trabajo de mantenimiento
TRANSCRIPT
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 1/53
REPÚBLICA BOLIVARIANA DE VENEZUELA
MINISTERIO DEL PODER POPULAR PARA LA DEFENSA
UNIVERSIDAD NACIONAL EXPERIMENTAL DE LA FUERZA ARMADA
INGENIERÍA MECÁNICA
ELABORACIÓN DE PLAN DE MEJORA DE GESTIÓN DE
MANTENIMIENTO EN EL DÉFICIT DEL SISTEMA DE BOMBEO
AUTORES:
DELGADO MILDRED. C.I. 18.529.469
MORALES ANTHONY. C.I. 15.167.953
PEREZ VICTOR. C.I. 16.524.519
PERICO JESUS. C.I. 15.367.926
VALDIVIESO YITHZAK C.I. 19.163.927
CAMPERO JOHAN C.I 17.060.546
Caracas, Febrero de 2011.

5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 2/53
TABLA DE CONTENIDO
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 3/53
TABLA DE CONTENIIDO
LISTA DE CUADROS
LISTA DE GRÁFICOS
INTRODUCCIÓN
CAPÍTULO I. EL PROBLEMA
Planteamiento del Problema………………….……………………….
Objetivos de la Investigación……………………………………….…
Objetivo General……………………………………………..……..
Objetivos Específicos…………………………………….………...
Justificación de la Investigación………………………………………
CAPITULO II. MARCO TEORICO
Bases Teóricas……………..…………………….………………………
CONCLUSIONES…………………………………………………………….
RECOMENDACIONES……………………………………………………….
REFERENCIAS BIBLIOGRAFICAS..………………………………………...
Pp.
ii
iii
iv
1
7
10
10
11
11
13
46
47
50
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 4/53
INTRODUCCIÓN
Este proyecto se basa en la búsqueda del problema del déficit debombeo a través de la mejora de la gestión de mantenimiento en la empresa,
además de la implementación de ciertos programas que se realizaran como
prueba de la misma.
Para la realización de este estudio se utilizaran métodos de
recolección de datos que sin duda alguna tendrán respuestas inmediatas
para la determinación del factor de falla del déficit de bombeo, estos
resultados son la clave primordial para la toma de decisiones con respecto a
las medidas que deberemos tomar para solventar tales inconvenientes.
El estudio del sector de mantenimiento del área de bombeo tomara
gran importancia, debido a que el buen mantenimiento de los equipos en
funcionamiento tendría como consecuencia una alta calidad del sistema
bombeo según los parámetros estimado por el fabricante.
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 5/53
CAPITULO I
EL PROBLEMA
Planteamiento del Problema
El planeta tierra consta de 97,5 % de agua y sólo el 1% de ella es apta
para el consumo humano, siendo el componente de todo sistema biológico
que permite la vida a las plantas, animales y personas, no obstante, el agua
del mar es una mezcla heterogénea, es salada porque tiene sales mineralesdisueltas que precipitan cuando el agua se evapora, la presencia de estas
sales minerales, es lo que indica que el agua del mar no es potable y su
ingestión en grandes cantidades puede llegar a provocar la muerte, es por
ello, que el hombre desde hace varios años ha buscado la manera de
potabilizar el agua para el abastecimiento de las personas y para su
subsistencia cuando se emplea en los regadíos de las siembras, actualmente
existe una producción de más de 24 millones de metros cúbicos diarios de
agua desalada en todo el mundo, lo que supone el abastecimiento de más de
100 millones de personas de agua dulce, consistiendo en un proceso de
eliminar la sal del agua de mar o salobre, obteniendo agua dulce.
El hombre ha construido embalses desde antiguo, pero no ha sido
hasta muy recientemente cuando este tipo de construcciones ha tenido un
auge considerable. La creciente demanda de agua y energía hidroeléctrica,
así como las múltiples aplicaciones adicionales de los embalses ha
impulsado considerablemente su construcción. En el mundo actual, las
represas destinadas a producir energía hidroeléctrica son las que resaltan
más por ser las de mayor tamaño. Estas represas cada vez más altas y
anchas, han permitido almacenar una cantidad cada vez mayor de agua
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 6/53
Los embalses son estructuras de construcción de mucha utilidad, ya
que son usados en campos como el riego, el aprovechamiento y generación
de energía, el control de inundaciones, la navegación, la pesca, control de
sedimentos, y la recreación.
Un embalse o represa es una acumulación artificial de agua que tiene
como particularidad poder ser parcial y/o totalmente vaciado por gravedad o
por aspiración.
Según su origen se clasifican en naturales o artificiales. Un embalse
de origen natural (como un valle inundado) se lo puede clasificar de acuerdo
con su tamaño, su profundidad, su localización geográfica como: Lago
Charca Laguna Estanque Si es de origen artificial puede ser cavado en el
suelo (por ejemplo, en las gravas), o ser consecuencias de una represa en
tierra(estanque de piscicultura, por ejemplo), de piedras y de hormigón (por
ejemplo, las grandes represas).
Desde el punto de vista de riego, hemos definido embalse como un
lago artificial construido para almacenar agua durante la estación lluviosa y
para distribuirla durante la estación seca. Tanto para Venezuela como para la
mayoría de los países del mundo, ésta es una condición general impuesta
por el clima. Nuestras lluvias, salvo contadas áreas, están concentradas
durante un periodo de cinco o seis meses, que llamamos invierno, siendo
muy escasa o nulas durante el resto del año: entonces esa mala distribución
del agua de lluvia nos obliga a almacenarla mediante la construcción de
embalses. Los embalses pueden almacenar agua y tiene muchos usos no
menos importantes como son:
En Riego: usos domésticos e industriales, obteniéndose como beneficio;
Incremento de la producción agropecuaria. Suministro de agua para uso de
las poblaciones y de las industrias.
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 7/53
En control de inundaciones: Prevención de daños causados por
desbordamiento durante la creciente, en defensa de las poblaciones y áreas
cultivadas o industriales.
Generación de Energía: protección y suministro de energía para usos
domésticos e industriales.
Navegación; facilidades de transporte por vía fluvial, permitiendo la
navegación entre poblaciones.
Control de sedimentos: pequeños embalses para control de sedimentos a
otros embalses o a corrientes de agua. Control de erosión.
Recreación: aumento de bienestar de la población. Mejoramiento de la
piscicultura para usos industriales. Mejoramiento de la ecología vegetal y
animal.
El Embalse de Guri es el embalse de agua más grande de Venezuela,
por su extensión y volumen de agua almacenada es el segundo cuerpo
lacustre más grande del país sólo superado por el Lago de Maracaibo. El
embalse o lago de Guri se encuentra localizado en el estado Bolívar . Este
embalse se encuentra formado por la presa de Guri, donde se encuentra la
Central Hidroeléctrica Simón Bolívar. El Embalse de Guri es el embalse de
agua más grande de Venezuela, por su extensión y volumen de agua
almacenada es el segundo cuerpo lacustre más grande del país sólo
superado por el Lago de Maracaibo. El embalse o lago de Guri se encuentra
localizado en el estado Bolívar . Este embalse se encuentra formado por la
presa de Guri, donde se encuentra la Central Hidroeléctrica Simón Bolívar .
Venezuela por su excelente ubicación geográfica consta de una gran
reserva natural de agua dulce. En caracas se cuenta con el embalse LA
MARIPOSA, este consta de ocho (8) millones de metros cúbicos de agua y
tiene una superficie total de 54 hectáreas. Sin embargo, el suministro de
agua potable al sector urbano no es el mejor, esto debido a la falta de
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 8/53
soporte tecnológico, mal mantenimiento de la maquinaria y una infinidad de
detalles que quizás no se cumplan para el desarrollo optimo del
abastecimiento de agua potable a la población de caracas.
Por lo anteriormente expresado y en la búsqueda de mejorar la calidad
de vida de los habitantes esta investigación se orienta a conseguir mejorar el
mantenimiento como una de las posibles soluciones al déficit del sistema de
bombeo. Surgen las siguientes interrogantes:
• ¿Cuáles son las principales fallas del sistema de bombeo?
• ¿Cuáles son las principales causas del sistema de bombeo?
• ¿Cómo deben ser nuestros indicadores de gestión que permitan el
funcionamiento óptimo del plan de mantenimiento preventivo del
sistema de bombeo?
• ¿Cuál debe ser la estructura de un programa de mejora de gestión de
mantenimiento en el déficit de sistema de bombeo?
Objetivos
General
• Elaboración de plan de mejora de gestión de mantenimiento en el
déficit del sistema de bombeo.
Específicos
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 9/53
• Determinar las principales fallas operativas del sistema de bombeo.
• Establecer indicadores de gestión que permitan el funcionamiento
óptimo del plan de mantenimiento preventivo del sistema de bombeo.
• Desarrollar un programa de mejora de gestión de mantenimiento en el
déficit del sistema de bombeo.
Justificación de la Investigación
Del conjunto de consideraciones teóricas, criterios, procedimientos
para el diseño y recomendaciones practicas que conforman tecnología
moderna de bombas. Para este punto se destacan solo los aspectos
hidromecánicos que en mayor o menor grado intervendrán en la
caracterización hidráulica de los sistemas de aducción por bombeo, además,
tales aspectos se relacionaran específicamente con los así denominadasbombas centrifugas que son las más eficientes para las combinaciones de
gastos y alturas de bombeos que generalmente prevalecen en las
aducciones para el abastecimiento de agua al medio urbano.
Tomando en cuenta las distintas fallas que puede tener el sistema de
distribución de agua potable para la ciudad, sin duda alguna una pieza
importante del suministro de tal servicio, es el mantenimiento adecuado a la
sala de bombeo de la estación, la cual está conformada por bombascentrifugas y distintas maquinas que conllevan al procedimiento de bombeo
de agua. Por ello se ha propuesto un plan de mejora de gestión de
mantenimiento en el déficit del sistema de bombeo que beneficiaría en gran
manera al servicio de dotación de agua a los distintos sectores de la ciudad,

5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 10/53
disminuyendo así los tiempos de parada de las maquinas aumentando la
eficacia y eficiencia del servicio.
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 11/53
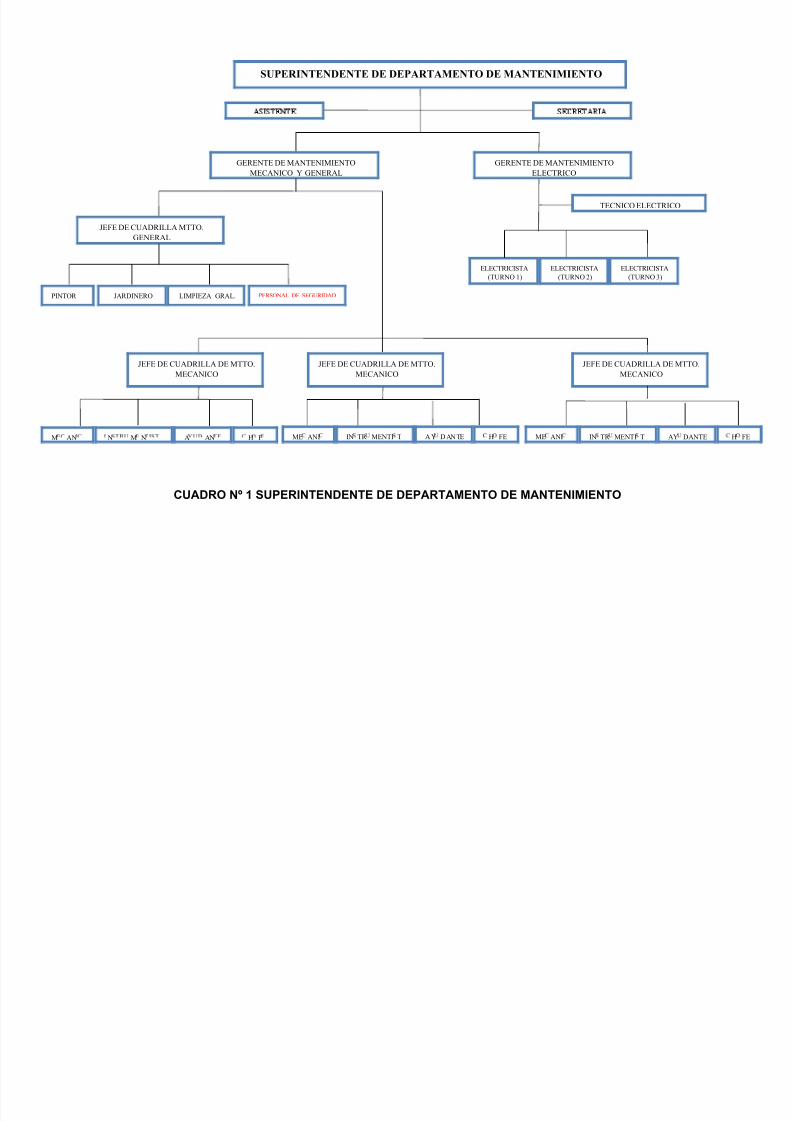
CUADRO Nº 1 SUPERINTENDENTE DE DEPARTAMENTO DE MANTENIMIENTO
GERENTE DE MANTENIMIENTO
MECANICO Y GENERAL
GERENTE DE MANTENIMIENTO
ELECTRICO
TECNICO ELECTRICO
PINTOR
ELECTRICISTA
(TURNO 1)
JEFE DE CUADRILLA MTTO.
GENERAL
JEFE DE CUADRILLA DE MTTO.
MECANICO
JARDINERO LIMPIEZA GRAL. PERSONAL DE SEGURIDAD
SUPERINTENDENTE DE DEPARTAMENTO DE MANTENIMIENTO
M AN N M N A AN H F
ELECTRICISTA
(TURNO 2)
ELECTRICISTA
(TURNO 3)
JEFE DE CUADRILLA DE MTTO.
MECANICO
JEFE DE CUADRILLA DE MTTO.
MECANICO
ME ANI ME ANIIN TR MENTI T IN TR MENTI T AY DANTEAY DANTE H FE

5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 12/53
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 13/53
CAPITULO II
MARCO TEORICO
Bases Teóricas
El mantenimiento industrial se define como el efecto de mantener o
sustentar, proveer, conservar y sostener una serie de actividades encaminadas en
forma lógica y ordenada en la aplicación de conocimientos y habilidades técnicas
a través de la utilización de recursos adecuados como: herramientas, manuales,
entre otros. Que proporcionarán la facilidad de armar y desarmar un equipo
específico para la verificación del estado interno de sus componentes. Elmantenimiento industrial es un efecto de mantener o conservar un equipo de
índole industrial en condiciones óptimas de funcionamiento o bien, en condiciones
similares a las originales en las que se adquirió el equipo nuevo como tal. Se
constituye como una serie de actividades destinadas a corregir, prevenir y predecir
fallas en instalaciones o equipos buscando que éstos se encuentren disponibles o
bien presten el servicio para el cual fueron diseñados.
Beneficios que se obtienen del mantenimiento industrial
Toda empresa que tenga un eficaz programa de mantenimiento industrial, podrá
alcanzar una ventaja competitiva mediante los beneficios siguientes:
1. Minimización de los costos de producción por paradas no planeadas del equipo
debido a daños y reparaciones.
2. Maximización del uso del capital invertido en las instalaciones y equipos paraincrementar su vida útil.
3. Minimización de los costos de operación y servicio de mantenimiento para
incrementar los beneficios de la actividad industrial.
4. Garantizar la seguridad industrial, en cuanto a la operación segura del equipo.
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 14/53
Mantenimiento preventivo
El mantenimiento preventivo es el que se realiza mediante una
programación previa y planificada de actividades con el fin de evitar, en lo posible,
la mayor cantidad de daños imprevistos, disminuir los tiempos muertos por falla en
los equipos y, por ende, disminuir costos innecesarios e imprevistos en la misma.
Los altos niveles de productividad que se requieren en la actualidad, exigen
la implementación de un sistema de mantenimiento preventivo que permita
aumentar la eficiencia de los equipos la cual es directamente proporcional a la
calidad de la información con que se cuenta para llevarla a cabo.
Bombas
Las bombas son dispositivos que se encargan de transferir energía a la
corriente del fluido impulsándolo, desde un estado de baja presión estática a otro
de mayor presión. Están compuestas por un elemento rotatorio denominado
impulsor, el cual se encuentra dentro de una carcasa llamada voluta. Inicialmente
la energía es transmitida como energía mecánica a través de un eje, para
posteriormente convertirse en energía hidráulica. El fluido entra axialmente a
través del ojo del impulsor, pasando por los canales de éste y suministrándosele
energía cinética mediante los álabes que se encuentran en el impulsor para
posteriormente descargar el fluido en la voluta, el cual se expande gradualmente,
disminuyendo la energía cinética adquirida para convertirse en presión estática.
Bomba centrífuga
Una bomba centrífuga es una máquina que consiste de un conjunto de
paletas rotatorias encerradas dentro de una caja o cárter, o una cubierta o coraza.Se denominan así porque la cota de presión que crean es ampliamente atribuible
a la acción centrífuga. Las paletas imparten energía al fluido por la fuerza de esta
misma acción. Así, despojada de todos los refinamientos, una bomba centrífuga
tiene dos partes principales: (1) Un elemento giratorio, incluyendo un impulsor y
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 15/53
una flecha, y (2) un elemento estacionario, compuesto por una cubierta, estoperas
y chumaceras.
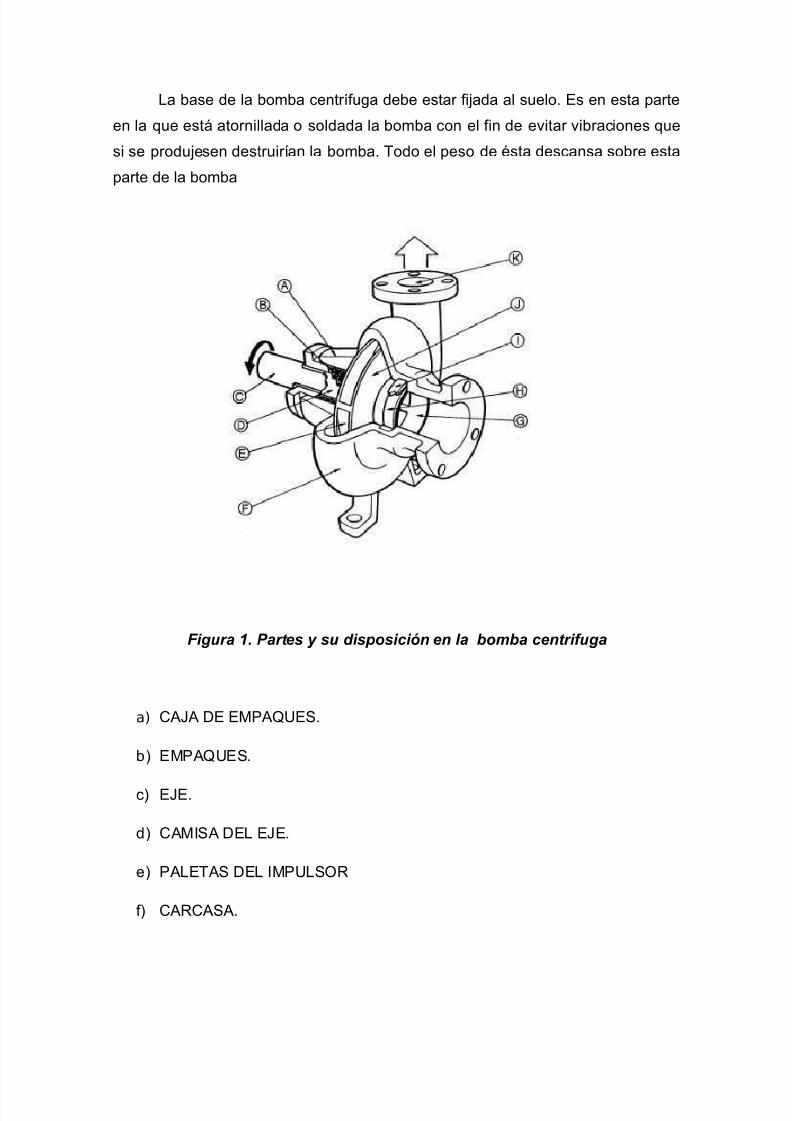
Partes de la bomba centrífuga
• Carcasa o voluta
Tal como se aprecia en la figura 1. La carcasa es la parte exterior
protectora de la bomba y cumple la función de convertir la energía de velocidad
impartida al líquido por el impulsor en energía de presión, cambia la dirección de
su movimiento y lo encamina hacia la brida de impulsión de la bomba.
• Impulsores o rodetes
Es el corazón de la bomba centrífuga formado por una serie de álabes de
diversas formas que giran dentro de una carcasa circular. Recibe el líquido y le
imparte una velocidad de la cual depende la carga producida por la bomba. En la
figura 1. Se observa la posición del rodete dentro de la bomba.
• Anillos de desgaste
Cumplen la función de ser un elemento fácil y barato de remover en
aquellas partes en donde debido a las cerradas holguras entre el impulsor y la
carcasa, véase la figura 1, el desgaste es casi seguro, evitando así la necesidad
de cambiar estos elementos y quitar solo los anillos.
• Flecha
Es el eje de todos los elementos que giran en la bomba centrífuga,
transmitiendo además el movimiento que imparte la flecha del motor. En la figura
1. Es apreciable la ubicación del eje y su sentido de rotación.
• Base
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 16/53
La base de la bomba centrífuga debe estar fijada al suelo. Es en esta parte
en la que está atornillada o soldada la bomba con el fin de evitar vibraciones que
si se produjesen destruirían la bomba. Todo el peso de ésta descansa sobre esta
parte de la bomba
Figura 1. Partes y su disposición en la bomba centrifuga
a) CAJA DE EMPAQUES.
b) EMPAQUES.
c) EJE.
d) CAMISA DEL EJE.
e) PALETAS DEL IMPULSOR
f) CARCASA.
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 17/53
g) CENTRO DEL IMPULSOR
h) IMPULSOR.
i) CARCASA DEL ANILLO DE DESGASTE.
j) BOQUILLA DE DESCARGA.
• Estoperas, empaques y sellos
La función de estos elementos es evitar el flujo hacia fuera del líquido
bombeado a través del orificio por donde pasa la flecha de la bomba y el flujo de
aire hacia el interior de la bomba.
•CojinetesSirven de soporte a la flecha de todo el rotor en un alineamiento correcto
en relación con las partes estacionarias. Soportan las cargas radiales y axiales
existentes en la bomba.
Figura 2. Tipos de cojinetes
Curvas características de las bombas
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 18/53
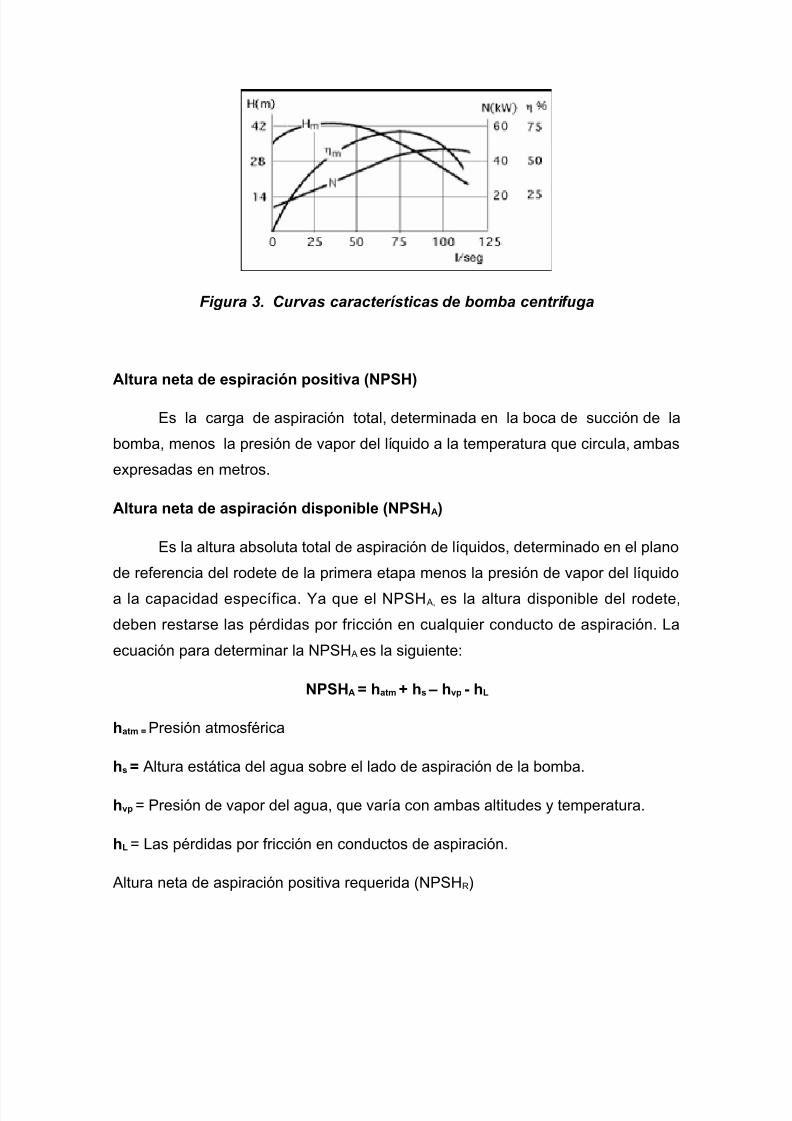
El comportamiento hidráulico de una bomba viene especificado en
sus curvas características que representan una relación entre los distintos
valores del caudal proporcionado por la misma con otros parámetros como la
altura manométrica, el rendimiento hidráulico, la potencia requerida y la
altura de aspiración, que están en función del tamaño, diseño y
construcción de la bomba.
Estas curvas, obtenidas experimentalmente en un banco de pruebas, son
proporcionadas por los fabricantes a una velocidad de rotación determinada (N).
Se representan gráficamente, colocando en el eje de abscisas los caudales y en el
eje de ordenadas las alturas, rendimientos, potencias y alturas de aspiración.
Curva altura manométrica-caudal. Curva H-Q.Para determinar experimentalmente la relación H(Q) correspondiente
a unas revoluciones (N) dadas, se ha de colocar un vacuómetro en la aspiración y
un manómetro en la impulsión, o bien un manómetro diferencial acoplado a dichos
puntos. En la tubería de impulsión, aguas abajo del manómetro, se
instala una llave de paso que regula el caudal, que ha de ser aforado. La
velocidad de rotación se puede medir con un tacómetro o con un estroboscopio.
Con un accionamiento por motor de corriente alterna, dicha velocidad varía muy
poco con la carga.
La curva característica H-Q, de la bomba centrifuga viene indicada en la
figura 3
Curva rendimiento-caudal.
El rendimiento de la bomba o rendimiento global es la relación entre la
potencia útil o hidráulica y la potencia al freno. Este es, en general, suministrado
por los constructores de la bomba, y considera las pérdidas por fugas
(rendimiento volumétrico) y por rozamientos en ejes y caras del impulsor
(rendimiento mecánico).
La curva característica rendimiento-caudal para una bomba centrifugase
puede ver en la figura 3
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 19/53
El rendimiento es nulo para un caudal nulo y para un caudal máximo. Entre
ambos el rendimiento varía, alcanzando el máximo en un punto correspondiente a
un cierto caudal, llamado caudal nominal de la bomba, que es aquel para el cual
ha sido diseñada la bomba.
Curva de potencia – caudal
En la teoría, la potencia suministrada por el eje del impulsor:
γ = Peso específico
Q= Caudal
H = Altura manométrica total
Ph = potencia hidráulica
En la práctica, las pérdidas por rozamiento hidráulico, mecánico y las
posibles fugas dan lugar a que la potencia al freno P absorbida al motor por el eje
de la bomba difiere de Ph. Su valor se obtiene en laboratorio mediante un
dinamómetro o freno, aplicando la relación:
P = T · N
Siendo T el par resistente de la bomba, el cual es el producto de [F x r]
donde r es el brazo donde se aplica la fuerza tangencial F. N es el numero de
revoluciones o vueltas en la unidad de tiempo, o velocidad angular.
La potencia absorbida por el eje de la bomba o potencia al freno es la
potencia que necesita la bomba para realizar una determinada cantidad de trabajo.
Para cada posición de la llave de regulación del caudal, se determinará la
potencia P, con lo que la curva característica P (Q) queda determinada con la
figura 1.
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 20/53
Figura 3. Curvas características de bomba centrifuga
Altura neta de espiración positiva (NPSH)
Es la carga de aspiración total, determinada en la boca de succión de la
bomba, menos la presión de vapor del líquido a la temperatura que circula, ambas
expresadas en metros.
Altura neta de aspiración disponible (NPSHA)
Es la altura absoluta total de aspiración de líquidos, determinado en el plano
de referencia del rodete de la primera etapa menos la presión de vapor del líquido
a la capacidad específica. Ya que el NPSHA, es la altura disponible del rodete,
deben restarse las pérdidas por fricción en cualquier conducto de aspiración. La
ecuación para determinar la NPSHA es la siguiente:
NPSHA = hatm + hs – hvp - hL
hatm = Presión atmosférica
hs = Altura estática del agua sobre el lado de aspiración de la bomba.
hvp = Presión de vapor del agua, que varía con ambas altitudes y temperatura.
hL = Las pérdidas por fricción en conductos de aspiración.
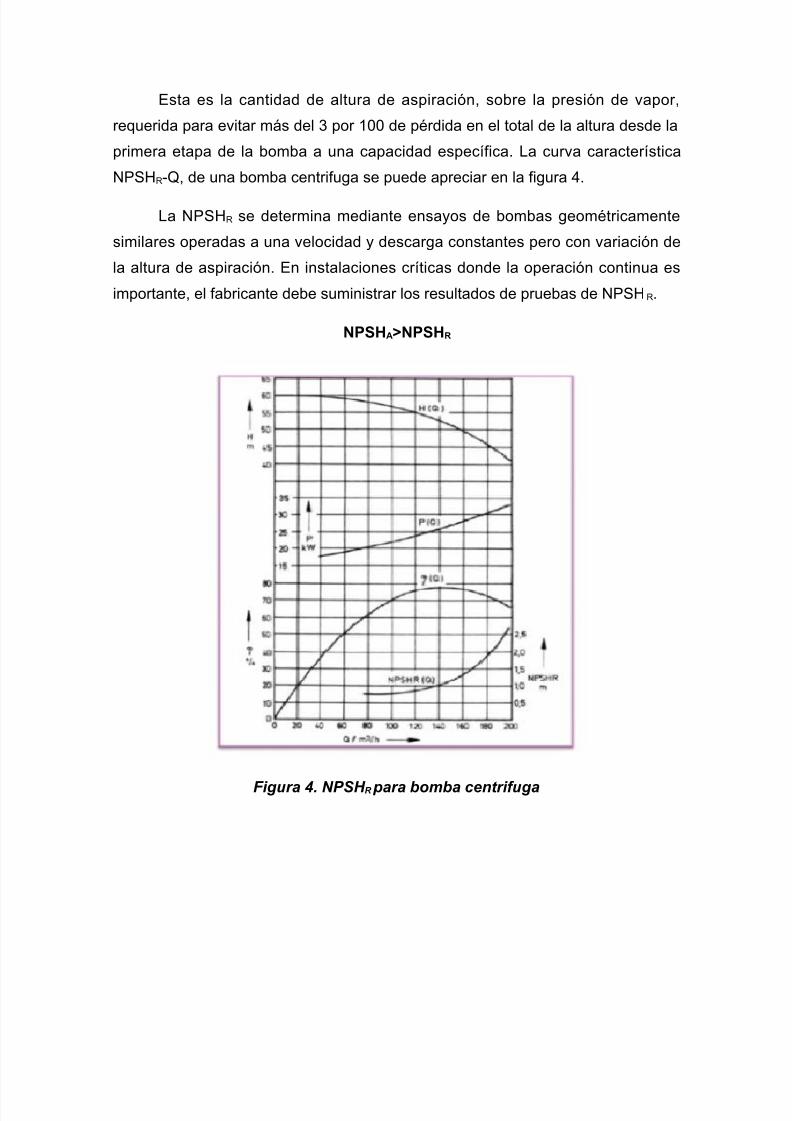
Altura neta de aspiración positiva requerida (NPSHR)
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 21/53
Esta es la cantidad de altura de aspiración, sobre la presión de vapor,
requerida para evitar más del 3 por 100 de pérdida en el total de la altura desde la
primera etapa de la bomba a una capacidad específica. La curva característica
NPSHR-Q, de una bomba centrifuga se puede apreciar en la figura 4.
La NPSHR se determina mediante ensayos de bombas geométricamente
similares operadas a una velocidad y descarga constantes pero con variación de
la altura de aspiración. En instalaciones críticas donde la operación continua es
importante, el fabricante debe suministrar los resultados de pruebas de NPSH R.
NPSHA>NPSHR
Figura 4. NPSH R para bomba centrifuga
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 22/53
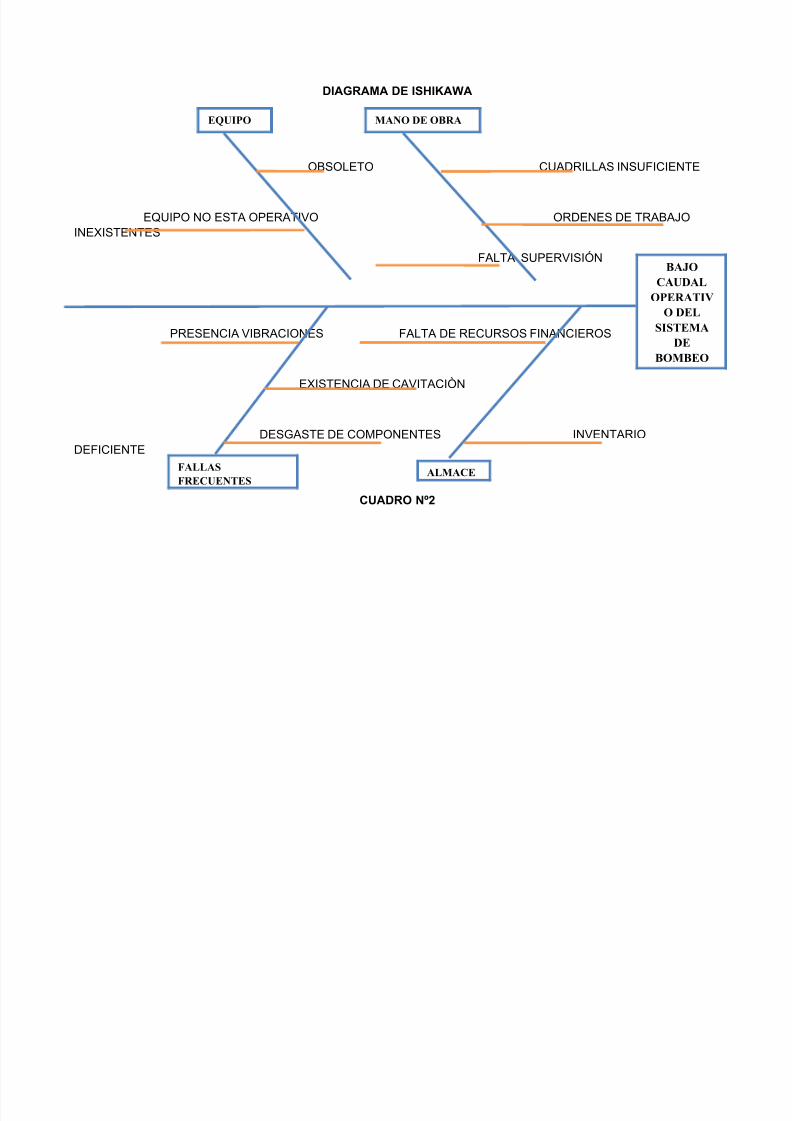
DIAGRAMA DE ISHIKAWA
OBSOLETO CUADRILLAS INSUFICIENTE
EQUIPO NO ESTA OPERATIVO ORDENES DE TRABAJOINEXISTENTES
FALTA SUPERVISIÓN
PRESENCIA VIBRACIONES FALTA DE RECURSOS FINANCIEROS
EXISTENCIA DE CAVITACIÒN
DESGASTE DE COMPONENTES INVENTARIODEFICIENTE
CUADRO Nº2
MANO DE OBRAEQUIPO
ALMACE
BAJO
CAUDAL
OPERATIV
O DEL
SISTEMA
DE
BOMBEO
FALLAS
FRECUENTES

5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 23/53
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 24/53
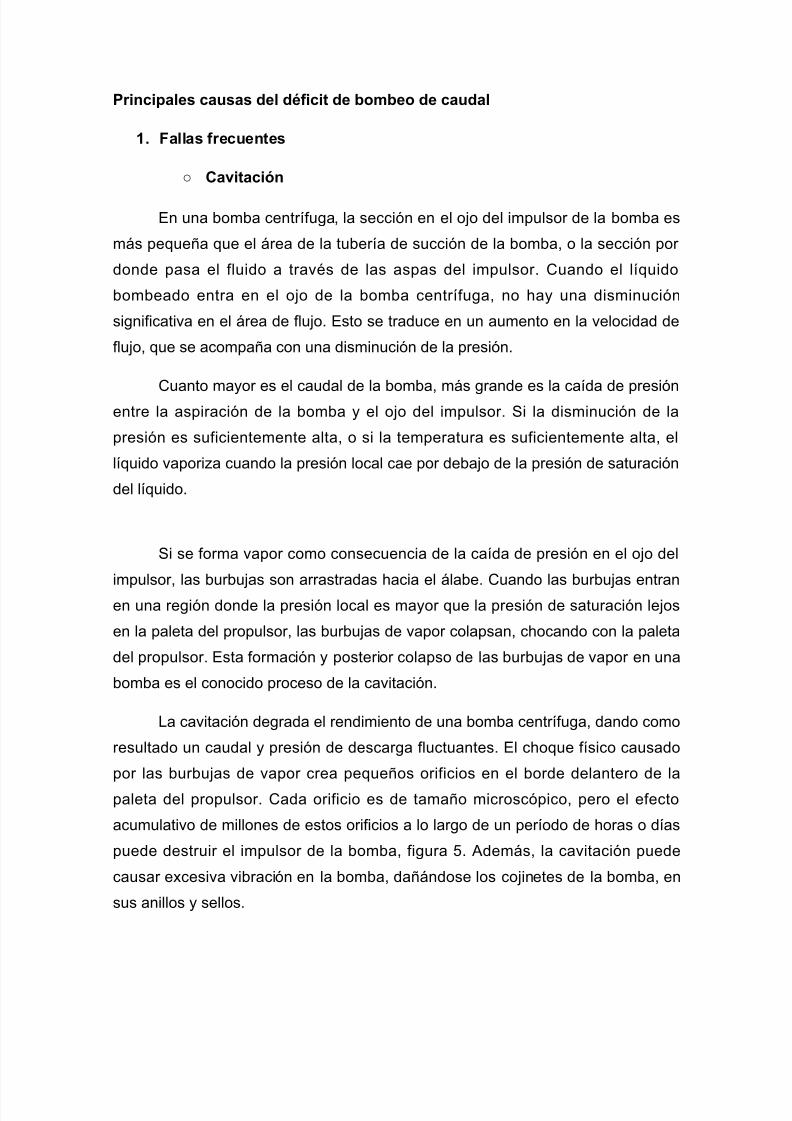
Principales causas del déficit de bombeo de caudal
1. Fallas frecuentes
○ Cavitación
En una bomba centrífuga, la sección en el ojo del impulsor de la bomba es
más pequeña que el área de la tubería de succión de la bomba, o la sección por
donde pasa el fluido a través de las aspas del impulsor. Cuando el líquido
bombeado entra en el ojo de la bomba centrífuga, no hay una disminución
significativa en el área de flujo. Esto se traduce en un aumento en la velocidad de
flujo, que se acompaña con una disminución de la presión.
Cuanto mayor es el caudal de la bomba, más grande es la caída de presiónentre la aspiración de la bomba y el ojo del impulsor. Si la disminución de la
presión es suficientemente alta, o si la temperatura es suficientemente alta, el
líquido vaporiza cuando la presión local cae por debajo de la presión de saturación
del líquido.
Si se forma vapor como consecuencia de la caída de presión en el ojo del
impulsor, las burbujas son arrastradas hacia el álabe. Cuando las burbujas entranen una región donde la presión local es mayor que la presión de saturación lejos
en la paleta del propulsor, las burbujas de vapor colapsan, chocando con la paleta
del propulsor. Esta formación y posterior colapso de las burbujas de vapor en una
bomba es el conocido proceso de la cavitación.
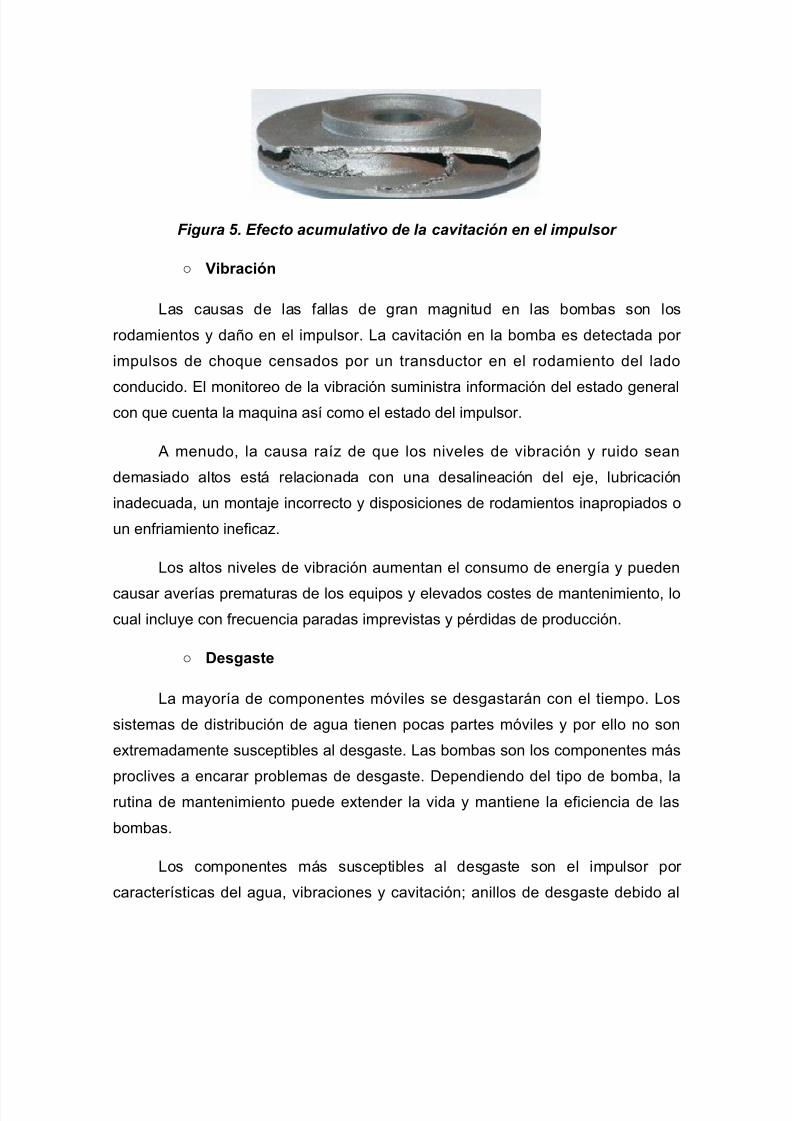
La cavitación degrada el rendimiento de una bomba centrífuga, dando como
resultado un caudal y presión de descarga fluctuantes. El choque físico causado
por las burbujas de vapor crea pequeños orificios en el borde delantero de la
paleta del propulsor. Cada orificio es de tamaño microscópico, pero el efecto
acumulativo de millones de estos orificios a lo largo de un período de horas o días
puede destruir el impulsor de la bomba, figura 5. Además, la cavitación puede
causar excesiva vibración en la bomba, dañándose los cojinetes de la bomba, en
sus anillos y sellos.
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 25/53
Figura 5. Efecto acumulativo de la cavitación en el impulsor
○ Vibración
Las causas de las fallas de gran magnitud en las bombas son los
rodamientos y daño en el impulsor. La cavitación en la bomba es detectada por
impulsos de choque censados por un transductor en el rodamiento del lado
conducido. El monitoreo de la vibración suministra información del estado generalcon que cuenta la maquina así como el estado del impulsor.
A menudo, la causa raíz de que los niveles de vibración y ruido sean
demasiado altos está relacionada con una desalineación del eje, lubricación
inadecuada, un montaje incorrecto y disposiciones de rodamientos inapropiados o
un enfriamiento ineficaz.
Los altos niveles de vibración aumentan el consumo de energía y pueden
causar averías prematuras de los equipos y elevados costes de mantenimiento, lo
cual incluye con frecuencia paradas imprevistas y pérdidas de producción.
○ Desgaste
La mayoría de componentes móviles se desgastarán con el tiempo. Los
sistemas de distribución de agua tienen pocas partes móviles y por ello no son
extremadamente susceptibles al desgaste. Las bombas son los componentes más
proclives a encarar problemas de desgaste. Dependiendo del tipo de bomba, larutina de mantenimiento puede extender la vida y mantiene la eficiencia de las
bombas.
Los componentes más susceptibles al desgaste son el impulsor por
características del agua, vibraciones y cavitación; anillos de desgaste debido al
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 26/53
contacto que posee tanto con la carcasa como con el impulsor, eje o flecha por
mala alineación.
Cuando los cojinetes trabajan demasiado calientes se desgastan
prematuramente y ocasionan daño a otros componentes como desalineación delimpulsor y eje.
○ Inspecciones
Las inspecciones pueden ser de muchas formas e incluir procedimientos de
rutina, periódicos y totales. Ambas inspecciones, interior y exterior, son necesarias
para asegurar que se mantiene la integridad física, seguridad y alta calidad del
agua. El tipo y frecuencia de la inspección está regido por el tipo de instalación, su
susceptibilidad al vandalismo, edad y condición, el tiempo transcurrido desde la
última limpieza o mantenimiento, y su registro histórico de calidad de agua,
además de otros criterios locales. Las inspecciones de rutina pueden normalmente
realizarse desde el suelo durante las tareas normales o semanales. Las
inspecciones periódicas son normalmente más rigurosas, y pueden efectuarse
cada tres o cuatro meses. Las inspecciones completas son tareas importantes que
a menudo exigen el cierre y vaciado de la instalación. Las inspecciones completas
deben realizarse por un equipo multidisciplinario de expertos en calidad del agua,mantenimiento, operaciones, e ingeniería.
1. Mano de obra
○ Órdenes de trabajo
El personal de mantenimiento puede perderse (aunque no para el
supervisor) cuando no existe ninguna clase de control o ser altamente ineficientes
(con ineficiencias que permanecerán sin detectar). El único control directo es elejercido por el supervisor de mantenimiento. Una forma común de control utilizada
para el personal de mantenimiento y para la contabilidad de costes, son las
ordenes de trabajo.
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 27/53
La correcta utilización de las órdenes de trabajo permite registrar y cargar
los costes a cada trabajo. Las horas planeadas o estimadas pueden ser
comparadas con las horas reales.
○
Falta de supervisión
Los gerentes y jefes supervisores mecánicos tienen el objetivo de
garantizar la operatividad de la planta, contando para esto con la creación de
planes de mantenimiento predictivo, preventivo y correctivo, así como también el
control de las órdenes de trabajo mecánico. La ausencia de supervisión de la
mano de obra genera la inexistencia de órdenes de trabajos, que el trabajador
asignado al puesto no posea las características necesarias para desempeñar la
labor, entre otros. Todo esto trae como consecuencia que a la hora de un trabajode mantenimiento, las labores tarden más de lo esperado, no exista coordinación,
no se encuentren los materiales y repuestos necesarios y de esta manera la falla
no sea reparada de manera eficiente.
1. Almacén
• Inventario deficiente
Parte de la planificación del mantenimiento incluye el detalle de todos losmateriales necesarios para realizar el trabajo, asegurando que estarán en stock y
disponible antes de que el trabajo sea ejecutado. Si el trabajo está bien
planificado, retrasos como los siguientes deberían ser eliminados:
• Espera por materiales
• Tiempo de viajes para obtener materiales
• Tiempo requerido para transportar materiales
• Tiempo requerido para identificar materiales
• Tiempo requerido para encontrar materiales sustitutos
• Tiempo requerido para encontrar los materiales en las bodegas locales
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 28/53
• Tiempo requerido para tramitar una orden de compra
• Pérdida de tiempo debido a:
• Otras actividades con retraso debido a los materiales
• Materiales equivocados planificados y entregados
• Órdenes de compra con materiales equivocados
• Materiales fuera de stock
Si las piezas correctas no están al alcance cuando son necesitadas para el
mantenimiento rutinario o las reparaciones, el tiempo muerto se prolongará más
allá de lo necesario.
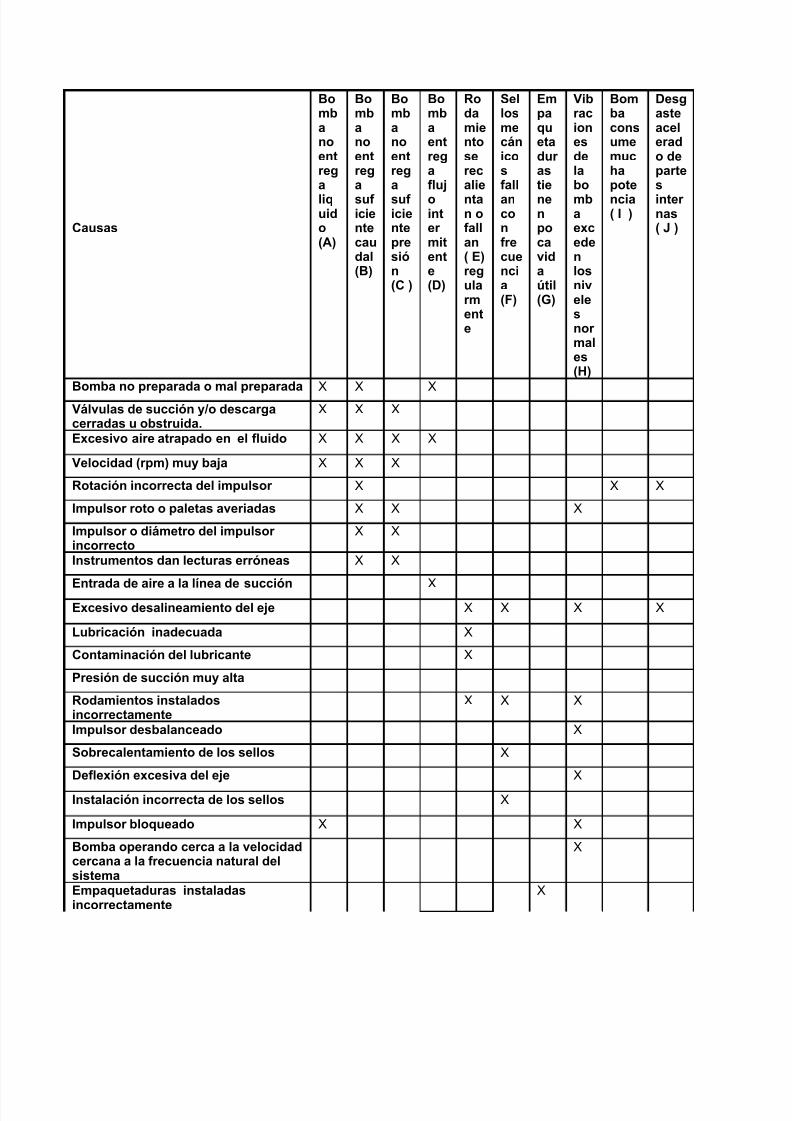
Síntomas Fallas hidráulicas Fallas mecánicas
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 29/53
Causas
Bombanoentregaliquido(A)
Bombanoentregasuf icientecaudal(B)
Bombanoentregasuf icientepresión(C )
Bombaentregaflujointer mitente(D)
Rodamientoserecalientan ofallan( E)regularmente
Sellosmecánicosfallanconfrecuencia(F)
Empaquetadur astienenpocavidaútil(G)
Vibracionesdelabombaexcedenlosnivelesnor males(H)
Bombaconsumemuchapotencia( I )
Desgasteacelerado departesinter nas( J )
Bomba no preparada o mal preparada X X XVálvulas de succión y/o descargacerradas u obstruida.
X X X
Excesivo aire atrapado en el fluido X X X X
Velocidad (rpm) muy baja X X X
Rotación incorrecta del impulsor X X X
Impulsor roto o paletas averiadas X X X
Impulsor o diámetro del impulsor incorrecto
X X
Instrumentos dan lecturas erróneas X X
Entrada de aire a la línea de succión XExcesivo desalineamiento del eje X X X X
Lubricación inadecuada X
Contaminación del lubricante X
Presión de succión muy alta
Rodamientos instaladosincorrectamente
X X X
Impulsor desbalanceado X
Sobrecalentamiento de los sellos X
Deflexión excesiva del eje X
Instalación incorrecta de los sellos X
Impulsor bloqueado X X
Bomba operando cerca a la velocidadcercana a la frecuencia natural delsistema
X
Empaquetaduras instaladasincorrectamente
X

5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 30/53
Total 5 8 6 3 4 4 1 7 1 2 41
CUADRO Nº 3. Síntomas y causas
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 31/53
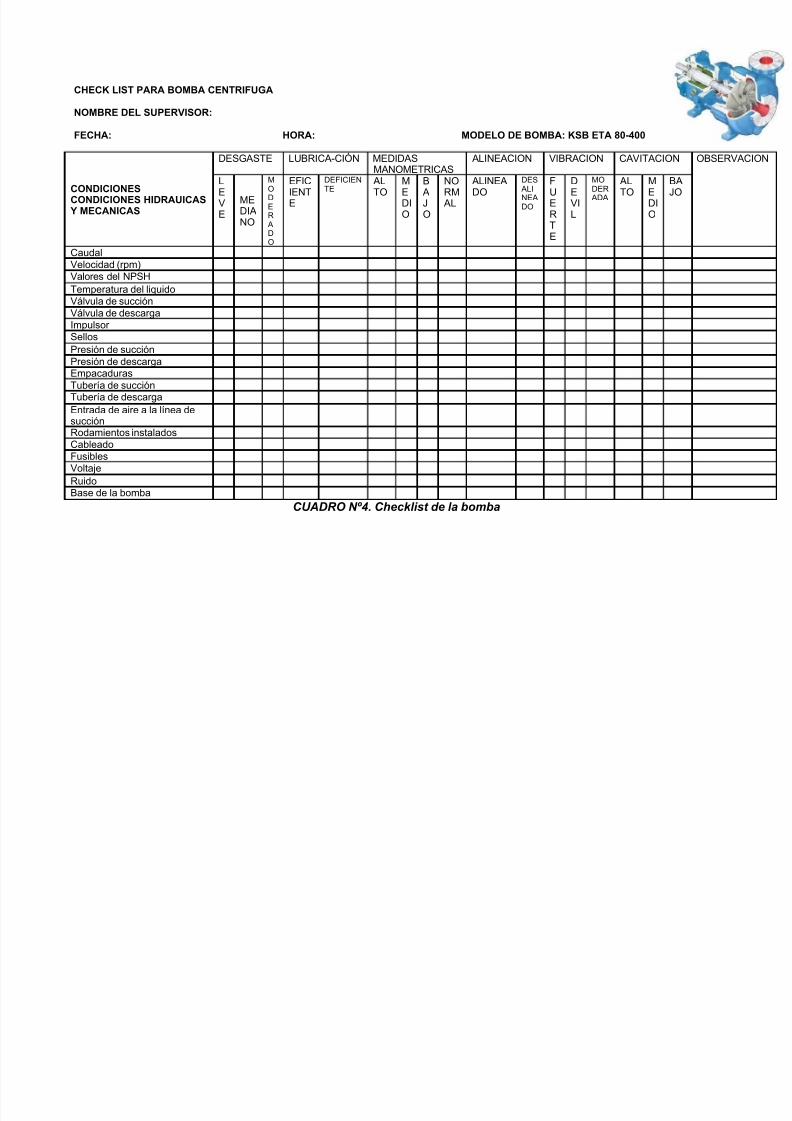
CHECK LIST PARA BOMBA CENTRIFUGA
NOMBRE DEL SUPERVISOR:
FECHA: HORA: MODELO DE BOMBA: KSB ETA 80-400
CONDICIONESCONDICIONES HIDRAUICAS Y MECANICAS
DESGASTE LUBRICA-CIÓN MEDIDASMANOMETRICAS
ALINEACION VIBRACION CAVITACION OBSE
L
EVE
MEDIANO
M
ODERADO
EFIC
IENTE
DEFICIEN
TE
AL
TO
M
EDIO
B
AJO
NO
RMAL
ALINEA
DO
DES
ALINEADO
F
UERTE
D
EVIL
MO
DERADA
AL
TO
M
EDIO
BA
JO
CaudalVelocidad (rpm)Valores del NPSHTemperatura del liquidoVálvula de succiónVálvula de descargaImpulsor SellosPresión de succiónPresión de descargaEmpacaduras
Tubería de succiónTubería de descargaEntrada de aire a la línea desucciónRodamientos instaladosCableadoFusiblesVoltajeRuidoBase de la bomba
CUADRO Nº4. Checklist de la bomba
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 32/53
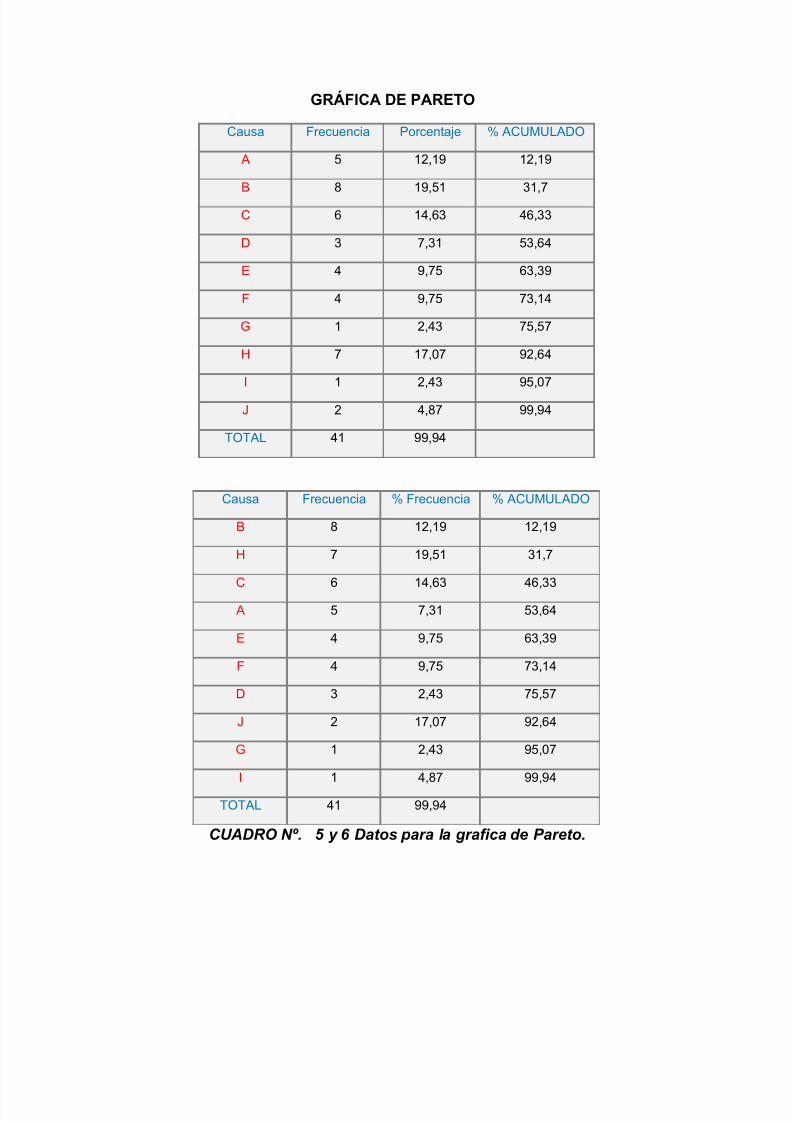
GRÁFICA DE PARETO
Causa Frecuencia Porcentaje % ACUMULADO
A 5 12,19 12,19
B 8 19,51 31,7
C 6 14,63 46,33
D 3 7,31 53,64
E 4 9,75 63,39
F 4 9,75 73,14
G 1 2,43 75,57
H 7 17,07 92,64
I 1 2,43 95,07
J 2 4,87 99,94
TOTAL 41 99,94
Causa Frecuencia % Frecuencia % ACUMULADO
B 8 12,19 12,19
H 7 19,51 31,7
C 6 14,63 46,33A 5 7,31 53,64
E 4 9,75 63,39
F 4 9,75 73,14
D 3 2,43 75,57
J 2 17,07 92,64
G 1 2,43 95,07
I 1 4,87 99,94TOTAL 41 99,94
CUADRO Nº. 5 y 6 Datos para la grafica de Pareto.
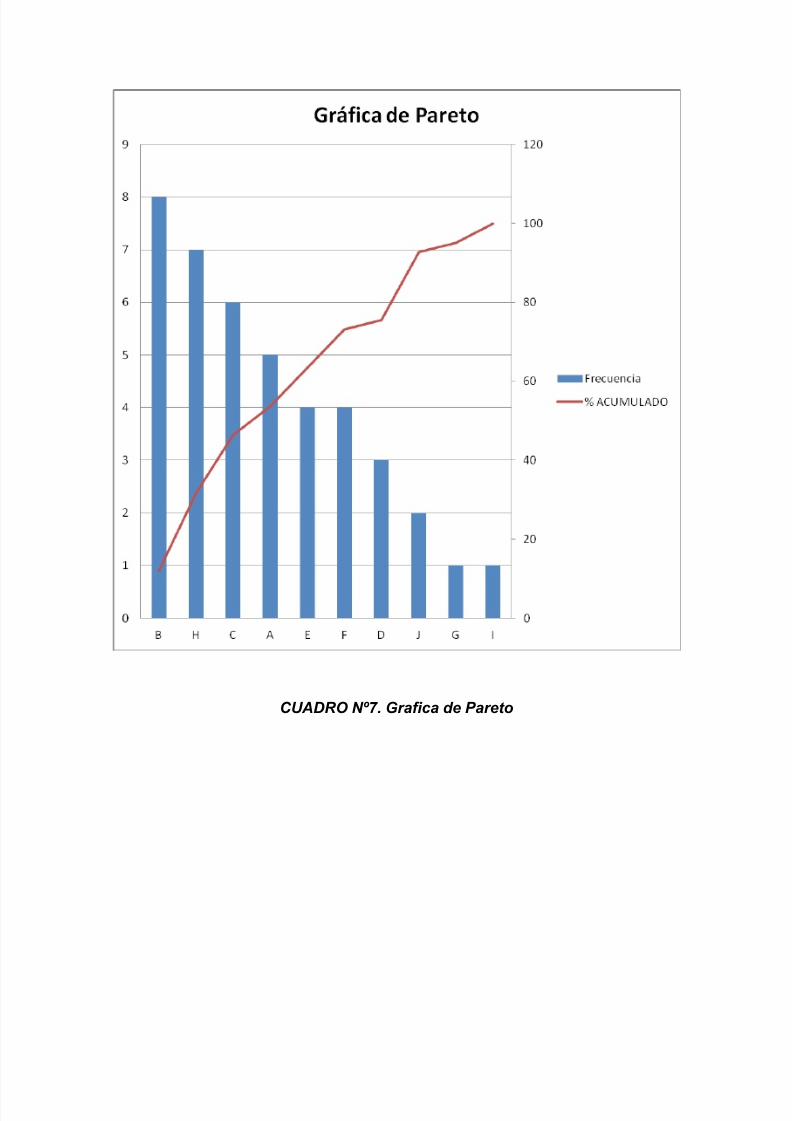
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 33/53
CUADRO Nº7. Grafica de Pareto
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 34/53
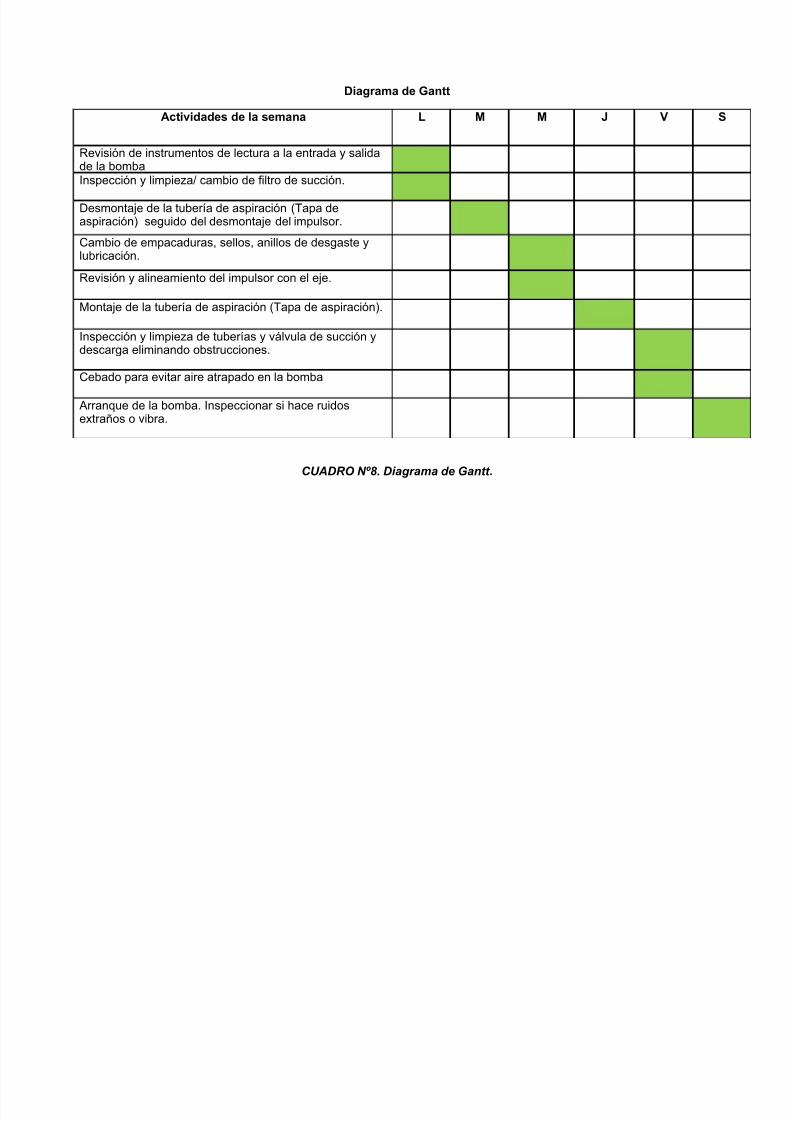
Diagrama de Gantt
Actividades de la semana L M M J V S
Revisión de instrumentos de lectura a la entrada y salidade la bombaInspección y limpieza/ cambio de filtro de succión.
Desmontaje de la tubería de aspiración (Tapa deaspiración) seguido del desmontaje del impulsor.
Cambio de empacaduras, sellos, anillos de desgaste ylubricación.
Revisión y alineamiento del impulsor con el eje.
Montaje de la tubería de aspiración (Tapa de aspiración).
Inspección y limpieza de tuberías y válvula de succión ydescarga eliminando obstrucciones.
Cebado para evitar aire atrapado en la bomba
Arranque de la bomba. Inspeccionar si hace ruidosextraños o vibra.
CUADRO Nº8. Diagrama de Gantt .
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 35/53
Indicadores de Gestión
Los indicadores de gestión son parámetros numéricos, que a partir de datos
previamente definidos y organizados, permiten tener una idea del cumplimiento de
los planes establecidos, y la toma de decisiones para corregir las desviaciones.
Un estudio previamente realizado arrojo resultados que nos permitió
obtener un diagnostico general del estado de los componentes y factores que
influyen directamente con la calidad del sistema de bombeo. Para establecer unos
indicadores de gestión acordes a nuestra investigación debemos tomar en cuentalos siguientes puntos:
• Información sobre cuadrillas de mantenimiento.
• Cantidad de repuestos en el inventario.
• Tiempo consumido ante las acciones preventivas de la bomba.
Tomando en cuenta estos factores se procede a la realización de tablas que
nos arrojaran un buen indicador de gestión realizada:
Disponibilidad del equipo
Se procede a describir cada una de las actividades a realizar y asignaremos
un código para desempeñar su estudio de forma más fácil y directa.
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 36/53
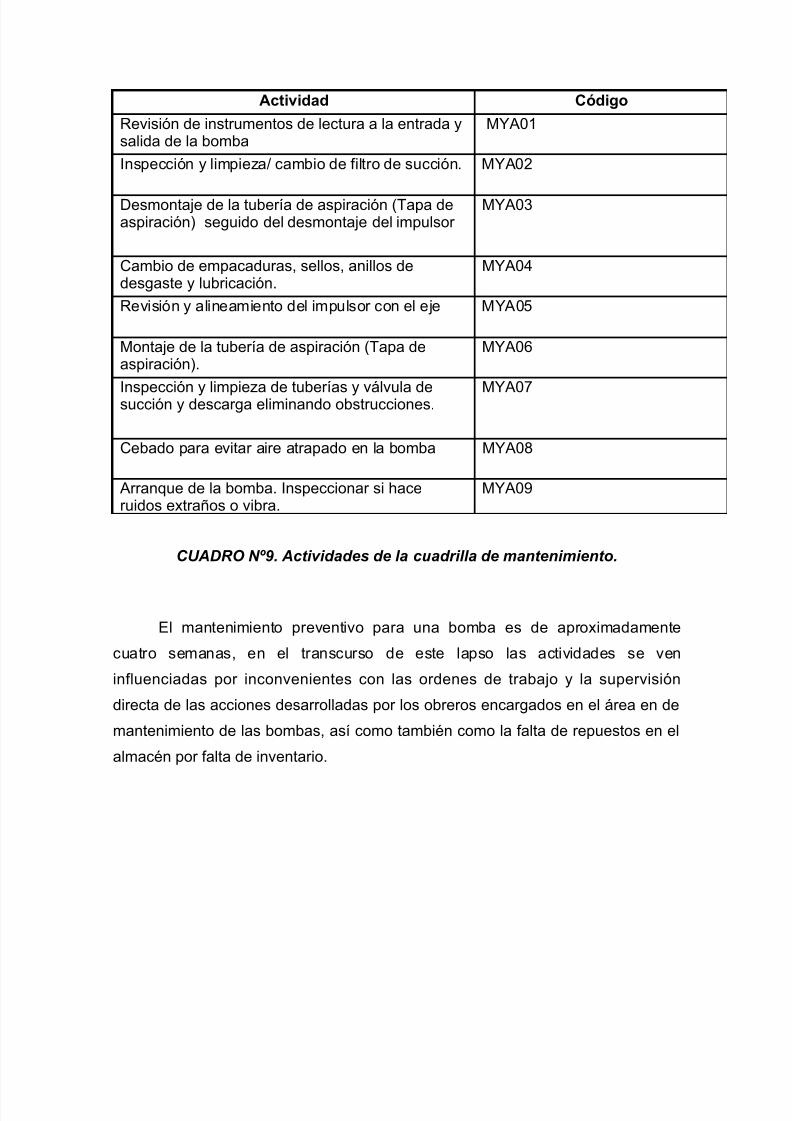
Actividad Código
Revisión de instrumentos de lectura a la entrada ysalida de la bomba
MYA01
Inspección y limpieza/ cambio de filtro de succión. MYA02
Desmontaje de la tubería de aspiración (Tapa deaspiración) seguido del desmontaje del impulsor
MYA03
Cambio de empacaduras, sellos, anillos dedesgaste y lubricación.
MYA04
Revisión y alineamiento del impulsor con el eje MYA05
Montaje de la tubería de aspiración (Tapa deaspiración).
MYA06
Inspección y limpieza de tuberías y válvula desucción y descarga eliminando obstrucciones. MYA07
Cebado para evitar aire atrapado en la bomba MYA08
Arranque de la bomba. Inspeccionar si haceruidos extraños o vibra.
MYA09
CUADRO Nº9. Actividades de la cuadrilla de mantenimiento.
El mantenimiento preventivo para una bomba es de aproximadamente
cuatro semanas, en el transcurso de este lapso las actividades se ven
influenciadas por inconvenientes con las ordenes de trabajo y la supervisión
directa de las acciones desarrolladas por los obreros encargados en el área en de
mantenimiento de las bombas, así como también como la falta de repuestos en el
almacén por falta de inventario.
5/13/2018 Trabajo de mantenimiento - slidepdf.com
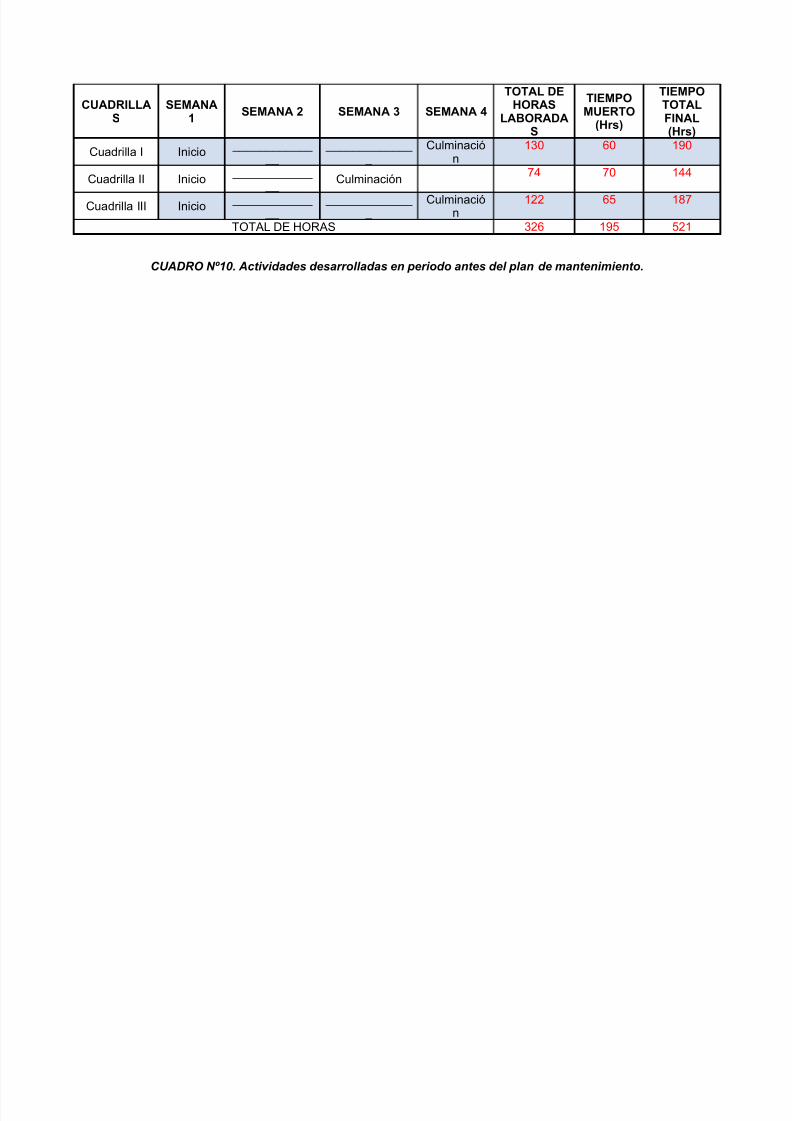
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 37/53
CUADRILLAS
SEMANA1 SEMANA 2 SEMANA 3 SEMANA 4
TOTAL DEHORAS
LABORADAS
TIEMPOMUERTO
(Hrs)
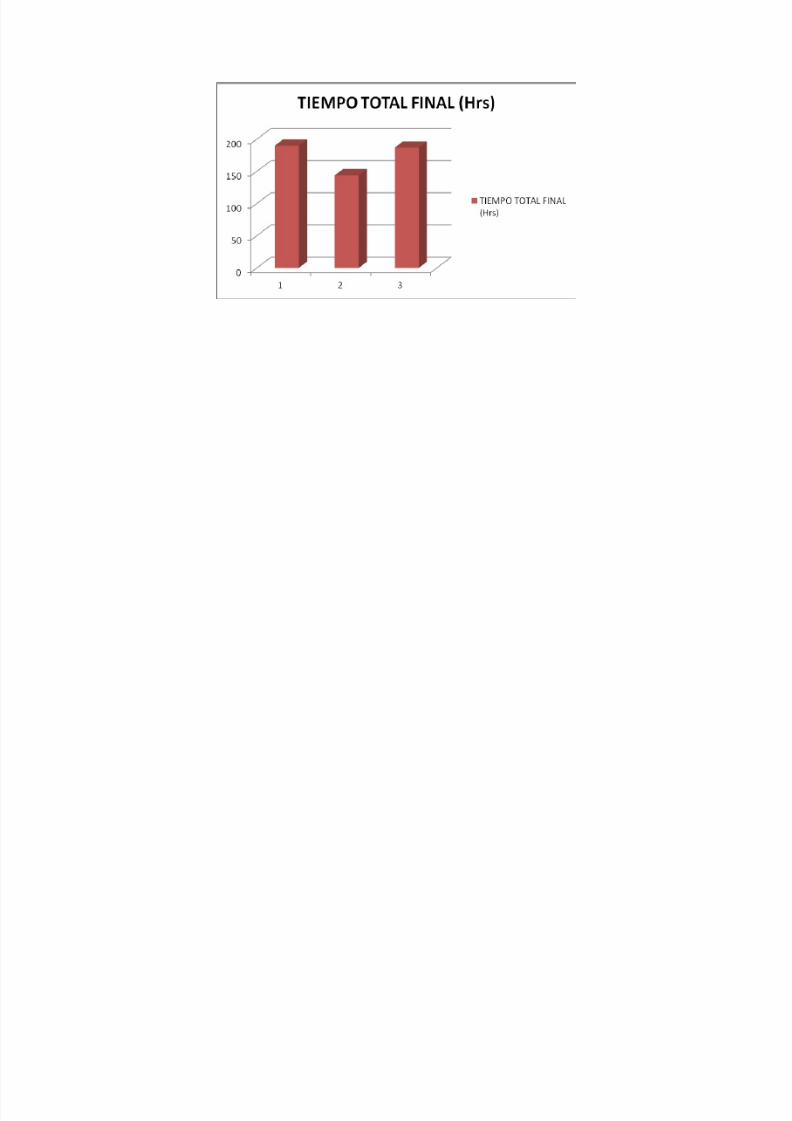
TIEMPOTOTALFINAL(Hrs)
Cuadrilla I Inicio ____________
__ _____________
_ Culminació
n130 60 190
Cuadrilla II Inicio ____________
__
Culminación74 70 144
Cuadrilla III Inicio ____________
__ _____________
_ Culminació
n122 65 187
TOTAL DE HORAS 326 195 521
CUADRO Nº10. Actividades desarrolladas en periodo antes del plan de mantenimiento.
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 38/53
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 39/53
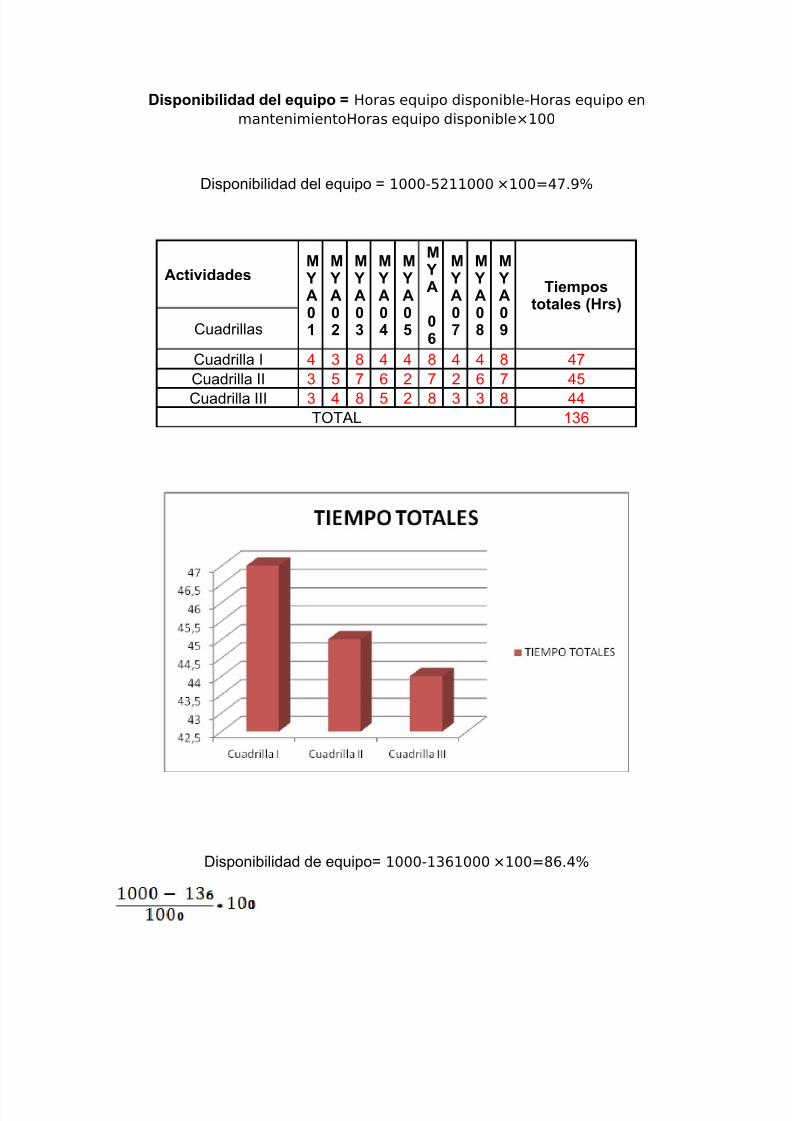
Disponibilidad del equipo = Horas equipo disponible-Horas equipo en
mantenimientoHoras equipo disponible×100
Disponibilidad del equipo = 1000-5211000 ×100=47.9%
ActividadesM
YA01
M YA02
M YA03
M YA04
M YA05
M YA 06
M YA07
M YA08
M YA09
Tiempostotales (Hrs)
Cuadrillas
Cuadrilla I 4 3 8 4 4 8 4 4 8 47Cuadrilla II 3 5 7 6 2 7 2 6 7 45Cuadrilla III 3 4 8 5 2 8 3 3 8 44
TOTAL 136
Disponibilidad de equipo= 1000-1361000 ×100=86.4%
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 40/53
La disponibilidad del equipo aumento en un 38.5%, esto debido a la
creación y supervisión de órdenes de trabajo y eliminando los tiempos muertos.
Con la supervisión de las actividades de mantenimiento preventivo la bomba
vuelve a entrara en el rango operativo en menos tiempo.
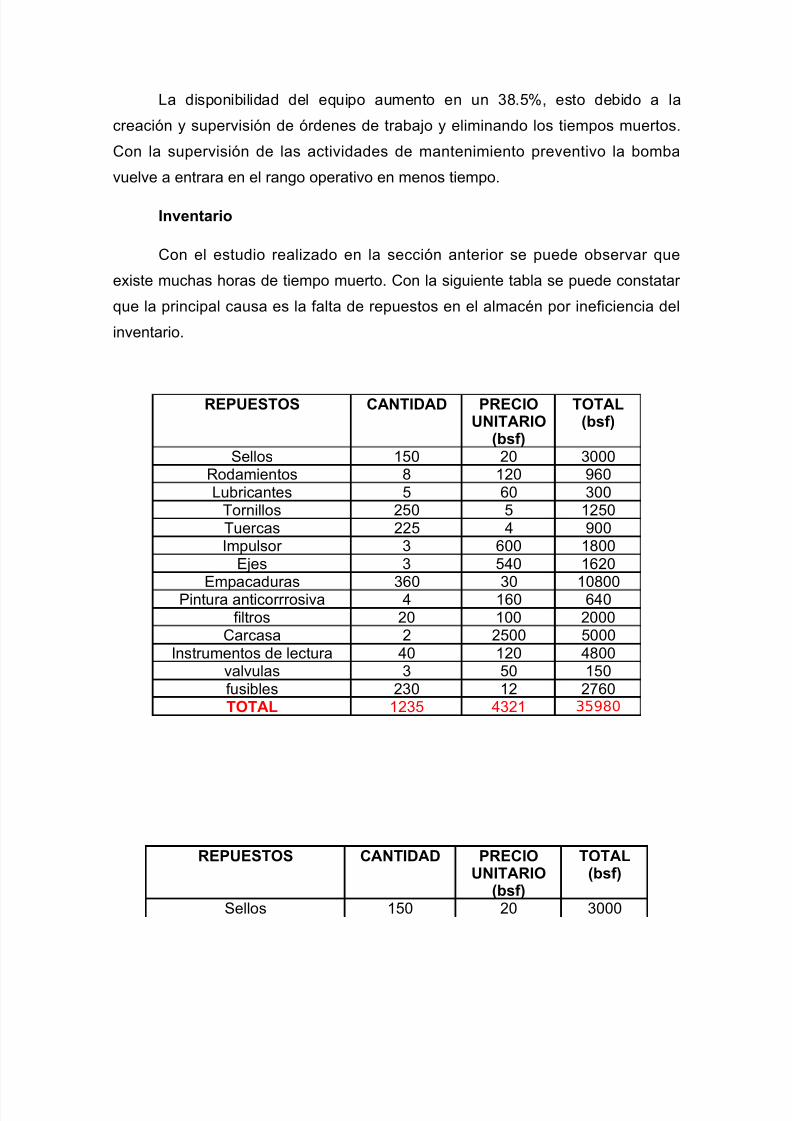
Inventario
Con el estudio realizado en la sección anterior se puede observar que
existe muchas horas de tiempo muerto. Con la siguiente tabla se puede constatar
que la principal causa es la falta de repuestos en el almacén por ineficiencia del
inventario.
REPUESTOS CANTIDAD PRECIOUNITARIO
(bsf)
TOTAL(bsf)
Sellos 150 20 3000Rodamientos 8 120 960Lubricantes 5 60 300
Tornillos 250 5 1250Tuercas 225 4 900Impulsor 3 600 1800
Ejes 3 540 1620
Empacaduras 360 30 10800Pintura anticorrrosiva 4 160 640filtros 20 100 2000
Carcasa 2 2500 5000Instrumentos de lectura 40 120 4800
valvulas 3 50 150fusibles 230 12 2760TOTAL 1235 4321 35980
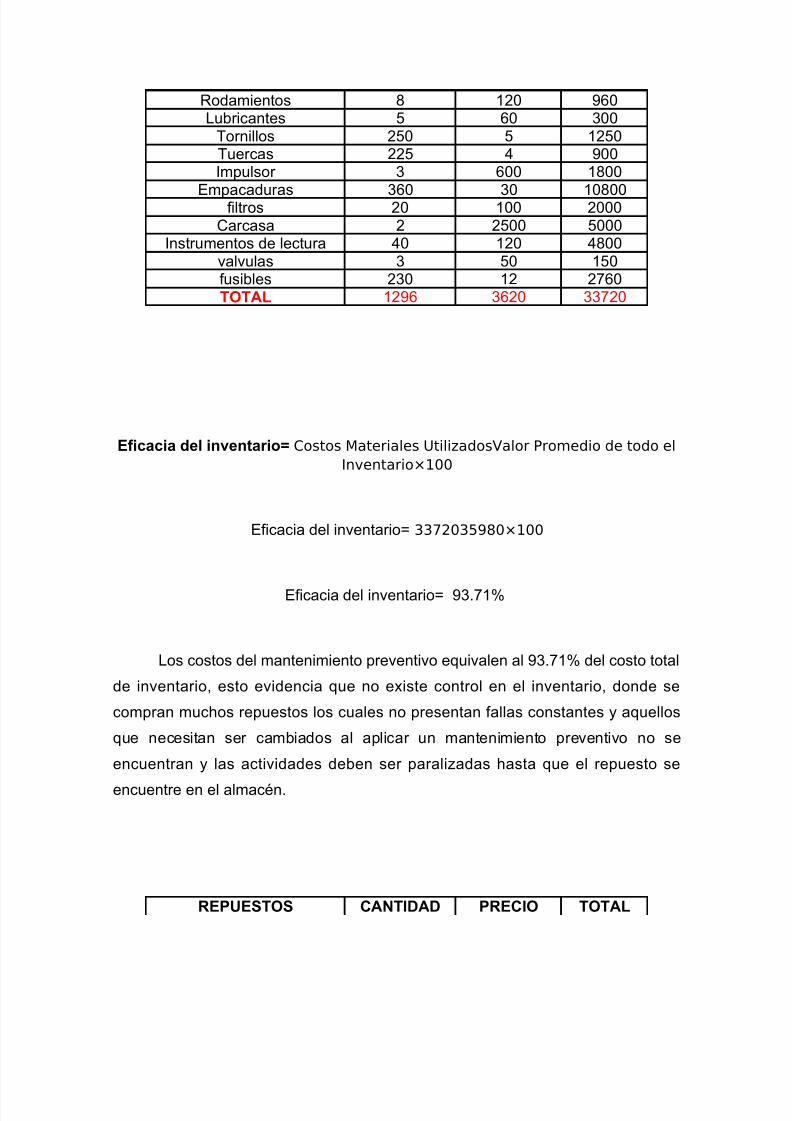
REPUESTOS CANTIDAD PRECIOUNITARIO
(bsf)
TOTAL(bsf)
Sellos 150 20 3000
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 41/53
Rodamientos 8 120 960Lubricantes 5 60 300
Tornillos 250 5 1250Tuercas 225 4 900Impulsor 3 600 1800
Empacaduras 360 30 10800filtros 20 100 2000Carcasa 2 2500 5000
Instrumentos de lectura 40 120 4800valvulas 3 50 150fusibles 230 12 2760TOTAL 1296 3620 33720
Eficacia del inventario= Costos Materiales UtilizadosValor Promedio de todo el
Inventario×100
Eficacia del inventario= 3372035980×100
Eficacia del inventario= 93.71%
Los costos del mantenimiento preventivo equivalen al 93.71% del costo total
de inventario, esto evidencia que no existe control en el inventario, donde se
compran muchos repuestos los cuales no presentan fallas constantes y aquellos
que necesitan ser cambiados al aplicar un mantenimiento preventivo no se
encuentran y las actividades deben ser paralizadas hasta que el repuesto se
encuentre en el almacén.
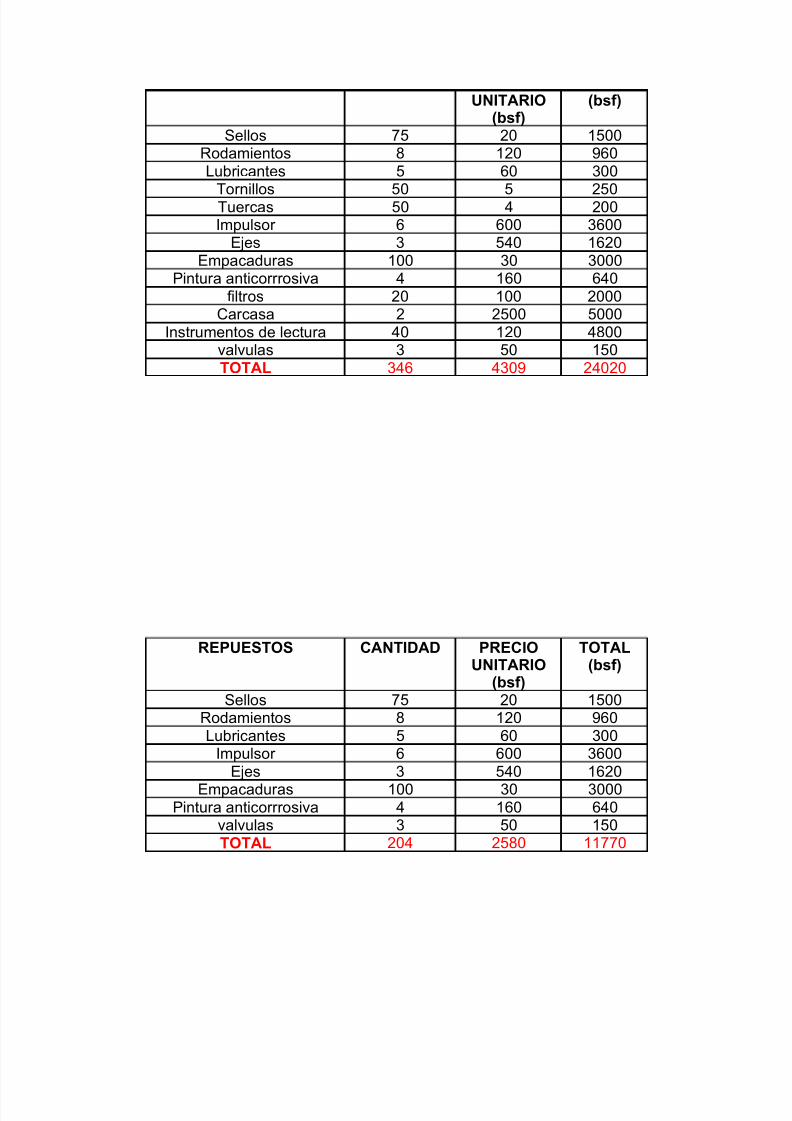
REPUESTOS CANTIDAD PRECIO TOTAL
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 42/53
UNITARIO(bsf)
(bsf)
Sellos 75 20 1500Rodamientos 8 120 960Lubricantes 5 60 300
Tornillos 50 5 250Tuercas 50 4 200Impulsor 6 600 3600
Ejes 3 540 1620Empacaduras 100 30 3000
Pintura anticorrrosiva 4 160 640filtros 20 100 2000
Carcasa 2 2500 5000Instrumentos de lectura 40 120 4800
valvulas 3 50 150TOTAL 346 4309 24020
REPUESTOS CANTIDAD PRECIOUNITARIO
(bsf)
TOTAL(bsf)
Sellos 75 20 1500Rodamientos 8 120 960Lubricantes 5 60 300
Impulsor 6 600 3600Ejes 3 540 1620
Empacaduras 100 30 3000Pintura anticorrrosiva 4 160 640
valvulas 3 50 150TOTAL 204 2580 11770
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 43/53
Eficacia del inventario= Costos Materiales UtilizadosValor Promedio de todo el
Inventario×100
Eficacia del inventario= 1177024020×100
Eficacia del inventario= 49%
El costo promedio de todo el inventario disminuye al llevar control de las
piezas que existen en stock y no deben ser compradas, y el inventario de los
repuestos necesarios para realizar el mantenimiento preventivo disminuye en
función a los que en realidad se necesitan y representa solo el 49% del costo del
inventario total lo cual está acorde a los objetivos, ya que; además de no presentar
costos excesivo se asegura la existencia de las piezas.
Impacto en facturación
La bomba KSB- ETA 80-400 tiene la capacidad de entrega de 600 m 3 /hora,
lo que es igual a 14400m3 /día. El metro cúbico de agua actualmente en
Venezuela se encuentra alrededor de 1,5Bs entonces cada bomba debería
facturar en las 24 horas 21600Bs. En un mes la bomba debería facturar
648000Bs. Lo cual no se cumple debido a las horas que pasa la bomba en
mantenimiento.
El siguiente indicador de gestión mide lo que se deja de facturar por
cumplimiento de mantenimiento preventivo. Se toma en referencia lo que debe
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 44/53
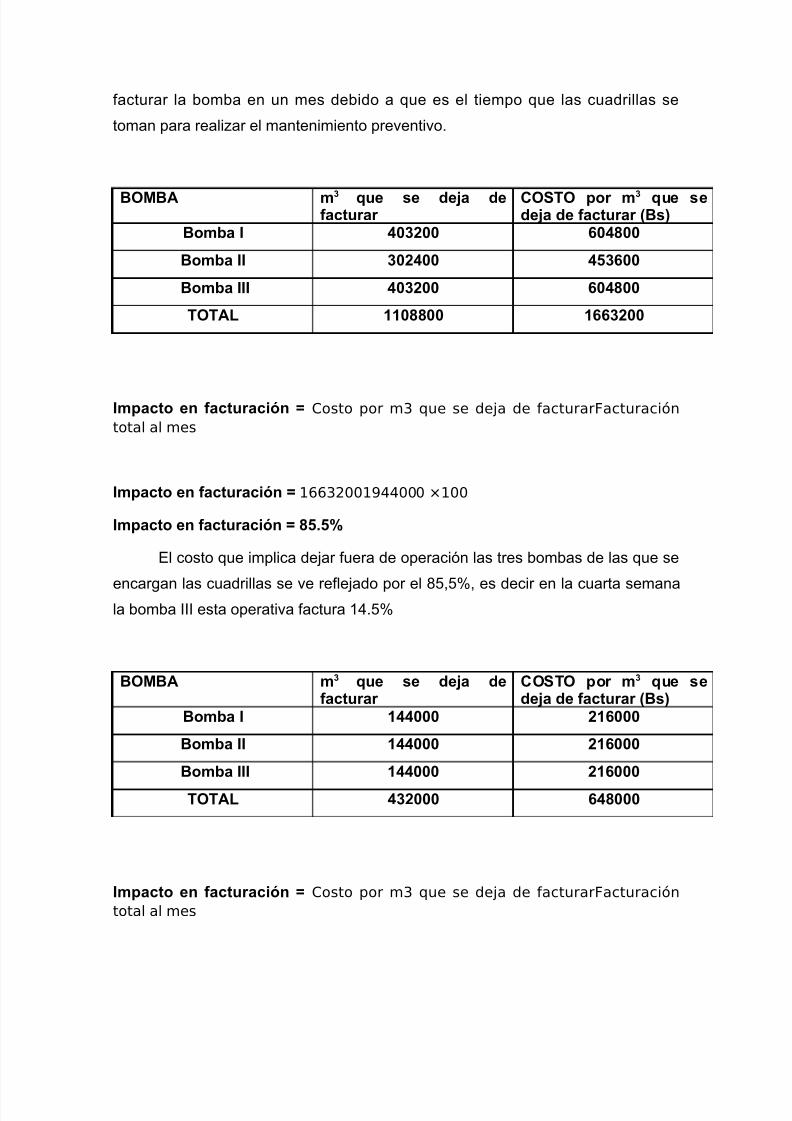
facturar la bomba en un mes debido a que es el tiempo que las cuadrillas se
toman para realizar el mantenimiento preventivo.
BOMBA m3 que se deja defacturar
COSTO por m3 que sedeja de facturar (Bs)
Bomba I 403200 604800
Bomba II 302400 453600
Bomba III 403200 604800
TOTAL 1108800 1663200
Impacto en facturación = Costo por m3 que se deja de facturarFacturación
total al mes
Impacto en facturación = 16632001944000 ×100
Impacto en facturación = 85.5%
El costo que implica dejar fuera de operación las tres bombas de las que se
encargan las cuadrillas se ve reflejado por el 85,5%, es decir en la cuarta semanala bomba III esta operativa factura 14.5%
BOMBA m3 que se deja defacturar
COSTO por m3 que sedeja de facturar (Bs)
Bomba I 144000 216000
Bomba II 144000 216000
Bomba III 144000 216000
TOTAL 432000 648000
Impacto en facturación = Costo por m3 que se deja de facturarFacturación
total al mes
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 45/53
Impacto en facturación = 6480001944000 ×100
Impacto en facturación = 33.3%
Con la aplicación del plan de gestión de mantenimiento el costo por m3 de
agua que deja de producirse disminuye a un 33.3% que corresponde a las 9 días
que las bombas no están en servicio.
CONCLUSIONES
El plan de gestión de mantenimiento preventivo planteado desde el
comienzo busca la mejora en el déficit en el sistema de bombeo, objetivo que se
llevó a cabo con éxito mediante la identificación de los problemas principales y con
la programación de actividades. Los problemas principales se disminuyeron mas
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 46/53
no se solucionaron del todo midiendo y comparando un antes de la gestión de
mantenimiento y un después.
Bajo esta premisa, no se trata de medir todo lo que se puede medir, sino,
medir las cosas que realmente aportan al mejoramiento continuo. Esto, con el finde no saturar al sistema con información que al final del día no aporta ningún
valor agregado. Una forma efectiva de generar valor es aproximando lo más
posible a la situación ideal los resultados de los indicadores.
Se escoge la implementación de un plan de mantenimiento preventivo ya
que fue demostrado tanto en tiempo como en costos la reducción de un 38.5% y
52.2% respectivamente, que se traduce en: mejor uso de los recursos, menos
tiempos muertos, mejor conocimiento en la parte de almacén y todo lo que está enel.
Todos los resultados de las tablas e indicadores conllevan a que:
Con un inventario eficiente, que garantice la existencia de todos los
repuestos y por ende la eliminación de tiempos muertos juntos con órdenes de
trabajo debidamente ejecutadas donde se reemplacen los partes desgastadas y se
eliminen las fallas frecuentes para así tener el equipo operativo en el tiempo
programado; se consigue un sistema de bombeo permanente con menos inversiónde dinero.
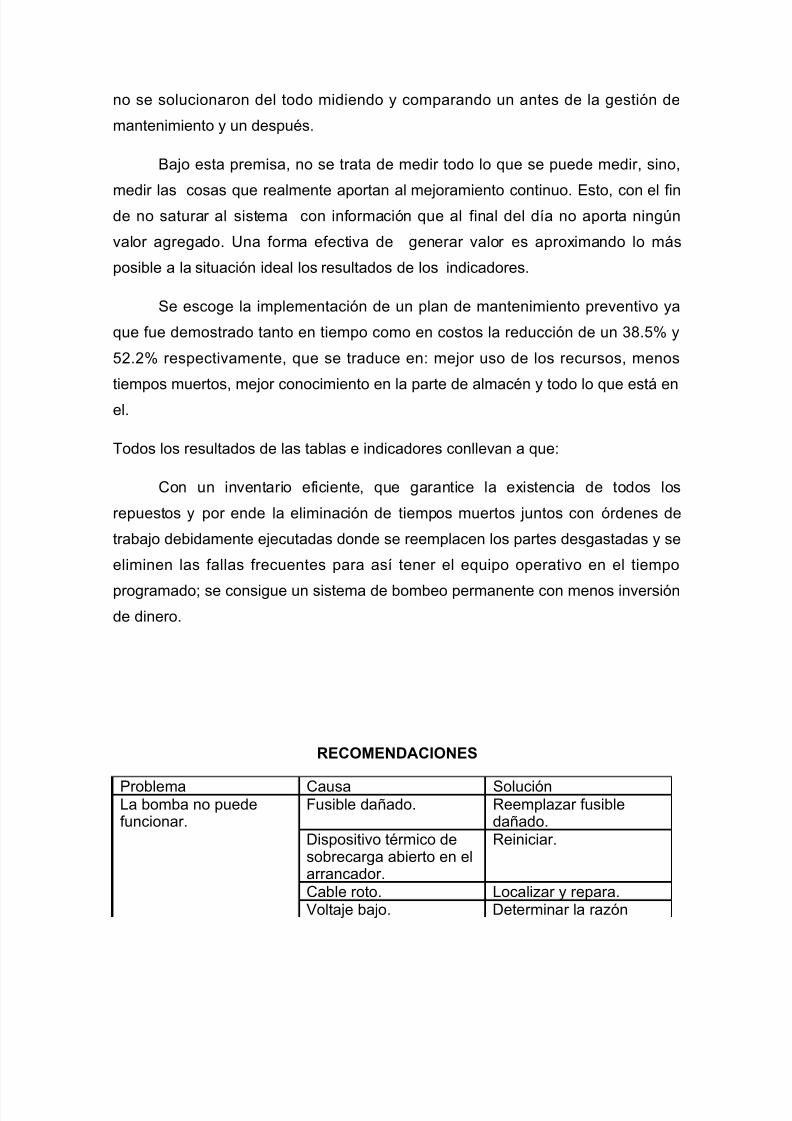
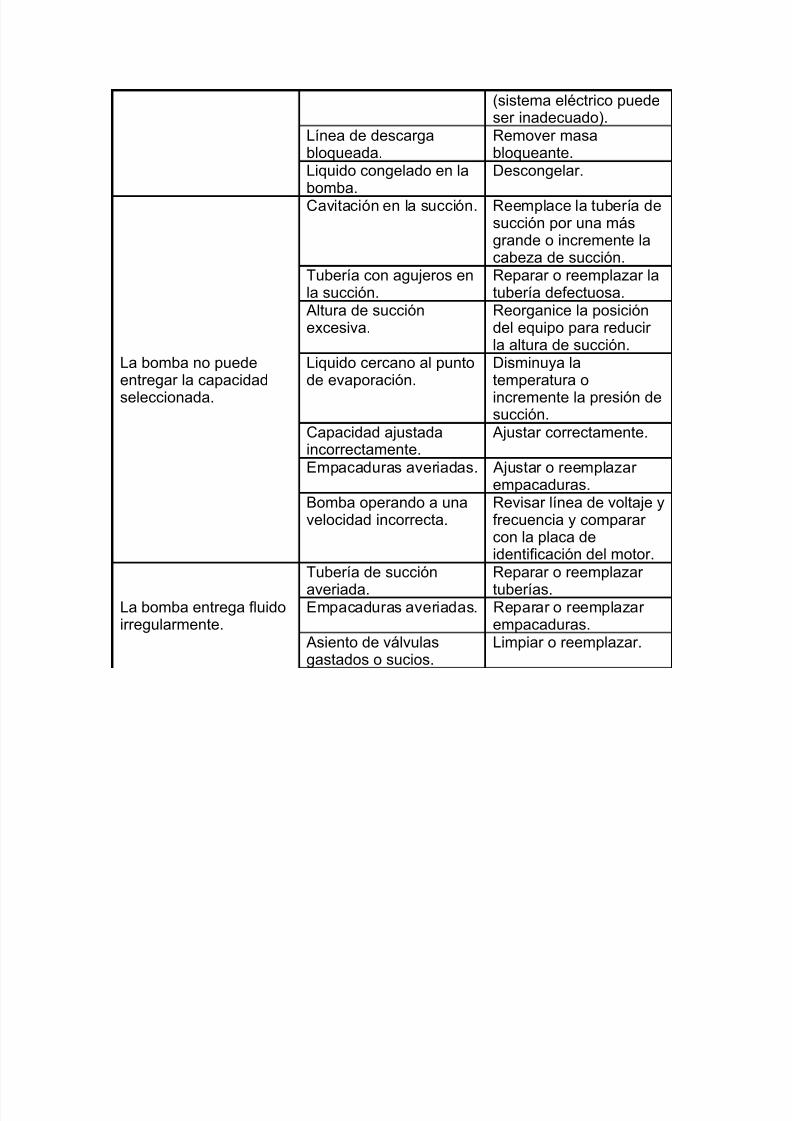
RECOMENDACIONES
Problema Causa SoluciónLa bomba no puedefuncionar.
Fusible dañado. Reemplazar fusibledañado.
Dispositivo térmico desobrecarga abierto en elarrancador.
Reiniciar.
Cable roto. Localizar y repara.Voltaje bajo. Determinar la razón
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 47/53
(sistema eléctrico puedeser inadecuado).
Línea de descargabloqueada.
Remover masabloqueante.
Liquido congelado en la
bomba.
Descongelar.
La bomba no puedeentregar la capacidadseleccionada.
Cavitación en la succión. Reemplace la tubería desucción por una másgrande o incremente lacabeza de succión.
Tubería con agujeros enla succión.
Reparar o reemplazar latubería defectuosa.
Altura de succiónexcesiva.
Reorganice la posicióndel equipo para reducir la altura de succión.
Liquido cercano al puntode evaporación.
Disminuya latemperatura oincremente la presión desucción.
Capacidad ajustadaincorrectamente.
Ajustar correctamente.
Empacaduras averiadas. Ajustar o reemplazar empacaduras.
Bomba operando a unavelocidad incorrecta.
Revisar línea de voltaje yfrecuencia y comparar con la placa deidentificación del motor.
La bomba entrega fluidoirregularmente.
Tubería de succión
averiada.
Reparar o reemplazar
tuberías.Empacaduras averiadas. Reparar o reemplazar
empacaduras.Asiento de válvulasgastados o sucios.
Limpiar o reemplazar.
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 48/53
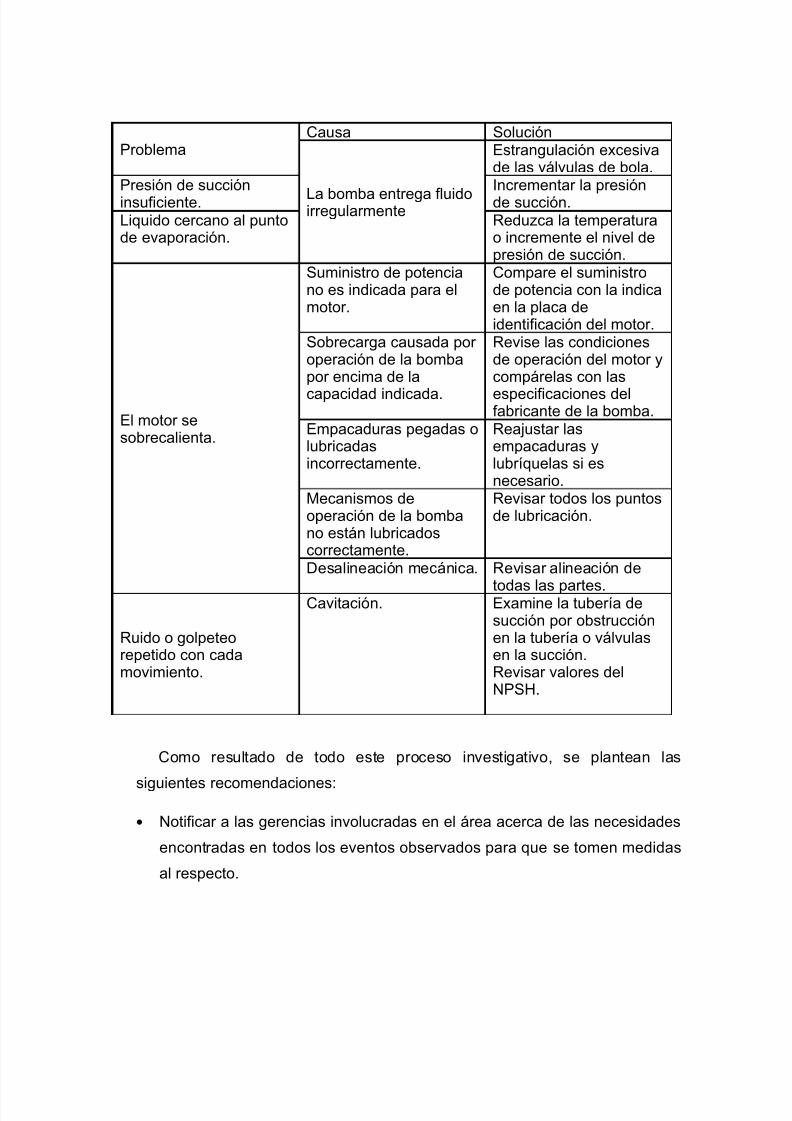
ProblemaCausa Solución
La bomba entrega fluidoirregularmente
Estrangulación excesivade las válvulas de bola.
Presión de succióninsuficiente.
Incrementar la presiónde succión.
Liquido cercano al puntode evaporación.
Reduzca la temperaturao incremente el nivel depresión de succión.
El motor sesobrecalienta.
Suministro de potenciano es indicada para elmotor.
Compare el suministrode potencia con la indicaen la placa deidentificación del motor.
Sobrecarga causada por operación de la bombapor encima de la
capacidad indicada.
Revise las condicionesde operación del motor ycompárelas con las
especificaciones delfabricante de la bomba.
Empacaduras pegadas olubricadasincorrectamente.
Reajustar lasempacaduras ylubríquelas si esnecesario.
Mecanismos deoperación de la bombano están lubricadoscorrectamente.
Revisar todos los puntosde lubricación.
Desalineación mecánica. Revisar alineación de
todas las partes.
Ruido o golpeteorepetido con cadamovimiento.
Cavitación. Examine la tubería desucción por obstrucciónen la tubería o válvulasen la succión.Revisar valores delNPSH.
Como resultado de todo este proceso investigativo, se plantean las
siguientes recomendaciones:
• Notificar a las gerencias involucradas en el área acerca de las necesidades
encontradas en todos los eventos observados para que se tomen medidas
al respecto.
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 49/53
• Diseñar un programa de actualización de conocimientos acerca del para
evitar el déficit de bombeo.
• Crear un programa de adiestramiento para los empleados encargados en el
mantenimiento adecuado para el manejo de las bombas.
• Mantener actualizaciones continuas acerca del mantenimiento preventivo
del sistema de bombeo, por medio de la asistencia a congresos,
conferencia y charlas que permitan conservar conocimientos actualizados
acerca de dicho mantenimiento.
• Presentar los resultados del estudio al personal encargado en el
mantenimiento del sistema.

5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 50/53
REFERENCIAS BIBLIOGRAFICAS
Larry W. Mays(2002): Manual de sistemas de distribución de agua. España.Editorial Mcgraw hill,
http://ocwus.us.es/ingenieriaagroforestal/hidraulicayriegos/temario/Tema%207.%20Bombas/tutorial_07.htm
http://www.wiziq.com/tutorial/76926-Caracterizacion-de-bombas-centrifugas
http://www.electroguayas.com.ec/Files/funciones_RD.2002.034/4.%20%20%20PRODUCCION/3.%20%20%20%20Mantenimiento%20Mecanico/JEFE_MTTO%20MEC__RD.034.2002.pdf
http://www.unet.edu.ve/~maqflu/doc/LAB-1-95.htm
http://www.contec.cl/recursos/indicadores_archivos/frame.htm
http://www.javeriana.edu.co/biblos/tesis/ingenieria/Tesis226.pdf
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 51/53
ANEXOS
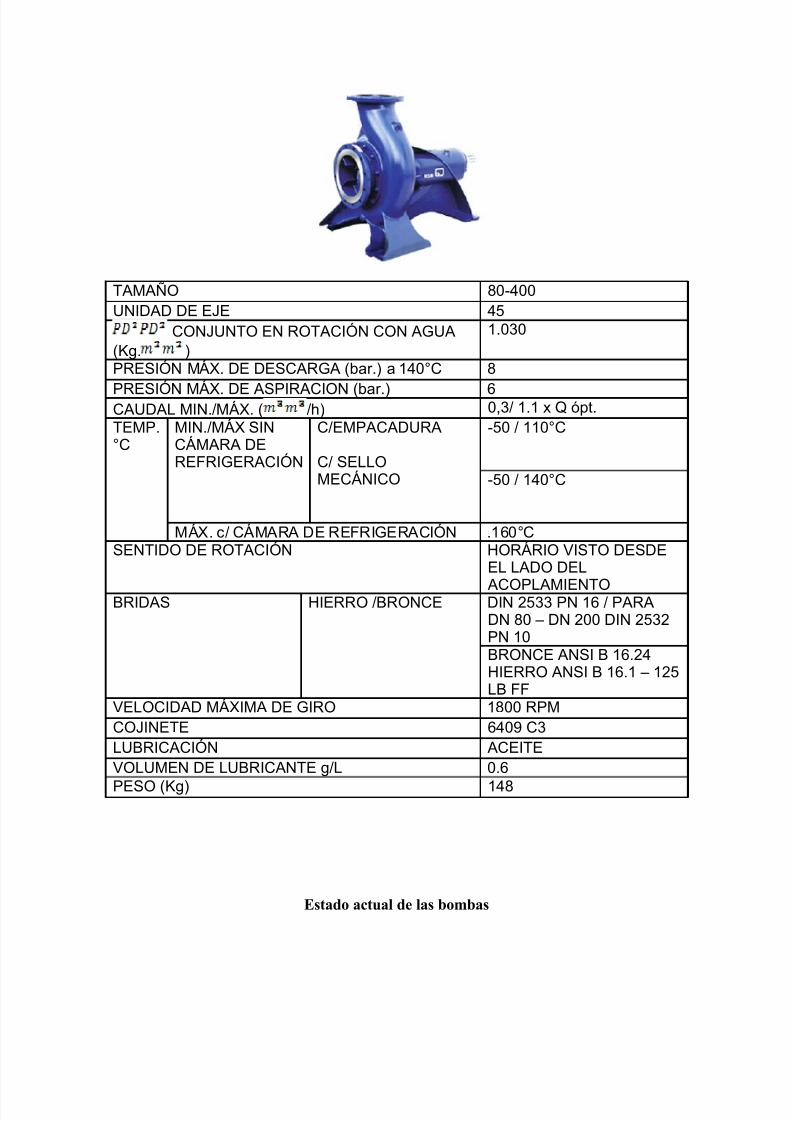
DATOS TÉCNICO DE LA BOMBA KSB ETA 80-400
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 52/53
TAMAÑO 80-400UNIDAD DE EJE 45
CONJUNTO EN ROTACIÓN CON AGUA(Kg. )
1.030
PRESIÓN MÁX. DE DESCARGA (bar.) a 140°C 8
PRESIÓN MÁX. DE ASPIRACION (bar.) 6CAUDAL MIN./MÁX. ( /h) 0,3/ 1.1 x Q ópt.TEMP.°C
MIN./MÁX SINCÁMARA DEREFRIGERACIÓN
C/EMPACADURA
C/ SELLOMECÁNICO
-50 / 110°C
-50 / 140°C
MÁX. c/ CÁMARA DE REFRIGERACIÓN .160°CSENTIDO DE ROTACIÓN HORÁRIO VISTO DESDE
EL LADO DEL
ACOPLAMIENTOBRIDAS HIERRO /BRONCE DIN 2533 PN 16 / PARADN 80 – DN 200 DIN 2532PN 10BRONCE ANSI B 16.24HIERRO ANSI B 16.1 – 125LB FF
VELOCIDAD MÁXIMA DE GIRO 1800 RPMCOJINETE 6409 C3LUBRICACIÓN ACEITEVOLUMEN DE LUBRICANTE g/L 0.6
PESO (Kg) 148
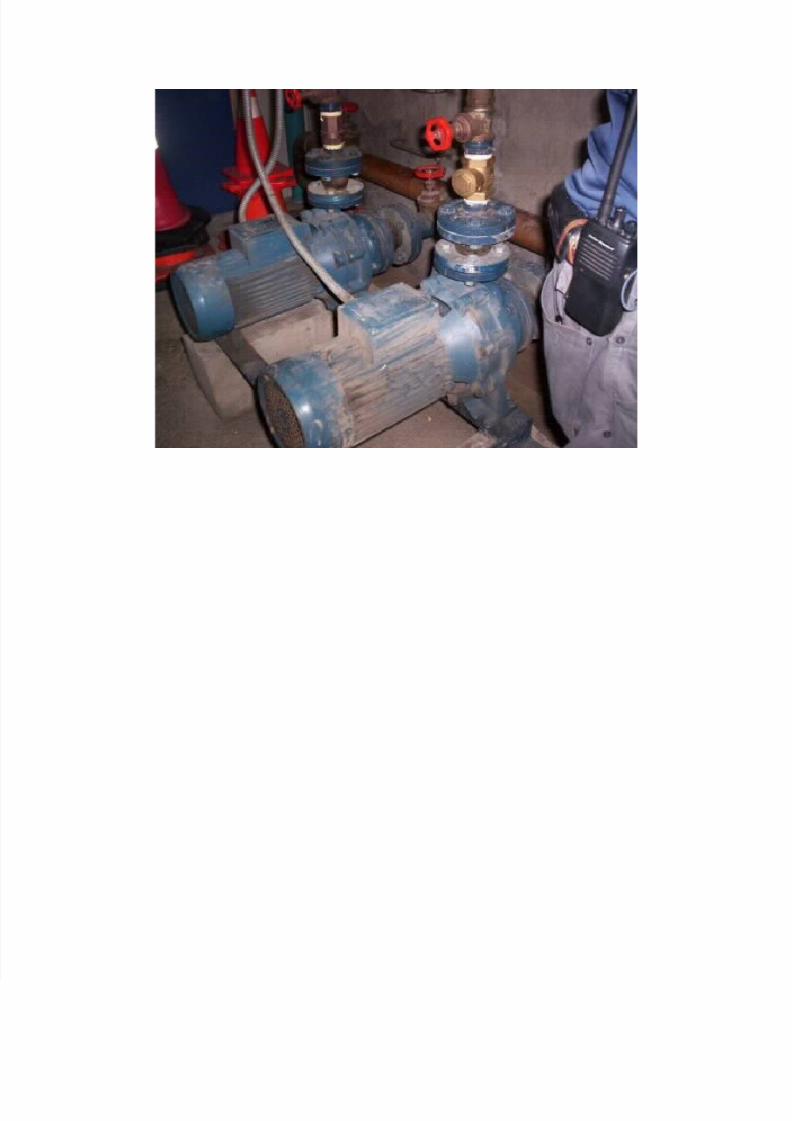
Estado actual de las bombas
5/13/2018 Trabajo de mantenimiento - slidepdf.com
http://slidepdf.com/reader/full/trabajo-de-mantenimiento-55a74f0cb0cab 53/53