el almacenaje
DESCRIPTION
Cómo almacenarTRANSCRIPT
EL ALMACENAJE
1 EVOLUCIÓN DEL ALMACENAMIENTO........................................................... 5 2 OBJETIVO DE ALMACÉN: .................................................................................. 6 3 DEFINICIÓN .......................................................................................................... 7 4 LOS ALMACENES Y EL DEPARTAMENTO DE COMPRAS ........................... 9 4.1 IMPORTANCIA ................................................................................................9 4.2 FUNCIONES ......................................................................................................9 RECEPCIÓN E IDENTIFICACIÓN: ..................................................................................................9 CUSTODIA Y ENTREGA:.................................................................................................................11 5 CLASIFICACIÓN DE LOS ALMACENES: ....................................................... 12 5.1 Según la seguridad y control del almacén. ........................................................12 5.2 Según su Organización: ....................................................................................14 5.3 Según el Movimiento de Material .....................................................................14 5.4 El Techo ...........................................................................................................14 5.5 Según las Operaciones ......................................................................................15 5.6 Tipo de Material ...............................................................................................15 6 EL ALMACÉN EN LAS GRANDES SUPERFICIES: ...................................... 17 7 ETIQUETAJE ....................................................................................................... 18 8 PAUTAS PARA UNA BUENA ESTRUCTURA DE ALMACÉN:...................... 19 8.1 CARACTERÍSTICAS DE LOS PRODUCTOS................................................19 9 ORGANIZACIÓN Y GESTIÓN DE ALMACENES............................................ 22 9.1 EL ALMACÉN COMO CENTRO DE PRODUCCIÓN ...................................22 9.2 PRINCIPIOS DE ORGANIZACIÓN ...............................................................24 9.3 EL LAY-OUT DE ALMACENES ....................................................................28
Distribución en planta del flujo de materiales ..................................................................................31 9.4 CÁLCULO DE LA CAPACIDAD REQUERIDA.............................................34 9.5 TÉCNICAS DE ALMACENAJE Y MANTENIMIENTO ................................35 Medios de mantenimiento ....................................................................................................................36 Sistemas de almacenaje ........................................................................................................................37 Equipos de mantenimiento ...................................................................................................................40 9.6 PROCESOS OPERATIVOS ............................................................................48 Flujos de entrada ....................................................................................................................................48 Flujos de salida.......................................................................................................................................49 Técnicas de picking ...............................................................................................................................50 Los sistemas CAPS................................................................................................................................54 Sistemas basados en radio control ......................................................................................................54 Cálculo de medios requeridos..............................................................................................................55 10 CONCLUSIONES ............................................................................................. 59 11 RECOMENDACIONES .................................................................................... 60 12 BIBLIOGRAFÍA ............................................................................................... 61 13 ABSTRACT ........................................................................................................ 62 14 ANEXOS ............................................................................................................ 63 14.1 APLICACIONES EN PAÍSES DE LATINOAMÉRICA Y EUROPA. .............64 14.2 CASO PERUANO APLICACIÓN DE TÉCNICAS PARA UN BUEN GERENCIAMIENTO DE UN ALMACÉN ..................................................................70
INTRODUCCIÓN Un almacén se caracteriza, porque hace referencia al volumen del stock que alojara, no obstante, existen depósitos muy grandes cuyo diseños y administración resulta muy fácil porque recogen referencias poco numerosas dimensiones homogéneas Las dificultades radican en los condicionamientos, dimensiones, estatutos, modos de envió, líneas de pedido etc. Y por ello la logística ha enfocado todos sus esfuerzos en una reducción drástica del stock. Constituyéndola así en un de los puntos mas importantes para una correcta política de distribución. En el desarrollo de este tema nos damos cuenta como los avances tecnológicos actuales han creado un campo de cultivo suficientemente sustancioso para hacer de los almacenes una de las áreas mas productiva dentro de la cadena logística de la empresa 1 EVOLUCIÓN DEL ALMACENAMIENTO Los primeros almacenes se basan casi en su totalidad en las fuerzas del personal para el almacenaje y movimiento de los productos. La primera modificación importante respecto a la enorme participación de la mano de obra, fue la creación de cargas unitarias basadas en el concepto de pallet. En las décadas de los cincuenta – sesenta, con la subida de los precios aparecieron varios sistemas mecánicos para reducir aun más la utilización de la mano de obra y mejorar la circulación de los productos en el interior del almacén. Para la mayor parte de los almacenes la norma paso a ser el uso cada vez mas mayor de las maquinas elevadoras de carga para poder mover los pallet. También, se produjeron otras inversiones en equipo mecánico, incluyendo la implantación de cintas transportadoras y métodos para sujetar automáticas las cargas a los pallets. Cada uno de estos métodos produjo un aumento de eficiencia de los almacenes. Generalmente, los almacenes más eficientes son los que logran albergar la mayor cantidad de producto por metro cuadrado de espacio disponible y los que reducen costes como de calefacción, mantenimiento y administración. Sin embargo, el delicado equilibrio entre los productos, el equipo de almacén y las políticas de la empresa solo en muy raras ocasiones suponen que se asuman las colecciones de existencia de forma más fácil: el almacenaje en pilas simples. Este tipo de disposición tiene una doble ventaja: en primer lugar, ser económico de instalar ya que solo requiere el uso de un equipo muy elemental y económico básico y en segundo lugar se hace un uso eficiente del espacio destinado a almacenar. Inevitablemente, al producirse el mayor peso sobre las existencias ubicadas en la parte mas baja, este tipo de almacenaje puede ocasionar algunos desperfectos. Como es difícil llagar a las cajas mas bajas de la pila, no se reduce la cantidad de existencias antiguas en el almacén. La forma en que se apile puede impedir que el personal del almacén llegue a almacenar el máximo número posible de productos ya que más allá de un cierto punto (alrededor de siete metros) el sistema de almacenaje se hace inestable y peligroso. Por esta razón, la mayoría de las empresas comerciales invierten algún tipo de estantería. Los pallets o unidades almacenadas se colocan en el almacén en una serie de rejillas hasta el máximo de altura posible, superando de esta forma muchos de los
problemas del sistema de pilas simples. Los sistemas de estanterías permiten un mayor nivel de apilamiento sujeto a que se cuente con personal y equipo de almacén adecuado además mejora los stocks y las posibilidades de almacenar una diversidad de productos. Por el contrario requiere un cuidadoso manejo y un buen sistema de identificación del lugar donde se halle situado un pallet o determinados productos. Las limitaciones de los sistemas de estanterías en especial para las empresas que cuentan una gran gama de productos y un elevado volumen de ventas llevaron a la creación de sistemas automáticos del almacenaje. Estos últimos son los que exigen un mayor nivel de inversión mediante en el uso de grúas móviles controladas por ordenador y robots Ahora bien la completa automatización reduce las posibilidades del almacén para ocuparse de productos distintos del tipo estándar si se produce alguna avería resulta difícil debido al diseño de estos almacenes operar de forma manual lo que puede significar que el sistema llegue a paralizarse totalmente . 2 OBJETIVO DE ALMACÉN: El departamento de almacén, o el departamento que asuma estas responsabilidades, debe tomar sus decisiones en conseguir los siguientes objetivos: a) Almacenar las mercancías en buenas condiciones, tenerlas inmediatamente disponibles cuando se precise. b) Desarrollar un sistema de recepción y un sistema entrega adecuado. c) Conseguir un satisfactorio nivel de cumplimiento de los objetivos al mínimo coste posible.
3 DEFINICIÓN Según la bibliografía consultada hemos encontrado muchos conceptos de almacén. “Son aquellos lugares donde se guardan los diferentes tipos de mercancía.”¹ Para formular una política de inventario para un departamento de almacén se requiere información respecto a tiempos de adelantos, disponibilidades de materiales, tendencias en los precios y materiales de compras. “El almacén es el lugar físico en el que se desarrolla una completa gestión de los productos que contienen”². Tal gestión controla físicamente y mantiene todos los artículos inventariados, y se debe establecer resguardo físico adecuado para proteger los artículos de algún daño, de uso innecesario debido a procedimientos de rotación de inventarios defectuosos y a robos. Los registros se deben mantener para facilitar la
localización inmediata de los artículos. La misión básica de un almacén, se configura y desarrolla en las siguientes funciones. 1.- Recepción de artículos e identificación de los mismos.- se debe permitir una recepción cómoda y rápida de artículos. 2.- Almacenamiento (colocación y custodia).- Con las instalaciones adecuadas, dependiendo del tipo o tipos de artículos que van acontecer y de sus necesidades de almacenamiento y manipulación. 3.- Entrega de productos.- Mediante una rápida salida de los artículos. Por lo tanto es necesario combinar de la mejor manera posible los dos elementos que definen el servicio que proporciona el almacén: la instalación y el almacenaje de los artículos. Para conseguir un óptimo aprovechamiento de espacio de almacén se debe analizar cuidadosamente y pausadamente las siguientes variables: 1Tomado de Internet en: http://www.monografias.com/trabajos12/alma/alma.zip 2 DIEZ DE CASTRO, ENRIQUE; DISTRIBUCIÓN COMERCIAL.; Ed. Mc Graw Hill. 2ª edición, España 1997.
La superficie y volumen del almacén: superficie expresada
por metros cuadráticos útiles de local, el volumen depende de las alturas del local. Las puertas de acceso o salida: número de ellas y ubicación. Los muelles de carga y descarga. Posibilidad de entrada y salida de camiones o furgonetas. Posibilidad de utilizar medios mecánicos para transporte y elevación (maquina tipo fenwivk), para colocación (grúas)y para transporte (traspaleos) Pasadillos o corredores en el almacén que permitan o no el paso de traspaleos. Instalación de estanterías. Uso de papeles. Una organización eficaz de almacén se consigue cuando se consideran, con respecto a los productos que van a guardar, los siguientes aspectos: 1) Las posibles existencias de artículos que requieran condiciones especiales de conservación. 2) Artículos que tengan la posibilidad de almacenarse en la intemperie, con o sin techado protector. 3) Productos, que por su fragilidad, deben moverse lo menos posible. 4) Volumen y Peso de los productos. 5) Mercancías que se recepcionan o se envían. 6) Artículos a granel. Hechas estas consideraciones, la pregunta que se nos plantea es: ¿cual es el almacén que necesita una empresa? para contestar dicha interrogante, aparte de lo observado en los párrafos anteriores en relacion a las instalaciones, se debe tener en cuenta lo siguiente: 1.- Volumen de productos que se mueven por periodo de tiempo. 2.- Necesidades de servicio auxiliares (calefacción, ventilación, iluminación). 3.- Necesidad de protección frente a robos. El almacén puede ser una empresa manufacturera, distribuidora, o una tienda de productos de consumo³. Además existen muchas empresas almaceneras dedicadas exclusivamente a ofrecer el servicio de almacenaje. 3 Tomado de Internet en: http://www.monografias.com/trabajos42/almacenes/almacenes.zip.
4 LOS ALMACENES Y EL DEPARTAMENTO DE COMPRAS 4.1 IMPORTANCIA La recepción adecuada de materiales y de otros artículos es de vital importancia, ya que una gran parte de las empresas tienen como resultado de su experiencia centralizada la recepción total bajo un departamento único, las excepciones principales son aquellas grandes empresas con plantas múltiples. La recepción esta estrechamente ligada a la compra, ya que probablemente el 70% de los casos, el departamento de almacenes está bajo la responsabilidad del departamento de compra. 4.2 FUNCIONES El almacén es el último eslabón en la cadena de suministros de los productos a los clientes y conecta por lo tanto, el departamento de compras y el departamento de distribución física. Los almacenes forman parte del proceso distributivo. La gestión de almacenes es eficaz cuando se acorta al máximo el tiempo que transcurre desde la llegada de los productos al almacén y su conocimiento por parte de los responsables de compras de la empresa. RECEPCIÓN E IDENTIFICACIÓN: La recepción es la encargada de admitir los pedidos demandados y debe efectuar las siguientes operaciones: Debe disponer de una relacion de los pedidos esperados, en función de los plazos de entrega. Recibe los envíos de proveedores con el albarán de entrega del transportista. El receptor comprueba la correspondencia entre los datos de los documentos de llegada y las ordenes de pedidos. Cuando existen coincidencias entre ambos documentos le asigna un número de entrada provisional, en caso contrario, le asigna un número de entrada de productos no identificados e informa a compra
para que se resuelva el conflicto creado. Ordena la descarga de los productos.
Cuenta los artículos descargados y verifica que no existan daños externos cuando estos se producen, comunican los daños al responsable de compras de
forma que este realice la reclamación oportuna. Anota los desperfectos encontrados, en el albarán del transportista, y acepta los productos salvo posterior examen. Cursa rápida información de la llegada de productos esperados a compras en el caso de grandes superficies también hay que notificar la llegada al departamento de etiquetaje. La identificación tiene como misión realizar una inspección general de los artículos recibidos, para ello debe acometer las siguientes tareas. Desembolsa y da fe de que se ha recibido lo que se solicitaba o esperaba, en lo que hace referencia al tipo de tamaño, cantidad de producto. Comprueba que lo recibido coincide con lo relacionado en el albarán de entrega. Pone los materiales y productos a disposición del departamento de control de calidad para su verificación si así se ha ordenado. Recibe la parte de verificación de los artículos del departamento de control de calidad y si procede, da entrada definitiva a los mismos. Envía los datos de identificación a compras y contabilidad con su anomalías para que reclamen faltas, gestionen devoluciones por exceso etc. y proceden a dar de altas dichas de entradas y autorizar el pago. Informa a quien llevo a cabo la orden del pedido o al departamento de distribución física que el producto esta a su disposición. Entrega el producto a los responsables del transporte interno para que lo coloquen en el lugar correspondiente dentro del almacén o lo traslade del cliente en el caso de haberse estipulado con el. Da de alta a la mercancía y el stock y en que parte del almacén se encontraba ubicado. Una de las misiones mas importantes de recepción e identificación es la de descubrir todos los errores de una transacción (faltas daños equivocación de artículos, etc.) Porque de hacerse más tarde sería muy perjudicial. El registro de entrada de un artículo es el único documento que corrobora lo que se ha recibido. Sirve por lo tanto para pagar
facturas negociar la continuidad del pedido y para cerrarlo. Por consiguiente la ejecución de estas funciones debe ser muy cuidadosa. Los registros de entrada controlan además el cumplimiento de los plazos de entrega rechazos y ruptura por parte de los proveedores. Con una recepción apoyada en un sistema informático en tiempo real, el tiempo de realización de todo el proceso será corto. Es importante que el departamento de compras exija al departamento de almacén que las mercancías y artículos entregados por parte de los proveedores sean precisamente los solicitados en el pedido y de que no existan variaciones. Por esta razón se debe disponer de hojas de control para la recepción de productos conteniendo la siguiente información: 1. numero de pedidos 2. cantidad entregada 3. descripción del artículo entregado
4. nombre del proveedor 5. unidad de medida 6. observaciones (en ellos se indica si hubo faltas desperfectos, mermas o alguna otra variación en las entradas) 7. nombre y firma del empleado que recibe la mercancía CUSTODIA Y ENTREGA: La custodia consiste en colocar y guardar los productos en el lugar apropiado dentro del almacén en espera de la orden de entrega. La entrega supone poner al material a disposición del departamento de distribución de los artículos, una vez recibida la orden, de forma rápida y sin errores, por eso el almacén tiene las siguientes responsabilidades: a) Almacenar de forma segura, técnica y físicamente los productos. b) Proteger a los artículos de robos, usos no autorizados, daños y deterioros. c) Dosificar marcar y localizar las mercancías así de que sean accesibles.
d) Controlar las salidas de artículos para dar un buen servicio y protegerlos contra utilizaciones no autorizadas. e) Actuar directamente sobre los costos de deterioro de robo, mano de obra edificios y obsolescencia. f) Utilizar eficazmente un espacio que puede ser cercano. Otras funciones más específicas: 1. Mantener las materias primas a cubierto de incendios, robos y deterioros. 2. Permitir a las personas autorizadas el acceso a las materias almacenadas. 3. Mantener en constante información al departamento de compras, sobre las existencias reales de materia prima. 4. Llevar en forma minuciosa controles sobre las materias primas (entradas y salidas). 5. Vigilar que no se agoten los materiales (máximos – mínimos). 5 CLASIFICACIÓN DE LOS ALMACENES: Los almacenes pueden ser clasificados de la siguiente manera: 5.1 Según la seguridad y control del almacén. 4 1. Almacén cerrado: Un almacén cerrado es una zona controlada donde solo entran personas autorizadas es decir, los trabajadores del mismo, de forma que los productos solo entran y salen mediante documentos. Hay máxima seguridad y estricto control de la mercancía. Toda la información esta centralizada en un inventario permanente. Con alta por factura o entrada y baja por vale de entrega el stock existente debe revisarse, al menos una vez al año, de alguna de estas maneras: a) Recuento anual fijo. Muchas empresas hacen recuento físico del stock una vez al año, al año cierre del periodo fiscal, es preciso para ello, para todo el 4 DIEZ DE CASTRO, ENRIQUE; Op Cit. funcionamiento de la empresa y organizar un equipo especial para la realización del recuento. b) Recuento permanente. A principios de cada año (o periodo fiscal) algunas empresas dividen su stock en 52 grupos iguales teniendo cada uno de ellos ser recontados semanalmente. De esta manera los trabajos de recuento pueden hacerse continuamente y sin interrumpir el funcionamiento normal de la empresa. c)
Recuento en el punto mas bajo. Algunas empresas hacen el recuento de forma irregular, por ejemplo siempre que el nivel del stock de un artículo almacene su punto mas bajo. 2. Sistema abierto: Los sistemas abiertos a diferencias de los cerrados, no presenta restricciones particulares de entrada, los productos se almacenan cerca del lugar de uso, por ejemplo estanterías, pallet, contenedores, etc. Es sistema usado, por las grandes superficies. El personal del almacén. Recibe la mercancía y la entrega a los encargados de sección. Los productos se utilizaran rápidamente y por lo tanto no hay lugar a deterioro ni obsolencia, salvo en el caso de compra inadecuadas este sistema pone poco énfasis en la seguridad y contabilidad de las mercancías y no suele llevar un inventario permanentemente. Para el recuento que en estos almacenes se lleva a cabo dos veces al año, de la siguiente manera: existencias = existencias iniciales + compras – salidas. 3. Sistema de almacenaje al azar: Este sistema constituye una variante del almacén cerrado, en el sentido que no existe un sitio fijo para cada articulo, sino que cada un se ubica en donde hay espacio libre. El almacén esta divido en áreas que requieren un mismo tipo de almacenamiento (pallet contenedores, etc.) el personal de almacén conoce los espacios vacíos y ante una nueva entrada, lo asigna a la mercancía. Una ventaja de este sistema es que para los empleados es más difícil localizar el producto y el recuento pude ser más largo. Pero como ventaja, podemos señalar que se puede utilizar el espacio más eficiente y posee una gran flexibilidad. Con la ayuda de una adecuada aplicación informática, que indique donde se encuentra cada articulo, este sistema pede llegar a ser mejor.
En determinados almacenes puede observar el clásico y el viejo slogan “un lugar para cada cosa y cada cosa en su lugar” indudablemente, lo de un lugar en cada cosa puede planificarse relativamente bien: lo de cada cosa en su lugar pude ser una tarea no muy fácil. Desarrollando u buen sistema de localización de lugares de almacenaje se puede se puede ayudar a quienes intentan tener cada cosa en su lugar. Cada artículo
guardado en el almacén, tiene un lugar específico que debería estar indicando en un listado como índice de localizaciones. 5.2 Según su Organización: Los almacenes pueden estar centralizados o descentralizados. Se da el primer caso cuando del establecimiento (fábrica) reúne en su propia sede todos los almacenes, mientras que en el segundo caso, cuando hay sectores del almacén situados en otros lugares. En cuanto a la conformación interna, los almacenes pueden estar constituidos por locales únicos o por una serie de locales separados o secciones comunicadas. La disponibilidad de un local único obliga a tener reunidos todos los materiales, por lo que su control se hace más difícil, especialmente si tal local resulta muy grande y contiene columnas o estanterías que dificultan la visibilidad. 5.3 Según el Movimiento de Material Desde el punto de vista del movimiento de los materiales podemos distinguir almacenes con transporte mecanizado (fijo, semi-fijo, móviles) mas o menos elevados y almacenes sin mecanización. 5.4 El Techo Aquellos que se pueden tener en la intemperie sin necesidad de alguna protección y para los cuales no hay duda alguna sobre su resistencia a las inclemencias del tiempo. Los que pueden estar a la intemperie con la condición de que la estancia sea durante corto tiempo, y bajo particulares sistemas de protección. Los que tienen que ser puestos a cubierto (y aquí se distinguen aún en condiciones de conservación)
5.5 Según las Operaciones Para el ejercicio racional del almacenaje, existen en general, locales para las siguientes exigencias: Recepción de los materiales, los cuales pueden ser a su vez distribuidos en locales de llegada y estancia eventual (a veces incluso bajo la responsabilidad del suministrador), en espera de ser registrados contablemente e ingresados en el propio
local de recepción donde tienen lugar las operaciones de desembalaje y control (numérico y de control). Espera de las mercancías, antes de la conformidad de la verificación. Desembalaje de los productos, hay casos en que es conveniente destinar locales separados a tal exigencia. Almacenamiento propiamente dicho. 5.6 Tipo de Material La mercancía que resguarda, custodia, controla y abastece un almacén puede ser la siguiente: ALMACÉN DE MATERIA PRIMA Y PARTES COMPONENTES: Este almacén tiene como función principal el abastecimiento oportuno de materias primas o partes componentes a los departamentos de producción. ALMACÉN DE MATERIAS AUXILIARES: Los materiales auxiliares o también llamados indirectos son todos aquellos que no son componentes de un producto pero que se requieren para envasarlo o empacarlo. Podemos mencionar los lubricantes, grasa, combustible, etiquetas, envases, etc. ALMACÉN DE PIEZAS DE RECAMBIO Para almacenar piezas destinadas al servicio de pos venta con el objeto de efectuar reparaciones. ALMACÉN DE PRODUCTOS EN PROCESO: Si los materiales en proceso o artículos semi-terminados son guardados bajo custodia y control, intencionalmente previstos por la programación, se puede decir que están en un almacén de materiales en proceso. ALMACÉN DE PRODUCTOS TERMINADOS: El almacén de productos terminados presta servicio al departamento de ventas guardando y controlando las existencias hasta el momento de despachar los productos a los clientes. ALMACÉN DE HERRAMIENTAS: Un almacén de herramientas y equipo, bajo la custodia de un encargado especializado para el control de esas herramientas, equipo y útiles que se prestan a los distintos departamentos y operarios de producción o de mantenimiento. Cabe mencionar: herramientas, matrices, plantillas, brocas, machuelos, piezas de esmeril, etc. ALMACÉN DE MATERIALES DE DESPERDICIO: Los productos partes o materiales rechazados por el departamento de control y calidad y que no tienen salvamento o reparación, deben tener un control separado; este queda por lo general, bajo el cuidado del departamento mismo. ALMACÉN DE MATERIALES OBSOLETOS: Los materiales obsoletos son los que han sido descontinuados en la programación de la producción por falta de ventas, por deterioro, por descomposición o por haberse vencido el plazo de caducidad. La razón de tener un almacén especial para este tipo de casos, es que los materiales obsoletos no deben ocupar los espacios disponibles para aquellos que son de consumo actual. ALMACÉN DE DEVOLUCIONES: Aquí llegan las devoluciones de los clientes, en el se separan y clasifican los productos para reproceso, desperdicio y/o entrada a almacén.
Otros tipos de almacenes encontrados en la Web5 son los siguientes: ALMACÉN CENTRAL Es el lugar donde se reúnen todos los materiales y productos de la empresa. El almacén central nos permite un mayor y mejor control de las mercancías y productos, una mejor economía de espacio y un mayor aprovechamiento de los medios de manipulación. ALMACÉN REGULADOR Se encuentra en las proximidades de las propias fábricas de las empresas o en zonas de concentración Geográfica. Permiten una gran capacidad de reacción a las necesidades del mercado, reducción del tiempo en el plazo de entregas, una mejora en la calidad de servicio así como un control diario de los Stocks. ALMACÉN TRANSIT POINT Son almacenes situados en zonas de importancia estratégica, con un mínimo de stock de seguridad para poder cumplimentar y servir los pedidos de urgencias. Como inconvenientes presentan la posibilidad de roturas de stocks de seguridad. ALMACÉN ES CROSS-DOCKING Son almacenes situados estratégicamente, que trabajan sin stocks, realizándose en ellos la recepción, verificación y distribución física inmediata de los pedidos. Presentan el inconveniente de no poder servir los pedidos urgentes, al no tener stock. OPERADORES LOGÍSTICOS Realizan la función de almacenaje mantenimiento, manipulación de los stocks. 6 EL ALMACÉN EN LAS GRANDES SUPERFICIES: Las reservas es la parte de los hipermercados destinadas al almacenamiento de los productos, los artículos se distribuyen dentro de estas en las zonas destinadas cada 5 http://www.marianoseral.com/almacen/tipos.asp
sección. De antemano asignan espacios y localizaciones fijas para ubicar los artículos y conocer siempre donde están situados. En el espacio que comprende la reserva se encuentra los siguientes elementos: Los racks o estanterías Los carros donde se colocan productos sueltos muy pequeños (bes de aceite, lubricantes, pilas, etc.) Los productos se sitúan en los racks de la siguiente manera: a) zona superior. Artículos de menos peso y menor rotación b) zona central. Mercancías de mas peso y mayor rotación c) zona inferior. Se colocan los carros para mantener, de esta forma, libre los pasillos. La disposición que se haga de los carros será por subseción o por proveedores. Por consiguiente en las grandes superficies hay un doble almacenaje en la reserva y en

las estanterías o lineales El tamaño de reserva va a considerar la óptima utilización del espacio y la forma de ubicación de los productos. La falta de sitio provoca un almacenaje muy elemental. En estas condiciones los últimos artículos recibidos se depositan en cualquier espacio que este libre, provocando desapariciones temporales de productos, rupturas de existencias. La reserva o almacén tiene en las grandes superficies las siguientes funciones: 1.- recepción e identificación de los pedidos 2.- etiquetaje 3.-mantenimiento y almacenaje 4.- entrega a tienda 5.- revisión de las salidas de almacén por cesiones entre hipermercado, devoluciones a los proveedores y desechos o desperdicios. 7 ETIQUETAJE La persona responsable del etiquetaje, una vez que dispone los productos, realizará las siguientes operaciones secuenciales:
Contar las cantidades de cada producto que vaya a etiqueta. Esta acción se efectúa sin disponer del albarán del proveedor Etiqueta los productos. referencia por referencia atendiendo al precio de venta, código de cada referencia y otos datos ( por ejemplo talla de u pantalón) Realizará un segundo control de cantidades y calidades. Rellenar las hojas de etiquetaje. Al finalizar el etiquetaje, la mercancía estará dispuesta para su colocación en los diferentes racks o estanterías de la reserva. 8 PAUTAS PARA UNA BUENA ESTRUCTURA DE ALMACÉN: 8.1 CARACTERÍSTICAS DE LOS PRODUCTOS Antes de entrar en cualquier consideración sobre los requerimientos técnicos y organizativos del almacén, lo primero que tenemos que realizar es un análisis detallado de las características físicas de los productos, así como del comportamiento de su demanda, ya que ambos factores son decisivos a la hora de establecer las técnicas más
idóneas de diseño y organización del almacén. Entre los diferentes factores a considerar, merece destacar los siguientes: a. Características físicas - Volumen y peso del producto. - Standard de empaquetado; por ejemplo, cajas de 12 unidades. - Fragilidad y resistencia de apilación. - Identificación física (inequívoca o dificultosa). - Peligrosidad (inflamables, explosivos, etc.). - Condiciones ambientales requeridas, tales como refrigeración, cámara isotérmica, etc. b. Caducidad y obsolescencia - Productos de larga duración. - Productos perecederos. - Productos de caducidad fija. - Alto riesgo de obsolescencia. c. Operatividad - Condiciones de seguridad ante robos, manipulaciones negligentes, etc. - Sistema de codificación existente, bien sea en origen, por ejemplo, código de barras, o asignable a posteriori. - Unidad de manipulación (paquete, pallet, etc.). - Unidad mínima de venta (por ejemplo: caja de diez unidades). - Seguimiento del sistema LIFO, FIFO o indiferente. - Necesidad de reacondicionamiento del producto. - Medios de contención utilizados (pallet, bidón, cesta, etc.) En cuanto a las características de su demanda, conviene distinguir si se trata de: - Artículos de alta o baja rotación. - Artículos estacionales.
- Artículos de alto o bajo coste. - Prioridades de servicio, etc. En los casos de que exista una gama de productos con una alta variedad de características, podría incluso ser conveniente desarrollar una base de datos que nos permitiese seleccionar los productos rápidamente den función de las referidas características. Una buena distribución en la planta y un moderno equipo de almacenaje producirá los siguientes beneficios: 1.- una buena accesibilidad a los productos fundamentales, prestando por consiguiente un buen servicio. 2.- un alto garrado de flexibilidad 3. eficiente utilización de espacio 4. reducidas necesidades del personal y equipo mecánico 5- minimización de deterioro y robos 6.- facilidad de recuento Un equipo mecánico moderno incluye: pallets, estanterías abiertas, contenedores, cajas metálicas etc. También se utilizan estanterías metálicas desmontables que proporcionan mayor flexibilidad y están estandarizadas. Los sistemas mas automatizados disponen de máquinas programadas, que moviéndose por los pasillos, se dirigen automáticamente a las casillas deseadas para cargar o descargar. Sistemas de cintas transportadoras y/o elevadoras de materiales, cajas, etc., Completan la instalación. Todas las empresas de distribución no precisan el mismo equipo, para adquirir el equipo ajustado a sus necesidades una empresa comercial debe analizar los siguientes puntos: 1. Espacios necesarios para cada artículo. 2. Cantidad que sale por unidad de tiempo. 3. Cantidad que se almacena por unidad de tiempo. 4. Tamaño de la instalación en función del peso, forma y manejote la mercancías. 5. Medios de transporte. 6. Sistemas de entrega. 7. Productos más importantes. 8. Necesidades futuras. La distribución en planta de almacén debe estar estructurada de forma que consiga alcanzar las siguientes metas: 1. Un flujo con pocos retrocesos 2. Mínimo trabajo de manipulación y transporte 3.
Mínimos movimientos y desplazamiento inútiles del personal 4. Eficiente uso de espacio 5. Previsión de una posible expansión A efectos prácticos, enumeramos una serie de reglas que deben seguirse cuando se realiza la distribución en la planta de almacenes: 1. Los artículos de más movimiento deben ubicarse cerca de la salida, para acortar el tiempo de desplazamiento del personal. 2. Los artículos pesados y difíciles de transportar deben localizarse de tal manera que minimicen su trabajo. 3. Los espacios altos deben usarse para artículos ligeros protegidos. 4. Los artículos grandes y protegidos insensibles al agua pueden almacenarse fuera de los edificios del almacén. 5. Deben dotarse las protecciones especiales para todos los artículos que lo requieran6. Todos los elementos de seguridad y contra incendios deben estar situados adecuadamente en relación a los materiales almacenados En el almacén únicamente deben depositarse materiales necesarios para la venta. Productos sobrantes, rechazados, obsoletos, etc., se colocarán en un lugar específico que facilite la gestión de la venta. La entrega ha de ser rápida sin errores. Hay que tener previsto el sistema de devolución de los productos por razones de efectos ocultos, errores, cambios, etc. Cuando se sirven los artículos hay que darle de baja inmediatamente al stock para que funcione, si es preciso, el reaprovisionamiento. 9 ORGANIZACIÓN Y GESTIÓN DE ALMACENES A partir de estas líneas, se describirá y explicará como se organizan y gestionan los almacenes teniendo en cuenta principios, características y más técnicas de las mencionadas anteriormente. Pues se hará una explicación más detallada de los procesos, diseños, sistemas existentes en los almacenes. 9.1 EL ALMACÉN COMO CENTRO DE PRODUCCIÓN Un almacén se puede considerar como un centro de producción en el que se efectúa una serie de procesos relacionados con: Recepción, control, adecuación y colocación de productos recibidos (procesos de entradas) Almacenamiento de productos en condiciones eficaces para su conservación, identificación, selección y control (procesos de almacenaje) Recogida de productos y preparación de la expedición de acuerdo con los requerimientos de los clientes (procesos de salida)
Los recursos empleados en este tipo de producción los podemos agrupar de la siguiente forma: A. Recursos humanos, que comprende el empleo de mano de obra directa, que es aquella que físicamente manipula el producto, así como de mano de obra indirecta, que es la que interviene en la dirección, supervisión, mantenimiento y control de equipos y procesos productivos. B. Recursos de capital, que corresponden a la utilización de la nave industrial, maquinarias y equipos de mantenimiento en general, o sea, toda la infraestructura necesaria para realizar los procesos productivos que se materializan en forma de gastos de alquiler y/o amortizaciones. C. Recursos energéticos y consumibles en general, tales como gasóleo, electricidad, plásticos, flejes, pallets, etc. Los procesos productivos de un almacén, a diferencia de lo que ocurre en las fábricas o talleres, en general no añaden valor alguno al producto desde el punto de vista del cliente, por lo cual hay que conseguir minimizar costes mediante una correcta racionalización de los recursos empleados. La organización del trabajo responde al concepto de líneas de flujo, en donde la producción sigue un proceso secuencial a través de las diferentes áreas de trabajo, equivalentes a departamentos fabriles, en donde se efectúan diferentes tareas hasta terminar el proceso. Así, podríamos hablar de: - Área de recepción y control. - Área de almacenaje. - Zonas específicas de picking . - Áreas de preparación de pedidos. - Áreas de expedición y carga de vehículos. En algunos sectores industriales, tales como hierros, cerámica de construcción, maderas, etc., se detecta en el almacén una actividad de transformación de producto, por ejemplo, cortes, antes de pasar a los procesos de expedición. Estos procesos paralelos sí añaden un cierto valor al producto, que tiene como contrapartida el coste del proceso y desperdicios correspondientes. En general, en un almacén de los llamados convencionales, la distribución de gastos podríamos centrarla aproximadamente en los siguientes términos: - 48 % de gastos de personal. - 42 % de espacio ocupado. - 10 % de equipo y consumibles
Sin embargo, en la medida en que los almacenes evolucionan con técnicas más avanzadas, mecanización, robótica, etc., la distribución de los gastos se invierte adquiriendo más protagonismo los gastos de mantenimiento del equipo, con disminución drástica de los gastos de personal. El problema logístico del almacén se planteas principalmente en conseguir una gestión correcta de los recursos empleados, evitando retrasos y colas de espera para minibar así el tiempo total del proceso y lograr rapidez en el servicio, a la vez que reducimos los costes operacionales globales. Todo proceso de informatización, mecanización y robotización de un almacén tiene necesariamente que cubrir estos objetivos, por lo cual es preceptivo partir de una correcta racionalización del almacén en la que se tengan en cuenta todos y cada uno de los conceptos estudiados en los párrafos posteriores. Como resumen de todo lo anterior, podríamos decir que un almacén debe responder fundamentalmente a los requerimientos de un espacio debidamente dimensionado, para una ubicación y manipulación eficiente de materiales y mercancías, de tal manera que se consiga una máxima utilización del volumen disponible, con unos costes operacionales mínimos. Ambas palabras claves, dimensionamiento y eficiencia, nos llevan a solucionar dos problemas fundamentales: - Correcta organización y diseño de almacenes (lay-out) - Tratamiento eficiente y eficaz de los procesos operativos (flujos de entrada y salida de productos). Por último, conviene distinguir, desde este momento, la diferencia conceptual que existe entre un almacén propiamente dicho, como área destinada a la tenencia de unos stocks que anticipamos a una demanda, y los llamados centros de distribución cuya finalidad no es almacenaje de productos, sino el facilitar el tránsito de unos productos desde unos puntos de recogida a unos destinatarios finales. 9.2 PRINCIPIOS DE ORGANIZACIÓN
Hemos de tener en cuenta que el objetivo básico de una organización eficiente del almacén se basa fundamentalmente en dos criterios: - Maximizar el volumen disponible en términos de metros cúbicos. - Minimizar las operaciones de manipulación y transporte interno. Ya que ambas cosas significan un coste adicional al producto sin ningún valor añadido, tenemos necesariamente que hacer referencia a los conceptos: A. Principio de la popularidad. B. Sistema de posicionamiento y localización de los productos. A. Principio de la popularidad Este principio se basa en la idea de que normalmente una pequeña gama de productos representa la mayor parte del volumen de manipulación en un almacén,
independientemente de su valor o importancia para la venta, mientras que el resto de los productos (posiblemente entre un 60 u 80%), apenas representa un 20% del total de manipulaciones. Obviamente, este grupo de productos sugieran sistema de localización eficaz que a su vez minimice los espacios recorridos al efectuar la selección de pedidos (picking del producto). Para identificar estos productos populares o de mayor actividad, normalmente se utiliza el conocido análisis A B C, en el cual se calcula el volumen de actividad en forma ponderada, multiplicando la demanda anual en unidades por la frecuencia de picking (cantidad de veces que al año se solicita producto). Ambos datos obtienen de la información estadística de que dispone la empresa. Conviene destacar que muchos almacenes utilizan para este análisis el índice de rotación de los productos, lo cual puede ser un error, ya que un producto con mucho movimiento puede tener un bajo índice de rotación o viceversa. Téngase en cuenta que la rotación es un indicador del promedio de veces que un producto se renueva en el almacén, de tal manera que un artículo puede tener mucho movimiento con un índice de rotación bajo debido un exceso de stocks. Siguiendo este análisis, podríamos clasificar los productos o referencias en tres grupos: Artículos con un índice de actividad alto(A)
Artículos de actividad media (M.). Artículos de lenta o baja actividad (B)
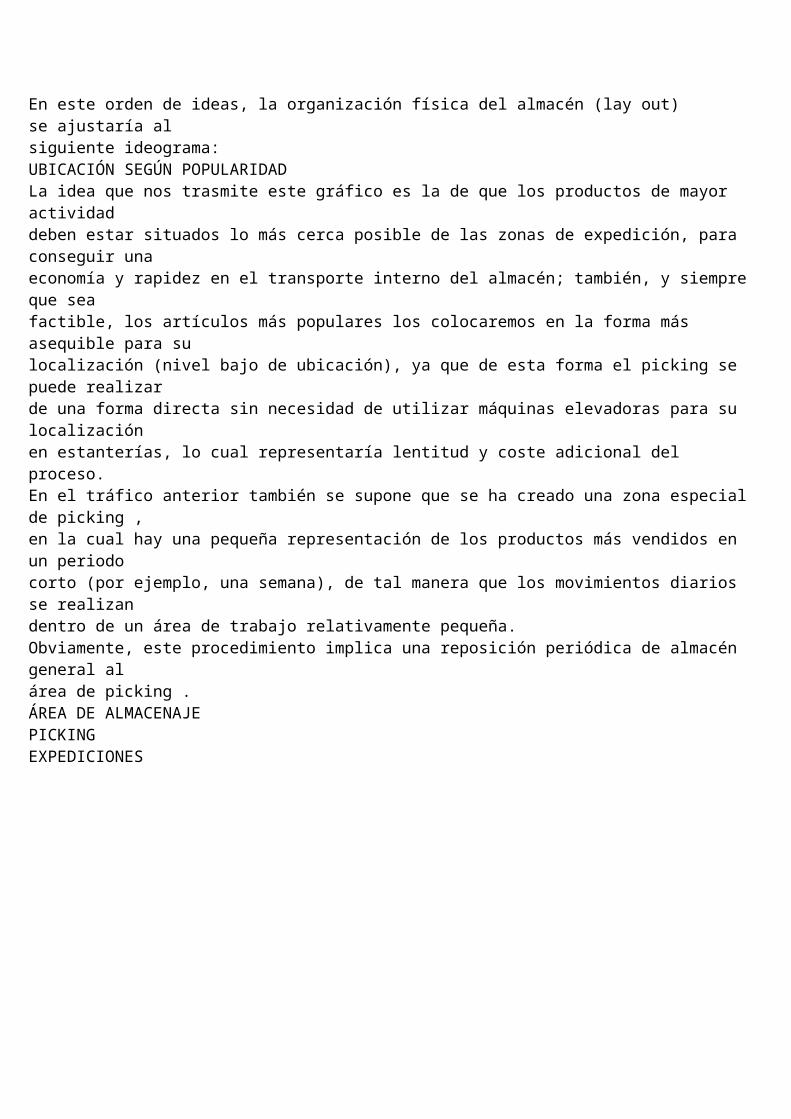
A su vez, podríamos dividir idealmente el almacén en dos áreas: - Almacén general, que alberga todos los productos. - Áreas de picking , que contienen una cantidad fija de productos para atender a las necesidades de servicio de un periodo corto (por ejemplo, una semana). En este orden de ideas, la organización física del almacén (lay out) se ajustaría al siguiente ideograma: UBICACIÓN SEGÚN POPULARIDAD La idea que nos trasmite este gráfico es la de que los productos de mayor actividad deben estar situados lo más cerca posible de las zonas de expedición, para conseguir una economía y rapidez en el transporte interno del almacén; también, y siempre que sea factible, los artículos más populares los colocaremos en la forma más asequible para su localización (nivel bajo de ubicación), ya que de esta forma el picking se puede realizar de una forma directa sin necesidad de utilizar máquinas elevadoras para su localización en estanterías, lo cual representaría lentitud y coste adicional del proceso. En el tráfico anterior también se supone que se ha creado una zona especial de picking , en la cual hay una pequeña representación de los productos más vendidos en un periodo corto (por ejemplo, una semana), de tal manera que los movimientos diarios se realizan dentro de un área de trabajo relativamente pequeña. Obviamente, este procedimiento implica una reposición periódica de almacén general al área de picking . ÁREA DE ALMACENAJE PICKING EXPEDICIONES
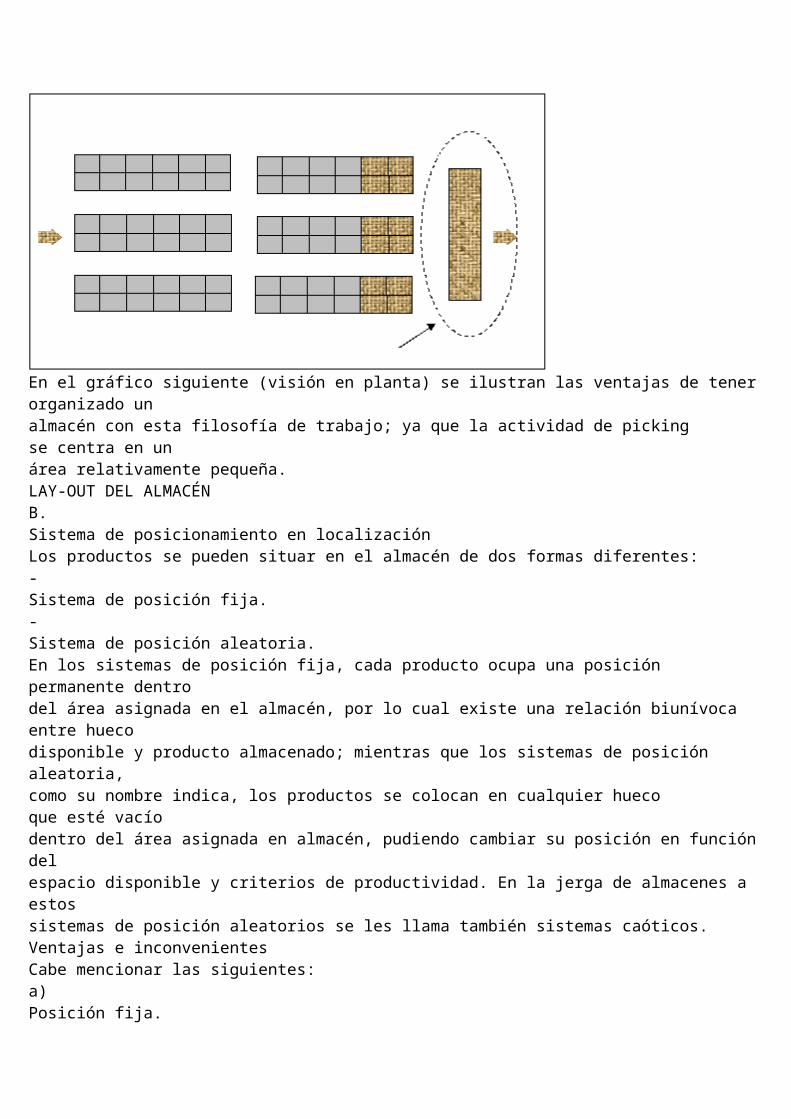
En el gráfico siguiente (visión en planta) se ilustran las ventajas de tener organizado un almacén con esta filosofía de trabajo; ya que la actividad de picking se centra en un área relativamente pequeña. LAY-OUT DEL ALMACÉN B. Sistema de posicionamiento en localización Los productos se pueden situar en el almacén de dos formas diferentes:
- Sistema de posición fija. - Sistema de posición aleatoria. En los sistemas de posición fija, cada producto ocupa una posición permanente dentro del área asignada en el almacén, por lo cual existe una relación biunívoca entre hueco disponible y producto almacenado; mientras que los sistemas de posición aleatoria, como su nombre indica, los productos se colocan en cualquier hueco que esté vacío dentro del área asignada en almacén, pudiendo cambiar su posición en función del espacio disponible y criterios de productividad. En la jerga de almacenes a estos sistemas de posición aleatorios se les llama también sistemas caóticos. Ventajas e inconvenientes Cabe mencionar las siguientes: a) Posición fija. PRODUCTOS A ÁREA DE TRABAJO PRODUCTOS B PROD. C - En sistemas manuales, facilita la localización e identificación del producto. - Permite generar al artículo un número de ubicación en almacén, que facilita el operario de identificación, localización y control del producto recogido. - Requiere más espacio disponible en el almacén, pudiendo ser muy ineficiente cuando hay un alto nivel de stock-out. - Dificultad de mantenimiento del sistema y falta de flexibilidad. b) Posición aleatoria. - Reducción del espacio necesario (entre un 20 y un 25%). - Con sistemas automatizados se consigue un alto rendimiento del almacén (optimización de ruta de recogida). - Mayor flexibilidad y facilidad de mantenimiento. - Muy recomendable en sistemas automatizados y poco eficientes en sistemas manuales, salvo en almacenes pequeños. 9.3 EL LAY-OUT DE ALMACENES El concepto de lay-out alude a la disposición física de las diferentes áreas dentro del almacén, así como a la de los elementos constitutivos insertos en ellos. Constituye, sin duda alguna, la parte técnica más delicada en el diseño de un almacén, ya que el lay-out
condiciona de forma permanente el funcionamiento del mismo. En este capítulo vamos a referirnos sobre todo a la definición de las diferentes áreas que componen un almacén, así como su interrelación, eludiendo en lo posible entrar en sucesivos detalles técnicos relacionados con su diseño. En primer lugar, en todo almacén se distinguen las siguientes áreas de trabajo: - Áreas de almacenaje. - Áreas de manipulación del producto. - Áreas de carga y descarga de vehículos. - Área de servicios internos. - Área de servicios externos.
Hemos de tener en cuenta que cada una de las referidas áreas tiene un carácter específico, estando su vez condicionadas por una serie de limitaciones constructivas, tales como vía de acceso, altura a cerchas de la nave, vigas, etc., así como por condicionantes ambientales tales como refrigeración, cámaras isotérmicas o bien por normas de seguridad e higiene en el trabajo, regulación contra incendios, todo ello dependiendo de la naturaleza de los productos a manipular, y cómo de las reglamentaciones municipales correspondientes. A continuación indicamos las características más revelantes de cada una de ellas: Áreas de almacenaje Esta área representa el espacio físico ocupado por las mercancías almacenadas, así como por la infraestructura de estanterías o cualquier otro medio de almacenamiento empleado. En general, los metros cuadrados y cúbicos ocupados por esta área dependerán fundamentalmente de los siguientes factores: Técnicas de almacenamiento empleadas. Por ejemplo, estanterías fijas. Niveles de ubicación utilizados (alturas). Dimensiones de los pasillos y corredores requeridos en función de la técnica de almacenamiento empleada. Por su naturaleza es la parte más costosa del almacén, ya que contiene la mayor parte de los recursos de capital empleados en el raro. El plano definitivo de los diferentes módulos de almacenaje se deberá efectuar con el concurso de los propios fabricantes (estanteros), ya que en definitiva ellos son los responsables del montaje de las estanterías. En general recomienda que los lineales de estanterías no excedan de 30 metros, para que no dificulten el acceso a través de pasillos transversales, cuya anchura es normalmente cuatro metros. A este respecto, hay que tener siempre en cuenta la reglamentación vigente contra incendios, ya que suelen imponer la necesidad de un determinado número de corredores en función de los metros cuadrados del almacén.
Áreas de manipulación del producto Esta área representa el espacio reservado para la clasificación y preparación de pedidos (una vez efectuado su recogida), empaquetado, etiquetado, plastificación en su caso, así como la necesidad de cualesquiera otros equipos adicionales, tales como control de pesaje, retractilado de pallets, etcétera. Su diseño esté en función del proceso establecido. Áreas de carga y descarga Estas áreas están íntimamente ligadas al diseño de los muelles, que constituyen uno de los elementos esenciales para un buen funcionamiento de la instalación. Téngase en cuenta que los muelles con frecuencia representan uno de los elementos limitativos de la capacidad operativa del almacén (input /output de productos), por lo cual conviene diseñarlos con la suficiente holgura y flexibilidad para evitar situaciones de estrangulamiento en el proceso (colas). Las características constructivas de los muelles dependerán del tipo de vehículos a emplear; así, por ejemplo, no es lo mismo la utilización de flota ligera, tipo furgoneta de carga manual, que la utilización de vehículos de gran tonelaje tipo tráileres con carga paletizada, en cuyo caso sería conveniente la utilización de muelles basculantes empotrados en el subsuelo, lo que obliga necesariamente a una desnivelación del terreno, como espacio suficiente para efectuar las maniobras de atraque de vehículos. Con frecuencia los muelles están dotados de abrigos tipo fuelle, para facilitar la carga o descarga de la mercancía en condiciones climáticas adversas. Las áreas de carga y descarga deberán ser lo suficientemente amplias para conseguir un trabajo fluido en los procesos de expedición, evitando la congestión de productos que se traduciría inexorablemente en retrasos en el reparto. Por último, conviene mencionar que la necesidad de acelerar al máximo los diferentes procesos expeditivos (debido su influencia en el tiempo de servicio) ha motivado desarrollo de una tecnología específica para conseguir una carga rápida de camiones, que van desde los sistemas más simples de carga lateral, hasta los sistemas más sofisticados de carga /descarga automática de vehículos, basados en una preparación previa de la carga en unas plataformas especiales que introducen la mercancía en el
vehículo de una sola vez por tracción mecánica o neumática, lo que supone pasar de un tiempo promedio de 30 minutos en sistemas convencionales a un tiempo récord de 4-5 minutos. Obviamente, estos sistemas, debido lo costoso de su instalación, sólo están justificados en casos muy concretos. De todo hecho se deduce la importancia creciente que están teniendo las referidas tareas de carga y descarga dentro del almacén. Área de servicio Hemos de distinguir entre servicios internos, tales como oficina de almacén, archivo, zona para cargas de baterías, lavabo, botiquín, etc., de los llamados servicios externos, tales como equipo de fuel oil, aparcamiento de vehículos, puesto de vigilancia, etc. Determinados servicios, tales como oficinas o archivos, hacer posible, deberían estar instalados en un segundo nivel para evitar consumo de espacio físico de la planta, que preferiblemente deberá utilizarse para las otras tareas mencionadas. Una vez conocidos los diferentes elementos que intervienen en cada una de las áreas de un almacén, pasaremos a un estudio de la interrelación que existe entre ellos, diagrama
de masas, mediante el análisis del flujo de materiales. Distribución en planta del flujo de materiales Podemos realizar la distribución implantar el flujo de productos de dos formas diferentes. Cada una de ellas tiene unas características específicas que conviene resaltar. A. Flujos en U Este caso se aplica cuando la nave está dotada de una sola zona de muelles, que se utilizan tanto para tráfico de entrada como de salida de mercancías. El flujo de productos sigue un recorrido semicircular como se observan la figura siguiente
DISEÑO EN FORMA DE U Entre sus principales ventajas podemos destacar:
- La unificación de muelles permite una mayor flexibilidad en la carga y descarga de vehículos, no sólo en cuanto a la utilización de las facilidades que tengan los referidos muelles, sino que a su vez permite utilizar el equipo y el personal de una forma más polivalente. - Facilita el acondicionamiento ambiental de la nave, por constituir un elemento más estanco sin corrientes de aire. - Da una mayor facilidad en la ampliación y/o adaptación de las instalaciones interiores. B. Flujos en línea recta Éste sistema se utiliza cuando la nave está dotada de dos muelles, uno de los cuales se utiliza para la recepción de mercancías y el otro para la expedición del producto. DISEÑO DE LÍNEA RECTA RECEPCIÓN EXPEDICIÓN ALMACENAJE PREP. PEDIDOS RECEPCIÓN PREP. PEDIDOSEXPEDICIÓNALMACENAJE
Las características más importantes se derivan precisamente de esa especialización de muelles; ya que uno se puede utilizar, por ejemplo, para la recepción de productos en camiones de gran tonelaje, tipo tráileres, lo que obliga a unas características especiales en la instalación del referido muelles, mientras que otro puede ser simplemente una plataforma de distribución para vehículos ligeros (furgonetas), cuando se efectúa, por ejemplo, un reparto en plaza. Indudablemente este sistema limita la flexibilidad, obligando largo plazo a una división funcional tanto del personal como del equipo destinado a la carga y descarga de vehículos. El acondicionamiento ambiental suele ser más riguroso para evitar la formación de corrientes internas. C. Flujos en forma de T Éste lay-out es una variante del sistema en forma de U, apropiado cuando la nave se encuentra situada entre los viales, porque permite utilizar muelles independientes, cómo se puede observar en el siguiente esquema: DISEÑO EN FORMA DE T RECEPCIÓN EXPEDICIÓN ALMACENAJE PREP. PEDIDOS Como se ve, el diseño de un almacén y su lay-out es un problema complejo que debe solucionarse con el concurso de diferentes especialistas (fabricantes de equipos de manutención, estanteros, arquitectos, etcétera), coordinados por el jefe del proyecto, siendo necesaria la utilización de diferentes planos globales y de detalle para una instalación correcta. La utilización del autocad como herramienta de diseño es muy recomendable en estos casos. 9.4 CÁLCULO DE LA CAPACIDAD REQUERIDA La capacidad de un almacén se mide en unidades físicas de almacenamiento que es capaz de albergar dentro de sus instalaciones. La unidad de almacenamiento puede ser un producto; por ejemplo, lavadoras; un conjunto de productos configurados en un solo paquete; por ejemplo, cajas de cinco unidades; un ballet que alberga varios productos o cajas, contenedores, bidones, etc. así, por ejemplo podemos decir que la capacidad de un determinado almacén se cifra en 10,000 pallets y 3000 contenedores como cifra indicativa del número máximo de unidades de almacenamiento capaz de albergar dentro del lay-out establecido y de las técnicas de almacenar empleadas. La capacidad requerida se basará necesariamente en el stock normativo u objetivo que tengamos que albergar, teniendo en cuenta los factores estacionales correspondientes (stock de anticipación). En primer lugar, tenemos que tener en cuenta el sistema de organización empleado; así, en un sistema de posición fija la previsión de espacio estará basada en unos stocks máximos, mientras que en un sistema de posición aleatoria la previsión estará basada en un concepto de stocks promedios. Tengamos en cuenta que el stock normativo está compuesto por los factores: -
Lote promedio (stock base). - Stock de seguridad. En un sistema de posición fija, como quiera que tengamos que dimensionar al máximo, tomaremos como valor de lote promedio de pedidos más el stock de seguridad, mientras
que un sistema de oposición aleatoria tomaríamos simplemente el stock normativo; o sea: PEDIDO/2 + STOCK DE SEGURIDAD j El ahorro de espacio se estima entre un 20 y un 25%. En la práctica, el pedido promedio se calcula dividiendo la previsión anual de compras, a nivel de productos, entre la frecuencia de aprovisionamiento y el stock de seguridad se estima en función del número de días de venta que representa; así, por ejemplo: Si un determinado producto tiene una revisión anual de venta de 25,000 unidades, y mantenemos un stock de seguridad de 15 días, supuesto que el aprovisionamiento se realizara sobre una base mensual de cálculo sería el siguiente: - Pedido (lote promedio de entrega) = 25,000 / 12 = 2804 unidades - Stock seguridad = (25,000 / 365) x 15 = 1028 unidades. En consecuencia, un sistema de posición fija, el espacio requerido sería necesario para 2084 + 1028 = 3112 productos, mientras que en el sistema de posición aleatoria el espacio requerido sería necesario para ubicar 2084 / 2 + 1028 = 2070 unidades. Supongamos que estos productos vienen empaquetados en caja de cinco unidades y que los almacenamos en pallets Standard que contienen un máximo de diez cajas (o sea, 50 unidades por pallet). La capacidad requerida para este producto sería en consecuencia de 63 o 42 pallets, respectivamente. Conviene tener en cuenta de la capacidad requerida no deberá exceder del 85-90% de la capacidad disponible del área de almacenaje. 9.5 TÉCNICAS DE ALMACENAJE Y MANTENIMIENTO La interrelación existente entre los sistemas de almacenaje propiamente dichos y las técnicas de manipulación del producto para su transporte y apilamiento (mantenimiento) nos induce tratar en conjunto ambos conceptos; no obstante, se da una ilustración de la
interrelación de los referidos conceptos para una mejor comprensión de lo expuesto en este punto. El almacenamiento de materiales depende de la dimensión y características de los materiales. Estos pueden exigir una simple estantería hasta sistemas complicados, que involucran grandes inversiones y complejas tecnologías. La elección del sistema de almacenamiento de materiales depende de los siguientes factores: 1. Espacio disponible para el almacenamiento de los materiales. 2. Tipos de materiales que serán almacenados. 3. Tipos de materiales que serán almacenados.
4. Numero de artículos guardados. 5. Velocidad de atención necesaria. 6. Tipo de embalaje. Medios de mantenimiento Hace menos de 100 años, la mayor parte de los productos se manipulaba básicamente manos, si bien para transporte a larga distancia era cómo utilizar algún tipo más o menos standard de embalaje gradualmente el concepto de “unidad de carga” favoreciendo como objeto de conseguir un sistema de carga y manipulación más eficiente; sin embargo, hubo que esperar el año 1920, cuando se inventó en los Estados Unidos la carretilla elevadora, para que se produjera una auténtica revolución el campo de la manipulación de materiales con aparición de medios standard de contención de productos (pallets), para un almacenaje y transporte eficientes. El pallet representa el medio de contención probablemente más utilizado en industria. Suele fabricante de madera, aunque se han desarrollado modelos metálicos o de plástico para aplicaciones muy específicas. Estos modelos ofrecen unos resultados similares con coste mucho más alto que los de madera. Durante años, la mayor parte de los países desarrollados ha hecho diferentes intentos para conseguir un tamaño standard de los pallets. Para ello, sobre todo se han tenido en cuenta las limitaciones de espacio de los diferentes medios de transporte por carretera hoy en día en Europa está generalizando el concepto de europallet, como unas medidas Standard de 800 x 1000 cm. y 1000 x 1200 cm.
En la práctica, no todos los sectores comerciales están estandarizados, por lo cual nos podemos encontrar como otras medidas no Standard, si bien sus límites suelen oscilar entre 800 y 1000 centímetros. Inicialmente los cuales fueron desarrollados con un sistema de doble entrada lo que representa una desventaja evidente, ya que la hora de levantar los despidos de la máquina elevadora tienen que entrar siempre la misma dirección (o la opuesta) a aquella en la que fueron apilados. Hoy día los sistemas de pallets Standard tienen acceso a través de sus cuatro lados, con lo cual se hace más versátil del proceso de manipulación. La selección apropiada del modelo del pallet que hay que utilizar, sus características físicas, calidad, resistencia, etc., así como las limitaciones en su utilización, tales como cantidad de productos aplicables, altura máxima de la carga, peso, etc., constituye uno de los estudios más delicados que hay que hacer dentro del sector de almacenaje y transporte, ya que de una correcta homologación de pallets depende en gran parte una utilización eficiente y económica, tanto de almacén como de la flota de transporte. Al margen de los pallets, aparecen otros medios de comprensión para la manipulación y /o almacenaje de determinados productos, tales como áridos, fluidos, etc., entre los cuales cabe mencionar las cestas, jaulas, bidones, etc. Sistemas de almacenaje Podemos dividir los sistemas de almacenaje y las diversas tecnologías desarrolladas en torno a ellos en los grupos que se explican a continuación:
Carga unitaria: constituida por embalajes de transporte que arreglan o acondicionan una cierta cantidad de material para posibilitar su manipulación, transporte y almacenamiento como si fuese una unidad. La carga unitaria es un conjunto de carga contenido en un recipiente que forma un todo único en cuanto a la manipulación, almacenamiento o transporte. La formación de cajas unitarias se hacen a través de un dispositivo llamado pallet (plataforma), que es un estrado de madera esquematizado de diversas dimensiones. Sus medidas convencionales básicas son 1100mm x 1100mm como patrón internacional para adecuarse a los diversos medios de transporte y almacenamiento. Las plataformas pueden clasificarse en cuanto al número de entrada en: plataformas de 2 y de 4 entradas. a) Plataforma de 2 entradas: se usan cuando el sistema de movimiento de materiales no requieren utilizar equipos de materiales. b) Plataforma de 4 entradas: Son usados cuando el sistema de movimiento de materiales requiere utilizar equipos de maniobras. Cajas o Cajones: Es la técnica de almacenamiento ideal para materiales de pequeñas dimensiones, como tornillos, anillos o algunos materiales de oficina, como plumas, lápices, entre otros. Algunos materiales en procesamiento, semiacabados pueden guardar en cajas en las propias secciones productivas las cajas o cajones pueden ser de metal, de madera de plástico. Las dimensiones deben ser esquematizadas y su tamaño pude variar enormemente puede construirlas la propia empresa o adquirirlas en el mercado proveedor. Columnas: Las columnas se utilizan para acomodar piezas largas y estrechas como tubos, barras, correas, varas gruesas, flejes entre otras. Pueden ser montadas en rueditas para facilitar su movimiento, su estructura puede ser de madera o de acero. Apilamientos: Se trata de una variación de almacenamiento de cajas para aprovechar al máximo el espacio vertical. Las cajas o plataformas son apilados una sobre otras, obedeciendo a una distribución equitativa de cargas, es una técnica de almacenamiento que reduce la necesidad de divisiones en las estanterías, ya que en la práctica, forma un gran y único estante. El apilamiento favorece la utilización de las plataformas y en consecuencia de las pilas, que constituyen el equipo ideal para moverlos. La configuración del apilamiento es lo que define el número de entradas necesarias a las plataformas. Contenedores flexible: Es una de las técnicas mas recientes de almacenamiento, el contenedor flexible es una especie de saco hecho con tejido resistente y caucho vulcanizado, con un revestimiento interno que varia según su uso. Se utiliza para almacenamiento y movimiento de sólidos a granel y de líquidos, con capacidad que puede variar entre 500 a 1000 kilos. Su movimiento puede hacerse por medio de apiladoras o grúas. Almacenamiento en bloque Este sistema, denominado también almacén compacto, se puede utilizar tanto para productos paletizados para no paletizados e implica un apilamiento de los productos (o pallets) unos encima de otros, formando bloques compactos en el almacén; lo que representa evidentemente un mínimo de coste, ya que no necesita infraestructura
especial, pudiéndose manipular de forma manual (paquetería) o bien con equipos sencillos, como son las carretillas elevadores convencionales, cuando los productos están paletizados. Sin embargo hemos de destacar como principales inconvenientes los siguientes: a) Posibilidad de deterioro de los productos si no existe un empaquetado suficientemente consistente. b) Dificultad de la rotación natural del stock, ya que se tiende a sacar los últimos productos apilados (LIFO). c) El recuento y control físico de los productos es problemático debido su compactación. d) El empleo de volumen de almacenes es poco eficiente si no se apila a una altura suficiente. Este sistema se utiliza frecuentemente en almacenamientos transitorios, tales como productos pendientes de clasificar, control de calidad, etc. Estanterías fijas Las estanterías fijas constituyen los elementos más convencionales y universalmente empleados en los almacenes, para albergar productos tanto paletizados cómo no paletizados; instalación requiere normalmente el apoyo de expertos, ya que obliga a hacer un cálculo de estructuras para determinar la resistencia de los materiales empleados y en consecuencia el grosor y dimensiones de cada uno de los componentes del estantería (largueros, bastidores, travesaños, etc.) función de las alturas requeridas de la carga, peso y volumen previsto de los productos a almacenar. Como características específicas del sistema de estanterías, hay que destacar las siguientes: - Su instalación requiere un lay-out específico, diseñado normalmente con el asesoramiento del fabricante (estantero)
- A su vez, hay que determinar los elementos de mantenimiento, carretillas elevadoras, recogepedidos, etc., en función de la altura y anchura de los pasillos diseñados, así como de los sistemas de picking previstos. Otros condicionantes de interés especial son la calidad de los pavimentos (solada), especialmente cuando se utilizan máquinas trilaterales, pasillos transversales, iluminación, reglamentación contra incendios, etc. Como ventajas más importantes se pueden mencionar: - Buena localización de los productos almacenados. - Posibilidad de automatización. - Buena utilización del volumen si empleamos pasillos estrechos. - Flexibilidad para ampliación y cambios de organización.
Por último, conviene destacar la importancia que tiene un buen diseño de infraestructura en estanterías, sobre todo en productos paletizados, ya que los errores que se cometan pueden afectar de una forma definitiva al rendimiento y servicio del almacén, siendo muy difícil subsanarlos a posteriori. Si tenemos en cuenta que el espacio disponible es un elemento valioso, lo racional sería elevar las estanterías lo máximo posible, para conseguir la máximo utilización del volumen disponible en el almacén; sin embargo, como veremos a continuación, esto está supeditado a una serie de limitaciones técnicas y económicas debido a los medios de mantenimiento requeridos. Equipos de mantenimiento Existe una relación muy directa entre los medios de mantenimiento (carretillas elevadoras), la anchura de los pasillos y la altura máxima a la que se puede acceder. Si se utilizan elevadoras convencionales, sean de Martínez dijo o contra balanceado, será necesaria una anchura mínima del pasillo de 3 ó 3.5 metros (radio de acción mínimo que necesitan estas máquinas para almacenar y recoger los pallets) y se podría alcanzar una altura máxima de 5 ó 6 metros desde la base del pallet. En cambio, si se emplean las denominadas elevadoras retráctiles, cuyas pinzas u horquillas extractoras tienen un movimiento de contracción y extensión que permite el manejo del pallet sin que la máquina cambie su emplazamiento, la anchura de los pasillos puede reducirse hasta los 2.5 metros. En un nivel de medios superior, pueden utilizarse las llamadas máquinas trilaterales, que pueden recoger el producto por medio de pinzas u horquillas retráctiles, tanto desde los laterales como desde el frente de la estantería, lo que dota al sistema de una mayor versatilidad. Estas máquinas, técnicamente más complejas y por supuesto más costosas, permiten acceder a unas alturas entre 9 y 10 metros desde la base del pallet, lo que supone trabajar a una altura bastante razonable, normalmente entre 8 y 11 niveles. Las máquinas trilaterales se caracterizan porque tienen un doble movimiento de traslación y elevación simultáneo, lo que les permite conseguir una buena productividad a la hora de manipular las operaciones de carga/descarga. Normalmente van guiadas con ayuda de raíles fijos en el suelo o bien en forma libre, asistidas por unas guías de hierro que se instalan a nivel del suelo para evitar manipulaciones peligrosas. Cuando el operario va situado en la base del vehículo, se suelen denominar máquinas apiladoras; por el contrario, si el operario va dentro de una cabina móvil, situado en el propio mástil que le permite acceder a las diferentes alturas para recoger los productos, entonces se denominan máquinas recogepedidos. Hay que tener en cuenta que este tipo de máquinas requiere unos condicionantes especiales en la instalación, tales como infraestructura perfectamente diseñada de estanterías, calidad especial de la solada (dureza, horizontalidad, señalización, etc.), así como un entrenamiento previo de los operarios, normalmente facilitado por la casa suministradora del equipo. Transportes internos Con el objetivo de reducir los tiempos internos de transporte, así como de evitar al máximo posible la utilización de personal indirecto (operarios), se ha desarrollado una serie de técnicas, que van desde las carretillas o transpaletas manuales, útiles para
una carga no superior a 200 kg, hasta los sistemas más complicados. Mencionaremos los siguientes: a) Traspaletas eléctricas, dirigidas había con el mando timón o bien autopropulsadas. b) Caminos de rodillas, bien sea movidas por tracción manual gravedad o motorizados. c) Cintas transportadoras, movidas por tracción mecánica. d) Carretillas autodirigidas (sin necesidad de conductor). Estos son equipos específicos (tipo A.G.V), dotado de sistemas acústicos y de seguridad (paro automático), para evitar accidentes, que se mueven automáticamente a través del almacén, bien sea mediante un sistema de inducción, proporcionado por unos filamentos empotrados en el suelo (filodirigidos), o bien por un sistema de infrarrojos (optodirigidos), que sigue unas líneas especialmente trazadas en el suelo de la nave. A continuosación hacemos un resumen de los diferentes medios de manutención emplead los almacenes. MEDIOS DE MANUTENCIÓN (Transporte horizontal) Transpaletas manuales (hasta 2000 kilogramos) Transpaletas eléctricas: - Dirigidas a pie con mando timón. - Autopropulsadas. Carretillas autodirigidas: - Filodirigidas - Por infrarrojos Camino de rodillos: - Por gravedad dos - Tracción manual. - Motorizadas. Cintas transportadoras de tracción mecánica.
La decisión del nivel de medios empleados depende tanto del servicio requerido (ciclo de respuesta de la máquina operaciones de carga / descarga), como de la rentabilidad de sistema; siendo preceptivo, en todo caso, que la inversión adicional sea compensada con una mejor utilización del volumen disponible (mayor número de huecos de almacenaje), por lo que es lo mismo, el coste de almacenamiento por pallet sea inferior al requerido por otros medios. En el cuadro siguiente se da una ilustración del incremento de capacitación en función de los medios empleados: MEDIOS EMPLEADOS
PASILLOS % CAPACIDAD Elevadora convencional 2, 81 – 3, 97 100 Elevadora retráctil 2, 25 120-133 Trilaterales <1, 68 200 Como se deduce del cuadro, el trabajar con equipo de manutención diseñados para pasillos estrechos reduce la inversión en m² de nave requerida y a su vez aumenta la capacidad de m³ disponibles para albergar mercancía, lo que obviamente incide en el coste de almacenamiento de los productos (el llamado factor K en gestión de stocks). MEDIOS DE MANUTENCIÓN (Transporte vertical) Elevadoras convencionales: - De mástil fijo - De mástil contra balanceado Elevadora retráctiles Trilaterales: - Apiladoras (operario en base del vehículo). - Recoge pedidos (operario en cabina mástil) - Camino libre / raíles. Transelevadores (sistemas robotizados) Puente grúa Polipastos Sin embargo, hay que tener en cuenta que el coste de esta maquinaria es mucho más elevado, por lo que es preceptivo, antes de tomar una decisión, hacer un análisis de la rentabilidad y características de la inversión requerida según los medios empleados. Los sistemas drive in y drive through Estos sistemas de estanterías están especialmente diseñados para conseguir un seguimiento estricto en la rotación de producto, siguiendo el sistema LIFO (lo último que entra es lo primero que sale), o bien un seguimiento obligatorio del sistema FIFO (lo primero que entra es lo primero que sale). Técnicamente se consigue colocando varias paletas en profundidad sobre los propios travesaños de las estanterías, a los cuales tienen acceso las máquinas elevadoras, que penetran dentro de los propios alvéolos de las estanterías, ya que éstas carecen de “largueros”. La selección de los pallets se puede efectuar o bien desde la primera cabecera del drive in garantizando así el sistema LIFO, o bien desde la cola del mismo drive through, en cuyo caso se garantiza el sistema FIFO.
Este sistema es quizás uno de los más populares, cuando tenemos un número limitado de lineales y un volumen relativamente alto de pallets en cada líneal. La selectividad es pequeña y proporciona una operativa relativamente lenta, razón por la cual estos sistemas se aplica fundamentalmente a situaciones en las que hay un número alto de pallets idénticos con movimiento pequeño. Permite una buena utilización del volumen, permitiendo pilar hasta nueve metros de altura, equipos sencillos; sin embargo, tienen inconveniente de que necesitan unas paletas fuertes y costosas, a veces especialmente diseñadas, como un funcionamiento lento y poco selectivo, pues sólo se puede acceder a determinadas paletas. Estanterías dinámicas Las estanterías dinámicas o rodillos son una alternativa al sistema drive – through, en la que las paletas se situó automáticamente en la cola de la línea por gravedad (deslizándose a través de rodillos) para permitir una extracción fácil. Están dotadas de sistemas especiales de seguridad para evitar la caída de paletas. De esta forma, se reducen movimientos costosos y se acelera el proceso de picking. El sistema obliga a un seguimiento estricto del FIFO, con una buena utilización del volumen, siendo excelente para mercancías de tamaño pequeño y movimiento rápido. Como principales desventajas, hemos de señalar las siguientes: - Requiere paletas especiales. - El coste de la instalación es elevado y debe ser efectuada por expertos. - Dispone de menos huecos para picking. Sistemas compactos En los sistemas compactos se incluyen las llamadas estanterías móviles, que se mueven a través de raíles en el suelo, bien sea de forma manual o motorizada, consiguiendo sea una buena utilización del volumen, ya que se eliminan pasillos a la vez que se permite un buen sistema de seguridad. Satiriza fundamentalmente para productos pequeños introducidos en gavetas y de acceso manual. Debido a su funcionamiento lento, sólo es recomendable para productos de poco movimiento. Hoy en día también se han desarrollado aplicaciones para productos paletizados, aunque son poco frecuentes. El alto coste del equipo, junto con su funcionamiento lento y la necesidad de una buena organización para equilibrar el trabajo, constituyen los principales inconvenientes del sistema. Almacenes robotizados Los almacenes robotizados, llamado también silos, son instalaciones de alta compactación, como objeto de conseguir la máxima utilización del arbitraje disponible o autorizado que unas ordenanzas de construcción vigentes. Su altura sólo oscilar entre 20 y 60 metros, con lo cual se consigue una máxima autorización del volumen disponible, teniendo en cuenta que los pasillos diseñados tienen una anchura del orden de 1, 20 metros. Se caracterizan porque todos los movimientos artísticos del almacén se realizan de una forma automática, intervención humana, a través de unos equipos llamados transelevadores. Un transelevador es un equipo de mantenimiento caracterizado por qué realiza
simultáneamente movimiento de traslación y elevación para situarse la altura del alveolo desde el cual tiene que efectuar la operación de apilado o recuperación del pallet almacenado. Los transelevadores operan de acuerdo con las órdenes recibidas a través de un procesador central específicamente programado para optimizar todos los procesos de movimiento físico dentro del almacén. Este procesador está conectado con un ordenador central (Host) desde donde se reciben las órdenes para procesar las diferentes transacciones del almacén. El sistema trabaja con la filosofía de posicionamiento aleatorio, optimizando la carrera de acuerdo con un mapa de almacén, de tal manera que transmite las órdenes a los transelevadores mediante un sistema de coordenadas para indicarle la posición en la que se tienen que situar; a su vez, el transelevador permite que la operación se controle mediante un sistema de reconocimiento a través de rayos infrarrojos o técnicas similares. El número de transelevadores a emplear dependerá de las características del almacén (cantidad y frecuencia de operaciones), así como los de tiempo de respuesta de la instalación (tiempo de ciclo). Cuando se diseñan instalaciones con transelevadores para atender a más de un pasillo, los cambios de lineal se efectúan con ayuda de las unidades denominadas transfers, o bien mediante un sistema de cambio de agujas, según el tipo de equipo empleado. En todo caso, hay que tener en cuenta que estos ingenios son elementos muy costosos que hay que escatimar dentro de la garantía del servicio requerido. Otra de las características interesantes de este tipo de instalaciones es que los almacenes se pueden diseñar con la denominada estructura autoportante, lo que significa que primero se instala la infraestructura física de estanterías, con arreglo a todos los cálculos de resistencias, por cuanto se construye un edificio, y posteriormente, mediante paneles especiales, se instalan las paredes del almacén que lo alberga, con lo cual el coste de construcción se reduce con relación al sistema convencional de construcción de naves industriales. La justificación de este tipo de instalaciones se basa en la posibilidad de conseguir una máxima utilización de cubicaje disponible, ya que el suelo es caro y, en consecuencia, para que la instalación sea rentable es necesario que el coste fijo de pallet almacenado sea inferior a cualquier otro sistema posible de almacenamiento. Téngase en cuenta que si bien la instalación física es muy costosa debido a la alta tecnología empleada, por otro lado supone una drástica reducción de mano de obra, siendo frecuente encontrar almacenes que se manipulan en su totalidad por equipos de tres o cuatro personas. Entre sus principales ventajas operativas merece destacar las siguientes: - Posibilidad de una gestión automática de almacén, que se transforma en una “caja negra”, movida directamente desde la consola de un computador, el cual puede dar en todo momento cuenta de los diferentes movimientos realizados en un periodo de tiempo, situación de existencias, costos operativos, etcétera. - El personal requiere una alta calificación, deja de ser “hombre mono” para convertirse en “operarios de bata blanca”, a excepción, claro está el personal de carga y descarga de vehículos. Como principales inconvenientes, hay que destacar los siguientes: -
Los pallets deben estar perfectamente estandarizados en cuanto a su volumen, dimensiones físicas y peso, debiendo pasaba el control de gálibo exhaustivo en entrada, que comprueba todas sus características físicas (hay equipos especialmente diseñados para este fin). - Hay que definir claramente los sistemas de organización identificación de productos y pallets (codificación), técnicas de picking, etc.; pudiendo decirse que en su conjunto requiere un estudio técnico complejo. - El costo de la inversión es elevado y el periodo de recuperación de la inversión es a veces excesivamente largo. - Coste de mantenimiento preventivo para evitar paros por averías.
- Necesidad de un rodaje previo con pruebas piloto antes de ponerlo en condiciones totalmente operativas, siendo recomendable la máxima prudencia a este respecto con sistemas paralelos. 9.6 PROCESOS OPERATIVOS Podemos dividir los procesos operativos de un almacén en dos grandes grupos: - Procesos relacionados con los flujos de entrada. - Procesos relacionados con los flujos de salida. Flujos de entrada Corresponde a todas las actividades típicas en relación con procesos de recepción de mercancías, bien sean procedentes de fábrica, proveedores o transferencias de stocks desde otro almacén. Asimismo, se incluyen las devoluciones de ventas o procesos de retorno de materiales en general. A estas operaciones, que por su naturaleza tienen un carácter periódico, a veces no se les presta el interés que requieren desde el punto de vista del control, supeditando son muchas veces la rapidez a la seguridad y exactitud el proceso. Sin embargo, téngase en cuenta que cualquier error, omisión o retraso en los procesos de entradas repercuten de forma inexorable en los procesos de salida y, en consecuencia, en el nivel de servicio prestado por la empresa. Comprende las siguientes actividades: 1. Recepción de camiones, afectación del envío y descarga de la mercancía, basado normalmente en un conocimiento previo de las mercancías a recibir. 2. Control de la recepción, vía albarán de entrega, lo que supone simplemente la aceptación de que los productos recibidos son los indicados en el referido albarán.
3.
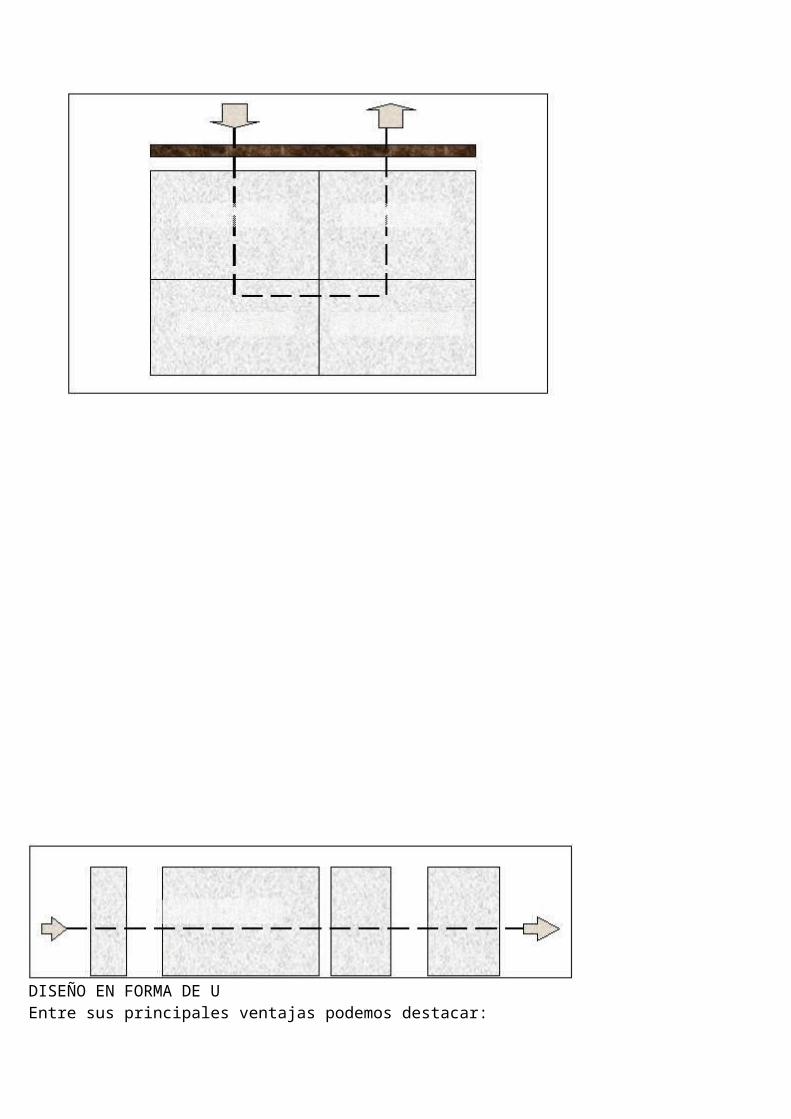
Emisión del documento de entrada en almacén. Esto debe suponer un recuento físico real del producto, con indicación en el documento de la cantidad realmente recibidas, así como el código y/o nomenclatura interna del producto para empresas y el número de ubicación en almacén en su caso. Este documento sirve de base para los procesos que tienen a continuación, así como para cotejar posteriormente en la administración con la documentación del pedido y facturas recibidas. Con frecuencia, el almacén recibe con antelación una pro forma de este documento para facilitarle parte de la labor burocrática. 4. Control de calidad del producto, indicando si las cantidades o partidas rechazadas en el documento de entrada. 5. Reacondicionamiento físico del producto, lo que puede suponer despaletización, paletización, etiquetaje, codificación, etc.. 6. Ubicación física en las áreas de almacén correspondiente. 7. Comunicación de la entrada a proceso de datos para la actualización de los registros de stocks correspondientes. Sólo partir de este momento podemos decir que el stock está físicamente disponible para la venta y que en consecuencia contribuye servicio. Flujos de salida Los flujos de salida corresponden operaciones de: - Venta de productos. - Devoluciones. - Entregas a fábrica para producción. - Consignaciones. - Destrucción de productos obsoletos. - Regalos. - Consumo propio, etc.
Todas ellas deben venir debidamente documentadas en los albaránes de salida y con las firmas correspondientes que autoriza la operación. A veces estos documentos se transmiten por teleproceso, junto con el resto de documentación para la expedición (etiquetas, hojas de ruta, etcétera) en cuyo caso la documentación original quedará si va de los departamentos emisores a efecto de control interno. En los procesos de salida hemos de distinguir claramente tres fases: a) Picking del producto. b) Preparación del pedido.
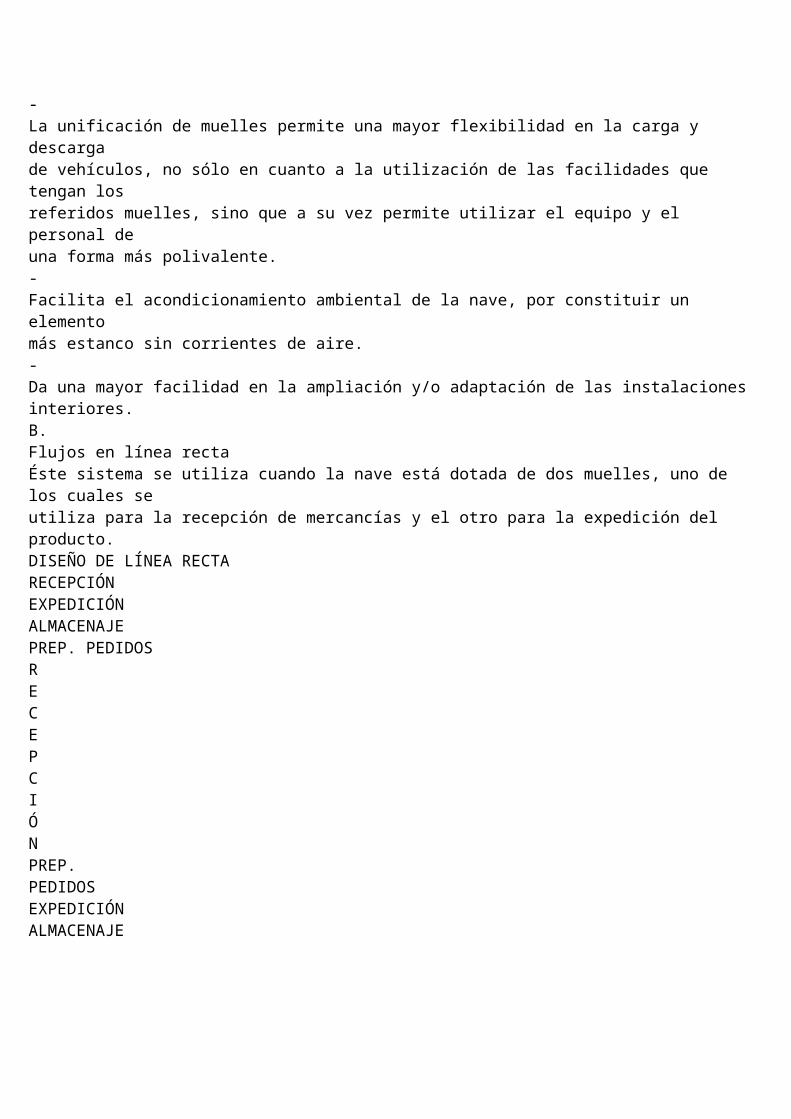
c) Expedición. El picking del producto representa todo el proceso inherente a la localización física del artículo, selección de la cantidad requerida según el albarán de salida (o documento específico de picking) hasta su traslado al área de preparación de pedidos. La preparación del pedido comprende toda la operativa relacionada con las siguientes operaciones: - Clasificación de artículos por pedido. - Empaquetado de productos. - Etiquetaje. - Paletización en su caso. - Control. La Expedición supone: - Asignación de vehículos y contratación en su caso. - Preparación de hojas de ruta. - Carga de vehículos. - Confirmación de la salida a proceso de datos. - Control de distribución Técnicas de picking Si analizamos un proceso de picking, inexorablemente nos encontramos con los siguientes pasos que tiene que realizar el operario del almacén: - Traslado de la estantería correspondiente para localizar básicamente producto. - Reconocimiento del artículo, bien sea físicamente o a través de un código indicativo o nomenclatura. - En caso de que no haya suficientes existencias, tendrá que proceder a una anotación en el documento de picking. - Extracción y punteo de la cantidad retirada. - Traslado al próximo punto de recogida para repetir la operación. - Transporte de los artículos a la zona de preparación de pedidos. - Descarga de la mercancía. -
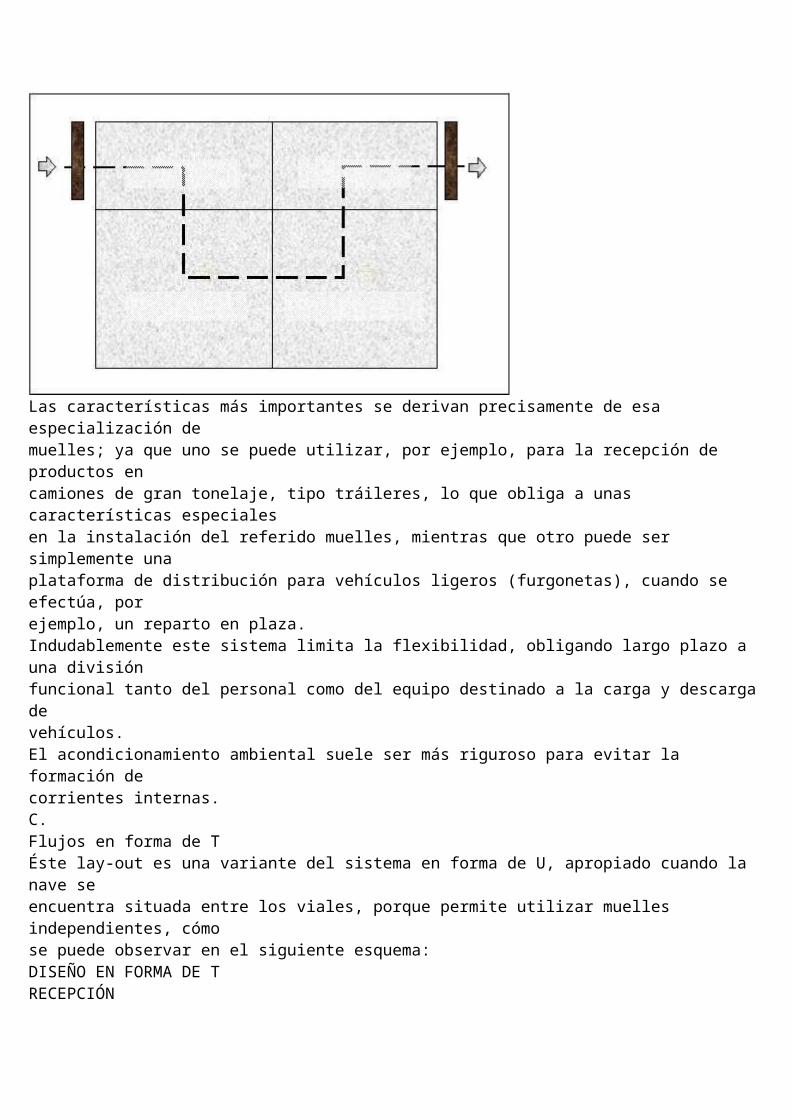
Regreso con el equipo lugar de origen. Este procedimiento convencional, basado en el principio de que el hombre viaja hacia la mercancía, el tiempo empleado de movimientos internos, fácilmente representa entre un 70 y 90% del tiempo total, consumiendo, en consecuencia, gran cantidad de mano de obra. De hecho los procesos de picking pueden absorber 2/3 de mano de obra total del almacén, con un rendimiento habitual entre 60 y 150 / hora: si tenemos en cuenta que un rendimiento óptimo no podríamos cifrar entre 70 y 1200 paquetes/hora; vemos que la mejora potencial de la productividad se podría situar entre un 50 y un 150%, estudiando de forma más racional los referidos procesos. En consecuencia, podemos distinguir dos grandes grupos de procesos de picking: - Picking “in situ”,basado en el principio de que el hombre se mueve hacia la mercancía. - Estaciones de picking, basadas en el principio de que la mercancía se mueve hacia el hombre. Picking “in situ” Representa la forma más tradicional de trabajar pudiéndose a su vez efectuada a “bajo nivel” o a “alto nivel”, en función de una serie de condicionantes operativos. Picking a bajo a nivel Supone que las mercancías se recogen siempre este nivel del suelo o máximo desde la primera estantería, que es una altura accesible manualmente para el hombre. El
proceso es puramente manual, con ayuda de una carretilla que transporta el operario; ejecución se realiza pedido a pedido, o bien por agrupación de ítems organizados según una determinada secuencia de recogida (listas de picking). Con frecuencia el trabajo se puede organizar por lote de pedidos, o bien en función de determinadas áreas de trabajo (picking zonal) para conseguir una mayor productividad en el proceso. El sistema supone el que periódicamente tiene que haber una reposición del producto desde las estanterías altas a la zona de picking, lo cual implica un trabajo adicional. El Sistema será productivo en el caso de almacenes con un alto grado de rotación, volumen grande de productos en relación a la capacidad de almacén, así como un gran número de líneas por pedido. En todo caso hay que tener en cuenta que número de posiciones destinadas a picking debe ser inferior al número de ubicaciones de pallets disponibles en el almacén. Picking a alto nivel Por el contrario, cuando hay muchos ítems, con un stock relativamente pequeño y de poco movimiento, es más rentable efectuar el picking “a alto nivel” con ayuda de las máquinas recoge pedidos, que son carretillas elevadoras en las que el operario está situado en una cabina móvil que se lleva con el mástil, permitiéndole acceder manualmente cualquier altura del almacén. Como problemas subyacentes hay que tener en cuenta la necesidad de equilibrar bien la carga de trabajo sin interferir en los procesos habituales de reaprovisionamiento del stock. Hay que resaltar que la informática aplicada juega un papel importante a la hora de confeccionar las hotas de picking, las cuales deberán venir ordenadas siguiendo rutas óptimas en la secuencia de recogida y cargas razonables de trabajo por operario. Estaciones de picking Bajo este concepto engloban diferentes técnicas, basadas en principio de que las mercancías así como automáticamente un punto determinado, estación de picking, desde donde se efectúa directamente la recogida del producto, de acuerdo con información
previa de que dispone el operario, información de picking. Obsérvese que aquí la mercancía viaja hacia el hombre, mediante un proceso mecánico, en lugar de desplazarse el hombre al lugar de almacenamiento de productos, lo que representa una mayor rapidez y productividad del proceso global al evitar múltiples desplazamientos de las personas dentro de la nave. Como técnica más representativa de este sistema, tenemos los denominados carruseles, bien sean de carácter horizontal o vertical, tipo noria. Los carruseles son, en definitiva, sistemas de almacenaje costosos, por lo cual su utilización sólo estará justificada cuando representan un ahorro sustancial de mano de obra de picking. Los carruseles horizontales, por su diseño, son muy apropiados para productos de tamaño medio, por lo cual son frecuentemente empleados en la industria textil y de calzado, mientras que los carruseles verticales al estar protegidos por estructuras cerradas, lo que representa limpieza y seguridad y al estar a su vez divididos en anaqueles pequeños, son idóneos para pequeñas piezas sueltas tales como diodos, transistores, etc.. Normalmente, los movimientos de traducción al punto de picking se efectúan de forma automática siguiendo las órdenes de un computador de consola (interfase), que se lesiona la secuencia de picking de la forma más eficiente teniendo en cuenta la organización física de los productos dentro del carrusel. Los carruseles horizontales o mucho más caros por metro cúbico que los sistemas convencionales estáticos o dinámicos; sin embargo, cuando los comparamos con carruseles verticales, su coste puede ser tres veces menor por metro cúbico. En general, estos sistemas apropiados cuando hay un número relativamente pequeño de ítems que se mueven de forma muy repetitiva entre diferentes pedidos, los cuales obviamente se recogen todos al aves, por lo cual es necesario a posteriori un proceso de clasificación de los diferentes ítems por pedidos. El rendimiento del sistema es bueno; sin embargo, hay que tener en cuenta que, como todo proceso mecánico, su capacidad (output por hora) está limitada y sometida a los paros consiguientes por averías, mantenimiento, etc., no pudiéndose simultanear los procesos de picking con los de reaprovisionamiento del sistema.
Los sistemas CAPS Los sistemas CAPS (Computes Ard Picking Systems) constituyen un intento de eliminación total de la burocracia en los procesos de picking, con ayuda de un sistema especial de señales dirigidas a través de un proceso informático. Básicamente consiste en que cada punto de picking está dotado de un display (pequeña pantalla) que se ilumina automáticamente (siguiendo las órdenes del computador) indicando el operativo el lugar dónde está el producto, así como una cantidad a recoger. El operario reconfirma la operación pulsando un botón, en cuyo momento se apaga el display y se activa en el punto siguiente. Estos sistemas, además de ganar eficiencia en la búsqueda del producto, eliminen los errores burocráticos relativos a transposición de cantidades en las listas de picking, ítems omitidos por equivocados, quedando únicamente la posibilidad de una toma errónea de la cantidad del producto, lo que en su conjunto representa estadísticamente minar un 98% de los posibles errores. Por otra parte, a las mejoras en la productividad así como la posibilidad de obtener estadísticas de rendimiento por persona, hacen muy atractiva su aplicación.
Su empleo se justifica económicamente resumiendo la teoría del “coste del error”, así como en el mayor rendimiento y rapidez del proceso. Sistemas basados en radio control Los sistemas basados en radio control unos suponen una integración directa entre el sistema informático central (Host) y una estación base de radiofrecuencia conectada con una serie de unidades móviles situadas en los propios equipos de mantenimiento (carretillas elevadoras), en las que se instala a una pequeña Terminal dotada de display y teclado especial industrial. Mediante este sistema, el computador central optimiza la secuencia y rutas operativas del almacén, tanto de los procesos de entrada como los de salida. El procedimiento, en grandes líneas, es el siguiente: a) Procesos de entrada.
- Los pallets se identifican a efectos de almacenaje en la Terminal de un computador. - El sistema selecciona la carretilla más idónea, visualizando el punto de recogida y el número de pallet. - La carretilla recoge el pallet en el punto de recogida, confirmando a su vez el conductor la operación en el teclado del equipo instalado en ella. - Aparece en la pantalla el número de ubicación apropiado, para que la carretilla deposite allí el pallet. - El conductor confirma en su Terminal la operación correspondiente. - En la base de datos se actualiza inmediatamente la operación con el cálculo del saldo correspondiente. b) Procesos de salida - El sistema activa un lote de albarán. - Se selecciona un pallet para el output del almacén de acuerdo con el sistema FIFO. - En la Terminal de la cartilla se visualiza el número de ubicación y el número de pallet. - Se selecciona el pallet correspondiente, confirmando el conductor la recogida, en cuyo momento parece en el display el punto de destino. - El pallet se deposita en lugar de destino, confirmando de la misma manera el conductor la operación correspondiente.
- Actualización inmediata de la base de datos. Cálculo de medios requeridos La elevación, tanto del número de operarios como de máquinas requeridos, se puede efectuar de la siguiente forma: En primer lugar tenemos que tener una noción del concepto de ciclo de trabajo o ciclo operativo, que es el tiempo invertido en efectuar una serie de operaciones secuenciales y que por su naturaleza tienen un carácter repetitivo; por ejemplo, descarga de vehículos, ubicación de mercancías, operaciones de picking, etc. de tal manera que podemos decir que todo proceso de entradas, almacenaje o salida de mercancías se compone a su vez de diferentes ciclos operativos. Para descubrir un ciclo operativo normalmente se utiliza la técnica Bedaux para el análisis de recorrido, que nos permite distinguir mediante símbolos especiales a las operaciones manuales, mecánicas, transportes, espera,
etcétera, lo cual es muy interesante para la simplificación y mejora de métodos de trabajo. Una vez que hemos definido y descrito el ciclo operativo, procedemos a su evaluación tanto en el aspecto cuantitativo como del tiempo invertido, de acuerdo con la naturaleza
del flujo que estamos analizando, y con ayuda de unos standards de ejecución previamente desarrollados. Si a esto le añadimos el tiempo de que disponemos para realizar el ciclo correspondiente (en función de la programación de operaciones), ya tenemos todos los elementos de juicio para determinar el número de personas y/o máquinas requerido en el referido ciclo operativo. En definitiva, aplicaríamos la siguiente fórmula: Recursos necesarios = (flujo de productos x tiempo de ciclo) / Tiempo disponible A continuación desarrollamos un ejemplo sencillo de este concepto, en el cual los tiempos aplicados han sido previamente desarrollados a través del estudio de unos standards, así como una pequeña tabla de ejemplo para su aplicación. EJEMPLO DE CÁLCULO DE MEDIOS CICLO - Pallets posicionados el muelle - Selección y recogida de pallet con elevadora 65 seg. - Transporte al almacén general (250 m promedio) 60 seg. - Anotar en ficha estantería y puntear albarán 30 seg. - Posicionar pallet en estantería 20 seg. - Retorno al muelle descarga 60 seg. TOTAL 235 seg. = 3.9 min. FLUJO DIARIO = 180 PALLETS TIEMPO DISPONIBLE, 4 HORAS RECURSOS = (180 x 3.9)/240 min = 2.92 o sea, tres operarios y tres máquinas.
En el cálculo de los standards de ejecución, hemos de distinguir claramente dos aspectos: a) Aquellos en que el ritmos de output lo impone básicamente la máquina o útil de trabajo empleado, en cuyo caso el standard de ejecución viene dado en las propias especificaciones tecnológicas del equipo empleado en función de unas determinadas características de la instalación; por ejemplo, el caso del tiempo de ciclo, en almacenes con transelevadores. b) Aquellos en que el ritmo de ejecución lo impone el hombre (procesos manuales o pseudos manuales). En este caso, los standards se pueden calcular por diferentes procedimientos, entre los que merece destacar los siguientes: Cálculos basados en resultados previos. Se considera válido el resultado histórico promedio de output obtenido a través de procedimientos estadísticos apropiados. Su palidez estará supeditada a que exista estabilidad en las cifras históricas, así como que los procedimientos aplicados hayan sido objeto de revisión y se consideren suficientemente aceptables. Standards obtenidos por muestreo o cronometraje. Es una técnica interesante, pero requiere la intervención de expertos, así como la necesidad de crear unas condiciones laborales especiales de comunicación mi colaboración de los operarios, para que no se sienten presionados a la hora de efectuar la medición. Standards basados en utilización de tiempos predeterminados. Esta técnica está basado en estudios pormenorizado de tiempos y movimientos apoyados por diagramas de recorrido de flujo tipo Bedaux, con los cuales analizan de forma exhaustiva todos y cada uno de los movimientos elementales de que se compone una operación, valorando su ejecución con ayuda de una tabla que tienen en cuenta factores tales como: postura del operario, peso, distancia, etcétera, así como fatiga, absentismo, etc.
Entre ésta técnica cabe mencionar el llamado ready work factory. El inconveniente fundamental ésta técnica estriba en que tiene que realizarse con ayuda de expertos y someterse revisiones periódicas cuando hay algún cambio las condiciones de trabajo. Como subproducto se suele obtener también una referencia del coste Standard de las diferentes operaciones, muy útil para procesos posteriores de análisis. En todo caso, la homologación de estos standards se puede realizar midiendo a posteriori el grado de eficiencia conseguido, lo que nos da una indicación del grado de cumplimiento de los operarios de los standards indicados. Ejemplo de standards de ejecución: Operación manual sencilla Tiempo total - Recoger artículos pequeños (hasta 1/2 Kg.) 10 seg. - Colocar artículos pequeños (hasta 172 Kg.) 10 seg. - Recoger artículos (hasta 5 Kg.) 15 seg. - Colocar artículos (hasta 5 Kg.) 15 seg. - Recoger artículos (hasta 20 Kg.) 20 seg. - Colocar artículos (hasta 20 Kg.) 20 seg. Operación con carretilla elevadora - Recoger y colocar carga (excluye la elevación y el trayecto recorrido) 65seg. - Elevación y descenso 19.7 seg. - Transporte 122 m/minuto Nota: en los tiempos sindicados que incluyen paradas y tiempo para necesidades personales 10 CONCLUSIONES - Los almacenes son utilizados por muchas empresas para “guardar” todos sus
materiales, mercancías, productos, artículos, herramientas. Y es por ello que para prevenir sus deterioros, obsolescencia, mantener su inventario al nivel requerido y muchos aspectos más, es muy indispensable llevar a cabo una efectiva gestión tanto del almacén como de los inventarios que lleve al buen funcionamiento de la cadena logística. - Depende del tamaño de las empresas para adoptar un diseño de almacén y adquirir el equipo suficiente y preciso, para la administración y el ordenamiento de los artículos. - En la actualidad existen grandes empresas dedicadas exclusivamente a brindar el servicio de almacenaje, como de otros más. - Las construcciones nuevas son costosas; por lo cual cada almacén debe de observar los métodos de almacenar y manipular que están empleando para mejorar la utilización del espacio y darles más eficiencia. - La presión para computarizar el almacén es grande y es también una clave importante para mejorar el tiempo de respuestas de los pedidos, pero el nivel de entendimiento de la necesidad, los beneficios y los requerimientos es bajo. - El almacenaje es un área crítica para el servicio al cliente por lo que se requiere un enfoque más activo, donde el servicio al cliente sea medido, evaluado y manejado dentro de un almacén. - Los almacenes están continuamente presionados por la competencia. Las presiones para perfeccionar el Justo a Tiempo en los inventarios está aumentando pero al mismo tiempo la variedad de los productos se incrementa; algunos almacenes aumentan sus inventarios pero otros los reducen. 11 RECOMENDACIONES - En las empresas que hagan la utilización de almacenes, debe existir un equilibrio entre las existencias físicas en almacén con los informes de inventarios (ficheros). Y se deben realizar las operaciones y actividades necesarias para suministrar los materiales o artículos en condiciones óptimas de uso y con oportunidad, de manera de evitar paralizaciones por falta de ellos o inmovilizaciones de capitales por sobreexistencias - La administración debe tener cuidado en adoptar la computarización y hacerlo después de que los objetivos y expectativas de las computadoras estén claramente definidas y sobre todo entendidas. - Es importante y recomendable la aplicación de la tecnología e informática para una buena coordinación entre el área de almacén con todas las áreas o departamentos de la empresa. Y cada almacén debe de aplicar nuevos métodos y técnicas de almacenaje para mejorar la utilización de sus espacios aumentando así su eficiencia.
12 BIBLIOGRAFÍA - Internet: www.monografias.com/trabajos12/alma/alma.zipwww.monografias.com/trabajos42/almacenes/almacenes.zipwww.monografias.com/trabajos42/almacenes/almacenes2.shtmlwww.marianoseral.com/almacen/tipos.asphttp://www.gestiopolis.com/canales/gerencial/articulos/32/almarsatcl.htm- DIEZ DE CASTRO, Enrique; Distribución Comercial; Ed. Mc Graw Hill 2ª Edición, España 1997.