universidad de guayaquil facultad de …repositorio.ug.edu.ec/bitstream/redug/18738/1/tesis_nevárez...
TRANSCRIPT

UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE TITULACIÓN
TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERÍA INDUSTRIAL
ÁREA SISTEMAS INTEGRADOS DE GESTIÓN
TEMA “APLICACIÓN DEL SISTEMA 5s DE CALIDAD PARA
EL MEJORAMIENTO DE LAS ÁREAS DE RIESGO DEL TALLER TÉCNICO AUTOMOTRIZ DEL CENTRO
TÉCNICO MUNICIPAL DE GUAYAQUIL CTM”
AUTOR NEVÁREZ OLVERA LUIS CARLOS
DIRECTOR DEL TRABAJO ING. IND. SILVA FRANCO LEONARDO, MSC.
2016
GUAYAQUIL – ECUADOR

ii
DECLARACIÓN DE AUTORIA
“La responsabilidad del contenido de este trabajo de Titulación. Me
corresponde exclusivamente; y el patrimonio intelectual del mismo a la
Facultad de Ingeniería de la Universidad de Guayaquil”.
Nevárez Olvera Luis Carlos
C.C. 0923393268
iii
DEDICATORIA
Esta tesis la dedico a mi Dios Todopoderoso, por ser mi fuente, mi
sustento, el que me ha dado la capacidad, la valentía y la fortaleza, para
que este sueño postergado por varios años se hiciera realidad. Sin ti mi
Dios no hubiese podido, gracias porque en ti todas las cosas son
posibles, mis sueños son tus sueños Dios, todo lo que tengo te pertenece,
te amo, padre mío.

iv
AGRADECIMIENTO
En primer lugar a Dios por haberme guiado por el buen camino; en
segundo lugar a cada uno de los que son parte de mi familias mi padre
Luis Felipe, mi madre Esilda Noemi, mi Esposa Patricia; y a mis hijos.

v
ÍNDICE GENERAL
N° Descripción Pág.
PRÓLOGO 1
CAPÍTULO I
FUNDAMENTACIÓN DEL PROBLEMA
N° Descripción Pág.
1.1 Antecedentes 2
1.2 Justificativos 3
1.3 Objetivos 4
1.3.1 Objetivo General 4
1.3.2 Objetivos Específicos 4
1.4 Marco Teórico 4
1.4.1 Seire – Clasificación u Organización 9
1.4.2 Seiton – Orden 10
1.4.3 Seiso – Limpieza 10
1.4.4 Seiketsu – Estandarización 10
1.4.5 Shitsike – Disciplina y hábito 11
1.4.6 Beneficios en la aplicación de las 5s 12
1.4.7 Evolución de La Calidad 13
1.4.8 Costos de la mala calidad 16
1.5 Metodología 17
1.5.1 Clasificación 19
1.5.2 Orden 20
1.5.3 Limpieza 20
1.5.4 Estandarización 21
1.5.5 Disciplina 22

vi
N° Descripción Pág.
1.6 La empresa 23
1.6.1 Visión 24
1.6.2 Dirección Administrativa 24
1.6.2.1 Funciones de la Dirección Administrativa 24
1.6.3 Unidad de servicios Centro Técnico Municipal 25
1.6.4 Datos Generales 27
1.6.4.1 Ubicación 27
1.6.4.2 Organización 27
1.6.4.3 Servicios 28
1.6.4.4 Recursos Productivos 29
1.6.4.5 Procesos Productivos 29
CAPÍTULO II
SITUACIÓN ACTUAL Y DIAGNÓSTICO
N° Descripción Pág.
2.1 Situación Actual 32
2.1.1 Procesos e indicadores de Calidad 34
2.1.2 Seguridad 34
2.1.3 Registro de problemas (Desperdicios, paros
imprevistos, reprocesos, etc. 35
2.2 Análisis y disgnóstico 36
2.2.1 Análisis de datos e identificación de problemas 36
2.2.1.1 Ishikawa 36
2.2.1.2 Pareto 38
2.2.1.3 Impacto económico de problemas 40
2.2.2 Diagnóstico 41
2.2.2.1 Lugar de aplicación 41
2.2.2.2 Descripción general de proceso 41

vii
CAPÍTULO III
PROPUESTA
N° Descripción Pág.
3.1 Propuesta 42
3.1.1 Ejecución de clasificación 42
3.1.1.1 Elaborar un registro fotográfico 43
3.1.1.2 Ejecutar criterios de clasificación y evaluación de
elementos 43
3.1.1.3 Identificación de los elementos innecesarios 44
3.1.1.4 Trasladar los elementos innecesarios a los de acopio 49
3.1.1.5 Finalizar las actividades del plan establecido 50
3.1.2 Ejecución de Organización 50
3.1.2.1 Análisis y definición del sitio de orden 51
3.1.2.2 Ejecución de Limpieza 54
3.1.2.3 Planificación de las actividades de limpieza 55
3.1.2.4 Implementación de limpieza 57
3.1.3 Ejecución de Estandarización 58
3.1.3.1 Toma de medidas preventivas 61
3.1.3.2 Asignación de responsabilidades 61
3.1.4 Disciplina 62
3.1.4.1 Mantenimiento 63
3.1.4.2 Mejora 64
3.1.5 Costos de alternativas de solución 64
3.1.6 Evaluación y selección de alternativa de solución 66
3.1.7 Análisis Costo – Beneficio 70
3.2 Conclusiones y Recomendaciones 72
3.2.1 Conclusiones 72
3.2.2 Recomendaciones 73
ANEXOS 75
BIBLIOGRAFÍA 80

viii
ÍNDICES DE CUADROS
N° Descripción Pág.
1 Incidencias en problemas 35
2 Incidencia de problemas 39
3 Costos por tiempo de paro 40
4 Propuesta de valor 42
5 Costos de inversión 65
6 Hoja de control y seguimiento 69
7 Ronda de verificación y control diario 69
8 Acciones de mejora 70
9 Insumos 71
10 Costo de tiempo de paro después de las 5s 71
11 Diferencias después de la inversión 72
12 Proporción del beneficio o ahorro 72

ix
ÍNDICES DE GRÁFICOS
N° Descripción Pág.
1 5S 9
2 Taller de la unidad de servicios 25
3 Ubicación de la unidad 28
4 Situación Actual en perchas 33
5 Delimitación de zona piloto 33
6 Mesa de trabajo # 1 Desorganizada (antes) 45
7 Mesa de trabajo # 1 Organizada (después) 45
8 Desorden en escritorio 46
9 Desorganización en mesa de trabajo # 2 46
10 Desorganización en mesa de trabajo # 3 47
11 Desorden en remarcaciones 47
12 Mala Ubicación de cajas 48
13 Despeje de remarcaciones (después) # 1 48
14 Despeje de remarcaciones (después) # 2 49
15 Orden en mesa de trabajo 52
16 Organización de herramientas 53
17 Organización de equipos 54
18 Limpieza de área (antes) 54
19 Limpieza de área (después) 55
20 Falta de limpieza (antes) 56
21 Limpieza de foza (después) 56
22 Remarcación con fichas de identificación 60
23 Remarcaciones No Visibles 60
24 Resalto de remarcación 61
25 Estandarización de herramientas 62
26 Tarjetas Semáforo 68

x
ÍNDICES DE DIAGRAMAS
N° Descripción Pág.
1 Diagrama para clasificar 9
2 Diagrama de Gantt 18
3 Diagrama de Ishikawa 37
4 Diagrama de Pareto 38
5 Diagrama de remarcación 59

xi
ÍNDICES DE ANEXOS
N° Descripción Pág.
1 Fotografías del área piloto antes de la implementación
estandarización de equipos 76
2 Fotografías del área piloto después de la
implementación 78

xii
AUTOR: NEVÁREZ OLVERA LUIS CARLOS TEMA: APLICACIÓN DEL SISTEMA 5s DE CALIDAD PARA EL
MEJORAMIENTO DE LAS ÁREAS DE RIESGO DEL TALLER TÉCNICO AUTOMOTRIZ DEL CENTRO TÉCNICO MUNICIPAL DE GUAYAQUIL CTM
DIRECTOR: ING. IND. SILVA FRANCO LEONARDO, MSC.
RESUMEN
Este proyecto se desarrolla en un área de prueba del Gobierno Autónomo Descentralizado Municipal de Guayaquil, esta área presenta problemas tales como acumulaciones de materiales innecesarios tanto como equipos, herramientas, desperdicios y repuestos, desperdicio de tiempo en la búsqueda de herramientas para el trabajo, largos tiempos de preparación y de limpieza y poco trabajo en equipo, la presencia de estos problemas ha generado extensos tiempos para la realización de los mantenimientos de las vehículos, equipos y maquinarias entre otros; estos inconvenientes propiciaron un ambiente clave para encontrar soluciones por lo que se decidió empezar su proceso de mejora implementando la metodología “5s”, en aquella área de prueba, Luego de la implantación total de la metodología 5s se recomendará trabajar en una mejora continua, debido a que esta metodología es el punto de partida para la aplicación de métodos que le permitan al Municipio mantener sus costos bajos y mejorar la organización.
PALABRAS CLAVES: Sistemas, Mantenimiento, Análisis Técnico,
Aplicación, Mejora, Calidad, Integrado, Gestión.
Nevárez Olvera Luis Carlos Ing. Ind. Silva Franco Leonardo, MSc. C.C. 0923393268 Director del Trabajo

xiii
AUTHOR: NEVÁREZ OLVERA LUIS CARLOS TOPIC: APPLICATION OF THE 5s QUALITY SYSTEM TO
IMPROVE THE AREAS OF RISK AT THE TECHNICAL WORKSHOP CENTRO TECNICO MUNICIPAL DE GUAYAQUIL.
DIRECTOR: IND. ENG. SILVA FRANCO LEONARDO ANGEL, MSC.
ABSTRACT
This project has been developed in a test area of the City Hall of Guayaquil, this area presents problems such as accumulation of unnecessary materials as well as equipment, tools, waste and spare parts, wasting time searching for tools, taking long times for preparation and cleaning and almost no teamwork, the presence of these problems has generated extensive time for performing the maintenance of machinery and vehicles; these drawbacks led to a key finding solutions so it was decided to begin the improvement process by implementing the "5s" methodology in the test area, after the full implementation of the 5s methodology the job on continuous improvement will be recommended, because this methodology is the starting point for the application of methods which allow the City Hall to keep low cost and improvement in organization. KEY WORDS: Systems, Maintenance, Analysis, Technical,
Application, Improvement, Quality, Integrated, Management.
Nevárez Olvera Luis Carlos Ind. Eng. Silva Franco Leonardo, MSc. C.C. 0923393268 Director of Work

PRÓLOGO
La Universidad Estatal de Guayaquil a través de la Facultad de
Ingeniería industrial ha venido desarrollando y generando a sus
estudiantes conocimientos necesarios, capaces de poder implementarlos
dentro de la colectividad, y de esta forma contribuir al desarrollo del país.
Dentro del taller técnico automotriz, de la unidad de servicio del
centro técnico municipal de Guayaquil, se generó un diagnostico en
donde se evidencio la falta de un sistema de control de calidad, que
genera dificultades tales como organización, orden de elementos, limpieza
de los lugares de trabajo, estandarización, remarcación y señalética.
Todas estas fases del proceso del taller, estaban relacionadas
directamente con las 5 s (clasificación, orden, limpieza, estandarización,
disciplina).
Debido a estos problemas detectados se implementará el sistema
5s así como también se realizará la inducción y capacitación del método a
implementar, con el objetivo de reducir todos los problemas antes
mencionados.
Todos los resultados obtenidos serán presentados, a todo el
personal en general del (CTM centro técnico municipal) esperando una
gran aceptación por parte de ellos, así como también este informe
profesional será presentado a la M. I. Municipalidad de Guayaquil.

CAPÍTULO I
FUNDAMENTACIÓN DEL PROBLEMA
1.1 Antecedentes
La herramienta de las 5s representa un ambiente de trabajo de
calidad, obteniendo conservar áreas, despejar espacios laborales, orden y
limpieza, incentivar a la productividad, con el fin de prevenir y evitar
situaciones indeseables por la acumulación de suciedad o desperdicios,
productos inservibles, buscando eliminar condiciones de trabajo
insalubres, propicias para la generación de accidentes disminuyendo la
improvisación y calidad deficiente.
El taller del centro técnico municipal de Guayaquil está dividido en
dos áreas dentro del galpón, en el área #1 se hace la revisión el equipo
pesado donde ingresan las unidades como motoniveladoras,
retroexcavadoras, volquetas, cabezales, tanqueros, grúas,
pavimentadoras.
El área #2 se hace la revisión las unidades de trabajo liviano como
las camionetas, furgonetas y todo vehículo no mayor a 3 toneladas de
peso.
Dentro del Centro Técnico Municipal contamos con un total de 4
técnicos mecánicos y 1 técnico electromecánico trabajan en las dos
áreas, no cuentan con asignaciones establecidas.
Dentro de los puestos de trabajo se encuentran ubicados los
casilleros de tipo industrial para el almacenamiento de herramientas,

Fundamentación del Problema 3
suministro y equipos de trabajo personal de cada trabajador en los cuales
se evidencia objetos ajenos a los trabajos a realizar a las maquinarias y
vehículos.
1.2 Justificativos
Hoy en día el Gobierno Autónomo Descentralizado de Guayaquil
ha ampliado su parque automotor tanto de vehículos livianos y maquinaria
pesada. Para poder cubrir y abastecer con la demanda de los ciudadanos
de la ciudad de Guayaquil en lo que se refiere ejecución de obras
públicas, que son exclusivamente para beneficio de la comunidad. Por tal
motivo es necesario un correcto seguimiento de control y mantenimiento
de estas unidades. (Pande, 2004)
Debido a la falta de mejora de un ambiente de trabajos más
organizado, clasificado, ordenado, limpio, estandarizado y disciplinado en
el taller automotriz del CTM; se genera dificultades en los trabajos,
ineficiencia en los diagnósticos mecánicos y reparación de los vehículos,
perdida de concentración y enfoque por parte del personal técnico, y
recorridos innecesarios que a su vez genera pérdidas de tiempo, y
muchos problemas más que se van produciendo por la posible
desorganización del taller.
Los beneficios que ganaremos con la aplicación del sistema 5s son
opuestos a los problemas encontrados. Estos beneficios seria la
generación de áreas debidamente clasificadas, orden en dichas áreas,
tener clara la función de todos los elementos que se encuentra en
estos lugares, ubicación adecuada de todos los equipos y herramientas,
análisis de fuentes de contaminación y solución de la limpieza del lugar,
una cultura responsable y motivacional de todo el personal. Sin lugar a
dudas los beneficios son innumerables (M.C.Jacobo Tolamatl Michcol,
2011).
Fundamentación del Problema 4
La idea fundamental es mejorar el ambiente de trabajo, crear una
cultura y responsabilidad dentro de la misma evitar desperdicios;
ahorrando el gasto en suministro y disminuyendo tiempos en procesos
que se interpretan en gastos no necesarios. Básicamente es mejorar la
eficiencia técnica del personal para sus funciones asignadas.
1.3 Objetivos
1.3.1 Objetivo General
Aplicar el sistema 5s de calidad para el mejoramiento de las áreas
de riesgo del taller técnico automotriz del centro técnico municipal de
Guayaquil CTM.
1.3.2 Objetivos Específicos
Identificar los sectores críticos dentro del taller técnico para
mejoramiento del desempeño funcional de las operaciones del
personal.
Generar un nivel táctico, mediante fortalezas en el proyecto 5s
Preparar las reuniones y el material de trabajo, incluyendo el diseño de
los posibles formatos de trabajo necesarios para la implementación de
las 5s.
Capacitar al personal técnico para el correcto uso de la normativa 5s y
crear conciencia dentro del factor humano
1.4 Marco Teórico
Dentro del marco teórico la inserción de las 5s implica una posición
abierta al cambio, se dejaría a un lado el proceso actual implementado y
se adoptaría uno nuevo, llamado también ‘Nuevo estado mental’ donde se
cuestionará la forma de cómo se maneja e implementa el nuevo
proceso.(M.C.Jacobo Tolamatl Michcol, 2011).

Fundamentación del Problema 5
La calidad como parte de los procesos productivos, ha venido
generando cambios significativos muy positivos desde sus pasos iníciales
hasta su perfeccionamiento en los días actuales.(Pande, 2004).
Tipos de desperdicios
La misión de esta herramienta las 5s es identificar y combatir el
desperdicio, existen 7 tipos de desperdicios que deben ser eliminados,
simplificados, reducidos o integrados.
Sobreproducción
Inventario
Defectos
Procesamiento extra
Movimiento
Espera
Transporte
El concepto de los 7 tipos de desperdicios fue presentado hace 50
años por Taiichi Ohno, un ejecutivo de Toyota. Su contribución ayudó a
las organizaciones a reconocer que el desperdicio genera costos y los 7
desperdicios están inherentes en todos los procesos.
Sobreproducción
Es el desperdicio de producir un producto, servicio o información,
antes que el cliente (interno o externo) lo requiera. Se produce más rápido
de lo requerido y más de lo requerido. Las causas de sobreproducción en el
taller son:
Mal uso de la automatización
Proceso de mantenimiento extenso
Carga de trabajo desbalanceada

Fundamentación del Problema 6
Utiliza una técnica de cadena de suministros que requiere absoluta
subordinación a la demanda del mercado, los inventarios que deben
residir en cada ubicación, se calculan en base a la demanda y al tiempo
de reposición, adicionando a esto un inventario de seguridad
(amortiguador o buffer) para proteger de los picos de demanda o
problemas en el suministro.(Cisneros, 2009).
Inventario
Cualquier suministro en exceso para producir piezas en el proceso
de manufactura, es considerado desperdicio de inventario. Algunas de las
causas para el desperdicio de inventario son:
Pronóstico del mercado inadecuado
Programación no uniforme
Distribución desbalanceado de trabajo
Complejidad del servicio
Pretender proteger a la empresa de ineficiencias y problemas
inesperados
Por el lado de la provisión de bienes o materiales también hay
necesidad de protección debido a la varianza creada por proveedores
poco confiables, problemas de transporte, aduanas, clima, etc. Conclusión
el nivel de inventarios que debe tener una ubicación es el necesario para
proteger la venta, si se hace el análisis de retorno sobre la inversión, se
puede verificar que con este concepto se puede lograr el mayor retorno
sobre la inversión. (Cisneros, 2009).
Defectos
Es el desperdicio de inspección y reparación de material en
inventario.

Fundamentación del Problema 7
Las siguientes son las causas de defectos:
Variabilidad en proceso
Mantenimiento mal planificado
Capacitación inadecuada
Diseño pobre del producto
Necesidades del cliente mal atendidas
Procesamiento extra
Esfuerzos que desde el punto de vista del cliente no agregan valor
agregado al producto o servicio son considerados como desperdicios de
procesamiento extra. Las causas son:
Producción con la lógica “Por si acaso”
Diagnóstico erróneo del problema
Sobre procesar para justificar tiempo muerto
Falta de comunicación
Aprobaciones redundantes
Movimiento
Cualquier movimiento del personal o maquinaria que no agregue
valor al producto es desperdicio. Buscar, caminar, registrar con síntomas
de desperdicio de movimiento.
Causas:
Poca efectividad de la maquinaria y personas
Métodos de trabajo inconsistentes
Mala distribución de la planta de núcleos de trabajo
Mala organización y un mal mantenimiento

Fundamentación del Problema 8
Espera
Es el tiempo inactivo o “muerto” ocasionado cuando el material, la
información, las personas o el equipo no están listos.
Sus causas son:
Carga de trabajo desbalanceado
Mantenimiento mal planeado
Proceso de montaje extenso
Programación desnivelada
Aprobación administrativa
Transporte
Es el desperdicio del movimiento de productos, materiales o
información. Las causas de este desperdicio son:
Mala organización de la planta
Mal entendimiento del flujo del proceso de producción
Definición de las 5 “S”
Las 5 S son cinco principios japoneses cuyos nombres comienzan
por S y que van todos en la misma dirección; considerado como una
metodología práctica para el establecimiento y mantenimiento del lugar de
trabajo bien organizado, ordenado y limpio, a fin de mejorar las
condiciones de seguridad, calidad en el trabajo y en la vida diaria. Está
integrado por cinco palabras japonesas que inician con la letra “s”, que
resumen tareas simples que facilitan la ejecución eficiente de las
actividades laborales. Las cinco palabras utilizadas son las siguientes.
(Rodríguez, 2004).

Fundamentación del Problema 9
GRÁFICO N° 1
5´s
Fuente: Investigación de campo
Elaborado por: Nevárez Olvera Luis Carlos
1.4.1 Seire – Clasificación u Organización
Consiste en identificar y separar los materiales necesarios de los
innecesarios y en desprenderse de éstos últimos. El propósito de clasificar
significa retirar de los puestos de trabajo todos los elementos que no son
necesarios para las operaciones de mantenimiento o de oficinas
cotidianas. Los elementos necesarios se deben mantener cerca de la
acción, mientras que los innecesarios se deben retirar del sitio, donar,
transferir o eliminar.
DIAGRAMA N° 1
DIAGRAMA PARA CLASIFICAR
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos

Fundamentación del Problema 10
1.4.2 Seiton – Orden
Consiste en establecer el modo en que deben ubicarse e
identificarse los materiales necesarios, de manera que sea fácil y rápido
encontrarlos, utilizarlos y reponerlos. Pretende ubicar los elementos
necesarios en sitios donde se puedan encontrar fácilmente para su uso y
nuevamente retornarlos al correspondiente sitio. Con esta aplicación se
desea mejorar la identificación y marcación de los controles de los
equipos, instrumentos, expedientes, de los sistemas y elementos críticos
para mantenimiento y su conservación en buen estado. Permite la
ubicación de materiales, herramientas y documentos de forma rápida,
mejora la imagen del área ante el cliente “da la impresión de que las
cosas se hacen bien”, mejora el control de stocks de repuestos y
materiales, mejora la coordinación para la ejecución de trabajos. En la
oficina facilita los archivos y la búsqueda de documentos, mejora el
control visual de las carpetas y la eliminación de la pérdida de tiempo de
acceso a la información.
1.4.3 Seiso – Limpieza
Consiste en identificar y eliminar las fuentes de suciedad,
asegurando que todos los medios se encuentran siempre en perfecto
estado de salud. Pretende incentivar la actitud de limpieza del sitio de
trabajo y lograr mantener la clasificación y el orden de los elementos. El
proceso de implementación se debe apoyar en un fuerte programa de
entrenamiento y suministro de los elementos necesarios para su
realización, como también del tiempo requerido para su ejecución.
1.4.4 Seiketsu- Estandarización
Consiste en distinguir fácilmente una situación normal de otra
anormal, mediante normas sencillas y visibles para todos.

Fundamentación del Problema 11
Se trata de estabilizar el funcionamiento de todas las reglas
definidas en las etapas precedentes, con un mejoramiento y una
evolución de la limpieza, ratificando todo lo que se ha realizado y
aprobado anteriormente, con lo cual se hace un balance de esta etapa y
se obtiene una reflexión acerca de los elementos encontrados para poder
darle una solución.
1.4.5 Shitsuke- Disciplina y hábito
Consiste en trabajar permanentemente de acuerdo con las normas
establecidas. La práctica de la disciplina pretende lograr el hábito de
respetar y utilizar correctamente los procedimientos, estándares y
controles previamente desarrollados.
En lo que se refiere a la implantación de las 5 S, la disciplina es
importante porque sin ella, la implantación de las cuatro primeras S se
deteriora rápidamente.
La disciplina no es visible y no puede medirse a diferencia de las
otras 5s que se explicaron anteriormente.
Existe en la mente y en la voluntad de las personas y solo la
conducta demuestra la presencia, sin embargo, se pueden crear
condiciones que estimulen la práctica de la disciplina.
Íntimamente relacionados con la actitud, cambios de conducta,
eliminación de malos hábitos. Fomentar en los usuarios del taller la
necesidad de mejorar continuamente, tanto en el ámbito personal como
en el laboral, además de abandonar prácticas erróneas y despertar un
espíritu emprendedor en el desarrollo de actividades de mejora y eliminar
paradigmas que detienen el progreso por malos hábitos. Según la
experiencia a nivel mundial, el éxito viene por poseer una actitud
dispuesta a producir cambios de manera constantes, mediante la

Fundamentación del Problema 12
colaboración, entusiasmo, dedicación y aportación de ideas para
desarrollarlas. (Palacios Blanco, 2006).
1.4.6 Beneficios en la aplicación de las 5 s
Es un sistema fácil y eficiente de aplicación.
Aumenta el compromiso y desarrollo del personal de trabajo.
Reducción de elementos innecesario en el área de trabajo.
Liberación de espacios dentro del taller y áreas de trabajo.
Mejora la facilidad al acceso y devolución de los elementos y
herramientas.
Reduce los tiempos perdidos generados por la búsqueda de elementos
y herramientas de trabajo.
Aporta al hallazgo y reducción de fuentes de contaminación.
Reducción de desplazamientos y movimientos innecesarios en el área.
Mejor aprovechamiento y amplitud del área de trabajo.
Lugares más seguros de trabajo, generando seguridad para el
operario.
Al no tener elementos de más, se reduce el costo de inventario.
Mejoramiento considerable de la visión y control, para su rápida
ubicación de los elementos.
Eliminamos los riesgos de perdida y deterioro de materiales,
herramientas, maquinaria, infraestructura equipos debido a la
exposición al medio ambiente.
Reducción de gastos de mantenimiento de las herramientas y equipos
de trabajo.
Mejoramiento de las acciones oportunas de mantenimiento de los
equipos y herramientas, debido a la mejor exposición y ubicación de las
mismas.
Mejora la presentación de imagen del taller.
Puede servir como ejemplo para otros departamentos y direcciones de
la organización.

Fundamentación del Problema 13
1.4.7 Evolución de La Calidad
Durante décadas la calidad ha sido un requisito muy exigido, y a su
vez muy cuestionado dentro del mercado consumidor. La calidad ha ido
registrando cambios en el campo de aplicación diferentes áreas
mejorando de manera óptima y comprobada el desempeño que las
organizaciones exigen.
El mundo tiene como líderes a una nación oriental que son
considerados los creadores y gestores de la calidad, la gran experiencia
que poseen la han demostrado con una gran cantidad de productos a
nivel mundial, y también de los servicios que prestan.
Uno de los filtros que se conoce y se aplica muy frecuentemente es
la calidad. Personalmente se considera muy completa, debido a que con
la correcta y estricta aplicación de ella se puede conseguir además un
buen desempeño de las funciones de la organización. Obtener una
herramienta de seguridad integral para la seguridad industrial y un plan de
riesgo laboral.
En el Ecuador la aplicación de sistemas de calidad en los procesos
de desarrollo y avance de los trabajos en los talleres técnicos
automotrices es un tema reciente. La aplicación de este modelo de
gestión se ha desarrollado en nuestro medio gracias a la implementación,
exigencia y obligación de las marcas representativas de carácter
mundial.(Pulido, 1997).
En los grandes países industrializados la aplicación de la norma de
gestión de calidad 5s ha traído muchos beneficios en los procesos tanto
de almacenamiento de materias primas, fabricación de partes,
mejoramiento de los tiempos de fabricación, correcto comportamiento del
talento humano de las organizaciones empresariales y reducción de
riesgos y accidentes laborales.

Fundamentación del Problema 14
Al mejorar la calidad y disminuir las deficiencias, se incrementa la
productividad lo cual permite que una organización sea más competitiva,
lo cual en nuestro caso puede ofrecer tiempos de entrega más pronta
hacia nuestros clientes internos.
Con el incremento en la calidad, y en consecuencia, de la
productividad, también se ven favorecido los clientes ya que se les puede
ofrecer un mejor producto o servicio.
En suma, la mejora de la calidad lleva a que las empresas u
organizaciones cumplan de mejor manera sus fines y objetivos, y ello le
permite estar funcionando como tales.(Pulido, 1997)
La relación entre la mejora de la calidad, la productividad y la
competitividad se la puede representar mediante un diagrama de
“reacción en cadena” la cual fue presentada en julio 1950 por el Dr.
Deming a directivos japoneses lo cual ayudo como la base visual que
apoyo el cambio hacia la calidad en Japón. El Dr. Deming asegura que
“La reacción en cadena quedo grabada en Japón como un estilo de vida
esa imagen estaba en todas las pizarras de todas la reuniones de los
directivos japoneses desde julio de 1950 en adelante. Una vez que los
directivos adoptaron la reacción en cadena en Japón a partir de 1950,
todos tenían un objetivo común: la calidad.”
Con la reacción en cadena los directivos de distintas empresas
han entendido que la calidad de los productos y servicios es un aspecto
esencial en la permanencia de los negocios; los empleados han visto en
la mejora de calidad la autosatisfacción y la seguridad de contar con un
empleo en una empresa u organización exitosa.
En muchas empresas la reacción en cadena ha sido el detonante
del cambio a la calidad.

Fundamentación del Problema 15
En síntesis, la mala calidad implica altos costos de producción y
menor competitividad, y que al mejorar la calidad aumenta la
productividad y la competitividad. Por lo tanto considerar que la
calidad, precio y tiempo de entrega no están ligados entre sí, es
incorrecto.
Por el contrario, la calidad es la eficiencia global de la organización,
influye en gran medida en los otros dos elementos. Por ello, y tomando en
cuenta que con la globalización de las economías sobrevivirán las
empresas que puede competir en calidad y precio, la clave de la
permanencia en el negocio y el éxito de las organizaciones está en la
mejora continua de la calidad.
La reacción en cadena ha inducido a una nueva manera de
incrementar la productividad, lo cual no implica que los obreros hagan las
cosas de manera más rápida, con mayor esfuerzo y dedicación, si no que
la empresa, y su conjunto, hagan las cosas bien desde la primera vez. En
otras palabras, si un trabajador hace un promedio de 100 piezas por hora,
de las cuales 10 son defectuosas, al haber la necesidad de incrementar la
productividad no se debe exigir al trabajador un mayor esfuerzo para que
haga cinco piezas más, lo que se debe hacer es aplicar la nueva
estrategia de incrementar la productividad: trabajar para que se disminuya
el número de piezas defectuosas, con lo que finalmente se tienen más
piezas buenas para vender y menos piezas malas para reprocesar o
desperdiciar.(Pulido, 1997)
La responsabilidad de mejorar la calidad recae en la dirección de
las empresas y no en el trabador, puesto que se ha demostrado que, en
gran porcentaje entre el 80 y 90 porciento mejora, con lo que, desde
nuestro punto de vista, es innecesario tener todo un sistema contable que
cuantifique los costos de calidad. No complicar más la administración de
la empresa: la calidad es importante, por lo que es necesario centrarse en
ella.(Dale H.Besterfield, 2009).

Fundamentación del Problema 16
1.4.8 Costos de la mala calidad
En el análisis final, el valor de la calidad debe basarse en su
capacidad para contribuir, a las utilidades, en consecuencia, la medida
más efectiva de desempeño es el costo de la mala calidad.
En esta sociedad orientada hacia las utilidades, las decisiones
tomadas con más continuidad son las que llevan a incrementar el dinero,
por lo que la calidad no se la ve como una inversión rentable.
La eficiencia de todo negocio se mide en función de la divisa
vigente (en nuestro caso dólares).entonces, debe conocerse el costo de la
mala calidad, como en los costó de mantenimiento, producción, diseño,
inspección ventas y otras actividades.
Ese costo no es diferente que cualquiera de los demás. Se puede
programar, presuponer, medir y analizar para alcanzar los objetivos de
calidad y satisfacción del cliente, a menor costo. Una reducción en el
costo de mala calidad conduce a mayores ingresos.
El costo de la mala calidad cruza fronteras entre departamentos
porque abarca a todas las actividades de la compañía u organización,
ventas, compras, diseño, manufactura por nombrar unas cuantas, en
nuestro caso específicamente dela MI Municipalidad de Guayaquil, los
demás departamentos que lo conforman y depende de los funcionarios
minimizar los problemas.
El costo de la mala calidad se define como los costos asociados
con no alcanzar con la calidad requerida de un producto o servicio,
definidos por los requisitos establecidos por la organización y sus
contratos con clientes y la sociedad. Dicho de forma simple, es el costo de
malos productos o servicios.(Dale H.Besterfield, 2009).

Fundamentación del Problema 17
1.5 Metodología
Para el éxito de cualquier proyecto se debe diseñar una estrategia
que permita llegar a los objetivos generales y particulares, por lo que este
estudio se realizó a partir de conocer cómo es el ambiente laboral de la
institución para poder aplicar esta herramienta. Se iniciaría con un área
piloto, la cual será las mesas de trabajo del personal.
El diseño de estudio aplicado en este proyecto corresponde a una
investigación descriptiva debido a que tiene como finalidad identificar todo
el contexto bajo el que se desarrollan los principales procesos y
actividades realizadas en el taller del Centro Técnico Municipal las cuales
son clave en el buen funcionamiento de la misma.
Al ser conceptualmente sencillas y de no requerir que se comparta
una información compleja a toda el personal, ni la contratación de
expertos que posean conocimientos sofisticados, es primordial que sean
implementadas mediante una metodología firme y disciplinada. Basadas
en gestionar de forma ordenada los elementos de un área de trabajo de
acuerdo a las cinco fases, conceptualmente muy sencillas, pero que
requieren esfuerzo y perseverancia para la retroalimentación mensual.
El principal propósito de las 5s es identificar, reducir y eliminar
(Salazar, 2014) todos aquellos errores y defectos que generen problemas
en los procesos, y que generan disconformidad a los clientes internos de
la organización.(M.C.Jacobo Tolamatl Michcol, 2011).
También se utilizará el sistema de metodología del sistema de
administración de la calidad 5 s.(Felipe Santoyo Telles, 2013)
Toma de fotografías del área piloto.
Reunión con todos los trabajadores, para la proyección y el estudio con
las fotografías tomadas.

Fundamentación del Problema 18
Aplicación del diagrama de causa y efecto.
Utilización de diagrama de recorrido y operaciones.
Levantamiento de información a través de preguntas consultivas e
indagatorias.
Aplicación de diagrama de Pareto.
Creación de la patrulla de seguimiento y control, conformada por los
trabajadores.
Aplicación de un instrumento de medición, que muestre resultados de
la aplicación en relación a la productividad del taller.
DIAGRAMA N° 2
DIAGRAMA DE GANTT
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos

Fundamentación del Problema 19
1.5.1 Clasificación
Actividades de Clasificación
Inventariar las cosas útiles en el área de trabajo.
Entregar un listado de las herramientas o equipos que no sirven en el
área de trabajo.
Desechar las cosas inútiles
Objetivos de la Clasificación
Prevenir accidentes y errores humanos por la presencia de objetos
innecesarios
Hacer uso efectivo del espacio físico dentro las empresas/
organizaciones
Mejorar y facilitar la visibilidad de los materiales, documentos y otros
Eliminar la costumbre almacenar objetos innecesarios
Beneficios de la Clasificación
Libera espacios ocupados por cosas innecesarias
Facilita la visualización de las herramientas, materiales, documentos, y
otros elementos de trabajo
Reduce el tiempo en la búsqueda elementos de producción,
documentos, herramientas, moldes y otros.
Reduce el deterioro de materiales, objetos, equipos y otros por estar
almacenados prolongadamente en sitios mal organizados.
Mejora el control de los inventarios que se van agotando
Convierte lugares de trabajo en sitios más seguros
Aumenta la visibilidad parcial o total en las áreas de trabajo
Fomenta hábitos de no continuar almacenando objetos en sitios
inapropiados

Fundamentación del Problema 20
Incrementa los movimientos de traslado de un lugar a otro de manera
efectiva.
1.5.2 Orden
Actividades de Orden
Ordenar
Acomodar
Organizar
Objetivos de Orden
Reducir el tiempo de búsqueda y movimiento de objetos
Mejorar la identificación de los objetos
Prevenir pérdidas de materiales y materia prima por deterioro
Beneficios de Orden
Acceso rápido a elementos de trabajo
La limpieza puede realizarse con mayor facilidad y seguridad
Mejora la imagen del taller
Agudiza el sentido de orden a través de utilización de controles visuales
Elimina riesgos potenciales al personal mediante la demarcación de las
zonas de tránsito y áreas peligrosas
1.5.3 Limpieza
Actividades de limpieza
Inspeccionar
Limpiar
Lavar

Fundamentación del Problema 21
Objetivos de limpieza
Evitar que la suciedad y el polvo se adhieran al producto final y se
acumulen en el lugar de trabajo
Visualizar rápidamente la fuga de aceite o las manchas en las
maquinarias
Revisar la maquinaria y equipo aún si ésta se encuentra en buenas
condiciones
Evitar que cualquier tipo de suciedad afecte el rendimiento de las
máquinas
Hacer del lugar de trabajo un sitio seguro
Beneficios de limpieza
Reduce el riesgo potencial de accidentes
Incrementa la vida útil de los equipos, mobiliario, herramientas y demás
objetos de trabajo
Indica fácilmente cuando existen derrames de líquidos de los equipos o
máquinas
Aumenta la funcionalidad del equipo
Mejora la calidad del producto y se evitan el deterioro por suciedad y
contaminación.
1.5.4 Estandarización
Actividades de estandarización
Estandarizar (hacer las cosas de manera uniforme)
Rotulación
Remarcación

Fundamentación del Problema 22
Objetivos de estandarización
Minimizar las causas que provocan suciedad y ambiente no confortable
en el lugar de trabajo
Disminuir el tiempo en la realización de las tres “S” anteriores
Proteger a los trabajadores de condiciones inseguras
Estandarizar y visualizar los procedimientos de operación y de
mantenimiento diario
Beneficios de estandarización
Crea un ambiente propicio para desarrollar el trabajo
Mejora el bienestar del personal al crear un hábito de conservar
impecable el sitio de trabajo en forma permanente
Se evitan errores que puedan conducir a accidentes o riesgos laborales
innecesarios.
1.5.5 Disciplina
Actividades de disciplina
Respetar las reglas por convencimiento propio
Cambiar los hábitos de trabajo mediante la continuidad y la práctica
Disciplina Objetivos de disciplina
Cambiar hábitos erróneos fomentando nuevas costumbres
Respetar los procedimientos de acuerdo a las responsabilidades/
deberes
Involucrar al personal del taller en la evaluación de tareas
Desarrollar el liderazgo en los equipos de mejoras
Capacitar al personal en planes de mejoras

Fundamentación del Problema 23
Beneficios de disciplina
Se crea una cultura de respeto y cuidado de los recursos del taller.
Se crea una disciplina para cambiar hábitos
Fomenta el respeto a las normas establecidas y respeto entre las
personas
Mejora el aspecto del sitio de trabajo
Se crea el convencimiento de lo que significa realizar mejoras en su
lugar de trabajo.
1.6 La empresa
La M. I. Municipalidad de Guayaquil es una identidad fundamental
que se rige bajo la Constitución del Ecuador en sus artículos 253 y 264 de
la Constitución política de la República y el código orgánico de
Organización Territorial, en su apartado 56, donde establece la
autonomía: administrativa, funcional y economía del cabildo.
Esta entidad pública con los pasos en los años ha demostrado un
cambio significativo, dentro de su administrativo, jurídico técnico, logístico
con la única finalidad de demostrar eficiencia para beneficios de la
sociedad guayaquileña.
Todas las obras son una evidencia tangible del cambio positivo que
ha venido desarrollando la entidad; hoy en día el Municipio de
Guayaquil es un ejemplo para todas las organizaciones públicas
y privadas del país en cuanto el manejo administrativo; una de las
funciones principales de la M. I. Municipalidad de Guayaquil y
principalmente la más importante es la generación de obras civiles,
arquitectónicas que mejoran y fortalecen la funcionalidad de la
ciudad, y para lograrlo es necesario la ayuda del factor humano e
industrial para poder realizar estas obras.
Fundamentación del Problema 24
1.6.1 Visión
Ser el Gobierno Local más eficiente en el país en brindar obras y
servicios, para lograr el mejoramiento de la calidad de vida de la
colectividad, a través de la gestión administrativa apropiada de los
recursos, el uso de tecnología de información y el impulso de la actividad
turística.
1.6.2 Dirección Administrativa
Misión
Procesar la adquisición de bienes y suministros, y ejecutar las
actividades relacionadas con la limpieza, adecuación y mantenimiento
técnico de las instalaciones, dando seguridad a las áreas y bienes
municipales; facilitando así, el desarrollo de las actividades de estas
dependencias.
Visión
Se espera lograr con una estructura organizacional que contribuya
al cumplimiento de la misión, recursos tecnológicos e infraestructura
adecuada para el desarrollo de sus funciones y normatividad necesaria, la
misma que será de conocimiento de todo el personal de la unidad. Se
contará con un recurso humano altamente capacitado para el desarrollo
eficaz y efectivo de sus funciones, además estará comprometido con la
misión de esta área.
1.6.2.1 Funciones de la Dirección Administrativa
Cumplir y hacer cumplir las Leyes; Ordenanzas, Reglamentos,
Acuerdos y Resoluciones Municipales; y aquellas disposiciones
emanadas del Concejo Cantonal y el Alcalde.

Fundamentación del Problema 25
Es responsable del funcionamiento, mantenimiento y conservación
de las instalaciones, dependencias y mobiliario tanto interno como externo
de la M.I. Municipalidad de Guayaquil.
Implantar los diferentes programas de Seguridad Industrial en las áreas
que ameriten protección.
Las demás determinadas en Leyes; Ordenanzas, Reglamentos,
Acuerdos y Resoluciones Municipales; así como las que
administrativamente disponga el Alcalde.
1.6.3 Unidad de Servicios Centro Técnico Municipal
El Centro Técnico Municipal es una unidad adscrita a la Dirección
Administrativa, responsable en colaborar con esta importante función,
además está capacitado para generar y mantener el principio
fundamental de la organización municipal.
GRÁFICO N° 2
TALLER DE LA UNIDAD DE SERVICIOS
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
Fundamentación del Problema 26
La unidad del centro técnico municipal de Guayaquil con sus siglas
USCTM es la encargada del almacenamiento, cuidado, distribución,
organización y desarrollo de las obras municipales para la ciudad de
Guayaquil en beneficio exclusivo de sus ciudadanos. Entre los puntos
primordiales de las funciones del USCTM son:
Almacenamiento, resguardo y control técnico de las unidades de
vehículo livianos de trasporte.
Almacenamiento, resguardo y control técnico de las unidades de
vehículos de maquinaria y equipo pesado.
Taller de seguimiento, diagnóstico y reparación de las unidades
móviles municipales.
Almacenamiento, clasificación, distribución de materia prima,
suministros, herramientas para la ejecución de obras.
Distribución de personal técnico municipal.
Con la finalidad de mejorar las normas existentes de calidad en los
procesos mencionados dentro del centro técnico municipal.
Esta investigación va dirigida en el desarrollo y aplicación de un
sistema calidad en las operaciones dentro del taller mecánico automotriz
de centro técnico de Guayaquil CTM. Este sistema se implementará para
mejorar las condiciones físicas, y organizacionales del lugar, con la
finalidad de identificar, reducir y eliminar todos los problemas y defectos
existentes dentro del taller mecánico.
Para lograrlo es necesario utilizar una herramienta lo más eficiente
posible en este caso en particular se aplicarán las 5s. El objetivo es que
con la aplicación del sistema 5s se lograran reducir los trabajos no
conformes generados por el taller, aumentar la productividad del taller
mecánico, reducir e identificar focos de riesgo de contaminación y
suciedad.

Fundamentación del Problema 27
Así mismo dentro de este proyecto se irá elaborando las acciones
correctivas de acuerdo a la metodología 5s, las herramientas utilizadas y
los resultados obtenidos.
1.6.4 Datos generales
1.6.4.1 Ubicación
El Centro Técnico Municipal está ubicado en la Av. Rodríguez
Bonin y prolongación Av. Barcelona, atrás de la Policía Judicial.
1.6.4.2 Organización
Entre las funciones de la Unidad de Servicios Centro Técnico
Municipal se tiene mantener operativo el parque automotor de la
Municipalidad de Guayaquil, a través de la planificación y control de las
actividades operativas y administrativas relacionadas con la adquisición,
asignación, custodia, mantenimiento, matriculación y reparación de los
vehículos; según la normativa legal vigente.
Planificar y controlar las actividades relacionadas con el cuidado y
mantenimiento de los vehículos de la institución, a través de la
implantación de cronogramas de mantenimientos preventivos que
aseguren el buen funcionamiento de los mismos, a más de emitir los
respectivos diagnósticos sobre los daños que se presenten a fin de
determinar los mantenimientos correctivos que se presenten.
Supervisar el ingreso de la información de documentos de todo el
proceso de mantenimiento, tanto técnico como administrativo al sistema
automatizado de gestión de mantenimiento de vehículos a fin de que el
mismo proporcione información actualizada para la supervisión, monitoreo
y toma de decisiones por parte del administrador, Director y Alcalde de la
entidad.

Fundamentación del Problema 28
GRÁFICO N° 3
UBICACIÓN DE LA UNIDAD
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
1.6.4.3 Servicios
En el taller se realizan mayormente trabajos preventivos y
correctivos a todos los vehículos livianos, pesados y maquinarias que
pertenecen a la Municipalidad.
Los trabajos preventivos generalmente corresponden a cambios de
aceite, filtro, ABC de frenos, ABC de motor, chequeos eléctricos de
luces.
Entre los mantenimientos correctivos se encuentran las
reparaciones obvias donde se da solución a fallas específicas como por
ejemplo ruidos de suspensión, fallas de desempeño de motor, problemas
de transmisión, fallas eléctricas.

Fundamentación del Problema 29
1.6.4.4 Recursos productivos
Para la buena funcionalidad del taller se cuenta con:
Personal técnico calificado
Herramientas industriales
Herramientas manuales
Herramientas de medición y precisión
Gatas hidráulicas
Elevadores hidráulicos
Fosa de inspección vehicular
Cargadores de baterías
Mesas de trabajo
1.6.4.5 Procesos Productivos
Los principales procesos productivos que se realizan en el taller de
la Unidad son los mantenimientos preventivos y correctivos.
Dentro del mantenimiento preventivo se puede establecer:
Mantenimiento de 5.000 km
Cambio de aceite y filtro de motor
Chequeo de luces
Chequeo de niveles
Mantenimiento de 10.000 km
Cambio de aceite y filtro de motor
Cambio de filtros de combustible
Cambio de filtro de aire

Fundamentación del Problema 30
Cambio de bujías
Limpieza de cuerpo de aceleración
Limpieza y regulación de frenos
Chequeo de luces
Chequeo de niveles
Mantenimiento de 30.000 km
Cambio de aceite y filtro de motor
Cambio de filtros de combustible
Cambio de filtro de aire
Cambio de bujías
Limpieza de cuerpo de aceleración
Limpieza y regulación de frenos
Chequeo de luces
Chequeo de niveles
Cambio de aceite de caja y corona
Mantenimiento de 90.000 km
Cambio de aceite y filtro de motor
Cambio de filtros de combustible
Cambio de filtro de aire
Cambio de bujías
Limpieza de cuerpo de aceleración
Limpieza y regulación de frenos
Chequeo de luces
Chequeo de niveles
Cambio de aceite de caja y corona
Cambio de refrigerante
Limpieza del tanque de combustible
Fundamentación del Problema 31
En mantenimiento correctivo existen diferentes procesos debido a
que hay que identificar la falla que se genera en ese momento y luego se
determina cual es el proceso a seguir.
Dentro de los mantenimientos correctivos que se realizan con más
frecuencia dentro del taller se tiene:
Ruidos de suspensión, donde es necesario probar el vehículo para
poder identificar el ruido, luego se procede a revisar la suspensión
mediante inspección manual, dependiendo la magnitud del daño se
cambiaría:
Amortiguadores
Rotulas de suspensión
Terminales de dirección
Platos de suspensión
Rodamientos de rueda
Bujes de barra estabilizadora
Paquetes de suspensión posterior

CAPÍTULO II
SITUACIÓN ACTUAL Y DIAGNÓSTICO
2.1. Situación actual
Dentro del contenido del proyecto se realizará el estudio y
diagnóstico del comportamiento de la situación actual del taller técnico del
Centro Técnico Municipal de Guayaquil.
En la situación actual del taller se pueden observar elementos
ajenos al área de trabajo, que no generan ningún tipo de beneficio o buen
desempeño al técnico. Se generan desplazamientos más largos al
momento de desplazarse en el área de trabajo generando perdida de
tiempos en las operaciones.
En la situación actual del área piloto se pueden observar elementos
ajenos al área de trabajo, que no generan ningún tipo de beneficio o buen
desempeño al técnico, no existe control adecuado.
Dentro del área hay dificultades para encontrar las herramientas y
equipos en los lugares establecidos, no hay acceso inmediato al momento
de guardar los equipos y herramientas, ocasionando que cada técnico
este en diferentes lugares, buscando lo que necesita por falta de orden, lo
que podría estar en un lugar remarcado.
Se generan desplazamientos más largos al momento de
desplazarse en el área de trabajo generando perdida de tiempos en las
operaciones. Equipos en las mesas de trabajo que no corresponde, o se
concluye con el trabajo pero no se lo deja en su lugar.

Situación Actual y Diagnóstico 33
GRÁFICO N° 4
SITUACIÓN ACTUAL EN PERCHAS
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
GRÁFICO N° 5
DELIMITACIÓN DE ZONA PILOTO
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
Situación Actual y Diagnóstico 34
El personal en el afán de cumplir con sus responsabilidades
laborales son causantes de manera inconsciente de la mayoría de
problemas, por falta de cultura organizacional; desconociendo sobre
planes de prevención tanto de limpieza como de orden, no muestran
preocupación por el orden y la pulcritud.
No existe control por parte del personal al momento de realizar los
cambios de aceites y lubricantes de las volquetas y mal control en el área
de almacenamiento de aceites residuales. Falta de capacitación y
motivación constante para los técnicos, de esta manera se podrá cumplir
con lo que se establecerá para el estudio.
2.1.1. Procesos e indicadores de Calidad
El taller de la Unidad de Servicios Centro Técnico Municipal
actualmente no cuenta con procesos e indicadores de calidad.
En la formulación de estos trabajos se hace uso de la información
real del área a estudiar, datos informáticos generados de la M. I.
Municipalidad de Guayaquil. La formulación de mecanismos de
evaluación.
2.1.2. Seguridad
La metodología 5s se refuerza en el cumplimiento de todas las
actividades concernientes a la seguridad personal, higiene y limpieza,
debido a que un lugar de trabajo limpio y ordenado puede considerarse
apto en el cual pueden realizarse libremente las labores cotidianas sin
ningún peligro. Lo cual puede lograrse a través de la aplicación acertada
de las 5s, y se podrá observar como disminuyen los niveles de accidentes
en cualquier circunstancia, por ejemplo: deslizamientos debido a líquidos
derramados en el suelo; por lo que la seguridad debe primar dentro del
lugar de trabajo.

Situación Actual y Diagnóstico 35
2.1.3. Registro de problemas (Desperdicios, Paros imprevistos,
Reprocesos, etc.)
Durante 60 días de recolección de información se pudo constatar lo
siguiente:
CUADRO N° 1
INCIDENCIAS EN PROBLEMAS
PROBLEMAS EXISTENTES Incidencias
Falta de limpieza 60
Desorden en las áreas 55
Pérdida de tiempo 47
Falta de cultura organizacional 42
Equipos mal ubicados 36
Desplazamientos innecesarios 30
Elementos no funcionales en el
área 25
Condiciones inseguras 22
Derrame de sustancias 9
Señalética deficiente 7
TOTAL 333
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
Para la implementación del mejoramiento continuo, el cual consiste
en detectar, examinar y estudiar los motivos o causas de las deficiencias
y/o problemáticas existentes en el área de trabajo, se procederá a
analizar la causa raíz de las deficiencias.
Desorden en las áreas de trabajo
Elementos no funcionales en el área
Derrame de sustancias
Condiciones inseguras

Situación Actual y Diagnóstico 36
Falta de cultura organizacional
Pérdida de tiempo por desplazamientos innecesarios
Falta de orden
Mal uso de herramientas
Equipos mal ubicados
Estanterías mal organizadas y falta de remarcación causan
perdidas de las herramientas y equipos.
2.2. Análisis y diagnóstico
Se inició la clasificación de las diferentes máquinas, equipos,
mesas de trabajo tomando en consideración los diferentes criterios de
clasificación y evaluación previamente mencionados además de su orden
en las diferentes áreas del taller, con la finalidad de que el usuario ya sea
el mecánico o los diferentes funcionarios dispongan de dichos elementos
de manera rápida y accesible.
Esta acción permitirá determinar si los materiales o elemento son
útiles o no; de encontrar algún reparo sobre la funcionalidad de dicho
elemento, se lo indicará cuanto antes al Supervisor o responsable del
área quien podrá evaluar y emitir una opinión técnica.
2.2.1. Análisis de datos e Identificación de problemas
2.2.1.1. Ishikawa
Con este diagrama se representará la relación entre un efecto
(problema) y todas las posibles causas que lo ocasionan. Se procederá a
clarificar las causas de un problema, Clasificando las diversas causas que
se piensa que afectan los resultados del trabajo, señalando con flechas la
relación causa – efecto entre ellas.

Situación Actual y Diagnóstico 37
DIAGRAMA N° 3
DIAGRAMA DE ISHIKAWA
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
HERR
AMIEN
TAS Y
EQUIP
OSME
TODO
LOGIA
DE TR
ABAJO Co
ntami
nación
incon
scien
te
herra
mien
tas ma
l ubica
das
Falta d
e con
ocimi
ento
de po
líticas
Mal us
o de h
erram
ientas
no ex
iste pr
oceso
dede
splaza
mien
tos inn
ecesar
iosint
ernas
clasifi
cación
adecu
ada
no ha
y capa
citació
nfal
ta de e
stante
rias
ni ind
ucción
del us
o de la
s herr
amien
tasDe
sconce
ntraci
ón de
l perso
nal
BAJA
PROD
UCTIV
IDAD P
OR
FALTA
DE SIS
TEMA D
E
CALID
AD
Perso
nal po
co cap
acitad
oSeñ
alética
defici
ente
Falta d
e cron
ogram
a de li
mpiez
a
Proces
os de
mante
nimien
to tar
díos
Entren
amien
to de
ficien
tey e
quipo
espe
cializa
doFal
ta de c
artele
s de
Identi
ficació
n
Areas
sin lim
pieza
no ex
iste el
orden
adecu
ado de
l área
adecua
da
PERSO
NAL
INFRA
ESTRU
CTURA

Situación Actual y Diagnóstico 38
0%
20%
40%
60%
80%
100%
120%
0
10
20
30
40
50
60
70
Diagrama de Pareto
Incidencias
% acum
2.2.1.2. Pareto
A través de inspecciones realizadas por los primeros 60 días en
las áreas de taller se identificaron ciertos problemas mencionados con
anterioridad en el gráfico de Ishikawa, estos inconvenientes se fueron
repitiendo la mayoría de veces a través de los días, lo cual representa un
área de trabajo desorganizado, sucio y en condiciones no adecuadas lo
cual se refleja como una disminución de la productividad, además de
condiciones de trabajo no aptas ni agradables para las personas que allí
desempeñan sus funciones diariamente.
Así como tampoco existen lugares fijos o áreas delimitadas para el
almacenamiento de herramientas, también se detectó carencia
de higiene, avisos de señalizaciones deficientes, mal aspecto y
condiciones inseguras. A continuación se presenta la evidencia señalada
de acuerdo a las incidencias halladas mediante observación directa de las
diversas áreas de taller.
DIAGRAMA N° 4
DIAGRAMA DE PARETO
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos

Situación Actual y Diagnóstico 39
CUADRO N° 2
INCIDENCIA DE PROBLEMAS
PROBLEMAS EXISTENTES Incidencias % del
total
% acum
Falta de orden 60 18% 18%
Desorden en las áreas 55 17% 35%
Pérdida de tiempo 47 14% 49%
Falta de cultura organizacional 42 13% 61%
Equipos mal ubicados 36 11% 72%
desplazamientos innecesarios 30 9% 81%
elementos no funcionales en el
área
25 8% 89%
Condiciones inseguras 22 7% 95%
Derrame de sustancias 9 3% 98%
Señaletica deficiente 7 2% 100%
TOTAL 333
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
De acuerdo a la ley de Pareto 80/20 el 20% de
las evidencias halladas en el depósito dan origen al 80% de los problemas
los cuales son:
Falta de orden
Desorden en las áreas
Pérdida de tiempo
Falta de cultura organizacional
Equipos en mal estado
Desplazamiento innecesarios
El diagnóstico de la situación actual de las actividades que se
realizan permitió identificar los problemas más relevantes del depósito.

Situación Actual y Diagnóstico 40
El diagnóstico de la situación actual de las actividades que se
realizan permitió identificar los problemas más relevantes del depósito.
De igual manera se logró determinar con los trabajadores del taller
las causas que provocan los problemas encontrados en cuanto a las
condiciones de higiene, seguridad y procesos.
2.2.1.3. Impacto económico de problemas
En breves rasgos se puede indicar que el impacto económico recae
sobre el tiempo en que las unidades pasan en espera para su reparación;
este tiempo representa un valor monetario que no afecta directamente al
presupuesto de la entidad pero sirve para los propósitos del estudio. El
costo que tiene una volqueta parada por trabajo preventivo es de 25
dólares por hora, teniendo en cuanta que el personal actualmente se toma
aproximadamente 4 horas para realizar el diagnóstico y finalmente
solucionar el problema. Este costo es de 100 dólares por volqueta al día,
y cada día en el área piloto se atienden 4 volquetas, siendo esto 400
dólares por día.
Proyectando estos valores a un año se concluye que el costo por
los paros por mantenimiento de esas volquetas representa 24.000
dólares, en solo dos bahías de trabajo que son del área piloto, sin
considerar las 17 bahías en total.
CUADRO N° 3
COSTOS POR TIEMPO DE PARO
COSTO POR TIEMPO DE PARO POR MANTENIMIENTO 2 VOLQUETA/DIA
BAHIA 1 BAHIA 2 COSTO/HORA TOTAL
DIARIO 8 8 $ 25,00 $ 400,00
SEMANAL 40 40 $ 25,00 $ 2.000,00
MENSUAL 160 160 $ 25,00 $ 8.000,00
FINAL DE 6 MESES 960 960 $ 25,00 $ 48.000,00 Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos

Situación Actual y Diagnóstico 41
2.2.2. Diagnóstico
2.2.2.1. Lugar de aplicación
Taller automotriz del centro técnico municipal de Guayaquil.
2.2.2.2. Descripción general de proceso
El taller del centro técnico municipal de Guayaquil está dividido en
dos áreas dentro del galpón en la cual se desarrollará el proceso, el área
#1 o área piloto se limita al espacio donde ingresan a revisión los
vehículos pesados, como volquetas.
El área #2 ingresan a revisión las unidades de trabajo liviano como
las camionetas, furgonetas y todo vehículo no mayor a 3 toneladas de
peso.
Las operaciones en el taller de Mecánica no se realizan de forma
adecuada debido a las instalaciones eléctricas defectuosas, falta de orden
en las actividades, equipos y herramientas, falta de manuales y guías de
prácticas, trazado de señales y áreas de trabajo inexistentes, no se
aplican procesos sistemáticos y falta de capacitación actualizada.
Dentro del USCTM se cuenta con un total de 4 técnicos mecánicos
y 1 técnico electromecánico trabajan en las dos áreas.
Dentro de los puestos de trabajo se encuentra ubicado los
casilleros de tipo industrial para el almacenamiento de herramientas,
suministro y equipos de trabajo personal de cada trabajador en los cuales
se evidencia objetos ajenos a los trabajos a realizar a las maquinarias y
vehículos. También se puede detectar desperdicios y residuos de
repuestos y suministros usados.
CAPÍTULO III
PROPUESTA
3.1 Propuesta
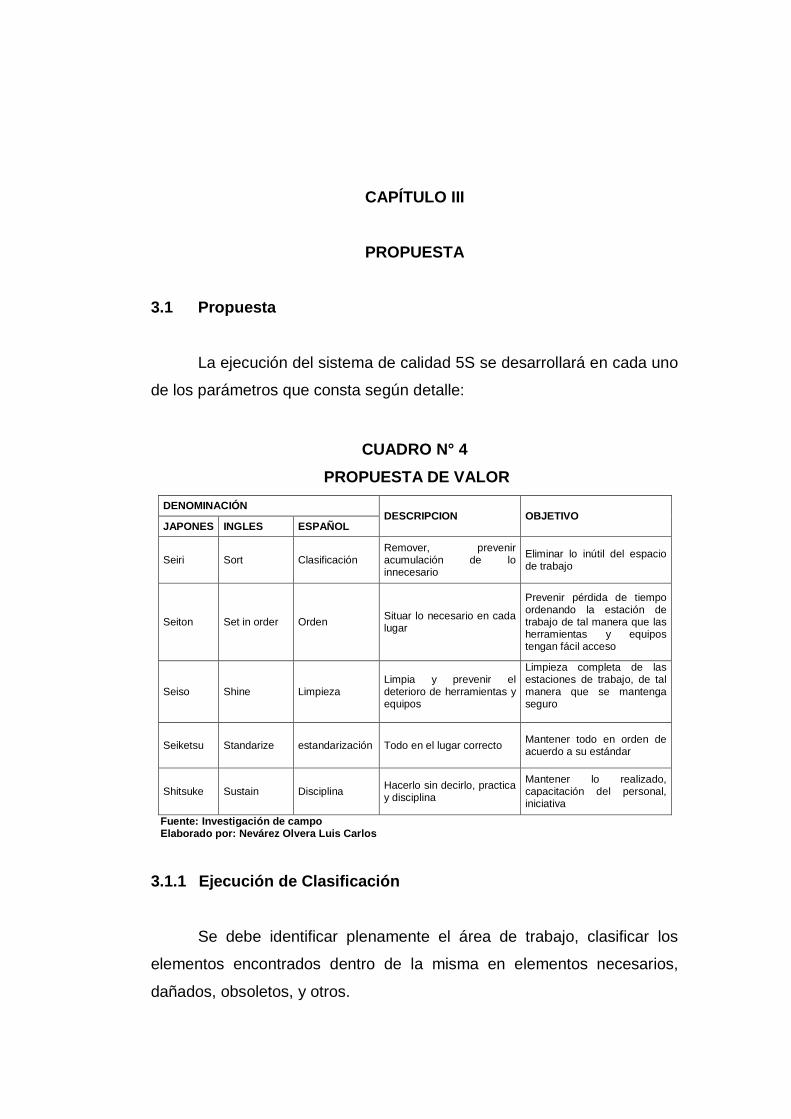
La ejecución del sistema de calidad 5S se desarrollará en cada uno
de los parámetros que consta según detalle:
CUADRO N° 4
PROPUESTA DE VALOR
DENOMINACIÓN DESCRIPCION OBJETIVO
JAPONES INGLES ESPAÑOL
Seiri Sort Clasificación Remover, prevenir acumulación de lo innecesario
Eliminar lo inútil del espacio de trabajo
Seiton Set in order Orden Situar lo necesario en cada lugar
Prevenir pérdida de tiempo ordenando la estación de trabajo de tal manera que las herramientas y equipos tengan fácil acceso
Seiso Shine Limpieza Limpia y prevenir el deterioro de herramientas y equipos
Limpieza completa de las estaciones de trabajo, de tal manera que se mantenga seguro
Seiketsu Standarize estandarización Todo en el lugar correcto Mantener todo en orden de acuerdo a su estándar
Shitsuke Sustain Disciplina Hacerlo sin decirlo, practica y disciplina
Mantener lo realizado, capacitación del personal, iniciativa
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
3.1.1 Ejecución de Clasificación
Se debe identificar plenamente el área de trabajo, clasificar los
elementos encontrados dentro de la misma en elementos necesarios,
dañados, obsoletos, y otros.

Propuesta 43
Elementos ajenos al área de trabajo tales como:
Equipos de fumigación
Cartones vacíos
Repuestos viejos usados
Herramientas en el piso del área piloto sin catalogar.
Se realizó un inventario de las cosas útiles e inútiles en el área de
trabajo.
Se elaboró un listado de las herramientas y equipos que no sirven
en el área piloto al supervisor del taller para que tome las medidas
necesarias para cambiarlas o en su defecto desecharlas con los demás
elementos inútiles.
3.1.1.1 Elaborar un registro fotográfico
Se analizará el escenario real de las instalaciones y áreas de
trabajo y a su vez es registrado a través de un record fotográfico, las
cuales serán utilizadas como argumento y guías para evidenciar la
problemática con respecto al orden y la limpieza.
3.1.1.2 Ejecutar criterios de clasificación y evaluación de
elementos
En la actualidad las personas tienden a guardar objetos,
justificando en todo momento que será siempre útil y necesario, llamados
acumuladores, pero en realidad no se usan jamás; de igual forma sucede
en el ambiente laboral, debido a la actividades realizadas en el taller se
tiende a acumular una serie de elementos, objetos y herramientas de
trabajo que después de cierto tiempo se convierten en obsoletos o
pierden su valor.

Propuesta 44
Si no se concientiza sobre este problema al personal y a lo que
esto conlleva, con certeza de trabajo se transformará en otra
bodega más, ocasionando de esta manera baja en la productividad
e inseguridad laboral debido a la reducción del espacio y la
visibilidad.
Ante esta situación se pueden definir criterios para la clasificación
como:
Mantener realmente lo necesario
Estado en el que se encuentran
Relevancia y conveniencia
Periodicidad y cantidad de uso
3.1.1.3 Identificación de los elementos innecesarios
Se clasifico las herramientas, equipos, puestos de trabajo y
perchas tomando en cuenta los criterios de clasificación y evaluación
previamente mencionados además de su correcta ubicación en las
diferentes áreas del taller, de tal manera que el supervisor y
mecánicos puedan disponer de las mismas maneras rápidas y
eficaces.
Esto permitirá determinar si algún elemento es necesario o no. En
los casos de existir una incertidumbre sobre la funcionalidad de algún
elemento, se lo reportará cuanto antes al responsable de área o personal
quienes podrán evaluar y dar una opinión técnica para conocer de esta
manera la necesidad del elemento.
Se desecharon del taller las herramientas y equipos que no
aportaban funcionalidad y además retrasaban el desarrollo de las buenas
prácticas en del taller de Mecánica y también las que eran obsoletas.

Propuesta 45
GRÁFICO N° 6
MESA DE TRABAJO #1 DESORGANIZADA (ANTES)
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
GRÁFICO N° 7
MESA DE TRABAJO #1 ORGANIZADA (DESPUÉS)
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos

Propuesta 46
GRÁFICO N° 8
DESORDEN EN ESCRITORIO
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
GRÁFICO N° 9
DESORGANIZACIÓN EN MESA DE TRABAJO #2
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos

Propuesta 47
GRÁFICO N° 10
DESORGANIZACIÓN EN MESA DE TRABAJO #3
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
GRÁFICO N° 11
DESORDEN EN REMARCACIONES
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos

Propuesta 48
GRÁFICO N° 12
MALA UBICACIÓN DE CAJAS
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
GRÁFICO N° 13
DESPEJE DE REMARCACIONES (DESPUÉS) #1
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos

Propuesta 49
GRÁFICO N° 14
DESPEJE DE REMARCACIONES (DESPUÉS) #2
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
3.1.1.4 Trasladar los elementos innecesarios a los centros de
acopio
Los elementos necesarios se deben organizarlos de tal manera que
genere y facilite el trabajo del operario. Dentro de los elementos dañados,
se deben identificar plenamente los objetos útiles que generan un
provecho dentro del área, clasificándoles en servibles e inservibles.
Los objetos servibles serán reparados, los demás serán
desechados. Por otra parte existen elementos que no cumplen ningún tipo
de función en el área, son aquellos que no tienen razón por la cual estar
en el sitio de trabajo,
Probablemente tengan alguna función específica en otra área, pero
mientras no generen un beneficio o tenga una relación directa con el taller
deberá ser retirado del sitio, separarlos y evaluar si podrían cumplir una
función extra, dados en donación, transferir a otro departamento o la
venta. En el mismo caso de no encontrar beneficio aquello deben ser
catalogados como desechos.

Propuesta 50
3.1.1.5 Finalizar las actividades del plan establecido
Al culminar con todas las actividades implementadas para la
clasificación respetando los criterios y siendo metódico en la decisión de
eliminar lo que no representaba utilidad, se pudo percibir un área trabajo
despejado y solo con elementos que realmente representan utilidad para
el personal aumentado la eficiencia y el correcto desarrollo de las
prácticas en el taller.
3.1.2 Ejecución de Organización
Finalizada la etapa de clasificación y con el fin de reducir los
tiempos que el personal se demora en la búsqueda de herramientas y
equipos en los trabajos, y en los desplazamientos y movimientos
innecesarios dentro del área; hay que empezar a mover los componentes
o elementos en el entorno. Los objetos se encuentren lejos de los lugares
de trabajo, provocando disminución de la eficiencia y baja en la
productividad del desarrollo de los trabajos desarrollados en el taller
Se encontraron:
Herramientas y equipos mal ordenados
Elementos que no corresponden al área.
Falta de estanterías
Falta de tableros de colocación de herramientas
Mesas de trabajo sin organizar.
Ordenar
Dentro del orden que se debe tener en cuenta la elaboración de un
sistema de almacenamiento adecuado es mantener todos los elementos
necesarios en los lugares o el lugar correcto esto ayuda a facilitar el

Propuesta 51
trabajo de operación del trabajador, mejorar los tiempos de operación; se
debe analizar que no se conoce el sitio correcto de las cosas debido a la
falta de ubicación correcta de las máquinas, manuales, puestos de
trabajo, perchas y herramientas. La falta de señalizaciones existía era
incorrecta e ilegible por la falta de mantenimiento del taller
específicamente de sus rótulos, provocando una visión desorganizada de
las instalaciones, desaseo y un desorden en los objetos.
La desorganización del área de trabajo genera un ambiente no
agradable para el trabajador generando desconcentración al momento de
trabajar con los equipos, y a su vez puede generar pérdida de tiempo por
la búsqueda de herramientas de trabajos y repuestos.
Acomodar
Colocar todo en su respectivo lugar mesas de trabajo, grúas,
equipos de seguridad. Es importante recalcar que la ubicación de cada
vehículo en su respectiva bahía de trabajo es muy importante, de lo
contrario ocuparía espacio de más y reduciría el área de trabajo del
operario, las bahías de trabajos son contabilizadas para llevar un control
exacto en caso de un estudio de carga de taller.
Organizar
Para implementar la organización se seguirán los siguientes
puntos:
3.1.2.1 Análisis y definición del sitio de orden
A través de identificar y establecer la manera en que los materiales
necesarios deben ubicarse de manera estratégica para poder ser
identificadas por el personal técnico e incluso por otras personas no

Propuesta 52
pertenecientes al área, usar los equipos y reponerlos en forma fácil y
rápida, para reubicar de manera adecuada y efectiva los elementos que
son necesarios, considerando las dimensiones del taller.
GRÁFICO N° 15
ORDEN EN MESA DE TRABAJO
Fuente: Investigación de campo
Elaborado por: Nevárez Olvera Luis Carlos
El colocar algún elemento en el lugar que no le corresponde
generados por errores involuntarios los cuales incidirán de forma negativa
en la realización del trabajo de tal manera que para decidir la forma de
colocación se basará en lo siguiente:
Realizar un inventario
Especificar la funcionalidad del objeto y ubicarlos según su utilidad y
por actividades
Rotular con claridad el nombre de los elementos y colocarlos según
criterios de seguridad y eficiencia.
Ordenar lo necesario en un lugar fácilmente accesible; lo que más se
usa debe estar más cerca, lo más pesado abajo lo liviano arriba,
etcétera.

Propuesta 53
Criterios del sitio de la orden
Se ubican las cosas útiles por orden según criterios de, seguridad y
calidad, se puso énfasis en los trabajos de clasificación de materiales e
insumos, de tal manera que facilitará su identificación mediante el control
visual. Con la aplicación se ha mejorado notoriamente la forma de
disposición de las herramientas, insumos y manuales de usuario.
Al mismo tiempo se ha mejorado la rotulación de las áreas de
trabajo, gavetas, perchas, cajas y depósitos en general; todo esto con el
propósito de tener a la mano, conocer con claridad el sitio exacto de
colocación de cada objeto y así mantener el orden; generando impactos
positivos como minimizar el tiempo del mantenimiento realizado en los
vehículos.
GRÁFICO N° 16
ORGANIZACIÓN DE HERRAMIENTAS
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos

Propuesta 54
GRÁFICO N° 17
ORGANIZACIÓN DE EQUIPOS
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
3.1.2.2 Ejecución de Limpieza
Inspección
Las áreas del taller mecánico generalmente se encuentran con
residuos, desperdicios y suciedad incluso teniendo piso con pintura
epóxica la cual debería ayudar a la limpieza del mismo. Las oficinas si
cuentan con el servicio de limpieza pero de igual manera se tienden a
acumular desperdicios.
GRÁFICO N° 18
LIMPIEZA DE AREA (ANTES)
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos

Propuesta 55
La limpieza debe ser parte esencial en el día a día en el taller, y de
esta manera llegar a la seguridad que se está buscando.
GRÁFICO N° 19
LIMPIEZA EN ÁREA (DESPUÉS)
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
Se canalizará a través de estos procesos:
3.1.2.3 Planificación de las actividades de limpieza
Limpiar
Generalmente las áreas donde existe más suciedad, y
desperdicios, tienden desmoralizar a los trabajadores y generan una mala
percepción ante los visitantes. De esta manera, con la limpieza, se desea
mejorar el ambiente laborar al mismo tiempo que se evitan pérdidas y
accidentes de trabajo causados por la suciedad.
Se encontró:
Acumulación del polvo en el piso
Focos de contaminación
Manchas de lubricantes
No hay máquinas que faciliten la limpieza

Propuesta 56
La acumulación de polvo, lubricantes y desperdicios y suciedades
de cualquier tipo son algunos de los componentes que afectan
directamente en el rendimiento y la eficiencia de los equipos,
herramientas e incluso al personal; debido a esto es muy imprescindible
identificar los factores que generan la suciedad en el taller, de lo contrario
la limpieza se volvería en una actividad cada vez más difícil, y el
mantenimiento requeriría tiempo.
GRÁFICO N° 20
FALTA DE LIMPIEZA (ANTES)
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
GRÁFICO N° 21
LIMPIEZA DE FOZA (DESPUES)
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
Propuesta 57
Lavar
Incluso contando con el personal de limpieza que solo se encarga
de oficinas y oficinas administrativas, las personas encargadas de la
limpieza es el personal del taller mecánico, debido a que ellos tienen el
conocimiento sobre cada equipo y herramienta, incluso tienen como
hacerlo, se compraron hidro-lavadoras para poder hacer la limpieza del
piso epóxico, y esto ayudará a que la limpieza se haga con agilidad. La
limpieza se asignó a través del Supervisor del Taller a cada funcionario
se le dispuso una planificación.
Dentro de las actividades diarias de limpieza, la retroalimentación e
inspección deben ser incorporadas como parte esencial para asegurar el
buen funcionamiento de las herramientas y equipos o simplemente un
ambiente laboral agradable.
Para obtener eficiencia en la limpieza el supervisor de taller debe
definir los parámetros y responsabilidades, contemplando los posibles
mientras se hace la limpieza y cuáles son las medidas de prevención que
se tomarán para disminuirlos, procedimientos que deben ser extendidos a
todo el personal.
3.1.2.4 Implementación de la limpieza
Para la conservación de los recursos físicos que pertenecen al
taller, se debe elaborar un plan de limpieza o mantenimiento de tal
manera se pueda maximizar la vida útil de estos recursos; limpieza
general de las instalaciones iniciando en las áreas de trabajo identificadas
como las más críticas, y continuar con la limpieza de elementos de
trabajo, herramientas, etcétera.
Esto implica realizar limpiezas profundas, eliminando desechos,
polvo, grasa, lubricantes y otros que se pudieran adherir a los elementos

Propuesta 58
de trabajo, herramientas y cualquier espacio del taller, con la finalidad de
mantener un área de trabajo bajo condiciones apropiadas y un ambiente
laboral apropiado.
Actualmente las oficinas administrativas son limpiadas por el
personal de limpieza pero la limpieza de los equipos eléctricos y de
computación debería ser realizada por el personal que los usa, porque
son los que tienen el conocimiento del funcionamiento de los mismos.
Por otro lado, la inspección debe realizarse a pesar del buen
funcionamiento y desempeño de los equipos o herramientas aunque no
presente ningún desperfecto de tal manera que se pueda aumentar su
vida útil y mantenerla en buenas condiciones y alto rendimiento.
Mensualmente se pueden registrar las solicitudes de
mantenimiento y llevar un control y registro de cómo se efectúa la
reparación principalmente en las herramientas, maquinarias, en el sistema
SISMAC (Sistema de mantenimiento asistido por computador)
3.1.3 Ejecución de Estandarización
Crear conciencia sobre la conservación de las herramientas,
equipos y demás elementos utilizados en el puesto de trabajo, así mismo
mantener o conservar el orden y aseo dentro de la organización, trayendo
como consecuencia un ambiente laboral agradable; esto además es
continuar con el desarrollo el clasificación, orden y limpieza en forma
permanente, a fin de crear un ambiente saludable al entorno del técnico.
Se encontró:
Falta de señalética del área piloto.
Falta de líneas de remarcación en el área.
Falta de rotulación de herramientas y equipos.

Propuesta 59
DIAGRAMA N° 5
DIAGRAMA DE REMARCACIÓN
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
Estandarizar
Además la inspección ayuda a verificar que la documentación haya
sido colocada ordenadamente y accesible. Muchas veces a medida que
se lleva a cabo continuamente las actividades 5s, no es extraño que
surjan ideas de mejora espontáneas de parte de los usuarios, las que son
ejecutadas casi de inmediato.
ZON
A P
ILO
TO

Propuesta 60
GRÁFICO N° 22
REMARCACIÓN CON FICHAS DE IDENTIFICACIÓN
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
GRÁFICO N° 23
REMARCACIONES NO VISIBLES
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos

Propuesta 61
GRÁFICO N° 24
RESALTO DE REMARCACIÓN
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
3.1.3.1 Toma de medidas preventivas
Es importante tomar medidas preventivas con base en los
resultados de las evaluaciones de la estandarización con el fin de evitar
que ocurran nuevamente los problemas relacionados con la no aplicación
de las etapas antes mencionados. Esta puede realizarse mediante el
establecimiento de procedimientos para mantener las mismas.
3.1.3.2 Asignación de responsabilidades
Rotular y remarcar
A menos que cada funcionario sepa sus responsabilidad y como
hacerlas, la organización, el orden, ni la limpieza podrán ser satisfechas a
plenitud, es esencial dejar asignaciones detalladas a cada persona del
taller o lugar de trabajo.

Propuesta 62
Esto se torna más eficiente cuando el mismo personal en cada
área de trabajo describe y asigna sus propias actividades, tomando en
consideración que ningún sitio de su área de trabajo quedará excluido de
la aplicación de 5s, de lo contrario no se obtendrán logros significativos.
Para la asignación de funciones se utiliza un mapa 5s en el cual, se
podrán apreciar el lugar donde irán las herramientas y además mostrar el
área de trabajo dividida en secciones y responsabilidades para cada
funcionario.
Cada área se remarcó el piso con líneas amarillas para indicar por
donde debe circular el personal para tener fácil acceso.
GRÁFICO N° 25
ESTANDARIZACIÓN DE HERRAMIENTAS
ANTES
DESPUÉS
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
3.1.4 Disciplina
En muchos ambientes laborales la disciplina conlleva a multas o
llamados de atención por algún error; en las 5s significa hacer una

Propuesta 63
costumbre del mantenimiento correcto de los procedimientos.
Personal poco comprometido.
Falta de capacitación.
Personal sin motivación.
Poco conocimiento de las políticas internas.
Disciplina no significa obligar a las personas a apegarse a las
reglas o políticas del taller, sino tener una disposición voluntaria de
respeto. Esta etapa se considera como el eje que hace movilizar todas 4 s
anteriores, por lo que la autodisciplina debe ser realzada, el querer hacer
las cosas, actitud de desarrollar y cumplir con lo estipulado con las 5s de
manera voluntaria.
Hay que desarrollar una conducta que hará que se vaya
perfeccionando la practica continua a de las 5s, lo cual muestra el alcance
de los objetivos propuestos. Esto es reflejado cuando se ponen las cosas
en su lugar sin necesidad de decirlo. Se establecerán supervisores que
realizarán inspecciones una vez por semana conformado por 2 personas,
el Jefe de Patio y Supervisor de Taller, con lo cual se puede verificar
como está evolucionando la metodología.
3.1.4.1 Mantenimiento
Para el control del mantenimiento de las 5s se elaboró un listado de
las principales actividades que deben ser realizadas por cada funcionario;
con el fin de realizar evaluaciones periódicas. Esto servirá para tomar
medidas preventivas con base en los resultados de las evaluaciones de la
clasificación y esto coadyuvará a evitar que ocurran nuevamente los
inconvenientes relacionados con las no aplicaciones de las 3 fases
anteriores. Se implementarán reuniones de trabajo de 3 a 6 minutos con
el fin de resumir las actividades que se han logrado hacer, y las que

Propuesta 64
siguen en espera. Tiene las características de una reunión breve, donde
se podrá analizar los puntos que se consideran necesarios con la
participación de todos los funcionarios involucrados.
3.1.4.2 Mejora
Apoyar a los usuarios en la generación de ideas o propuestas que
ayuden a mejorar la situación actual, con el propósito de mejorar los
niveles de aplicación de las 5s y facilitar una acción mediante la
implementación de la metodología de las 5s. Estas mejoras deberán ser
analizadas y ser presentadas al Administrador de la Unidad quien a su
vez decidirá cual podrá ser implementada de acuerdo al recurso
monetario que se disponga.
3.1.5 Costos de alternativas de solución
Para ejecutar el proyecto dentro del taller se requiere que la
inversión de implantación sea rentable, por lo que se requiere hacer una
estimación de costos. Para la implementación de la metodología 5s en el
área de taller de la Unidad de Servicios Centro Técnico Municipal, se
estimó la utilización de los siguientes recursos con sus respectivos costos.
Para el cálculo de Tiempos – Mano de Obra se trabajó con el
sueldo promedio por hora de los trabajadores. En la ejecución de la
clasificación se realizó la actividad de las tarjetas rojas en las cuales se
emplearon materiales como cartulina, tinta para imprimir y materiales
complementarios como cintas para adherir las tarjetas a los artículos
innecesarios, etc. y se adjuntó a este rubro la mano de obra requerida
para realizar esta actividad, en total en esta acción se gastó $ 73 dólares.
Para el orden se ejecutó el plan de pintura para lo cual se tuvo de
adquirir pintura, cintas para demarcar el suelo, brochas y trapos, en lo
cual se desembolsó $ 3346.
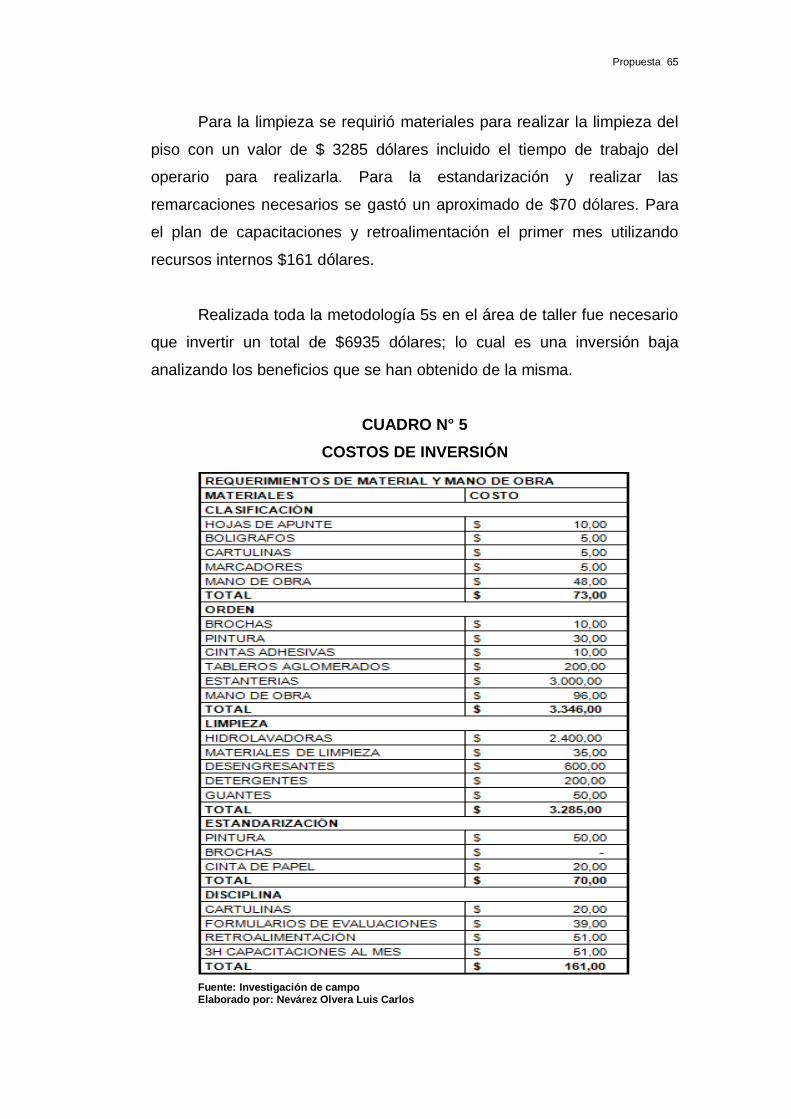
Propuesta 65
Para la limpieza se requirió materiales para realizar la limpieza del
piso con un valor de $ 3285 dólares incluido el tiempo de trabajo del
operario para realizarla. Para la estandarización y realizar las
remarcaciones necesarios se gastó un aproximado de $70 dólares. Para
el plan de capacitaciones y retroalimentación el primer mes utilizando
recursos internos $161 dólares.
Realizada toda la metodología 5s en el área de taller fue necesario
que invertir un total de $6935 dólares; lo cual es una inversión baja
analizando los beneficios que se han obtenido de la misma.
CUADRO N° 5
COSTOS DE INVERSIÓN
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos

Propuesta 66
3.1.6 Evaluación y selección de alternativa de solución
Retroalimentación
Al culminar con toda la implementación de las 5s será necesario
darles el adecuado mantenimiento para conservarlas en óptimas
condiciones, para no regresar al pasado y de este modo se podrá
alcanzar el nivel de mejora continua, luego se realizará la medición y
evaluación de la eficiencia verificando el cumplimiento de las labores
encomendadas al personal del taller, delimitando el progreso que se ha
logrado mediante la aplicación de las 5s.
Se debe establecer el mantenimiento de las mismas en lapsos de
tiempo comparar lo ejecutado contra lo planificado.
Los funcionarios del taller deben estar prestos a apoyar la
supervisión repetida que se harán en cumplimiento de lo planificado y
respaldar las gestiones de la retroalimentación
.
Es muy importante que el supervisor participe en cualquier tipo de
evaluación parcial o total en el taller para que pueda conocer el grado de
cumplimiento de las 5s o las diferencias que puedan existir con su
aplicación entre las áreas de trabajo.
La participación del taller día a día ayudará a los funcionarios a
desarrollar un mayor grado de compromiso al mantener impecable su
entorno de trabajo como si fuese una sala de exhibición
Las evaluaciones se las podrá realizar por medio de observaciones
o inspecciones 5s; se deberán hacer recorridos periódicos en las áreas
del taller para observar su evolución y medir el grado de aplicación de
cada una de las “S”, por medio de un formulario que enlista los puntos a
evaluarse, por lo que se debe determinar: dónde, cuándo, quién y su

Propuesta 67
periodicidad. Estas deben realizarse objetivamente, asegurando que el
evaluador no revise su propia área.
Como herramienta para las evaluaciones se implementaron las
tarjetas semáforos; Una tarjeta roja se usa para captar la atención y
mostrar la información que se considere necesaria para fines de
inventarios. La tarjeta roja señala la siguiente información:
Nombre del elemento innecesario
Cantidad
Fecha de la tarjeta.
Área de procedencia del elemento innecesario.
Posibles causas de su permanencia en el sitio.
Plan de acción sugerido para su eliminación.
Se estableció un equipo determinado previamente para realizar el
control de la tarjeta roja, una vez marcados los elementos se procede a
registrar cada tarjeta utilizada en una lista de elementos innecesarios.
Esta lista permite posteriormente realizar un seguimiento sobre
todos los elementos identificados; as tarjetas amarrillas sirven para
mostrar que se yendo por buen camino, el cual muestra que las personas
están cambiando poco a poco la cultura organizacional y la visión de la
herramienta. De igual manera contiene:
Nombre del elemento innecesario
Cantidad
Fecha de la tarjeta
Área de procedencia del elemento innecesario
Posibles causas de su permanencia en el sitio
Plan de acción sugerido para su eliminación.
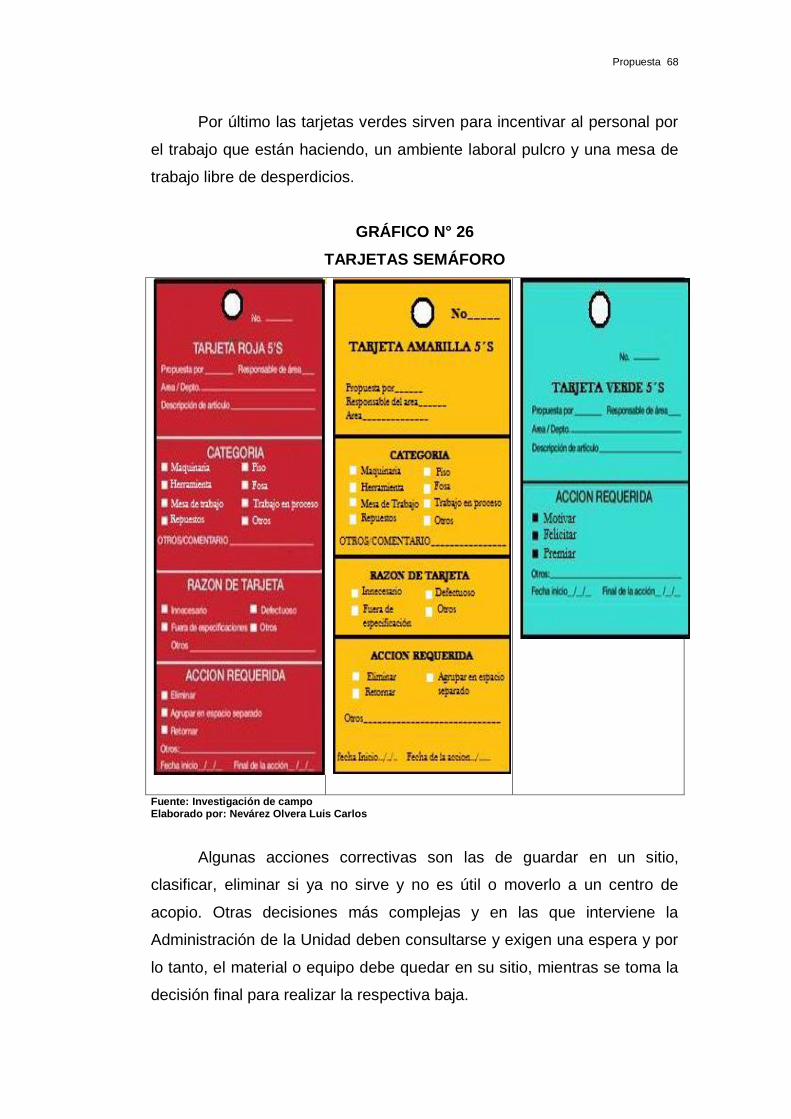
Propuesta 68
Por último las tarjetas verdes sirven para incentivar al personal por
el trabajo que están haciendo, un ambiente laboral pulcro y una mesa de
trabajo libre de desperdicios.
GRÁFICO N° 26
TARJETAS SEMÁFORO
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
Algunas acciones correctivas son las de guardar en un sitio,
clasificar, eliminar si ya no sirve y no es útil o moverlo a un centro de
acopio. Otras decisiones más complejas y en las que interviene la
Administración de la Unidad deben consultarse y exigen una espera y por
lo tanto, el material o equipo debe quedar en su sitio, mientras se toma la
decisión final para realizar la respectiva baja.

Propuesta 69
CUADRO N° 6
HOJA DE CONTROL Y SEGUIMIENTO
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
CUADRO N° 7
RONDA DE VERIFICACION Y CONTROL DIARIO
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos

Propuesta 70
CUADRO N° 8
ACCIONES DE MEJORA
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
Motivación
Es necesario establecer y definir la forma de incentivar y reconocer
cada cierto tiempo a los funcionarios que día a día se esfuerzan en
perfeccionar la implementación de las 5s como parte del estímulo y
motivación para con sus colaboradores, de esta manera se puedan
alcanzar los objetivos establecidos, o ejecutado una propuesta de mejora.
3.1.7 Análisis Costo - Beneficio
La inversión total de la implementación de las 5S se detalla en el
siguiente cuadro.

Propuesta 71
CUADRO N° 9
INSUMOS
REQUERIMIENTOS DE MATERIAL Y MANO DE OBRA
MATERIALES COSTO
CLASIFICACIÓN $ 73,00
ORDEN $ 3.346,00
LIMPIEZA $ 3.285,00
ESTANDARIZACIÓN $ 70,00
DISCIPLINA $ 161,00
TOTAL $ 6.935,00
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
El principal beneficio obtenido a raíz de la implementación de la
metodología 5s es el control de las horas de mantenimiento por vehículos
las cuales se han reducido a 2 horas y media por volqueta, lo que antes
tomaba 4 horas.
Según la tabla #3 el costo de tiempo de paro por mantenimiento
aproximado es de $24.000 dólares.
Ahora ese costo se reduciría según detalle:
CUADRO N° 10
COSTOS DE TIEMPO DE PARO DESPUES DE LAS 5s
COSTO POR TIEMPO DE PARO POR MANTENIMIENTO 2 VOLQUETA/DIA
BAHIA 1 BAHIA 2 COSTO/HORA TOTAL
DIARIO 5 5
$ 25,00 $ 250,00
SEMANAL 25 25
$ 25,00 $ 1.250,00
MENSUAL 100 100
$ 25,00 $ 5.000,00
FINAL DE 6 MESES 600 600
$ 25,00 $ 30.000,00
Fuente: Propiedad del autor Elaboración: Propiedad del autor
Es decir que se costó involuntario por los mantenimiento se redujo
en 18.000 dólares, por la proyección de los 6 meses.
Propuesta 72
CUADRO N° 11
DIFERENCIAS DESPUES DE LA INVERSIÓN
COSTO POR TIEMPO DE PARO POR MANTENIMIENTO 2 VOLQUETA/DIA
BAHIA 1 BAHIA 2 COSTO/HORA TOTAL
Antes de la Inversión 960 960
$ 25,00
$ 48.000,00
Después de la Inversión 600 600
$ 25,00
$ 30.000,00
Diferencia $ 18.000,00
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
CUADRO N° 12
PROPORCIÓN DEL BENEFICIO O AHORRO
COSTO BENEFICIO
INVERSION AHORRO BENEFICIO/COSTO
Metodología 5s
$ 6.935,00 $ 18.000,00 2,60
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
En el análisis costo-beneficio se obtuvo una razón 2.6 a 1 lo que
expresa que los beneficios obtenidos por la implementación de la
metodología 5s son altos en relación al costo que implica su
implementación.
3.2 Conclusiones y Recomendaciones
A partir del análisis de los resultados obtenidos de la
implementación de la metodología 5s en el taller de la Unidad se puede
concluir y proponer las siguientes recomendaciones para que puedan ser
aplicadas en otras áreas o departamentos de la Institución.
3.2.1 Conclusiones
Al momento de ejecutar la metodología de las 5s se presentaron
ciertos inconvenientes como la resistencia de las personas al cambio, y
en detrimento de esta acción se consideró capacitar a los empleados para

Propuesta 73
que acepten las 5s antes de dar comienzo al inicio del proyecto, logrando
al final que las 5s se volviesen parte del día a día para los funcionarios,
actualmente con la metodología de las 5s se obtuvo:
La implementación de la metodología 5s permitió controlar el
desperdicio de proceso más que nada en el tiempo y cumplir con el
indicador de producción.
En el análisis costo-beneficio se obtuvo una razón 0,001 lo que
expresa que los beneficios obtenidos por la implementación de la
metodología 5s son altos en relación al costo que implica su
implementación.
Crear un ambiente laboral limpio, higiénico, agradable, organizado
y seguro desde el punto de vista físico y en cuanto a la seguridad integral
para cada trabajador; incrementando y mejorando sustancialmente el
estado de ánimo, la moral y la motivación de los empleados. Se logró
disminuir y casi eliminar los desperdicios del área, minimizando la
necesidad de buscar herramientas, haciendo más fácil el trabajo de los
mecánicos reduciendo el trabajo físicamente agotador y optimizando
sustancialmente los tiempos de proceso.
3.2.2 Recomendaciones
A nivel administrativo: con la ayuda de los supervisores hasta los
altos mandos debe ofrecerse un apoyo absoluto a cualquier plan de
mejora para el área que la necesite, considerando que para toda empresa
es muy significativo su participación continua en cualquier plan de
desarrollo empresarial y productivo.
Implementar programas continuos de capacitaciones y
retroalimentaciones con relación a la metodología 5s; no solo a los
funcionarios del área de taller sino a todos los posibles encargados de la

Propuesta 74
ejecución de los trabajos incluyendo a los supervisores de talleres y de
mantenimiento incluyendo la propia jefatura, para así mantener una
mejora continua.
Elaborar programas de incentivos constantes a los mecánicos para
que se mantengan motivados en conservar la metodología vigente en el
área y puedan aportar ideas para mejorar la misma, cumpliendo los
objetivos. Aunque no sean incentivos económicos, sino la idea es
demostrar que son tomados en cuenta.
La metodología 5s se establece para crear hábitos de orden y
limpieza, y lo más importante mejorar el ambiente de trabajo para las
personas que laboran en ellos y para los colaboradores que lo utilizan a
diario, así como también permite disminuir o eliminar las actividades que
no agregan valor al proceso y además del ahorros por optimización de
tiempo y recursos.

ANEXOS

Anexos 76
ANEXO N° 1
FOTOGRAFÍAS DEL ÁREA PILOTO ANTES DE LA IMPLEMENTACIÓN
ESTANDARIZACIÓN DE EQUIPOS

Anexos 77
Desechos no clasificados
Falta de clasificación y limpieza
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos
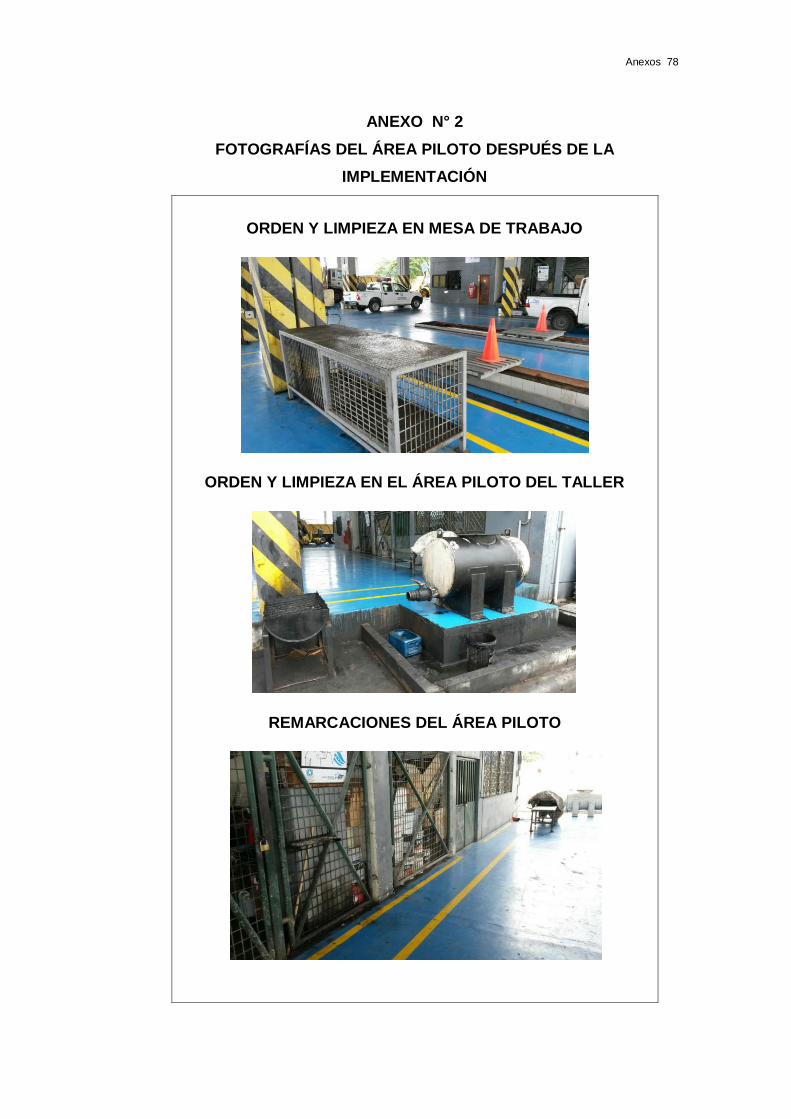
Anexos 78
ANEXO N° 2
FOTOGRAFÍAS DEL ÁREA PILOTO DESPUÉS DE LA
IMPLEMENTACIÓN
ORDEN Y LIMPIEZA EN MESA DE TRABAJO
ORDEN Y LIMPIEZA EN EL ÁREA PILOTO DEL TALLER
REMARCACIONES DEL ÁREA PILOTO

Anexos 79
REMARCACIONES DEL ÁREA PILOTO
ORDEN Y LIMPIEZA EN EL ÁREA PILOTO DEL TALLER
ORDEN Y LIMPIEZA EN EL ÁREA PILOTO DEL TALLER
Fuente: Investigación de campo Elaborado por: Nevárez Olvera Luis Carlos

BIBLIOGRAFÍA
Cisneros, J. A. (2009). Mejora Continua. Obtenido de
http://www.mejoracontinua.biz/Articulos/7_desperdicios_y_TOC.pdf
Dale H.Besterfield, P. (2009). Control de Calidad. mexico: pearson
educacion de mexico s.a. de a.v.
Felipe Santoyo Telles, D. M.-E. (Enero- Mayo de 2013).
Comportamiento y Organizacion.Implementacio del sistema de gestion de
calidad 5s. Obtenido de revistas. usta.edu.com
Imai, M. (1998). Como implementar el kaizen en el sitio de trabajo.
Madrid-España: McGraw-Hill Interamericana de España.
M.C.Jacobo Tolamatl Michcol, M. D. (Julio-Diciembre de 2011).
Aplicacion de seis sigma en una microempresa del ramo automotriz.
Obtenido de www.dialnetecnologia.com
Palacios Blanco, J. L. (2006). Administración de calidad,
Desarrollo. Mexico: Trillas.
Pande, P. R.(2004).Las Claves de seis sigma. ED.McGraw-Hill .
Pulido, H. g. (1997). Calidad Total Productividad. Ciudad
deMexico: Mcgraw-hill/interamericana editores,s.a. de c.v.
Rodríguez, H. V. (2004). Enciclopedia Virtual. Obtenido de
EUMED: http://www.eumed.net/cursecon/libreria/2004/5s/2.pdf

Bibliografía 81
Salazar, N. V. (2014). Implementacion del metodo 5s en la
empresa Austin Reed manufacturas. Obtenido de ribuc.ucp.edu.co
Talancon, H. P. (junio de 2007). matriz FODA . Obtenido de
http://cneip.org