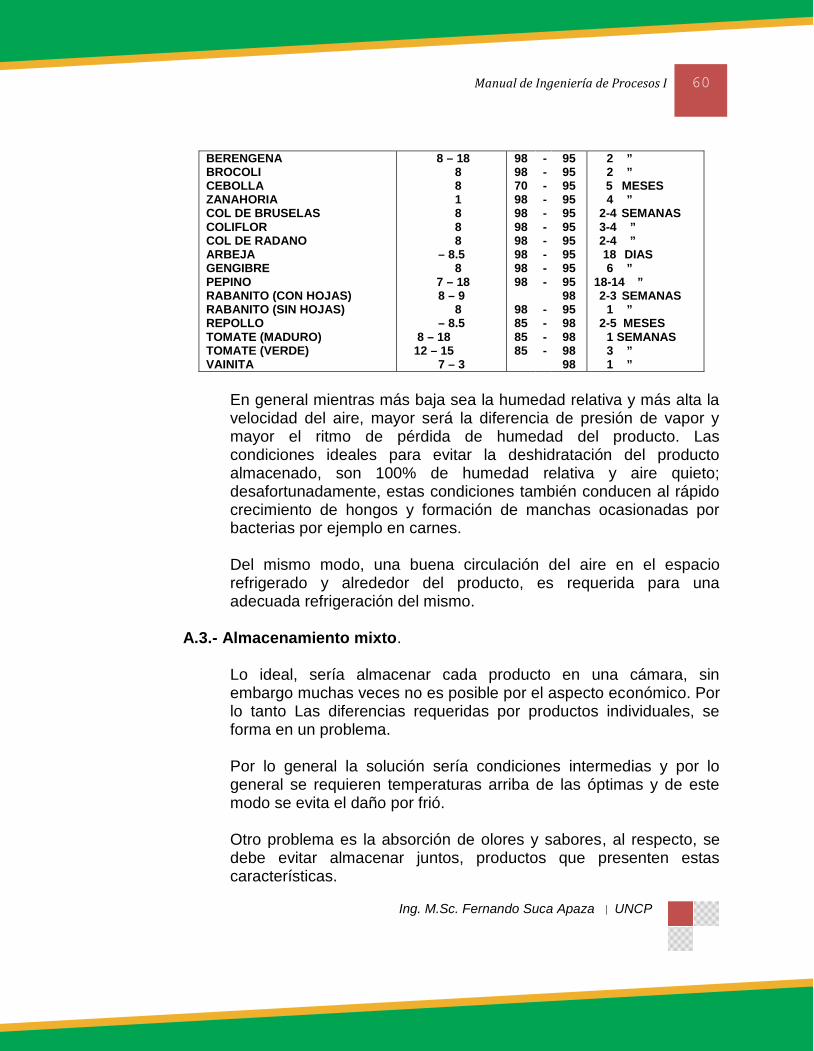
BERENGENABROCOLICEBOLLAZANAHORIACOL DE BRUSELASCOLIFLORCOL DE RADANOARBEJAGENGIBREPEPINORABANITO (CON HOJAS)RABANITO (SIN HOJAS)REPOLLOTOMATE (MADURO)TOMATE (VERDE)VAINITA
8 – 18881888
– 8.58
7 – 188 – 9
8– 8.5
8 – 1812 – 15
7 – 3
98987098989898989898
98858585
----------
----
95959595959595959595989598989898
2 ”2 ”5 MESES4 ”
2-4 SEMANAS3-4 ”2-4 ”18 DIAS6 ”
18-14 ”2-3 SEMANAS
1 ”2-5 MESES
1 SEMANAS3 ”1 ”
En general mientras más baja sea la humedad relativa y más alta lavelocidad del aire, mayor será la diferencia de presión de vapor ymayor el ritmo de pérdida de humedad del producto. Lascondiciones ideales para evitar la deshidratación del productoalmacenado, son 100% de humedad relativa y aire quieto;desafortunadamente, estas condiciones también conducen al rápidocrecimiento de hongos y formación de manchas ocasionadas porbacterias por ejemplo en carnes.
Del mismo modo, una buena circulación del aire en el espaciorefrigerado y alrededor del producto, es requerida para unaadecuada refrigeración del mismo.
A.3.- Almacenamiento mixto.
Lo ideal, sería almacenar cada producto en una cámara, sinembargo muchas veces no es posible por el aspecto económico. Porlo tanto Las diferencias requeridas por productos individuales, seforma en un problema.
Por lo general la solución sería condiciones intermedias y por logeneral se requieren temperaturas arriba de las óptimas y de estemodo se evita el daño por frió.
Otro problema es la absorción de olores y sabores, al respecto, sedebe evitar almacenar juntos, productos que presenten estascaracterísticas.
Manual de Ingeniería de Procesos I 61
Ing. M.Sc. Fernando Suca Apaza | UNCP
A.4 - Condiciones del producto al entrar a almacenamiento.
Se deben aceptar alimentos en buenas condiciones. En el caso devegetales y frutas a conservar, deben cosecharse antes de unacompleta madurez. Las medidas de conservación deben tomarseinmediatamente de la cosecha o beneficio. Cuando se embarcanproductos por distancias largas, hasta el almacén, deben enfriarsepreviamente y ser embarcados en transporte refrigerados.
A.5- Enfriamiento del producto.
El enfriamiento del producto se distingue del almacenamiento, enque el producto entra a la cámara o cuarto de enfriamiento a unatemperatura elevada (generalmente a la temperatura de cosecha osacrificio) y se enfría tan rápido, como sea posible a la temperaturade almacenamiento. Es muy importante que el equipo derefrigeración tenga la capacidad suficiente para evitar que latemperatura del cuarto de enfriamiento se eleve excesivamentedurante el periodo máximo de enfriamiento.
En el cuadro 3, se presenta las condiciones de trabajo de la cámarade enfriamiento para varios productos (Dossat, 1971).
A.6.- Humedad relativa y velocidad del aire en cuartos, deenfriamiento.
Cuando se enfrían productos sujetos a deshidratación, la humedaddebe mantenerse a un nivel elevado. Algunos productosextremadamente sensibles, por ejemplo aves o pescados, se enfríancon frecuencia en hielo picado para -reducir las pérdidas dehumedad durante el enfriamiento. Por la misma razón, los huevos sesumergen a veces en un aceite mineral ligero antes de ser enfriadosy almacenados.
Si bien es cierto que le alta velocidad del aire, tiende a aumentar elritmo de evaporación de la humedad del producto, acelera tambiénnotablemente el ritmo de enfriamiento y resulta en una reducciónmás rápida de su temperatura y de la presión de vapor.

Manual de Ingeniería de Procesos I 62
Ing. M.Sc. Fernando Suca Apaza | UNCP
CUADRO 03: CONDICIONES DE LA CAMARA DE ENFRIAMIENTOPARA ALGUNOS ALIMENTOS.
ALIMENTOCAMARA DE
ENFRIAMIENTOTEMPERATURA
(Cº) TIEMPOHORASINICIAL FINAL
MANZANAPALTABANANASFRESAS Y CEREZAUVASTORONJASLIMONESLIMASNARANJASDURAZNOSPERAPIÑASCIRUELASMENBRILLOESPARRAGOBROCOLICOL DE BRUSELASZANAHORIAMELÓN / SANDÍACEBOLLAS Y NABOS
26.726.72826.721.123.923.923.923.929.421.129.426.726.715.5526.6626.6621.1126.6621.11
03.89
13.31.111.111.11
13.98.33
81.111.114.441.11
8-1.11.11.11.11.11.1
24221228282228282224243
1824242424242424
A.7.- Métodos de refrigeración.
Entre los método más comunes según Wills y Lee (1984).
Aire frío. Cámara de refrigeración, refrigeración por corriente de aireforzada.
Agua fría. La hidrorefrigeración. Por contacto directo con hielo o por evaporación de parte; del agua
del mismo producto; refrigeración evaporativa, enfriamiento al vacío.
A.8.- Velocidades de refrigeración".
Cinco son los -factores fundamentales en la velocidad de refrigeración:
Manual de Ingeniería de Procesos I 63
Ing. M.Sc. Fernando Suca Apaza | UNCP
1. La velocidad de transferencia de calor desde el producto al mediode refrigeración que a la vez depende de la forma y tamaño.
2. Diferencia de temperatura entre el producto y el medio refrigerante.3. Facilidad de acceso del refrigerante al producto a enfriar.4. velocidad a que circule el refrigerante.5. Naturaleza del refrigerante.
B. CONSERVACIÓN POR CONGELACIÓN
Por lo general se aplica a productos que deben preservarse; en unestado fresco original por periodos relativamente largos. Es unatécnica relativamente antigua en los productos animales (carne ypescado), su aplicación en los productos vegetales data de sólounos 80 años atrás.
Los factores que rigen la calidad final y vida de almacenamiento decualquier producto congelado son:
La naturaleza y composición del producto a ser congelado. El cuidado que se haya puesto en la selección, manejo y
preparación del producto para su congelación. Las condiciones de almacenamiento.
Sólo deben congelarse productos de alta calidad, en buenascondiciones Como vegetales y frutas, la selección de la variedadapropiada para congelación es muy importante. Algunas variedades noson adecuadas para congelación y de ser seleccionadas resultará unproducto de baja calidad o con cualidades de conservación limitadas.
Los vegetales y frutas a congelarse deben cosecharse en su máximamadurez y ser procesados y congelados tan rápidamente come seaposible después de la cosecha, para evitar cambios químicosindeseables producidos por la acción enzimática y microbiana.
Tanto los vegetales como las frutas deben ser acondicionados antes deser congelados primero se los limpia, lava para eliminar materialesextraños como hojas, polvo, insectos, Etc. Luego se les escalda oblanquea en agua caliente o en vapor a 100 °C con la finalidad dedestruir las enzimas naturales. Se debe recordar que enzimas sondestruidas por bajas temperaturas, aún cuando, su actividad se reduce
Manual de Ingeniería de Procesos I 64
Ing. M.Sc. Fernando Suca Apaza | UNCP
grandemente, continúa en ritmo lento inclusive en alimentosalmacenados a 18°C y más bajas. El tiempo requerido para elescaldado varia con la temperatura y variedad de los vegetales, engeneral sólo se requiere 10°C inmediatamente después del escaldado yantes de ser empacados para el congelador.
En el caso de las frutas enteras, éstas deben ser seleccionadas,limpiadas y lavadas, sin embargo aunque son más susceptibles aldeterioro enzimático comparado a los vegetales, nunca se las escaldapara destruir las enzimas naturales ya que de realizarlo, ocasionará uncambio en las condiciones sensoriales.
Las enzimas que catalizan reacciones de oxidación son las que causanmayores problemas en frutas de ser sometidas al proceso decongelación para evitarlo, se cubre a la frutas con un jarabe ligero deazúcar, en algunos casos se usa el ácido ascórbico, ácido acético odióxido de azufre.
En lo que concierne a la carne, no requiere ser acondicionada antes dela congelación. La carne de porcino y de pescado se debe congelarinmediatamente después del enfriado por la relativa inestabilidad de sutejido graso. La carne de res generalmente se cura en un enfriador porvarios días, antes de congelar. Durante este tiempo la carne se suavizaalgo por la actividad enzimática. Sin embargo el curado reduce su vidade almacenamiento, particularmente si el periodo de reposo excede de6 ó 7 días.
En el caso de las aves, experiencias indican que los pollos congeladosde 12 a 24 horas, después del sacrificio son más tiernos que los que seCongelan inmediatamente. Sin embargo al igual, que en el casoanterior, este retraso tiende a reducir la vida de almacenamiento, sinaumento apreciable en la suavidad de la carne.
B.1. Método y equipos de congelación
B.1.1. Proceso de congelación
El proceso de congelación consta de tres etapas:
Manual de Ingeniería de Procesos I 65
Ing. M.Sc. Fernando Suca Apaza | UNCP
a. Bajar la temperatura inicial del producto hasta la temperatura dondecomienza la congelación.
b. Cubre la formación del hielo en los productos, comienza desde latemperatura inicial de congelación hasta 5 0 C por debajo del centrodel producto (La mayor parte del agua es convertida en hielo y conuna pequeña reducción de temperatura se logra un gran cambio deentalpía).
c. Consiste en bajar la temperatura hasta la T0 final de almacenaje.
Al salir el producto del congelador se tiene que la distribución detemperaturas en él no es uniforme; más caliente en el centro y más frióen la superficie. La temperatura a la cual se equilibra el producto(Temperatura de Equilibrio).
En general es recomendable enfriar el producto hasta una temperaturade equilibrio por debajo del 180C. El producto que sale del congelador atemperaturas mayores se almacenará en condiciones desfavorables.Bajar la temperatura puede demorar días o semanas.
En la mayoría de alimentos congelados comercialmente el agua es elmayor componente. El mayor cambio que ocurre en la congelación es laconversión del agua en hielo, lo cual significa que el agua es removidade su posición inicial en los tejidos.
La conversión del agua en hielo produce la concentración decomponentes solubles, cambios de pH y afecta los tejidos produciendocambios en la textura y reacciones bioquímicas.
B.1.2. Tiempo de congelación
El tiempo efectivo de congelación es determinado no sólo por lastemperaturas inicial y final del producto y su cambio de entalpías,también depende de la temperatura del medio de enfriamiento. Lasdimensiones del producto especialmente el espesor y su formadeterminan la cantidad de calor transferido, el cual es afectado porCoeficiente Total de Transferencia de Calor, e incluye el Coeficientede Transferencia de Calor Superficial ( ) y la Conductividad Térmicadel producto ( ).
Manual de Ingeniería de Procesos I 66
Ing. M.Sc. Fernando Suca Apaza | UNCP
B.1.3. Velocidad de congelación
La congelación siempre debe ser lo suficientemente rápida paraminimizar el desarrollo de los cambios, microbiológicos yenzimáticos. Un proceso de congelación que demore varios díaspuede tener deterioros en el producto.
VELOCIDADES DE CONGELACIÓN EN LA PRÁCTICA COMERCIAL.
CONGELAMIENTO LENTO: 0.2 cm/h. (Túnel Baja Velocidad Aire).
CONGELAMIENTO NORMAL: 0.5-3 cm/h (Túnel C/5m/s, Placas).
CONGELAMIENTO RÁPIDO: 5-10 cm/h (10F FLUIDIZACIÓN).
CONGELAMIENTO ULTRA RÁPIDO: 10-100 cm/h (INMERSIÓNCRIOGÉNICOS).
Son consideradas velocidades satisfactorias:
Para productos como cuartos de res 0.1 cm/h (3 a 4 días).
Productos alimenticios comunes: 0.5 cm/h o más.
Productos congelados individualmente (IQF): 5 cm/h, más.
Solo productos muy susceptibles como el tomate requierenvelocidades de hasta 10 cm/h, pero hay que tener especial cuidadopara prevenir la rotura de los tejidos.
B.1.4. Métodos y equipos de congelación
Los equipos de congelación pueden clasificarse de acuerdo al medio detransferencia de calor en:
1. Por aire (Medio gaseoso)2. Por contacto3. Por inmersión
Manual de Ingeniería de Procesos I 67
Ing. M.Sc. Fernando Suca Apaza | UNCP
4. Por evaporación de líquidos
B.1.4.1. Congeladores por aire
a) Túnel de congelación por lotes (BATCH):
DESCRIPCIÓN
En los túneles el producto es colocado sobre “racks” o carritos unos alcostado de otros o sólo, haciéndose pasar aire frío a presión a través de losproductos.
Los túneles son equipados con evaporación, ventiladores que circulan elaire sobre lo productos de manera controlada.
USO
Los túneles usados para congelar cuartos de res utilizan transportadorescon ganchos en la cámara.
Con congeladores de uso flexible, para congelar productos de diversotamaño y forma, con o sin embalaje. Principalmente son usados para elcongelamiento de productos embalados; los productos descubiertostienden a pegarse en las bandejas, lo cual ocasiona pérdidas de peso yconsumo de tiempo en el manipuleo, limpieza y transporte de las bandejas.
b) Congelador de faja:
DESCRIPCIÓN
Los modernos congeladores de faja están provistos de una fajatransportadora de malla de alambre de tal manera que se aseguraun buen contacto entre el aire y el producto.
La distribución uniforme del producto sobre toda la superficie de lamalla juega un papel importante para un congelamiento efectivo delproducto; donde el producto es colocado en poca cantidad o noexiste, hay menos resistencia al paso del aire por lo que la mayor
Manual de Ingeniería de Procesos I 68
Ing. M.Sc. Fernando Suca Apaza | UNCP
parte de aire pasará por estos lugares evitando los lugares de mayorconcentración donde no se enfriarán adecuadamente.
TIPOS
Los principales tipos de congeladores de faja son: Faja simple, Fajasde disposición múltiple y Fajas en espiral.
c) Congeladores por fluidización
DESCRIPCIÓN
La fluidización ocurre cuando partículas de tamaño y formaaproximadamente similares son sujetas a un flujo de aire vertical, detal manera que las hacen flotar y avanzar como un fluido. A ciertavelocidad de aire las partículas flotan en el aire, cada partículaseparada de la otra pero rodeada del aire y libre para moverse.
VENTAJAS
El uso del principio de fluidización tiene las siguientes ventajas sobreel uso de un congelador de faja:
- El producto es siempre congelado individualmente (I.Q.F), esto seaplica inclusive a productos que tienden a pegarse. Por ejemplorebanadas de zanahoria, pepinos, etc.
- Es independiente de las fluctuaciones de carga, si es parcialmentecargado la distribución del aire será la misma que a plena carga.
- Este proceso es efectivo y seguro para congelar productos quetienen humedad en la superficie.
B.1.4.2. CONGELADORES POR CONTACTO:
a) Congeladores de placa
DESCRIPCIÓN
En un congelador de placa el producto es presionado firmementeentre las placas de metal, el refrigerante es circular por canalesdentro de la placas, esto asegura una buena transferencia de calor y
Manual de Ingeniería de Procesos I 69
Ing. M.Sc. Fernando Suca Apaza | UNCP
relativos cortos períodos de congelación, si es que se han tomadolos criterios adecuados de diseño y operación. Las placas sonplanas y libres de distorsiones y para asegurar una mejortransferencia de calor los paquetes de productos deben sercompletamente llenados.
Debido a que la transferencia de calor se ve gradualmente reducidacon el incremento del espesor a 50mm (2”) en congeladorescomerciales.
La presión de las placas tiene una influencia positiva secundariadurante el proceso de congelación, elimina la ondulación de lospaquetes, como ocurre comúnmente en los túneles por aire forzado;por lo que las dimensiones finales de los paquetes tienen lastolerancias adecuadas.
Hay dos tipos principales de congeladores de placa horizontales yverticales y su operación puede ser manual o mecanizado.
USO
Los congeladores de placa verticales fueron específicamentediseñados para la congelación de pescado en el mar, estáncompuestos de una serie de placas de congelación verticalescolocadas en un contenedor los productos son alimentos por la partesuperior y los bloques verticales son descargados por cualquier ladoarriba o abajo. Generalmente esta operación es mecanizada, todotipo de pescado puede ser congelado inclusive filetes. El espesor delos bloques varía de 50 a 150 mm.
b) Congeladores de Banda de Acero:
DESCRIPCIÓN
Son similares a los transportadores de malla, pero utilizan unabanda de acero inoxidable para transportar el producto, esta bandaes enfriada por placas de evaporación colocadas debajo a unatemperatura de -40ºC, realizando la transferencia d calos delproducto por el contacto encima de ella; sobre la banda y los

Manual de Ingeniería de Procesos I 70
Ing. M.Sc. Fernando Suca Apaza | UNCP
productos circula aire frío p presión, combinando así la transferenciade calor por contacto con la circulación de aire frío.
El sistema se limpia automáticamente por lo que resulta muyhigiénico.
USO
Se emplea principalmente para productos descubiertos y que tenganun área de contacto relativamente grande.
c) Congeladores sigma freezer:
Son congeladores similares a los congeladores de placa, sin elsistema hidráulico de presión sobre los productos; el congeladorSigma Freezer tiene las placas fijas, la parte superior tiene unasuperficie extendida de tal manera de tener un área total detransferencia de calor doble al congelador de placa convencional.
Este sistema combina la transferencia de calor por contacto en laparte superior de la placa con transferencia con aire frió en la placainferior.
El sistema tiene un mejor costo inicial, menores costos operativos ymenores tiempos de congelación, comparados a los congeladoresde placa.
B.1.4.3. CONGELADORES POR INMERSIÓN:
DESCRIPCIÓN
Para productos de forma irregular por ejemplo de aves de corral, lamejor transferencia de calor es proporcionada por un congelador porinmersión. Este consiste de un tanque con un medio de congelaciónlíquida (Solución de cloruro de calcio o de Propilen Glicol. Elproducto es sumergido en esta salmuera o se rocía sobre elproducto cuando es llevado a través del tanque.
La congelación final del producto es realizada en un túnel decongelación por aire o en una cámara de almacenamiento
Manual de Ingeniería de Procesos I 71
Ing. M.Sc. Fernando Suca Apaza | UNCP
congelado; esta última alternativa presenta riesgos en la calidaddebido a la congelación lenta del núcleo.
El producto debe ser protegido por un material de empaque de altacalidad, para evitar la contaminación con la salmuera, al salir elproducto del congelador debe ser lavado con agua.
B.1.4.4. CONGELADOR DE EVAPORACIÓN DE LIQUIDOS:
DESCRIPCIÓN
Los congeladores criogénicos comprenden aquellos que exponen alos productos a una atmósfera bajo -60 0C. Los principales agentescriogénicos usados son el Nitrógeno Líquido (LN2) o el Dióxido deCarbono (LCO2) en cualquiera de sus fases directamente sobre elproducto.
Los diseños de los congeladores criogénicos han tenido un avancesignificativo, son ofrecidos en forma de bandas continuas simple,múltiple, en espiral y por inmersión.
Estos diseños pueden variar de acuerdo al agente criogénico usado.
Los principales atributos de los congeladores criogénicos son su altatransferencia de calor, costo inicial bajo, instalación y puesta enmarcha rápida, capacidad de colocación del congelador dentro de unproceso en línea y pocas pérdidas por evaporación.
Debido a su alta transferencia de calor son usados para enfriamientorápido, pudiendo colocarse varias etapas en serie con diferentesrequerimientos de refrigeración.
La congelación criogénica ocasiona menores pérdidas pordeshidratación especialmente en productos calientes o cocinados.
a) Nitrógeno Líquido
En un congelador típico de Nitrógeno Líquido con una banda recta,éste es rociado sobre el producto a -196 ºC el cual es circulado conagitadores en el ambiente interior. Como el Nitrógeno caedirectamente sobre el producto y se evapora rápidamente y secircula este vapor en contra flujo para tener un preenfriamiento.

Manual de Ingeniería de Procesos I 72
Ing. M.Sc. Fernando Suca Apaza | UNCP
Finalmente el Nitrógeno es descargado a la atmósfera en un rango -30ºC a -18 ºC.
Los congeladores por Nitrógeno Líquido proveen un rápido ciclo decongelación y una gran capacidad de congelación y una grancapacidad de reserva. En algunos casos la capacidad decongelación puede duplicarse pero se tiene un gran consumoincrementándose grandemente los costos. También algunosproductos pueden no resistir el esfuerzo térmico por la altacongelación en que son sometidos pudiendo su superficie rajarse.
b) Dióxido de Carbono
El Dióxido de Carbono es generalmente almacenado a 2,067 KPa(20.67 par) a -18 ºC a la presión atmosférica sale como sólido(Nieve) a -79 ºC y 50% como gas a -79 ºC. La inyección de la nievey el gas directamente sobre el producto produce una elevadatransferencia de calor el diseño del congelador se ve influenciadocon el tipo de producto que se va a procesar.
c) Fluorocarbono Líquido
El elemento congelador es un Diclorodiflurometano (Fluorocarbono)especialmente purificado cuyo punto de equilibrio es de -30 ºC a lapresión atmosférica. El equipo consiste de un recipiente conaberturas en la parte superior. El producto es introducido en elrecipiente y se deja caer en un flujo de vapor del refrigerante. Debidoa la extremadamente buena transferencia de calor la superficie escongelada instantáneamente luego el producto es acomodado sobreuna faja horizontal donde se sigue rociando el refrigerante hasta lacongelación final. Un dispositivo de descarga saca el producto delcongelador. El fluorucarbono deja sólo pequeños residuos en elproducto los experimentos en esta área se siguen realizando.
d) Almacenaje de Productos
Para el mantenimiento adecuado de la calidad de los productoscongelados durante el almacenaje se debe seleccionar la temperatura

Manual de Ingeniería de Procesos I 73
Ing. M.Sc. Fernando Suca Apaza | UNCP
adecuada para el período esperado; durante este almacenaje se debeevitar los siguientes peligros para que la calidad sea mantenida:
- Baja humedad relativa en el almacén.- Retención del producto después de la vida de almacenaje esperada.- Fluctuaciones de temperatura (Durante el almacenaje, en el proceso
de carga, descarga y despacho de vehículos).- Daños al producto o al embalaje durante el almacenamiento o
manipuleo.- Contaminación de los productos por cuerpos extraños o sabandijas.
4.6 CONSERVACIÓN DE ALIMENTOS POR CURADO – SALAZON YAHUMADO
A. CONSERVACIÓN POR CURADO
El curado de carne es una técnica que consiste en aplicar sal,compuesto fijadores del color y condimentos para generar las singularespropiedades que posee el producto final.
Klement (1982), refiere que los puntos aprobados y reconocidos delcurado son:
- Conseguir el color rojo estable- Conseguir el aroma típico- Generar sustancias inhibidoras de los microorganismos,
especialmente contra el Clostridium botulinum.
A.1. Sustancias Curantes
A.1.1. SAL COMUN (NaCl)
Es el condimento más importante. Se tiene 2 tipos de sal.
- Sal marina. Debe ser tratada antes de su uso.- Sal de yacimientos. Esta es molida y mediante ebullición se obtienen
granulados.
Manual de Ingeniería de Procesos I 74
Ing. M.Sc. Fernando Suca Apaza | UNCP
A.1.2. NITRATOS
Se utiliza nitrato potásico (KNO) ó nitrato sódico (Na NO3), compuestos,obtenidos sintéticamente a partir de nitrógeno atmosférico.
Son compuestos muy estables, capaces de almacenar indefinidamentesin sufrir ninguna modificación.
El nitrato sódico es ligeramente higroscópico, por lo que tiende ahumedecerse, recuperando, su estado primitivo mediante desecación.
Los nitratos reaccionan con el azufre, azúcar, por ello es que debenmanejarse con sumo cuidado. El nitrato sódico impide el desarrollo degérmenes de la putrefacción y atenúa la acción enzimática proteolítica.Los nitratos son atacados por enzima oxido-reductasas, entre ellas elnitrato reductasa o nitroreductasa, reduciendo a iones nitritos, estospasan a monóxido de nitrógeno que con la mioglobina producen lanitrosomioglobina, compuesto que proporciona el color rojo de lascarnes curadas.
En los últimos años el nitrato se está empleando menos, por cuanto elnitrito lleva más rápido las reacciones buscadas.
A.1.3. NITRITOS
Más empleado es el nitrito de sodio (Na No). El nitrito se puede preparara partir de nitrato, calentando simplemente por encima del punto defusión con lo cual se desprende oxígeno.
Es un compuesto relativamente inestable que se altera con facilidad.Como sustancia ambivalente mixto así como se oxida, también sereduce.
Manual de Ingeniería de Procesos I 75
Ing. M.Sc. Fernando Suca Apaza | UNCP
A.1.4. OXIDO DE NITROGENO (NO)
Es un gas inodoro que reacciona en el aire inmediatamente con eloxígeno.
A.1.5. SAL CURANTE CON NITRITO
Es una mezcla proporcionada y compuesta exclusivamente de sal decocina y nitrito sólido en un porcentaje de nitrito del 0.5. al 0.6. %. Estecompuesto debe guardarse en un lugar seco y por tiemposdeterminados.
A.1.6. OTRAS SUSTANCIAS CURANTES AUXILIARES.
- AZUCAR A u pH de 5.4. Es favorable a la fijación del color.También contraresta el sabor salado de la sal y el sabor amargodel nitrito, apareciendo un nuevo sabor medio dulcete.
- ACIDO ASCORBICO. Impide la oxigenación de la mioglobina ypermite la reducción de metamioglobina a mioglobina.
- ACIDO ERITORBICO
- CLORURO DELTA LACTONA<
A.2. Reacciones de las sustancias curantes con los componentesmusculares.
Se han estudiado sistemas modelo, para ver el comportamientodel pigmento Hemo con nitrito en frío y en caliente y suinfluencia de los diversos factores en formación del pigmento.Sin embargo en el presente documento no se da mayor detalle.
Manual de Ingeniería de Procesos I 76
Ing. M.Sc. Fernando Suca Apaza | UNCP
A.3. Proceso del curado de carnes
En la figura 14 se presenta el conjunto de reacciones que se danen el proceso de curado de las carnes. Y en la Figura 15 algunasde las reacciones que los pigmentos hemo sufren durante eldesarrollo del color de las carnes curadas.
Dado a que el nitrato es un agente oxidante muy eficaz de lamioglobina, posiblemente la reacción inicial consiste en laconversión de la mioglobina y oximioglobina en metamioglobina.
A.4. Técnicas del Curado
El curado de carnes para ser lo más efectivo posible deberealizarse en una cámara de refrigeración a la T de 3 a 5 ºC y a90 % de H.R. y en locales oscuros, bien limpias e higienizados.
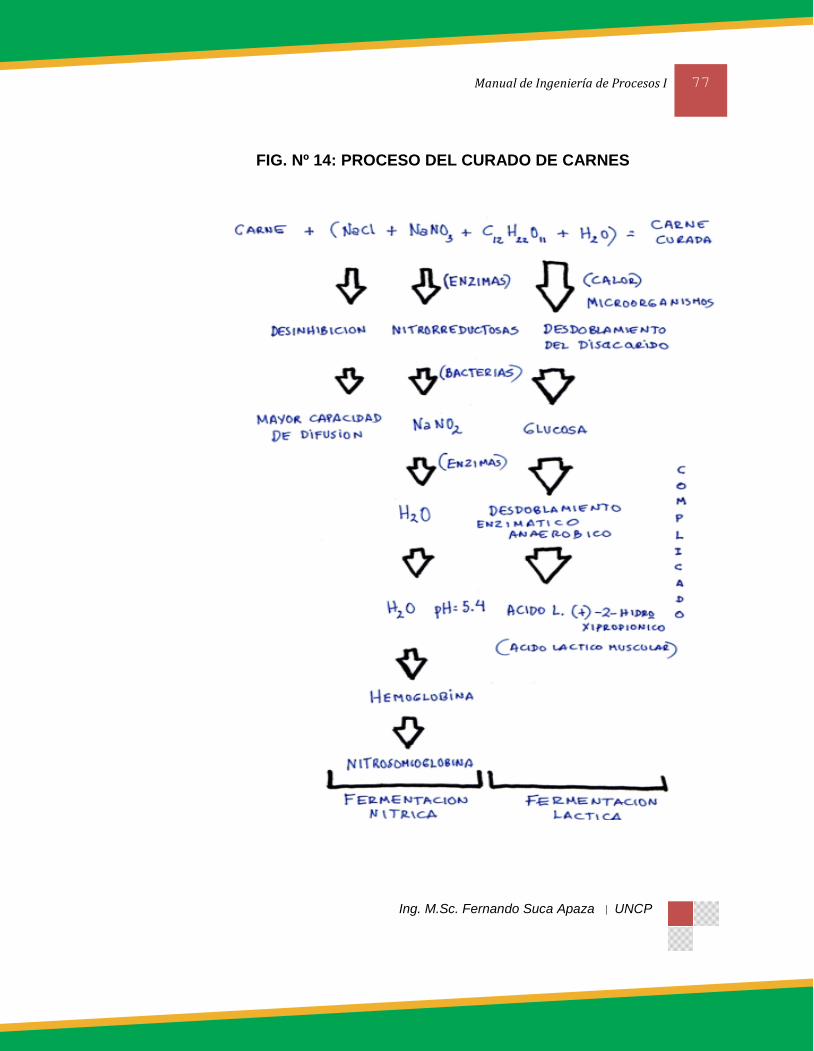
Manual de Ingeniería de Procesos I 77
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. Nº 14: PROCESO DEL CURADO DE CARNES
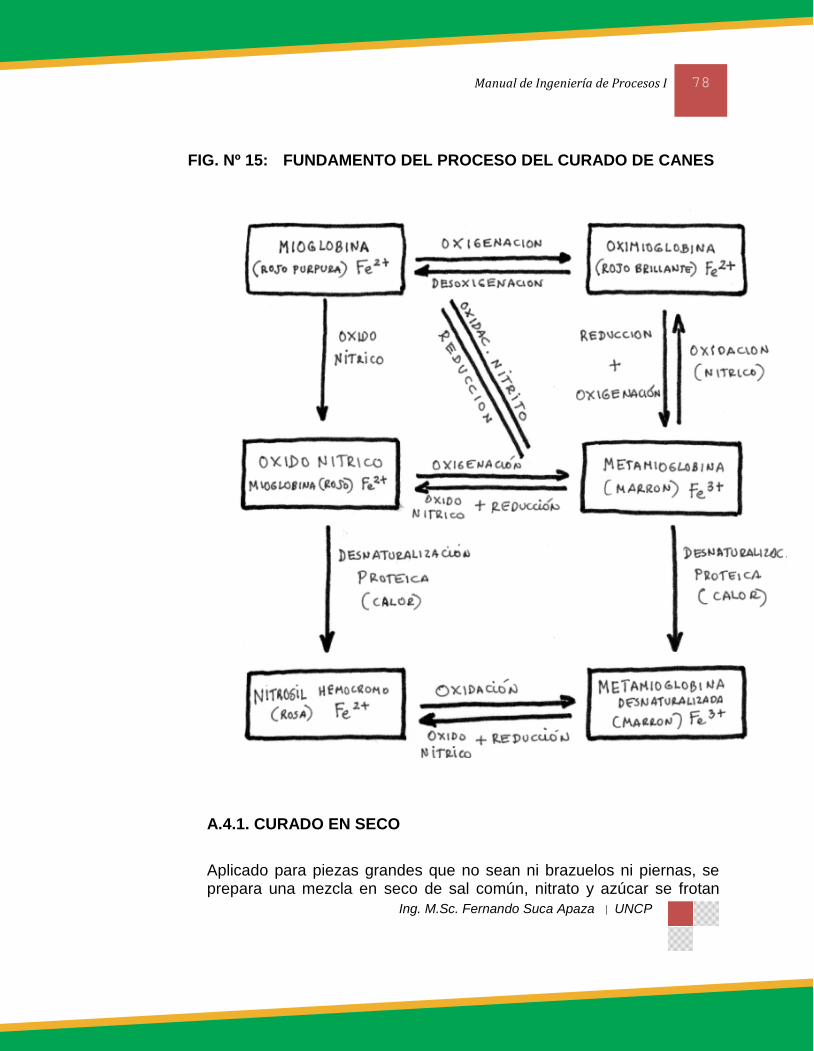
Manual de Ingeniería de Procesos I 78
Ing. M.Sc. Fernando Suca Apaza | UNCP
FIG. Nº 15: FUNDAMENTO DEL PROCESO DEL CURADO DE CANES
A.4.1. CURADO EN SECO
Aplicado para piezas grandes que no sean ni brazuelos ni piernas, seprepara una mezcla en seco de sal común, nitrato y azúcar se frotan

Manual de Ingeniería de Procesos I 79
Ing. M.Sc. Fernando Suca Apaza | UNCP
todos los lados de la pieza de la carne en forma pareja, lograndohumedecer las sales con el jugo de la carne. Las carnes así se colocanen capas (carnes-sales) hasta cubrir totalmente el depósito, se esparceuna buena capa de sales en la parte superior y encima se coloca unapesa este tipo de curado puede durar de 7 a 30 días, cambiando cada 7días el depósito y de posición. La merma promedio es de 5 al 8%.
A.4.2. CURADO EN HUMEDO:
Método aplicado para piezas pequeñas. Se prepara una salmueracurante compuesta de corriente, nitrato potásico, azúcar y agua.También puede emplearse nitrito.
La Salmuera debe tener una concentración de 12 a 20 B. En depósitosacondicionados se coloca la salmuera y se deja de 2 a 28 días.Terminado el proceso de curado se debe dejar escurrir y lavar bien lascarnes. La merma es casi nula.
A.4.3. VARIANTES DEL CURADO
El curado puede ser lento si se usan nitratos, aunque es más duradero.
La cura es rápida si se usan nitritos pero los efectos son menosduraderos (coloración).
- CURADO POR VÍA ARTERIALConsiste en preparar una salmuera curante y condimentada, ydestinada a la cura de piernas para jamones, inyectando entre el 10 al15% del peso de la carne a través de la arteria safena externa ycontinuar con la femoral irrigando continuamente la masa muscular.Luego estas piezas se colocan en depósitos adecuados en capas queno superen las 5 filas y se los deja en cámaras a 3 ºC por 4 días.
El equipo de bombeo trabaja a 40 lbs. Después del bombeo arterial, sepuede añadir una cura seca, frotando bien las carnes y dejando reposaren estantes o depósitos por 4 a 6 días.
Manual de Ingeniería de Procesos I 80
Ing. M.Sc. Fernando Suca Apaza | UNCP
- CURADO POR ROCIO
Muy parecido al anterior, se bombea por inyección a través de la masmuscular (brazuelos, lomos, espaldillas, piernas, etc)
Luego de esta operación de hace la cura en seco y se guarda encámara a 3-4ºC por unos 4 a 5 días.
- MÉTODO WILTSHIRE
Consiste en curar medias canales porcinos, para evitar procesos deputrefacción se elimina el espinazo, la escápula y huesos de la cadera,curando las medias canales con corteza o tocino.
El curado consta de 4 etapas:
1. Inyección de la salmuera del curado2. Esparcimiento de sal3. Apilamiento de las canales en bandeja de curado 3-7 ºC4. Ahumado
A.5. Empleo del nitrato en relación con la salud pública
Una dosis de nitrito que supere 15 a 20 mg/kg de peso vivo pueda serletal. Sin embargo las dosis máximas permitidas son 20 a 40 mg/kgmenos de la letal es decir 6 mg/kg de peso vivo. El problema es laformación de compuestos carcino-génicos (Cáncer) conocidas comonitrosaminas que se originan en los alimentos mediante la reacción denitrito con las aminas primarias y terciarias pero en menor grado.
B. CONSERVACIÓN POR SALZON
Es una técnica muy antigua. La acción fundamental de la sal esdeshidratar, el producto en contacto con la sal pierde agua de sustejidos, y la sal va penetrando en ellos a este proceso se le denominaósmosis y continúa hasta llegar al equilibrio como resultado de lahigroscopicidad, se impide el desarrollo de microorganismoperjudiciales. Se modifica las características alimenticias de las carnes

Manual de Ingeniería de Procesos I 81
Ing. M.Sc. Fernando Suca Apaza | UNCP
se inhibe los sistemas enzimáticas, desnaturaliza las proteínas ycontrae a los tejidos.
Si bien es cierto que la penetración de la sal es más efectiva a 38ºC, sinembargo a 0ºC, se controla mejor los microorganismos. Por eso serecomienda ejecutar el salado a bajas temperaturas. Se ha comprobadoque 0ºC, se requiere 8% de concentración salina para evitar eldesarrollo de hongos. A temperaturas ambientales para lograr losmismos efectos se requiere 12% de concentración.
La eficacia de la salazón está ligada a varios factores: grado depenetración, concentración en los tejidos, temperatura, pH del medio,tenor en proteínas y el tipo de infección bacteriana.
La salazón tiene 2 objetivos fundamentales: la deshidratación parcial yel aumento de a presión osmótica en los tejidos.
Al igual que en el curado existen 2 tipos de salazón:
1. Salazón en seco. Se juntan mediante técnicas específicas 5 a 8% desal (respecto al peso de la carne) con la carne a tratar.
2. Salazón en húmedo. Se prepara una solución de sal del 12 al 20 %,se hace hervir para inhibir la carga microbiana y se deja enfriar paraaplicarlo según técnicas ya antes referidas.
C. CONSERVACIÓN POR AHUMADO
El ahumado es una operación que algunas veces puede aparecer comocomplementario y en otras como básica, para otros es un métodoauxiliar de curación de embutidos.
C.1. Efectos del humo
El humo producido por maderas duras inhibe el crecimiento bacteriano,retarda la oxidación de la grasa e imparte aroma en las carnes curadas.El humo está compuesto por: ácidos, bases orgánicas, aldehídos,cetonas, zizoholes 85, hidrocarburos, fenoles, crezoles. Los ácidos yfenoles actúan como bactericidas algunos fenoles como antioxidantes y

Manual de Ingeniería de Procesos I 82
Ing. M.Sc. Fernando Suca Apaza | UNCP
en el aroma: como desinfectantes el alcohol metílico y el formaldehído.El fenol es importante en el sabor así tenemos el guayacol y la vainilla(antioxidante esteriostático y también incluye en el sabor.
Según algunos investigadores (rusos) se ha encontrado en el humo elBenzopireno, sustancia considerada como cancerígena; estos procedende la lignina y se forman cuando la ºT de combustión es mayor a 350ºCpara evitar sospechas, se condensa el humo y se somete a destilaciónfraccionada, la fracción recogida se diluye en agua en la que losbenzopirenos son insolubles.
Los efectos del ahumado dependerán del tiempo de exposición de losproductos, a esto se añade el diámetro de los mismos. El ahumadoconfiere un color amarillo-rojizo, brillante, pues al resecarse el productoen un 10 a 40% se fija en ellos ciertos principios químicos comocreósona que causan esa brillantez.
Las maderas utilizadas son el roble, algarrobo, nogal y casía.
C.2. Métodos de ahumado
C.2.1. Ahumado en frío
Opera en una Tº de 10-25 ºC, utilizando generalmente aserrín.
Tiempo de exposición 1 a 6 días, dependiendo del producto. Se aplicapara productos de larga duración: jamones, costillares, chorizos, etc.
C.2.2. Ahumado en caliente
La Tº usual es 70 a 90ºC en base al calor producido por el gas y elhumo se logra con aserrín o viruta.
Se utilizan ahumadores especiales para regular la Tº y la densidad delhumo.

Manual de Ingeniería de Procesos I 83
Ing. M.Sc. Fernando Suca Apaza | UNCP
C.2.3. Ahumado electrostático
Método novedoso se logra un mejor aprovechamiento del humo es másrápido y se obtienen menores pérdidas.
La instalación consta de un túnel de ahumado, una zona de desecaciónpor rayos infrarrojos, un generador de humo, una zona de ahumado concampo eléctrico, una zona de escaldado por radicaciones infrarrojos yuna zona de enfriamiento.
C.3. Recomendaciones para obtener un ahumado eficiente
- Las piezas deben estar bien desaladas, así se evitarán lascostras de sal en la parte exterior de los productos.
- Las piezas que estén en cámaras de refrigeración no deben deahumarse de inmediato, antes deben calentarse para evitar lacondensación del vapor de agua en la superficie.
- El grado de Tº de un ahumado deberá ser controlado, éstedeberá subir gradualmente, así se evita el resecado de lasuperficie, externa impidiendo la penetración del humo.
- Terminada la operación del ahumado se debe apagar el calor ydejar que enfríen los productos ahumados en el mismoahumadero mínimo dos horas.
CONSERVACIÓN DE ALIMENTOS POR IRRADIACIÓN(TÉCNOLOGIA PICO-ONDA).
La irradiación de alimentos es un método físico de tratamiento,comparable al tratamiento por calor o congelación. El proceso consisteen exponer los alimentos ya sea envasado o a granel, a rayos gamma,rayos x, o electrones en una sala especial y durante un tiempodeterminado.
Se está utilizando el Cobalto 60 y el Cesio 137 (fuentes radioisotópicas).Estas fuentes no inducen radioactividad en alimentos, ni siquiera al seraplicados en dosis muy elevadas.

Manual de Ingeniería de Procesos I 84
Ing. M.Sc. Fernando Suca Apaza | UNCP
Con esta técnica se puede solucionar problemas específicos depérdidas alimentarías y podría complementar otras tecnologíasestablecidas, tal como la refrigeración.
El tratamiento de los alimentos, usando la tecnología pico-onda, escomparado con la ejecutada con calor así:
- Radapertización, corresponde a la esterilización.- Radicidación, corresponde al tratamiento para eliminar los
microorganismos patógenos responsables de intoxicación einfecciones, por ejemplo: Salmonella.
- Radurización, corresponde a la pasteurización.
Como características más resaltantes:
- El tratamiento es un proceso físico y como tal es comparado al decalentamiento o congelación con fines de conservación.
- Es un proceso frío, es decir no altera o incrementa significativamentela temperatura del producto.
- El proceso se puede realizar estando el producto empacado o encajas de embalaje.
- No deja residuos radiactivos.- El proceso es inocuo, es decir los productos tratados presentan
buenas condiciones sensoriales, nutricionales y microbiológicas.- Es un proceso competitivo con las otras técnicas de conservación.
A. EFECTOS DE LA RADIACIÓN EN LOS PRINCIPALESCONSTITUYENTES DE LOS ALIMENTOS
A.1. Aminoácidos y proteínas
Los principales cambios radiolíticos en solución acuosa de aminoácidosalimenticios simples son la de afinación y descarboxilación, resultandoun número de productos incluyendo el H3, CO2, H2, aminas, ácidosalifáticos y aldehidos. Los aminoácidos que contienen sulfuros sonprobablemente más sensibles a la radiación.
Una molécula proteica responde a la radiación de dos maneras: comoun ente proteico y como unos aminoácidos individuales. Por efectos dela radiación se puede desnaturalizar la proteína y puede manifestarsepor ejemplo con un cambio de la viscosidad en la solubilidad en el
Manual de Ingeniería de Procesos I 85
Ing. M.Sc. Fernando Suca Apaza | UNCP
espectro de absorción, en el color puede fraccionarse en moléculas máspequeñas.
Sin embargo las dosis empleadas en irradiar alimentos no producencambios significativos en la composición del animoácidoconsecuentemente la irradiación no causa pérdidas nutricionalesmedibles del valor proteico.
A.2. Enzimas
Las enzimas tienen una gran influencia en los cambios inducidos por, lainactivación parece venir a través de la desnaturalización.
A.3. Carbohidratos
Los carbohidratos son muy sensibles a la radiación, produciendo ungran número de productos incluyendo H2, CO2, aldehídos, cetonas,ácidos, etc.
En soluciones acuosas la degradación oxidativa ocurre debido a laacción directa e indirecta de la radiación. En la acción indirecta elprincipal rol es efectuado por el radial OH. En el caso de los sacáridos,la oxidación final de las moléculas producen ácidos, por escisión de losanillos son producidos los aldehidos.
Los oligosacáridos forman monoscáridos, la ruptura de los enlaces dealmidón y celulosa conduce a la formación de unidades más pequeñascomo glucosas, maltosa, etc. Es necesario mencionar que las proteínasy aminoácidos protegen a los carbohidratos de los cambios radiolíticos.
A.4. Lípidos
Dosis menores a 50 KGY y (5 M rad), los cambios en los índicescomunes de calidad en la grasa son ligeros. Sin embargo, ocurrencambios de sabor indeseables a dosis tan bajos como 20 KGY.
La irradiación puede acelerar el proceso de autooxidación ya queproducen radicales libres cuyos tipos y velocidades de descomposiciónson afectados por la temperatura y pueden reaccionar con el oxígeno
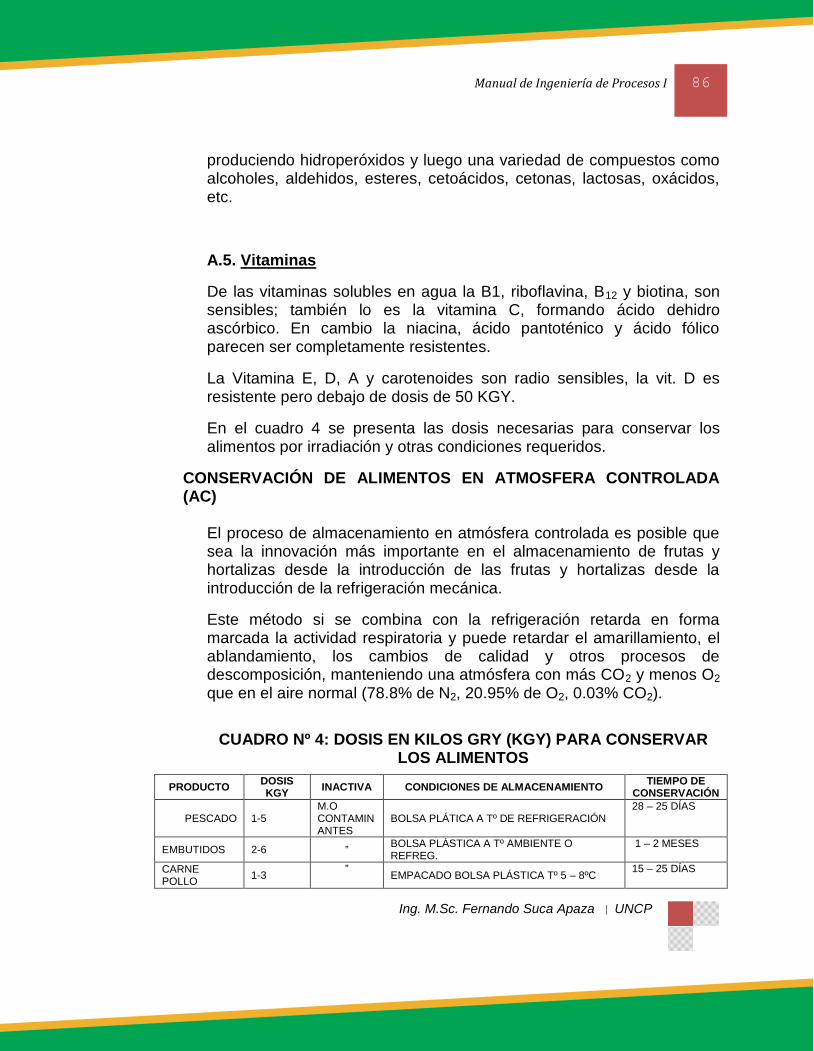
Manual de Ingeniería de Procesos I 86
Ing. M.Sc. Fernando Suca Apaza | UNCP
produciendo hidroperóxidos y luego una variedad de compuestos comoalcoholes, aldehidos, esteres, cetoácidos, cetonas, lactosas, oxácidos,etc.
A.5. Vitaminas
De las vitaminas solubles en agua la B1, riboflavina, B12 y biotina, sonsensibles; también lo es la vitamina C, formando ácido dehidroascórbico. En cambio la niacina, ácido pantoténico y ácido fólicoparecen ser completamente resistentes.
La Vitamina E, D, A y carotenoides son radio sensibles, la vit. D esresistente pero debajo de dosis de 50 KGY.
En el cuadro 4 se presenta las dosis necesarias para conservar losalimentos por irradiación y otras condiciones requeridos.
CONSERVACIÓN DE ALIMENTOS EN ATMOSFERA CONTROLADA(AC)
El proceso de almacenamiento en atmósfera controlada es posible quesea la innovación más importante en el almacenamiento de frutas yhortalizas desde la introducción de las frutas y hortalizas desde laintroducción de la refrigeración mecánica.
Este método si se combina con la refrigeración retarda en formamarcada la actividad respiratoria y puede retardar el amarillamiento, elablandamiento, los cambios de calidad y otros procesos dedescomposición, manteniendo una atmósfera con más CO2 y menos O2que en el aire normal (78.8% de N2, 20.95% de O2, 0.03% CO2).
CUADRO Nº 4: DOSIS EN KILOS GRY (KGY) PARA CONSERVARLOS ALIMENTOS
PRODUCTO DOSISKGY INACTIVA CONDICIONES DE ALMACENAMIENTO TIEMPO DE
CONSERVACIÓN
PESCADO 1-5M.OCONTAMINANTES
BOLSA PLÁTICA A Tº DE REFRIGERACIÓN28 – 25 DÍAS
EMBUTIDOS 2-6 ” BOLSA PLÁSTICA A Tº AMBIENTE OREFREG.
1 – 2 MESES
CARNEPOLLO 1-3 ” EMPACADO BOLSA PLÁSTICA Tº 5 – 8ºC 15 – 25 DÍAS
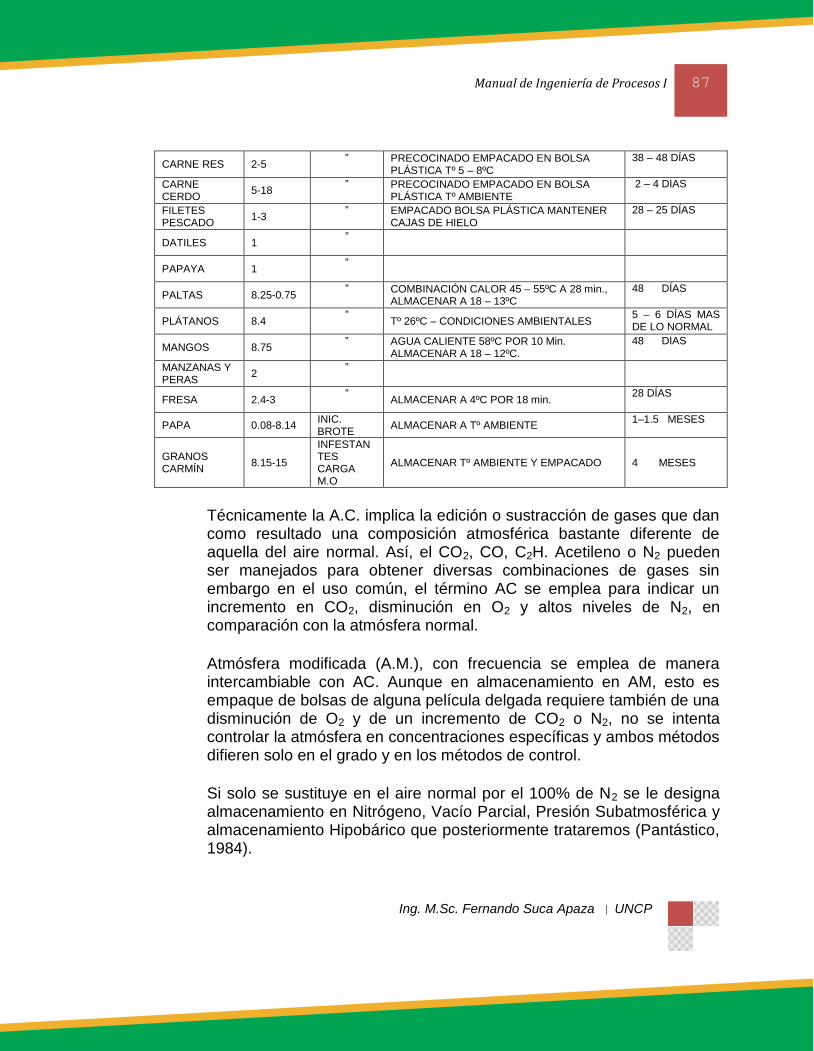
Manual de Ingeniería de Procesos I 87
Ing. M.Sc. Fernando Suca Apaza | UNCP
CARNE RES 2-5 ” PRECOCINADO EMPACADO EN BOLSAPLÁSTICA Tº 5 – 8ºC
38 – 48 DÍAS
CARNECERDO 5-18 ” PRECOCINADO EMPACADO EN BOLSA
PLÁSTICA Tº AMBIENTE2 – 4 DÍAS
FILETESPESCADO 1-3 ” EMPACADO BOLSA PLÁSTICA MANTENER
CAJAS DE HIELO28 – 25 DÍAS
DATILES 1 ”
PAPAYA 1 ”
PALTAS 8.25-0.75 ” COMBINACIÓN CALOR 45 – 55ºC A 28 min.,ALMACENAR A 18 – 13ºC
48 DÍAS
PLÁTANOS 8.4 ” Tº 26ºC – CONDICIONES AMBIENTALES 5 – 6 DÍAS MASDE LO NORMAL
MANGOS 8.75 ” AGUA CALIENTE 58ºC POR 10 Min.ALMACENAR A 18 – 12ºC.
48 DÍAS
MANZANAS YPERAS 2 ”
FRESA 2.4-3 ” ALMACENAR A 4ºC POR 18 min. 28 DÍAS
PAPA 0.08-8.14 INIC.BROTE ALMACENAR A Tº AMBIENTE 1–1.5 MESES
GRANOSCARMÍN 8.15-15
INFESTANTESCARGAM.O
ALMACENAR Tº AMBIENTE Y EMPACADO 4 MESES
Técnicamente la A.C. implica la edición o sustracción de gases que dancomo resultado una composición atmosférica bastante diferente deaquella del aire normal. Así, el CO2, CO, C2H. Acetileno o N2 puedenser manejados para obtener diversas combinaciones de gases sinembargo en el uso común, el término AC se emplea para indicar unincremento en CO2, disminución en O2 y altos niveles de N2, encomparación con la atmósfera normal.
Atmósfera modificada (A.M.), con frecuencia se emplea de maneraintercambiable con AC. Aunque en almacenamiento en AM, esto esempaque de bolsas de alguna película delgada requiere también de unadisminución de O2 y de un incremento de CO2 o N2, no se intentacontrolar la atmósfera en concentraciones específicas y ambos métodosdifieren solo en el grado y en los métodos de control.
Si solo se sustituye en el aire normal por el 100% de N2 se le designaalmacenamiento en Nitrógeno, Vacío Parcial, Presión Subatmosférica yalmacenamiento Hipobárico que posteriormente trataremos (Pantástico,1984).

Manual de Ingeniería de Procesos I 88
Ing. M.Sc. Fernando Suca Apaza | UNCP
En el cuadro 5 y 6 se presentan las condiciones recomendadas de AC oAM durante el transporte y almacenamiento para frutas y hortalizas,respectivamente.
A. EFECTOS METABÓLICOS DE LA ATMÓSFERA CONTROLADA- Retardación de la respiración.
La respiración es uno de los procesos metabólicos influenciados porel almacenamiento en AC. Se cree que la AC puede influir en larespiración en 3 niveles: a.- en la respiración aeróbica. b.- en laanaeróbica. c.- en una combinación de ambas.
- Acumulación de ácido.- Formación de acetaldehído.
CUADRO Nº 05: RESUMEN DE LAS CONDICIONES RECOMENDADASDE AC O AM DURANTE EL TRANSPORTE Y ALMACENAMIENTO DEFRUTAS SELECCIONADAS.
PRODUCTO RANGO DETemp. (ºC) O2 % CO2 OBSERVACIONES
FRUTA DEÁRBOLES DEHOJA CADUCA:
MANZANA
DAMASCOCEREZAHIGO LIMITADOUVA
KIWINECTARINODURAZNOLIMITADOPERAKAKICIRUELAFRUTILLA
FRUTAS DE PEPAY SECAS:
8 – 5
8 – 58 – 58 – 58 – 5
8 – 58 – 58 – 58 – 58 – 58 – 58 – 5
8 – 25
2 – 3
2 – 33 – 185
21 – 21 – 22 – 33 – 51 – 2
18
8 – 1
1 – 2
2 – 318 – 1215
5558 – 15 – 88 – 5
15 – 28
8 – 188
ALREDEDOR DE 40% DE LAPRODUCCIÓN ALMACENADABAJO AC.USO COMERCIALPOCO USO COMERCIALUSO COMERCIALINCOMPATIBLE CONFUMIGACIÓN CON SO2USO NO COMERCIALUSO COMERCIAL LIMITADOUSO COMERCIALPOCO USO COMERCIALUSO NO COMERCIALUSO NO COMERCIALMAYOR USO DURANTE ELTRANSP.
MÉTODOS EFECTIVOS DECONTROL DE INSECTOS
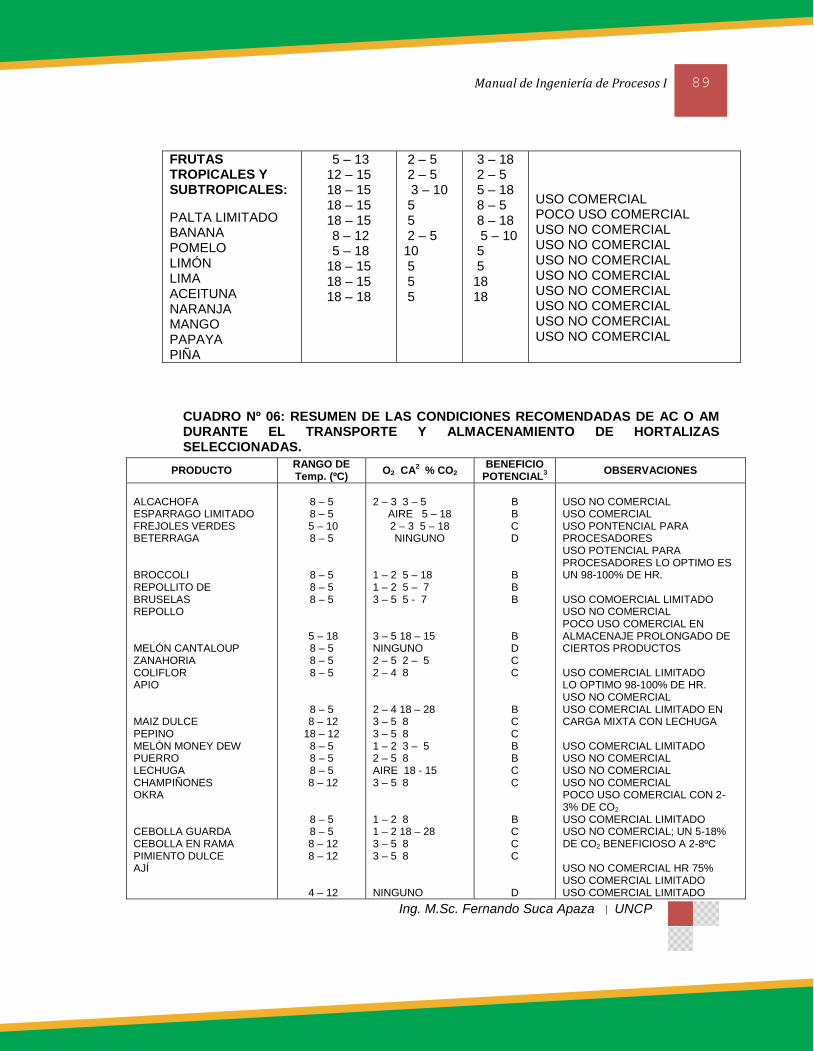
Manual de Ingeniería de Procesos I 89
Ing. M.Sc. Fernando Suca Apaza | UNCP
FRUTASTROPICALES YSUBTROPICALES:
PALTA LIMITADOBANANAPOMELOLIMÓNLIMAACEITUNANARANJAMANGOPAPAYAPIÑA
5 – 1312 – 1518 – 1518 – 1518 – 158 – 125 – 18
18 – 1518 – 1518 – 18
2 – 52 – 53 – 10552 – 5
10555
3 – 182 – 55 – 188 – 58 – 185 – 1055
1818
USO COMERCIALPOCO USO COMERCIALUSO NO COMERCIALUSO NO COMERCIALUSO NO COMERCIALUSO NO COMERCIALUSO NO COMERCIALUSO NO COMERCIALUSO NO COMERCIALUSO NO COMERCIAL
CUADRO Nº 06: RESUMEN DE LAS CONDICIONES RECOMENDADAS DE AC O AMDURANTE EL TRANSPORTE Y ALMACENAMIENTO DE HORTALIZASSELECCIONADAS.
PRODUCTO RANGO DETemp. (ºC) O2 CA2 % CO2
BENEFICIOPOTENCIAL3 OBSERVACIONES
ALCACHOFAESPARRAGO LIMITADOFREJOLES VERDESBETERRAGA
BROCCOLIREPOLLITO DEBRUSELASREPOLLO
MELÓN CANTALOUPZANAHORIACOLIFLORAPIO
MAIZ DULCEPEPINOMELÓN MONEY DEWPUERROLECHUGACHAMPIÑONESOKRA
CEBOLLA GUARDACEBOLLA EN RAMAPIMIENTO DULCEAJÍ
8 – 58 – 55 – 108 – 5
8 – 58 – 58 – 5
5 – 188 – 58 – 58 – 5
8 – 58 – 12
18 – 128 – 58 – 58 – 58 – 12
8 – 58 – 58 – 128 – 12
4 – 12
2 – 3 3 – 5AIRE 5 – 182 – 3 5 – 18NINGUNO
1 – 2 5 – 181 – 2 5 – 73 – 5 5 - 7
3 – 5 18 – 15NINGUNO2 – 5 2 – 52 – 4 8
2 – 4 18 – 283 – 5 83 – 5 81 – 2 3 – 52 – 5 8AIRE 18 - 153 – 5 8
1 – 2 81 – 2 18 – 283 – 5 83 – 5 8
NINGUNO
BBCD
BBB
BDCC
BCCBBCC
BCCC
D
USO NO COMERCIALUSO COMERCIALUSO PONTENCIAL PARAPROCESADORESUSO POTENCIAL PARAPROCESADORES LO OPTIMO ESUN 98-100% DE HR.
USO COMOERCIAL LIMITADOUSO NO COMERCIALPOCO USO COMERCIAL ENALMACENAJE PROLONGADO DECIERTOS PRODUCTOS
USO COMERCIAL LIMITADOLO OPTIMO 98-100% DE HR.USO NO COMERCIALUSO COMERCIAL LIMITADO ENCARGA MIXTA CON LECHUGA
USO COMERCIAL LIMITADOUSO NO COMERCIALUSO NO COMERCIALUSO NO COMERCIALPOCO USO COMERCIAL CON 2-3% DE CO2USO COMERCIAL LIMITADOUSO NO COMERCIAL; UN 5-18%DE CO2 BENEFICIOSO A 2-8ºC
USO NO COMERCIAL HR 75%USO COMERCIAL LIMITADOUSO COMERCIAL LIMITADO
Manual de Ingeniería de Procesos I 90
Ing. M.Sc. Fernando Suca Apaza | UNCP
PAPARABANITOESPINACATOMATE VERDE –MADUROTOMATE SEMI - MADURO
8 – 58 – 5
12 – 288 – 12
NINGUNOAIRE 18 – 283 – 5 83 – 5 8
DCBB
USO COMERCIAL 18-15% DE CO2BENEFICIOSO A 5-18ºC
USO NO COMERCIALOPTIMO 98 – 188% HR.USO NO COMERCIALUSO COMERCIAL LIMITADOUSO COMERCIAL LIMITADO
SINONIMIA:-1: RANGO USUAL Y/O RECOMENDADO, SE RECOMIENDA UNA H. R. 85-95%-2: LA MEJOR CONBINACIÓN DE A.C. PUEDE VARIAR D ACUERDO A DURACIÓN Y Tº DE
ALMACENAMIENTO.-3: A = EXCELENTE; B = BUENO; C = REGULAR; D = MALO.-4: COMENTARIOS SOBRE MERCADO U. S. A.- SE RECOMIENDA UNA H. R. DE 90-95% SI NO SE INDICA EN OBSERVACIONMES
- Incremento de azúcares.- Disminución de N soluble en alcohol y proteínicos.- Cambios de pectinas.- Degradación de la clorofila.
B. EFECTOS DAÑINOS POTENCIALES DE LA A.M.
El daño causado en los tejidos de las frutas puede ocasionar unaanormalidad del metabolismo. Algunos de estos desórdenes sepresentan de un color pardo y del mesocarpio carnaso, descomposiciónde tejidos y la acumulación de ciertos ácidos orgánicos. Por ejemplo elácido succínico aún en concentraciones menores de 0.001 M, es tóxicopara las frutas. Experimentos al aplicar succinato en manzanas, secomprobó que los tejidos se volvieron pardos y posteriormentemurieron.
La superficie de las frutas se tornan manchadas, una de las causas esel cambio bioquímico de los taninos que son un grupo complejo depolihidroxifenoles. Diversos autores han afirmado que los ácidosfenólicos son fitotóxicos pero que es probable que sean inofensivospara las plantas.
En la mayoría de los casos la diferencia entre las combinacionesbeneficiosos y dañino de la AM es relativamente pequeña, además lascombinaciones necesarias en la AM para controlar la purificación y/o losinsectos no siempre pueden ser tolerados por el producto y el deterioropuede ser más adecuado. Los daños potenciales de la A.M. al productoincluyen los siguientes:
Manual de Ingeniería de Procesos I 91
Ing. M.Sc. Fernando Suca Apaza | UNCP
- Iniciación o agravamiento de ciertos desórdenes fisiológicos talescomo el corazón negro de las papas, manchas pardas en laslechugas y corazón pardo de las manzanas y peras.
- La maduración irregular en frutas tales como el plátano, peras ytomates pueden ser eL resultado de niveles de O2 debajo del 2% y/oniveles de CO2 sobre el 5%.
- El desarrollo de sabores y aromas extraños por concentraciones deO2 muy bajo o CO2 muy alto.
- Estimulación de la brotación y retardo del desarrollo peridérmico enalgunas hortalizas de raíz y tubérculos, tal como las papas.
C. EFECTOS BENEFICIOSOS POTENCIALES
Si las AM y AC se usan adecuadamente éstos pueden suplementar elmanejo de la temperatura apropiada y pueden resaltar en uno O más delos siguientes beneficios que conllevan a una reducción global en laspérdidas cuantitativas y cualitativas durantes el manejo de post-cosechay el almacenamiento de algunos productos hortofrutícolas.
- Retardo de la senescencia (maduración) y los cambios bioquímicosy fisiológicos asociados, por ejemplo, disminuyendo las tasas derespiración y producción de etileno, ablandamiento y cambios decomposición.
- Reducción de la sensibilidad de la fruta a la acción del etileno aniveles de O2 bajo el 8% y/o niveles de CO2 sobre el 1%.
- Atenúa ciertos desórdenes fisiológicos tales como el daño por frío dealgunos productos, manchas de russet en las lechugas y algunosdesórdenes de almacenamiento en las manzanas.
- La AM puede tener un efecto directo o indirecto en los patógenos depost-cosecha y por lo tanto en la incidencia y severidad deldeterioro. Por ejemplo os niveles elevados de CO2 (10 a 15%)inhiben significativamente el desarrollo de Botrytis en las frutillascerezas y otras frutas.

Manual de Ingeniería de Procesos I 92
Ing. M.Sc. Fernando Suca Apaza | UNCP
- La AM puede ser una herramienta muy útil para el control deinsectos en algunos productos.
D. ALMACENAMIENTO HIPOBARICO
Es una tecnología muy reciente de atmósfera controlada, donde lasfrutas se colocan bajo presión reducida, en las que el contenido en O2solo es en tono 0.03% y donde se elimina en parte el etileno endógeno(Cneftel cheftel, 1981); (Pantástico, 1984) además refiere que con estemétodo se logra prolongar la vida de las frutas debido a la reducción delO2 y la difusión de C2H4 por evacuación de los tejidos.
Almacenamiento hipobárico, viene a ser una combinación exactamentecontrolada de baja presión, baja temperatura, alta humedad relativa yventilación. Bajo estas condiciones se logra que el tiempo de vida deuna mercancía perecible permanezca fresca hasta 6 veces el tiempooriginal.
D.1. Funcionamiento de un sistema hipobárico natural
Se reduce la presión de 101,325 KPa (1018.8 mb) a niveles de 0.66 a13.3. KPa (6.6. a 13.3. mb), y como la concentración de oxígeno esproporcional a la presión ésta también se ve reducida hastaconcentraciones de 0 a 2.6%.
D.2. Condiciones de almacenamiento hipobárico natural
Temperatura promedio 59 ºF (15 ºC)
Temperatura de la cámara interna 44.6ºF
H.R. Externa 30%
H.R. Interna 90%
En la actualidad, a nivel de Sudamérica, Colombia es el país que estáaprovechando las condiciones naturales para conservar frutas. EnMANIZALES existe una planta de almacenamiento hipobárico, donde sellegó a demostrar las bondades que ofrece la naturaleza para conservarlos productos alimenticios, sobre todo las frutas. Nuestro país también

Manual de Ingeniería de Procesos I 93
Ing. M.Sc. Fernando Suca Apaza | UNCP
reúne estos requisitos por ejemplo: se puede instalar plantas en el Ticlio(La Oroya y Junín), Huaraz, etc.
CONSERVACIÓN DE LOS ALIMENTOS MEDIANTE PRESERVADORESQUÍMICOS
Los agentes de la preservación aparecen en la mitad del siglo XIX comoconsecuencia del progreso químico, que conduce a la obtención deinnumerables sustancias mediante síntesis.
Habiéndose comprobado la acción bactericida o bacteriostática dealgunos productos, se precisó en aprovechar esas propiedades parapreservar los alimentos de la alteración microbiana, inicialmenteolvidando los posibles efectos tóxicos que causan a los consumidores.En la actualidad la mayoría de legislaciones en materia alimenticia, hanreducido su uso, y en muchos países algunos compuestos químicos yano se aceptan en especial los antisépticos, que pueden ser nocivos alorganismo.
Existen sustancias, que su uso tiene restricciones y se comportan comoconservadores entre ellos: el azúcar, sal, vinagre, grasa y aceite, etc.,que actúan por la acción de algunos principios que contienen, o porfenómenos de ósmosis, combinados con una concentración del medioambiente.
En cambio otros compuestos químicos actúan como verdaderos tóxicosde los microbios, ejerciendo acción sobre las funciones generales de lascélulas por ejemplo el benzoato de sodio, sorbato de potasio, bisulfito,etc.
A. NORMAS DE TOLERANCIA
En la actualidad, la mayoría de países están de acuerdo en que unasustancia debe ser permitida como conservador de alimentos si cumplelas siguientes condiciones:
- No ofrece ningún peligro para la salud, para establecer lascantidades máximas permitidas se debe tener en cuenta la ADI(Ingesta diaria aceptable). En el Cuadro 7 se presenta la Ingestadiaria aceptable de algunos conservadores.

Manual de Ingeniería de Procesos I 94
Ing. M.Sc. Fernando Suca Apaza | UNCP
- Los conservadores solo deben usarse cuando su empleo estéjustificado técnicamente, debido a la imposibilidad de conservar elalimento por cualquier otro sistema. El conservador no debeemplearse en una dosis superior necesaria para conservar y sedebe dejar un margen de seguridad suficiente.
- El empleo debe ir siempre en beneficio del consumidor, y no debeestar destinado a engañarle en ningún sentido. Por ejemplo sobre lacalidad y frescura del alimento tratado. Tampoco debe perjudicar elvalor nutritivo del alimento.
- El número de los conservadores permitidos deben ser lo másreducido posible y solo, se puede admitir nuevos productos despuésde minuciosas consideraciones o cuando ofrezcan ventajasespeciales.
- Los conservadores empleados en alimentos deben serexcepcionalmente puros.
- La presencia del conservador, debe constar en el envase.
B. MECANSIMO DE ACCIÓN
Se hace necesario distinguir entre una acción fungistática obacteriostática (que inhibe la multiplicación de hongos o bacterias) yuna acción Fungicida o bactericida (que mate a los hongos o a lasbacterias). La diferencia estriba en la magnitud de la tasa demortalidad, es decir velocidad a que mueren los microorganismos. Losmicroorganismos que se encuentran en los alimentos pueden morirpor acción del conservador o bien seguir multiplicándose,dependiendo de la dosis del conservador.
La diferencia entre conservadores y desinfectantes está, en quedependiendo de la dosis del conservador, puede tardar desde díashasta semanas para destruir a todos los microorganismos. En cambiolos desinfectantes matan a los microorganismos en un plazo muycorto.
Manual de Ingeniería de Procesos I 95
Ing. M.Sc. Fernando Suca Apaza | UNCP
B.2. Acción sobre la célula microbiana
Las sustancias antimicrobianas actúan solo cuando se ponen encontacto con la célula microbiana. La muerte del microorganismo sebasa en una serie de influjos aislados altamente selectivos junto amecanismos físicos y físicos – químicos, a reacciones bioquímicas.En general las acciones pueden reducirse a 2.
- Influencia sobre la pared celular y/o membrana celular.- Influencia sobre la actividad enzimática o la estructura genética
del protoplasma.
B.3. Espectro de Acción de los Conservadores
Cada conservador tiene su espectro de acción. Depende del pH, lamayoría actúa contra levaduras y mohos.
B.4. Aparición de resistencia frente a conservadores
Con el tiempo, algunos microorganismos se hacen resistentes a losconservadores sobre todo las bacterias, siendo las sustancias que máslo provocan los antibióticos.
B.5. Combinaciones de sustancias conservadoras entre sí
Se hace con el objeto de ampliar el espectro de acción e intensificar laactividad antimicrobina.
B.6. Degradación de los conservadores
En general, los conservadores de alimentos son sustancias químicasestables, y no se degradan con el tiempo a excepción de los nitritos,sulfitos, agua oxigenada y azono dentro de los inorgánicos. Y entre losorgánicos el pirocarbonato de dietilo y los antibióticos.
En muchos conservadores, junto a la degradación por microorganismos,esto ocurre sobre todo con los compuestos orgánicos que algunosmicroorganismos pueden utilizar como fuente de carbono, debido a supoca actividad frente al microorganismo.
Manual de Ingeniería de Procesos I 96
Ing. M.Sc. Fernando Suca Apaza | UNCP
B.7. Principales conservadores de uso común en nuestro medio
Partiendo de la definición de conservador juntamente con los métodosde conservación, ya hemos referido a varios; por ejemplo la sal, elazúcar, el vinagre, el CO2 el H2, el humo, nitratos, etc; por lo que en elpresente item nos ocuparemos de otros elementos y de uso común.
B.7.1. DIOXIDO DE AZUFRE (anhídrido sulfuroso, ácido sulfuroso)
Ataca a las estructuras enzimáticas de la célula de losmicroorganismos. Tiene una fuerte acción inhibidora sobre las enzimascon grupos SH. La mayor acción es a pH ácido (3.5.), sin embargo,puede ejercer acción a pH de 2.5. a 5, en levaduras (Luck, 1981).
Se aplica en carnes y frutas (0.02-0.1%), bebidas poco ácidas (40 a 50mg SO2/L), en bebidas ácidas (30-40 mg/L).
Como desinfectante de equipos y materiales en solución acuosa al 1-2%.
Años atrás el dióxido de azufre estaba considerado como GRAS(generalmente reconocido como seguro), sin embargo en los últimosaños esta denominación fue enmendada por la FDA dado a que sedetecto que causa alergias en individuos sulfito – sensitivos, ya no sonGRAS en frutas y vegetales crudos, y que los alimentos que contenganmás de 10 ppm sin considerar la fuente, deben declarar su contenido enla etiqueta.
B.7.2. ÁCIDO PROPIONICO
Actúa como inhibidor se acumula en la célula de los microorganismos einterfiere en el metabolismo por bloqueo enzimático, y también por quecompite con sustancias esenciales para los microorganismos. Su acciónestá ligada al pH. De preferencia se debe usar en alimentos de pHelevados (ácidos).
Su uso es en productos lácteos, en EE.UU. de N.A. se usan solucionesde propionato sódico o calcio al 5-10% en superficie de quesos durospara impedir el desarrollo de mohos. El queso fundido puede protegerseañadiendo 0.2. a 0.3% de propionato.
Manual de Ingeniería de Procesos I 97
Ing. M.Sc. Fernando Suca Apaza | UNCP
En producto de panificación, se utiliza por su acción contra mohos ycontra el Bacillus mesentericurs, su acción contra la levadura es muydébil y no impide la fermentación, en Alemania se emplea de 0.3. a 0.6.g . De propionato calcio por Kg. De harina. En pasteles se debe emplear0.2. a 0.3.%.
B.7.3. CLORO
El cloro mata rápidamente a los microorganismos cuando se le empleaen la concentración apropiada, por ello se dice que es un desinfectante.
El efecto antimicrobiano se basa en su fuerte acción oxidante y en surápida combinación con las proteínas. La presencia de materia orgánicadisminuye sensiblemente la acción del cloro al combinarse en parte conél.
Su acción es a pH neutro o ligeramente ácido (pH 7 – 6).
Su uso es en bebidas en concentraciones a 5 g/L. También se aplica endesinfectación de equipo y maquinarias.
B.7.4. ÁCIDO SORBICO
Se usa ya sea en sus formas originales sorbato sódico o sorbatopotásico.
Al incorporarse a los alimentos, el sorbato de potasio libera el ácidosórbico que es el comportamiento conservante activo.
Su acción es específica para mohos y levaduras, las bacterias soninactivas en parte. Es más efectivo a pH ácido. En el caso de néctaresse adiciona al 0.05% y en pulpas y mermeladas al 0.1%.
En productos grasos se emplea también en concentraciones del 0.05 al0.1%, por ejemplo en margarina. En productos lácteos por ejemplo enqueso de 0.05 a 0.01%. En productos de panificación de 0.1 a 0.2%.En bebidas variables de 0.05 a 0.2%, en bebidas refrescantes sinalcohol 0.02%, en caramelos de 0.02 a 0.2%.

Manual de Ingeniería de Procesos I 98
Ing. M.Sc. Fernando Suca Apaza | UNCP
B.7.5. ÁCIDO BENZOICO
Se emplea como tal o en forma de sales sódicas más solubles. Actúasobre diversas enzimas de la célula microbiana. Su acción es casiexclusivamente contra levaduras y mohos. Las bacterias sólo se inhibenen parte. Las bacterias lácticas y los clostridios son los menosatacados. Son más efectivos a pH ácido.
Su porcentaje de aplicación varía de acuerdo al tipo de alimentos. Así:en los productos del huevo 0.8 a 1.2%. en verduras 0.1. a 0.2.%(encurtidos). En pulpa de frutas 0.1 a 0.13% en bebidas tales comonéctares 0.05 a 0.2% (Luck, 1982).
C. PROBLEMAS OCASIONADOS POR ALIMENTOSCONTAMINADOS Y/O ALTERADOS.
ALTERACIÓN DE LOS ALIMENTOS ENVASADOS
El grado de alteración de los alimentos envasados, dependerá demuchos factores, entre ellos: cuidado en el proceso, tipo de envase,calidad de materia prima, cuidados y condiciones en anaquel, transportey comercialización.
5.1.1. Alteraciones producidas por microorganismos
Estas alteraciones pueden tener su origen en una o varias causas asaber: materia prima de mala calidad, proceso deficiente, cierre nohermético, rotura y/o agujerado de envases. El envase puede o nohincharse dependiendo de la producción de gas.
A. FLAT SOURING. Se caracteriza porque el gusto y olor tienden acambiar a pesar de que los envases se muestran completamentenormales. Se puede producir por un mal enfriamiento, líquido degobierno dejado de un día para otro, materia prima en mal estado,etc. Se ha observado en conservas de espárragos, maíz, espinacas,zapallo, entre otros.
Manual de Ingeniería de Procesos I 99
Ing. M.Sc. Fernando Suca Apaza | UNCP
B. ALTERACIONES GASEOSAS NO TÓXICAS. Mayormente sonproducidas debido a fermentaciones alcohólicas, ocasionadas porlevaduras con desprendimiento de CO2. En función al pH de trabajo,también las del género Bacillus sporogenes. Estos defectos esposible se deban a faltas de cuidado en la esterilización y mal cierrede las latas.
C. ALTERACIONES POR MOHOS. La mayoría de esporas de mohosmueren a temperaturas de pasteurización (82ºC). Sin embargo, elByssochlams Fulva es termoresistente, sobrevive a temperaturas de86-88 ºC por minutos.
D. ALTERACIONES MICROBIANAS TÓXICAS. Las más letales es laoriginada por el clostridium botulinum, esporas resistentes al calor.Existiendo 7 tipos de toxinas de la A a la G responsables en elhombre son las del tipo A, B y E.
Los alimentos implicados son: conservas de carne y vegetales,productos ahumados vegetales inadecuadamente procesados enforma casera. La producción de toxina se ve afectada por el pH,humedad, oxígeno, contenido de sal, por la temperatura y tiempo dealmacenamiento. Una dosis de 1 ug, se considera letal.
5.1.2. FACTORES QUE INTERVIENEN EN LA CORROSIÓN
Entre los factores que favorecen: el potencial normal del metal, laconcentración de iones del metal en solución puede acelerar la corrosión amedida que aumenta ésta; el pH, la corrosión será mayor a mayor acidez yla agitación del producto dentro del envase. Así mismo, la presencia decompuestos azufrados en los azúcares, acelera también de corrosión delhierro.
Entre los efectos retardados de la corrosión: la pureza del metal, laviscosidad del producto, se comporta inversamente proporcional a lacorrosión, el azúcar pero en solución ácida.

Manual de Ingeniería de Procesos I 100
Ing. M.Sc. Fernando Suca Apaza | UNCP
5.1.3. OTRAS ALTERACIONES.
- Hinchamiento químico del envase, ocasionado generalmente por laacción de los elementos de la conserva sobre el metal, y producidomayormente en alimentos ácidos.
- Coloraciones anormales en los alimentos, que pueden provenir porefecto del contacto del alimento con el material de hierro formandotanato férrico. También por acción de la oxidasa. En frutasconservadas con anhídrido sulfuroso, pueden producirse manchasnegras por formación de sulfuro de hierro negro.
En envases metálicos el principal problema es el contenido deestaño y la contaminación con plomo. Se consideran peligrosos parala salud los productos alimenticios que hayan absorbido plomo,cobre, zinc, etc. Las conservas que contienen más de 250 mg deestaño/kg de alimento son considerados peligrosos para la salud.
5.2. PROBLEMAS QUE OCASIONAN LAS ALTERACIONES EN FRUTASY HORTALIZAS
El deterioro de las frutas y hortalizas por agentes microbianos, pueden sercausados por numerosos hongos y bacterias. Wills y Lee (1984), refierenque las pérdidas más importantes son las ocasionadas por hongos de losgéneros alternaría, Botrytis, Diplodia, Monilinia, penicillium, Phomopsis,Rhizopus, Sclerotinia y por las bacterias de los géneros Erwinia yPseudomonas. La mayor parte de estos microorganismos son pocopatógenos, en el sentido de que solo pueden invadir productos dañados.Unos pocos como los Colletotrichum son capaces de penetrar a través dela piel de ejemplares sanos.
A. PROCESO DE INFECCIÓN.
Pantástico (1984), manifiesta que la infección puede tener lugar antes,durante y después de la cosecha. La infección previa a la recolecciónpuede tener lugar a través de diversas vías, por ejemplo la penetracióndirecta de la piel, a través de las aperturas naturales del producto o através de lesiones que hayan sufrido estos productos. Varios géneros
Manual de Ingeniería de Procesos I 101
Ing. M.Sc. Fernando Suca Apaza | UNCP
de hongos patógenos esporulan y son transportados a la superficie delas frutas sanas por el aire y lluvia, donde posteriormente se desarrollany por presión mecánica perforan la cutícula, el proceso de infección sedetiene y el hongo se vuelve latente. Cuando la fruta madura, los hifasse vuelven activas, produciendo en las frutas maduras lesiones típicasde pudrición.
A las frutas y hortalizas frescas, es muy difícil cosecharlas sinocasionarlas lesiones que se convierten en una puerta de entrada paralos microorganismos patógenos. La separación del pedúnculo porejemplo constituye una vía de penetración. La infección después de larecolección puede ser también por penetración directa a través de lapiel.
B. FACTORES QUE AFECTAN EL PROCESO DE LA INFECCIÓN
El ambiente que rodeada al producto recolectado, es uno de losfactores más importantes que afectan el desarrollo de las infecciones.Una temperatura y una humedad relativa elevadas favorecen eldeterioro microbiano. El pH del alimento también es decisivo, pHsuperiores a 4.5 facilitan la podredumbre de origen bacteriano.
5.3. AFLATOXINAS EN ALIMENTOS ENMOHECIDOS
Las aflatoxinas son un grupo de micotoxinas de estructura químicasimilares, produciendo por cepas de Asperoillus parasiticus yAspergillus flavus.
Son compuestos cristalinos que producen fluorescencia cuando soncolocados bajo luz ultravioleta.
Existen 4 aflatoxinas importantes que ocurre como contaminantesnaturales de los alimentos, denominadas B1, B2, G1 y G2, denominaciónrecibida en función al color de su fluorescencia así tenemos que azulviene de Blue (B) y verde de Green (G).
A. ORIGEN DE LAS AFLATOXINAS.
Las aflatoxinas tienen su origen generalmente en las cosechasalmacenadas en áreas tropicales y subtropicales y muchas veces en
Manual de Ingeniería de Procesos I 102
Ing. M.Sc. Fernando Suca Apaza | UNCP
países de clima templado, donde existen las condiciones óptimas parasu producción.
Se ha encontrado altos niveles de aflatoxinas en diferentes alimentos asaber: maíz, sorgo, trigo, frijol, maní, soya, cebada, harina de algodón,arvejas, cacao, café, yuca, especias, arroz, azúcar, etc. Y demásderivados de estos productos.
B. FACTORES QUE REGULAN EL CRECIMIENTO DEL HONGO YLA PRODUCCIÓN DE AFLATOXINAS.
Los hongos productores de aflatoxinas son constituyentes normales dela microflora del suelo y sus esporas pueden ser transportadas a travésdel aire. Es necesario remarcar que el crecimiento del hongo no implicanecesariamente la formación de aflatoxinas. Existe, factores que sondecisivos para el desarrollo del hongo y la consecuente formación deaflatoxinas.
B.1. Factores químicos que regulan el crecimiento.
Los factores químicos más importantes que regulan la tasa de síntesisde aflotoxinas y el crecimiento del hongo productor son: La compasióndel sustrato, el valor del pH del alimento y la conformación del gas querodeada al producto. Un factor determinante es el contenido dehumedad y las condiciones ambientales.
B.2. Factores Biológicos
Como factores biológicos se considera la particularidad biológica decada cepa y las relaciones microbiológicas entre las diferentes especiesde hongos. Para producir aflatoxinas primero el alimento debe sercontaminado. Este alimento no solo es contaminado por una especiesino, por el contrario, presenta un complejo sistema ecológico, cuyasrelaciones pueden ser antagónicas o sinérgicas.

Manual de Ingeniería de Procesos I 103
Ing. M.Sc. Fernando Suca Apaza | UNCP
B.3. Factores químicos que regulan el crecimiento.
Los principales factores físicos que influyen en la generación deaflatoxinas son: el contenido de humedad del sustrato, la humedadrelativa del aire, la temperatura. El valor de humedad relativa ideal parael desarrollo es de 85 a 90%. El contenido mínimo de humedad delsustrato, necesario para la síntesis de la toxina o contenido crítico dehumedad, depende del sustrato en sí. Al respecto Awstick y Ayerst,citado por Delacruz (1984), afirman que este valor puede establecercomo el contenido de humedad del sustrato en equilibrio con humedadrelativa del 80%, lo cual correspondería a un nivel de humedad de 13.5– 15.5% en los cereales, 7 – 8% en las semillas y frutas de oleaginosas;12 – 16.5% en productos como alverjas, frijol, lentejas y soya.
Bajo condiciones de almacenamiento, las características de humedaddel sustrato pueden llegar a sobrepasar los valores mínimos para eldesarrollo del hongo y acumulación de toxinas en los siguientes casos:
- Cuando se cosechan y almacenan granos y semillas con altoporcentaje de humedad.
- Por humedecimiento secundario debido a la precipitación ocondensación de vapores de agua.
- Como resultado de difusión térmica y de humedad en pilas degranos parcialmente seco causado por los gradientes detemperatura.
- Como resultado de la actividad vital de los microorganismos alincrementar el contenido de humedad y la temperatura de unproducto parcialmente seco.
- Por falta de aireación del producto almacenado en pilas grandes oen elevadores.
Respecto a la temperatura, numerosos investigadores han determinadoque el crecimiento del hongo y la formación de aflatoxinas ocurren entre12 y 42 ºC, con un óptimo de 21 a 31 ºC. Así mismo, la aparición de laaflatoxina bajo condiciones favorables es relativamente rápido, así sedetectó que en arroz se da luego de 2 a 3 días de la cosecha-almacenamiento.
Manual de Ingeniería de Procesos I 104
Ing. M.Sc. Fernando Suca Apaza | UNCP
C. BIOLOGÍA DEL MOHO PRODUCTOR DE AFLATOXINAS
El moho se siembra automáticamente por las esporas que son de 2 a 3micras, y están normalmente en el ambiente. El micelio (posterior a lagerminación de las esporas) se desarrolla mejor cuando el sustrato esideal, y si el sustrato reporta la actividad de agua apropiada, sedesarrolla exponencialmente. Este desarrollo, también puede darse enla planta siempre y cuando existan entradas libres. Posteriormente seda la fase estacionaria, y es donde empieza la producción demetabolitos secundarios que el moho libera al exterior a través deválvulas de escape que posee el moho, para liberarse de sustancias,que de acumularse en su metabolismo pondrían en peligro su vida.Luego de esta fase el moho esporula y diversos agentes se encargaránde diseminar las esporas y recomienza el ciclo.
D. NIVELES PERMITIDOS
Los niveles permitidos, dependen de la legislación propia de cada paísal respecto, Jemmali (1987), refiere que la estrategia de EE.UU. de N.A.es la más razonable en fijar los niveles. La FDA (Food and DrugAdministration), admite como límite máximo el siguiente contenido deaflatoxinas.
- B1, B2, G1 Y G2 en alimentaciones humanas y animal 20 ppb/ug/kg.- Para leche 0.5 ug/kg de aflatoxina M1 en leche líquida y para leche
en polvo. 1 ug/kg.
Japón sólo tolera 10 ppb; los países bajos aceptan 5 ppb, mientras quela DMS (FAG) acepta como límite 30 ppb.
E. VÍAS DE CONTAMINACIÓN Y CONSECUENCIAS PARA LASALUD HUMANA
Actualmente se reconoce que las aflatoxinas tienen una graveincidencia para la salud humana. En nuestro país con frecuenciaescuchamos: en la Selva se está malogrando el arroz, tal o cual barcodescargó granos en mal estado, justamente, estos son ejemplos realesdel tema en relato. Sin embargo, lamentablemente muchos alimentosson comercializados, agravándose esta situación al no contar con un

Manual de Ingeniería de Procesos I 105
Ing. M.Sc. Fernando Suca Apaza | UNCP
sistema único de control de la calidad. Ante esta irregularidad sedebería impartir directivas, donde se especifiqué que todo alimentodebe ser manejado por especialistas, me refiero a Ingenieros enIndustrias Alimentarías o pesqueros, según sea el caso.
La ruta de absorción de las aflatoxinas puede ser:
- Por inhalación- Por ingestión o consumo directo de alimentos contaminados.
Las aflatoxinas llegan al hombre casi exclusivo a través de los alimentosy bebidas. Cuando el hombre ingiere los alimentos contaminados conaflatoxinas, el principal órgano de localización es el hígado, sinembargo, se ha encontrado aflatoxinas B1 y sus metabolitos en elcorazón, riñones, tejidos cerebrales, orina, heces, en leche de primatesy humanos.
El hígado es la meta de la aflatoxinas, estudios comparativos in Vitro enel metabolismo del hígado, indican que el hígado es relativamenterefractario a la toxicidad por aflatoxinas. En el África, estudiosepidemiológicos, confirman una asociación positiva de la ingestión deaflatoxinas con el cáncer de hígado en el hombre.
F. POSIBLES MÉTODOS PARA ELIMINAR A LAS AFLATÓXINAS
Existen 2 formas de tratamiento, a aplicar de preferencia en granos:
- La descontaminación. Referida a la suspensión física de lasunidades contaminadas involucradas:
o Separación de las partes contaminadas del producto.o Extracción de las micotóxinas con disolventes.o Inactivación de las micotóxinas con métodos físicos (calor,
ebullición, tostado).
- La destoxificación, consiste en recurrir a métodos para extraer elmetabolito.
o Extracción de aceites con disolventes polares.

Manual de Ingeniería de Procesos I 106
Ing. M.Sc. Fernando Suca Apaza | UNCP
o Extracción de tortas de prensado de semillas de oleaginosascon disolventes polares.
o Destoxificación de tortas de prensado de semillas oleaginosascon aminoácidos.
o Destoxificación de tortas de prensado de semillas oleaginosascon metileno e hidróxido cálcico.
o Destoxificación de concentrado proteico de semillasoleaginosas con agua oxigenada.
o Someter los granos contaminados a hidrólisis ácida, paraobtener alcohol posteriormente.
En función a lo referido, podemos concluir que las aflatoxinas debido asu naturaleza química no se destruyen por ebullición o por otrosmétodos sencillos. El tratamiento en quioclave durante 4 horas reducepero no destruye totalmente su toxicidad. Se ha comprobado que elempleo del agente oxidante CION al 5% es efectivo para tratar el equipode laboratorio y el material contaminado.
5.4. TÓXICOS QUE SE ORIGINAN DURANTE ELALMACENAMIENTO DE ALIMENTOS RICOS EN GRASAS.
Las grasas en general, aportan energía en la alimentación, sus fuentesde origen puede ser animal o vegetal, las fuentes de origen animal sonmás saturados, a lo que los de origen vegetal son más insaturados, y ala vez más resistentes a la oxidación, debido a la presencia deantioxidantes naturales como el tocoferol (Vit. E).
Las lipasas de origen microbiano, tienden a desesterificar las grasas,fenómeno que se presenta con mayor frecuencia en la leche. Asímismo, los ácidos grasos poliinsaturados, se oxidan al ser catalizadospor lipoxidasas, enzimas que están presentes en los tejidos vegetales,especialmente en las leguminosas.
La autooxidación de las grasas (ácido grasos no saturados) es una dela causas más importantes de deterioro de alimentos ricos en grasas,dando como resultado: compuestos volátiles de olores indeseables,destrucción por los radicales libres y peróxidos de vitaminasliposolubles, presencia de hidroperóxido, acción sobre las proteínas,seguida de un descenso de su solubilidad, digestibilidad y valor
Manual de Ingeniería de Procesos I 107
Ing. M.Sc. Fernando Suca Apaza | UNCP
nutritivo, formación de epóxidos, furanos ácidos, alcoholes,hidrocarburos, aldehidos y cetonas volátiles.
El mecanismo de oxidación de los ácidos grasos se da en 3 fases:
- Iniciación o formación de radicales libres.- Propagación o reacción de radicales libres entre si.- Terminación o constitución de productos no radicales.
En experimentos realizados en animales, se determinó que un índice deperóxido de 100, no causan alteración apreciables, si éste índice deeleva a 800, origina pérdida de apetito y retrazo del crecimiento, si elíndice de peróxido se eleva a 1,200 desencadena pérdida de peso ymuerte a las 3 semanas.
Es necesario, mencionar además que las gasas al ser calentados enforma intensa en presencia del oxígeno del aire se forman peróxidos. Sise alimenta a los animales con tales grasas se produce irritación deltracto digestivo.
Manual de Ingeniería de Procesos I 108
Ing. M.Sc. Fernando Suca Apaza | UNCP
B I B L I O G R A F Í A
1. BRAVERMAN, J.B.1980 Introducción a la Bioquímicade los alimentos.Nueva Edición por Z. Berk.Ed. Manual Moderno.
2. CHEFTEL, J. y CHEFTEL, H. 1981 Introducción a la Bioquímicay tecnología de losalimentos. Edit. Acribia.Zaragoza. España.
3. DE LA CRUZ, L. 1984 Aflatoxinas una amenazapara la salud y la economía.ICA. Vol. 19 Colombia.
4. DESROSIER, M. 1971 Conservación de alimentos.Cia Ed. Continental. México.
5. DOSSAT, R. 1971 Principios de refrigeración.Compañía EditorialContinental. México
6. DZIEZAK, J.D. 1986 Preservativas: AntioxidantesThe ultimate answer tooxidation. Food Tecnology.EE.UU. de N.A.
7. EARLE, R.L. 1979 Ingeniería de los Alimentos.Edit. Acribia. Zaragoza.España.
8. GOODHART, R y SHILS, M. 1978 Modern Nutrition Health andDisease Diltotberaph. FifthEdition. Lea FebigerPhiladelphia EE.UU. de N.A.
Manual de Ingeniería de Procesos I 109
Ing. M.Sc. Fernando Suca Apaza | UNCP
9. GUEVARA, A. 1989 Obtención de polvo dechirimoya por atomización.Tesis MAGISTER Scientiae.Universidad NacionalAgraria-La Molina-Lima-Perú.
10. GUEVARA, A.1988 Industrialización del Tomatede Árbol. Tesis de GradoUniversidad NacionalAgraria-La Molina-Lima-Perú.
11. GUEVARA, A.1987 Fabricación de FrutaConfitada. Instituto Nacionalde Desarrollo Agro Industrial(INDDA). Lima-Perú.
12. GUEVARA, A.1990 Tecnología Post-Cosecha deFrutas e industrialización dela Aceituna. IPAE. Lima-Perú.
13. HURTADO, F. 1984 Tecnología de Alimentos.Universidad NacionalAgraria-La Molina-Lima-Perú.
14. JEMMALI, M. 1987 Aspectos Económicos yComerciales de lasAflatoxinas. 2da ConferenciaInternacional ConjuntaFAO/OMS/PNUMA. SobreMicotóxinas. Bangkok-Tailandia.
15. KLEMENT, M. 1982 Ciencia y Tecnología de laCarne, curado. Edit. Acribia.Zaragoza. España.
Manual de Ingeniería de Procesos I 110
Ing. M.Sc. Fernando Suca Apaza | UNCP
16. KRETZSCHIMAR, H. 1961 Levaduras y Alcohol y otrosproductos de fermentación.Edit. Reverte, S.A. México.
17. LAWRIE. 1977 Ciencia de la Carne. Edit.Acribia. Zaragoza. España.
18. LEANDRO, A. 1981 Bromatología. Tomo I. Edit.Universidad de BuenosAires. Argentina.
19. LINDER, E. 1978 Toxicología de los Alimentos.Edit. Acribia. Zaragoza.España.
20. LUCK, E. 1981 Conservación Química delos Alimentos. Edit. Acribia.Zaragoza. España.
21. MOLINAS, M. y URAND, S. 1970 Frigo Conservación y Manejode Frutas, Flores yHortalizas. Edit. Aedos.Barcelona. España.
22. PANTASTICO, ER. 1984 Fisiología de la Post-Recolección de Manejo yUtilización de frutas yhortalizas tropicales ysubtropicales. CompañíaEditorial Continental. México.
23. RIVASPLATA ZARATE, C. 1986 Estudios y mejoramiento delas técnicas deAlmacenamiento yTransformación del maíz,trigo y tarwi en 2comunidades rurales delPerú TESIS DE grado.Universidad Nacional AgrariaLa Molina.

Manual de Ingeniería de Procesos I 111
Ing. M.Sc. Fernando Suca Apaza | UNCP
24. TAYLOR, S. y BUSH, R. 1986 Sulfitos AS FoodIngredientes. A ScientificStatus Summer by TheInstitute of Food TechologistExpert Panel on Food Safetyy and Nutritión. FoodTechnology. EE.UU. de N.A.
25. WILLS, R. y LEE T. 1884 Fisiología y Manipulación defrutas y hortalizas Post-Recolección. Edit. Acribia.Zaragoza. España.