accesorios para prensas - comtesa.com para prensas.pdf · momento del ciclo de la prensa. un solo...
TRANSCRIPT

ACCESORIOS PARA PRENSAS
®

2
MÁS DE 40 AÑOS DE EXPERIENCIADesde 1954, los ingenieros de P/A han diseñado yfabricado equipos para la Industria del Formado de Metal.
Nuestro compromiso de suministrar equipo deproducción de vanguardia de la más alta calidad no essuperado por nadie.
DISEÑO DE SELLOS DE COPAP/A es el único fabricante de alimentadores neumáticosque ofrece sellos limpiadores de copa de bajomantenimiento y alta vida ciclo tras ciclo en su cilindroprincipal. Esta es la misma tecnología que utilizan losfabricantes de cilindros neumáticos. Los cilindros de copareducen la fricción y el calor, lo que aumenta su vida yeficiencia al menos en 50 veces, en forma conservadora.
VELOCIDADES MAS ALTASNuestro sistema patentado permite en los modelosde alta velocidad hasta 400 ciclos por minuto parauna alimentación más rápida y más precisa.
VERSÁTILLos rollos de material pueden ser alimentados encualquier dirección o ángulo, y en cualquiermomento del ciclo de la prensa. Un solo alimenta-dor puede empujar o jalar ya sea progresioneslargas o cortas. Una gran variedad de anchos yespesores de material pueden ser alimentados adiferentes velocidades y en distintas longitudesde avance. Dos o más cintas pueden seralimentadas simultáneamente por el mismoalimentador.
ALIMENTADOR NEUMÁTICO DE PRECISIÓN

3
ECONÓMICOEl costo de los alimentadores P/A es del 65% al 90%menor que el de los alimentadores de rodillos odeslizantes convencionales. Con ahorros como éste,considere dejar el alimentador montado permanen-temente al troquel disminuyendo así el tiempo deajuste, incrementado la productividad.
MANEJA UNA VARIEDAD DE MATERIALESPapel, plástico, latón, tela, alambre, tubos ... Usteddiga y P/A lo alimenta. Materiales con pulido espejoo extrusiones, materiales preformados o con formasirregulares – todos pueden adaptarse fácilmentecon mordazas especiales.
FÁCIL INSTALACIÓNNuestros alimentadores son extremadamente fácilesde instalar. Dos (o cuatro) tornillos de montaje y unasola línea de conexión de aire es todo lo que senecesita. El diseño compacto y limpio permite que elalimentador neumático de P/A pueda montarsedirectamente sobre el portatroquel.
AJUSTE RÁPIDOLos ajustes son rápidos, sencillos y positivos. Paracambiar la longitud de alimentación, gire el tornillode ajuste al paso deseado entre los topes positivos yapriete la tuerca de fijación. Las encuestas muestranque los talleres maquiladores de troquelado prefierenlos alimentadores de P/A porque proporcionan lamanera más fácil y más barata de cambiar de untrabajo a otro.
4
ALIMENTADOR NEUMÁTICO DE PRECISIÓN
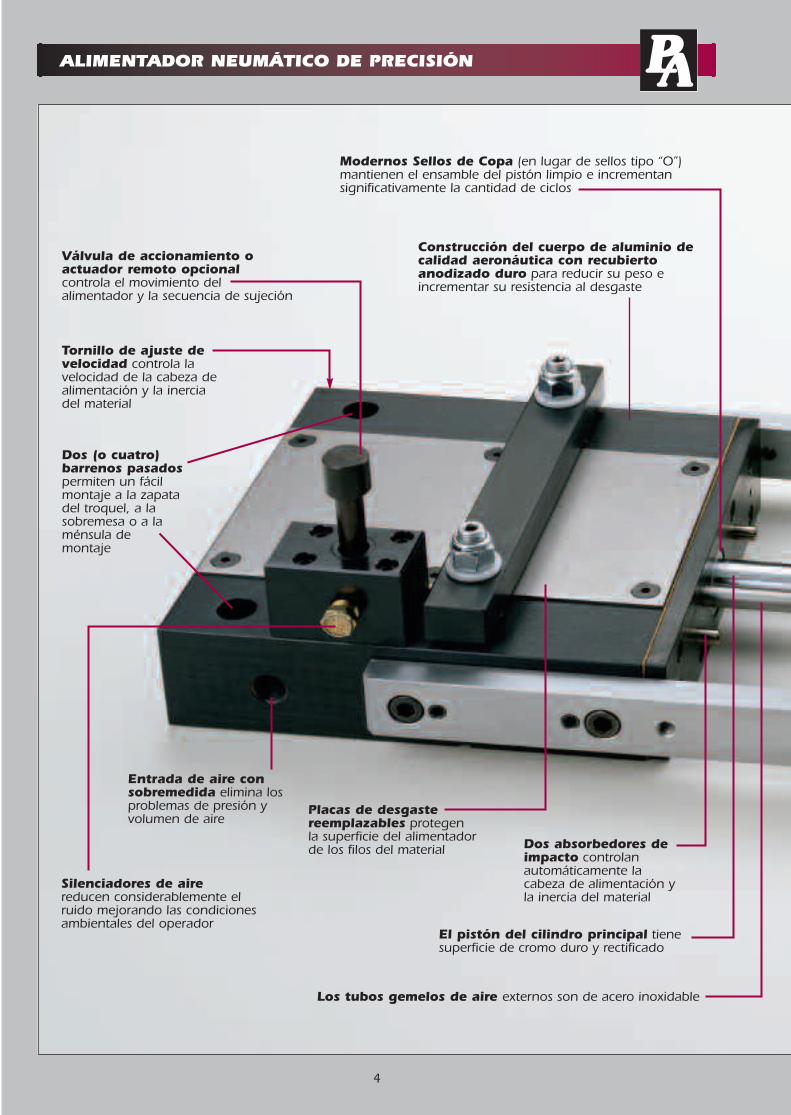
Entrada de aire consobremedida elimina losproblemas de presión yvolumen de aire
Dos (o cuatro)barrenos pasadospermiten un fácilmontaje a la zapatadel troquel, a lasobremesa o a laménsula demontaje
Válvula de accionamiento oactuador remoto opcionalcontrola el movimiento delalimentador y la secuencia de sujeción
Modernos Sellos de Copa (en lugar de sellos tipo “O”)mantienen el ensamble del pistón limpio e incrementansignificativamente la cantidad de ciclos
Construcción del cuerpo de aluminio decalidad aeronáutica con recubiertoanodizado duro para reducir su peso eincrementar su resistencia al desgaste
Silenciadores de airereducen considerablemente elruido mejorando las condicionesambientales del operador
Placas de desgastereemplazables protegenla superficie del alimentadorde los filos del material Dos absorbedores de
impacto controlanautomáticamente lacabeza de alimentación yla inercia del material
El pistón del cilindro principal tienesuperficie de cromo duro y rectificado
Los tubos gemelos de aire externos son de acero inoxidable
Tornillo de ajuste develocidad controla lavelocidad de la cabeza dealimentación y la inerciadel material

5
Tuercas hexagonales “Nylock” como lasusadas en los motores de avión para absorberla vibración y evitar que se aflojen
Absorbedor de Impacto evitael golpeteo y reduce el ruido
Sus rieles guía de acero de alta resisten-cia y cromados mantienen la alineación dela cabeza de alimentación a través de toda lacarrera
Barrenos de caja con tornillos dehombro rectificados de precisiónpara un ajuste grueso de la longitudde avance y asegurar una buenaalineación
Combinación de amortiguadorde material y rodillos guíaajustables que permiten unaalimentación libre de vibraciónde la cinta
Tornillo y tuerca de ajustegrandes para un control devernier en la longitud de la carrera

6
ESPECIFICACIONES Y DIMENSIONES
Modelo A B C D E F G H J K L M N P
Anch
om
áx.de
cinta
Vel
ocid
adVer
Not
a3
Esp
esor
Con
sum
ode
aire
por
cicl
o
Peso
de
emba
rque
Longi
tud
de
avan
ce
AX2 238 92 33 90 72 21 66,5 1/8 NPT 8,4 55 88 – 13 80
AX4 339 92 33 90 72 21 66,5 1/8 NPT 8,4 55 88 – 13 80
AX6 441 92 33 90 72 21 66,5 1/8 NPT 8,4 55 88 – 13 80
CX3 311 165 45,5 117 92 21 114 1/4 NPT 10 59 140 – 14 80
CX6 464 165 45,5 117 92 21 114 1/4 NPT 10 59 140 – 14 80
CX9 616 165 45,5 117 92 21 114 1/4 NPT 10 59 140 – 14 80
CX12 769 165 45,5 117 92 21 114 1/4 NPT 10 59 140 – 14 80
DX4 371 197 45,5 117 92 23 140 1/4 NPT 13,5 67 172 – 14 80
DX6 473 197 45,5 117 92 23 140 1/4 NPT 13,5 67 172 – 14 80
DX12 777 197 45,5 117 92 23 140 1/4 NPT 13,5 67 172 – 14 80
FX4 438 248 52 124 100 24,6 190,5 3/8 NPT 16,7 71 223 152,4 14 80
FX6 489 248 52 124 100 24,6 190,5 3/8 NPT 16,7 71 223 152,4 14 80
FX9 641 248 52 124 100 24,6 190,5 3/8 NPT 16,7 71 223 152,4 14 80
FX12 794 248 52 124 100 24,6 190,5 3/8 NPT 16,7 71 223 152,4 14 80
HX4 438 329 52 124 100 24,6 267 3/8 NPT 16,7 71 299 152,4 14 80
HX6 489 329 52 124 100 24,6 267 3/8 NPT 16,7 71 299 152,4 14 80
HX9 641 329 52 124 100 24,6 267 3/8 NPT 16,7 71 299 152,4 14 80
HX12 794 329 52 124 100 24,6 267 3/8 NPT 16,7 71 299 152,4 14 80
LX6 536 425 58,4 131 106 25,4 355,6 1/2 NPT 16,7 76 400 152,4 14 92
LX12 841 425 58,4 131 106 25,4 355,6 1/2 NPT 16,7 76 400 152,4 14 92
AX2 38 0-50 11,2 1,2 280 0,03 3,5
AX4 38 0-100 11,2 1,1 220 0,06 4,0
AX6 38 0-150 11,2 1,0 180 0,09 5,0
CX3 76 0-76 22,6 2,0 220 0,09 9,0
CX6 76 0-150 22,6 1,9 160 0,14 11,0
CX9 76 0-230 22,6 1,8 110 0,23 13,0
CX12 76 0-300 22,6 1,7 95 0,28 14,5
DX4 100 0-100 22,6 1,9 195 0,11 11,0
DX6 100 0-150 22,6 1,8 145 0,17 13,5
DX12 100 0-300 22,6 1,6 85 0,34 17,0
FX4 150 0-100 49,1 2,1 160 0,17 18,0
FX6 150 0-150 49,1 2,0 140 0,23 19,0
FX9 150 0-230 49,1 1,9 110 0,31 20,0
FX12 150 0-300 49,1 1,8 80 0,40 23,0
HX4 230 0-100 49,1 2,0 145 0,17 25,0
HX6 230 0-150 49,1 1,9 125 0,23 27,0
HX9 230 0-230 49,1 1,8 100 0,31 29,5
HX12 230 0-300 49,1 1,7 70 0,40 31,8
LX6 300 0-150 78,5 2,3 100 0,37 59,0
LX12 300 0-300 78,5 2,0 60 0,65 70,0
Modelo (mm) (mm) (Kg) (mm) (GPM) (LTR) (Kg)
Nota 1: La presión recomendada de operación es de 6 a 8 bar.Nota 2: La capacidad en el espesor de cinta aumenta al disminuir el ancho hasta un máximo de 150%.Nota 3: Velocidad aproximada a la longitud de avance máxima. La velocidad disminuye al incrementarse el peso del material alimentado.
L
P
F
G
H
K
N
J
A
M
B
C
DE
DIMENSIONES (mm)
ESPECIFICACIONES
Fuer
zade
arra
stre
a
7ba
r

7
AX CX,DX FX,HX LX AX CX,DX FX,HX LX AX CX,DX FX,HX LXNota: Todos los cálculos hechos a 7 bar.
MODELO AX MODELO CX & DX
MODELO FX & HX MODELO LX
0 50 100 150 200 250 300LONGITUD DE ALIMENTACION, MM
0 50 100 150LONGITUD DE ALIMENTACION, MM
0 50 100 150 200 250 300LONGITUD DE ALIMENTACION, MM
0 50 100 150 200 250 300LONGITUD DE ALIMENTACION, MM
400
300
200
100
400
300
200
100
400
300
200
100
400
300
200
100
CIC
LO
SP
OR
MIN
UTO
CIC
LO
SP
OR
MIN
UTO
DESEMPEÑO DEL ALIMENTADOR NEUMÁTICO
VELOCIDADES SEGURAS DE TRABAJO A DISTINTAS LONGITUDES
FUERZA DE ARRASTRE, KgFUERZA DE MORDAZA DEALIMENTACION, Kg FUERZA DE MORDAZA FIJA, Kg
108 226 491 785 3895 334 775 775 12071197 2227579
CIC
LO
SP
OR
MIN
UTO
CIC
LO
SP
OR
MIN
UTO

8
PUNTOMUERTO
SUPERIOR
CA
RR
ER
AD
EL
CA
RN
ER
O
ZONADE TRABAJO DEL TROQ UEL
EL CARRO REGRESA POR MAS MATERIAL
CO
MIE
NZ
AE
LC
ICLO
DE
ALIMENTACIÓN FIN DEL CICLO
DEALIM
ENTA
CIÓ
NC
INTA
ROTACION DEL CIGÜEÑAL
12
6
39
1
2
11
10
48
57
PUNTOMUERT OINFERIOR
240°
120°
MORDAZAS ESPECIALESMORDAZAS ESTANDAR
MORDAZAS MODIFICADAS
El movimiento lineal reciprocante del carro de alimentación debede sincronizarse a la rotación del cigüeñal de la prensa paraun desempeño óptimo. El movimiento vertical de la válvulade accionamiento inicia la secuencia de sujeción de cinta,mordaza de alimentación y deslizamiento del carro.
Para entender cómo funcionan juntos la rotación del cigüeñaly el movimiento lineal del carro en un ciclo de prensa, podríaser útil visualizar la carátula de un reloj. La posición “PuntoMuerto Superior” de la carrera del carnero sería a las 12 horas,medio viaje hacia abajo serían las 3 horas, el “Punto MuertoInferior” son las 6 horas y la mitad del camino de regresohacia arriba, serían las 9 horas.
El ciclo óptimo de alimentación requiere de dos terceras partesde la rotación del cigüeñal (240°) para alimentar la cinta enposición. Durante los restantes 120 grados, el carro deslizanteregresa al tornillo tope por más material. Tan pronto como laparte troquelada ha sido expulsada y los punzones están fuerade la matriz (aproximadamente de las 8 a las 8:30 en el reloj),la mordaza de alimentación sujetará la cinta y el carrodeslizante empieza a moverse hacia el cuerpo del alimentador.
SINCRONIZACIÓN DE ALIMENTACIÓN AL CICLO DE PRENSA Y SECUENCIA
SECUENCIA DE ALIMENTACIÓN
ALIMENTANDO MATERIALES CON FORMA
Las mordazas de sujeción y de alimentación pueden ser modificadasmaquinándolas para acomodar diferentes formas de perfil yconfiguraciones. Tubos redondos y cuadrados, alambre o cualquierproducto pre-estampado como terminales eléctricas y contactos,pueden ser manejados con facilidad.
El daño a materiales delicados o flexibles puede evitarse mediante lainserción de piel, hule o nylon dentro de las mordazas maquinadas.
Usted puede fabricar mordazas con sobremedida para materialesespeciales tales como canal, extrusiones, barras y otros perfilesirregulares.
PMS
CARNERO
PMI
8
4
AL FINAL DE LACARRERA DE
NO - ALIMENTACION
EN LA CIMADE LA
CARRERADE LA PRENSA
AL COMIENZO DELA CARRERA DE
NO - ALIMENTACION
AL COMIENZODE LA
CARRERA DEALIMENTACION
Válvula de accionamiento arribaCarro deslizante al frenteMordaza fija abiertaMordaza de alimentación cerrada
Válvula de accionamiento abajoMordaza fija cierraMordaza de alimentación abreEl carro se desliza hacia atrás
El carro se detiene contra el tornillo topeMordaza fija cerradaMordaza de alimentación abierta
Válvula de accionamiento arribaMordaza de alimentación cierraMordaza fija abreEl carro se desliza al frente
}}}}
9
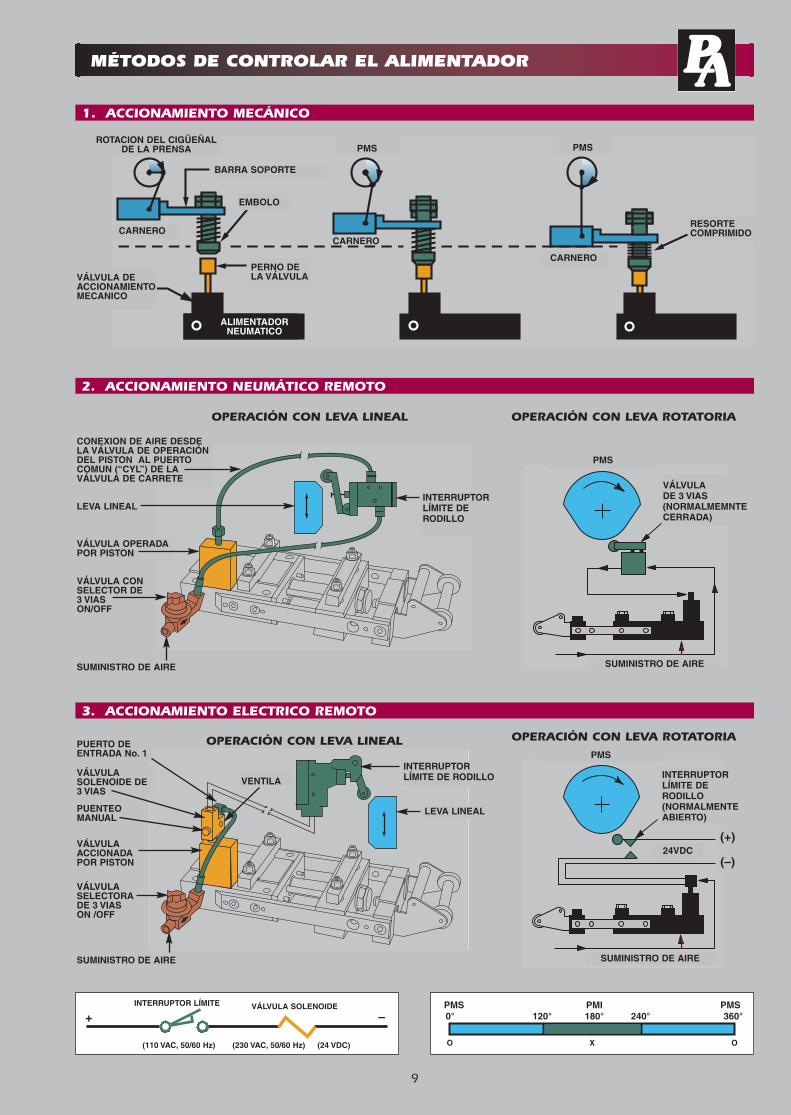
MÉTODOS DE CONTROLAR EL ALIMENTADOR
OPERACIÓN CON LEVA LINEAL
OPERACIÓN CON LEVA LINEAL
OPERACIÓN CON LEVA ROTATORIA
OPERACIÓN CON LEVA ROTATORIA
VÁLVULA DEACCIONAMIENTOMECANICO
LEVA LINEALINTERRUPTORLÍMITE DERODILLO
VÁLVULADE 3 VIAS(NORMALMEMNTECERRADA)
INTERRUPTORLÍMITE DERODILLO(NORMALMENTEABIERTO)
VÁLVULA OPERADAPOR PISTON
VÁLVULAACCIONADAPOR PISTON
VÁLVULA CONSELECTOR DE3 VIASON/OFF
PUERTO DEENTRADA No. 1
PUENTEOMANUAL
VÁLVULASOLENOIDE DE3 VIAS
VÁLVULASELECTORADE 3 VIASON /OFF
SUMINISTRO DE AIRE
LEVA LINEAL
INTERRUPTORLÍMITE DE RODILLO
SUMINISTRO DE AIRE
SUMINISTRO DE AIRE
SUMINISTRO DE AIRE
24VDC(+)
(–)
PERNO DELA VÁLVULA
ALIMENTADORNEUMATICO
EMBOLO
BARRA SOPORTE
ROTACION DEL CIGÜEÑALDE LA PRENSA PMS PMS
PMS
PMS
RESORTECOMPRIMIDO
3. ACCIONAMIENTO ELECTRICO REMOTO
2. ACCIONAMIENTO NEUMÁTICO REMOTO
1. ACCIONAMIENTO MECÁNICO
+ –PMS PMI PMS 0° 120° 180° 240° 360°
O X O
INTERRUPTOR LÍMITE VÁLVULA SOLENOIDE
(110 VAC, 50/60 Hz) (230 VAC, 50/60 Hz) (24 VDC)
CARNERO
CARNERO
CARNERO
CONEXION DE AIRE DESDELA VÁLVULA DE OPERACIÓNDEL PISTON AL PUERTOCOMUN (“CYL”) DE LAVÁLVULA DE CARRETE
VENTILA
10
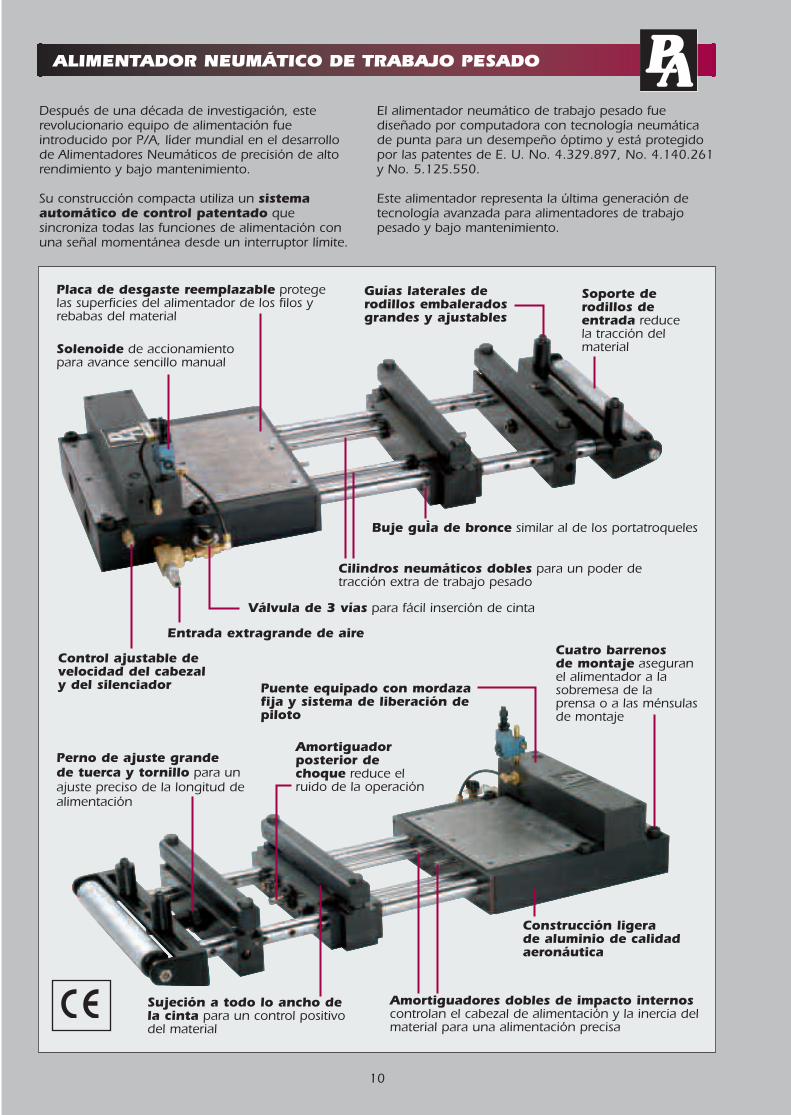
ALIMENTADOR NEUMÁTICO DE TRABAJO PESADO
Solenoide de accionamientopara avance sencillo manual
Perno de ajuste grandede tuerca y tornillo para unajuste preciso de la longitud dealimentación
Cilindros neumáticos dobles para un poder detracción extra de trabajo pesado
Válvula de 3 vías para fácil inserción de cinta
Buje guÌa de bronce similar al de los portatroqueles
Entrada extragrande de aire
Control ajustable develocidad del cabezaly del silenciador
Placa de desgaste reemplazable protegelas superficies del alimentador de los filos yrebabas del material
Después de una década de investigación, esterevolucionario equipo de alimentación fueintroducido por P/A, líder mundial en el desarrollode Alimentadores Neumáticos de precisión de altorendimiento y bajo mantenimiento.
Su construcción compacta utiliza un sistemaautomático de control patentado quesincroniza todas las funciones de alimentación conuna señal momentánea desde un interruptor límite.
El alimentador neumático de trabajo pesado fuediseñado por computadora con tecnología neumáticade punta para un desempeño óptimo y está protegidopor las patentes de E. U. No. 4.329.897, No. 4.140.261y No. 5.125.550.
Este alimentador representa la última generación detecnología avanzada para alimentadores de trabajopesado y bajo mantenimiento.
Sujeción a todo lo ancho dela cinta para un control positivodel material
Amortiguadores dobles de impacto internoscontrolan el cabezal de alimentación y la inercia delmaterial para una alimentación precisa
Construcción ligerade aluminio de calidadaeronáutica
Amortiguadorposterior dechoque reduce elruido de la operación
Cuatro barrenosde montaje aseguranel alimentador a lasobremesa de laprensa o a las ménsulasde montaje
Puente equipado con mordazafija y sistema de liberación depiloto
Guías laterales derodillos embaleradosgrandes y ajustables
Soporte derodillos deentrada reducela tracción delmaterial

11
DIMENSIONES Y ESPECIFICACIONES
AF126 300 0-150 135 3,25 565 150 85 0,60 65
AF1212 300 0-300 135 3,25 565 150 65 0,90 70
Nota 1: Presión de operación recomendada 6 a 8 Bar.Nota 2: Apertura máxima 3,8 mm.Nota 3: Velocidad aproximada a longitud máxima de avance en material ligero. La velocidad disminuye al aumentar el peso de la sección
transversal de la cinta alimentada.
Ancho Long. Fuerza de Espesor Fuerza de Fuerza de ConsumoMáx. De Tracción Máx. Sujeción Mordaza Velocidad de aire Peso
De Cinta Avance Nota 1 Nota 2 de Avance Fija Nota 3 por ciclo de EmbarqueModelo (mm) (mm) (Kg) (mm) (Kg) (Kg) (GPM) (ft3) (Kg)
MODELO AF1212MODELO AF126
150
100
50
0
150
100
50
0
CIC
LO
SP
OR
MIN
UTO
CIC
LO
SP
OR
MIN
UTO
0 50 100 150 200 250 300AVANCE, MM
0 50 100 150AVANCE, MM
368 mm
M16
330 mm
21,4 mm150 mm
150 mm
76mm
1/2 NPT
102mm
MODELO AF126 – 591 mmMODELO AF1212 – 895 mm
413 mm
ESPECIFICACIONES
Cubierta protectora recomendada

12
Long.Tamaño de avancede buje máx.
Modelo (mm) (mm)
AX2 0,35-0,59 44AX2 0,60-0,89 44AX2 0,90-1,50 44
AX4 0,35-0,59 89AX4 0,60-0,89 89AX4 0,90-1,50 89
AX6 0,35-0,59 136AX6 0,60-0,89 136AX6 0,90-1,50 136
CX3 0,90-1,50 66CX3 1,50-2,29 66CX3 2,15-3,35 66
CX6 0,90-1,50 139CX6 1,50-2,29 139CX6 2,15-3,35 139
CX9 0,90-1,50 203CX9 1,50-2,29 203CX9 2,15-3,35 203
CX12 0,90-1,50 289CX12 1,50-2,29 289CX12 2,15-3,35 289
ELIMINADOR DE CURVA DEL ROLLO
El eliminador de curva del rollo utiliza un métodoúnico para eliminar la curva natural de los materialesque se surten en rollos. Los molinos acereros usan elmismo principio de doblar el material por encima de supunto de límite elástico para eliminar la deformación.Este difiere de los enderezadores de cinta convencionales.Estas económicas unidades pueden montarse en laparte posterior de cualquier tipo de alimentador yrequieren de muy poca fuerza de arrastre. Especifiqueel ancho y espesor de su cinta con su pedido.Nota: Esta unidad no se recomienda para espesoresde material mayores a 0,7 mm.
CUBIERTA PROTECTORA
P/A Industries recomienda muy especialmente nuestracubierta transparente de Plexiglas o de metaldesplegado para la protección del operador. Losbarrenos ya taladrados sobre el riel guía aceptan losremaches de presión que aseguran la cubierta sobre laparte superior y lateral del alimentador. Esta cubiertaprotectora protege adicionalmente al alimentador demugre, aceite, rebabas y otros materiales nocivos.
Para los modelos AX, CX, DX y FX son de plexiglas,mientras que para los modelos HX y LX están hechasde metal desplegado robusto.
ALIMENTADOR DE ALAMBRE
La instalación de tubos de acero inoxidable telescópicos con bujes guía de dimensiones especiales, permiten alalimentador neumático avanzar el alambre en forma suave y precisa hacia la máquina. Los problemas degolpeteo y abultamiento desaparecen al usar el Alimentador de Alambre para materiales redondos o casiredondos, ya sea para progresiones largas o cortas. Se usa únicamente en los modelos AX y CX. El Enderezadorde Alambre se vende por separado.
ACCESORIOS PARA ALIMENTADORES
13
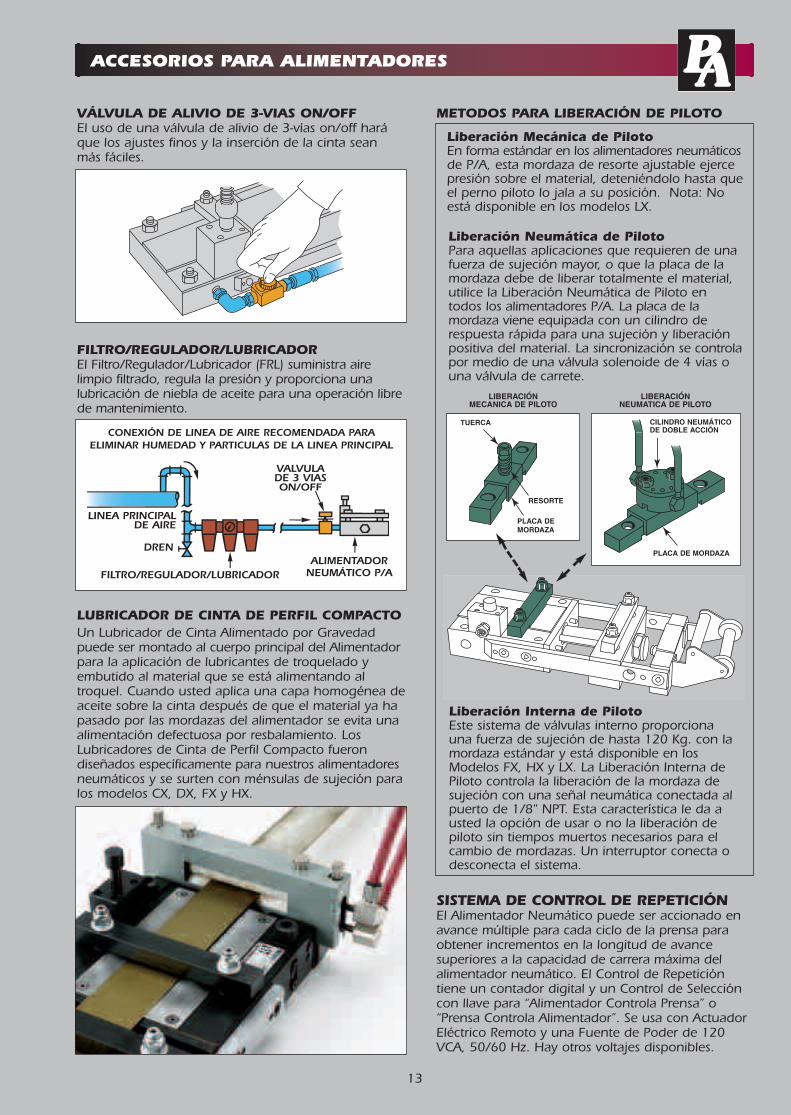
ACCESORIOS PARA ALIMENTADORES
VÁLVULA DE ALIVIO DE 3-VIAS ON/OFFEl uso de una válvula de alivio de 3-vías on/off haráque los ajustes finos y la inserción de la cinta seanmás fáciles.
FILTRO/REGULADOR/LUBRICADOREl Filtro/Regulador/Lubricador (FRL) suministra airelimpio filtrado, regula la presión y proporciona unalubricación de niebla de aceite para una operación librede mantenimiento.
METODOS PARA LIBERACIÓN DE PILOTO
Liberación Neumática de PilotoPara aquellas aplicaciones que requieren de unafuerza de sujeción mayor, o que la placa de lamordaza debe de liberar totalmente el material,utilice la Liberación Neumática de Piloto entodos los alimentadores P/A. La placa de lamordaza viene equipada con un cilindro derespuesta rápida para una sujeción y liberaciónpositiva del material. La sincronización se controlapor medio de una válvula solenoide de 4 vías ouna válvula de carrete.
Liberación Interna de PilotoEste sistema de válvulas interno proporcionauna fuerza de sujeción de hasta 120 Kg. con lamordaza estándar y está disponible en losModelos FX, HX y LX. La Liberación Interna dePiloto controla la liberación de la mordaza desujeción con una señal neumática conectada alpuerto de 1/8" NPT. Esta característica le da austed la opción de usar o no la liberación depiloto sin tiempos muertos necesarios para elcambio de mordazas. Un interruptor conecta odesconecta el sistema.
SISTEMA DE CONTROL DE REPETICIÓNEl Alimentador Neumático puede ser accionado enavance múltiple para cada ciclo de la prensa paraobtener incrementos en la longitud de avancesuperiores a la capacidad de carrera máxima delalimentador neumático. El Control de Repeticióntiene un contador digital y un Control de Seleccióncon llave para “Alimentador Controla Prensa” o“Prensa Controla Alimentador”. Se usa con ActuadorEléctrico Remoto y una Fuente de Poder de 120VCA, 50/60 Hz. Hay otros voltajes disponibles.
LIBERACIÓNMECANICA DE PILOTO
LIBERACIÓNNEUMATICA DE PILOTO
Liberación Mecánica de PilotoEn forma estándar en los alimentadores neumáticosde P/A, esta mordaza de resorte ajustable ejercepresión sobre el material, deteniéndolo hasta queel perno piloto lo jala a su posición. Nota: Noestá disponible en los modelos LX.
LINEA PRINCIPALDE AIRE
FILTRO/REGULADOR/LUBRICADOR
VALVULADE 3 VIASON/OFF
DRENALIMENTADOR
NEUMÁTICO P/A
CONEXIÓN DE LINEA DE AIRE RECOMENDADA PARAELIMINAR HUMEDAD Y PARTICULAS DE LA LINEA PRINCIPAL
TUERCA
RESORTE
PLACA DEMORDAZA
PLACA DE MORDAZA
CILINDRO NEUMÁTICODE DOBLE ACCIÓN
LUBRICADOR DE CINTA DE PERFIL COMPACTOUn Lubricador de Cinta Alimentado por Gravedadpuede ser montado al cuerpo principal del Alimentadorpara la aplicación de lubricantes de troquelado yembutido al material que se está alimentando altroquel. Cuando usted aplica una capa homogénea deaceite sobre la cinta después de que el material ya hapasado por las mordazas del alimentador se evita unaalimentación defectuosa por resbalamiento. LosLubricadores de Cinta de Perfil Compacto fuerondiseñados específicamente para nuestros alimentadoresneumáticos y se surten con ménsulas de sujeción paralos modelos CX, DX, FX y HX.
14
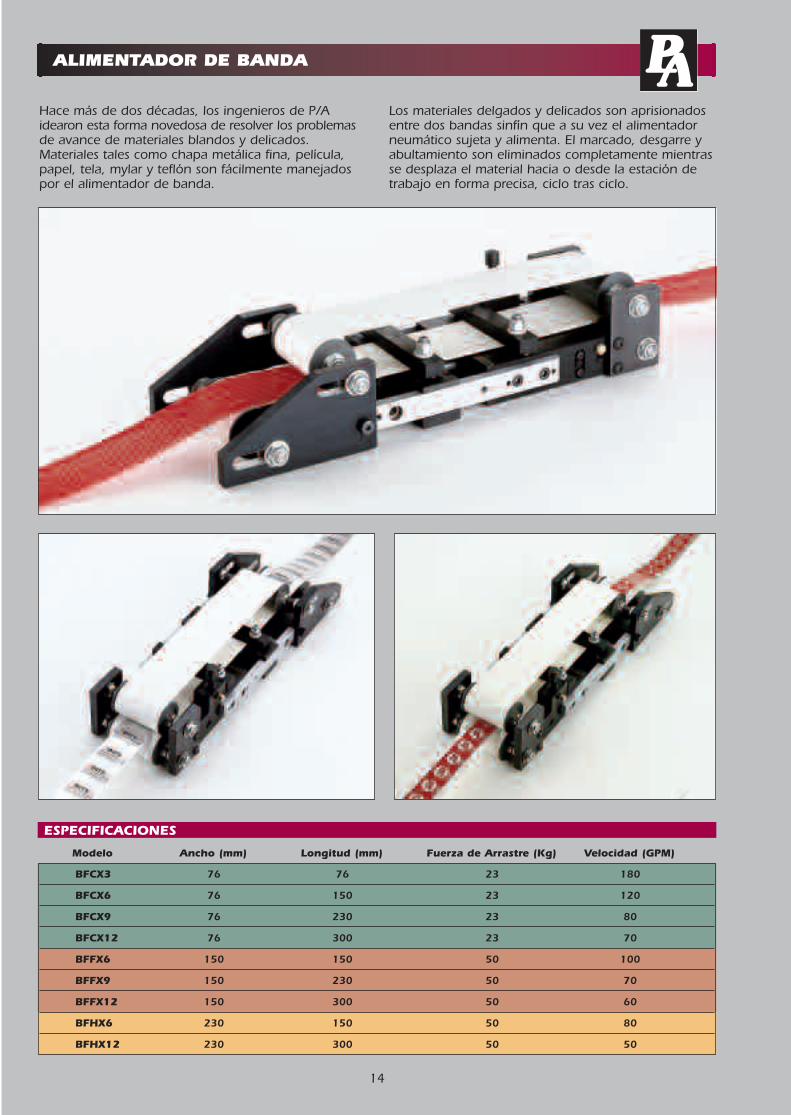
ALIMENTADOR DE BANDA
Modelo Ancho (mm) Longitud (mm) Fuerza de Arrastre (Kg) Velocidad (GPM)
Hace más de dos décadas, los ingenieros de P/Aidearon esta forma novedosa de resolver los problemasde avance de materiales blandos y delicados.Materiales tales como chapa metálica fina, película,papel, tela, mylar y teflón son fácilmente manejadospor el alimentador de banda.
Los materiales delgados y delicados son aprisionadosentre dos bandas sinfín que a su vez el alimentadorneumático sujeta y alimenta. El marcado, desgarre yabultamiento son eliminados completamente mientrasse desplaza el material hacia o desde la estación detrabajo en forma precisa, ciclo tras ciclo.
BFCX3 76 76 23 180
BFCX6 76 150 23 120
BFCX9 76 230 23 80
BFCX12 76 300 23 70
BFFX6 150 150 50 100
BFFX9 150 230 50 70
BFFX12 150 300 50 60
BFHX6 230 150 50 80
BFHX12 230 300 50 50
ESPECIFICACIONES

15
ESPECIFICACIONES
SISTEMA DE FLUJO DE LUBRICANTE
FLUJO DE LUBRICANTE A LOS RODILLOS
DIMENSIONES
LUBRICADORES DE RODILLOS
El Lubricador de Rodillos está diseñado para aceptarcualquier tipo o espesor de material. Su revolucionariaconstrucción de rodillos pivotados que se adaptan almovimiento del material así como corona, ovalado (camber)o material no enderezado.
Cualquier tipo de lubricante líquido se distribuyehomogéneamente al fieltro absorbente por un tubo interiorperforado de PVC que gira en un baño de aceite.
El flujo de aceite hacia cada rodillo se controlaindividualmente por válvulas de medición que están instaladasen un tanque equipado con un indicador de nivel de aceite.
Resortes de tensión ajustables ayudan a aplicar la películacorrecta de aceite aplicando la presión suficiente paraexprimir cualquier exceso que es reciclado hacia la unidad.
El montaje del Lubricador de Rodillos compacto entre elalimentador de la prensa y el troquel se hace fácilmentecolocando un imán sobre su base de acero o taladrando dosbarrenos. Dos tuercas de mariposa permiten ajustar fácilmentela altura de paso para alinearse a distintos troqueles.
El uso del Lubricador de Rodillos aumenta la vida delas herramientas y elimina los derrames y atascamiento,haciendo su operación más segura y eficiente.
TANQUE DERESERVADE FÁCILMONTAJE
PERFORACIONES PARA LUBRICANTE
ENTRADA DELUBRICANTE
TUBO DEACERO
TUBO DEPVCRODILLO DE FIELTRO
RECIPIENTE DE LUBRICANTE
INDICADORDE NIVEL DELUBRICANTE
VÁLVULA ON/OFF
LUBRICADORDE RODILLOS
MANGUERA DE
VÁLVULA DECONTROL DEFLUJO
ALIMENTADORNEUMÁTICO
RODILLOS DE FIELTRO
RESORTES DETENSIÓN DERODILLOS(2)
CHAROLA DERECOLECCIÓN
DE LUBRICANTE
ACB
D
AJUSTE DEALTURA DEALIMENTACIÓN
ENTRADADE RODILLOSUPERIOR
ENTRADADE RODILLOINFERIOR
RESORTESOSCILANTES (2)
SO-100 100 0,03 – 4,68 3,8 3,2 5,0 235 202 51 200SO-200 200 0,03 – 4,68 3,8 3,6 5,4 332 301 51 250SO-300 300 0,03 – 4,68 3,8 4,5 6,4 437 406 51 250SO-400 400 0,03 – 4,68 3,8 5,4 7,3 535 505 51 250SO-600 600 0,03 – 4,68 3,8 7,3 9,1 740 709 51 250
Ancho Máx. de Rango de Tamaño del Peso sin Peso con Dimensiones (mm)
Modelo Material (mm) Espesor (mm) Tanque (Ltr) Tanque (Kg) Tanque (Kg) A B C D
RECOLECCIONDE ACEITE

16
ENTRADADE RODILLO
DREN DESOBREFLUJOA
B
D
C
RESORTES DE PRESIÓNAJUSTABLES (2)
ENTRADA
VÁLVULA DE MEDICIÓNDE FLUJO
VÁLVULAON/OFF
MIRILLADENIVEL
305 mm102 mm
229mm
318 mm
267 mm
Ancho Máx. de Rango de Tamaño del Peso Peso de Embarque Dimensiones (mm)Modelo Material (mm) Espesor (mm) Tanque (Ltr) (Kg) con Tanque (Kg) A B C D
LUBRICADOR DE LÍNEA COMPACTA
ESPECIFICACIONES
DIMENSIONES
TANQUE DE LUBRICANTE
SL-100 100 0,03 – 1,50 3,8 3,6 5,4 203 114 25 89
Incrementan la vida de las herramientasmediante la aplicación de la cantidad correcta delubricante justo antes de la entrada del material altroquel. Limpie el área de la prensa con lainstalación de los lubricadores de rodillos de “LíneaCompacta” alimentados por gravedad.
Un tanque duradero de almacenamientomontado a un costado de la prensa, el que estáequipado con una mirrilla de nivel de líquido, filtrode cedazo, tapón de llenado removible, válvulaprincipal On/Off encendido y válvulasindependientes de control de flujo para rodillossuperior e inferior.
El ensamble está diseñado para ser compactoy permitir un montaje muy cerca del troquel . Elflujo del lubricante pasa a través de un múltiplebarrenado con arandelas de rodillo de fieltro extraabsorbente que dan una película uniforme delubricante sobre el material. La presión del rodillosuperior se ejerce mediante resortes ajustables. Lalínea de retorno del derrame recibe el exceso dellubricante que es reutilizado.
DE RODILLOINFERIOR
SUPERIOR
17
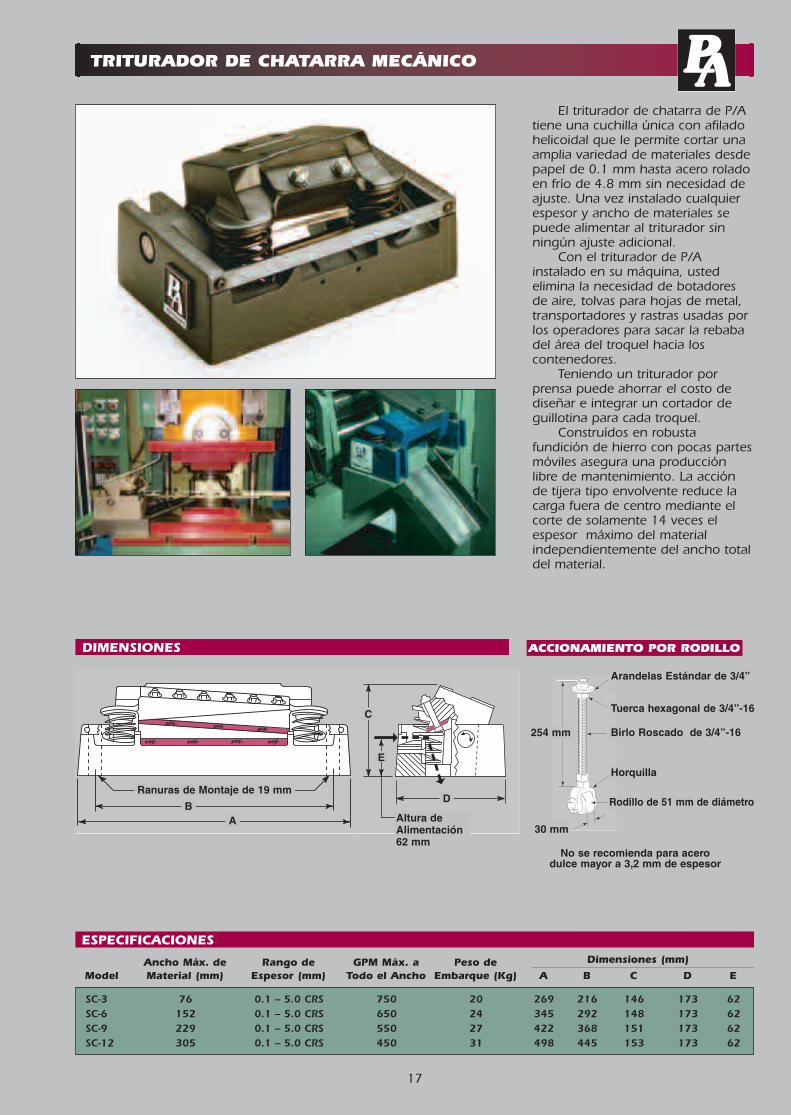
TRITURADOR DE CHATARRA MECÁNICO
El triturador de chatarra de P/Atiene una cuchilla única con afiladohelicoidal que le permite cortar unaamplia variedad de materiales desdepapel de 0.1 mm hasta acero roladoen frío de 4.8 mm sin necesidad deajuste. Una vez instalado cualquierespesor y ancho de materiales sepuede alimentar al triturador sinningún ajuste adicional.
Con el triturador de P/Ainstalado en su máquina, ustedelimina la necesidad de botadoresde aire, tolvas para hojas de metal,transportadores y rastras usadas porlos operadores para sacar la rebabadel área del troquel hacia loscontenedores.
Teniendo un triturador porprensa puede ahorrar el costo dediseñar e integrar un cortador deguillotina para cada troquel.
Construídos en robustafundición de hierro con pocas partesmóviles asegura una producciónlibre de mantenimiento. La acciónde tijera tipo envolvente reduce lacarga fuera de centro mediante elcorte de solamente 14 veces elespesor máximo del materialindependientemente del ancho totaldel material.
Ranuras de Montaje de 19 mm
AB
C
E
D
Altura deAlimentación62 mm
Arandelas Estándar de 3/4”
Tuerca hexagonal de 3/4”-16
Birlo Roscado de 3/4”-16
Horquilla
254 mm
Rodillo de 51 mm de diámetro
30 mm
No se recomienda para acerodulce mayor a 3,2 mm de espesor
SC-3 76 0.1 – 5.0 CRS 750 20 269 216 146 173 62SC-6 152 0.1 – 5.0 CRS 650 24 345 292 148 173 62SC-9 229 0.1 – 5.0 CRS 550 27 422 368 151 173 62SC-12 305 0.1 – 5.0 CRS 450 31 498 445 153 173 62
Ancho Máx. de Rango de GPM Máx. a Peso de Dimensiones (mm)
Model Material (mm) Espesor (mm) Todo el Ancho Embarque (Kg) A B C D E
ESPECIFICACIONES
DIMENSIONES ACCIONAMIENTO POR RODILLO

TRITURADOR DE CHATARRA NEUMÁTICO
18
Ranuras de Montaje de 19 mm
CilindroNeumático
Ajuste deAlcance
CuchillaSuperior
CuchillaInferior
Solenoide
AB
(419 mm)
171 mm
76 mm
Altura de Alimentación 62 mm
Entrada de Aire
3/8”NPT
Modelo A B
mm
ASC-6 345 292
ASC-9 422 368
ASC-12 498 445
ASC-6 152 0,1 – 1,8 CRS 12500 200 34 dm3/s 36
ASC-9 228 0,1 – 1,8 CRS 12500 190 31 dm3/s 40
ASC-12 305 0,1 – 1,8 CRS 12500 180 34 dm3/s 45
Ancho Máx. de Rango de Fuerza Máx. (N) Max. Ciclos por Cosumo de Aire a Peso deModelo Material (mm) Espesor (mm) at 6.8 Bar Min. Sin Carga Vel. Max. y 6.8 Bar Embarque (Kg)
Nota: Alimentación eléctrica 120 VAC. Monofásico 50/60. Otros voltajes disponibles 240 VAC, 24 VDC
ESPECIFICACIONES
DIMENSIONES
Usando el mismo principio que nuestrotriturador de chatarra accionado por elcarro de la prensa, este triturador accionadopor aire está diseñado para cortar materialesdesde 0.1 mm hasta acero de 1.8 mm deespesor.
Un poderoso cilindro neumático dedoble acción da un corte controladomientras que los amortiguadores absorbenel impacto del desgarre. La cuchilla superiorde afilado helicoidal hecha de acero deherramienta al alto cromo corta cualquiertipo de material.
Una válvula solenoide de cuatro víascontrola la secuencia y se puede sincronizarcon cualquier máquina mediante uninterruptor límite, un sensor de proximidado interruptor rotatorio programable . Si seusa un relevador de tiempo o un contador,es posible un corte cada tercer golpe deprensa para piezas de rebaba más largas uoperaciones a velocidades extremadamentealtas. (Las guardas se quitaron para la foto).
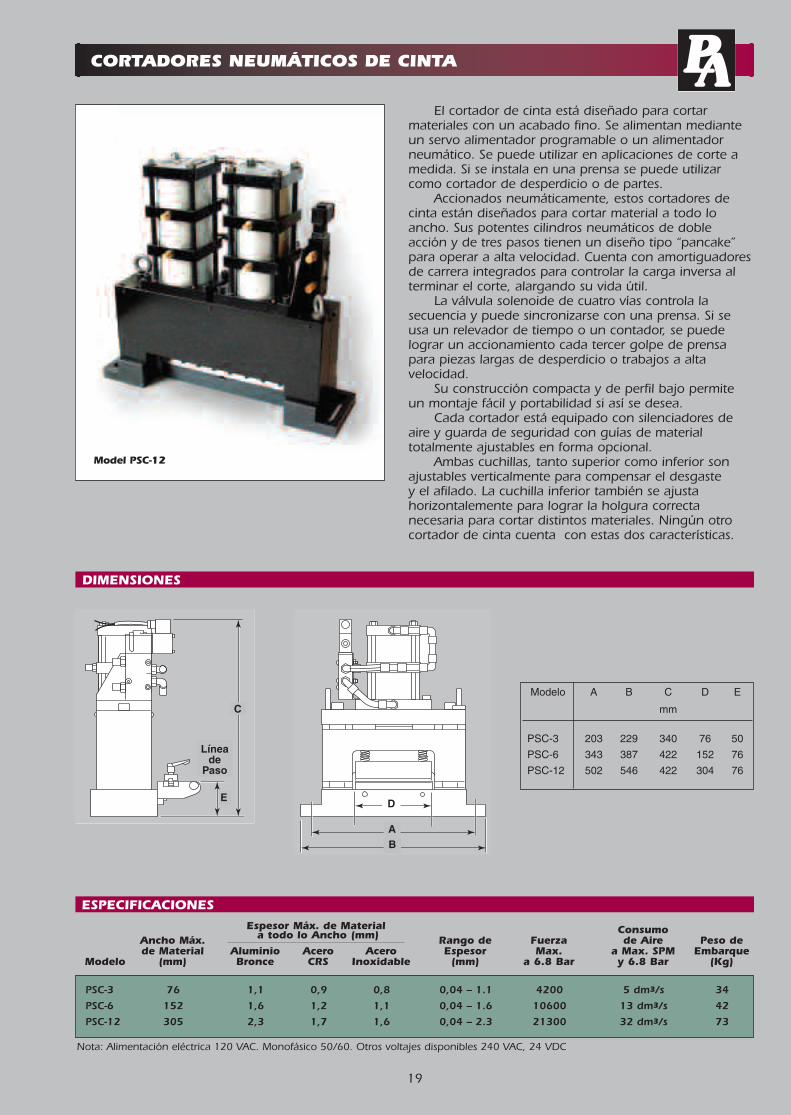
CORTADORES NEUMÁTICOS DE CINTA
19
El cortador de cinta está diseñado para cortarmateriales con un acabado fino. Se alimentan medianteun servo alimentador programable o un alimentadorneumático. Se puede utilizar en aplicaciones de corte amedida. Si se instala en una prensa se puede utilizarcomo cortador de desperdicio o de partes.
Accionados neumáticamente, estos cortadores decinta están diseñados para cortar material a todo loancho. Sus potentes cilindros neumáticos de dobleacción y de tres pasos tienen un diseño tipo “pancake”para operar a alta velocidad. Cuenta con amortiguadoresde carrera integrados para controlar la carga inversa alterminar el corte, alargando su vida útil.
La válvula solenoide de cuatro vías controla lasecuencia y puede sincronizarse con una prensa. Si seusa un relevador de tiempo o un contador, se puedelograr un accionamiento cada tercer golpe de prensapara piezas largas de desperdicio o trabajos a altavelocidad.
Su construcción compacta y de perfil bajo permiteun montaje fácil y portabilidad si así se desea.
Cada cortador está equipado con silenciadores deaire y guarda de seguridad con guías de materialtotalmente ajustables en forma opcional.
Ambas cuchillas, tanto superior como inferior sonajustables verticalmente para compensar el desgastey el afilado. La cuchilla inferior también se ajustahorizontalemente para lograr la holgura correctanecesaria para cortar distintos materiales. Ningún otrocortador de cinta cuenta con estas dos características.
Nota: Alimentación eléctrica 120 VAC. Monofásico 50/60. Otros voltajes disponibles 240 VAC, 24 VDC
C
E
Líneade
Paso
D
AB
Model PSC-12
Modelo A B C D E
mm
PSC-3 203 229 340 76 50
PSC-6 343 387 422 152 76
PSC-12 502 546 422 304 76
PSC-3 76 1,1 0,9 0,8 0,04 – 1.1 4200 5 dm3/s 34
PSC-6 152 1,6 1,2 1,1 0,04 – 1.6 10600 13 dm3/s 42
PSC-12 305 2,3 1,7 1,6 0,04 – 2.3 21300 32 dm3/s 73
Espesor Máx. de Material ConsumoAncho Máx. a todo lo Ancho (mm) Rango de Fuerza de Aire Peso dede Material Aluminio Acero Acero Espesor Max. a Max. SPM Embarque
Modelo (mm) Bronce CRS Inoxidable (mm) a 6.8 Bar y 6.8 Bar (Kg)
ESPECIFICACIONES
DIMENSIONES

TRANSPORTADOR
20
Este transportador es único, acconadoneumáticamente que fue diseñado para resolverproblemas de remoción de rebaba en forma eficientey económica. Este TRANSPORTADOR SIN BANDAconduce las piezas de desperdicio mediante unmovimiento oscilante de la charola . Una charolahecha a la medida se coloca sobre el cuerpo y elmovimiento lineal rítmico avanza la charolalentamente hacia adelante y enseguida rápidamentehacia atrás. Los recortes de metal, rebaba, o partesterminadas son conducidas suavemente a lo largode la charola hasta un contenedor.
Anque operados por aire, su consumo de airecomprimido es tan bajo que puede considerarseinsignificante dentro del ambiente de un taller detroquelado. Su nivel de ruido está por debajo de los
Instalado fácilmente fuera del área de la prensa,un TP-10 conduce partes troqueladas hacia uncontenedor de embarque.
Este TP-70 acciona tres charolas de metal
Un TP-40 montado sobre la mesa de la prensa usauna charola superior para eliminar el esqueletotriturado y la charola inferior las partes terminadas.
TP-3 TP-10 TP-40 TP-70 TP-140
estándares aceptados por la industria.Instale el Transportador debajo de cualquier
troquel y los problemas con desperdicio, recortes demetal y rebaba desaparecen.
El Transportador cuesta una fracción del preciode un transportador de banda motorizadoconvencional. Solamente le costo de remplazar lasbandas y rodillos justifica el cambio de estostransportadores convencionales.
Desarrollados originalmente para eliminarchatarra de las prensas, el Transportador se usaahora en operaciones de ensamble y para moverpiezas terminadas.
INSTALACIONES
U.S. PATENT NO.4,444,346

TRANSPORTADOR
21
PORTAPUNZÓN
ZAPATA SUPERIOIR
PLACABOTADORA
PLACA DEMATRICES
TROQUEL PROGRESIVO DE PUNZONADO Y CORTE
TERCER PASO –CORTE DE SILUETA
SEGUNDO PASO –PUNZONADO
PRIMER PASO –PUNZONADO
RESTOSDEL CORTE PARTE TROQUELADA
DESLIZADORADE RODILLOS
ESPACIADORZAPATA INFERIOR
DIRECCIÓN DETRANSPORTACIÓN
CHAROLAINFERIORPARAREMOCIÓNDELDESECHO
MODELOTP-10
Diseñe unacharola que
mejor se ajustea su aplicación
RODILLO
TRANSPORTADOR
MESA
BLOQUESÓLIDO
ESPACIADORMÉNSULA DESOPORTE
CHAROLA O TOLVADIRECCIÓN DE ALIMENTACIÓNDESLIZADORADE RODILLOS
Tres métodos diferentes de montaje frontal y posterior con charolas largas y tolvas a la medida. Los materialesrecomendados para resbaladeras de baja fricción son el Delrin (GP500) o Nylon, así como baleros para undeslizamiento con poca resistencia.
RESBALDERADE RODILLOSRODILLO
RESBALADERASDE RODILLOS
SOPORTES OPCIONALES PARA CHAROLAS
Estos transportadores sin banda, de perfilcompacto se accionan neumáticamente. Sumovimiento rítmico de vibración transportatanto piezas como sobrantes, ahorrando dinero.Las charolas pueden ser fabricadas paraajustarse a cualquier dimensión deespacio y para separar materialsobrante de distintos tamaños.
TRANSPORTADORMODELO TP-40 CHAROLA SUPERIOR
PARA SALIDA DE PIEZAS
MENSULA SOPORTE DECHAROLA INFERIOR

TRANSPORTADOR
22
Nota: 1. Velocidad recomendada: 120 GPM 2. Velocidad de Avance: 8 – 10 m/min. 3. Presión de Aire 4 – 6 bar. 4. Máx. inclinación de charola 8°
1/8” NPT
1/4” NPT 1/4” NPT
1/4” NPT
PERILLA DE AJUSTE DE VELOCIDAD
PERILLA DE AJUSTEDE VELOCIDAD
PERILLA DEAJUSTE DEVELOCIDAD
2 RANURAS PARA MONTAJE
PERILLA DE AJUSTE DE VELOCIDAD
35 mm
140 mm 125 mm 58 mm
105 mm216 mm
81 mm
119 mm
178 mm
47 mm
150 mm
91 mm
140 mm
250 mm
89 mm77 mm
325 mm
99 mm
127 mm160 mm
68 mm64 mm
Typ.
51 mmTyp.
4 BARRENOSDE MONTAJE
4 BARRENOSDE MONTAJE
6 BARRENOSDE MONTAJE
6 BARRENOS PARASUJECIÓN DE CHAROLA
6 BARRENOSPARA SUJECIÓNDE CHAROLA
6 BARRENOS PARA SUJECIÓN DE CHAROLA
6 BARRENOS PARASUJECIÓN DE CHAROLA
TP-3 3 14 68 23 1,4 1,4TP-10 10 20 68 25 2,7 2,8TP-40 40 42 70 27 5,4 7,2TP-70 70 40 70 25 11,3 5,5TP-140 140 80 62 25 20.4 8.0
Capacidad deCarga con Consumo de Nivel de Longitud de Peso Max. de Peso de
Modelo Charola (Kg) Aire (Lt/min) Ruido (db-A) Advance (mm) Charola (Kg) Embarque (Kg)
192 mm
77 mm
75 mm
179 mm
63.5 mm
28.5 mm 50.9 mm
122 mm
325 mm
148 mmPERILLA DE AJUSTEDE VELOCIDAD
6 BARRENOSDE MONTAJE
6 BARRENOS PARA SUJECIÓNDE CHAROLA
ESPECIFICACIONES
Modelo TP-3
Modelo TP-40 Modelo TP-70
Modelo TP-10
Modelo TP-140

P/A INDUSTRIES INC.
23
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H HH H H H H
H H H H H H
P/A Industries Inc.UNITED STATES
OF AMERICA
P/A Bohemia SROCZECH REPUBLIC
P/A Retain LtdTAIWAN
P/A Mectool ABSWEDEN
P/A GmbHGERMANY
P/A Brazil LTDABRAZIL
P/A INTERNATIONAL
OficinasCorporativas
Planta deManufactura
Planta deEnsamble
Alimentadores Servo de Rodillos
Equipos para Manejo de Rollos
OTROS PRODUCTOS
FORM 1170 2-07
P/A Industries Inc.P/A Technology Park
522 Cottage Grove RoadBloomfield, CT 06002-3191 USA
Telephone: 1-800-243-8306Worldwide: 1-860-243-8306
Telefax: 1-860-242-4870E-Mail: [email protected]®
P/A GmbHMörikestrasse 30/2
D-71636 Ludwigsburg
Telephone: 07141/974478-0Telefax: 07141/974478-1
E-Mail: [email protected]