u-1 proc de manuf fundamentos de la fundicin (2)
TRANSCRIPT
PROCESOS DE MANUFACTURA
UNIDAD I
FUNDAMENTOS DE LA FUNDICIÓN
ING. ALFONSO ESPINOSA PICAZO

INGENIERÍA DE MATERIALESUNIDAD I
1.1.-FORMACIÓN POR FUNDICIÓN
FUNDICIÓN:
“ES EL PROCESO QUE HACE QUE UN MATERIAL METÁLICO LÍQUIDO LLENE UNA CAVIDAD Y SE SOLIDIFIQUE EN UNA FORMA ÚTIL”
ES UN MÉTODO BÁSICO PARA PRODUCIR FORMAS (PIEZAS)

INGENIERÍA DE MATERIALESUNIDAD I
1.2.-FUNDAMENTOS DE LA FUNDICIÓNEL PROCESO SE INICIA CON UN MODELOMODELO:REPRESENTA EL PRODUCTO TERMINADODIMENSIONES LIGERAMENTE AUMENTADAS PARA PERMITIR LA CONTRACCIÓN Y LAS TOLERANCIAS ADICIONALES EN LAS SUPERFICIES POR MAQUINAR.METAL, MADERA,

INGENIERÍA DE MATERIALESUNIDAD I
1.2.-FUNDAMENTOS DE LA FUNDICIÓN
MOLDE: SISTEMA DE METAL O ARENA QUE CONTIENE LA CAVIDAD QUE SE LLENARÁ CON MATERIAL FUNDIDO.
EN EL CASO DE LOS PLÁSTICOS, EL PROCESO SE LLAMA MOLDEO Y NO FUNDICIÓN.

INGENIERÍA DE MATERIALESUNIDAD I
1.2.-FUNDAMENTOS DE LA FUNDICIÓN
MOLDE: ESTÁ DISEÑADO DE TAL MODO QUE PUEDE ABRIRSE PARA QUITAR EL MODELO. CONTIENEN CANALES O CORREDORES PARA ALIMENTAR EL METAL LÍQUIDO. CONTIENEN BEBEDEROS Y REBOSADEROS

INGENIERÍA DE MATERIALESUNIDAD I
1.2.-FUNDAMENTOS DE LA FUNDICIÓN

INGENIERÍA DE MATERIALESUNIDAD I
1.2.-FUNDAMENTOS DE LA FUNDICIÓNLA FUNDICIÓN ASÍ PRODUCIDA ES UN PRODUCTO TERMINADO DEL TALLER DE FUNDICIÓN.
ESTE PRODUCTO OCACIONALMENTE PUEDE USARSE ASÍ, PERO CON MÁS FRECUENCIA NECESITA PROCESOS ADICIONALES, TALES COMO MAQUINADO PARA MEJORAR LAS CALIDADES DE LA SUPERFICIE Y LAS D¡IMENSIONES Y POR TANTO, ES MATERIA PRIMA PARA OTRA PARTE DEL PROCESO.

INGENIERÍA DE MATERIALESUNIDAD I
1.3.-SOLIDIFICACIÓN DE LOS METALESEL PROCESO DE FUNDICIÓN IMPLICA UN CAMBIO DE ESTADO DEL MATERIAL, DESDE LÍQUIDO A SÓLIDO.
EN UN PROCESO DE FUSIÓN, CONFORME SE AGREGA CALOR, LOS ENLACES QUE UNEN A LOS ÁTOMOS SE ROMPEN Y LOS ÁTOMOS SON LIBRES DE MOVERSE COMO UN LÍQUIDO. LA SOLIDIFICACIÓN ES EL PROCESO INVERSO; EL CALOR QUE EMITE EL MATERIAL FUNDIDO DEBE DISIPARSE.
INGENIERÍA DE MATERIALESUNIDAD I
1.3.-SOLIDIFICACIÓN DE LOS METALES
SI SE CONSIDERA SOLAMENTE UN METAL PURO, EL PUNTO DE SOLIDIFICACIÓN OCURRE A UNA TEMPERATURA ÚNICA PARA EL LÍQUIDO ENTERO.
CONFORME DESCIENDE LA TEMPERATURA, LOS ÁTOMOS SON CADA VEZ MENOS MÓVILES Y FINALMENTE ASUMEN SU POSICIÓN CON OTROS ÁTOMOS EN LA MALLA ESPACIAL DE LA CELDA UNITARIA, LA CUAL CRECE PARA FORMAR UN CRISTAL.

INGENIERÍA DE MATERIALESUNIDAD I
1.3.-SOLIDIFICACIÓN DE LOS METALES

INGENIERÍA DE MATERIALESUNIDAD I
1.3.-SOLIDIFICACIÓN DE LOS METALESEL CRISTAL INICIA SU CRECIMIENTO EN LA SUPERFICIE.LA PRIMERA PARTE DEL MATERIAL QUE SE ENFRÍA A LA TEMPERATURA DE SOLIDIFICACIÓN ES LA SUPERFICIE EXTERIOR DEL LÍQUIDO Y SE FORMAN SIMULTÁNEAMENTE UN GRAN NÚMERO DE CELDAS UNITARIAS ALREDEDOR DE LA SUPERFICIE DE LA INTERFASE.CADA CELDA U. SE VUELVE UN PUNTO DE NUCLEACIÓN PARA EL CRECIMIENTO DE UN CRISTAL DE METAL

INGENIERÍA DE MATERIALESUNIDAD I
1.3.-SOLIDIFICACIÓN DE LOS METALESCONFORME EL CRISTAL SE FORMA, SE LIBERA EL CALOR DE FUSIÓN Y POR TANTO AUMENTA LA CANTIDAD DE CALOR QUE DEBE DISIPARSE ANTES DE QUE OCURRA SOLIDIFICACIÓN ADICIONAL.
LOS GRADIENTES DE TEMPERATURA SE REDUCEN Y EL PROCESO DE SOLIDIFICACIÓN SE RETARDA.
EL TAMAÑO DE CRECIMIENTO DEL CRISTAL QUEDA LIMITADO POR LA INTERFERENCIA CON OTROS CRISTALES.
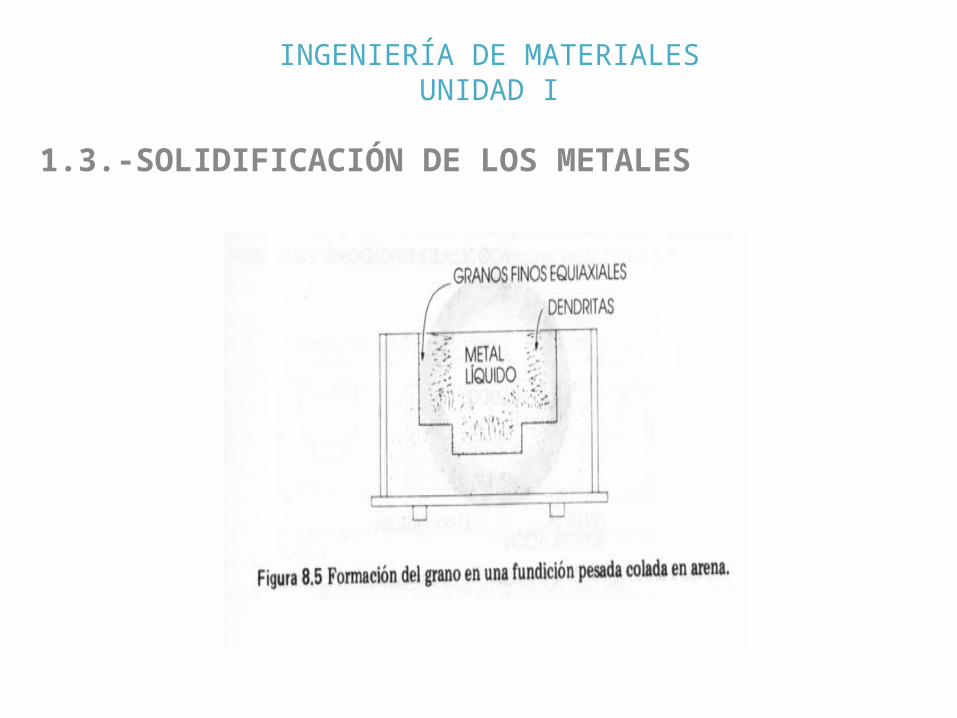
LOS PRIMEROS GRANOS QUE SE FORMAN EN LA CASCARA DE UNA FUNDICIÓN QUE ESTÁ SOLIDIFICANDO TIENDEN A SER DEL TIPO FINO DE EJES IGUALES CON ORIENTACIÓN Y FORMAS ALEATORIAS.

INGENIERÍA DE MATERIALESUNIDAD I
1.3.-SOLIDIFICACIÓN DE LOS METALESSEGUNDA FASEDESPUÉS DE LA FORMACIÓN DE UNA CASCARA SÓLIDA, EL CRECIMIENTO DE GRANOS TIENDE A SER MÁS ORDENADO, SIEMPRE QUE EL ESPESOR DE LA SECCIÓN Y LA MASA SEAN SUFICIENTEMENTE GRANDES PARA CAUSAR UNA DIFERENCIA SIGNIFICATIVA EN EL TIEMPO DE SOLIDIFICACIÓN ENTRE LA CÁSCARA EXTERIOR Y EL METAL INTERIOR.AHORA EL CALOR DEBE FLUIR A TRAVES DEL METAL SÓLIDO YA FORMADO. LA MASA DEL MOLDE SE HA CALENTADO Y TIENE UN DIFERENCIAL DE TEMPERATURA MENOR CON EL METAL.EL MOLDE SE HA SECADO COMPLETAMENTE DE MODO QUE ACTÚA COMO UN EMVOLVENTE AISLANTE ALREDEDOR DE LA FUNDICIÓN.

INGENIERÍA DE MATERIALESUNIDAD I
1.3.-SOLIDIFICACIÓN DE LOS METALESSEGUNDA FASE EL CRECIMIENTO DE LOS CRISTALES ES DIRECCIONAL YA QUE ESTOS TIENEN UNA INTERFERENCIA MÍNIMA DE LOS OTROS CRISTALES QUE CRECEN HACIA LA ZONA CALIENTE, POR LO TANTO, LOS CRISTALES CRECEN EN FORMA DE COLUMNA HACIA EL CENTRO DE LAS SECCIONES PESADAS DE LA FUNDICIÓN, PRODUCIENDOCE ESTRUCTURAS CONOCIDAS COMO DENDRITAS. ESTA PRIMERA SOLIDIFICACIÓN EN FORMA DE ARBOL DE PINO SELLA PEQUEÑAS BOLSA DE LÍQUIDO QUE SE SOLIDICAN DESPUÉS.ESTA CLASE DE CRECIMIENTO DE CRISTAL, ES DIFICIL DE ENCONTRAR CUANDO SE TRATA DE METALES PUROS.

INGENIERÍA DE MATERIALESUNIDAD I
1.3.-SOLIDIFICACIÓN DE LOS METALES

INGENIERÍA DE MATERIALESUNIDAD I
1.3.-SOLIDIFICACIÓN DE LOS METALES

INGENIERÍA DE MATERIALESUNIDAD I
1.3.-SOLIDIFICACIÓN DE LOS METALESTERCERA FASE: CONFORME AUMENTA EL ESPESOR DE LA PARED DE METAL SOLIDIFICADO, LA RELACIÓN DE ENFRIAMIENTO DEL LÍQUIDO REMANENTE TIENDE A IGUALARSE; LA DISTRIBUCIÓN DE TEMPERATURA RELATIVAMENTE UNIFORME Y EL ENFRIAMIENTO LENTO, PERMITEN LA NUCLEACIÓN ALEATORIA EN MENOS PUNTOS DE LA QUE OCURRE CON RÁPIDO ENFRIAMIENTO, Y LOS GRANOS CRECEN A TAMAÑOS GRANDES.

INGENIERÍA DE MATERIALESUNIDAD I
1.3.-SOLIDIFICACIÓN DE LOS METALES
INGENIERÍA DE MATERIALESUNIDAD I
1.3.-SOLIDIFICACIÓN DE LOS METALES

INGENIERÍA DE MATERIALESUNIDAD I
CONTRACCION:UNO DE LOS PROBLEMAS MAS IMPORTANTES EN EL PROCESO DE FUNDICION SON LOS DE LA CONTRACCION.LA CANTIDAD DE CONTRACCION QUE OCURRE DEPENDE DEL TIPO DE MATERIAL QUE SE SOLIDIFICA.
LA CONTRACION OCURRE EN TRES ETAPAS:CONTRACCION LÍQUIDACONTRACCIÓN DE SOLIDIFICACIÓNCONTRACCÓN SÓLIDA

INGENIERÍA DE MATERIALESUNIDAD I

INGENIERÍA DE MATERIALESUNIDAD I
CONTRACCION LÍQUIDAEN EL PROCESO DE FUSION DEL METAL O ALEACION, EL METAL SIEMPRE SE CALIENTA APROXIMADAMENTE 150 ºc ARRIBA DE LA TEMPERATURA DE FUSION DE LA ALEACION; ESTE CALOR ES NECESARIO PARA QUE EL LÍQUIDO TENGA FLUIDEZ. EL SOBRECALOR PERMITE LA TRANSFERENCIA DEL METAL.LA PÉRDIDA DE SOBRECALOR RESULTA EN CONTRACCIÓN Y DENSIDAD AUMENTADA.EL CAMBIO DE VOLÚMEN SE COMPENSA COLANDO MATERIAL ADICIONAL EN LA CAVIDAD DEL MOLDE

INGENIERÍA DE MATERIALESUNIDAD I
CONTRACCION DE SOLIDIFICACIÓN
OCURRE DURANTE LA TRANSFORMACION DE LIQUIDO A SÓLIDO.
LO QUE OCURRE ES UNA CONTRACCION VOLUMÉTRICA.
LA CONTRACCION A ESTA ETAPA PUEDE REPONERSE EN PARTE DEBIDO A QUE EL METAL NO ESTÁ TODABÍA SOLIDIFICADO.

INGENIERÍA DE MATERIALESUNIDAD I

INGENIERÍA DE MATERIALESUNIDAD I
CONTRACCIÓN EN EL ESTADO SÓLIDO.
ESTA OCURRE DESPUES DE QUE TUVO LUGAR LA SOLIDIFICACIÓN Y ES LA CAUSA PRINCIPAL DEL CAMBIO DIMENSIONAL A UN TAMAÑO DIFERENTE DEL MODELO QUE SE USA EN EL MOLDE.
ESTA CONTRACCION VARÍA EN FUNCIÓN DEL METAL

INGENIERÍA DE MATERIALESUNIDAD I
CONTRACCIÓN EN EL ESTADO SÓLIDO.

INGENIERÍA DE MATERIALESUNIDAD I
CONTRACCIÓN EN EL ESTADO SÓLIDO.

INGENIERÍA DE MATERIALESUNIDAD I
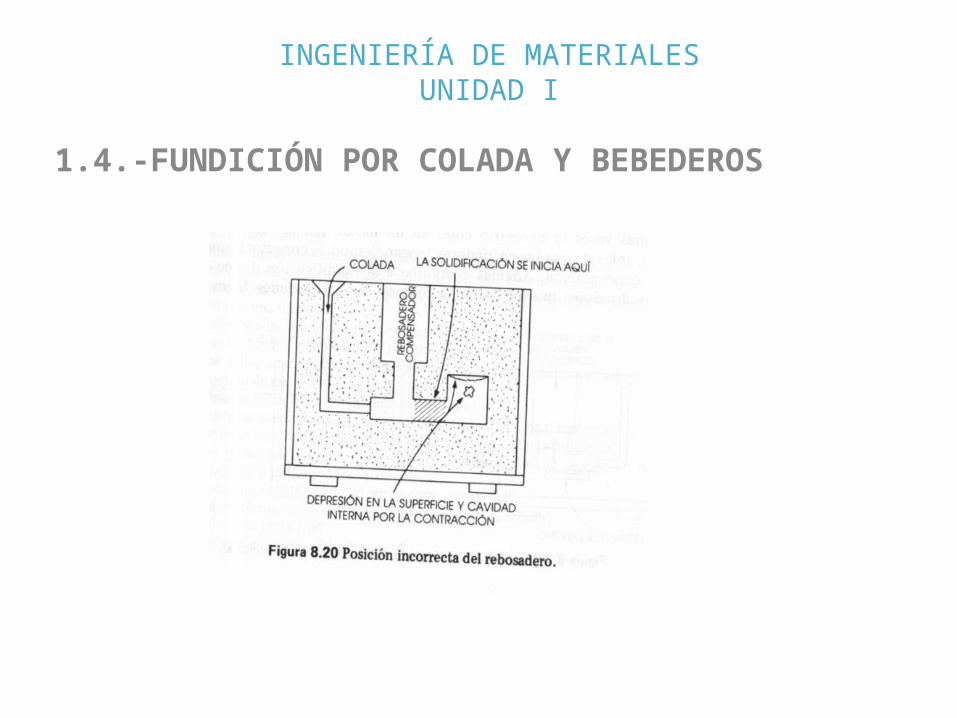
1.4.-FUNDICIÓN POR COLADA Y BEBEDEROS
LO PRIMERO QUE DEBE CONSIDERARSE PARA OBTENER BUENAS FUNDICIONES, ES EL DISEÑO DEL MOLDE.
LA DIRECCIÓN DE LA SOLIDIFICACIÓN ES DE SUMA IMPORTANCIA PARA LA CALIDAD DE LA FUNDICIÓN.

INGENIERÍA DE MATERIALESUNIDAD I
1.4.-FUNDICIÓN POR COLADA Y BEBEDEROS
SOLIDIFICACIÓN DIRECCIONAL:EL DISEÑO Y PROCEDIMIENTO DEL VACIADO DEBEN LOGRAR QUE EL METAL MÁS ALEJADO DEL PUNTO DE ENTRADA SEA EL QUE PRIMERO SE SOLIDIFICA.
SOLIDIFICACIÓN PROGRESIVA:ES LA SOLIDIFICACIÓN DE UN LÍQUIDO DEL EXTERIOR HACIA EL CENTRO.

INGENIERÍA DE MATERIALESUNIDAD I
1.4.-FUNDICIÓN POR COLADA Y BEBEDEROS

INGENIERÍA DE MATERIALESUNIDAD I
1.4.-FUNDICIÓN POR COLADA Y BEBEDEROS
INGENIERÍA DE MATERIALESUNIDAD I
1.4.-FUNDICIÓN POR COLADA Y BEBEDEROS

INGENIERÍA DE MATERIALESUNIDAD I
1.4.-FUNDICIÓN POR COLADA Y BEBEDEROS

INGENIERÍA DE MATERIALESUNIDAD I
1.5.-TECNOLOGÍA DE LA FUNDICIÓN
MOLDEO EN ARENALA ARENA ES EL MATERIAL DE USO MÁS COMÚN PARA PREPARAR MOLDES.
EL TONELAJE MAS GRANDE DE FUNDICIONES SE PRODUCE MÁS POR EL MOLDEO EN ARENA QUE POR TODOS LOS OTROS MÉTODOS.
INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENA
ARENA.-ES EL PRINCIPAL MATERIAL ESTRUCTURAL PARA EL MOLDE.MODELO.-FORMA UNA CAVIDAD APROPIADA DE TAMAÑO Y FORMA EN LA ARENA.CAJA DE MOLDEO.-CONTIENE LA ARENA ALREDEDOR DEL MODELO CORAZON.-FORMA LAS SUPERFICIES INTERNAS DE LA PIEZA.SISTEMA DE PUERTAS DEL MOLDE.-MEDIO DE LLENAR LA CAVIDAD DEL MOLDE.

INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENA
ARENA VERDE.-LA PALABRA VERDE SE REFIERE A LA HUMEDADARENA PARA FUNDICIÓN.-MEZCLA DE ARENA, ARCILLA Y HUMEDAD
PROPIEDADES FÍSICAS DE LAS ARENAS PARA FUNDICIÓN:ALTA TEMPERATURA DE FUSIÓN.-ESTABILIDAD TÉRMICA.-PARA RESISTIR LOS CAMBIOS DE TAMAÑO CON CAMBIO DE TEMPERATURA.
INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENA
PERMEABILIDAD.-DEBE PERMITIR QUE EL AIRE, VAPOR Y OTROS GASES FORMADOS DURANTE EL COLADO Y LA SOLIDIFICACIÓN ESCAPEN DEL MOLDE.
ES FUNCIÓN DEL TAMAÑO, FORMA Y DISTRIBUCIÓN DEL GRANO DE ARENA, CONTENIDO DE ARCILLA Y HUMEDAD Y COMPACTACION DE LA ARENA AL HACER EL MOLDE.
INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENARESISTENCIA.-PARA SOPORTAR LAS PRESIONES ESTÁTICAS Y DINÁMICAS DE LOS METALES LÍQUIDOS; DEBIDO A QUE LA HUMEDAD SERÁ EXPULSADA DE PARTE DE LA ARENA DE MOLDEO ANTES DE QUE TENGA LUGAR LA SOLIDIFICACIÓN DEL METAL DEL METAL, LA ARENA DEBE TENER RESISTENCIA EN SECO LO MISMO QUE RESISTENCIA EN VERDE.
FACILIDAD DE COLAPSO.-DEBE PERMITIR LA CONTRACCIÓN DE LAS FORMAS DE FUNDICIÓN LÍMITADAS POR LA ARENA DE MOLDEO CON UNA RESISTENCIA MÍNIMA.

INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENA

INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENAFACILIDAD DE FLUIR.-DEBE PERMITIR QUE LA ARENA SE COMPACTE A PROFUNDIDAD Y QUE FLUYA UNIFORMEMENTE ALREDEDOR DEL MODELO.
ARENA.-ES ROCA DE CUARZO DESINTEGRADA (SiO2)GRANOS:ANGULOSOS.-ACEPTABLE COMPACTACION.SUBANGULOSOS.-PERMITEN BUENA COMPACTAC.REDONDOS.-BUENA PERMEABILIDAD

INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENA
ARCILLAS.-SON ADITIVOS PARA LAS ARENAS DE MOLDEO.BENTONITA.-SILICATO HIDRATADO DE ALUMINIO
ADITIVOS ESPECIALES:HARINA DE MAIZ.-MEJORA LA FACILIDAD DE COLAPSO.CARBÓN.-MEJORA EL ACABADO DE LA SUPERFICIE.

INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENA
AGUA.-LA CANTIDAD ÓPTIMA VARÍA DEL 2 AL 8% POR PESO.
MODELO.-SE UTILIZA PARA FORMAR LA CAVIDAD EN EL MOLDE DE ARENA.EL MODELISTA DEBE SABER QUE SUPERFICIES DE LA FUNDICIÓN SE VAN A MAQUINAR Y AGREGAR MAYOR DIMENSIÓN.

INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENA
ÁNULOS DE RETIRO:FACILITAN LA EXTRACCIÓN DEL MODELO (HASTA 7º) AL SEPARARLO DEL MOLDE.
LOS MODELOS PUEDEN SER DE MADERA, YESO, METAL O CUALQUIER OTRO MATERIAL SUFICIENTEMENTE FUERTE PARA RETENER SU FORMA Y RESISTIR EL DESGASTE.

INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENA

INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENACAJAS DE MOLDEO:SON CAJAS DE CARAS ABIERTAS EN LAS CUALES SE EMPACA LA ARENA RODEANDO EL MODELO.USUALMENTE SE HACE EN DOS PARTES; MARCO SUPERIOR E INFERIOR DE MOLDEO, CONTIENE PASADORES DE GUÍA PARA ASEGURAR LA POSICIÓN EXACTA PARA EL CIERRE FINAL DEL MOLDE.PARA LAS FORMAS QUE REQUIEREN MAS DE UNA SUPERFICIE DE PARTICIÓN PARA PERMITIR LA SEPARACIÓN DEL MODELO, PUEDEN INSERTARSE OTRAS SECCIONES LLAMADAS CACHETES.

INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENA

INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENA

INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENA

INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENACOMPACTACIÓN DE LA ARENA:LA CALIDAD DEPENDE DE LA APROPIADA COMPACTACIÓN LA ARENA QUE SE EMPACA DEMASIADO FLOJA PUEDE CAER EN EL MOLDE, DEFORMARSE O AGRIETARSE, LO CUÁL CAUSARÁ DEFECTOS EN LA FUNDICIÓN.SI LA ARENA ESTÁ MUY EMPACADA, LE FALTARÁ PERMEABILIDAD, RESTRINGIRÁ EL FLUJO DE GAS Y PUEDE EVITAR QUE LA CAVIDAD SE LLENE COMPLETAMENTE.

INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENACOMPACTACIÓN DE LA ARENA:
INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENA
CORAZONES:
SON CUERPOS DE MATERIAL DE MOLDEO, USUALMENTE EN FORMA DE INSERTOS QUE EXCLUYEN EL FLUJO DE METAL PARA FORMAR SUPERFICIES INTERNAS EN LA PIEZA.LA MAYORÍA DE LOS CORAZONES SE HACEN EN CAJAS DE CORAZÓN EN UNA CLASE DE MODELO INVERSO.

INGENIERÍA DE MATERIALESUNIDAD I
1.6.-MOLDEO EN ARENA

INGENIERÍA DE MATERIALESUNIDAD I
1.7.-MOLDEO EN METALFUNDICION EN MOLDE PERMANENTE:LOS MOLDES DE METAL SE USAN SOBRE TODO PARA ALEACIONES DE BAJO PUNTO DE FUSIÓNLOS MOLDES PERMANENTES PUEDEN USARSE MUCHAS VECES; EL HIERRO FUNDIDO Y EL ACERO SON LOS MATERIALES MÁS COMÚNES CON LOS CUALES SE HACE EL MOLDE.LA FUNDICIÓN EN MOLDE PERMANENTE SE USA SOBRE TODO PARA CONFORMAR EL ALUMINIO, COBRE, MAGNESIO Y ALEACIONES DE ZINC.

INGENIERÍA DE MATERIALESUNIDAD I
1.7.-MOLDEO EN METALFUNDICION EN MOLDE PERMANENTE:TIENE VARIAS VENTAJAS SOBRE LA FUNDICIÓN EN MOLDE DE ARENA; LAS TOLERANCIAS DIMENSIONALES SON MÁS CONSISTENTES A CASI +/- 0.25 mm LA MÁS ALTA CONDUCTANCIA DEL CALOR A TRAVÉS DEL METAL DEL MOLDE CAUSA UNA ACCIÓN DE ENFRIAMIENTO, QUE PRODUCE ESTRUCTURA FINA DE GRANO Y PIEZAS MÁS DURAS Y FUERTES.

INGENIERÍA DE MATERIALESUNIDAD I
1.7.-MOLDEO EN METALFUNDICION EN MOLDE PERMANENTE:EL ESPESOR PUEDE SER HASTA DE 3 mm (1/8 pulg)LA MAYORÍA DE LAS PIEZAS SON DE 30 CM MÁXIMO DE DIÁMETRO Y DE 10 kg DE PESO.EL PROCESO SE USA PARA PRODUCIR:
CABEZAS DE CILÍNDRO DE AUTOMOVILPISTONES DE MOTORBIELAS DE CONEXIÓN PARA MOTORES DE BAJA POTENCIA

INGENIERÍA DE MATERIALESUNIDAD I
1.7.-MOLDEO EN METALFUNDICION EN DADO:SE APLICA PRESIÓN AL METAL LÍQUIDO PARA HACER QUE FLUYA RÁPIDA Y UNIFORMEMENTE EN LA CAVIDAD DEL MOLDE O DADO.EL DADO ES SIMILAR AL QUE SE USA PARA EL MOLDEO PERMANENENTE.ESTÁ HECHO DE METAL, OTRAS VECES DE HIERRO FUNDIDO O ACERO; TIENE LÍNEAS DE PARTICIÓN A LO LARGO DE LAS CUÁLES SE PUEDE ABRIR PARA EXTRACCIÓN DE LA FUNDICIÓN (PIEZA).

INGENIERÍA DE MATERIALESUNIDAD I
1.7.-MOLDEO EN METALFUNDICION EN DADO:
EL DADO ESTÁ CONSTRUÍDO CON PEQUÉÑOS ÁNGULOS DE RETIRO EN LAS PAREDES PARA REDUCIR EL TRABAJO DE EXTRACCIÓN Y PROLONGAR LA VIDA DEL DADO.TAMBIÉN ESTÁN PRESENTES VENTEOS EN LA FORMA DE RANURAS O PEQUEÑOS ACCESORIOS PARA PERMITIR EL ESCAPE DEL AIRE CONFORME EL METAL LLENA EL DADO.

INGENIERÍA DE MATERIALESUNIDAD I
1.7.-MOLDEO EN METALFUNDICION EN DADO CON CÁMARA CALIENTE:MANTIENE EL METAL FUNDIDO EN UNA CÁMARA A TRAVÉS DE LA CUÁL UN PISTÓN SE MUEVE EN UN CILÍNDRO PARA ELEVAR LA PRESIÓN QUE PRESIONA AL METAL DENTRO DEL DADO.
EN EL PROCESO DE CÁMARA CALIENTE, SE USAN PRESIONES DE 14 Mpa (2,000 lb/pulg2), para forzar el llenado del molde.

INGENIERÍA DE MATERIALESUNIDAD I
1.7.-MOLDEO EN METALFUNDICION EN DADO CON CÁMARA CALIENTE:

INGENIERÍA DE MATERIALESUNIDAD I
1.7.-MOLDEO EN METALFUNDICION EN DADO CON CÁMARA CALIENTE:
EL PROCESO SE UTILIZA PARA FORMAR ALEACIONES DE ZINC, ALEACIONES DE ALUMINIO, ALEACIONES DE COBRE, ENTRE OTRAS.

INGENIERÍA DE MATERIALESUNIDAD I
1.7.-MOLDEO EN METALFUNDICION EN DADO CON CÁMARA FRÍA.EL METAL FUNDIDO SE CUELA EN LA CÁMARA DE DISPARO Y EL PISTÓN AVANZA PARA FORZAR EL METAL DENTRO DEL DADO.
EL ALUMINIO, COBRE Y ALECIONES DE MAGNESIO SE FUNDEN POR ESTE MÉTODO, SE UTILIZAN PRESIONES EN EL LÍQUIDO TAN ALTAS COMO 210 Mpa (30,000 lb/pulg2)
ESTE PROCESO ES ECONÓMICO CUANDO SE NECESITAN GRANES CANTIDADES.
SE PUEDEN LLEGAR A PRODUCIR 50 A 70 FUNDICIONES POR MINUTO.

INGENIERÍA DE MATERIALESUNIDAD I
1.7.-MOLDEO EN METALFUNDICION EN DADO CON CÁMARA FRÍA. LA CALIDAD DE LA FUNDICIÓN ES ALTA
SE PUEDEN PRODUCIR SECCIONES HASTA 0.4 mm CON TOLERANCIAS TAN PEQUEÑAS COMO 0.05 mm.
LA PRESIÓN MEJORA LA DENSIDAD DEL METAL
EL RÁPIDO ENFRIMIENTO POR EL MOLDE DE METAL PRODUCE BUENAS PROPIEDADES DE RESISTENCIA.

INGENIERÍA DE MATERIALESUNIDAD I
1.7.-MOLDEO EN METALFUNDICION EN DADO CON CÁMARA FRÍA.
INGENIERÍA DE MATERIALESUNIDAD I
1.8.-PROCESOS ESPECIALES DE FUNDICIÓN:FUNDICION HUECASE USAN MOLDES DE METALEL MOLDE DE METAL SE LLENA CON METAL LÍQUIDO QUE SE SOLIDIFICA RÁPIDAMENTE EN EL EXTERIOR DEBIDO A LA ALTA CONDUCTIVIDAD TÉRMICA DEL MOLDE.EL METAL LÍQUIDO EN EL CENTRO DEL MOLDE SE EXTRAE ANTES DE QUE HAYA SOLIDIFICADO Y DEJA UNA CASCARA DELGADA QUE LLENA LOS CONTORNOS DE LA CAVIDAD DEL MOLDE.LAS BASES DE LÁMPARA DE LATÓN, ESCULTURAS Y ARTÍCULOS PARECIDOS QUE NO NECESITAN SER SÓLIDOS COMPLETAMENTE, SE PUDEN PRODUCIR POR ESTE MÉTODO, CON AHORROS DE TIEMPO Y MATERIAL

INGENIERÍA DE MATERIALESUNIDAD I
FUNDICION POR INVERSIÓNEL MODELO DE TRABAJO SE DESTRUYE DURANTE LA FUNDICIÓN POR INVERSIÓN.TAMBIÉN SE CONOCE COMO FUNDICIÓN DE PRECISIÓN Y COMO PROCESO DE CERA PERDIDA.
PROCESO:MAQUINADO DEL MOLDE METÁLICO CON LA CAVIDAD A LLENAR CON CERA.ELABORACIÓN DEL MODELO DE CERA; PARA LO CUAL SE INYECTA CERA EN EL MOLDE METÁLICO QUE CONTIENE LA CAVIDAD A LLENAR.

INGENIERÍA DE MATERIALESUNIDAD I
FUNDICION POR INVERSIÓNACABADO DEL MODELO DE CERALOS MODELOS DE CERA SE ENSAMBLAN CON UN BEBEDERO CENTRAL PARA FORMAR UN ÁRBOL.REVESTIMIENTO DEL ARBOL CON LODO CERÁMICO Y ARENA.AIREADOELIMINACIÓN DE LA CERA DEL MOLDE.PRECALENTAMIENTO DEL ARBOL PARA EL COLADO (ENTRE 600 Y 1,100 ºC)COLADO CON ALEACIÓN METÁLICA FUNDIDA.SOLIDIFICACIÓN

INGENIERÍA DE MATERIALESUNIDAD I
FUNDICION POR INVERSIÓNROMPIMIENTO DEL MOLDE CERÁMICOSEPARACIÓN TOTAL DE LA PIEZA FUNDIDACORTE DE MATERIAL SOBRANTEACABADO DE LA PIEZAINSPECCIÓN FINAL.
EL PROCESO ESTÁ LIMITADO A FUNDICIONES PEQUEÑAS (NO MAS DE 2 kg)DE PESO.SE PUEDEN PRODUCIR FUNDIIONES COMPLICADAS CON ESTRCHAS TOLERANCIAS DIMENSIONALES.

INGENIERÍA DE MATERIALESUNIDAD I
FUNDICION POR INVERSIÓN

INGENIERÍA DE MATERIALESUNIDAD I
FUNDICION POR INVERSIÓN

INGENIERÍA DE MATERIALESUNIDAD I
FUNDICION POR INVERSIÓN

INGENIERÍA DE MATERIALESUNIDAD I
VACIADO DE LINGOTESLOS MOLDES PARA LINGOTES SE FABRICAN DE HIERRO FUNDIDO RECUBIERTOS CON LADRILLO REFRACTARIO.
CUANDO LA CARGA DE UN HORNO PRODUCTOR DE ACERO ESTÁ LISTA, SE VACÍA EN UNA CUCHARA LLENADORA QUE HA SIDO LLEVADA A LA PLATAFORMA DE LLENADO POR MEDIO DE UNA GRÚA VIAJERA ELÉCTRICA.

INGENIERÍA DE MATERIALESUNIDAD I
VACIADO DE LINGOTES

INGENIERÍA DE MATERIALESUNIDAD I
VACIADO DE LINGOTES

INGENIERÍA DE MATERIALESUNIDAD I
LINGOTERAS

INGENIERÍA DE MATERIALESUNIDAD I
LINGOTES PROCED. DE DIFERNTES MODELOS

INGENIERÍA DE MATERIALESUNIDAD I
1.9.-EQUIPOS DE FUSIÓN
CUBILOTE:CONSISTE EN UN CILINDRO DE ACERO, DE 10 m DE ALTURA CON UN DIÁMETRO INTERIOR DE 2.5 m, MONTADO EN PATAS QUE PROPORCIONAN UN ESPACIO ABIERTO ABAJO DEL FONDO DEL CILÍNDRO. ESTÁ REVESTIDO CON LADRILLO REFRACTARIO Y EL FONDO DEL CILÍNDRO ESTÁ CERRADO CON PUERTAS CON BISAGRAS Y RECUBIERTO CON ARENA DE FUNDICIÓN.

INGENIERÍA DE MATERIALESUNIDAD I
1.9.-EQUIPOS DE FUSIÓN
CUBILOTE:SE CARGA CON COQUE, CHATARRA Y MATRIAL FUNDENTE EN CAPAS MÚLTIPLES.DESPUÉS DE QUE EL COQUE SE HA ENCENDIDO, SE INTRODUCE UN SOPLO DE AIRE A TRAVES DE LAS TOBERAS.EL METAL FUNDIDO ESCURE HACIA ABAJO A TRAVES DE LA CAMA DE COQUE A UN POZO EN EL FONDO DONDE SE ACUMULA Y POSTERIORMENTE SE SANGRA.PRODUCTO: FUNDICIONES (>2% - 6.67 % C ).

INGENIERÍA DE MATERIALESUNIDAD I
1.9.-EQUIPOS DE FUSIÓNCUBILOTE:

INGENIERÍA DE MATERIALESUNIDAD I
1.9.-EQUIPOS DE FUNDICIÓN
CUBILOTE:
PRODUCTOS:FUNDICIÓN GRIS FUNDICIÓN MALEABLEHIERRO FUNDIDO BLANCOHIERRO PERLÍTICO MALEABLE

INGENIERÍA DE MATERIALESUNIDAD I
1.10.-MECANIZACIÓN DE LA FUNDICIÓN
RECTIFICADO
TALADRADO

INGENIERÍA DE MATERIALESUNIDAD I
1.11.-CARACTERÍSTICAS METALÚRGICAS
FUNDICIÓN PESADA:ESTRUCTURA HETEROGÉNEA; SE REQUIERE TRATAMIENTO TÉRMICO A LA PIEZA PARA TRANSFORMAR DICHA ESTRUCTURA.
LAS FUNDICIONES NO PERMITEN EL ENDURECIMIENTO POR TRATAMIENTO TÉRMICO.

INGENIERÍA DE MATERIALESUNIDAD I
1.12.-PRINCIPALES DEFECTOS
POROSIDAD.-VACÍOS DE PEQUEÑO TAMAÑO QUE SE PRODUCEN DURANTE LA FORMACIÓN DE LA ESTRUCTURA DENDRÍTICA
MACROPOROSIDAD.-EVOLUCIÓN DE GAS ANTES Y DESPUÉS DE LA SOLIDIFICACIÓN; EL GAS PUEDE FORMAR BOLSAS O BURBUJAS O PUEDE ENTRAR EN LOS VACÍOS DE MICROPOROSIDAD PARA ALARGARLOS.

INGENIERÍA DE MATERIALESUNIDAD I
1.12.-PRINCIPALES DEFECTOS
INCLUSIONES DE ARENA
CONTRACCIÓN EXCESIVA
ESPESOR NO UNIFORME

INGENIERÍA DE MATERIALESUNIDAD I
1.13.-NORMAS DE SEGURIDAD Y EQUIPOS DE PROTECCIÓN
CASCO DE SEGURIDADPETO DE CUEROZAPATOS CON CASQUILLO