plan de reducciÓn de las no conformidades en el...
TRANSCRIPT

PLAN DE REDUCCIÓN DE LAS NO CONFORMIDADES EN EL ÁREA DE
PRODUCTO SEMITERMINADO DE HENKEL COLOMBIANA S.A.S A
TRAVÉS DE LA IMPLEMENTACIÓN DE SEIS SIGMA.
ERIKA ALEJANDRA CALDERÓN CASTIBLANCO 20142377015
ANJHELA PAOLA ORTIZ CASAS 20142377014
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA
INGENIERÌA DE PRODUCCIÒN BOGOTÁ
2016

2
PLAN DE REDUCCIÓN DE LAS NO CONFORMIDADES EN EL ÁREA DE
PRODUCTO SEMITERMINADO DE HENKEL COLOMBIANA S.A.S A
TRAVÉS DE LA IMPLEMENTACIÓN DE SEIS SIGMA.
ERIKA ALEJANDRA CALDERÓN CASTIBLANCO 20142377015
ANJHELA PAOLA ORTIZ CASAS 20142377014
Proyecto de pasantía empresarial para optar por el título de Ingeniero
de Producción
Manuel Alfonso Mayorga Morato Ingeniero Industrial
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA INGENIERÌA DE PRODUCCIÒN
BOGOTÁ 2016

3
Nota de aceptación:
_________________________________
_________________________________
_________________________________
_________________________________
_________________________________
_______________________________
Ing. Manuel Mayorga
_______________________________
_______________________________
Bogotá, 4 de octubre de 2016

4
DEDICATORIA
Este trabajo de grado se lo dedicamos a nuestros padres por su
acompañamiento incondicional en cada una de las etapas de nuestras vidas,
por su apoyo, confianza y amor depositado en nosotros, lo que ha permitido
que cumplamos nuestros objetivos como personas y estudiantes.
Erika Alejandra Calderón Castiblanco
Anjhela Paola Ortiz Casas
5
AGRADECIMIENTOS
En el desarrollo de este trabajo es fundamental recalcar que no lo
hubiésemos podido hacer solos, pues el apoyo constante durante estos
meses de trabajo ha sido el motor de impulso en el logro de nuestros
objetivos. Inicialmente nuestro mayor agradecimiento es para Dios, por la
sabiduría, paciencia y esfuerzo que nos brindó cada día para no desfallecer y
continuar con entusiasmo a pesar de las dificultades.
Es fundamental expresar también agradecimientos a nuestras familias, por
sus reflexiones, consejos y por su acompañamiento a lo largo de este
proceso académico, que sin duda marcan el inicio de muchos logros y la
realización de muchos sueños.
De igual manera agradecemos a nuestro director de proyecto Ing. Manuel
Mayorga, por su visión objetiva, por sus consejos y por la confianza
depositada en nosotros, sabemos que sin su ayuda este proyecto no sería lo
que es hoy.
Finalmente agradecemos a nuestros profesores quienes a lo largo de nuestra
carrera han aportado con su conocimiento, ejemplo y dedicación al desarrollo
de nuestra formación y nos han dado las bases para el desarrollo de
proyectos de calidad.

6
TABLA DE CONTENIDO
JUSTIFICACIÓN ........................................................................................... 16
1. GENERALIDADES ................................................................................ 17
1.1. PROBLEMA ..................................................................................... 17
1.1.1. Descripción del Problema ......................................................... 17
1.1.2. Formulación .............................................................................. 17
1.2. OBJETIVOS ..................................................................................... 18
1.2.1. General. .................................................................................... 18
1.2.2. Específicos. ............................................................................... 18
1.3. DELIMITACIÓN Y ALCANCE. ......................................................... 18
1.4. BASE METODOLÓGICA ................................................................. 19
2. MARCO REFERENCIAL ....................................................................... 21
2.1. MARCO HISTÓRICO....................................................................... 21
2.1.1. Sector Económico CIIU 2429 ....................................................... 21
2.1.2. Henkel Colombiana S.A.S. ........................................................... 22
2.1.3. Visión Y Valores Corporativos. ..................................................... 23
2.1.4. Estrategia. .................................................................................... 24
2.2. MARCO TEÓRICO .......................................................................... 27
2.2.1. Orígenes de Seis Sigma ........................................................... 27
2.2.2. Filosofía Seis Sigma .................................................................. 28
2.2.3. Calidad Seis Sigma ................................................................... 29
3. DIAGNÓSTICO INICIAL. ....................................................................... 31
3.1. INFORMACIÓN GENERAL PLANTA DE PRODUCCIÓN HENKEL
COLOMBIANA. ......................................................................................... 31
3.1.1. Planta de producción. ................................................................ 32
3.1.2. Estructura organizacional .......................................................... 34
3.2. COMPORTAMIENTO DEL PRODUCTO NO CONFORME EN LA
PLANTA DE PRODUCCIÓN HENKEL COLOMBIANA. ............................ 36
3.3. ÁREAS Y LÍNEAS DE PRODUCTO SEMITERMINADO ................. 39
4. GENERALIDADES DEL PROCESO PRODUCTIVO ....................... 41
7
4.1.1. Envase de semiterminado frascos y oxigentas ......................... 41
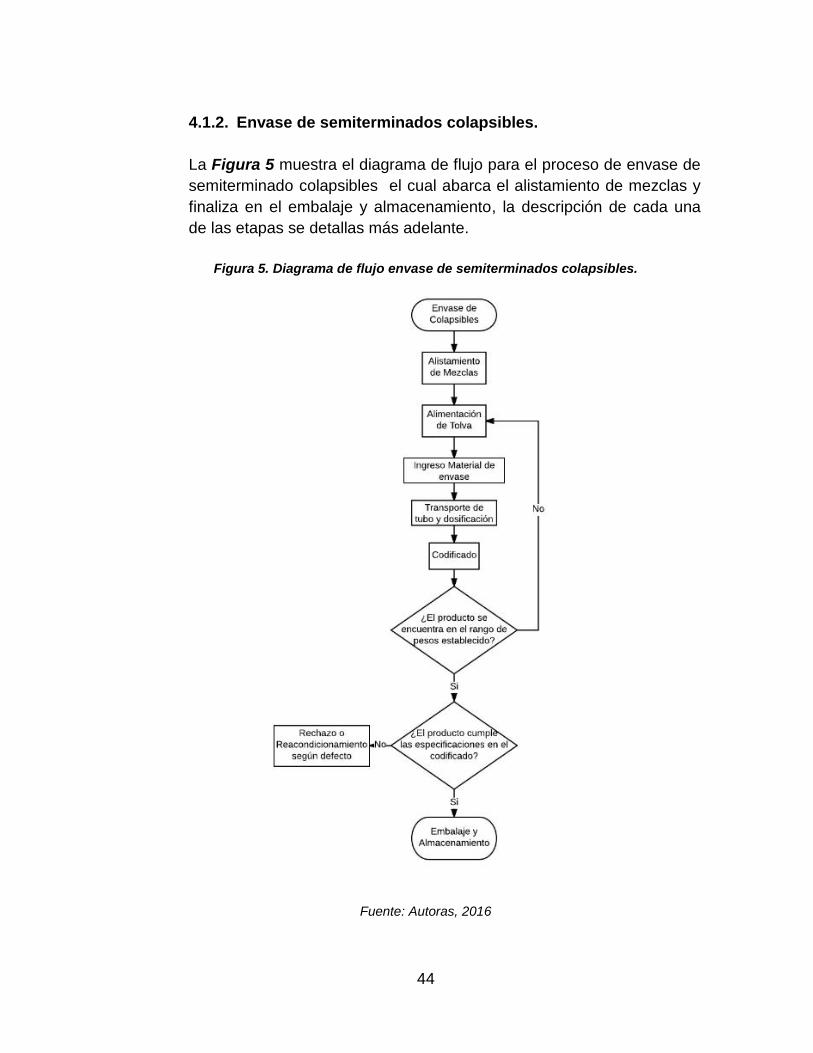
4.1.2. Envase de semiterminados colapsibles. ................................... 44
4.1.3. Envase de semiterminados sachet ............................................ 46
4.2. ANÁLISIS PROBLEMA USANDO 4W1H. ........................................ 48
5. MEDICIÓN DEL DESEMPEÑO DEL PROCESO ............................ 50
5.1. DEFECTOS EN LOS PRODUCTOS SEMITERMINADOS .............. 50
5.1.1. Generales: ................................................................................. 50
5.2. CONTROL ESTADÍSTICO DEL PROCESO .................................... 65
5.2.1. Estadística Producto Semiterminado No Conforme ..................... 65
6. ANÁLISIS DE DATOS ..................................................................... 99
6.1. ANÁLISIS DE CAUSALIDAD. .......................................................... 99
6.1.1. Diferencia en pesos frascos ...................................................... 99
6.1.2. Diferencia en pesos sachet ..................................................... 103
6.1.3. Falta de codificado en frasco .................................................. 106
6.1.4. Codificado incorrecto en frasco ............................................... 106
6.1.5. Sticker de referencia torcido, arrugado o faltante: ................... 106
6.1.6. Codificado ilegible o incompleto en sachet: ............................ 109
6.1.7. Etiqueta torcida, levantada o faltante. área frascos................. 111
6.1.8. Fuga en sachet:....................................................................... 113
7. PROCESO DE MEJORA ..................................................................... 116
7.1. BALANZAS CONTADORAS CON IMPRESIÓN DE RÓTULO. ..... 116
7.2. PROPUESTA PARA LA DIMINUCIÓN DE LOS IMPACTOS
GENERADOS POR LA ROTACIÓN DE PERSONAL ............................. 116
7.4. PROCEDIMIENTO SOBE PRODUCTO RECHAZADO ................. 124
8. EVALUACIÓN DE LOS IMPACTOS .................................................... 125
8.1. ANÁLISIS DE COSTOS ................................................................. 125
RESULTADOS ESPERADOS .................................................................... 127
BIBLIOGRAFÍA ........................................................................................... 129

8
LISTA DE CUADROS
Cuadro 1. Metodología Plan de Implementación de Seis Sigma. ................. 19
Cuadro 2. Control de calidad Vs. Seis Sigma ............................................... 30
Cuadro 3. Áreas y líneas de producto semiterminado .................................. 40
Cuadro 4. Manual de Niveles Aceptables de Calidad (Parte A) .................... 52
Cuadro 5. Manual de Niveles Aceptables de Calidad (Parte B) .................... 53
Cuadro 6. Manual de Niveles Aceptables de Calidad (Parte C) ................... 54
Cuadro 7. Manual de Niveles Aceptables de Calidad (Parte D) .................. 55
Cuadro 8. Manual de Niveles Aceptables de Calidad (Parte E) .................... 56
Cuadro 9. Manual de Niveles Aceptables de Calidad (Parte F) .................... 57
Cuadro 10. Manual de Niveles Aceptables de Calidad (Parte G) ................. 58
Cuadro 11. Manual de Niveles Aceptables de Calidad (Parte H).................. 59
Cuadro 12. Manual de Niveles Aceptables de Calidad (Parte I) ................... 60
Cuadro 13. Manual de Niveles Aceptables de Calidad (Parte J) .................. 61
Cuadro 14. Manual de Niveles Aceptables de Calidad (Parte K) .................. 62
Cuadro 15. Manual de Niveles Aceptables de Calidad (Parte L) .................. 63
Cuadro 16. Defectos en Frascos .................................................................. 64
Cuadro 17. Motivo de rechazo Vs. Costo ..................................................... 65
Cuadro 18. Programa de mantenimiento máquinas semiterminado (Parte A)
.................................................................................................................... 118
Cuadro 19. Programa de mantenimiento máquinas semiterminado (Parte B)
.................................................................................................................... 119
Cuadro 20. Programa de mantenimiento máquinas semiterminado (Parte C)
.................................................................................................................... 120
Cuadro 21. Programa de mantenimiento máquinas semiterminado (Parte D)
.................................................................................................................... 121
Cuadro 22. Programa de mantenimiento máquinas semiterminado (Parte E)
.................................................................................................................... 122
Cuadro 23. Programa de mantenimiento máquinas semiterminado (Parte F)
.................................................................................................................... 123
Cuadro 24. Costos asociados a cada propuesta ........................................ 125
9
LISTA DE GRÁFICAS
Gráfica 1. Variación año corrido 2015 industria y sector químico (%). .......... 22
Gráfica 2. Volúmenes de producción de la planta de producción Henkel
Colombiana para Hair & Body Care 2015 – 2016. ........................................ 33
Gráfica 3. Distribución promedio de Volúmenes de producción por área de
Hair & Beauty Care en Henkel Colombiana SAS. 2015 – 2016. ................... 34
Gráfica 4. Porcentaje de producto no conforme en la planta de producción
Henkel Colombiana SAS. Primer semestre 2016 ......................................... 36
Gráfica 5. Cantidad de rechazos de producto no conforme en la planta de
producción Henkel Colombiana SAS. Por área y mes del primer semestre
2016. ............................................................................................................. 37
Gráfica 6. Contratos y despidos en el área de frascos en la planta de
producción Henkel Colombiana SAS. Primer semestre 2016. ...................... 38
Gráfica 7. Costo de destrucción y reacondicionamiento del producto no
conforme en la planta de producción Henkel Colombiana SAS. Primer
semestre 2016. ............................................................................................. 39
Gráfica 8. Costo por motivo de rechazo primer semestre de 2016 ............... 66
Gráfica 9. Pareto costo por tipo de rechazo .................................................. 67
Gráfica 10. Tendencia de variación en peso del producto 1102978 Glatt Nte.
...................................................................................................................... 69
Gráfica 11. Distribución normal IDH 1102978 GLATT NTE .......................... 70
Gráfica 12. Tendencia de variación en pesos del producto 1699030 Sm Oxig
PPP 6% Sch. ................................................................................................ 71
Gráfica 13. Distribución normal IDH 1699030 Oxig PPP 6% Sch. ................ 72
Gráfica 14. Tendencia de variación en pesos del producto 1699031 Sm Oxig
PPP 9% Sch. ................................................................................................ 73
Gráfica 15. Distribución normal IDH 1699031 Oxig PPP 9% Sch. ................ 75
Gráfica 16. Tendencia de variación en pesos del producto 1866953 Sm
Acond Brill 2014 ............................................................................................ 76
Gráfica 17. Distribución normal IDH 1866953 Sm Acond Brill 2014. ............ 77
Gráfica 18. Tendencia de variación en pesos del producto 1885742 Sm Konz
Rinse Tod Tipo .............................................................................................. 78
Gráfica 19. Distribución normal IDH 1885742 Sm Konz Rinse Tod Tipo ...... 79
Gráfica 20. Tendencia de variación en pesos del producto 1894340 Semi Bal
Cr .................................................................................................................. 80
Gráfica 21. Distribución normal IDH 1894340 Semi Bal Cr. ......................... 82

10
Gráfica 22. Tendencia de variación en pesos del producto 1911810 Semi
Bonawell Reacond ........................................................................................ 83
Gráfica 23. Distribución normal IDH 1911810 Semi Bonawell Reacond ....... 84
Gráfica 24. Tendencia de variación en pesos del producto 1919105 Semi
Konzil Sh Todo Tipo ...................................................................................... 85
Gráfica 25. Distribución normal IDH 1919105 Semi Konzil Sh Todo Tipo .... 86
Gráfica 26. Tendencia de variación en pesos del producto 1975610 Igroy Loc
Sachet 20v .................................................................................................... 87
Gráfica 27. Distribución normal IDH 1975610 Igroy Loc Sachet 20v ............ 89
Gráfica 28. Tendencia de variación en pesos del producto 1885723 Semi
Konzil Sh 2en1 .............................................................................................. 90
Gráfica 29. Distribución normal IDH 1885723 Semi Konzil Sh 2en1 ............. 91
Gráfica 30. Tendencia de variación en pesos del producto 1885725 Semi
Konzil Cr Rizos ............................................................................................. 92
Gráfica 31. Distribución normal IDH 1885725 Semi Konzil Cr Rizos ............ 93
Gráfica 32. Tendencia de variación en pesos del producto 1919102 Semi
Konzil Sh Renovación ................................................................................... 94
Gráfica 33. Distribución normal IDH 1919102 Semi Konzil Sh Renovación .. 96
Gráfica 34. Tendencia de variación en pesos del producto IDH 2071927 Semi
Bal Mini Cre Cli W ......................................................................................... 97
Gráfica 35. Distribución normal IDH 2071927 Semi Bal Mini Cre Cli W ........ 98

11
LISTA DE FIGURAS
Figura 1. Logotipo y Slogan de Henkel ......................................................... 24
Figura 2. Estrategia corporativa de Henkel ................................................... 25
Figura 3. Organigrama de la Dirección de operaciones ................................ 35
Figura 4. Diagrama de flujo envase de semiterminados frascos y oxigentas
...................................................................................................................... 41
Figura 5. Diagrama de flujo envase de semiterminados colapsibles. ........... 44
Figura 6. Diagrama de flujo envase de semiterminados sachet ................... 46
Figura 7. Diagrama Ishikawa Diferencias en pesos Frascos ...................... 102
Figura 8. Diagrama Ishikawa Diferencias en pesos Sachet ........................ 105
Figura 9. Diagrama Ishikawa Problemas de codificado Frascos................. 108
Figura 10. Codificado Ilegible O Incompleto En Sachet .............................. 110
Figura 11. Etiqueta Torcida, Levantada O Faltante Área Frascos .............. 112
Figura 12. Fuga en sachet .......................................................................... 115

12
LISTA DE TABLAS
Tabla 1. Rango de pesos de productos semiterminados del Ensayo. .......... 68
Tabla 2. Pesos registrados para el producto 1102978 Glatt Nte. ................. 68
Tabla 3. Datos Estadísticos IDH 1102978 GLATT NTE ................................ 69
Tabla 4. Pesos registrados para el producto 1699030 Sm Oxig PPP 6%. .... 71
Tabla 5. Datos Estadísticos IDH 1699030 Oxig PPP 6% Sch. ..................... 72
Tabla 6. Pesos registrados para el producto 1699031 Sm Oxig PPP 9% Sch
...................................................................................................................... 73
Tabla 7. Datos Estadísticos IDH 1699031 Oxig PPP 9% Sch ...................... 74
Tabla 8. Pesos registrados para el producto 1866953 Sm Acond Brill 2014 75
Tabla 9. Datos Estadísticos IDH 1866953 Sm Acond Brill 2014. .................. 76
Tabla 10. Pesos registrados para el producto 1885742 Sm Konz Rinse Tod
Tipo ............................................................................................................... 78
Tabla 11. Datos Estadísticos 1885742 Sm Konz Rinse Tod Tipo ................. 79
Tabla 12. Pesos registrados para el producto 1894340 Semi Bal Cr ........... 80
Tabla 13. Datos Estadísticos 1894340 Semi Bal Cr ..................................... 81
Tabla 14. Pesos registrados para el producto 1911810 Semi Bonawell
Reacond ....................................................................................................... 82
Tabla 15. Datos Estadísticos 1911810 Semi Bonawell Reacond.................. 84
Tabla 16. Pesos registrados para el producto 1919105 Semi Konzil Sh Todo
Tipo ............................................................................................................... 85
Tabla 17. Datos Estadísticos 1919105 Semi Konzil Sh Todo Tipo ............... 86
Tabla 18. Pesos registrados para el producto IDH 1975610 Igroy Loc Sachet
20v ................................................................................................................ 87
Tabla 19. Datos Estadísticos 1975610 Igroy Loc Sachet 20v ....................... 88
Tabla 20. Pesos registrados para el producto IDH 1885723 Semi Konzil Sh
2en1 .............................................................................................................. 89
Tabla 21. Datos Estadísticos 1885723 Semi Konzil Sh 2en1 ....................... 90
Tabla 22. Pesos registrados para el producto IDH 1885725 Semi Konzil Cr
Rizos ............................................................................................................. 92
Tabla 23. Datos Estadísticos 1885725 Semi Konzil Cr Rizos ....................... 93
Tabla 24. Pesos registrados para el producto IDH 1919102 Semi Konzil Sh
Renovación ................................................................................................... 94
Tabla 25. Datos Estadísticos 1919102 Semi Konzil Sh Renovación ............ 95
Tabla 26. Pesos registrados para el producto IDH 2071927 Semi Bal Mini Cre
Cli W ............................................................................................................. 96
Tabla 27. Datos Estadísticos 2071927 Semi Bal Mini Cre Cli W .................. 98

13
LISTA DE ANEXOS
Anexo 1. Cotizaciones Suministro de sistema de conteo ........................... 130
Anexo 2. Cotizaciones Suministro de terminal de pesaje ........................... 131
Anexo 3. Procedimiento producto terminado y semiterminado no conforme
.................................................................................................................... 132

14
RESUMEN
El presente proyecto propone de manera metodológica la implementación de
Seis Sigma para la disminución de las no conformidades del producto
semiterminado para la planta de producción de Henkel Colombiana S.A.S,
que incluye Frascos (Champú, acondicionadores, desodorantes,
tratamientos) Sachet (Cojines) y Oxigentas (Semiterminado usado en el
proceso de encartonado de kits de coloración). El proyecto basa su proceder
en los cinco pasos de la metodología de análisis y mejora Seis Sigma
(Definir, Medir, Analizar, Mejorar y Controlar) empleando herramientas
específicas en cada etapa.
Se plantea un conjunto de acciones de mejora en donde se analiza la
factibilidad técnica y económica de las mejoras propuestas estableciendo un
plan de implementación y controlen la planta de producción de Henkel
Colombiana SAS.
Palabras clave: Seis Sigma, no conformidades, semiterminado, acciones de
mejora, producción.

15
INTRODUCCIÓN
Henkel Colombiana S.A.S hace parte de una multinacional de origen
Alemán, la cual se encarga de la fabricación, comercialización y
distribución de productos cosméticos en los que se encuentran tinturas,
champús, cremas para peinar, acondicionadores, tratamientos,
desodorantes, entre otros. La producción a su vez cuenta con dos tipos
de producto: terminado y semiterminado, siendo este último el que genera
en mayor proporción producto no conforme, afectando directamente la
calidad del producto terminado de coloración del negocio Retaíl, el cual
se encarga del abastecimiento y distribución de tiendas y supermercados.
El producto semiterminado incluye a su vez “sachet” (bolsa hermética
descartable empleada para contener productos, que suelen consumirse
de forma continua y de una sola vez)1 que corresponde al negocio
mencionado anteriormente, provocando aumento de costos para la
compañía y pérdida de clientes.
1 WIKIPEDIA. (21 de Noviembre de 2014). SACHET. Recuperado el 10 de Marzo de 2016,
de http://definicion.de/sachet/

16
JUSTIFICACIÓN
En la actualidad el área de empaque de semiterminados no conformes
representa el 69,89%2 del total de producto no conforme de la producción de
Henkel, lo cual genera incumplimiento en las entregas de los productos por
re procesos, disminución de la calidad en el producto terminado, aumento de
costo de mano de obra (al usarse más horas en reacondicionamiento del
producto rechazado); sin duda alguna estas variables generan insatisfacción
del cliente y disminuyen la competitividad de la compañía, además de
generar aumento de los costos de producción. Por consiguiente, la
aplicación de nuevas herramientas que permitan la generación de acciones
de mejora en el proceso productivo, encaminadas a la reducción de producto
no conforme, podría generar una mayor optimización de los recursos (horas
de producción, mano de obra, material usado, etc.) y mejorar la calidad del
producto terminado, lo cual permitirá aumentar la satisfacción del cliente final.
La viabilidad de las estrategias de seis sigma llevara al mejoramiento de la
calidad del producto semiterminado mediante el análisis de los
requerimientos técnicos, basado en un enfoque al cliente, cumpliendo las
especificaciones del producto, lo cual permitirá un trabajo en equipo que
contara con el apoyo de la alta gerencia, el área de aseguramiento de
calidad, el área de mejoramiento y los colaboradores en general del proceso,
en busca de acciones de mejora mediante la capacitación y el planteamiento
teórico-práctico de las herramientas de la metodología adaptadas a la
operatividad de la planta de producción.
2 HENKEL COLOMBIANA S.A.S. (2016). Bitácora de producto no conforme Enero y Febrero de 2016 . Bogotá: Área de Costos Producción.

17
1. GENERALIDADES
1.1. PROBLEMA
1.1.1. Descripción del Problema
En los registros de producto no conforme, de la empresa Henkel
Colombiana S.A.S, se encuentra que el 84,5%3 del producto retenido
hace parte de semiterminados con fuga, errores en la información legal,
decoloración del papel Foil, diferencias en tamaños, pesos altos y
bajos, faltantes en caja original y material de empaque en mal estado; lo
cual genera reprocesos, devolución del producto y demoras en la
entrega de los pedidos, afectando así la productividad y competitividad
de la compañía, pues se generan costos adicionales en los procesos
(al demandar más horas de trabajo en cada una de las líneas), además
del deterioro progresivo del producto y la creación de cuellos de botella
en la cadena productiva.
Los defectos descritos hacen parte de falta de inspección en el proceso,
ajustes de máquina, falta de entrenamiento y herramientas que faciliten
el control y cumplimiento de los requisitos establecidos para este tipo de
productos; sin embargo, en el desarrollo del trabajo se investigarán las
causas raíces de las no conformidades para indagar sobre los puntos
críticos que más afectan el proceso y así dar solución a cada uno de
ellos.
1.1.2. Formulación
¿Cómo reducir las no conformidades del producto semiterminado para
la planta de producción de Henkel Colombiana SAS, mediante la
implementación de Seis Sigma?
3 HENKEL COLOMBIANA S.A.S. (2015). Informe de producto no conforme . Bogotá: Área
de aseguramiento de calidad.

18
1.2. OBJETIVOS
1.2.1. General.
Elaborar un plan de reducción de las no conformidades en el área de
producto semiterminado de Henkel Colombiana SAS a través de la
implementación de Seis Sigma que permita la optimización de los
recursos del proceso, manteniendo un proceso de manufactura eficiente
y mejorando la calidad del producto final.
1.2.2. Específicos.
Elaborar un diagnóstico general de la empresa y el proceso productivo
de semiterminados tanto del área de sachet como de oxigenta, para
determinar las posibles acciones a mejorar.
Medir el desempeño del proceso identificando los requisitos claves de
los clientes, las características claves del producto y los parámetros
que afectan el funcionamiento del proceso, para determinar la
capacidad del proceso
Analizar los datos de resultados actuales e históricos del proceso para
confirmar las variables clave de entrada que afectan las variables de
respuesta del proceso.
Elaborar un proceso de mejora que permita optimizar el
funcionamiento actual del proceso, para reducir las no conformidades
y minimizar la inversión a realizar.
Evaluar los impactos, las implicaciones y la inversión que requiere la
propuesta de implementación de Seis Sigma, con el fin de garantizar
la continuidad de la mejora.
1.3. DELIMITACIÓN Y ALCANCE.
El alcance del presente proyecto es proponer de manera metodológica la
implementación de las herramientas pertinentes de Seis Sigma, aplicadas
al área de empaque de semiterminados en la planta de producción de
Henkel Colombiana SAS, para hacer evidentes los beneficios que traería
la implementación de las mismas, evaluando las implicaciones a nivel

19
económico, organizacional y productivo, de igual forma se realizará la
evaluación de los costos de implementación y la comparación de las
características favorables.
1.4. BASE METODOLÓGICA
Dando respuesta a cada uno de los objetivos específicos formulados, se establecen las siguientes fases dentro del proyecto, acorde a la filosofía Seis Sigma, (las cuales se muestran en el Cuadro 1):
Cuadro 1. Metodología Plan de Implementación de Seis Sigma.
FASE DESCRIPCIÓN HERRAMIENTAS
1. Diagnostico área de semiterminado
En esta fase se pretende conocer con exactitud el proceso, recopilando los datos, estableciendo parámetros y variables involucradas.
Procesos de producción Henkel.
Diagrama de Procesos.
4W1H
2. Medición del desempeño del proceso
En esta fase se recopila la información del sistema, estableciendo parámetros y las medidas de desempeño.
Manual de niveles aceptables de calidad.
Control Estadístico del proceso.
Diagrama de dispersión.
Diagrama de Pareto
3. Análisis de datos
En esta fase se realiza el estudio y análisis de los datos recopilados, para evaluar la situación actual del proceso y buscar las causas del problema, mediante métodos cualitativos y cuantitativos.
Análisis de causalidad.
Diagramas causa efecto.
Justificación de costos
4. Proceso de mejora
En esta fase se establecen propuestas de mejora del proceso a través de planes de acción definidos.
Propuesta reducción de los impactos generador por la rotación de personal.
Propuesta balanzas contadoras con impresión de rotulo
Programa de

20
FASE DESCRIPCIÓN HERRAMIENTAS
mantenimiento maquinas semiterminado
Procedimientos y OPL sobre producto rechazado.
5. Evaluación de los impactos.
En esta fase se justifica la propuesta mediante el cálculo de las mejoras previstas bajo la implementación del seis sigma evaluando su costo beneficio.
Análisis de costos
Fuente: Autoras, 2016

21
2. MARCO REFERENCIAL
2.1. MARCO HISTÓRICO
2.1.1. Sector Económico CIIU 2429
Sección: D (Industrias manufactureras)
División: 24 (Fabricación de sustancias y productos químicos)
Grupo: 242 (Fabricación de otros productos químicos)
Clase: 2429
Descripción: Fabricación de otros productos químicos ncp.4
De acuerdo a un artículo de la revista Dinero publicado en agosto del año
pasado, la industria química en contraste a las demás industrias, muestra un
crecimiento considerable, lo cual le permite liderar los primeros lugares de
producción y ventas.
A pesar de que la industria química también se ha visto afectada por la
coyuntura vivida durante el 2015, esta ha mostrado un rendimiento muy
superior y una gran facilidad para recuperarse (tal como se muestra en la
Gráfica 1). En promedio, la industria en general ha caído 1,4% durante los
primeros 7 meses del año, pero los químicos, básicos y otros, superan este
resultado con 9,8% y 3% respectivamente.
Es importantes a destacar el comportamiento del sector a nivel PIB, pues
teniendo en cuenta que el total de la fabricación de sustancias y productos
químicos pesa apenas el 1,4% del PIB (un mercado de $1.8 billones en el
segundo trimestre de 2015) es el único sector que ha mantenido un
crecimiento anual en positivo durante los últimos 18 meses.5
4 Colombia. 2002. Decreto 1607/2013, de 31 de Julio Por el cual se Modifica la Tabla de
Modificación de Actividades Económicas Para el Sistema General de Riesgos Profesionales y se Dictan Otras Disposiciones. pp. 27. 5 REVISTA DINERO. (10 de Agosto de 2015). INDUSTRIA QUÍMICA, UNA LUZ EN MEDIO DEL
GRIS PANORAMA INDUSTRIAL. DINERO, 4. Obtenido de
http://www.dinero.com/economia/articulo/industria-quimica-colombia/214471

22
Gráfica 1. Variación año corrido 2015 industria y sector químico (%).
Fuente Dane, Cálculos Dinero
2.1.2. Henkel Colombiana S.A.S.
Razón Social: HENKEL COLOMBIANA SAS.
NIT: 860.000.751-3
Ubicación: Zona Industrial de Montevideo – Bogotá D.C.
Dirección: Calle 17 No 68B No 97.
Telefax: 4239000
Homepage: www.henkel.com.co
Henkel es una multinacional alemana fundada en 1876 dedicada a la
producción, comercialización y distribución de productos de consumo, logrando
ser líder en marcas y tecnologías a nivel global relacionadas con tres áreas de
negocio: Laundry and Home Care (Detergentes y Cuidado del Hogar), Beauty
Care (Cosmética) y Adhesive Technologies (Tecnologías Adhesivas).
Henkel cuenta hoy con posiciones líderes en el mercado de consumo y en el
industrial, siendo reconocida por marcas como Persil, Schwarzkopf y Loctite.
La empresa tiene su sede central en Düsseldorf, Alemania y tiene cerca de
50,000 empleados provenientes de más de 120 naciones.
Henkel Colombiana S.A.S, está presente en Colombia desde el año 1987 a
través de Química Aplicada Alemana (Cognis), estableciéndose en Cali.
Posteriormente la planta cosmética se estableció en Bogotá, la cual funciona

23
desde el año 1972 con el negocio de “BeutyCare” exportando a 18 países los
productos de la línea Schwarzkopf. 6
2.1.3. Visión Y Valores Corporativos.
Visión:
“Un líder global en marcas y tecnologías.
Nuestra Visión nos da un sentido de dirección y destino. Ésta captura nuestro
deseo de ser los mejores en lo que hacemos y es la base de lo que somos
como empresa.
Valores corporativos:
Nuestros valores hablan por sí mismos: ellos personifican a Henkel porque
reflejan nuestra cultura corporativa. Estos valores se viven de manera
consistente, en particular en el desarrollo de nuevos productos.
Ponemos a nuestros clientes justo en el centro de todo lo que hacemos:
Anticipamos, damos respuesta y cumplimos las expectativas de nuestros
clientes y consumidores brindando las marcas y tecnologías con mejor valor,
calidad e innovación.
Valoramos, damos retos y recompensamos a nuestra gente: Nos tratamos
unos a otros con respeto y dignidad y desarrollamos nuestras capacidades.
Esperamos que todos tomen responsabilidad personal y se desempeñen con
altos estándares. Confiamos unos a otros para tener éxito como empresa.
Impulsamos un excelente desempeño financiero sustentable: Somos una
empresa orientada al desempeño comprometida con desarrollar el valor de
nuestro negocio y proporcionar un retorno competitivo a nuestros accionistas.
Estamos comprometidos con el liderazgo en sustentabilidad:
Proporcionamos productos, tecnologías y procesos que cumplen los más altos
estándares. Estamos comprometidos con la salud y seguridad de nuestros
empleados, la protección del medio ambiente y la calidad de vida en las
comunidades donde operamos.
6 Henkel Colombiana S.A. (2016). HENKEL. Obtenido de Compañía:
http://www.henkel.com.co/compania

24
Construimos nuestro futuro sobre los cimientos de nuestro negocio
familiar: Valoramos la continuidad de nuestro propósito y visión con base en
nuestra larga historia de éxito y un fuerte enfoque en nuestros valores. Nos
guiamos por nuestra visión a largo plazo la cual se basa en un espíritu
emprendedor justo y una sólida base financiera”.7
Figura 1. Logotipo y Slogan de Henkel
Fuente: Henkel Colombia
2.1.4. Estrategia.
“La estrategia de Henkel se basa en los siguientes pilares:
Para alcanzar la visión de la empresa a nivel global, Henkel ha desarrollado
su estrategia para los próximos 10 años, las cuales dictan las directrices para
el desarrollo de todas las actividades de la compañía a nivel global.
La estrategia está constituida por 4 pilares fundamentales: Outperform
(Superar), Simplify (Simplificar), Globalize (Globalizar), Inspire (Inspirar),
cuyo significado se muestra a continuación”8:
7 Henkel Colombiana S.A.S. Op. cit. 8 Ibid.

25
Figura 2. Estrategia corporativa de Henkel
Fuente: Henkel Colombia
a. “Outperform: Queremos aprovechar todo el potencial de nuestras categorías
con el objetivo de lograr mayor participación en el mercado y así superar a
nuestra competencia al:
Gestionar activamente nuestro portafolio.
Fortalecer nuestras marcas más importantes.
Lanzar innovaciones poderosas.
Enfocarnos en nuestros clientes y consumidores”.9
b. “Globalize: La prioridad estratégica “Globalize” describe nuestras diferentes
estrategias regionales para aprovechar oportunidades de crecimiento en todo el
mundo.
Aprovechar las fortalezas en mercados maduros y expandirnos en mercados
emergentes. (Sudamérica, suroeste asiático, Antillas, Centroamérica y África
central).
En mercados maduros aprovecharemos nuestras fortalezas y generaremos
crecimiento rentable al incrementar nuestra inversión en marca y mantener el
enfoque en costos. El objetivo para el 2016 es ganar más posiciones
9 Henkel Colombiana S.A.S. Op. cit.

26
importantes en estos mercados con nuestras marcas fuertes, mientras
incrementamos la rentabilidad.
c. Simplify: es la prioridad estratégica que resume nuestra mejora constante de
los procesos globales. Buscaremos continuamente la excelencia operacional al
hacer que nuestros procesos sean más rápidos y más estandarizados,
enfocándonos en la eficiencia en costos, así como en la optimización de
principio a fin de:
Extender los servicios compartidos: nuevos centros, más procesos de
negocio.
Extenderemos nuestros actuales servicios compartidos al incrementar el
número de procesos gestionados en los centros de servicio compartido.
d. Inspire: Es la prioridad estratégica que describe nuestro claro compromiso de
fortalecer nuestro equipo global. Nos enfocaremos en tres áreas: Liderazgo,
Talento & Desempeño y Diversidad.
Desarrollar líderes fuertes: Como parte de nuestro enfoque en el
desarrollo de líderes fuertes, hemos definido nuevos principios de liderazgo
que servirán de guía sobre cómo manejar la complejidad de los roles de
liderazgo e inspirar a nuestros equipos globales.
Por ejemplo, con la nueva serie de Desarrollo de Liderazgo, el cual es un
programa de entrenamiento obligatorio para todos los
supervisores/gerentes con gente a su cargo, los apoyamos desde sus
primeras tareas de liderazgo operacional hasta las responsabilidades de
liderazgo avanzadas y estratégicamente relevantes.
“Talento y Desempeño: A fin de atraer y retener talentos globalmente,
fortaleceremos nuestra marca como empleador y continuaremos
concentrándonos en hacer de Henkel una empresa altamente atractiva.
Esto incluye una compensación competitiva y programas de recompensa
que estén sólidamente vinculados al desempeño, así como atractivas
oportunidades de desarrollo de carrera en diferentes negocios, ofreciendo
experiencia internacional y participación en proyectos desafiantes.”10
10 Henkel Colombiana S.A.S. Op. cit.

27
2.2. MARCO TEÓRICO
2.2.1. Orígenes de Seis Sigma
Seis Sigma inicio como un programa diseñado y dirigido por Bill Smith con el
apoyo del CEO Bob Galvin, fue implementado en 1988 por Motorola. El
objetivo de este programa fue reducir la variación de los procesos hasta
alcanzar una fracción defectuosa media de 3.4 ppm (partes por millón, 3.4
defectos por cada millón de oportunidades); dicha reducción de la
variabilidad se consiguió empleando métodos estadísticos (diseño de
experimentos, ANOVA, regresión, gráficos de control, etc.) y también otras
herramientas no estadísticas (AMFE, QFD, 7M) combinado con técnicas de
gestión de procesos.
Posteriormente, de la mano de Mikel Harry y Leonard Schroeder, Seis Sigma
se extendió con éxito a otras grandes empresas, como Allied Signal, Polaroid
y sobre todo, a la compañía presidida por el famosísimo Jack Welch, General
Electric.11
El éxito de Seis Sigma en General Electric supuso el espaldarazo total que
este necesitaba y a partir de ahí empezó una mimetización por casi todas las
grandes corporaciones norteamericanas. Naturalmente aquellas empresas
que se limitaron a seguir “la moda” de manera frívola no alcanzaron los
éxitos previstos, mientras que aquellas que entendieron y adaptaron las
esencias de Seis Sigma, consiguieron mejoras en sus resultados de calidad
y su posición competitiva.
Si bien no existe una definición de Seis Sigma con reconocimiento formal por
parte de todos sus practicantes, Mikel Harry define Seis Sigma como “un
proceso de negocio que permite a las empresas mejorar tremendamente su
cuenta de resultados mediante el diseño y seguimiento diario de las
actividades cotidianas de manera que se minimice el desperdicio a la vez
que se maximiza la satisfacción del cliente”. Al analizar dicha definición se
puede apreciar que esta se encuentra ligada a la rentabilidad financiera de
11 RUIZ- FALCÓ ROJAS , A. (Marzo de 2009). INTRODUCCIÓN A 6 SIGMA . Recuperado el 06
de Marzo de 2016, de UNIVERSIDAD PONTIFICIA ICAI ICADE:
file:///C:/Users/aortiz.DUWESTCOLOMBIA/Desktop/universidad/SeisSigma.pdf

28
una organización, atacando de manera directa la reducción de los
desperdicios y logrando así, el aumento de la satisfacción del cliente.12
2.2.2. Filosofía Seis Sigma
Seis Sigma es una filosofía de calidad basada en la asignación de metas
alcanzables a corto plazo enfocadas a objetivos a largo plazo. El objetivo a
largo plazo es el de diseñar e implementar procesos más robustos en los
que los defectos se miden a niveles solamente unos pocos por millón de
oportunidades. Seis Sigma proporciona medidas que se aplican tanto a las
actividades de producción como de servicios; los defectos por millón de
oportunidades (DPMO).13
Los esfuerzos Seis Sigma se dirigen a tres áreas principales:
Mejorar la satisfacción del cliente
Reducir el tiempo de ciclo
Reducir los defectos
Las mejoras en estas áreas se ven reflejados en ahorros de costos para los
negocios, así como oportunidades para retener a los clientes, capturar
nuevos mercados y construirse una reputación de empresa excelente en
productos y servicios. Por lo cual Seis Sigma se convierte en una filosofía
organizacional, que trasciende en cada una de las áreas operacionales de la
misma e involucra mejoras importantes, más allá de simplemente medir o
analizar los procesos.14
12 RUIZ- FALCÓ ROJAS. Op. Cit., p. 6 13 UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO . (Noviembre de 2010). Teoría de Six
Sigma. Recuperado el 6 de Marzo de 2016, de Modelo de dirección para la aplicación de
six sigma
:http://www.ptolomeo.unam.mx:8080/xmlui/bitstream/handle/132.248.52.100/88/A5.pdf?seq
uence=5
14 UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO. Op. Cip., p. 2

29
2.2.3. Calidad Seis Sigma
Seis Sigma puede ser enfocado desde dos grandes perspectivas:
Estrategia del Negocio: No es un secreto que el fin de una organización
es ser rentable, pero más allá de eso, también busca trascender en el
tiempo y mejorar el nivel de vida de sus empleados, accionistas y la
comunidad en la que se desenvuelve. Seis sigmas se encuentran alineada
a este fin último a través de los siguientes enfoques:
Benchmarking. Seis sigmas pueden ser utilizado como un patrón para
comprar diferentes niveles de calidad entre diferentes procesos o
compañías y tomar las acciones necesarias para ser el mejor en el giro
industrial.
Meta: Tradicionalmente la meta de Seis Sigma se conoce como llegar a
cero defectos (0.0002 ppm de defectos), lo cual se ve reflejado en el
incremento de la rentabilidad del negocio sustentado con una filosofía de
mejora continua.
Metodología de solución de problemas o proyectos: Esta perspectiva
es la parte dura del enfoque de Seis Sigma, ya que incluye dos aspectos:
Metodología DMAIC: Esta metodología debe ser utilizada en toda la
organización para atacar proyectos de mejora o para solucionar problemas
dentro de la organización, siempre y cuando la magnitud de los mismos lo
ameriten, o cuando no se conozca la causa raíz que está originando el
efecto no deseado. :15
Herramientas: A través de la aplicación de herramientas no estadísticas
(diagramas de flujo, matriz de causa efecto y AMEF entre otras) y de
estadísticas básicas y avanzadas (Paretos, Inferencia estadística,
distribuciones de probabilidad, gráficos de control y diseño de
experimentos, entre otras) la metodología DMAIC ordena la aplicación de
estas para maximizar los resultados.
15 GONZÁLEZ ALEU GONZÁLEZ, F. (2003). Seis Sigma Para Gerentes Y Directores. Monterrey :
LibrosEnRed.
30
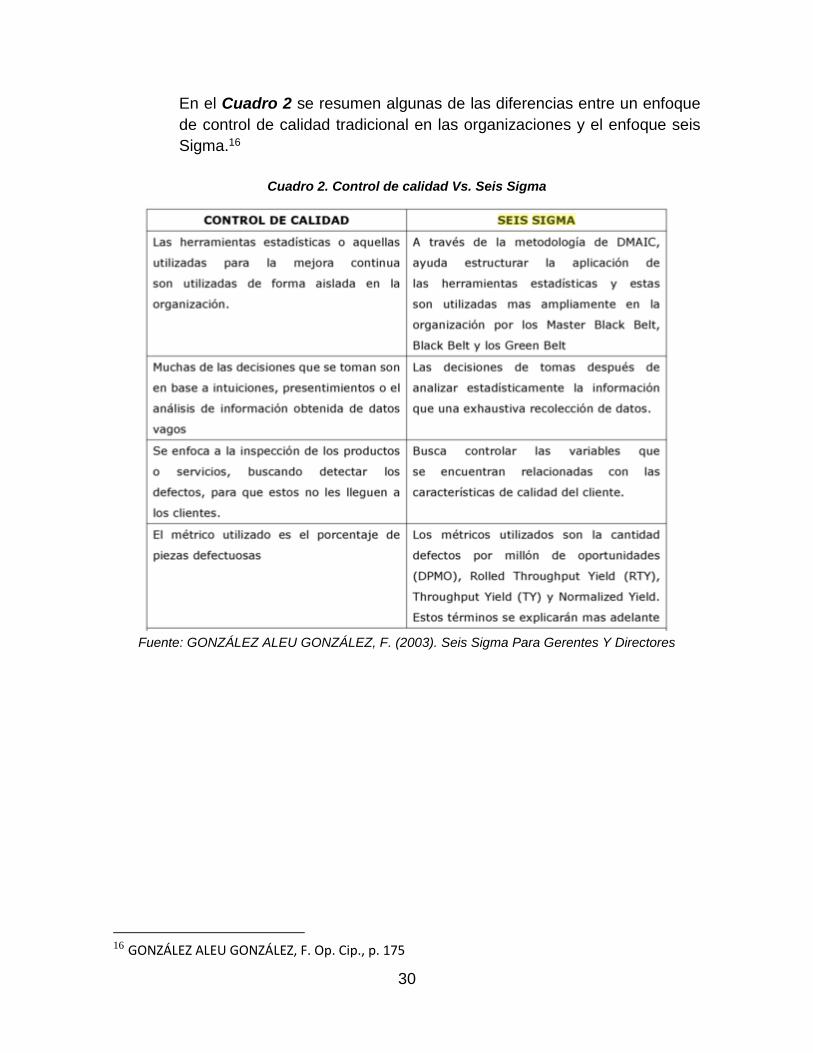
En el Cuadro 2 se resumen algunas de las diferencias entre un enfoque
de control de calidad tradicional en las organizaciones y el enfoque seis
Sigma.16
Cuadro 2. Control de calidad Vs. Seis Sigma
Fuente: GONZÁLEZ ALEU GONZÁLEZ, F. (2003). Seis Sigma Para Gerentes Y Directores
16 GONZÁLEZ ALEU GONZÁLEZ, F. Op. Cip., p. 175

31
3. DIAGNÓSTICO INICIAL.
3.1. INFORMACIÓN GENERAL PLANTA DE PRODUCCIÓN HENKEL
COLOMBIANA.
Henkel Colombiana S.A.S, está presente en Colombia desde el año 1987, la
planta cosmética en Bogotá funciona desde el año 1972, en la actualidad la
planta de producción cuenta con 25 líneas de empaque y 20 líneas de
fabricación, actualmente Henkel Colombiana S.A.S tiene 283 colaboradores en
la planta de producción.
La planta de producción de Henkel en Colombia, se encuentra ubicada en la
zona industrial de Montevideo de Bogotá, esta planta de producción está
dedicada a la producción de productos cosméticos para el cuidado del cuerpo y
del cabello, dentro de la unidad de negocio de Henkel Body Care, la cual a su
vez se divide en dos negocios: Professional y Retail.
El negocio de profesional se encarga de abastecer a establecimientos
dedicados exclusivamente a los cuidados del cabello, sus arreglos y
modificaciones, es decir salones de belleza, centros especializados de cuidado
capilar, etc; por otro lado el negocio de Retail, está enfocado a abastecer el
mercado de tiendas, supermercados, farmacias etc. en donde se comercializan
los productos.
Asi mismo existen dos líneas de negocio las cuales hacen parte de las
unidades mencionadas anteriormente, estas unidades son: Hair & Body Care,
en la cual se comercializan y producen los productos para cuidado personal,
como son shampoos, acondicionadores, desodorantes, tratamientos capilares,
geles, entre otros en todas sus presentaciones. La segunda línea de negocio
es la línea de coloración, en esta línea se producen varias marcas de tintes
para el cabello de diferentes composiciones y características.
La planta de producción tiene aproximadamente 176 empleados encargados
de la producción de Hair & Body Care. Los cuales trabajan a tres turnos de 8
horas dependiendo de los requerimientos de programación.17 Actualmente la
compañía se encuentra certificada en ISO 9001, IS0 14001 y la decisión 516
de 2002 (Armonización de legislaciones en materia de productos cosméticos la
17 Henkel Colombiana S.A.S. Op. cit

32
cual regula la producción, comercialización y distribución de productos
cosméticos bajo los estándares de las BPM (buenas prácticas de
manufactura). El proyecto se enfocará en la producción de Hair & Body Care,
creando propuestas que permitan hacer uso de la filosofía Seis sigmas para la
reducción de producto no conforme.
3.1.1. Planta de producción.
Henkel opera en el mundo con tres áreas de negocio: Tecnologías Adhesivas,
Cosmetica (Beauty Care) y Cuidado del hogar. La planta colombiana se
encuentra ubicada en la zona industrial de Montevideo de Bogotá y es un
mercado emergente para la multinacional, enfocado en el negocio de Beauty
Care.
La unidad de negocio Beauty Care, desarrolla, produce y vende numerosos
productos de la más alta calidad (para el cabello, cuerpo, piel y productos de
cuidado oral) que están disponibles en 150 países. Cuenta con productos tanto
de consumo masivo como para el negocio profesional en Salones de Belleza.
Henkel Beauty Care simboliza productos de marca en las áreas de coloración,
styling, cuidado capilar, cuidado corporal, cuidado de la piel y cuidado oral.
Schwarzkopf Professional es uno de los tres proveedores líderes mundiales de
productos para salones de belleza18
Dentro del negocio de Beauty Care existen dos segmentos: Professional y
Retail, bajo los cuales son categorizados los productos de la planta de
producción. El negocio de profesional es el encargado de abastecer
establecimientos dedicados al cuidado del cabello como salones de belleza,
centros especializados de cuidado capilar, entre otros; por otro lado, el negocio
de Retail, está enfocado en abastecer el mercado de supermercados,
farmacias, tiendas, entre otros.
Desde la segmentación Profesional y Retail, existe una subdivisión Hair & Body
Care, en la cual se comercializan y producen los productos para cuidado
personal: shampoos, acondicionadores, desodorantes, tratamientos capilares,
geles, entre otros en todas sus presentaciones. La segunda línea de negocio
es la línea de coloración, en esta línea se producen varias marcas de tintes
para el cabello de diferentes composiciones y características.
Los productos de la línea Hair & Body Care, son producidos en tres áreas de la
planta: Frascos y Oxigentas (Productos envasados en botellas de diferente
18 Henkel Colombiana S.A.S. Op. cit

33
capacidad), Colápsibles (Productos envasados en tubo colápsible) y Sachet
(Productos envasados en cojines).
Las líneas de Hair & Body Care trabajan en tres turnos de 8 horas de Lunes a
Viernes y los días sábado realizan tres turnos de 5 horas dependiendo de los
requerimientos de planeación. La planta de Colombia cuenta con 18 líneas
para Hair & Body Care, en las que se realizan productos de marcas como
Konzil, Balance y Syoss.
Estas marcas son distribuidas por el segmento de Retail, siendo aquellas
aplicadas por el consumidor, sin profesionales del cuidado capilar. Es por ello
que este proyecto tomara como zona de estudio la línea Hair & Body Care para
generar propuestas que permitan asegurar la calidad y la satisfacción de los
clientes.
Gráfica 2. Volúmenes de producción de la planta de producción Henkel Colombiana para
Hair & Body Care 2015 – 2016.
Fuente: Autoras – Archivos de producción de Henkel Colombiana.
Como se puede observar en la gráfica 2, los volúmenes de producción de la
planta, están en un promedio comprendido entre 7,2 y 8,2 millones de unidades
por mes, estas unidades corresponden a unidades de producto semi terminado.
0
2.000.000
4.000.000
6.000.000
8.000.000
10.000.000
JAN FER MAR
APR MAY
JUN JUL AUG SEP OCT NOV
DEC
Cons 2014 8.385 8.894 7.214 7.993 8.069 6.493 7.799 6.980 7.685 8.269 7.618 8.516
Cons 2015 7.441 7.616 8.550 8.720 8.233 5.370 5.988 6.121 6.769
UN
IDA
DES
UNIDADES DE HAIR & BODY CARE 2015 - 2016

34
Gráfica 3. Distribución promedio de Volúmenes de producción por área de Hair & Beauty Care en Henkel Colombiana SAS. 2015 – 2016.
Fuente: Autoras – Archivos de producción de Henkel Colombiana.
Como se puede apreciar en la gráfica 3. El área de Sachet corresponde al
65,19% de la producción para el negocio de Hair & Beauty Care, aunque el
área de Botellas y frascos también presenta un porcentaje significativo frente a
las unidades realizadas para el área de colápsibles. Estos productos
semiterminados son a su vez un componente para productos terminados, por
ende, se han seleccionado para el desarrollo del presente proyecto.
3.1.2. Estructura organizacional
La dirección de operaciones está conformada por varias áreas funcionales que
incluyen temas corporativos, servicios y transformación de productos para la
unidad de negocios principalmente.
65,19%
31,11%
3.70%
Distribución por Áreas Hair & Beauty Care
Sachet
Botellas y Oxigentas
Colapsibles

Figura 3. Organigrama de la Dirección de operaciones
Fuente: Archivos de producción de Henkel Colombiana.

3.2. COMPORTAMIENTO DEL PRODUCTO NO CONFORME EN LA
PLANTA DE PRODUCCIÓN HENKEL COLOMBIANA.
A continuación, se presentan los resultados de las estadísticas calculadas
sobre la información suministrada por la bitácora de rechazos, los
departamentos de costos, aseguramiento de calidad y los indicadores de
desperdicio del primer semestre del año 2016 de la planta de Bogotá.
Gráfica 4. Porcentaje de producto no conforme en la planta de producción Henkel
Colombiana SAS. Primer semestre 2016
Fuente: Autoras, 2016
Como se puede apreciar en la Gráfica 4, Las áreas de Frascos
(Frascos, Oxigentas y colapsibles) y Sachet corresponden al 85,28%
del total de producto no conforme de la planta, por lo que el producto
semiterminado al que pertenecen, es el punto focal para el desarrollo
de este proyecto, ya que sus impactos en los costos de
reacondicionamiento y destrucción afectan el proceso en general,
teniendo en cuenta que parte de los productos de estas tres áreas son
usados en el producto terminado del área de coloración de Henkel
Colombiana S.A.S.
En la Gráfica 5, se aprecian la cantidad de rechazos por cada una de
las áreas según los meses del primer semestre del año 2016. Aquí se
observa que el área de Frascos y sachet encabezan los rechazos en
los meses de febrero a junio.
COLAPSIBLES; 19,06%
COLORACIÓN; 14,72%
FRASCOS; 42,47%
SACHET; 23,75%
% DEFECTUOSO YTD 2016
COLAPSIBLES COLORACIÓN FRASCOS SACHET

37
Gráfica 5. Cantidad de rechazos de producto no conforme en la planta de producción
Henkel Colombiana SAS. Por área y mes del primer semestre 2016.
Fuente: Autoras, 2016
En estos meses el área de Frascos ha sufrido constante rotación del
personal (Ver gráfica 6) debido al cumplimiento de las leyes laborales en
Colombia por parte de la multinacional, en las cuales según el artículo 77 de
la ley 50 de 1990 los empleadores pueden contratar servicios de empresas
temporales si se requieren realizar labores ocasionales, reemplazos
temporales en vacaciones, incapacidades o licencias y si se necesita
personal por incrementos en la producción por seis meses prorrogables por 6
meses. De acuerdo a lo anterior, según el artículo 13 del decreto 24 de 1988,
si cumplido el plazo de 6 meses más de la prorroga la necesidad del contrato
subsiste en la empresa, ésta no podrá prorrogar nuevamente dicho contrato,
ni podrá celebrar uno nuevo con la misma o diferente empresa de servicios
temporales. El desacato de dicha norma laboral tiene como consecuencia
una sanción hasta de 100 SLMMV19, que equivalen actualmente a
$68.945.400 COP. Ante esta situación Henkel Colombiana, posee un alto
índice de rotación de personal en el área de frascos, pues prefiere manejar el
personal a través de una temporal y despedirlos una vez se acabe el
contrato, que generalmente es de máximo un año, pues de lo contrario el
19 Ley 50 de 1990. Ley de reformas al Código sustantivo del trabajo de Colombia. 04 de Julio
de 2016
0
5
10
15
20
25
30
35
ENERO FEBRERO MARZO ABRIL MAYO JUNIO JULIO
Can
tid
ad d
e r
ech
azo
s
Distribución por mes y área
RECHAZOS POR AREA Y MES 2016
COLAPSIBLES COLORACIÓN FRASCOS SACHET

38
trabajador pasaría como personal directo de la compañía con otros
beneficios que representan mayores costos para Henkel.
Gráfica 6. Contratos y despidos en el área de frascos en la planta de producción
Henkel Colombiana SAS. Primer semestre 2016.
Fuente: Autoras, 2016
El producto no conforme trae como consecuencia reprocesos que involucran
incremento de costos en el producto final debido al uso del personal y
material adicional para su reacondicionamiento, además del costo y daño
ambiental en el que se incurre por las destrucciones del producto que
finalmente no puede ser aprobado para la venta al consumidor. A
continuación, se muestra en la Gráfica 7 los costos aproximados de
reacondicionamiento y destrucción por área causados en el primer semestre
del año 2016.
25
34
1115
0 00
12
24
2
20
3
ENERO FEBRERO MARZO ABRIL MAYO JUNIO
CA
NTI
DA
D P
ERSO
NA
S
MESES AÑO 2016
ROTACIÓN PERSONAL ÁREA FRASCOS SEMESTRE 1 2016
CONTRATOS DESPIDOS

39
Gráfica 7. Costo de destrucción y reacondicionamiento del producto no conforme en la planta de producción Henkel Colombiana SAS. Primer semestre 2016.
Fuente: Autoras, 2016
La Gráfica 7, muestra las consecuencias de la constante rotación del
personal en el área de frascos, ya que para el mes de junio en ésta área se
observa un incremento considerable en los costos causados por producto no
conforme, este incremento se debe a la acumulación de personal inexperto
en la producción, el cual no ha terminado su curva de aprendizaje.
3.3. ÁREAS Y LÍNEAS DE PRODUCTO SEMITERMINADO
En la actualidad el producto semiterminado se divide en tres áreas que se
describen a continuación, en el Cuadro 3:
$ 500.000$ 15.500.000$ 30.500.000$ 45.500.000$ 60.500.000$ 75.500.000$ 90.500.000
$ 105.500.000$ 120.500.000$ 135.500.000$ 150.500.000
ENERO FEBRERO MARZO ABRIL MAYO JUNIO JULIO
CO
STO
S
MES
COSTOS DE REACONDICIONAMIENTO Y DESTRUCCIÓN
COLAPSIBLES COLORACIÓN FRASCOS SACHET

40
Cuadro 3. Áreas y líneas de producto semiterminado
ÁREA LÍNEAS DE ENVASE
Frascos: En esta área se encuentran
Shampoo, Acondicionadores, Cremas para
peinar, Tratamientos, desodorantes y Geles
envasados en frascos de diferentes
volúmenes y tubos colapsibles20
FE1: Cremas para peinar.
FE2: Tratamientos y Geles.
FE4: Desodorantes en barra.
FE5: Acondicionadores.
FE6: Shampoo.
FE7: Desodorante en Roll on.
CE9: Tratamientos y
desodorantes en tubo
collapsible.
Oxigentas: Aquí se fabrican las lociones
reveladoras usadas en el producto
terminado de Coloración.
KT2: Oxigenta de 1000 ml
FE3: Oxigenta de 25 a 50 ml
FE8: Oxigenta de 25 a 50 ml
Sachets: Son cojines de tratamientos,
shampoo, acondicinadores, desodorantes y
cremas que luego son usados para el
producto terminado de coloración o son
embalados en displays para la venta al
cliente directo (Retail).
SE1: Oxigenta.
SE2: Tratamientos.
SE3: Oxigenta.
SE4: Acondicionadores y
Cremas para peinar.
SE5: Desodorante en crema.
SE6: Desodorante en gel.
SE7: Shampoo y Cremas.
SE8: Shampoo y Cremas.
Fuente: Autoras, 2016
20 “Tubo colapsible”, es un envase de forma cilíndrica el cual recupera su forma original
después de cada uso.

41
4. GENERALIDADES DEL PROCESO PRODUCTIVO
4.1.1. Envase de semiterminado frascos y oxigentas
La Figura 4 corresponde al diagrama de flujo para el proceso de
envase de semiterminado de frascos y oxigentas, el cual abarca el
alistamiento de mezclas y finaliza con el embalaje y almacenamiento.
Figura 4. Diagrama de flujo envase de semiterminados frascos y oxigentas
Fuente: Autoras, 2016
A continuación, se describen cada una de las fases mostradas
anteriormente:
Alistamiento de mezclas: En la etapa inicial del proceso de envase, se
dispone de la mezcla de shampoo, acondicionador, tratamiento, crema

42
para peinar o desodorante según requerimiento del programa de
producción, los gráneles a envasar se encuentran en el cuarto de
almacenamiento (Molch) dentro de tanques en acero inoxidable y/o
barriles plásticos. Para el caso de Oxigentas, su mezcla es almacenada
en tanques de fibra de vidrio y/o barriles plásticos.
Alimentación de la Tolva: Del Molch se extienden tuberías que
alimentan la tolva de la maquina envasadora.
Dispensación de material de envase: El frasco, la tapa y las cajas para
el embalaje llegan por medio de un ascensor, allí el encargado de los
materiales la traslada a la línea de empaque. Luego se retiran los frascos
de su embalaje y son arrojados al chut (cajón), de allí otro operario se
encarga de sacar los frascos y acomodarlos en el zapatón que se
encuentra en la banda transportadora.
Transporte de los frascos y dosificación: En las bandas se traslada el
frasco sin tapa y luego llega al área de dosificación de la máquina, allí
existe una válvula de 3 vías que permite el paso de la mezcla a las
boquillas dosificadoras.
Control de calidad del peso del producto: El frasco continúa por la
banda donde el operario realiza un control de calidad aleatorio tomando
un frasco y pesándolo en la balanza electrónica, luego lo regresa al
proceso si está conforme al rango de peso establecido por la compañía.
Los controles se realizan cada media hora.
Tapadora: Los demás frascos continúan su curso, otro operario coloca la
tapa para que la Máquina Tapadora lo selle a presión.
Codificación:
El producto continúa por la banda y llega a una hilera de cauchos que se
encargan de trasladar el frasco al área de codificado, donde la Inkjet
imprime sobre el frasco los respectivos códigos.
Inspección del código de barras: El Producto sigue transportándose en
la banda y luego es arrojado a la Rotomesa, donde existe otro operario
que realiza una inspección aleatoria del código de barras.

43
Embalaje y almacenamiento: El último operario realiza el embalaje en
cajas de 12 unidades de los frascos que va arrojando la Rotomesa, luego
las cajas son estibadas y llevadas al Almacén de Empaque de nuevo por
medio del ascensor.
44
4.1.2. Envase de semiterminados colapsibles.
La Figura 5 muestra el diagrama de flujo para el proceso de envase de
semiterminado colapsibles el cual abarca el alistamiento de mezclas y
finaliza en el embalaje y almacenamiento, la descripción de cada una
de las etapas se detallas más adelante.
Figura 5. Diagrama de flujo envase de semiterminados colapsibles.
Fuente: Autoras, 2016
45
Alistamiento de mezclas: En la etapa inicial del proceso de envase, se
dispone de la mezcla de acondicionador, tratamiento o desodorante
según requerimiento del programa de producción, los gráneles a envasar
se encuentran en el cuarto de almacenamiento (Molch) dentro de tanques
en acero inoxidable y/o barriles plásticos.
Alimentación de la Tolva: Del Molch se extienden tuberías que
alimentan la tolva de la maquina envasadora.
Dispensación de material de envase: El tubo colapsible con tapa y las
cajas para el embalaje llegan por medio de un ascensor, allí el encargado
de los materiales la traslada a la línea de empaque. Luego se retiran los
tubos de su embalaje y son organizados en el cargador, para el inicio del
envase.
Transporte del tubo y dosificación: El tubo colapsible es trasladado por
el cargador al proceso de dosificación, allí existe una válvula encargada
de suministrar la mezcla al tubo, luego las mordazas se encargan de
cerrar el tubo realizando dobleces en la parte inferior del mismo.
Codificado y Control de calidad del producto: El colapsible continúa
por la banda, donde se encuentra una inkjet encargada de codificar el
tubo. Luego el operario realiza un control de calidad aleatorio tomando un
tubo y pesándolo en la balanza electrónica, luego verifica que el
codificado corresponda al solicitado en la orden de producción y a las
exigencias de la nota del producto. Si el producto se encuentra conforme
lo regresa al proceso, de lo contrario es retirado de la línea para su
posterior reacondicionamiento. Los controles se realizan cada media
hora.
Embalaje y almacenamiento: Posterior al control, los tubos continúan su
flujo por la banda transportadora, donde finalmente caen en cajas
corrugadas, luego las cajas son estibadas y llevadas al Almacén de
Empaque de nuevo por medio del ascensor.

46
4.1.3. Envase de semiterminados sachet
La Figura 6 muestra el diagrama de flujo para el proceso de envase de
semiterminado sachet el cual abarca el alistamiento de mezclas y
finaliza en el embalaje y almacenamiento, la descripción de cada una
de las etapas se detallas más adelante.
Figura 6. Diagrama de flujo envase de semiterminados sachet
Fuente: Autoras, 2016

47
Alistamiento de mezclas: En la etapa inicial del proceso de envase, se
dispone de la mezcla de Shampoo, acondicionador, tratamiento, crema
para peinar o desodorante según requerimiento del programa de
producción, los gráneles a envasar se encuentran en el cuarto de
almacenamiento (Molch) dentro de tanques en acero inoxidable y/o
barriles plásticos. Para el caso de Oxigentas, su mezcla es almacenada
en tanques de fibra de vidrio y/o barriles plásticos.
Alimentación de la Tolva: Del Molch se extienden tuberías que
alimentan la tolva de la maquina envasadora por medio de mangueras
con una presión máxima de 4 bares.
Cambio de formato: El equipo de mantenimiento encargado del área
realiza los cambios requeridos según el proceso que va a iniciar el
envase, dentro de esos cambios se encuentra: lote, ajuste y limpieza de
cuchillas o rodillos de arrastre, calentamiento de mordazas y el montaje
de rollo de foil, el cual es el material de envase.
Purga de granel: En esta etapa se habilita el paso de 20 kg
aproximadamente de la mezcla hacia la línea de envase para realizar
prueba de que la tubería se encuentre en las condiciones de asepsia
requeridas para el proceso.
Corte y sellado: El foil es arrastrado por los rodillos hacia las cuchillas
donde se cortan las dos caras del cojin. las cual pasan por mordazas
horizontales y verticales, que se encargan de realizar el sellado del cojin.
Dosificación: Cuando el cojin tiene la forma requerida, éste pasa a las
boquillas de dosificación y por último pasa por otra mordaza encargada
de dar el selle final del sachet.
Codificado: Luego de encontrarse lleno el sachet, pasa por un troquel
que se encarga de incorporar el codificado a presión, quedando éste en
uno de los orillos del foil. Posterior a esta etapa el sachet cae a la banda
transportadora.
Control de calidad del peso del producto: El sachet que va por la
banda transportadora es inspeccionado aleatoriamente por el operario de
envase, verificando el codificado y el peso en la balanza electrónica,
48
luego lo regresa al proceso si está conforme al rango de peso establecido
por la compañía. Los controles se realizan cada media hora.
Embalaje y almacenamiento: El mismo operario encargado del envase e
inspección del producto, debe estar pendiente tan pronto la caja se llene y
procede a dejarla en una estiba, en la cual el operario de materiales la
encinta y estiba para entregar al Almacén de Empaque.
4.2. ANÁLISIS PROBLEMA USANDO 4W1H.
4.2.1. What?
Henkel Colombiana S.A.S maneja grandes volúmenes de producción y
actualmente sus indicadores se están viendo afectados por el
incremento de producto no conforme que representa costos adicionales
para su respectivo reacondicionamiento.
La falta de control en línea hace que el producto no conforme sea
identificado cuando es transferido de la planta de producción hacia el
área de almacenamiento temporal, del cual es enviado para despacho
mediante el área logística de la compañía. Pero en los peores casos
este producto fuera de especificación es hallado por el cliente directo
afectando además de los costos, la reputación y confianza hacia la
empresa.
Las no conformidades representan constantes ajustes y reprocesos que
implican el uso de maquinaria, mano de obra y el uso de recursos como
tiempo y la energía eléctrica, representando costos de no calidad. De
este modo la cantidad de ajustes y reprocesos es la variable que busca
resolverse en esta propuesta.
4.2.2. When?
Los reprocesos surgen cuando las no conformidades son detectadas
por el personal en línea, los inspectores de calidad, la empresa
maquiladora o en el caso más crítico el cliente. Los rechazos del área
de semi terminados corresponden al Pareto el cual se muestra más
adelante en la Grafica 9.

49
4.2.3. Who?
El personal de los tres turnos que opera la línea en la que se realizó el
envase del producto semi terminado no conforme, es el responsable del
reacondicionamiento requerido. Los reprocesos deben estar vigilados
por el jefe del área responsable, en este caso el Supervisor.
4.2.4. Where?
El producto semi terminado no conforme puede surgir en cualquiera de
las etapas que componen el proceso de envase según el tipo de
producto: sachet, frascos y colapsible. En otras ocasiones se debe al
aspecto y temperatura de los gráneles a envasar, que pasan a ser
custodia del área de fabricación cuando se determina que el defecto en
la mezcla proviene de su preparación y no desde el envase.
4.2.5. How?
Anteriormente se presentó una breve descripción junto a un diagrama
de flujo sobre los procesos relacionados con el área de semiterminado:
frascos, sachet y colapsible; esta descripción se realiza para brindar
mayor claridad a las posibles causas de las no conformidades que
serán analizadas más adelante.

50
5. MEDICIÓN DEL DESEMPEÑO DEL PROCESO
5.1. DEFECTOS EN LOS PRODUCTOS SEMITERMINADOS
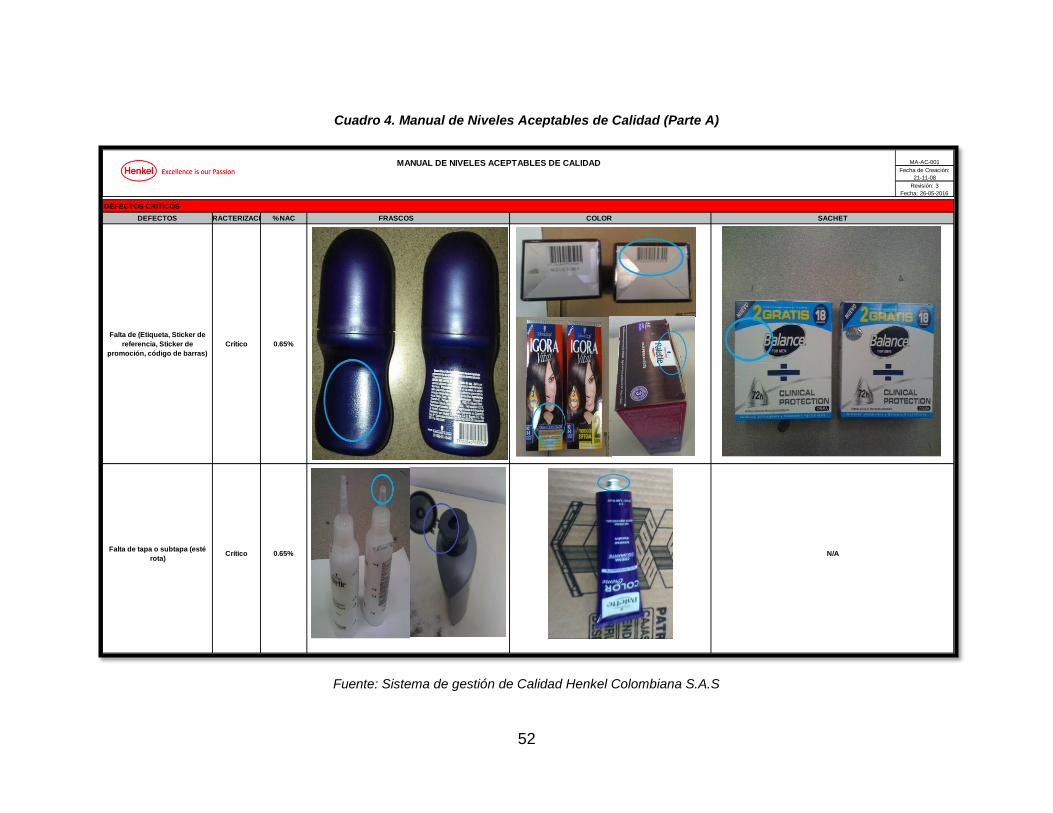
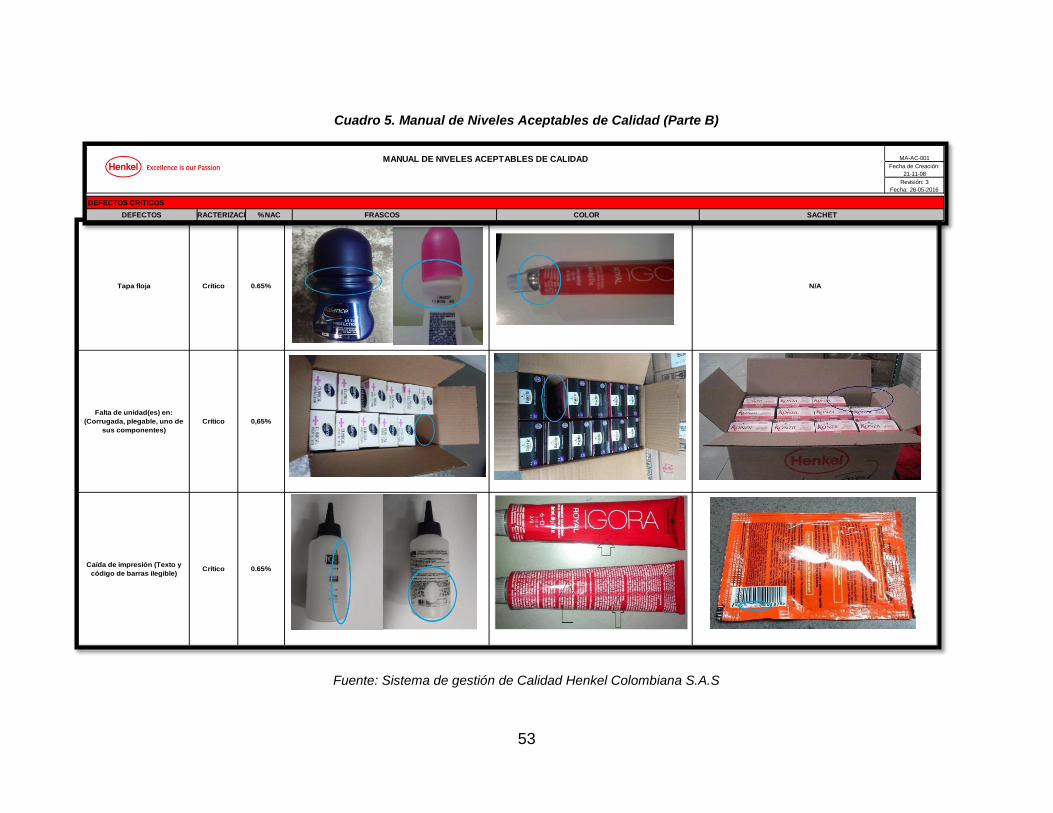
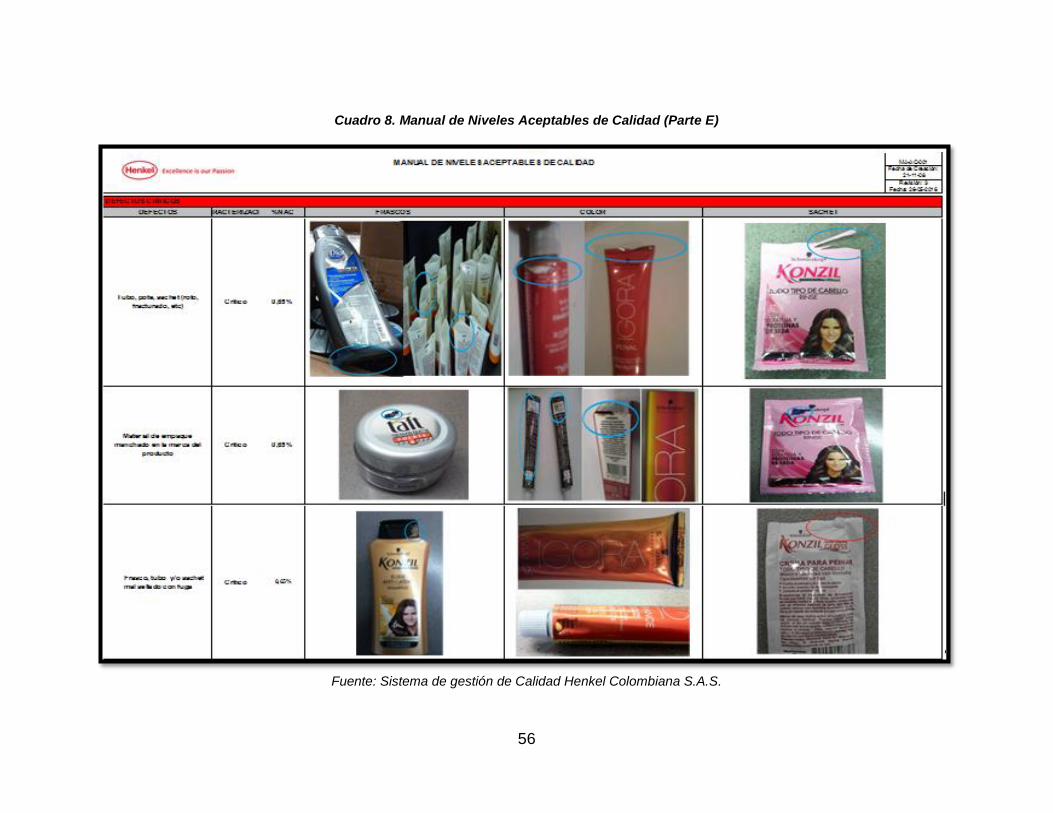
Los Cuadros 4-16 muestran los diferentes procesos de empaque y maquila para Henkel Colombiana S.A.S, respecto a los niveles aceptables de calidad (NAC), clasificando los defectos en críticos, mayores o menores y asignando según la criticidad un porcentaje de aprobación; todo esto con el objetivo de controlar la calidad de los productos manufacturados. Las principales características que se tiene en cuenta dentro del manual de niveles aceptables de calidad, se enuncian a continuación:
5.1.1. Generales:
Color, Aspecto (Olor únicamente en áreas grises)
Identidad del producto (Nombre, IDH, número de lote, EAN 13)
Peso (Según la especificación de notas de producto)
Codificación
Unidad de embalaje (Caja plegable, display y forma de acuerdo a la nota de producto)
Cantidad de componentes (Caja plegable, display, folleto, acorde con la nota de producto)
5.1.2. Especificas:
a. Presentación Tubos colapsibles de aluminio:
Sin abolladuras
Sellado (Buen doblez)
Impresión legible
Limpieza (Sin manchas)
b. Presentación Tubos colapsibles plásticos:
Impresión legible
Sellado (Inspección visual)
Filtración (Presión manual ligera en el centro del tubo)
Limpieza.21
21 HENKEL COLOMBIANA S.A.S. (26 de Mayo de 2016). Área de Aseguramiento de
Calidad. Manuel de Niveles de Aceptación de Calidad. Bogotá.

51
c. Presentación Frascos:
No esté rayado
Sin abolladuras
Sin filtración
Estabilidad del producto
Limpieza (Producto derramado o sucio en la base)
Buen tapado
d. Presentación Etiquetas:
No esté descentrada
Sin burbuja
No esté arrugada
No esté levantada en los bordes
Contenido rotulado
Arte correcto
e. Presentación Corrugadas:
Cantidad embalada
Identificación externa (Ubicación, información completa):
Código de barras: EAN 14 y EAN 128 (en casos que aplique)
Número de lote
IDH
Encintado correcto
f. Presentación Sachets:
Impresión legible
Prueba de Sellado (40 psi; 3-5 seg)
Limpieza
Codificación del número de lote
Deslaminado
Orillo
Peso dentro de especificación
Foil centrado. 22
22 Henkel Colombiana S.A.S. Op. cit.
52
Cuadro 4. Manual de Niveles Aceptables de Calidad (Parte A)
Fuente: Sistema de gestión de Calidad Henkel Colombiana S.A.S
FRASCOS COLOR
0.65%
0.65%
MA-AC-001
Fecha de Creación:
21-11-08
Revisión: 3
Fecha: 26-05-2016
MANUAL DE NIVELES ACEPTABLES DE CALIDAD
DEFECTOS CRITICOS
DEFECTOS SACHET%NAC
Falta de tapa o subtapa (esté
rota)
CARACTERIZACION
N/AFALTA
Falta de (Etiqueta, Sticker de
referencia, Sticker de
promoción, código de barras)
Crítico
Crítico
53
Cuadro 5. Manual de Niveles Aceptables de Calidad (Parte B)
Fuente: Sistema de gestión de Calidad Henkel Colombiana S.A.S
FALTA
Crítico 0,65%
Crítico 0.65% FALTA
Falta de unidad(es) en:
(Corrugada, plegable, uno de
sus componentes)
Caída de impresión (Texto y
código de barras ilegible)
Tapa floja Crítico 0.65% N/A
FRASCOS COLOR
MA-AC-001
Fecha de Creación:
21-11-08
Revisión: 3
Fecha: 26-05-2016
MANUAL DE NIVELES ACEPTABLES DE CALIDAD
DEFECTOS CRITICOS
DEFECTOS SACHET%NACCARACTERIZACION

54
Cuadro 6. Manual de Niveles Aceptables de Calidad (Parte C)
Fuente: Sistema de gestión de Calidad Henkel Colombiana S.A.S

55
Cuadro 7. Manual de Niveles Aceptables de Calidad (Parte D)
Fuente: Sistema de gestión de Calidad Henkel Colombiana S.A.S
56
Cuadro 8. Manual de Niveles Aceptables de Calidad (Parte E)
Fuente: Sistema de gestión de Calidad Henkel Colombiana S.A.S.

57
Cuadro 9. Manual de Niveles Aceptables de Calidad (Parte F)
Fuente: Sistema de gestión de Calidad Henkel Colombiana S.A.S.

58
Cuadro 10. Manual de Niveles Aceptables de Calidad (Parte G)
Fuente: Sistema de gestión de Calidad Henkel Colombiana S.A.S.

59
Cuadro 11. Manual de Niveles Aceptables de Calidad (Parte H)
Fuente: Sistema de gestión de Calidad Henkel Colombiana S.A.S

60
Cuadro 12. Manual de Niveles Aceptables de Calidad (Parte I)
Fuente: Sistema de gestión de Calidad Henkel Colombiana S.A.S

61
Cuadro 13. Manual de Niveles Aceptables de Calidad (Parte J)
Fuente: Sistema de gestión de Calidad Henkel Colombiana S.A.S

62
Cuadro 14. Manual de Niveles Aceptables de Calidad (Parte K)
Fuente: Sistema de gestión de Calidad Henkel Colombiana S.A.S

63
Cuadro 15. Manual de Niveles Aceptables de Calidad (Parte L)
Fuente: Sistema de gestión de Calidad Henkel Colombiana S.A.S
64
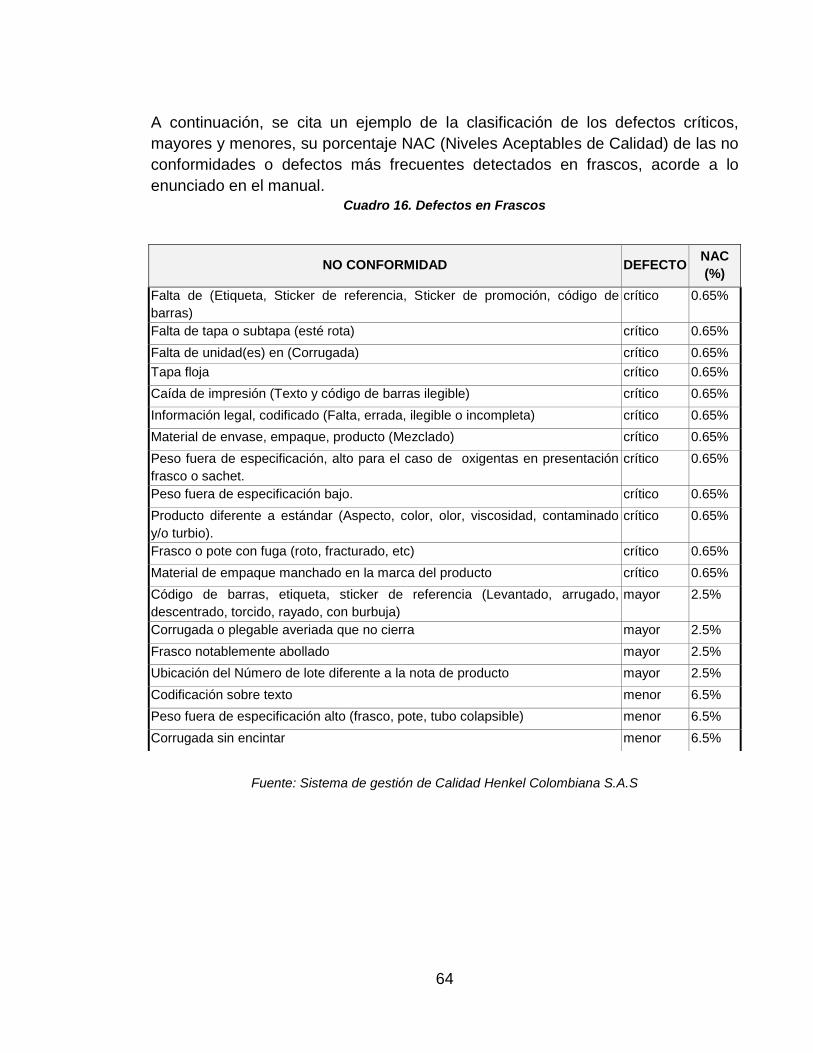
A continuación, se cita un ejemplo de la clasificación de los defectos críticos,
mayores y menores, su porcentaje NAC (Niveles Aceptables de Calidad) de las no
conformidades o defectos más frecuentes detectados en frascos, acorde a lo
enunciado en el manual.
Cuadro 16. Defectos en Frascos
Fuente: Sistema de gestión de Calidad Henkel Colombiana S.A.S
NO CONFORMIDAD DEFECTO NAC
(%)
Falta de (Etiqueta, Sticker de referencia, Sticker de promoción, código de
barras)
crítico 0.65%
Falta de tapa o subtapa (esté rota) crítico 0.65%
Falta de unidad(es) en (Corrugada) crítico 0.65%
Tapa floja crítico 0.65%
Caída de impresión (Texto y código de barras ilegible) crítico 0.65%
Información legal, codificado (Falta, errada, ilegible o incompleta) crítico 0.65%
Material de envase, empaque, producto (Mezclado) crítico 0.65%
Peso fuera de especificación, alto para el caso de oxigentas en presentación
frasco o sachet.
crítico 0.65%
Peso fuera de especificación bajo. crítico 0.65%
Producto diferente a estándar (Aspecto, color, olor, viscosidad, contaminado
y/o turbio).
crítico 0.65%
Frasco o pote con fuga (roto, fracturado, etc) crítico 0.65%
Material de empaque manchado en la marca del producto crítico 0.65%
Código de barras, etiqueta, sticker de referencia (Levantado, arrugado,
descentrado, torcido, rayado, con burbuja)
mayor 2.5%
Corrugada o plegable averiada que no cierra mayor 2.5%
Frasco notablemente abollado mayor 2.5%
Ubicación del Número de lote diferente a la nota de producto mayor 2.5%
Codificación sobre texto menor 6.5%
Peso fuera de especificación alto (frasco, pote, tubo colapsible) menor 6.5%
Corrugada sin encintar menor 6.5%

65
5.2. CONTROL ESTADÍSTICO DEL PROCESO
5.2.1. Estadística Producto Semiterminado No Conforme
En el siguiente Cuadro 17 se observa por motivo de rechazo el costo que
representó su reacondicionamiento y destrucción. El 80,27% de los rechazos
se deben a:
Cuadro 17. Motivo de rechazo Vs. Costo
MOTIVO Costo %
Diferencia en pesos $ 140.098.838,61 17,84%
Falta codificado en frasco $ 112.545.198,42 14,33%
Codificado ilegible e incompleto Sachet $ 78.783.447,09 10,03%
Etiqueta torcida y levantada $ 75.592.875,72 9,62%
Fuga $ 67.558.698,63 8,60%
Falta de Etiqueta $ 43.614.013,14 5,55%
Codificado incorrecto en Frasco $ 40.354.786,78 5,14%
Falta de sticker $ 39.709.510,33 5,06%
sticker de referencia torcido y arrugado $ 32.271.817,66 4,11%
Fuente: Autores. Información recopilada de Notas de producto Henkel colombiana
Tal como lo muestra la Gráfica 8, la diferencia en pesos y la falta de
codificación en frascos representan costos significativos que se estiman por
el orden de los $252.644.037,03 millones de pesos; una cifra considerable
para la compañía, lo cual representa pérdidas y generan un impacto
ambiental en su proceso de destrucción.

66
Gráfica 8. Costo por motivo de rechazo primer semestre de 2016
Fuente: Autores. Información recopilada de Notas de producto Henkel colombiana
Con esta información y tal como se muestra en el diagrama de Pareto (Gráfica
9) se establece que 9 de los 28 motivos de rechazo encontrados, son
responsables del 80,28% de los mismos. Estos son:
Diferencia en pesos.
Falta de codificado en frascos.
Codificado ilegible e incompleto Sachet.
Etiqueta torcida y levantada.
Fuga.
Falta de Etiqueta.
Codificado incorrecto en Frasco.
Falta de sticker.
Sticker de referencia torcido y arrugado
$ 0,00$ 15.000.000,00$ 30.000.000,00$ 45.000.000,00$ 60.000.000,00$ 75.000.000,00$ 90.000.000,00
$ 105.000.000,00$ 120.000.000,00$ 135.000.000,00$ 150.000.000,00
Dif
ere
nci
a e
n p
eso
s
Falt
a co
dif
icad
o e
n f
rasc
o
Co
dif
icad
o il
egi
ble
e…
Etiq
uet
a to
rcid
a y…
Fuga
Falt
a d
e Et
iqu
eta
Co
dif
icad
o in
corr
ecto
en
…
Falt
a d
e st
icke
r
stic
ker
de
ref
eren
cia…
Fras
co S
uci
o
Mez
cla
Turb
ia
Falt
ante
de
un
idad
es e
n…
Tap
a fl
oja
Pro
du
cto
tro
cad
o
Mez
cla
con
tam
inad
a
Mez
cla
con
par
ticu
las
Co
rru
gad
a tr
oca
da
Falt
a d
e re
gist
ro s
anit
ario
Fech
a d
e v
en
cim
ien
to…
Fras
co A
bo
llad
o
Du
ne
De
scen
trad
o
Etiq
uet
a Ile
gib
le
Co
dig
o d
e b
arra
s ar
ruga
do
Falt
ante
Tap
a
Pes
os
baj
os
Larg
os
y co
rto
s
Etiq
uet
a Tr
oca
da
Erro
r en
co
rte
Co
sto
de
la d
estr
ucc
ión
Motivo del rechazo
Costo por Motivo de rechazo Semestre 1 - 2016

67
Gráfica 9. Pareto costo por tipo de rechazo
Fuente: Autores. Información recopilada de Notas de producto Henkel colombiana
Abordando el 80% de los motivos que representan pérdidas para la
compañía aproximadamente en $630.529.186, a continuación, se realiza un
análisis por cada motivo con el fin de encontrar la causa raíz
correspondiente.
5.2.2. Pruebas de pesos.
Basándose en la información suministrada por el Pareto de Costos según
tipo de rechazo, la diferencia en pesos es la causa con mayor impacto en el
costo de reacondicionamiento y destrucción de unidades no conformes. Se
realizó un ensayo en el que aleatoriamente se pesaron unidades o tiras
según el envase del producto, en este ensayo se tuvo en cuenta los IDH de
producto semiterminado del área de sachet arrojando los siguientes
resultados:
17,84%
32,16%42,19%
51,82%60,42%
65,97%71,11%76,17%80,27%84,07%89,66%
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
$ 0,00
$ 20.000.000,00
$ 40.000.000,00
$ 60.000.000,00
$ 80.000.000,00
$ 100.000.000,00
$ 120.000.000,00
$ 140.000.000,00
$ 160.000.000,00
Dife
rencia e
n p
eso
sFalta co
dificad
o en
frascoC
od
ificado
ilegib
le e…Etiq
ueta to
rcida y le
vantad
aFu
gaFalta d
e Etiqu
etaC
od
ificado
inco
rrecto en
…Falta d
e stickersticke
r de
referencia…
Frasco Su
cioM
ezcla Turb
iaFaltan
te d
e un
idad
es en…
Tapa flo
jaP
rod
ucto
trocad
oM
ezcla con
tamin
ada
Mezcla co
n p
articulas
Co
rrugad
a trocad
aFalta d
e registro
sanitario
Fech
a de
ven
cimie
nto
…Frasco
Ab
ollad
oD
un
e De
scentrad
oEtiq
ueta Ile
gible
Co
digo
de
barras arru
gado
Faltante
Tapa
Peso
s bajo
sLargo
s y corto
sEtiq
ueta Tro
cada
Error en
corte
% A
CU
MU
LAD
O
VA
RIA
CIÓ
N E
N C
OP
MOTIVO DE RECHAZO
PARETO COSTO POR TIPO DE RECHAZO

68
En la tabla 1 se especifica por IDH el rango de pesos establecidos para los
productos que participaron en el ensayo, los productos escogidos son los de
mayor rotación en el envase del área de sachet.
Tabla 1. Rango de pesos de productos semiterminados del Ensayo.
Fuente: Autores. Información recopilada de Notas de producto Henkel colombiana.
De acuerdo a los rangos de la Tabla 1, se realizó un ensayo por lote de cada IDH,
en el que se encuentran los siguientes resultados: Tabla 2. Pesos registrados para el producto 1102978 Glatt Nte.
Fuente: Autoras, 2016 Por cada producto semiterminado se realiza un gráfico de dispersión para
observar la tendencia en la variación de los pesos.
Como se observa en la gráfica 10, la tendencia para este producto es ascendente
debido a que las líneas están envasando pesos por encima del rango establecido
descrito en la tabla 1. La diferencia en pesos para este caso, causa disminución
en el rendimiento de la orden de producción al enviar contenido adicional al
establecido en los cojines, lo que trae consigo afectación en el costo unitario y por
ende baja rentabilidad en la producción de este IDH.
IDH DESCRIPCIÓN PESO MINIMO G PESO PROMEDIO G PESO MAXIMO G PESO MIN TIRA PESO PRO TIRA PESO MAX TIRA
1102978 GLATT NTE (08) 2 SACH X25 ML 26,1 26,7 27,3 - - -
1699030 SM OXIG PPP 6% SCH 2 X25 ML-12 26,8 27,1 27,4 - - -
1699031 SM OXIG PPP 9% SCH 2 X25 ML-12 27,1 27,8 28,5 - - -
1866953 SM ACOND BRILL 2014 SCHX22,5 ML 23,1 24,1 25,1 - - -
1885742 SM KONZ RINSE TOD TIPOX10ML X40 10,5 11 11,5 - - -
1894340 SEMI BAL CR NOR9G+CR NOR9GR X16 9,9 10,4 10,9 316,8 318,8 320,8
1911810 SEMI BONAWELL REACOND X10ML-14 10,4 10,9 11,4 - - -
1919105 SEMI KONZIL SH TODO TIPOX30MLX9 32,4 32,9 33,4 294,1 296,1 298,1
1975610 IGROY LOC SACHET 20V 2X30ML-14 64 65 66 - - -
1885723 SEMI KONZIL SH 2EN1 X30MLX9-14 32,5 33 33,5 295 297 299
1885725 SEMI KONZIL CR RIZOS X30MLX9-14 31 31,5 32 281,5 283,5 285,5
1919102 SEMI KONZIL SH RENOVACION X30MLX9-14 32,4 32,9 33,4 294,1 296,1 298,1
2071927 SEMI BAL MINI CRE CLI W 72H 40GR-16 49,4 49,9 50,4 - - -
PESO 1 27,3 27,2 27,0 26,8 28,7 27,9 27,3 27,2 27,4 27,2 27,4 27,6 27,5 27,1 27,3 27,1 27,3 27,1 27,1
PESO 2 27,4 27,3 27,1 26,9 27,1 27,5 27,4 27,3 27,2 27,5 27,3 27,4 27,4 27,3 27,2 27,4 27,2 27,2 27,3
PESO 3 27,5 27,0 27,0 26,9 27,2 27,8 27,2 27,4 27,5 27,3 27,4 27,6 27,8 27,2 27,4 27,3 27,1 26,9 27,2
PESO 4 27,3 27,0 27,0 26,8 27,7 27,4 27,4 27,2 27,3 27,4 27,7 27,6 27,5 27,1 27,3 27,2 27,3 27,3 27,4
PESO 5 27,4 27,2 27,1 27,0 27,1 27,8 27,6 27,3 27,4 27,4 27,2 27,4 27,4 27,1 27,1 27,1 27,2 27,4 27,3
PESO 6 27,3 27,1 27,0 27,1 27,2 27,5 27,3 27,5 27,2 27,5 27,2 27,4 27,8 27,3 27,2 27,3 27,1 26,7 27,1
PESO 7 27,1 27,1 27,0 27,1 27,7 27,4 27,4 27,2 27,4 27,3 27,5 27,5 27,3 27,2 27,1 27,4 26,9 26,9 27,3
PESO 8 27,5 27,0 27,1 27,1 27,1 27,7 27,7 27,3 27,3 27,4 27,7 27,9 27,5 27,1 27,4 27,2 27,3 26,7 26,9
PESO 9 27,6 27,3 27,0 27,0 27,2 27,5 27,2 27,4 27,2 27,7 27,7 27,5 27,9 27,2 27,3 27,1 27,2 27,2 26,8
PESO 10 27,3 27,3 27,1 27,1 27,7 27,4 27,4 27,2 27,3 27,3 27,4 27,6 27,8 27,3 27,2 27,3 27,3 26,9 27,2
TABLA DE DATOS IDH 1102978 GLATT NTE (08) 2 SACH X25 ML

69
Gráfica 10. Tendencia de variación en peso del producto 1102978 Glatt Nte.
Fuente: Autoras, 2016 En la gráfica 11 se observa la tendencia ascendente en pesos, lo cual se evidencia en el diagrama de dispersión. Para su análisis en la tabla 3 se relacionan datos estadísticos relevantes.
Tabla 3. Datos Estadísticos IDH 1102978 GLATT NTE
Fuente: Autoras, 2016
26,6
26,8
27,0
27,2
27,4
27,6
27,8
28,0
26,5 27,0 27,5 28,0 28,5 29,0
IDH 1102978 GLATT NTE (08) 2 SACH X25 ML
Series1 Series2 Series3 Series4
Series5 Series6 Series7 Series8
Series9 Lineal (Series3)

70
Gráfica 11. Distribución normal IDH 1102978 GLATT NTE
Fuente: Autoras, 2016 Para que el producto se encuentre dentro del rango de aceptación, los pesos
deben encontrarse dentro de los límites de especificación (Líneas de color verde).
Sin embargo, se evidencia que la muestra supera el Límite superior de
especificación; además que la media de la muestra poblacional es igual al Límite
superior de especificación, demostrando un sesgo de pesos altos en el producto.

71
Tabla 4. Pesos registrados para el producto 1699030 Sm Oxig PPP 6%.
Fuente: Autoras, 2016
Gráfica 12. Tendencia de variación en pesos del producto 1699030 Sm Oxig PPP 6% Sch.
Fuente: Autoras, 2016
La gráfica 12 arroja la tendencia incremental para la muestra de pesos
registrada en las 10 series utilizadas para el análisis de variación de pesos.
El personal de las líneas de envase tiene preferencia por los pesos altos, ya
que el control en calidad se hace más riguroso ante los pesos por debajo
del límite de especificación, el cual es de 26,8 gramos para este producto.
En la tabla 5 y la gráfica 13, se observa el comportamiento de los datos recopilados en el ensayo para el producto Sm Oxig PPP 6% Sch.
PESO 1 27,3 27,1 27,1 27,3 27,1 27,2 27,2 27,5 27,3 27,6 27,3 27,4 27,9 27,3 27,3 27,4 27,6 27,8 27,7
PESO 2 27,4 27,2 27,3 27,1 27,6 27,5 27,6 27,6 27,4 27,4 27,4 27,4 27,3 27,3 27,2 27,6 28,0 27,4 27,6
PESO 3 27,5 27,0 27,4 27,4 27,7 27,3 27,6 26,8 27,6 27,0 27,6 28,0 27,4 27,8 27,1 27,3 28,0 27,8 27,2
PESO 4 27,1 27,4 27,5 27,2 27,4 27,1 27,5 27,6 27,9 27,9 27,3 27,2 27,2 27,6 28,0 27,9 27,6 27,6 27,4
PESO 5 27,3 27,3 27,3 27,1 27,5 27,6 27,4 27,6 27,6 27,4 27,4 27,3 27,3 27,3 27,4 27,4 27,4 27,8 27,5
PESO 6 27,4 27,1 27,4 27,3 27,3 27,3 27,5 27,1 27,4 27,0 27,6 27,3 27,4 27,3 28,1 28,0 27,6 27,6 27,2
PESO 7 27,1 27,5 27,3 27,4 27,3 27,2 27,6 27,6 27,6 27,8 27,3 27,4 27,6 27,4 27,8 27,3 27,6 27,3 27,2
PESO 8 27,3 27,7 27,2 27,3 27,4 27,1 27,5 27,6 27,3 27,0 27,6 27,5 27,3 27,3 27,3 27,4 27,4 27,5 27,3
PESO 9 27,1 28,0 27,7 27,2 27,1 27,2 27,3 27,1 27,4 27,1 27,3 27,1 27,3 27,6 27,1 27,4 27,8 27,4 27,2
PESO 10 27,2 26,9 26,9 27,1 27,2 27,1 27,6 27,6 27,3 27,3 27,6 27,3 27,1 27,8 27,6 27,3 27,7 27,3 27,3
TABLA DE DATOS IDH 1699030 SM OXIG PPP 6% SCH 2 X25 ML-12
26,5
27,0
27,5
28,0
28,5
27,0 27,1 27,2 27,3 27,4 27,5 27,6 27,7 27,8 27,9 28,0
IDH 1699030 SM OXIG PPP 6% SCH 2 X25 ML-12
Series1 Series2 Series3
Series4 Series5 Series6
Series7 Series8 Series9
Lineal (Series1)

72
Tabla 5. Datos Estadísticos IDH 1699030 Oxig PPP 6% Sch.
Fuente: Autoras, 2016
Gráfica 13. Distribución normal IDH 1699030 Oxig PPP 6% Sch.
Fuente: Autoras, 2016

73
En la gráfica 13 se observa la tendencia ascendente en pesos según el diagrama
de dispersión. Aunque los datos arrojados en el ensayo no sobrepasan el límite de
especificación inferior los pesos altos tienen por promedio el mismo límite de
especificación superior, por lo que el granel envasado no alcanza para el
cumplimiento teórico de las órdenes de envase, impactando en el costo final del
lote de producción.
Tabla 6. Pesos registrados para el producto 1699031 Sm Oxig PPP 9% Sch
Fuente: Autoras, 2016
Gráfica 14. Tendencia de variación en pesos del producto 1699031 Sm Oxig PPP 9% Sch.
Fuente: Autoras, 2016
PESO 1 27,9 27,8 28,5 27,8 28,2 27,7 27,8 28,2 28,2 28,4 27,8 27,8 28,1 28,0 27,8 28,1 28,0 28,0 28,0
PESO 2 28,9 28,5 28,6 28,5 28,7 28,7 28,1 28,9 28,5 28,7 28,9 27,9 27,7 28,1 28,1 28,0 28,0 27,8 28,0
PESO 3 27,8 28,0 27,8 28,6 27,9 28,2 28,2 28,6 27,8 27,8 28,2 27,1 27,5 27,3 28,7 27,1 27,9 27,9 28,1
PESO 4 27,4 27,8 28,5 28,5 28,2 27,7 28,2 27,8 28,2 28,3 27,8 28,1 28,8 28,0 28,0 27,8 27,8 27,9 28,6
PESO 5 27,4 28,1 28,1 27,9 28,3 28,2 28,3 28,2 28,3 28,4 28,3 28,2 28,1 28,1 28,0 28,0 28,0 28,0 28,0
PESO 6 28,2 28,5 27,8 28,5 27,9 28,2 27,8 28,2 27,8 27,8 28,2 28,2 28,6 27,7 27,7 28,0 28,0 28,0 28,3
PESO 7 28,3 27,8 28,5 28,6 28,7 27,7 28,0 27,6 28,2 28,4 27,8 28,1 27,7 28,0 28,0 27,8 27,9 27,9 28,6
PESO 8 27,4 28,1 28,1 28,5 28,2 28,2 28,2 28,2 28,3 28,3 28,2 28,2 28,0 27,3 28,1 27,8 27,8 27,8 28,4
PESO 9 27,4 27,8 27,8 27,9 27,4 28,2 27,8 28,1 28,2 27,8 28,3 27,7 27,7 28,1 27,7 28,1 28,0 28,0 28,0
PESO 10 28,2 28,1 28,5 27,8 28,2 27,7 28,2 28,3 27,8 28,9 28,4 28,1 28,1 28,0 28,1 28,0 28,0 28,0 28,3
TABLA DE DATOS IDH 1699031 SM OXIG PPP 9% SCH 2 X25 ML-12
27,0
27,5
28,0
28,5
29,0
27,6 27,7 27,8 27,9 28,0 28,1 28,2 28,3 28,4 28,5 28,6
IDH 1699031 SM OXIG PPP 9% SCH 2 X25 ML-12
Series1 Series2 Series3
Series4 Series5 Series6
Series7 Series8 Series9
Lineal (Series9)

74
En la gráfica 14 se observa gran parte de la muestra con pesos de 27,8 gramos y
28,2 gramos, sin embargo, dichos pesos se encuentran bajo especificación según
los limites denotados en la tabla 7. Por otro lado, existen muestras de la serie 1, 7,
8 y 9 que representan desviaciones ante los rangos de aceptación para este IDH
evidenciando nuevamente la tendencia del producto a envasarse con pesos por
encima de especificación.
En la tabla 7 y la gráfica 15, se observa el comportamiento de los datos
recopilados en el ensayo para el producto Sm Oxig PPP 9% Sch.
Tabla 7. Datos Estadísticos IDH 1699031 Oxig PPP 9% Sch
Fuente: Autoras, 2016
En la gráfica 15 se observan pesos entre los rangos de aceptación, sin embargo
la media de la muestra es igual al límite de especificación superior por lo que el
peso de los sachet tiene alta probabilidad de encontrarse con pesos altos,
causando bajo rendimiento en el envase y sobre costos para el producto.

75
Gráfica 15. Distribución normal IDH 1699031 Oxig PPP 9% Sch.
Fuente: Autoras, 2016
Tabla 8. Pesos registrados para el producto 1866953 Sm Acond Brill 2014
Fuente: Autoras, 2016
PESO 1 24,2 24,4 25,1 25,3 24,5 25,2 24,1 24,8 24,8 25,0 24,0 24,8 24,8 24,3 24,7 24,8 24,6 24,3 25,0
PESO 2 25,3 24,3 25,0 25,3 25,0 24,2 24,8 25,0 24,8 25,0 25,5 24,8 25,0 25,1 25,7 26,0 24,3 24,5 25,1
PESO 3 25,1 25,0 25,4 24,2 26,7 25,0 24,8 28,0 29,4 24,8 24,8 25,0 24,8 24,8 24,7 24,7 24,5 24,6 26,3
PESO 4 25,0 25,0 25,0 25,0 25,0 23,5 24,8 24,8 24,8 24,8 24,8 29,0 24,8 25,0 25,9 26,0 27,9 24,3 24,3
PESO 5 24,2 25,1 23,2 24,2 27,0 24,3 25,0 24,8 24,8 26,1 25,2 24,8 25,0 29,0 24,7 25,1 25,1 24,1 24,7
PESO 6 24,0 25,1 25,4 25,3 24,3 25,0 25,0 25,0 25,0 25,0 25,0 25,0 24,8 24,8 24,9 24,6 24,8 24,5 24,8
PESO 7 23,2 25,1 25,5 26,9 27,0 25,0 24,8 28,0 28,8 24,8 24,8 25,0 25,0 25,1 25,1 24,3 24,8 24,3 24,5
PESO 8 24,5 25,0 24,2 24,2 25,0 26,5 24,8 24,8 24,8 28,0 25,0 21,8 25,0 25,2 25,1 24,7 25,7 25,2 25,1
PESO 9 26,0 24,3 21,2 24,2 24,2 24,5 24,8 26,0 26,9 21,8 24,8 27,0 29,5 24,8 25,3 25,6 25,2 26,0 25,1
PESO 10 26,7 24,3 27,1 25,0 29,3 25,0 25,0 25,0 24,8 24,8 26,0 25,0 27,8 24,5 25,2 25,4 25,7 25,4 25,3
TABLA DE DATOS IDH 1866953 SM ACOND BRILL 2014 SCHX22,5 ML

76
Gráfica 16. Tendencia de variación en pesos del producto 1866953 Sm Acond Brill 2014
Fuente: Autoras, 2016
En la gráfica 16 se observa gran parte de la muestra con pesos de 24,8 gramos
encontrándose los pesos dentro de los parámetros de aceptación. Sin embargo,
las muestras de las series 3, 4, 6, 7 y 8 representan variaciones por encima de los
límites permitidos.
En la tabla 9 y la gráfica 17, se observa el comportamiento de los datos
recopilados en el ensayo para el producto Sm Acond Brill 2014.
Tabla 9. Datos Estadísticos IDH 1866953 Sm Acond Brill 2014.
Fuente: Autoras, 2016
20,022,024,026,028,030,032,0
23,8 24,0 24,2 24,4 24,6 24,8 25,0 25,2 25,4
IDH 1866953 SM ACOND BRILL 2014 SCHX22,5 ML
Series1 Series2 Series3
Series4 Series5 Series6
Series7 Series8 Series9
Lineal (Series1)

77
Gráfica 17. Distribución normal IDH 1866953 Sm Acond Brill 2014.
Fuente: Autoras, 2016
La gráfica 17 nuevamente evidencia la media muestral sobre el límite de
especificación superior, este producto se comporta de forma similar a los que ya
fueron analizados. La frecuencia en la que el peso esta sobre el rango de
aceptación es alta causando inconvenientes en el costo unitario para la empresa.
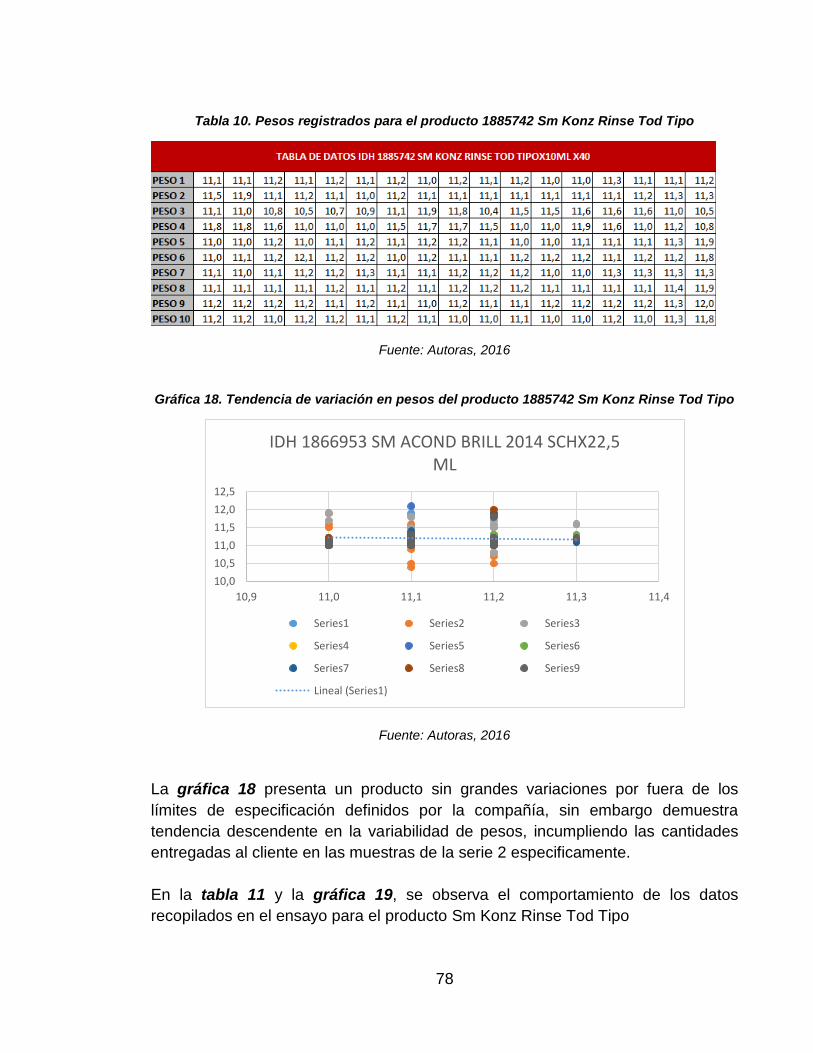
78
Tabla 10. Pesos registrados para el producto 1885742 Sm Konz Rinse Tod Tipo
Fuente: Autoras, 2016
Gráfica 18. Tendencia de variación en pesos del producto 1885742 Sm Konz Rinse Tod Tipo
Fuente: Autoras, 2016
La gráfica 18 presenta un producto sin grandes variaciones por fuera de los
límites de especificación definidos por la compañía, sin embargo demuestra
tendencia descendente en la variabilidad de pesos, incumpliendo las cantidades
entregadas al cliente en las muestras de la serie 2 especificamente.
En la tabla 11 y la gráfica 19, se observa el comportamiento de los datos
recopilados en el ensayo para el producto Sm Konz Rinse Tod Tipo
10,0
10,5
11,0
11,5
12,0
12,5
10,9 11,0 11,1 11,2 11,3 11,4
IDH 1866953 SM ACOND BRILL 2014 SCHX22,5 ML
Series1 Series2 Series3
Series4 Series5 Series6
Series7 Series8 Series9
Lineal (Series1)

79
Tabla 11. Datos Estadísticos 1885742 Sm Konz Rinse Tod Tipo
Fuente: Autoras, 2016
Gráfica 19. Distribución normal IDH 1885742 Sm Konz Rinse Tod Tipo
. Fuente: Autoras, 2016

80
La gráfica 19 muestra que el producto Sm Konz Rinse Tod Tipo se encuentra por
debajo y por encima del rango de aceptación, causando para algunas muestras
sobrecosto en el llenado excesivo del cojin y en otras faltante de contenido que
puede representar reclamos por el consumidor.
Tabla 12. Pesos registrados para el producto 1894340 Semi Bal Cr
Fuente: Autoras, 2016
Gráfica 20. Tendencia de variación en pesos del producto 1894340 Semi Bal Cr
Fuente: Autoras, 2016
La gráfica 20 muestra un comportamiento ascendente en la variabilidad de pesos
para una pequeña cantidad de las 10 series representadas, aunque existe
acumulación de muestras ente los rangos de aceptación establecidos por la
compañía. También se evidencia disminución de pesos para las series 2, 3 y 7.
PESO 1 316,4 317,4 318,0 320,5 318,2 320,1 319,5 319,2 320,0 320,3 320,8 319,7 320,9 320,0 321,0 320,9 320,5 319,0 320,1
PESO 2 319,5 318,9 317,5 317,1 320,1 319,9 320,5 320,3 319,9 319,9 319,5 320,5 319,9 320,9 319,5 320,3 320,2 320,2 323,0
PESO 3 320,5 315,5 318,9 318,9 319,1 318,9 318,8 319,0 319,0 318,9 318,9 319,1 320,0 318,9 319,1 319,2 319,2 321,0 319,2
PESO 4 318,9 318,9 315,0 314,9 314,9 319,9 320,9 320,9 320,3 319,9 320,5 320,1 318,9 318,9 320,1 315,7 315,8 319,2 321,0
PESO 5 319,9 320,5 316,5 320,2 318,9 321,0 319,9 319,8 319,8 320,8 319,7 319,8 315,9 320,1 319,9 319,8 319,8 319,8 319,9
PESO 6 320,4 317,0 318,5 317,1 315,5 317,1 320,1 310,5 320,5 317,1 315,9 318,7 319,7 319,6 318,9 315,9 320,1 320,1 320,1
PESO 7 318,9 318,7 320,5 320,5 319,1 318,5 318,5 319,1 319,1 320,1 318,9 319,1 320,2 318,9 319,1 320,1 319,9 320,1 315,3
PESO 8 319,1 320,1 319,9 318,9 320,1 319,9 320,9 320,8 316,2 318,9 319,5 320,3 318,3 319,2 320,0 320,1 320,1 320,1 319,9
PESO 9 320,1 319,9 316,7 319,9 318,5 320,1 319,8 318,9 318,9 319,8 320,1 318,8 319,8 320,4 318,3 320,8 320,9 320,9 321,0
PESO 10 318,9 318,7 320,3 320,3 319,2 317,5 318,4 319,3 319,4 315,9 320,0 320,1 320,1 319,9 319,9 319,8 319,7 319,7 319,9
TABLA DE DATOS IDH 1894340 SEMI BAL CR NOR9G+CR NOR9GR X16
310,0312,0314,0316,0318,0320,0322,0324,0326,0
316,0 317,0 318,0 319,0 320,0 321,0 322,0
IDH 1894340 SEMI BAL CR NOR9G+CR NOR9GR X16
Series1 Series2 Series3
Series4 Series5 Series6
Series7 Series8 Series9
Lineal (Series1)
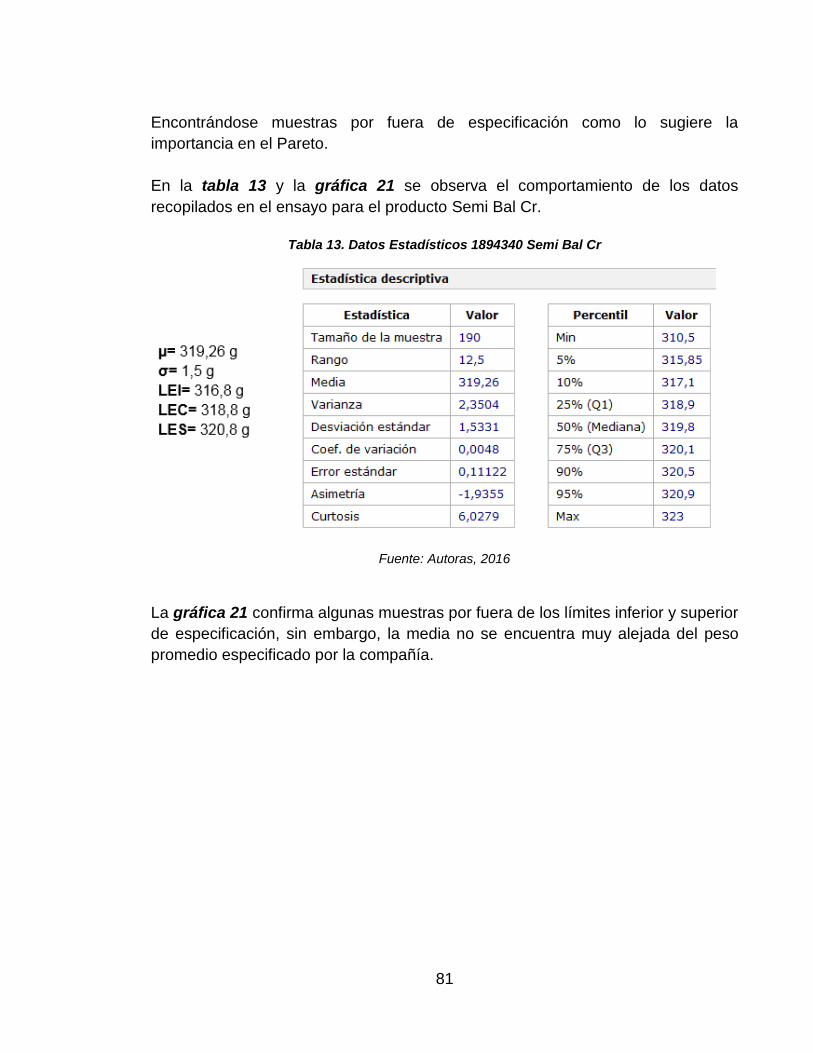
81
Encontrándose muestras por fuera de especificación como lo sugiere la
importancia en el Pareto.
En la tabla 13 y la gráfica 21 se observa el comportamiento de los datos
recopilados en el ensayo para el producto Semi Bal Cr.
Tabla 13. Datos Estadísticos 1894340 Semi Bal Cr
Fuente: Autoras, 2016
La gráfica 21 confirma algunas muestras por fuera de los límites inferior y superior
de especificación, sin embargo, la media no se encuentra muy alejada del peso
promedio especificado por la compañía.

82
Gráfica 21. Distribución normal IDH 1894340 Semi Bal Cr.
Fuente: Autoras, 2016
Tabla 14. Pesos registrados para el producto 1911810 Semi Bonawell Reacond
Fuente: Autoras, 2016

83
Gráfica 22. Tendencia de variación en pesos del producto 1911810 Semi Bonawell Reacond
Fuente: Autoras, 2016
La gráfica 22 arroja pesos por encima de las especificaciones para el producto en
las muestras de las series 7 y 9. No se presentan pesos por debajo del límite de
especificación.
En la tabla 15 y la gráfica 21, se observa el comportamiento de los datos
recopilados en el ensayo para el producto Semi Bonawell Reacond.
La gráfica 23, demuestra que los datos recopilados del IDH analizado no
presentan pesos bajos, sin embargo la media de la muestra se encuentra 0,37
gramos por encima del límite de especificación central causando una tendencia
incremental en los pesos envasados que representa disminución en la utilidad de
la compañía en la venta de este producto.
10,5
11,0
11,5
12,0
10,8 10,9 11,0 11,1 11,2 11,3 11,4 11,5 11,6 11,7 11,8
IDH 1911810 SEMI BONAWELL REACOND X10ML-14
Series1 Series2 Series3
Series4 Series5 Series6
Series7 Series8 Series9
Lineal (Series1)
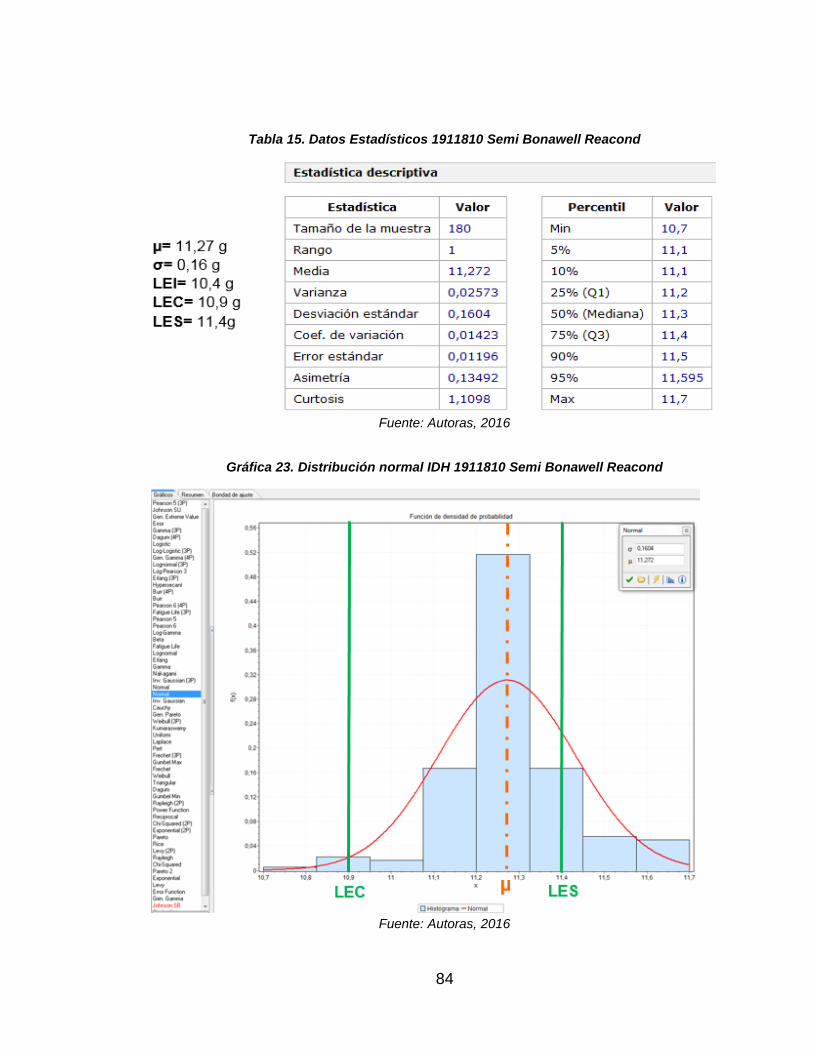
84
Tabla 15. Datos Estadísticos 1911810 Semi Bonawell Reacond
Fuente: Autoras, 2016
Gráfica 23. Distribución normal IDH 1911810 Semi Bonawell Reacond
Fuente: Autoras, 2016

85
Tabla 16. Pesos registrados para el producto 1919105 Semi Konzil Sh Todo Tipo
Fuente: Autoras, 2016
Gráfica 24. Tendencia de variación en pesos del producto 1919105 Semi Konzil Sh Todo Tipo
Fuente: Autoras, 2016
La gráfica 24 contiene tendencia en ascenso para la variación de pesos sobre el
límite superior de especificación para las series 2, 4, 5 y 9. La variabilidad por
fuera del límite de especificación inferior es mínima frente al producto que se está
envasando con contenido adicional.
En la tabla 17 y la gráfica 25, se observa el comportamiento de los datos
recopilados en el ensayo para el producto Semi Konzil Sh Todo Tipo.
PESO 1 296,1 296,1 296,0 296,1 296,2 298,5 298,4 296,9 296,9 297,1 297,4 296,1 295,4 296,0 296,1 296,2 297,1 296,9 296,9
PESO 2 298,2 296,9 296,9 298,9 298,8 295,9 298,2 296,8 296,8 297,1 297,0 296,2 294,9 294,9 295,1 297,9 296,9 297,9 297,8
PESO 3 297,4 297,4 298,3 299,1 299,1 299,4 296,4 296,4 297,1 293,9 297,9 296,4 295,1 296,8 296,7 297,7 297,5 298,2 293,9
PESO 4 298,4 298,3 298,4 295,7 295,4 297,3 296,9 297,2 297,2 295,9 297,1 295,9 297,0 297,1 297,2 298,1 296,4 298,2 298,3
PESO 5 298,2 296,1 297,1 296,9 297,0 298,1 296,9 297,1 295,4 295,3 297,1 295,1 297,9 297,9 297,9 298,9 297,9 297,9 298,2
PESO 6 296,9 298,1 297,9 298,4 298,4 297,9 298,2 297,9 295,1 295,1 297,9 297,9 298,9 297,2 297,4 298,1 298,1 296,4 297,1
PESO 7 297,1 297,0 293,9 298,2 298,1 298,4 298,4 293,9 295,9 297,9 297,8 297,8 298,2 295,5 296,8 297,9 298,2 296,9 297,9
PESO 8 296,4 297,1 298,2 298,1 298,4 297,0 298,1 293,9 297,9 296,0 296,1 297,1 297,1 295,2 297,2 298,1 297,9 297,9 296,5
PESO 9 298,2 297,9 297,9 298,1 298,1 298,3 298,3 293,8 297,9 296,5 296,4 297,1 297,4 295,1 296,9 298,2 297,9 298,3 296,5
PESO 10 299,2 297,4 297,4 295,1 297,9 298,1 296,9 298,2 297,9 296,4 296,4 297,1 297,1 295,9 296,1 294,0 298,2 298,3 296,6
TABLA DE DATOS IDH 1919105 SEMI KONZIL SH TODO TIPOX30MLX9
292,0
294,0
296,0
298,0
300,0
295,0 295,5 296,0 296,5 297,0 297,5 298,0 298,5 299,0
IDH 1919105 SEMI KONZIL SH TODO TIPOX30MLX9
Series1 Series2 Series3
Series4 Series5 Series6
Series7 Series8 Series9
Lineal (Series1)

86
Tabla 17. Datos Estadísticos 1919105 Semi Konzil Sh Todo Tipo
Fuente: Autoras, 2016
Gráfica 25. Distribución normal IDH 1919105 Semi Konzil Sh Todo Tipo
Fuente: Autoras, 2016

87
La gráfica 25, evidencia un sesgo de los pesos registrándose por encima de la
media muestral y el límite de especificación central, adicional, se encuentra una
baja proporción de pesos por debajo del límite de especificación. Causando en
ambas direcciones producto no conforme.
Tabla 18. Pesos registrados para el producto IDH 1975610 Igroy Loc Sachet 20v
Fuente: Autoras, 2016
Gráfica 26. Tendencia de variación en pesos del producto 1975610 Igroy Loc Sachet 20v
Fuente: Autoras, 2016
PESO 1 66,1 65,9 66,1 66,2 66,0 65,9 65,8 66,1 65,9 66,1 65,9 66,1 65,8 66,1 66,2 65,9 66,2 66,2 66,2
PESO 2 66,0 64,3 65,1 65,1 65,1 66,0 66,1 65,9 66,1 65,9 66,1 65,8 65,8 65,7 66,1 65,7 65,7 65,7 65,7
PESO 3 65,9 65,9 64,1 64,1 63,9 65,3 65,3 65,9 65,9 65,9 66,0 66,0 66,1 66,1 66,4 65,9 66,0 66,0 66,1
PESO 4 66,1 64,4 65,9 65,8 65,8 66,1 65,9 65,9 66,1 65,9 65,9 66,0 66,0 65,9 65,9 66,0 66,1 66,1 66,1
PESO 5 65,9 65,9 64,1 64,0 64,0 64,2 65,9 65,7 65,7 66,0 66,0 66,1 65,9 66,2 66,2 65,8 66,0 66,1 66,1
PESO 6 65,9 63,9 64,0 64,1 65,4 66,2 66,2 66,1 66,1 65,9 66,2 65,8 65,8 65,9 65,0 66,4 65,8 65,8 65,7
PESO 7 65,9 65,9 64,2 64,2 64,0 65,7 65,7 65,6 65,0 65,9 66,0 66,1 66,1 66,0 65,8 65,9 66,0 66,0 66,0
PESO 8 66,0 64,8 65,2 65,2 65,0 66,1 66,1 66,1 66,0 65,8 65,7 66,0 65,7 65,7 65,7 66,0 65,7 65,7 65,7
PESO 9 66,4 65,9 64,3 64,3 64,6 65,8 65,8 65,7 65,5 66,2 66,2 65,9 65,7 66,4 66,2 65,9 66,2 66,2 66,0
PESO 10 65,6 64,9 65,2 65,2 65,2 66,2 65,5 65,2 65,2 65,9 66,3 65,9 66,3 65,7 65,7 66,2 65,9 65,9 65,9
TABLA DE DATOS IDH 1975610 IGROY LOC SACHET 20V 2X30ML-14
63,5
64,0
64,5
65,0
65,5
66,0
66,5
67,0
65,7 65,9 66,1 66,3
IDH 1975610 IGROY LOC SACHET 20V 2X30ML-14
Series1 Series2 Series3
Series4 Series5 Series6
Series7 Series8 Series9
Lineal (Series1)

88
La gráfica 26 representa pesos por encima y por debajo de los límites de
especificación en las muestras de las 10 series. La tendencia de la variabilidad se
encuentra en descenso.
En la tabla 19 y la gráfica 27, se observa el comportamiento de los datos
recopilados en el ensayo para el producto Igroy Loc Sachet 20v.
Tabla 19. Datos Estadísticos 1975610 Igroy Loc Sachet 20v
Fuente: Autoras, 2016
La gráfica 27, muestra que el 40% de los datos recopilados en el ensayo de
variabilidad de pesos se encuentra por encima de la media muestral y sobrepasa
el límite de especificación superior, proporcionado pesos elevados al producto y
causando aumentos en el costo unitario para este IDH.

89
Gráfica 27. Distribución normal IDH 1975610 Igroy Loc Sachet 20v
Fuente: Autoras, 2016
Tabla 20. Pesos registrados para el producto IDH 1885723 Semi Konzil Sh 2en1
Fuente: Autoras, 2016
PESO 1 299,1 294,9 294,5 299,0 298,2 298,2 296,1 295,5 299,2 297,5 296,5 298,4 299,2 299,3 299,0 299,5 297,1 297,8 298,8
PESO 2 298,8 300,5 300,4 299,1 290,5 299,7 296,0 300,8 299,5 298,2 298,2 299,7 294,9 299,0 298,1 299,0 297,9 299,0 299,1
PESO 3 299,4 300,1 297,2 300,1 300,0 299,9 294,4 299,4 290,8 298,7 299,2 299,2 290,0 298,8 298,8 299,2 297,5 298,4 298,6
PESO 4 299,4 299,5 299,5 300,1 290,2 298,1 299,4 298,1 292,3 299,0 299,1 299,1 298,0 298,0 299,1 298,0 298,2 298,2 298,2
PESO 5 298,7 298,5 298,5 298,5 299,4 298,4 299,6 298,9 297,4 298,2 297,1 298,0 299,4 293,7 299,1 298,0 298,0 298,0 298,0
PESO 6 299,0 300,3 294,1 297,5 300,1 299,4 300,1 299,0 297,3 298,2 297,8 298,2 290,9 296,2 299,3 298,2 298,2 298,2 294,0
PESO 7 299,2 300,4 294,2 297,1 300,0 300,0 299,9 298,8 293,9 299,0 298,5 298,5 298,5 299,2 299,2 299,0 299,0 299,0 299,4
PESO 8 299,0 298,7 298,7 297,9 299,0 300,1 298,5 299,1 298,4 299,2 298,2 299,0 294,3 294,3 299,2 299,2 299,2 294,3 294,3
PESO 9 298,5 299,2 297,9 299,2 299,2 299,2 300,7 299,1 299,1 298,9 299,1 298,9 294,2 299,1 298,9 299,0 299,0 299,3 298,2
PESO 10 298,4 298,0 300,0 298,2 299,9 298,4 300,1 300,1 294,4 299,7 297,9 298,0 294,5 299,1 298,4 298,4 299,1 299,1 298,7
TABLA DE DATOS IDH 1885723 SEMI KONZIL SH 2EN1 X30MLX9-14

90
Gráfica 28. Tendencia de variación en pesos del producto 1885723 Semi Konzil Sh 2en1
Fuente: Autoras, 2016
La gráfica 28 muestra grandes variaciones en los pesos hasta 2 gramos por
encima del límite de especificación superior para las 10 series analizadas. Sin
embargo existe variación hasta 5 gramos por debajo del límite de especificación
inferior.
Tabla 21. Datos Estadísticos 1885723 Semi Konzil Sh 2en1
Fuente: Autoras, 2016
288,0
290,0
292,0
294,0
296,0
298,0
300,0
302,0
294,0 295,0 296,0 297,0 298,0 299,0 300,0
IDH 1885723 SEMI KONZIL SH 2EN1 X30MLX9-14
Series1 Series2 Series3
Series4 Series5 Series6
Series7 Series8 Series9
Lineal (Series1)

91
En la tabla 21 y la gráfica 29, se observa el comportamiento de los datos
recopilados en el ensayo para el producto Semi Konzil Sh 2en1.
Gráfica 29. Distribución normal IDH 1885723 Semi Konzil Sh 2en1
Fuente: Autoras, 2016
La gráfica 29, indica que la media muestral se encuentra cercana al límite de
especificación superior, por lo que el 56% de los datos recopilados en el ensayo
poseen sobrepeso. Por otro lado, existe gran variabilidad respecto al límite de
especificación inferior pero en un tamaño menor de productos muestreados.

92
Tabla 22. Pesos registrados para el producto IDH 1885725 Semi Konzil Cr Rizos
Fuente: Autoras, 2016
Gráfica 30. Tendencia de variación en pesos del producto 1885725 Semi Konzil Cr Rizos
Fuente: Autoras, 2016
La gráfica 30 no presenta producto no conforme por pesos bajos, pero la
probabilidad de ser rechazados por contener pesos por encima del límite de
especificación superior es elevada ya que existe tendencia en aumento para las
10 series analizadas.
En la tabla 23 y el gráfico 31, se observa el comportamiento de los datos
recopilados en el ensayo para el producto Semi Konzil Cr Rizos.
PESO 1 282,1 283,0 283,3 284,1 285,6 283,3 284,9 284,6 282,5 287,3 282,7 283,5 285,3 285,0 286,0 286,5 287,0 287,0 287,0
PESO 2 280,9 284,9 283,5 284,2 283,7 281,9 285,4 284,2 285,3 287,9 285,7 284,3 285,3 285,4 287,1 280,5 286,7 286,2 286,2
PESO 3 284,2 284,2 285,4 283,1 284,2 284,2 285,1 285,1 284,3 286,2 282,0 285,1 284,9 284,9 286,1 287,2 285,7 287,7 287,0
PESO 4 282,2 283,2 284,0 284,5 285,9 283,2 284,2 284,2 285,0 287,9 285,1 286,0 283,2 284,2 287,7 286,3 287,7 280,1 280,5
PESO 5 285,2 283,7 284,2 285,2 285,5 283,7 283,7 284,6 281,9 286,2 282,3 287,5 284,5 283,3 285,6 281,6 285,3 285,3 287,0
PESO 6 283,7 282,2 283,2 285,1 284,1 282,9 283,9 283,9 284,8 284,8 283,1 283,1 288,3 285,9 284,8 285,8 287,2 287,2 287,1
PESO 7 284,3 283,9 284,2 284,5 285,1 283,7 284,9 284,7 285,5 280,3 284,3 289,5 285,3 284,3 287,9 286,1 285,9 280,6 280,8
PESO 8 283,2 284,2 284,2 285,7 284,5 282,5 284,5 283,8 286,2 283,8 284,4 284,4 285,2 285,2 287,9 287,5 287,5 287,5 287,0
PESO 9 284,6 283,9 283,9 286,5 285,5 284,5 283,3 285,3 287,3 284,3 284,8 285,8 286,7 283,0 287,3 286,5 285,5 280,4 280,4
PESO 10 287,9 284,9 284,9 285,7 286,5 285,2 283,0 281,3 285,9 283,0 284,9 285,1 285,7 282,1 287,9 287,6 287,6 287,4 286,9
TABLA DE DATOS IDH 1885725 SEMI KONZIL CR RIZOS X30MLX9-14
280,0
282,0
284,0
286,0
288,0
290,0
292,0
282,0 283,0 284,0 285,0 286,0 287,0
IDH 1885725 SEMI KONZIL CR RIZOS X30MLX9-14
Series1 Series2 Series3 Series4 Series5
Series6 Series7 Series8 Series9
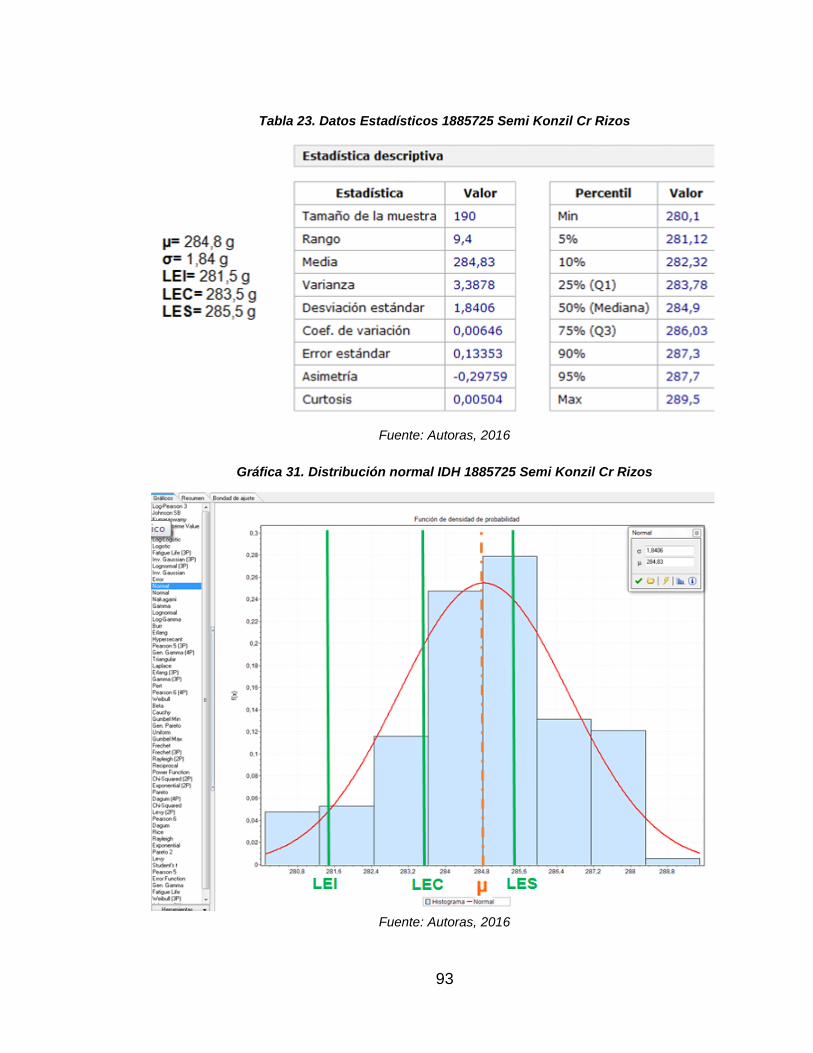
93
Tabla 23. Datos Estadísticos 1885725 Semi Konzil Cr Rizos
Fuente: Autoras, 2016
Gráfica 31. Distribución normal IDH 1885725 Semi Konzil Cr Rizos
Fuente: Autoras, 2016

94
La gráfica 31, demuestra que el 54% de los datos analizados contienen pesos por
fuera del límite de especificación superior, mientras que solo el 4% de la muestra
se encuentra por debajo de especificación.
Tabla 24. Pesos registrados para el producto IDH 1919102 Semi Konzil Sh Renovación
Fuente: Autoras, 2016
Gráfica 32. Tendencia de variación en pesos del producto 1919102 Semi Konzil Sh Renovación
Fuente: Autoras, 2016
La gráfica 32 presenta tendencia ascendente sobre el límite de especificación
superior definido por la compañía y solo se encuentra un dato de la Serie 4 con
pesos bajos, por lo tanto, para este IDH es común encontrar producto no conforme
por pesos altos.
PESO 1 293,9 298,3 296,2 297,0 298,2 297,5 297,3 296,7 294,4 298,7 294,7 295,1 295,4 295,7 299,0 297,2 297,8 296,5 298,5
PESO 2 296,4 297,4 295,5 298,3 297,1 298,4 298,4 298,3 298,0 298,0 299,1 297,9 298,3 297,3 298,9 299,1 298,9 297,9 297,8
PESO 3 297,6 298,5 298,9 297,5 298,5 297,9 298,7 297,7 298,2 299,4 299,4 298,7 297,5 299,6 299,6 298,3 299,2 298,6 299,1
PESO 4 298,9 297,9 298,2 296,2 297,9 298,4 293,9 292,5 298,9 299,0 299,0 297,5 298,3 299,1 298,3 297,9 297,7 299,2 293,2
PESO 5 290,5 298,9 299,0 297,3 297,3 297,1 298,5 297,7 301,0 299,6 298,9 298,9 297,9 299,9 300,1 298,6 298,6 298,0 299,7
PESO 6 295,6 297,3 298,1 298,1 300,0 298,9 298,8 298,8 298,5 299,9 297,9 299,1 298,1 297,7 298,7 297,4 299,4 297,6 293,9
PESO 7 294,2 298,6 298,6 297,5 297,3 297,3 299,1 297,9 294,3 299,1 299,1 293,5 297,9 297,9 297,0 297,0 298,3 299,1 299,1
PESO 8 294,0 297,2 299,1 296,6 296,7 298,1 298,1 298,1 298,0 297,5 293,7 297,9 298,6 293,6 298,9 299,9 297,6 298,3 298,3
PESO 9 295,2 298,3 298,0 296,7 297,3 297,3 299,5 297,3 298,3 298,3 297,2 297,2 297,0 298,5 297,9 298,6 299,1 297,9 299,0
PESO 10 296,4 297,9 299,1 298,6 298,6 295,4 299,1 298,9 297,3 298,5 298,4 298,4 298,4 299,2 297,6 298,5 299,7 297,4 297,4
TABLA DE DATOS IDH 1919102 SEMI KONZIL SH RENOVACION X30MLX9-14
288,0
290,0
292,0
294,0
296,0
298,0
300,0
302,0
293,0 294,0 295,0 296,0 297,0 298,0 299,0 300,0
IDH 1919102 SEMI KONZIL SH RENOVACION X30MLX9-14
Series1 Series2 Series4 Series5 Series6 Series7 Series8 Series9

95
En la tabla 25 y la gráfica 33, se observa el comportamiento de los datos
recopilados en el ensayo para el producto Semi Konzil Sh Renovación
Tabla 25. Datos Estadísticos 1919102 Semi Konzil Sh Renovación
Fuente: Autoras, 2016
En la gráfica 33, se observa que el 76% de los datos analizados contienen pesos
por fuera del límite de especificación, esta tendencia ascendente se evidencia al
encontrar la media muestral cercana al límite de especificación superior.

96
Gráfica 33. Distribución normal IDH 1919102 Semi Konzil Sh Renovación
Fuente: Autoras, 2016
Tabla 26. Pesos registrados para el producto IDH 2071927 Semi Bal Mini Cre Cli W
Fuente: Autoras, 2016
PESO 1 50,3 50,1 50,2 50,1 50,2 50,3 50,1 50,2 50,2 50,3 50,2 50,2 50,2 50,2 50,1 50,2 50,4 50,3 50,3
PESO 2 50,1 50,2 50,3 50,2 50,3 50,2 50,2 50,3 50,2 50,4 50,3 50,3 50,3 50,1 50,2 50,3 50,3 50,2 50,3
PESO 3 50,3 50,2 50,4 50,4 50,3 50,1 50,3 50,2 50,1 50,3 50,4 50,3 50,3 50,3 50,3 50,3 50,1 50,1 50,3
PESO 4 50,4 50,0 50,2 50,2 50,1 50,3 50,5 50,1 50,1 50,3 50,1 50,2 50,4 50,3 50,4 50,3 50,5 50,3 50,4
PESO 5 50,2 50,0 50,1 50,3 50,5 50,3 50,2 50,3 50,2 50,0 50,2 50,2 50,2 50,2 50,4 50,3 50,2 50,1 50,0
PESO 6 50,1 50,0 50,1 50,4 50,2 50,5 50,7 50,2 50,2 50,3 50,1 50,3 50,3 50,3 50,1 50,3 50,6 50,3 50,5
PESO 7 50,2 50,1 50,2 50,1 50,3 50,2 50,3 50,3 50,2 50,4 50,2 50,2 50,4 50,4 50,2 50,2 50,3 50,2 50,3
PESO 8 50,2 50,1 50,3 50,3 50,2 50,3 50,3 50,2 50,3 50,2 50,3 50,2 50,4 50,4 50,2 50,2 50,3 50,2 50,3
PESO 9 50,2 50,2 50,4 50,2 50,2 50,4 50,2 50,3 50,3 50,3 50,2 50,1 50,3 50,5 50,2 50,3 50,3 50,3 50,3
PESO 10 50,4 50,3 50,2 50,2 50,3 50,3 50,3 50,1 50,2 50,4 50,2 50,2 50,2 50,1 50,2 50,3 50,2 50,2 50,0
TABLA DE DATOS IDH 2071927 SEMI BAL MINI CRE CLI W 72H 40GR-16
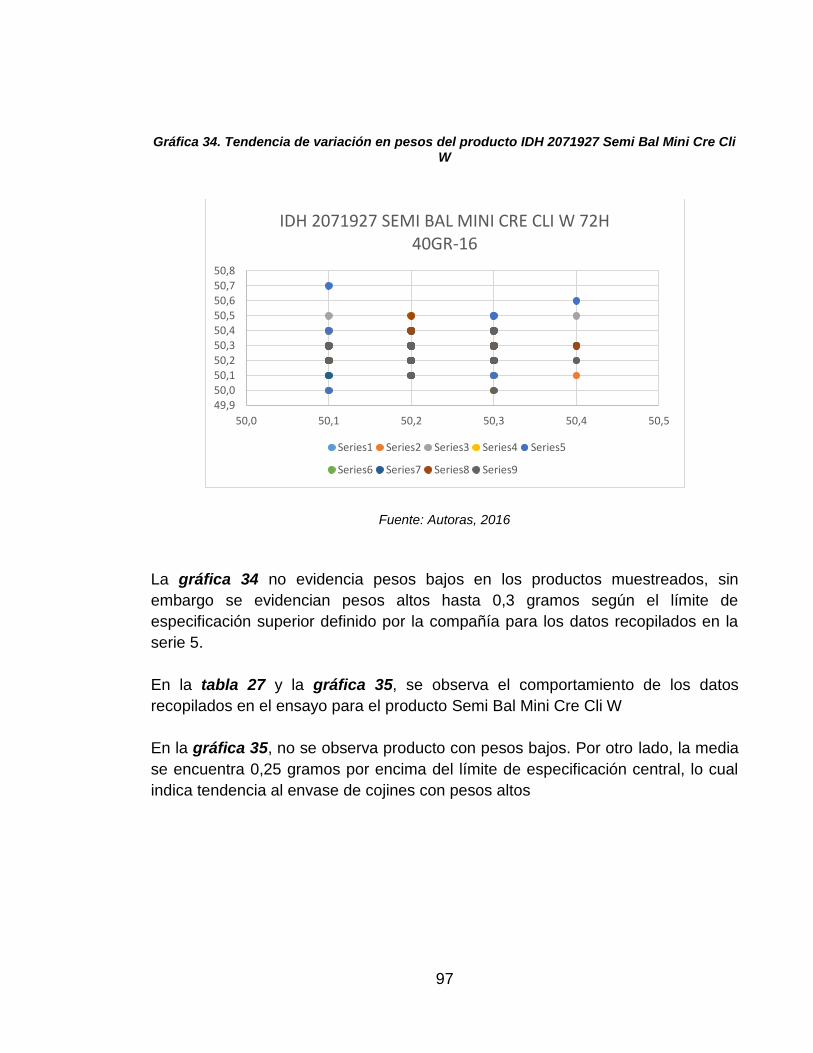
97
Gráfica 34. Tendencia de variación en pesos del producto IDH 2071927 Semi Bal Mini Cre Cli
W
Fuente: Autoras, 2016
La gráfica 34 no evidencia pesos bajos en los productos muestreados, sin
embargo se evidencian pesos altos hasta 0,3 gramos según el límite de
especificación superior definido por la compañía para los datos recopilados en la
serie 5.
En la tabla 27 y la gráfica 35, se observa el comportamiento de los datos
recopilados en el ensayo para el producto Semi Bal Mini Cre Cli W
En la gráfica 35, no se observa producto con pesos bajos. Por otro lado, la media
se encuentra 0,25 gramos por encima del límite de especificación central, lo cual
indica tendencia al envase de cojines con pesos altos
49,950,050,150,2
50,350,450,550,650,7
50,8
50,0 50,1 50,2 50,3 50,4 50,5
IDH 2071927 SEMI BAL MINI CRE CLI W 72H 40GR-16
Series1 Series2 Series3 Series4 Series5
Series6 Series7 Series8 Series9

98
Tabla 27. Datos Estadísticos 2071927 Semi Bal Mini Cre Cli W
Fuente: Autoras, 2016
Gráfica 35. Distribución normal IDH 2071927 Semi Bal Mini Cre Cli W
Fuente: Autoras, 2016

99
6. ANÁLISIS DE DATOS
6.1. ANÁLISIS DE CAUSALIDAD.
Para realizar el análisis de causalidad se utilizó como dato de referencia el
Pareto de tipos de defecto versus su costo de reacondicionamiento y/o
destrucción perteneciente al primer semestre del año 2016:
6.1.1. Diferencia en pesos frascos
a. Mezclas con Aire y viscosidad por fuera de parámetros: cuando el
granel presenta estas no conformidades hace que la máquina se fuerce,
causa una constante variabilidad de pesos ya que al contener partículas
de aire la mezcla ocupa volumen en el frasco completando toda su
capacidad, pero no cumple con el rango mínimo de pesos estipulados
por cada tipo de producto.
Las mezclas con aire son causadas por:
En la fabricación se incorpora el aire por falta de velocidad en el
raspador y del ekato (hélice ubicada en el centro de la marmita,
encargada de la homogenización de las materias primas.).
En la etapa de descarga, la manguera no se ubica hasta el fondo del
tanque de almacenamiento, por lo que la caída de la mezcla se realiza
desde una altura mayor, en la que se le incorpora aire.
La tubería de descarga puede contener alguna fuga al no encontrarse
las abrazaderas en correcto ajuste, por ende, a la velocidad y presión en
la que se envía la mezcla para el envase puede recoger aire.
Cuando la mezcla del tanque se está terminando debe haber una
persona encargada de raspar el final de la mezcla hacia la tubería y
apagar la bomba neumática a tiempo para que el sistema de envase no
hale aire al haberse terminado la mezcla. Actualmente no existe una
persona encargada de este rol.

100
La viscosidad por fuera de parámetros se debe a que en ocasiones el
personal encargado del lavado de los tanques de almacenamiento deja
agua en los mismos que se mezcla con el granel al descargarse.
b. Falta de inspección:
El personal encargado del envase debe estar verificando los pesos,
pero por lo general prefieren enviar los pesos por encima del rango ya
que, si lo hacen por debajo, los inspectores de calidad retienen las
unidades.
El control de pesos por parte del personal operativo es una tarea
manual, por lo que en muchas ocasiones la velocidad de la banda
transportadora sobrepasa la capacidad humana para realizar un
muestreo con mayor precisión.
No existe control aleatorio por personal ajeno al envase: Los
inspectores de calidad realizan revisión el producto cuando es enviado
para el almacén de empaque y los errores que pueden ser detectados
en planta dependen únicamente del operario.
Falta de conciencia frente al costo que generan los rechazos: La
empresa no toma acciones correctivas con el personal, por lo que la
única responsabilidad de ellos es reacondicionar el producto
semiterminado no conforme.
c. Errores en el ajuste de equipo:
Los responsables de realizar los ajustes de máquina son los operarios
mecánicos, en caso de tener grandes inconvenientes el responsable de
corregirlos es el mecánico del área.
Fallas en la dosificación de la máquina: Estas fallas son causadas por
mezclas con problemas de viscosidad o falta de limpieza en la máquina.
Errores en el cambio de formato: En ocasiones por error humano el
operario mecánico ajusta la máquina a una velocidad diferente a la que
debe envasarse el producto causando variaciones en las cantidades
dosificadas.
101
Imperfecciones del material de empaque: Estos errores son casos poco
frecuentes y hacen parte de problemas en el proceso de inyección de
los frascos por parte del proveedor.
Falta de capacitación del personal mecánico: En muchas ocasiones el
personal no tiene el conocimiento específico de la máquina que está
operando y si no existe mecánico del área, el problema no es
solucionado rápidamente, por lo que deciden continuar envasando,
aunque no estén cumpliendo con todos los requisitos exigidos en las
notas de producto.
En la figura 7 se puede evidenciar el diagrama Ishikawa para las diferencias
en pesos en frascos, en donde se identifican las principales causas que
influyen sobre este problema.

102
Figura 7. Diagrama Ishikawa Diferencias en pesos Frascos
Fuente: Autoras, 2016

103
6.1.2. Diferencia en pesos sachet
a. Mezclas con Aire y viscosidad fuera de parámetros: Las causas son
iguales a las descritas en el numeral 1.1.1 para el área de frascos.
b. Mezcla con partículas: Las boquillas de dosificación sufren
estancamiento cuando el granel contiene partículas que son
proporcionadas por las mallas usadas en el descargue de las mezclas a
los tanques de almacenamiento o por pedazos de los empaques
deteriorados en las mangueras.
c. Problemas mecánicos: Estos inconvenientes se presentan con:
Los ajustes de las levas que se encargan del paso de la cantidad
correcta a las boquillas, las cuales quedan mal calibradas en el
ajuste de formato y causan la variación de pesos en los cojines
envasados.
Los empaques de las bombas neumáticas sufren deterioro y este
no es identificado a tiempo, por lo que causa el envío del granel a
presiones no recomendadas y allí sufre la incorporación de aire.
La bomba neumática puede ser apagada por error por otro
colaborador al pensar que hace parte de otra línea que ya termino
el envase y la persona encargada de la línea afectada no se
percata de que la bomba ya no está encendida. Por lo que al
disminuir el volumen de la tolva aumenta la cantidad de dosificación
llegando a producir variabilidad en los pesos y posible incorporación
de aire a las mezclas.
d. Baja confiabilidad en la verificación de pesos: En algunas referencias
las unidades envasadas no hacen referencia a un solo sachet, una unidad
puede ser un dúo, en el caso de oxigentas o promociones de shampoo y
acondicionador. En otras ocasiones son tiras de 9 sachets o de 32 sachets
que posteriormente son empacados en displays para promociones por
parte de la maquila. Cuando el producto hace parte de envase en tiras, la
tira completa es pesada por lo que puede ir algún sachet con peso

104
elevado y otro un poco vacío y aun así el peso coincide con el estipulado
en la nota de producto correspondiente.
En la figura 8 se puede evidenciar el diagrama Ishikawa para las
diferencias en pesos en Sachet, en donde se identifican las principales
causas que influyen sobre este problema.

105
Figura 8. Diagrama Ishikawa Diferencias en pesos Sachet
Fuente: Autoras, 2016

106
6.1.3. Falta de codificado en frasco
a. Daño en la Inkjet: El daño por lo general obedece a falta de limpieza de la
máquina por parte del operario mecánico, quien debe hacer limpieza de la
Inkjet una vez por día.
b. Ajustes de equipo incorrectos:
Debe ajustarse los rieles de la banda de salida de tal forma que la
fotocelda pueda leer todos los frascos que pasan frente a ella, ya que,
en algunos casos al pasar dos frascos sin distancia entre ambos, la
Inket los cuenta como uno solo quedando uno de los frascos sin
codificado.
El operario mecánico no ajusta correctamente el chorro de tinta y el
goteo de la misma en la Inkjet, causando el desvío e ilegibilidad del
codificado.
c. Falta de inspección por parte del operario: El colaborador se dedica a
aumentar la productividad de su línea y a diligenciar la documentación del
envase, olvidando la importancia de verificar el codificado antes de realizar
el embalaje en las cajas corrugadas.
6.1.4. Codificado incorrecto en frasco
a. Error Operativo: Este defecto se debe netamente a falta de concentración
y verificación por parte del personal que realiza la programación del PLC al
realizar el cuadre de formato para iniciar el envase.
6.1.5. Sticker de referencia torcido, arrugado o faltante:
En este numeral se unifican los problemas con sticker.
a. Error Operativo: La incorporación del sticker de seguridad en el área de
frascos es un proceso manual, por lo que la ausencia del mismo
corresponde a errores humanos y falta de inspección al producto.

107
b. Falta de adhesivo en el sticker: al igual que las etiquetas, el sticker
puede tener adhesivo insuficiente despegándose del producto.

108
Figura 9. Diagrama Ishikawa Problemas de codificado Frascos
Fuente: Autoras, 2016
En la figura 9 se puede evidenciar el diagrama Ishikawa para los diversos problemas que presenta el codificado de
frascos, en donde se identifican las principales causas que influyen sobre este problema

109
6.1.6. Codificado ilegible o incompleto en sachet:
a. Error en el cuadre de formato:
La cuchilla que realiza el corte de las dos caras del papel Foil no es
ajustada correctamente realizando el corte al lote dejándolo ilegible o
incompleto.
El operario mecánico no ajusta correctamente los números del
codificado con la llave Bristol, lo que causa que se caigan algunos
dígitos dejando el codificado incompleto.
b. Problemas con el material: En ocasiones desde el proveedor, el papel foil
se encuentra mal embobinado en el rollo, por lo que se encuentra
distensionado causando arrugas en el mismo y al realizarse el troquel del
lote este queda ilegible.
c. Fallas mecánicas: Debido a la constante vibración de la máquina el caucho
encargado del troquel del lote se desvía o se cae de su ubicación causando
que el sachet se envase con el codificado incompleto.
d. Falta de verificación: El personal encargado del envase se ausenta de la
maquina durante el proceso porque se dirigen hacia las piletas a realizar el
lavado de los recipientes usados para medir la mezcla usada en la purga o
toman su tiempo para dialogar con otras personas dejando el proceso solo,
causando la identificación del error al finalizar el lote.
En la figura 10 se puede evidenciar el diagrama Ishikawa en el que se
presentan las principales causas que se identifican cuándo el codificado de
sachet es ilegible o está incompleto.

110
Figura 10. Codificado Ilegible O Incompleto En Sachet
Fuente: Autoras, 2016

111
6.1.7. Etiqueta torcida, levantada o faltante. área frascos
Las principales causas se detallan a continuación, y se muestran en la figura
11 en el diagrama de Ishikawa.
a. Problemas con la etiqueta: este inconveniente ocurre cuando:
La etiqueta tiene cantidad insuficiente de adhesivo, este error es
responsabilidad del proveedor y el área de calidad encargada de realizar
las inspecciones en la recepción del material.
El rollo de etiqueta hace parte de una combinación de saldos que
representan varias añadiduras lo que causa desajustes en la
Etiquetadora.
b. Ajustes de Etiquetadora incorrectos: El operario mecánico es el
responsable de realizar constantemente ajustes, ya que en el proceso
tiende a perder exactitud la Etiquetadora.
c. Error Operativo: El personal envasador no realiza inspección rigurosa al
producto y no evidencia el faltante de la etiqueta a tiempo para solicitar los
respectivos ajustes al operario mecánico.

112
Figura 11. Etiqueta Torcida, Levantada O Faltante Área Frascos
Fuente: Autoras, 2016

113
6.1.8. Fuga en sachet:
Este tipo de defecto solo se presenta en el área de sachet y obedece a las
siguientes causas:
a. Fallas mecánicas: los defectos en la máquina ocurren cuando:
Existe desalineación de las mordazas o falta de presión en las mismas
causadas por problemas en el cuadre de formato antes del inicio del
envase.
La temperatura a la que está trabajando la máquina es menor a la
requerida, causando que el sellado imprimido por las mordazas
verticales y horizontales sea de baja calidad permitiendo el escape de la
mezcla del sachet.
Por desgaste se parte el tornillo de sujeción del brazo encargado de
sujetar la cuchilla que realiza el pre corte del abre fácil dejando la
cuchilla sin dirección generando la ruptura del sachet.
b. Errores en el ajuste de máquina:
La cuchilla encargada de realizar el pre corte del abre fácil se encuentra
mal ajustada causando que el sachet se perfore y se genere la fuga de
la mezcla.
Se presentan problemas con la dosificación de las boquillas ya que las
levas no son ajustadas correctamente permitiendo el paso exagerado de
mezcla causando derrame de mezcla en el sachet.
Las mordazas no se ajustan a una distancia correcta lo que causa que
los bordes en el sellado no tengan el grosor requerido y permitan la fuga
de la mezcla.
El cortahílos no cierra el goteo del producto al realizar cada dosificación
por lo que permite que el sachet se moje y por ende el sellado no se
realice correctamente.
114
c. Mezcla con aire: Si la mezcla contiene aire genera burbujas en el sachet
que evitan el selle correcto del mismo causando la fuga del producto.
d. Falta de estandarización de temperaturas: Actualmente no existe un
estándar de las temperaturas a las que deben ser ajustadas las mordazas
verticales y horizontales para evitar sellados no conformes. Las
temperaturas deben variar según el producto y la velocidad a la que se esté
envasando; actualmente este ajuste es hecho mediante prueba - error, por
parte del mecánico encargado del área de sachet.
e. Problemas con el material de envase: En ocasiones el proveedor del
papel foil realiza cambios en el micraje del mismo, lo que causa que el
grosor del mismo sea menor, por lo que la temperatura a la que usualmente
se envasaba ya no corresponde a la indicada, causando que el papel foil se
adhiera a las mordazas formando pegas que evitan el sellado correcto de
los demás cojines que terminan con problemas de fuga.
f. Error operativo: Algunos rollos de foil no vienen completos, por lo que
tienen añadiduras (pegas), el personal encargado del envase debe estar
verificando el rollo y cuando encuentre una añadidura debe revisar que el
papel foil fluya correctamente y no se desvíe causando pliegues en la etapa
de sellado que permitan la fuga.
En la figura 12 se puede evidenciar el diagrama Ishikawa en el que se presentan
las principales causas generan fugas en Sachet.

115
Figura 12. Fuga en sachet
Fuente: Autoras, 2016

116
7. PROCESO DE MEJORA
A continuación, se presentan propuestas para la reducción de producto
semiterminado no conforme.
7.1. BALANZAS CONTADORAS CON IMPRESIÓN DE RÓTULO.
Esta propuesta busca atacar el faltante de unidades por caja para el área
de frascos, además de controlar el peso promedio de las tiras para el área
de sachet, identificando rápidamente variaciones por fuera del rango
establecido en las notas de producto. El dispositivo será incorporado a un
software que realizará la impresión de rótulos con los pesos promedios
cada 10 minutos, dicho rotulo será usado en las órdenes para el registro de
control de pesos, ya que este es realizado de forma manual en la
actualidad, por lo que es un proceso repetitivo y humano cercano al error.
Por lo tanto, teniendo en cuenta la cantidad de líneas tanto en frascos como
en sachet, se propone adquirir estas balanzas inicialmente para una línea
por área, con las cuales se permite realizar los ensayos pertinentes y
establecer su efectividad para continuar con la compra de estos equipos.
En el Anexo 1, se presentan las cotizaciones pertinentes para el equipo y
software requerido.
7.2. PROPUESTA PARA LA DIMINUCIÓN DE LOS IMPACTOS
GENERADOS POR LA ROTACIÓN DE PERSONAL
Mediante el análisis de causalidad se detectaron los principales factores
que generan fallas en el proceso, de los cuales cabe menciona que el factor
humano ha jugado un papel importante, así como la falta de mantenimiento
de los equipos y el incumplimiento de los métodos de trabajo utilizados; por
lo cual a continuación se presentan los aspectos a considerar en el
desarrollo del plan de mejora:

117
Dentro de Henkel Colombia se evidencia una alta rotación de personal en las
áreas de frascos, lo cual genera como consecuencia (en algunos casos) la
incomprensión de los operarios frente a algunas labores, incompetencia frente
a la solución de problemas y falta de planeación; por lo cual, se debe
considerar que los nuevos empleados requieren una adecuada capacitación y
entrenamiento en los temas que se relacionan a continuación:
Buenas prácticas de manufactura.
Inspección de pesos.
Análisis de peligros y puntos críticos de control.
Conocimiento técnico de planificación.
Manejo básico de máquinas y equipos.
Resolución de problemas. (En base a la experiencia trazada en el proceso).
Manipulación y rutinas de limpieza de la maquinaria.
Adicionalmente se propone informar de manera clara y veraz sobre la
evaluación de desempeño para cada colaborador, la cual está definida dentro
de la organización, sin embargo, no se genera una retroalimentación por parte
de los supervisores sobre la manera como los operarios vienen ejecutando sus
actividades, por lo cual es necesario que se fijen objetivos claros para cada
trabajador en el desarrollo de las responsabilidades laborales básicas y
asignaciones especiales como proyectos u otras tareas.
Como estrategia de comunicación y con el objetivo de corregir prácticas de
trabajo incorrectas y formar una conciencia en prevención de accidentes de
trabajo, se propone implementar dentro de cada turno de trabajo “Charlas de 5
minutos” las cuales poseen un carácter práctico y sencillo, en el cual pueden
participar los mismos trabajadores compartiendo recomendaciones entorno a
las tareas a realizar y basadas en su experiencia; esto permitirá ofrecer una
mayor apoyo al personal que ingresa nuevo a la compañía.
Finalmente se propone establecer un sistema de premios basado
principalmente el fomentar el trabajo en equipo, es decir ofrecer incentivos por
el cumplimiento de los objetivos departamentales alcanzados; esto permitirá
que el área trabaje hacia el logro de un objetivo común, fomentara la
colaboración y compromiso en la ejecución de las actividades.

118
7.3. PROGRAMA DE MANTENIMIENTO MÁQUINAS SEMITERMINADO
Tomando en consideración el motivo de los rechazos causados en el producto semiteminado, se realizó el siguiente programa con apoyo del personal de mantenimiento encargado del área de sachet.
Cuadro 18. Programa de mantenimiento máquinas semiterminado (Parte A)
Fuente: Autoras, 2016

119
Cuadro 19. Programa de mantenimiento máquinas semiterminado (Parte B)
Fuente: Autoras, 2016

120
Cuadro 20. Programa de mantenimiento máquinas semiterminado (Parte C)
Fuente: Autoras, 2016

121
Cuadro 21. Programa de mantenimiento máquinas semiterminado (Parte D)
Fuente: Autoras, 2016

122
Cuadro 22. Programa de mantenimiento máquinas semiterminado (Parte E)
Fuente: Autoras, 2016

123
Cuadro 23. Programa de mantenimiento máquinas semiterminado (Parte F)
Fuente: Autoras, 2016

124
7.4. PROCEDIMIENTO SOBE PRODUCTO RECHAZADO
Actualmente la compañía tiene definidos los parámetros a inspeccionar para
decidir si el producto se encuentra o no conforme, pero no está establecido un
procedimiento que especifique como debe reacondicionarse el producto y los
tratamientos para efectos de inventario que debe tener en el sistema SAP. Por lo
tanto, apoyados en las áreas afectadas se creó el procedimiento para ser cargado
a la base de SHEQ. (Ver Anexo 2)

125
8. EVALUACIÓN DE LOS IMPACTOS
8.1. ANÁLISIS DE COSTOS
En el cuadro se muestra el desglose de los costos asociados a cada una de las
propuestas del proyecto: Cuadro 24. Costos asociados a cada propuesta
Acción Propuesta Costo Asociado Observación
Compra de Balanzas contadoras con impresión de rótulo
$ 15.544.000 Inicialmente se propone comprar 2 para una línea por área, para hacer pruebas. (IVA incluido)
Inducción y entrenamiento
*No implicará un costo adicional para la compañía.
Estas se dictarán por parte del personal de la compañía, con el apoyo del área de SHEQ, acorde a los procedimientos definidos.
Charlas de 5 minutos *No implicará un costo adicional para la compañía.
La idea es que participen los mismos trabajadores (operarios, técnicos en mantenimiento, supervisiones) con el apoyo del área de SHEQ.
Sistema de premios $ 7.000.000
Valor aproximado. En este caso la idea es que se fijen objetivos departamentales, y se evalué su cumplimiento de manera trimestral, en este caso se propone premiar los empleados de la mejor área (Frascos, oxigentas y sachet) los cuales tienen en promedio 35 empelados cada una.
Retroalimentar sobre los resultados de la evaluación de desempeño.
*No implicará un costo adicional para la compañía. En este caso ya se maneja una evaluación de
desempeño, sin embargo, es necesario que esta sea comunicada a cada trabajador.
Programa de mantenimiento
*No implica un costo adicional para la compañía.
La elaboración del programa se realizó en colaboración con el personal de mantenimiento encargado del área de Sachet.
Procedimiento sobre producto rechazado
*No implica un costo adicional para la compañía.
La elaboración del procedimiento se realizó en colaboración con el área de SHEQ de la compañía.
COSTO TOTAL $ 22.544.000
Fuente: Autoras, 2016
126
El periodo de evaluación del proyecto está especificado en 12 meses; se estima
un impacto de ahorro significativo debido a que los costos totales del proyecto tan
solo representan el 3,58 % de los costos que generan los motivos de rechazo que
maneja actualmente la compañía de producto semiterminado no conforme; dicho
ahorro está asociado a los costos directos de producción, pero, se deberá tomar
en cuenta para la toma de la decisión que en este negocio el costo asociado a la
calidad es de gran importancia, debido a que el mercado es altamente competitivo
y el incumplimiento de las especificaciones y calidad del producto puede acarrear
multas y/o sanciones que podrían generar un costo que no es analizado ya que
no es parte del alcance de la tesis pero que se estima puede ser muy alto.

127
RESULTADOS ESPERADOS
Se espera que la propuesta reduzca significativamente la cantidad de producto semiterminado no conforme, con el objetivo de optimizar los recursos dentro de la operación y evitar las demoras en las entregas.
La propuesta pretende generar estrategias de mejoramiento continuo relacionados con el área de calidad, de forma tal que sean sustentables en el tiempo y se adapten a las necesidades del proceso logrando la competitividad y excelencia del mismo.
Al exponer este trabajo a la gerencia se espera aprobación y adopción del mismo teniendo en cuenta los beneficios que trae a la compañía como reducción de costos, aseguramiento de la calidad y confiabilidad para sus clientes.

128
CONCLUSIONES
Gracias al desarrollo del análisis estadístico, se logró identificar los grupos muestrales con mayor frecuencia entre el producto semiterminado no conforme, para el cual se hallaron las causas raíces determinando planes de mejora para presentar a la gerencia de la compañía.
Se identifica baja confiabilidad de los datos suministrados por el personal de las líneas de empaque frente a las inspecciones de peso en el proceso, por lo tanto se propone el uso de herramientas tecnológicas que permitan controlar no conformidades presentadas en el rango de pesos establecidos por la empresa, además de asegurar información confiable de los datos registrados por el personal operativo.
El cálculo de los costes que representan las destrucciones por cada tipo de no conformidad, es un dato clave para demostrar a Henkel Colombiana S.A.S la importancia de este proyecto y los beneficios que puede conseguir con el mismo.
Se evidencia bajo control en las tareas de inspección e incumplimiento en la limpieza y mantenimiento autónomo de los equipos, siendo este un input para la creación de nuevos planes de mantenimiento, que permitan agregar responsabilidades de control y que identifican la gravedad de cada error en el impacto al proceso de envase.

129
BIBLIOGRAFÍA
HENKEL COLOMBIANA S.A. (2016). HENKEL. Obtenido de Compañía:
http://www.henkel.com.co/compania
HENKEL COLOMBIANA S.A.S. (2015). Informe de producto no conforme .
Bogotá: Área de aseguramiento de calidad.
GONZÁLEZ ALEU GONZÁLEZ, F. (2003). Seis Sigma Para Gerentes Y
Directores. Monterrey : LibrosEnRed.
HENKEL COLOMBIANA S.A.S. (26 de Mayo de 2016). Área de Aseguramiento de
Calidad. Manuel de Niveles de Aceptación de Calidad. Bogotá.
REVISTA DINERO. (10 de Agosto de 2015). INDUSTRIA QUÍMICA, UNA LUZ EN
MEDIO DEL GRIS PANORAMA INDUSTRIAL. DINERO, 4. Obtenido de
http://www.dinero.com/economia/articulo/industria-quimica-colombia/214471
Ruiz- Falcó Rojas , A. (Marzo de 2009). INTRODUCCIÓN A 6 SIGMA .
Recuperado el 06 de Marzo de 2016, de UNIVERSIDAD PONTIFICIA ICAI
ICADE:
file:///C:/Users/aortiz.DUWESTCOLOMBIA/Desktop/universidad/SeisSigma.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO . (Noviembre de 2010).
Teoría de Six Sigma. Recuperado el 6 de Marzo de 2016, de Modelo de
dirección para la aplicación de six sigma :
http://www.ptolomeo.unam.mx:8080/xmlui/bitstream/handle/132.248.52.100/
88/A5.pdf?sequence=5
WIKIPEDIA. (21 de Noviembre de 2014). SACHET. Recuperado el 10 de Marzo de
2016, de http://definicion.de/sachet/

130
Anexo 1. Cotizaciones Suministro de sistema de conteo

131
Anexo 2. Cotizaciones Suministro de terminal de pesaje

132
Anexo 3. Procedimiento producto terminado y semiterminado no conforme