cesvi mÉxico no. 27-2010 · colaboradores en este número: francisco javier sosa, alberto nolasco...
TRANSCRIPT



CESVI MÉXICO NO. 27-2010Revista para el sector asegurador, reparadory automotriz.
RedacciónCentro de Experimentación y Seguridad Vial MéxicoCalle Uno Sur #101, Parque Industrial Toluca 2000, Toluca, Estado de México. C.P. 50200.Tel: 01(722) 2-79-28-50 Fax: 2-79-02-24
DirectorIng. Ángel J. Martínez Álvarez
Coordinación GeneralLic. Silvia Calderón Huarota
Consejo EditorialIng. Osiel D. Velázquez RodríguezIng. Víctor H. Orihuela LópezIng. Miguel Guzmán NegreteLic. Silvia Calderón HuarotaIng. Roberto Aarón López García
Colaboradores en este número:Francisco Javier Sosa, Alberto Nolasco Estrada, Juan Carlos Tiol, Emanuel Juan Arenas, José G. Valdez Murillo, Ismael García López, Héctor Jiménez Díaz, Luis Matus Velázquez, Juan Rangel Guerrero, y Marco Valenzuela Tapia.
FotografíaLic. Marco A. Valenzuela TapiaLic. Silvia Calderón Huarota
Marketing Lic. Erika Caballero Romero
Diseño GráficoL.D.G. Fátima D. Ayala GómezColaboradoresL.D.G. Daniel Quijano TovarD.G. Rafael E. Ramírez Alanis
CESVI MÉXICO es una publicación cuatrimestral con un tiraje de 7,000 ejemplares. Certificado de Reserva de Derechos: 04-2004-060113093200-102, Expediente: 1-432 “04”/16722, Certificado de Licitud de Título: 12873, Certificado de Licitud de Contenido: 10446 de la Comisión Calificadora de Publicaciones y Revistas Ilustradas. Los puntos de vista expresados en los artículos de sus colaboradores externos, pueden o no ser compartidos por la revista Cesvi México y su publicación no significa necesariamente un acuerdo con las opiniones vertidas.
Comentarios: [email protected]
www.cesvimexico.com.mx
En México el tema de generación de muertes por accidentes de tránsito es grave, al grado de considerarse un tema de salud pública en nuestro país y en el mundo, como una pandemia. Lo cierto es que en México, mueren aproximadamente 24 mil personas al año y la tendencia de esta cifra se incrementa año con año. Tenemos que conjuntar esfuerzos para atacar este tema que es delicado. En los próximos meses se declarará la Década por la Seguridad Vial, con lo cual el Gobierno
Federal se compromete a disminuir en un 50% el número de accidentes de tránsito. Aunque ya se está trabajando en acciones concretas como el uso del cinturón, de los sistemas de retención infantil (SRI), los límites de velocidad, etc. Creemos que el problema es la falta de concientización y el poco conocimiento del tema de seguridad vial en la sociedad.
En la actualidad, existen muchas instituciones dedicadas a la difusión de la seguridad vial y se concretan simplemente a la enseñanza del reglamento de tránsito, las reglas básicas del manejo defensivo, etc., pero si no se crea conciencia en ese conductor, sobre las consecuencias (familiares, laborales, sociales, etc.) y la responsabilidad que implica el conducir un automóvil, no se tendrá el resultado que se espera. Lo mismo le puede suceder a iniciativas que sean emprendidas por el sector público o privado, si no considera este pequeño, pero trascendental detalle.
Cesvi México también es partícipe de la difusión de la seguridad y educación vial, no solo de manera local y permanente, sino que esta participación se hace con empresas, dependencias gubernamentales y escuelas (impartiendo platicas a niños de kinder, primaria, secundaria y preparatoria) de otros estados como Nuevo León, Tamaulipas, Tabasco, Campeche, Jalisco, Guanajuato, San Luis Potosí, Veracruz, etc.
En el mes de octubre, Cesvi México fue invitado a participar como parte del comité calificador del “1er. Foro de Buenas Prácticas de Seguridad Vial”, celebrado en la ciudad de Acapulco, Guerrero con lo que se confirma la importancia que tiene este Centro de Experimentación en el rubro de la seguridad vial, siendo un referente en la materia.
Para el mes de noviembre, en el marco del día mundial en conmemoración de las víctimas de accidentes de tránsito, se presentó ante medios de comunicación los resultados de los estudios de los “Principales Factores de Riesgo Detectados en Conductores Evaluados por Cesvi” y la “Biomecánica de Impactos en una Motocicleta”, así como diversas actividades encaminadas al estudio de prevención de accidentes.
Con estos esfuerzos, Cesvi reafirma su compromiso social generando información valiosa para disminuir el índice de siniestralidad y sobre todo, el número de muertes que actualmente existe en nuestro país.

ContenidoEntrevista a Miguel Ángel Coello Cetina, Director Ejecutivo de Automóviles de MAPFRE
4 Opinión
Chevrolet Aveo Sedán 2010
22 Ficha Técnica
Introducción a la reparaciónde aluminio
8 Carrocería
Cómo llevar a los niños en el automóvil
13 Seguridad Vial
Recuerda Cesvi México a víctimas de accidentes de tránsito
20 Eventos
Línea base agua Autowave Sikkens
56Pintura
Reparación del chasis o bastidor de un tractocamión
44Vehículos Industriales
Seminario colombiano de recubrimientos industriales:
Cubrecol Américas
Expo RUJAC 2010
Primer foro nacional de buenas prácticas en seguridad vial
67Eventos
Soluciones tecnológicas en el proceso de valuación
64Valuación
Daños al motor por mal funcionamiento en el sistema
de lubricación
50Electromecánica
La transmisión en la motocicleta
32 Motocicletas
Valoración de daños en automóviles
Tabulador de Pintura
38Reportaje


o p i n i ó n
Miguel Ángel Coello Cetina,Director Ejecutivo de Automóviles de MAPFRE
Por: Marco A. Valenzuela Tapia
4
Miguel Ángel Coello Cetina es un hombre de seguros y fianzas, inteligente y visionario. Desde el inicio de su formación profesional en 1996, tuvo clara su vocación por el tema y estudió simultáneamente las carreras de Leyes en la Universidad Autónoma Metropolitana y de Actuaría en la UNAM. Enseguida, continuó sus estudios de maestría en la Universidad Anáhuac México Norte.
Su vida profesional se la ha dedicado a Mapfre desde 2001, empresa en la que ha hecho ca-rrera hasta conseguir su encargo actual: la dirección ejecutiva de automóviles.Esposo, padre, compañero, golfista y líder, Miguel Ángel Coello expone sus puntos de vista en la siguiente entrevista con Revista Cesvi México.
Actuario Coello, muchas gracias por acep-tar esta entrevista. Para comenzar, nos gustaría saber ¿cómo le fue a Mapfre en el ramo de autos en este 2010?
Bien, ha sido un año complicado pero termi-naremos cumpliendo los presupuestos que nos fijamos para el 2010.
¿Cuál es la participación de mercado de Mapfre en autos y vehículos industriales?
En autos somos la sexta compañía con un 6% del mercado y 5% en el ramo de vehícu-los industriales.
5
¿En qué fase está el proyecto de Ajusta-dores On-line?
Este proyecto ya es una realidad y ha evolu-cionado a una segunda fase que nos per-mite no solo controlar vía GPS a nuestros ajustadores, sino también a proveedores de servicios como los equipos de arrastre y salvamento (grúas).
¿Cómo van los temas del “ajuste amiga-ble” y la guía de deslinde?
Van por muy buen camino. Están avanzan-do satisfactoriamente, y notamos que el mercado está convencido de su aplicación y beneficios.
¿Qué otros proyectos tienen en el área de siniestros?
Mejorar sustancialmente el servicio de talleres y la velocidad con que indemniza-mos a nuestros clientes, también promover decididamente la lucha contra el fraude.
¿Qué papel juega Cesvi México en el desarrollo de negocio de Mapfre?
Un papel preponderante, no solo por los programas de certificación de talleres sino por el apoyo indispensable en la formación de nuevos cuadros de ajustadores y peritos, así como en la proveeduría de información valiosa para la toma de decisiones.

6
¿Qué le estará solicitando Mapfre a Cesvi en 2011?
Mayor desarrollo de nuevos ajustadores y peritos, impulso y apoyo en la promoción de la lucha contra la corrupción y el fraude. Más y mejores estudios sobre el desarrollo y evolución del mercado de refacciones.
¿Qué está haciendo Mapfre para im-pulsar el desarrollo de los talleres de colisión?
Elevar los estándares de servicio que pedi-mos a los talleres y emprendiendo nuevos proyectos de talleres exclusivos con estánda-res de calidad superiores.
Ya que abordó los temas de fraudes y corrupción, ¿qué avances se han tenido en su combate?
Hemos evolucionado la lucha contra el fraude a nivel de sistemas y parámetros que
permiten una mayor y mejor detección del fraude. La política de “cero tolerancia” en casos de corrupción, ha tenido como conse-cuencia la depuración de cuerpos de ajuste y peritación que nos ha permitido abatir los índices de fraude interno.
En otro orden de ideas actuario, ¿qué está haciendo Mapfre como empresa socialmente responsable para fomentar la cultura vial?
A través de la Fundación MAPFRE hemos impulsado diversas actividades de cultura vial, entre el colectivo de jóvenes con cam-pañas de conciencia en universidades y con los más pequeños a través de la Caravana de Seguridad Vial que terminará atendiendo a más de 30 mil niños en la Ciudad de México en el 2010.
¿Cómo se visualiza Mapfre en 5 años?
Como la empresa líder en el seguro de vehí-culos automotores en México.


c a r r o c e r í a
Introducción a la reparación de aluminioPor: Juan Rangel Guerrero
Los fabricantes de carrocerías hoy en día se encuentran en constante bús-queda de materiales alternativos que sustituyan al acero a fin de mejorar la seguridad y eficiencia en los vehícu-los, además de disminuir la contami-nación al medio ambiente.
Del mismo modo, la industria automotriz investiga sobre nuevas tecnologías que ayuden a hacer frente a las re-gulaciones internacionales para mejorar la eficiencia en el consumo de combustible, prestaciones de seguridad y confort de los automóviles.
Debido a lo anterior, desde hace algunos años los fabri-cantes han incorporado el aluminio en la confección de elementos en las carrocerías automotrices.
8
Ventajas del aluminio en la carrocería
El uso del aluminio aporta grandes venta-jas a la estructura del automóvil y entre las más importantes podemos mencionar las siguientes:
1. Es 100% reciclable: Durante el proceso de reciclaje mantiene sus cualidades físicas.
2. Bajo peso: Su peso específico es aproxi-madamente la tercera parte del acero. Una carrocería de aluminio tiene una reducción de peso aproximadamente de un 40%.
3. Gran capacidad de absorción de energía: Durante una colisión este material ofrece alto desempeño en la absorción de energía.
4. Fácil proceso de fabricación: Mediante el proceso llamado “Bayer” se lleva a cabo la transformación de la bauxita en aluminio. Una vez que se obtiene el aluminio, éste se transforma en material laminado, extruído y de fundición para formar parte de las carrocerías.

9
5. Libre de corrosión: El óxido de alu-minio forma una fina capa que se renueva periódicamente evitando la degradación del material.
6. Alta rigidez: Posee alta resistencia al ser doblado o torcido además es un material con alta capacidad de extrusión lo que permitediseñar configuraciones únicas, propias de este metal.
7. Fácil soldabilidad: Este material es adecuado para trabajos con soldadura MIG (Metal-Inert-Gas), proceso que se utiliza en la fabricación y reparación de carrocerías de aluminio.
8. Soldadura láser: Sólo se utiliza en el proceso de fabricación, ya que en repara-ción no se cuenta con la tecnología para su aplicación.
9. No es tóxico
Propiedades del aluminio
Una vez que el automóvil sale de la fábrica, se encuentra expuesto a sufrir accidentes de diversa naturaleza. Es indispensable que el carrocero conozca las características, propiedades y comportamiento del aluminio frente a los diferentes procesos de repara-ción, como: la soldadura y el conformado. Esto es fundamental para la aplicación de las correctas técnicas de reparación.
A continuación se presentan las propiedades del aluminio comparadas con el acero:
a) Resistencia: Debido a la poca resistencia que presenta el aluminio, la aplicación de esfuerzos se realiza de forma delicada y con-trolada para evitar deformaciones mayores a las existentes, por lo que para el confor-mado es necesario el uso de herramientas específicas como: tases de madera, martillos de teflón, nylon o aluminio para controlar al máximo los esfuerzos aplicados.
b) Elasticidad: El aluminio tiene menor tendencia a recuperar su forma inicial cuan-do cesa la fuerza que causa la deformación. Cualquier exceso en la aplicación de esfuer-zos da origen a una deformación que puede ser difícil de recuperar.
c) Dureza: Al utilizar las técnicas conven-cionales de reparación, la limitada dureza del aluminio puede provocar daños y marcas superficiales en la pieza. Por lo que la forma de realizar la reparación difiere respecto a la realizada en el acero.
PROPIEDADES ACERO ALUMINIO
Propiedades del aluminio vs propiedades del acero

10
d) Resistencia eléctrica: Su resistencia al paso de la corriente es cinco veces inferior a la del acero, lo que condiciona los procesos de
soldadura por resistencia, alcanzando intensidades altas (del orden de 25000 Amp.) que garantizan la calidad del trabajo. Por ello, esta técnica de ensamblaje
no se puede aplicar en el taller.
e) Conductividad térmica: El aluminio presenta una excelente conductividad térmica que es cuatro veces superior a la del acero, lo que provoca que las cantidades de energía que se aportan para la soldadura sean mayores.
f) Coeficiente de dilatación lineal: Su coeficiente de dilatación lineal es del doble en com-paración con el acero, lo que supone que a un calentamiento excesivo e incontrolado puede deformarlo más fácilmente. Por lo que es necesario en caso de grandes grietas puntear la zona previamente.
Operaciones comunes en la reparación del aluminio
1. Tratamientos mecánicos: El conforma-do de paneles de aluminio resulta crítico, de modo que la aplicación de fuerzas incontro-ladas pueden dar origen a deformaciones del material e incluso a la aparición de grietas; por tal motivo se recomiendan técnicas y herramientas exclusivas para la reparación de este material, que además ayudarán a re-ducir las posibilidades de generar corrosión galvánica.
2. Tratamientos térmicos: Los tratamien-tos térmicos aplicados en piezas de aluminio deben ser controlados ya que el punto de fusión del metal es de 660ºC y a partir de los 160ºC se origina un cambio en su microes-tructura, reduciendo las propiedades mecá-nicas de la pieza tratada. Para ello se puede utilizar un medidor láser de temperatura, una calcomanía termo cromática, un lápiz termo cromático o cualquier otro dispositivo capaz de medir la temperatura aplicada a la pieza, sin olvidar que no debe superar los 160ºC.
3. Limpieza: La limpieza de antigravillas se lleva a cabo con carda de acero inoxidable, ya que si es realizada con materiales de acero al carbón, se corre el riesgo de contaminar la zona con corrosión galvánica. Del mismo modo la pintura se retira con un disco de nylon expandido para evitar el sobrecalenta-miento y el desbaste del material.
4. Conformado: Para el conformado del aluminio se utilizan equipos y herramientas especiales en la reparación de daños y lasdiferentes accesibilidades. La aplicación de materiales de relleno está limitada a 500 micras de espesor de masillas especiales. Debido a lo anterior las operaciones de esta-ñado no se recomiendan sobre este material, por lo que las operaciones de conformado demandan alta calidad en zonas accesibles e inaccesibles.
5. Desbaste: Los materiales a utilizar en las operaciones de desbaste en aluminio deben ser nuevos, ya que si han sido utilizados anteriormente para el desbaste de acero, pueden estar contaminados con partículas que pueden llegar a incrustarse en el alumi-nio, generando corrosión galvánica.


12
PARA MAYOR INFORMACIÓN:
6. Corte: El aluminio presenta una ten-dencia a envasarse cuando es expuesto a operaciones de corte a alta velocidad, por lo que se debe utilizar un lubricante.
7. Estiraje: Está condicionado a las carac-terísticas físico-mecánicas que presenta el aluminio, por lo que se limita únicamente al llamado “estiraje de acercamiento”.
8. Soldadura: En las operaciones de solda-dura sólo se utiliza el proceso MIG, contem-plando la utilización de argón como gas de protección, siguiendo las recomendaciones del fabricante del vehículo. Nunca se debe utilizar el equipo oxiacetilénico.
10. Sustitución de elementos fijos: En la sustitución de elementos fijos de aluminio no se aplica la soldadura de puntos por resis-tencia, se requiere la utilización de técnicas especiales como: aplicación de adhesivos, remachado y soldadura MIG. De modo que estas operaciones pueden resultar complejas para técnicos no familiarizados con ellas, por lo que deben realizarse solo por personal calificado.
9. Sustitución de elementos amovibles: En la sustitución de estos elementos se requiere del cambio de la tornillería que fija la pieza a la carrocería (tornillos y tuercas) ya que ésta presenta recubrimientos espe-ciales llamados (dacromet o deltatone) que evitan el contacto de materiales de diferente naturaleza, eliminando así las posibilidades de corrosión galvánica.
CONCLUSIONES
Como se puede observar, el aluminio por sus características es un material muy especial y en un vehículo siniestrado requiere herra-mientas y procesos adecuados para sustituir o reparar dichos elementos, los cuales men-cionaremos en los próximos números.

s e g u r i d a d v i a l
Cómo llevar a los niños en el automóvilPor: Alberto Nolasco Estrada
13
En México se registran al año cuatro millones de accidentes de tránsito; 750 mil personas son hospitalizadas, 24 mil mueren y provocan discapacidades a otras 40 mil, mientras que el costo anual de esta situación es de 126 mil millones de pesos.
Es nuestra responsabilidad reconocer que en algún momento fungimos tres papeles en la vialidad: peatones, pasajeros y conduc-tores. Sin embargo, por un período largo, los niños realizan solo dos papeles: son pasajeros o son peatones; y el número de víctimas en accidentes de tránsito en el que se ven envueltos, por mínimo que sea, siempre es trágico y la prevención que necesitamos hacer los mayores es de vital importancia.
Si te preocupas porque siempre estén abrigados y no se enfermen, si los cuidas para que no se lastimen, si antes de acostarlos checas que estén con pijama y que se metan a la cama, ¿por qué cuando los llevas en el automóvil no les damos la misma protección? los padres somos un modelo para nuestros hijos, ellos aprenden fundamen-talmente a través de la observación por lo que es nuestra obligación extremar la prevención en todos los sentidos, comenzando por nosotros mismos al ser conscientes de nuestros actos.
Los accidentes de tránsito son la primera causa de muerte entre mujeres de 5 a 35 años de edad y la segunda causa de discapa-cidad, pues de 10 millones de personas con problemas de este tipo 1.9 millones se deben a accidentes.
También es la segunda causa de orfandad, 63% de los pacientes son hombres y mueren 8 mil jóvenes entre 15 y 29 años de edad. Cabe mencionar que México tiene el com-promiso con Naciones Unidas de disminuir en los próximos 10 años la mitad de los accidentes.

14
¿Qué es un SRI?
Un SRI, es una silla o dispositivo que se coloca y ajusta en los asientos del vehículo y que permite sujetar a los niños de diferentes edades y estaturas mientras viajan.
La función de estos sistemas al igual que un cinturón de seguridad en un adulto, es evitar que los niños sean expulsados del automóvil, que se golpeen la cara o cabeza y que su cuello y columna vertebral resien-tan menos las enormes fuerzas generadas por un choque o colisión.
Sondeo
Según un sondeo realizado por Cesvi México en su sitio web, el 50% de los participantes al viajar usa algún Sistema de Retención Infantil (SRI) o silla porta infantes. No obstante, lo preocu-pante son las siguientes cifras: el 13% respondió que son incómodos y que por ello no los usan, otro 13% no lo emplea porque el trayecto es corto, un 17% no lo usa porque el niño llora, y el resto por que le da flojera ponerlo.
Según datos pro-
Lesiones en el bebé
Menor de 2 años: pueden sufrir lesiones graves en el cuello, muchas de las cuales derivan en paraplejia.
2 años: lesiones severas en columna vertebral.
2-4 años: lesiones en cabeza y cara.
Mayor de 4 años: la situación no mejora, pues las lesiones más importantes se re-gistran en la cabeza y en la cara, pudiendo llegar a la muerte, debido al impacto contra los asientos delanteros u otros objetos duros dentro del habitáculo.
porcionados por la IMESEVI (Iniciativa Mexicana de Seguridad Vial, organismo de la Secretaría de Salud del gobierno federal) indi-
can que la utilización correcta de estos sistemas reduce un 70% el riesgo de muerte en lactantes y en un 54% entre niños de uno a cuatro años, por eso nuestros hijos deben viajar con un SRI adecuado a su peso y edad en el asiento trasero.
Al respecto, el Reglamento de Tránsito Me-tropolitano en su artículo 6º fracción IX, nos dice que los conductores tienen prohibido transportar a menores de 12 años en los asientos delanteros, dispo-sición que suele pasarse por alto.
Ahora, consideremos lo que pudiera pasarle a un pequeño por no ir sentado en un SRI:
¿Por qué usar los SRI y no el cinturón convencional?
Existen diferentes razones por lo que los me-nores no deben usar el cinturón convencional:
• El cinturón de seguridad del vehículo está diseñado para los adultos.
• La banda transversal del cinturón no se ajus-tará en el pecho del niño, sino que se deslizará y lo golpeará, lesionando el cuello o rostro.
• Existe mayor riesgo de lesiones internas causadas por el cinturón debido a que su cadera y caja torácica aún no tienen la fuerza suficiente.


• Estando en reposo, el cinturón de seguridad será una molestia para el menor y tratará de zafárselo.
En Europa, el tema de los SRI está reglamentado. A continuación presentamos la tabla que nos da los parámetros sobre el uso de los SRI:
En México, de acuerdo a la prestigiada marca Evenflo, la clasificación es la siguiente:
CARACTERÍSTICAS / TIPO INFANTE CONVERTIBLE BOSTER
Peso 3 a 10 kg 3-12 kgs a 9-18 kg 14 a 36 kg
Estatura De 48 a 66 cm De 48 a 100 cm 94 a 137 cm
Colocación dentro del auto Siempre viendo hacia atrás
Viendo hacia atrás o hacia delante dependiendo de la estatura
Siempre viendo hacia al frente
GRUPO PESO(KGS) EDAD
Grupo 0 Desde el nacimiento hasta los 10 kg
Desde el nacimiento hastalos 9 meses
Grupo 0+ Desde el nacimiento hasta los 13 kg
Desde el nacimiento hastalos 12 meses
Grupo I De 9 a 18 kg Desde 12 meses hasta los 4 años
Grupo II De 15 a 25 kg Desde los 3 hasta los 6 años
Grupo III De 22 a 36 Kg Desde los 6 hasta los 12 años
Además, hay que tener en cuenta que dentro del habitáculo de un automóvil el lugar más se-guro será aquel que esté lo más alejado posible del exterior, para estar “resguardado” en un siniestro, éste sería el asiento trasero central y en todo momento se deberá llevar una silla
porta infantes.
Por otro lado, si el ve-hículo tiene bolsas de aire frontales, nunca se deberá colocar el asiento del bebé so-bre el asiento del pa-sajero delantero, pues en un choque fron-tal, la bolsa de aire estallará, pegándole al asiento portátil con la fuerza suficiente como para lesionarlo gravemente.
Cuando sea necesario transportar a un bebé por enfermedad y no quede otra opción más que llevarlo en el asiento delantero y éste disponga de una bolsa de aire, es importante desactivar el mecanismo de la misma, además de retroceder el asiento al máximo y no dejar que los niños se inclinen hacia el frente, en caso de ser mayores.
Ubicación de los niños y del SRI
Pero, ¿cómo y dónde deben ir los infantes dentro de un automóvil?. En principio, un cuerpo en movimiento posee una energía, que, por la fuerza de la inercia, tiende a mantener la marcha. La normativa de diferentes países indica que los niños de entre 10 y 14 años deben viajar atrás (aunque en México el RMT indica que hasta los 12 años) y con altura promedio de entre 1.30 y 1.50 metros deben viajar protegidos por algún tipo de SRI.
Por lo tanto, ante cual-quier parada intempestiva del automóvil, todo lo que va dentro (cuadernos, botellas de agua, mamilas, los mismos ocupantes, etc.) se desplazará dentro del vehículo hasta detenerse contra alguna parte del interior del habitáculo, a este fenómeno se le conoce como desaceleración. Llevar a un niño en los brazos dentro del coche, es como intentar detener una caja de leche (12 Kg) que cae desde un quinto piso.
16


Al respecto, es muy común, triste y preocu-pante ver en las calles, cómo madres y padres
circulan con el cinturón puesto (en el mejor de los casos) y dejan que los niños vayan libres y al
azar dentro del habitáculo, peor aun cuando el niño lleva el control del volante del automóvil, sin medir las consecuencias que esto pudiera traer. Evitemos entonces estas conductas irresponsables pues nosotros mismos estamos atentando contra nuestros hijos.
Si bien en nuestro país está prohibido llevar a los niños en los asientos delanteros del vehículo,
muchas veces para evitar berrinches o llantos innecesarios, accedemos a que en un paseo
corto (como lo muestran los datos anterio-res), el niño se pase adelante, sin evaluar las
consecuencias.
Responsabilidad de los padres y conductores
Ahora entonces, ya sabemos qué riesgos existen al llevar a los niños sin un Sistema de
Retención Infantil y en los asientos delanteros, por eso me permito preguntarte: “en tu próximo
viaje, ¿dónde y cómo vas a sentar a tus peques?”.
18


20
e v e n t o s
Recuerda Cesvi México a víctimas de accidentes de tránsitoPor: Marco A. Valenzuela Tapia
El 16 de noviembre de 2010, Cesvi México organizó un acto conmemorativo en memoria de las víctimas por accidente de tránsito que se celebra cada año, a iniciativa de la ONU, el tercer domingo de cada mes de noviembre para que los países miembros del organismo internacional, tomen acciones concretas para abatir la pandemia de las muertes y lesiones por siniestros viales.
Conferencias, presentaciones y un par de crash test, fueron las actividades que se desarrollaron en las propias instalaciones de Cesvi ante decenas de invitados de los sec-tores asegurador y reparador, automotriz y medios de comunicación.
Como anfitrión fungió el director general del Centro, Ángel Martínez Álvarez, quien en su discurso urgió a los presentes a tomar en serio las cuestiones de la seguridad vial.
En tanto, el orador principal, Arturo Cervan-tes Trejo, Secretario Técnico del Centro Na-cional de Prevención de Accidentes, detalló que México tiene una grave situación en la materia como lo muestran los 4 millones de accidentes viales que cobran 24 mil muertes y dejan a 750 mil heridos. Por eso informó, que México se ha comprometido con la ONU a que en un plazo de 10 años se reduzcan tajantemente esas cifras, denominándose ésta como la “década de la seguridad vial”.

21
e v e n t o s
Presentaciones y Crash Test
Por su parte, Miguel Guzmán Negrete, subdirector operativo de Cesvi, expuso los temas: “Principales factores de riesgo detec-tados en conductores evaluados por Cesvi México” y “Biomecánica de impactos en una motocicleta”.
Sobre las pruebas de impacto delantera y trasera que se realizaron al automóvil Nissan Tsuru 2011, éstas alcanzaron las velocidades de 15.27 y 15.37 kilómetros por hora, respectivamente. Cabe mencionar que en la prueba frontal, al dummy no se le sujetó el cinturón de seguridad para que los paramédicos de la Cruz Roja –invitados es-peciales- pudieran explicar a los asistentes, las lesiones que hubiese sufrido el conductor de ese vehículo.
Finalmente Ángel Martínez, director general de Cesvi México hizo hincapié en que las colisiones de tránsito son predecibles y por lo tanto pueden evitarse, ya que muchos países han logrado reducir notablemente el número de accidentes de tránsito median-te la aplicación de medidas de prevención efectivas.

DimensiónDistancia entre ejesLargoAncho totalAltoPeso vehicular
Magnitud (mm)2480431017101505
1120 Kg
Dimensiones
El Chevrolet Aveo Sedán 2010 es un vehícu-lo subcompacto, disponible con carrocería de tres volúmenes y en cuatro versiones de equipamiento (Paquetes M, C, E y F).
El Chevrolet Aveo 2010 figura con un 12% en la categoría de vehículos ligeros subcom-pactos de mayor venta hasta junio del 2010 con 13,042 unidades vendidas en México según la AMDA (Asociación Mexicana de Distribuidores de Automóviles).
El resto de los vehículos de la misma catego-ría se ubican de la siguiente manera:
Fuente: AMDA
f i c h a t é c n i c a
Chevrolet Aveo Sedán 2010Por: Juan Rangel Guerrero
22
Características técnicas
TipoAlimentaciónÁrbol de levasCilindrada (cm3)Número de cilindrosPotencia máxima [email protected] [email protected] de cambios
1.6L E-TEC IIInyección multipuntoDoble árbol de levas
1400 cm3
4 en línea103@5800145@3600
Manual de 5 velocidades
Motor
MODELO MARCA UNIDADES % DEL SEGMENTO
Tsuru NISSAN 28,932 26 %
Aveo z GM 13,042 12 %
Chevy 3 ptas. GM 9,866 9 %
Chevy 4 ptas. GM 7,738 7 %
Gol sedán VW 6,624 6 %
R Resto segmento 46,433 40 %
TOTAL 112,635 100 %
Subcompactos

Suspensión
Suspensión delantera: Suspensión trasera:
Independiente tipo McPhersonBarra de torsión
FrenosDelanterosTraseros
De disco ventiladoDe tambor
Eléctrica de piñón y cremallera
Dirección
Nota: Las características aquí mencionadas corresponden al tipo de carrocería del Chevrolet Aveo Sedán LT 2010.
Identificación del vehículo
La identificación del vehículo Chevrolet Aveo Sedán 2010 se realiza al decodificar la información contenida en el Número de Identificación Vehicular (VIN) propor-cionado por la planta armadora.
El Chevrolet Aveo Sedán 2010 presenta el número VIN en las zonas siguientes:
• En el lado izquierdo del tablero (bajo el parabrisas).• VIN mediante un grabado en la pared de fuego. • En el poste central izquierdo mediante una calcomanía.
1 85 C 6 6 A L 1 1
(País de Origen)(Fabricante)
(Tipo de vehículo)
5: 4 Puertas sedán (Carrocería)
C: Airbag (cond.+pas.) (Seguridad)
6: 1.6L L4 (Motor)
6
A: 2010
1: México, San Luis Potosí
(Dígito verificador)
(Año modelo)
(Planta de Ensamble)
114213(Número consecutivo
de producción)
4 2
3: MéxicoG: Chevrolet1: Vehículo de pasajeros
C3 G 1 1 3T
TC: Aveo (Modelo)
24
Carrocería
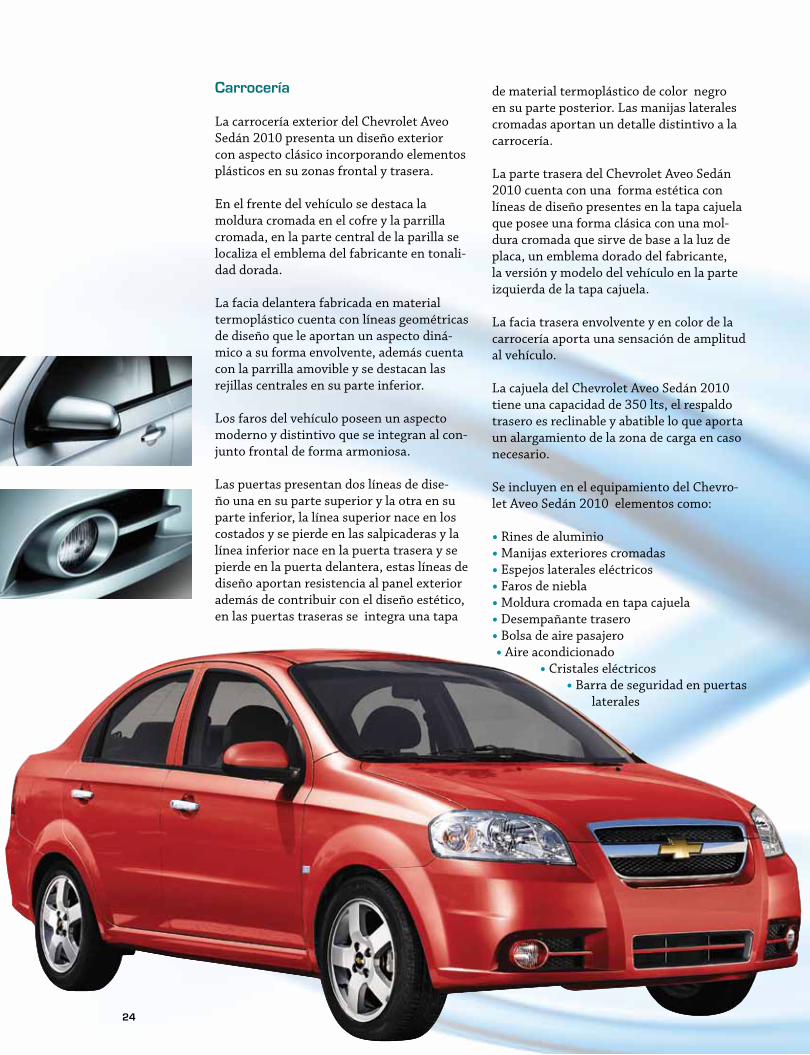
La carrocería exterior del Chevrolet Aveo Sedán 2010 presenta un diseño exterior con aspecto clásico incorporando elementos plásticos en su zonas frontal y trasera.
En el frente del vehículo se destaca la moldura cromada en el cofre y la parrilla cromada, en la parte central de la parilla se localiza el emblema del fabricante en tonali-dad dorada.
La facia delantera fabricada en material termoplástico cuenta con líneas geométricas de diseño que le aportan un aspecto diná-mico a su forma envolvente, además cuenta con la parrilla amovible y se destacan las rejillas centrales en su parte inferior.
Los faros del vehículo poseen un aspecto moderno y distintivo que se integran al con-junto frontal de forma armoniosa.
Las puertas presentan dos líneas de dise-ño una en su parte superior y la otra en su parte inferior, la línea superior nace en los costados y se pierde en las salpicaderas y la línea inferior nace en la puerta trasera y se pierde en la puerta delantera, estas líneas de diseño aportan resistencia al panel exterior además de contribuir con el diseño estético, en las puertas traseras se integra una tapa
de material termoplástico de color negro en su parte posterior. Las manijas laterales cromadas aportan un detalle distintivo a la carrocería.
La parte trasera del Chevrolet Aveo Sedán 2010 cuenta con una forma estética con líneas de diseño presentes en la tapa cajuela que posee una forma clásica con una mol-dura cromada que sirve de base a la luz de placa, un emblema dorado del fabricante, la versión y modelo del vehículo en la parte izquierda de la tapa cajuela.
La facia trasera envolvente y en color de la carrocería aporta una sensación de amplitud al vehículo.
La cajuela del Chevrolet Aveo Sedán 2010 tiene una capacidad de 350 lts, el respaldo trasero es reclinable y abatible lo que aporta un alargamiento de la zona de carga en caso necesario.
Se incluyen en el equipamiento del Chevro-let Aveo Sedán 2010 elementos como:
• Rines de aluminio• Manijas exteriores cromadas• Espejos laterales eléctricos• Faros de niebla• Moldura cromada en tapa cajuela• Desempañante trasero• Bolsa de aire pasajero• Aire acondicionado
• Cristales eléctricos• Barra de seguridad en puertas
laterales

25
En conjunto la suspensión trasera y delan-tera le da al vehículo una buena estabilidad para realizar las maniobras de conducción con toda seguridad.
Seguridad
La carrocería autoportante del Chevrolet Aveo Sedán 2010 presenta zonas de defor-maciones programadas en su parte delan-tera y trasera que absorben y desvían la energía resultante de una colisión.
La parte delantera cuenta con facia plástica, absorbedor de impactos plástico y alma me-tálica como elementos de sacrificio en una colisión frontal ya que éstos se deformarán antes de permitir la transmisión de energía a las puntas de los bastidores delanteros.
En caso de que se presente deformación de las puntas de los largueros delanteros, el fabricante permite la sustitución parcial, así como en la caja de rueda delantera.
La parte trasera cuenta con facia y alma plástica para absorber y desviar la energía antes de trans-mitirla a la punta de bastidores traseros, en caso de que la energía sea suficiente para deformar la punta de bastidores traseros el fabricante permite la sustitución parcial de los mismos.
Las diferentes aleaciones y espesores de lá-mina que forman el habitáculo de pasajeros mantienen la integridad de los ocupantes aún en colisiones laterales y vuelcos.
Una ventaja del Chevrolet Aveo Sedán 2010 es la que presenta el marco de radiador de-lantero, ya que su configuración permite la sustitución parcial de varios de sus compo-nentes puesto que el fabricante refacciona el marco de radiador como conjunto completo o como un conjunto de piezas independien-tes para que de esta manera sea posible la disminución de costos de reparación en colisiones frontales.
Interior El tablero de instrumentos del Chevrolet Aveo Sedán 2010 presenta una forma esté-tica y funcional incluyendo los elementos de control y lectura a la mano del conductor, este vehículo incluye en el tablero detalles en color aluminio que aportan elegancia a su interior.
El espacio interior es amplio por lo que se tiene asegurada la libertad de movimiento en cualquier momento del viaje, además cuenta con cabeceras en la parte trasera para la seguridad de los ocupantes de la zona posterior.
Las vestiduras en puertas y asientos se combinan en colores que contrastan en su totalidad.
Motor
El motor del Chevrolet Aveo Sedán 2010 está colocado en posición transversal, es de 4 cilindros y 16 válvulas, cuenta con inyec-ción directa de combustible además de direc-ción hidráulica.
25
Suspensión
La suspensión delantera es de tipo McPherson independiente con barra estabilizadora y aporta versatilidad y confort al manejo, la suspensión trasera es de tipo semi- independiente con barra de torsión.

26
Elementos exteriores de materiales compuestos
La carrocería integra piezas de diversos materiales plásticos que aportan reducción de peso y formas aerodinámicas al vehículo, las cuales se enlistan a continuación:
Dimensiones técnicas
Es de suma importancia recuperar la geometría original del vehículo tras una colisión, ya que de lo contrario se puede ver afectada la seguridad pasiva y activa del automóvil. Por tal moti-vo, se proporcionan las cotas de la carrocería del Chevrolet Aveo Sedán 2010, mismas que se ilustran en la figura siguiente.
Elementos de la carrocería que comercializa el fabricante


A continuación, se presentan las piezas de la carrocería del Chevrolet Aveo Sedán 2010, que comercializa el fabricante, el cual cuenta con una amplia red de concesionarios.
28

29

30
Reparabilidad de la carrocería
El Chevrolet Aveo Sedán 2010 cuenta con una carrocería autoportante fabricada con tres métodos de unión básicos, uniones amovibles, uniones articuladas y uniones fijas. Por tal motivo para realizar el des-montaje, montaje, reparación o sustitución de sus elementos metálicos y plásticos será necesario consultar el manual de reparación que el fabricante proporciona y seguir estric-tamente las recomendaciones técnicas para realizar cualquier tipo de intervención a la carrocería del vehículo.
Es recomendable que en los trabajos de sustitución de elementos fijos de la carroce-ría del Chevrolet Aveo Sedán 2010 se ponga especial atención en los trabajos de corte y soldadura ya que la utilización de un proceso inadecuado pondría en duda el desempeño total o parcial de la estructura del vehículo, con la consecuente desventaja de reducir el nivel de la seguridad pasiva y activa del mismo.
En las operaciones de soldadura la utilización de equipos Mig/Mag y de puntos por resis-tencia de última generación resulta impres-cindible ya que esta operación es una de las más frecuentes, estas operaciones deberán ser realizadas por técnicos profesionales.
En las intervenciones a la carrocería del Chevrolet Aveo Sedán 2010 se deberá contemplar el uso de materiales para la protección anticorrosiva recomendada por el fabricante del vehículo.
En el conformado de lámina se deberán emplear equipos como martillos de inercia, electrodos de carbón, electrodos de cobre, inductores de calor, herramientas pasivas, herramientas de percusión así como equi-pos de tracción y técnicas adecuadas para la recuperación de daños en zonas accesibles e inaccesibles. Algunas piezas presentan am-plias zonas de accesibilidad como puertas, cofre y costado.
Para la reparación de las partes plásticas se deberá contemplar el conformado y la solda-dura con soplete de aire caliente y la recupe-ración de daños con aplicación de adhesivos estructurales.

PARA MAYOR INFORMACIÓN:
31
Todas las reparaciones mayores que se reali-cen a la carrocería del Chevrolet Aveo Sedán 2010 deberán ser efectuadas por personal calificado que garantice un nivel de calidad óptimo de la reparación, ya que se deberá devolver al vehículo las condiciones origi-nales, tanto estructurales como estéticas después de un siniestro. El fabricante recomienda la sustitución parcial de algunas piezas fijas de la carroce-ría con el fin de reducir tiempos y costos de reparación así como mantener sus caracte-rísticas originales, las cuales se indican en la figura siguiente:
A continuación se mencionan las piezas que se sustituyeron debido a los daños que presentaron después de ambos impactos.
Piezas sustituidas después de la prueba de impacto delantero:
• Facia delantera• Rejilla de faro de niebla izquierdo• Absorbedor de impactos delantero• Conjunto marco radiador• Alma metálica delantera• Faro izquierdo• Salpicadera izquierda• Cofre• Moldura cromada de cofre• Bisagra izquierda de cofre• Depósito de chisgueteros
Piezas sustituidas después de la prueba de impacto trasero:
• Facia trasera• Absorbedor de impactos trasero• Tolva de escape• Calavera derecha
Resultados de la prueba de impacto
Dentro del análisis de reparabilidad que se realiza en Cesvi México, el Chevrolet Aveo Sedán 2010 fue impactado por la parte delantera izquierda y trasera derecha a una velocidad de entre 15 y 16 Km/hr, con un desfase de 10° con respecto al frente del vehículo.

m o t o c i c l e t a s
La transmisión en la motocicletaPor: Emanuel Juan Arenas
El motor de una motocicleta genera una potencia, la cual dependerá del tamaño del motor que incorpore la unidad. Para efectos de medición, los motores de estos vehículos son clasificados en cen-tímetros cúbicos (cm3), así encontramos máquinas desde los 50cm3 hasta los 1300cm3.
32
La potencia es enviada a la rueda trasera de la motocicleta por lo que ésta requiere de sistemas capaces de transmitir, conectar y desconectar la fuerza del motor, esto último, con el fin de utilizar la potencia solo cuando se requiera, de lo contrario, sería muy peligroso al momento de poner en marcha el motor de la unidad.
Para evitar lo anterior, la motocicleta incor-pora una transmisión que se clasifica en: transmisión primaria, transmisión de potencia (embrague) y transmisión final, los cuales trabajan en conjunto para conseguir un buen desempeño en el manejo de la misma.
Clasificación de la transmisión
• El sistema de transmisión primaria, engloba todos los elementos que trasfieren la energía mecánica del motor al sistema de transmisión de potencia.
• El sistema de transmisión de potencia (embrague), es un conjunto de engranes montados sobre dos flechas (caja), encargados de conectar y desconectar la potencia del motor.
• El sistema de transmisión final, es el conjunto de meca-nismos encargados de transmitir la potencia controlada hacia la rueda final.
Por lo extenso del tema, en este artículo solo hablaremos de los dos primeros sistemas los cuales describiremos brevemente:


3434
El mecanismo por cadena para trasmitir la potencia del cigüeñal al sistema de transmisión de poten-cia, utiliza una cadena y engranes rectos. Existen diferentes tipos de cadenas: dobles, múltiples y sencillas, y suelen ser de acero. La ubicación de conexión la podemos encontrar en el centro o lateral, este mecanismo permite el giro en una sola dirección de un eje a otro.
El mecanismo transmitido por banda tiene el mismo principio que el anterior con la diferencia de que aquí se utiliza una banda y una rueda dentada. Su sistema es silen-cioso y requiere menos ajustes que una cadena, además, produce me-nos pérdida de caballos de fuerza.
2. Sistema de transmisión de potencia (embrague)
El objetivo del embrague es acoplar o desacoplar la potencia del cigüe-ñal gradualmente, hacia la rueda de tracción.
En las motocicletas existen diferen-tes tipos de embrague, aunque en este artículo solo hablaremos de los más utilizados, que en este caso son: embrague automático (centrí-fugo) y embrague mecánico (base de chicote).
a) Embrague automático (centrífugo)
En las motocicletas familiares o scooters, la mayoría cuenta con
embrague tipo centrí-fugo o automático ya que estas motocicletas son de cilindrada muy pequeña y no sería
conveniente tener un embrague mecánico ya que
ocuparía un mayor espacio.El sistema centrífugo tiene la
función de conectar y desconectar
la potencia del cigüeñal, lo cual consiste en una fuerza centrífuga proporcionada por el cigüeñal. Esto provoca que impulse un par de rodillos o zapatas hacia fuera, lo cual hace que se acople con las paredes de la campana que a su vez, está conec-tada a la rueda trasera, por lo tanto, el embrague de este sistema depen-de de las revoluciones por minuto (RPM) generadas por el cigüeñal.
En otros términos, cuando el motor se encuentra a bajas revoluciones está desacoplado, y cuando está en altas RPM el embrague se acopla-rá automáticamente como se ha mencionado, permitiendo así que la motocicleta avance.
b) Embrague mecánico (por medio de chicote)
Hoy en día las motocicletas mo-dernas suelen tener un sistema de embrague mecánico denominado multidisco, estos pueden trabajar bañados de aceite (en húmedo) o sin aceite (en seco), todo depende del diseño de la motocicleta y la función que vaya a desempeñar.
La finalidad del embrague mecánico es acoplar la potencia del motor a la caja de engranes. Cuando el embra-gue está acoplado -que normalmente es la posición de funcionamiento- en ese momento la potencia fluye desde el motor hasta la rueda trasera a través del embrague.
El embrague es accionado por la manija ubicada en la parte izquierda del manillar, al accionar la manija, un chicote que va acoplado desde éste hasta el embrague, hace que se desacople mediante el acciona-miento que genera el plato opresor junto con los discos y pastas, en este instante se interrumpe el flujo de potencia gracias a que el embrague separa la potencia del motor de la caja de velocidades. Es en este punto
1. Sistema de transmisión primaria:
Como hemos explicado, ésta, tiene la función de trasmitir la fuerza gene-rada por el motor hacia el embrague. Dicha fuerza puede ser transmitida mediante engranes, cadenas o bandas.
La mayoría de las motocicletas de hoy en día, utiliza el mecanismo de engranes para transferir la fuerza del cigüeñal al sistema de transmi-sión de potencia. Cuando el engrane del cigüeñal -que es más pequeño- se acopla con el engrane del embrague -que es más grande-, gira en sentido contrario al cigüeñal.
Normalmente, se utilizan engranes rectos o helicoidales; los primeros no reducen la potencia del motor tanto como los segundos y son más económicos en su fabricación. Sin embargo, producen un sonido muy agudo, de ahí que varios ensam-bladores prefieran los helicoidales, aún y cuando tengan que sacrificar potencia y recursos económicos con la intención de brindar confort a sus compradores.

35
PARA MAYOR INFORMACIÓN:
Nota: El embrague denominado multidisco se puede encontrar en húmedo o en seco, estos cuentan con los mismos componentes enlistados en
la tabla anterior, la diferencia de uno a otro es que uno es enfriado por aceite y el otro por aire. Este último tiene la ventaja de hacer cambios
frecuentes sin pérdida de caballos de fuerza.
cuando permite un cambio de velocidades que pueden ser de asenso y descenso sin olvidar la neutral, que es la etapa en que los mecanismos de la transmisión se encuentran libres.
El presente artículo pretende servir como referencia para identifi-car los tipos de mecanismos de transmisión de velocidades de cada motocicleta, y así conocer sus componentes para monitorear el trabajo de cada una de ellas, y saber en qué momento requieren de algún mantenimiento o en su defecto, una posible reparación.
A continuación se muestran los componentes, fun-ción, fallas, síntomas, pruebas y mantenimiento o reparación de un embrague mecánico.
COMPONENTES FUNCIÓN FALLAS SÍNTOMAS PRUEBASMANTENIMIENTO
Y REPARACIÓN
MANIJAAccionar o jalar el
chicoteDesgaste y deformación Mal corte de potencia
Desmontado verificar juego axial
Lubricación o reemplazo
BASE DE MANIJA Sujetar la manijaDesgate y deformación
axial del ejeMal corte de potencia
y juego excesivo
Verificar que el eje no tenga juego y desgaste
axialLubricación o reemplazo
TORNILLO DE AJUSTE DE CORTE
Determina la carrera de la manija para el corte de
potenciaMal ajustado Mal corte
Verificar que corte en la distancia adecuada
Apretar bien la contratuerca. Lubricación o reemplazo
CHICOTEConecta la manija contra la maroma de embrague
Se desliza con dificultadMal corte y su
deslizamiento es muy duro
Verificar que esté en bue-nas condiciones, sobre todo en los extremos
Lubricación o reemplazo
FUNDA Protege y guía al chicote Esta rota, machucada o
doblada
Mal corte y su deslizamiento es
duro
Verificar que esté en buenas condiciones
Lubricación o reemplazo
TUERCA DE AJUSTE DE TENSIÓN
Proporciona al chicote tensión sin carga
Mal ajuste Mal corteVerificar que esté bien
sujeto y ajustadoLimpieza y mantenimiento
periódicamente (lubricación)
MAROMA DE EMBRAGUE
Activar el mecanismo de empuje al embrague
No acciona el me-canismo de empuje
Mal corteVerificar que ajuste o
empuje el mecanismo de accionamiento
Limpieza o reemplazo del mecanismo
AJUSTE DE EMBRAGUE
Permite la carrera del plato opresor
Mal ajuste Mal corteQue los tornillos entren
libres sin obstrucción
Mantenimiento Si es húmedo el embrague,
realizar cambio de aceite perió-dicamente
TIPOS DE EMPUJETransmitir la fuerza
de la maroma al plato opresor
Que esté doblada la varilla
Mal corte o no corta Visuales al desmontar Reemplazo
RESORTESMantener presionado el plato opresor contra el
conjunto
Pérdida de tensión del resorte
Mal corte o queda medio embragado
Medir el resorte más largo para verificar el
desgasteReemplazo de todos los resortes
PLATO OPRESOR Comprime pasta y discosDesgate excesivo por un
mal ajusteSe patina y hay una pérdida de potencia
Verificar que no esté rota, desgastada
barrida etc.Reemplazo
PASTASTrasmitir la potencia del
cigüeñalDesgastadas y cristalizadas
Se patina y hay una pérdida de potencia
Tomar medida en cuatro puntos para verificar su
desgaste
Reemplazo, si es húmedo el embrague, realizar cambio de
aceite periódicamente
DISCOS DE METALUnir la manzana contra
la transmisiónCristalización y desgate Se patina
Tomar medida en cuatro puntos para verificar su
desgaste
Limpieza a la hora del cambio de pastas y si es húmedo el
sistema, deberán humectarse con aceite nuevo
CAMPANA Conectar el cigüeñalJuego entre engrane y
campanaRuido excesivo
Accionar el embrague, el ruido se hace más fuerte
Reemplazo de la campana Realizar cambio de aceite
periódicamente
MANZANAAlmacena los discos de
metal y conecta el cigüe-ñal con la transmisión
Desgaste entre los dientes del disco y la
campanaSonidos raros
Accionar el embrague y verificar posibles ruidos
Realizar cambio de aceite perió-dicamente

p u b l i r r e p o r t a j e


38
r e p o r t a j e
Como consecuencia del aumento del parque vehicular y la saturación de las vialidades en las grandes urbes, todo conductor queda expuesto a sufrir algún percance o siniestro que pueda dañar su vehículo con diversos grados de severidad, y como todo daño genera un costo de reparación, valorar un trabajo de pintura se convierte en una tarea fundamental en el proceso de la estimación de daños.
De ahí la importancia de que los profesio-nales de la reparación y los seguros cuenten con un método confiable de valoración de trabajos de reparación que les permita llegar al acuerdo de qué piezas se reemplazan y cuáles se reparan y repintan, considerando también, el monto de los materiales utiliza-dos. De esta manera, se podrá valorar el cos-to que se debe asignar a cada reparación de pintura, con relación al sistema de pintado y al acabado seleccionado.
Para determinar los costos de reparación, es necesario que se reúna información referen-te a la pintura: el tipo de material (plástico o lámina) de la pieza a pintar, la clasificación
del nivel de daño, el sistema utilizado en la aplicación de las pinturas de acabado (mo-nocapa y bicapa), el tipo de pigmentos que incorpora la formulación del color (metal y micas) así como conocer las necesidades de pintado.
Por la cantidad y complejidad de la infor-mación que utilizan los involucrados en la valoración, Cesvi México creó un tabulador donde la base fundamental es el tiempo y el costo de los materiales tomando en cuenta la superficie que necesita reparación, conociendo el área en metros cuadrados de la pieza a pintar.
Valoración de daños en automóvilesTabulador de Pintura
Por: José Valdez Murillo Ismael García López

39
Clasificación de niveles de daño en piezas metálicas
Un vehículo entre más daños presente, más serán las operaciones y los materiales de fondo que se ocupen para su restauración. De acuerdo a las investigaciones realizadas por Cesvi México, los tiempos de mano de obra y los costos de material de pintura se distribuyen en cinco clasificaciones que dependen del tamaño de la afectación y de las condiciones de la pieza a pintar, dando lugar a los siguientes niveles de daño de pintura:
Cabe mencionar que cualquier pieza o superficie parcial que requiera ser pintada, deberá quedar clasificada dentro de cualquiera de estos cinco niveles de daño.
Niveles de daño en reparación en piezas metálicas
La magnitud de los daños en un automóvil es variable, es importante conocer como se clasifican y su severidad, para poder defi-nir los tiempos de reparación y costos de materiales de pintura, es por eso que Cesvi México ha clasificado los niveles de daño de la siguiente forma:
1. Sustitución (pieza nueva): Se refiere al pintado completo de la pieza sustituida.
2. Daño Superficial: Es el pintado de piezas exteriores que requieran trabajos de repintado en los acabados superficiales, sin reposición de masillas, aparejos de fondo. Esfumados por problemas de igualación de colores en las piezas adyacentes. Este nivel no es aplicable a piezas interiores.
Para la utilización correcta del tabulador, es necesario tener en cuenta que los límites en porcentajes están definidos con relación a la magnitud de la superficie de la pieza que está deformada o dañada -superficie que ha perdido su configuración inicial-, inde-pendientemente del grado de deformación que presente puesto que el pintor trabajará sobre la superficie ya reparada por el carro-cero.
A pesar de la estrecha relación entre “super-ficie a enmasillar” y “superficie deformada”, ambos conceptos no son iguales y, para los efectos de este tabulador, se considera siempre la “superficie deformada” en conse-cuencia.
La clasificación de los daños en cada uno de los cinco niveles de pintado se efectuará bajo los siguientes criterios:
NIVEL DE DAÑO DAÑO ÁREA DAÑADA DE LA PIEZA
Sustitución
Daño superficial
Daño leve
Daño medio
Daño fuerte

40
3. Daño leve (menor al 8% de la superficie): De acuerdo a las pruebas realizadas en Cesvi México, se considera un daño leve cuando es menor al 8% de la superficie total de la pieza. Ejemplos: pequeños golpes, arañazos profundos y otros que requieran un enmasillado mínimo.
4. Daño medio (entre el 8% y el 25% de la superficie): El daño medio se caracteriza principalmente por la suma total de los daños que están localizados dentro de una sola pieza, es decir, que debe ser superior al 8% y no debe pasar el 25% de la superficie total de la pieza.Este nivel aplica tanto a piezas exteriores como interiores que presentan las características mencionadas en cuanto a la superficie deformada.
5. Daño fuerte (mayor al 25%): Cesvi México establece como un daño fuerte a la suma to-tal de los daños que estén localizados en una sola pieza, y que deberán ser superiores al 25% de la superficie total de la pieza, este nivel también aplica a piezas interiores.


42
Clasificación de niveles de daño en piezas plásticas
La clasificación de los daños para piezas plásticas, son los siguientes:
Niveles de daño de reparación en piezas plásticas
Nivel I. Sustitución de pieza no impri-mada: Considera el pintado de piezas de plástico nuevas no imprimadas (plástico desnudo), que requieren de primarios (im-primación y aparejo).
Nivel II. Sustitución de pieza imprimada: Toma en cuenta el pintado de piezas de plás-tico nuevas imprimadas, que de origen po-seen un recubrimiento o primario, es decir, partes que solo requieren de la reposición de las pinturas de acabado, sin aplicación de pinturas de fondo como masillas, imprima-ciones o aparejos.
Nivel III. Daño leve: Pintado de piezas con un ligero golpe, raya, etc., único y de escasa magnitud; si existiera más de un desperfecto de este tipo en la misma pieza, el daño sería de un nivel superior. Los fondos a aplicar son mínimos y localizados y no se precisa reparación previa a los trabajos de pintura.
Nivel IV. Daño medio: Daños (formados por uno o más golpes) cuya superficie total deformada o dañada, con pérdida superficial de material plástico, y que el enmasillado que precisa no sea superior al área de una hoja de tamaño carta. A la hora de conside-rar la superficie dañada, se ha de tener en cuenta que dicha magnitud está relacionada con la superficie a enmasillar; por ello, habrá de estimarse, como área dañada, aquélla que no se podrá recuperar perfectamente en la reparación y precisará de la aplicación de pinturas de fondo para su nivelación.
Nivel V. Daño fuerte: Daños (formados por uno o más golpes) cuya superficie total dañada o deformada y que precisa enma-sillado es superior al área de una hoja de tamaño carta. Deben hacerse las mismas consideraciones que en el nivel anterior, respecto a la superficie dañada.
Acabados en piezas de plástico
Existen tres tipos de pintura de acabado para los plásticos siendo estos:
1) Acabado mate sin brillo: Se consigue agregando un aditivo “mateante”, además de proporcionar un acabado sin brillo, dota de la flexibilidad necesaria a la pintura de acabado.
2) Acabado liso: Este tipo de acabado tiene las mismas características que el color de la carrocería y puede ser monocapa, bicapa o tricapa.
NIVEL DAÑO ÁREA DAÑADA DE LA PIEZA
Sustitución de pieza no imprimada
Sustitución de pieza imprimada
Leve
Medio
Fuerte

43
PARA MAYOR INFORMACIÓN:
3) Acabado texturizado: Se incor-pora a la pintura de acabado un adi-tivo texturante, éste proporciona la estructura, flexibilidad y el acabado mate que se requiere. Existen adi-tivos de tres tipos: textura gruesa, media y fina.
Para la utilización adecuada de los niveles de daño, Cesvi México reco-mienda lo siguiente:
• Identificar el tipo de material de la pieza (lámina o plástico).• En piezas de lámina identificar el sistema de acabado monocapa, bicapa sólido o metálico, o bicapa perlado.
• Para piezas plásticas identificar el tipo de acabado liso, mate o textu-rizado.• En el acabado liso podemos encon-trar: moncapa, bicapa o tricapa.• Identificar el daño o los daños en la pieza.• Determinar el nivel de daño que presenta la pieza.• Para determinar el nivel de daño en piezas de lámina, obtener el por-centaje de superficie dañada, para lo cual se recomienda lo siguiente:
a. Dividir imaginariamente la pieza a valuar en cuatro partes iguales, cada una tendrá un valor aproximado del 25%.
b. Determinar el nivel de daño. Para ello, se recomienda en piezas plásticas tomar como referencia una hoja tamaño carta.
El tabulador de pintura se actualiza constantemente adecuándose a las necesidades del sector reparador y se puede consultar en el sistema de valuación Audaplus de Audatex.
El tabulador de pintura de Cesvi México constituye una herramienta útil y confiable para los profesiona-les de la valuación y reparación de automóviles.

4444
v e h í c u l o s i n d u s t r i a l e s
Reparación del chasis o bastidor de un tractocamiónPor: Francisco Javier Sosa
Siniestros de vehículos tipo turismo y comercial
Cuando un vehículo ligero sufre un accidente, su estructura se colapsa con el propósito de proteger a los ocupantes, sin embargo, cuando un vehículo pesado tiene un percance, su pro-pia masa actúa en su contra y suele generarle más daños. Recordemos que los automóviles y algunas camionetas son carrocerías autoportantes, mientras que las unidades de servicio pesado se conforman por ambas: una columna vertebral sólida llamada chasis, y la zona habitable/de carga.
La primera parte del vehículo industrial, resulta crítica al momento de iniciar una reparación, pues del correcto alineamiento del chasis depende en gran medida el éxito de su reconstrucción.
El proceso de reparación
La clasificación de los vehículos pesados implica que en caso de sufrir un accidente, las defor-maciones que se pudieran presentar en su estructura difieran considerablemente de las que se producen en los casos de los vehículos industriales.
Es por tal razón, que el diseño de un chasis independiente sobre el cual se montan elementos del vehículo, tanto mecánicos como de carrocería, hace que la resistencia estructural del chasis sea grande frente a los esfuerzos de flexión a los que sea sometido, además de brindarle una gran rigidez al presentarse impactos frontales, ya que no cuenta con zonas de deformación programada en su estructura, como en un vehículo ligero.


46
Debido a que su estructura está for-mada por vigas de acero unidas entre sí, la reparación del chasis de un tracto camión debe realizarse con equipo es-pecializado, ya que, en caso contrario, además de emplearse mucho tiempo, puede dificultarse y complicarse la reparación.
El equipo y la herramienta adecuada, así como la herramienta especializa-da, permiten realizar reparaciones estructurales en vehículos de carga, intentando “sacar” la deformación de la misma manera como se produjo, pero en sentido opuesto. El objetivo es que la estructura regrese a sus cotas originales, siempre y cuando sus propiedades mecánicas de resistencia y rigidez no se vean alteradas.
Hoy en día el equipo para reparar daños en los bastidores, abarca desde unidades portátiles muy sencillas solo para tracción, hasta sistemas portá-tiles de tracción, así como máquinas estacionarias y diversos tipos de sistemas de banco de estiraje, ya sean portátiles o estacionarios.
Enderezadores portátiles de carrocería y bastidor
Este tipo de equipo portátil se destina a anclar el vehículo y a aplicar fuerza de tracción en la zona dañada. Se levanta el vehículo del piso y se coloca sobre escaletas o caballetes.
Se ancla la viga principal en el bastidor o rieles inferiores de carrocería que no estén dañados, y la viga vertical se co-necta con la sección dañada con una cadena. Se usa un gato hidráulico anclado en la viga principal o vertical del equipo a fin de aplicar la fuerza de tracción para enderezar.
Métodos empleados
Algunos de los sistemas de enderezado por banco utiliza-dos en los talleres se emplean solo para anclar y medir el vehículo.
Para aplicar un tiro en el chasis del tractoca-mión, el banco se ancla en las bases o vigas situadas en el piso. Así mismo, se utiliza un equipo portátil separado del banco para apli-car la tracción y también se ancla en los rieles. El sistema de banco para tracción sólo se pue-de utilizar cuando hay anclajes en el piso.
Entre otros sistemas de banco, el equipopara tracción portátil se conecta directa-mente en el banco; algunos tienen gatos múltiples y otros uno solo.
Los sistemas de banco que tienen combinados sus sistemas de anclaje, medición y tracción son portátiles y se pueden emplear en cualquier lugar del taller.
Rampa fija
Otro tipo de sistema de reparación del chasis, es una rampa fija con torres múltiples para trac-ción, que se pueden girar para aplicar tracción desde cualquier punto alrededor de la rampa. También se pueden utilizar cualquier cantidad de gatos independientes entre las torres para conexiones adicionales.
Se puede bajar un extremo de la rampa para subir el vehículo y anclarlo rápidamente con las prensas en las cejas soldadas del estribo. Esta rampa es muy adaptable pues se puede hacer cualquier cantidad de conexiones de gatos al mismo tiempo y también se puede emplear con vehículos pequeños.

4747
Enderezado
Preparativos para enderezar un chasis o bastidor de un tractocamión.
El orden de los pasos a seguir en el trabajo de enderezado de cha-sis es muy importante para conseguir un buen resultado.
1. Primero hay que determinar la totalidad de los daños. Las deformaciones locales deben ubicarse antes de comenzar los trabajos de enderezado.
2. El bastidor y los equipos montados sobre él, deben revi-
sarse cuidadosamente con respecto a la existencia de estiramientos y grietas.
3. La presencia de grietas y pintura botada, son un signo claro de la existencia de deformaciones en el material. Por lo tanto, antes de la inspección,
hay que limpiar el bastidor cuidadosamente.
4. Por último, se deben comprobar minuciosa-
mente los travesaños y las fijaciones de la carrocería o
los equipos montados.
El efecto de la carrocería en la deformación y en el
enderezado
Una de las ventajas de que la carrocería o los equipos montados permanezcan
sobre el chasis durante gran parte del tiempo empleado en los trabajos de enderezado, es que al hacerlo, se agiliza el tiem-po de entrega de la misma reparación ya que no se realizan
desmontajes innecesarios.
Al iniciar con la reparación de un chasis o bastidor, se debe comenzar por enderezar el bastidor con la carrocería montada, por ejemplo, el bastidor auxi-liar o la quinta rueda.
A continuación, la carrocería debe aflojarse o desmontar-se del chasis, sólo si es necesario. El enderezado de la carroce-
ría y del chasis debe llevarse a cabo de manera individualizada y por separado, si fuese necesario.
Eliminar tensiones
Los métodos de enderezado en frío no suprimen la tensión en el material provocada en el momento que se produjo el daño y, por
lo tanto, todavía queda en él después del enderezado. Por eso es importante utilizar calor, para que se consiga una contracción del material donde se ha extendido para dejar los perfiles del bastidor y la carrocería con el mínimo estrés posible.
El larguero por su parte, debe de ser forzado en frío al máximo (tanto como sea posible), pero solo en la zona deformada, donde el material está más duro que a su alrededor (deformación en frío, endurecimiento en frío). Si se calienta la viga se puede reducir el riesgo de que ésta se enderece en un lugar equivocado.
Con la ayuda de un inyector de calor se calienta la viga y utilizando el efecto dilata-ción/contracción, podemos controlar dónde cederá el material en la reparación.

48
PARA MAYOR INFORMACIÓN:
Reconocer las propiedades del material
El contenido en carbono del acero determina los cambios que ten-drán lugar en el material cuando se caliente y enfrie. Si el acero tiene un alto contenido en carbono, puede templarse y tornarse quebradizo si se enfría demasiado rápido desde temperaturas superiores a 600ºC.
Estos materiales pueden en la mayoría de los casos, calentarse y enfriarse desde altas temperaturas y el punto de flexión en tensión y el de ruptura pueden incluso, mejo-rar sin riesgo de que se templen o produzcan otros cambios en sus propiedades.
Sobre-corrección
Cuando enderezamos un larguero del bastidor dañado, la intención es la de restituir-lo a su forma original y a su posición correcta. La tensión residual existente en el área dañada puede hacer que el larguero recobre parte de la deformación cuando se vuel-va a cargar.
Debido a la elasticidad del bastidor, es necesario presio-nar más allá de su posición
correcta. Esto se aplica, sobre todo, cuando los daños se han producido por torsión. Para alcanzar el resultado deseado es preciso presionarlo más allá de su posición correcta, considerando el tipo de bastidor.
Durante el test de conducción con carga, el bastidor se torcerá hacia la po-sición del daño. La magnitud del cambio dependerá, entre otras cosas, de la aplicación o no de calor.
Medidas a tomar después del enderezado
1. Cargar el camión hasta alcanzar su capacidad máxima.2. Realizar el test de conducción en una carretera irregular.3. Controlar el bastidor.4. Medir y verificar que se encuentre en cotas.
Las reparaciones en los bastidores de equipo pesado son por demás facti-bles cuando el taller cuenta con personal capacitado, con el equipo y las instalaciones adecuadas para realizarlas. Sin embargo, un buen trabajo de reconstrucción comienza con una minuciosa valoración de daños para que el técnico encargado del reacondicionamiento “repare lo que se pueda repa-rar y reemplace lo que no se puede reparar”, todo en aras de garantizarle al cliente final un vehículo seguro, y tanto al taller como a la aseguradora, buenos dividendos. Algunos fabricantes utilizan una
micro aleación de acero con un alto contenido en carbono para los cha-sis templados, sin embargo la micro aleación de acero no debe calentarse a más de 600ºC.
El material templado puede resul-tar dañado si se sobrecalienta. A temperaturas de hasta 425ºC no hay riesgo de cambios en el templado.
La temperatura puede medirse con un termómetro digital.

p u b l i r r e p o r t a j e
Nota: La información que aparece en este artículo es propiedad y responsabilidad de Renault México, S.A. de C.V.

e l e c t r o m e c á n i c a
Daños al motor por mal funcionamiento en el sistema de lubricaciónPor: Juan Carlos Tiol Nieto
50
La lubricación forma parte fundamental de las operaciones del mantenimiento preventivo que se debe realizar al vehículo para evitar que el motor sufra desgaste prematuro o daños por utili-zar aceite contaminado o que ha perdido sus propiedades.
Un lubricante automotriz que no cumple con las recomendaciones del fabricante o que ya está degradado genera:
• Desgaste prematuro de partes internas del motor: cigüeñal, pistones, metales, árbol de levas, etc.• Mayor emisión de contaminantes, lo que afecta al convertidor catalítico.• Carbonización en la cámara de combustión, lo que provoca la pre-ignición.• Evaporación del propio producto.
Función
Al dar marcha al motor, suben y bajan los pistones realizando sus ciclos en un orden predeterminado, varias veces por minuto.Lo idóneo es que la mayor parte de la poten-cia del motor se emplee en mover al cigüeñal y no en desplazar sus propios componentes. Así, para tener mayor eficiencia y evitar el desgaste provocado por la fricción generada entre el pistón y el cilindro, como en el resto de los componentes metálicos del motor, se debe emplear aceite como sustancia lubri-cante.
El sistema de lubricación asegura que cada pieza móvil en la máquina obtenga el aceite necesario para que se pueda desplazar con facilidad.

51
En ese sentido, las dos principales piezas que requieren aceite son los pistones (para que se puedan deslizar con facilidad dentro de los cilindros) y cualquier soporte que le permita al cigüeñal y al árbol de levas girar libremente.
En la mayoría de los automóviles, se succio-na aceite del cárter por la bomba de aceite, se pasa por un filtro para remover impurezas y después se riega a alta presión a las unio-nes y a las paredes de los cilindros. El aceite se escurre de nuevo hacia el cárter, donde se recolecta de nuevo para repetir el ciclo infinitamente.
Además, este sistema reduce la fricción entre las partes giratorias y deslizantes del motor, a la vez que ayuda a enfriar y limpiar dichas partes debido a la circulación de aceite. A continuación se presentan las acciones que pueden dañar al motor por el sistema de lubricación.
Circulación del Sistema de Aceite del Motor
MetalesCulata de motor
Monoblock
Conductosde lubricación
Filtro de aceite
Colador de aceite
Cárter
Bomba deaceite

52
Acciones que pueden dañar al motor por el sistema de lubricación:
1. No revisar el nivel de aceite (alto o bajo nivel de aceite)
Cuando la bomba de aceite funciona, manda una señal al tablero de instrumentos e informa si existe una presión correcta, alta o baja. Cuando la presión o el volumen están bajos, no se puede garantizar que el lubri-cante llegue a los lugares más recónditos del motor, además, la baja presión provoca daños irreversibles a los árboles de levas, válvulas, pistones, bielas y principalmente a los cojinetes de biela, bancada y cigüeñal.
La mejor manera de calentar el vehículo es manejándolo. Sólo se necesita permitir que el vehículo esté encendido durante 30 segundos antes de empezar el recorri-do. Hacerlo por más tiempo simplemente desperdicia combustible e incrementa las emisiones contaminantes.
Aunado a ello, el manejo agresivo (alta velocidad, aceleración rápida y detención brusca) daña las partes internas del motor y desperdicia combustible.
3. No cambiar ó utilizar lubricante de baja calidad
El aceite, inevitablemente, se deteriora con el uso. Una de las razones es la presencia de los contaminantes, como por ejemplo el combustible no quemado, productos de combustión, o suciedad introducida con el aire de admisión. Estos “agresores” pasan a través de los aros del pistón al cárter en cantidades mínimas por ciclo, pero deben ser combatidos por los aditivos del aceite, ya sea a través de una neutralización química, o evitando que se aglomeren para que no puedan causar daños en el motor. Esto va consumiendo los aditivos.
Otros contaminantes son los metales provenientes del desgaste, suciedad de reparaciones o cambios de aceite, agua, etc. El lubricante lo único que puede hacer en estos casos es mantenerlos en suspensión en un tamaño mínimo para que circulen por el filtro y los conductos, pero no puede eliminarlos. Dichos contaminantes salen del motor solamente en el cambio de aceite.
Otra forma de deterioro del lubricante es la oxidación en sí. Toda sustancia que deba tra-bajar a alta temperatura y en contacto con el aire sufre este proceso. En el motor, el aceite es batido constantemente, con lo que la oxidación es muy grave. Los lubricantes de más alta calidad soportan por más tiempo de uso estas condiciones al tener aditivos antioxidantes, pero no se puede prolongar en forma indefinida su uso.
Daño en cojinetes de cigueñal
2. Sobre revolucionar el vehículo (en frío)
El motor no se debe sobre revolucionar (ace-lerón) después de arrancarlo ya que en esos primeros instantes, la lubricación del motor es crítica, y por la baja temperatura del acei-te está mucho más viscoso, es decir, tarda más en llegar a los puntos más alejados del motor, por lo tanto su capacidad de proteger dichas partes es poca y seguramente habrán daños irreparables en los cojinetes de biela y bancada, pistones, entre otros.

53
El proceso de oxidación del aceite es producido por el combustible proveniente de una com-bustión incompleta que genera en el cárter del motor reacciones químicas complejas. El engro-samiento del lubricante es evidente a los pocos kilómetros de uso. Debemos destacar que el combustible al principio licúa al aceite, pero luego contribuye en mayor medida al incremento en su densidad.
4. Tener fugas de aceite (retenes en mal estado, cárter perforado)
La ausencia total de lubricación (aceite) en el sistema, conduce al daño del cojinete, provo-cando la destrucción total de la pieza, como
se puede observar en la fotografía.
No obstante, es más frecuente el fallo por lu-bricación insuficiente, en el que la cantidad de lubricante que llega al sistema eje-cojinete, no permite mantener la película de aceite y se produce el contacto entre las dos piezas. El funcionamiento prolongado en esas condiciones también produce la destrucción total del conjunto.
El daño en un retén del motor, provoca el escape del aceite por ese extremo. La pista de los cojinetes, próxima al retén presen-tará daños; debido a la rotura de la película lubricante por pérdida de presión de aceite
(ralladuras), signo de una lubricación insuficiente como se muestra en
la imagen.
5. Uso excesivo de aditivos
Los aceites contienen los aditivos que exigen los fabricantes de automóviles para que los lubri-cantes se comporten de acuerdo a sus requerimientos. Por ejemplo: evitar la formación de carbones
y lodos, minimizar el desgaste, no formar espumas, favorecer el arranque en frío y prolongar su tiempo de uso.
El comportamiento del aceite es controlado en pruebas muy estrictas, de larga duración, realizadas en motores estandarizados, con-trolados especialmente. En ellos se simula toda la vida del motor, en condiciones exa-geradamente severas de uso.
Además, agregando más aditivos que los re-queridos por los lubricantes, no se logra un mejor rendimiento, ya que las mezclas que
se obtienen no son homogéneas, ni equilibradas, por lo que
se pueden generar efectos negativos. El lubricante se
espesa demasiado, deja de fluir correctamente y la función de lubricar y refrigerar de un aceite no
se cumple adecuadamente.
También hay que tener en cuenta qué tipo de aditivos se le agregan ya que algunos
de ellos producen desgastes excesivos en el motor.
Recomendación: vigilar posibles pérdidas de aceite por los retenes y sustituirlos en caso necesario.

54
Mientras mayor calidad tenga el aceite, éste minimizará más los daños y consecuencias.
Es necesario saber que el aceite por sí solo no puede garantizar buenos resultados, deben existir varios factores para alcanzar los resulta-dos esperados:
a) Piezas genuinas b) Aceite de alta calidadc) Un adecuado mantenimiento
Recomendaciones al propietario
1. Revisar cada 1000 Km el ni-vel y las condiciones del aceite del motor:
Si llegara a estar bajo el nivel, se deberá rellenar con aceite de las mismas características, y si el aceite estuviera degradado o contamina-do, deberá realizar el reemplazo del mismo.
PARA MAYOR INFORMACIÓN:
2. Hábitos de manejo
Dentro de este tema se tratará el hecho de que cuando el vehículo se pone en marcha después de un lapso considerable, el aceite se de-posita en el cárter y se enfría. Con esto su viscosidad se incrementa, por lo que se deberá acelerar gra-dualmente y no forzar la marcha del vehículo hasta que éste alcance su temperatura óptima de trabajo. Con esta consideración, garantiza-mos que el aceite haya generado su película de lubricación en todos los componentes, además de que la presión de aceite ya es la correcta y los elementos mecánicos han quedado protegidos.
3. No se recomienda mezclar marcas de aceites y menos cam-biar a una marca de baja calidad
Siempre se deberá revisar que el producto cumpla con las Normas Oficiales Mexicanas.
4. Fugas de aceite de motor
Cuando se detecte una fuga se debe acudir de inmediato con el mecánico, para reportarle el problema y solucionarlo adecua-damente, quedan prohibidos los remedios temporales, ya que estos se convertirán con el tiempo en un problema mayor.
5. Uso de aditivos
Como hemos explicado, modifican la viscosidad del aceite, por lo que el uso prolongado de los mismos puede obstruir los conductos de lubricante, dando como resultado un bajo flujo de aceite y generar daños en los componentes mecáni-cos internos.
Observaciones para centros de servicio
Para los talleres que realizan el servicio de sustitución del aceite de motor, deberán tener en cuenta las siguientes recomendaciones:
1. No tirarlo ni quemarlo.2. Almacenarlo en un contenedor en el área de residuos peligrosos.3. No mezclarlo con otras sustan-cias, como disolventes.4. Entregarlo a un recolector au-torizado para darle el tratamiento adecuado.
El uso de aditivos se ve muy claro en esta fotografía, ya que uno de los muñones del cigüeñal y la biela que va unida a éste, se encuentra totalmente destruido


56
p i n t u r a
Línea base agua Autowave SikkensPor: Luis Matus Velázquez
Las nuevas disposiciones reglamentarias con relación a las emisiones de compuestos orgánicos volátiles (COV) a nivel mundial, exigen una reducción en la concentración de solventes contenidos en los productos de pintura. Su propósito es disminuir los efectos nocivos para la salud y por supuesto contribuir en el cuidado del medio ambiente.
Debido a lo anterior, los fabricantes de productos para automóviles han utilizado tecnologías alternativas en la elaboración de sus pinturas como la hidrosoluble (a base de agua).
La línea base agua AUTOWAVE de Sikkens permite disminuir las emisiones de COV en más de un 85%. El sistema está diseñado para todo tipo de vehículos, proporciona buena apariencia y reproduce con exactitud el color de las reparaciones, ajustando la tonalidad a los colores originales en sus tres acabados: sólidos, metálicos y perlados.

57
Descripción del sistema
Producto
El sistema base agua Autowave de Sikkens brinda una gran diversidad de productos con bajos niveles de COV. Consta de 31 tintas en presentación de 1 lt y 34 tintas en presen-tación de 500 ml los cuales se disponen de la siguiente manera: 32 tintas lisas, 20 perlados, 5 xirallyc, 2 resinas transparentes y 6 platas. Cabe mencionar que Autowave se utiliza en combinación con el barniz de Sikkens para contribuir a la protección del medio ambiente.
Activadores
La base color se diluye con el activador de capa primaria a base de agua Autowave, se recomienda utilizar en reparaciones de cualquier dimensión y aproximadamente a 24ºC, con un rango de humedad relativa en el ambiente entre 20 y 80%.
Aditivos
El sistema cuenta con el Autowave Additive LP para extender la vida útil de Autowave en colores metálicos.
Nota: No se requiere de aditivo flexible para la aplicación en piezas plásticas de automóviles.
Sustratos recomendados
• Todos los productos para la preparación de superficies de Sikkens, con excepción de la aplicación directa sobre washprimer ácidos.
• Todos los acabados de equipo original de armadora, menos los esmaltes acrílicos termoplásticos.
Proceso de Pintado
Preparación de la superficie
Antes de iniciar el proceso de reparación en pintura, se elimina toda la contamina-ción de la superficie utilizando limpiadores adecuados de la marca Sikkens. Para evitar defectos en el acabado por una mala elec-ción en el grano del abrasivo, se recomienda que la operación de lijado inicial se realice en seco con grano P320 o P400 y se finalice con un lijado más fino P500 a P600.
Relación de mezcla
Antes de preparar el color deseado, se reco-mienda agitar de forma manual cada una de las tintas que integran la fórmula.

58
Una vez concluido y respetados los pesos que indica la fórmula del color en Autowave MM, se integran todos los pigmentos. La dilución de la base color hidrosoluble se realiza agregando 20 partes del Activador WB como una relación de mezcla estándar para los colores de Autowave.
Para obtener una proporción de mezcla correcta, utilice la regla para medir #14 de color azul que proporciona el fabricante. En condiciones climáticas de alta temperatura y baja humedad (HR del 40% o menos), se recomienda lo siguiente:
• Añadir hasta 30 partes del Activador WB a colores metálicos para lograr una aplicación adecuada.
• No agregar más de 20 partes del Activador WB a los colores sólidos.
• Cuando exista humedad relativa en el am-biente de 40% o mayor, es posible agregar una cantidad de 10 partes del Activador WB a los colores sólidos.
Características del equipo de aplicación
Su aplicación se realiza con pistola de grave-dad, con tobera de 1.4 a 1.5 mm de diáme-tro, utilizando una presión de aplicación de 29 psi en la entrada de aire de la pistola HVLP máx. 10 psi a la salida. Verificar las especificaciones técnicas del fabricante de la pistola.
Vida útil de la mezcla:
Todos los colores diluidos, sólidos y perlados presentan una vida útil de 3 meses a 20ºC.
Colores metálicos que contengan MM888, tienen una duración de 1 semana a tempera-tura de 20ºC.
Los colores Autowave MM 777, 1 día a 20ºC.
Recomendaciones de aplicación
a) Colores Sólidos: Para la aplicación de colores sólidos, se recomienda pulverizar dos manos sencillas o hasta alcanzar el cubrimiento. Dejar orear entre capas incrementando el flujo de aire y/o calor hasta que la capa base seque por completo hasta lograr un acabado mate. Si es necesario dejar enfriar la superficie.


PARA MAYOR INFORMACIÓN:
60
Secar durante un mínimo de 15 minutos (máximo 24 horas) a 24°C, antes de la apli-cación del transparente.
b) Colores Metálicos y Perlados:En los colores metalizados y perlados, se aplica una capa completa, 100% capa cerrada (húmeda). Posteriormente una capa intermedia, 80% de la primera. Dejar orear entre capas incrementando el flujo de aire hasta que la capa base seque por completo logrando un acabado mate. Si es necesario deje enfriar la superficie.
Cuando se requiera, aplicar una capa de orientación, se incrementa la distancia aproximadamente de 30 a 35 centímetros y se rocía una capa clara sin áreas húmedas.
Secar durante un mínimo de 15 minutos (máximo 24 horas) a 24°C, antes de la apli-cación del transparente.
c) Aplicación en reparaciones pequeñas:
Durante la aplicación en reparaciones pequeñas
se aplican capas delgadas hasta lograr opacidad en la pieza. Se deja secar hasta que la pieza adquiera un color mate entre cada capa antes de desvanecer más allá de los bordes.
En el caso de los colores metálicos es necesario disminuir la presión de aire para controlar el color, se extiende cada capa hasta obtener la cobertura deseada y final-mente se aplica una capa de orientación que se desvanezca más allá de las capas de cobertura.
Secado
El proceso de secado y oreo depende con-siderablemente de la humedad y el flujo de aire. Por lo que se recomienda la utilización de sistemas de enfriamiento o aceleradores de aire a una distancia de aproximadamente 1 m de la pieza, de esta forma se incremen-tará el flujo de aire y éste a su vez disminuirá en gran proporción el tiempo de secado.


p u b l i r r e p o r t a j e


El sector Asegurador-Reparador no puede quedarse al margen de esta dinámica global y hoy en día Compañías de Seguros y Centros de Reparación cuentan con programas informáticos locales y en línea que les permiten mejorar sus procesos en muchos aspectos.
El siguiente esquema presenta los actores involucrados en el tema de atención, provisión de materiales y reparación, involucrados en las etapas por las que atraviesa un vehículo al momento de sufrir un siniestro y hasta la entrega del mismo.
Hoy día, el mercado ofrece soluciones específicas a cada uno de los involucrados en el tema de los siniestros de automóviles.
La dinámica del mundo actual exige que cada día salgan al mercado nuevos productos que faciliten las activida-des de la vida diaria y lo mismo en el entorno laboral.
Compañía de Seguros
Centros deReparación
Proveedoresde Materiales
v a l u a c i ó n
Soluciones tecnólogicasen el procesode valuaciónPor: Héctor Jiménez Díaz
64

de tres cotizaciones, realizadas vía telefó-nica o correo electrónico, a partir de éstas se toma la decisión sobre el proveedor que deberá surtir dicho componente.
Este proceso de cotización manual contem-pla solo una fracción de la cartera total de los proveedores de refacciones (tres cotiza-ciones en promedio) lo cual impide que la compañía de seguros contemple el total de los mismos y así obtener el mejor beneficio. Y lo más importante, no existen los medios informáticos y tecnológicos que permitan el seguimiento y desarrollo de proveedores.
En la actualidad existen programas encarga-dos de identificar y seleccionar el mejor pre-cio y tiempo de entrega de cada refacción. Esto vuelve más eficaz el proceso de cotiza-ción, logrando que la compañía de seguros obtenga el mayor beneficio de la compra. Al mismo tiempo, estos programas permiten el seguimiento histórico de cada proveedor, lo que beneficia tanto a la aseguradora como a los proveedores al poder obtener métricas de desempeño.
Control de peritos valuadores
Si el día de hoy el coordinador de peritos valuadores de una compañía de seguros deseara realizar una auditoría de se-guimiento sobre la opera-ción y forma de valuación de su equipo de trabajo, y no cuenta con una herra-mienta que automatice este proceso, el me-dio más directo consiste en
recopilar una cantidad determinada de expedientes y analizarlos detalladamente uno a uno.
La estimación de daños
En el pasado las personas encargadas de es-timar los costos de reparación se apoyaban principalmente de su experiencia y al tratar de ser más precisos debían apoyarse de tablas, manuales y toda información técnica a su alcance. El empleo de la “experiencia” de la persona daba pie a omisiones, fallas y subjetividades, mismas que en un determi-nado momento podían afectar o beneficiar a los involucrados en este proceso.
En la actualidad, existen herramientas infor-máticas cuyo objetivo principal es concentrar toda la información existente y necesaria para la estimación de daños. Estas herramientas tienen como proveedores de información a los propios fabricantes de vehículos y a cen-tros de investigación encargados de realizar estudios sobre reparabilidad automotriz.
Con estas herramientas, la compañía de se-guros cuenta con los recursos informáticos necesarios para reducir la subjetividad y los errores propios del ser humano.
El perito valuador
El día de hoy, podemos encontrar compañías donde el perito valuador se traslada más de cien kilómetros o más de dos horas de una ciudad a otra para realizar sus actividades. En términos de productividad, esto no debería de existir si no se tiene el volumen de trabajo que justifique estos traslados y tiempo.
Con la proliferación de Internet, existen sis-temas de comunicación los cuales, a través de este medio, permiten la comunicación a distancia. Lo que reduce e incluso elimina los traslados del Perito Valuador. Esto repre-senta incrementos en la productividad del mismo hasta en un 70%.
La cotización de refacciones
Actualmente el método de búsqueda, coti-zación, selección y solicitud de refacciones se realiza mediante un catálogo impreso de proveedores, del cual, centros de reparación y peritos valuadores seleccionan un promedio
65

66
PARA MAYOR INFORMACIÓN:
Tras lo cual, debe capturar los resultados obtenidos para finalmente realizar el trata-miento necesario que entregue los resulta-dos buscados.
Entre los beneficios de contar con herra-mientas informáticas para la estimación de daños se encuentra, el almacenamiento electrónico de toda la información que se genera de la utilización de éstas. A través de la cual, es posible monitorear la operación y la aplicación de las reglas de la compañía de seguros. De tal forma que permite la ejecu-ción de auditorías de una forma continua, rápida y precisa con la ventaja de adaptación a los requerimientos de cada empresa.
La administración de peritos valuadores
El manejo del personal y el manejo de la infor-mación, se vuelven más complejos conforme se incrementa el tamaño de la compañía de seguros; sin embargo, una correcta adminis-tración de los mismos es vital sin importar su tamaño.
Derivado de las herramientas informáticas utilizadas en la estimación de daños, se genera una gran cantidad de información. Esta información es tratada y puesta a disposición de la compañía de seguros a
través de informes completos y detallados, con el objeto de poder conocer y controlar su operación.
Fraudes
En el medio asegurador-reparador ocurren con una alta frecuencia actos fraudulentos donde el propietario del vehículo llega a so-licitar la indemnización de un mismo golpe con más de una compañía de seguros. A gran escala esto representa pérdidas estimadas en millones de pesos.
Para proteger a las compañías de seguros, existen sistemas que a través del almace-namiento, tratamiento y comparación del Número de Identificación Vehicular (VIN, por sus siglas en inglés) entre dos o más compañías de seguros es posible detectar y detener este tipo de actos ilícitos
Conclusión
La tecnología es un recurso de alto valor, el cual, aplicado de una forma adecuada, otor-ga grandes beneficios, no solo a las compa-ñías de seguros, sino a todos los involucra-dos en el sector asegurador-reparador; tanto en el tema económico, operativo y en el de control de personal.

67
e v e n t o s
Sobresaliente participación de Cesvi México en seminario colombiano de recubrimientos Industriales: Cubrecol AméricasPor: Marco A. Valenzuela Tapia
En la que se ha convertido en una cita obligada para la industria del pintado en América Latina, Cubrecol Américas se llevó a cabo exitosamente y Cesvi México colaboró significativamente en ese logro.
Por segundo año consecutivo, Cubrecol Américas destinó uno de sus ejes temáticos para trabajar los asuntos relacionados con el repintado automotriz, segmento que abarca cerca del 70% del mercado de pinturas para vehículos en América Latina.
En la edición 2010 celebrada en la ciudad de Medellín los días 9 y 10 de septiembre, el Centro de Experimentación y Seguridad Vial México fue invitado por los organizadores para ofrecer una serie de conferencias diri-gidas al personal técnico de los talleres de reparación de vehículos. Cabe destacar que Cesvi es la única entidad dedicada a la inves-tigación y capacitación en materia de repara-ción y siniestros en México, y con más de 14 años de experiencia se ha convertido en un punto de referencia para plantas ensambla-doras, fabricantes de pinturas, herramientas y equipos, así como para los distribuidores y talleres de reparación, sin olvidarse de instituciones públicas y privadas.
En el máximo evento de recubrimientos industriales y automotrices de Colombia, el ingeniero Rubén Moreno Torres, Gerente de Autos de Cesvi México, encargado de pronunciar tres conferencias: “Rendimiento en pinturas durante el proceso de repintado
de vehículos”, “Fallas más recurrentes en el repintado automotor” y “Color y brillo: acabados para vehículos”; exteriorizó la satisfacción que le dio el haber compartido los conocimientos y experiencia que tiene el centro investigador con los colegas su-damericanos: “la verdad es que el foro estuvo excelente, nos atendieron de mara-villa y queremos que potencialicen la infor-mación de la mejor manera”, comentó.
Así entonces, los más de 400 asistentes que se dieron cita a la séptima ocasión en que se organiza este evento, pudieron constatar los avances que ha tenido laindustria del repintado en sus diversas áreas de aplicación.

68
e v e n t o s
Incentivar las mejores prácticas en reparación y motivar la cultura vial en
Expo RUJAC 2010Esas fueron las premisas con las que Cesvi México mediante su División Gua-dalajara, se hizo presente en la XXVI edición de la Expo RUJAC (Refacciona-rias Unidas de Jalisco, A.C.) llevada a cabo del 8 al 10 de septiembre en las instalaciones de Expo Guadalajara, en la propia capital del Estado de Jalisco.
A decir de los organizadores, se dieron cita más de 16 mil visitantes, provenientes no solo de la localidad sino del resto del país e incluso del extranjero, sobresaliendo los norteamericanos y los asiáticos.
Por su parte, Cesvi México aprovechó este foro de autopartes para consolidar su presencia en el occidente de la república al difundir sus productos y servicios.
Al respecto, Lieto Morales Álvarez, Gerente de la División, comentó “resultó una exce-lente oportunidad para seguir posicionando a Cesvi como marca y para promover amplia-mente su portafolio de servicios, tanto en el ámbito local, como nacional”.
Mencionó también que en lo que respecta al tema de manejo defensivo, se han ido in-tensificando los esfuerzos comerciales para apoyar a más empresas públicas y privadas de la región y así reducir su siniestralidad.
“La acogida que tuvimos en Expo RUJAC fue excelente, desde el primer día mucha gente se nos acercó, sobre todo mecáni-cos, que se interesaron muchísimo en los cursos que impartimos. Incluso la folletería que llevábamos se acabó rápidamente y en términos generales recopilamos una buena cártera de clientes potenciales a los que les estaremos dando puntual seguimiento”, expresó el Lic. Morales.
Cabe decir, que Expo RUJAC 2010 contó con más de 500 stands en un área de 16 mil metros cuadrados con los que se consolida como una estupenda plataforma para el crecimiento económico que solidifica el buen manejo de su imagen y lo incorpora a nuevos nichos de potenciales mercados.


70
e v e n t o s
Primer foro nacional de buenas prácticas en seguridad vialLos pasados días 30 de septiembre y 1 de octubre del año en curso, se celebró en el puerto de Acapulco, Gue-rrero, el Primer Foro Nacional de Buenas Prácticas en Seguridad Vial, organizado por la Secretaria de Salud, a través del Secretariado Técnico de Consejo Nacional para la Prevención de Accidentes CONAPRA y en él, Cesvi México tuvo una destacada participación.
En dicho foro, Cesvi México participó como jurado del concurso al que fueron invitados gobiernos del orden municipal, estatal y federal de todo el país, así como organizaciones no gubernamenta-les, organismos privados y sociedad civil, que hayan llevado a cabo algún proyecto que contribuya y que cumpla con los criterios de una buena práctica en materia de seguridad vial.
Durante el acto inaugural, el subsecretario de Prevención y Pro-moción de la Salud, Mauricio Hernández Ávila, inauguró el evento y señaló que “la obesidad, los problemas asociados al consumo del alcohol, las lesiones por accidentes de tránsito y por causa externa, son temas prioritarios que la Secretaría de Salud está atendiendo con acciones concretas”. Por su parte, Cesvi México, como organismo especializado en temas de Seguridad Vial, formó parte del Comité Técnico Evaluador de las mejores prácticas puestas en marcha en todo el país. Al respecto, las categorías que se evaluaron fueron:
1. Vigilancia y Control Policial 2. Educación Vial 3. Legislación 4. Campañas de comunicación e información 5. Participación y promoción social 6. Infraestructura 7. Atención pre-hospitalaria 8. Información y Datos
Además de fungir como jurado, Cesvi parti-cipó con una presentación de temas de segu-ridad vial por parte del Subdirector Opera-tivo, Miguel Guzmán Negrete, en la reunión que sostuvieron los COEPRAS (Comité Estatal para la Prevención de Accidentes), en la que se presentaron los resultados que cada Comité ha obtenido en los diferentes estados del país.
Asimismo, el propio directivo de Cesvi apuntó que lo más desatacado del encuen-tro fue “ver por fin un objetivo común en materia de seguridad vial y que los actores involucrados ya están asumiendo su parte de responsabilidad para lograr el objetivo traza-do: evitar 60 mil muertes por accidentes de tránsito en un periodo de 10 años” en lo que se denominó “Una década de acciones por la seguridad vial 2011-2020”.
Finalmente, en el evento se anunció que México será sede del Encuentro Iberoameri-cano de Seguridad Vial (EISEVI), a celebrar-se en el mes de mayo del próximo año.



