informe final trapiches
DESCRIPTION
TrabajoTRANSCRIPT
INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
INFORME FINAL TRAPICHES
PROYECTO:
Producción mas Limpia en los trapiches del Valle del Cauca
Presentado por: CRPML - Corporación Centro Regional de Producción
Mas Limpia
CONVENIO No. 162 DE 2005: CORPORACIÓN AUTÓNOMA REGIONAL DEL VALLE DEL CAUCA � CVC Y CORPORACIÓN CENTRO REGIONAL
DE PRODUCCIÓN MÁS LIMPIA �
Santiago de Cali.
Agosto 13 de 2007
id9001296 pdfMachine by Broadgun Software - a great PDF writer! - a great PDF creator! - http://www.pdfmachine.com http://www.broadgun.com

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
CONTENIDO
1. Introducción 2. Descripción de la metodología 3. Descripción de resultados del proyecto Nº 162 � Trapiches 4. Conclusiones 5. Recomendaciones 6. Anexos

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
1. INTRODUCCIÓN. El Proyecto producción Mas Limpia en los trapiches del Valle Del Cauca�, inicio el día 13 de Febrero de 2006, según acta de inicio Nº 13, y tuvo una duración de 18 meses. Su objetivo era aunar esfuerzos y recursos para desarrollar el proyecto �Mejoramiento de las acciones ambientales con énfasis en PML implementado por los trapiches con miras a disminuir, mitigar y prevenir los impactos y efectos nocivos que sobre los seres humanos, el ambiente y los recursos naturales ocasionan las actividades de la industria en sus diferentes procesos permitiendo de esta manera un uso y aprovechamiento sostenible del ambiente regional�. Su énfasis según el plan trazado con los trapiches con los trapiches fue hacia la implementación de acciones de PML y mejoramiento ambiental de corto, mediano y largo plazo, para cumplimiento de la normatividad vigente. El objetivo de este documento es presentar los resultados del proyecto Producción Mas Limpia en los trapiches del Valle Del Cauda. Como resultado general se puede decir que los trapiches participantes en el proyecto participarón de una manera muy activa con el CRPML, mostrando una importante receptividad a las recomendaciones entregadas durante proyecto, iniciando con implementaciones en algunas de las recomendaciones entregadas por el CRPML a los trapiches. Todas las empresas participantes en el convenio, se comprometierón en implementar acciones para lograr un mejoramiento ambiental del proceso de fabricación de panela, con una participación hasta el momento en implementaciones del 80% de los participantes. Con este documento finaliza los compromisos del CRPML en el proyecto 162 del convenio PML en los trapiches del Valle Del Cauca
2. DESCRIPCIÓN DE LA METODOLOGÍA.
La metodología utilizada para el desarrollo del proyecto fue la siguiente: Paso 1 � Selección y firma de compromiso con los 10 trapiches participantes en el proyecto. Para esta selección se contó el apoyo de FEDEPANELA. Paso 2 � Contratación de expertos en los temas de PML, para realizar capacitación en el tema PML. Contratación de experto para realizar diagnóstico

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
ambiental en cada uno de los trapiches para identificar oportunidades de mejoramiento PML en cada empresa participante. Paso 3 � Presentación y entrega de diagnósticos ambientales a las empresas participantes en el proyecto Paso 4 � Concertación con los trapiches, del día y horarios para capacitación en temas relacionados con PML y las oportunidades de mejoramiento encontradas. Paso 5 � Contratación de expertos en los temas identificados como críticos para mejoramiento según los diagnósticos realizados, de esta manera, se contratarón expertos en los temas de manejo de aguas de abastecimiento y residuales, calderas y eficiencia energética (motores). Paso 6 � Visitas con los expertos a cada uno de los trapiches, en cada uno de los aspectos nombrados como relevantes. Adicionalmente, los expertos entregan un informe que resume la situación actual y brinda recomendaciones para solucionar la problemática. Paso 7 � Elaboración de un documento de plan de acción por trapiche, haciendo énfasis en la discriminación de las actividades en el tiempo a través de un cronograma sugerido. Paso 8 � Socialización y Entrega de los documentos de plan de acción a los empresarios. Paso 9 � Reuniones de concertación del plan de acción con los trapiches participantes en el proyecto. Paso 10 � Seguimiento a implementaciones Paso 11 � Presentación de resultados y avances del proyecto. En el siguiente cuadro, se presenta la metodología empleada para el desarrollo del proyecto.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Todos este proceso, fue complementado presentando ante la CVC, informes mensuales al comité técnico, informes bimestrales del avance del proyecto y que además se asistió mensualmente a las reuniones de Comité Técnico en los cuales se informaba y retroalimentaba, garantizando el buen direccionamiento del proyecto. 3. DESCRIPCIÓN DE RESULTADOS DEL PROYECTO Nº 162 � TRAPICHES Para el análisis de resultados se resume a continuación en la Tabla 1 de metas con las que se comprometió el CRPML y el cumplimiento de las mismas, según términos de referencia.
INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Tabla 1. Cumplimiento de resultados proyecto 162 VS Metas planteadas 3.1 Resultado A: Sensibilización, concientización y capacitación en PML para el sector panelero: Durante el desarrollo del proyecto, se organizarón las siguientes jornadas de sensibilización, concientización y capacitación. Ver grafico 1.
En septiembre de 2006, se dictó capacitación en PML en trapiches, haciendo énfasis en los conceptos y objetivos de la Producción Mas Limpia. El día 16 de Enero de 2007, se realizo la socialización del proyecto a los trapiches y al comité técnico de la CVC. En esta se presentarón los diagnósticos ambientales y estudios energéticos del sector panelero. El día 26 de Enero: capacitación en "Normatividad en sistemas eléctricos y motores", haciendo énfasis en la importancia del reglamento técnico de instalaciones eléctrica y con orientación al mejoramiento ambiental hacia la selección de motores más eficientes. Ver foto 1

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 1: Jornada de capacitación en normatividad eléctrica y motores
El día 9 de Febrero: capacitación sobre "Buenas practicas de manejo". Opción de PML, enfocada a disminuir la generación de residuos en la fuente. El día 16 de Marzo: capacitación sobre "Seguridad industrial y Salud Ocupacional", con enfoque al mejoramiento de las condiciones se seguridad industrial y salud ocupacional en los trapiches. El día 20 de Abril: capacitación en "Uso eficiente del agua", en la que se presentarón a los trapiches diferentes opciones para disminuir el consumo de agua. Ver foto 2.
Foto 2: Capacitación uso eficiente de agua.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
El día 4 de Mayo: Socialización del proyecto prediseños de sistemas de tratamiento de aguas residuales industriales y capacitación en "Aguas subterráneas y Mantenimiento de pozos". Ver foto 3.
Foto 3: Socialización proyecto prediseño de sistemas de aguas residuales.
El día 25 de Mayo: capacitación en "Tasas retributivas, Normatividad en emisiones atmosféricas y socialización del proyecto de calderas.". La socialización del proyecto de caleras fue orientada a presentar a los trapiches las diferentes situaciones encontradas en las calderas que están afectando el proceso de generación de calor, impactando negativamente el ambiente. Ver foto 4.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 4: Socialización proyecto calderas.
El día 12 de Julio, se realizó capacitación en Incentivos Tributarios, en la que se presentarón diferentes opciones en las que los trapiches pueden logran beneficios en la inversiones realizadas con le propósito de lograr disminuir los impactos ambientales. El día 25 y 30 de Julio de 2007, se realizarón visitas de capacitación, asistencia y seguimiento a los trapiches participantes en le convenio. Se reforzaron conceptos del proceso generación de energía en calderas, se presentarón recomendaciones de mejoramiento para el proceso, haciendo énfasis en la instrumentación del sistema, se insistió en esta visita la importancia de le levantamiento de planos para hornos y calderas. El día 27 de Julio, se realizo capacitación en los temas eléctricos y calderas. Centros de control de motores y Balances de Materia y Energía. Ver foto 5.
INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
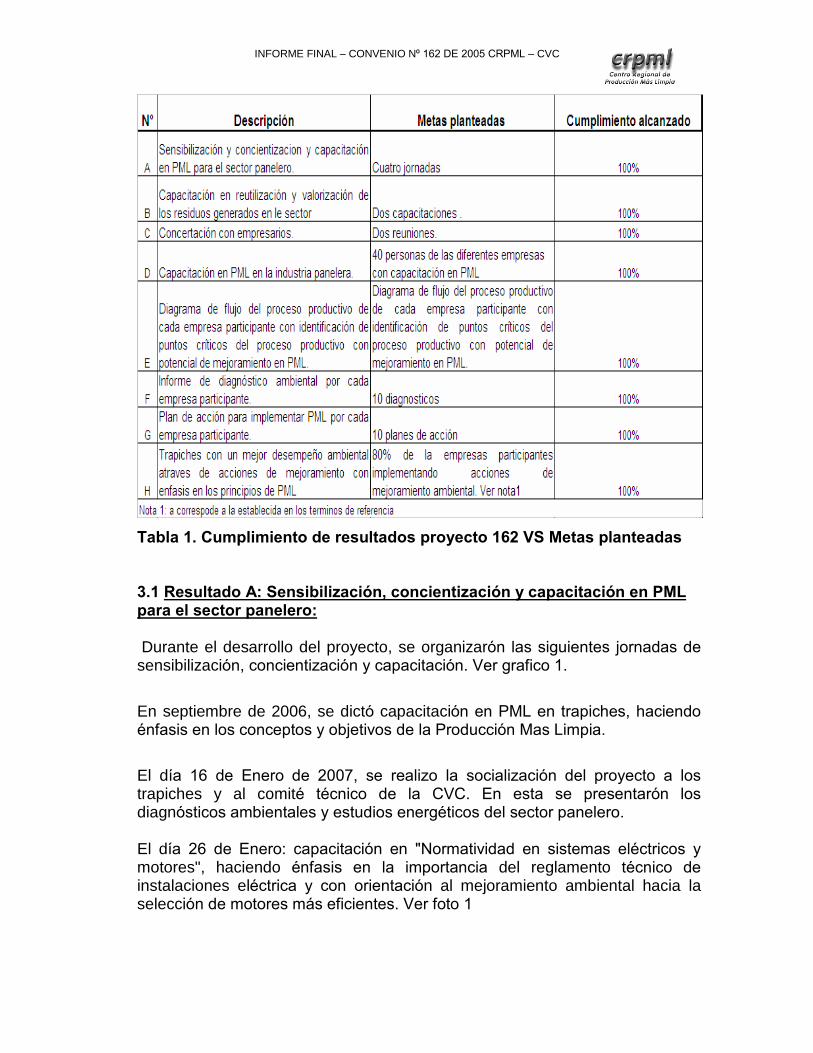
Foto 5: Capacitación Balances de materia y energía.
Capacitación en PML
4
12
0
2
4
6
8
10
12
14
N°
N°
Meta
Meta alcanzada
Grafico 1. Cumplimiento resultado A: Capacitaciones realizadas VS Meta alcanzada 3.2 Resultado B: Capacitación en reutilización y valorización de los residuos generados en el sector. Se capacito al sector panelero en reutilización y valorización de residuos, haciendo énfasis en la utilización de la Bolsa de residuos y Subproductos Industriales � BORSI � como oportunidad para hacer una disposición adecuada de los residuos generados en los trapiches. Adicionalmente, se capacito al sector panelero en �Incentivos Tributarios�. Conferencia dictada por funcionario del Ministerio del Medio Ambiente, vivienda y Desarrollo Territorial. Conferencia, que será de mucha utilidad al sector principalmente cuando inicien los procesos de implementación, aprovechando los beneficios tributarios autorizados por el gobierno para proyectos de mejoramiento ambiental.
INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
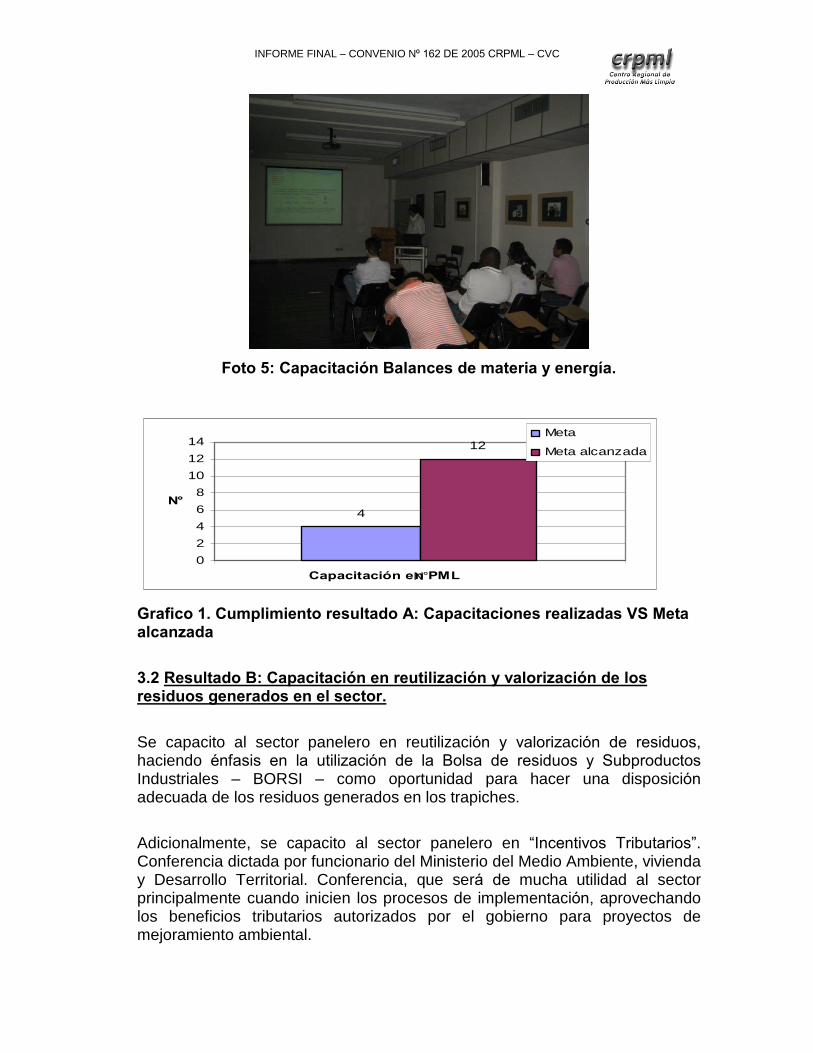
En el grafico 2, se presentan los resultados alcanzados en le proyecto.
Residuos - Reutilización y Valorización
2 2
0
1
2
3
N°
N°
Meta
Meta alcanzada
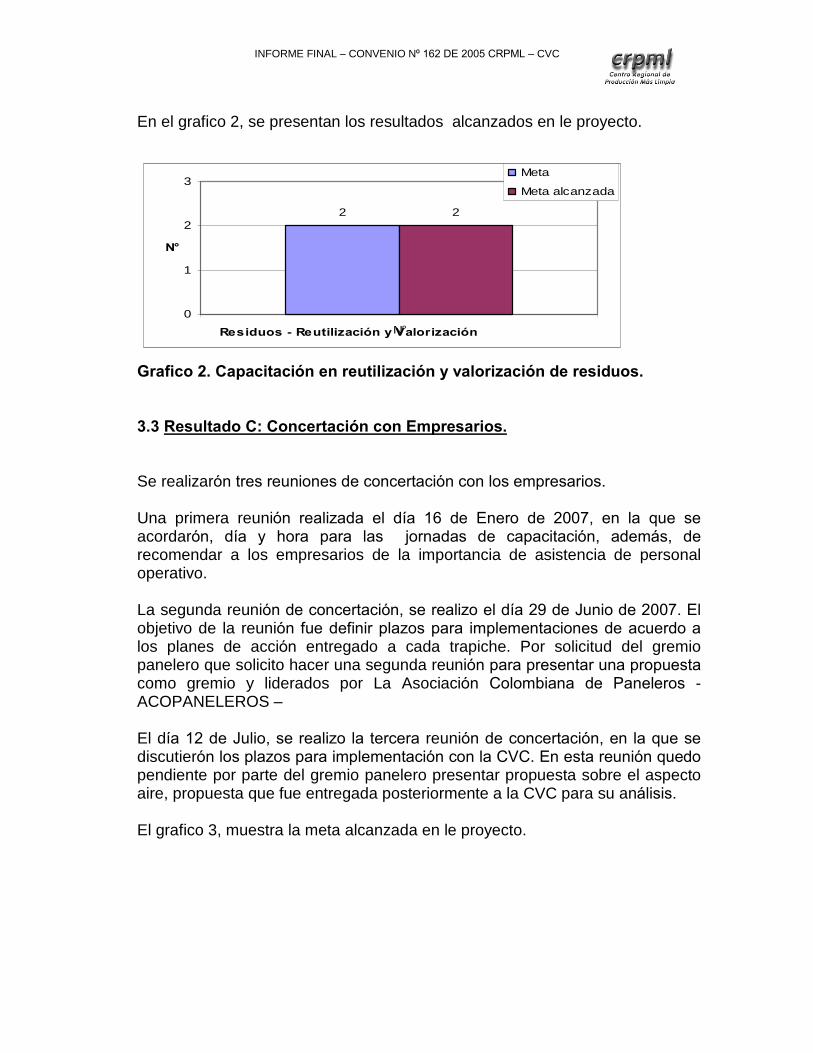
Grafico 2. Capacitación en reutilización y valorización de residuos. 3.3 Resultado C: Concertación con Empresarios. Se realizarón tres reuniones de concertación con los empresarios. Una primera reunión realizada el día 16 de Enero de 2007, en la que se acordarón, día y hora para las jornadas de capacitación, además, de recomendar a los empresarios de la importancia de asistencia de personal operativo. La segunda reunión de concertación, se realizo el día 29 de Junio de 2007. El objetivo de la reunión fue definir plazos para implementaciones de acuerdo a los planes de acción entregado a cada trapiche. Por solicitud del gremio panelero que solicito hacer una segunda reunión para presentar una propuesta como gremio y liderados por La Asociación Colombiana de Paneleros - ACOPANELEROS � El día 12 de Julio, se realizo la tercera reunión de concertación, en la que se discutierón los plazos para implementación con la CVC. En esta reunión quedo pendiente por parte del gremio panelero presentar propuesta sobre el aspecto aire, propuesta que fue entregada posteriormente a la CVC para su análisis. El grafico 3, muestra la meta alcanzada en le proyecto.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Reuniones de concertción
2
3
0
1
2
3
4
N°
N°
Meta
Meta alcanzada
Grafico 3: Reuniones de concertación. Meta vs Meta alcanzada 3.4 Resultado D: Numero de personas capacitadas. En el convenio, se capacito al personal del gremio panelero, en los siguientes temas:
Conceptos de Producción Mas Limpia Buenas prácticas de manejo Valorización de residuos Normatividad en sistemas eléctricos y motores Seguridad industrial y salud ocupacional Uso eficiente del agua Aguas subterráneas y mantenimiento de pozos Tasas retributivas Normatividad atmosférica Incentivos tributarios Centros de control de motores. Calderas, balances de materia y energía.
Todas las jornadas de capacitación tuvierón como objetivo, fortalecer los procesos para implementación de la PML en los trapiches y el cumplimiento de la normatividad ambiental. Ver fotografías abajo

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 6. Capacitación
Foto 7. Capacitación

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 8. Capacitación
Foto 9. Capacitación

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 10. Capacitación
El grafico 4, muestra el numero de personas capacitadas durante le proyecto.
Numero de personas capacitadas
95
40
0102030405060708090
100
1
N°
Meta
Meta alcanzada
Grafico 4: Número de personas capacitadas vs Número de personas
esperadas. 3.5 Resultado E: Diagrama de flujo del trapiche con identificación de puntos críticos (Ecomapa). Se realizaron Ecomapa, para los 10 trapiches participantes en el proyecto de PML. Para el trapiche El Rosal, el Ecomapa muestra e identifica los puntos al exterior del edificio, debido a que el trapiche desmonto toda la infraestructura de planta, de tal manera que imposibilito la toma de datos para realizar el diagrama con identificaciones al interior de la planta. El grafico Nº 5, muestra el número de diagramas realizados.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Digramas de planta - Ecomapa
10 10
0123456789
1011
1
N°
Meta
Meta alcanzada
Grafico 5: Numero de diagramas de planta � Ecomapas realizados.
3.6 Resultado F: Informe de diagnóstico ambiental por cada empresa participante. Se realizaron visitas con experto contratado por el CRPML, a los 10 trapiches participantes en el convenio, se hizo un seguimiento a todo el proceso de fabricación de panela en cada una de las empresas, identificando los impactos ambientales ocasionados por los residuos sólidos, emisiones atmosféricas y vertimientos líquidos principalmente. Además se hizo énfasis en algunos aspectos de seguridad industrial y salud ocupacional y buenas practicas operativas. El grafico Nº 6, muestra el número de diagnósticos ambientales realizados en el proyecto.
Informes de diagnosticos ambiental0
2
4
6
8
10
12
1
N°
Meta
Meta alcanzada
Grafico Nº 6: Numero de diagnósticos ambientales realizados.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
De acuerdo a las áreas de oportunidad identificadas en los diagnósticos, se contrataron expertos para apoyar al sector panelero en los aspectos agua, calderas y eléctrico. Estas visitas se enfocarón en identificar las diferentes situaciones que en la operación del trapiche están impactando negativamente el ambiente y el no cumplimiento de la normatividad. Las fotos bajo muestran visitas realizadas con los expertos a los trapiches.
Foto 11: Trapiche El Líbano - Visita con experto
Foto 12: Trapiche La Frontera � Visita con experto

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 13: Trapiche La Frontera � Visita con experto
Foto 14. Trapiche la Frontera � Visita con experto

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 15: Trapiche san Antonio � Visita con experto
Foto 16: Trapiche Villa Lucia � Visita con experto

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 16: Trapiche La Palestina � Visita con experto
Foto 17. Trapiche La ventura � Visita con experto
3.7 Resultado G: Plan de acción para implementación por trapiche participante. A partir del diagnóstico ambiental realizado a los trapiches dentro del proyecto de PML, se identificaron áreas de mejoramiento en cada una de las empresas participantes en las cuales era necesario comenzar a trabajar con el fin de mejorar el desempeño ambiental de cada trapiche. Por lo tanto, se realizo para cada uno de los trapiches participantes un plan de acción con recomendaciones especificas de mejoramiento , basadas estrategias de la producción más limpia, promoviendo el uso eficiente de materiales e insumos, energía y agua, para aumentar la productividad de las empresas y así su competitividad en armonía con el medio ambiente.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Las recomendaciones se enfocaron hacia: la minimización de desperdicios en materia prima y subproductos valorizables; en eficiencia energética y emisiones atmosféricas, en el control de fugas de vapor y agua; en la optimización para el uso del agua en las operaciones de mantenimiento y lavado; en el manejo y disposición de las aguas residuales y de los residuos sólidos generados por el trapiche; y en medidas de salud ocupacional que requieren ser implementadas. Se realizó un plan de acción con acciones específicas para cada trapiche participante. El grafico Nº 7, muestra el número de planes de acción realizados frente a la meta del proyecto.
Informes plan de acción0
2
4
6
8
10
12
1
N°
Meta
Meta alcanzada
Grafico Nº 7: Informes de plan de acción realizados
En la tabla Nº 2, se presentan los plazos concertados con los trapiches para implementación de la a acciones de mejoramiento.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Tabla Nº 2: Plazos concertados para implementación de acciones de mejoramiento ambiental
3.8 Resultado H: Procesos de PML propuestos implementados por las entidades participantes - al menos 1 por empresa. En las visitas realizadas a los trapiches con los expertos, se dierón en cada uno de ellos, recomendaciones para mejoramiento en cada una de las áreas de oportunidad identificas.
INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
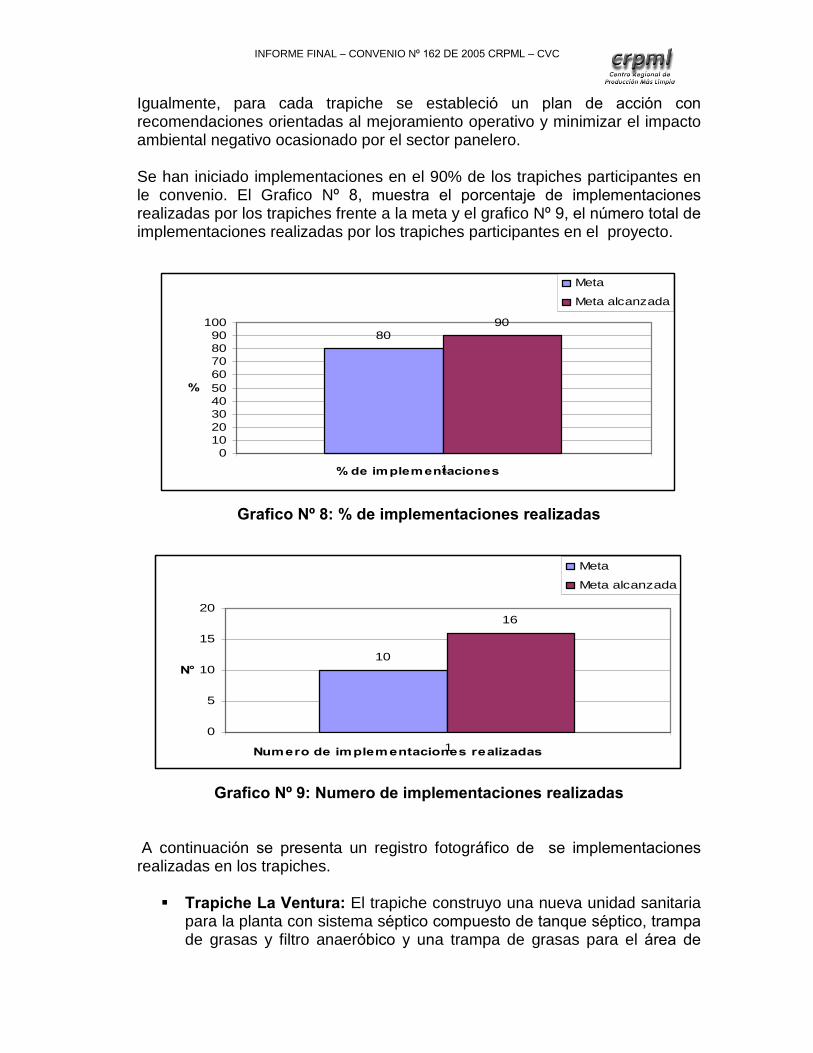
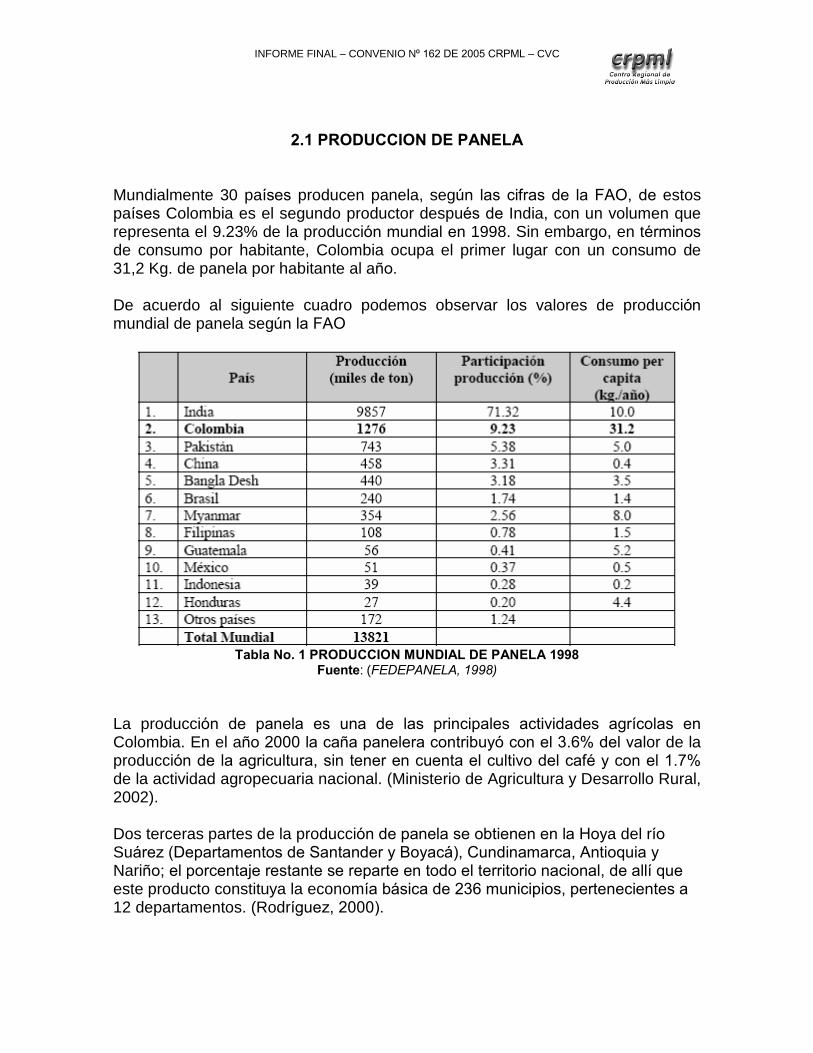
Igualmente, para cada trapiche se estableció un plan de acción con recomendaciones orientadas al mejoramiento operativo y minimizar el impacto ambiental negativo ocasionado por el sector panelero. Se han iniciado implementaciones en el 90% de los trapiches participantes en le convenio. El Grafico Nº 8, muestra el porcentaje de implementaciones realizadas por los trapiches frente a la meta y el grafico Nº 9, el número total de implementaciones realizadas por los trapiches participantes en el proyecto.
% de implementaciones
8090
0102030405060708090
100
1
%
Meta
Meta alcanzada
Grafico Nº 8: % de implementaciones realizadas
Numero de implementaciones realizadas
10
16
0
5
10
15
20
1
N°
Meta
Meta alcanzada
Grafico Nº 9: Numero de implementaciones realizadas
A continuación se presenta un registro fotográfico de se implementaciones realizadas en los trapiches.
Trapiche La Ventura: El trapiche construyo una nueva unidad sanitaria para la planta con sistema séptico compuesto de tanque séptico, trampa de grasas y filtro anaeróbico y una trampa de grasas para el área de

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
molienda, mejorando de esta manera la calidad de los vertimientos generados y descargados por le trapiche. Además se esta construyendo una nueva área de molienda con lo que se mejorara la extracción de jugo y por consiguiente disminuirá la humedad del bagazo. Ver fotos 17, 18, 19 y 20
Foto 17: Nuevas baterías sanitarias
Foto 18: Sistema séptico

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 19: Trampa de grasas para área de molienda
Foto 20: Montaje nuevo molino
Trapiches La Palestina y Caña Dulce: Hoy están realizando venta del
bagazo sobrante de su proceso para ser utilizado en fabricación de tableros. De esta manera, se evita el deterioro del bagazo por almacenamiento a la intemperie y la contaminación de suelos y fuentes de agua subterránea y superficial.
Adicionalmente estos trapiches iniciarón con el programa de monitoreo de emisiones atmosféricas. Ver fotos 20 y 21.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 20: venta de bagazo
Foto 21: Resultado monitoreo emisiones atmosféricas.
El trapiche el Líbano: esta iniciando la implementación de un programa de gestión integral de residuos. Esto permitirá que el trapiche haga de una manera adecuada la segregación de residuos, clasificando los residuos entre peligrosos, residuos reciclables, permitiendo de esta manera la reintroducción de los materiales nuevamente a las cadenas productivas, se evita la incineración y disposición inadecuada de residuos peligrosos. Ver foto 22.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 22: Estación para separación e residuos sólidos.
Construcción de las bases para el montaje de una tercera etapa de molienda, lo que le permitirá lograr un bagazo con menor contenido de humedad, que disminuirá los requerimientos de combustible para la generación de vapor, de esta manera se disminuye el consumo de carbón y el mejoramiento en la calidad de las emisiones atmosféricas del trapiche. Ver foto 23
Foto 23: Construcción bases molino Nº 3

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Aumento de la altura de la chimenea de 12 a 32 mts, y acondicionamiento de la misma con toma muestras y plataforma muestreo de emisiones atmosféricas. Ver foto 24.
Foto 24: Nueva chimenea trapiche El Líbano
El trapiche San Antonio: Esta en proceso de montaje de un nuevo
molino con sistema de lubricación cerrada, y mayor extracción de jugo. Adicionalmente el área de molienda para el nuevo molino se construyo con sistema de trampa de grasas. Este nuevo montaje disminuye los escapes de aceite y grasa lubricante del molino, disminuyendo de la misma manera la contaminación de la corriente de agua superficial, se disminuyen también las emisiones atmosféricas por la menor humedad en el bagazo a alimentado a la caldera y recuperación por la trampa de grasas de los aceites y grasas arrastradas en los efluentes de la molienda cuando se presenten escapes y se generen lavados del área. Ver foto 25.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 25: Trampa de grasas área de molienda � Construcción nuevo
molino El Trapiche, inicio la protección de las instalaciones eléctricas de acuerdo a los requerimientos del reglamento de instalaciones eléctricas. De esta manera se disminuye el riego de accidente para el personal de planta y el riesgo de incendio para las instalaciones del trapiche, con su consecuente impacto para el ambiente en casos de incendios. Ver foto 26.
Foto 26: Protección instalaciones eléctricas

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Construcción de tanque para recuperación de agua de lavado. Inicialmente se utilizara como tanque de reposo para disminuir temperatura del agua de lavado, y en posteriores pruebas de proceso recuperación de la sacarosa arrastrada por este flujo de agua. Ver foto 27
Foto 27: Tanque para recuperación de agua de lavado
El trapiche El Triangulo: realizo cambio a dos motores del molino,
seleccionando motores tecnología ECODRIVE de mayor eficiencia y menor consumo de energía, con lo que disminuye la demanda de energía en el trapiche y por consiguiente disminuyen las emisiones atmosféricas generadas por las necesidades de energía para la operación del trapiche. Ver foto 28.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 28: Nuevos motores molinos molino � Tecnología ECODRIVE
El trapiche El Triangulo: Como parte de un programa de uso y ahorro
de agua y adicional al estudio de uso de agua realizado en le trapiche, esta utilizando válvulas para control de flujo de agua en sus procesos de lavado. Ver foto 29
Foto 29: Válvulas de control flujo de agua.
El trapiche La Frontera, coloca indicador de temperatura en la salida
de los gases de la caldera, lo que le permitirá realizar control del proceso de generación de vapor, y control sobre el consumo de bagazo en le proceso de combustión. Ver foto 30

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 30: Indicador de temperatura de los gases de la caldera.
El Trapiche Santa Helena: Inicio venta de bagazo para uso como
abono, y mezcla para alimentación animal. Ver foto 31
Foto 31: Venta de bagazo
El trapiche Villa Lucia: Como parte del proceso de montaje de la
caldera, esta complementando este montaje con el levantamiento de los planos tanto de la caldera, como del hormo, necesarios para la colocación de la instrumentación del sistema. Ver foto 32

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Foto 32: Área horno y caldera en montaje y levantamiento planos
4. CONCLUSIONES
El proyecto �Producción Mas Limpia en los trapiches del Valle del Cauca�, presento de parte de los trapiches participantes en el proyecto, una gran disposición para realizar mejoramientos en el proceso en busca de mejoramiento ambiental. Esta disposición y la comunicación y concertaciones realizadas entre los actores CRPML. CVC y trapiches, fuerón fundamentales para lograr los objetivos del proyecto. Es importante tener presente el inicio en implementaciones de 9 de los 10 trapiches participantes en el proyecto, lo que demuestra la participación activa de los trapiches y disposición en busca de lograr mejoramiento ambiental y productivo.
5. RECOMENDACIONES
Se recomienda a la Corporación Autónoma regional del Valle de Cauca (CVC), el seguimiento a los planes de acción correspondiente a cada trapiche que en conjunto con los plazos concertados, son la carta de navegación para que se realicen las mejoras necesarias en cada uno de los trapiches, con objetivo de ser mas amigables con el medio ambiente y el cumplimiento de la normatividad ambiental. Es importante anotar que este seguimiento debe estar acompañado del apoyo necesario para que las acciones a implementarse logren los objetivos esperados.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
6. ANEXOS

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
ANEXO 1 Caracterización vertimientos trapiches El Líbano y San Antonio

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
INFORME PRELIMINAR
CARACTERIZACION DE VERTIMIENTOS LIQUIDOS
PERIODO 2007
CRPML
- COPIA �
PROYECTO:
EMPRESA ELABORO: REVISO:
FECHA: AGOSTO DE 2007
CARACTERIZACIÓN DE VERTIMIENTOS LIQUIDOS
CRPML - TRAPICHE EL LIBANO AAA GBS

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
CCRRPPMMLL -- TTRRAAPPIICCHHEE EELL LLIIBBAANNOO
PRE-INFORME CARACTERIZACION DE VERTIMIENTOS LIQUIDOS
El día 13 de Julio del año 2007, se realizó la Caracterización de Vertimientos
Líquidos al Trapiche EL LIBANO. Dicha evaluación se realizó desde las 10:00
horas hasta las 18:00 horas para una jornada normal de operación.
La caracterización de aguas residuales realizada en la empresa, corresponde a
dos (02) puntos de monitoreo, identificado así:
PUNTO No. 1: Efluente INDUSTRIAL
En la Tabla No. 1, se registran los valores obtenidos en la caracterización de los
vertimientos líquidos.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
HORA TEMPERATURA CAUDAL°C l/s
10:00 5.95 25.2 0.86
10:15 5.31 24.1 0.68
10:30 5.06 25.4 0.69
10:45 5.43 29.1 0.65
11:00 5.70 42.9 0.71
11:15 5.68 27.3 0.89
11:30 5.43 27.5 0.94
11:45 5.35 26.1 0.57
12:00 6.32 25.3 0.86
12:15 6.04 26.5 1.14
12:30 6.16 26.8 0.91
12:45 6.1 25.5 0.56
13:00 6.12 27.6 1.94
13:15 5.75 27.6 0.95
13:30 5.7 27.4 0.93
13:45 5.67 26.6 0.98
14:00 5.73 27.4 1.11
14:15 5.73 27.3 1.12
14:30 5.74 27.4 0.99
14:45 5.77 26.0 0.83
15:00 5.75 26.1 0.88
15:15 5.77 25.8 0.83
15:30 5.85 27.5 1.67
15:45 5.79 27.3 1.00
16:00 5.8 25.8 1.26
16:15 5.78 25.6 1.17
16:30 5.85 25.6 1.74
16:45 5.83 25.5 1.31
17:00 6.15 25.6 1.43
17:15 5.97 24.9 0.96
17:30 6.08 25.2 0.84
17:45 5.96 25.5 0.85
18:00 5.98 26.3 0.74
MAXIMO 6.32 42.9 1.94MINIMO 5.06 24.1 0.56MEDIO 1.00
TABLA No. 1
REGISTROS DE CAUDAL (MEDIC. IN SITU)
PERIODO 10:00 a 18:00
pH
CRPML - TRAPICHE EL LIBANO
PUNTO No. 1 - EFLUENTE INDUSTRIAL
JUNIO 13 DE 2007
GRAFICO No. 1CRPML - TRAPICHE EL LIBANO
PUNTO No. 1 - EFLUENTE INDUSTRIALCOMPORTAMIENTO DE CAUDAL, pH y TEMPERATURA
JUNIO 13 DE 2007
0.00
0.01
0.10
1.00
10.00
100.00
10:00 10:30 11:00 11:30 12:00 12:30 13:00 13:30 14:00 14:30 15:00 15:30 16:00 16:30 17:00 17:30 18:00
Horas
pH (u
nida
des)
, Tem
pera
tura
(°C) y
Cau
dal (
l/s)
pH Temperatura Norma temperatura max. Norma pH mínimo Norma pH máximo Caudal

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
En el cuadro No. 1 se registran los resultados obtenidos en laboratorio.
Cuadro No. 1 - Resultados fisicoquímicos de los vertimientos
Parámetros: Punto No. 1
Efluente Industrial
DBO5 12470 mg/l
DQO 27936 mg/l
SST 1590 mg/l
Grasas y Aceites 29.39 mg/l
BIBLIOGRAFIA
1. AWWA - APHA - WPCF Standard Methods for the Examination of Water and
Wastewater.
2. LEGIS, Régimen Legal del Medio Ambiente, 2002.
3. METCALF & EDDY, Ingeniería de Aguas Residuales. Tratamiento, vertido y
reutilización. Tercera edición. Vol. 1
4. Ministerio de Salud, Decreto 1594 de Junio de 1984, Colombia.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
INFORME PRELIMINAR
CARACTERIZACION DE VERTIMIENTOS LIQUIDOS
PERIODO 2007
CRPML
- COPIA �
RRPPMMLL -- TTRRAAPPIICCHHEE SSAANN AANNTTOONNIIOO
PRE-INFORME CARACTERIZACION DE VERTIMIENTOS LIQUIDOS
El día 13 de Julio del año 2007, se realizó la Caracterización de Vertimientos
Líquidos al Trapiche San Antonio. Dicha evaluación se realizó desde las 10:30
horas hasta las 18:30 horas para una jornada normal de operación.
PROYECTO:
EMPRESA ELABORO: REVISO:
FECHA: AGOSTO DE 2007
CARACTERIZACIÓN DE VERTIMIENTOS LIQUIDOS
CRPML - TRAPICHE SAN ANTONIO AAA GBS

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
La caracterización de aguas residuales realizada en la empresa, corresponde a
dos (02) puntos de monitoreo, identificado así:
PUNTO No. 1: Efluente Producción
PUNTO No. 2: Efluente Molienda
En la Tabla No. 1 y 2, se registran los valores obtenidos en la caracterización de
los vertimientos líquidos.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
TABLA No. 1
PERIODO 10:30 - 18:30 HORASTEMPERATURA CAUDAL
°C l/s10:30 5.65 25.1 0.024
10:45 5.62 27.1 0.020
11:00 5.66 23.8 0.011
11:15 5.55 22.8 0.011
11:30 5.34 23.6 0.011
11:45 4.95 26.9 0.018
12:00 5.24 23.8 0.011
12:15 5.37 23.7 0.011
12:30 5.23 23.6 0.010
12:45 5.37 23.5 0.010
13:00 5.40 23.6 0.010
13:15 5.45 23.9 0.012
13:30 5.49 25.8 0.331
13:45 5.82 24.1 0.376
14:00 5.78 24.3 0.186
14:15 5.58 24.6 0.025
14:30 5.57 24.3 0.017
14:45 5.55 24.1 0.011
15:00 5.50 24.2 0.008
15:15 5.48 23.4 0.008
15:30 5.47 24.2 0.020
15:45 5.56 24.5 0.090
16:00 - - -
16:15 - - -
16:30 - - -
16:45 5.39 24.2 0.082
17:00 5.40 24.0 0.087
17:15 5.20 24.1 0.137
17:30 5.30 24.0 0.159
17:45 5.14 23.7 0.083
18:00 5.30 23.5 0.727
18:15 5.20 23.8 0.017
18:30 5.28 23.6 0.075
MAXIMO 5.82 27.1 0.727
MINIMO 4.95 22.8 0.008
MEDIO 0.087
pH
CRPML - TRAPICHE SAN ANTONIO
REGISTROS DE CAUDAL (MEDIC. IN SITU)
PUNTO No 1 EFLUENTE PRODUCCIONJULIO 13 DE 2007
HORA
GRAFICO No. 1CRPML - TRAPICHE SAN ANTONIO
PUNTO No. 1 EFLUENTE PRODUCCIONCOMPORTAMIENTO DE CAUDAL, pH y TEMPERATURA
JULIO 14 DE 2007
0.01
0.10
1.00
10.00
100.00
10:30 11:00 11:30 12:00 12:30 13:00 13:30 14:00 14:30 15:00 15:30 16:00 16:30 17:00 17:30 18:00 18:30Horas
pH (u
nida
des)
, Tem
pera
tura
(°C
) y C
auda
l (l/
s)
pH Temperatura Norma temperatura max. Norma pH mínimo Norma pH máximo Caudal

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
TABLA No. 2
PERIODO 10:30 - 18:30 HORASTEMPERATURA CAUDAL
°C l/s10:30 - - -
10:45 - - -
11:00 - - -
11:15 5.49 24.2 0.0011
11:30 5.71 24.1 0.0009
11:45 - - -
12:00 5.68 24.2 0.0010
12:15 5.48 24.5 0.0013
12:30 5.43 24.5 0.0011
12:45 5.41 24.6 0.0009
13:00 5.15 24.2 0.0014
13:15 5.19 24.4 0.0014
13:30 5.22 24.0 0.0015
13:45 5.54 24.8 0.0088
14:00 5.54 24.7 0.0109
14:15 4.93 25.0 0.0091
14:30 5.18 24.8 0.0107
14:45 5.05 24.5 0.0114
15:00 5.19 24.5 0.0093
15:15 5.42 25.5 0.0070
15:30 5.74 24.5 0.0071
15:45 5.58 25.5 0.0074
16:00 - - -
16:15 5.48 25.3 0.0011
16:30 5.63 24.6 0.0014
16:45 5.71 24.3 0.0009
17:00 5.73 24.8 0.0015
17:15 5.28 25.2 0.0011
17:30 5.30 25.3 0.0038
17:45 5.64 25.7 0.0035
18:00 5.39 24.6 0.0033
18:15 5.80 24.8 0.0034
18:30 5.84 24.7 0.0029
MAXIMO 5.84 25.7 0.011
MINIMO 4.93 24.0 0.001
MEDIO 0.004
#¡DIV/0!
pH
CRPML - TRAPICHE SAN ANTONIO
REGISTROS DE CAUDAL (MEDIC. IN SITU)
JULIO 13 DE 2007PUNTO No 2 EFLUENTE MOLIENDA
HORA
GRAFICO No. 2TECNOQUIMICAS S.A. - PLANTA SAN NICOLAS
PUNTO No. 2 EFLUENTE INDUSTRIAL - SEGUNDO PISOCOMPORTAMIENTO DE CAUDAL, pH y TEMPERATURA
JULIO 03 DE 2007
0.00
0.01
0.10
1.00
10.00
100.00
10:30 11:30 12:30 13:30 14:30 15:30 16:30 17:30 18:30Horas
pH (u
nida
des)
, Tem
pera
tura
(°C
) y C
auda
l (l/
s)
pH Temperatura Norma temperatura max. Norma pH mínimo Norma pH máximo Caudal

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
En el cuadro No. 1 se registran los resultados obtenidos en laboratorio.
Cuadro No. 1 - Resultados fisicoquímicos de los vertimientos
Parámetros: Punto No. 1
Efluente Producción Punto No. 2
Efluente Molienda
DBO5 3570 mg/l 38900 mg/l
DQO 7464 mg/l 88464 mg/l
SST 116 mg/l 940 mg/l
Grasas y Aceites 19.18 mg/l 119.23 mg/l
BIBLIOGRAFIA
1. AWWA - APHA - WPCF Standard Methods for the Examination of Water and
Wastewater.
2. LEGIS, Régimen Legal del Medio Ambiente, 2002.
3. METCALF & EDDY, Ingeniería de Aguas Residuales. Tratamiento, vertido y
reutilización. Tercera edición. Vol. 1
4. Ministerio de Salud, Decreto 1594 de Junio de 1984, Colombia.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
ANEXO 2 Recopilación bibliografica trapiches

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
1. INTRODUCCION
Con el objetivo de conocer los impactos causados por la producción de panela y las alternativas implementadas a nivel mundial, nacional y regional se realizó el presente documento. En el se puede encontrar evaluaciones hechas por la comunidad mundial con la participación de países como Holanda, la Unión Europea, el centro internacional de agricultura tropical CIAT, y entidades nacionales como el ministerio del ambiente, agricultura y entidades dedicadas a el mejoramiento de la producción de panela. Este documento se construyó a partir de bibliografía de fuentes relevantes en el desempeño ambiental, las cuales por medio de su trabajo han apoyado el desarrollo de proyectos en sectores productivos importantes para países como el nuestro. La panela como producto de la canasta familiar es de gran importancia en Colombia, especialmente de los estratos de la población con menos capacidad de compra, pues históricamente ha sido un alimento barato; siendo el segundo productor de panela en el mundo después de India y el mayor consumidor per cápita del mundo 31,2 Kg./Hab. (Rodríguez, 2000) De la panela podemos decir que no es solamente un edulcorante, sino un alimento nutricionalmente bueno ya que posee carbohidratos, minerales, proteínas, vitaminas esenciales para el organismo. Dentro de los carbohidratos presentes en la panela se encuentra en mayor proporción la sacarosa y en menor cantidad los denominados azúcares reductores o invertidos como la glucosa y la fructuosa, en la panela se encuentran cantidades notables de sales minerales, entre las principales se tienen: calcio, potasio, magnesio, cobre, hierro y fósforo como también trazas de flúor y selenio.
Se presenta información sobre: generalidades de la panela, producción mundial, estructura de producción en Colombia, proceso productivo, legislación para los productores, específicamente, por el interés ambiental, se detallan los principales efectos al medio ambiente derivados del proceso de fabricación, y las algunas alternativas tecnológicas que se están usando para mitigarlos.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
2. GENERALIDADES DE LA PANELA
La panela, es una especie botánica Saccharum Robustum (Quassab) originaria de Nueva Guinea e islas vecinas, pasando por Filipinas, Hawai, Las Molucas, Borneo, Sumatra, Malaya, Indochina, Birmania, India, Las Islas Salomón, Las Nuevas Hébridas, Fiji, Raiatea, Tahití, Persia, Egipto, España y Colombia.
La caña de azúcar es uno de los cultivos más viejos en el mundo, se cree que empezó hace unos 3.000 años como un tipo de césped en la isla de Nueva Guinea y de allí se extendió a Borneo, Sumatra e India.
El proceso del azúcar se escuchó primero en la India tan temprano como en el 3.000 A.C. Una leyenda local en las Islas de Salomón dice que los antepasados de la raza humana se generaron de un tallo de la caña. Una corona hecha de caña de azúcar se describe en el Atharvaveda, libro sagrado de los hindúes, escrito aproximadamente 800 A.C. El general griego Nearchus, quien acompañó a Alejandro el Grande a la India en el IV siglo A.C. cuenta de una caña que produjo 'miel' sin la ayuda de las abejas.
Cristóbal Colón introdujo la caña en América en su segundo viaje (1493) a la Isla de La Española, cañas que no prosperaron. Tan sólo en 1501 fueron introducidas plantas que sí crecieron. El éxito de las plantaciones de azúcar en el Santo Domingo llevó a su cultivo a lo largo del Caribe y América del Sur.
En Colombia se plantó por primera vez en Santa María La Antigua del Darién en 1510. Pedro de Heredia, fundador de Cartagena, introdujo la caña en la Costa Atlántica alrededor de 1533 y posteriormente Sebastián de Belalcázar, fundador de Santiago de Cali, la plantó en el Valle del Cauca, en su estancia en Yumbo en 1541. Hacia 1550 se fundaron tres ingenios a orillas del rió Amaime y desde esta región se envió azúcar y miel a Panamá en 1588. Para 1721 habían en el Valle del Cauca 33 trapiches en funcionamiento. La caña cultivada en ese entonces se denomina criolla, originada de las cañas introducidas por los españoles. Durante su visita a nuestro país el sabio alemán, Alexander Humboldt, recomendó a los hacendados vallecaucanos la variedad Tahití u Otahití la cual fue introducida al Valle del Cauca entre 1802 y 1808 y se esparció por el territorio colombiano.(Procaña)
La panela es un producto obtenido de la evaporación de los jugos de la caña y la consiguiente cristalización de la sacarosa que contiene minerales y vitaminas. Esta se puede utilizar para la industria alimenticia en la fabricación de productos alimenticios, además como proveedora de insumos para otras industrias y para la industria farmacéutica.
Se le conoce con diversos nombres en América del Sur es conocida como �panel�, en Perú y Chile se conoce como �chancaca�; en Venezuela, México y Guatemala se conoce como �papelón�, �raspadura� en Brasil; en India, y probablemente en

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
muchas otras partes del Oriente, el producto se llama �jaggery�, o a veces, �gur� o �gul». La FAO registra la panela en sus cuentas como �azúcar no centrifugado�.
Los principales componentes nutricionales de la panela son los azúcares (sacarosa, glucosa y fructosa), las vitaminas (A, algunas del complejo B, C, D y E), y los minerales (potasio, calcio, fósforo, magnesio, hierro, cobre, zinc y manganeso, entre otros).
Entre los carbohidratos, el azúcar sacarosa es el principal constituyente de la panela, con un contenido que varía entre 75 y 85% del peso seco. Por su parte, los azúcares reductores (entre 6 y 15%), poseen una disponibilidad de uso inmediato para el organismo, lo cual representa una gran ventaja energética, "estos son fácilmente metabolizados por el cuerpo, transformándose en energía necesaria requerida por nuestro cuerpo" (Corpoica)
Desde el punto de vista nutricional, el aporte energético de la panela oscila entre 310 y 350 calorías por cada 100 gramos. Adulto que ingiera 70 gramos diarios de panela (que es consumo diario por habitante a nivel nacional), obtendrá un aporte energético equivalente al 9% de sus necesidades.
INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
2.1 PRODUCCION DE PANELA
Mundialmente 30 países producen panela, según las cifras de la FAO, de estos países Colombia es el segundo productor después de India, con un volumen que representa el 9.23% de la producción mundial en 1998. Sin embargo, en términos de consumo por habitante, Colombia ocupa el primer lugar con un consumo de 31,2 Kg. de panela por habitante al año.
De acuerdo al siguiente cuadro podemos observar los valores de producción mundial de panela según la FAO
Tabla No. 1 PRODUCCION MUNDIAL DE PANELA 1998
Fuente: (FEDEPANELA, 1998) La producción de panela es una de las principales actividades agrícolas en Colombia. En el año 2000 la caña panelera contribuyó con el 3.6% del valor de la producción de la agricultura, sin tener en cuenta el cultivo del café y con el 1.7% de la actividad agropecuaria nacional. (Ministerio de Agricultura y Desarrollo Rural, 2002). Dos terceras partes de la producción de panela se obtienen en la Hoya del río Suárez (Departamentos de Santander y Boyacá), Cundinamarca, Antioquia y Nariño; el porcentaje restante se reparte en todo el territorio nacional, de allí que este producto constituya la economía básica de 236 municipios, pertenecientes a 12 departamentos. (Rodríguez, 2000).
INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
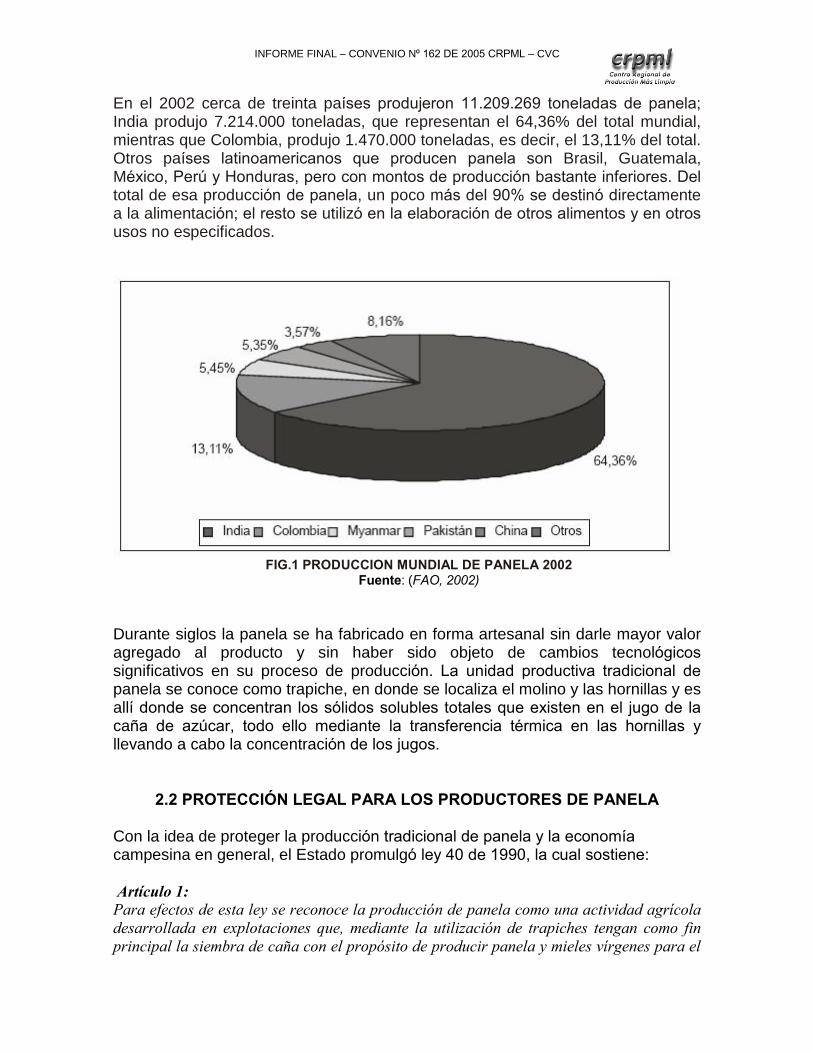
En el 2002 cerca de treinta países produjeron 11.209.269 toneladas de panela; India produjo 7.214.000 toneladas, que representan el 64,36% del total mundial, mientras que Colombia, produjo 1.470.000 toneladas, es decir, el 13,11% del total. Otros países latinoamericanos que producen panela son Brasil, Guatemala, México, Perú y Honduras, pero con montos de producción bastante inferiores. Del total de esa producción de panela, un poco más del 90% se destinó directamente a la alimentación; el resto se utilizó en la elaboración de otros alimentos y en otros usos no especificados.
FIG.1 PRODUCCION MUNDIAL DE PANELA 2002
Fuente: (FAO, 2002)
Durante siglos la panela se ha fabricado en forma artesanal sin darle mayor valor agregado al producto y sin haber sido objeto de cambios tecnológicos significativos en su proceso de producción. La unidad productiva tradicional de panela se conoce como trapiche, en donde se localiza el molino y las hornillas y es allí donde se concentran los sólidos solubles totales que existen en el jugo de la caña de azúcar, todo ello mediante la transferencia térmica en las hornillas y llevando a cabo la concentración de los jugos.
2.2 PROTECCIÓN LEGAL PARA LOS PRODUCTORES DE PANELA
Con la idea de proteger la producción tradicional de panela y la economía campesina en general, el Estado promulgó ley 40 de 1990, la cual sostiene: Artículo 1: Para efectos de esta ley se reconoce la producción de panela como una actividad agrícola desarrollada en explotaciones que, mediante la utilización de trapiches tengan como fin principal la siembra de caña con el propósito de producir panela y mieles vírgenes para el

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
consumo humano y subsidiariamente para la fabricación de concentrados o complementos para alimentación pecuaria. Parágrafo 1 Dentro de este concepto de producción panelera se incluye a: 1. Quienes este dedicados a la siembra, cultivo, corte y procesamiento de la caña para la producción de panela. 2. Los procesadores o trapicheros. 3. Cooperativas campesinas dedicadas a la transformación de la caña panelera Parágrafo 2 Para mantener la clasificación de actividad agrícola, los establecimientos paneleros no deberán tener una capacidad de molienda superior a 10 toneladas/hora También prohíbe la utilización de azúcar como insumo en la fabricación de panela u otras substancias como hidrosulfito de sodio, anilinas, colorantes tóxicos y mieles de ingenio que afecten la calidad nutritiva de la panela o pongan en peligro la salud humana (Art. 5 Ley 40/90).
3. PROCESO PRODUCTIVO DE LA PANELA 3.1 ESTRUCTURA DE LA PRODUCCIÓN DE PANELA EN COLOMBIA Es importante conocer como se segmenta la producción de panela en el país, para poder determinar cuales son los mayores productores, de acuerdo a la bibliografía se encontró que la producción panelera en nuestro país esta dividida de la siguiente manera: (Corpotunía, CIAT, PRODAR, IICA, 2003)
El 5% de la producción se concentra en los departamentos del Valle de Cauca y Risaralda; en extensiones mayores de 50 hectáreas, con una estructura bastante moderna y explotaciones de gran escala con capacidad superior a 300 Kg. / hora.
En la Hoya del Suárez, Nariño y Antioquia las explotaciones son de tamaño
medio y las extinciones oscilan entre 20 y 50 hectáreas, el promedio de capacidad de producción varía entre 100 y 300 Kg. / hora.
Las explotaciones de pequeña escala se presentan en la región occidental,
en Cundinamarca, Tolima, Huila y Norte de Santander; los trapiches son de tracción mecánica y sus capacidades de proceso oscilan entre 100 y 150 Kg. / hora.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Finalmente, se encuentran los minifundios, fincas menores de 5 hectáreas donde se procesa la caña en compañía de vecinos y propietarios de trapiches, con molinos accionados por pequeños motores o mediante fuerza animal y con capacidades de producción menores a 50 Kg. / hora. Este tipo de producción se encuentra en las zonas deprimidas de los departamentos del Cauca, Caldas, Nariño y Risaralda.
TABLA No.2 Distribución producción de panela por departamentos
Fuente: (MINISTERIO DE AGRICULTURA Y DESARROLLO RURAL)

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
3.2 PROCESO PRODUCTIVO
La materia prima para la producción de panela es la caña de azúcar. La relación entre la cantidad de panela producida y la cantidad de caña empleada es muy variable, dependiendo de factores como el tipo de caña, la calidad de los suelos, el piso térmico y los fertilizantes utilizados, y otros. El promedio nacional es de 6 kg. de panela por cada 100 kg. de caña, aunque existen zonas donde este nivel de rendimiento se duplica.
3.2.1 VARIABLES IMPORTANTES DEL PROCESO
Para producir una panela de buena calidad deben tenerse en cuenta algunas variables importantes en el proceso productivo. Las variables considerables en este proceso son las siguientes:
Variedad de caña: Es de gran importancia tener clara la variedad de caña que se va a usar, debido a que las variedades de caña se comportan de forma diferente de acuerdo con las características agro ecológicas de cada zona. Al definir una variedad se debe tener en cuenta las siguientes características básicas:
Alto tonelaje de caña por hectárea, sin decrecer la producción por lo menos al quinto corte.
Resistencia a plagas y enfermedades de importancia económica para el cultivo, como carbón, roya, el mosaico, mancha de ojo, mancha de anillo, el raquitismo de las socas dentro de las enfermedades y plagas como la Diatrea.
Amplio rango de adaptación a diferentes ambientes Producción de jugos con alto contenido de sacarosa.
Facilidad de extracción de jugos en el molino.
Preparación del suelo: Se utiliza comúnmente una combinación de los siguientes sistemas de preparación del suelo: Corte del rastrojo, Preparación manual con azadón o pica. Arado, rastrillado y surcado. Selección de semilla: La caña se propaga vegetativamente. La semilla puede obtenerse de retoños de plantas maduras, de plantilla o de primeras socas y de semilleros. La utilización de semilleros se ha impuesto en el cultivo de la caña, especialmente porque es la forma más fácil de asegurar que la semilla sembrada tenga pureza varietal. El sistema de siembra: Se tienen varios sistemas de siembra, debe seleccionarse el mas adecuado dependiendo de la cantidad de semilla de que se disponga, y de la topografía.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Manejo de Arvenses: Se recomienda que este debe hacerse en el periodo más crítico, el cual es hasta el macollamiento (momento en el cual la caña empieza a emitir retoños o nuevos brotes aproximadamente a los 3 meses de edad de la caña, este se debe hacer en forma integrada, combinando métodos culturales (buena preparación de suelos, métodos de siembra, buena fertilización) Cosecha de la caña y control de la madurez: Los máximos rendimientos se obtienen cuando se hace el corte de caña está madura, la edad y las condiciones físicas como la altura sobre el nivel del mar y la temperatura cumplen una función fundamental en su sazón. La sacarosa se sintetiza en la caña de abajo hacia arriba y su contenido aumenta con el tiempo hasta alcanzar su óptimo de madurez. Una vez madura la caña inicia el proceso de inversión (desdoblamiento) de la sacarosa a glucosa y fructuosa (azúcares reductores), la madurez se alcanza cuando tanto en la base del tallo, como en la parte terminal del mismo se alcanza una concentración de azúcares igual o semejante, la cual se expresa en Grados Brix. Cuando el cultivo llega a maduración óptima presenta ciertas características, que se manifiestan a simple vista. Todas las variedades cuando maduran tienden a florecer; no obstante hay factores que adelantan, acentúan o limitan este fenómeno.
3.2.2 PROCESO DE PRODUCCIÓN DE PANELA
El proceso para la producción de panela se lleva a cabo de la siguiente manera: CORTE: Debido a la topografía de nuestra región el corte se hace manualmente y se acostumbran dos sistemas de corte el corte por parejo y el corte por desguie o entresaque. El corte por parejo se utiliza en cultivos tecnificados en los cuales, debido al crecimiento uniforme de los tallos, estos maduran a la misma edad. Para ambos métodos, el corte debe hacerse a ras de tierra porque un corte de caña mal efectuado disminuye la vida de las socas. Por entresaque o desguíe, el cual consiste en recolectar las cañas maduras, quedando en el campo las inmaduras para su posterior recolección
FIG.2 CORTE DE CAÑA PANELERA
Fuente: (Quassab)
INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
APRONTE: Consiste en la recolección de la caña cortada, su transporte desde el sitio del cultivo hasta el trapiche y su almacenamiento en el depósito, previo a la iniciación de la molienda, el almacenamiento de esta caña debe hacerse sobre estibas para aislar el producto de focos de contaminación en pisos.
FIG.3 ARRUME DE CAÑA PANELERA LISTA PARA EXTRACCIÓN DEL JUGO
Fuente: (Quassab)
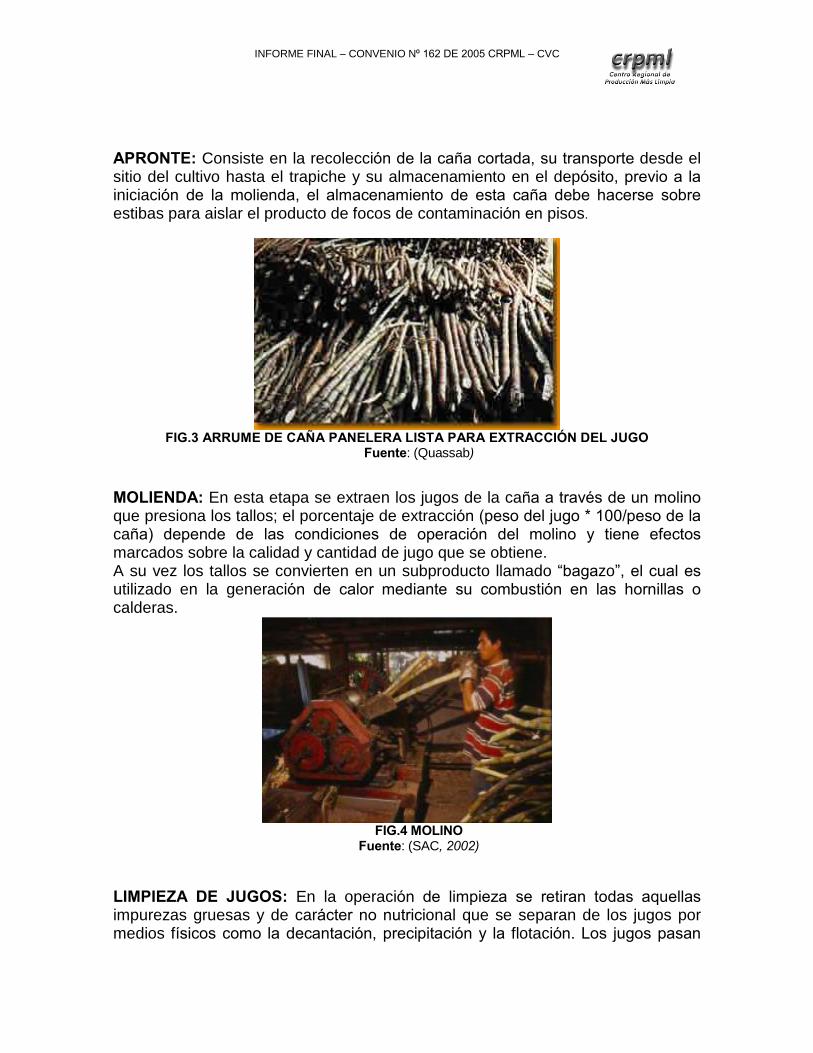
MOLIENDA: En esta etapa se extraen los jugos de la caña a través de un molino que presiona los tallos; el porcentaje de extracción (peso del jugo * 100/peso de la caña) depende de las condiciones de operación del molino y tiene efectos marcados sobre la calidad y cantidad de jugo que se obtiene. A su vez los tallos se convierten en un subproducto llamado �bagazo�, el cual es utilizado en la generación de calor mediante su combustión en las hornillas o calderas.
FIG.4 MOLINO
Fuente: (SAC, 2002)
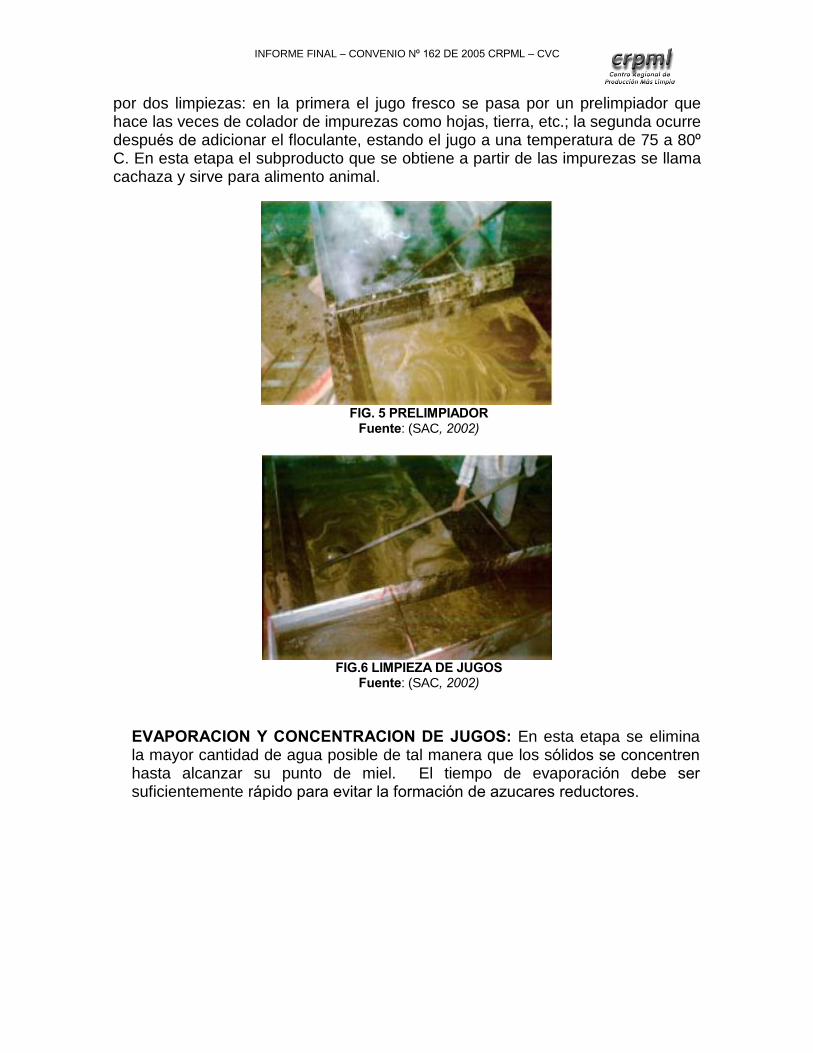
LIMPIEZA DE JUGOS: En la operación de limpieza se retiran todas aquellas impurezas gruesas y de carácter no nutricional que se separan de los jugos por medios físicos como la decantación, precipitación y la flotación. Los jugos pasan
INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
por dos limpiezas: en la primera el jugo fresco se pasa por un prelimpiador que hace las veces de colador de impurezas como hojas, tierra, etc.; la segunda ocurre después de adicionar el floculante, estando el jugo a una temperatura de 75 a 80º C. En esta etapa el subproducto que se obtiene a partir de las impurezas se llama cachaza y sirve para alimento animal.
FIG. 5 PRELIMPIADOR
Fuente: (SAC, 2002)
FIG.6 LIMPIEZA DE JUGOS
Fuente: (SAC, 2002)
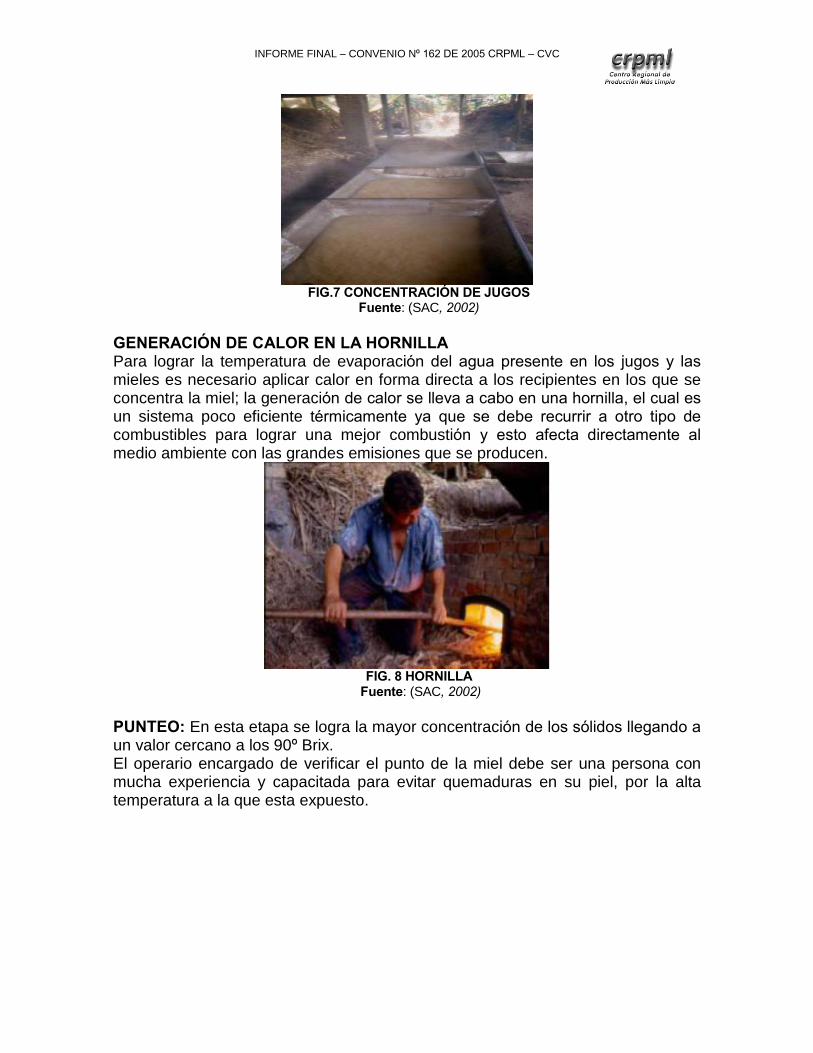
EVAPORACION Y CONCENTRACION DE JUGOS: En esta etapa se elimina la mayor cantidad de agua posible de tal manera que los sólidos se concentren hasta alcanzar su punto de miel. El tiempo de evaporación debe ser suficientemente rápido para evitar la formación de azucares reductores.
INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
FIG.7 CONCENTRACIÓN DE JUGOS
Fuente: (SAC, 2002) GENERACIÓN DE CALOR EN LA HORNILLA Para lograr la temperatura de evaporación del agua presente en los jugos y las mieles es necesario aplicar calor en forma directa a los recipientes en los que se concentra la miel; la generación de calor se lleva a cabo en una hornilla, el cual es un sistema poco eficiente térmicamente ya que se debe recurrir a otro tipo de combustibles para lograr una mejor combustión y esto afecta directamente al medio ambiente con las grandes emisiones que se producen.
FIG. 8 HORNILLA
Fuente: (SAC, 2002) PUNTEO: En esta etapa se logra la mayor concentración de los sólidos llegando a un valor cercano a los 90º Brix. El operario encargado de verificar el punto de la miel debe ser una persona con mucha experiencia y capacitada para evitar quemaduras en su piel, por la alta temperatura a la que esta expuesto.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
FIG. 9 PUNTEO
Fuente: (SAC, 2002)
BATIDO: En esta etapa se recibe la miel y se pasa a unas bandejas en las cuales comienza una especie de batido que busca enfriar la miel dentro de estas, hasta crear una contextura determinada, de acuerdo a las necesidades en el proceso moldeo.
FIG. 10 BATIDO
Fuente: (SAC, 2002) MOLDEO: En esta etapa se realiza el moldeo manual de la panela con la ayuda de los recipientes (cocos) adecuados, sobre mesas de acero inoxidable.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
FIG.11 MOLDEO
Fuente: (SAC, 2002)
EMPAQUE: Después de 15 minutos en los moldes, se saca la panela y se empaca.
FIG. 12 EMPAQUE
Fuente: (SAC, 2002)

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
3.3 DIAGRAMA DE FLUJO DEL PROCESO
Fuente: (MINISTERIO AGRICULTURA Y DESARROLLO RURAL, 2002)

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
4. IMPACTOS AMBIENTALES GENERADOS POR LA INDUSTRIA PANELERA.
� Base tecnológica obsoleta y/o deficiente La forma rudimentaria como se fabrica la panela en Colombia y en el mundo es muy ineficiente en términos energéticos, en la mayoría de los trapiches tradicionales es necesario utilizar también otros combustibles por la baja eficiencia térmica de las hornillas. Los combustibles más usados son: madera, guadua (Guadua angustifolia Kunth), carbón y caucho de llantas usadas, lo que tiene serias consecuencias negativas para el medio ambiente y la salud humana. Por un lado, en algunas zonas la deforestación ha sido severa y, por otro, la combustión del caucho produce altos índices de contaminación por la liberación de grandes cantidades de micro partículas y bióxido de azufre. Las micropartículas contaminan los suelos y las fuentes de agua, y el bióxido de azufre tiene efectos irritantes sobre las vías respiratorias, creando problemas de bronquitis, aparte de los olores insoportables generados por la combustión. Por lo cual los puntos críticos en la producción de panela son los siguientes:
Base tecnológica obsoleta y/o deficiente Bajo rendimiento de la producción agrícola de la caña Bajo rendimiento de la producción de panela No mantenimiento, no reparaciones Desequilibrio en plantación y beneficio Inadecuadas prácticas de manejo en la agroindustria. Baja sensibilización, formación y capacitación. Heterogeneidad en la calidad del producto Bajo rendimiento de la molienda Falta de prelimpieza y limpieza de jugos Problemas de clarificación Ineficiencia energética del proceso Hornillas no adecuadas
4.1 IMPACTOS AMBIENTALES POR LA PRODUCCION DE PANELA A NIVEL MUNDIAL De acuerdo a las fuentes se encontró que los principales problemas de contaminación a nivel mundial se encuentran en:
Hornillas no adecuadas, la cuales tienen grandes pérdidas de calor, y origina el uso de otros combustibles como leña, que hacen que las emisiones al aire sean mayores y más contaminantes.
Poco rendimiento de los equipos, lo que hace que haya un mayor consumo de energía
Exposición a la intemperie de los jugos lo que hace que la calidad de la panela no sea la mejor y genera problemas de salud a sus consumidores
Falta de mano de obra calificada que opere correctamente los equipos.
INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Generación de gran cantidad de residuos sólidos (bagazo, bagacillo y cachaza), sin una disposición adecuada para estos.
Uso desmedido de agua para limpieza de equipos. Generación de aguas residuales sin disposición adecuada, generando una
carga orgánica a fuentes de agua naturales. Erosión de suelos Emisión de gases a la atmósfera por operación de molinos Disposición inadecuada de aguas con alta temperatura Producción de panela de calidad poco deseable debido a la carencia de
medidas de control sobre el proceso. Mal manejo agronómico del cultivo. Variedades de caña, que debido a su antigüedad, están en un proceso de
degradación natural y las cuales no son específicas para la producción de panela.
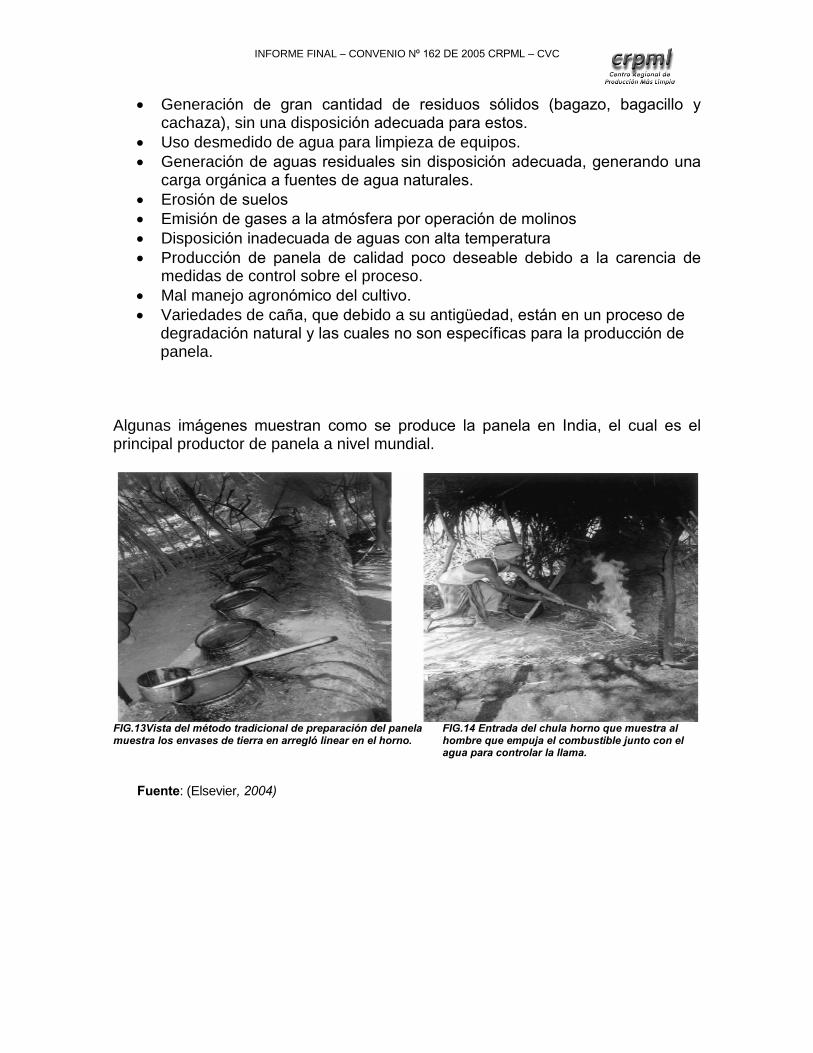
Algunas imágenes muestran como se produce la panela en India, el cual es el principal productor de panela a nivel mundial.
FIG.13Vista del método tradicional de preparación del panela FIG.14 Entrada del chula horno que muestra al muestra los envases de tierra en arregló linear en el horno. hombre que empuja el combustible junto con el
agua para controlar la llama.
Fuente: (Elsevier, 2004)
INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
4.2 IMPACTOS AMBIENTALES POR LA PRODUCCION DE PANELA A NIVEL NACIONAL Muchas evaluaciones por instituciones del gobierno han arrojado resultados de los impactos ocasionados en la producción de panela, por lo cual se han encontrado puntualmente dichos impactos en aire, agua y suelo.
4.2.1 IMPACTOS GENERADOS EN EL PROCESO PARA CADA UNO DE LOS RECURSOS NATURALES. Para desarrollar un buen monitoreo para disminuir el impacto es necesario conocer a fondo como cada etapa del proceso de producción afecta los recurso. A continuación se describe cuales son los impactos en cada una de las etapas.
4.2.1.1SUELO
ADECUACION DEL TERRENO: En esta etapa del proceso se encontró erosión en el suelo por el uso de maquinaria y labranza del mismo, la cual destruye la estructura del este. SIEMBRA: Erosión causada por el uso de maquinaria y herramientas para la siembra de la caña. FERTILIZACIÓN: Cambios en la estructura del suelo, pérdida de fertilidad por aplicar criterios equivocados en las dosificaciones. CONTROL QUIMICO DE MALEZAS: Pérdida de fertilidad del suelo RIEGO Y DRENAJE: Erosión o compactación
4.2.1.2 AIRE
ADECUACION DEL TERRENO: Emisión de material particulado por operación de equipos de labranza sobre el suelo CONTROL QUIMICO DE MALEZAS: Emisión de gotas finas producidas por labores de fumigación cuando se trabaja con equipos de aspersión en días de altas corrientes de aire, contaminación por emisión de gases producto de la quema material vegetal. MOLIENDA O EXTRACCION JUGOS: Emisión de gases a la atmósfera producidos por los motores diesel o la gasolina que usan para mover los molinos.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
PRELIMPIEZA, LIMPIEZA, EVAPORACION Y PUNTEO: Devolución de agua a la atmósfera por la evaporación del agua del jugo de caña. MANEJO DE HORNILLA: Contaminación por emisiones de dióxido y monóxido de carbono, óxidos de azufre y otros.
4.2.1.3 AGUA
ADECUACION DEL TERRENO: Arrastre de agroquímicos por escorrentía. CONTROL QUIMICO DE MALEZAS: Contaminación por vertimiento de agua y sustancias químicas producidas por derrames directos de herbicidas o por lavado de equipos de fumigación, contaminación a fuentes por lixiviación de la ceniza que queda de la quema RIEGO Y DRENAJE: Vertimientos a fuentes superficiales, precolación a fuentes subterráneas PRELIMPIEZA, LIMPIEZA, EVAPORACION Y PUNTEO: Vertimiento de cachaza a fuentes de agua superficiales. MANEJO DE HORNILLA: Contaminación por disposición de la ceniza directamente a los ríos o fuentes de agua superficiales causando aumento de sólidos sedimentables en lechos.
LIMPIEZA DE RECIPIENTES, UTENCILIOS, TUBERIAS Y RAMADAS: Contaminación por vertimiento a fuentes superficiales de agua utilizada para el lavado de los utensilios y la hornilla aumentando la DB05 en dichas fuentes.
4.2.1.4 FLORA Y FAUNA
CONTROL QUIMICO DE MALEZAS: Eliminación de especies a ahuyentamiento de animales, eliminación de fauna benéfica al cultivo. PRELIMPIEZA, LIMPIEZA, EVAPORACION Y PUNTEO: Corte o tala de especies forestales que se usan como floculantes en el proceso de clarificación.
De acuerdo a algunas de las investigaciones realizadas se encontraron los siguientes problemas en trapiches de la zona de Santander: (Corpotunía, CIAT, PRODAR, IICA,2003) Un 92.5% carecen de métodos para la prelimpieza de jugos (prelimpiadores) y
tanques de almacenamiento Un 96,3% no poseen cuartos de almacenamiento y de batido y moldeo.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
El 56% secan el bagazo en la misma ramada donde se encuentra la hornilla El 13% poseen bagaceras como un área específica del trapiche y un 31% no
poseen bagacera; el bagazo queda expuesto al aire libre dificultando y retrasando su secado en época de invierno y saliendo con altos porcentajes de humedad, lo cual perjudica el normal funcionamiento de la hornilla.
El jugo se recoge en una caneca plástica o metálica (canecas de ACPM), se traslada con baldes a la paila recibidora e inicia su proceso de descachazada, clarificación (con balso y cadillo); evaporación (fase en la cual se adiciona cera de laurel) y concentración.
Las mieles se recogen en una batea donde se realiza el batido. Luego, pasa a un mesón donde se moldea y una vez fría, se empaca y almacena en las habitaciones.
Estas labores se realizan libremente en el trapiche sin contar con áreas determinadas para cada labor (Corpotunía, 2000).
El 75% de los trapiches presentan baja extracción de jugos, el promedio indica que la extracción está en un 46%, es decir, que por 100 kilos de caña molida se obtienen 46 kilos de jugo y 54 kilos de bagazo. Esta situación indica la gran cantidad de jugo que se esta perdiendo en el bagazo por la inadecuada calibración de mazas y mazas en mal estado que requieren rayado.
4.2.2 IMPACTO DE LA TECNOLOGÍA SOBRE EFLUENTES DE PROCESO Las gaveras son listones de madera armables en cuadrícula para el moldeo de la panela en bloque. Estos listones son lavados después de cada moldeo de panela en albercas o tanques a los cuales se les cambia el agua periódicamente. Las aguas residuales son arrojadas a las corrientes de agua de la zona sin realizarse ningún tratamiento previo, por tener estas un alto contenido de sacarosa se convierten en el vertimiento más importante como parámetro de demanda biológica de oxígeno. El arrojamiento de excedentes de cachaza a las corrientes de agua o en lotes vecinos, propiciando la contaminación orgánica de las aguas y focos de fermentación con olores indeseables en el ambiente. 4.2.3 IMPACTO SOBRE CULTIVOS Algunas zonas cultivadoras de caña, en especial de Cundinamarca, Nariño y Hoya del Río Suárez presentan problemas fitosanitarios por la presencia de Diatraea, hormiga loca, hormiga arriera, carbón y gusano tornillo, lo cual ha incidido notablemente en los rendimientos del cultivo y en la calidad de la panela.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
4.3 SITUACION DEL SECTOR PANELERO EN EL 2005
De acuerdo con la información disponible en la Corporación autónoma regional de Cundinamarca CAR, la situación actual del subsector productivo presenta las siguientes características:
IMPACTO MAGNITUD Se estima que existen alrededor de 5.500 unidades productoras de panela (enramadas) en la jurisdicción, con esquemas productivos de baja calidad y en pequeñas cantidades (a baja escala) que no cumplen con los requerimientos normativos y de comercialización. Un alto porcentaje de las enramadas usan aditivos no deseables en la elaboración de la panela como clarol (80%) y anilina (30%).
PRODUCCION, COMPETITIVIDAD Y
CALIDAD DEL PRODUCTO Se estima que un porcentaje mayor al 80% de enramadas utilizan equipos de materiales no recomendados (recipientes de cobre y hierro)
CONTAMINACIÓN RECURSO HIDRICO
A pesar de las oportunidades que presentan para su aprovechamiento, persiste la descarga de cachaza líquida y agua de lavado de pailas a fuentes hídricas. El 52% de las enramadas utilizan de 6 a 8 llantas/molienda y el 30% de las enramadas utilizan de 2 a 5 llantas/molienda. En general, el 82 % de las enramadas utilizan caucho de llanta como combustible para las hornillas, con un promedio de 6 llantas por molienda. El 48% de las enramadas utilizan de 5 a 15 cargas de leña/molienda y el 44% de las enramadas utilizan de 1 a 4 cargas de leña/molienda. En general el 92% de los productores consumen un promedio de 0.8 - 1 Kg. por cada Kg de Panela producida en las hornillas tradicionales. Esto equivale a un promedio de 6 cargas por molienda (la carga de leña se refiere a la cantidad de leña que puede cargar una mula, oscila los 150 Kg.) Hornilla: El 76.92 % de los productores realizan la limpieza de la hornilla antes de cada molienda y el 15.38 % cada mes.
CONTAMINACIÓN AIRE
Hornilla: Más de un 85% de las hornillas de la jurisdicción son de tipo tradicional, esto es, correspondientes al menor grado de aprovechamiento energético, caracterizado por su desarrollo empírico.
PERDIDA DE BOSQUE NATURAL Y DE SUELO
El 48% de las enramadas utilizan en promedio entre 5 y 15 cargas de leña/molienda y el 44% de las enramadas utilizan de 1 a 4 cargas de leña/molienda. Para el 80% de los productores, el promedio de consumo de leña en las hornillas tradicionales de la jurisdicción es de 0.8 - 1 Kg. por cada 1 Kg. de panela producida. Esto equivale a un promedio de 6 cargas por molienda.
Pese a las alternativas viables de aprovechamiento de cogollo y hojas de caña, estos aún se manejan como residuo del proceso productivo.
CONTAMINACIÓN DEL SUELO
En la mayoría de trapiches encuestados, la cachaza se desaprovecha.
TABLA No.3 IMPACTOS NACIONALES Fuente: (CAR, 2005)

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
5. ALTERNATIVAS TECNOLÓGICAS IMPLEMENTADAS EN LA INDUSTRIA PANELERA PARA REDUCIR LA CONTAMINACIÓN AMBIENTAL.
Para reducir la contaminación ambiental de la industria panelera diferentes entidades encargadas de la protección ambiental y algunas instituciones de apoyo a campesinos de los diferentes países han evaluado los impactos que causa esta actividad, por lo cual con sus estudios han propuesto diferentes alternativas para mitigar los problemas ambientales, tratando de reducir emisiones de gases contaminantes, aumento de eficiencia en equipos utilizados y disposición de desechos. También estas entidades han implementado nuevas alternativas para el mejoramiento del proceso productivo, para lograr mayores niveles de producción con menores costos
5.1 ALTERNATIVAS TECNOLÓGICAS IMPLEMENTADAS EN LA INDUSTRIA PANELERA PARA REDUCIR LA CONTAMINACIÓN AMBIENTAL A NIVEL
MUNDIAL.
Hornillas con cámaras de combustión tipo Ward-CIMPA, que además de las ventajas de la anterior, permiten la utilización de bagazo húmedo, reduciendo los costos para su secado y haciendo más flexible la realización de las moliendas.
Pailas para la producción de "melote" a partir de la "cachaza", generando una alternativa para la valorización de un subproducto, que antes implicaba un residuo contaminante de suelos y aguas.
La construcción de una hornilla formada por dos pailas y un conducto que
disminuye la pérdida de calor permitiendo una mayor utilización de la energía, al conservarse el calor por mayor tiempo. La hornilla tendrá una chimenea para liberar el humo y los gases residuales. Su construcción se hace en una pequeña galera de 5 Mt de ancho por 7 Mt de largo, techo de zinc y estará rodeada por mallas protectoras para evitar la entrada de insectos en el área de procesamiento.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
FIG.15 MODELO HORNILLA PANELERA
Fuente: (CIAT Panamá) Hornillas energéticamente eficientes que permiten eliminar o disminuir
Sustancialmente el uso de combustibles adicionales al bagazo, como leña, carbón y/o llantas usadas, con lo cual se mitigan los problemas ambientales de deforestación, erosión, contaminación del aire y calentamiento del planeta.
Implementación de caldera bagacera automatizada con Alimentación de agua al deareador, Deareador, Alimentación de agua a la caldera, Control de nivel del domo, Control de válvula de alivio de vapor, Control de temperatura de vapor · Control de presión de hogar, Control de presión de la recámara de aire, Control de combustión, Fosa de neutralización, Tanque de lavado de cenizas, Tanque de sedimentación, Sopladores de hollín, Sopladores de cenizas, Extracción de cenizas Barrido de cenizas, Recuperación de condensados de fábrica, Purgas de lodos (domo inferior),Circuito de Bagazo Planta desmineralizadora, Cabezal de vapor de 600 psi., Cabezal de vapor de 230 psi., Cabezal de vapor de 20 psi., Circuito de recuperación de purgas, Cabezal de vapor a evaporadores, Turbogenerador, Circuito de aceite Circuito de enfriamiento de aceite.
Utilización de biomasa (bagazo) como fuente energética, disminuyendo la cantidad de residuos sólidos producidos. Utilización de residuos sólidos como combustible para calderas.
FIG.16 Recolección y picado de residuos
Fuente: (CYTED,2006)

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Uso eficiente del agua en el proceso de producción de panela. Capacitación de personal para mantenimiento y uso de equipos. Utilización de la cachaza liquida preservada con benzoato de sodio en la
alimentación de cerdos en crecimiento y acabado. (UNET,1990)
5.2 ALTERNATIVAS TECNOLÓGICAS IMPLEMENTADAS EN LA INDUSTRIA PANELERA PARA REDUCIR LA CONTAMINACIÓN
AMBIENTAL A NIVEL NACIONAL. Las tecnologías implementadas a nivel nacional para mitigar los problemas ambientales presentados en la producción de panela fueron las siguientes: En Santander de Quilichao se realizo una mejora al trapiche, con ayuda de por CORPOTUNIA, CORPOICA y CETEC. El trapiche mejorado posee un molino R2 panelero; el cual tiene un rendimiento mucho mayor ya que el porcentaje de extracción es de 53%. El paso de los jugos se sigue realizando de manera manual, posee un sistema retenedor de bagazo (prelimpiador), bagacillo, hojas y lodo (a diferencia del anterior) que clarifica el jugo completamente. La hornilla ajustada posee una cámara de combustión, que por su estructura y los materiales que la componen soporta altas temperaturas y maximiza el proceso de combustión de bagazo. La estructura de la ramada es construida en guaduas, tejas de zinc, tejas de barro y cartón, la diferencia con el anterior es que son generalmente ramadas más grandes. Se observan algunas prácticas de manufactura más marcadas, tienen cuartos de moldeo separados del área del procesamiento y además poseen una malla que impide el paso de las abejas y otros insectos.
FIG.17 TRAPICHE AJUSTADO
Fuente: (Corpotunía, CIAT, PRODAR, IICA,2003)
Otra alternativa que usaron fue hacer mejoras tecnológicas a los trapiches. Los molinos que aquí se usan son R4 o R6 paneleros accionados con motores eléctricos de 8 Hp. o diesel, esto hace que el porcentaje de extracción del molino
INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
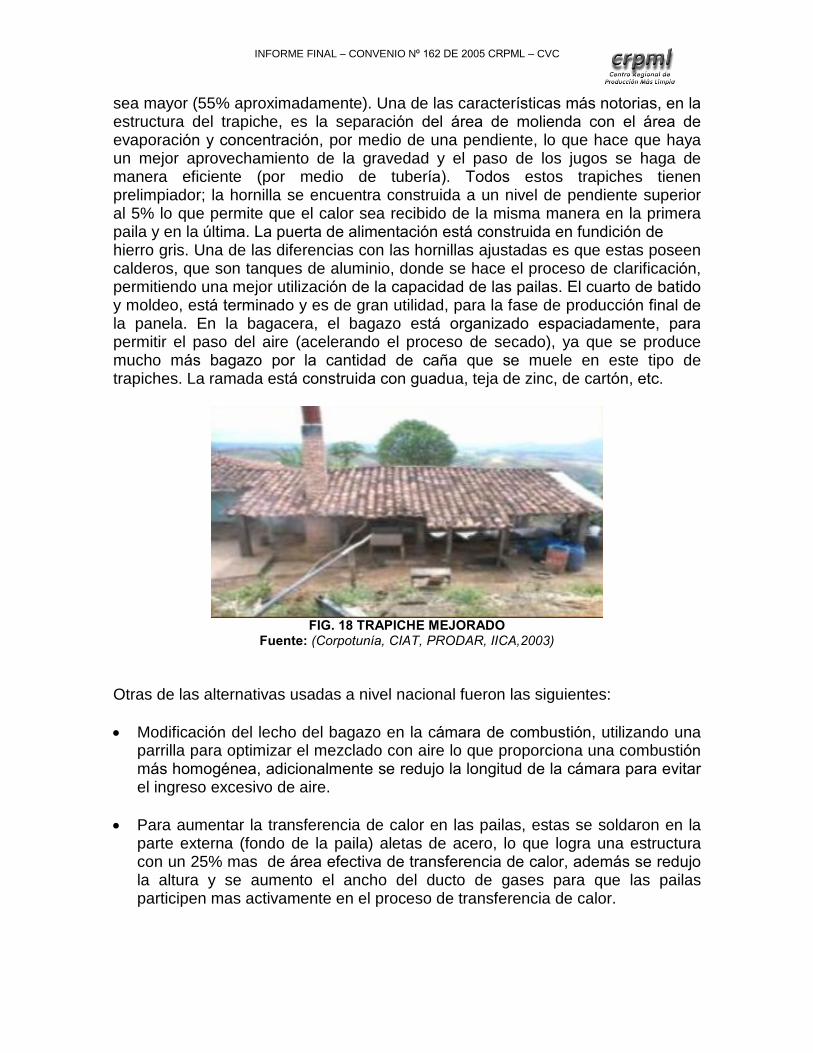
sea mayor (55% aproximadamente). Una de las características más notorias, en la estructura del trapiche, es la separación del área de molienda con el área de evaporación y concentración, por medio de una pendiente, lo que hace que haya un mejor aprovechamiento de la gravedad y el paso de los jugos se haga de manera eficiente (por medio de tubería). Todos estos trapiches tienen prelimpiador; la hornilla se encuentra construida a un nivel de pendiente superior al 5% lo que permite que el calor sea recibido de la misma manera en la primera paila y en la última. La puerta de alimentación está construida en fundición de hierro gris. Una de las diferencias con las hornillas ajustadas es que estas poseen calderos, que son tanques de aluminio, donde se hace el proceso de clarificación, permitiendo una mejor utilización de la capacidad de las pailas. El cuarto de batido y moldeo, está terminado y es de gran utilidad, para la fase de producción final de la panela. En la bagacera, el bagazo está organizado espaciadamente, para permitir el paso del aire (acelerando el proceso de secado), ya que se produce mucho más bagazo por la cantidad de caña que se muele en este tipo de trapiches. La ramada está construida con guadua, teja de zinc, de cartón, etc.
FIG. 18 TRAPICHE MEJORADO
Fuente: (Corpotunía, CIAT, PRODAR, IICA,2003)
Otras de las alternativas usadas a nivel nacional fueron las siguientes: Modificación del lecho del bagazo en la cámara de combustión, utilizando una
parrilla para optimizar el mezclado con aire lo que proporciona una combustión más homogénea, adicionalmente se redujo la longitud de la cámara para evitar el ingreso excesivo de aire.
Para aumentar la transferencia de calor en las pailas, estas se soldaron en la
parte externa (fondo de la paila) aletas de acero, lo que logra una estructura con un 25% mas de área efectiva de transferencia de calor, además se redujo la altura y se aumento el ancho del ducto de gases para que las pailas participen mas activamente en el proceso de transferencia de calor.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
Diseño de una chimenea para capturar partículas de material, con tiro optimo para evitar el uso de ventiladores.
El ducto de gases en las hornillas se construyó enterrado pero con doble pared
de ladrillo para reducir la pérdida de calor. Adopción de variedades mejoradas de caña panelera. Utilización de semilla de semillero lo cual aumentó en el rendimiento de caña, y
la seguridad que se tiene sobre la variedad que se esta sembrando. Construcción de prelimpiadores en los trapiches, siendo entonces una
tecnología de bajo costo, de fácil construcción y de impacto inmediato sobre la producción.
Mejoramiento al diseño del ducto, al cual se realizó con un área semiesférica
que permite que toda el área de la paila penetre al ducto y reciba el calor suministrado.
Reemplazo de hornillas tradicionales por hornillas con cámara de combustión
Ward-Cimpa, las cuales permiten utilizar el bagazo húmedo, eliminando el costo de combustibles adicionales al bagazo, como leña y caucho, y el mejoramiento de la calidad de la panela, al disminuir el tiempo de residencia del jugo de la caña en el proceso, evitando la inversión de la sacarosa en fructosa y glucosa que produce panelas blandas, de baja consistencia (mal grano), con menor aceptación en el mercado.
Utilización de dos molinos en serie, o de molinos de cinco mazas para mejorar
la extracción, la cual les permitió pasar de niveles medios de 55% de extracción a valores de 65 a 67%.
Acople de quemador múltiple a la hornilla. Este equipo auxiliar se utiliza para
generar una gran cantidad de oxígeno y así lograr la adecuada combustión del bagazo y la leña, disminuyendo la emisión de gases.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
FIG. 19 QUEMADOR MULTIPLE
Fuente: (FEDEPANEL A)
Reemplazo de cámara de combustión por una caldera para producir vapor, que se utiliza en la zona de evaporación por medio de intercambiadores de calor sumergidos en las pailas. Estos procesos industriales permiten tener niveles de producción mucho más altos, y obtener un producto más homogéneo y de mejor calidad, dado el aumento en el control de las variables productivas. Adicionalmente, al usar calderas, se tiene mayor control de la combustión y se elimina el uso de bagaceras, ya que el bagazo húmedo se pulveriza y se quema directamente.
FIG. 20 PROCESO PRODUCTIVO PANELA MEJORADO
Fuente: (REVISTA LEISA, 2005).
Reemplazo de hornillas tradicionales por hornillas ecológicas, cambio de
preservativos para aclarar la miel, cambio de a calderas de aluminio, utilización de cortadora de desechos de caña.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
5.3 ALTERNATIVAS TECNOLÓGICAS IMPLEMENTADAS EN LA INDUSTRIA PANELERA PARA REDUCIR LA CONTAMINACIÓN
AMBIENTAL A NIVEL REGIONAL. En el Valle del Cauca actualmente se están realizando diagnósticos de impactos en los trapiches paneleros, en cuanto a alternativas realizadas son pocas las encontradas, actualmente se están implementando muchas de las medidas necesarias para disminuir impactos de las cuales se tiene las siguientes: Optimización en el sistema de molienda para lograr una mayor extracción
de jugos.
Reorganización del proceso de pre-limpieza para evitar las pérdidas de jugo y evaluar la instalación de un sistema DCM.
Implementación de nuevas alternativas de limpieza en seco en el área de molienda antes de las operaciones de lavado, con el fin de evitar la contaminación del agua con aceites lubricantes que caen de los engranajes de los molinos y que son transportadas posteriormente a las canales de riego de la caña.
Construcción de pozos sépticos de los sistemas sanitarios, de acuerdo a los
requerimientos técnicos establecidos por la norma. Implementación de un programa para la gestión de los residuos sólidos en
la empresa, que permita reducir los volúmenes generados, reutilizar o reciclar, y disponer de manera adecuada los mismos.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
6. ANALISIS DE RESULTADOS Desde el punto de vista ambiental, el mejoramiento de la combustión y la disminución de uso de combustibles adicionales al bagazo genera impactos positivos como la disminución de la deforestación y la erosión, la conservación de la humedad en el suelo y de balances hídricos adecuados en la atmósfera y la significativa disminución de emisiones de calor, monóxido de carbono y otros gases a la atmósfera. En varios casos, cuando se incrementa la eficiencia energética de la hornilla se generan excedentes de bagazo que eventualmente pueden ser utilizados en alimentación animal o como abono orgánico. El aprovechamiento de la cachaza permite eliminar el impacto negativo sobre el ambiente que tradicionalmente se tiene cuando los productores arrojan los excedentes de cachaza a las corrientes de agua o en lotes vecinos, propiciando la contaminación orgánica de las aguas y focos de fermentación con olores indeseables en el ambiente. Los resultados de las emisiones atmosféricas para cada nivel tecnológico se muestran en la siguiente tabla: Emisiones atmosféricas en la producción de panela en la Hoya del Río Suárez, según tipo de hornilla 1998.
TABLA No.4 EMISIONES POR TIPO DE HORNILLA Fuente: (CORPOICA - CIAT, 1998)
PRODUCCIÓN DE MELOTE La cachaza es un subproducto de la operación de limpieza y clarificación de los jugos que normalmente se utiliza para la alimentación de animales de la finca, sin embargo, su aprovechamiento está limitado por la alta perecibilidad de la cachaza la cual se fermenta rápidamente y al ser suministrada a los animales les origina problemas digestivos que pueden desencadenar en su muerte. Para lograr el aprovechamiento económico y disminuir los problemas ambientales de su manejo, se diseñó una paila melotera que se adiciona en las hornillas (tradicionales o mejoradas) para cocinar la cachaza, reduciéndole su contenido de humedad hasta alcanzar el punto de melote. Este subproducto así tratado se puede conservar por más de tres meses y suministrar en forma regulada a los animales.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
MEJORAMIENTO DE LA EFICIENCIA TÉRMICA DE LAS HORNILLAS La elaboración de panela se logra mediante la evaporación abierta del agua y concentración de los sólidos solubles presentes en el jugo de la caña, en hornillas donde se genera calor a partir del bagazo y se transfiere a las pailas que contienen los jugos. Tradicionalmente este proceso no es autosuficiente y requiere la utilización de combustibles adicionales al bagazo, como leña y llantas usadas, que, además de incrementar los costos de producción, originan serios problemas de deforestación y contaminación del aire. Se diseñaron diversos modelos de hornillas mejoradas que permiten alcanzar niveles de autosuficiencia energética y disminuir significativamente los efectos negativos al ambiente. Los cambios introducidos en las hornillas mejoradas consisten básicamente en el re-diseño de las cámaras de combustión para aumentar la eficiencia de la combustión del bagazo, la implementación de pailas aleteadas para mejorar la eficiencia en la transferencia de calor a los jugos, el incremento de la altura de las chimeneas para optimizar la velocidad de los gases calientes, y en el aprovechamiento de la gravedad mediante el paso por tubería de los jugos de una paila a otra, lo cual disminuye el esfuerzo físico de los operarios. En el caso de las hornillas con cámara Ward-CIMPA se puede utilizar el bagazo húmedo, tal como sale del molino, eliminando la necesidad de secarlo previamente y haciendo más flexible la producción de panela sin depender de la disponibilidad de bagazo seco. En general, el mejoramiento de la eficiencia térmica de las hornillas conlleva a un incremento de su capacidad de producción, lo cual las hace atractivas a los dueños de trapiche, productores de caña sin trapiche y operarios del proceso.
REEMPLAZO DE HORNILLAS TRADICIONALES POR HORNILLAS CIMPA
Al realizar el reemplazo de las hornillas tradicionales por las tipo cimpa se obtuvieron los siguientes resultados:
TABLA No. 5 COMPARACION DE HORNILLAS Fuente: (CORPOICA - CIAT, 1998). CAMBIO DE TECNOLOGIA EN TRAPICHES PANELEROS
Al realizar un reemplazo de de la cámara de combustión por una caldera para producir vapor, que se utiliza en la zona de evaporación por medio de
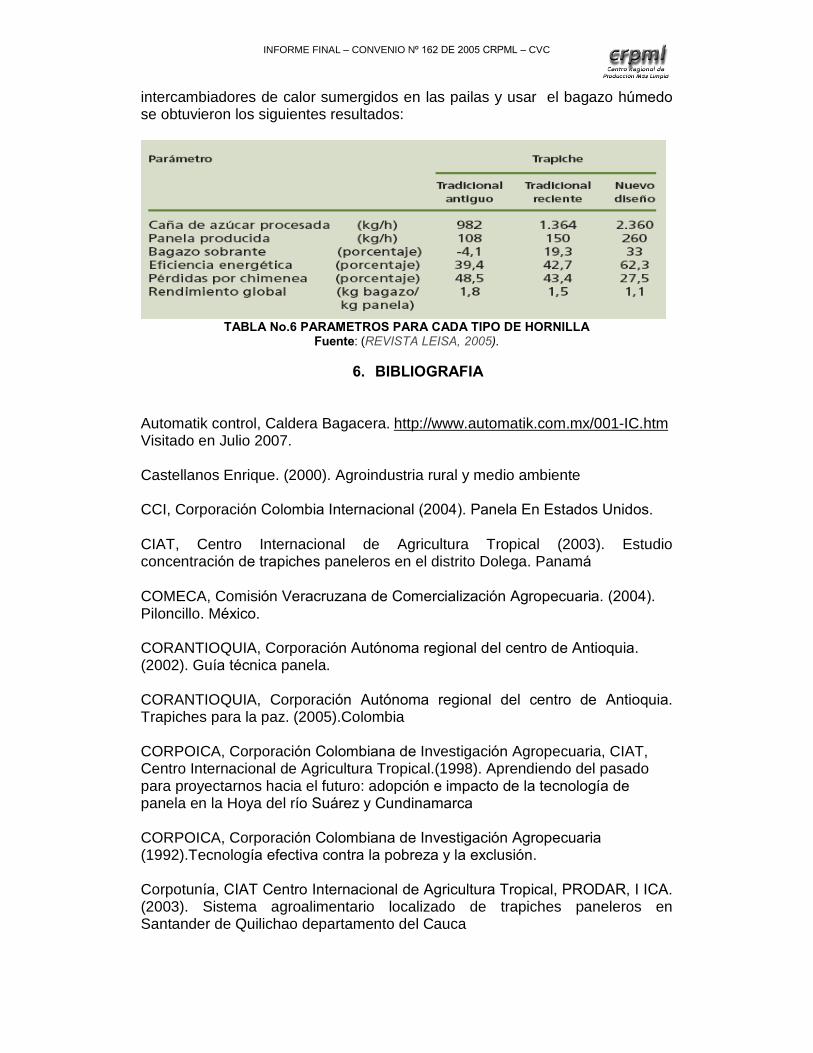
INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
intercambiadores de calor sumergidos en las pailas y usar el bagazo húmedo se obtuvieron los siguientes resultados:
TABLA No.6 PARAMETROS PARA CADA TIPO DE HORNILLA
Fuente: (REVISTA LEISA, 2005).
6. BIBLIOGRAFIA
Automatik control, Caldera Bagacera. http://www.automatik.com.mx/001-IC.htm Visitado en Julio 2007. Castellanos Enrique. (2000). Agroindustria rural y medio ambiente CCI, Corporación Colombia Internacional (2004). Panela En Estados Unidos.
CIAT, Centro Internacional de Agricultura Tropical (2003). Estudio concentración de trapiches paneleros en el distrito Dolega. Panamá
COMECA, Comisión Veracruzana de Comercialización Agropecuaria. (2004). Piloncillo. México. CORANTIOQUIA, Corporación Autónoma regional del centro de Antioquia. (2002). Guía técnica panela. CORANTIOQUIA, Corporación Autónoma regional del centro de Antioquia. Trapiches para la paz. (2005).Colombia CORPOICA, Corporación Colombiana de Investigación Agropecuaria, CIAT, Centro Internacional de Agricultura Tropical.(1998). Aprendiendo del pasado para proyectarnos hacia el futuro: adopción e impacto de la tecnología de panela en la Hoya del río Suárez y Cundinamarca CORPOICA, Corporación Colombiana de Investigación Agropecuaria (1992).Tecnología efectiva contra la pobreza y la exclusión. Corpotunía, CIAT Centro Internacional de Agricultura Tropical, PRODAR, I ICA. (2003). Sistema agroalimentario localizado de trapiches paneleros en Santander de Quilichao departamento del Cauca

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
CVC, Corporación Autónoma Regional Del Valle Del Cauca, CRPML Corporación Centro Regional De Producción Más Limpia (2006). Diagnostico ambiental de la empresa Trapiche La Ventura, con fines de aplicación de programas de mejoramiento ambiental y competitivo del sector agroindustrial de la panela en el Valle del Cauca.
CYTED, Ciencia y tecnología para el desarrollo. (2006)Taller Combustibles, Energía Y El Medio Ambiente A Partir De La Caña De Azúcar Y Otras Biomasas. Santa Lucia-Guatemala.
Elsevier, P.K. Pattnayak, M.K. Misra. (2004). Energetic and economics of traditional gur preparation: a case study in Ganjam district of Orissa, India. http://www.sciencedirect.com. Visitado en Julio 2007.
FEDEPANELA, Federación Nacional de Productores De Panela. (1998).Quemador múltiple una alternativa tecnológica para los productores paneleros. Colombia
FEDEPANELA, Federación Nacional de Productores De Panela, CORPOICA, Corporación Colombiana de Investigación Agropecuaria. Plan Estratégico para el Fortalecimiento y Modernización de la Agroindustria Panelera en Colombia.
HOYOS Francisco. (2003). Hornilla ecológica y panela saborizada
LEISA REVISTA. (2005) Mejorando la producción de panela en Colombia Ministerio de Agricultura y Desarrollo Rural Observatorio, Agrocadenas Colombia (2005). La cadena agroindustrial de la panela en Colombia Ministerio de Agricultura y Desarrollo Rural. (2005). El sector panelero Colombia. Colombia PADEMER, Proyecto de Apoyo al Desarrollo de la Microempresa Rural (2003). La Panela En El Municipio De Cajibio QUASSAB. Panela producto vital. http://www.quassab.com/Es/LaPanela/Default.asp. Visitado en Julio 2007. RODRÍGUEZ Gonzalo. (2000). La panela en Colombia frente al nuevo milenio SAC, Sociedad de agricultores de Colombia. (2002). Guía ambiental subsector panelero. Colombia. SAYDS, Secretaría de Ambiente y Desarrollo Sustentable, NEDO, New Energy and Industrial Technology Development Organization, JETRO, Japan External Trade Organization. (2005).Tecnologías para la Mitigación de Gases de Efecto Invernadero en la Industria Azucarera. Buenos Aires Argentina.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
UNET, Departamento de Bioquímica. (1990). Utilización de la cachaza liquida preservada con benzoato de sodio en la alimentación de cerdos en crecimiento y acabado. San Cristóbal -Venezuela.

INFORME FINAL � CONVENIO Nº 162 DE 2005 CRPML � CVC
ANEXO 3
DIAGRAMAS DE FLUJO TRAPICHES - ECOMAPAS