notas sobre transferencia de masa
DESCRIPTION
transferencia de masaTRANSCRIPT
21/04/2023INSTITUTO POLITECNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERIA QUÍMICA E INDUSTRIAS EXTRACTIVAS.
NOTAS SOBRE TRANSFERENCIA DE MASAY ABSORCIÓN POR CONTACTO CONTINUO
Principios y cálculos
Por
Rubén Joel García BarajasProfesor de la E.S.I.Q.I.E. y Becario de COFAA
y
José Luis Morales PinedaProfesor de la E.S.I.Q.I.E.
MÉXICO, D.F.1970 – 1976
ENS

BIBLIOGRAFÍA.
1. Welty J.R, Wilson R.E. and Wicks C.E. Fundamentals of Momentum, Heat and Mass Transfer. John Wiley and sons, Inc. New York (1969).
2. Bennett C.O. and Myers J.E. Momentum, Heat and Mass transfer. Mc Graw-Hill Book Co. New York (1962).
3. Bird B.R., Stewart W.E. and Ligthfoot E.N. Transport Phenomena. John Wiley and sons, Inc. New York (1960).
4. Eckert J.E. Heat and mass Transfer. Mc Graw-Hill Book Co. Kugakusha. Tokio (1969).
5. Treybal R.E. Mass Transfer Operations. Sec. Ed. Mc Graw-Hill Book Co. Kugakusha. Tokio (1968).
6. Sawistowsky H. and Smith W. Métodos de cálculo en los procesos de transferencia de materias. Editorial Alambra, S.A. Madrid (1967).
7. Perry R.H. and Chilton C.H. Ed. Chemical engineers’ Handbook. Fifth Ed.Mc Graw-Hill Kugakusha ltd. Tokio (1973).
8. Foust A:S., Wenzel I.A., Clump C.W. Maus I. Principies of Unit Operations: John Wiley and Sous, Inc. New York (1960)
9. Hobler T. Mass Transfer and Absosbers Oxford (1966)
10. Sherwood T.K. and Pigford R.L. Absorption and Extraction.Mc Graw Hill Book Co. New York (1952)
11. Ocon G.J. y Tojo B.G. Problemas de Ingeniería Química.Operaciones básicas. Tomo II. Aguilar. España (1960)
12. King C.J. Separation Processes Mc Graw Hill Book Co. México (1971)
ENS

CONTENIDO
I. INTRODUCCIÓN.
A. Las operaciones unitarias y el campo de la ingeniería química y bioquímica.
B. Clasificación de las operaciones unitarias difusionales.C. Métodos de realizar las operaciones difusionales.D. Criterios básicos para la selección del método de separación.E. Factores importantes en el diseño de equipo para transferencia de masa.
II. ABSORCIÓN Y DESORCION ISOTERMICA DE UN COMPONENTE EN TORRES EMPACADAS QUE OPERAN EN REGIMEN PERMANENTE.
A. Absorción y torres de absorción.B. Equilibrio de fases en absorción.C. Balance global de materia y linea de operación.D. Relación de velocidad de flujo límite líquido / gas.E. Velocidad de transferencia de masa.
III. DISEÑO BASICO DE TORRES EMPACADAS PARA LA ABSORCIÓN ISOTERMICA DE UN COMPONENTE EN REGIMEN PERMANENTE.
A. Cálculo de altura de empaque.B. Cálculo de diámetro.
ENS
I. INTRODUCCIÓN.
A. Las operaciones unitarias y el campo de la ingenieria química y bioquímica.
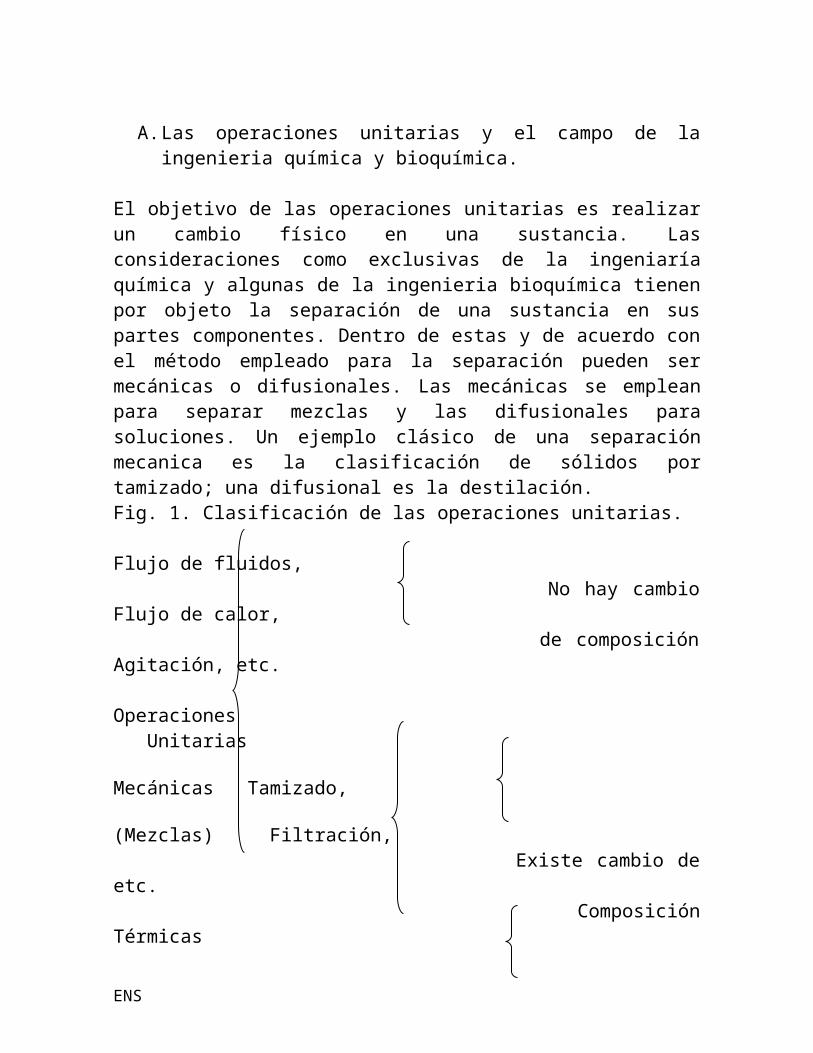
El objetivo de las operaciones unitarias es realizar un cambio físico en una sustancia. Las consideraciones como exclusivas de la ingeniaría química y algunas de la ingenieria bioquímica tienen por objeto la separación de una sustancia en sus partes componentes. Dentro de estas y de acuerdo con el método empleado para la separación pueden ser mecánicas o difusionales. Las mecánicas se emplean para separar mezclas y las difusionales para soluciones. Un ejemplo clásico de una separación mecanica es la clasificación de sólidos por tamizado; una difusional es la destilación.Fig. 1. Clasificación de las operaciones unitarias. Flujo de fluidos, No hay cambio Flujo de calor, de composición Agitación, etc.
Operaciones Unitarias Mecánicas Tamizado, (Mezclas) Filtración, Existe cambio de etc. Composición Térmicas Difusionales Absorción, (soluciones) Destilación, etc.
En las operaciones unitarias difusionales la separación se realiza debido a la transferencia por “difusión ” de uno o varios componentes cuando dos fases se ponen en contacto.
* Por difusión se entiende el movimiento a escala molecular de especies químicas dentro de una fase de una región de alta concentración a una de baja concentración. Análogo a la transferencia de momentum y calor, la de masa se debe a un gradiente o potencial de impulso, en este de concentración*, y cesará cuando
ENS
las fases estén en equilibrio. Por ello, para su estudio se debe tener un conocimiento profundo del equilibrio del sistema que se forme y de la velocidad en que lo alcanza.
B. Clasificación de las operaciones unitarias difusionales.
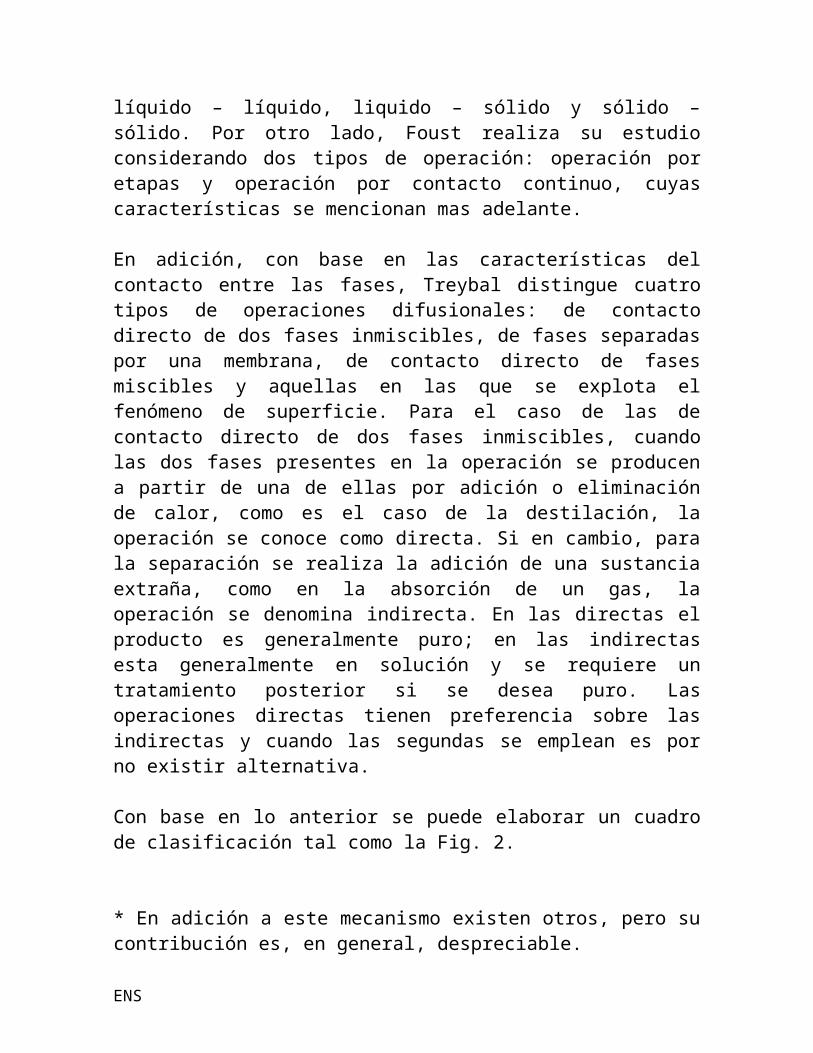
Tomando en cuenta que una fase puede ser liquida, gaseosa o sólida, Treybal realiza el estudio de las operaciones unitarias difusionales, o de transferencia de masa, considerando seis grandes grupos: gas – gas, gas – liquido, gas – sólido, líquido – líquido, liquido – sólido y sólido – sólido. Por otro lado, Foust realiza su estudio considerando dos tipos de operación: operación por etapas y operación por contacto continuo, cuyas características se mencionan mas adelante.
En adición, con base en las características del contacto entre las fases, Treybal distingue cuatro tipos de operaciones difusionales: de contacto directo de dos fases inmiscibles, de fases separadas por una membrana, de contacto directo de fases miscibles y aquellas en las que se explota el fenómeno de superficie. Para el caso de las de contacto directo de dos fases inmiscibles, cuando las dos fases presentes en la operación se producen a partir de una de ellas por adición o eliminación de calor, como es el caso de la destilación, la operación se conoce como directa. Si en cambio, para la separación se realiza la adición de una sustancia extraña, como en la absorción de un gas, la operación se denomina indirecta. En las directas el producto es generalmente puro; en las indirectas esta generalmente en solución y se requiere un tratamiento posterior si se desea puro. Las operaciones directas tienen preferencia sobre las indirectas y cuando las segundas se emplean es por no existir alternativa.
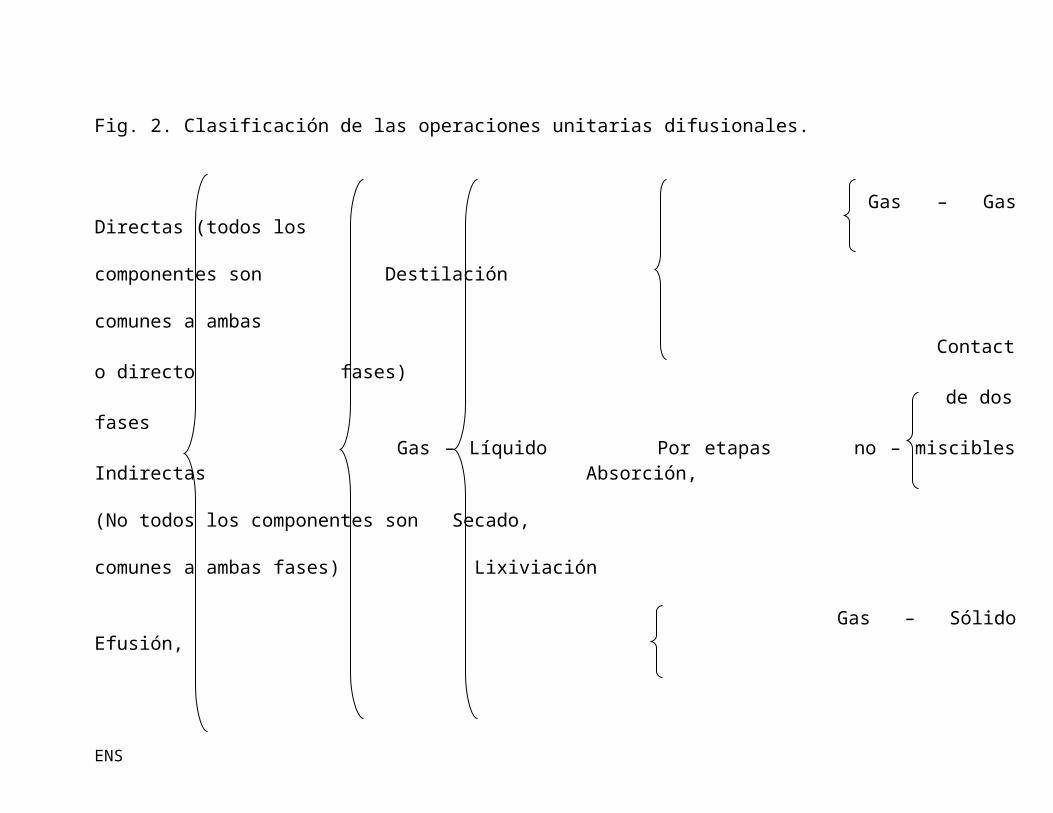
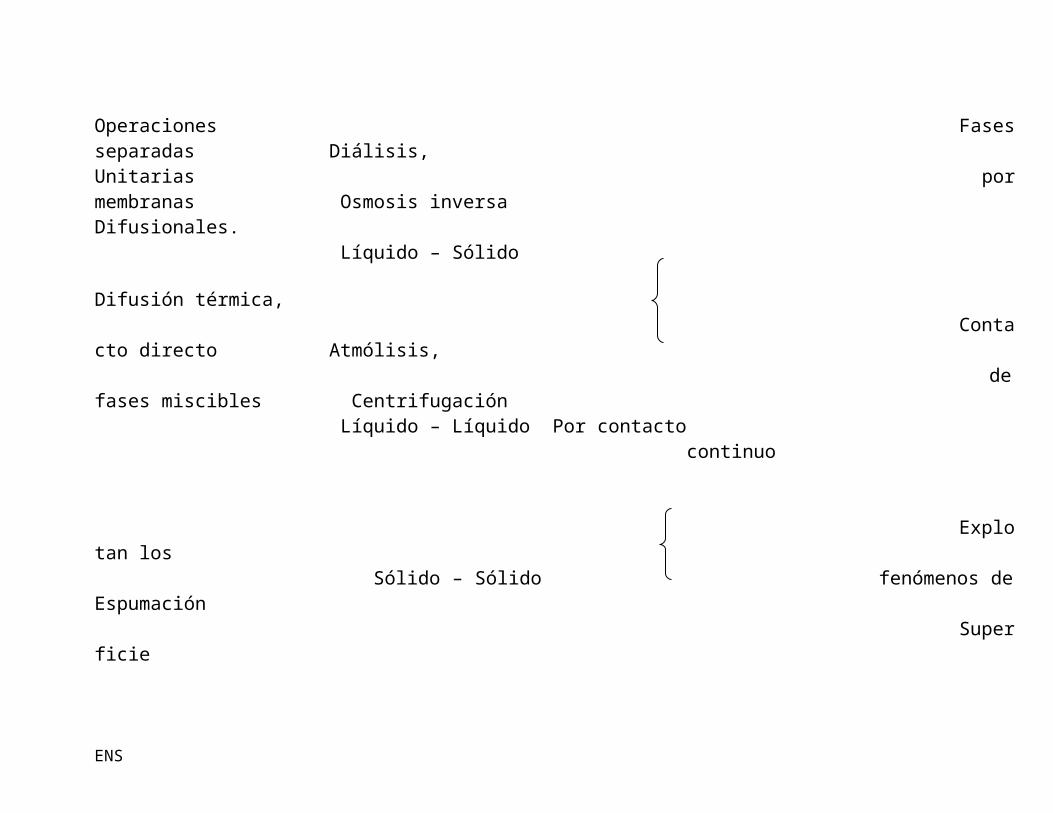
Con base en lo anterior se puede elaborar un cuadro de clasificación tal como la Fig. 2.
* En adición a este mecanismo existen otros, pero su contribución es, en general, despreciable.
ENS

Fig. 2. Clasificación de las operaciones unitarias difusionales.
Gas – Gas Directas (todos los componentes son Destilación comunes a ambas Contacto directo fases) de dos fases Gas – Líquido Por etapas no – miscibles Indirectas Absorción, (No todos los componentes son Secado, comunes a ambas fases) Lixiviación Gas – Sólido Efusión,Operaciones Fases separadas Diálisis,Unitarias por membranas Osmosis inversaDifusionales. Líquido – Sólido Difusión térmica, Contacto directo Atmólisis, de fases miscibles Centrifugación Líquido – Líquido Por contacto continuo
Explotan los Sólido – Sólido fenómenos de Espumación Superficie
ENS
A continuación se presentan los principales características, así como ejemplos, de las operaciones difusionales de contacto directo entre fases no – miscibles, de fases separadas por una membrana, de contacto directo de fases miscibles y aquellos en que se explota el fenómeno de superficie.
Contacto directo de dos fases inmiscibles.Son las más importantes y numerosas. Con pocas excepciones, en el equilibrio, la composición de las fases es diferente.
Gas – Gas No a. Todos los componentes son comunes Destilación
Absorción, b. No todos los componentes son comunes Gas – Líquido Desorción
Humidificación, c. Fase líquida pura; fase gaseosa de varios Componentes. Deshumidificación
a. Todos los componentes son comunes Sublimación fraccionadaGas – Sólido Secado, b. Uno o más componentes son comunes Adsorción, Adsorción fraccionada Extracción líquido – líquido Líquido – Líquido Extracción fraccionada de líquidos
a. Todos los componentes son comunes Cristalización fraccionadaLíquido – Sólido Extracción por b. Uno o más componentes son comunes solventes (lixiviación), Adsorción
ENS
Sólido – Sólido Como la difusividad es muy pequeña no se aplica a escala Industrial.
Fases separadas por una membrana.Son poco usadas. Su importancia esta en aumento. Permite la separación de un componente por un control selectivo de los componentes de uno a otro lado de la membrana por difusión. Evitan el entremezclado de dos fases miscibles.
Membrana microscópica. Difusión o Efusión Difusión basada en pesos moleculares ( separación de isótopos de uranio )
Membrana no porosa. Primero se disuelve el gas en la membrana y luego Gas – Gas se difunde. Permeación Separación basada en solubilidad de componentes ( separación de Helio de gas natural por permeación selectiva a través de membranas de polímero de fluorocarbono )
Gas – Líquido Permeación Separación de alcohol – agua con membrana no Porosa
ENS
Separación de una sustancia cristalina de un coloide por Diálisis contacto de su solución en presencia de una membrana permeable al disolvente y a la sustancia cristalina disuelta.
Diálisis Se basa en la diferencia de permeabilidad de varias fraccionada sustancias cristalinas en solución.
Líquido – liq.
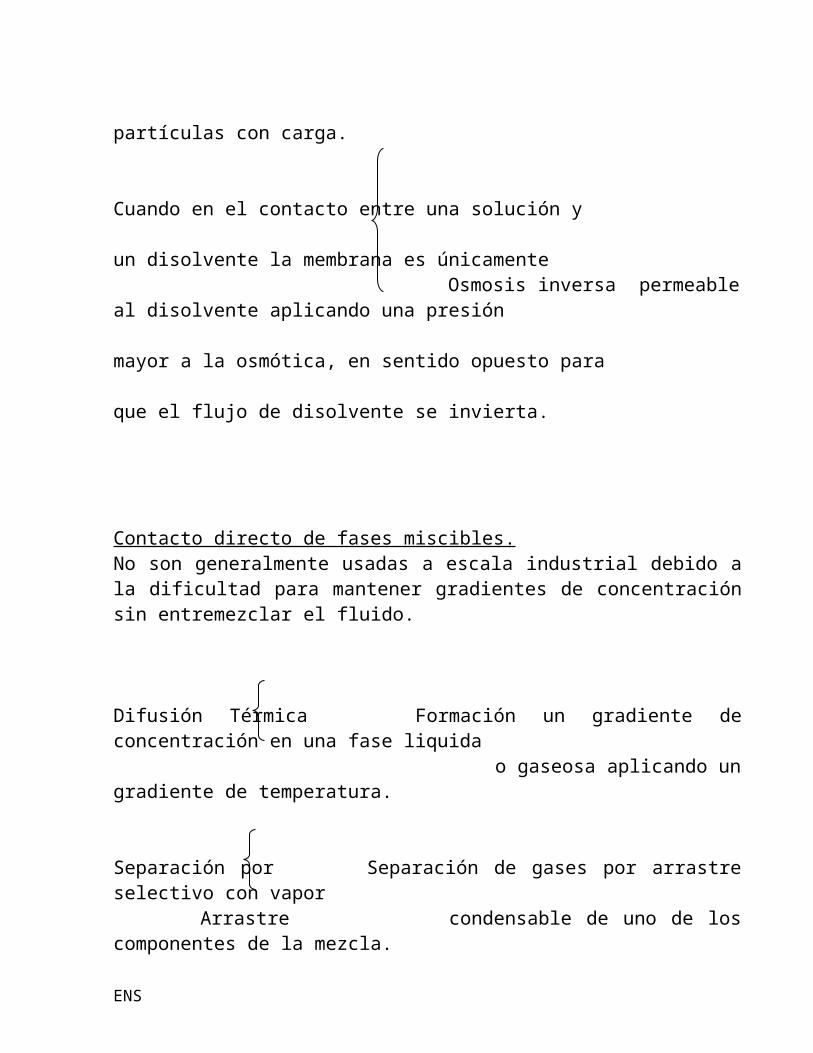
Electrodiálisis Si se emplea fem para ayudar a la difusión de partículas con carga.
Cuando en el contacto entre una solución y un disolvente la membrana es únicamente Osmosis inversa permeable al disolvente aplicando una presión mayor a la osmótica, en sentido opuesto para que el flujo de disolvente se invierta.
Contacto directo de fases miscibles.No son generalmente usadas a escala industrial debido a la dificultad para mantener gradientes de concentración sin entremezclar el fluido.
Difusión Térmica Formación un gradiente de concentración en una fase liquida o gaseosa aplicando un gradiente de temperatura.
Separación por Separación de gases por arrastre selectivo con vapor Arrastre condensable de uno de los componentes de la mezcla.
ENS

Separación de gases por arrastre, empleando una malla de Atmólisis orificios relativamente grandes entre las dos zonas de concentración Diferente. Aprovecha las diferencias en la velocidad de la difusión de los componentes a través de la malla.
Centrifugación de gases Se basa en el peso molecular de los componentes.
Uso del fenómeno de superficie.
No se debe confundir con flotación. Consiste en la separación de Separación de sustancias que al disolverse en un liquido producen una solución espuma de baja tensión superficial y que al pasar un gas se forme una espuma que se puede separar para concentrar el soluto.
C. Métodos de realizar las operaciones difusionales.
a. Recuperación o eliminación de soluto o fraccionamiento.Cuando los componentes de una solución forman dos grupos de propiedades bastante diferentes, uno de ellos se puede visualizar como el solvente y el otro como el soluto. En este caso la separación es relativamente fácil y la operación se refiere como una recuperación o eliminación de soluto. Por otro lado, cuando las diferencias en las propiedades de los componentes son pequeñas para separarlos en componentes relativamente puros se requiere una técnica diferente. Tales separaciones se denominan fraccionamiento como es el caso de la destilación fraccionada.
La selección del procedimiento dependerá de la propiedad que se utilice para la separación.
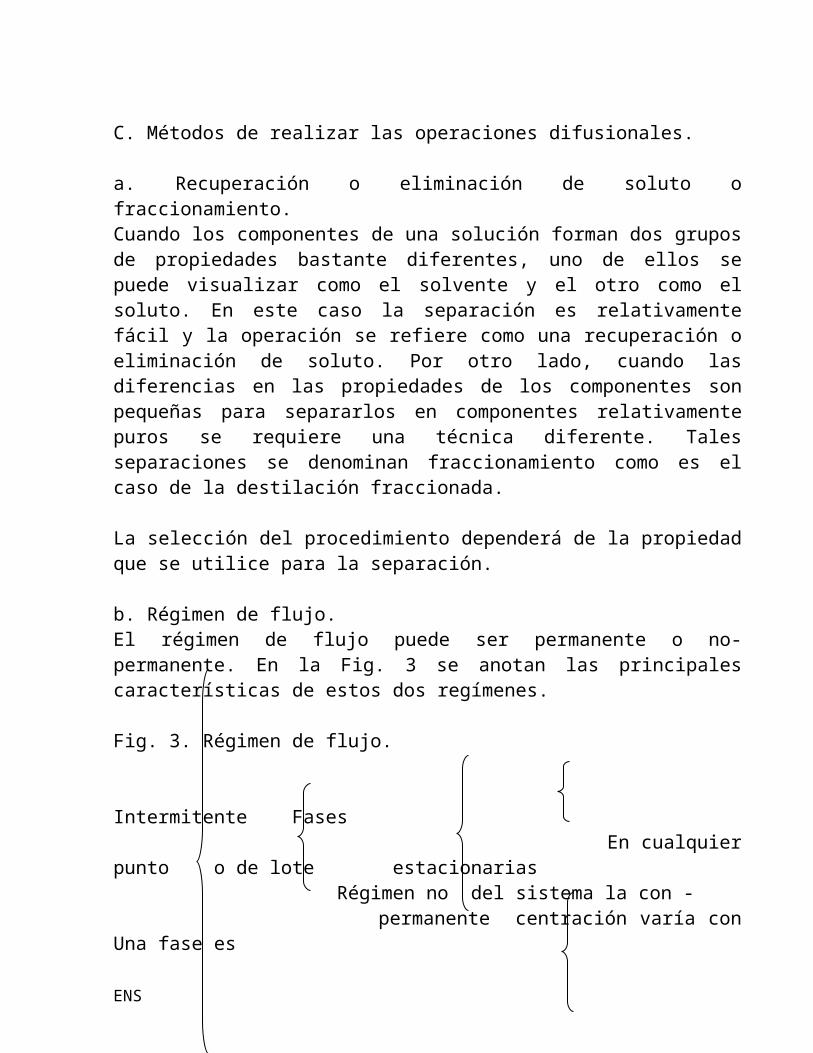
b. Régimen de flujo.El régimen de flujo puede ser permanente o no-permanente. En la Fig. 3 se anotan las principales características de estos dos regímenes.
ENS
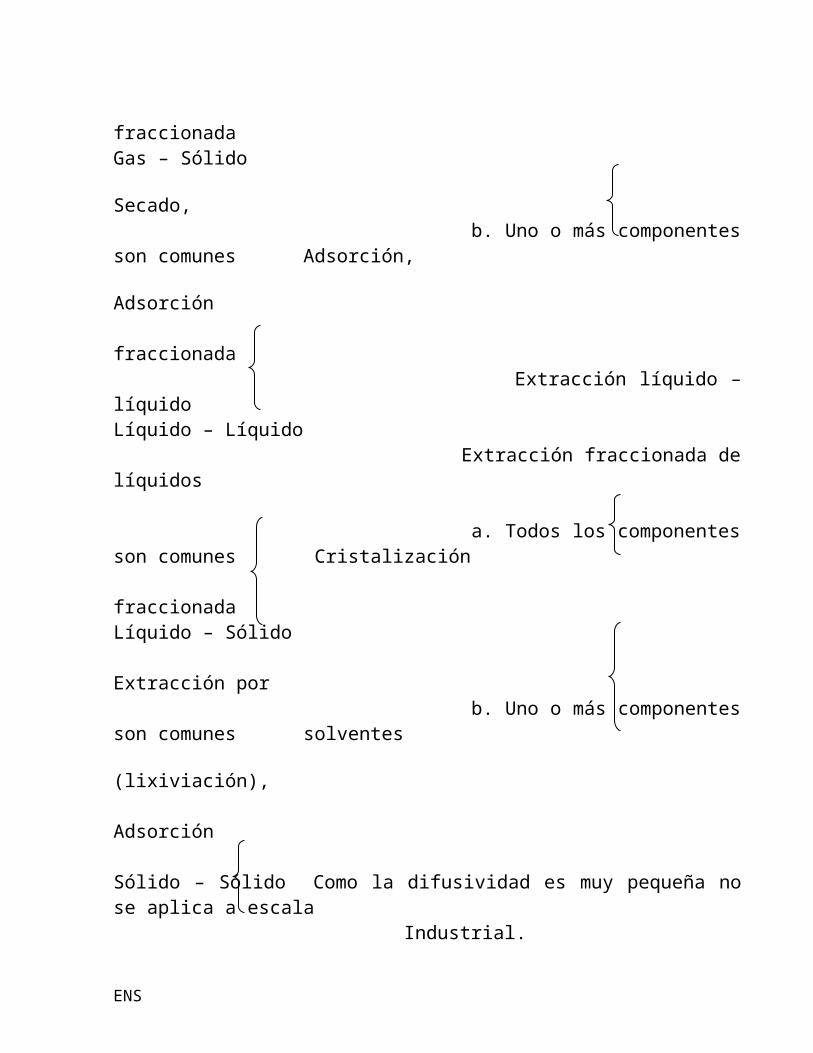
Fig. 3. Régimen de flujo.
Intermitente Fases En cualquier punto o de lote estacionarias Régimen no del sistema la con - permanente centración varía con Una fase es el tiempo. Semi- estacionaria, la intermitente otra fluye con- tinuamente al Régimen y del aparato. de Flujo
La concentración, tem- peratura y presión en Flujo conti- Paralelo Laminar Régimen cualquier punto del nuo de las cruzado permanente sistema no varían con fases al y contra- Turbulento el tiempo. del aparato. Corriente
c. Operación por etapas y continuo.La operación por etapas consiste en poner en intimo contacto dos fases no – miscibles y permitirles suficiente tiempo de contacto para que se alcance el equilibrio; una vez alcanzado, las fases se separan mecánicamente. Cuando una etapa permite alcanzar el equilibrio se denomina etapa ideal o teórica. Varias etapas interconectadas forman una cascada.
La operación por contacto continuo o diferencial no establece repetición de contacto y separación. En ellas la desviación del equilibrio se mantiene deliberadamente. Nunca se establece el equilibro.
La elección del método depende de la eficiencia de la etapa. Cuando la eficiencia de la etapa es baja, puede ser que los métodos de contacto continuo sean más adecuados.
ENS

d. Criterios básicos para la selección del método de separación.Principalmente en el costo, ocasionalmente:
1.- Simplicidad.2.- Conocimientos.3.- Experiencia.
Técnicamente se pueden establecer los siguientes criterios:
1.- ¿ Que tipo de propiedad se va a explorar ?2.- ¿ La separación es mecánica, difusional, química o biológica o una combinación?3.-¿ Es mejor conocido que bueno por conocer ?4.- ¿ Es una operación por fraccionamiento o recuperación o eliminación de soluto ?
e. Factores importantes en el diseño de equipos para transferencia de masa.Son tres los factores principales que intervienen en el diseño del equipo que implique operaciones unitarias difusionales.
a) Velocidad de transferencia de masa.b) Velocidad de flujo de gases permisible.c) Requerimientos de energía.
a) Velocidad de transferencia de masa.Es el factor dominante y que fija el tiempo de contacto necesario para realizar un cambio de composición deseada. Para el caso de operaciones por etapas da lugar a la eficiencia de la etapa y combinado ésta con las características del equilibrio del sistema y el balance de materia se obtendrá el número de etapas reales necesarias. En operaciones por contacto continuo combinándolo también con las características de equilibrio del sistema y el balance de materia se puede determinar el volumen o longitud del aparato.
La velocidad de transferencia de masa o bien, indirectamente el tiempo de contacto, es independiente de la cantidad total de materia que se procesa.
b) Velocidad de flujo de fases permisible.Con base en los balances de matera se determina la cantidad absoluta de cada una de las corrientes. Mediante el análisis de la dinámica de los fluidos se establece la velocidad de flujo y con ella, se determina el área de sección transversal del equipo y ase a en régimen semi – intermitente o permanente.
ENS

c) Requerimiento de energía.Las energías mecánicas y térmica son ordinariamente necesarias para realizar las operaciones difusionales y ello resulta de los balances de energía mecánica y térmica.
El calor es necesaria para producir el cambio de temperaturas, para la creación de nuevas fases y para absorber los efectos de las diluciones. La energía mecánica es necesaria para el transporte de fluidos y sólidos, para la dispersión de líquidos y gas y para la operación de partes móviles de maquinaria.
En resumen, del diseño se basa en el análisis de lo que sigue,
1.- Características de equilibrio del sistema.2.- Balances de materia.3.- Velocidad de transferencia de masa.4.- Dinámica de fluidos, y5.- Balances de energía.
II. ABSORCIÓN Y DESORCION ISOTERMICA E ISOBARICA DE UN COMPONENTE EN TORRES EMPACADAS QUE SE OPERAN EN REGIMEN PERMANENTE.
A. ABSORCIÓN Y TORRES DE ABSORCIÓN EMPACADAS .B. EQULIBRIO DE FASES EN ABSORCIÓN.
El estudio del equilibrio es muy importante en las operaciones difusionales puesto que la desviación del equilibrio es el potencial que da lugar a la transferencia de masa. Considerando que en este momento ya se ha estudiado el equilibrio de fases para diferentes sistemas, el objetivo de lo que sigue es simplemente afirmar lo relativo a la absorción o desorción de un componente, mencionado en varias ocasiones conceptos que son aplicables a cualquier sistema. Para ello, a continuación se aborda brevemente la regla de las fases y su aplicación a dos sistemas, de los cuales el segundo es típico en absorción. Posteriormente se discute la elaboración de diagramas de equilibrio, en virtud de que los gráficos, por su simplicidad, son muy utilizados en ingeniería y el estudio de la absorción y desorción no son una excepción.
ENS
a. Regla de las fases Se aplica al equilibrio de las fases de cualquier sistema. J. Willard Gibbs la dedujo considerando el número de variables en un sistema junto con el número de ecuaciones que las relacionan. Para casos en las que ni hay reacción química se establece como sigue:
V = C + 2 – P ( 1 )
donde,
V = número de variables intensivas que se pueden variar independientemente sin alterar el número de fases del sistema, o bien, el número de variables que es necesario conocer para establecer el estado termodinámico del sistema.
C = número de componentes del sistema.
P = número de fases en el sistema.Una fase se puede definir como una porción homogénea y físicamente distinta de un sistema y puede ser sólida, líquida o gaseosa. Una variable intensiva es independiente de la cantidad total presente de fase. Una variable extensiva depende de la cantidad presente de fase.
Para el agua líquida el número de componentes es uno, el de f fases uno, por tanto, aplicando 1 se deduce que el número mínimo de variables intensivas necesarias para conocer el estado termodinámico del sistema, son dos, como por ejemplo la presión y la temperatura. Esto tambien se puede interpretar como que se puede variar independientemente dos variables intensivas sin que exista variación del estado líquido del agua, es decir, el agua puede existir liquida para diferentes valores de presión y temperatura.
Lo anterior es un sistema muy simple. Un sistema mas complicado sería una fase gaseosa de aire y dióxido de azufre, en equilibrio con una fase líquida de agua con dióxido de azufre que es típico de una absorción. En este caso el número de componentes es tres, el de fases dos, y por tanto el número de variables mínimo que es necesario conocer para determinar el estado termodinámico del sistema son tres. Por ejemplo, conociendo la temperatura y presión total en el sistema así como la fracción mol en la fase liquida de dióxido de azufre, se fijan todas las demas variables como serian la fracción mol en fase gaseosa de dióxido de azufre, entalpía y entropía del sistema, etc. Otro grupo de tres variables que se podría fijar sería la composición de dióxido de azufre en la fase líquida y gaseosa y la presión en el
ENS

sistema con lo cual estarían definidas todas las demas variables. Lo señalado tambien se puede interpretar de otra forma, a saber, se pueden variar independientemente tres variables intensivas del sistema sin que se altere el número de fases presentes.
b. Formas usuales de reportar los datos experimentales.Para cualquier sistema gas – líquido, cuando un componente es común a ambas fases, los datos del equilibrio que comúnmente se reportan, en forma grafica o tabular, son la presión parcial del componente común ( pA ) contra la fracción mol del mismo componente en la fase líquida ( xA ). Estos datos dependen únicamente de la temperatura y cuando se reporta en tablas, con ellos se pueden construir graficas de pA vs. xA a temperatura constante tal como la Fig. 4
300 P* = presión 250 parcial de soluto en el gas, mm Hg 200
150
100
50
C 0 0.05 0.10 0.15 0.20 x = fracción mol de soluto en el líquido.
Fig. 4. Curvas de equilibrio para un componente común a ambas fases ( soluble )pA vs. xA a temperatura constante*.
* Treybal R.H: Mass Transfer Operations. Mc – Graw HillBook Co. New York ( 1968 ) p. 221
ENS
SO2 10OCB
NH3, 30OC
A
D NH3, 10OC
HCl 10OC
Si una curva de equilibrio, es una gráfica cuyas ordenadas sean pA Y xA tal como la Fig. 4 resulta ser una linea recta a bajas concentraciones, entonces en vez de una gráfica o tabla de valores pA vs. xA se reporta el valor de la pendiente de la recta a las temperaturas a las que se realizo la experimentación y se indica si su comportamiento se puede interpretar a través de la ley de Rauolt o la ley de Henry, las cuales se discuten posteriormente.
Otra forma de reportar datos experimentales del equilibrio gas – líquido es en tablas o graficas de fracción mol de un componente común en la fase gaseosa ( yA ) vs. xA. Estos datos son a temperatura constante y en adición a presión constante, ya que
yA = pA
p
Cuando el sistema tiene un solo componente común, en la fase gaseosa e inerte en la fase líquida, la composición queda definida y por tanto todo el sistema. Si dos componentes fueran comunes, habría que conocer además, la fracción del otro componente común, o en su defecto la del inerte para que el sistema quedara definido. Para que este ultimo se ilustrara gráficamente, sería necesario elaborar un diagrama triangular.
El caso del equilibrio de un sistema gas – líquido con un componente común ( soluble ), gas inerte y líquido inerte es representativo de la absorción de un componente y las gráficas que se reportan yA vs. xA son a temperatura y presión constante. Un ejemplo sería la absorción de amoníaco de un gas formado por N2 + H2 ( inerte ) y NH3 ( soluble ) mediante agua líquida, que consecuentemente estará formada por agua ( inerte ) y NH3 ( soluble ).
En adición a lo anterior, otra forma, aunque menos usual es reportar datos de equilibrio gas – líquido para definir sistemas como le citado en le párrafo anterior de la relación mol en la fase gaseosa de componente soluble a inerte ( yA ) vs. relación mol en la fase líquida de componente soluble a inerte ( xA ) a una presión y temperaturas dadas. Los valores de yA y xA se obtienen a partir de los de yA y xA de acuerdo al siguiente razonamiento,
n’A
YA = n’A = n’T = yA ( 2 ) n’S n’S yS
n’T
ENS

donde n’A, n’S y n’T son el número de moles de A, inerte y totales respectivamente, en la fase gaseosa .Puesto que el caso que se discute,
yS + yA = 1 ( 3 )
YA = yA ( 4 ) 1 – yA
similarmente se obtiene,
XA = xA ( 5 ) 1 – xA
Si se puede expresar el caso de conocer xA y yA a partir de valores de XA vs. YA, entonces de 4 y 5 se tendría,
yA = YA ( 6 ) 1 + YA
xA = XA ( 7 ) 1 + XA
c. Elaboración de diagramas de equilibrio que definen sistemas de soluble, inerte, gaseoso e inerte líquido.
Se pueden realizar a partir de datos experimentales o bien, usando conceptos que permitan su pronóstico; esto último no será tratado aquí. Las ordenadas mas comunes son pA vs. xA, yA vs. xA y YA vs. XA.
Como se mencionó, en la literatura técnica los datos experimentales se reportan en base a ley de Raoult, a la de Henry, o bien, en forma tabular o gráfica. La elaboración a partir de estos datos tabularse es obvia. A continuación se discute la ley de Raoult y la de Henry.
Ley de Raoult. Se aplica únicamente al equilibrio gas – líquido de un líquido ideal en equilibrio con un vapor que se comporta como gas ideal y se expresa como sigue,
pA* = pA
O xA ( 8 )
ENS

donde,
pA* = presión parcial de A en la fase gaseosa = presión parcial de A en la fase
líquida.pA
O = presión vapor de A puro ( dato experimental ).xA = fracción mol de A en la fase líquida.
Aplicando a 8 la ley de Daltón ( pA = pyA ) se tiene
y*A = pO
A ( 9 ) P
donde,
y*A = fracción mol de A en la fase gaseosa en el equilibrio.
P = presión total en el sistema.
Por 8 y 9 se deduce que para construir un diagrama de equilibrio del sistema gas – líquido que se discute pA vs. xA únicamente es necesario conocer pO
A. Para un diagrama yA vs. xA son indispensables pO
A y P. Para un diagrama YA vs. XA
únicamente se requiere convertir los valores de yA a YA y xA a XA para lo cual se emplean 4 y 5.
En general se puede decir que la ley de Raoult establece que un sistema ideal la presión de vapor de los componentes puros dependen exclusivamente de la temperatura y que la composición depende de la presión total en el sistema y de las presiones de vapor de los componentes puros, que estan determinados por la temperatura.
La ley de Henry. Se aplica al equilibrio de gases ideales sobre soluciones no ideales diluidas y se expresa como sigue,
p*A = bxA ( 10 )
Sistemas ideales son cuyos componentes tienen estructuras y propiedades físicas similares tales como benceno – tolueno y propano – butano.
ENS

o bien,
y*A = mxA ( 11 )
donde,
b = constante experimental que depende de la temperatura.m = constante experimental que depende de la temperatura y presión total en el sistema.
Por tanto para construir un diagrama de equilibrio empleando la ley de Henry, las observaciones son las mismas que para la ley de Raoult.
Finalmente solo resta asentar que para el sistema que se discute, un diagrama pA vs. xA es a temperatura constante y no lo define. Un diagrama yA vs. xA o YA vs. XA es a temperatura y presión constante y “ si lo define “.
Ejemplo t – 1. Calculo de composiciones en el equilibrio de sistemas clásicos en absorción.
a. Un gas con benceno esta en contacto con aceite pesado a 800 mm de Hg. y 80OF. El benceno es el único componente soluble en ambas fases. Las soluciones benceno – aceite pesado son ideales. Calcular la fracción mol de benceno en la fase gaseosa correspondiente al equilibrio con una fracción mol de benceno en la fase líquida de 0.1.
b. Un gas con H2S esta en contacto con agua a 75OF. El H2S es el único componente soluble. La ley de Henry describe el equilibrio y ( p* / x ) = 545 atm. / fracción mol. Calcular la fracción mol de H2S en la fase líquida correspondiente al equilibrio con una fracción mol de H2S en la fase gaseosa de 0.02.
ENS
a.- Datos directos.
T = 80OF P = 800 mm Hg. Las soluciones benceno – aceite Pesado son ideales por lo que p* = pO
AxA
Pregunta: yA = ? cuando xA = 0.1
Solución:
puesto que, p*A = pO
AxA
entonces, y*A = pO
A xA
P
Suponiendo que la fase gaseosa se comporta como un gas ideal.
Se conoce P y xA en forma directa.- POA se puede conocer de la bibliografía ya que
se conoce la temperatura de equilibrio del sistema y el componente común de que se trata ( de lo contrario el problema se resuelve experimentalmente ).
Para benceno a 80OF ( 26.6 OC ), de Perry ( Pág. 3 – 47 ):
POA @ 80OF = 100 mmHg
Por lo que,
Y*A = 100 * 0.1 = 0.0125 moles de benceno
800 moles totales
b.- Datos indirectos.
ENS
Benceno ( A )+
inerte gaseoso( Sa )
Benceno (A )+
inerte líquido (SA)
( aceite pesado)
T = 75OF ( p* / x ) = 545 atm. / fracción mol o bien ( p*
A / xA ) = 545 atm. /fracción mol
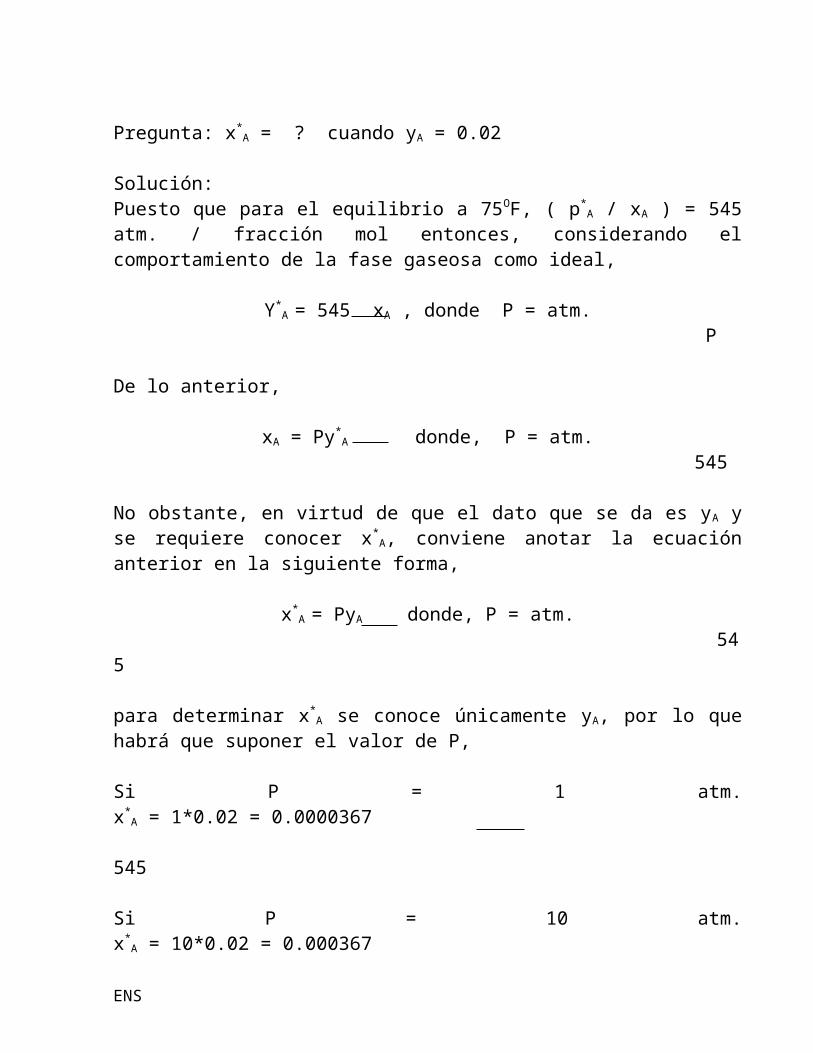
Pregunta: x*A = ? cuando yA = 0.02
Solución: Puesto que para el equilibrio a 75OF, ( p*
A / xA ) = 545 atm. / fracción mol entonces, considerando el comportamiento de la fase gaseosa como ideal,
Y*A = 545 xA , donde P = atm.
P
De lo anterior,
xA = Py*A donde, P = atm.
545
No obstante, en virtud de que el dato que se da es yA y se requiere conocer x*A,
conviene anotar la ecuación anterior en la siguiente forma,
x*A = PyA donde, P = atm.
545
para determinar x*A se conoce únicamente yA, por lo que habrá que suponer el valor
de P,
Si P = 1 atm. x*A = 1*0.02 = 0.0000367
545
Si P = 10 atm. x*A = 10*0.02 = 0.000367
ENS
H2S ( A ) +
Inerte gaseoso( Sa )
HsS ( A )+
Inerte líquido( Agua )
SA

545
Si P = 60 atm. x*A = 60*0.02 = 0.0022
545
es decir, mientras mayor sea P, mayor será la fracción de H2S en el agua.
Comentarios.1.Aplicando, la respuesta de ( a ) para el caso de una torre de absorción de benceno en aire con un aceite pesado a 800 mm Hg y 80OF se puede concluir entre otras cosas lo siguiente: si la concentración de benceno en el aceite pesado es del 10%, en mol, la corriente de gas con benceno deberá tener una concentración mayor al 1.25%, en mol, para que se lleve acabo la absorción. Si es igual o menor a dicho valor la transferencia será nula o habrá desorción, respectivamente.
2. Similar a lo anterior, en el caso ( b ) se puede comentar que existe un valor de equilibrio del agua con el H2S.
3. De lo anotado en 1 y 2 se visualiza adecuadamente empleando diagramas de equilibrio.
Ejemplo t – 2. Elaboración de diagramas de equilibrio para un sistema clásico de absorción isotérmica de un solo componente.
En un proceso se desea absorber con agua el SO2 presente en una mezcla de aire – SO2. La operación se lleva acabo a 585 mm Hg y 50OC. Construir la curva de equilibrio para este sistema en las siguientes ordenadas:
a).- xSO2 vs. pSO2 ( xA vs. pA )b).- xSO2 vs. ySO2 ( xA vs. yA )c).- XSO2 vs. YSO2 ( XA vs. YA )
Los datos de equilibrio a 50OC son los siguientes:
gr. SO2 / 100 gr. H2O 0.2 0.3 0.5 0.7Presión parcial de SO2, mmHg. 29 46 83 119
a).- Datos directos.
ENS

T = 50OCP = 585 mmHg.cA vs. PA
Pregunta: diagrama de equilibrio xA vs. PA
Solución: Se sabe: xA = nA ; nA = mA ; ns1 = mS1 nT PMA PMS1
Además : nT = nA + nS1
mA
Por lo que, xA = PMA
mA + mS1
PMA PMS1
Por lo que aplicando datos:
0.2xA = 64 = 0.00313 = 0.000563 vs. PA = 29 mm Hg 0.2 + 100 0.00313 + 5.55 64 18
0.3xA = 64 = 0.00470 = 0.000843 vs. PA = 46 mm Hg 0.3 + 100 0.00470 + 5.55 64 18
0.5xA = 64 = 0.00781 = 0.001405 vs. PA = 83 mm Hg 0.5 + 100 0.00781 + 5.55 64 18
0.7xA = 64 = 0.01093 = 0.00197 vs. PA = 119 mm Hg 0.7 + 100 0.01093 + 5.55 64 18
Graficando los datos anteriores.
ENS

120
100
80
60Presión en mm Hg. 40
20
0 0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0
xA, fracción mol *10-3
b).- Datos directosT = 50 OCP = 585 mm Hgy de ( a ) se tiene que xA vs. PA
Pregunta: Diagrama xA vs. yA
Solución: Asumiendo que la fase gaseosa se comporta como gas ideal
yA - PA
P
Sustituyendo datos,
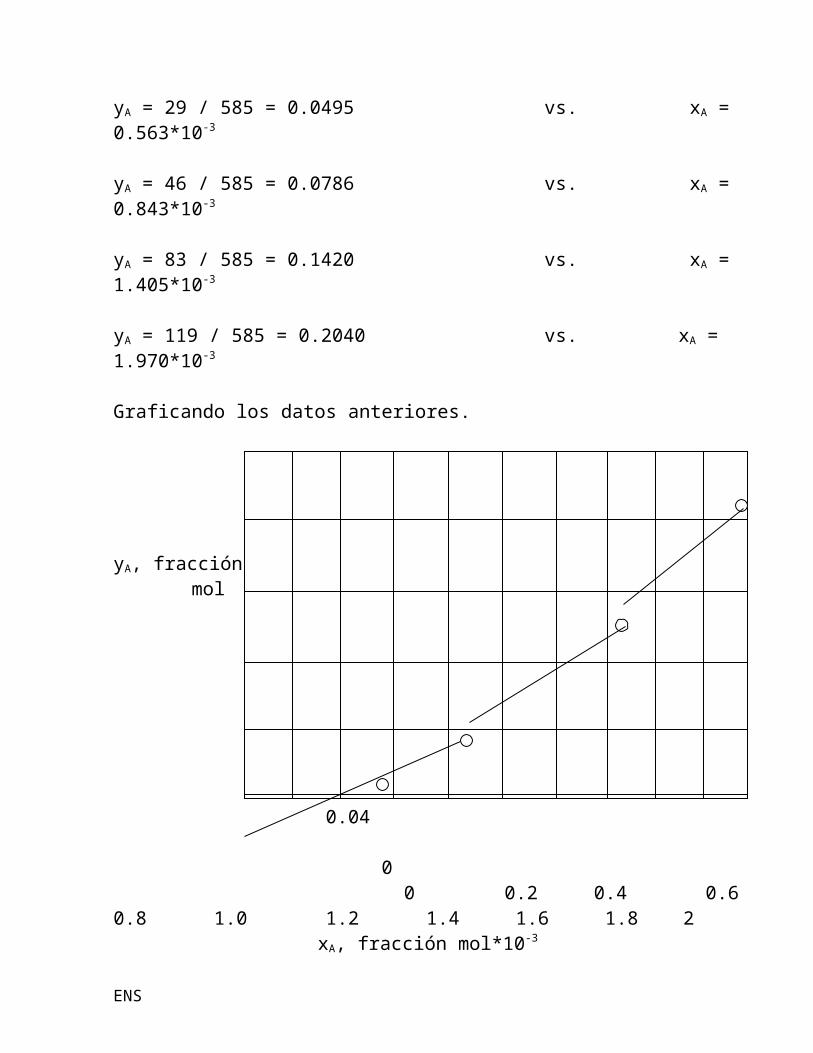
yA = 29 / 585 = 0.0495 vs. xA = 0.563*10-3
yA = 46 / 585 = 0.0786 vs. xA = 0.843*10-3
yA = 83 / 585 = 0.1420 vs. xA = 1.405*10-3
ENS
yA = 119 / 585 = 0.2040 vs. xA = 1.970*10-3
Graficando los datos anteriores.
0.24
0.20
yA, fracción mol 0.16
0.12
0.08
0.04
0 0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2
xA, fracción mol*10-3
T = 55OCc).- Datos directos : P = 585 mm Hg y de ( b ) xA vs. yA
Pregunta: Diagrama xA vs. yA
Solución: se sabe,
mA mA
xA = PMA ; yA = PMA = - PA
mS1 mSG - PS
PMS1 PMSG
( = mA / mS1 = PMS1 / PMA ) ( = PA / ( P – PS ))
ENS

en donde,
XA = xA ; YA = yA
1 - xA 1 - yA
Sustituyendo datos,
XA = 0.000563 = 0.563*10-3 vs. YA = 0.0495 = 0.0520 = 29 1 – 0.000563 1 – 0.0495 585 – 29
XA = 0.000843 = 0.843*10-3 vs. YA = 0.0786 = 0.0854 = 46 1 – 0.000843 1 – 0.0786 585 - 46
XA = 0.001405 = 1.400*10-3 vs. YA = 0.1420 = 0.1655 = 83 1 – 0.001405 1 – 0.1420 585 - 83
XA = 0.001970 = 1.970*10-3 vs. YA = 0.2040 = 0.0520 = 119 1 – 0.001970 1 – 0.204 585 – 119
donde, XA = moles de SO2 ( A ) en la fase líquida = nA
moles de agua ( S1) nS1
y YA = moles de SO2 ( A ) en la fase gaseosa = n´A
moles de aire ( SG) nSG
Comentarios.De los datos de equilibrio o de la curva trazada pA vs. xA se deduce que la pendiente es,
b1 = 29 / 0.000563 = 29*104 / 5.63 = 51500 mm Hg / f.m.
b2 = ( 46 – 29 ) / ( 0.843 – 0.563 )*10-3 = 17*104 / 2.8 = 60800 mm Hg / f.m.
b3 = ( 83 – 46 ) / ( 1.4 – 0.843 )*10-3 = 37*103 / 0.28 = 65900 mm Hg / f.m.
b4 = ( 119 – 83 )*103 / ( 1.97 – 1.4 ) = 36*103 / 0.565 = 63800 mm Hg / f.m.
En Hougen O.A., Watson K.M. y Ragatz R.A., Chemical Process Principles. Part. 1, material and energy balances; sec. Ed. John Wiley and Soud, Inc. New York
ENS
( 1954 ) Pág. 84 para el SO2 puro se encontró que a 50OC ( 122 OF ) su presión de vapor era de 6300 mm Hg, es decir,
POA = 6300 mm Hg
De lo anterior se deduce que este sistema no sigue la ley de Rault. Tampoco sigue la ley de Henry dentro del rango de concentraciones que se tienen como datos ya que b1 b2 b3 b4. sin embargo, esto ultimo se podría satisfacer, aproximadamente un promedio de b´s si se considera que su variación no es, muy grande, es decir,
b = 51500 + 60800 + 65900 + 63800 = 60500 mm Hg / f.m. 4
es decir, P*A = 60500 xA
donde, P*A = mm Hg ; xA = f.m.
para el rango de concentraciones que se dan como dato.
Lo anterior, también se puede aplicar a yA vs. xA y YA vs. XA considerando su posible aproximación a una recta.
Problema T – 1. elaboración de curvas de equilibrio para sistemas clásicos en absorción.
Una fase gaseosa de aire con amoniaco se pone en contacto con agua líquida a 20, 25 y 30 OC. Trazar los diagramas de equilibrio de este sistema en ordenadas pA vs. x-A desde una concentración de xNH3 = 0.000 hasta una de xA = 0.04, en base a estos datos reportados en la literatura técnica. Emplear papel milimétrico.
ENS

C. BALANCE GLOBAL DE MATERIA Y LINEA DE OPERACIÓN PARA LA ABSORCIÓN O DESORCION DE UN SOLO COMPONENTE EN REGIMEN PERMANENTE.
a. Flujo en contracorriente. Su uso es muy común.
G2 = GA1 + GS ,G2 ó Gr2 L2 = LA2 + LS
YA2 = GA1 / GS , XA2 = LA2 / LS
yA2 = GA2 / GS , xA2 = LA2 / L2
GS = Constante. L2 ó I2, LS = cte.GA2 ; yA2 + yS2 = 1 LA2 ó IA2, xA2 ó xA2
YA2 ; (yA2 + yS2 1 ) xA2, xA2 + xS2 = 1 xA2 + xS2 = 1 xA2 + xS2 1
G1 = GA1 + GS ; G1 ó GV1 I1 = IA1 + IS, L1 ó I1
YA1 = GA1 / GS , XA1 = LA1 / LS,yA1 = GA1 / G1 xA1 = IA1 / I1, LS = cte.G1 = constante LA1 ó IA1, xA1 ó xA1
GA1 ; yA1 + yS1 = 1 XA1, xA1 + x S1 = 1YA1 ; YA1 + YS1 1 xA1 + xS1 = 1 XA1 + xS1 1
Para absorción, el balance global en moles, considerando que no hay reacción química es el siguiente,
L1 + G2 = L2 + G1 ( 1 )ó
G1 – G2 = L1 – L2 = TA ( 2 )
Donde,
G1, G2 = flujo de moles de fase gaseosa en los niveles 1 y2 de referencia, en Kg. mol / hr., lb. mol / hr., etc.
L1, L2 = flujo de moles en fase líquida en los niveles 1 y 2 de referencia, en Kg. mol / hr., lb. mol / hr., etc.
ENS
2
1

TA = moles transferidos de “A “ = moles absorbidos por la fase líquida de “ A “ = moles de “ A “ perdidos por la fase gaseosa.
Por otro lado, el balance global de moles de A en función de los flujos de inerte es el siguiente,
LA1 + GA2 = LA2 + GA1 ( Z )LSXA1 +GSYA2 = LSXA2 + GSYA1 ( 3 )
óGSYA1 – GSYA2 = LSXA1 - LSXA2 = TA ( 4)
óGS( YA1 – YA2 ) = LS ( XA1 – XA2 ) = TA ( 5 )
De donde se deduce,
YA1 = LS ( XA1 – XA2 ) + YA2 ( 6 ) GS
Considerando un nivel cualesquiera, por debajo del nivel “ 2 “ alcanzar el “ 1 “. El balance global de moles de A en función de las corrientes de inerte dará lugar a,
YA = LS ( XA – XA2 ) + YA2 ( 7 ) GS
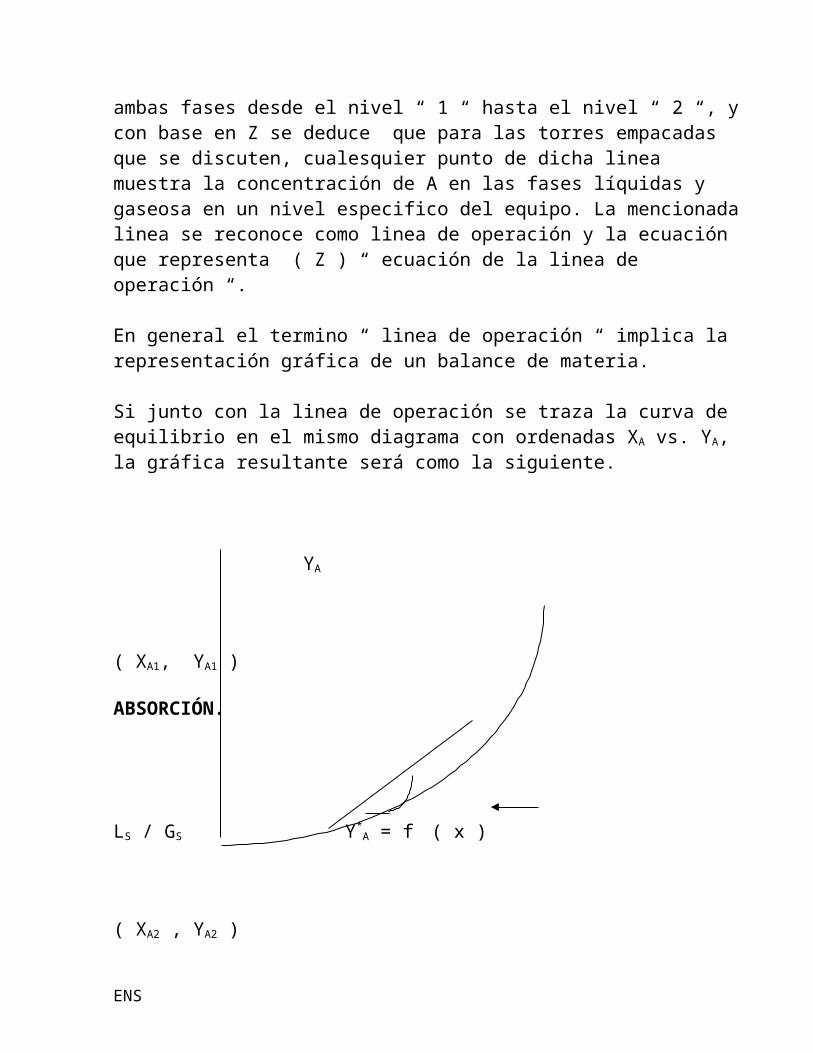
Si se grafica sus ordenadas X vs. YA, se tendrá una linea recta de pendiente positiva ( LS / GS ). Dicha linea ilustra la variación de la concentración de A en ambas fases desde el nivel “ 1 “ hasta el nivel “ 2 “, y con base en Z se deduce que para las torres empacadas que se discuten, cualesquier punto de dicha linea muestra la concentración de A en las fases líquidas y gaseosa en un nivel especifico del equipo. La mencionada linea se reconoce como linea de operación y la ecuación que representa ( Z ) “ ecuación de la linea de operación “.
En general el termino “ linea de operación “ implica la representación gráfica de un balance de materia.
Si junto con la linea de operación se traza la curva de equilibrio en el mismo diagrama con ordenadas XA vs. YA, la gráfica resultante será como la siguiente.
ENS

YA
( XA1, YA1 ) ABSORCIÓN.
LS / GS Y*A = f ( x )
( XA2 , YA2 )
XA
Esta grafica facilita la interpretación del proceso y el efecto de las variaciones de las condiciones de operación. Dicha grafica ilustra la forma general que tienen la absorción de un solo componente en una torre con flujo en contracorriente a presión y temperatura constante.
Para el caso de desorción, el balance global de moles totales, considerando que no hay reacción química es el siguiente,
L1 + G2 = L2 + G1 ( 8 )ó
G2 – G1 = L2 – L1 = TA ( 9 )
Donde,
G1, G2 = flujo de moles de fase gaseosa en los niveles 1 y2 de referencia, en Kg. mol / hr., lb. mol / hr., etc.
L1, L2 = flujo de moles en fase líquida en los niveles 1 y 2 de referencia, en Kg. mol / hr., lb. mol / hr., etc.
TA = moles transferidos de “ A “ = moles absorbidos por la fase líquida de “ A “ = moles de “ A “ perdidos por la fase gaseosa.
ENS
Similarmente que para la absorción, el balance global de moles de A en función de los flujos de inerte es el siguiente,
LSXA1 +GSYA2 = LSXA2 + GSYA1 ( 10 )ó
GSYA2 – GSYA1 = LSXA2 - LSXA1 ( 11 ) ó
GS( YA2 – YA1 ) = LS ( XA2 – XA1 ) ( 12 )
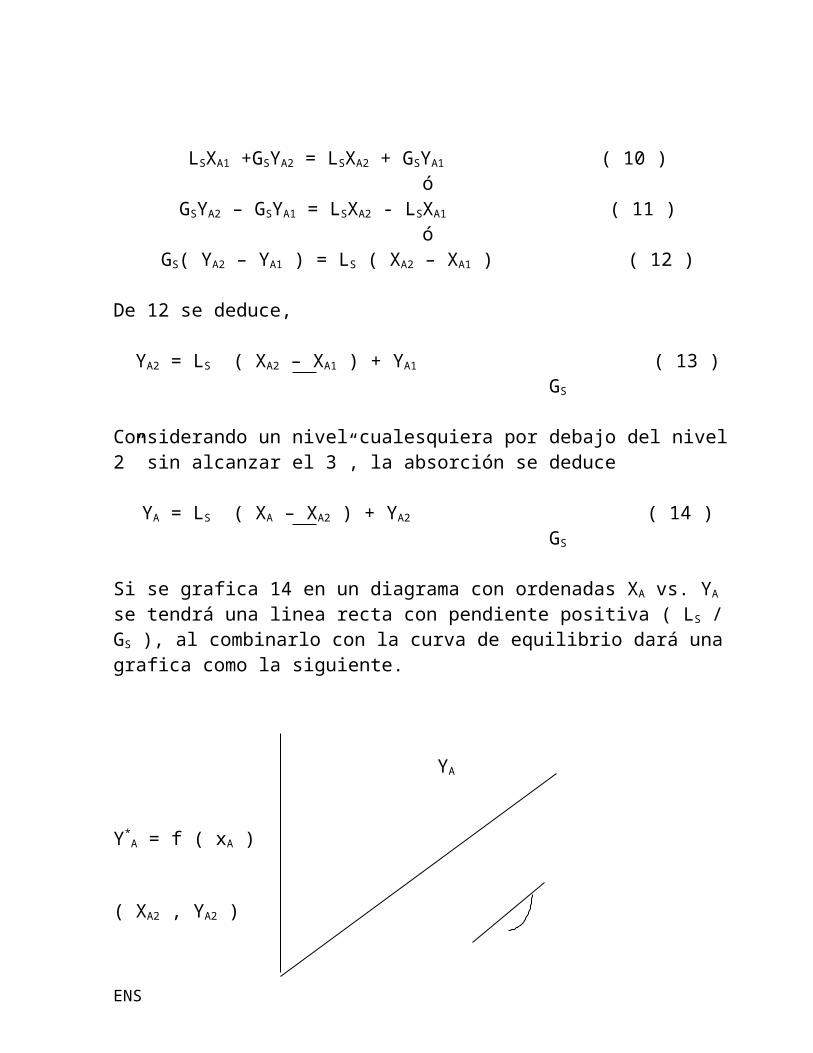
De 12 se deduce,
YA2 = LS ( XA2 – XA1 ) + YA1 ( 13 ) GS
Considerando un nivel cualesquiera por debajo del nivel 2” sin alcanzar el 3”, la absorción se deduce
YA = LS ( XA – XA2 ) + YA2 ( 14 ) GS
Si se grafica 14 en un diagrama con ordenadas XA vs. YA se tendrá una linea recta con pendiente positiva ( LS / GS ), al combinarlo con la curva de equilibrio dará una grafica como la siguiente.
YA
Y*A = f ( xA )
( XA2 , YA2 )
( LS / GS ) ( XA1 , YA2 ) DESORCION.
XA
ENS
por lo anterior se deduce, que la diferencia entre absorción y desorción es el sentido del flujo de transferencia de moles de A, de tal forma las ecuaciones deducidas por absorción y desorción son las mismas.
Si en lugar de lo señalado se graficara el balance de materia de A en ordenadas xA
vs. yA, la linea de operación no sera recta y no seria tan sencillo, como se mostro al graficar XA vs. YA, interpretar graficamente variación de las condiciones de operación. Esto se pueded deducir de las expresiones analiticas del balance de materia en función de xA y yA.
Realizando un balance de moles de A, que según se asento es igual para absorción y desoprción, en función de la cantidad total de fases líquidas y gaseosa , se tiene,
L1xA1 + G2yA2 = L2xA2 + G1yA1 ( 15 )
Dado que L1 L2 y G1 G2; conviene anotar 15 como función de GS y LS, para ello se deduce,
LS = L1 xS1 = L1 ( 1 – xA1 ) = L2 ( 1 – xA2 ) ( 16 )GS = G1 yS1 = G1 ( 1 – yA1 ) = G2 ( 1 – yA2 ) ( 17 )
Aplicando 16 y 17 a 15,
LS ( xA1 / 1 – xA1 ) + GS ( yA2 / 1 – yA2 ) = LS ( xA2 / 1 – xA2 ) + GS ( yA1 / 1 – yA1 )( 18 )
Por 18 se deduce lo antes señalado de que el balance de materia de moles de A graficado en ordenadas xA vs. yA no da origen a una linea recta, por lo que para su trazo se requieren conocer mas de 2 puntos. Por lo anterior y dado que ,
XA = ( xA / 1 – xA ), YA = ( yA / 1 – yA ) ( 19 )
El balance de materia es costumbre anotarlo como ya se señalo,
LS ( XA1 – XA2 ) = GS ( YA1 – YA2 ) = TA ( 20 )
b. Flujo paralelo. Es poco común su uso.
ENS

G2 ó GU2; GA2 ó GU2 L2 ó I2; LA2 ó IA2; LS = cte.GS = cte. ó GUS = cte. ó IS = cte.; xA2, xA2;yA2 + yS2 = 1 XA2; xA2 + xS2 = 1YA2
G1 ó GV1; GA1 ó GV1 L1 ó I1; LA1 ó IA1; LS = cte.GS = cte. ó GVS = cte. ó IS = cte.; xA1, xA1;yA1 + yS1 = 1 XA1; xA1 + xS1 = 1, xA1 + xS1 = 1YA1
Balance global de moles totales. Es el mismo par absorción que para desorción.
L2 + G2 = L1 + G1 ( 21 )ó
G2 – G1 = L1 – L2 = TA ( 22 )
Donde,
TA = moles de A absorbidos y desorbidas de la fase líquida. = moles de A perdidas o ganadas por la fase gaseosa. = moles de A transferidas.
Balance global de moles de A en función de flujos de inerte
GS ( YA2 – YA1 ) = LS ( XA1 – XA2 ) = TA ( 23 )
Donde,
XA1 > XA2 y YA1 < YA2 para absorciónXA1 < XA2 y YA1 > YA2 para desorción
Similar a 23, para cualquier nivel por debajo de “ 2 “ sin alcanzar “ 1 “ se tiene,YA = - LS ( XA – XA2 ) + YA2 ( 24 )
ENS
1
2

GS
De 24 se deduce que si se grafica en ordenadas XA vs. YA resultara una recta de pendiente negativa ( LS / GS ) que combinada con la curva de equilibrio dará lugar a un diagrama de operación como los que siguen,
YA
( XA2 , YA2 )
( XA1 , YA1 ) ABSORCIÓN. Y*
A = f ( XA )
XA
YA
Y*A = f ( XA )
( XA1 , YA1 )
( XA2 , YA2 )
DESORCION.
XA
Flujo paralelo.
1.-Fase líquida.
ENS

xA2 + xS2 = 1, xA2 + xS2 = 1
nT2 = nA2 + nSI2; mT2 = mA2 + mS12; n = m / PM
xA2 = nA2 = mA2 / PMA = xA2 / PMA
nA2 + nSI2 mA2 / PMA + mAI2 / PMSI2 xA2 / PMA + ( 1 - xA2 ) / PMSI2
xA2 = mA2 = nA2 PMA = xA2 PMA
mA2 + mSI2 nA2 PMA + nAI2 PMSI2 xA2 PMA + ( 1 - xA2 ) PMSI2
XA2 = nA2 / nSI2 = nA2 / ( nT2 – nA2 ) = xA / 1 – xA; XA2 = ( mA2 / PMA ) ( mSI2 / PMSI2 )
XA2 = nA2 / nT2 = nA2 / ( nA2 + nSI2 ) = xA2 / 1 + xA2
XA2 = ( mA2 / PMA ) = mA2 * PMSI = XA2 PMSI = xA2 PMSI
( mSI2 / PMSI ) mSI2 * PMA PMA ( 1 – xA2 ) PMA
XA2 = mA2 / mSI2 = nA2 PMA / nSI2 PMSI = XA2 PMA / PMSI
IS = LS PMSI; LS = IS / PMSI
IA2 = LA2 PMA; LA2 = IA2 / PMA
I2 = L2 PML2; L2 = I2 / PML2
PMI2 = PMAxA2 + PMSI ( 1 – xA2 )
IS = I2 xSI2 = I1 ( 1 – xA1 )
I2 = IS + IA2 , I1 = IS + IA1
LS = L2 ( 1 – xA2 ) = L1 ( 1 – xA1 )
LA2 = L2 xA2, LA2 = L2 xA2 / PMA
L2 = LS / ( 1 - xA2 ) , L1 = LS / ( 1 - xA1 )
L2 = LS / ( 1 - xA2 ) , L1 = LS / ( 1 - xA1 )
Lo anterior es aplicado al nivel “ 1 “ de la torre y en general, a cualquier nivel.
ENS

2.- Fase gaseosa.
yA2 + ySG2 = 1, y = / P
YA2 = nA2 / nSG2 = yA2 / 1 – yA2, YA2 = A2 / p - A2; YA2 = GA2/ GS
yA2 = nA2 / nA2 + nSG2 = YA2 / 1 + YA2; yA2 = A2 / P2, yA2 = GA2 / G2
P2GV2 = G2 RT2 pero, M = G / GV = P2 / RT2
G2 = GV2 M2 ó GV2 = G2 /MG2
GA2 = G2yA2
GS = G1 ( yS1 ) = G2 ( yS2)
GS = G1 ( 1 – yA1 ) = G2 ( 1 – yA2)
G1 = GS / ( 1 – yA1 ); G2 = GS / ( 1 – yA2 )
G2 = G2 PMG2
PMG2 = PMAyA2*PMSG ( 1 – yA2 )
De moles totales: G1 – G2 = L1 – L2 = TA
De moles de A: G1yA1 – G2yA2 = L1xA1 – L2xA2 = TA
ó GSYA1 – GSYA2 = LSXA1 – LSXA2 = TA
GS ( YA1 – YA2 ) = LS ( XA1 – XA2 ) = TA
Ecuación de la línea de operación: YA = LS ( XA – XA1 ) + YA1
GS
Balance de materia para absorción y desorción en paralelo.
ENS
De moles totales: G1 – G2 = L2 – L1 = TA
De moles de A: G1yA1 – G2yA2 = L2xA2 – L1xA1 = TA
ó GSYA1 – GSYA2 = LSXA2 – LSXA1 = TA
GS ( YA1 – YA2 ) = LS ( XA2 – XA1 ) = TA
Ecuación de la línea de operación: YA = - LS ( XA – XA1 ) + YA1
GS
Ejemplo T – 3. Resolución analítica de un balance de materia típico de columnas para la absorción en contracorriente en régimen permanente.
En una columna para la absorción en contracorriente de un componente en régimen permanente se disponen de los siguientes datos: YA1, YA2, GV1, PMA, PMSG, xA2, I2 Y PMSIG. indicar varios mecanismos para determinar el valor de xA1, la presión y temperatura permanecen constantes durante todo el proceso y se conocen.
xA1 = nA1 / nT1 = LA1 / L1
LA1 = LA2 + TA
LA2 = I2 xA2 / PMA
TA = GA1 – GA2
GA1 = G1 yA1
G1 = GV1 M1 = GV1 ( P1 / RT1 ) = GV1 ( 1 / PMG1 )
GA2 = G2yA2
G2 = G1 ( 1 – yA1 ) ( G2 = % GA1 ) ( 1 – yA2 )
L1 = L2 + TA; L2 = LA2 + LS
LS = I2 ( 1 – xA2 ), ó L2 = I2 / PMI2
PMS1
PMI2 = PMAxA + PMSL ( 1 – xA )
ENS
b) se sabe,
GS = ( YA1 – YA2 ) = LS ( XA1 – XA2 )
XA1 = ( GS / LS ) ( YA1 – YA2 ) + XA2
XA1 = xA1 / ( 1 + xA1 )
GV1, yA1, PMA, PMSG, P, TGS = G1= GV1M = GV1 ( P / RT ) GS = G1 ( 1 – yA1 )
I2, xA2, PMA, PMSL
LS = LS = I2 ( 1 – xA2 ) = I2 ( 1 – xA2 ) PMSL PMI2
YA1 = YA1 = yA1 / ( 1 – yA1 )
YA2 = % YA1
YA2 = YA2 = yA2 / ( 1 – yA2 )
XA2 = XA2 = nA2 / nSL2 = ( mA2 / mSL2 ) ( PMSL / PMA ) = xA2 PMSL
( 1 – xA2 ) PMA
de lo anterior, sustituyendo valores se obtiene XA1.
Comentarios.
Aparentemente lo señalado en (a ) es la mejor forma de calculo. Sin embargo, dado que ya se demostró veracidad de
GS (YA1 – YA2 ) = LS ( XA1 – XA2 )
ENS

Será algo similar a lo ya señalado en ( b ) lo que aquí utilizara para resolver cualesquier balance de materia similar al que se planteo en este problema, y para ello será necesario convertir los datos directos de que se disponga a los valores que involucran la concentración de este último se entenderá mas ampliamente considerando que a continuación se presenta.
C. RELACION DE VELOCIDAD DE FLUJO LIMITE LIQUIDO / GAS, LS / LS.
Absorción con flujo en contracorriente.
En el diseño de equipos de absorción, la cantidad de gas que se desea tratar G ó GS, las concentraciones inicial y final del gas Y1 y Y2 respectivamente, y la concentración del líquido que se alimenta X2, son comúnmente fijadas por las condiciones del proceso, pero la cantidad de fase líquida que circula esta sujeta a selección. La línea de operación,
YA = LS (X1 – X2) + Y2
GS
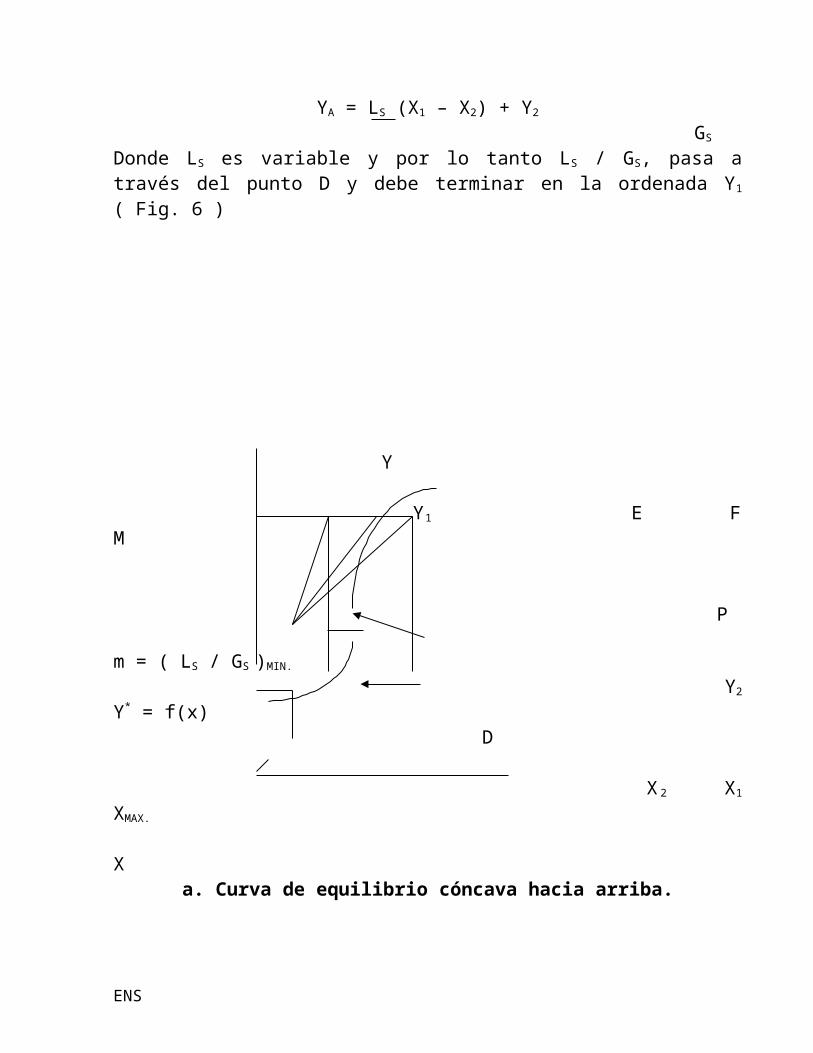
Donde LS es variable y por lo tanto LS / GS, pasa a través del punto D y debe terminar en la ordenada Y1 ( Fig. 6 )
Y
Y1 E F M P m = ( LS / GS )MIN.
Y2 Y* = f(x)
ENS

D
X2 X1 XMAX. X
a. Curva de equilibrio cóncava hacia arriba.
Y
Y1
m = ( LS / GS )MIN.
Y2
Y* = f ( x )
X2 X1MAX. X
b. curva de equilibrio cóncava hacia abajo.
Fig. 6 curvas de equilibrio en la absorción de un componente, isotérmica e isobárica y linea de operación de pendiente mínima ( LS / GS )MIN.*
Si se emplea una cantidad de líquido que de lugar al punto E la composición de salida será X1. si se emplea menos líquido, la composición de la fase líquida será
* Treybal R.H. Mass transfer Operations. Mc Graw Hill Book Co. New York ( 1968 ) p. 229
mayor pero la velocidad de difusión será menor y por lo tanto la absorción es ,mas difícil, el tiempo de contacto entre el gas y el líquido debe ser mayor y por tanto el equipo será correspondientemente mas alto. El líquido mínimo que se debe usar corresponde a la línea de operación D M que tiene la pendiente mas alta de las líneas que tocan la linea de equilibrio y es tangente a esta en el punto p, es decir, ( LS / GS )MIN. = LSMIN. / GS. Cuando LS, Y2 y Y1 son datos que es un caso poco común en absorción, entonces ( LS / GS )MIN. = LS / GS MAX.
ENS
En el punto P el potencial a la transferencia de masa es cero y el tiempo infinito para lograr el cambio de concentración deseado en la fase gaseosa y la altura de la torre es correspondientemente infinita.Cuando la curva es cóncava hacia arriba ( Fig. 6a ) la evaluación de la relación mínima ( LS / GS )MIN. se realiza mediante datos obtenidos de grafica, a saber
( LS / GS )MIN. = ( Y2 – Y1 ) / ( X2 – X1 )MAX. ( 1 )
Cuando la curva es cóncava hacia abajo ( Fig. 6b ) la evaluación se puede realizar de datos de equilibrio,
( LS / GS )MIN = ( Y2 – Y1 ) / ( X2 – X1 )MAX. = ( Y2 – Y1 ) / ( X2 – X1 ) ( 2 )
el sistema sigue la ley de Raoult, entonces se aplica*,
y = pOA x*
1 ( 3 ) p
Si la ley de Henry
y1 = mX*1 ( 4 )
En general, el método mas conveniente es el grafico ya que a priori no se puede saber si la curva de equilibrio en un diagrama Y vs. X es cóncavo hacia arriba o hacia abajo, o bien una linea recta.
* De Y1 se obtiene y1. aplicando 3 se obtiene x*1 y con ello X*
1.Finalmente, aplicando 2 se obtiene ( LS / GS )MIN.
Absorción con flujo en paralelo.
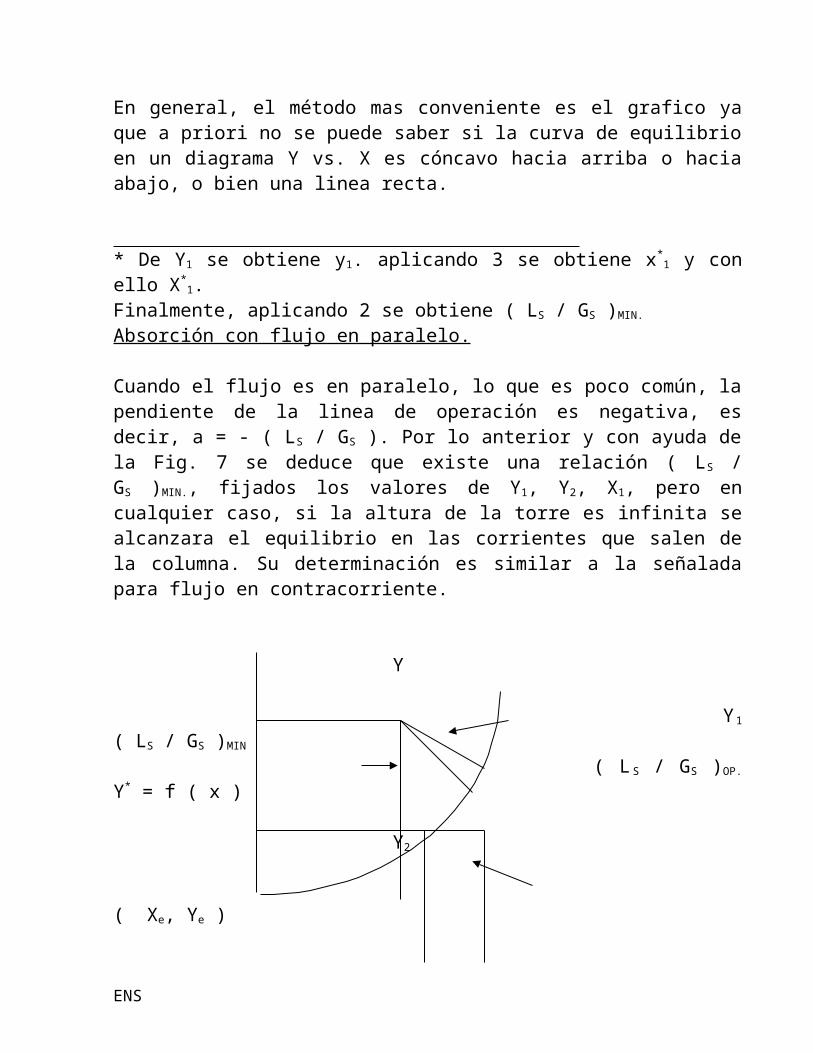
Cuando el flujo es en paralelo, lo que es poco común, la pendiente de la linea de operación es negativa, es decir, a = - ( LS / GS ). Por lo anterior y con ayuda de la Fig. 7 se deduce que existe una relación ( LS / GS )MIN., fijados los valores de Y1, Y2, X1, pero en cualquier caso, si la altura de la torre es infinita se alcanzara el equilibrio en las corrientes que salen de la columna. Su determinación es similar a la señalada para flujo en contracorriente.
ENS

Y
Y1 ( LS / GS )MIN
( LS / GS )OP. Y* = f ( x )
Y2
( Xe, Ye )
X X1 X2 Xmax.
Fig. 7. Pendiente de la linea de operación en la absorción isotérmica e isobárica de un componente con flujo en paralelo.
Desorción en contracorriente y paralelo.
Los principios anotados para absorción son los mismos que para desorción ( Fig. 8 )
Y
Y2MAX.
Y* 0 f ( x )
ENS

( LS / GS )MAX.
Y1
X1 X2 X
a. Flujo en contracorriente.
Y
Y* = f ( x ) Y1MAX.
( Xe , Ye ) ( LS / GS ) MAX.
Y1
( LS / GS )OP
Y2
X1 X2 X
b. Flujo en paralelo.
Fig. 8. Pendiente de la linea de operación en la desorción isotérmica e isobárica de un componente en contracorriente y en paralelo.
Sin embargo, para flujo en contracorriente y por razones analíticas, la relación limite LS / GS es desorción máxima. El caso mas común es conocer X2, X1 y LS y por tanto;
( LS / GS )Max. = ( LS / GSMIN ) = ( Y2Max. – Y1 ) / ( X2 – X1 ) ( 5 )
En el caso menos común en desorción, que es conocer X2, X1 y GS, da lugar a
ENS
( LS / GS )Max. = ( LSmax. / GS ) = ( Y2Max. - Y1 ) / ( X2 – X1 ) ( 6 )
Su evaluación, como en el caso de absorción se recomienda realizarla gráficamente. Si la curva de equilibrio es cóncava hacia arriba se puede realizar como sigue,
( LS / GS )Max. = ( Y*2 – Y1 ) / ( X2 – X1 ) ( 7 )
Donde Y*2 se puede evaluar por la ley de Raoult o Henry, a saber,
y*2 = ( pO
A / P) x2 ( 8 )
y*2 = mx2 ( 9 )
Si la curva es cóncava hacia abajo el único método es grafico, aplicando los datos que se obtengan a 5 y 6 según sea el caso.
Ejemplo T – 4. Determinación de la velocidad de flujo limite LS / GS, en la absorción y desorción isotérmica e isobárica de un componente. *
Se desea separar el aceite ligero presente en un gas de hulla poniéndolo en contacto con aceite pesado ( wash oil ). Posteriormente, el aceite ligero se recupera por desorción de la solución resultante, tratándola con vapor de agua sobrecalentado. Las condiciones de operación son las siguientes.
a. columna de absorción. Entran 30,000 pies3 / hr de gas a 800 mm Hg y 80 OF conteniendo 2% en volumen, de aceite ligero. El aceite ligero se puede considerar
* Treybal R.H. Mass Transfer Operations. Mc Graw Hill Book Co. New York ( 1968 ) p 231 – 233. como benceno. Se desea eliminar el 95% del benceno. El aceite pesado entra a la columna a 80OF cont6eniendo una fracción mol de benceno de 0.005 y tiene un peso molecular promedio de 260. Se va emplear una velocidad de circulación del aceite de 1.5 veces el mínimo. Las soluciones aceite pesado – benceno son ideales. La temperatura a través de toda la columna permanece constante a 80OF.
b. Columna de desorción. La solución que sale de el absorsor se calienta y entra al desorsor a 250OF y 1 atm. de presión. El vapor que se utiliza para la desorción esta a presión atmosférica, sobre calentado a 250oF. El aceite desbenzolinado, con una
ENS

fracción mol de benceno de 0.005 se enfría a 80OF y se retorna al absorsor. Se va a emplear una relación de vapor de 1.5 veces el mínimo. Durante la operación la temperatura permanece constante a 250OF.
Calcular las velocidades de circulación del aceite pesado y vapor sobrecalentado.
Datos directos.
Aceite pesado ( A )
2 2’
1 1’
Gas de hulla con aceite ligero ( benceno = A ) vapor de agua
( A )
kg mol de A que sale = 0.05 kg mol de A que entra
kg de A que sale = 0.05 kg de A que entra PMA PMA
A / PMA ( m3 de A que sale )= 0.05A / PMA ( m3 de A que entra )
ENS
T’ =250OF
T = 80OFXA2 = 0.005PMLS = 260LS = 1.5LS MIN.
xA’ = 0.005
P*A = PoAxA
T = 80OF
GV1 = 30,000 ft3 / hrP = 800 mm HgT = 80OFyA1 = 0.02
T’ = 250OFP’ = 1 atm.
P’ = 1 atm.T’ = 250OFy’S1 = 1G’S = 1.5G’SMIN.
yA2 yA1*0.05
pero,
YA2 = YA1*0.05
Preguntas.
a) LS = 1.5, LSMIN. = ?b) G’S = 1.5, G’SMIN = ?
a). Para evaluar LS se debe conocer LSmin y este se obtiene gráficamente trazando la linea de operación de pendiente mínima que toque la curva de equilibrio. En primer termino se calculara YA1, YA2, XA2 y GS. Posteriormente la curva de equilibrio para el rango de concentraciones de YA2 a YA1. Finalmente se traza la curva de equilibrio y la linea de operación de pendiente mínima par este proceso en un mismo diagrama con ordenadas XA vs. YA y con ello se obtienen ( LS / GS )Mim.
Calculo de YA1, YA2, XA2 y GS
yA1 = 0.02YA1 = = 0.0204 YA1 = (yA1 / 1 - yA1 ) = ( 0.02 / 1 – 0.02 )
YA2 = 0.05 YA1
YA2 = = 0.00102 YA2 = 0.05*0.0204
xA1 = 0.005XA2 = = 0.00502 XA2 = (xA2 / 1 - xA2) = ( 0.005 / 1 – 0.005 )
GV1 = 30,000 ft3 / hr ; P = 800 mm Hg, T = 80OF ( 26.6 OC ) PGV1 = G1RT; G1 = GV1 ( P / RT ) = GV1M1
G1 = (30,000 ft3/hr)(28.3lb ft/ft3)(800 atm/760*82.05)(KgmolOK/atmlb) (1/298.60K) = 35.9 Kgmol / hr.GS =
ENS

G1 = ( 30,000 / 298.6 ) ( 28.316 / 82.05 ) ( 800 / 760 ) = 36.5 Kgmol / hr. se sabe, GS = G1yS1 = G1 ( 1 – yA1 ) GS = 36.5 ( 1 - 0.02 ) = 35.9 Kgmol / hr.
Calculo de la curva de equilibrio.
Se sabe P*A = POA xA, y y*A = ( PO
A / P ) xA
T = 80OF y benceno POA = 100 mm Hg.( de Perry pag. 3 – 47 )
Además: P = 800 mm Hg.
Sustituyendo datos, y*A = ( 100 / 800 ) xA = 0.125xA
También se sabe,
YA2 = 0.00102, yA2 = ( YA2 / 1 + YA2 ) = ( 0.00102 / 1 + 0.00102 ) = 0.00102YA1 = 0.02
Dando valores a Y*A desde cero hasta 0.020, en intervalos de 0.004, se tiene,Y*A xA = 8 y*A Y*A = y*A / 1 – y*A XA = xA / 1 - xA
0.000 0.000 0.00000 0.000000.004 0.032 0.00402 0.033000.008 0.064 0.00806 0.068400.012 0.096 0.01215 0.106000.016 0.128 0.01625 0.147000.020 0.160 0.02040 0.19050
ENS

Trazando la curva de equilibrio en ordenadas XA vs. YA y la linea de operación de pendiente mínima, gráficamente se deduce XA1Max. = 0.176 ( Fig. 9 )
Se sabe, ( LS / GS ) Min. = ( YA2 – YA1 ) / XA2 – XA1Máx.
Sustituyendo valores, 0.024
YA1
0.020
0.016 LS = 1.5 = LS Min.
YA = moles de C6H6
moles de gas seco 0.012 T = 8OOF P=100mmHg
0.008 m’ = LS Max. / GS
0.004
( XA2 , YA2 ) 0.000 0.00 0.04 0.08 0.12 0.16 0.20 XA = moles de C6H6
moles de aceite pesado
Fig. 9. Determinación grafica de ( LS / GS )Min. para la absorción de gas de hulla y el gas pesado según condiciones planeadas en el proceso del ejemplo T – 4.
( LS / GS )Min = ( 0.00102 – 0.0204 ) / ( 0.00502 – 0.176 ) = (-0.01938)/(-0.17098 ) = = 0.113
se sabe, GS = 35.9 Kg mol / hr ( = cte. )( LS / GS )Min. = LS min. / GS = 0.113
y
LS = 1.5 LS min. = 1.5 * 4.05 = 6.09 Kg mol de aceite / hr.
ENS

El valor de la concentración del benceno en el aceite que sale de la columna se puede encontrar analíticamente como sigue.
Se sabe,LS ( XA1 – XA2 ) = GS ( YA1 – YA2 )
Sustituyendo datos,6.09 ( XA1 – 0.00502 ) = 35.9 ( 0.0204 – 0.00102 )
por lo tanto,
XA1 = ( 35.9 ) / ( 6.09 ) * 0.01938 + 0.00502 = 0.11902
y
xA1 = ( 0.11902 ) / ( 1.11902 ) = 0.1065
La linea de operación del proceso será,
YA = ( LS / GS ) ( XA – XA2 ) + YA2
YA = ( 6.09 / 35.9 ) ( XA – 0.00502 ) + 0.00102
YA = 0.1695 XA + 0.00017
b). Para evaluar G’S se debe conocer G’S min., lo cual se deduce gráficamente trazando la linea de operación de pendiente máxima que toca la curva de equilibrio. En primer termino se calculará X’A2, X’A1, Y’A1 y L’S. Posteriormente la curva de equilibrio para el rango de concentraciones de X’A1 a X’A2. Finalmente se traza la curva de equilibrio y la linea de operación de pendiente máxima que toque la curva de equilibrio en un nuevo diagrama en ordenadas XA vs. YA, y con ello se obtiene ( L’S / G’S )Max. G’S min. y GS.Calculo de X’A2, X’A1, Y’A1 y L’S.
De la columna de absorción se deduce que para la columna de desorción,
X’A2 = 0.11902X’A1 = 0.00502L’S = 6.09 Kg mol de aceite / hr.
Ya que la solución que sale de la columna de absorción se alimenta a la de desorción y viceversa.
ENS

En adición, dado que la fase gaseosa que se alimenta al desorsor es vapor de agua sobrecalentado puro,
Y’A1 = 0.00000
Calculo de la curva de equilibrio.Se sabe que las soluciones de aceites pesado – benceno, siguen la ley de Raoult, es decir,
Y*A’ = ( POA’ / P’ ) = X’A
En el desorsor t’ = 250OF, por tanto ( Perry Pág. 3 – 59 ),
POA’ = 2,400 mmHg ( Benceno a 250OF ),
Además, P’ = 760 mmHg
Y*A = ( 2400 / 760 ) XA = 3.16 XA
tambiénX’A2 = 0.11902 x’A2 = 0.1065X’A1 = 0.00502 x’A1 = 0.0050
Dando valores a xA desde 0.00 hasta 0.12 en intervalos de 0.02, se tiene,x’A y*A’ = 3.16x’A X’A = xA / 1 - xA Y*A = y*A’ / 1 – y*A’0.00 0.0000 0.0000 0.00000.02 0.0632 0.0204 0.06750.04 0.1264 0.0407 0.14500.06 0.1296 0.0634 0.23400.08 0.2528 0.0870 0.33800.10 0.3160 0.1110 0.46200.12 0.3792 0.1363 0.6100
Trazando la curva de equilibrio junto con la linea de operación de pendientes máximas, gráficamente se deduce
Y’A2 = 0.45 ( Fig. 10 )Se sabe, ( L’S / G’S ) máx. = ( Y’A2 máx. – Y’A1 ) / ( X’A2 – X’A1 )Sustituyendo datos
( L’S / G’S ) máx. = ( 0.45 – 0.00 ) / ( 0.11902 – 0.00502 ) = 0.450 / 0.114 = 3.95Se sabe, LS = 6.09 Kg mol / hr. ( = cte. )
0.60
ENS

0.50
0.40 T’ = 250OFYA = moles de benceno P’ = 760 mmHg moles de gas 0.30 m’ =L’S / G’S máx. ( xA2 , yA1 )
0.20
0.10 G’S = 1.5GS min. XA
0.00 ( xA1 , yA2 )
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14
X’A = moles de benceno moles de aceite pesado
Fig. 10 Determinación grafica de ( L’S / G’S )máx. para la desorsion isotérmica de benceno en aceite pesado con vapor de agua sobrecalentado de acuerdo a las
condiciones planteadas para el ejemplo T – 4.
Por lo tanto,( L’S / G’S )máx. = L’S / G’S min. = 3.95
yG’S min. = 6.09 / 3.95 = 1.54 Kg mol / hr.
Se sabe, G’S = 1.5 G’S min.
G’S = 1.5*1.54 = 2.31 Kg mol de vapor sobrecalentado / hr.
La concentración de benceno en el vapor que sale de la columna para el gasto anterior se deduce del balance de materia, a saber,
ENS

G’S ( Y’A2 – Y’A1 ) = LS ( X’A2 – X’A1 )Sustituyendo datos,
2.31 ( Y’A2 – 0.00 ) = 6.09 ( 0.11902 – 0.00502 )
Y’A2 = ( 6.09 / 2.31 )*0.114 = 0.30y
y’A2 = ( 0.30 / 1.30 ) = 0.231
La ecuación de la linea de operación del proceso, seráY’A = ( L’S / G’S )( X’A – X’A1 ) + YA2
Y’A = ( 6.09 / 2.31 ) ( X’A – 0.00502 ) + 0.000Y’A = 2.63X’A – 0.0132
D. VELOCIDAD DE TRANSFERENCIA DE MASA.
a. Mecanismos de transferencia de masa.Cuando dos regiones de un sistema formado por una mezcla de especies químicas estan en desequilibrio, existe una tendencia natural para que se transfieran especies químicas de una región a otra hasta que se logra el equilibrio. El transporte de especies químicas de una región a otra se llama transferencia de masa ( difusional ).
La transferencia de especies químicas puede ser consecuencia de: ( 1 ) un gradiente de concentración ( “ difusión ordinaria “ ), ( 2 ) un gradiente térmico ( “ difusión térmica “ ), ( 3 ) un gradiente de presión ( “ difusión por presión “ ) y ( 4 ) un gradiente de fuerzas externas actuando sobre las diferentes especies químicas ( “ difusión forzada “ ), o bien, una combinación de ellos.
La transferencia de masa que resulta de un gradiente de concentración, es decir, la que provoca el transporte de una especie química de una región de alta concentración a una de baja concentración dentro de un sistema, es el proceso principal encontrado por los ingenieros y es el que se discutirá. Los otros fenómenos de transferencia de masa son procesos muy específicos, importantes en separaciones muy particulares. Sin embargo, es importante señalar su existencia ya que pueden representar un papel importante en el futuro de las operaciones de transferencia de masa.
Como en la transferencia de calor, la forma o mecanismo por el que se realiza la transferencia de masa ordinaria depende de la dinámica del sistema en que ocurre.
ENS

La masa se puede transferir por un movimiento molecular al azar en un fluido estático, o se puede transferir desde una superficie hasta un fluido en movimiento, ayudado por las características dinámicas del flujo. Estas dos formas distintas de transporte, “ transferencia de masa molecular “ y “ transferencia de masa convectiva “, son análogos a la transferencia de calor por conducción y convección. Como en caso de transferencia de calor, a menudo los dos mecanismos actúan simultáneamente . sin embargo, al presentarse ambos mecanismos, uno de ellos puede cuantitativamente, de tal forma que únicamente será necesario emplear las soluciones aproximadas que incluyen el mecanismo dominante.
b. Transferencia de masa molecular y ley de Fick.La transferencia de masa, a diferencia de la de movimiento y calor, ocurre únicamente cuando estan presentes varias especies químicas y por ello su evaluación debe involucrar el análisis del efecto de cada componente presente en la mezcla.
En general, la velocidad de transferencia o difusión de un componente en una mezcla es la diferencia de velocidades entre la velocidad del componente y la de la mezcla en que se mueve. La velocidad de la mezcla, dado que cada componente puede poseer una movilidad diferente, se puede evaluar promediando la velocidad ( en masa o en moles ) de todos los componentes presentes en el sistema.
Experimentalmente se infiere que al velocidad de transferencia o difusión ordinaria por unidad de área de un componente en una mezcla análoga a la de movimiento y calor, es proporcional a un gradiente, en este caso de concentración de masa de dicho componente. Esto se reconoce como la primera ley de Fick y se puede expresar en masa o en moles.
A continuación se abordan las definiciones y relaciones que a menudo se usan para explicar el papel de los componentes dentro de la mezcla a fin de establecer claramente la expresión matemática de la ley de Fick.
Concentraciones. En un sistema multicomponente la concentración de las varias especies se pueden expresar en varias formas,
i = concentración masa. Ci = i / Mi 0 concentración mole.
xi = i / = fracción masa xi = ci / c = fracción mole.
ENS

Donde, = 1 + 2 + ………+ I = densidad total masa del sistema.c = c1 + c2 + .............+ ci = densidad total molar del sistema.
Para gases, las concentraciones se expresan a menudo en términos de presiones parciales,
pAV = nARTCA = nA / v = pA / RT
yA = CA / C = ( pA / RT ) / ( P / RT ) = pA / P
Velocidades. Cada especie de una mezcla posee su propia velocidad y por ello la evaluación de la velocidad de la mezcla requiere promediar las velocidades de todos los componentes.
La “ velocidad masa promedio “ para una mezcla multicomponente se define, en términos de las densidades de masa y velocidades de todos los componentes mediante la expresión,
= i i / ci = ii / = ni / ( 1 )donde, = velocidad que sería medida por un tubo pitot ( = ) cm / seg, etc.ni = flux de masa de i referido a ejes fijos ( = ) gmol / seg cm2, etc.
La “ velocidad molar promedio “ para una mezcla multicomponente se define en términos de las concentraciones molar de todos los componentes por
* = ci i / ci = cii / c = Ni / c ( 2 )
donde,
* = velocidad molar promedio ( = ) cm / seg.Ni = flux de moles de i referido a ejes fijos ( = ) gmol / seg. cm2
Velocidad de difusión. Con base a lo anterior se define
ENS
J*A = CA AZ – CA *Z = NAZ – x A (Niz ) ( 3 )También,
jAZ = A AZ - A Z = nAZ – xA (niz ) ( 4 )
donde J*A y jAZ son los fluxes ( Kg mole / hr m2, etc. ) de componente A que se transfiere por difusión, en la dirección z, con relación a la velocidad promedio molar y masa, respectivamente.
Ley de Fick. Según la estableció Fick, define la difusión de un componente A en un sistema isobárico e isotérmico. Para difusión única en dirección z se expresa,*
J*A = - DAB ( dcA / dz ) ( 5 )
Donde,
J*A = flux molar de A en dirección z, relativo a la velocidad promedio molar ( = ) gmole / hr cm2, etc.( dcA / dz ) = gradiente de concentración en dirección z ( = ) gmol / cm3 cm, etc.DAB = difusividad de masa o coeficiente de difusión para la difusión del componente A a través del componente B ( = ) cm2 / seg, etc.
Una forma mas general, no limitada a sistemas isotérmicos e isobáricos fue propuesta por Grott y se expresa,
J*A = - cDAB ( dxA / dz ) ( 6 )
* El signo negativo enfatiza que la difusión ocurre en dirección de una caída de concentración.Una forma equivalente a 6 para jAZ, el flux masa en dirección z en relación a la velocidad masa promedio es,
jAz = - DAB ( dxA / dz ) ( 7)
Cando es constante,jAz = - DAB ( d / dz ) ( 8 )
Para un sistema binario de A y B la expresión de la ley de Fick en función de la velocidad molar promedio es,
NAz – xA ( NAz + NBz ) = - cDAB ( dxA / dz ) ( 9 )
ENS

Por ser mas general, 6 es la expresión que mas se utiliza en la mayor parte de las aplicaciones reportadas en la literatura técnica. Para el caso de una mezcla binaria, estará representado por 9.El caso mas general de 6 es,
J*A = cDAm xA ( 10 )
Donde
xA = ( xA / x ) + (xA / y ) + (xA / z )
DAm 0 coeficiente de difusión de A en una mezcla de componentes.
El coeficiente de difusividad que involucra la ley de Fick se puede evaluar mediante correlaciones o directamente se toma de las tablas reportadas en la literatura técnica. Aquí no se discutirá su evaluación, ni su variación con relación a la temperatura, presión y concentración para gases, líquidos y sólidos. Ellos se puede consultar en Treyball R. H. o bien en cualesquier de los libros especializados en transferencia de masa, incluyendo el Perry J.
Ejemplo T – 4. Aplicación de la ley de Fick a sistemas binarios.Deducir la expresión que permita evaluar la transferencia de masa molecular en régimen permanente, en una única dirección, sin reacción química, para sistemas binarios de especies químicas A y B, cuyas características son como siguen,
a. Contradifusión equimolecular de A y B, que es representativo de destilación.b. Transferencia de A a través de especies estacionarias B, lo que representa una absorción sin reacción química.
Solución.
a). Se sabeNAz = - NBz ; NAz = cte. , NBz = cte.
Aplicando la ley de Fick para un sistema binario ( 9 ),
NAz – xA ( NAz + NBz ) = - c DAB ( dxA / dz )
Se deduce,
ENS
NAz = - cdAB ( dxA / dz )
Si c y DAB son constantes,
xA2
dxA
NAz = - cDAB xA1 z2
dz z1
NAz = + ( ( xA1 – xA2 ) ( cDAB ) ) / ( z2 – z1 )
Si z2 – z1 = ,
NAz = ( cDAB / ) ( xA1 - xA2 )
Si ( cDAB / ) = k’x,
NAz = k’x ( xA1 - xA2 )b). Se sabe,
NBz = 0 ; NAz = cte.Por lo tanto de 9 NAz ( 1 – xA ) = - cDAB ( dxA / dz )
z2 xA2
NAz dz = - cDAB dxA / ( 1 – xA ) z1 xA1
NAz = ( ( cDAB ) / ( z2 – z1 ) ) Ln ( ( 1 – xA2 ) / ( 1 – xA1 ) ) =
= ( cDAB ) / ( z2 – z1 ) ) ( xA1 – xA2 ) ( 1 – xA2 ) – ( 1 – xA1 ) Ln ( xA2 / xA1 )
ENS
o bien
NAz = cDAB ( xA1 – xA2 ) ( z2 – z1 ) ( xBm )
ó
NAz = cDAB ( xA1 – xA2 ) ( x Bm )
si,
cDAB = kx ( x Bm )
NAz = kx ( xA1 – xA2 )
Comparando la solución de ( a ) con la ecuación anterior se deduce que,
kx = ( k’x / xBm )
Comentarios.
1. Las expresiones deducidas son para la fase líquida. Para aplicarlas a una fase gaseosa únicamente se cambia xA por yA.
2. Los gradientes de concentración de masa se expresan en muchas formas. Para la fase líquida en fracción mol ( xA ), fracción peso ( xA ), relación mol ( XA ), relación masa ( XA ), concentración mol ( CA ) y concentración masa ( A ). Para la fase gaseosa en fracción mol ( yA ), fracción peso ( yA ), relación mol ( YA ), relación peso ( YA ), concentración mol ( CA ), concentración masa (A ) y presión parcial ( pA ).
3. Por lo anotado en 2 existen muy diversas formas de expresar la transferencia de masa, no solo en los sistemas discutidos si no para cualquier sistema. Entre otras, para flux molar.
Para contradifusión equimolar.
ENS

NAz = k’x ( xA1 – xA2 ) = ( k’x / c ) ( cA1 – cA2 ) = = k’x ( ( xA1 / 1 + xA1 ) – ( xA2 / 1 + xA2 ) )
NAz = k’x ( yA1 – yA2 ) = ( k’y / P ) ( A1 – A2 ) = = k’y ( ( yA1 / 1 + yA1 ) – ( yA2 / 1 + yA2 ) )
Para la difusión de A a través de B estacionario.
NAz = ( k’x / xBm ) ( xA1 – xA2 ) = ( k’x / xBmc ) ( cA1 – cA2 ) = = ( k’x / xBm ) ( ( xA1 / 1 + xA1 ) – ( xA2 / 1 + xA2 ) )
NAz = ( k’y / yBm ) ( yA1 – yA2 ) = ( k’y / Bm ) ( A1 – A2 ) = = ( k’y / yBm ) ( ( yA1 / 1 + yA1 ) – ( yA2 / 1 + yA2 ) )
4. En forma similar a lo discutido se pueden analizar, otro tipo de sistemas, incluyendo sistemas con reacción química.
c. Transferencia de masa convectiva en régimen permanente y definición de coeficientes convectivos de transferencia de masa.La transferencia de masa debida a convección involucra transferencia entre un fluido en movimiento y una superficie, o entre dos fluidos en movimiento, relativamente inmiscibles y al igual que la transferencia de masa molecular, ocurre en la dirección de un incremento de concentración.
Como en transferencia de calor convectiva, existen dos tipos de flujo. Cuando una bomba externa u otro aparato similar causa el movimiento del fluido, el proceso se llama convección forzada. Si el movimiento del fluido se debe a una diferencia de densidad, que puede resultar de un gradiente de concentración o temperatura, el proceso se denomina convección natural o libre.
La ecuación de velocidad para la transferencia de masa convectiva, análoga a la de transferencia de calor,
q = h t ( 11 )
se expresa,
NA = kc CA ( 12 )
ENS

Donde,
NA = transferencia de masa molar de especies A medida en relación de coordenadas espaciales fijas, que ocurre en la dirección de un decremento de concentración, en Kg mol / hr mt2.
CA = diferencia de concentración de especies A entre el inicio y el termino de la trayectoria de difusión, Kg mol / mt3.
kc = coeficiente convectivo de transferencia de masa, en Kg mol / ( hr. ) ( mt2 ) ( unidades de CA )
Como en transferencia de calor, habrá mayor velocidad de transferencia de masa asociada con flujo turbulento que con flujo laminar. Por ello, en cualquier proceso convectivo de transferencia de masa será importante distinguir entre flujo laminar y/o turbulento del sistema dentro de la trayectoria de difusión.
Para explicar la transferencia de masa se han elaborado varias teorías; “ teoría de la película “, “ teoría de la penetración “, “ teoría de la renovación de superficie “ y “ teoría de la capa limite “. La que primero se elaboro fue la de la película y con base en ella los coeficientes convectivos tanto de transferencia de calor, como de masa, tradicionalmente se conocen como “ coeficientes de película “ aún cuando ello no sea correcto en todos los casos.
Las ecuaciones anotadas en ejemplo 3 ( en función de la concentración en la fase gaseosa ),
NA = cDAB ( yA1 – yA2 ) ( 13 ) z2 – z1
NA = cDAB ( yA1 – yA2 ) ( 14 ) ( z2 – z1 ) ( yBm )
se han usado para describir los coeficientes convectivos de transferencia de masa por el “ concepto de película “o teoría de la película. El concepto de película se basa en un modelo en que la resistencia total a la difusión desde una superficie líquida hacia la corriente principal de un gas, se supone que ocurre en una película estacionaria de espesor . Es decir, es una longitud ficticia que representa el espesor de una capa estacionaria de fluido que ofrece la misma resistencia a la difusión molecular que se encuentra en el proceso combinado de difusión molecular
ENS
y difusión, debido al mezclado provocado por el fluido en movimiento. Si este modelo es exacto para el sistema de que se trate, lo cual no es valido para todos los sistemas, el coeficiente convectivo de transferencia de masa se puede expresar en términos del coeficiente de difusión del gas. Si Z2 – Z1 se igualan a , entonces,,
NA = ( DAB / ) ( CA1 – CA2 ) ( 15 )y
NA = ( DAB / yBm ) ( CA1 – CA2 ) ( 16 )
Comparando 15 y 16 con 12 se deduce,
kc = ( DAB / ) ( 17 )y
kc = ( DAB / yBm ) ( 18 )
comparando 17 y 18 se observa que cuando se considera el concepto de película para transferencia de masa con contra – difusión equimolar ( 17 ), la definición de coeficiente convectivo de transferencia de masa que se obtiene es diferente del establecido para difusión en un gas estacionario ( 18 ).
Como se podrá observar , 17 y 18 serán numéricamente iguales únicamente cuando la concentración de A sea muy pequeña, es decir, cuando sea esencialmente igual a la unidad. Por y ello y para diferenciarlos se establecen las definiciones,
kc = ( DAB / ) ( 19 )y
kc = ( DAB / yBm ) ( 20 )
Por 19 y 20 se deduce
kc = k’c / yBm ( 21 )
Lo anterior indica que k’c es independiente d la concentración del componente A que se transfiere y que kc depende de ello.
Con base en lo señalado se infiere que para cada proceso de transferencia de masa se puede definir un coeficiente convectivo de transferencia de masa especifico, que únicamente será valido para la situación física que se describe, y que k’c es el tipo
ENS

de coeficiente que puede ligarse con cualquier situación, por lo que será útil evaluar su valor en lugar de los de cualquier kc.
Los casos de contradifusión equimolecular y difusión de una sustancia a través de otra estacionaria, ocurre tan frecuentemente que usualmente se emplean coeficientes de transferencia especiales para ello. Estos coeficientes se definen de acuerdo con 12 y dado que se refieren a una fase con 2 componentes, se reconocen como coeficientes convectivos individuales binarios de transferencia de masa. Puesto que la concentración se puede expresar en varias formas y aún no se han aceptado estándares, se tiene una variedad de coeficientes para cada situación, a saber.
Transferencia de A a través de B estacionario.
Gases:NA = kG (pA1 – pA2 ) = kY ( yA1 – yA2 ) = kc ( cA1 – cA2 ) ( 22 )
Líquidos:NA = kx ( xA1 – xA2 ) = kL ( cA1 – cA2 ) ( 23 )
Contradifusión equimolar.
Gases: NA = k’G (pA1 – pA2 ) = k’Y ( yA1 – yA2 ) = k’c ( cA1 – cA2 ) ( 24 )
Líquidos:NA = k’x ( xA1 – xA2 ) = k’L ( cA1 – cA2 ) ( 25 )
La conversión de un coeficiente a otro, considerando también la teoría de la película, es como sigue
Gases: KG pBm = kY ( pBm / P ) = kc ( pBm / RT ) = k’G = k’Y = k’c ( P / RT ) = k’c C ( 26 )
Líquidos:Kx xBm = kLxBm C = k’L C = k’L ( / M ) = k’x ( 27 )
En la tabla 1 se resumen estos conceptos y se anotan las unidades correspondientes involucrados.
Tabla 1. Coeficientes individuales de transferencia de masa.
ENS

d. Transferencia de masa entre fases.Previamente se ha discutido la transferencia de masa dentro de una sola fase. Sin embargo, muchos problemas prácticos implican la transferencia de masa cuando dos fases se ponen en contacto. Estas fases pueden ser dos líquidos inmiscibles, una corriente gaseosa en contacto con un líquido, o en un fluido que pasa sobre un sólido. A continuación se discute el mecanismo de transferencia de masa entre dos fases en régimen permanente.
Transferencia de masa local entre dos fases.Consideremos la absorción sin reacción química de un gas soluble tal como el amoniaco ( sustancia A ), de una mezcla de aire y amoniaco, empleando agua líquida como absorbente, en uno de los aparatos mas simples, la torre de pared mojada ( Fig. 1 )
ENS
Fase gaseosa.
Difusión de A a través de B estacionario.
Contradifusión equimolecular. Unidades del coeficiente.
NA = kG A NA = k’G A
NA = kc CA NA = k’c CA
NA = ky YA NA = k’y YA
NA = ky YA
NA = ky YA
Mol de A Transf.. / (tiempo)(área)( presión)
Mol de A Transf.. / ( tiempo)(área)(mol/vol.)
Mol de A Transf. / (tiempo)(área)(fracción mol)
Mol de A Transf.. / ( tiempo)(área)(mol A /mol B)
Mol de A Transf.. / ( tiempo)(área)(mol A /mol B)
k’y = k’GP = ( P / RT )k’c = kY (Bm / P ) = kG Bm = kc (Bm / RT ) = kc CBm = kc CBm = kc / MB
Fase Líquida.
NA = kLCA
NA = kxCA
NA = k’LCA
NA = k’xCA
Mol de A Transf.( tiempo)(área)(mol / Vol.)
Mol de A Transf.(tiempo)(área)(fracción mol)
k’x = k’L C = kx xBm = kL CBm

Líquido.
Fig. 1 Torre de pared mojada.
Salida de líquido. Gas
La mezcla de amoniaco – aire entra en la base y fluye hacia arriba, mientras que el agua fluye hacia abajo alrededor del interior de la columna. Se considera que al columna opera en régimen permanente, es decir, las concentraciones en cualquier punto del aparato no cambian con el tiempo.
En un nivel particular de la torre mencionada, el soluto se difunde de la fase gaseosa a la líquida, en virtud de un gradiente de concentración dentro de cada fase. Esto se puede demostrar gráficamente en términos de la distancia a través de la cual estan en contacto ( Fig. 2 )
interfase yAG xAi
Concentración del soluto difuso A xAL
yAi
Gas Líquido
Distancia.
Fig.2. Transferencia de masa local de acuerdo con la teoría de la doble resistencia.
ENS
La concentración media de A en la fase gaseosa es yAG y desciende hasta yAi en la interfase. En el líquido, la concentración disminuye de xAi en la interfase, hasta xAL
en el “ grueso del líquido “. Puesto que xAL y yAG tienen unidades cualitativas diferentes, no se puede usar directamente un coeficiente de transferencia de masa para describir la velocidad de transferencia de masa interfacial.
Para resolver este problema Lewis y Whitman supusieron que LAS UNICAS RESISTENCIAS A LA DIFUSIÓN SON LAS QUE PRESENTAN FLUIDOS MISMOS, ES DECIR, NO HAY RESISTENCIA A LA TRANSFERENCIA DE SOLUTO EN LA INTERFASE QUE SEPARA LAS FASES y como resultado, las concentraciones yAi, xAi son valores del equilibrio que se localizan sobre la curva de equilibrio del sistema.
La validez de esta teoría ha sido objeto de muchas pruebas. Como resultado, actualmente se reconocen situaciones donde se invalida, pero son casos tan particulares que las teorías que las explican son altamente especulativas. Un ejemplo clásico es el del alcohol etílico cuando se esparce sobre agua a muy bajas concentraciones, lo que provoca que la velocidad de evaporación del agua en el aire sea reducida hasta en un 95%. En situaciones ordinarias, la evidencia es que el equilibrio existe en la interfase y que las concentraciones interfaciales son las dadas por un punto de la curva de equilibrio.
Refiriéndose nuevamente a la Fig. 2, conviene hacer resaltar que el aumento de concentración en la interfase de yAi a xAi, no es una barrera a la difusión en la dirección gas a líquido , en virtud de que ellas corresponden a las concentraciones de equilibrio.
En un diagrama y vs. x se puede analizar la relación entre las concentraciones de bulto con los valores de equilibrio ( Fig. 3 )
yAG P ( xAL, yAG ) yAi = f ( xAi )concentración de soluto - kxlog / kylog
en el gas yAi M ( xAi, yAi )
ENS

xAL xAi
concentración de soluto en el líquido
Fig. 3. Desviación de las concentraciones de “ bulto “ de las fases respecto al equilibrio.
En la Fig. 3 el punto P representa las concentraciones de bulto de las dos fases y el punto M las de la interfase. Para régimen permanente, la velocidad a la que A alcanza la interfase del gas debe ser igual a la que se difunde en el grueso del líquido ya que no hay acumulación o desaparición de A en la interfase. Por ello, podemos escribir el flux de A en términos de los coeficientes de transferencia de masa para cada fase. ( El análisis se realiza en términos de los coeficientes del tipo k ).Para el caso en que kx y kY son los coeficientes individuales de transferencia de masa locales,
NA = kYlog ( yAG – yAi ) = kxlog ( xAi – xAL ) ( 1 )
( yAG – yAi ) / ( xAL – xAi ) = - ( kxlog / kYlog ) ( 2 )
La ecuación 2 da lugar a la pendiente de la línea PM. Si los coeficientes individuales se conocen, se podrán determinar las concentraciones interfaciales, y por tanto el flux NA, ya sea, gráficamente trazando la línea PM, o analíticamente a partir de 2 conociendo una expresión analítica para la curva de equilibrio,
yAi = f ( xAi ) ( 3 )
Definición de coeficientes de transferencia de masa globales locales para la transferencia de masa entre dos fases.
En la determinación experimental de la velocidad de transferencia de masa, usualmente es posible determinar las concentraciones del soluto en el grueso de los fluidos mediante muestreo y análisis. Sin embargo, el muestreo de un fluido en la interfase no es posible puesto que los gradientes de concentración, como por ejemplo ( yAG – yAi ), toman lugar en distancias extremadamente pequeñas. Por l anterior, experimentalmente se pueden obtener yAG y xAL pero no yAi y xAi. Bajo estas circunstancias, solo es posible determinar un efecto global, en términos de las concentraciones e bulto.
ENS

Por razón de que no es posible relacionar y y x en forma directa, debemos encontrar un método indirecto. Ello se logra analizando la curva de equilibrio tal como se muestra en la Fig. 4
yAG P ( xAL, yAG ) D ( xA*, yAG )
m’’=yAG–yAi
yAi -kxlog/kylog xA*–xAi
Fig. 4. Diferencias globales de concentración.+
yA* m’=yAi–yA* curva de equilibrio xAi–xAL
xAL xAi xA*
+ yA* se puede evaluar conociendo xAL y los datos de equilibrio del sistema.
De la Fig. 4 se deduce que xAL se puede anotar en función de yA* que es la concentración de equilibrio de la fase gaseosa cuando al concentración de la fase líquida se xAL, pero con la diferencia de que yA* esta en la misma base que yAG. Con base en lo anterior, para evaluar el efecto global de la transferencia de masa entre fases se define un coeficiente global de transferencia de masa como sigue,
NA = KYLOC ( yAG – yA* ) ( 4 )
donde,
KYLOC = coeficiente global de transferencia de masa local ( = ) Kg mol / hr mt2 y de la geometría de la figura,
yAG – yA* = ( yAG – yAi ) + ( yAi – yA* ) ( 5 )
pero,
ENS
m’ = ( yAi – yA* ) / ( xAi - xAL ) ( 6 )
entonces,
yAG – yA* = ( yAG – yAi ) +m’ ( xAi – xAL ) ( 7 )
sabemos,
yAG – yA* = ( NA / KYLOC )
yAG – yAi = ( NA / KYLOC ) ( 8 )
xAi – xAL = ( NA / KXLOC )
sustituyendo 8 en 7,
( 1 / KYLOC ) = ( 1 / kYLOC ) + ( m’ / kXLOC ) ( 9 )
Análogamente a la transferencia de calor, al ecuación 9 muestra que la resistencia total a la transferencia de masa ( ( 1 / KYLOC ) es igual a al suma de las resistencias individuales de las fases ( 1 / kYLOC ) = resistencia de la fase gaseosa y ( m’ / kXLOC ) = resistencia de la fase líquida, ambas referidas al gradiente total a la transferencia de masa en la fase gaseosa ). En forma similar, se puede definir un coeficiente global referido al gradiente total en la fase líquida. Así se observa que xA* es una medida de yAG y la definición queda entonces,
NA = KXLOC ( xA* - xAL ) ( 10 )
de la geometría de la figura
xA* - xAL = ( xA* - xAi ) + ( xAi – xAL ) ( 11 )
pero,
m’’ = ( yAG – yAi ) / ( xA* - xAi ) ( 12 )
entonces,
xA* - xAL = (yAG – yAi ) / m’’ + ( xAi – xAL ) ( 13 )
ENS

sabemos,
xA* - xAL = NA / KXLOC
yAG – yAi = NA / KYLOC ( 14 )
xAi – xAL = NA / KXLOC
sustituyendo 14 en 13,
( 1 / KXLOC ) = ( 1 / m’’ kYLOC ) + ( 1 / kXLOC ) ( 15 )
en las ecuaciones 9 y 15 se pueden presentar dos casos: que la resistencia en la fase líquida sea la predominante, o que la resistencia en la fase gaseosa predomine. Ello sería consecuencia de los valores correspondientes del sistema KX, KY, m’ y m’’. Al respecto conviene mencionar que el efecto de la temperatura es mayor en los coeficientes de transferencia de masa para los líquidos que para los gases. Por tal motivo cuando la resistencia a la TM sea controlada por la fase líquida, los esfuerzos para aumentar la velocidad de transferencia de masa deberán dirigirse hacia dicha fase variando la temperatura como una de las posibilidades.
Por otro lado, si m’ = m’’ se puede deducir una relación entre KY y KX, a saber( 1 / KYLOC ) = ( 1 / kYLOC ) + ( m / kXLOC ) ( 16 )
( 1 / KXLOC ) = ( 1 / m kYLOC ) + ( 1 / kXLOC ) ( 17 )
la ecuación 16 tambien se puede escribir
( 1 / KYLOC ) = m ( 1 / m kYLOC + 1 / kXLOC ) ( 18 )
sustituyendo 17 en 18
( 1 / KYLOC ) = m ( 1/ KXLOC ) ( 19 )
es decir,
KXLOC = m KYLOC ( 20 )
Donde m’ es la pendiente de la línea de equilibrio.
ENS
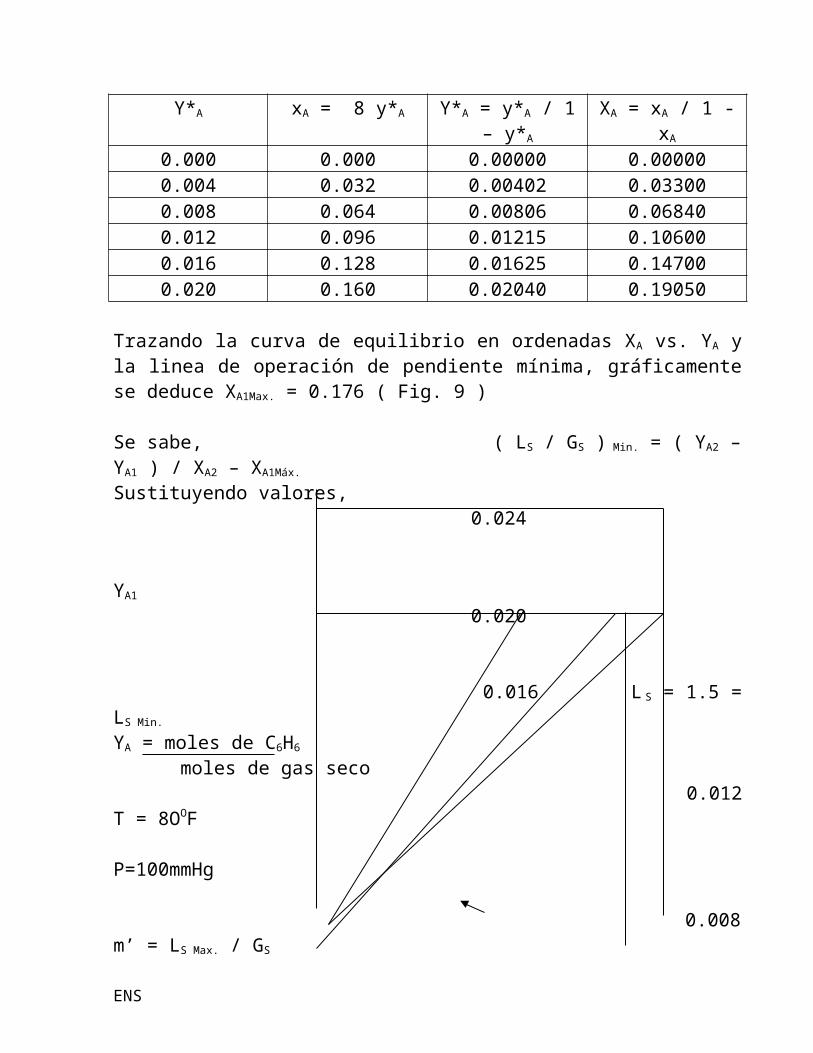
Para evaluar los principios expuestos se considero la absorción de gas como ejemplo. Sin embargo, estos se pueden aplicar a cualquier operación de transferencia de masa, usando las respectivas unidades de concentración, correspondientes a las diferentes definiciones de k’s. Para cada caso, los valores de m’ y m’’ deben ser consistentes con las unidades de los coeficientes. Para el caso de la absorción con las definiciones de kL y kG se tiene
NA = kGLOC ( PAG – PAi ) = kL LOC ( CAi – CAL ) = KGLOC ( PAG – PA* ) = ( 21 ) = KL LOC ( CA* - CAL )
y
1 / KGLOC = 1 / kGLOC + m’ / kL LOC ( 22 )
1 / KL LOC = m’’ / kGLOC + 1 / kL LOC ( 23 )
donde,
KG LOC = lb mol / ( hr. ) ( pie2 ) ( atm. )kG LOC = lb mol / ( hr. ) ( pie2 ) ( atm. )kL LOC = lb mol / ( hr. ) ( pie2) ( lb mol / pie3)m’ = atm / ( lb mol / pie3); m’ = ( PAi – PA* ) / ( CAi – CAL )m’’ = atm / ( lb mol / pie3 ); m’’ = ( PAG – PAi ) / ( CA* - CAi )PA = atm.CA = lb mol / pie3
También,
KGP = KY; KLC = KX; KL = mKG ( 24 )
Empleo de coeficientes globales locales.Al igual que los coeficientes globales de transmisión de calor, los de transferencia de masa se obtienen frecuentemente a partir de correlaciones desarrolladas para los coeficientes individuales. Para ello, conviene señalar las limitaciones inherentes al procedimiento.Las condiciones hidrodinámicas deben ser las mismas que para los que se desarrollan las correlaciones. Para el caso de dos fluidos donde el movimiento de uno puede influenciar el movimiento del otro, las correlaciones individuales pueden dar lugar a error puesto que no se consideran dicho fenómeno. Para la transferencia
ENS

de soluto entre dos líquidos debido a los gradientes de tensión superficial peculiares de este sistema, se presenta una turbulencia interfacial o movimiento extraordinario de la interfase que da lugar a una inesperada, alta transferencia de masa. En otras ocasiones, la adsorción de sustancias de superficie activa en la interfase ha causado una reducción de movilidad en la interfase con la consecuente reducción en la velocidad de transferencia de masa esperada.
En general, para aplicar adecuadamente los coeficientes individuales de transferencia de masa, la resistencia a la transferencia de masa en una fase, no debe influenciar a la que ocurre en la otra, es decir, las resistencias no se deben interaccionar. Esto es importante puesto que las correlaciones desarrolladas para los coeficientes individuales, frecuentemente se obtienen bajo condiciones donde la resistencia a la transferencia de masa a la otra fase es nula como en el caso de que la segunda fase sea una sustancia pura. En resumen, el análisis para tales situaciones depende del mecanismo supuesto para la transferencia de masa.
Coeficientes de transferencia de masa globales promedio.En la práctica, en los aparatos para la transferencia de masa, las concentraciones de bulto de las fases en contacto, de ordinario varían considerablemente de un punto a otro del equipo, de tal forma que un punto tal como P en la Fig. 3 y 4 es uno de un número infinito de puntos sobre la línea de operación. Así, en la columna de pared mojada para la absorción de gas en contracorriente considerada, las concentraciones de soluto en ambos fluidos son pequeñas en el domo y altas en la base. En esta situación podemos hablar de un coeficiente global promedio aplicable a todo el equipo. Dicho coeficiente promedio se puede obtener de los coeficientes individuales mediante las mismas ecuaciones desarrolladas para los coeficientes globales locales, pero UNICAMENTE CUANDO LA CANTIDAD m’kY / kX ( o m’’ kX / kY ) PERMANECEN SIEMPRE CONSTANTES.Es obvio que las variaciones del valor de los coeficientes y la pendiente m’ y m’’ pueden ocurrir de tal forma que ellos mismos se compensen, pero en la práctica, en virtud de que los coeficientes individuales promedio se consideran constantes para todo el aparato, y que son los únicos que generalmente se pueden evaluar, los coeficientes globales promedio tendrán significado únicamente cuando m’ = m’’ = constante, es decir, cuando la línea de equilibrio sea recta. Obviamente, y en adición a lo anterior, el régimen hidrodinámico debe ser el mismo a través de todo el aparato para que el coeficiente global promedio tenga significado.
Coeficientes de transferencia de masa para torres de absorción.El coeficiente de transferencia de masa KY fue definido por 4 como la velocidad de difusión interfacial expresada en moles por unidad de tiempo, por unidad de área,
ENS

por unidad de gradiente de concentración en términos de fracción mol. Aún cuando la columna de pared mojada señalada tiene un área interfacial definida, la correspondiente a una torre empacada de absorción es difícil, si no imposible de evaluar. Usualmente es posible calcular la superficie total del empaque seco, pero esta es algo mayor que el área interfacial ( área de transferencia de masa ) en virtud de que el solvente circula irregularmente y toda la superficie de los empaques no puede ser mojada. Por esta razón, conviene considerar una nueva variable “ a “ que representa el área interfacial por unidad de volumen. Puesto que a y KY dependen de la naturaleza del empaque y de las velocidades de flujo de las corrientes de vapor y líquido, ellas se pueden combinar como un producto KY a, que representa el coeficiente de transferencia global para cualquier tipo de empaque en base a volumen. En esta forma ( KY a ) representa la velocidad de transferencia interfacial en moles por unidad de volumen, por unidad de tiempo, por unidad de gradiente de impulso en términos de fracción mole.Con base en lo anterior y de acuerdo con 9 y 15, los coeficientes globales volumétricos de transferencia de masa en función de los coeficientes individuales quedaran como sigue,
( 1 / KY a ) = ( 1 / kY a ) + ( m / kX a ) ( 25 )
( 1 / KX a ) = ( 1 / m kY a ) + ( 1 / kX a ) ( 26 )
Además, ( si m’ = m’’ )
( KX a ) = m ( KY a ) ( 27 )
También se puede anotar,
( 1 / KG a ) = ( 1 / kG a ) + ( m / kL a ) ( 28 )
( 1 / KL a ) = ( 1 / m kG a ) + ( 1 / kL a ) ( 29 )
( KL a ) = m ( KG a ) ( 30 )
DISEÑO BASICO DE TORRES EMPACADAS PARA LA ABSORCION ISOTERMICA E ISOBARICA DE UN COMPONENTE EN REGIMEN
PERMANENTE.
ENS
a. Cálculo de la altura de empaque.Para evaluar la altura de empaque necesaria para lograr un cambio deseado en la concentración de la fase gaseosa o líquida es necesario un modelo matemático y el se establece a partir del modelo físico. El aparato consiste esencialmente de una tubería vertical, empacad al azar con un material químicamente inerte a las corrientes que se procesan ( Fig. 1 )
El líquido se distribuye uniformemente en el extremo superior d los empaques y se desliza sobre sus superficies. Conforme esto pasa el líquido esta en íntimo contacto con la mezcla gaseosa que asciende a través de la torre, permitiendo al transferencia de uno o varios componentes de cualquiera de las fases.
Por lo anterior, en una torre empacada las composiciones cambian continuamente con la altura de empaque. Por ello, cualquier punto sobre la línea de operación representa las condiciones que prevalecen en algún punto de la torre, a diferencia de las torres por etapas en que únicamente puntos aislados de la línea de operación corresponden a la composición real en una etapa.
a. Evaluación de coeficientes convectivos binarios individuales de transferencia de masa a partir de correlaciones.
Puesto que el comportamiento de una torre empacada es muy complejo, empezaremos por establecer un modelo simplificado. El sistema se considera equivalente a dos corrientes que fluyen cara a cara, sin retromezclado y en contacto la una con la otra a través de un área interfacial “ a “. También se considera que la velocidad de las dos corrientes y sus composiciones, son uniformes sobre la sección transversal de la torre. Despreciaremos el transporte de soluto por difusión en la dirección de flujo. Finalmente, consideremos que los perfiles de concentración en la dirección del flujo son curvas continuas muy poco afectadas por la presencia de empaques.
Probablemente el método resultante de estas suposiciones no den una descripción real del comportamiento de una torre empacada. Sin embargo, las correlaciones de las que ya se dispone para evaluar los coeficientes de transferencia de masa, se han calculado en base a este modelo. Por ello, cuando se usen tales correlaciones se deberá emplear el modelo descrito.
ENS
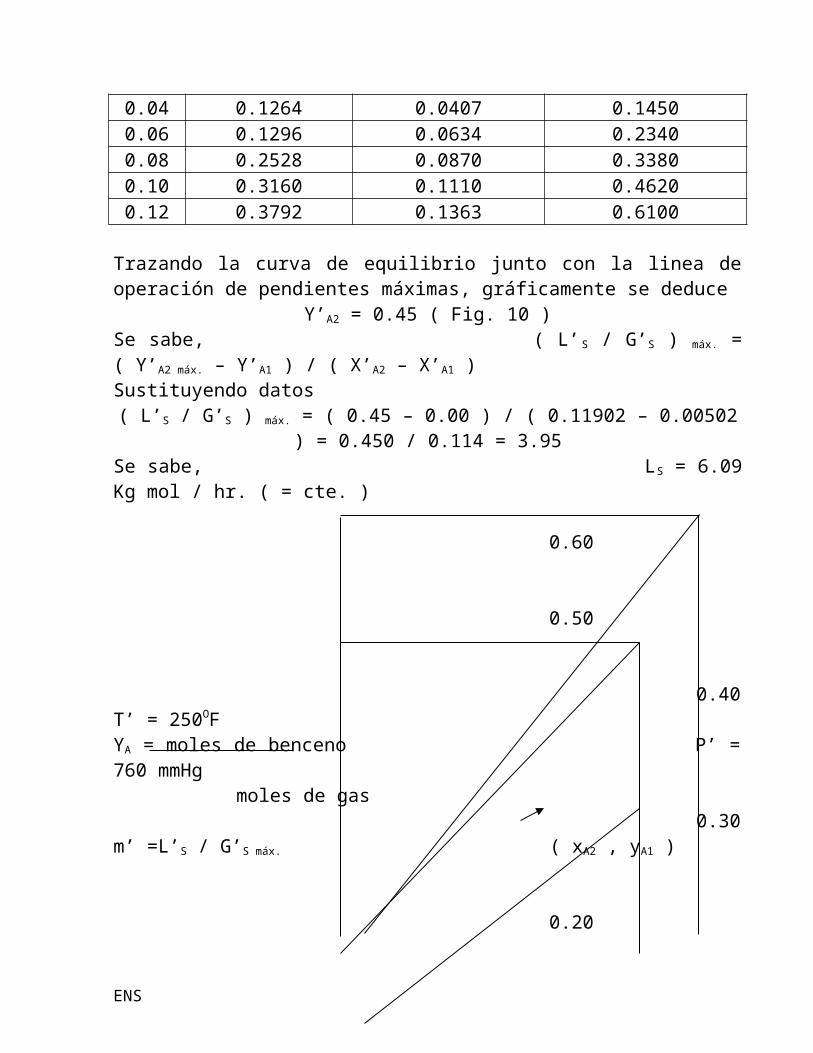
Para establecer el modelo matemático limitaremos nuestra discusión a la absorción isotérmica e isobárica sin reacción química de un gas soluble “ A “ mezclado con uno o varios gases insolubles “ SG “ inertes, mediante un líquido disolvente no volátil “ SL “ inerte. Simultáneamente analizaremos la desorción isotérmica e isobárica sin reacción química de un componente.
Con lo anterior, estamos en posición de desarrollar la expresión deseada. Puesto que la composición de las fases cambian conforme atraviesan el empaque, se requiere realizar un análisis diferencial.
A cualquier nivel del empaque,
NA = KY LOC ( yAG – yA* ) ( 1 )
Sí,
S = área de la sección transversal de los empaques.Z = altura de los empaques.a = concentración de área para la transferencia de masa,
el área para la transferencia de masa será,
Ai = aSZ ( 2 )
Para una diferencial de altura,
NA = ( dGA / dAi ) = ( dGA / aSdZ ) ( 3 )
Por 3 y1,
dGA / ( yAG – yA* ) = ( KY a )loc. S dZ ( 4 )
sabemos,
GA = GyAG = GS ( yAG / 1 – yAG ) ( 5 )
Diferenciando 5,
dGA = GS dyAG / (1 – yAG )2 = GS / (1 – yAG ) = G dyAG / (1 – yAG ) ( 6 )
ENS
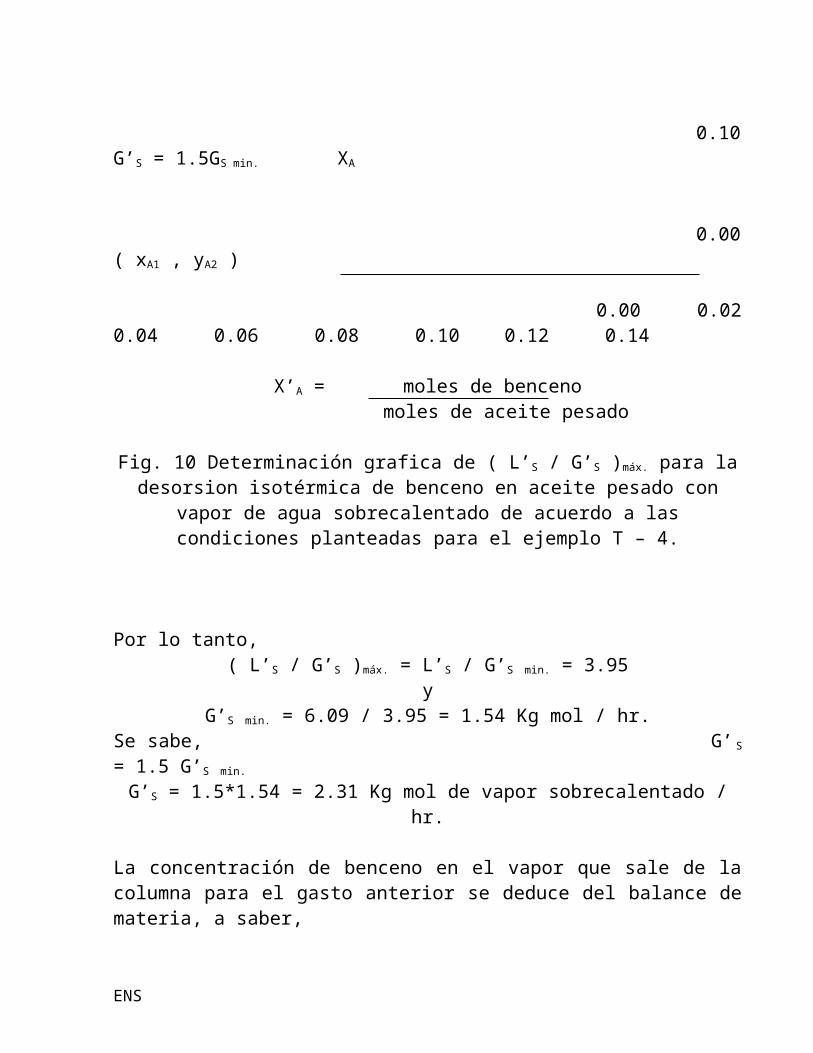
sustituyendo 6 en 4 y rearreglando,
dZ = G / S ( KY a )LOC.* ( dyAG / (1 – yAG ) ( yAG – yA* ) ) ( 7 )
para el caso en que la curva de equilibrio sea una recta ( m’ = m’’ = cte. ) o se pueda aproximara a una línea recta,
( KY a )LOC = ( KY a ) ( 8 )
por otro lado se sabe,
(KY a ) = (K’Y a ) / ( 1 – yAG ) m ( 9 )
donde,( K’Y a ) = coeficiente volumétrico de transferencia de masa que es independiente de la concentración de A
( 1 – yAG ) m = ( 1 – yA* ) – ( 1 – yAG ) Ln ( 1 – yA* ) ( 1 – yAG )
aplicando 9 y 8 a 7,
dZ = G / S ( K’Y a ) * ( 1 – yAG ) m dyAG / ( 1 – yAG ) ( yAG – yA* ) ( 10 )
ó
dZ = G ( 1 – yAG )*m dyAG ( 11 ) S ( KY a ) ( 1 – yAG )*m ( 1 – yAG ) ( yAG – yA * )
Integrando 11,
z yAG1
dZ = G ( 1 – yAG )*m dyAG ( 12 ) S ( KY a ) ( 1 – yAG )*m ( 1 – yAG ) ( yAG – yA * ) 0 yAG2
ENS

puesto que ( G / S ) / ( KY a ) ( 1 – yAG )*m ó ( G / S ) / ( K’Y a ) es mas constante que ( G / S ), es posible anotar 12 como sigue,
yAG1
Z = ( G / S ) ( 1 – yAG ) * m dyAG
( KY a ) ( 1 – yAG )*m ( 1 – yAG ) ( yAG – yA* ) YAG2 ( 13 )
En la integral de 13, en muchos casos ( 1 – yAG )*m / ( 1 – yAG ) es aproximadamente igual a la unidad. Con ello la integral se interpreta como el número de veces que la variación de la concentración del gas ( yAG1 – yAG2 ) es mayor que el promedio del potencial de transferencia ( yAG - yA* ). Lo anterior es una medida de la dificultada a la absorción y tradicionalmente se conoce como número de unidades de transferencia global ( NUTG )G, es decir,
yAG1
( NUTG )G = ( 1 – yAG )*m dyAG ( 14 ) ( 1 – yAG ) ( yAG – yA* ) yAG2
aplicando 14 y 13,
Z = ( G / S ) * ( NUTG )G ( 15 ) ( KY a ) ( 1 – yAG )
con base en 15 la cantidad ( G / S ) / ( KY a ) ( 1 – yAG )*m se define, es correspondientemente, como la altura de unidad de transferencia global ( AUTG )G, es decir,
( AUTG )G = ( G / S ) ( 16 ) ( KY a ) ( 1 – yAG )*m
aplicando 16 a 15 se tiene,
Z = ( AUTG )G ( NUTG )G ( 17 )
ENS

En 17 la evaluación de ( AUTG )G resulta relativamente sencilla. Para evaluar ( NUTG )G la integral implícita: ( a ) se evalúa directamente por métodos gráficos, ( b ) se simplifica antes de evaluarse o ( c ) se resuelve analíticamente mediante suposiciones aplicables a sistemas diluidos cuya linea de equilibrio es recta o se puede aproximar por una recta.
La integral implícita en ( NUTG )G se puede simplificar sustituyendo el promedio logarítmico por el aritmético, a saber,
( 1 – yAG )*m = ( 1 – yA* ) – ( 1 – yAG ) = ( 1 – yA* ) + ( 1 – yAG ) ( 18 ) Ln ( 1 – yA* ) 2 ( 1 – yAG )
Lo cual involucra un pequeño error. Sustituyendo 18 en 14
yAG1
( NUTG )G = ( z – yAG – yA* ) dyAG ( 19 ) z ( 1 – yAG ) ( yAG – yA* ) yAG2
resolviendo 19 por fracciones racionales,
z – yAG – yA* = A + B ( 20 )z ( 1 – yAG )( yAG – yA* ) z ( 1 – yAG ) ( yAG – yA* )
z – yAG – yA* = A ( yAG – yA* ) + 2B ( 1 – yAG ) ( 21 )
z – yAG – yA* = 2B – yAG ( 2B – A ) – yA*A ( 22 )
B= 1, A = 1 ( 23 )
sustituyendo 23 en 20,
z – yAG – yA* = 1 + 1 ( 24 )z ( 1 – yAG )( yAG – yA* ) 2(1 – yAG ) ( yAG – yA* )
ENS

sustituyendo 24 en 19,
yAG1 yAG1
( NUTG )G = dyAG + 1 dyAG ( 25 ) yAG – yA* 2 ( 1 – yAG ) yAG2 yAG2
yAG1 ( NUTG )G = dyAG + 1 Ln ( 1 – yAG2 ) ( 26 ) yAG – yA* 2 ( 1 – yAG1 ) yAG2
En 26, la integral implícita se resuelve gráficamente, lo cual resulta relativamente sencillo.La ecuación 26 resulta equivalente a
yAG1 ( NUTG )G = dyAG - 1 Ln ( 1 + yAG2 ) ( 27 ) yAG – yA* 2 ( 1 + yAG1 ) yAG2 Ello se deduce sustituyendo en 14 el valor de y, en función de Y, y aplicando el promedio aritmético en lugar de logaritmo implícito en la integral, a saber
YAG1
( NUTG )G = 1 – YAG dYAG ( 28 ) 1 + YAG *m 1 + YAG
1 – YAG YAG - YA* 1 + YAG 1 + YAG 1 + YA*
YAG2
YAG1
ENS

( NUTG )G = 1 dYAG ( 29 ) 1 + YAG *m (1 + YAG )2
1 ( YAG – YA* ) 1 + YAG ( 1 + YAG ) ( 1 + YA* )
YAG2
YAG1
( NUTG )G = 1 ( 1 + YA* ) dYAG ( 30 ) 1 + YAG *m ( YAG – YA* )
YAG2
Considerando, 1 + 1 1 = 1 + YAG 1 + YA* = 2 + YAG + YA* ( 31 ) 1 + YAG 2 2 ( 1 +YAG ) ( 1 +YA* )
Sustituyendo 31 en 30,
YAG1
( NUTG )G = z + YAG + YA* dYAG ( 32 ) z ( 1 + YAG ) ( YAG – YA* ) YAG2
Se sabe,
( z + YAG + YA* ) = 1 - 1 ( 33 )z ( 1 + YAG ) ( YAG – YA* ) ( YAG – YA* ) z ( 1 + YAG )
sustituyendo 33 en 32,
ENS

YAG1 YAG1
( NUTG )G = dYAG - 1 dYAG ( 34 ) YAG – YA* 2 ( 1 + YAG ) YAG2 YAG2
YAG1
( NUTG )G = dYAG - 1 Ln ( 1 + YAG1 ) ( 35 ) ( YAG – YA * ) 2 ( 1 + YAG2 ) YAG2
Para simplificar la nomenclatura y una vez que se ha adquirido el significado de las literales conviene anotar las ecuaciones más importantes como sigue,
Z = ( AUTG )G ( NUTG )G ( 36 )
( AUTG )G = ( G / S ) ( 37 ) ( KY a ) ( 1 – y )*m
donde,
( 1 – y )*m = ( 1 – y* ) – ( 1 – y ) ( 38 ) Ln ( 1 – y* ) ( 1 – y )
y1
( NUTG )G = dy + 1 Ln ( 1 – y2 ) ( 39 ) y – y* 2 ( 1 – y1 ) y2
o bien,
y1
( NUTG )G = dy - 1 Ln ( 1 + y2 ) ( 40 ) y – y* 2 ( 1 + y1 ) y2
ENS
las relaciones anteriores ( 36 a 40 ), tienen su equivalente en términos de las concentraciones de líquidos y se deducen en la misma forma. Ellas son,
Z = ( AUTG )L ( NUTG )L ( 41 )
Donde,
( AUTG )L = altura de la unidad de transferencia global de líquido.( NUTG )L = número de unidades de transferencia globales de líquido.
( AUTG )G = ( L / S ) = ( L / S ) ( 42 ) ( KX a ) ( 1 – x )*m ( K’X a )
donde,
( 1 – x )*m = ( 1 – x ) – ( 1 – x* ) Ln ( 1 – x ) ( 1 – x* )
x1
( NUTG )L = dx - 1 Ln ( 1 - x2 ) ( 43 ) x* – x 2 ( 1 - x1 ) x2
x1
( NUTG )L = dx + 1 Ln ( 1 + x1 ) ( 44 ) x* – x 2 ( 1 + x2 ) x2
puesto que ,
NA = KY LOC ( yAG – yA* ) = KX LOC ( xA* - xAL ) ( 45 )
El valor de la altura de empaque obtenido mediante 36 debe ser el mismo que el obtenido con 41, es decir,
Z = ( AUTG )G ( NUTG )G = ( AUTG )L ( NUTG )L ( 46 )
ENS
No obstante lo anterior, las ecuaciones 36 a 40 se emplean usualmente cuando la resistencia principal a la transferencia de masa reside en el gas. Cuando la resistencia principal reside en la fase líquida, generalmente se emplean las ecuaciones 41 a 44.
Las ecuaciones para la evaluación de la altura de empaque necesaria para la desorción isotérmica e isobárica de un componente en régimen permanente son las mismas que se dedujeron para la absorción. Los gradientes de concentración ( yAG – yA* ) y ( xA* - xAL ) que aparecen en las ecuaciones anteriores son negativas, pero como para la desorción xAL2 > xAL1 y yAG2 > yAG1, el resultado de Z es positivo.
La forma ideal de escribir las ecuaciones para desorción es como sigue,
Z = ( AUTG )G ( NUTG )G = ( AUTG )L ( NUTG )L
( AUTG )G = ( G / S ) ( 47 ) ( KY a ) ( 1 – y )*m
donde,
( 1 – y )*m = ( 1 – y ) – ( 1 – y* ) Ln ( 1 – y ) ( 1 – y* )
Y2 y2
( NUTG )L = dx + 1 Ln ( 1 + Y2 ) = dy - 1 Ln ( 1 – y1 ) Y* – Y 2 ( 1 + Y1 ) y* - y 2 ( 1 – y2 ) Y1 y1
( 48 )
( AUTG )G = ( L / S ) ( 49 ) ( KX a ) ( 1 – x )*m
donde,
ENS

( 1 – x )*m = ( 1 – x* ) – ( 1 – x ) Ln ( 1 – x* ) ( 1 – x )
X2 x2
( NUTG )L = dX - 1 Ln ( 1 + X2 ) = dx - 1 Ln ( 1 – x1 ) X – X* 2 ( 1 + X1 ) x – x* 2 ( 1 – x2 ) X1 x1
( 50 )
Evaluación de ( NUTG )G para soluciones diluidas.Se sabe que para cualquier tipo de solución se puede aplicar razonablemente bien,
y1
( NUTG )G = dy + 1 Ln ( 1 - y2 ) ( 34 ) y – y* 2 ( 1 - y1 ) y2
Cuando la mezcla se diluida, el segundo término de 34 se hace despreciable, es decir, y1
( NUTG )G = dy ( 51 ) y – y* y2
Si la curva de equilibrio en el rango d concentraciones de x1 a x2 es una línea recta, o se puede aproximar a ella,
y* = mx + r ( 52 )
También, puesto que las soluciones son diluidas, la línea de operación en función de L y G será una recta,
Y = ( L / G )( x – x2 ) + Y2 ( 53 )
Por 52 y 53,
Y – Y* = ( L / G )x – mx – ( L / G ) x2 +Y2 – r ( 54 )
ó
ENS
Y – Y* = qx + s ( 55 )
En 55 es obvio que q y s son constantes. Sustituyendo 55 y 53 en 51,
x1 d L ( x – x2 ) + Y2 x1
( NUTG )G = G = L dx ( 56 ) qx + s G qx +s x2 x2
por tanto,
( NUTG )G = L ln qx1 + s ( 57 ) Gq qx2 + s
Aplicando 55 a 57,
( NUTG )G = L ln ( y – y* )1 ( 58 ) Gq ( y – y* )2
( NUTG )G = L ( qx1 + s ) – ( qx2 + s ) = ln ( y – y* )1 ( 59 ) Gq ( y – y* )1 – ( y – y* )2 ( y – y* )2
( NUTG )G = L q ( x1 – x2 ) = L ( x1 – x2 ) ( 60 ) Gq ( y – y* )1 – ( y – y* )2 G ( y –y* )m
Ln ( y – y* )1
( y – y* )2
aplicando 53 a 60,
( NUTG )G = ( y1 – y2 ) / ( y – y*)m ( 61 )
Con lo anterior, la ecuación para determinar la altura de empaque será como sigue,
Z = G ( y1 –y2 ) ( 62 ) S ( KY a ) ( 1 – y )*m ( y – y* )m
Z = G ( y1 –y2 ) ( 63 ) S ( KY a ) ( y – y* )m
ENS

Por tanto,
( G / S ) ( y1 – y2 ) = ( KY a ) SZ ( y – y* )m ( 64 )
se sabe,
TA = G ( y1 – y2 ) ( 65 )
TA = ( KY a ) SZ ( y – y* )m ( 66 )
La ecuación 65 es análoga a la velocidad de transferencia de calor Q = UmA( t )m y nos expresa que la velocidad de transferencia de especies A(TA) es proporcional ( KY a ) al área de transferencia (aSZ) y al gradiente de transferencia de masa ( y – y* )m
La ecuación 61 se puede escribir de otra forma considerando la ley de Dalton, a saber,
1 - 2 ( NURG )G = ( y1 – y2 ) = P P ( 67 ) ( y – y* ) - * - - * P P 1 P P 2 Ln ( / P - * / P )1
( / P - * / P )2
es decir,
( NUTG )G = (1 - 2 ) / ( - * )m ( 68 )
donde,
( p – p* )m = ( 1 - 2 ) ( - * )1 – ( - * )2
Ln ( - * )1
( - * )2
ENS
con lo anterior la expresión para calcular la altura de empaque será
Z = G ( 1 - 2 ) ( 69 ) S ( KY a ) ( - * )m
Se sabe,
KY a = P ( KG a ) ( 70 )
Por tanto para que la altura se determine plenamente en función de presiones la ecuación de altura de empaque se puede anotar
Z = G ( 1 - 2 ) ( 71 ) S ( KY a ) P ( - * )m
Similarmente a ( NUTG )G la expresión para ( NUTG )L será como sigue,
( NUTG )L ( x1 – x2 ) / ( x* - x )m ( 71 )
donde,
( x* - x )m = ( x* - x )1 – ( x* - x )2
Ln ( x* - x )1
( x* - x )2
es decir
Z = L ( x1 - x2 ) ( 72 ) S ( KX a ) ( x* - x )m
Puesto que 71 y 72 dan lugar al mismo valor de altura de empaque, se pueden emplear indiferentemente. Sin embargo, 63, 69 o 71 se recomiendan cuando la resistencia en la fase gaseosa es quien domina. Cuando al resistencia en la fase líquida sea quien domine, se recomienda aplicar 72.
ENS
Las ecuaciones anteriores son aplicables a absorción y desorción. La forma ideal de anotar las expresiones para desorción es como sigue,
Z = G ( y2 – y1 ) ( 73 ) S ( KY a ) ( y* - y )m
Z = G ( 2 – 1 ) ( 74 ) S ( KY a ) (* - )m
Z = G ( 2 – 1 ) ( 75 ) S ( KG a )P (* - )m
Z = L ( x2 – x1 ) ( 76 ) S ( KG a ) ( x – x* )m
Evaluación de ( NUTG )G para disoluciones diluidas a quienes se aplica la ley de Henry.
Si la ley de Henry se aplica a la solución diluida de que se trate, la ecuación de la curva de equilibrio será de la forma,
y* = mx ( 77 )
para soluciones diluidas,
y = ( L / G ) ( x – x2 ) + Y2 ( 78 )
y y1 ( NUTG ) G = dy ( 79 ) y – y* y2
aplicando 77 a 78,
y = ( L / G ) ( y* / m – x2 ) + Y2 ( 80 )
por tanto,
ENS

y = ( mG / L ) ( y – y2 ) + mX2 ( 81 )
definiendo,
A = L / mG ( = factor de absorción ) ( 82 )
Sustituyendo 82 en 81,y* = ( 1 / A ) ( y – y2 ) + mx2 ( 83 )
y1 y1
( NUTG )G = dy = dy y – ( 1 / A ) ( y – y2 ) – mx2 y ( 1 – y / A ) + ( ( 1 / A ) y2 – mx2 ) y2 y2
( 84 )
y1 1 – 1 + 1 y2 – mx2 ( NUTG )G = 1 Ln A A = 1 – 1 y2 1 – 1 + 1 y2 – mx2 A A A
y1 1 – 1 + 1 y2 – mx2 = 1 Ln A A ( 85 ) 1 – 1 y2 – mx2 A
y1 – 1 - mx2 1 – 1 + mx2 1 – 1 + 1 y2 – mx2
( NUTG )G = 1 Ln A A A A 1 – 1 y2 – mx2
A
( 86 )
ENS

y1 – mx2 1 – 1 + mx2 – mx2 1 + 1 y2 – mx2
( NUTG )G = 1 Ln A A A 1 – 1 y2 – mx2 y2 – mx2
A ( 87 )
y1 – mx2 1 – 1 + 1 ( NUTG )G = Ln y2 – mx2 A A ( 88 )
1 – 1 A
Para desarrollar, la expresión correspondiente en términos de ( NUTG )L es análoga, a saber, x2 – y1/ m 1 – A + A( NUTG )G = Ln x1 – y1/ m ( 89 )
1 – A En la figura 8.20 de Treyball R.H. , estan graficados convenientemente 88 y 89 a saber,
( NUTG )G ó ( NUTG )L vs. y2 – mx2 ó x1 – y1 / m y1 – mx2 x2 – y1 / m
teniendo como parámetro A ó 1 / A.
Determinación grafica de ( NUTG )G
La ecuación para soluciones diluidas
( NUTG )G = y1 – y2 ( 61 ) ( y – y* )m
demuestra que una unidad global de transferencia de gas resulta cuando el cambio en la composición del gas es igual al promedio del potencial global que causa el cambio. Aplicando lo anterior a un diagrama de operación como el de la Fig. 1 se deduce que la determinación grafica de ( NUTG )G será como sigue.
1 línea de operación Dy = fracción mol de soluto
ENS

en el gas E C F
K H J L curva de equilibrio
2
x = fracción mol de soluto en el líquido Fig. 1 Determinación grafica de ( NUTG )G
Se traza una línea ( KB ) de tal manera que cualquier punto de ella bisecta una línea vertical entre la línea de operación y la curva de equilibrio. El escalón ( CFD ), que corresponde a una unidad de transferencia, se constituye trazando la línea ( CEF ) de tal forma que ( CE ) = ( EF ) y continuando verticalmente a D. ( yG – yC ), correspondiente a este escalón. En esta forma se construyen las otras unidades de transferencia.
Para evaluar gráficamente ( NUTG )L, la línea ( KB ) se traza de tal forma que cualquier punto de ella que bisecte cualquier línea horizontal trazada entre la línea de operación y la curva de equilibrio, además las porciones verticales de los escalones.
Con lo anterior se infiere que para evaluar ( NUTG )G se parte de y2 hasta llegar a y1. para evaluar ( NUTG )L se parte de y1 hasta llegar a y2.
RESUMEN: EXPRESIONES PARA EVALUAR LA ALTURA DE EMPAQUE NECESARIA PARA LA ABSORCIÓN O DESORCIÓN DE UN SOLO COMPONENTE,
ISOTÉRMICA E ISOBÁRICA, EN RÉGIMEN PERMANTE.
SITUACIÓN. ABSORCIÓN.+
Z = ( AUTG )G ( NUTG )G
( AUTG )G ( NUTG )G
G S ( KY a )( 1 – y )*m
GENERAL. donde, Y1
dY – 1 Ln 1 + Y1
ENS
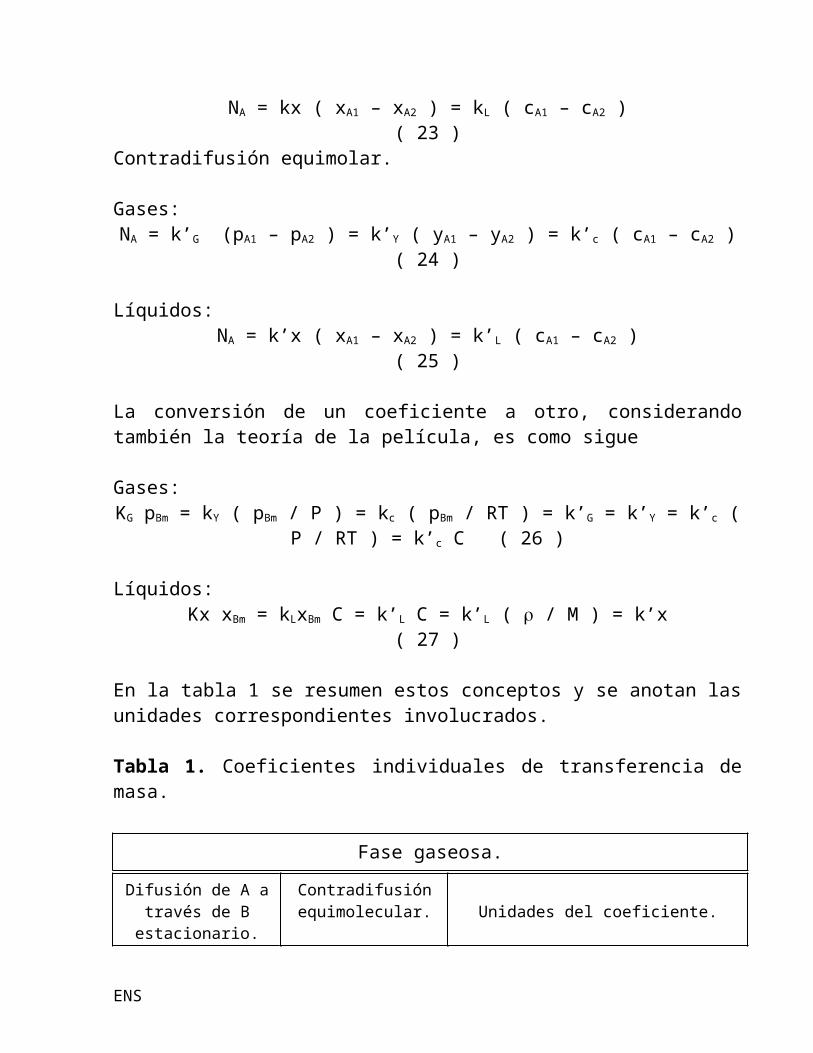
( 1 – y )*m = ( 1 – y* ) – ( 1 – y ) Y – Y* 2 1 + Y2
Ln ( 1 – y* ) Y2
( 1 – y )
G y1 – y2 S ( KY a ) ( y – y* )m
SOLUCIONES donde, DILUIDAS (y–y*)m =(y1–y1*) – (y2–y2*) Ln ( y1 – y1* ) ( y2 – y2* )
G 1 - 2
S ( KY a ) ( - * )m
SOLUCIONES donde, DILUIDAS (-*)m= (1-1*) – (2-2*) Ln (1-1*) (2-2*)
G 1 - 2
S ( KG a ) P ( - * )m
SOLUCIONES donde, DILUIDAS (-*)m= (1-1*) – (2-2*) Ln (1-1*) (2-2*)
SITUACIÓN. DESORCIÓN.+
Z = ( AUTG )L ( NUTG )L
( AUTG )G ( NUTG )G
L S ( KX a )( 1 – x )*m
ENS

GENERAL. donde, X2
dX – 1 Ln 1 + X2
( 1 – x )*m = ( 1 – x ) – ( 1 – x* ) X – X* 2 1 + X1
Ln ( 1 – x ) X1
( 1 – x* )
L x2 – x1 S ( KX a ) ( x – x* )m
SOLUCIONES donde, DILUIDAS (x–x*)m =(x2–x2*) – (x1–x1*) Ln ( x2 – x2* ) ( x1 – x1*)
L c2 - c1
S ( KX a ) (c - c* )m
SOLUCIONES donde, DILUIDAS (c-c*)m= (c2-c2*) – (c1-c1*) Ln (c2-c2*) (c1-c1*)
L c2 – c1
S ( KL a ) C (c - c* )m
SOLUCIONES donde, DILUIDAS (c-c*)m= (c2-c2*) – (c1-c1*) Ln (c2-c2*) (c1-c1*)
+ Es obvio que Z = ( AUTG )G (NUTG )G = ( AUTG )L ( NUTG )L para absorción y desorción. Sin embargo, y dado que, en general, para absorción la resistencia principal reside en la fase gaseosa, las expresiones que aquí se anotan para evaluar la altura de empaque se anotan en función del gas. Para desorción y dado que, en general, la resistencia principal reside en el líquido, las expresiones de Z se anotan explícitamente en función del líquido.
ENS
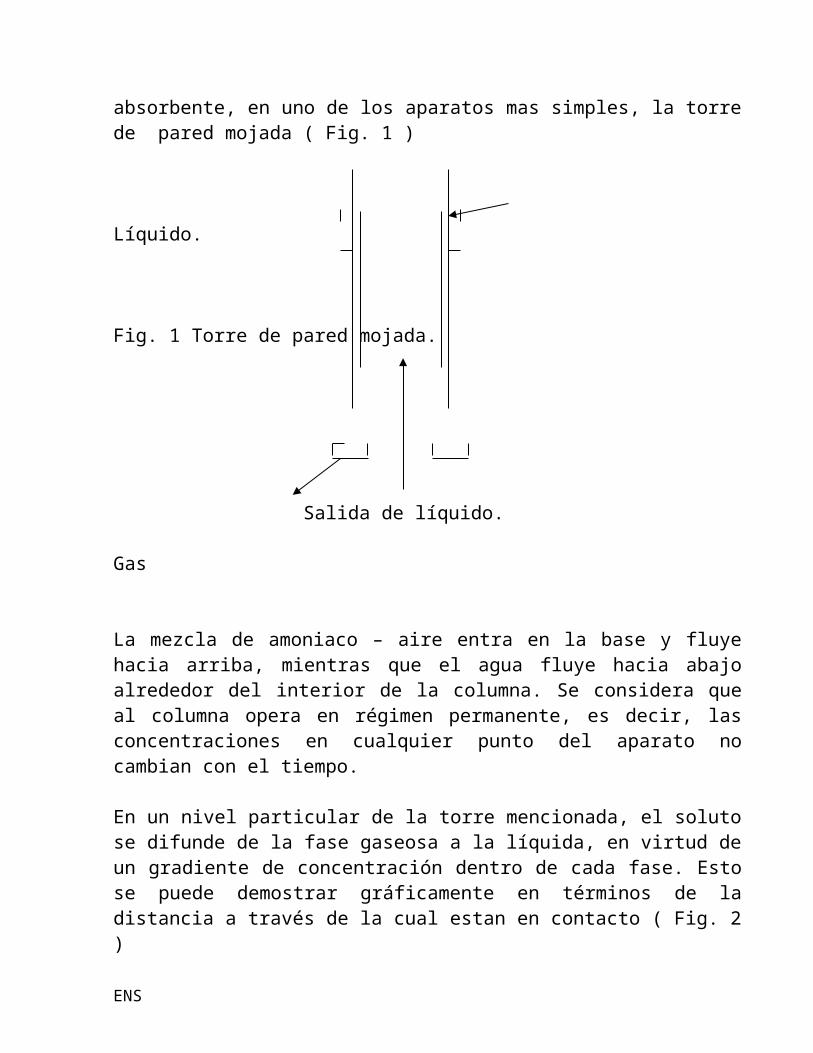
Ejemplo T – 6. calculo de la altura de empaque necesaria para la absorción isotérmica e isobárica en contracorriente de un componente en régimen permanente.
Se desea separar benceno gaseoso de un gas de hulla, utilizando aceite pesado como absorbente. La columna seleccionada tiene 1.5 pies de diámetro y empaque del tipo silletas Berl de 1.5 pulg.
Fase gaseosa.Contenido de benceno. Entrada: y1 = 0.02 Y1 = 0.0204 Salida : y2 = 0.00102 Y2 = 0.00102
Peso molecular medio de gas inerte = 11.0
Alimentación = 36.5 Kg mole totales / hr. ; 35.77 Kg mol inerte / hr.Temperatura = 80O F Presión = 800 mm Hg.Viscosidad = 0.01 cpDAG = 0.504 pies2 / hr.( KY a ) = 26.4 lb mol / hr pie3 fracción mol
Fase líquida.Contenido de benceno. Entrada: x2 = 0.005 X2 = 0.00502 Salida: x1 = 0.1063 X1 = 0.1190
Aceite libre de benceno.Peso molecular medio = 260
Velocidad de circulación = 6.09 Kg mol / hr.Viscosidad = 2.0 cp.
Gravedad especifica = 0.84DAL = 1.85*10 - 5 pies2 / hr.
Tensión superficial = 30 dinas / cm.Temperatura =80O F m = y* = 0.125
x( KX a ) = 5.6 lb mol / hr pie3 fracción mol
Calcular la altura de empaque necesaria.
y2 = 0.00102 x2 = 0.005; LS = 2.0 cp.Y2 = 0.00102 X2 = 0.00502; LS = 0.84PMGS = 11.0 PMLS = 260; DAL = 1.85*10-5 ft2/seg.
ENS

LS = 6.09 Kg mo, / hr. VL = 30 dinas / cm. m = y* = 0.125 x
D = 1.5 pies. Empaques = silletas Berl de 1.5 pulg. Presión = 800mm Hg. T = 80OF ( KY a ) = 26.4 lb mol / hr pie3 f.m. ( KX a ) = 5.6 lb mol / hr pie3 f.m.y1 = 0.02, Y1 = 0.0204 G1 = 36.5 Kg mol / hr. x1 = 0.1063GS = 35.9 Kg mol / hr. X1 = 0.1190G = 0.01 cpDAG = 0.504 pies2 / hr.
B. Preguntas.Z = ?
C. Solución.
Considerando ( KY a ) y ( KX a ) constantes a través de todo el empaque, que la curva de equilibrio es una recta en ordenadas y vs. x ( y* = mx ) y dado que se trata de absorción, las ecuaciones que se aplicaran son las que siguen:
Z = ( AUTG )G ( NUTG )G ( 1 ) Donde,( AUTG )G = Gm ( 2 ) S ( KY a )
1 / ( KY a ) = 1 / ( ky a ) + m / ( kx a ) ( 3 )
en este caso, en virtud de que la solución es diluida, además de que la línea de equilibrio es recta en ordenadas y vs. x
( NUTG )G = y1 – y2 ( 4 ) ( y – y* )
donde,
ENS

(y–y*)m =(y1–y1*) – (y2–y2*) Ln ( y1 – y1* ) ( y2 – y2* )
Para evaluar 2, primero se evalúa 3 y posteriormente se sustituyen datos. La evaluación de 4 se realiza conociendo los datos del balance global de materia y los de equilibrio.
a). Determinación de ( AUTG )G
1. Calculo de ( KY a )sustituyendo datos en 3
1 / ( KY a ) = 1 / 26.4 + 0.125 / 5.6 = 0.0379 + 0.0227 = 0.0602( KY a ) = 16.6 lb mol / hr pie3 f.m.
2. Cálculo de Gm
se sabe, G1 = 36.5 Kg mol / hr = 80 lb mol / hr. GS = 35.9 Kg mol / hr. = 79.2 lb mol / hr. y2 = 0.00102GS = G2 ( 1 – y2 ) por lo tanto G2 = 79.2 = 79.4 lb mol / hr. 1 – 0.00102
puesto que, ( G1 / G2 ) = ( 80.6 / 79.4 ) < 2Gm = ( G1 + G2 ) /2 = ( 80.6 + 79.4 ) / 2 = 80 lb mol / hr.
3. Cálculo de ( AUTG )G
( AUTG )G = 80 lb mol / hr. ( A + S ) = 80 pies f.m. ( 1.5 )2 pies2 * lb mol ( ft ) *16.6 1.77 * 16.6 4 hr pie3 f.m.
( AUTG )G = 2.725 pies f.m. ( lb mol totales / lb mol de A )
b). Determinación de ( NUTG )G
y1 – y1* = y1 – mx1 = 0.02 – 0.125 * 0.1063 = 0.006700y2 – y2* = y2 – mx2 = 0.00102 – 0.125 * 0.005 = 0.000395
ENS
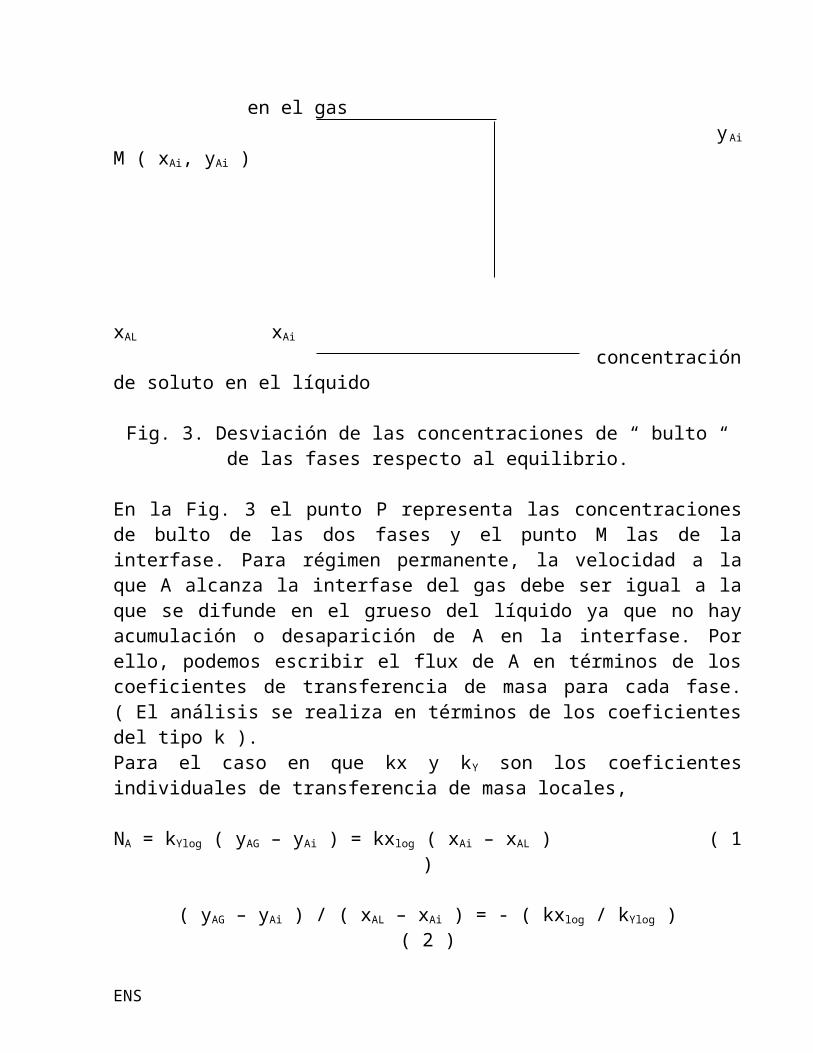
y1 – y1* = 0.006700 = 16.95 y2 – y2* 0.000395
( y1 – y1* ) – ( y2 – y2* ) = 0.006700 – 0.000395 = 0.006305( y – y* )m = 0.006305 = 0.00223 ln 16.95
y1 – y2 = 0.02000 – 0.00102 = 0.01898( NUTG )G = ( 0.01898 / 0.00223 ) = 8.52 ( yA / f.m. )
c). Determinación de altura de empaque
Z = 2.725 pies f.m. * ( lb mol totales / lb mol de A )* 8.52 ( yA / f.m. )Z = 2.725 * 8.52 = 23.2 pies
Comentarios
1. La determinación masa precisa de ( AUTG )G es como sigue,
( AUTG )G = Gm ( i ) S ( KY a ) ( 1 – y )*m
donde,
Gm = ( G1 – G2 ) / ln ( G1 / G2 ) si ( G1 / G2 ) > 2ó Gm = ( G1 + G2 ) / 2 si ( G1 / G2 ) < 2
( 1 – y )*m = ( 1 – y )*m2 - ( 1 – y )*m1 si ( 1 – y )*m2 > 2 ln ( 1 – y )*m2 ( 1 – y )*m1
( 1 – y )*m1
ó
( 1 – y )*m = ( 1 – y )*m2 + ( 1 – y )*m1 si ( 1 – y )*m2 < 2 2 ( 1 – y )*m1
( 1 – y )*m2 = ( 1 – y2* ) - ( 1 – y2 ) si ( 1 – y2* ) > 2 ln ( 1 – y2* ) ( 1 – y2 )
ENS
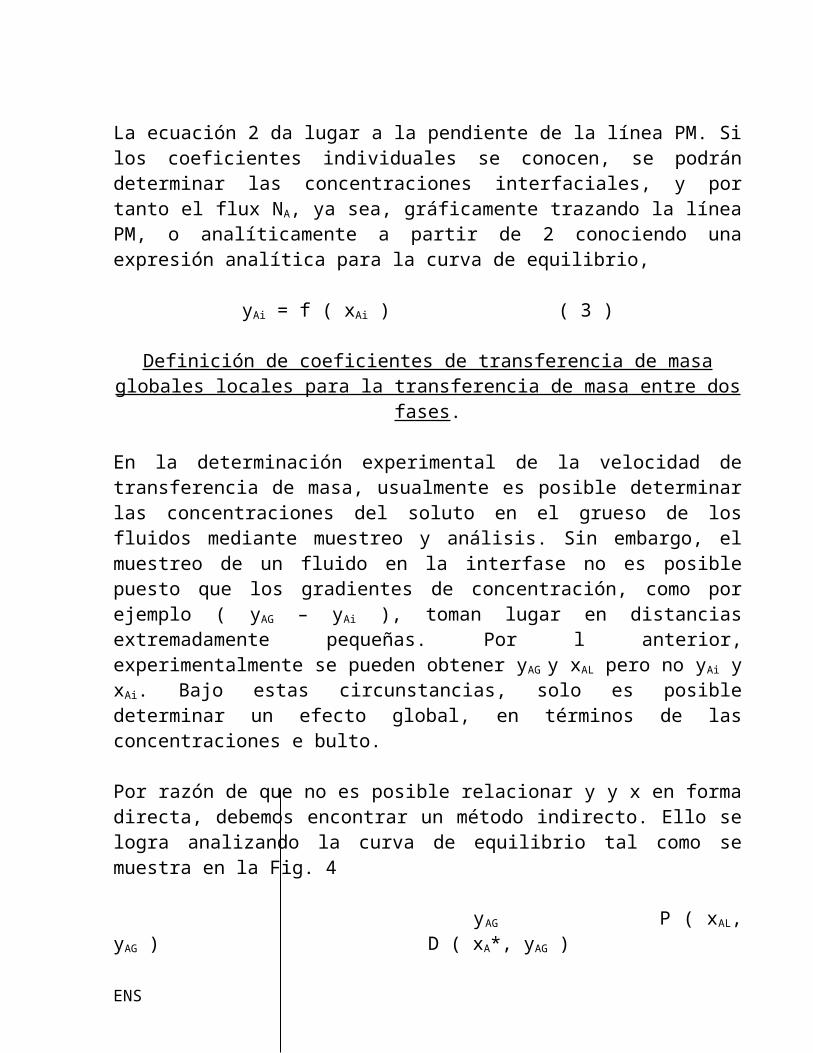
( 1 – y2 )
ó
( 1 – y )*m2 = ( 1 – y2* ) + ( 1 – y2 ) si ( 1 – y2* ) < 2 ln ( 1 – y2* ) ( 1 – y2 ) ( 1 – y2 )
( 1 – y )*m1 = ( 1 – y1* ) - ( 1 – y1 ) si ( 1 – y1* ) > 2 ln ( 1 – y1* ) ( 1 – y1 ) ( 1 – y1 )
ó
( 1 – y )*m1 = ( 1 – y1* ) + ( 1 – y1 ) si ( 1 – y1* ) < 2 2 ( 1 – y1 )
Se sabe,( KY a ) = 16.6 lb mol / hr pie2 yG1 = 36.5 Kg mol / hr = 80.3 lb mol / hr.GS = 35.9 Kg mol / hr = 79.2 lb mol / hr.S = 1.77 Pies2
Gm = 80 lb mol / hry1 = 0.02y1* = 0.0133y2 = 0.00102y2* = 0.000625
por lo tanto,
( 1 – y1 ) = 1 – 0.02 = 0.98( 1 – y1* ) = 1 – 0.0133 = 0.9867
puesto que,
( 1 – y1* ) / ( 1 – y1 ) < 2
( 1 – y1 )*m = ( 0.9867 + 0.9800 ) = 0.98335 = ( 1 –y1 )( 1 – y2 ) = 1 – 0.000625 = 0.998980( 1 – y2*) = 1 – 0.000625 = 0.999375
ENS

puesto que,
( 1 – y2* ) < 2 ( 1 – y2 )
( 1 – y )*m2 = ( 0.998980 + 0.999375 ) / 2 = 0.9991775 = ( 1 – y2 )
puesto que,
( 1 – y )*m2 < 2( 1 – y )*m1
( 1 – y )*m = ( 0.9992 + 0.9834 ) / 2 = 0.19913
sustituyendo datos en 1,
( AUTG )G = 20 = 2.75 pies 1.77 * 16.6 * 0.9913
Otras formas de evaluar ( AUTG )G serán,
( AUTG )G = G1 = 80.6 = 2.795 pies S ( KY a ) ( 1 – y )*m1 1.77 * 1.66 * 0.9834
( AUTG )G = G2 = 79.4 = 2.705 pies S ( KY a ) ( 1 – y )*m2 1.77 * 1.66 * 0.9992
( AUTG )G = G1 = 80.6 = 2.75 pies S ( KY a ) ( 1 – y )*m2 1.77 * 1.66 * 0.9992
( AUTG )G = G2 = 79.4 = 2.745 pies S ( KY a ) ( 1 – y )*m1 1.77 * 1.66 * 0.9834
( AUTG )G = G1 = 80.6 = 2.8 pies S ( KY a ) ( 1 – y1 ) 1.77 * 1.66 * 0.98
( AUTG )G = G2 = 79.4 = 2.705 pies
ENS

S ( KY a ) ( 1 – y2 ) 1.77 * 1.66 * 0.99898
( AUTG )G = G2 = 79.4 = 2.76 pies S ( KY a ) ( 1 – y1 ) 1.77 * 1.66 * 0.98
( AUTG )G = G1 = 80.6 = 2.75 pies S ( KY a ) ( 1 – y2 ) 1.77 * 1.66 * 0.99898
Por lo anterior, conviene por sencillez y aproximación que la evaluación de( AUTG )G , aplicar,
( AUTG )G = G1 S ( KY a ) ( 1 – y2 )
ó
( AUTG )G = G2 S ( KY a ) ( 1 – y1 )
Si se dispone de ( K’Y a ), entonces se aplica
( AUTG )G = Gm S ( K’Y a )
2. El valor de ( NUTG )G se puede determinar en forma más precisa aplicando,
y1
( NUTG )G = dY + 1 Ln ( 1 + y2 ) ( ii ) y – y* 2 ( 1 + y1 ) y2
ENS

Y1
( NUTG )G = dY – 1 Ln ( 1 + Y1 ) ( iii ) Y – Y* 2 ( 1 + Y2 ) Y2
El valor de ( NUTG )G resultante de aplicar ii o iii es el mismo. Sin embargo, resulta más sencillo aplicar iii en virtud de que, en general, siempre se construye un diagrama de operación X vs. Y en el que la línea de operación es recta. Por ello, lo que sigue se discute para iii*.
Se sabe, Y1 = 0.0204 ; Y2 = 0.00102
* y = Y 1 +Y
Sustituyendo valores en iii se tiene,
0.0204( NUTG )G = dY – 1 Ln ( 1 + 0.0204 ) Y – Y* 2 ( 1 + 0.00102 ) 0.00102
0.0204( NUTG )G = dY – 0.0099 ( iv ) Y – Y* 0.00102
Para evaluar, analíticamente, el área de un rectángulo se sabe,
q AT puesto que, qO = qn = q qO qn AT = qO ( b – a ) = qn ( b – a ) = qr ( v )
ENS

0 a b r
Para el caso de área bajo una curva,
q qO Puesto que, qO qn, la forma adecuada de evaluar el área es dividiendo AT en segmentos qn verticales tomando en cuenta que mientras mayor sea su número mayor será la precisión, es decir, AT
0 a b r
q qO AT = A1 + A2 + …….+ An ….. ( vi ) AT = qmo r1 * qm 1,2 r2 + … + q m n – 1, n rn ( vii )
A1 A2 A3
A1 A2 A3 A4 A5 A6
0 a b r r1 r2 r3 r4 r5 r6
r’1 r’2 r’3
AT = A1 + A2 + …….+ An ….. ( vi )AT = qmo r1 * qm 1,2 r2 + … + q m n – 1, n rn ( vii )ó AT = q0,2 r’1 + qm 2,4 r’2 + ……. + qm n – 2,n r’n ( viii )ó
r = b
ENS

AT = qm n – 1, n rn ( ix ) r = a
r = bAT = qm n – 2, n r’n ( x ) r = a
si r 0, si r’n 0
bAT = q dr ( xi )
b
Si se aplica la regla de los trapecios,
AT = ( qO + q1 ) r1 + ( q1 + q2 ) r2 + ……… + ( qn-1 + qn ) rn ( xii ) 2 2 2
si, r1 = r2 = ……….. = rn ( xiii )
AT = r ( qO / 2 + q1 / 2 +q2 / 2 + …………+ qn – 1 / 2 + qn / 2 ) ( xiv )
AT = r ( qO / 2 + q1 +q2 + …………+ qn – 1 + qn / 2 ) ( xv )
Si se aplica la regla de Simpson,
= r2 = r4
AT = ( qO + 4q1 + q2 ) ( r1 / 3 ) + ( q2 + 4q3 + q4 ) (r3 / 3 )
= rn
+ ( qn – 2 + 4qn – 1 + qn ) (rn – 1 / 3 ) ( xvi )donde n = número par
ENS

si r1 = r3 = r5 = ................................ = rn = r ………. ( xvii )
AT = (r / 3 ) ( qO + 4q1 +q2 + 4q3 + q4 + …. + qn – 2 + 4qn – 1 + qn ) ( xviii)
AT = (r / 3 ) ( qO + 4 (q1 +q3 + qn – 1 ) + 2 (q2 + q4 + qn – 2 ) + qn ( xix )
Donde n = número par ( qO qn ) ( de tiras )
Aplicando lo anterior a iv, Y1
dY q = 1 Y – Y* Y – Y* Y2
0 Y2 Y1 r = Y
De lo señalado, se pueden establecer dos métodos generales de evaluar la integral de iv, dependiendo de los datos de equilibrio.
a). Si los datos de equilibrio se reportan tubularmente y no siguen la ley de Rault o la de Henry, se elabora el diagrama de operación X vs. Y; en el intervalo de Y2 a Y1
se divide en el número deseado de segmentos de espesor Y, con ello para cada valor de Y se deduce uno de Y*, Y – Y* y 1 , con lo que ya se puede Y – Y*
ENS
construir la grafica y determinar el área bajo la curva en forma directa. Si el calculo del área se realiza analíticamente ( regla de los trapecios o regla de simpson ), no será necesario construir la gráfica si no aplicar en las ecuaciones respectivas los valores obtenidos. La secuencia anterior es como sigue,
Y Y Y* Y – Y* 1 Y – Y*
Y1 Y2
Y Y2 + Y
Y Y2 + Y2
Y2 .............. ..... .............. ..... Y2 + ( n – 1 ) Y
Y2* Y1
Y* Y2* X
Se aplica regla de los trapecios ó regla de simpson ( número de segmentos del mismo incremento si se aplica la regla de simpson ),
Y1
dY 1 Y – Y* Y – Y* Y2
0 Y2 Y1
b). Si los datos de equilibrio del sistema siguen la ley de Rault o la ley de Henry, no es necesario contar con el diagrama de operación X vs. Y, procediéndose de la siguiente forma.
Y X = GS ( Y1 – Y ) + X2
LS
x y* = mx Y* Y–Y* 1 Y – Y*
Y2 ---------------------------- ---- ---------- --- ------- -----------
ENS
Y2 + Y ---------------------------- ---- ---------- --- ------- -----------Y2 + 2Y ---------------------------- ---- ---------- --- ------- -----------................ ...................................... ..... .............. .... .......... .............................. ..................................... ..... .............. .... .......... ..............Y2 + ( n – 1 ) Y ---------------------------- ---- ----------- --- -------- -----------Y1 ---------------------------- ---- ----------- --- -------- -----------
Una vez obtenidos estos datos, se construye la gráfica ( 1 / Y – Y* ) vs. Y, o se aplica la regla de los trapecios o la de simpson (o una combinación de ambas reglas).Para el ejemplo que se discute, a continuación se presenta la evaluación gráfica, aplicación de la regla de los trapecios y la regla de simpson, dividiendo el incremento de Y2 a Y1 arbitrariamente en 10 partes iguales ( se considero número par de partes en virtud de que también se aplica la regla de simpson ) ( por comodidad de cálculo las partes podrían ser diferentes )
Y = ( 0.0204 – 0.00102 ) / 10 = 0.01938 / 10 = 0.001938Y1 = 0.001020Y1 + Y = 0.001020 + 0.001938 = 0.002958Y1 + 2Y = 0.002958 + 0.001938 = 0.004896Y1 + 3Y = 0.004896 + 0.001938 = 0.006834Y1 + 4Y = 0.006834 + 0.001938 = 0.008772Y1 + 5Y = 0.008772 + 0.001938 = 0.010610Y1 + 6Y = 0.010610 + 0.001938 = 0.012648Y1 + 7Y = 0.012648 + 0.001938 = 0.014586 Y1 + 8Y = 0.014586 + 0.001938 = 0.016524Y1 + 9Y = 0.016524 + 0.001938 = 0.018462Y1 + 10Y = Y2 = 0.018462 + 0.001938 = 0.020400
Con los dato anteriores y el diagrama de operación sig. T – 4 ( absorción de benceno en gas de hulla con aceite pesado ), se deduce*,
Y Y* Y – Y* 1 / ( Y – Y* )Y1 = 0.001020 0.000600 0.000420 2380.0 = qO
0.002958 0.001800 0.001158 865.0 = q1 0.004896 0.003300 0.001596 626.0 = q2
0.006834 0.004700 0.002134 469.0 = q3
0.008772 0.006000 0.002772 361.0 = q4
0.010710 0.007300 0.003410 293.0 = q5
ENS

0.012648 0.008600 0.004048 247.0 = q6
0.014586 0.010000 0.004586 218.0 = q7
0.016524 0.011200 0.005324 188.0 = q8
0.018462 0.012400 0.006062 165.0 = q9
Y2 = 0.020400 0.013600 0.006800 147.0 = q10
Aplicando regla de los trapecios,
AT = 0.001938 2380 + 865 +626 +469 + 361 + 293 +247 +218 +188 +165+ 147 2 2
* En este caso hubiera sido posible aplicar lo señalado en el caso ( b ) en virtud de que el sistema sigue la ley de Rault, sin embargo se presenta el método que se considera mas general.
Por lo tanto, 0.02040
AT = dY = 0.001938 * 4695 = 9.09 Y – Y* 0.001020
por lo tanto,
( NUTG )G = 9.09 – 0.0099 = 9.08 ( vs. 8.62 )
Aplicando la regla de simpson,
AT = 0.001938 2380+4(865+469+293+218+165)+2(626+361+247+188)+147 3
por lo tanto,
0.02040
AT = dY = ( 0.001938 / 3 ) * 13,411= 8.66 Y – Y* 0.001020
ENS

por lo tanto,
( NUTG )G = 8.66 – 0.0099 = 8.65 ( vs. 8.62 )
trazando la grafica ( 1 / Y – Y* ) vs. Y y evaluando directamente el área adecuada
0.02040
dY = 8.34 Y – Y* 0.001020
( NUTG )G = 8.34 – 0.0099 = 8.33 ( vs. 8.62 )
1 Y – Y*
2000
1500
A = 83.4 * 0.001 * 100 = 8.34 1000
500
0 0.005 0.010 0.015 0.020
ENS

Resumiendo, si se toman 10 incrementos entre Y1 y Y2 se deduce,
Método Valor de ( NUTG )G
Regla de los trapecios 9.08Regla de Simpson 8.65Lectura directa de grafica ( 1 / Y – Y* ) vs. Y 8.33( 1 / XA )
Previamente se dedujo,
( NUTG )G = y1 – y2 = 8.52 ( y – y* )m
Por otro lado, se sabe que el valor correcto ( Treybal R. ) de ( NUTG )G = 8.62
Por lo anterior, para sistemas cuyas lineas de equilibrio sea recta ( y muy probablemente para sistemas en que la curva de equilibrio se puede aproximar a una recta dentro del rango de operación ) conviene aplicar para determinar ( NUTG )G la expresión simplificada
( NUTG )G = y1 – y2 ( y – y* )m
ya que con rapidez y exactitud se determina su valor. De lo contrario, se requiere trazar con precisión el diagrama de operación o disponer y aplicar la expresión analítica de la línea de equilibrio combinada con la ecuación de la línea de operación, también, tomar un número mínimo de 10, ya que se podría incurrir en valores de ( NUTG ) G muy alejados del correcto, a saber.
Número de Valor de ( NUTG )G
incrementos. Regla de los trapecios. Regla de simpson correcto y1 – y2
( y – y* )m
2 15.06 11.94
4 11.01 9.68 8.626 10.08 9.34
8 9.53 9.04 8.5210 9.08 8.65
ENS

3. Para comparar, a continuación se presentan los otros métodos para evaluar ( NUTG )G que previamente se discutieron.
a) Método gráfico.Para aplicar este método se emplea un diagrama y vs. x, sin embargo, en virtud de que para soluciones diluidas ( que en el caso que se discute ) el diagrama Y vs. X es casi igual al y vs. x, por razones de comodidad y dado que es muy aproximado se aplicara el diagrama Y vs. X elaborado en el ejemplo T – 4 para determinar ( NUTG )G de estos ejemplo. En el diagrama adjunto, BD se trazo equidistando verticalmente de la linea de operación y la de equilibrio, los escalones, que representan las unidades de transferencia, se construyen trazando segmentos horizontales tales que AB = BC.De gráfica se deduce:
( NUTG )G = 9 ( 10 / 38 ) = 9.264b). Ecuación simplificada que se deduce para soluciones que satisfacen la ley de Henry y son soluciones diluidas.Se sabe,
y1 – mx2 1 – 1 + 1 ( NUTG )G = Ln y2 – mx2 A A
1 – 1 A
donde,
A = ( L / m G ) ó A = ( Lm / m Gm )
Gm = 80 lb mol / hr.m = 0.125y1 – mx2 = 0.02 – 0.125 * 0.005 = 0.019375
YA = moles de C6H6
moles de gas de hulla sin benceno
0.030
ENS

0.025 10 / 38 0.020
0.015 A B C 0.010
0.005
0.000 0.00 0.05 0.010 0.15 0.20 XA = moles de benceno moles de aceite absorbentey2 – mx2 = 0.00002 – 0.125 * 0.005 = 0.000395
L1 ( 1 – x1 ) = LS = L2 ( 1 – x2 )
L1 = LS / ( 1 – x1 ) = ( 6.09 * 2.2046 ) / ( 1 – 0.1063 ) = 15.02 lb mol / hr.
L2 = LS / ( 1 – x2 ) = ( 6.09 * 2.2046 ) / ( 1 – 0.005 ) = 13.50 lb mol / hr.
puesto que,
( L1 / L2 ) < 2
entonces,
Lm = ( 15.02 + 13.50 ) / 2 = 14.26 lb mol / hr.
A = 14.26 / ( 0.125 * 80 ) = 1.426
Sustituyendo datos,
0.019375 1 – 1 + 1 ( NUTG )G = Ln 0.000395 1.426 1.426
1 – 1 1.426
ENS
( NUTG )G = Ln ( 14.65 + 0.701 ) = ( 2.73 / 0.299 ) = 9.13 0.298
Comparando este valor con los deducidos por los otros métodos, cabe señalar que es bastante cercano al correcto de 8.62, pero sorpresivamente esta mas alejado que el encontrado aplicando ( NUTG )G = y1 – y2 = 8.52 a pesar de que el sistema ( y – y* )m
sigue y* = mx. Esto seguramente se debe a la presencia del factor de absorción A = ( L / mG ) que habría que analizar con más detenimiento.
4. De los valores encontrados de ( NUTG )G aplicando los diferentes métodos se concluye que en este ejemplo, en que el equilibrio del sistema sigue una línea recta en ordenadas y vs. x, las soluciones son diluidas, y que el mejor método por su evolución tomando en cuenta en sencillez y aproximación es,
( NUTG )G = y1 – y2 ( y – y* )m
5. Los métodos de solución aplicados en este ejemplo son adecuados cuando la línea de equilibrio es recta en ordenadas y vs. x ( m = m’ = m’’ = cte. ( K Y a ) = cte. ) y cuando la velocidad de flujo no varían equivalentemente de uno a otro extremo de los empaques ( ( KX a ) = cte. ; ( KY a ) = cte. ), lo que implica que las soluciones sean diluidas.Si la línea de equilibrio no es recta dentro del cambio de construcción efectuado, y las velocidades de flujo varían de uno a otro extremo de los empaques, para mayor veracidad en el resultado se debe aplicar,
y1
Z = G dy S ( KY a ) ( 1 – y )( y – y* ) y2
o bien, una expresión en función de coeficientes individuales ( KY a ó KX a ), lo que serán menos problemáticas.
ENS

6. Todo lo anterior es aplicable para ( NUTG )L , ( AUTG )L es decir se puede extrapolar a las expresiones deducidas para la fase líquida, y obviamente también para desorción.
A. Datos directos. PMSL = 485 Aceite pesado + I2 = 36 Kg / hr. heptano xA2 = 0.045
t = 115OC, P = 585mmHg y* = 2.05x ó Y* = 2.55X Z = 2.05m ( AUTG )L = 23 cm
GS = 2.5Gmín CO2
YS = 0.00 xA1 = 0.005
B. Preguntas.a). Gvco2 = ? en lb / hr. = GVS
y yCO2 2 = ? = yA2
yheptano 2 = ? = ( 1 – yA2 )b). Puede o no usarse la columna.
C.Solución.Para ello se supone que el Co2 es prácticamente insoluble e inerte en el aceite a la temperatura y presión de operación.Además, el aceite no se transfiere al CO2.
ENS

a). GVS y yA2 y yS2 son datos del balance global de materia y se sabe que cualquier dato sobre ello se conoce.Si se resuelve o esta resuelta la expresión
LS ( XA – XA1 ) = GS ( YA2 – YA1 ) ( 1 )
En 1 se puede conocer a partir de los datos directos LS, XA1, XA2 y YA1. GS se puede deducir conociendo GSmín., lo que se logra empleando los datos del equilibrio. Finalmente.
* forma explicita para desorción.
Ejemplo T – 7. Estudio comparativo de la capacidad instalada y demas de una columna empacada para la desorción isotérmica e isobárica de un componente que se opera con flujo en contracorriente y régimen permanente.
Se desea realiza una experimentación sobre desorción de heptano contenido en aceite pesado poniéndole en contacto con CO2 puro a través de una columna empacada. El contacto entre las fases se piensa realizar en contracorriente, isotérmica e isobaricamente. El peso molecular medio del aceite sin benceno es 485.
A la columna se piensan alimentar como máximo 36 Kg / hr. de una solución de heptano en aceite, con 4.5%, en peso, de heptano. La solución se desea salga de la columna con un contenido de heptano del 0.5%, en peso. El flujo de operación de CO2 que se piensa emplear es el equivalente a 2.5 veces el mínimo.
Los datos de equilibrio del sistema, a la temperatura y presión a que se operará, 115OC y 585 mmHg abs., respectivamente son los correspondientes a las expresiones:
y* = 2.05x ó Y* = 2.55X
Para realizar lo anterior, se dispone de una columna empacada que tiene 2.05m de empaques, cuya altura de unidad de transferencia global de la fase líquida se estima en 23 cm.
ENS

Determinar: ( a ) el flujo de CO2 en lt / hr y la composición del gas a la sálida de la columna en por ciento en volumen, ( b ) puede o no usarse la columna mencionadas para las condiciones propuestas.
YA” se puede conocer una vez evaluado lo anterior por simple despeje de 1. una vez resuelto lo anterior fácilmente se puede conocer GVS, yA2 y yS2.
CALCULO DE LS, XA1, XA2 y YA2
LS = I2 ( 1 – x2 ) = 36 ( 1 – 0.045 ) = 0.0709 Kg mol / hr. PMS1 495
xA1 0.005 5XA1 = nA1 = PMA = 100 = 100 = 0.0244 Kg mol heptano / Kg mol aceite nS1 1 – xA1 0.995 995 PMS1 485 485
xA2 0.045 45XA2 = 100 = 100 = 100 = 0.2280 Kg mol heptano / Kg mol aceite ( 1 – xA2 ) 0.995 995 485 485 485
YA1 = 0.0000
CALCULO DE GS mín.
El método general es gráfica. Sin embargo, en esta caso se sabe, Y Y* = 2.55X
Y* = 2.55X LS / GS mín
YA1
XA1 XA2 x
Es decir,
LS = YA2 máx. – YA1 = Y*A2 – YA1 = 2.55 XA2 – YA1
GS mín. XA2 – XA1 XA2 – XA1 XA2 – XA1
Sust. datos
ENS
( 0.0709 / GS min. ) = ( 2.55 * 0.2280 – 0.000 ) / ( 0.2280 – 0.0244 ) = 0.5830 / 0.2036 = 2.86
GS min. = ( 0.0709 / 2.86 ) = 0.0248 Kg mol / hr
Calculo de GS
Se sabe GS = 2.5 GS min
GS = 2.5 * 0.0248 = 0.0619 Kg mol de CO2 / hr.
Calculo de YA2
Sustituyendo datos en 1,
0.0709 ( 0.2280 – 0.0244 ) = 0.0619 ( YA2 - 0.0000)
YA2 = ( 0.0709 / 0.0619 ) * 0.2036 = 0.2336 Kg mol de heptano / Kg mol de CO2
Calculo de GS ( asumiendo gases ideales ya que P = 585 mmHg, T = 115OC)
Se sabe, PGVS = GS RT por lo tanto GVS = GS / S = GS ( RT / P )y, GS = 0.0619 Kg mol / hr; P = 585 mmHg, T = 115OC
sustituyendo datos,
GVS = ( 0.0619 Kg mol / hr ) * ( 82.05 atm lt / Kg mol OK )( 388OK / 585 atm. ) * 760
GVS = 2,560 lt de CO2 / hr.
Calculo de YA2, ( 1 – YA2 )
YA2 = YA2 / 1 +YA2 = 0.2336 / 1.2336 = 0.189 = 18.9%YS2 = 1 – yA2 = 1 – 0.189 = 0.811 = 81.1%
b). Para determinar si se puede ó no usarse la columna de que se dispone se puede aplicar 10 segmentos, primero se calcula la altura de empaque necesaria para lograr el cambio deseado en las condiciones propuestas. Si la altura resuelta mayor que de la que se dispone, es obvio que la columna no servirá, si por el contrario, resuelta igual o menor.
ENS
Por lo anterior, primero se procede a calcular la altura de empaque necesaria para las condiciones descritas.Para desorción se sabe,
Z = ( AUTG )L ( NUTG )L
donde,
( AUTG )L = 23 cm
( NUTG )L = ( xA2 – xA1 ) / ( xA - x*A )m ( se asume sol. dil. y se sabe que y* = mx )
( xA – x*A )m = ( xA2 – x*A2 ) – ( xA1 – x*A1 ) si ( xA2 – x*A2 ) < 2 ln ( xA1 – x*A1 ) ( xA1 – x*A1 ) ( xA2 – x*A2)
se sabe,
XA2 = 0.2280 por lo tanto xA2 = ( 0.2280 / 1.2280 ) = 0.1858XA1 = 0.0244 por lo tanto xA1 = ( 0.0244 / 1.0244 ) = 0.0238
Además,y* = 2.05x x* = y / 2.05
por lo que,
x*A1 = yA1 / 2.05 = 0.000 / 2.05 = 0.00000x*A2 = yA2 / 2.05 = 0.189 / 2.05 = 0.0922
xA2 – x*A2 = 0.1858 – 0.0922 = 0.0936xA1 – x*A1 = 0.0238 – 0.0000 = 0.0238
xA2 – x*A2 = ( 0.0936 / 0.0233 ) = 3.94 ( > 2 )xA1 – x*A1
( xA – x*A )m = ( 0.0936 – 0.0238 ) / ln 3.94 = ( 0.0698 / 1.37 ) = 0.051
( NUTG )L = ( 0.1858 – 0.0238 ) / 0.051 = ( 0.1620 / 0.051 ) = 3.18
ENS

por lo tanto, Z = 23 * 3.18 = 73 cm
Puesto que Z = 73 cm < Z = 2.05 m, la columna de que se dispone se podrá utilizar.
Comentarios.Otras formas de resolver ( b ) será:I: Se calcula de ( NUTG )L que tiene el equipo y se comparan con las requeridas para el proceso, a saber
Z = ( AUTG )L ( NUTG )L
Para el equipo
( NUTG )L = ( 2.05 m / 0.23 m ) = 8.9
los necesarios fueran( NUTG )L = 3.18por lo que el equipo se podrá utilizar.II. Se calcula ( AUTG )L en los datos del proceso y se compara con el dato reportado, a saber,
( AUTG )L = 2.05 cm / 3.18 = 64.5 cm ( disponible )
puesto que el equipo,( AUTG )L = 23 cm ( requerida )por lo tanto la columna si sirve para el fin deseado.
ENS

b. Calculo del diámetro de torres empacadas.
FLUJO DE FLUIDOS A TRAVES DE LECHOS EMPACADOS AL AZAR.
Para la mayoría de los lechos empacados al azar, la caída de presión del gas está afectada por las velocidades de flujo del gas y líquido, en forma similar a la presentada en la Fig. 1
Log P / Z, caída de presión / pie
( I / s ) = 20,000
( I / s ) = 15,000 Empaque seco ( I / S ) = 0 ( I / s ) = 10,000/
ENS
( I / s ) = 5,000
Log ( G / S ), velocidad superficial masa del gas.
Fig.1. Caída de presión de gas, típica para el flujo en contracorriente de líquido y gas, en lechos empacados al azar.
La pendiente de la línea para empaque seco, usualmente varía entre 1.8 y 2.0, indicando flujo turbulento para la mayoría de las velocidades practicas del gas. A una velocidad de gas de fija, la caída de presión del gas aumenta al incrementarse la velocidad de líquido, debido a que el área libre para el flujo de gas disminuye por la presencia del líquido.
En la región por debajo de A ( Fig. 1 ), el líquido retenido, es decir, la cantidad de líquido presente en le lecho casi no varia al modificar la velocidad del gas, pero varía con la velocidad del líquido. En la región entre A y B, el líquido retenido aumenta rápidamente con la velocidad del gas, el área libre para el flujo de gas disminuye y la caída de presión aumenta más rápidamente. Esto se conoce como carga. Conforme la velocidad del gas alcanza B, para una velocidad fija de líquido, puede suceder una de tres cosas: ( 1 ) el nivel de líquido sobrepase el nivel superior del empaque, formándose una capa de líquido en la que burbujea el gas; ( 2 ) el líquido inunde la torre, empezando en la base o en cualquier región intermedia de estrangulamiento, como un soporte de empaque, de tal forma que ocurre una inversión de dispersión del gas por el líquido, a una dispersión del líquido por el gas; o ( 3 ) partículas de espuma ascienden rápidamente a través del empaque. Al mismo tiempo, puede aumentar rápidamente el arrastre del líquido, debido al flujo ascendente del gas, provocando que toda la torre se inunde; entonces, la caída de presión del gas aumenta rápidamente.
El cambio de condiciones de la región A a la B de la Fig. 11, es gradual y la carga inicial e inundamiento, frecuentemente se determinan por le cambio de pendiente de la linea de caída de presión, en vez de basarse en cualquier efecto visible.
ENS
Inundamiento y carga. Las velocidades de inundación para empaque al azar se obtienen mediante la curva superior de la Fig. 2.
ENS

Fig. 2 Flooding and pressure drop in packed towers. ( The united states stoneware company )
El límite inferior de carga, ocurrirá a una presión del gas alrededor de 0.5 pulgadas de agua / pie de altura de empaque, y el inundamiento en alrededor de 2 a 3 pulgadas de agua / pie de altura de empaque. Líos valores de Cf , que caracterizan los empaques, estan dados en la tabla 1, y dependen sustancialmente del método de acomodar los empaques. Para empacado regular o en paquetes, es obvio que las velocidades de inundación serán considerablemente mayores que para el empacado al azar.
Tabla 1. Characteristics of random packings+
Packing Nominal size, In. 1 1 1 /4 1 1 / 2 2 3 3 1 / 2
ENS
Raschig rings:Ceramic: Cf 1.000 750 640 380 255 160 125 95 65 37
d 0.73 0.68 0.63 0.68 0.73 0.73 0.74 0.71 0.74 0.78
aP 240 155 111 100 80 58 45 38 28 19
Metal:in wall Cf 700 300 258 185 115
d 0.69 0.84 0.88 0.92
aP 236 128 83.5 62.7
in wall Cf 340 290 230 145 110 82 57 37
d 0.73 0.78 0.85 0.87 0.90 0.92 0.95
aP 118 71.8 56.7 49.3 41.2 31.4 20.6
Pall rings:Plastic: Cf 97 52 32 25 16
D 0.88 0.90 0.905 0.91
aP 110 63.0 39 31 23.4
Metal: Cf 71 48 28 20
d 0.902 0.938 0.953 0.964
aP 131.2 66.3 48.1 36.6
Intalox saddles, ceramic Cf 600 265 130 98 52 40
d 0.75 0.78 0.77 0.775 0.81 0.79
aP 300 190 102 78 59.5 36
Berl saddles, ceramic Cf 900 380 170 110 65 45
d 0.60 0.63 0.66 0.69 0.75 0.72
aP 274 142 82 76 44 32
Tellerttes * 2 in., plastic:High density:Cf = 57d = 0.87Low density:
ENS

Cf = 65d = 0.83
Caída de presión para el flujo de una sola fase. La caída de presión sufrida por el flujo de una sola fase a través de un lecho empacado de sólidos, se puede expresar mediante la ecuación de Ergun,
P g’C E3 dP G = P 6 g’C G = 150 ( 1 – E ) + 1.75 ( 1 ) Z ( 1 – E ) ( G / S )2 Z C’f ( G / S )2 P.e.
En 1, Re = dP ( G / S ) / G ( 2 )
Donde, d es el diámetro efectivo de la partícula y representa el diámetro de una esfera con la misma relación superficie a volumen, que el empaque que se considere. Si la superficie del empaque es aP pies2 de superficie / pie3 de lecho empacado, la superficie por unidad de volumen de partículas será,
aP ( 1 – E ) ( 3 )donde, E es la fracción hueca.
Por lo anterior, dP = 6 ( 1 – E ) ( 4 ) aP
Para los empaques manufacturados huecos de la Tabla 1, a velocidades de flujo mayores a 500 lb / pie2 hr, el lado derecho de el se puede considerar como 1.75.
Por otro lado, para obtener buenos resultados con ( 1 ), se recomienda que C’f sea alrededor de dos veces los valores de Cf reportados en la Tabla 1.
Caída de presión para el flujo de fases. Para el flujo simultaneo en contracorriente de gas y líquido, los datos de caída de presión de varios investigadores muestran mucha diferencia, en ocasiones hasta del 60% para el mismo tipo de empaque y velocidad de flujo, probablemente a consecuencia de las diferencias de densidad de empaque. Para la mayoría de los propósitos la correlación generalizada de Leva, representada por la Fig. 2, servirá. En ella, el valor de Cf se debe usar directamente. Datos mas elaborados para cierto tipo de empaques, se puede obtener de los fabricantes.
ENS

Ejemplo T – 8. Selección del diámetro de una columna empacada y cálculo de la potencia necesaria para alimentar la fase gaseosa a la columna.
A. Verificar el diámetro de columna empacada y calculo de absorción del ejemplo T – 6, y
B. Calcular la potencia necesaria para alimentar la fase gaseosa a la columna, si la eficiencia del motor y ventilador es 60%, considerando que por encima de la entrada del líquido se emplean 3 pies del mismo tipo de empaque para evitar el arrastre del líquido.
Solución.A. Diámetro de la columna. Puesto que en una columna de absorción la mayor cantidad de flujo se presenta en la base, el diámetro de la columna se seleccionara para dichas condiciones.
Para la selección, primero se determina la velocidad de inundación y posteriormente se selecciona un por ciento de dicha velocidad de operación ( según resolución de un problema en Treybal R. H. Mass Transfer Operations. Mc Graw – Hill Book Co. New York 1968 pp 161 – 4), se seleccionará el 60% de la velocidad de inundación, lo que se considera razonable.
Para la determinación de la velocidad de inundación se emplea la Fig. 2, cuyas ordenadas corresponden a las siguientes expresiones:
abcisa: ( L’ / G’ ) ( G / L )1 / 2 = ( I / G ) ( G / L )1/2
ordenada: ( G’ )2 Cf (’L )0.2 *W = ( G / S )2 Cf (’L )0.2 W g’C G L L g’C G L L
donde,I = lb d fase líquida / hr.G = lb de fase gaseosa / hr.S = área de sección transversal de la columna, pie2
L = densidad del líquido, lb / pie3
G = densidad del gas, lb / pie3
W = densidad del agua, lb / pie3
’L = viscosidad de líquido, centipoisesg’C = constante de conversión = 4.18*108 ( lb / lbf ) ( pie / hr2 )Cf = factor de caracterización del empaque para el flujo de dos fases, adimensional.
ENS
En la base de la columna se sabe,
Fase líquida.
L1 = 15 lb mol / hr; xA1 = 0.1063; xS1 = 0.8937I1 = 15*0.1063*78 + 15*0.8937*260 = 3,604.3 lb / hr.S1 = L1 = 0.84*62.37 = 52.4 lb / pie3
’S1 = ’L1 = 2.0 cp.
Fase gaseosa.
G1 = 79.6 lb mol / hr; yA1 = 0.02; yS1 = 0.98G1 = G1 PMG1 = G1 yA1 PMA + G1 ( 1 – yA1 ) PMSG
PMG1 = 78 * 0.02 + 11 * 0.98 = 984 lb mol / hrG = 0.01 cp.
Además, dado que P = 800 mm Hg y T = 26.65OC se puede asumir comportamiento de gas ideal y entonces
G1 = ( P / RT ) PMG1 = = ( 800 atm. * 12.34 g ) / ( 700*82.05*10-3atm lt gmol *299.65K ) gmol K
G1 = 800*12.34 g * 1 lb * 28.316 lt = 0.033 lb / pie3
760*82.05*299.65*10-3 lt 453.6 1 pie3
sustituyendo valores en la abcisa de gráfica de velocidad de inundación ( Fig. 2 )
( I / G )( G / L )1/2 = ( 3604.3 / 984 ) ( 0.0330 / 52.4 )1/2 = 3.66*10-2( 330 / 52.4 ) =0.092
con este valor se asciende verticalmente en la Fig. 2 hasta interceptar la curva de inundación y se lee,
( G / S )2i Cf (’L )0.2 W = 0.14
g’C G L L
ENS

En la expresión anterior se puede despejar ( G / S ) i y para ello se debe conocer Cf, ’L, W, L, g’C y G. De ellos solo resta conocer Cf y W, lo que se logra consultando la Tabla 1 y Perry. De tabla 1 y Perry,
Cf = 65 ( billetas Berl de 1 ½’’ )W @ 26.65OC = 0.9966*62.37 0 62.2 lb / pie3
sustituyendo datos, 1/2
( G / S )i = 0.14*4.18*105*0.033*52.4 = 102( 1143 )1/2
65*20..2* 62.2 52.4
( G / S )i = 1,070 lb / hr pie2
considerando que la columna operara al 60% de la velocidad de inundación,
( G / S ) = 0.6 ( G / S )i = 0.6*1070 = 642 lb / hr pie3
S = ( 984 / 642 ) = 1.53 pies2
Se sabe,
S = ( D2 / 4 ) por lo tanto D = ( 4*S / )1/2
D = ( 4*1.53 / )1/2 = 1.951/2 = 1.4 pies
De lo anterior, por razones prácticas se recomienda
D = 1.5 pies
Comparando este diámetro con el recomendado, se concluye que fue el correcto.
B. Potencia del ventilador. Se determina a partir de un balance de energía entre los extremos del equipo, a saber,
ENS
nWmec. - Qelim. = ( v2 / 2gC ) + ( P / ) + U + ( g / gC ) Z + F
Aplicando esta ecuación al sistema que se discute,
Wmec. = ( 1 / n )F ó Wmec. = ( G / n ) F
Se sabe,
F = (PT / Gm ) + Ke ( v2/ 2gC ) + KC ( v2 / 2gC )
Donde,
PT = caída de presión por el flujo en contracorriente de las fases gaseosas y líquida + caída de presión de fase gaseosa a través del empaque seco = PH + PS
si, F = pies ( lbf / lb )G = lb / hryWmec = H.P.Entonces,Wmec. = 5.05*10-7 ( G / n ) F
En esta ecuación únicamente se desconoce F y es lo que a continuación se evalúa.
1. EVALUACIÓN DE LA CAIDA DE PRESION POR EL FLUJO EN CONTRACORRIENTE DE LA FASES GASEOSA Y LIQUIDA, Ph. Se calcula a través de la Fig. 2 y para ello se debe conocer los valores de las ordenadas y las condiciones en que se opera la columna.
abcisa: ( L’ / G’ ) ( G / L )1 / 2 = 0.092, misma que previamente se evaluó
984ordenada: ( G’ )2 Cf (’L )0.2 *W = (*1.52 / 4 ) *65 * 20.2 62.2 = g’C G L L 4.18*108*0.033*52.4 52.4
= 30.9*104*65*1.149*1.188 = 0.0378 4.18*108*0.033*52.4
ENS

con los valores anteriores en la Fig. 2 se deduce,
Ph = 0.38 pulg. agua 14.7lbf * 144 pulg.2
Z pie de altura de empaque 1 pie2 29.92 * 13.6 pulg. H2OPor lo tanto,
( Ph / Z ) = 1.97 lbf / pie2
pie de altura de empaque
se sabe, Z = 27 pies
Ph = 1.97*27 = 53.3 lbf / pie2
2. EVALUACIÓN DE LA CAIDA DE PRESION POR EL FLUJO DE GAS A TRAVES DEL EMPAQUE SECO, PS. Se determina aplicando la ecuación de Ergun, a saber,
P g’C E3 dP G = P 6 g’C G = 150 ( 1 – E ) + 1.75 Z ( 1 – E ) ( G / S )2 Z C’f ( G / S )2 P.e.
En empaque seco,
( G / S ) = G2 = G2 ; G2 = 0.033*( 11.07 / 12.4 )= 0.0295 lb / pie3
( 1.5 )2 1.77
G2 = G2 PMG2 = 78.9 ( 78*0.00102 + 11*0.099898 ) = 872 lb / hr.
G / S = ( 872 / 1.77 ) = 494 lb / hr pie2
Puesto que ( G / S ) = 500 lb / hr pie2, la ecuación de Ergun se puede reducir a,
PS 6 g’C G = 1.75 Z C’f ( G / S )2
Considerando, C’f = 2Cf y sustituyendo valores,
PS = 1.75*2*65*8 494 )2 por lo tanto,
ENS

Z 6*4.18*108*0.0095
PS = 0.75 ( lbf / pie2 ) / pie Z
Se sabe Z = 3 pies, por lo que
PS = 0.75*3 = 2.35 lbf / pie2
Consecuentemente,PT = Pn + PS = 53.3 + 2.35 = 55.55 lbf / pie2
donde,PT = caída de presión a través de todo el empaque.
3. EVALUACIÓN DE CAIDA DE PRESION POR LOS SOPORTES DE LOS EMPAQUES, DISTRIBUIDOR DE LIQUIDO Y CONTRACCIÓN Y EXPANSION DEL A LA ENTRADA Y SALIDA DEL EQUIPO, RESPECTIVAMENTE.
Según Treybal, para un distribuidor líquido y un soporte de empaque ( 85% de área libre ) bien diseñados, la caída de presión deberá ser despreciable. Para una velocidad de gas de 25 pies / seg. en las tuberías de entrada y salida, las perdidas por expansión y contracción deberán ser cuando mucho ( según Treybal ),
FC + Fe = KC ( v2 / 2gC ) + Ke ( v2 / 2gC ) = 1.5 ( v2 / 2gC ) = 1.5 ( 25 )2 / 2*322
Por lo tanto,
KC ( v2 / 2gC ) + Ke ( v2 / 2gC ) = 14.6 lbf pie / lb
Para nuestro caso, en la torre, la velocidad es aproximadamente
= ( G1 / G1 ) / A = ( 984 lb / hr ) ( 0.033 lb / pie3 )*1.77 pie2
= ( 984*1 hr / 0.033*1.77 ) ( pies / hr ) ( 1 / 3600 seg ) = 4.69 pies / seg.
y se estima que la velocidad máxima en las tuberías de entrada y salida de gases puede llegar a ser como máximo de 25 pies / seg. es decir, el valor antes deducido es el que se considerará.
ENS
Por lo anterior,
F = ( PT / Gm ) + Ke ( v2 / 2gC ) + KC ( v2 / 2gC )
Gm = ( 0.0330 + 0.0295 ) / 2 = 0.0625 / 2 = 0.03125
F = ( 55.55 / 0.03125 ) + 14.6 = 1,794.6 lbf pie / lb
Sustituyendo valores en la expresión deducida para evaluar la potencia del ventilador se deduce,
Wmec. = 5.05*10-7 * ( 984 / 0.60 ) * 1,794.6 = 1.488 H.P.
De lo anterior, se recomienda
Wmec. = 1 1 /2 H.P.
Comentarios.1) Si en el balance de energía se considero,
Wmec. = 8.28*10-4 ( 1,794.6 + 30 ) = 1.51 H.P.
Por ello, en general, para gases se desprecia Z, así como las perdidas por contracción y expansión.
2) De tabla 1, para el tipo de empaque en esta columna ( silletas Berl de 1.5’’ ), se sabe,
E = 0.75aP = 44 pies2 / pie3 de volumen empacado.
Y por tanto,
Re = aP ( G / S ) = 6 ( 1 – E ) ( G / S )
G aP G
Re = 6 ( 1 – 0.75 ) * 494 * 1 44 0.01*6.72*10-4*3600 ( pie2 / pie3 )
ENS

Re = ( 6*0.25*494 ) / ( 4.4*0.672*0.36 ) = ( 1.5*494 / 4.4*0.672*0.36 ) = 696
Por lo tanto,
150 ( 1 – E ) / Re = 150*0.25 / 696 = 0.0539yPS / Z = 0.428 ( 1.75 + 0.0539 ) = 0.773 ( lbf / pie2 ) / pie
PS = 0.773*3 = 2.319 lbf / pie2 vs. 2.25 lbf / pie2
por ello es razonable despreciar 150 ( 1 – E ) / Re, cuando ( G / S ) > 500 lb / hr pie2
y cuando ( G / S ) = 500 lb / hr pie2, se comete un error pequeño.
3) Relativo a suponer S1 = L1 y ’S1 = ’L1, al determinar el diámetro de la columna, conviene señalar que L1 y S1 se puede estimar en la siguiente forma,
L1 = S1 xS1 + LA xA1
donde,L1, S1, LA = densidades molares de la mezcla y los componentes,xS1 = 0.8937xA1 = 0.879 20/4
Además,
L1Y3 = S1
Y3 xS1 + LAY3 xA1
donde,LA = 0.59 cp.
Problema T – 4. Calculo de altura de empaque necesaria para absorber un componente en una torre empacada.
ENS

Se desea recuperar el acetona presente en el aire con que se seca la película de acetato de celulosa en un material textil. Para ello se propone absorber con agua el acetona presente en el aire empleando una torre empacada con silletas Berl de 1’’, operando con flujo en contracorriente en las siguientes condiciones.
En la base se alimentarán 11,000 m 3 / hr. de gas con 12 % en mol, de acetona y saldrá una solución acuosa de acetona.En el domo se alimentará agua pura y saldrá un gas con 1.3 %, en mol, de acetona.
La operación es a 77 O F y 760 mm Hg, isotérmica e isobárica.
Determinar:a). La cantidad mínima requerida de agua que se debe alimentar para lograr el cambio de concentración deseado (577 Kg. mol / Hr.)
b). La concentración de acetona en % peso, en la solución que saldría de la columna si se empleara un flujo de operación de agua equivalente al doble del flujo mínimo. (9.45 % en peso).
c). La altura de empaque necesaria cuando el flujo de operación de agua es el señalado en (b), considerando que (AUTG)G = 80 cm (< 64 cm.)
d). Si se usara tres veces la cantidad mínima de agua en lugar de dos, como se afectarían cualitativamente las dimensiones de la columna y por que ?
Dato de equilibrio.
X (mol acetona / mol de agua) Y (mol acetona / mol aire)0.0 0.00000.0256 0.0532
0.0526 0.1111 0.0811 0.1785 0.1100 0.2500
Problema T – 5. Calculo de altura de empaque necesaria para absorber un componente en una torre empacada y diámetro de la misma.
ENS

Se desea recuperar el 98 % del tolueno presente en el aire con que se seca un barniz al pasar a través de un túnel. Para ello se propone absorber en un aceite de peso molecular 310, el mencionado tolueno empleando una torre empacada con anillos de partición de 3’’ * 3 ’’, operando con flujo en contracorriente.
Tomando en cuenta que el tolueno evaporando en el túnel es 300 Kg / hr y que la operación es isotérmica e isobárica a 80 O C y 3 atm, calcular:
a). La cantidad de gas que entra en la base de la columna, en m 3 / hr, tomando en cuenta que contiene 13 % mol de tolueno.
b). La concentración e tolueno en % peso en el aceite que sale de la torre, empleando un flujo de aceite 60% mayor que el mínimo. (18.8%).
c). El diámetro de la columna tomando en cuenta que el flux de fase líquida (masa velocidad) es el 50 % del flux de inundación que es de 700 lb / hr pie 2 (2.74 pies)
d). La altura de empaque, tomando en cuenta que (AUTG)L = 65 cm (482 cm)
Datos de equilibrio:
Y* = 0.1194 X
Y = mol de tolueno / mol aire
X = mol tolueno / mol aceite
Problema T – 6. Calculo de la altura de empaque necesaria para absorber un componente en una torre empacada.
ENS

Se desea eliminar el 90 % benceno presente en una mezcla gaseosa que contiene 5 %, volumen, de benceno, empleando una columna empacada. En la base de la columna se alimenta el benceno y en el domo un aceite absorbente, no volátil que contiene 2 % en peso de benceno. Las condiciones de operación como siguen:
Alimentación de fase líquida = 4,000 lb / hr
Presión total = constante = 1 atm.
Temperatura = constante = 27 O C
Peso molecular medio del aceite absorbente = 230
Presión de vapor de benceno a 27 O C = 106 mm Hg
Volumen de gas alimentado = 40, 000 pies 3 / hr.
Empaque de la torre = anillos Rasching de 1 / 2 pulg.
Flux masa (velocidad masa) de gas alimentado = 300 lb / hr. pie2
Sección transversal de la torre = 5 pies 2
Las soluciones aceite pesado – benceno son ideales.
Los coeficientes volumétricos individuales de transferencia de masa se pueden calcular a partir de las expresiones:
( K y a ) = 0.036 (G / S) 0.77 (L / S) 0.20
( K x a ) = L / S ( AUTL )L
donde,(K y a) = lb. mol / hr. pie 3 y; (K x a) = lb. mol / hr. pie 3 x
(G / S) = Flux masa (masa velocidad) de gas = lb. / hr. pie 2
L / S = Flux masa (masa velocidad) de líquido = lb. / hr. pie 2
L = velocidad molar de líquido = lb. mol / hr.
ENS

(AUTL) L = altura de una unidad de transferencia de masa de la fase líquida = 1.43 pies.
Calcular la altura de empaque necesaria para esta operación. (12 pies)
Problema T – 7. Calculo de altura de empaque y diámetro necesario para absorber un componente en una torre empacada.
ENS

Una mezcla gaseosa contiene 6 % mol de SO 2 y 94 % mol de aire libre de humedad. Se desea elimina el SO 2 que contiene la mezcla absorbiéndolo en agua. El gas no deberá contener mas del 0.1 % mol de SO 2 al salir de la torre. La operación se realizara en una torre empacada con anillos Rasching de 1 pulg.
La torre tratara 980 lb / hr de gas y deberá diseñarse empleando el 50 % de la velocidad de inundación. El agua que se planea usar es dos veces la mínima requerida para lograr la separación. Las condiciones de operación serán isotérmicas a 28 O C e isobáricas a 1 atm, determinar:
a). Diámetro requerido para la torre considerando que la velocidad de inundamiento es equivalente a 4, 356 lb. / hr. pie 2
b). Altura de empaque necesaria.
Para calcular los coeficientes individuales de transferencia de masa volumétricos, usar las siguientes expresiones:
(K x a) = L / S (AUTL) L
(AUTL)L = 0.01 (L / 2.425) 0.20 (SC) 0.5
(K Y a) = 0.036 (G / S) 0.77 (L / S ) 0.20
donde,
(K x a) = lb. mol / hr. pie 3 x; (K y a ) = lb. mol / hr. pie 3 y.
(G / S) = Flux masa de gas = lb. / hr. pie 2
L / S = flux masa de líquido = lb / hr pie2
S = Sección transversal de la torre = pies 2
(AUTL ) L = altura de unidad individual de transferencia de masa referida a la fase líquida = pies.
L = flux molar de líquido = lb mol / hr pie 2
SC = número de Schmidt = 556
Datos de equilibrio:
ENS
P SO 2 (mm Hg.) Concentración (y SO2 / 100 y H2O) 0.6 0.02 4.7 0.10 11.8 0.20 36.0 0.50 79.0 1.00
Problema T – 8. Calculo de la altura de empaque necesario para desorber un componente en una torre empacada.
ENS

Se desea desbenzolizar un aceite pesado con 10 % peso de benceno. El peso molecular medio del aceite pesado es 300. La mezcla se alimentara a razón de 10,000 Kg / hr. Se planea recuperar el 90 % del benceno usando vapor de agua sobrecalentada como agente de arrastre. La operación se piensa llevar a cabo en una columna empacada operando con flujo en contracorriente, isotérmica e isobáricamente a 115 O C y 585 mm Hg, respectivamente.
Las soluciones de aceite pesado – benceno siguen la ley de Raoult.
La presión de vapor del benceno a la temperatura de operación es 20 lb. f / pulg.2
Si se usa un flujo de operación de vapor de agua 50 % mayor que el mínimo, calcular la altura de empaque necesaria, considerando ( AUTG )G = 1.5 m y (AUTG) L = 1.9 m (R: Z = 6.3 m).
Al aplicar, Z = (AUTG) G (NUTG) G
Se debe emplear,
(NUTG) G = (p 2 - p 1 ) / (p* - p) m
.
Problema T – 9. Evaluación del coeficiente volumétrico global de transferencia de masa (K G a) es una columna de absorción empacada.
ENS

En el quemador de una planta se producen 15, 000 pies 3 / hr. de un gas con 11 %, volumen, de SO 2 a 1 atm. Se desea recuperar el 97 % del SO 2 absorbiéndolo en agua pura a 30 O C y 1 atm, para producir una solución de SO 2 en agua del 0.75 % peso de SO 2.
Dichas condiciones se logran en una torre empacada con anillos Rasching de 3 pulg., hasta una altura de 10 pies. El diámetro de la columna es de 6 pies. Calcular:
a). La cantidad de solución que se fabrica, en Kg mol / hr y lt / hr.(857 Kg. mol / hr.)
b). El valor de ( KG a ), en lb mol / hr pie 3 y Kg. mol / hr m 3 atm.(1.04 lb. mol / hr. pie3 atm.)
Datos de equilibrio a 30 O C. (1.04 lb. mol / hr pie 3 atm.)
p SO 2 (mm Hg.) gr. SO 2 / 100 gr. H 2 O densidad de la solución (lb. / pie 3) 0.6 0.02 62.10 4.7 0.10 62.20 11.8 0.20 62.22 36.0 0.50 62.32 79.0 1.00 62.47
Problema T – 10. Evaluación del coeficiente volumétrico global de transferencia de masa (K y a) en una columna de absorción empacada.
ENS

Una columna empacada que se utiliza para al absorción de amoniaco tiene 3 m. de altura de empaque y 91.5 cm de diámetro interior.
Las condiciones de operación son las que siguen:
En la base de la columna salen 5, 000 Kg. / hr. de una solución acuosa con 8 % en peso de NH 3 y entra un gas con 68.23 y 9 % en mol de H 2, N 2 y NH 3, respectivamente.
En el domo se alimenta una solución acuosa con 1% en peso de NH3 y sale un gas con 2%, en volumen, de NH3.
La columna opera a 585 mm Hg y 10 O C, constantes a través de todo el empaque que es de anillos Pall de ½’’ * ½’’.
Calcular:a): La cantidad de gas que se alimenta a la columna en lt / hr.
b). El valor de (K y a)
Datos de equilibrio.
X (gr. mol NH 3 / gr. mol H 2 O) Y (gr. mol NH 3 / gr. mol inerte) 0.0000 0.0000 0.0151 0.0102 0.0316 0.0197 0.0526 0.0337 0.0793 0.0538 0.1058 0.0769 0.1170 0.0943
R: (K y a) = 461 Kg. mol / hr. mt3 y = 288 lb. mol / hr. pie 3 y
.Problema T – 11. Efecto de la variación de presión en la cantidad de absorbente utilizado para la absorción de un componente.
ENS
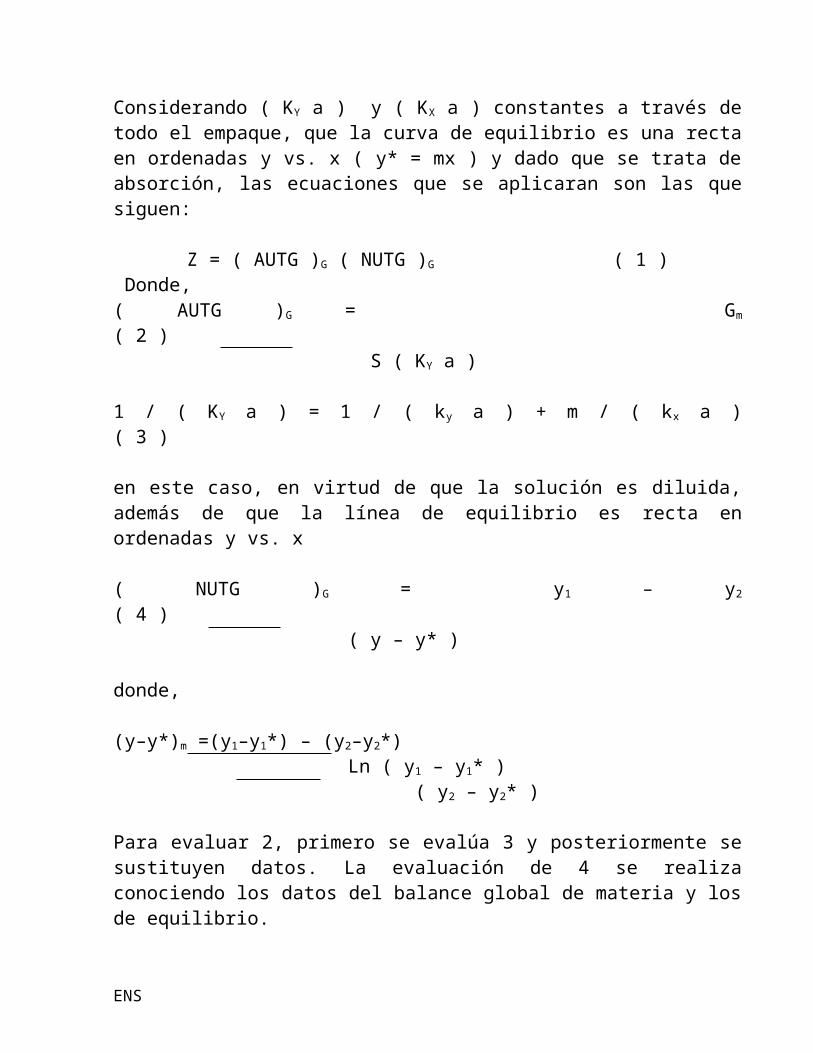
Se desea separar butano presente en aire en una concentración del 5 y 95 %, volumen, de butano y aire respectivamente.Para ello se planea absorberlo con un aceite pasado no volátil cuyo peso molecular medio es 250 y cuya gravedad especifica es 0.90. la absorción se efectúa en una columna empacada con una capacidad equivalente a 8 unidades de transferencia de masa globales referidas a la fase gaseosa. Se recuperara el 95 % de butano. La operación se llevara a cabo a 1 atm y 60 O F.
Las soluciones del aceite pesado – butano satisfacen la ley de Raoult. La presión de vapor del butano a 60 O F es 28 lb / pulg. 2. el butano líquido tiene una densidad de 4.84 lb / gal a 60 O F. Calcular:
a). Galones de aceite absorbente necesarios por cada galón de butano recuperado.
b). Si la presión se incrementa hasta 3 atm, cuanto variará lo encontrado en ( a )
Problema T – 12. efecto de la variación de la cantidad de fase líquida alimentada en una torre empacada utilizada.
ENS
Una torre de 1 pie de diámetro, empacada con silletas Berl de 1 pulg. hasta una profundidad de 12 pulg., se alimenta con 6, 000 pies 3 / hr. (80 O F, 1 atm.) de una mezcla gaseosa aire – amoniaco que contiene 5 % volumen de amoniaco y con agua pura a 80O F. La operación se puede considerar isotérmica, y hasta al 5 % mol de amoniaco en el líquido se puede aplicar la ley de Henry considerando m = 1.414
a. Si la cantidad de agua alimentada es de 400 lb. / hr, calcular la concentración de amoniaco en los siguientes.
b. Si se emplea 3, 500 lb. / hr. de agua pura cual será el resultado requerido en (a).
c. Si se alimentan 400 lb. / hr. de agua pura, recirculando 3, 100 lb. / hr, continuamente de la base al dando de la torre, cual será el resultado.
Aplicando las correlaciones presentadas por Treybal R.H. en su libro, se encuentran los siguientes valores de coeficientes volumétricos.
(a): (K y a) = 39.5 lb mol / hr pie 3 y
(b): (K y a) = 103.6 lb mol / hr pie 3 y
(c): (K y a) = 103.6 lb mol / hr pie 3 y
Ejemplo T – 13. Por ciento de recuperación de un componente incrementando el tamaño de las instalaciones.
ENS
Un gas de combustión que contiene 17 % de SO 2 a una presión atmosférica en una torre empacada de 38 pies de alto. El agua se alimente a 68 O F en una cantidad 40 % mayor que la mínima teórica para absorber el 80 % del SO 2 que entra. Los datos de la torre indican que la recuperación real del SO 2 es del 80 %.
Para reducir la contaminación e incrementar el rendimiento, se propone instalar una segunda torre, un exacto duplicando de la primera, arreglada de tal manera que el gas que sabe del domo de la primera torre se alimenta en la base de la segunda y fluye en contracorriente con agua. Las velocidades de agua y gas que se utilizan para el sistema inicial serán las misma que para la doble torre.
En estas condiciones, cual será el % de recuperación que se espera para estos fines, considerar que el equilibrio del SO2 en agua a la temperatura de la torre está dada por Y = 15X.
Si las corrientes fueran paralelas hacia abajo, cual será el % recuperado teórico, asumiendo que el valor de (K G a) es el mismo para el flujo en contracorriente que para el flujo paralelo. En cada caso, trazar cualitativamente los diagramas de operación.
.
ENS