mejorar la productividad en el área de confecciones
TRANSCRIPT
“MEJORA DE LA PRODUCTIVIDAD EN EL AREA DECONFECCIONES DE LA EMPRESA BEST GROUP TEXTILS.A.C
MEDIANTE LA APLICACIÓN DE LA METODOLOGIA PHVA”
CABREJOS ALVAREZ, DANPNE.
Escuela Profesional de Ingeniería IndustrialFacultad de Ingeniería y Arquitectura. Universidad de
San Martin de Porres-Perú [email protected]
MEJIA PASTOR, KARLA CECILIA
Escuela Profesional de Ingeniería IndustrialFacultad de Ingeniería y Arquitectura. Universidad de
San Martin de Porres-Perú[email protected]

Resumen –Best Group Textil S.A.C es una empresa dedicadaíntegramente a la confección de prendas de vestir de punto, estáconstituida por 3 áreas: Comercial, Producción y Ventas, de estasse seleccionó como área de estudio a Producción debido a que es elcorazón de la empresa, cabe resaltar que esta área cuenta con 8procesos productivos de la cual confecciones es el proceso máscrítico debido a que presenta mayores deficiencias. El objetivoprincipal es incrementar la productividad del proceso deconfecciones mediante la aplicación de la metodología Planear,Hacer, Verificar y Actuar (PHVA), con el propósito de mejorar losindicadores ya calculados. Mediante los planes de mejoraimplementados en el proyecto se ha logrado incrementar laproductividad de 0.5848 a 0.6196 prendas por sol, así mismo laeficacia de 42.66% a 68.23%; eficiencia de 49.59% a 73.06% y laefectividad de 21.16% a 49.85%. Adicionalmente se ha logradoreducir los costos de fabricación por cada T-shirt en s/. 0.10, laevaluación de viabilidad del proyecto en dos escenarios, normal ypesimista mediante el estudio del VAN y el TIR, obteniéndose comoresultado final un VAN de s./26,718.74 y TIR de 48% (EscenarioNormal), VAN de s./ 16, 815.09 y TIR de 31% (EscenarioPesimista).
Abstract – Best Group Textile SAC is a company devoted entirely tothe manufacture of knitted garments, consists of 3 areas:Commercial, Production and Sales of these was selected as studyarea production because it is the heart of the company, it should benoted that this area has 8 production processes which apparel is themost critical process because it has major deficiencies. Our mainobjective is to increase productivity of the process of preparationsby applying the methodology Plan, Do, Check and Act (PDCA), forimproving indicators already calculated. Through the improvementplans implemented in the project has been able to increase theproductivity of 0.5848 to 0.6196 garments sun, also the efficiency of42.66% to 68.23%, 49.59% efficiency at 73.06% and 21.16%effectiveness to 49.85% .Additionally it has reduced manufacturingcosts for each T-shirt in s /. 0.10, and it has made feasibilityassessment of the project in two stages, normal and pessimistic bystudying the NPV and IRR, yielding a final outcome s./25 NPV,481.24 and IRR of 48% (Scenario Normal) and VAN of s. / 16,815.09 and IRR of 31% (Pessimistic Scenario).
Palabras claves – Industria textil – confecciones - PHVA - 5S –Eficiencia - Mejora Continua – Productividad - QFD – AMFE –efectividad – eficacia – VAN – TIR.
Keywords – Textil Industry - clothing - PDCA - 5S - Efficiency - Continuous Improvement - Productivity - QFD - FMEA - effectiveness - efficiency - VAN - TIR.
1. INTRODUCCIÓN
El presente proyecto “MEJORA DE LA PRODUCTIVIDADEN EL ÁREA DE CONFECCIONES DE LA EMPRESABEST GROUP TEXTIL S.A.C APLICANDO LAMETODOLOGIA PHVA”, tiene como objetivo principalaplicar todas las herramientas de la ingeniería aprendidas a lolargo de la carrera, con el fin de presentar propuesta demejora así como métodos de trabajo que permita a la empresaen estudio a utilizar eficientemente todos sus recursos
disponibles, de manera adecuada y reduciendo costos deproducción.
Primero nos enfocaremos en analizar la situación actual de laempresa y de determinar cuál es el problema principal queprovoca la baja productividad, para esto nos apoyaremos deindicadores que nos permitan saber en cantidadescuantitativas el estado presente de la empresa, el propósito espresentar propuestas de mejoras de acuerdo a la precepciónde necesidad que presenta la empresa y poder compararlasposteriormente para poder medir el avance respectivo.
Ya que como se sabe muchas de las empresas textiles en elPerú solo se dedican a producir y no en preocuparse enminimizar los costos de producción, siendo su únicasatisfacción mantener a un cliente o una utilidad mínimaanual, pero todo esto podría acabar si las empresas pondríanmás énfasis en cambiar sus métodos de trabajo tradicionalespor unos sofisticados y en mantener una comunicaciónefectiva con sus empleados, para los cuales no se necesita deuna inversión fuerte al inicio, pero si de una supervisión ycontrol permanente.
2. JUSTIFICACIÓN
El problema principal que se presenta en el área deconfecciones de la empresa Best Group Textil S.A.C. es labaja productividad a causa de una inadecuada gestión de laproducción, mantenimiento inapropiado d las maquinarias,inadecuado manejo del personal y una falta de revisión ycontrol de prendas, lo que requiere del mejoramientoconstante de los métodos de trabajo mediante controles yseguimientos, tener conciencia del rendimiento de lostrabajadores mediante reportes de trabajo y realizar uncontrol permanente para el aumento de este como a su vezminimizar los costos de producción (horas extras, materiales,energía eléctrica y otros). Para así lograr incrementar laproductividad del área en estudio con el objetivo de utilizareficientemente los recursos de la empresa.
3. MARCO TEORICO3.1.Definiciones
3.1.1. Mejora continua
“Mejora continua se refiere al hecho de que nada puedeconsiderarse como algo terminado o mejorado en formadefinitiva”.
Productividad
"Es la relación que existe entre los insumos y los productosde un sistema productivo, dándose que a mayor producción ycon la misma cantidad de insumos la producción mejora o
también que a menor cantidad de insumos y con la mismaproducción, la productividad mejora”.
3.2.Herramientas para la mejora de la calidad
Son técnicas sencillas que facilitan el proceso de mejoracontinua y la solución de problemas de una maneraplanificada y que se traducen en una considerable reducciónde costos para la empresa que las aplica.
3.1.1. Diagrama Causa - Efecto
Es una representación gráfica en forma de espina de pescadoque permite identificar las causas que afectan un determinadoproblema en una forma cualitativa.
3.1.2. Diagrama de Pareto
El Análisis de Pareto es una comparación cuantitativa yordenada de elementos o factores según su contribución a undeterminado efecto.
3.1.3. Diagrama de Control
Es una representación gráfica en los ejes cartesianos, dondeen el eje horizontal se indica el número de la muestra o eltiempo en que se obtiene, y en el eje vertical se indican losvalores observados en las muestras tomadas.
3.1.4. Metodología 5 S
La metodología 5S es un procedimiento para lograr la calidaddel espacio en donde trabajamos. Nos ayuda a deshacernos delos materiales innecesarios, a que todo se encuentre ordenadoe identificado, a eliminar las fuentes de suciedad y arreglarlos desperfectos, a que a simple vista se aprecie y a que todoeso se mantenga y mejore constantemente.Consta de cinco fases para lograr calidad en el lugar detrabajo:SEIRI: Organizar y Seleccionar Se trata de separar los elementos que sirven de los que no, yclasificar si serán útiles en otro lugar o no.
SEITON: OrdenarConsisteen
deshacerse elementos que no nos sirven y darle un lugar a losque sí de manera que sea accesible para su uso y reposición.
SEISO: Limpieza Consiste en realizar la limpieza del lugar de manera que eloperario identifique cuales son los focos de suciedad.
S E I K E T S U: Control Consiste en trabajar continuamente bajo tres pasos anteriores.
S H I T S U K E: Autodisciplina Consiste en realizar un auto inspección a fin de determinar siestamos cumpliendo los parámetros establecidos.
3.1.5. AMFE
El análisis de modo, falla y efecto (AMFE) es una de lastécnicas más usadas para identificar y listar formas o modospotenciales por medio de los cuales pueden hallar lossistemas y así dar seguimiento para conocer lascaracterísticas y efectos de cada falla en el sistema como untodo. Esta técnica consiste en poner, en forma matricial, todaslas formas de falla o error y los efectos que les correspondan,a fin de evaluar su impacto y proponer mejoras cuyaimplementación se asigna a una persona o departamentocomo responsable y se le solicita evaluación periódica decada una de las mejoras, para que una vez implementadas semida las eficiencias de estas.
Establecer acciones correctivas sobre cada cusa sobre cadacausa, identificando áreas, fechas y responsables de ponerlasen funcionamiento. Esto es crucial para el programa demejoramiento continuo. Todas las acciones deben llevar haciauna reducción significativamente de la magnitud del númerode prioridad de riesgo.
3.1.6. QFD
QFD se corresponde con las siglas de la denominacióninglesa “Quality Function Deployment”, que en castellanosignifica “Desarrollo de la Calidad” o “Despliegue de laFunción de la Calidad”
El QFD es una herramienta para el diseño de productos yservicios que nos muestra donde enfocar nuestros esfuerzospara satisfacer las necesidades exactas de nuestros clientes(voz del cliente) y traduce estas necesidades a requisitos decalidad internos de la organización. Su objetivo es laobtención de una Calidad de Diseño excelente mediante latransformación de las necesidades del cliente encaracterísticas de calidad del producto o servicio.
4. METODOLOGÍA
4.1.CICLO PHVA
La mejora continua de la capacidad y resultados, debe ser elobjetivo permanente de la organización. Para ello se utiliza
un ciclo PHVA, el cual se basa en el principio de mejoracontinua de la gestión de la calidad. Ésta es una de las basesque inspiran la filosofía de la gestión excelente.El ciclo PHVA de mejora continua se basa en los siguientesapartados:
A) PLAN (PLANIFICA)
Organización lógica del trabajo• Identificación del problema y planificación.• Observaciones y análisis.• Establecimiento de objetivos a alcanzar.• Establecimiento de indicadores de control.
B) DO (HACER)
Correcta realización de las tareas planificadas• Preparación exhaustiva y sistemática de lo previsto.• Aplicación controlada del plan.• Verificación de la aplicación.
C) CHECK (COMPROBAR)Comprobación de los logros obtenidos
• Verificación de los resultados de las accionesrealizadas.
• Comparación con los objetivos.
D) ADJUST (AJUSTAR)Posibilidad de aprovechar y extender aprendizajes yexperiencias adquiridas en otros casos
• Analizar los datos obtenidos.• Proponer alternativa de mejora.• Estandarización y consolidación.• Preparación de la siguiente etapa del plan.
4.2. DEFINICIÓN DE METODOLOGÍA
En esta etapa se define el problema central, los objetivos delproyecto, las causas que originan la situación problemática,además se identifican la línea de producción en estudio y lasnecesidades de los clientes.
4.2.1. DEFINICIÓN DEL PROBLEMA
En la empresa Best Group Textil, se ha determinado que elárea más crítica del proceso productivo es Confecciones,debido a malos manejos en los métodos de trabajorefiriéndonos a falta de control y supervisión en las líneas deproducción; a las tiempos de pérdidas de los equiposrefiriéndonos a principalmente una falta de planes demantenimiento establecidos; y a los recursos humanosrefiriéndonos a poca importancia que se le da al personaloperativo.
4.2.2. OBJETIVOS
4.2.3. OBJETIVO GENERAL
Mejorar la productividad en el área de confecciones de laempresa BEST GROUP TEXTIL mediante la aplicación de lametodología PHVA”
4.2.4. OBJETIVOS ESPECIFICOS
• Identificar la situación actual del proceso de confecciones• Analizar y evaluar la situación actual a través de
indicadores.• Seleccionar y Aplicar la metodología para el sistema de
mejora.• Implementar herramientas de mejora continua como: 5 s,
Poke Yoke.• Evaluar la factibilidad del proyecto.
4.3. DIAGNÓSTICO Y ANÁLISIS DE LASITUACIÓN INICIAL
Para el análisis de la situación inicial de la empresa seidentificaron los principales factores que genera el problemacentral, “La baja productividad del área de confecciones”.
Se elaboró una matriz donde se muestra las causas principalescon sus respectivas incidencias, siendo estas, InadecuadaGestión de la Producción, Mantenimiento inapropiado demaquinaria, Inadecuado manejo de personal y la Falta derevisión y control de prendas, provocando la bajaproductividad del área de confecciones, a continuación sepresenta la matriz en mención.
4.4. PEDIDOS POR ESTILOS DE T-SHIRT
–HAMK
La marca Hamk trabaja con tres colecciones de prenda, perose determinó que la colección que realiza más pedidos es laColección de T-Shirt Básicos, por lo que esta prenda será elproducto que analizaremos en el proyecto, esta colección a suvez de divide en estilos que se mostrará a continuación:
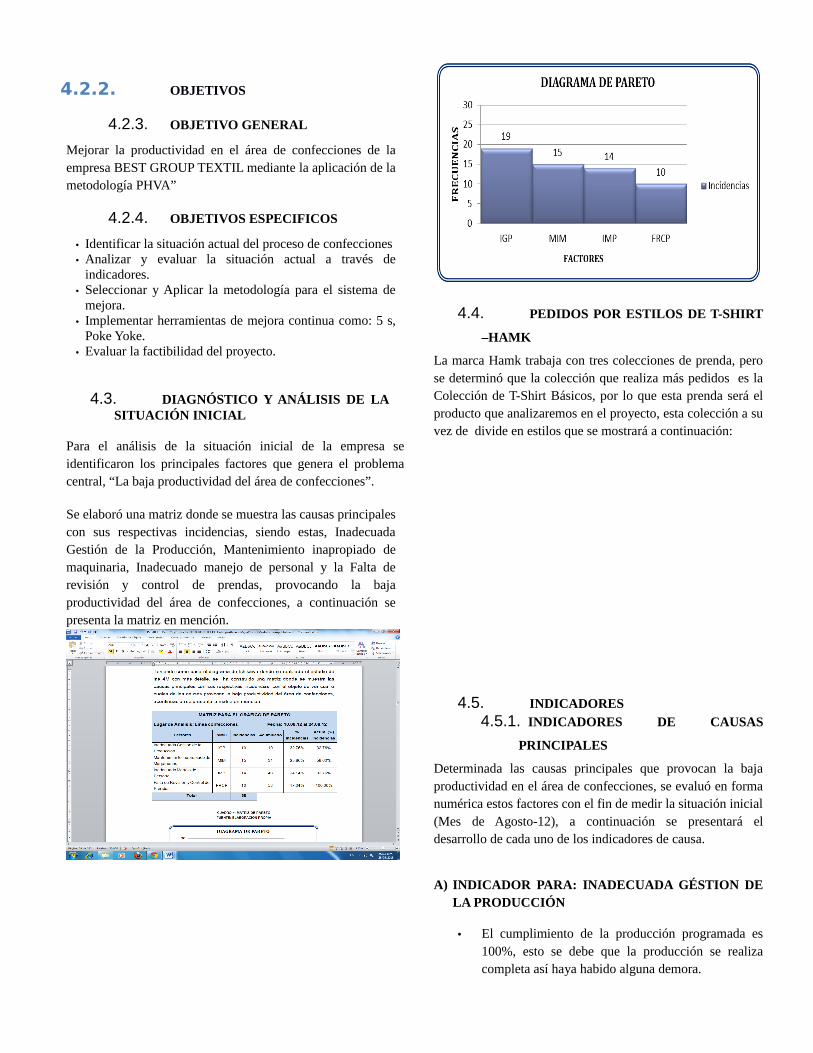
4.5. INDICADORES4.5.1. INDICADORES DE CAUSAS
PRINCIPALES
Determinada las causas principales que provocan la bajaproductividad en el área de confecciones, se evaluó en formanumérica estos factores con el fin de medir la situación inicial(Mes de Agosto-12), a continuación se presentará eldesarrollo de cada uno de los indicadores de causa.
A) INDICADOR PARA: INADECUADA GÉSTION DELA PRODUCCIÓN
• El cumplimiento de la producción programada es100%, esto se debe que la producción se realizacompleta así haya habido alguna demora.
• Con respecto al cumplimiento del tiempoprogramado podemos ver que está en un 60.95%,siendo también su eficiencia.
• Con respecto a la producción diaria podemosapreciar que se está produciendo 4 prendas por horaen promedio.
• Con respecto a las horas extras del periodo tenemosun 20.99% de horas extras.
B) INDICADOR PARA: INADECUADAREVISIÓN Y CONTROL DE PRENDAS
Se ha obtenido 0.13% de unidades de reproceso, debiéndosea una inadecuada revisión y control de las prendas en la líneade confecciones.
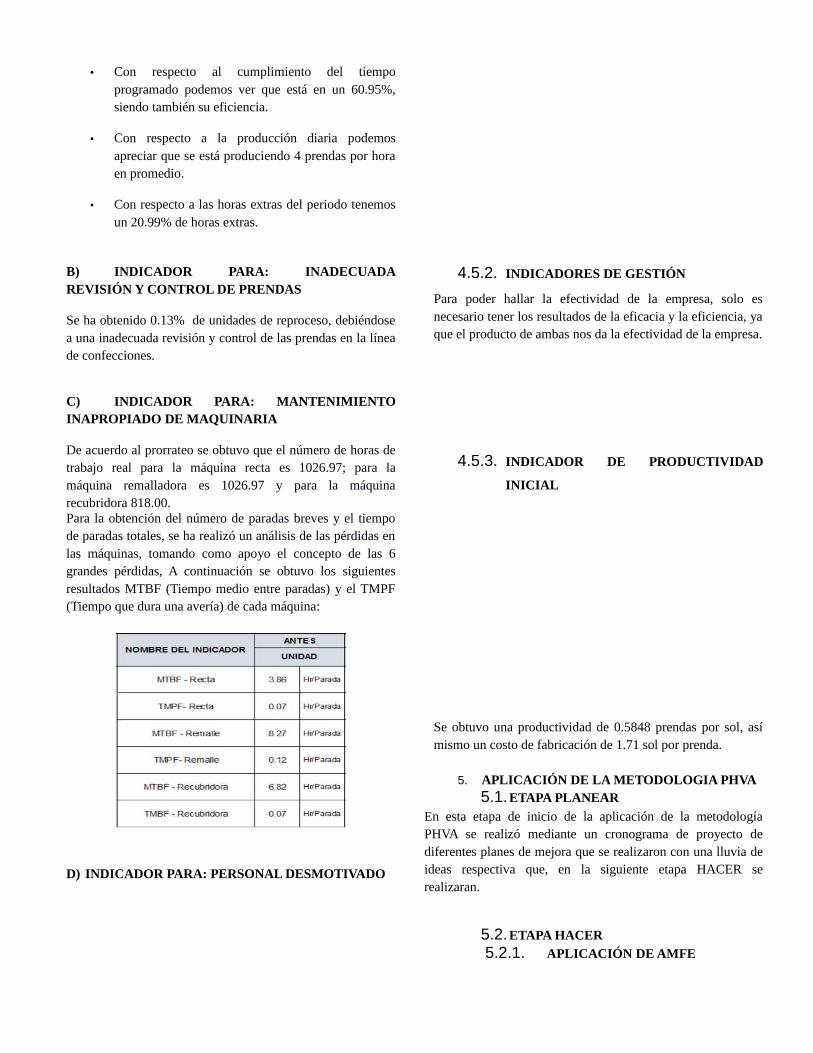
C) INDICADOR PARA: MANTENIMIENTOINAPROPIADO DE MAQUINARIA
De acuerdo al prorrateo se obtuvo que el número de horas detrabajo real para la máquina recta es 1026.97; para lamáquina remalladora es 1026.97 y para la máquinarecubridora 818.00.Para la obtención del número de paradas breves y el tiempode paradas totales, se ha realizó un análisis de las pérdidas enlas máquinas, tomando como apoyo el concepto de las 6grandes pérdidas, A continuación se obtuvo los siguientesresultados MTBF (Tiempo medio entre paradas) y el TMPF(Tiempo que dura una avería) de cada máquina:
D) INDICADOR PARA: PERSONAL DESMOTIVADO
4.5.2. INDICADORES DE GESTIÓN
Para poder hallar la efectividad de la empresa, solo esnecesario tener los resultados de la eficacia y la eficiencia, yaque el producto de ambas nos da la efectividad de la empresa.
4.5.3. INDICADOR DE PRODUCTIVIDAD
INICIAL
Se obtuvo una productividad de 0.5848 prendas por sol, asímismo un costo de fabricación de 1.71 sol por prenda.
5. APLICACIÓN DE LA METODOLOGIA PHVA5.1.ETAPA PLANEAR
En esta etapa de inicio de la aplicación de la metodologíaPHVA se realizó mediante un cronograma de proyecto dediferentes planes de mejora que se realizaron con una lluvia deideas respectiva que, en la siguiente etapa HACER serealizaran.
5.2.ETAPA HACER5.2.1. APLICACIÓN DE AMFE
Elaboramos nuestra matriz AMFE, con el propósito deevaluar los fallos o problemas que ocurren en las máquinas yverificar la prioridad de estas, así tenemos:
5.2.2. EVALUACIÓN 5’S
Como conclusión de la evaluación del programa 5S’s se havisto necesario la implementación del programa de mejoracon la finalidad de resolver los puntos críticos que seobservan en esta metodología.
De acuerdo al rango establecido la empresa en su evaluaciónha obtenido: 22 puntos sobre 50, lo cual indica la “necesidadde mejorar” debido a que el nivel de implementación seencuentra en 44%.
5.2.3. IMPLEMENTACIÓN DE LAS 5s
En el mes de octubre se empezó el programa de las 5’S queduro todo el mes.
Responsables: Jefe de Producción, Supervisor de Planta deConfecciones.
A) SELECCION O CLASIFICACIÓN (SEIRI)
1RA SEMANA: DEL 16/10/2012 AL 21/10/2012
OBJETIVOS: ordenar y remover materiales innecesarios dellugar de trabajo.
B) ORDENAR (SEITON)
2DA SEMANA: DEL 24/10/2012 AL 03/11/2012
OBJETIVOS: Organizar y guardar los materiales paratenerlos a la mano rápidamente.
C) LIMPIAR (SEISO)
3RA SEMANA: DEL 06/11/2012 AL 10/11/2012
OBJETIVOS: Mantener limpia el área de trabajo y losmateriales necesarios.
D) ESTANDARIZAR (SEIKETSU)
4TA SEMANA: DEL 14/11/2012 AL 18/11/2012
OBJETIVOS: Poder visualizar rápida y claramente lassituaciones anómalas.
E) DISCIPLINA (SHITSUKE)
5TA SEMANA: DEL 21/11/2012 AL 25/11/2012
OBJETIVOS: Definir, implantar y evaluar losprocedimientos de trabajo acordados y evidenciar áreas demejora con el fin de mantener y mejorar continuamente.
5.2.3.1. ACCIONES REALIZADAS
• Se retiró objetos innecesarios cerca de las máquinasde costura como botellas o productos comestibles ysaldos de cortes pasados.
• Se organizaron las herramientas e insumos decostura usadas por los operarios.
• Se ordenó el lugar de trabajo del Supervisor,escritorio.
• Se retiró la maquinaria en desuso que abarcaba casila mitad de la planta de confecciones y en el área demantenimiento.
• Se limpió el área de confecciones y las máquinas depolvo y residuos de tela e hilos.
• Se estandarizaron los métodos mediante normas einformación visual y se compartió a los empleados.
5.3. ETAPA VERIFICAR
5.3.1. RESULTADOS DE INDICADORES
5.3.1.1. INDICADORES DE CAUSA
A) INADECUADA GÉSTION DE LA
PRODUCCIÓN
• El cumplimiento de la producción programada se
mantiene, debido que la producción se entrega en sutotalidad.
• El cumplimiento del tiempo programado se ha
elevado en un 35.15% debido a la aplicación de lasmejoras propuestas.
• La producción promedio por operario aumentado en
una unidad siendo, 50 prendas al día, ya que estádirectamente relacionado con los tiempos tomados.
• Las horas extras se han reducido en 17.09%, debido
a que la producción lleva una programación diariaevitando de esta forma exceso de horas extras
B) INADECUADA REVISIÓN Y CONTROL DE
PRENDAS
El indicador de unidades No Conformes a disminuido en0.05%, indicándonos que la aplicación de las mejoras hansido efectivas.
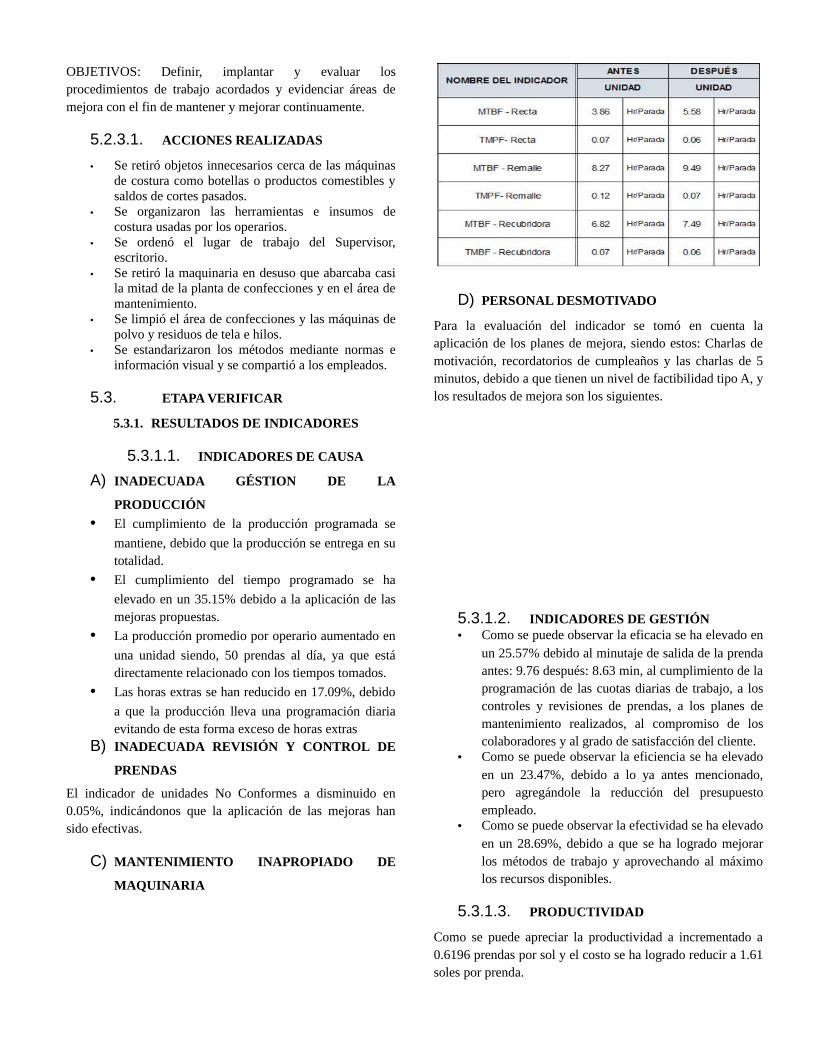
C) MANTENIMIENTO INAPROPIADO DE
MAQUINARIA
D) PERSONAL DESMOTIVADO
Para la evaluación del indicador se tomó en cuenta laaplicación de los planes de mejora, siendo estos: Charlas demotivación, recordatorios de cumpleaños y las charlas de 5minutos, debido a que tienen un nivel de factibilidad tipo A, ylos resultados de mejora son los siguientes.
5.3.1.2. INDICADORES DE GESTIÓN• Como se puede observar la eficacia se ha elevado en
un 25.57% debido al minutaje de salida de la prendaantes: 9.76 después: 8.63 min, al cumplimiento de laprogramación de las cuotas diarias de trabajo, a loscontroles y revisiones de prendas, a los planes demantenimiento realizados, al compromiso de loscolaboradores y al grado de satisfacción del cliente.
• Como se puede observar la eficiencia se ha elevadoen un 23.47%, debido a lo ya antes mencionado,pero agregándole la reducción del presupuestoempleado.
• Como se puede observar la efectividad se ha elevadoen un 28.69%, debido a que se ha logrado mejorarlos métodos de trabajo y aprovechando al máximolos recursos disponibles.
5.3.1.3. PRODUCTIVIDAD
Como se puede apreciar la productividad a incrementado a0.6196 prendas por sol y el costo se ha logrado reducir a 1.61soles por prenda.
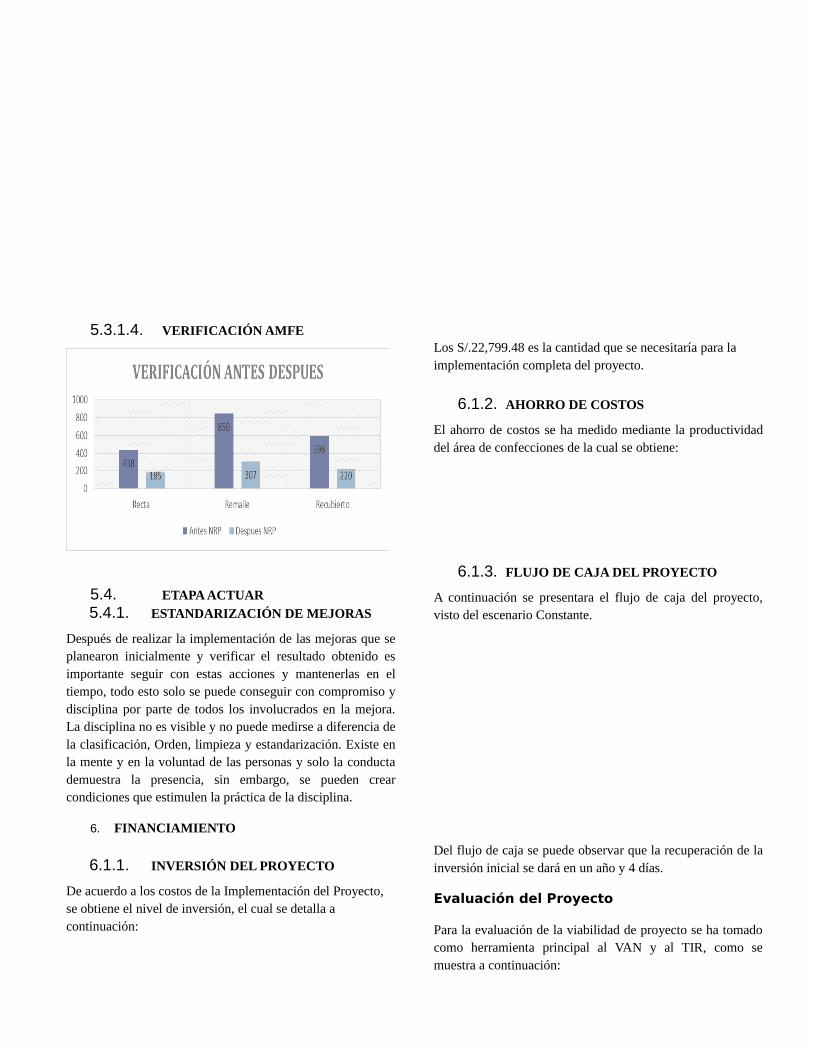
5.3.1.4. VERIFICACIÓN AMFE
5.4. ETAPA ACTUAR5.4.1. ESTANDARIZACIÓN DE MEJORAS
Después de realizar la implementación de las mejoras que seplanearon inicialmente y verificar el resultado obtenido esimportante seguir con estas acciones y mantenerlas en eltiempo, todo esto solo se puede conseguir con compromiso ydisciplina por parte de todos los involucrados en la mejora.La disciplina no es visible y no puede medirse a diferencia dela clasificación, Orden, limpieza y estandarización. Existe enla mente y en la voluntad de las personas y solo la conductademuestra la presencia, sin embargo, se pueden crearcondiciones que estimulen la práctica de la disciplina.
6. FINANCIAMIENTO
6.1.1. INVERSIÓN DEL PROYECTO
De acuerdo a los costos de la Implementación del Proyecto, se obtiene el nivel de inversión, el cual se detalla a continuación:
Los S/.22,799.48 es la cantidad que se necesitaría para la implementación completa del proyecto.
6.1.2. AHORRO DE COSTOS
El ahorro de costos se ha medido mediante la productividaddel área de confecciones de la cual se obtiene:
6.1.3. FLUJO DE CAJA DEL PROYECTO
A continuación se presentara el flujo de caja del proyecto,visto del escenario Constante.
Del flujo de caja se puede observar que la recuperación de lainversión inicial se dará en un año y 4 días.
Evaluación del Proyecto
Para la evaluación de la viabilidad de proyecto se ha tomadocomo herramienta principal al VAN y al TIR, como semuestra a continuación:
Debido a los resultados obtenidos podemos afirmar que elproyecto es rentable debido a que el VAN es mayor a cero yel TIR es mayor al COK.
CONCLUSIONES
• Se determinó un tiempo de ciclo de 585.54 en
segundos y 9.76 minutos/prenda.
• Se obtuvo como resultado inicial: Eficacia: 42.66%,
Eficiencia: 49.59% y de Efectividad: 21.16% y unaproductividad total de 1.71 sol x prendas.
• La metodología seleccionada para el proyecto fue el
PHVA, debido a los criterios que maneja, siendo laque se ajusta más al proyecto.
• Se obtuvo como resultado actual: Eficacia: 68.23%,
Eficiencia: 73.06% y de Efectividad: 49.85% y unaproductividad total de 1.61 sol x prenda.
• El indicador de revisión y control de prendas ha
disminuido en 0.05% de prendas NC, gracias a laimplementación del POKA YOKE.
• Se verifico el indicador de mantenimiento
obteniéndose: MTBF/REC (+) 1.72 hr/p;MTBF/REM (+) 1.22 hr/p y MTBF/RCB (+) 0.67hr/p; y TMPF/REC (-) 0.01 hr/p, TMPF/REM (-)0.05 hr/p y TMPF/RCB (-) 0.01 hr/p
• Se verifico el indicador de clima laboral
obteniéndose: Clima relacionado a los Jefes (+) 4%,Colaboradores (+) 8%, Compañerismo (+) 8%,orgullo y lealtad (+) 6% y de imparcialidad en eltrabajo (+) 5%.
• La implementación de la metodología de las 5S nos
ha permitido tener un ambiente de trabajo máslimpio, ordenado y agradable, esta metodología nos
ayudado directamente a mejorar los indicadores demaquinaria, revisión y control de prendas, así comoel clima laboral.
• Con los resultados del VAN y el TIR, podemos
concluir que el proyecto es viable, debido a que elVAN es mayor a cero “VAN= s/.26, 718.74” y elTIR>COK “TIR= 48%” indicándonos rentabilidad.
REFERENCIAS BIBLIOGRAFICAS
• Luis Cuatecasas (2000). Gestión Competitiva de
Stocks y Procesos de Producción. Gestión; 4:85-117.
• Chase y Nicolas J. Aquilano & Richard B. Chase.
Dirección y Administración de la producción y delas operaciones. Sexta Edición. 7: 310-311, 578-593.
• Gavriel Salvendy. Manual del Ingeniero Industrial.
Copilado por Tomo I. Universidad Purduel. 29-50.
• Gavriel Salvendy. Manual del Ingeniero Industrial.
Copilado por Tomo II. Universidad Purduel.557-643.
• F., Marisol. La Mejora continua, una necesidad de
estos tiempos. Argentina. Pag. 5-8
• Bain, David. Productividad: la solución a los
problemas de la empresa. México. Pag.1-14; 129
