edit - cesvi mexico · 2016-07-13 · editeditoorialrial cesvi mÉxico no. 11 2006 revista para el...
TRANSCRIPT


www.cesvimexico.com.mx
E d i t o r i a lE d i t o r i a l
CESVI MÉXICO NO. 11 2006Revista para el sector aseguradorreparador y automotriz
RedacciónCentro de Experimentación y Seguridad Vial MéxicoCalle uno sur #101, Parque Industrial Toluca 2000,Toluca, Estado de México. C.P. 50200.Tel: 01(722) 2-79-36-04 Fax: 2-79-02-24
DirectorIng. Ángel J. Martínez Álvarez
Coordinación GeneralLic. Alberto Nolasco Estrada
Coordinadora EditorialLic. Silvia Calderón Huarota
Consejo EditorialIng. Juan Carmona RoblesLic. Alberto Nolasco EstradaIng. Miguel Guzmán NegreteLic. Silvia Calderón HuarotaIng. Víctor H. Orihuela López
Colaboradores en este número:Horacio Gutiérrez Osorio, Luis Derbez Guadarrama, J. Car-los Tiol Nieto, Rolando Gris Domínguez, Mario A. Ramírez Montes de Oca, Raúl Márquez Otálora, Moisés Fernández Esquivel, Everardo Morales Cuevas, Marco Valenzuela Tapia, Indra Hernández Olmos, Fernando Cuellar Santiago, Fátima Ayala Gómez, Joaquín Herrera Snell.
Fotografía.Lic. Marco A. Valenzuela TapiaLic. Silvia Calderón Huarota
Marketing Lic. Erika Caballero Romero
Diseño GráficoFactor Creativo, Publicidad IntegralEduardo Valdez H Luz
CESVI MÉXICO es una publicación trimestral con un tiraje de 5,000 ejemplares, Certificado de Reserva de Derechos: 04-2004-060113093200-102, Expediente: 1-432 “04”/16722, Certificado de Licitud de Título: 12873, Certificado de Licitud de Contenido: 10446 de la Comisión Calificadora de Publicaciones y Revistas Ilus-tradas. Los puntos de vista expresados en los artículos de sus colaboradores externos, pueden o no ser compartidos por la revista Cesvi México y su publicación no significa necesariamente un acuerdo con las opiniones vertidas.
Comentarios:[email protected]
Para el mes de septiembre CESVI MÉXICO, S.A. cumple una década de haberse creado, y durante estos diez años se han hecho grandes esfuerzos por normar tanto al sector asegurador como al reparador, obteniendo resultados muy positivos y un merecido reconocimiento por parte de ambos sectores. Las compañías socias fundadoras y artífices del proyecto fueron: CBI Seguros, Seguros Tepeyac, Grupo Nacional Provincial, Seguros Inbursa, Seguros Comercial América, Seguros Atlas, Monterrey Aetna y Seguros Serfin Lincoln, que con el apoyo de Ces-vimap Internacional hicieron posible la creación del Centro. Actualmente, las compañías socias son: Mapfre Tepeyac, Seguros Inbursa, Seguros Atlas, ING Comercial América, GNP y Qualitas Compañía de Seguros.
Durante este periodo, la relación que se hizo con plantas armadoras refleja el gran trabajo que se ha hecho por parte de los ejecutivos de Cesvi y sus compañías so-cias, a tal grado que actualmente se tiene firmado un convenio entre VW Planta, Asociación de Distribuidores, Audatex, SEVASA, compañías de seguros y Cesvi México como ente capacitador. Recientemente se ha concretado un acuerdo en el cual FORD incorporará a 35 BODY SHOP a nivel nacional bajo un esquema de capacitación de manera muy particular.
Los trabajos que más representan a Cesvi y con los cuales está muy identificado son:
• CRASH TEST de los vehículos más comerciales.• CURSOS DE CAPACITACIÓN para ajustadores, valuadores, hojalateros, pintores, mecánicos, de manejo defensivo, etc.• EXPO CESVI, la cual se consolida año con año a nivel nacional.• DIVERSAS PUBLICACIONES (manuales descriptivos y de raparación, fichas técnicas de carrocería mecánica, pintura, equipo pesado, identificación vehicular; directorio de talleres), que se difunden entre sus asociados.• REVISTA CESVI MÉXICO, la cual es de gran apoyo al sector reparador por su contenido técnico.• PROGRAMA INTEGRAL DE SEGURIDAD VIAL (PISV), el cual se ha elaborado para empresas como LALA.
En fin, esperamos que Cesvi México se siga consolidando como un Centro de Investigación innovador y a la vanguardia tecnológica en los sectores asegurador y reparador.
¡¡FELICIDADES A TODOS LOS INTEGRANTESDE CESVI MÉXICO!!

ContenidoOpiniónEntrevista con Gerardo Sánchez BarrioDirector de Daños, Seguros Atlas4
7CarroceríaSistema de medición por ultrasonido APEX
PublirreportajePRAXAIR12
PinturaAcabados en plásticos texturizados14
20Ficha TécnicaVolkswagen Bora 2006
34ElectromecánicaSistema de Control de Emisiones Contaminantes
38Reportaje
Pinturas al agua, tecnología respetuosacon el trabajador y el ambiente
InterésLos datos estadísticos más
impresionantes de los mundiales 44
Identificación VehicularInscripción al Registro Público Vehicular 46
Seguridad VialLa inteligencia emocional y la conducción
Vehículos IndustrialesEquipo para el pintado en grandes superficies
EventosConcurso Internacional SEAT
50
54
60

o p i n i ó n
3
“Estamos muy contentos con el desarrollo de Cesvi y con los servicios que hemos recibido como socios”. Así describe Gerardo Sánchez Barrio, Director de Daños de Seguros Atlas, la relación que ha tenido su empresa con Cesvi México.
Gerardo Sánchez Barrio, actuario de profesión y un apasio-nado del sector asegurador, ha dedicado la mitad de su vida a los seguros y entre las diversas responsabilidades asumidas, destaca el haber sido Presidente del Consejo de Adminis-tración de Cesvi México durante el periodo 2004-2006.
Actuario, con seis décadas de participación en el Sector Asegurador Mexicano, ¿qué representa para Seguros Atlas el factor humano?Atlas es una empresa con 65 años en el mercado mexicano y el factor humano siempre ha sido una parte fundamental de la compañía; sus agentes, sus empleados, siempre han estado por arriba de todo, incluso del propio capital de la firma, son la fuerza vital de Seguros Atlas.
Atlas siempre se ha caracterizado por cuidar mucho a su gente, siempre busca su desarrollo, que esté a gusto. Y un reflejo de lo anterior es que varios empleados tenemos mucho tiempo aquí, como yo, que tengo 22 años de servicio.
Además, Atlas es un claro ejemplo de cómo una empresa sí puede tener una gran eficiencia sin descuidar los valores éticos y humanos… somos una compañía muy humana.
Desde su perspectiva, ¿cuál es la situación actual del ne-gocio de los seguros y cuál es su potencial de desarrollo?Mira, el mercado mexicano de seguros produjo el año pasado primas por casi 13 MMDD, lo que lo coloca como líder lati-noamericano en el sector; sin embargo, al comparar esta cifra con el ejercicio 2004, el mercado en su conjunto se redujo en términos reales 2.6%; los ramos de daños decrecieron casi 10% y el mercado de automóviles -pese a que se ha incre-
Entrevista con Gerardo Sánchez BarrioDirector de Daños, Seguros Atlas.
CESVI-ATLASUNA RELACIÓN FIRME Y SEGURA
mentado de forma muy importante el número de unidades aseguradas- únicamente tuvo un crecimiento del 1.4%, lo cual significa que tenemos una “guerra de precios” durísima y por ende los márgenes de ganancia se han apretado bastante.
Otro factor negativo para 2005 fue el clima, ya que al haberse presentado tres huracanes, este año se sitúa como el más cos-toso para las aseguradoras, pues se perdieron alrededor de 2200 MDD, así que por mucho fueron los eventos asegura-dos más importantes de la historia del seguro en México.
Con los datos que ofrece, actuario Sánchez, ¿no resulta paradójico el que hayan crecido tan poco en el ramo au-tomotor, siendo que 2005 ha sido uno de los años con mayor venta de unidades?Pues sí resulta paradójico el que al tener una mayor ex-posición de autos las compañías estemos creciendo casi nada, pero como dije, la guerra de precios es tremenda y hemos tenido que abaratar las primas. Esto beneficia al asegurado, pero también ha reducido los márgenes de ganancia de forma significativa.
¿Qué podría comentar sobre el potencial de desarrollo?Para contestar la pregunta me gustaría asentar que la industria aseguradora aporta al PIB alrededor del 2%, y si nos compara-mos con otras economías de la región notaremos que estamos por debajo. Ahí está nuestra área de oportunidad. En el caso específico de autos, sólo el 45% del parque vehicular nacional está asegurado, quedándonos un 55% por cubrir.
Actuario, menciona que menos de la mitad de los autos que circulan en el país están asegurados, ¿no debería la autoridad hacer algo al respecto?El seguro obligatorio es un tema que se ha convertido en le-tra muerta; ha habido varias iniciativas de ley para llevarlo a la práctica, mismas que no han fructificado por diversos intereses. Tenemos el caso del SUVA (Seguro Único de Ve-hículos Automotores) en el D.F., que sencillamente quedó
Por: Marco A. Valenzuela Tapia

4
en el olvido. Las compañías de seguros hicimos una fuerte inversión para dar el servicio a los usuarios, pero el gobierno capitalino no implementó la Ley.
¿Cuál es la posición actual de Segu-ros Atlas en el Ranking mexicano de instituciones de seguros y qué resultados esperan para el presente ejercicio?Seguros Atlas ocupa el lugar 13 en primas emitidas de todos los ramos; en autos el lugar 11; en daños el 8; sin embargo, en términos de índices de capitalización y solvencia tenemos uno de los mejores lugares.
Lo que esperamos para el presente ejercicio es un incremento del 20%, que nos permita ampliar nuestra par-ticipación, sin descuidar el hecho de contar con una operación técnica rentable y positiva. No queremos ser la compañía número 1 sólo por las ventas, nos interesa ser una compañía rentable que ofrezca productos com-petitivos a sus clientes.
¿Qué aspectos, además de los ya cita-dos, distinguen a Seguros Atlas de la competencia?Si notas los valores en nuestra Misión como compañía, destacan el espíritu de servicio, la responsabilidad, la honesti-dad, la productividad y la creatividad. Somos una empresa financieramente sólida, muy sana y rentable. Somos una compañía flexible y dinámica que se adapta a las necesidades de sus clien-tes, de ahí nuestro lema: “La empresa a la medida”.
¿Cuáles son en este momento sus mayores oportunidades de creci-miento?Hemos encontrado en las licitaciones de gobierno buenas oportunidades. Somos selectivos pero ya participa-mos. Otra oportunidad de negocio es el ramo de daños relacionados con los huracanes. En líneas personales confia-mos en que la economía nos brinde a todos la oportunidad de poder invertir en la protección de nuestra salud, vida y bienes.
¿Cómo participa Seguros Atlas en la promoción de una cultura del seguro?Atlas participa junto con la AMIS (Asociación Mexicana de Instituciones de Seguros) y el resto de las compañías en este importante punto. Pienso que la cultura aseguradora debe cultivarse desde la niñez, en nuestras casas, ense-ñándoles a los pequeños el valor del ahorro y la prevención de riesgos. En este sentido, quiero destacar las accio-nes que ha tomado CESVI para apoyar presentaciones en diversas escuelas fo-mentando la cultura vial y la preven-ción de accidentes.
Creo también que la implementación de seguros obligatorios juega un papel fundamental en el desarrollo de la cul-tura del seguro.
¿Qué metas se ha trazado como Di-rector de Daños?Seguir colaborando en Seguros Atlas; la verdad es que no me veo haciendo otra cosa. El haber fungido como
Presidente del Consejo de Adminis-tración de Cesvi México fue una gra-ta experiencia. Además sigo forman-do parte y teniendo participación activa en la Asociación Mexicana de Actuarios, A.C., en la que acabo de participar como Secretario, mientras que en el CONAC (Colegio Nacio-nal de Actuarios, A.C.) continúo como Presidente del Comité de Cer-tificación. Como notas, mi vida son los seguros.
¿Podría hablar sobre sus expectativas para este año en términos de inver-sión y primas?En Seguros Atlas mantenemos una filosofía de crecimiento con rentabi-lidad. En el año 2005 el mercado de-creció 2.6%, mientras que nosotros crecimos 7.3%, lo que nos permitió subir nuestra participación.
Para el año 2006, y tomando como base un crecimiento del PIB del 3.5%, el mercado de seguros está es-perando un crecimiento real en su conjunto de aproximadamente 7%, con un crecimiento de más del 13% en el seguro de daños, del 8% en ac-cidentes y enfermedades, y del 5% en vida y autos.
En la Empresa nos hemos planteado una meta más agresiva, por lo que in-tentaremos tener un crecimiento del 20% en términos reales, con crecimien-tos superiores a los del mercado en cada uno de los distintos ramos, siempre buscando cuidar la rentabilidad de la Compañía.

5
¿Cómo considera la relación entre compañías de seguros, plantas armadoras y talleres de reparación?Creo que esta relación ha mejorado mucho, muestra de ello son los convenios que se han podido establecer en los últimos dos años con algunas plantas armadoras, en los que se han conseguido mejores condiciones de operación e incluso precios, permitiendo una comunicación más es-trecha entre las partes.
En el caso específico de los talleres, es importante destacar los significativos avances que se han tenido en la imple-mentación de los sistemas de valuación-autorización de reparaciones, así como las mejoras que han tenido gracias a la capacitación de sus operadores. En am-bos procesos, por cierto, Cesvi ha juga-do un papel fundamental al contribuir a unificar criterios y buscar una capaci-tación y profesionalización de todas las partes involucradas en la atención de los siniestros de automóviles.
Cabe señalar que si bien estos avances han sido muy importantes, aún queda un largo camino por recorrer y existen muchas oportunidades de mejora en plantas, talleres y aseguradoras, las cuales debemos seguir buscando con la ayuda y participación de Cesvi.
¿Qué beneficios se han obtenido de los servicios que Cesvi México otorga a su aseguradora, y éste ha sido partícipe de alguna manera en sus proyectos?Mira, Seguros Atlas participó en la crea-ción de Cesvi desde su inicio, y du-rante todo este tiempo hemos recibido grandes beneficios de esta inversión; si tú me pidieras que los nombrara creo que el punto principal sería la capacitación que hemos reci-bido, tanto en cursos presenciales como con los manuales y los videos que elabora el Centro. El segundo punto es la ca-pacitación que se da a los talleres y la certificación que se les otorga para poder trabajar con nosotros, ahí cabe mencionar que tenemos una política muy estricta, pues sólo trabajamos con talleres que están certificados por CESVI.
Por supuesto, también nos hemos beneficiado de los índices de reparabilidad y dañabilidad en vehículos automotores y de los tabuladores de reparación y pintura, documentos que nos proveen de información privilegiada para utilizarla en conjunto con los sistemas automatizados de valuación como Audatex; además de la determinación de las primas técnicas en la afinación de los costos de los seguros.
Así mismo, recibimos información sobre los sistemas anti-rrobo para ponderar la siniestralidad de los vehículos y ajustar
las primas. No puedo dejar de mencionar al CESVI VIN, que nos permite detectar fácilmente los vehículos que han sido al-terados en su numeración, y por supuesto, todo el soporte que tenemos de CESVI en peritajes técnicos de Reconstrucción de Accidentes, mismos que son de gran ayuda en todos los procesos de atención de siniestros e incluso en los procesos ju-diciales que se derivan de los mismos. Entonces, la verdad, es-tamos muy contentos con el desarrollo que ha tenido CESVI y con los servicios recibidos como socios.
Actuario, suele relacionarse a CESVI más con cuestiones de reparabilidad que de Seguridad Vial, por ello la in-sistencia de la pregunta, ¿qué tanto se ha beneficiado Seguros Atlas de los servicios periciales de CESVI?Muchísimo. El punto fundamental del tema de los accidentes, es que en México no estábamos acostumbrados a tener este tipo de análisis e informes profesionales, sustentados técnica y científicamente; salvo por el lado de la autoridad que era la única que los venía realizando. Antes no había nadie que tuviera la capacidad, la presencia y el reconocimiento de poderse sentar con la autoridad a cuestionar un peritaje o a presentar algo diferente. Creo que lo que se ha venido haciendo en CESVI es muy positivo y es un gran paso para seguir avanzando en el reconocimiento en el sector. Las condiciones están da-das para lograrlo y sólo será cuestión de tiempo para que este reconocimiento se vaya dando en el mercado.
¿Podría comentar su experiencia como Presidente del Consejo de Ad-ministración de Cesvi México du-rante el periodo 2005-2006?
Cesvi México ha venido consolidando su participación den-tro de los sectores asegurador y reparador de México, e in-cluso Centroamérica y el Caribe, en materia de formación, capacitación y seguridad vial.
Cesvi México es ya un punto de referencia obligado para ase-guradoras, talleres automotrices, plantas armadoras y fabrican-tes de pinturas, herramientas e insumos de taller; la influen-cia que ejerce ha contribuido a profesionalizar el mercado en sus productos y servicios en beneficio de la sociedad.
En este sentido, para mi fue un honor el haber sido desig-nado Presidente del Consejo de Administración de Cesvi en los últimos dos años, tiempo durante el cual con el apoyo de todas las compañías socias, pude participar en la consolidación e implementación de nuevos proyectos, los cuales estoy seguro contribuirán para que Cesvi mantenga su carrera ascendente.


c a r r o c e r í a
7
Aprovechar los últimos avances tecnológicos para la reparación moderna de automóviles, es hoy por hoy toda una necesidad. El taller siempre ha buscado la manera de aplicar estos adelantos para actualizarse en la gestión de sus recursos técnicos, económicos y humanos. Existen sistemas de medición electrónicos para el control de cotas de la carrocería, que además de facilitar el diagnóstico de daños y reparación, elimi-nan cualquier posibilidad de error al prescindir de los tradicionales cálculos manuales. El sistema de medición electrónica permite realizar un control previo del estado estructural de la carrocería para determinar -por medio de datos concretos y reales- la mag-nitud y alcance de las deformaciones; de esta manera, se
Sistema de medición por ultrasonido APEX.
Por: Horacio Gutiérrez Osorio
¡A LA MEDIDA DE LAMODERNIDAD!
puede realizar con más precisión el planteamiento de la operación de estiraje, permitiendo conocer la evolución de la estructura, para ir recuperando poco a poco sus cotas originales. Al momento de sustituir las piezas, proporcio-nará una referencia exacta para que el ensamble de la nueva pieza se realice en la posición correcta. A continuación, se describe el Sistema de Medición por Ultrasonido Apex.
1. Descripción del Equipo
El Sistema de Medición Electrónico Computarizado Apex, ha sido específicamente diseñado para manejarse a través de una computadora y está basado en un sistema de control de cotas que utiliza la más reciente tecnología de ultrasonido.

8
El equipo está constituido básicamente por una viga de medición y una computadora. Tiene una consola diseñada para usarse en un taller de reparación y un emisor central (viga), ligero por su construcción en aluminio extruído. La viga de medición va mon-tada sobre un carril guía por el que también se desliza; recibe las señales enviadas por seis emisores o sondas ultrasónicas, mismas que van colocadas en los diferentes puntos del vehículo que se desea analizar.
Las ondas ultrasónicas no crean una línea directa entre el emisor y sensor al medir los puntos seleccionados. Las señales serán co-rregidas por los micrófonos de alta frecuencia localizados en el emi-sor central (viga). Si se reposiciona la viga después de la primera medición, el receptor central automáticamente dará las mismas mediciones.
2. Características Técnicas
• La consola es un armario que cuenta con ruedas para facilitar su desplazamiento por el taller. En ésta se encuentran la computadora, las sondas y los accesorios necesarios para la fijación a la carrocería.
• La computadora está constituida por una unidad central, encar-gada de gestionar y gobernar a todo el sistema. Contiene una base de datos, actualizable periódicamente, con las cotas de los distintos vehículos proporcionadas por los fabricantes. También incluye un monitor y un teclado diseñados para trabajar en ambientes con emisión de partículas y polvo, así como una impresora.
ALIMENTACIÓN DEL EQUIPO
110/120 V c.a. 50/60 Hz
COMPONENTES PESO DIMENSIONES (MM)Consola
VigaCarril guía
164 kg.26 kg.10 kg.
650 X 600 X 143575 X 175 X 370030 X 170 X 3700

• Las sondas o emisores de ultrasonidos se suministran en número de seis con la versión estándar. Llevan dos puntos de emisión de ultrasonidos, uno superior y otro inferior. Obtienen la alimentación de corriente que necesitan para su funcionamiento directamente de su conexión a la viga de medición.
• En los cajones de la consola, vienen ordenados e identifi-cados los accesorios y los útiles necesarios para el montaje de las sondas en los puntos del vehículo que se deseen medir.
3. Aplicaciones
Se pueden realizar mediciones con mecánica montada o desmontada, además de combinaciones en donde se pre-sentan puntos con mecánica y otros sin ésta.
Las dimensiones registradas por el sistema se comparan con las que tiene el vehículo en la base de datos, calcu-lando y mostrando las diferencias que pueden existir entre ambas medidas.
Este sistema indica, a través de flechas, las desviaciones que se producen en longitud y anchura, empleando círcu-los para señalar las desviaciones en altura. Utiliza un có-digo de colores para denotar si el punto está por encima de las cotas (círculo amarillo) o por debajo de las cotas (cír-culo azul). El tamaño con el que aparecerán estos círculos y flechas corresponderá a la magnitud de la desviación. Esta forma de representación, es muy útil para identificar de manera rápida y sencilla las deformaciones, aportando una idea clara sobre el planteamiento de los tiros necesa-rios para corregirlas.
El equipo realiza medidas en intervalos cortos, de tal manera que las variaciones de tamaño en estos círculos y flechas darán oportunidad de visualizar la evolución del proceso de estiraje.

10
Toda la información proporcionada y generada por el Sistema de Medición por Ultrasonido Apex puede alma-cenarse, recuperarse e imprimirse, lo que brinda la opor-tunidad de contar con un fichero actualizado de vehículos y de clientes.
4. Instrucciones de Uso
a) La medición puede realizarse de igual forma en un e-levador, en una bancada o incluso a nivel del piso, siempre que se permita posicionar la viga bajo el vehículo a una altura tal que los receptores puedan captar las señales de las
sondas.b) La viga tiene en uno de sus extre-mos la marca de una flecha, la cual, bajo el vehículo, debe hacerse coin-cidir con la parte delantera del mis-mo, sin importar
el tipo del daño. La conexión a la consola debe realizarse antes de poner en funcionamiento el equipo.c) Al encender el equipo se carga e inicializa el programa Apex. Se comienza por introducir los datos del cliente y del vehículo, posteriormente se selecciona la marca y el modelo del vehículo a analizar.d) En la pantalla siguiente, aparece la ficha del vehículo con los puntos a controlar y las cotas necesarias en di-chos puntos. Aquí, se tiene que definir si la medición se realizará con mecánica montada, desmontada o con una combinación de ambas.e) Mientras se van seleccionando los puntos a medir, el programa va indicando los accesorios que deben colocarse sobre la carrocería para el posicionamiento de las sondas.f ) El programa tiene la opción de ampliar la imagen de la zona que rodea al punto de medición, con el objetivo de ayudarnos en la identificación de algún punto que no está muy claro.g) Después de colocar las sondas en la carrocería y co-nectarlas a la viga, el equipo está listo para realizar la medición. Al elegir la opción medir, aparecen en pantalla los resultados, mostrando la diferencia entre las cotas me-didas sobre el vehículo y las especificaciones incluidas en la base de datos.h) Eligiendo la opción reparar, aparecerá en pantalla el es-quema del vehículo, mostrando gráficamente las diferen-cias existentes entre las cotas reales y las especificaciones. Manteniendo esta pantalla durante el proceso de estiraje puede visualizarse el comportamiento de la reparación. Cualquier pantalla puede imprimirse en el momento en que aparece en el monitor.
i) Al terminar el estiraje, se puede obtener un informe de todo el proceso. Si se desea almacenar el reporte generado por la medición, habrá que elegir la opción de imprimir, con lo que se archiva automáticamente.j) Tanto en la pantalla de medidas como en la reparación, se pueden obtener punto a punto las cotas de base de da-tos, las reales y la diferencia entre ambas.k) Al concluir las mediciones y estirajes, se procede al desmontaje del equipo, apagándolo antes de desconectar la viga.
11
5. Recomendaciones
• Leer las instrucciones y precauciones del manual del equipo.• Proteger la viga y la consola de la proyección de residuos que producen los trabajos de soldadura y lijado durante el proceso de reparación.• Evitar todo contacto del equipo informático con equipos de soldadura por resistencia que se encuentren en funcio-namiento, ya que los fuertes campos magnéticos pueden alterar su funcionamiento. • Evitar la proximidad de las terminales magnéticas de los accesorios sobre la pantalla del monitor de la computadora.• Mantener el equipo alejado de ambientes húmedos.• Evitar los ruidos agudos cuando se esté midiendo, ya que las ondas sonoras pueden interferir en los resultados de la medición o bloquear los micrófonos.• El sistema Apex es un instrumento de medición, por con-siguiente debe usarse como tal para garantizar su óptimo funcionamiento.• Al trasladar la consola de lugar, se deben cerrar los ca-jones con la llave correspondiente, así se evitan los golpes a vehículos cercanos y posibles caídas de la consola.
Extracto de la Ficha Técnica de Reparación de Vehículos de Carrocería No. 7 2004.Para mayor información:[email protected]


p u b l i r r e p o r t a j e

p i n t u r a
14
En el pintado de plásticos, además de enfrentarnos a los típicos casos de cómo obtener la adherencia y cómo pro-porcionar flexibilidad a los productos, debemos también resolver el problema de igualar la textura de algunas pie-zas.
Los fabricantes de pintura ofrecen productos y procesos que permiten un acabado muy semejante al original. Cuando no se cuenta con tales productos, es posible lograr este acabado utilizando la técnica adecuada y siguiendo las recomendacio-nes que aquí se presentan.
1. Proceso de Repintado de Plásticos Texturizados
Los plásticos utilizados en la fabricación de partes para au-tomóviles se clasifican en termoplásticos, termoestables y elas-tómeros; y dependiendo del tipo de material, el proceso de preparación tendrá algunas diferencias. Los termoplásticos y elastómeros siguen el mismo proceso de preparación y apli-cación, no así los termoestables, debido principalmente a la falta de adherencia de los termoplásticos.
Por: Raúl Márquez Otálora
Acabados en plásticos texturizados
LO QUE BIEN EMPIEZA…¡BIEN ACABA!

LO QUE BIEN EMPIEZA…¡BIEN ACABA!
A continuación, se indica de forma general el proceso de repintado de plásticos:
a). Termoplásticos
1.- Limpieza y desengrasado. 2.- Lijado de bordes (P120 – P180).3.- Limpieza y desengrasado (con disolvente anti-estático).4.- Aplicación de promotor de adherencia sobre el área dañada.5.- Aplicación de masilla para plásticos.6.- Lijado de la masilla (P120-P220).7.- Limpieza y desengrasado.8.- Matizado del área cercana al daño (P320, P400 ó fibra marrón).9.- Limpieza y desengrasado.10.- Aplicación de promotor de adherencia.11.- Aplicación de aparejo de relleno.12.- Lijado de aparejo (P320, P400).13.- Matizado al resto de la pieza (fibra marrón).14.- Limpieza y desengrasado.15.- Aplicación de promotor de adherencia.16.- Aplicación del acabado texturizado.

16
b). Termofijos y Termoestables
1.- Limpieza y desengrasado. 2.- Lijado de bordes (P120 – P180).3.- Limpieza y desengrasado (con disolvente anti-estático).4.- Aplicación de masilla para plásticos.5.- Lijado de la masilla (P220).6.- Limpieza y desengrasado.7.- Matizado del área cercana al daño (P320, P400 ó fibra marrón).8.- Limpieza y desengrasado.9.- Aplicación de aparejo de relleno.10.- Lijado de aparejo (P320, P400).11.- Matizado del resto de la pieza (fibra marrón).12.- Limpieza y desengrasado.13.- Aplicación del acabado texturizado.
2. Aplicación de Acabado Texturizado
Cuando el aparejo sobre el que se realiza el acabado no presenta un color similar al del texturizado, se recomienda aplicar una base color en la superficie, ya que las pinturas texturizadas contienen matizantes que pueden reducir el poder cubriente.
Existen dos formas de conseguir un acabado texturizado, la primera es utilizando un aditivo texturizante y la otra sustituyendo el uso del aditivo por una técnica adecuada de aplicación.
• En el primer caso, los aditivos texturizantes de algunos fabricantes permiten obtener un acabado muy semejante al original. Existen tres tipos de aditivos que proporcionan diferente textura (fina, mediana y gruesa), aunque algunas marcas sólo comercializan dos tipos.

17
• Para el segundo caso, el texturizado se puede conseguir sin el uso de aditivos, variando la presión, la distancia y el paso del producto.
a). Aplicación del acabado utilizando aditivo texturizante.
• Aplicar fondo similar al del acabado (en caso de ser necesario).• Preparar el color monocapa. • Elegir el aditivo texturizante (fino, mediano o grueso).• Mezclar el monocapa y el aditivo texturizante de acuerdo a especificaciones del fabri-cante.• No colar el producto.• Aplicar de 2 a 3 manos medianas respetando las recomendaciones del fabricante.
Nota: El aditivo texturizante ya contiene matizante.
b). Aplicación del acabado sin utilizar el aditivo texturizante.
• Aplicar fondo similar al acabado (en caso de ser necesario).• Preparar el color monocapa.• Agregar el aditivo matizante al color y mezclar de acuerdo a especificaciones del fabricante.• Colar el producto y vaciar a la pistola.• Aplicar las manos de seca a mediana para mantener el acabado mate, ya que al aplicar manos húmedas se incrementa el brillo.• Aplicar el acabado basándose en los parámetros de la tabla de especificaciones.
Nota: Si el fabricante lo recomienda, se puede utilizar aditivo flexible a la mezcla de color y matizante.

Aplicación de acabados texturizados con pistola HVLP
El tiempo de oreo entre manos es de 5-10 minutos.
Nota: Para obtener una mejor apariencia se recomienda aplicar 2 ó 3 manos en la zona dañada y 1 ó 2 manos al resto de la pieza.
Conocer estos productos y procesos es de gran importancia porque en algunos casos es más factible reparar que cambiar la pieza, debido a los altos costos de las refacciones.
Seguridad e Higiene
El equipo de seguridad e higiene que recomienda Cesvi México es el que se describe a continuación:
• Mascarilla contra polvos• Mascarilla contra vapores orgánicos• Guantes de látex o vinil• Zapatos de seguridad• Overol antiestático• Lentes de seguridad
Para mayor información:[email protected]
18
Diámetro de la boquilla (mm)
Presión (PSI)
Distancia de aplicación (cm)
No. de vueltas (paso de producto)
No. de manos
Textura MedianaTextura Fina Textura Gruesa
1.3-1.5
20
25-30
2
2-3
1.3-1.5
15
25-30
4
2-3
1.6-1.8
10
25-30
4
2-3
Especificaciones técnicas.
Extracto de la Ficha Técnica de Reparación de Vehículos de Pintura N0. 17 2005

f i c h a t é c n i c a
20
Características técnicas.
El VW BORA 2006 es un vehículo en configuración de tres volúmenes y versión de 4 puertas, con tracción delantera.
Su motor tiene sistema electrónico de inyección de combustible. Cuenta con 5 cilindros en línea y se sitúa en la parte delantera del vehículo, colocado de forma transversal.
Motor. Posición delantero transversal (tracción delantera).
Suspensión.Delantera: Independiente de tipo McPherson y barra estabilizadora. Trasera: Suspensión independiente multibrazo.
Dirección.Tipo asistida electrónica.
Frenos.Sistema de doble circuito hidráulico con sistema ABS en diagonal con servo. Delanteros: De discos ventilados.Traseros: De discos ventilados.
Por: Rolando Gris Domínguez
Volkswagen Bora 2006
LA MODERNIDAD LLEGAINTEMPESTIVAMENTE
21
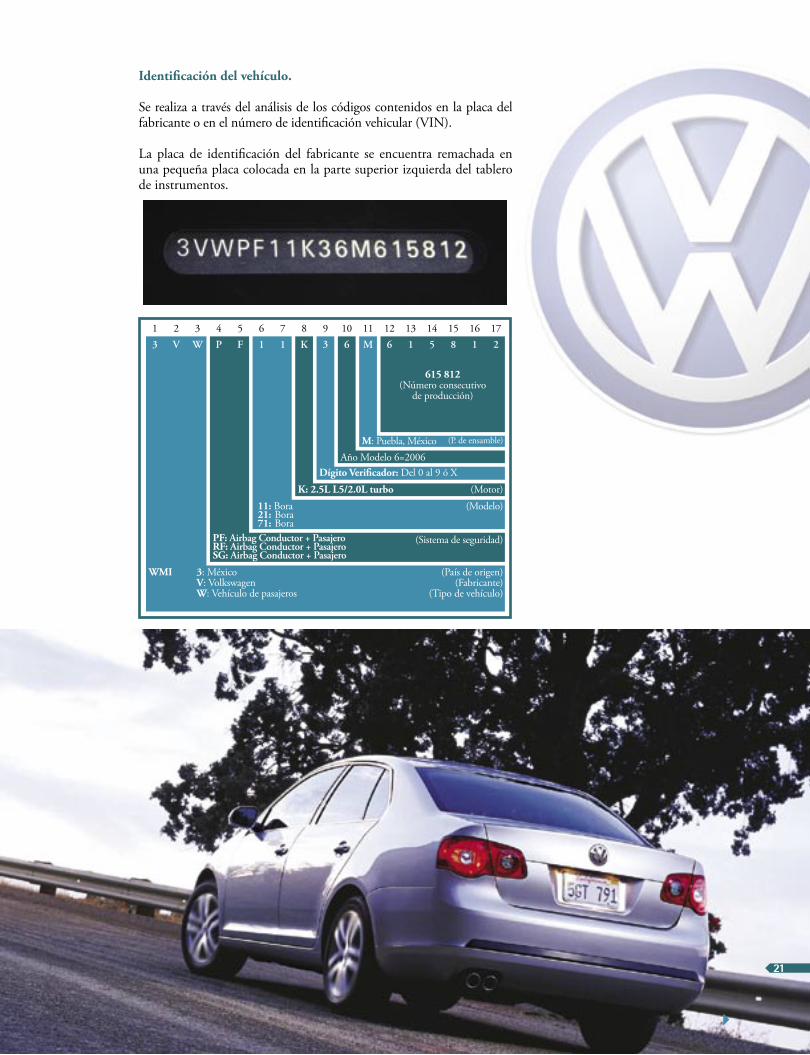
Identificación del vehículo.
Se realiza a través del análisis de los códigos contenidos en la placa del fabricante o en el número de identificación vehicular (VIN).
La placa de identificación del fabricante se encuentra remachada en una pequeña placa colocada en la parte superior izquierda del tablero de instrumentos.
WMI 3: México V: Volkswagen W: Vehículo de pasajeros
1
615 812(Número consecutivo
de producción)
M: Puebla, MéxicoAño Modelo 6=2006
Dígito Verificador: Del 0 al 9 ó XK: 2.5L L5/2.0L turbo
PF: Airbag Conductor + PasajeroRF: Airbag Conductor + PasajeroSG: Airbag Conductor + Pasajero
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 173 V W P F 1 1 K 3 6 M 6 1 5 8 1 2
11: Bora21: Bora71: Bora
(Motor)(Modelo)
(Sistema de seguridad)
(País de origen)(Fabricante)
(Tipo de vehículo)
(P. de ensamble)

22
Carrocería.
En el Volkswagen Bora 2006 se utilizan métodos de produc-ción avanzados, la carrocería está ensamblada con tecnología de soldadura láser y grados de alta resistencia del acero.
En la parte frontal y trasera del vehículo se observa el uso de crash boxes, evitando así la propagación de la energía en el impacto al bastidor.
En la unión del refuerzo superior de la caja de rueda delantera con el poste delantero, se utilizan dos tipos de soldadura: MAG y láser.
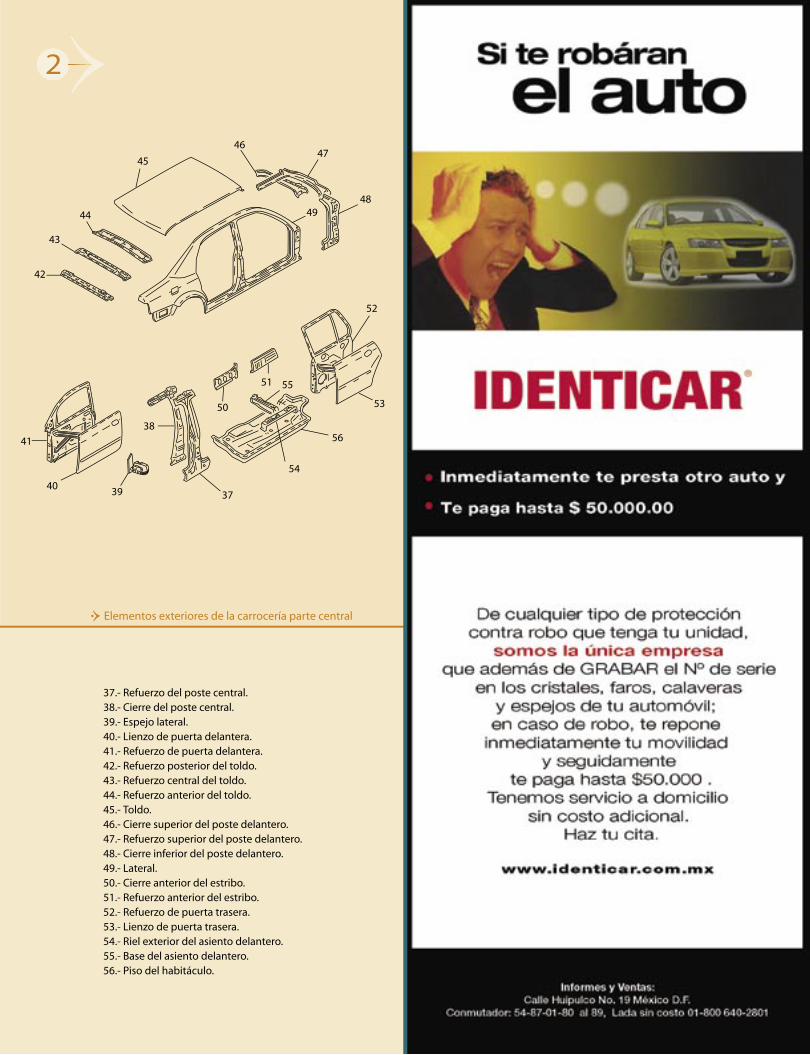
Elementos exteriores de materiales compuestos.
Entre los elementos exteriores del VW Bora 2006, se en-cuentran los fabricados en materiales plásticos, que con-tribuyen a la reducción del peso del automóvil y evitan el problema de corrosión.
Además, estos elementos de plástico pueden repararse me-diante técnicas adecuadas sin perder sus propiedades y resis-tencia, obteniendo un buen acabado estético final. Estas son las piezas que por su situación son susceptibles de roturas en colisiones, así como los materiales que pueden usarse para su reparación:


24

25
Dimensiones
Es necesario comprobar y corregir las dimensiones después de una colisión, ya que se pueden presentar problemas de maniobrabilidad, desgaste incorrecto en los neumáticos y en general disminución de la seguridad del vehículo.
A continuación se señalan las principales cotas para su verificación:

26
A continuación se indican las piezas de la carrocería que comercializa el fabricante:

28


30
Reparabilidad de la carrocería
El vehículo presenta nuevas tecnologías para su fabricación, por lo tanto, es primordial que en la reparación se respete su originalidad.
La unión de los lienzos de las puertas se realiza mediante tornillos, lo cual facilita el acceso para su reparación o sustitución.
El lateral se encuentra unido por medio de soldadura láser, por lo que en toda operación de sustitución para el costado o el estribo, se debe encontrar un método de unión alterno que ofrezca la resistencia y estética original del vehículo, como lo es el uso de soldadura por puntos de resistencia.

Para la sustitución de la punta del larguero delantero es necesario realizar el corte antes o después del sistema de unión, pues se trata de una soldadura láser. Es impor-tante considerar el no realizar el corte sobre los puntos fusibles.
A continuación se muestran algunas piezas con posibilidad de sustitución parcial:
31


e l e c t r o m e c á n i c a
Por: Juan Carlos Tiol Nieto
Sistema de Control de Emisiones Contaminantes
PARA BAJAR EL NIVEL...TECNOLOGÍA DE ALTO NIVEL
A medida que ha crecido la conciencia por la preservación del medio ambiente y con ello el interés por reducir las emisiones contaminantes en el planeta, se han instituido códigos de comportamiento que obligan a los fabricantes de vehículos a buscar soluciones cada vez más eficientes para bajar los niveles de emisiones tóxicas.
34

35
Los principales contaminantes que se generan con la com-bustión de la mezcla aire-combustible en un motor de combustión interna generan emisiones como: Monóxido de carbono, Dióxido de carbono, Hidrocarburos, Óxidos de nitrógeno y Partículas sólidas que son nocivas para los seres humanos como parte del medio ambiente.
El sistema de control de emisiones contaminates reduce la cantidad de emisiones peligrosas del escape y del cárter, así como las evaporativas del combustible crudo en el ve-hículo. Para reducir estos contaminantes los fabricantes de vehículos han ido incorporando a la configuración de los mismos, diferentes dispositivos como la Válvula EGR, el Canister, el Convertidor Catalítico y la Válvula PCV.
Recirculación de Gases de Escape (Válvula EGR)
Es un sistema que introduce parte de los gases inertes pro-venientes del escape en el múltiple de admisión, con el propósito de diluir la mezcla aire-combustible, obteniendo menor temperatura en la cámara de combustión.
Así mismo, reduce la proporción de óxido de nitrógeno en los gases de escape, los cuales se forman conforme se eleva la temperatura en la cámara de combustión. Con la recir-culación de gas de escape se reduce dicha temperatura. Esta se encuentra situada en el múltiple de admisión y conectada por medio de una tubería al múltiple de escape.
Depósito de Carbón (Canister)
El depósito de carbón almacena temporalmente los gases de combustible evaporados que se generan en el tanque de combustible, y los conduce al sistema de ad-misión mientras el motor está funcionando.
El carbón activado en el depósito separa los gases de com-bustible evaporados, en aire y HC (hidrocarburos). El aire se escapa de la zona inferior del depósito del carbón mientras que los HC son enviados al sistema de admisión cuando la presión en el múltiple disminuye.
Separador de Evaporación de Combustible
Cuando el tanque de gasolina está lleno y el vehículo es estacionado al rayo del sol, el combustible se expande e in-crementa su volumen. El separador de evaporación de com-bustible previene esta expansión desde el flujo directo en el depósito de carbón.

36
Convertidor Catalítico
El convertidor catalítico reduce la cantidad de emisiones peligrosas del escape. Se encuentra en la tubería de escape captando los gases que son producidos por el motor pasando los mismos a través del convertidor produciendo una reac-ción química que los convierte en gases menos tóxicos.
Estructura del convertidor
En el interior del convertidor se encuentra un monolito cerámico con un aspecto similar al de un panal de abejas rectangular; dicho panal está fabricado con una estructura de cera que actúa como refuerzo formando la estructura, las paredes de cera son cubiertas por una capa muy delgada de metal la cual está formada por una aleación de tres me-tales preciosos (platino, paladio y rodio).
También conocidos como catalizadores de tres vías, además de oxidar (añadir oxígeno) pueden reducir (quitar oxígeno) ciertos gases de escape. Así el monóxido (NO) y dióxido de nitrógeno (NO2) se convierten en nitrógeno (N2) y oxígeno (O2). La temperatura normal de funcionamiento de un catalizador es de unos 800º C y no puede funcionar con gasolina con plomo pues este metal se deposita sobre los componentes del catalizador anulando su rendimiento. Siempre verifique que su sistema de escape no tenga fugas ya que se obtendrán problemas con la eficiencia de dicho componente.
Un agresivo agente contaminante del medio ambiente es el óxido de nitrógeno. Se produce en gran cantidad en los motores de gasolina.
Válvula PCV
La válvula PCV generalmente se ubica en la tapa de punterías o en el múltiple de admisión. La función de la válvula es la de controlar los gases no quemados en la combustión fugados de los cilindros entre los anillos del pistón y las paredes del cilindro hacia el múltiple de admisión para que ellos puedan ser quemados en los ci-lindros. Este previene que los gases escapen al exterior.
Una válvula PCV defectuosa puede causar: bajo rendimien-to de gasolina, falta de potencia, fugas de aceite por cárter, tapas de punterías, retenes y más contaminación.
Estos cuatro componentes son muy importantes para controlar las emisiones contaminantes que se generan después de la combustión en el interior del tanque de combustible, así que si llega a fallar alguno es necesario sustituirlo por el original para que sigan trabajando de la misma manera. También es importante no tener fugas o eliminar cualquiera de dichos componentes, ya que se produciría más contaminación.
Para mayor información:[email protected]

r e p o r t a j e
Por: Mario A. Ramírez Montes de Oca
Pinturas al Agua, tecnología respetuosa con el trabajador y el ambiente
CALIDAD Y EFICIENCIA TAN CLARAS... COMO EL AGUA
38
La reducción de contaminantes ambien-tales en todos los rubros es una exigen-cia y un compromiso que todos tenemos que asumir, y la industria del Pintado Automotriz no es la excepción.
Aplicar medidas ambientalistas dentro de este sector es cada vez más necesa-rio para garantizar una buena calidad de vida y tanto los fabricantes como los consumidores están enfrentando un gran reto. Por esta razón se realizan continuos estudios en todas las compañías dedica-das a la elaboración de productos para el pintado automotriz, dedicando una significativa parte de su presupuesto a la investigación y creación de alternativas que brinden altos estándares de respon-sabilidad con el medio ambiente.

La implementación de pinturas base agua no sólo contribuye ecológi-camente, sino que al mismo tiempo mejora las condiciones de se-
guridad e higiene de los trabajadores que continuamente están expuestos a tales productos.
Cabe señalar que en nuestro país todavía no se pone en práctica esta tecnología, aunque algunos fabricantes ya están tratando de introducirla en México, tal es el caso de PPG que presentó esta alternativa en
la Expo CESVI MÉXICO 2006, con la idea de hacer conscientes a todos los involucrados acerca de los beneficios de adoptar mejores
técnicas de trabajo con el respaldo de me-jores productos.
Adoptar un sistema de pintado base agua no implica ninguna re-ducción en la calidad, ya que los productos existentes ofrecen un extraordinario poder cubriente y óptimas características de pin-tado; además, no se requieren grandes modificaciones en cuan-to a equipo e instalaciones.

Lo primero que debemos considerar es que el cambio más importante se encuentra en el empleo de agua en lugar de disolvente; la mayoría de las marcas recomiendan sus pro-pios diluyentes de agua desmineralizada, y por esta razón las pistolas aerográficas deberán ser de acero inoxidable, requisito que cumplen las pistolas de última generación aptas para ambos tipos de pinturas.
Para las operaciones de limpieza y desengrasado es necesario que los productos utilizados tengan com-patibilidad con las pinturas al agua.
Otro punto importante es el emplear papel y cintas para enmascarar resistentes a la pintura base agua, ca-racterística que la mayoría ya ofrece.
Para la limpieza de las pistolas y demás herramientas se deberán utilizar productos especiales para eliminar restos de pinturas base agua.
En el caso de secado en cabinas, es necesario seguir las instrucciones de cada fabricante, ya que se tiene que modificar el proceso de secado en cuanto a circulación de aire y probablemente de la temperatura. Recordemos que el secado de pin-turas base agua es más lento, pero el empleo de lámparas de infrarrojos y de secadores nos pueden ayudar a com-pensar esta desventaja y equilibrar este proceso con el de pintado base disolvente.
Una insoslayable medida de precaución es el conservar el producto a una temperatura constante cercana a los 20º C para evitar se acelere la caducidad del producto.


42
La sustitución de pinturas base solvente por las de base agua, tiene como objetivo primordial eliminar el índice de atmósferas nocivas, comportándose de manera menos agresiva con la salud del trabajador, lo cual no supone restar importancia a las tradicionales medidas de seguridad e higiene en el taller. Los operarios de-berán conservar los hábitos de siempre para proteger su integridad, a través del uso de: guantes, overol, traje antiestático, gafas, mascarilla de vapores. En cuanto a las instalaciones, deben continuar con las mismas medidas preventivas, como son el empleo de filtros y sistemas de aspiración.
Por el momento, el empleo de pinturas base agua sólo sus-tituirá al color bicapa base disolvente, aunque los fabri-
cantes en otros campos como aparejos, imprimaciones o barnices están desarrollando la tecnología para
crear productos hidrosolubles y así contribuir a redondear el proceso del repintado.

Para la puesta en marcha de el uso de pinturas base agua en el taller, será necesario elaborar un programa de introducción y aplicación al per-sonal; para obtener mejores resulta-dos es fundamental conocer y seguir todas las recomendaciones que haga el proveedor, lo cual permitirá que los cambios se asimilen de una forma adecuada.
Las pinturas de tecnología base agua surgen con el propósito de reducir el empleo de disolventes. Este tipo de pinturas, además de man-tener sus propiedades protectoras, no son agresivas con la salud del pintor ni con el medio ambiente.
Para mayor información:[email protected]

i n t e r é s
Por: Joaquín Herrera Snell
Los datos y estadísticas más impresionantes de los mundiales.
AHORA EL BALÓNESTÁ DE TU LADO
44
El Mundial de fútbol Alemania 2006 nos ha dejado grandes emociones, sufrimientos, frustraciones y recuer-dos de jugadas y jugadores espectaculares. Para estar a tono con la aún vigente efervescencia futbolera, pre-sentamos a continuación algunas de las anécdotas que han quedado para la posteridad en la historia de los Campeonatos del Mundo.
• En la final de la Copa del Mundo de 1950 se produjo el mayor número de espectadores en un partido. Eran más de 185 mil personas en el estadio Maracaná de la ciudad de Río de Janeiro cuando Uruguay sorprendió a todos al ganarle a los locales por 2 a 1.• La selección de Brasil es el único equipo campeón del mundo en haber ganado todos sus partidos del torneo, esto sucedió en México 1970.• El mundial de Francia 98’ tiene el récord de haber sido el torneo en donde se festejaron más goles... En total, se gritaron 171 en 64 partidos.• El arquero Antonio Carvajal de México y el alemán Lo-thar Matheus son los únicos dos jugadores que participaron en cinco mundiales.• Italia, México y Francia son los únicos tres países en haber organizado dos veces un mundial. Italia lo hizo en 1934 y 1990, México en 1970 y 1986 mientras que Francia tuvo el primero en 1938 y el segundo en 1998.
• “Me tengo que ir rápido, tengo cosas que hacer...” parece haber sido la excusa del ju-
gador uruguayo José Batista después de haber sido expulsado a los 56 segun-
dos del primer tiempo por haberle hecho una violenta infracción a un jugador escocés. Igual, Uru-guay clasificó a la siguiente ron-da del mundial México 86’.
• El gol de los mundiales que más rápido se hizo, ocurrió en el partido Checoslovaquia-México del mundial Chile 62’. El checo Vlacav Masek puso el resultado 1 a 0 cuando apenas se habían jugado 16 segundos!!!• En el partido Argentina-Italia del mundial 90’, el árbitro Michel Vautrot hizo jugar 8 minutos de más en el primer tiempo suplementario. Más tarde, cuando le preguntaron, el francés respondió: “Bueno, me olvidé de mirar el reloj!!!”
• El arquero Walter Zenga de la selección de Italia mantuvo su arco invicto por 517 minutos durante el mundial Italia 90’ (un récord inigualado hasta hoy). Todo iba bien hasta que el delantero Claudio Caniggia de cabeza convirtió el empate para Argentina en uno de los partidos de las semi-finales. Con el 1 a 1 fueron a penales y allí los argentinos festejaron la victoria y el pasaje a la gran final.• El jugador Leonidas da Silva de la selección de Brasil marcó un gol con su pie descalzo en un partido de la copa del mun-do de Francia 1938. Se le había salido el botín un momento antes, porque se le había quedado encajado en el lodo!!• El delantero Gabriel Batistuta es el jugador argentino que más goles marcó en los mundiales. En Estados Unidos 1994 y Francia 1998 marcó nada menos que 9 goles, uno más que Diego Maradona y Guillermo Stábile.

45
• “Bati” es el único argentino que consiguió marcar tres goles en un partido en dos mundiales diferentes. Primero fue en su debut mundialista cuando Argen-tina le ganó a Grecia por 4 a 0 y cuatro años más tarde, en Francia 98’marcó otros tres en la goleada frente a Jamaica por 5 a 0• En España 82’ se produjo la mayor goleada de los mun-diales cuando la selección de Hungría le ganó a El Salvador por 10 a 1 en un partido de la primera fase. Además Laszlo Kiss se convirtió en el único jugador suplente en marcar tres goles en un partido mundialista.• Durante el campeonato mundial de Suecia en 1958 el delantero de la selección de Francia Just Fontaine hizo 13 goles, récord absoluto para un solo mundial.• El primer gol que marcó Holanda en la final de 1974 fue único. Después de haber hecho el saque de inicio en el círculo de la mitad de la cancha, los holandeses tocaron la pelota hasta que el gran Johann Cruyff se metió al área. El defensor alemán le cometió infracción y el árbitro san-cionó penal... Johann Neeskens pateó y convirtió el gol. Los alemanes fueron a buscar la pelota al fondo del arco sin siquiera haberla tocado!!!• En el mundial de Francia 98’ se produjo el récord de 22 tarjetas rojas.• El jugador de mayor edad que participó en un mundial es el delantero de Ca-merún, Roger Milla con 42 años y 39 días; cuando jugaron contra Rusia en Estados Unidos '94, en donde marcó el único gol de su equipo.
• En el mundial Argentina 1978, el holandés Rob Rensenbrink anotó de penal frente a Escocia el gol número 1000 de los mundiales.• El único equipo que ha participado en todas las copas del mundo es Brasil. Nunca ha faltado a un mundial desde que se organizó el primero en 1930, en Uruguay.• La selección Alemana es la única que ha con-seguido llegar a tres finales consecutivas. En España 82’ perdió frente a Italia y en México 86’ fue derrotada por Argentina. En Italia 90’ por fin pudo ganar su 3ra. copa del mundo cuando derrotó a Argentina por 1 a 0.• Hubo muchos casos de hermanos integrando una misma selección. Los hermanos Víctor y Vyacheslav Chanov inte-graban la selección de la Unión Soviética en España 1982, ¡ambos eran arqueros! Sin embargo, ninguno pudo jugar ya que el arquero titular era el fenomenal Rinat Dassajev.
• Cinco jugadores han representado a dos países en diferentes copas del mun-
do. José Altafini lo hizo para Brasil en 1958 (se consagró campeón) y para Italia en
Chile 62’. Luis Monti jugó para Argentina en el primer mundial, Uruguay 1930 y cuatro años más tarde en Italia 34’. Ferenc Puskas vistió la camiseta de Hungría en Suiza 1954 y la de España en 1962. José Santamarina para Uru-guay en 1954 y para España en Chile 1962. Y por último Robert Prosinecki jugó en la selección de Yugoslavia en 1990 y para la de Croacia en el último mundial de Fran-cia. Las reglas actuales de la FIFA no permiten que estas situaciones se vuelvan a dar.• Diego Maradona es el jugador que más veces vistió la camiseta argentina en partidos de la copa del mundo. En to-tal jugó 21 partidos; el primero fue contra Bélgica en España 82’ y el último frente a Nigeria en Estados Unidos 94’.• En los últimos mundiales muchos partidos se han defini-do por penales. Argentina y Alemania están invictos ya que han ganado las tres definiciones en las que han participado. En cambio, Italia no ha tenido mucha suerte porque perdió
en las tres que estuvo y México bueno…• El jugador Norman Whiteside de
Irlanda del Norte es el jugador más joven en haber jugado un
partido de copa del mundo. Tenía apenas 17 años y 42 días cuando su equipo en-frentó a Yugoslavia en el mundial de España 1982.
• Hasta el mundial de 1990, los partidos fi-
nales habían tenido por lo menos tres goles. Pero
esta racha se cortó cuando Alemania le ganó a Argentina
por apenas 1 a 0. En E.U. 94' se presentó la primera final con defi-
nición en penales (Brasil 0, Italia 0).• El partido que más goles tuvo se jugó en el
mundial de Suiza 54’ cuando Austria le ganó a Suiza. Se festejaron nada menos que 12 goles y el partido terminó 7 a 5 a favor de los austriacos.• El delantero ruso Oleg Salenko gritó nada menos que cin-co goles en la victoria de Rusia frente a Camerún por 6 a 1 en el Estados Unidos 94’. Hasta ahora es un récord único.• Máximo goleador de los mundiales: Gerd Müller con-virtió 14 (10 en 1970 y 4 en 1974).
i d e n t i f i c a c i ó n v e h i c u l a r
Por: Moisés Fernández Esquivel
Inscripción al Registro Público Vehicular
“REGISTRA”MUY BIEN ESTA INFORMACIÓN
46
En los últimos 10 años, se han reali-zado dos intentos para implementar un sistema de registro de los vehículos que circulan o existen en nuestro país, uno en 1997 “REFEVE” y otro en 1998 “RENAVE”, los cuales por diversas ra-zones no cumplieron el objetivo para el que fueron creados.
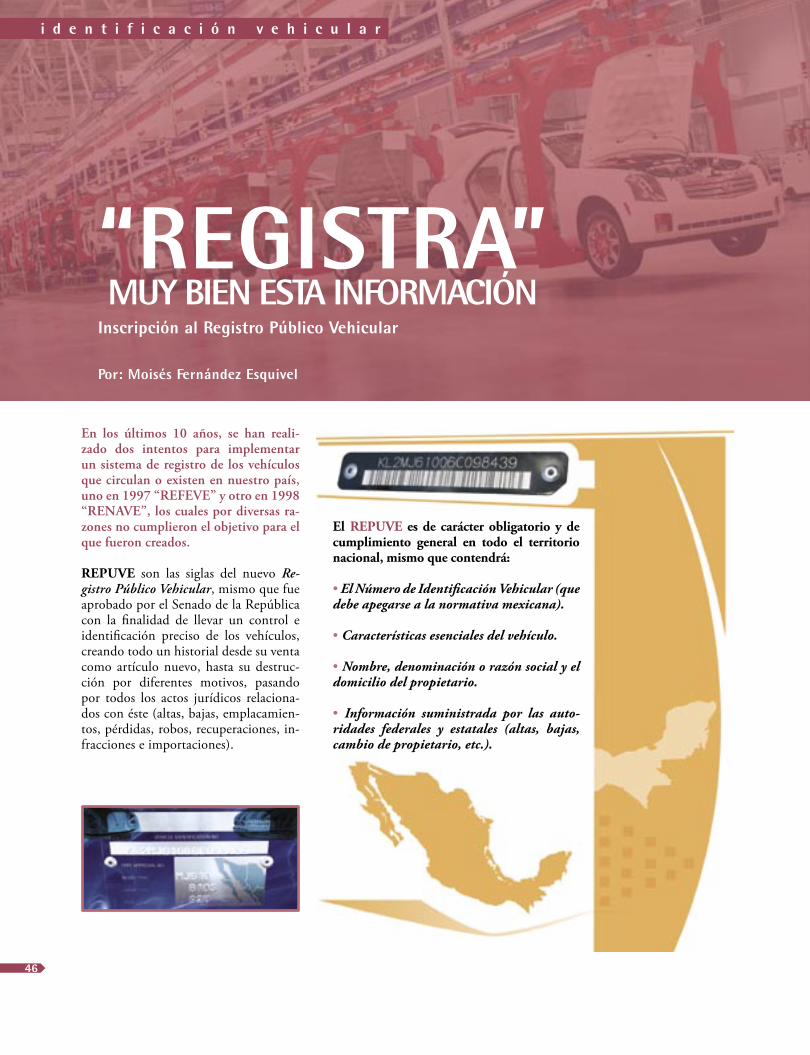
REPUVE son las siglas del nuevo Re-gistro Público Vehicular, mismo que fue aprobado por el Senado de la República con la finalidad de llevar un control e identificación preciso de los vehículos, creando todo un historial desde su venta como artículo nuevo, hasta su destruc-ción por diferentes motivos, pasando por todos los actos jurídicos relaciona-dos con éste (altas, bajas, emplacamien-tos, pérdidas, robos, recuperaciones, in-fracciones e importaciones).
El REPUVE es de carácter obligatorio y de cumplimiento general en todo el territorio nacional, mismo que contendrá:
• El Número de Identificación Vehicular (que debe apegarse a la normativa mexicana).
• Características esenciales del vehículo.
• Nombre, denominación o razón social y el domicilio del propietario.
• Información suministrada por las auto-ridades federales y estatales (altas, bajas, cambio de propietario, etc.).
El Número de Registro Público Vehi-cular (NRPV) estará conformado por 8 caracteres alfanuméricos; será asig-nado a cada vehículo por el Secreta-riado Ejecutivo del Sistema Nacional de Seguridad Pública y contará con medidas de seguridad que lo hacen irrepetible e intransferible.
Tienen la obligación de realizar la inscripción en el REPUVE, quienes fabriquen, ensamblen o importen vehículos destinados a permanecer de-finitivamente en territorio nacional.
Se dará “aviso”-entendiéndose como tal la notificación que realizarán al Registro Público Vehicular, los Sujetos Obligados y las Instituciones Particu-lares- sobre hechos jurídicos relaciona-dos con los vehículos que circulan en la nación, entre los que se encuentran:
• Los carroceros, los de ensamble o modificación.• Las comercializadoras y distribuido-ras, los de compra y venta de vehículos.• Las instituciones de seguros relati-vos a:* Expedición o cancelación de póliza de seguro del vehículo, mismo que incluirá su número, nombre de la institución y los datos de identificación del vehículo. * Robo, recuperación, destrucción o pér-dida total del vehículo.* Enajenación de vehículos que serán utilizados para la venta de sus com-ponentes.• Las instituciones de fianza.• Las instituciones de crédito.• Las arrendadoras financieras.• Las autoridades judiciales y admi-nistrativas federales.
• La Secretaria de Relaciones Exte-riores.
Los avisos se presentarán por los medios y en los plazos que se establezcan en la Ley del Registro Público Vehicular. En caso de que el aviso contenga datos equívocos, el secretariado prevendrá a quien haya presentado el aviso para que realice las aclaraciones respectivas.
Los sujetos obligados pueden incurrir en infracciones en caso de que:
1.- Efectúen extemporáneamente la inscripción de un vehículo en el registro.2.- No inscriban el vehículo en el registro.3.- No presenten los avisos.4.- Hagan uso indebido de constan-cias y demás documentos relaciona-dos con la inscripción.5.- Alteren, omitan, simulen o permi-tan registros o avisos en forma ilícita.6.- Hagan uso de la información para obtener un lucro.
De lo anterior se desprenden las siguientes multas, de acuerdo a la Ley del Registro Público Vehicular:
De 20 a 50 salarios mínimos a la comprendida en la fracción 1.De 500 a 1000 a las referidas en las fracciones 2 y 3.De 2000 a 4000 a las previstas en la fracción 4.De 10000 a 15000 a la señalada en la fracción 5.De dos a tres veces el lucro indebido obtenido para la comprendida en la fracción 6.
47

48
El REPUVE representa un esfuerzo para lograr una base de datos confia-ble con los vehículos que circulan en México, con el objetivo de identificar y controlar el parque vehicular. Por lo tanto, es importante resaltar que el NRPV está ligado con el Número de Identificación Vehicular (VIN por sus siglas en inglés), mismo que una vez inscrito en el REPUVE, es la llave para que el propietario del vehículo realice cualquier trámite ante las Au-toridades Federativas, Autoridades Federales y demás sujetos obligados que intervengan en la vida útil del vehículo; algunos de estos trámites son: emplacamiento, pago de tenen-cias, cambio de propietario, bajas, denuncia de robo y recuperación, contratación de seguros, consti-tución y cancelación de gravámenes, destrucción y pérdida total.
Finalmente, cabe señalar que nin-guna persona física podrá realizar la inscripción del NRPV ni los avisos relacionados, ya que esto necesaria-mente tendrá que hacerse a través de los Sujetos Obligados menciona-dos anteriormente, lo que sí es obli-gación de cada propietario de un vehículo es verificar que el VIN se encuentre correctamente escrito en la documentación oficial del mismo (Factura, Tarjeta de Circulación, Pa-gos de Tenencia, Póliza de Seguro, etc.); dicha verificación se puede realizar a través del sistema CESVI VIN, mismo que es utilizado por el Secretariado Ejecutivo del Sistema Nacional de Seguridad Pública para validar la información que se inscribe en el Registro Público Vehicular.
Para mayor información:[email protected]


s e g u r i d a d v i a l
Por: Everardo Morales Cuevas
La inteligencia emocional y la conducción.
CONTROLAR LA EMOCIÓN…PARA CONTROLAR EL AUTOMÓVIL
Son las 6:15 de la tarde, miles de automovilistas tratan de circular por las principales avenidas de la ciudad, caos vial, el calor, el cambio de horario, el cansancio, las presiones cotidianas, etc., convierten la cabeza de los conductores en ollas de presión; sólo falta un pequeño detonante para que todo estalle, y de repente…llega, el conductor del vehículo de junto hace una maniobra repentina e incorrecta y se de-sata el monstruo de la furia: ¡Fíjate imbécil, mucho carro y no sabes manejar, idiota! .- ¡A ver, dímelo de frente, enano baboso! Y los que en apariencia lucían como dos ecuánimes ciudadanos, se convierten en rivales mortales por no poder controlar sus emociones, habilidad denominada por los ex-pertos en conducta como Inteligencia Emocional.
En los últimos años, se ha dado auge al concepto de inteligen-cia emocional, mismo que algunos autores ubican en primer lugar de importancia antes que el coeficiente intelectual. Y no cabe duda que las emociones están presentes en todo mo-mento, pero la situación que prevalece es que no sabemos reconocerlas y mucho menos dominarlas ante ciertas situa-ciones, por lo que antes de entrar en el ámbito de la seguridad vial, veamos cómo se define el concepto de inteligencia emo-cional, para explicar después cómo es que una deficiencia en este aspecto puede afectar la conducción de vehículos.
La inteligencia emocional se define básicamente como la habilidad de poder controlar las emociones y sentimientos personales y de quienes nos rodean, para que usando la in-formación que da la emoción en determinado momento, se puedan guiar positivamente el pensamiento y las acciones de uno mismo. En otras palabras, es importante estar atento a nuestras emociones y al momento en el que se presentan, para poder actuar correctamente y no hacer cosas de las que más tarde nos podamos arrepentir.
50

Veamos primero un ejemplo típico, una situación en la que no hay un control de emociones. Se trata de un papá que está en casa con su pequeño hijo y ambos ven el televisor; al niño no le llama la atención el fútbol soccer, el quisiera ver otra cosa y le dice a su papá que quiere ver las caricaturas, el papá emite un rotundo no, el niño insiste y el papá le dice que pronto termi-nará el juego y podrá ver el programa que quiera. Lo que el niño ignora es que el primer tiempo del partido apenas comenzó, acto seguido se inquieta y se baja del sillón, el papá le ordena que se siente y que lo deje ver el televisor, pero el niño sigue con su inquietud, situación que lo lleva a tomar una de las estatuillas de porcelana que adornan el mueble donde se encuentra el televisor; el papá de reojo lo ve y siente la necesidad de decirle que deje ese objeto en su lugar, pero tiene la presión de que el equipo contrario se acerca peligrosa-mente a la portería de su equipo. De pronto, el equipo contrario anota y el niño suelta la estatuilla, el papá furioso por ambas situaciones jala al niño de uno de sus brazos y, golpeándolo en la espalda, lo sienta en un solo movimiento de vuelta al sillón; el niño llora y su papá mientras recupera la respiración, controla el pulso y relaja el ceño, se da cuenta que no hubo una razón de peso para tratar al niño así, y sobre todo no hay motivos suficientes para generar problemas psi-cológicos a su hijo, pero se fue dando cuenta cuando paulatinamente recuperó la tranquilidad.
Situaciones como la anterior se generan a miles en nuestro diario acontecer, en el trabajo, en la casa, con la esposa, con la novia, con los compañeros de trabajo, con la recepcionista, con el tendero, con el que despa-cha la gasolina, el casero, los vecinos, los amigos, los parientes… y qué decir con los demás conductores.
Traslademos esta situación a las vías públicas, sí, a la llamada selva de asfalto. Qué es lo que sucede, piense amigo lector, todas aquellas veces que al ir manejando nuestro auto, los conductores que van al lado reali-zan acciones que indudablemente nos ponen tensos; en una fracción de segundo alguien nos estresa a un nivel máximo debido a una mala maniobra de re-base, viene muy pegado a nosotros por detrás, cambia

52
continuamente de carril, uno de sus tripulantes nos mira de forma que no nos gusta; o situaciones tales como que nos rebase, independientemente que sea un vehículo viejo o un último modelo, nos molesta y nos enoja ro-tundamente que nos rebasen y peor aún si se añade una actitud desafiante, que nos echen las luces altas de frente o por atrás, etc.
Antes de dejarnos afectar por estas situaciones, debemos considerar que tenemos una inteligencia emocional baja, por no decir nula, por lo que existe el riesgo de realizar en la vía pública acciones muy similares y has-ta excesivas, como las realizadas por el señor que veía el fútbol con su hijo.
Veamos con mayor profundidad lo que puede suceder en la vía: un conductor que se siente agredido por otro no se concentra en el manejo, sino en cómo vengarse del otro, por lo que opta por perseguirlo en una peligrosa carrera que pone en riesgo a los demás. ¿Qué pasa entonces con estos conductores iracun-dos que no dejan de insultarse mien-tras la ira sigue su curso? Empiezan a experimentar cambios en su cuerpo: el pulso cardiaco se eleva, la temperatura corporal cambia, y aquí, al ir sujetando el volante con ambas manos, éste pasa a ser el cuello del otro conductor, y la ira sigue incrementándose hasta llegar a un nivel conocido como catarsis.
¿Qué es la catarsis y por qué es tan peli-groso llegar a este grado? Se trata de un estado de carga emocional (“sí, estoy iracundo, esta emoción me ciega y ya no puedo contenerme”) en el que ya no hay manera de lograr el control per-sonal. En ese instante estamos cegados por la emoción, como tantos casos en los que los conductores terminan en una colosal pelea digna de gladiadores; reyerta que empieza en las vías públi-cas dentro de un vehículo y termina la mayoría de las veces en los ministerios públicos, rindiendo cuentas por lesio-nes clasificadas o en el peor de los casos por homicidio calificado, actos repu-diables que no ocurrirían de contar con una buena inteligencia emocional.
Ahora bien, ¿por qué menciono sola-mente la ira? Pues por que es una emo-ción típica de conductores de vehículos. Puedo decir sin temor a equivocarme, que de no contar con cierto grado de control de emociones, al subirnos al vehículo compartimos nuestro asiento con la ira; cualquier cosa y cualquier persona pueden activarla. Y lo im-portante aquí se lo comparto, todo es cuestión de que usted lo aplique. La clave es no llegar al estado de catar-sis, no lo permita de ninguna forma. ¿Cómo lograrlo? Pues debe saber iden-tificar el momento preciso en que sienta que la ira se está apoderando de usted. Esta es la parte más difícil de ejecutar, dado que resulta más fácil dirigir esa ira contra otro conductor, que tratar de apaciguarse ante una situación en la que puede estar en riesgo nuestra inte-gridad o la de nuestros acompañantes. El truco radica en estar consciente de ello, no se deje enganchar por las pequeñas provocaciones; al contrario, mejor cambie su forma de pensar hacia ese conductor, ponga más bondad en la situación. En serio, cuesta más trabajo, pero se obtienen mejores resultados. Piense que el conductor que realiza algo que suele disgustarle, tal vez está pasando por una situación difícil o tiene algún pariente en el hospital…y en lugar de insultarlo, déjelo ir, haga todo lo posible por cederle el paso y de esta forma no llegará al punto de catar-
sis. Este ejercicio es infalible para bajar los niveles de adrenalina que se generan cuando la ira se hace presente.
El vivir en una ciudad en la que cada día se observan más vehículos y me-nos espacios para transitar, hace que la gente se desespere con mayor frecuen-cia y de forma constante, pero este es el precio de vivir en un lugar con estas características. Entonces, lo que com-pete es adaptarse a este ambiente para poder sobrevivir, llevar una mejor con-vivencia al manejar un vehículo. Por esta razón, le recomiendo trate de salir más temprano para evitar congestio-namientos muy pesados y evite fijarse horas rígidas de llegada, escuche músi-ca que le guste y que lo ponga de buen humor; cree una atmósfera adecuada dentro de su vehículo, a una buena temperatura y con un olor agradable; evite usar ropa demasiado ajustada o manejar después de comer abundante-mente; reduzca o elimine los estimu-lantes como el tabaco y el café, etc.
El desarrollo de la inteligencia emo-cional no es una receta mágica, hay que intentar una y otra vez tratar de controlarse sin llegar a la catarsis. Esto no se desarrolla de un día para otro, conlleva mucha introspección, cono-cimiento de uno mismo, paciencia, voluntad para querer ser amable ante situaciones difíciles y estar siempre alerta para poder actuar de una forma emocionalmente inteligente.
Desarrolle su inteligencia emocional y sea un mejor conductor, los suyos se lo merecen. Y los demás conductores que circulan cerca de usted, también.
Para mayor informació[email protected]

v e h í c u l o s i n d u s t r i a l e s
Por: Luis Derbez Guadarrama
Equipo para el Pintado en Grandes Superficies.
¡AHORRO Y EFICIENCIA,A LO GRANDE!
54
Hoy en día, el respaldo para obtener un trabajo profe-sional y productivo en los procesos de repintado de un taller reparador de equipo pesado, recae en primer plano en la inversión de herramienta y equipo apropiados, ya que factores como tiempos de aplicación, consumos y calidad son consecuencia lógica de una buena elección del equipo a utilizar.
Se debe tener presente que el óptimo rendimiento de la pintura genera importantes ahorros de dinero y por ende mayor utilidad para el taller, sobre todo si hablamos del pintado en grandes superficies. Ello implica una inversión en equipos, pero el conocerlos y utilizarlos junto con una constante capacitación del personal, materiales acordes al tipo de sustrato y un sistema de aire limpio y basto, ga-rantizará trabajos de repintado de alta calidad a un costo razonable. El desarrollo tecnológico y las estrictas exigencias legislativas en materia de protección ambiental en los trabajos de repin-tado, han permitido que el operario disponga de una amplia variedad de herramientas y equipos para realizar su trabajo, donde el conocimiento de su correcta selección le permitirá realizar aplicaciones de alta calidad.
Fundamento de las Pistolas Aerográficas.
Una Pistola Aerográfica consiste en un cuerpo con dos con-ductos independientes, por uno circula aire comprimido limpio proveniente de un compresor; y por el otro, mate-rial pulverizable aplicable a una superficie, localizado en un recipiente. Ambos elementos (Aire-Pintura) se mezclan en la boquilla de la pistola de manera controlada, rompiendo el caudal de producto en finísimas partículas formando la denominada nube de pulverización. Y aunque las pistolas aerográficas se componen de piezas muy similares, cada una de ellas debe utilizarse en una aplicación específica, según la viscosidad del material.

56
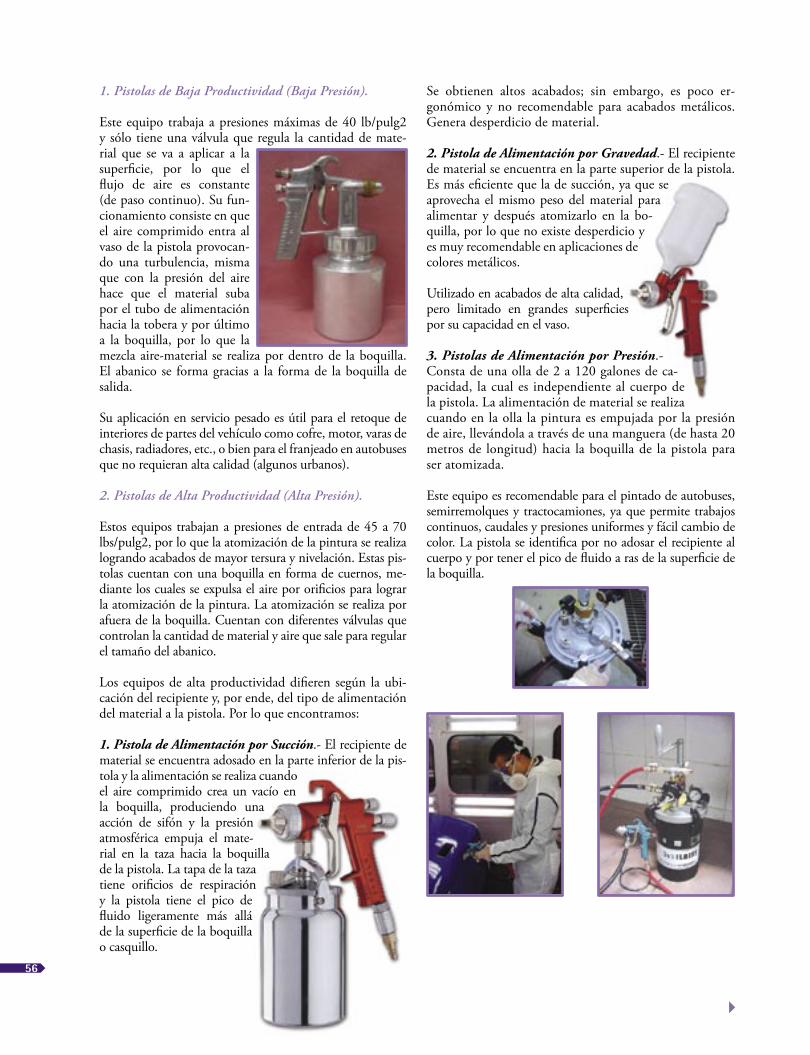
1. Pistolas de Baja Productividad (Baja Presión).
Este equipo trabaja a presiones máximas de 40 lb/pulg2 y sólo tiene una válvula que regula la cantidad de mate-rial que se va a aplicar a la superficie, por lo que el flujo de aire es constante (de paso continuo). Su fun-cionamiento consiste en que el aire comprimido entra al vaso de la pistola provocan-do una turbulencia, misma que con la presión del aire hace que el material suba por el tubo de alimentación hacia la tobera y por último a la boquilla, por lo que la mezcla aire-material se realiza por dentro de la boquilla. El abanico se forma gracias a la forma de la boquilla de salida.
Su aplicación en servicio pesado es útil para el retoque de interiores de partes del vehículo como cofre, motor, varas de chasis, radiadores, etc., o bien para el franjeado en autobuses que no requieran alta calidad (algunos urbanos).
2. Pistolas de Alta Productividad (Alta Presión).
Estos equipos trabajan a presiones de entrada de 45 a 70 lbs/pulg2, por lo que la atomización de la pintura se realiza logrando acabados de mayor tersura y nivelación. Estas pis-tolas cuentan con una boquilla en forma de cuernos, me-diante los cuales se expulsa el aire por orificios para lograr la atomización de la pintura. La atomización se realiza por afuera de la boquilla. Cuentan con diferentes válvulas que controlan la cantidad de material y aire que sale para regular el tamaño del abanico.
Los equipos de alta productividad difieren según la ubi-cación del recipiente y, por ende, del tipo de alimentación del material a la pistola. Por lo que encontramos:
1. Pistola de Alimentación por Succión.- El recipiente de material se encuentra adosado en la parte inferior de la pis-tola y la alimentación se realiza cuando el aire comprimido crea un vacío en la boquilla, produciendo una acción de sifón y la presión atmosférica empuja el mate-rial en la taza hacia la boquilla de la pistola. La tapa de la taza tiene orificios de respiración y la pistola tiene el pico de fluido ligeramente más allá de la superficie de la boquilla o casquillo.
Se obtienen altos acabados; sin embargo, es poco er-gonómico y no recomendable para acabados metálicos. Genera desperdicio de material.
2. Pistola de Alimentación por Gravedad.- El recipiente de material se encuentra en la parte superior de la pistola. Es más eficiente que la de succión, ya que se aprovecha el mismo peso del material para alimentar y después atomizarlo en la bo-quilla, por lo que no existe desperdicio y es muy recomendable en aplicaciones de colores metálicos.
Utilizado en acabados de alta calidad, pero limitado en grandes superficies por su capacidad en el vaso.
3. Pistolas de Alimentación por Presión.- Consta de una olla de 2 a 120 galones de ca-pacidad, la cual es independiente al cuerpo de la pistola. La alimentación de material se realiza cuando en la olla la pintura es empujada por la presión de aire, llevándola a través de una manguera (de hasta 20 metros de longitud) hacia la boquilla de la pistola para ser atomizada.
Este equipo es recomendable para el pintado de autobuses, semirremolques y tractocamiones, ya que permite trabajos continuos, caudales y presiones uniformes y fácil cambio de color. La pistola se identifica por no adosar el recipiente al cuerpo y por tener el pico de fluido a ras de la superficie de la boquilla.

58
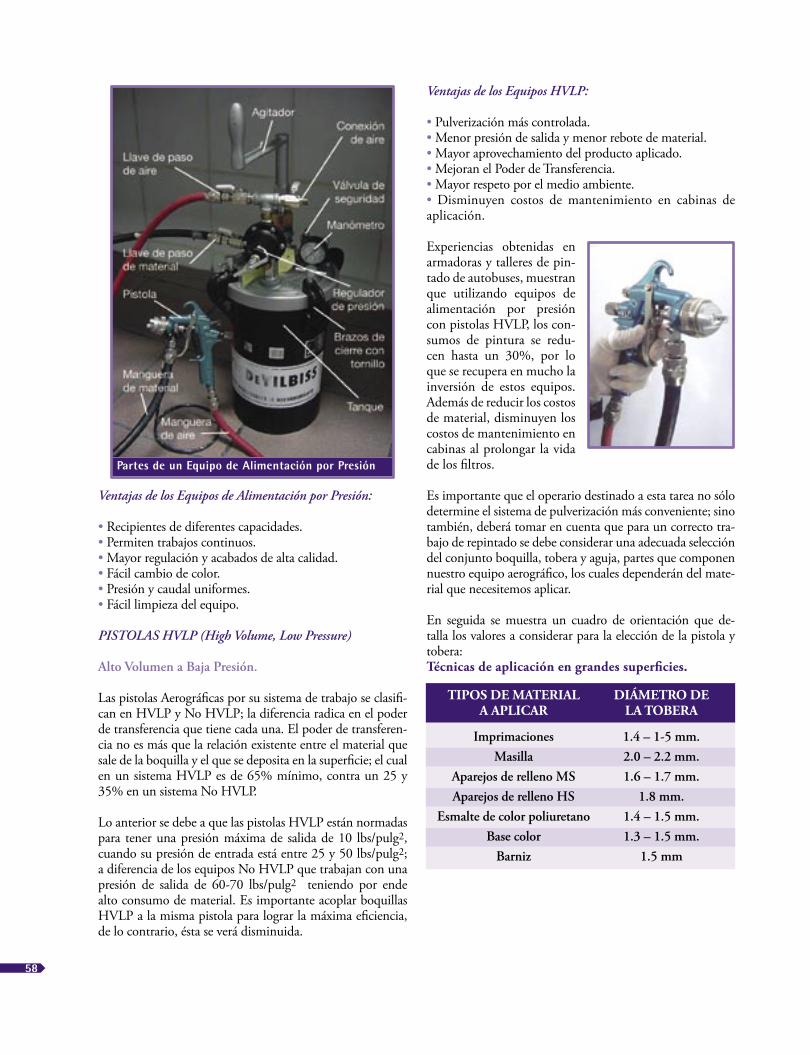
Ventajas de los Equipos de Alimentación por Presión:
• Recipientes de diferentes capacidades.• Permiten trabajos continuos.• Mayor regulación y acabados de alta calidad.• Fácil cambio de color.• Presión y caudal uniformes.• Fácil limpieza del equipo.
PISTOLAS HVLP (High Volume, Low Pressure)
Alto Volumen a Baja Presión.
Las pistolas Aerográficas por su sistema de trabajo se clasifi-can en HVLP y No HVLP; la diferencia radica en el poder de transferencia que tiene cada una. El poder de transferen-cia no es más que la relación existente entre el material que sale de la boquilla y el que se deposita en la superficie; el cual en un sistema HVLP es de 65% mínimo, contra un 25 y 35% en un sistema No HVLP.
Lo anterior se debe a que las pistolas HVLP están normadas para tener una presión máxima de salida de 10 lbs/pulg2, cuando su presión de entrada está entre 25 y 50 lbs/pulg2; a diferencia de los equipos No HVLP que trabajan con una presión de salida de 60-70 lbs/pulg2 teniendo por ende alto consumo de material. Es importante acoplar boquillas HVLP a la misma pistola para lograr la máxima eficiencia, de lo contrario, ésta se verá disminuida.
Ventajas de los Equipos HVLP:
• Pulverización más controlada.• Menor presión de salida y menor rebote de material.• Mayor aprovechamiento del producto aplicado.• Mejoran el Poder de Transferencia.• Mayor respeto por el medio ambiente.• Disminuyen costos de mantenimiento en cabinas de aplicación.
Experiencias obtenidas en armadoras y talleres de pin-tado de autobuses, muestran que utilizando equipos de alimentación por presión con pistolas HVLP, los con-sumos de pintura se redu-cen hasta un 30%, por lo que se recupera en mucho la inversión de estos equipos. Además de reducir los costos de material, disminuyen los costos de mantenimiento en cabinas al prolongar la vida de los filtros.
Es importante que el operario destinado a esta tarea no sólo determine el sistema de pulverización más conveniente; sino también, deberá tomar en cuenta que para un correcto tra-bajo de repintado se debe considerar una adecuada selección del conjunto boquilla, tobera y aguja, partes que componen nuestro equipo aerográfico, los cuales dependerán del mate-rial que necesitemos aplicar.
En seguida se muestra un cuadro de orientación que de-talla los valores a considerar para la elección de la pistola y tobera:Técnicas de aplicación en grandes superficies.
Imprimaciones Masilla
Aparejos de relleno MSAparejos de relleno HS
Esmalte de color poliuretanoBase color
Barniz
TIPOS DE MATERIALA APLICAR
DIÁMETRO DELA TOBERA
1.4 – 1-5 mm.2.0 – 2.2 mm.1.6 – 1.7 mm.
1.8 mm.1.4 – 1.5 mm.1.3 – 1.5 mm.
1.5 mm
Partes de un Equipo de Alimentación por Presión
59
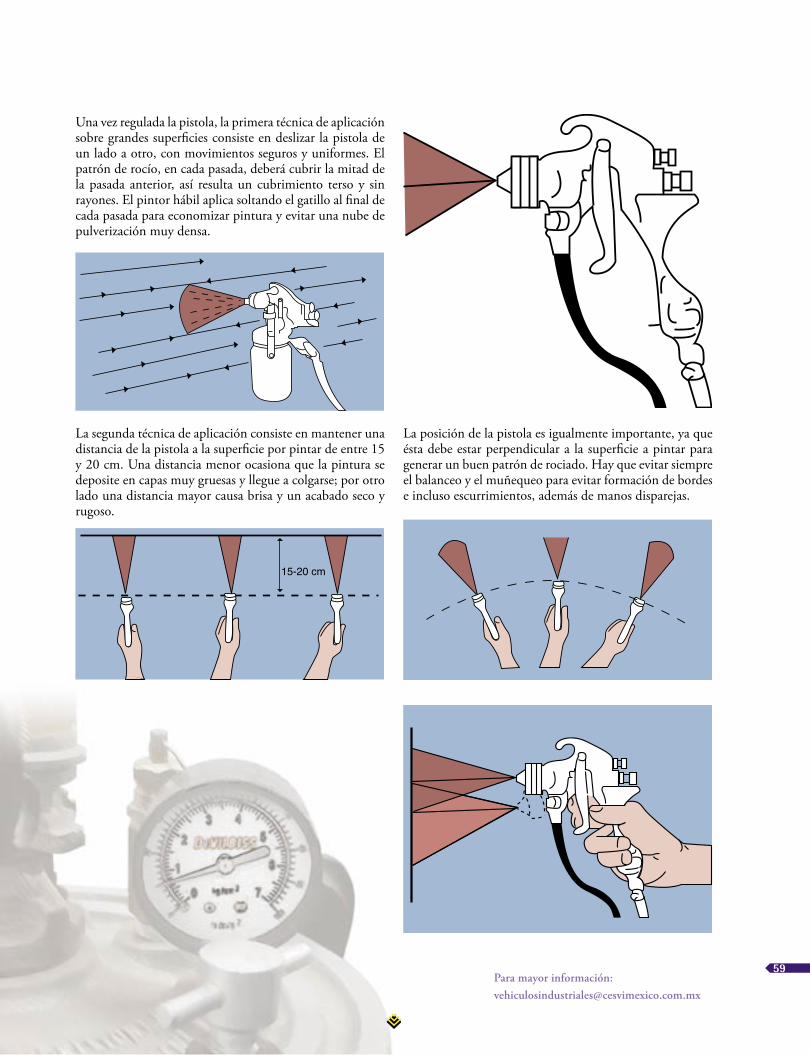
Una vez regulada la pistola, la primera técnica de aplicación sobre grandes superficies consiste en deslizar la pistola de un lado a otro, con movimientos seguros y uniformes. El patrón de rocío, en cada pasada, deberá cubrir la mitad de la pasada anterior, así resulta un cubrimiento terso y sin rayones. El pintor hábil aplica soltando el gatillo al final de cada pasada para economizar pintura y evitar una nube de pulverización muy densa.
La segunda técnica de aplicación consiste en mantener una distancia de la pistola a la superficie por pintar de entre 15 y 20 cm. Una distancia menor ocasiona que la pintura se deposite en capas muy gruesas y llegue a colgarse; por otro lado una distancia mayor causa brisa y un acabado seco y rugoso.
La posición de la pistola es igualmente importante, ya que ésta debe estar perpendicular a la superficie a pintar para generar un buen patrón de rociado. Hay que evitar siempre el balanceo y el muñequeo para evitar formación de bordes e incluso escurrimientos, además de manos disparejas.
Para mayor información:[email protected]

e v e n t o s
Por: Marco A. Valenzuela Tapia
• Concurso internacional entre países importadores.• Mexicanos también obtuvieron segundo lugar en pintura y tercero por equipos.
CONCESIONARIA SEAT PEDREGALPRIMER LUGAR EN ESPAÑA
60
El pasado mes de febrero, el Instituto de Servicio de SEAT, S.A. organizó -como cada año- su concurso Top Service People, con la finalidad de elegir a los mejo-res representantes en la red de concesionarios en lo que se refiere a Post Venta.
México estuvo representado por: Omar Macías Belmonte, Gerente de Refac-ciones de Spanicar, en León Guanajuato; Virginia del Carmen Hernández Sán-chez, Gerente de Servicio y el pintor Onorio Salado Vázquez, ambos de Furia Motors de Acapulco; así como Rodrigo Ramírez Suárez, Técnico de Pedregal.
España recibió a los representantes mexicanos, que después de ser trasladados a Tarragona fueron a conocer la planta de Martorrel, donde se fabrican los autos de la marca. Acto seguido, comenzaron las pruebas con representantes de los diversos países del mundo: España, Inglaterra, Francia, Alemania, República Checa, Portugal y Egipto, entre otros importadores.
Tras varias horas de exámenes teóricos y prácticos para cada especialidad, los participantes de los distintos países disfrutaron de divertidos eventos para final-mente llegar a la Cena de Premiación, en donde nuestros compatriotas arrasa-ron con los honores: el Técnico Rodrigo Ramírez, de SEAT Pedregal, obtuvo el primer lugar mundial en la Especialidad de Técnico Mecánico; Onorio Salado el 2º lugar mundial en la Especialidad de Pintura, y el 3er lugar mundial como equipo también fue para los Representantes Mexicanos.
Cabe señalar que los hoy felices ganadores disputaron su lugar para estar en esta contienda, el año pasado, en la gran final nacional en el puerto de Veracruz, de donde surgieron los finalistas que orgullosamente representarían a nuestro país en el Top Service People de España.
CESVI MÉXICO felicita a SEAT de México, así como al pintor Onorio Salado Vázquez, quien desde el 2003 ha recibido la capacitación de nuestros especialis-tas mostrando siempre un excelente desempeño.





