control automático de la fabricación de fichas lego
TRANSCRIPT

Control Automático de la Fabricación de fichas LEGO
Armando José Pérez Herazo201710125014
Ludwig Clemente Diaz Leon201620504014
Thomas Velez Acosta201710008014
Sebastian Acevedo Sanchez201727502014
Santiago Velez Quintero201810009012
I. INTRODUCCIÓN
Nuestra empresa piloto, se conoce como “MINILAND”tiene como objetivo ofrecer un juguete con una variedadconsiderable de implementaciones conocido como ladrillosde LEGO, el cual nos permite construir una gran variedadde juguetes, tanto hecho ya de manera predeterminada parael usuario como también entregándoles un conjunto de legospara que su imaginación haga el trabajo.
Nuestro objetivo como empresa siempre tiene comobarrera la imaginación del usuario por lo tanto es ilimitada.A continuación, mostraremos el logo de “Miniland” dondetu imaginación no tiene límites, Fig 1.
Fig. 1. Logo de la Empresa
El proceso para construir los famosos ladrillos LEGO sedivide en 8 subprocesos, en donde al inicio entra materiaprima siendo esta los copitos de plástico, que llegan ala fabrica y son almacenados en tanque diseñados paramantenerlos. Luego de todo el proceso se obtienen losladrillos de lego. Dependiendo del molde que se ponga seobtendrán diferentes productos.
Durante el proceso los copitos de plástico siguen unatransformación, la cual comienza sacando esta materiaprima del tanque de almacenamiento y transportándola conel uso de un sistema de bombeo hasta la maquina de tinte,la cual tiene como objetivo asignarle los diferentes coloresque llevaran cada uno de los ladrillos, después de asignarlesu respectivo color pasan al horno el cual los derrite y
los prepara para la inyección de plástico, donde a travésde un proceso de inyección son ingresados a un molde yluego toman la forma del molde o figura que se desee,este plástico se mantiene en el molde hasta que se enfriéy luego son retirados y puestos en una canasta, todo elproceso siendo hecho por maquinaria y sin contacto humano.
Luego pasa un colector de piezas, el cual pasa porcada maquina recolectando de las canastas las piezas que yaestán listas, y son llevadas a la bodega, donde una maquinade ordenamiento las asigna en su respectivo bloque. Cuandolas piezas son utilizadas en algún nuevo diseño planteadopor la empresa son retirados y llevados de la mismamanera como se trajo a el proceso de embalaje, siendo ahíempacadas y quedando listo para ser transportadas a lasdiferentes tiendas de la empresa.
Los bloques son conocidos como un juguete para todaslas edades ya que podemos encontrar una gran variedadde cliente desde niños de 3 a 4 años con curiosidad paraconstruir cualquier tipo de modelos ya planteados, o tambiénpodemos encontrar clientes mayores de edad que tienencomo objetivo crear sus propias invenciones, para estimularsu imaginación como podemos ver en la Ilustración 2.
Fig. 2. Legos para todas las edades
Este producto tiene una gran demanda, tanto por la ca-pacidad de entretener tanto niño como adulto, como tambiénsu accesibilidad a cualquier persona en cualquier parte delmundo, como podemos observar en la siguiente grafica elcrecimiento de ganancias en la empresa insignia en este
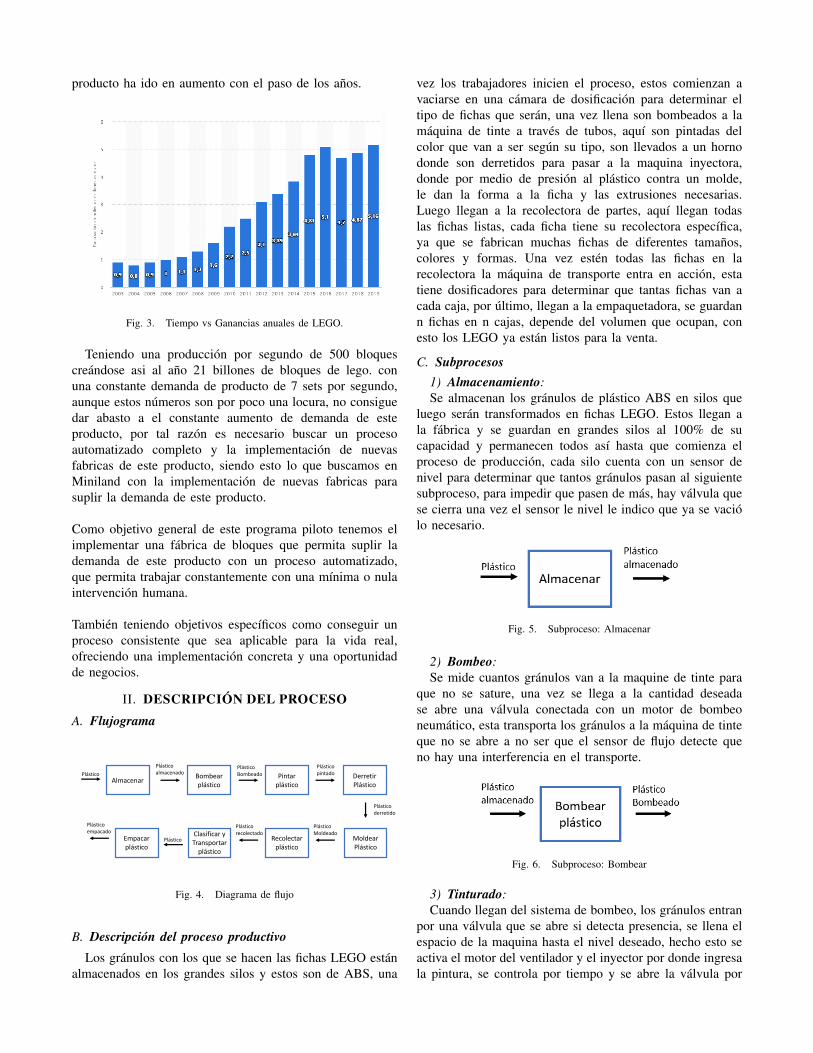
producto ha ido en aumento con el paso de los años.
Fig. 3. Tiempo vs Ganancias anuales de LEGO.
Teniendo una producción por segundo de 500 bloquescreándose asi al año 21 billones de bloques de lego. conuna constante demanda de producto de 7 sets por segundo,aunque estos números son por poco una locura, no consiguedar abasto a el constante aumento de demanda de esteproducto, por tal razón es necesario buscar un procesoautomatizado completo y la implementación de nuevasfabricas de este producto, siendo esto lo que buscamos enMiniland con la implementación de nuevas fabricas parasuplir la demanda de este producto.
Como objetivo general de este programa piloto tenemos elimplementar una fábrica de bloques que permita suplir lademanda de este producto con un proceso automatizado,que permita trabajar constantemente con una mínima o nulaintervención humana.
También teniendo objetivos específicos como conseguir unproceso consistente que sea aplicable para la vida real,ofreciendo una implementación concreta y una oportunidadde negocios.
II. DESCRIPCIÓN DEL PROCESO
A. Flujograma
AlmacenarBombear
plástico
Plástico
Empacar
plástico
Recolectar
plástico
Moldear
Plástico
Derretir
Plástico
Pintar
plástico
Plástico
almacenadoPlástico
Bombeado
Plástico
pintado
Plástico
derretido
Plástico
Moldeado
Plástico
recolectado
Plástico
empacado Clasificar y
Transportar
plástico
Plástico
Fig. 4. Diagrama de flujo
B. Descripción del proceso productivo
Los gránulos con los que se hacen las fichas LEGO estánalmacenados en los grandes silos y estos son de ABS, una
vez los trabajadores inicien el proceso, estos comienzan avaciarse en una cámara de dosificación para determinar eltipo de fichas que serán, una vez llena son bombeados a lamáquina de tinte a través de tubos, aquí son pintadas delcolor que van a ser según su tipo, son llevados a un hornodonde son derretidos para pasar a la maquina inyectora,donde por medio de presión al plástico contra un molde,le dan la forma a la ficha y las extrusiones necesarias.Luego llegan a la recolectora de partes, aquí llegan todaslas fichas listas, cada ficha tiene su recolectora específica,ya que se fabrican muchas fichas de diferentes tamaños,colores y formas. Una vez estén todas las fichas en larecolectora la máquina de transporte entra en acción, estatiene dosificadores para determinar que tantas fichas van acada caja, por último, llegan a la empaquetadora, se guardann fichas en n cajas, depende del volumen que ocupan, conesto los LEGO ya están listos para la venta.
C. Subprocesos
1) Almacenamiento:
Se almacenan los gránulos de plástico ABS en silos queluego serán transformados en fichas LEGO. Estos llegan ala fábrica y se guardan en grandes silos al 100% de sucapacidad y permanecen todos así hasta que comienza elproceso de producción, cada silo cuenta con un sensor denivel para determinar que tantos gránulos pasan al siguientesubproceso, para impedir que pasen de más, hay válvula quese cierra una vez el sensor le nivel le indico que ya se vaciólo necesario.
Fig. 5. Subproceso: Almacenar
2) Bombeo:
Se mide cuantos gránulos van a la maquine de tinte paraque no se sature, una vez se llega a la cantidad deseadase abre una válvula conectada con un motor de bombeoneumático, esta transporta los gránulos a la máquina de tinteque no se abre a no ser que el sensor de flujo detecte queno hay una interferencia en el transporte.
Fig. 6. Subproceso: Bombear
3) Tinturado:
Cuando llegan del sistema de bombeo, los gránulos entranpor una válvula que se abre si detecta presencia, se llena elespacio de la maquina hasta el nivel deseado, hecho esto seactiva el motor del ventilador y el inyector por donde ingresala pintura, se controla por tiempo y se abre la válvula por
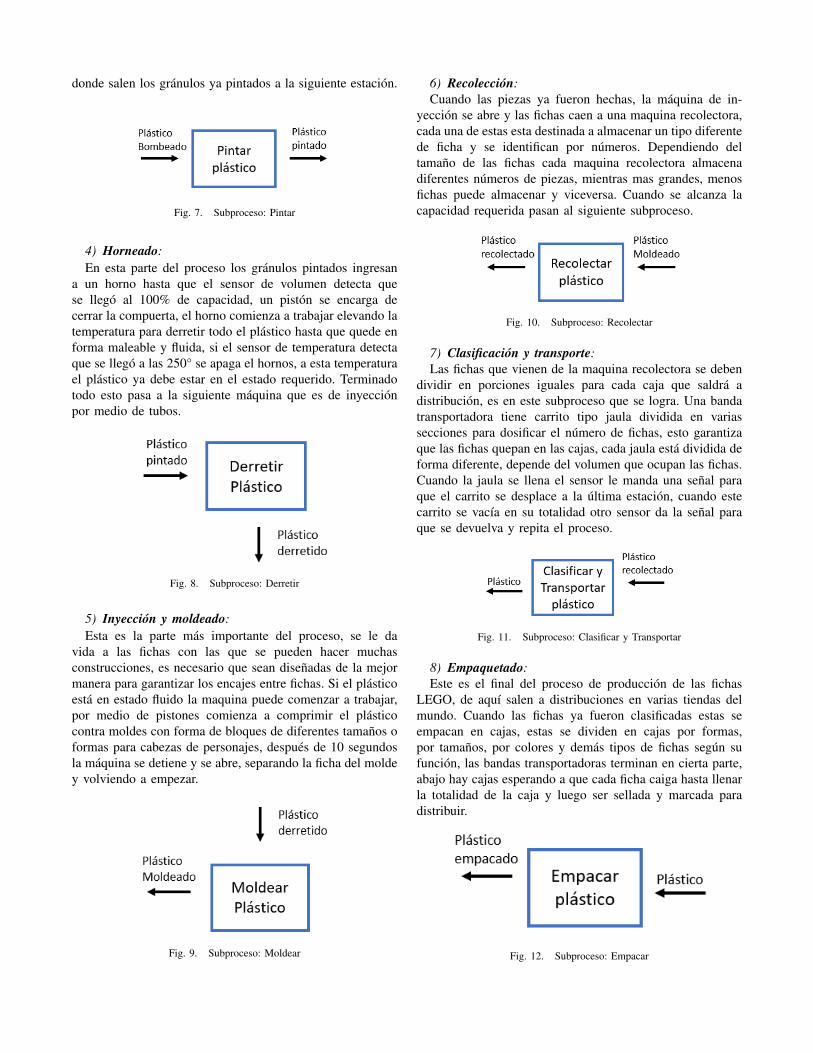
donde salen los gránulos ya pintados a la siguiente estación.
Fig. 7. Subproceso: Pintar
4) Horneado:
En esta parte del proceso los gránulos pintados ingresana un horno hasta que el sensor de volumen detecta quese llegó al 100% de capacidad, un pistón se encarga decerrar la compuerta, el horno comienza a trabajar elevando latemperatura para derretir todo el plástico hasta que quede enforma maleable y fluida, si el sensor de temperatura detectaque se llegó a las 250° se apaga el hornos, a esta temperaturael plástico ya debe estar en el estado requerido. Terminadotodo esto pasa a la siguiente máquina que es de inyecciónpor medio de tubos.
Fig. 8. Subproceso: Derretir
5) Inyección y moldeado:
Esta es la parte más importante del proceso, se le davida a las fichas con las que se pueden hacer muchasconstrucciones, es necesario que sean diseñadas de la mejormanera para garantizar los encajes entre fichas. Si el plásticoestá en estado fluido la maquina puede comenzar a trabajar,por medio de pistones comienza a comprimir el plásticocontra moldes con forma de bloques de diferentes tamaños oformas para cabezas de personajes, después de 10 segundosla máquina se detiene y se abre, separando la ficha del moldey volviendo a empezar.
Fig. 9. Subproceso: Moldear
6) Recolección:
Cuando las piezas ya fueron hechas, la máquina de in-yección se abre y las fichas caen a una maquina recolectora,cada una de estas esta destinada a almacenar un tipo diferentede ficha y se identifican por números. Dependiendo deltamaño de las fichas cada maquina recolectora almacenadiferentes números de piezas, mientras mas grandes, menosfichas puede almacenar y viceversa. Cuando se alcanza lacapacidad requerida pasan al siguiente subproceso.
Fig. 10. Subproceso: Recolectar
7) Clasificación y transporte:
Las fichas que vienen de la maquina recolectora se debendividir en porciones iguales para cada caja que saldrá adistribución, es en este subproceso que se logra. Una bandatransportadora tiene carrito tipo jaula dividida en variassecciones para dosificar el número de fichas, esto garantizaque las fichas quepan en las cajas, cada jaula está dividida deforma diferente, depende del volumen que ocupan las fichas.Cuando la jaula se llena el sensor le manda una señal paraque el carrito se desplace a la última estación, cuando estecarrito se vacía en su totalidad otro sensor da la señal paraque se devuelva y repita el proceso.
Fig. 11. Subproceso: Clasificar y Transportar
8) Empaquetado:
Este es el final del proceso de producción de las fichasLEGO, de aquí salen a distribuciones en varias tiendas delmundo. Cuando las fichas ya fueron clasificadas estas seempacan en cajas, estas se dividen en cajas por formas,por tamaños, por colores y demás tipos de fichas según sufunción, las bandas transportadoras terminan en cierta parte,abajo hay cajas esperando a que cada ficha caiga hasta llenarla totalidad de la caja y luego ser sellada y marcada paradistribuir.
Fig. 12. Subproceso: Empacar

D. Layout
1.
Almacenamiento
2.
Sistema de
bombeo
3.
Maquinas de
tinte
4.
Hornos
5.
Inyección y
moldeo
6.
Recolectoras
7.
Dosificadoras y
transportadoras
8.
Empacadoras
Fig. 13. Layout de la fabrica
E. Argumentos Layout
• La distribución de las estaciones debe ser continua, unavez termina un subproceso el siguiente en orden, debeestar al lado del anterior, en orden sucesivo para evitarerrores.
• Cada sección debe estar una cerca de la otra para reducirel trayecto que las piezas, así se evitan interferencias yatascos.
• El orden sucesivo ascendente garantiza que los tubos ybandas transportadoras tengan un recorrido sencillo yno hayan enredos.
F. Imágenes del proceso y subprocesos
Fig. 14. Proceso productivo
Fig. 15. Almacenamiento
Fig. 16. Bombeo
Fig. 17. Tinturado
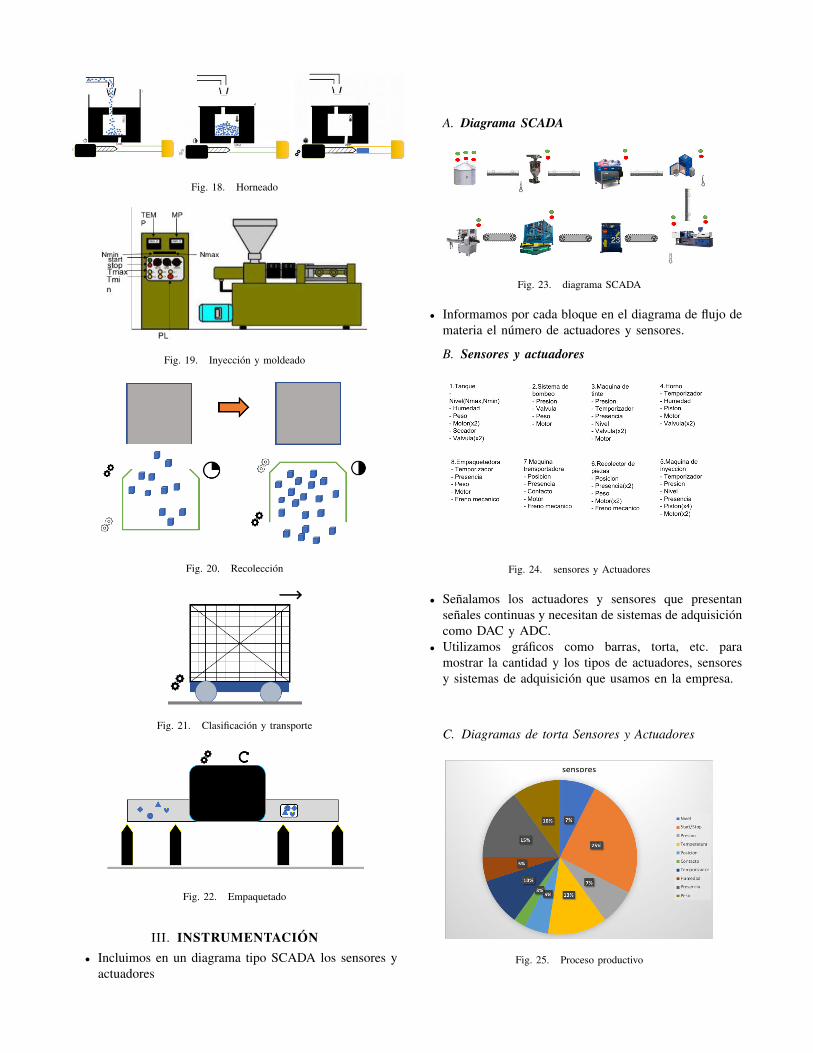
Fig. 18. Horneado
Fig. 19. Inyección y moldeado
Fig. 20. Recolección
Fig. 21. Clasificación y transporte
Fig. 22. Empaquetado
III. INSTRUMENTACIÓN
• Incluimos en un diagrama tipo SCADA los sensores yactuadores
A. Diagrama SCADA
Fig. 23. diagrama SCADA
• Informamos por cada bloque en el diagrama de flujo demateria el número de actuadores y sensores.
B. Sensores y actuadores
Fig. 24. sensores y Actuadores
• Señalamos los actuadores y sensores que presentanseñales continuas y necesitan de sistemas de adquisicióncomo DAC y ADC.
• Utilizamos gráficos como barras, torta, etc. paramostrar la cantidad y los tipos de actuadores, sensoresy sistemas de adquisición que usamos en la empresa.
C. Diagramas de torta Sensores y Actuadores
Fig. 25. Proceso productivo
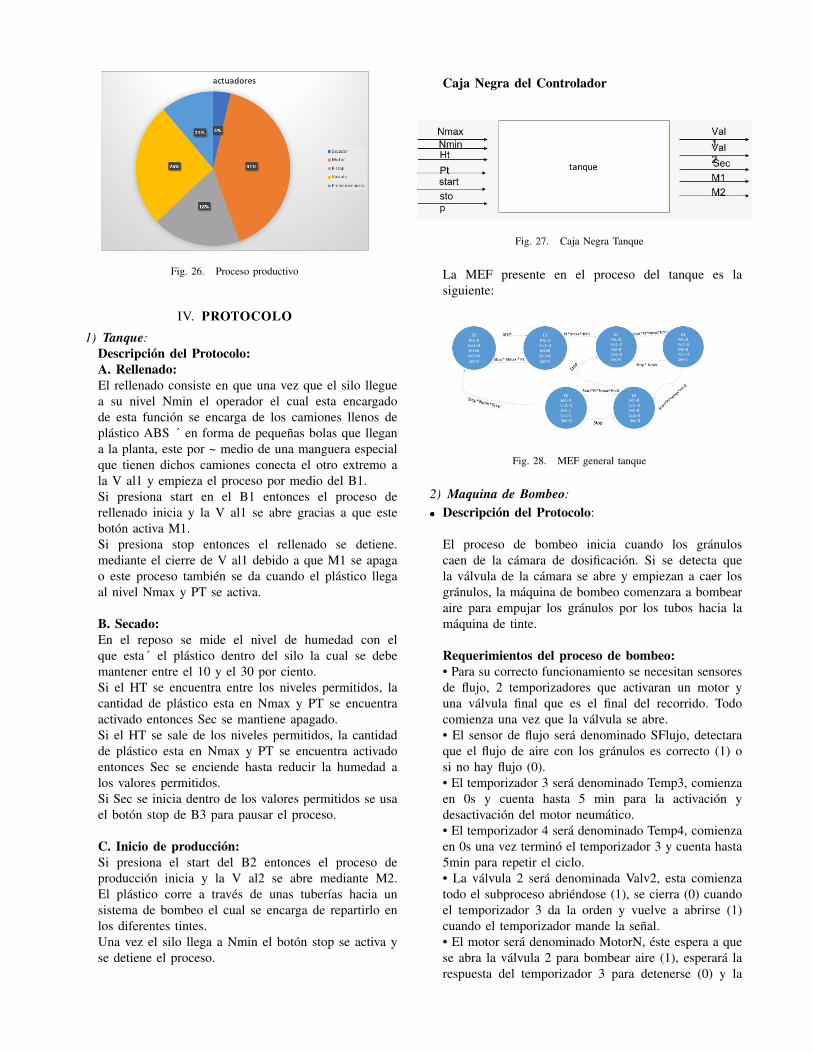
Fig. 26. Proceso productivo
IV. PROTOCOLO
1) Tanque:
Descripción del Protocolo:A. Rellenado:El rellenado consiste en que una vez que el silo lleguea su nivel Nmin el operador el cual esta encargadode esta función se encarga de los camiones llenos deplástico ABS ´ en forma de pequeñas bolas que llegana la planta, este por ~ medio de una manguera especialque tienen dichos camiones conecta el otro extremo ala V al1 y empieza el proceso por medio del B1.Si presiona start en el B1 entonces el proceso derellenado inicia y la V al1 se abre gracias a que estebotón activa M1.Si presiona stop entonces el rellenado se detiene.mediante el cierre de V al1 debido a que M1 se apagao este proceso también se da cuando el plástico llegaal nivel Nmax y PT se activa.
B. Secado:En el reposo se mide el nivel de humedad con elque esta´ el plástico dentro del silo la cual se debemantener entre el 10 y el 30 por ciento.Si el HT se encuentra entre los niveles permitidos, lacantidad de plástico esta en Nmax y PT se encuentraactivado entonces Sec se mantiene apagado.Si el HT se sale de los niveles permitidos, la cantidadde plástico esta en Nmax y PT se encuentra activadoentonces Sec se enciende hasta reducir la humedad alos valores permitidos.Si Sec se inicia dentro de los valores permitidos se usael botón stop de B3 para pausar el proceso.
C. Inicio de producción:Si presiona el start del B2 entonces el proceso deproducción inicia y la V al2 se abre mediante M2.El plástico corre a través de unas tuberías hacia unsistema de bombeo el cual se encarga de repartirlo enlos diferentes tintes.Una vez el silo llega a Nmin el botón stop se activa yse detiene el proceso.
Caja Negra del Controlador
Fig. 27. Caja Negra Tanque
La MEF presente en el proceso del tanque es lasiguiente:
Fig. 28. MEF general tanque
2) Maquina de Bombeo:
•••••• Descripción del Protocolo:
El proceso de bombeo inicia cuando los gránuloscaen de la cámara de dosificación. Si se detecta quela válvula de la cámara se abre y empiezan a caer losgránulos, la máquina de bombeo comenzara a bombearaire para empujar los gránulos por los tubos hacia lamáquina de tinte.
Requerimientos del proceso de bombeo:• Para su correcto funcionamiento se necesitan sensoresde flujo, 2 temporizadores que activaran un motor yuna válvula final que es el final del recorrido. Todocomienza una vez que la válvula se abre.• El sensor de flujo será denominado SFlujo, detectaraque el flujo de aire con los gránulos es correcto (1) osi no hay flujo (0).• El temporizador 3 será denominado Temp3, comienzaen 0s y cuenta hasta 5 min para la activación ydesactivación del motor neumático.• El temporizador 4 será denominado Temp4, comienzaen 0s una vez terminó el temporizador 3 y cuenta hasta5min para repetir el ciclo.• La válvula 2 será denominada Valv2, esta comienzatodo el subproceso abriéndose (1), se cierra (0) cuandoel temporizador 3 da la orden y vuelve a abrirse (1)cuando el temporizador mande la señal.• El motor será denominado MotorN, éste espera a quese abra la válvula 2 para bombear aire (1), esperará larespuesta del temporizador 3 para detenerse (0) y la
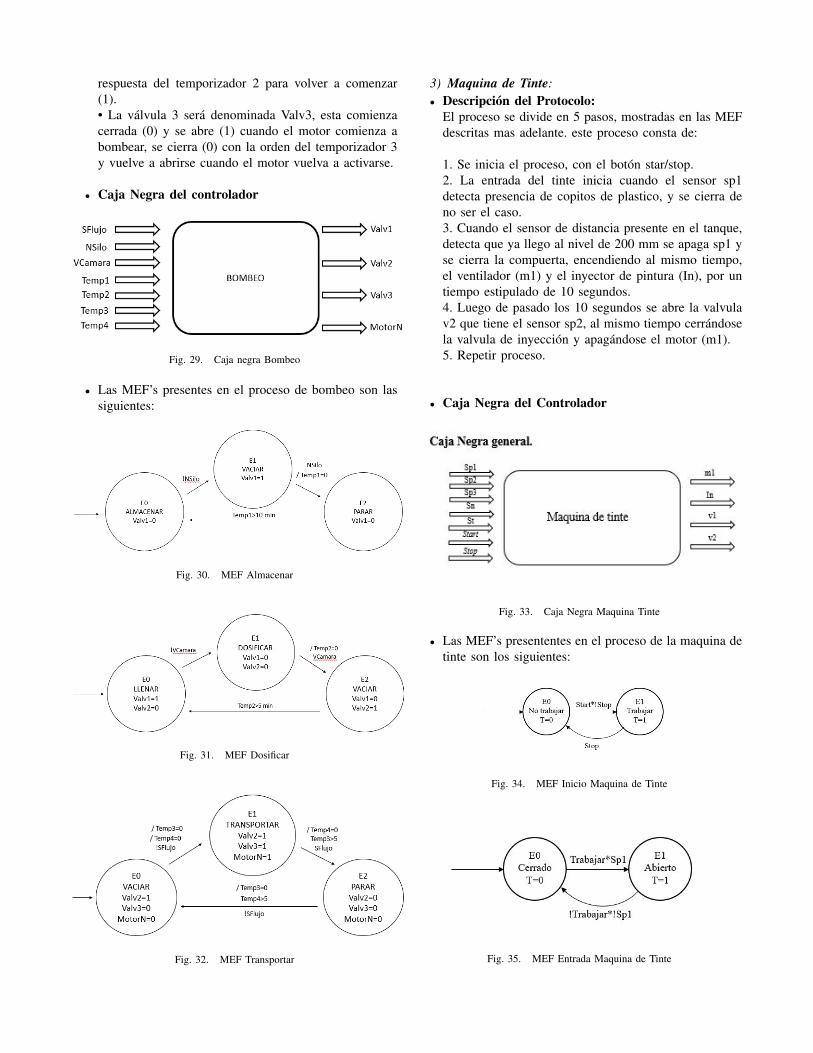
respuesta del temporizador 2 para volver a comenzar(1).• La válvula 3 será denominada Valv3, esta comienzacerrada (0) y se abre (1) cuando el motor comienza abombear, se cierra (0) con la orden del temporizador 3y vuelve a abrirse cuando el motor vuelva a activarse.
• Caja Negra del controlador
Fig. 29. Caja negra Bombeo
• Las MEF’s presentes en el proceso de bombeo son lassiguientes:
Fig. 30. MEF Almacenar
Fig. 31. MEF Dosificar
Fig. 32. MEF Transportar
3) Maquina de Tinte:
• Descripción del Protocolo:El proceso se divide en 5 pasos, mostradas en las MEFdescritas mas adelante. este proceso consta de:
1. Se inicia el proceso, con el botón star/stop.2. La entrada del tinte inicia cuando el sensor sp1detecta presencia de copitos de plastico, y se cierra deno ser el caso.3. Cuando el sensor de distancia presente en el tanque,detecta que ya llego al nivel de 200 mm se apaga sp1 yse cierra la compuerta, encendiendo al mismo tiempo,el ventilador (m1) y el inyector de pintura (In), por untiempo estipulado de 10 segundos.4. Luego de pasado los 10 segundos se abre la valvulav2 que tiene el sensor sp2, al mismo tiempo cerrándosela valvula de inyección y apagándose el motor (m1).5. Repetir proceso.
• Caja Negra del Controlador
Fig. 33. Caja Negra Maquina Tinte
• Las MEF’s presententes en el proceso de la maquina detinte son los siguientes:
Fig. 34. MEF Inicio Maquina de Tinte
Fig. 35. MEF Entrada Maquina de Tinte
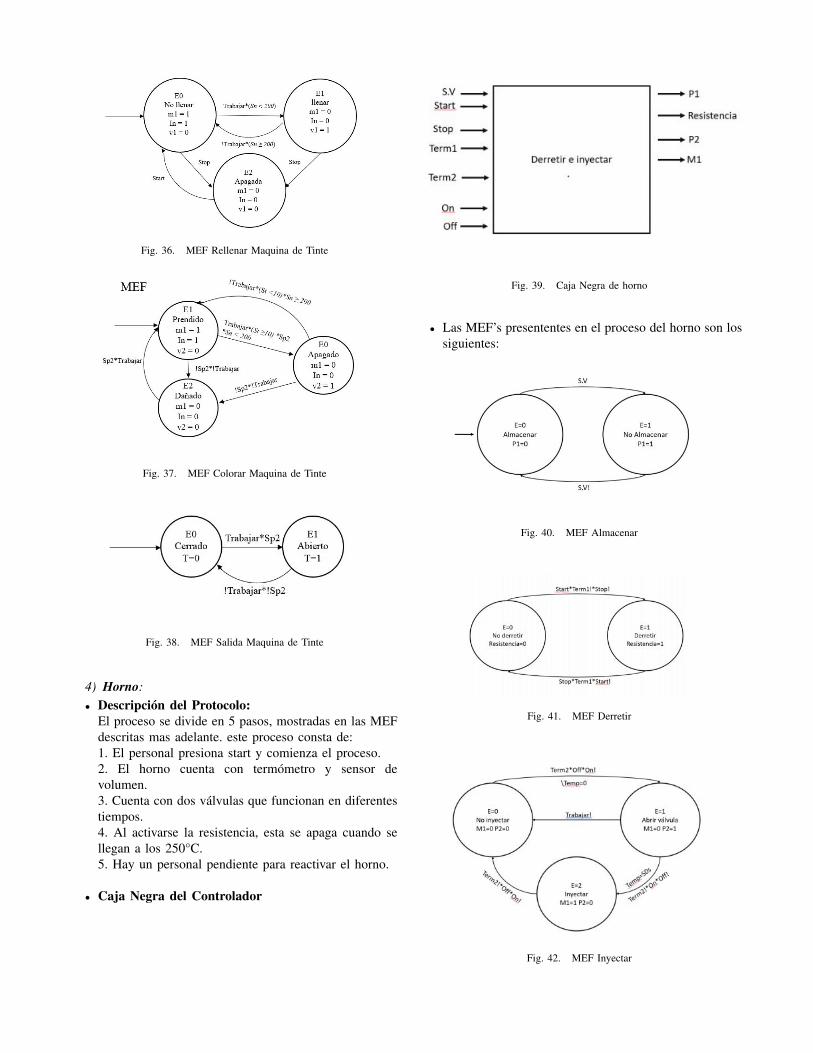
Fig. 36. MEF Rellenar Maquina de Tinte
Fig. 37. MEF Colorar Maquina de Tinte
Fig. 38. MEF Salida Maquina de Tinte
4) Horno:
• Descripción del Protocolo:El proceso se divide en 5 pasos, mostradas en las MEFdescritas mas adelante. este proceso consta de:1. El personal presiona start y comienza el proceso.2. El horno cuenta con termómetro y sensor devolumen.3. Cuenta con dos válvulas que funcionan en diferentestiempos.4. Al activarse la resistencia, esta se apaga cuando sellegan a los 250°C.5. Hay un personal pendiente para reactivar el horno.
• Caja Negra del Controlador
Fig. 39. Caja Negra de horno
• Las MEF’s presententes en el proceso del horno son lossiguientes:
Fig. 40. MEF Almacenar
Fig. 41. MEF Derretir
Fig. 42. MEF Inyectar

5) Maquina de Inyección:
• Descripción del Protocolo:
A. Llegada del plástico:El plástico llega de un subproceso anterior el cual fuecalentado y tintado previamente para así facilitar suinyección en los diferentes moldes.al llegar el plástico el sensor de temperatura se activay verifica que este este entres los niveles Tmax yTmin. Si el plástico se encuentra en dichos niveles PLse activa y da inicio al proceso de inyección.el encargado puede detener el proceso de la maquinaen cualquier instante presionando stop.B. InyecciónEl proceso de inyección se da mediante unos pistoneslos cuales tendrán un correcto funcionamiento siemprey cuan- do el plastico este en una presión especifica lacual esta determinada por MP y mientras que PL esteactivo.Si el P L esta encendido y Tmin este apagado entonceslos pistones pis1, pis2, pis3, pis4 empiezan a bombearplásticos a los moldes debido a que se enciende Mh.Si el P L se apaga o se enciende Tmin entonces Mh seapaga por lo tanto los pistones dejan de funcionar. unavez el plastico se encuentra en los moldes TEMP seactiva y al cabo de 10 segundos enciende Me el cualabre los respectivos moldes.C. Moldeo:El proceso de moldeo se da mediante un motoreléctrico y un temporizador, proceso que se describe acontinuación: Lel plastico ingresa en los moldes solo sitiene la temperatura indicada de 222oc. el proceso demoldeado se da cada segundo por medio de la maquinade inyección. cuando se tiene los moldes llenos deplastico al cabo de 10 segundos mediante un motoreléctrico estos se abren. Una vez los moldes estanvacios el proceso se reinicia. Si PL se apaga, entoncesel controlador detendrá el proceso.
• Caja Negra del Controlador
Fig. 43. Caja Negra Maquina de Inyección
• En la siguiente MEF se describe el proceso de fun-cionamiento de control de la maquina de inyección.
Fig. 44. MEF general de la Maquina de inyección
6) Maquina de Recolección:
• Descripción del Protocolo:Maquina recolectora de ladrillos plásticos:Esta maquina cuenta con 4 sensores: sensor de posiciónSP, 2 sensores de presencia PS1 y PS2 y un sensorde peso PESO. estos sensores accionan tres actuadoreslos cuales son: 2 motores eléctricos ME1 y ME2 y unfreno mecánico FM.
Llegada de los ladrillos:Los ladrillos de plástico llegan del subproceso anteriorya formados por medio de la maquina de inyección lacual es la encargada de todo ese proceso.
• Al llegar los ladrillos estos se reparten en dossecciones, esto con el fin de que pueda haber mayorcapacidad de almacenamiento, cuando esto sucede elsensor de posición se activa SP.• Una vez los sensor de posición está activado el ME1se enciende y abre las compuertas superiores de lamaquina permitiendo así el ingreso de los ladrillos aesta.
Almacenamiento total y transición de subproceso:Una ves el sensor de peso se activa PESO significaque la maquina esta en su almacenamiento máximopor lo que las compuertas se cierran.
• si PESO esta encendido entonces ME1 se apagacerrando las compuertas superiores.• si las dos secciones de almacenamiento de la maquinase encuentran llenos y ME1 esta encendido entoncesPS1 y PS2 se encienden.• si PESO, PS1 y PS2 están encendidos entonces ME2se enciende abriendo las compuertas inferiores dandoasí paso al siguiente subproceso.
Notas:• Si la maquina presenta fallos en el proceso cuentacon un freno mecánico FM para frenar dicho procesode inmediato
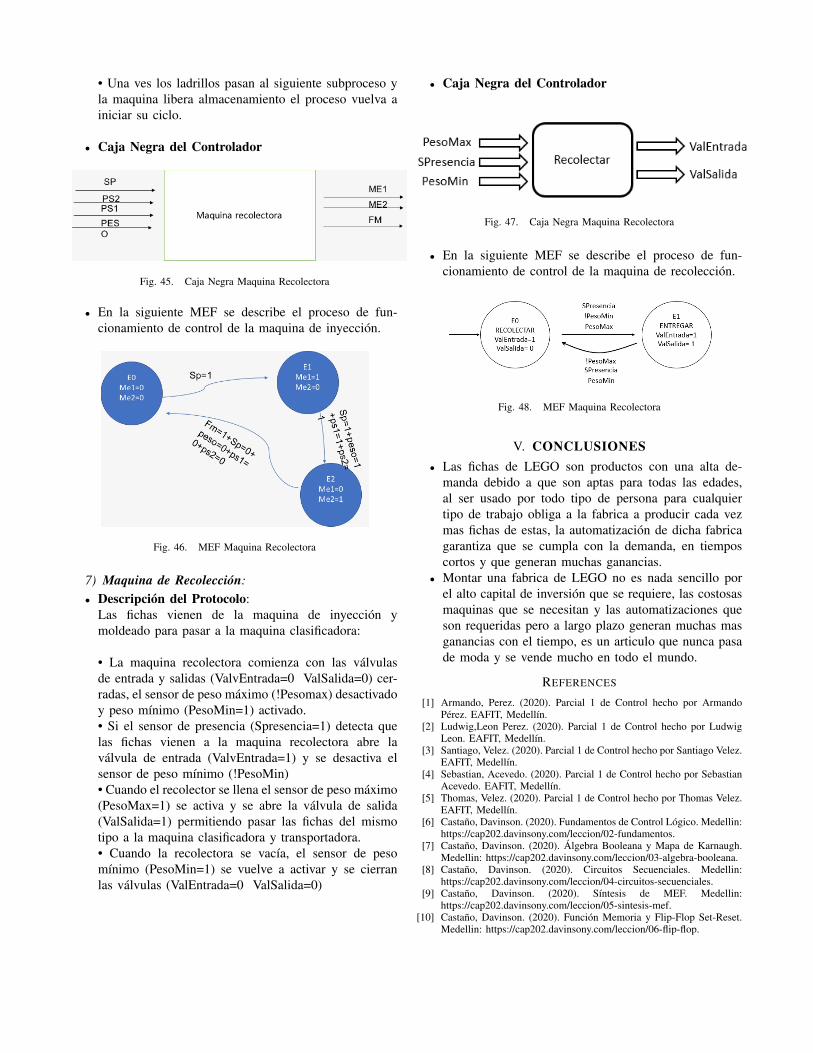
• Una ves los ladrillos pasan al siguiente subproceso yla maquina libera almacenamiento el proceso vuelva ainiciar su ciclo.
• Caja Negra del Controlador
Fig. 45. Caja Negra Maquina Recolectora
• En la siguiente MEF se describe el proceso de fun-cionamiento de control de la maquina de inyección.
Fig. 46. MEF Maquina Recolectora
7) Maquina de Recolección:
• Descripción del Protocolo:Las fichas vienen de la maquina de inyección ymoldeado para pasar a la maquina clasificadora:
• La maquina recolectora comienza con las válvulasde entrada y salidas (ValvEntrada=0 ValSalida=0) cer-radas, el sensor de peso máximo (!Pesomax) desactivadoy peso mínimo (PesoMin=1) activado.• Si el sensor de presencia (Spresencia=1) detecta quelas fichas vienen a la maquina recolectora abre laválvula de entrada (ValvEntrada=1) y se desactiva elsensor de peso mínimo (!PesoMin)• Cuando el recolector se llena el sensor de peso máximo(PesoMax=1) se activa y se abre la válvula de salida(ValSalida=1) permitiendo pasar las fichas del mismotipo a la maquina clasificadora y transportadora.• Cuando la recolectora se vacía, el sensor de pesomínimo (PesoMin=1) se vuelve a activar y se cierranlas válvulas (ValEntrada=0 ValSalida=0)
• Caja Negra del Controlador
Fig. 47. Caja Negra Maquina Recolectora
• En la siguiente MEF se describe el proceso de fun-cionamiento de control de la maquina de recolección.
Fig. 48. MEF Maquina Recolectora
V. CONCLUSIONES
• Las fichas de LEGO son productos con una alta de-manda debido a que son aptas para todas las edades,al ser usado por todo tipo de persona para cualquiertipo de trabajo obliga a la fabrica a producir cada vezmas fichas de estas, la automatización de dicha fabricagarantiza que se cumpla con la demanda, en tiemposcortos y que generan muchas ganancias.
• Montar una fabrica de LEGO no es nada sencillo porel alto capital de inversión que se requiere, las costosasmaquinas que se necesitan y las automatizaciones queson requeridas pero a largo plazo generan muchas masganancias con el tiempo, es un articulo que nunca pasade moda y se vende mucho en todo el mundo.
REFERENCES
[1] Armando, Perez. (2020). Parcial 1 de Control hecho por ArmandoPérez. EAFIT, Medellín.
[2] Ludwig,Leon Perez. (2020). Parcial 1 de Control hecho por LudwigLeon. EAFIT, Medellín.
[3] Santiago, Velez. (2020). Parcial 1 de Control hecho por Santiago Velez.EAFIT, Medellín.
[4] Sebastian, Acevedo. (2020). Parcial 1 de Control hecho por SebastianAcevedo. EAFIT, Medellín.
[5] Thomas, Velez. (2020). Parcial 1 de Control hecho por Thomas Velez.EAFIT, Medellín.
[6] Castaño, Davinson. (2020). Fundamentos de Control Lógico. Medellin:https://cap202.davinsony.com/leccion/02-fundamentos.
[7] Castaño, Davinson. (2020). Álgebra Booleana y Mapa de Karnaugh.Medellin: https://cap202.davinsony.com/leccion/03-algebra-booleana.
[8] Castaño, Davinson. (2020). Circuitos Secuenciales. Medellin:https://cap202.davinsony.com/leccion/04-circuitos-secuenciales.
[9] Castaño, Davinson. (2020). Síntesis de MEF. Medellin:https://cap202.davinsony.com/leccion/05-sintesis-mef.
[10] Castaño, Davinson. (2020). Función Memoria y Flip-Flop Set-Reset.Medellin: https://cap202.davinsony.com/leccion/06-flip-flop.