academia de ingeniería de méxico - el presente …7 _____ ingeniería de manufactura en el siglo...
TRANSCRIPT
1


3
El presente documento fue elaborado con el apoyo del

5
Dr. Jaime Parada Ávila
Presidente
Dr. José Francisco Albarrán Núñez
Vicepresidente
Ing. José Antonio Esteva Maraboto
Secretario
Dr. Carlos Alfonso García Ibarra
Tesorero
Dr. Alberto Jaime Paredes
Prosecretario
Dra. Mónica Barrera Rivera
Protesorero
CONSEJO DIRECTIVO
2016 - 2018
©Academia de Ingeniería México
Calle de Tacuba 7, Centro Histórico, C.P. 06000, Ciudad de México, CDMX
Impreso en México Noviembre 2017 © Derechos reservados
Física Patricia Zúñiga Cendejas
Directora Ejecutiva
Diseño de portada: Tania A. Zaldívar Martínez
Cualquier mención o reproducción del material de esta publicación puede ser realizada siempre y cuando se cite la fuente.
Dr. Jaime Parada Ávila
Presidente
Dr. José Francisco Albarrán Núñez
Vicepresidente
Ing. José Antonio Esteva Maraboto
Secretario
Dr. Carlos Alfonso García Ibarra
Tesorero
Dr. Alberto Jaime Paredes
Prosecretario
Dra. Mónica Barrera Rivera
Protesorero
Presidentes de la Comisión de
Especialidad de ingeniería
Coordinaciones de Programas
Multidisciplinarios
Dr. Oscar Monroy Hermosillo
Ambiental
Dr. Víctor Manuel Castaño Meneses
Biomédica
M.I. Mario Ignacio Gómez Mejía
Civil
Dr. Eduardo Alberto Castañón Cruz
Comunicaciones y Electrónica
M. I. Julián Adolfo Adame Miranda
Eléctrica
Dr. Gorgonio García Molina
Geofísica
Dr. Moisés Dávila Serrano
Geológica
M. I. Alberto Lepe Zúñiga
Industrial
Dr. Guillermo José Aguirre Esponda
Mecánica y Mecatrónica
Dr. David Morillón Gálvez
Municipal y Urbanística
M.C. Antonio del Río Soto
Naval
Dr. Edmundo Del Valle Gallegos
Nuclear
M.I. Miguel Ángel Lozada Aguilar
Petrolera
Dr. Antonio Alonso Concheiro
Prospectiva y Planeación
Dr. Felipe Rolando Menchaca García
Educación e Investigación en Ingeniería
Dr. Francisco Javier Trujillo Arriaga
Alimentos y Desarrollo Rural
Dr. Víctor Manuel López López
Recursos Naturales y Cambio Climático
Dr. Gustavo Alonso Vargas
Energía y Sustentabilidad
Dr. José Salvador Echeverría Villagómez
Competitividad e Innovación
M.C. Luis Gabriel Torreblanca Rivera
Manufactura y Servicios
Ing. Oscar Luis Valle Molina
Infraestructura, Transportes y Ciudades
Dr. Víctor Manuel Castaño Meneses
Salud
CONSEJO ACADÉMICO
2016 - 2018
Ing. Arturo Ricardo Rosales González
Química
M. I. Luis Enrique Maumejean Navarrete
Sistemas
7
________________________ Ingeniería de Manufactura
en el siglo XXI Un enfoque Estructural para Desarrollo, Diseño y
Manufactura de Productos de Consumo ________________________
Anil Mital University of Cincinnati
Salvador Noriega Morales, Francisco López Jáquez Universidad Autónoma de Ciudad Juárez
Víctor M. Castaño Universidad Nacional Autónoma de México
Academia de Ingeniería

9
Índice
LA ACADEMIA DE INGENIERIA DE MÉXICO _____________________________________ 1
Capítulo 1 _______________________________________________________________ 3
La Importancia de la Manufactura __________________________________________ 3 Economía Mundial y Globalización __________________________________________________ 3 Importancia de la Manufactura _____________________________________________________ 5 ¿Qué es manufactura? ____________________________________________________________ 8 Algunos conceptos básicos_________________________________________________________ 9
1.4.1 Circulación de Capital (vueltas de producción) __________________________________ 10 1.4.2 Capacidades para la Manufactura ____________________________________________ 10 1.4.3 Producción en Masa _______________________________________________________ 10 1.4.4 Intercambiabilidad ________________________________________________________ 11 1.4.5 Ciclo de Vida del Producto __________________________________________________ 11 1.4.6 La Curva S y el Ciclo de Crecimiento de la Tecnología _____________________________ 12 1.4.7 Ingeniería Simultánea ______________________________________________________ 12 1.4.8 Diseño para “X” ___________________________________________________________ 13 1.4.9 Proceso para la Solución de Problemas de Ingeniería _____________________________ 14
Resumen ______________________________________________________________________ 16
Capítulo 2 ______________________________________________________________ 17
Desarrollo de Productos Exitosos __________________________________________ 17 Introducción ___________________________________________________________________ 17 Atributos del Desarrollo de Productos Nuevos ________________________________________ 18 Factores Críticos del Desarrollo de Productos Nuevos __________________________________ 19
2.3.1 El Producto es Único _______________________________________________________ 19 2.3.2 Enfoque al Cliente y Orientación al Mercado ____________________________________ 19 2.3.3 Actividades Previas ________________________________________________________ 20 2.3.4 Definición Preliminar del Producto ____________________________________________ 20 2.3.5 Ejecución de las Actividades _________________________________________________ 20 2.3.6 Estructura y Clima Organizacional ____________________________________________ 20 2.3.7 Decisiones para Seleccionar el Proyecto _______________________________________ 21 2.3.8 Informe que Ud. tiene un Buen Producto ______________________________________ 21 2.3.9 Función de la Alta Administración ____________________________________________ 21 2.3.10 No Comprometa la Calidad a Costa de la Rapidez ________________________________ 21 2.3.11 Disponibilidad de un Proceso Sistemático para Desarrollo de Productos Nuevos _______ 22 2.3.12 Atractividad del Mercado ___________________________________________________ 22 2.3.13 Experiencia y Competencias Clave ____________________________________________ 22 2.3.14 Otros Factores ____________________________________________________________ 23
Estrategia para el Desarrollo de un Producto Nuevo ___________________________________ 23 2.4.1 Determinar las Expectativas de los Productos Nuevos ____________________________ 24 2.4.2 Colecta de Información Estratégica ___________________________________________ 24 2.4.3 Determinación de las Oportunidades __________________________________________ 24 2.4.4 Levantamiento de Opciones de Productos Nuevos _______________________________ 26 2.4.5 Criterios para Integrar el Producto Nuevo al Portafolio ___________________________ 26 2.4.6 Creación del Portafolio de Producto___________________________________________ 26 2.4.7 Administración del Portafolio ________________________________________________ 27 2.4.8 Desarrollo de Planes para Productos Nuevos ___________________________________ 27
2.4.8.1 Necesidades del Consumidor ______________________________________________ 27 2.4.8.2 Entendimiento del Mercado _______________________________________________ 29 2.4.8.3 Atributos y Especificaciones del Producto ____________________________________ 29 2.4.8.4 Programación, Recursos, Finanzas y Documentación ___________________________ 30
Resumen del Capítulo ____________________________________________________________ 32
Capítulo 3 ______________________________________________________________ 35
La Estructura del Proceso de Diseño del Producto _____________________________ 35 Fundamentos del Diseño _________________________________________________________ 35 El cambiante proceso del Diseño ___________________________________________________ 36 Paradigmas de Diseño ___________________________________________________________ 39
3.3.1 La Necesidad de un Modelo _________________________________________________ 39 3.3.2 La Necesidad de Redundancia _______________________________________________ 39 3.3.3 El Efecto Escala ___________________________________________________________ 40 3.3.4 Inicie el Análisis del Problema desde el Principio _________________________________ 41 3.3.5 Evite la Comprobación de Hipótesis Falsas _____________________________________ 42 3.3.6 Evite la Visión de Túnel ____________________________________________________ 43
Los Requerimientos del Diseño ____________________________________________________ 43 El Proceso de Diseño ____________________________________________________________ 44
3.5.1 Problemas Torales del Ingeniero en Diseño _____________________________________ 44 3.5.2 Etapas del Proceso de Diseño de Ingeniería _____________________________________ 45 3.5.3 Planteamiento del Problema y Determinación de Objetivos _______________________ 49 3.5.4 Definición de Funciones y Requerimientos, Desarrollo de Especificaciones ___________ 53 3.5.5 Desarrollo de Diseños Provisionales ___________________________________________ 55
3.5.5.1 Lluvia de Ideas __________________________________________________________ 55 3.5.5.2 Analogías y Suerte _______________________________________________________ 56 3.5.5.3 Métodos Analíticos ______________________________________________________ 57 3.5.6 Evaluación y Toma de Decisiones _____________________________________________ 60
Resumen del Capítulo ____________________________________________________________ 61
Capítulo 4 ______________________________________________________________ 63
Revisión de Diseño: Diseñando para Aseguramiento de la Calidad ________________ 63 introduccion ___________________________________________________________________ 63
4.1.1 ¿Por qué control de calidad? ________________________________________________ 64 4.1.2 Control de la Calidad Reactivo contra Proactivo _________________________________ 65
procedimientos para incorporar alta calidad en las etapas de diseño ______________________ 66 4.2.1 Diseño para seis sigma (DFSS) ________________________________________________ 66 4.2.2 A prueba de errores (Poka-Yoke) _____________________________________________ 68 4.2.3 Despliegue de la función de calidad ___________________________________________ 69 4.2.4 Revisión de diseño _________________________________________________________ 72
4.2.4.1 Revisión Suave-Dura _____________________________________________________ 74 4.2.4.2 Análisis de Modos y Efectos de Fallas ________________________________________ 75 4.2.4.3 Diseño de Experimentos __________________________________________________ 75
caso de estudio _________________________________________________________________ 77 4.3.1 Un caso de estudio de revisión de diseño ______________________________________ 77 4.3.2 Un Caso de Estudio de Seis Sigma ____________________________________________ 77
Capítulo 5 ______________________________________________________________ 87
Consideraciones y Selección de Materiales __________________________________ 87
11
Importancia de la selección de materiales en la manufactura de productos ________________ 87 Economía de la selección de material _______________________________________________ 90 Procedimientos para selección de materiales _________________________________________ 90
5.3.1 Agrupando materiales en familias ____________________________________________ 90 5.3.2 Agrupando materiales basado en compatibilidad del proceso ______________________ 91 5.3.3 Súper materiales y substitución de materiales __________________________________ 93 5.3.4 Selección de materiales asistida por computadora _______________________________ 93
Recomendaciones de diseño ______________________________________________________ 97 5.4.1 Minimizar costos de material ________________________________________________ 97 5.4.2 Materiales ferrosos, acero rolado en caliente ___________________________________ 97 5.4.3 Metales Ferrosos, aceros acabados en frio _____________________________________ 98 5.4.4 Metales ferrosos, acero inoxidable (Franson, 1998) _____________________________ 100 5.4.5 Metales no ferrosos (Skillingberg, 1998) ______________________________________ 100
5.4.5.1 Aluminio ______________________________________________________________ 100 5.4.5.2 Cobre y Bronce (Kundig, 1998) ____________________________________________ 101 5.4.5.3 Titanio _______________________________________________________________ 101 5.4.5.4 Magnesio _____________________________________________________________ 101 5.4.5.5 Zinc y sus aleaciones ____________________________________________________ 101 5.4.6 No metales (Harper, 1998) _________________________________________________ 101
5.4.6.1 Termopares y termoplásticos _____________________________________________ 101 5.4.6.2 Hule _________________________________________________________________ 103 5.4.6.3 Ceramicos y Vidrio ______________________________________________________ 104
Capítulo 6 _____________________________________________________________ 107
Selección de Procesos de Manufactura y Consideraciones de Diseño _____________ 107 Introduccion __________________________________________________________________ 107
6.1.1 Procesos Primarios _______________________________________________________ 107 6.1.2 Procesos Secundarios _____________________________________________________ 108 6.1.3 Procesos Terciarios _______________________________________________________ 110
GUIAS DE DISEÑO ______________________________________________________________ 110 6.2.1 Guías de Diseño para vaciado (Zuppann, 1998; DeGermo, 1984) ___________________ 110 6.2.2 Guias de diseño para Forjado (Heilman y Guichelaar, 1998) _______________________ 116 6.2.3 Las guías de diseño para extruido (Bralla, 1998) ________________________________ 117 6.2.4 Guías de diseño para estampado de metal (Stein y Strass, 1998) ___________________ 119 6.2.5 Guías de diseño para procesamiento de metal pulverizado (Swan y Powel, 1998) _____ 120 6.2.6 Guías de Diseño para Partes estampadas (Fischlin, 1998) _________________________ 121 6.2.7 Guias de Diseño para Partes Maquinadas (Bralla, 1998; DeGarmo et al., 1984) _______ 122
6.2.7.1 Estandarización ________________________________________________________ 122 6.2.7.2 Materia prima _________________________________________________________ 122 6.2.7.3 Diseño de componente (General) __________________________________________ 122 6.2.7.4 Diseño de componente rotacional _________________________________________ 124 6.2.7.5 Diseño de componentes no rotacionales ____________________________________ 124 6.2.7.6 Diseño de ensamble ____________________________________________________ 125 6.2.8 Guías de Diseño para Partes Tornillo-Máquina (Lewis, 1998) ______________________ 125 6.2.9 Guias de Diseño para Maquinado (Judson, 1998) _______________________________ 125 6.2.10 Guías de Diseño para Cepillado y Formado (Bralla, 1998) _________________________ 127 6.2.11 Guías de Diseño para Roscas de Tornillos (Engineering Staff, Teledyne Landis Machine, 1998) 127 6.2.12 Un Dibujo Típico de una Parte y su hoja de ruta ________________________________ 128
Chapter 7 _____________________________________________________________ 130
Diseñando para Ensamble y Desensamble __________________________________ 130 INTRODUCCIÓN _______________________________________________________________ 130
7.1.1 Definición e Implementación del Proceso de Ensamble __________________________ 130 7.1.2 Definición e Importancia del Proceso de Desensamble __________________________ 130
DISEÑO PARA ENSAMBLE ________________________________________________________ 131 7.2.1 Definición _______________________________________________________________ 131 7.2.2 Diferentes Métodos de Ensamble ___________________________________________ 131
GUIAS de diseño para diferentes modos de ensamble _________________________________ 132 7.3.1 Ensamble manual ________________________________________________________ 132 7.3.2 Ensamble Automático _____________________________________________________ 134 7.3.3 Ensamble Robótico _______________________________________________________ 134
metodos para evaluar diseño para ensamble ________________________________________ 135 7.4.1 El método Hitachi de evaluación del ensamble _________________________________ 135 7.4.2 Método de evaluación Lucas DFA ____________________________________________ 136 7.4.3 El método de evaluación Boothroyd-Dewhurst DFA _____________________________ 139
Un método de diseño para ensamble basada en estándares mtm _______________________ 144 un caso de Diseño para ensmble __________________________________________________ 147 Diseño para desensamble _______________________________________________________ 148
7.7.1 Definición _______________________________________________________________ 148 7.7.2 Planeación del Proceso de Desensamble ______________________________________ 151
Guías de diseño para desensamble ________________________________________________ 153 Algoritmos para desensamble ____________________________________________________ 155
7.9.1 Propuesta de Recuperación de Producto ______________________________________ 155 7.9.2 Planeación de la secuencia optima del desensamble para recuperación del producto __ 156 7.9.3 Planeación de la secuencia del desensamble para un producto con partes defectuosos 158 7.9.4 Evaluación de la planeación del desensamble en base a criterios económicos ________ 158 7.9.5 Modelos geométricos y Algoritmos CAD para Analizar la Planeación del Desensamble _ 160 7.9.6 Automatización de Tecnología para el desensamble y Predicciones de Tendencias Futuras 160
un diseño proactivo para un metodo del desensamble basado en estandares mtm _________ 161 Un caso de estudio de diseño para desensamble _____________________________________ 162 Comentarios finales ____________________________________________________________ 173
Capítulo 8 _____________________________________________________________ 175
Diseñando para Mantenimiento __________________________________________ 175 Introducción __________________________________________________________________ 175
8.1.1 Importancia de diseño para mantenimiento ___________________________________ 175 8.1.2 Factores que afectan la facilidad del mantenimiento ____________________________ 176
Elementos y conceptos de mantenimiento __________________________________________ 177 8.2.1 Elementos de mantenimiento ______________________________________________ 177 8.2.2 Conceptos de mantenimiento ______________________________________________ 178
8.2.2.1 Mantenimiento Correctivo (Reactivo) ______________________________________ 178 8.2.2.2 Mantenimiento Preventivo (y Predictivo) ___________________________________ 180 8.2.2.3 Mantenimiento de Sistema Degrado _______________________________________ 181 8.2.2.4 Mantenimiento Agresivo ________________________________________________ 181 8.2.3 Revisión del Diseño para Mantenibilidad: Planeando para Mantenimiento y su Administración ________________________________________________________________ 182
8.2.3.1 Revisión de las Especificaciones de Diseño __________________________________ 182 8.2.3.2 Revisión del Sistema ____________________________________________________ 183 8.2.3.3 Evaluación del equipamiento _____________________________________________ 184 8.2.3.4 Análisis del Componente_________________________________________________ 186

13
Modelos matemáticos para mantenibilidad _________________________________________ 186 1.1.1 Modelos Simples _________________________________________________________ 187 8.3.2 Un Enfoque Integral para Mantenimiento _____________________________________ 188 8.3.3 Modelado del Remplazo de Capital __________________________________________ 188 8.3.4 Inspección del Mantenimiento ______________________________________________ 189 8.3.5 Mantenimiento Basado en la Condición_______________________________________ 189 8.3.6 Sistema de Información de la Administración del Mantenimiento __________________ 190
modelos de prediccion para el mantenimiento ______________________________________ 191 8.4.1 El Método RCA ___________________________________________________________ 191 8.4.2 El Método Federal Electric _________________________________________________ 194 8.4.3 El Método Martin: TEAM __________________________________________________ 195 8.4.4 El Método RCM: Administración del Mantenimiento ____________________________ 197 8.4.5 Atributos de Diseño para Mejoramiento de Mantenibilidad ______________________ 199 8.4.6 El Estándar de Mantenibilidad SAE ___________________________________________ 200
1.1.1.1 Ubicación _____________________________________________________________ 201 8.4.6.2 Acceso _______________________________________________________________ 201 8.4.6.3 Operación ____________________________________________________________ 202 8.4.6.4 Consideraciones misceláneas _____________________________________________ 202 8.4.6.5 Multiplicador de Frecuencia ______________________________________________ 203 8.4.7 El Índice de Mantenibilidad Bretby ___________________________________________ 205
8.4.7.1 Descripción ___________________________________________________________ 205 8.4.7.2 Sección de Acceso ______________________________________________________ 205 8.4.7.3 Sección de Operación ___________________________________________________ 206 8.4.7.4 Otras características ____________________________________________________ 208 8.4.7.5 Usando el índice _______________________________________________________ 209 8.4.7.6 Observaciones Generales acerca del Indice __________________________________ 209
un diseño comprensivo para una metodología de mantenimiento basado en métodos de medición de tiempo ____________________________________________________________________ 209 8.5.1 Un Índice Numérico para Medir la Facilidad del Mantenimiento ___________________ 210 8.5.2 Rol de los Estándares de Trabajo y Tiempos Estándar ____________________________ 212 8.5.3 Procedimientos de Mantenimiento Comunes y los Parámetros que los Afectan ______ 214 8.5.4 Provisión para Concesiones Adicionales por requerimientos de Postura, Movimiento, Energía, y personal _____________________________________________________________ 214 8.5.5 Parámetros de Diseño que Afectan a las Operaciones Previas al Mantenimiento ______ 216 8.5.6 Estructura del índice ______________________________________________________ 218
8.5.6.1 Ganando Acceso a los Componentes _______________________________________ 219 8.5.6.2 Actividades Pre y Pos Mantenimiento Después de Acceso ______________________ 219 8.5.6.3 Actividades de Mantenimiento ____________________________________________ 219 8.5.6.4 Concesiones de Mantenimiento ___________________________________________ 220 8.5.7 Usando el Índice _________________________________________________________ 223 8.5.8 Criterios de Prioridad para Evaluación del Diseño _______________________________ 224
desarrollando y evaluando un índice _______________________________________________ 224 8.6.1 Índice Numérico y Método de Diseño para Desensamble y Volver a Ensamblar _______ 224 8.6.2 Índice Numérico y Método para Mantenimiento _______________________________ 225 8.6.3 Criterios de Prioridad para Mantenimiento ____________________________________ 226 8.6.4 Un Método Holístico para Mantenibilidad _____________________________________ 227 8.6.5 Modificaciones y Mediciones de Diseño para Mejorar la Facilidad de Mantenimiento__ 228
Caso de estudio para Diseño para mantenimiento ____________________________________ 228 Comentarios finales ____________________________________________________________ 232
Capítulo 9 _____________________________________________________________ 236
Diseñando para Funcionalidad ___________________________________________ 236 introducción __________________________________________________________________ 236
9.1.1 Definición e Importancia de la Funcionalidad __________________________________ 236 9.1.2 Factores que Afectan la Funcionalidad ________________________________________ 236
Ingenieria concurrente en diseño del producto ______________________________________ 237 9.2.2 Función y Funcional Representaciones: Definiciones ____________________________ 239
Un método generico basado en guias para funcionalidad ______________________________ 242 9.3.1 Fase 1. Desarrollo de Criterios Genéricos para Funcionalidad _____________________ 243 9.3.2 Fase 2. Validación y Prueba del Desarrollo de Criterios y Procesos _________________ 244
El procedimiento para desarrollo de guias __________________________________________ 246 Caso de estudio de funcionalidad: abrelatas _________________________________________ 249
9.5.1 Arquitectura de un Abrelatas _______________________________________________ 249 9.5.2 Procesos de Manufactura de un Abrelatas ____________________________________ 249 9.5.3 Proceso de Desarrollo de Guías para el Abrelatas _______________________________ 250 9.5.4 Identificación de Variables Importantes de Manufactura que Afectan la Funcionalidad 250 9.5.5 Lasos de Funcionalidad-Manufacturación _____________________________________ 251
9.5.5.1 Implementación de los Requerimientos Técnicos y de Diseño ___________________ 251 9.5.5.2 Implementación del Producto ____________________________________________ 252 9.5.5.3 Implementación del Proceso _____________________________________________ 252 9.5.5.4 Implementación de la Manufactura ________________________________________ 253 9.5.6 Desarrollo de la encuesta __________________________________________________ 253 9.5.7 Análisis Estadístico y Pruebas _______________________________________________ 256 9.5.8 Resultados de la Prueba de Hipótesis _________________________________________ 263 9.5.9 Discusión de los Resultados ________________________________________________ 263
9.5.9.1 Discusión de la Prueba de Confiabilidad ____________________________________ 264 9.5.9.2 Discusión de la Prueba de Validez _________________________________________ 264 9.5.9.3 Discusión de la Comparación Entre las dos Listas de Verificación ________________ 264
Caso de estudio de funcionalidad: sistema de frenado de un automovil __________________ 265 9.6.1 La Función de un Sistema de Frenado de un Automóvil __________________________ 265 9.6.2 Los Componentes de un Sistema de Frenado de Automóvil _______________________ 265 9.6.3 La Arquitectura del Cilindro de la Llanta ______________________________________ 266 9.6.4 Procesos de Manufactura de un Cilindro de Llanta ______________________________ 266 9.6.5 Procedimiento para del Desarrollo de Guías para el Sistema de Frenado del Automóvil 267 9.6.6 Lasos Funcionalidad-Manufactura ___________________________________________ 268
9.6.6.1 Despliegue de los requerimientos Técnicos y de Diseño ________________________ 268 9.6.6.2 Lanzamiento del producto _______________________________________________ 271 9.6.6.3 Lanzamiento del proceso ________________________________________________ 271 9.6.6.4 Lanzamiento de Manufactura _____________________________________________ 271 9.6.7 Lanzamiento de la Encuesta ________________________________________________ 275 9.6.8 Prueba y Análisis Estadístico ________________________________________________ 275
9.6.8.1 Resultados de la Prueba de Confiabilidad ___________________________________ 275 9.6.8.2 Resultados de la Prueba de Validación ______________________________________ 289 9.6.9 Discusión de los Resultados ________________________________________________ 289
9.6.9.1 La Prueba de Confiabilidad _______________________________________________ 289 9.6.9.2 La Prueba de Validez ____________________________________________________ 290 9.6.9.3 Conclusiones __________________________________________________________ 290
Capítulo 10 ____________________________________________________________ 294
Observe que todos estos requerimientos del consumidor están muy relacionados con el diseño y la fabricación y que se deben incorporar en el diseño y después en la manufactura, con la selección apropiada de materiales y procesos _______________________________________________ 294
15
Criterios para diseñar y manufacturar productos de consumo usables ___________________ 294 10.2.1 Funcionalidad ___________________________________________________________ 295 10.2.2 Facilidad de Operación ____________________________________________________ 296 10.2.3 Estética _________________________________________________________________ 297 10.2.4 Confiabilidad ____________________________________________________________ 297 10.2.5 Servicibilidad y Mantenibilidad ______________________________________________ 298 10.2.6 Amigable con el Medio Ambiente ___________________________________________ 299 10.2.7 Reciclabilidad y Disposibilidad ______________________________________________ 299 10.2.8 Seguridad _______________________________________________________________ 300
Herramientas de soporte y metodologías de diseño __________________________________ 301 10.3.1 Diseño para Producibilidad _________________________________________________ 301 10.3.2 Diseño para ensamble _____________________________________________________ 302 10.3.3 Diseño Robusto __________________________________________________________ 302 10.3.4 Tecnología de grupos _____________________________________________________ 303 10.3.5 Despliegue de la Función de la Calidad _______________________________________ 303
Metodologia de diseño para usabilidad ____________________________________________ 304 10.4.1 Desarrollo de Listas de Verificación para la Evaluación de Usabilidad Genérica _______ 304 10.4.2 Desarrollo de Listas de Verificación Genéricas para Diseño y Manufactura ___________ 305 10.4.3 Pruebas de Confiabilidad y Validación ________________________________________ 306 10.4.4 Probando la Efectividad de las Guías de Diseño/Manufactura _____________________ 306
Diseño de listas de verificación genéricas: Métodos y casos de estudio ___________________ 306 10.5.1 Desarrollo del Producto para la Usabilidad de un Abrelatas _______________________ 307
10.5.1.1 Despliegue de los Requerimientos Técnicos _________________________________ 308 10.5.1.2 Despliegue del Producto ________________________________________________ 310 10.5.1.3 Arquitectura del Producto _______________________________________________ 310 10.5.1.4 Despliegue del Proceso _________________________________________________ 310 10.5.1.5 Procesos de Manufactura _______________________________________________ 310 10.5.1.6 Despliegue de la Manufactura ___________________________________________ 313 10.5.1.7 Discusión ____________________________________________________________ 316 10.5.2 Desarrollo del Producto para la Usabilidad de un Tostador _______________________ 317
10.5.2.1 Requerimientos del usuario _____________________________________________ 317 10.5.2.2 Despliegue de los Requerimientos Técnicos _________________________________ 318 10.5.2.3 Despliegue del Producto ________________________________________________ 320 10.5.2.4 Arquitectura del Producto _______________________________________________ 320 10.5.2.5 Despliegue del Proceso _________________________________________________ 320 10.5.2.6 Procesos de Manufactura _______________________________________________ 320 10.5.2.7 Despliegue de la manufactura ____________________________________________ 321 10.5.2.8 Discusión ____________________________________________________________ 325 10.5.3 Listas de verificación para evaluar la usabilidad de un producto de consumo _________ 326
Caso de estudio para desarrollo de listas de verificación adaptadas ______________________ 344 10.6.1 Midiendo los requerimientos del usuario _____________________________________ 344 10.6.2 Requerimientos técnicos ___________________________________________________ 347 10.6.3 Características del producto y Proceso________________________________________ 347 10.6.4 Los atributos del proceso de manufactura _____________________________________ 352 10.6.5 Desarrollo y diseño de listas de verificación para usabilidad ______________________ 355
10.6.5.1 Reuniendo los datos ___________________________________________________ 355 10.6.5.2 Resultados ___________________________________________________________ 355
Comentarios Finales ____________________________________________________________ 364
Capítulo 11 ____________________________________________________________ 368
Precio de Venta del Producto ____________________________________________ 368
Estimación de Costos ___________________________________________________________ 368 Estructuras de Costos ___________________________________________________________ 369 Información___________________________________________________________________ 372 Estimación de Costos ___________________________________________________________ 373
11.4.1 Costos Directos de Mano de Obra ___________________________________________ 373 11.4.2 Costos Directos de Material ________________________________________________ 375 11.4.3 Costos Indirectos o Generales ______________________________________________ 378 11.4.4 Un Ejemplo _____________________________________________________________ 379
11.4.4.1 Tiempo de Maquinado _________________________________________________ 379 11.4.4.2 Costo de Trabajo/Pieza _________________________________________________ 380 11.4.4.3 Costo del material/Pieza ________________________________________________ 380 11.4.4.4 Sobrecarga/Pieza ______________________________________________________ 380 11.4.4.5 Costo Total/Pieza ______________________________________________________ 380
Métodos para Determinar el Precio del Producto ____________________________________ 380 11.5.1 Conferencia y el Método de Comparación _____________________________________ 381 11.5.2 Método de Inversiones ____________________________________________________ 381 11.5.3 Método de Costo Total ____________________________________________________ 381 11.5.4 Costo Directo o Método de Contribución _____________________________________ 381
Resumen _____________________________________________________________________ 381
Capítulo 12 ____________________________________________________________ 384
Estimación de la Demanda del Producto ___________________________________ 384 Magnitud de la Demanda del Producto _____________________________________________ 384 Métodos para estimar la demanda inicial ___________________________________________ 386
12.2.1 La técnica de avaluación por experiencia ______________________________________ 386 12.2.2 Jurado de opinión ejecutiva ________________________________________________ 386 12.2.3 Método Delphi ___________________________________________________________ 387 12.2.4 Compuesto de fuerza de ventas _____________________________________________ 387 12.2.5 Pronostico asociado a la cadena de suministros ________________________________ 387 12.2.6 Investigación del mercado _________________________________________________ 387 12.2.7 Diagrama de árbol de decisiones ____________________________________________ 388 12.2.8 Método de potencial del mercado-Requerimmiento de ventas ____________________ 389
Métodos para determinar el crecimiento anual ______________________________________ 389 12.3.2 Despliegue gráfico de los datos _____________________________________________ 391 12.3.3 Modelo de promedio constante _____________________________________________ 391 12.3.4 Modelo lineal ____________________________________________________________ 393 12.3.5 Modelo cuadrático _______________________________________________________ 393 12.3.6 Modelo exponencial ______________________________________________________ 395
Ajustano para las fluctuaciones de temporada _______________________________________ 396 12.4.1 Modelo inocente _________________________________________________________ 396 12.4.2 Modelo de promedio movible ______________________________________________ 396 12.4.3 Suabizado exponencial ____________________________________________________ 398
Resumen _____________________________________________________________________ 399
Capítulo 13 ____________________________________________________________ 400
Planeando las Instalaciones de la Manufactura del Producto ___________________ 400 INTRODUCCIÓN _______________________________________________________________ 400 DETERMINACIÓN DE LA UBICACIÓN DE LAS INSTALACIONES DE MANUFACTURA ___________ 400 DESARROLLO DEL DISEÑO PRELIMINAR PARA LAS INSTALACIONES DE MANUFACTURA ______ 403
13.3.1 Determinar los Requisitos de Espacio ________________________________________ 403
17
13.3.2 Balanceo de la Línea de Ensamble ___________________________________________ 406 13.3.3 Planeación Sistemática de la Distribución de Planta _____________________________ 408
RESUMEN ____________________________________________________________________ 411
1
LA ACADEMIA DE INGENIERIA DE MÉXICO
La Academia de Ingeniería de México (AIM) es una asociación, sin fines de lucro, que agrupa y promueve la
participación y colaboración de los más distinguidos ingenieros y profesionales afines del país y del
extranjero, quienes se han destacado en la práctica, en la investigación y en la enseñanza de las diversas ramas
de la ingeniería, y que coadyuvan al desarrollo equitativo, creciente y sustentable de México.
Es una institución reconocida y respetada por su liderazgo y participación activa en los sectores público,
privado y social de México, que tiene como propósito lograr una ingeniería mexicana innovadora, competitiva
y protagónica en temas que impacten en el desarrollo sostenible del país.
La AIM es un centro de pensamiento y reflexión estratégico sobre la ingeniería, en especial, la nacional,
dirigido a promover y difundir la vocación, la educación, el ejercicio profesional, la investigación, y la
innovación en la ingeniería al más alto nivel y con compromiso social.
México no se puede explicar sin la contribución de los ingenieros, tanto en su infraestructura, como en la
industria y servicios. En un entorno de cambios rápidos y profundos, de mayor competencia interna y
externa, así como de la urgente necesidad de resolver rezagos añejos, el país deberá resolver los grandes
desafíos para que pueda desplegar todo su potencial de desarrollo. Es por ello que la AIM estableció, como
prioridad estratégica, contribuir al debate público sobre el rumbo que tomará nuestro país en los próximos
años en temas prioritarios para el desarrollo. Se busca, así, lograr la incidencia en las decisiones nacionales
más relevantes, convencidos de que la ingeniería mexicana tiene mucho que aportar en el análisis y
evaluación de las políticas públicas relacionadas con infraestructura, energía, telecomunicaciones, clústeres
industriales, medio ambiente y muchas otras áreas. Para lograrlo, la AIM decidió identificar los Grandes
Retos de la Ingeniería Mexicana (GRIM) para focalizar en ellos sus esfuerzos de reflexión y propuesta. Los
nueve GRIM son:
1. Alimentos y Desarrollo Rural
2. Competitividad e Innovación
3. Energía y Sustentabilidad
4. Educación e Investigación en Ingeniería
5. Infraestructura, Transporte y Ciudades
6. Manufactura y Servicios
7. Prospectiva y Planeación
8. Recursos Naturales y Cambio Climático
9. Salud
La actividad editorial de la Academia de Ingeniería de México representa el principal medio de expresión, en
medios impresos y electrónicos, hacia el interior y el exterior, de su quehacer. Se ha diseñado para contribuir
eficazmente al logro de una ingeniería mexicana innovadora, competitiva y protagónica ya que aborda temas
estratégicos que impacten en el desarrollo equitativo y sostenible del país.
La actividad editorial de la AIM está encaminada a la divulgación de la ingeniería, especialmente a la difusión
de su repositorio de conocimientos y de los resultados de reflexiones de los grupos colegiados de pensamiento
estratégico. Las publicaciones se encuentran estructuradas en series, además de sus publicaciones periódicas,
las cuales le dan agilidad y pertinencia a la expresión del trabajo de la organización.

3
Capítulo 1
La Importancia de la Manufactura
Economía Mundial y Globalización
Globalización y mercado son sinónimos, implican flujos libres, por todo el mundo, de bienes, servicios,
personal y capitales; fenómeno impulsado por un mundo empequeñecido por diversos factores, entre ellos, las
comunicaciones inmediatas, el desarrollo de redes de transporte más extensas, la eliminación de barreras por
tratados de libre comercio y el aumento de países que adoptan economías de mercado. Posiblemente éste
último factor tenga una importante contribución. Países como China, de economía socialista y otras repúblicas
sociales como la India, poseen ventajas relativas que les permiten ejercer presiones en países industrializados
para atraer inversiones, radicando dicha ventaja relativa, principalmente, en la oferta de mano de obra
relativamente calificada. Para los consumidores, entre los beneficios del libre comercio están la oferta de
productos de mejor calidad y precio, con una distribución física global. Esta comercialización somete a una
fuerte presión a los proveedores del mercado doméstico, para que sean más competitivos, aumentando su
productividad y ofertando productos que compitan en mercados domésticos y globales.
La industria occidental (EUA y Europa occidental) dominó en los mercados durante la mayor parte del
siglo XX; sin embargo, esta situación ha cambiado en los últimos años y actualmente, más de la mitad de la
producción mundial, medida en poder de compra, se atribuye a países emergentes y aún en términos del
Producto Interno Bruto (PIB), las economías emergentes contribuyen con cerca de un tercio del producto
global total y casi la mitad del crecimiento de la producción global. Para King y Henry, (2006) y
Oppenheimer (2006), esta tendencia claramente indica que el poder económico está cambiando, pasando de
occidente a economías emergentes de Asia. Es pertinente destacar que las economías emergentes consumen
más de la mitad del consumo mundial y conservan las reservas monetarias foráneas. China lidera este sector,
con reservas aproximadas de un trillón de dólares. Por supuesto que este crecimiento intensifica la demanda
de mejores productos. Las economías de China, India, México, Rusia, Korea, no están creciendo conforme las
desaceleraciones de los países industrializados, por lo que la globalización no puede ser considerada como un
juego de suma cero.
A medida que las economías emergentes se integran a la economía global y la enriquecen, se reduce el
dominio de las tradicionalmente fuertes economías occidentales. También es necesario señalar que el
crecimiento industrial en los países en vías de desarrollo, va en aumento, medido en el aumento en el
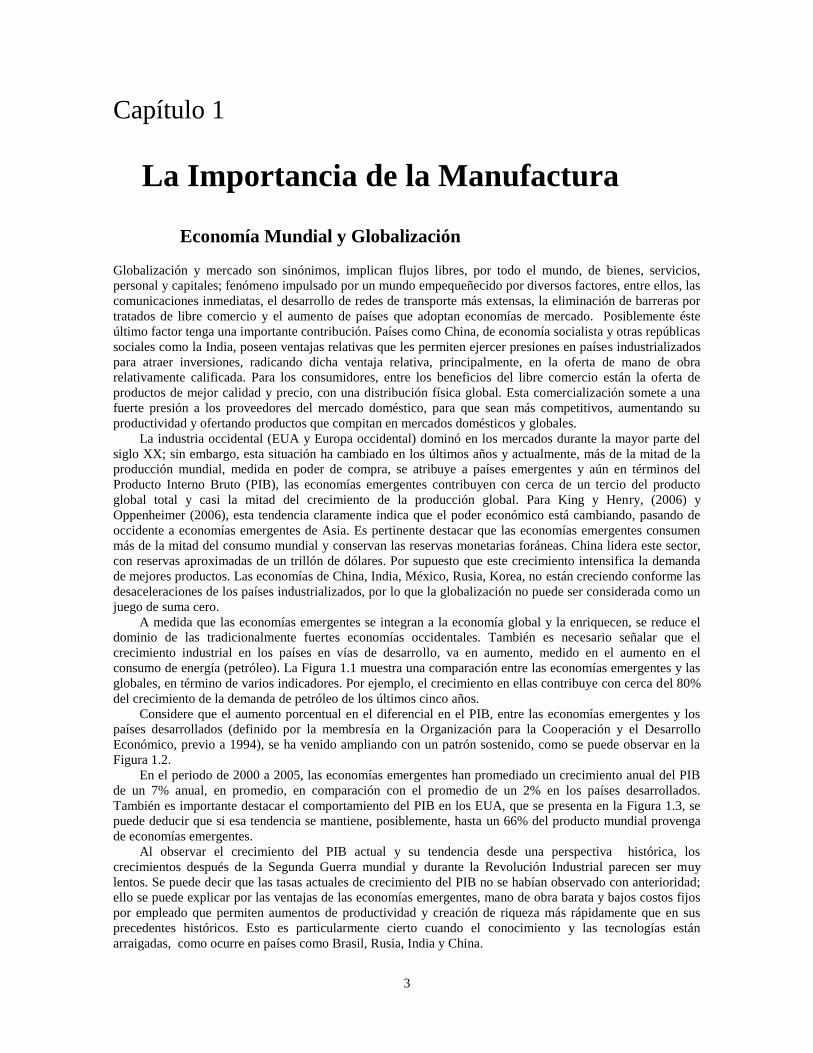
consumo de energía (petróleo). La Figura 1.1 muestra una comparación entre las economías emergentes y las
globales, en término de varios indicadores. Por ejemplo, el crecimiento en ellas contribuye con cerca del 80%
del crecimiento de la demanda de petróleo de los últimos cinco años.
Considere que el aumento porcentual en el diferencial en el PIB, entre las economías emergentes y los
países desarrollados (definido por la membresía en la Organización para la Cooperación y el Desarrollo
Económico, previo a 1994), se ha venido ampliando con un patrón sostenido, como se puede observar en la
Figura 1.2.
En el periodo de 2000 a 2005, las economías emergentes han promediado un crecimiento anual del PIB
de un 7% anual, en promedio, en comparación con el promedio de un 2% en los países desarrollados.
También es importante destacar el comportamiento del PIB en los EUA, que se presenta en la Figura 1.3, se
puede deducir que si esa tendencia se mantiene, posiblemente, hasta un 66% del producto mundial provenga
de economías emergentes.
Al observar el crecimiento del PIB actual y su tendencia desde una perspectiva histórica, los
crecimientos después de la Segunda Guerra mundial y durante la Revolución Industrial parecen ser muy
lentos. Se puede decir que las tasas actuales de crecimiento del PIB no se habían observado con anterioridad;
ello se puede explicar por las ventajas de las economías emergentes, mano de obra barata y bajos costos fijos
por empleado que permiten aumentos de productividad y creación de riqueza más rápidamente que en sus
precedentes históricos. Esto es particularmente cierto cuando el conocimiento y las tecnologías están
arraigadas, como ocurre en países como Brasil, Rusia, India y China.
Figura 1.1. Economías emergentes como porcentaje del total global (adaptado de The
Economist, 14 de Septiembre, 2006).
Figura 1.2. Crecimiento del PIB en las economías emergentes en comparación con las de
países desarrollados (adaptado del Reporte Económico Mundial del Fondo Monetario Internacional,
2006)
Asociados al rápido crecimiento económico se dan la elevación del nivel de vida y del poder adquisitivo,
que por un lado incrementan la demanda de productos y servicios y se afirma que también la migración de los
productos de las empresas y de puestos de trabajo a las economías emergentes; cosa que no es rigurosamente
cierta; puesto que el incremento de las demandas de productos y servicios son de mercados domésticos y
globales y lo mismo aplica para el establecimiento de empresas. Los enormes mercados locales, de clase
media, en China e India así lo confirman. A medida que esos consumidores maduran y enriquecen, se espera
que gasten más en productos no esenciales, representando un mercado muy atractivo para las economías
desarrolladas, (Ahya et al., 2006).
Capitalización del Mercado de Valores
PIB a Tasas de Intercambio del Mercado
Exportaciones
PIB
Consumo de Energía
Reservas de Intercambio de Divisas
Población
0 20 40 60 80 100
..
..
..
..
..
..
..
- 8
- 7
- 6
- 5
- 4
- 3
- 2
- 1
- 0
Incr
emen
to P
orc
entu
al d
el P
IB e
n b
ase
An
ual
| | | | | | | | | 1985 1990 1995 2000 2005

5
Figura 1.3. Crecimiento del PIB de los EUA.
Mientras que la integración de las economías emergentes ocasiona, en occidente, la redistribución del
ingreso y la disminución del poder negociador de los trabajadores (con la reducción de salarios y la
emigración de empresas a países con bajos salarios); debe ser tomado en consideración que las economías
emergentes no impactan al PIB de los países desarrollados, sino que aumentan su ingreso al ofertar productos
más baratos, como hornos de micro-ondas, televisiones y computadoras a través de empresas multinacionales
y al acrecentar la productividad por la competencia global por los mercados. Este crecimiento de los países en
desarrollo ocasiona fuertes presiones en los países desarrollados y finalmente incidirá en el mejoramiento de
su economía industrial.
En combinación con la innovación, el mejoramiento de la productividad, las prácticas administrativas y
el desarrollo tecnológico, podrán continuar con la creación de nuevos negocios y nuevos puestos de trabajo,
así como mantener o inclusive mejorar sus estructuras de costo. Si los salarios se mantienen o incluso con su
aumento ligero, se incrementarán más las utilidades que los impactos por la intensificación de la competencia
de las economías emergentes. Ello se puede corroborar en la Figura 1.4, que indica que las utilidades
corporativas en los países del G7 se han incrementado en las últimas cuatro décadas (Banco Unión de Suiza,
2006; Artus, 2006); desde la otra perspectiva, la competencia debería reducirlas y distribuir los beneficios a
los consumidores.
Una estimación del Instituto de Economía Internacional indica que la globalización beneficia a todas las
familias norteamericanas con un monto anual de $ 9,000 dólares (Jensen y Kletzer, 2005). Esto implica que
hay un impacto cercano a un trillón de dólares en la economía norteamericana y, por supuesto, un gran
impulso a la producción industrial.
Importancia de la Manufactura
La sinopsis de la globalización y el estado actual de la economía mundial lleva a varias conclusiones: La
producción global continuará aumentando y se acelerará con el crecimiento de los mercados globales. Esto
constituye una gran oportunidad tanto a las economías emergentes como a las desarrolladas para impulsar la
prosperidad a través de una producción industrial competitiva. A la inversa, los obstáculos del desarrollo
económico industrial darán, como resultado final, la pérdida de competitividad en el mercado global. Para las
economías emergentes los riesgos son mayores, puesto que inhibirá su cambio de estatus, de economía
emergente a país industrializado. De hecho, la manufactura es esencial para la creación de riqueza, para elevar
el nivel y la calidad de vida de la población. No hay ningún país que tenga el estatus de desarrollado sin que
tenga una base de manufactura que contribuya, por lo menos, con el 20% del PIB y que provea por lo menos,
un 30% de los bienes comercializados (Mital et al., 1994). La importancia de la manufactura en el contexto de
la globalización es, pues, evidente.
- 4.0
- 3.5
- 3.0
- 2.5
- 2.0
Cre
cim
ien
to P
orc
entu
al
del
PIB
| | | | | |
1970 1980 1990 1995 2000 2006

Figura 1.4. Utilidades Corporativas del G7 como porcentaje del PIB (Artus, 2006; Union Bank
of Switzerland, 2006)
Para varios países, como Japón, Suiza, Taiwán, que no tienen recursos naturales, la manufactura es el
principal, posiblemente único medio de sobrevivencia económica. Estos países deben generar riqueza con una
balanza comercial basada en el intercambio de productos de alto valor agregado y utilizan la riqueza así
obtenida para satisfacer sus necesidades de energía.
Por supuesto que para que esta estrategia económica sea efectiva, la manufactura debe ser competitiva.
Esto implica que el costo de la mano de obra directa debe ser constante y los productos y el nivel de servicio
deben ser competitivos. Los industriales deben reconocer que entregar productos de mala calidad provoca
pérdida de prestigio nacional y que quitar ese estigma es un proceso complejo y costoso, por lo que es
preferible la inversión en planeación y diseño que en acciones correctivas. La producción de artículos
innovadores de alta calidad requiere el desarrollo intelectual y el impulso de la creatividad de empresarios y
empleados, la creación y desarrollo del capital humano, que constituyen la principal fuerza impulsora de la
competitividad. Los países industrializados como UK y EUA deberán producir con alta calidad y valor
agregado a la vez que mantener los mercados abiertos y flexibles.
La importancia de la producción también se manifiesta en el vigor de los consumidores en los países en
vías de desarrollo. Era una generalización empírica que los consumidores americanos, en virtud de su anémica
cultura del ahorro mantenían una boyante economía global; aún se afirma que si los EUA sufre un resfriado,
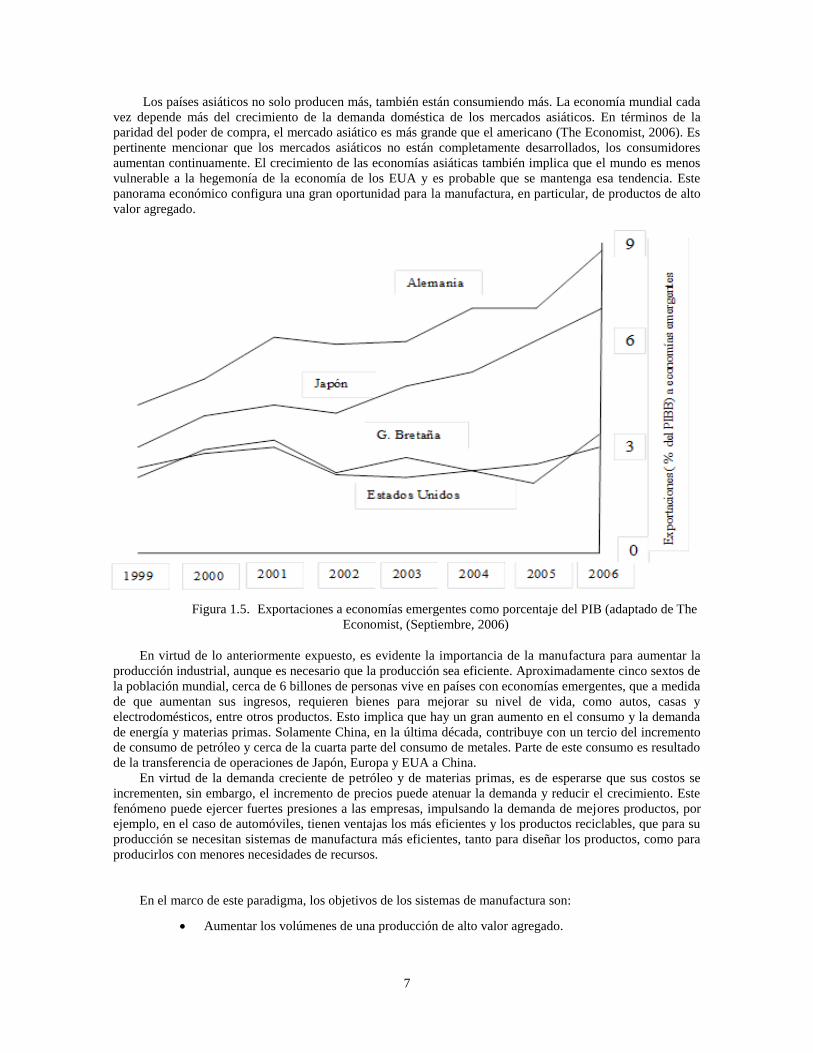
Japón y México, entre otros socios comerciales, sufren de pulmonía. Esta dependencia va en declive. Por
ejemplo, Japón no depende de los EUA para colocar sus exportaciones, como se puede apreciar en la Figura
1.5. Observe que mientras que las exportaciones de los EUA y de UK a economías emergentes se han
estancado, las exportaciones desde Japón han crecido. También es de hacer notar que el PIB de los EUA lleva
una tendencia a la baja, el PIB de economías emergentes se va incrementando, como se puede ver en la Figura
1.2. Estas tendencias explican que las economías emergentes, principalmente asiáticas, son las que impulsan
la economía mundial.
16
15
14
13
12
11
10
2006 2003 1998 1992 1986 1980
Uti
lid
ades
Co
rpo
rati
vas
(%
del
PIB
) e
n p
aís
es d
el g
-7
Uti
lid
ades
Co
rpo
rati
vas
(%
del
PIB
) en
paí
ses
del
G-7
7
Los países asiáticos no solo producen más, también están consumiendo más. La economía mundial cada
vez depende más del crecimiento de la demanda doméstica de los mercados asiáticos. En términos de la
paridad del poder de compra, el mercado asiático es más grande que el americano (The Economist, 2006). Es
pertinente mencionar que los mercados asiáticos no están completamente desarrollados, los consumidores
aumentan continuamente. El crecimiento de las economías asiáticas también implica que el mundo es menos
vulnerable a la hegemonía de la economía de los EUA y es probable que se mantenga esa tendencia. Este
panorama económico configura una gran oportunidad para la manufactura, en particular, de productos de alto
valor agregado.
Figura 1.5. Exportaciones a economías emergentes como porcentaje del PIB (adaptado de The
Economist, (Septiembre, 2006)
En virtud de lo anteriormente expuesto, es evidente la importancia de la manufactura para aumentar la
producción industrial, aunque es necesario que la producción sea eficiente. Aproximadamente cinco sextos de
la población mundial, cerca de 6 billones de personas vive en países con economías emergentes, que a medida
de que aumentan sus ingresos, requieren bienes para mejorar su nivel de vida, como autos, casas y
electrodomésticos, entre otros productos. Esto implica que hay un gran aumento en el consumo y la demanda
de energía y materias primas. Solamente China, en la última década, contribuye con un tercio del incremento
de consumo de petróleo y cerca de la cuarta parte del consumo de metales. Parte de este consumo es resultado
de la transferencia de operaciones de Japón, Europa y EUA a China.
En virtud de la demanda creciente de petróleo y de materias primas, es de esperarse que sus costos se
incrementen, sin embargo, el incremento de precios puede atenuar la demanda y reducir el crecimiento. Este
fenómeno puede ejercer fuertes presiones a las empresas, impulsando la demanda de mejores productos, por
ejemplo, en el caso de automóviles, tienen ventajas los más eficientes y los productos reciclables, que para su
producción se necesitan sistemas de manufactura más eficientes, tanto para diseñar los productos, como para
producirlos con menores necesidades de recursos.
En el marco de este paradigma, los objetivos de los sistemas de manufactura son:
Aumentar los volúmenes de una producción de alto valor agregado.
Producir bienes y servicios de alta calidad, económicamente y con rapidez.
Producir artículos deseados y necesitados por los mercados.
Reducir el uso de sistemas de producción que descargan gases de invernadero.
Maximizar el reciclado, eliminar el desperdicio, conservar materias primas.
Minimizar el consumo de energía durante la producción.
Reducir el consumo de energía durante el uso del producto.
Aunque el mundo no tiene recursos ilimitados, las necesidades de la industrialización deben ser
satisfechas, para cumplir este propósito, la manufactura deberá buscar la mejoría constantemente,
principalmente, administrando de la mejor manera el conocimiento.
¿Qué es manufactura?
Históricamente la manufactura ha sido considerada estrechamente como la simple conversión de materia
prima a productos terminados. El proceso de conversión requiere la aplicación de operaciones físicas y
químicas para transformar las propiedades de los materiales y lograr la apariencia final. La combinación de
maquinaria, herramientas, energía, herramientas de corte, y mano de obra se aplican para transformar la
naturaleza de las partes y ensamblarlas hasta obtener el producto final. Se consideraba como un mal necesario
para agregar valor a la materia prima al cambiar sus propiedades. Actualmente ya no es aceptable esa
concepción, en los ambientes de competitividad de las últimas tres décadas la manufactura es una fuente de
ventaja competitiva.
Actualmente en el contexto de la supervivencia y prosperidad económica, es insuficiente tan solo
procesar alguna materia prima a una forma de producto deseado. La transformación debe ser rápida, ágil,
económica y eficiente, el producto no solo debe ser de calidad aceptable, sino deseado por el consumidor y
que exceda sus expectativas. Es importante que la estructura de costos este basada en bajos costos fijos, se
usen economías de escala y que llegue rápido al mercado para capturar la mayor participación porcentual.
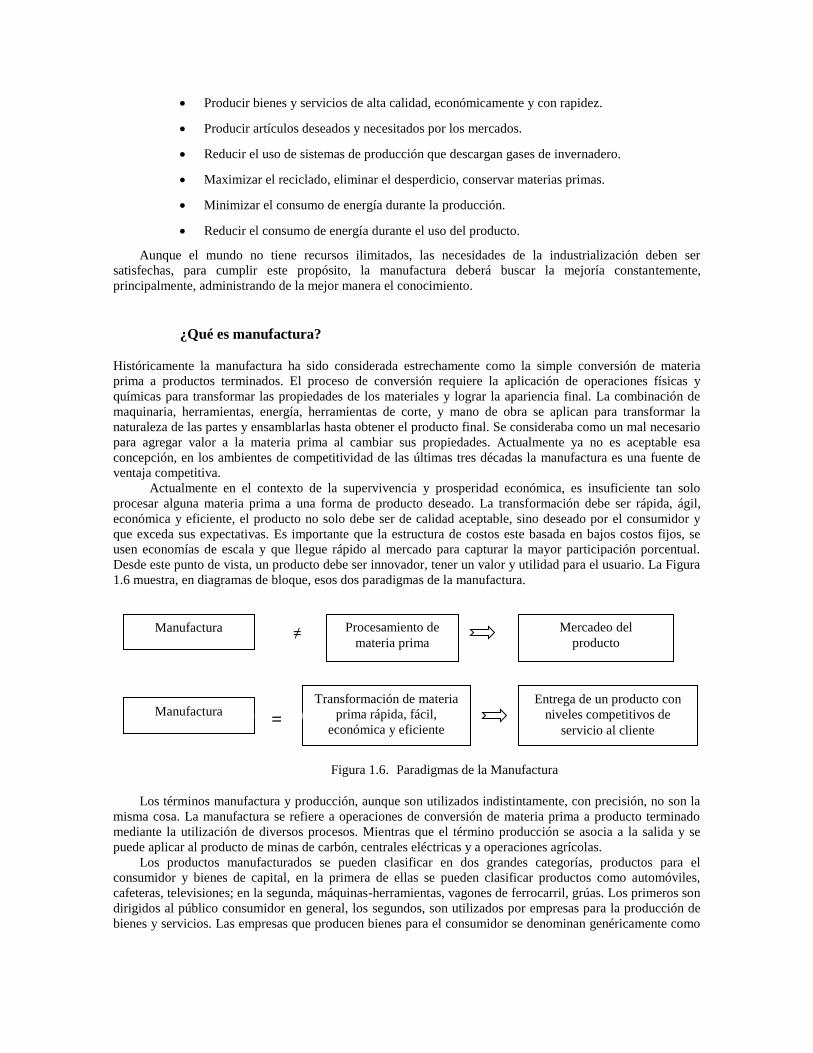
Desde este punto de vista, un producto debe ser innovador, tener un valor y utilidad para el usuario. La Figura
1.6 muestra, en diagramas de bloque, esos dos paradigmas de la manufactura.
Figura 1.6. Paradigmas de la Manufactura
Los términos manufactura y producción, aunque son utilizados indistintamente, con precisión, no son la
misma cosa. La manufactura se refiere a operaciones de conversión de materia prima a producto terminado
mediante la utilización de diversos procesos. Mientras que el término producción se asocia a la salida y se
puede aplicar al producto de minas de carbón, centrales eléctricas y a operaciones agrícolas.
Los productos manufacturados se pueden clasificar en dos grandes categorías, productos para el
consumidor y bienes de capital, en la primera de ellas se pueden clasificar productos como automóviles,
cafeteras, televisiones; en la segunda, máquinas-herramientas, vagones de ferrocarril, grúas. Los primeros son
dirigidos al público consumidor en general, los segundos, son utilizados por empresas para la producción de
bienes y servicios. Las empresas que producen bienes para el consumidor se denominan genéricamente como
Manufactura Procesamiento de
materia prima
Transformación de materia
prima rápida, fácil,
económica y eficiente
Manufactura Entrega de un producto con
niveles competitivos de
servicio al cliente
≠
=
Mercadeo del
producto
9
industrias de manufactura y las operaciones de transformación de materia prima a productos terminados,
como son las de fresado, rectificado, soldado, pulido, se designan como procesos de manufactura.
La ingeniería de manufactura incluye las funciones de diseño, planeación, operación, control de los
procesos de manufactura y la administración de la producción. Un sistema de manufactura es una
organización que incluye los procesos de manufactura, las operaciones producción y otras funciones como
son las de mercadeo, finanzas, recursos humanos, contabilidad para el propósito de producir un bien. La
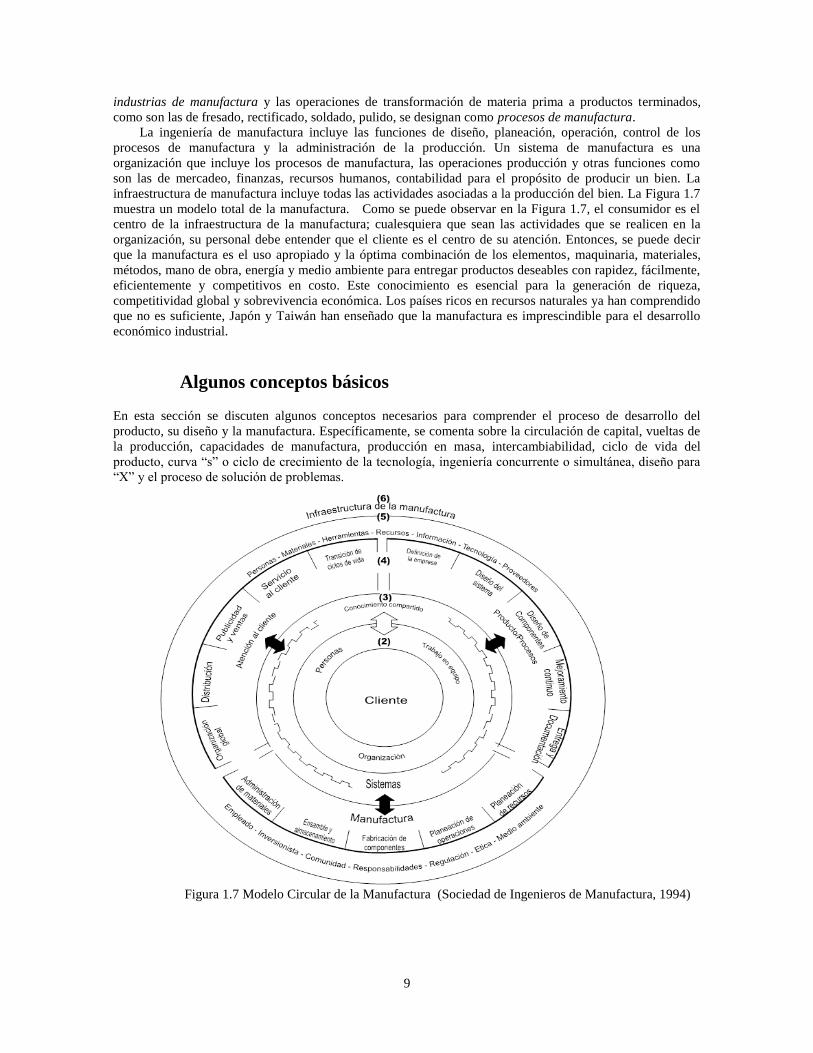
infraestructura de manufactura incluye todas las actividades asociadas a la producción del bien. La Figura 1.7
muestra un modelo total de la manufactura. Como se puede observar en la Figura 1.7, el consumidor es el
centro de la infraestructura de la manufactura; cualesquiera que sean las actividades que se realicen en la
organización, su personal debe entender que el cliente es el centro de su atención. Entonces, se puede decir
que la manufactura es el uso apropiado y la óptima combinación de los elementos, maquinaria, materiales,
métodos, mano de obra, energía y medio ambiente para entregar productos deseables con rapidez, fácilmente,
eficientemente y competitivos en costo. Este conocimiento es esencial para la generación de riqueza,
competitividad global y sobrevivencia económica. Los países ricos en recursos naturales ya han comprendido
que no es suficiente, Japón y Taiwán han enseñado que la manufactura es imprescindible para el desarrollo
económico industrial.
Algunos conceptos básicos
En esta sección se discuten algunos conceptos necesarios para comprender el proceso de desarrollo del
producto, su diseño y la manufactura. Específicamente, se comenta sobre la circulación de capital, vueltas de
la producción, capacidades de manufactura, producción en masa, intercambiabilidad, ciclo de vida del
producto, curva “s” o ciclo de crecimiento de la tecnología, ingeniería concurrente o simultánea, diseño para
“X” y el proceso de solución de problemas.
Figura 1.7 Modelo Circular de la Manufactura (Sociedad de Ingenieros de Manufactura, 1994)
1.4.1 CIRCULACIÓN DE CAPITAL (VUELTAS DE PRODUCCIÓN)
La meta de los negocios es hacer dinero, con ese propósito, la organización se vale de la manufactura, aunque
hay que considerar que hay organizaciones sin fines de lucro u otras como las públicas, que su propósito
principal es el bienestar social. Según Marx, el capital es utilizado para adquirir los bienes de producción, que
con la utilización de la mano de obra, se obtienen los productos. Las utilidades de la venta se utilizan para
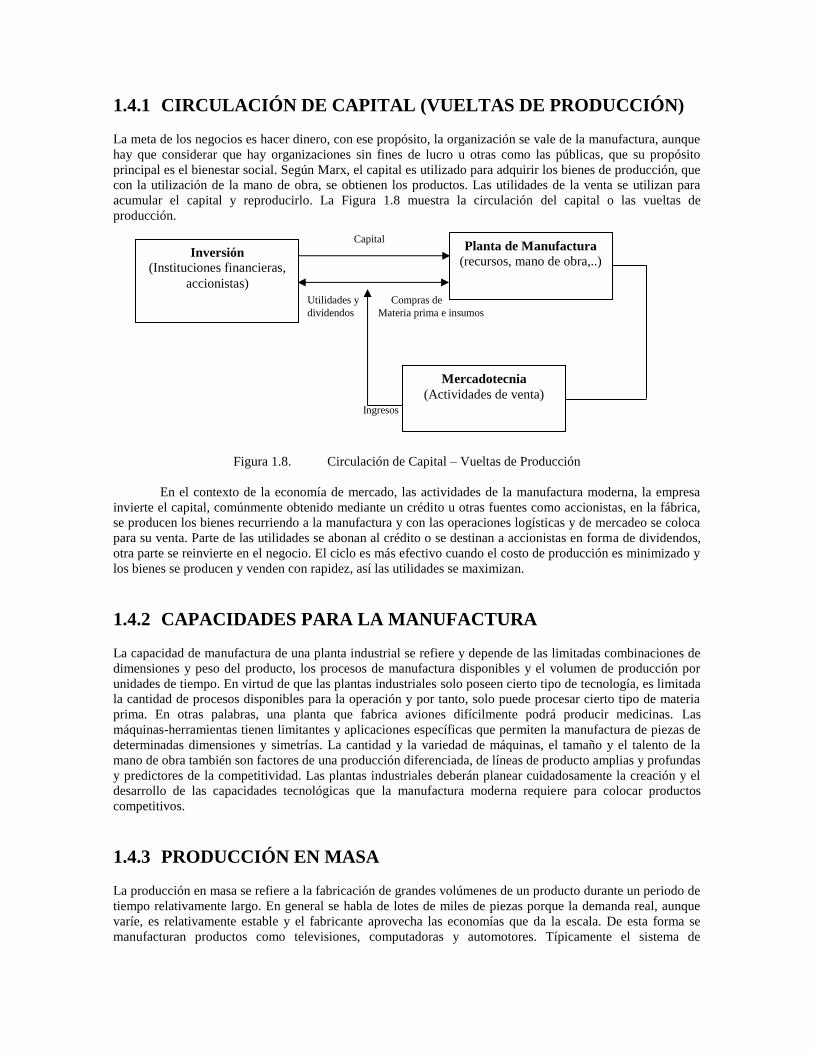
acumular el capital y reproducirlo. La Figura 1.8 muestra la circulación del capital o las vueltas de
producción.
Figura 1.8. Circulación de Capital – Vueltas de Producción
En el contexto de la economía de mercado, las actividades de la manufactura moderna, la empresa
invierte el capital, comúnmente obtenido mediante un crédito u otras fuentes como accionistas, en la fábrica,
se producen los bienes recurriendo a la manufactura y con las operaciones logísticas y de mercadeo se coloca
para su venta. Parte de las utilidades se abonan al crédito o se destinan a accionistas en forma de dividendos,
otra parte se reinvierte en el negocio. El ciclo es más efectivo cuando el costo de producción es minimizado y
los bienes se producen y venden con rapidez, así las utilidades se maximizan.
1.4.2 CAPACIDADES PARA LA MANUFACTURA
La capacidad de manufactura de una planta industrial se refiere y depende de las limitadas combinaciones de
dimensiones y peso del producto, los procesos de manufactura disponibles y el volumen de producción por
unidades de tiempo. En virtud de que las plantas industriales solo poseen cierto tipo de tecnología, es limitada
la cantidad de procesos disponibles para la operación y por tanto, solo puede procesar cierto tipo de materia
prima. En otras palabras, una planta que fabrica aviones difícilmente podrá producir medicinas. Las
máquinas-herramientas tienen limitantes y aplicaciones específicas que permiten la manufactura de piezas de
determinadas dimensiones y simetrías. La cantidad y la variedad de máquinas, el tamaño y el talento de la
mano de obra también son factores de una producción diferenciada, de líneas de producto amplias y profundas
y predictores de la competitividad. Las plantas industriales deberán planear cuidadosamente la creación y el
desarrollo de las capacidades tecnológicas que la manufactura moderna requiere para colocar productos
competitivos.
1.4.3 PRODUCCIÓN EN MASA
La producción en masa se refiere a la fabricación de grandes volúmenes de un producto durante un periodo de
tiempo relativamente largo. En general se habla de lotes de miles de piezas porque la demanda real, aunque
varíe, es relativamente estable y el fabricante aprovecha las economías que da la escala. De esta forma se
manufacturan productos como televisiones, computadoras y automotores. Típicamente el sistema de
Capital
Inversión
(Instituciones financieras,
accionistas)
Planta de Manufactura
(recursos, mano de obra,..)
Mercadotecnia
(Actividades de venta)
Utilidades y Compras de
dividendos Materia prima e insumos
Ingresos
11
producción se dedica a un solo producto con variaciones menores, por ejemplo, un automóvil con modelos de
dos, tres o cuatro puertas. La maquinaria es de propósitos específicos y producen las partes necesarias con
agilidad y por volumen, con mayor frecuencia por medio de distribuciones por producto, aunque también se
utilizan distribuciones por proceso, mixtas y celdas de manufactura.
1.4.4 INTERCAMBIABILIDAD
Una tecnología genérica está disponible en el mercado, cuando se necesita reemplazar, se compra la nueva. Se
asume que si se tiene claridad en relación con las características deseadas de la tecnología, su substitución
será relativamente sencilla. Esto implica alta intercambiabilidad; que una tecnología pueda reemplazar a otra
y de preferencia con ventaja. También es deseable que se pueda producir con ventajas de calidad,
productividad, eficiencia y con ventajas en la preparación para la corrida de producción. Se debe estandarizar
la producción reduciendo las diferencias en las características de las partes, diseño, material, etc.. En virtud de
que la intercambiabilidad tiene efectos económicos directos, muchas naciones industrializadas han
desarrollado estándares nacionales para promover la intercambiabilidad, además, hay un movimiento
internacional para promoverla al adoptar internacionalmente esos estándares.
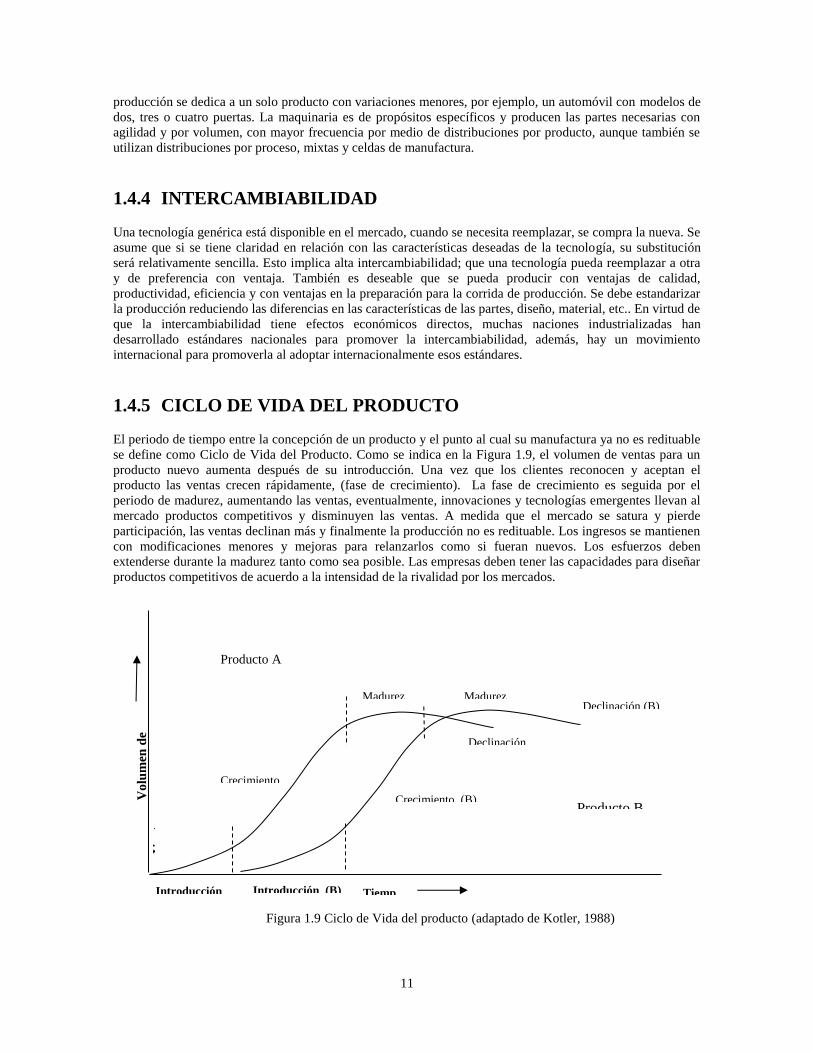
1.4.5 CICLO DE VIDA DEL PRODUCTO
El periodo de tiempo entre la concepción de un producto y el punto al cual su manufactura ya no es redituable
se define como Ciclo de Vida del Producto. Como se indica en la Figura 1.9, el volumen de ventas para un
producto nuevo aumenta después de su introducción. Una vez que los clientes reconocen y aceptan el
producto las ventas crecen rápidamente, (fase de crecimiento). La fase de crecimiento es seguida por el
periodo de madurez, aumentando las ventas, eventualmente, innovaciones y tecnologías emergentes llevan al
mercado productos competitivos y disminuyen las ventas. A medida que el mercado se satura y pierde
participación, las ventas declinan más y finalmente la producción no es redituable. Los ingresos se mantienen
con modificaciones menores y mejoras para relanzarlos como si fueran nuevos. Los esfuerzos deben
extenderse durante la madurez tanto como sea posible. Las empresas deben tener las capacidades para diseñar
productos competitivos de acuerdo a la intensidad de la rivalidad por los mercados.
Figura 1.9 Ciclo de Vida del producto (adaptado de Kotler, 1988)
Crecimiento
Crecimiento (B)
Producto A
Madurez Madurez Declinación (B)
Producto B
Declinación
V
olu
men
de
Ven
tas
Introducción Introducción (B) Tiemp

1.4.6 LA CURVA S Y EL CICLO DE CRECIMIENTO DE LA
TECNOLOGÍA
La tecnología se desarrolla siguiendo un proceso evolutivo que se puede representar con una curva S. Tiene
tres fases, una de crecimiento lento, seguida por una de rápido crecimiento y finalmente la de estabilización.
La forma general de este comportamiento se puede representar como una letra “S” alargada a la derecha,
como se ilustra en la Figura 1.10.
Una vez que se llega a la tercera etapa el crecimiento se atenúa, un cambio de paradigma ocurre y se
introduce la innovación o la nueva tecnología. Este es un proceso difícil, primero se debe dominar la
aplicación, generar el conocimiento necesario para su uso efectivo y ello hasta que la tecnología se arraigue,
es hasta entonces cuando se puede ser exitoso en el mercado. Eventualmente, la tecnología es desplazada y
poco se logra con su mejoramiento, se comporta según la ley de rendimientos decrecientes. En las
organizaciones que invierten en investigación y desarrollo es necesario que rastreen los cambios de paradigma
y las tendencias, así como las tecnologías emergentes, para que puedan desarrollar tecnologías oportunamente
y llegar al mercado en el momento en que tengan ventaja.
Las organizaciones deben seguir el comportamiento de los productos, para que desarrollen e introduzcan el
nuevo al llegar a la declinación el actual. Un ejemplo, Cincinnati Milacron tenía cerca del 75% del mercado
mundial de robots, sin embargo, ya perdió totalmente esa participación porque no detectaron que el mercado
cambiaba de robots de propósitos generales a específicos. Las empresas que reconocen esos cambios y son
capaces de introducir productos al fin de la vida de los actuales son las más exitosas, como por ejemplo,
Boeing, IBM, Motorola, Microsoft, Apple, entre otras.
1.4.7 INGENIERÍA SIMULTÁNEA
Un producto que funciona de modo insatisfactorio o con variaciones no proporciona confianza en el
consumidor. En el diseño del producto predominaron dos criterios principales, la funcionalidad y el
Figura 1.10 La Curva “S” de la Evolución de la Tecnología.
desempeño; en los mercados competitivos actuales esos dos criterios son insuficientes para el éxito de la
manufactura. La función de diseño debe considerar restricciones realistas del mercado, como costos,
temporalidad, estado actual de la tecnología, su disponibilidad y otros factores como los volúmenes de
producción. Por ejemplo, la fundición es costo eficiente en altos volúmenes y para producción de bajos
Des
emp
eñ
o
Tiempo (esfuerzo)
13
volúmenes posiblemente se tengan que aplicar procesos de manufactura basados en máquinas-herramientas.
En ocasiones hay requerimientos contrapuestos, por ejemplo, bajos costos puede implicar materia prima
más barata. En estos casos, la práctica industrial consiste en considerar al proceso de manufactura como el
factor más importante y asegurar la manufacturabilidad. Cuando prevalece este criterio, se considera que el
producto será confiable, con desempeño satisfactorio y éxito comercial, (Corbett et al., 1991). Una importante
tendencia actual es la manufactura verde, que incluye diseño y producción ecológica.
Es ampliamente reconocido que las funciones diseño y manufactura estén estrechamente asociadas para
lograr productos exitosos. Esta asociación se puede denominar de varias formas, diseño para la manufactura,
diseño para la excelencia, ingeniería concurrente o simultánea, también se utiliza ingeniería de integración.
Chang et al., (1991) afirman que la ingeniería concurrente o simultánea integra las siguientes actividades:
Concepto y axiomas del diseño.
Identificación de las funciones.
Modelado del Producto (CAD).
Selección del Material.
Diseño para la Manufactura.
Especificación de dimensiones y tolerancias.
1.4.8 DISEÑO PARA “X”
El modelo tradicional de Diseño para la Manufactura (DFM) o la Ingeniería Concurrente, aunque más
detallados y amplios que el proceso de diseño tradicional (que considera forma, función, material, proceso) no
son tan eficientes como se necesita, la manufactura competitiva (Figura 1.7) requiere el entendimiento preciso
de las necesidades del consumidor, las tendencias del mercado, un sistema de diseño de productos
competitivos, la utilización de materiales y procesos que lleven a la manufactura de productos de alta calidad,
económicos y con rapidez, además de que sean seguros, usables, robustos, fáciles de inspeccionar y mantener.
Para ello se deben determinar previamente sus funciones, que hará el producto; también es importante que el
ingeniero de diseño considere el tipo de producción; la demanda potencial y su tendencia. El DFM debe
incluir un estudio cuidadoso y sistemático de esos tópicos y considerar la integración de la información
relevante. Es un modelo integrador de necesidades del usuario y del mercado, materiales, procesos, ensamble,
desensamble, mantenimiento, factores económicos y sociales.
La Figura 1.11 muestra un modelo integrador de diseño del producto y refleja la filosofía del DFM. En
este paradigma de diseño se contemplan las actividades:
Necesidades del mercado y del usuario, así como las funciones.
Concepto de diseño y selección de principios de diseño.
Identificación de materiales y procesos.
Requerimientos de calidad.
Análisis del proceso y del diseño, modificaciones.
Métodos de análisis de ensamble y desensamble.
Modelos de ingeniería y diseños detallados de Ingeniería.
Análisis económico y estimación del costo de producción.
Desarrollo del prototipo.
Pruebas y rediseño.

Factibilidad del diseño.
Producción.
Controles de la producción y la distribución.
La Figura 1.11 indica que el proceso de diseño del producto DFX es muy interactivo, con
retroinformación durante todas las etapas. Las flechas en el diagrama de flujo muestran el sentido del proceso
y de la información.
1.4.9 PROCESO PARA LA SOLUCIÓN DE PROBLEMAS DE
INGENIERÍA
El proceso básico para solucionar problemas de ingeniería propuesto por Krick (1969) sigue cinco pasos:
Formulación del problema.
Análisis del problema.
Búsqueda de soluciones alternativas.
Selección de la mejor alternativa.
Especificar la solución.
El inicio del proceso para solucionar un problema de diseño es su planteamiento claro y preciso, si no es
así, no podrá ser resuelto, la solución propuesta posiblemente resuelva otro, pero no el real. También se debe
determinar si los beneficios obtenidos al solucionarlo justifican hacerlo y se deben determinar las
consecuencias de ignorarlo. Colecte toda la información posible, cualitativa y cuantitativa. De esta forma se
podrá entender el problema.
La siguiente etapa consiste en desarrollar alternativas, aunque con frecuencia a los diseñadores les
satisface una particular, es preferible desarrollar parámetros del diseño y evaluar las alternativas. El costo es
uno de los parámetros más importantes para que la solución seleccionada sea económica. El paso final es
especificar la solución documentando todos los pasos. Este es probablemente el paso más importante de todo
el proceso. Una solución pobremente documentada es inefectiva y el problema persistirá.

15
Un enfoque integral para diseño del producto.
Figura 1.11 Modelo integrador de diseño del producto
Uso
NO
Control de la
Producción y Diseño
de las Instalaciones
Análisis del Diseño
Prototipo
Pruebas
Diseño de Componentes y
Subensambles
Modificaciones del
Diseño / Rediseño Diseño del
Concepto
Selección de
Principios de
Diseño
Modelo de
Ingeniería
Diseños
detallados de
Ingeniería
Dis
eño d
el P
ro
du
cto
Selección del Proceso
Selección de Materiales
Requerimientos de
Calidad
Función
Reusar, volver a
Manufacturar y
Reciclado
Disposición Final
Control de la Distribución
Factibilidad
del Diseño
Demanda
Producción
Volumen Participación de Mercado
Precio de Venta
Análisis Económico y
Evaluación de Costos
Análisis de Métodos de Ensamble
Método de
Ensamble
Necesidad del Usuario/
Mercado
Producción
SI

Resumen
La manufactura es crítica para el bienestar de las naciones. La globalización intensifica las demandas y
agranda los mercados y los industriales deberán innovar y aplicar tecnologías con efectividad. Difícilmente
prosperarán las naciones ricas en recursos pero sin una industria manufacturera competitiva. En este capítulo
se ha discutido someramente el panorama económico-industrial para que el lector comprenda la importancia
de la manufactura. También se explicó que la manufactura es más que procesos que transforman materia
prima. Finalmente se definieron y discutieron los conceptos básicos del diseño del producto y el proceso para
diseñarlos.
Referencias
Ahya, C., A. Xie, S. Roach, M. Sheth, and D. Yam. “India and China: New Tigers of Asia, Part II. “Morgan Stanley
Research, Bombay, India, junio 2006.
Artus, P. “Trade Openness with Emerging Countries, Inflation, Wages, Profitability and Profit Margins. “IXIS
Corporate Investment bank Economic Rese4arch, France, 2006.
Chang, TC., R.A. Wysk, H.P. Wang. Computer-Aided Manufacturing, Englewood Cliffs, NJ: Prentice hall, 1991.
Corbett, J., M. Dooner, J. Meleka, C. Pym. Design for Manufacture: Strategies Principles and Techniques. New
York: Addison-Wesley, 1991.
International Monetary Fund. World Economic Outlook. IMF, Washington, D.C., Septiembre 2006.
Jensen, J.B., L. Kletzer. “Tradable Services: Understanding the Scope and Impact of Services Outsourcing.
“Working Paper 05-9, Institute for International Economics, Washington, D.C., Septiembre 2005.
King S., Henry J. “The New World Order. “HSBC Global Economics (Q1 2006).
Kotler, P. Marketing Management: Analysis, Planning, Implementation and Control, Englewood Cliffs, NJ:
Prentice Hall, 1988.
Krick, E.V. An Introduction to Engineering and Engineering Design, 2da Edición. New York: John Wiley, 1969.
Mital, A., Motorwala A., Kulkarni, M., Sinclair M. A., Siemieniuch C. “Allocation of Functions to Humans and
Machines: Part II – The Scientific Basis for the Guide. “International Journal of Industrial Ergonomics”, 14,
Nos. ½ (1994): 33-49.
Oppenheimer, P. “The Globology Revolution”. Goldman Sachs, London, Mayo 2006.
Society of Manufacturing Engineers. “Process Reengineering and the New Manufacturing Enterprise Wheel”.
Published: Enero 1, 1994, SME.
Union Bank of Switzerland. “The Challenge of Global Aging Report to World Leaders on the Findings and
Recommendations of the Commission on Global Aging”. Toronto, Canadá, Union Bank of Switzerland,
2006.

17
Capítulo 2
Desarrollo de Productos Exitosos
Introducción
En general las empresas exitosas que operan tecnologías de alto nivel invierten en investigación y desarrollo,
sus innovaciones y productos nuevos llegan con oportunidad a los mercados. El proceso general de
conceptualizar un producto, diseñarlo, producirlo y venderlo es denominado como desarrollo del producto.
En este capítulo se discuten los pasos iniciales de este proceso. Los capítulos 4 a 10 se dedican al diseño y a
aspectos de la manufactura del desarrollo del producto; en los capítulos 11 a 13 se estudian los elementos de
los procesos industriales relacionados con el proceso de desarrollo del producto. Los aspectos de
mercadotecnia y las ventas del producto solo se ven someramente.
Uno de los principales factores críticos del desarrollo de productos exitosos es disponer la información
de los deseos de los consumidores, es esencial conocer las características deseadas, el precio que están
dispuestos a pagar, las características que se pueden sacrificar con tal de ofrecerlo más barato, características
del mercado como la plaza, características del sector industrial como los competidores actuales y emergentes,
la existencia o creación de barreras para la entrada, la intensidad de la rivalidad y la concentración del sector,
así como los productos sustitutos. Esta información es básica para las formulaciones de la estrategia
competitiva y para la etapa de desarrollo del producto. El proceso de desarrollo de productos inicia cuando
alguien lo conceptualiza. No es solamente una idea sino varias ideas promisorias que constituyen la base de
planes detallados. La Figura 2.1 muestra la serie de acciones que se realizan en el desarrollo de un negocio
nuevo.
Figura 2.1. Serie de Actividades para el Desarrollo de un Negocio Nuevo
Para la formulación de la estrategia del negocio se requiere el desarrollo y la administración del
portafolio de productos. Este portafolio incluye los productos y mercados nuevos y las modificaciones de los
existentes, así como los productos en madurez y que su tendencia es la declinación. La empresa debe rastrear
tecnologías, pronosticar su emergencia, de manera que haya una transición suave de la curva S de producto
que declina a la curva S del nuevo.
En las siguientes secciones se caracteriza el proceso de desarrollo de productos, se describen atributos de
productos exitosos y un modelo para desarrollar el portafolio de productos. También se exponen las
actividades necesarias para determinar las necesidades del consumidor y los requerimientos del mercado,
además de un esquema de planeación para el desarrollo del producto.
Necesidades del
Consumidor y del
Mercado
Planes
Detallados Producción Mercadotecnia
y Ventas
Estrategia
Empresarial
Filosofía y
Políticas de la
Empresa
Síntesis
Generación de
Ideas

Atributos del Desarrollo de Productos Nuevos
Los productos que se venden con utilidades satisfactorias (Tasa mínima aceptable de recuperación) reflejan
un proceso de desarrollo exitoso, aunque, cono se puede ver en la Figura 1.9, las ventas crecen lentamente,
por lo que las utilidades aceptables se obtienen en el tiempo, como resultado, es más pertinente incrementar
las utilidades y de forma más rápida, para lo que se necesitan diseño y manufactura competitivos. En la Figura
1.6 se observa que las empresas deben entregar productos deseados, rápidamente, fácilmente, eficientemente
y económicos. Estos propósitos indican que el proceso para desarrollo de productos se debe caracterizar por:
Costo: Se refiere al costo del producto y de su desarrollo.
Calidad: Calidad del Producto.
Tiempo de Desarrollo del Producto: El periodo desde la determinación de necesidades del
mercado hasta la venta del producto.
Desarrollo del conocimiento: Es la capacidad para repetir el proceso en productos futuros.
El costo del producto determina el precio de venta y en gran parte, que tan atractivo es de mercado. No
es que el precio sea el único determinante del atractivo del producto, hay productos muy baratos y también
muy malos que fracasan en el mercado. Sin embargo, el precio si determina la rentabilidad, por lo que el costo
del producto es muy importante. El costo del producto se integra con los costos fijos y los variables, los
primeros integran al costo de los equipos para la producción, el herramental, mano de obra, mientras que en
los variables se integra principalmente, a la materia prima. La rentabilidad también se ve afectada por la
inversión en el desarrollo del producto, desde el concepto hasta el prototipo. El producto no es rentable sino
hasta que el desembolso del desarrollo ha sido recuperado. La Figura 2.2 muestra la relación entre los flujos
efectivo y el ciclo de vida del producto. Un producto debe satisfacer las necesidades del consumidor, con una
funcionalidad confiable o no será exitoso, la calidad del producto es el principal determinante del precio que
los clientes están dispuestos a pagar por él. La participación de mercado de un producto se refleja por la
calidad. También es importante la rapidez de la penetración y es también un indicador del éxito del esfuerzo
del desarrollo. Sin embargo, la rapidez al mercado no puede hacerse a costo de la calidad.
Figura 2.2. Relación entre flujos de efectivo y ciclo de vida del producto (adaptado de Corfield,
1979)
En contraste con las “excepcionales maravillas”, el desarrollo continuo de productos, uno tras otro,
refleja la capacidad que la empresa ha creado y administra para utilizar los productos de la investigación en el
19
desarrollo del producto y llevarlos al mercado con una estrategia de liderazgo o diferenciación. Esto impacta
en la reducción del tiempo y el costo del desarrollo.
Factores Críticos del Desarrollo de Productos Nuevos
Los ambientes globales actuales se caracterizan por la intensa rivalidad entre los competidores lo que somete
a las empresas a fuertes presiones para llegar a los mercados con mejores productos. La teoría de este campo
del conocimiento trata de explicar los factores que explican el éxito del desarrollo del producto, Cooper
(1993, 1996) y Montoya-Weiss y Calantone (1994) identificaron varios factores tomados de un banco de
artículos sobre productos exitosos. En los siguientes párrafos se exponen dichos factores.
2.3.1 EL PRODUCTO ES ÚNICO
Los productos exitosos son únicos, claramente superiores a los seguidores, que en general no poseen
características para su posicionamiento, mientras que los productos exitosos se caracterizan porque:
Proporcionan mayor valor en relación al precio de su compra.
Tienen mejor calidad en comparación con los productos de los competidores.
Satisfacer de mejor manera las necesidades de los consumidores que los otros productos.
Ofrecen beneficios muy claros y útiles.
El proceso de desarrollo de productos se enfoca en producir bienes de valor superior, diferenciados que
proporcionan beneficios útiles y claros al usuario.
2.3.2 ENFOQUE AL CLIENTE Y ORIENTACIÓN AL MERCADO
El enfoque a las necesidades del cliente es una actividad crítica para el desarrollo del producto. Este enfoque
aumenta la tasa de éxitos y la rentabilidad. Para que la organización tenga una fuerte orientación al mercado,
es muy importante que la organización:
Desarrolle una comprensión cabal de la naturaleza del mercado.
Comprenda cabalmente a los competidores.
Dedique recursos a la determinación precisa de las necesidades del mercado.
Desarrollar una relación entre los atributos del producto y las necesidades del usuario.
Buscar la participación del usuario a través de todo el proceso, desde la conceptualización, el
desarrollo, prototipo, pruebas y mercadotecnia, (p.e., Boeing en el desarrollo del 777 y 787).
El propósito de la fuerte orientación al mercado es no dejar nada al azar al buscar la información del
consumidor e incorporarla al diseño del producto.
2.3.3 ACTIVIDADES PREVIAS
El trabajo previo al diseño del producto es crítico para el éxito del producto. Incluye la decisión de continuar
o detener el proceso, una somera descripción del mercado, evaluación técnica de las capacidades y
requerimientos, investigación del mercado, análisis financiero (estados proforma y punto de equilibrio).
Cooper (1996) afirma que solamente el 7% del gasto en desarrollo y el 16% del esfuerzo de desarrollo se
dedican a esas actividades críticas. Esta falta de atención al trabajo previo incrementa significativamente la
posibilidad de que el producto fracase, que la empresa sea exitosa, con imagen de líder, reputación y tamaño
de la fuerza de ventas no ayudará si estas actividades previas son omitidas.
2.3.4 DEFINICIÓN PRELIMINAR DEL PRODUCTO
El trabajo predesarrollo lleva a una definición preliminar del diseño y es esencial para reducir el tiempo al
mercado. La definición del producto incluye:
Una descripción del producto y sus beneficios.
Una lista de los atributos y características del producto, ordenadas con niveles de esencial a
deseable.
Una descripción de los usuarios potenciales y atributos del mercado, como tamaño,
demografía, etc.
Una descripción de la estrategia del negocio.
Cooper (1996) comenta que en la ausencia de una clara definición del producto, las posibilidades de fracaso
se incrementan hasta por un factor de 3, una definición precisa obliga a centrar la atención en el diseño
preliminar y a definir metas claras, además de que invita al compromiso con el proyecto por parte de todos los
involucrados.
2.3.5 EJECUCIÓN DE LAS ACTIVIDADES
Los equipos exitosos para desarrollo del producto son muy efectivos en las actividades previas y en la
orientación del mercado. No evitan el estudio del entorno y si investigan en campo. No hay prisa para
determinar objetivamente, la subjetividad de los consumidores. Aunque hay algunas excepciones, Sony, por
ejemplo, considera preferible crear el mercado que su simple caracterización. En general, la totalidad del
estudio, la consistencia y la calidad del estudio preliminar son cruciales para reducir el tiempo de desarrollo y
aumentar la rentabilidad. La calidad de la ejecución no está limitada al estudio preliminar, debe ser parte
integral de todo el proceso, desde el concepto y hasta la entrega al mercado.
2.3.6 ESTRUCTURA Y CLIMA ORGANIZACIONAL
El diseño del producto es un problema complejo, no está estructurado, no hay fórmulas que aplicar para
resolverlo, por lo que se necesitan equipos. Los equipos exitosos deben ser multifuncionales y autodirigidos,
esto significa que:
Los equipos se integran con personal de todas las áreas, investigación y desarrollo, ingeniería
de diseño, producción, calidad, ventas, finanzas, mercadotecnia, etc.
Los miembros representan la función y no al departamento, territorio o feudo.
Los equipos dedican el tiempo a planeación y al desarrollo del producto.
Los miembros deben tener excelente comunicación y en contacto constante.
21
El equipo es responsable del proceso y del producto.
El equipo es liderado por un líder motivado y fuerte.
La administración respalda fuertemente al equipo, al líder y al proyecto.
Aunque estos puntos aparezcan como obvios, hay empresas que no captan el mensaje. Es muy
importante que el clima de trabajo sea de soporte, los valores que la empresa desea que hagan suyos los
empleados y que guíen la actividad, reconociendo el esfuerzo al observar comportamientos alineados y
premiando el éxito del personal. En casos de fracasos, hay que evitar señalar culpables. La administración
debe delegar y confiar en que el equipo puede autodirigirse, evitando influir en él, apoyarlo con respaldo en
términos financieros y aplicando los recursos necesarios. La organización debe alentar la participación de
todo el personal solicitando ideas para mejoramiento de productos y procesos.
2.3.7 DECISIONES PARA SELECCIONAR EL PROYECTO
Es frecuente que en las empresas se desplieguen diversos proyectos simultáneamente, canalizando recursos –
limitados- a proyectos que compiten por ellos; la selección de proyectos facilita la decisión sobre los
proyectos que serán apoyados y los recursos a asignar porque se considera que son factibles y rentables. De
esta forma se decide el fin de proyectos que no tienen el mérito para ser apoyados.
2.3.8 INFORME QUE UD. TIENE UN BUEN PRODUCTO
Tener un buen producto no es suficiente, debe ser promovido apropiadamente en el mercado. Los productos
deben ser lanzados a la plaza y asignar recursos para ese lanzamiento para que el mensaje llegue –atractivo- a
los consumidores potenciales y sea efectivo para posicionar el producto. Considere que es un producto nuevo
y que se necesitan profesionales para darlo a conocer y para que puedan dar servicio en el caso de alguna
falla. Ud. debe darlo a conocer para poder venderlo, aunque sea el mejor producto, no lo comparará nadie si
no sabe de su existencia. Observe los lanzamientos de Apple, note que utiliza publicidad mundial y por todos
los medios posibles.
2.3.9 FUNCIÓN DE LA ALTA ADMINISTRACIÓN
Las funciones sustantivas de la alta administración son las de proporcionar soporte y recursos al equipo de
desarrollo. La administración debe entender que la falta de dinero, tiempo y recursos son las principales
causas de fracaso. También debe articular a la estrategia del negocio con las metas de productos y mercados
nuevos, específicamente, los tipos de producto, líneas nuevas, amplitud y profundidad de ellas, porcentaje de
participación a capturar, utilidades, tecnologías a incorporar, enfoque de la investigación y el desarrollo, así
como las metas de largo plazo. También se debe evitar que la alta administración trate de impulsar un
proyecto, debe mantenerse al margen del trabajo del equipo.
2.3.10 NO COMPROMETA LA CALIDAD A COSTA DE LA RAPIDEZ
La rapidez con la que llega un producto al mercado es un determinante importante de la rentabilidad. La
ventaja de la rapidez se pierde si el producto es rechazado por razones de calidad. El tiempo al mercado se
puede reducir sin sacrificar la calidad si se cumplen las condiciones.
Ejecute concurrentemente las actividades del diseño, mantenga abiertas y ágiles los canales
de comunicación entre los miembros del equipo y entre el equipo y la administración.
Construya una red de actividades (CPM o PERT), defina precedencias, costos y tiempos,
asegúrese de que esos atributos estén estimados razonablemente y que no se violen requisitos
de precedencia, por ejemplo, no podrá estimar costos sin haber definido materiales y
procesos.
Controle la ejecución del proyecto y determine acciones correctivas para las desviaciones.
Considere que la violación de tiempos puede indicar una falta de disciplina y/o la falta de recursos.
Esto implica retrasos en la entrega del producto y si ello ocurre una ocasión, es posible que se repita. Esto se
puede evitar asignando los recursos necesarios, ya sean monetarios, especie o inclusive de control.
2.3.11 DISPONIBILIDAD DE UN PROCESO SISTEMÁTICO PARA
DESARROLLO DE PRODUCTOS NUEVOS
Cooper (1993) propuso un proceso que ha tenido amplia aceptación empresarial. Este proceso formaliza el
proceso de desarrollo desde la conceptualización del producto hasta el lanzamiento, dividiéndolo en etapas
con estrictos criterios de pasar o detenerse. Estos criterios son determinados por el equipo y generalmente se
listan con el producto a entregar en cada una de las etapas. Cada una de ellas puede incluir varias actividades
concurrentes, pero debe cumplir un conjunto de criterios para pasar a la siguiente. La función de estos
criterios es la de controlar la calidad, que los resultados de cada etapa sean los planeados. Este proceso
promueve un trabajo en equipo más integrado, la detección temprana de errores y fallas, un lanzamiento más
controlado y menor tiempo al mercado.
2.3.12 ATRACTIVIDAD DEL MERCADO
El mercado al que va dirigido un producto ha de ser atractivo, sin embargo, la atractividad es un concepto
subjetivo y se necesita definir algunas características que ayudan a objetivizarla, entre ellas destacan:
El mercado es relativamente grande y el producto es esencial para los consumidores.
El mercado crece con rapidez.
El clima económico del mercado es favorable para el producto.
La demanda del mercado no es cíclica ni estacional o muy inestable.
La lealtad de los clientes hacia el producto similar o sustituto es baja, sin recelo pueden
aceptar el nuevo.
Los clientes no son muy sensibles al precio, les interesa más un producto nuevo.
Los clientes tienen recursos económicos para adquirir productos nuevos.
Aunque es deseable tener un mercado atractivo, el éxito del producto nuevo no depende tanto del
entorno, sino de las necesidades y requerimientos del mercado y por tanto, de lo que el equipo de desarrollo
haga para describirlas. Estas acciones tienen mayor efecto en el éxito del producto.
2.3.13 EXPERIENCIA Y COMPETENCIAS CLAVE
Es probable que una empresa no sea muy exitosa en un negocio desconocido. Se necesita experiencia en las
tecnologías que operará, competente en la administración de procesos desconocidos, le faltará el
conocimiento que se desarrolla con la experiencia y que no está disponible en el anaquel, conocimiento del
producto y el mercado, así como las capacidades y competencias necesarias para desarrollar productos
competitivos. Hasta cierto punto, es una aventura de alto riesgo. En general, con el ajuste estrecho entre los
requerimientos del desarrollo de productos nuevos y las competencias clave del negocio, es mayor la
probabilidad de éxito. Este ajuste debe darse en base de:
Experiencia técnica, tanto en términos de capacidades para la producción como para
investigación y desarrollo.
23
Capacidades y competencias administrativas.
Mercadotecnia, ventas y recursos para administrar el nivel de servicio al cliente.
Necesidades del consumidor y requerimientos del mercado.
En general es más fácil tener éxito en un territorio conocido. Aunque esto no significa que no se debe
emprender en áreas desconocidas y que si se ve potencial, se debe estudiar cuidadosamente. Una estrategia
muy utilizada para adquirir competencias en otra área es adquiriendo empresas, con co-inversiones o fusiones.
Hay ejemplos destacado, entre ellos, Sony incursionó en la industria del entretenimiento y hoy ya ejerce
liderazgo; TATA, muy diversificado, en bienes raíces, automóviles y consultoría; General Electric dedicado a
la manufactura, desde aviones a instrumental médico.
2.3.14 OTROS FACTORES
Además de los factores mencionados, hay otros como el orden de ingreso, la innovación y la naturaleza de los
beneficios que también tienen un efecto destacado. El orden de entrada tiene resultados diversos en lo que se
refiere al efecto en el mercado. Mientras que un producto muy innovador puede tener un éxito inicial, es
preferible introducirlo con alta calidad que se el primero en el mercado, porque un producto de mala calidad
puede capturar alguna participación, pero la mala calidad asociada puede tener un efecto más duradero del
que posiblemente no se pueda recuperar. Obviamente es muy deseable que un producto de alta calidad,
innovador y deseable sea el primero al mercado, como ocurrió, por ejemplo, con la Minivan Chrysler. Este
ejemplo muestra que los competidores simplemente siguen estrategias de imitación rápida en vez de ofrecer
variaciones innovadoras, como mini vans con dos puertas laterales deslizantes, que también Chrysler
desarrolló. Hay un mito de que un producto nuevo muy innovador es riesgoso; no hay tal cosa, de hecho, si un
producto nuevo ofrece una solución innovadora para las necesidades de los consumidores, no hay razón para
que fracase. Aunque si es necesario ser cuidadoso, porque los productos menos innovadores o muy
innovadores tienen menos posibilidades de competir exitosamente que los productos moderadamente
innovadores; en virtud de que los consumidores están más inclinados a aceptarlos al considerar a los menos
innovadores como imitaciones malas y los muy innovadores como de otra clase.
Un negocio simplemente no puede introducir un producto y esperar su éxito solamente por liderazgo en
costos, por ejemplo, en el mercado automotriz, el viejo escarabajo VW estaba posicionado en el mercado
mundial por su menor precio, pero también era reconocido ampliamente por su confiabilidad; siendo esta la
característica que aumentaba su valor.
Resumiendo, los productos exitosos se pueden caracterizar porque poseen los atributos:
Ofrecen beneficios que otros productos no brindan.
Ofrecen beneficios secundarios adicionalmente al primario.
Poseen ventajas sobre los de los competidores.
Eliminan a los productos con más desventajas.
Capturan tendencias sociales contemporáneas.
Ofrecen ventajas de precio en comparación contra otros productos.
Es muy importante que el equipo de desarrollo conozca bien las características de diferenciación que son
valiosas, atractivas y para el segmento del mercado, lo que constituirá la base para posicionarlo.
Estrategia para el Desarrollo de un Producto Nuevo
Los objetivos primordiales de la estrategia y del plan de negocio para desarrollar un producto nuevo es
asegurar que todas las partes se sumen al esfuerzo y al proyecto de diseño, así como tener un consenso sobre
las actividades a realizar. En esta etapa se tiene información del mercado, fuentes de fondeo, estados pro
forma y análisis de punto de equilibrio, información de la naturaleza del producto y del mercado. No obstante,
antes de formular el plan se realizarán las actividades de la lista:
Definir las expectativas de crecimiento de los nuevos productos.
Colectar la información sobre capacidades, mercado y clientes.
Determinar oportunidades de mercado.
Determinar los productos nuevos y competitivos, sus fortalezas y debilidades relativas.
Definir criterios para la inclusión de nuevos productos en el portafolio de productos.
Crear el portafolio de productos.
Administrar el portafolio para maximizar la rentabilidad.
2.4.1 DETERMINAR LAS EXPECTATIVAS DE LOS PRODUCTOS
NUEVOS
Típicamente, la misión habla de los propósitos de la organización. En el plan de negocio y las metas
financieras se establecen los mercados y productos nuevos para que la empresa crezca y se desarrolle. A
manera de ejemplo, 3M espera que los productos desarrollados en los últimos cinco años contribuyan con el
25% de las utilidades. Los productos nuevos deben ser considerados análogamente, estimando la contribución
a las utilidades y es esta definición lo que facilita la decisión de inversión en su desarrollo. También ayuda
para que partiendo del diagnóstico tecnológico y de los recursos financieros disponibles, se determinen los
recursos faltantes que el proyecto de desarrollo demandará. La estimación de riesgos también será
simplificada y se podrán reducir los riesgos ampliando el portafolio. También se podrá determinar con certeza
las capacidades de desarrollo de producto, que se puede desarrollar y que recursos faltan para desarrollar
productos más novedosos, así como los riesgos asociados a la amplitud del portafolio y si estas iniciativas de
desarrollo de productos impactan las metas de largo plazo de una manera conveniente.
2.4.2 COLECTA DE INFORMACIÓN ESTRATÉGICA
Aunque las empresas colecten información y conozcan las necesidades de sus clientes y del mercado, su
mismo negocio y las capacidades tecnológicas, sus competidores, es imprescindible actualizar esos datos
periódicamente. También es conveniente la realización de análisis estratégico, de tipo “Benchmarking” o
análisis competitivo para determinar las fortalezas y debilidades relativas. La administración del conocimiento
no es un esfuerzo único sino un proceso dinámico y continuo que le permita aprovechar la experiencia y
administrar el conocimiento en la formulación de planes y proyectos.
2.4.3 DETERMINACIÓN DE LAS OPORTUNIDADES
El reto es presentar la información en una forma ilustrativa y significativa, que sea fácil de leer y que sea
importante. Que se vean con claridad las oportunidades ya sea porque los productos en el mercado tienen
debilidades y que el consumidor es sensible a ellas, para ofrecer un producto con ventajas porque las ataca;
como también porque el producto es nuevo y puede satisfacer necesidades actuales. Para este estudio se
pueden aplicar dos herramientas, el modelo matricial de puntuación y el mapa de oportunidades.
El modelo matricial de puntuación es útil cuando hay varias opciones disponibles y se debe seleccionar
una de ellas. Un ejemplo de este problema es el de comparar, con diversos criterios o atributos, varios
productos para determinar al mejor de ellos, ello ayudará a determinar las características que se integrarán al
producto. Primero se establece la importancia relativa de cada uno de los criterios asignándoles un peso “w” y
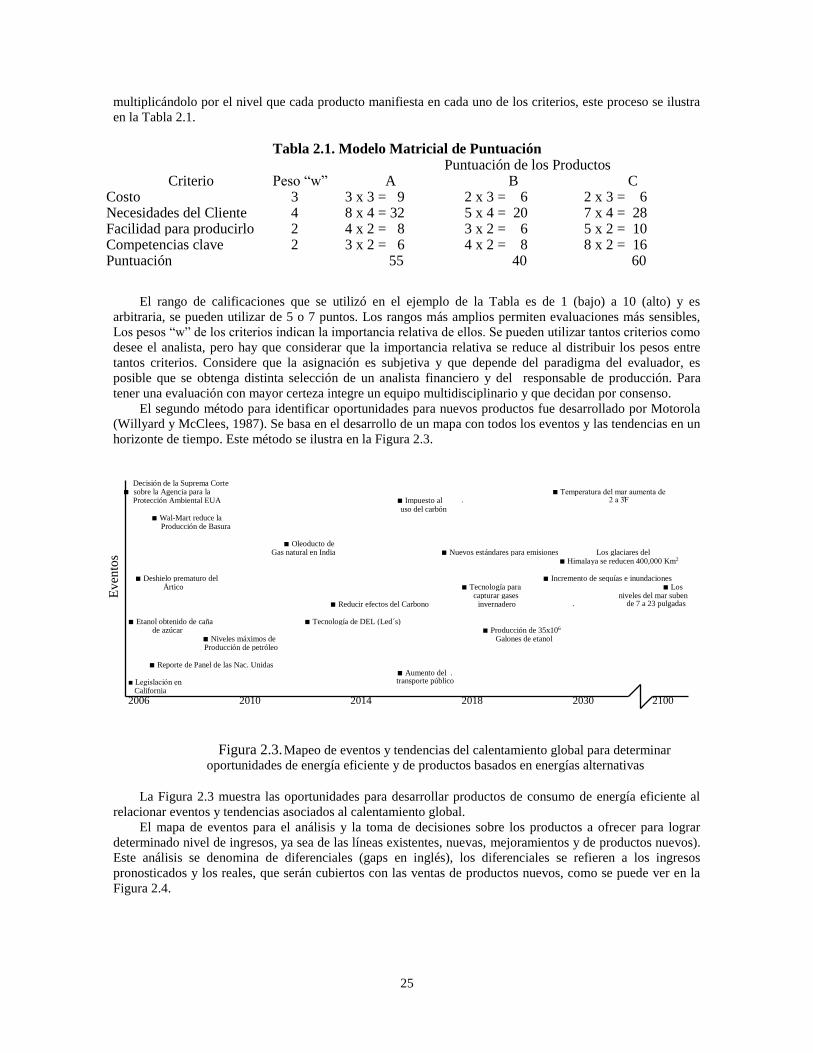
25
multiplicándolo por el nivel que cada producto manifiesta en cada uno de los criterios, este proceso se ilustra
en la Tabla 2.1.
Tabla 2.1. Modelo Matricial de Puntuación Puntuación de los Productos
Criterio Peso “w” A B C Costo 3 3 x 3 = 9 2 x 3 = 6 2 x 3 = 6 Necesidades del Cliente 4 8 x 4 = 32 5 x 4 = 20 7 x 4 = 28 Facilidad para producirlo 2 4 x 2 = 8 3 x 2 = 6 5 x 2 = 10 Competencias clave 2 3 x 2 = 6 4 x 2 = 8 8 x 2 = 16 Puntuación 55 40 60
El rango de calificaciones que se utilizó en el ejemplo de la Tabla es de 1 (bajo) a 10 (alto) y es
arbitraria, se pueden utilizar de 5 o 7 puntos. Los rangos más amplios permiten evaluaciones más sensibles,
Los pesos “w” de los criterios indican la importancia relativa de ellos. Se pueden utilizar tantos criterios como
desee el analista, pero hay que considerar que la importancia relativa se reduce al distribuir los pesos entre
tantos criterios. Considere que la asignación es subjetiva y que depende del paradigma del evaluador, es
posible que se obtenga distinta selección de un analista financiero y del responsable de producción. Para
tener una evaluación con mayor certeza integre un equipo multidisciplinario y que decidan por consenso.
El segundo método para identificar oportunidades para nuevos productos fue desarrollado por Motorola
(Willyard y McClees, 1987). Se basa en el desarrollo de un mapa con todos los eventos y las tendencias en un
horizonte de tiempo. Este método se ilustra en la Figura 2.3.
Figura 2.3. Mapeo de eventos y tendencias del calentamiento global para determinar
oportunidades de energía eficiente y de productos basados en energías alternativas
La Figura 2.3 muestra las oportunidades para desarrollar productos de consumo de energía eficiente al
relacionar eventos y tendencias asociados al calentamiento global.
El mapa de eventos para el análisis y la toma de decisiones sobre los productos a ofrecer para lograr
determinado nivel de ingresos, ya sea de las líneas existentes, nuevas, mejoramientos y de productos nuevos).
Este análisis se denomina de diferenciales (gaps en inglés), los diferenciales se refieren a los ingresos
pronosticados y los reales, que serán cubiertos con las ventas de productos nuevos, como se puede ver en la
Figura 2.4.
Decisión de la Suprema Corte ■ sobre la Agencia para la ■ Temperatura del mar aumenta de
. 2 a 3F̊ Protección Ambiental EUA ■ Impuesto al uso del carbón ■ Wal-Mart reduce la Producción de Basura ■ Oleoducto de Gas natural en India ■ Nuevos estándares para emisiones Los glaciares del ■ Himalaya se reducen 400,000 Km2
■ Deshielo prematuro del ■ Incremento de sequías e inundaciones Ártico ■ Tecnología para ■ Los capturar gases niveles del mar suben
. de 7 a 23 pulgadas ■ Reducir efectos del Carbono invernadero ■ Etanol obtenido de caña ■ Tecnología de DEL (Led´s) de azúcar ■ Producción de 35x106 ■ Niveles máximos de Galones de etanol Producción de petróleo ■ Reporte de Panel de las Nac. Unidas
■ Aumento del . transporte público
■ Legislación en California
2006 2010 2014 2018 2030 2100
Ev
ento
s

Figura 2.4. Ingreso pronosticado para ser de ventas de productos nuevos.
2.4.4 LEVANTAMIENTO DE OPCIONES DE PRODUCTOS NUEVOS
Después de la ubicación (mapeo) de los eventos y las tendencias y de la revisión de metas de ventas de los
productos nuevos, se levanta la lista de ideas y alternativas de productos nuevos. Estas opciones deben ser
compatibles y consistentes con las competencias clave de la empresa y con la información estratégica
colectada en la Sección 2.4.2. La lista debe ser completa, sin omisiones de manera que todas las alternativas
sean consideradas antes de tomar la decisión. Las alternativas pueden evaluarse como se hizo en el ejemplo
mostrado en la Tabla 2.1.
2.4.5 CRITERIOS PARA INTEGRAR EL PRODUCTO NUEVO AL
PORTAFOLIO
Las empresas esperan aumento de utilidades al incluir un producto nuevo en el portafolio de productos, por lo
menos el retorno de la inversión, en este caso se descartan los productos que no satisfagan este requisito.
Además de los criterios económico-financieros, se debe analizar la contribución del producto en las metas de
nuevos mercados, por ejemplo, determine la versatilidad de la tecnología desarrollada para este producto para
la manufactura de otros. Otro aspecto importante es la estimación del riesgo, en el caso de productos tan
novedosos que se exponga a la empresa a riesgos innecesarios e inaceptables. También se evaluará si la
inversión para desarrollar el producto nuevo es desproporcionada y finalmente, si la alternativa analizada
abrirá nuevos mercados. Los resultados de esos estudios ayudarán a desarrollar los criterios de integración.
Para la selección final, deberá aplicar criterios económico-financieros como de mercadotecnia.
2.4.6 CREACIÓN DEL PORTAFOLIO DE PRODUCTO
27
Como se muestra en la Figura 2.4, el portafolio de productos incluye a los existentes, modificados y nuevos.
Los productos nuevos que cumplen con los criterios de selección, además de que satisfacen las metas de
productos nuevos, las necesidades de clientes y mercado, cumplen el propósito señalado en la misión y las
metas financieras serán incluidas en el portafolio. La decisión final es tomada por la alta administración y el
equipo de desarrollo por consenso para que todos los reunidos hagan suyo al proyecto de desarrollo.
2.4.7 ADMINISTRACIÓN DEL PORTAFOLIO
La administración del portafolio típicamente incluye la integración de equipos de desarrollo, asignarles los
recursos necesarios, asegurar que los esfuerzos de investigación y desarrollo se enfoquen en la creación de
capacidades y competencias con las que se desarrollan los productos nuevos, así como las estrategias de
mercadeo y ventas.
2.4.8 DESARROLLO DE PLANES PARA PRODUCTOS NUEVOS
En esta etapa ya están ejecutadas las actividades estratégicas del desarrollo y es el momento para formular
planes para el producto nuevo. El primer paso es la definición de las necesidades de los consumidores. Deck,
(1994) afirma que la determinación precisa del valor del producto para el cliente y la integración de sus ideas
son las prácticas más importantes que diferencian a las empresas líderes de las seguidoras, a las exitosas de las
conformistas. En los siguientes apartados se detalla este proceso de planeación.
2.4.8.1 NECESIDADES DEL CONSUMIDOR
La pregunta clave es si el producto nuevo excitará a los consumidores tanto como para que lo compren. Para
saber si los consumidores comprarán el producto se tendrán que responder las siguientes preguntas:
¿Cuáles son las necesidades críticas y como inciden en ellas los productos en el mercado?
¿Quiénes son los consumidores, cuáles son los productos que usan, como los usan y bajo que
condiciones los usan?
¿Cómo son recibidos y percibidos en relación a como satisfacen las necesidades?
¿Cómo saben los consumidores si un producto funciona satisfactoriamente y que señales
envían para comunicarlo?
¿Los productos están siendo utilizados por razones físicas (como martillar un clavo), por
razones emocionales (sentir que el producto es bueno) o por ambos tipos de razones.
Las técnicas de investigación de mercado ayudan a entender las necesidades del consumidor. Estas
técnicas pueden ser clasificadas en dos tipos: cualitativas y cuantitativas. En las técnicas cualitativas se
encuentran las entrevistas con grupos focales, las entrevistas individuales, las visitas in situ. La técnica más
utilizada es la del grupo focal. Típicamente se trata de un grupo de 6 a 10 miembros con características
comunes y demográficas de interés, liderado por un moderador y discuten un tópico determinado. Las
entrevistas individuales se enfocan en investigar a un individuo para conocer sus intereses. En las visitas en el
sitio, se tiene un contacto más directo con el consumidor y en su propio entorno, hay que cuidar que el
elemento investigado sea un buen representante del universo. Estas técnicas proporcionan información que
puede ser cuestionable si no se colecta con cuidado.
Las técnicas cuantitativas se pueden aplicar a muestras grandes. Entre las técnicas más conocidas están el
análisis de marca, la segmentación y el análisis de COJOINT. El análisis de marca utiliza escala de dos
niveles, “importante” y “no es importante” para discriminar las características del producto que son
importantes para el cliente, su opinión sobre la forma en que las marcas de mayor participación satisfacen sus
necesidades y determinar los atributos que explican, en lo general de todas las marcas. En la segmentación los
consumidores se agrupan por segmentos y se analizan las respuestas de cada subgrupo. El análisis COJOINT
se basa en que el producto o concepto puede ser considerado como un paquete de atributos que influye en la
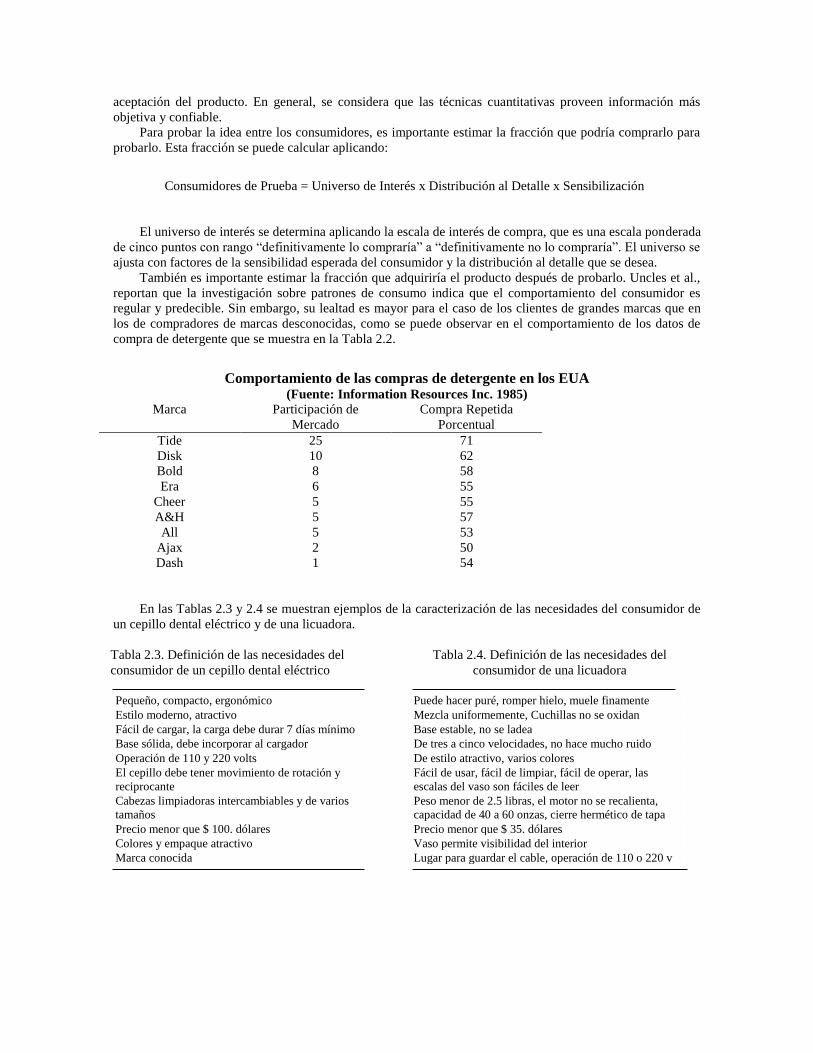
aceptación del producto. En general, se considera que las técnicas cuantitativas proveen información más
objetiva y confiable.
Para probar la idea entre los consumidores, es importante estimar la fracción que podría comprarlo para
probarlo. Esta fracción se puede calcular aplicando:
Consumidores de Prueba = Universo de Interés x Distribución al Detalle x Sensibilización
El universo de interés se determina aplicando la escala de interés de compra, que es una escala ponderada
de cinco puntos con rango “definitivamente lo compraría” a “definitivamente no lo compraría”. El universo se
ajusta con factores de la sensibilidad esperada del consumidor y la distribución al detalle que se desea.
También es importante estimar la fracción que adquiriría el producto después de probarlo. Uncles et al.,
reportan que la investigación sobre patrones de consumo indica que el comportamiento del consumidor es
regular y predecible. Sin embargo, su lealtad es mayor para el caso de los clientes de grandes marcas que en
los de compradores de marcas desconocidas, como se puede observar en el comportamiento de los datos de
compra de detergente que se muestra en la Tabla 2.2.
Comportamiento de las compras de detergente en los EUA (Fuente: Information Resources Inc. 1985)
Marca Participación de
Mercado
Compra Repetida
Porcentual
Tide 25 71
Disk 10 62
Bold 8 58
Era 6 55
Cheer 5 55
A&H 5 57
All 5 53
Ajax 2 50
Dash 1 54
En las Tablas 2.3 y 2.4 se muestran ejemplos de la caracterización de las necesidades del consumidor de
un cepillo dental eléctrico y de una licuadora.
Pequeño, compacto, ergonómico Puede hacer puré, romper hielo, muele finamente
Estilo moderno, atractivo Mezcla uniformemente, Cuchillas no se oxidan
Fácil de cargar, la carga debe durar 7 días mínimo Base estable, no se ladea
Base sólida, debe incorporar al cargador De tres a cinco velocidades, no hace mucho ruido
Operación de 110 y 220 volts De estilo atractivo, varios colores
El cepillo debe tener movimiento de rotación y
reciprocante
Fácil de usar, fácil de limpiar, fácil de operar, las
escalas del vaso son fáciles de leer
Cabezas limpiadoras intercambiables y de varios
tamaños
Peso menor de 2.5 libras, el motor no se recalienta,
capacidad de 40 a 60 onzas, cierre hermético de tapa
Precio menor que $ 100. dólares Precio menor que $ 35. dólares
Colores y empaque atractivo Vaso permite visibilidad del interior
Marca conocida Lugar para guardar el cable, operación de 110 o 220 v
Tabla 2.3. Definición de las necesidades del
consumidor de un cepillo dental eléctrico
Tabla 2.4. Definición de las necesidades del
consumidor de una licuadora
29
La aplicación de las técnicas de investigación de mercado descritas proporcionan una caracterización
precisa de las necesidades del consumidor que alimentarán al proceso de desarrollo del producto, para tener la
confianza de que será aceptado y apreciado por el comprador.
2.4.8.2 ENTENDIMIENTO DEL MERCADO
Para evaluar apropiadamente el potencial de éxito del producto nuevo es necesario entender al mercado. Este
estudio aclarará que características debe tener el producto para que proporciones beneficios al consumidor y
al cliente. La empresa deberá centrar la atención en los siguientes factores:
1. Alineación del mercado con la misión de la empresa.
2. Sinergia entre el mercado y la empresa.
3. Atractividad del mercado.
El primer factor trata de asegurarse que la empresa introduzca un producto en controversia con el
propósito de la empresa, la sinergia del par mercado-empresa se describe en términos de varios
considerandos, entre ellos, si el mercado es nuevo; si la empresa tendrá que entrar a un negocio nuevo; el
capital intelectual, específicamente, si la administración, talento y habilidades actuales se alinean con este
producto, como también si las capacidades tecnológicas y las instalaciones para la producción son adecuadas
y suficientes; considere si se tendrá que aprender el uso de tecnologías nuevas; si se necesitan tecnologías
nuevas para la empresa, estudie si se podrán comprar o se tienen que desarrollar internamente, evalúe si los
requisitos de capital constituyen una barrera para la entrada; determine si la mercadotecnia y la fuerza de
ventas actuales podrán ser utilizadas o se tendrán que modificar, en este caso, lo que tendrá que modificar.
Un ajuste pobre entre las competencias clave de la empresa (conocimiento, experiencia y capacidades) y
el desconocimiento del mercado son condiciones para el fracaso. Davis (1996) ofrece un par de ejemplos, la
empresa de ropa interior “Fruit of the Loom” introdujo un jabón para ropa en 1977 y lo retiró en 1981;
“Procter and Gamble” adquirió la marca de refrescos gaseosos “Orange Crush” y finalmente se retira del
mercado de refrescos embotellados. En la literatura hay gran cantidad de casos que ejemplifican la falta de
ajuste. Ambos ejemplos indican que para el éxito es importante entender profundamente la relación entre
negocios nuevos y los actuales, aprender de la experiencia de estar en el mercado, no se deje engolosinar por
la atractividad superficial y aparente del negocio.
La atractividad puede estudiarse revisando, entre otros puntos: Tamaño del mercado, la magnitud de la
demanda, los tamaños poblacionales y sus características demográficas, la geografía; las tendencias pasadas
en el mercado, crece, estancado o en declinación; la competencia, tamaño y concentración de los
competidores, sus fortalezas y debilidades, el competidor dominante y la agresividad, reacciones en el pasado
contra nuevos ingresos; los perfiles de costo y estructura de precios de la industria, estrategias de mercadeo;
acceso a tecnologías de equipo, producto y sistemas, patentes, diagnóstico tecnológico; percepción de
consumidores de los competidores, sus necesidades y como están siendo satisfechas, porcentajes de
participación; tendencias del consumidor y como incide en ellas el producto nuevo; influencia de precio en la
atracción del cliente; el momento de la introducción es oportuno.
Las respuestas a estas cuestiones pueden ser ponderadas para determinar la atractividad y el porcentaje
de participación que se espera captar durante la vida del producto.
2.4.8.3 ATRIBUTOS Y ESPECIFICACIONES DEL PRODUCTO
Una vez que ha determinado las necesidades del consumidor y caracterizado el mercado inicia el proceso para
determinar las especificaciones del producto. De acuerdo con Rosenthal (1992), los elementos a considerar
son:
Desempeño, se refiere a las características operativas del producto.
Características, se refiere a las características del producto.
Confiabilidad, se estima como el tiempo promedio entre fallas.
Durabilidad, es una estimación de la vida útil del producto.

Servicio, es la facilidad para repararlo, reemplazar partes dañadas y darle mantenimiento.
Estética, integra la vista del producto, como se siente y como afecta a los sentidos.
Calidad percibida, es la reputación, idea que el cliente tiene del producto.
Empaque, son los requisitos de empaque, etiquetado e información y para el manejo.
Costo, incluye el costo de producción y de proporcionarle servicio.
La información obtenida de estas guías se tabula y se obtiene la lista de especificaciones del
producto, en la Tabla 2.5 se muestran las especificaciones del cepillo eléctrico.
Tabla 2.5. Especificaciones del Producto para el Cepillo Dental Eléctrico
Desempeño: Limpieza efectiva, que se pueda limpiar rápidamente, no más de dos minutos.
Larga vida de la batería, por lo menos de 30 minutos y debe ser recargable.
Características: Capacidad para llegar a todas las áreas.
Pequeño, ligero, que no pese más que 1.3 onzas.
Sujeción ergonómica, cómoda, diámetro de 2 centímetros.
Excede los requisitos de la Asociación Dental Americana para almacenaje y sustitución.
Con cronómetro para utilizarlo con regularidad y resistente al agua-
Confiabilidad: La limpieza es efectiva cuando se use siguiendo las instrucciones.
La cabeza limpiadora dura hasta doce semanas.
Durabilidad: Todos sus componentes deben durar por lo menos dos años.
Mantenimiento: Fácil de reemplazar el diseño de la cabeza
Fácil de sustituir el diseño para la limpieza
Estética: Un concepto de estilo ergonómico novedoso
Empaque: Empaque en caja, pequeño y compacto.
Empaque ligero, no pesa más de medio Kilo y el material de empaque es efectivo.
Etiquetas e información atractiva, recurre a gráficas.
Se usa RFID para mejor seguridad y rastreo del producto.
Precio: El costo de producción es menor que $ 80 dólares.
El servicio y la garantía cuestan menos de $15 dólares.
2.4.8.4 PROGRAMACIÓN, RECURSOS, FINANZAS Y DOCUMENTACIÓN
La siguiente fase del proceso de desarrollo es la programación, el grupo la desarrolla y debe aceptarla por
consenso. El programa debe ser realista, centrar la atención en la competencia, interna como externa y debe
responder a requisitos de rentabilidad. En la práctica industrial se utilizan diagramas de precedencia, la
técnica “Evaluación y Revisión de Programas” (PERT), el Método de la Ruta Crítica (CPM) y Gráficas de
Gantt. Durante la elaboración de los diagramas se tendrá que considerar y buscar el respaldo de finanzas para
obtener el fondeo requerido para la asignación de recursos. En el siguiente paso se desarrolla el presupuesto,
se pueden elaborar “estados pro forma” y el análisis del punto de equilibrio. Se busca administrar la
información relativa a:
Costo del desarrollo, incluye la inversión, tiempo, personal.
Costo del desarrollo de prototipos.
Costos de capital, herramental, preparación de equipos, entrenamiento.
Mano de obra directa, materiales e indirectos.
Empaque, distribución, mercadotecnia, costos de venta.
Volumen de producción, costo de producción, determinación de precio de venta.
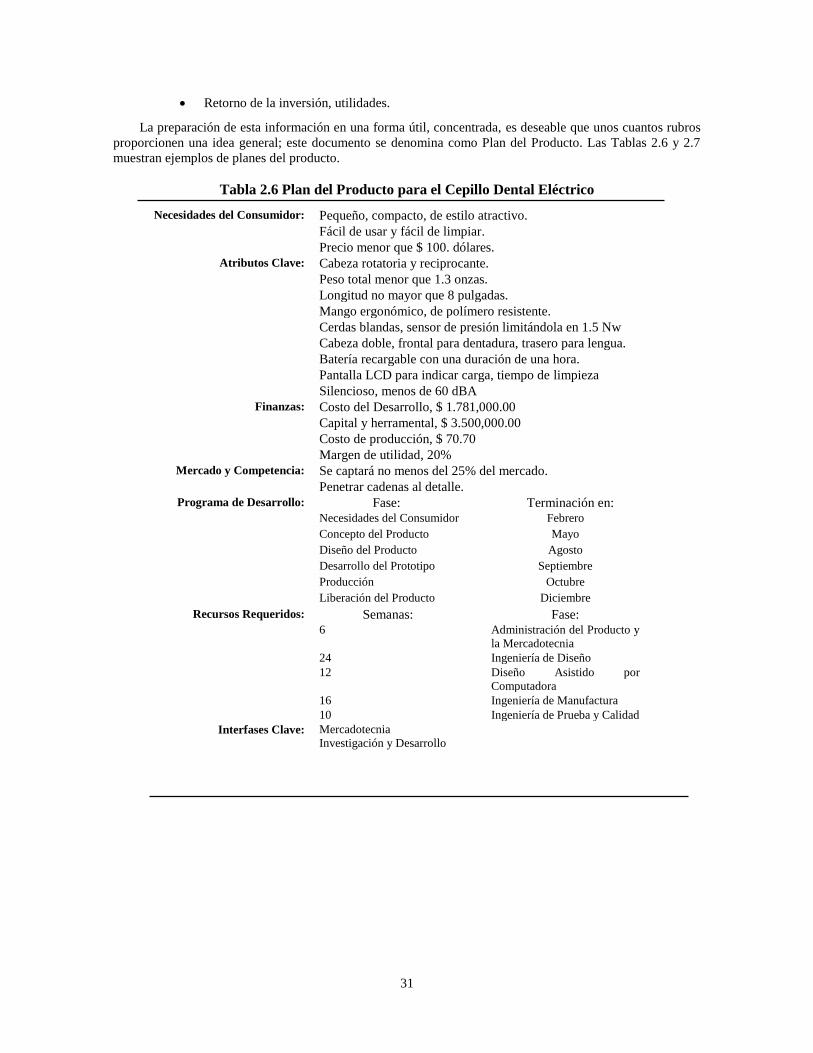
31
Retorno de la inversión, utilidades.
La preparación de esta información en una forma útil, concentrada, es deseable que unos cuantos rubros
proporcionen una idea general; este documento se denomina como Plan del Producto. Las Tablas 2.6 y 2.7
muestran ejemplos de planes del producto.
Tabla 2.6 Plan del Producto para el Cepillo Dental Eléctrico
Necesidades del Consumidor: Pequeño, compacto, de estilo atractivo.
Fácil de usar y fácil de limpiar.
Precio menor que $ 100. dólares.
Atributos Clave: Cabeza rotatoria y reciprocante.
Peso total menor que 1.3 onzas.
Longitud no mayor que 8 pulgadas.
Mango ergonómico, de polímero resistente.
Cerdas blandas, sensor de presión limitándola en 1.5 Nw
Cabeza doble, frontal para dentadura, trasero para lengua.
Batería recargable con una duración de una hora.
Pantalla LCD para indicar carga, tiempo de limpieza
Silencioso, menos de 60 dBA
Finanzas: Costo del Desarrollo, $ 1.781,000.00
Capital y herramental, $ 3.500,000.00
Costo de producción, $ 70.70
Margen de utilidad, 20%
Mercado y Competencia: Se captará no menos del 25% del mercado.
Penetrar cadenas al detalle.
Programa de Desarrollo: Fase: Terminación en:
Necesidades del Consumidor Febrero
Concepto del Producto Mayo
Diseño del Producto Agosto
Desarrollo del Prototipo Septiembre
Producción Octubre
Liberación del Producto Diciembre
Recursos Requeridos: Semanas: Fase:
6 Administración del Producto y
la Mercadotecnia
24 Ingeniería de Diseño
12 Diseño Asistido por
Computadora
16 Ingeniería de Manufactura
10 Ingeniería de Prueba y Calidad
Interfases Clave: Mercadotecnia
Investigación y Desarrollo
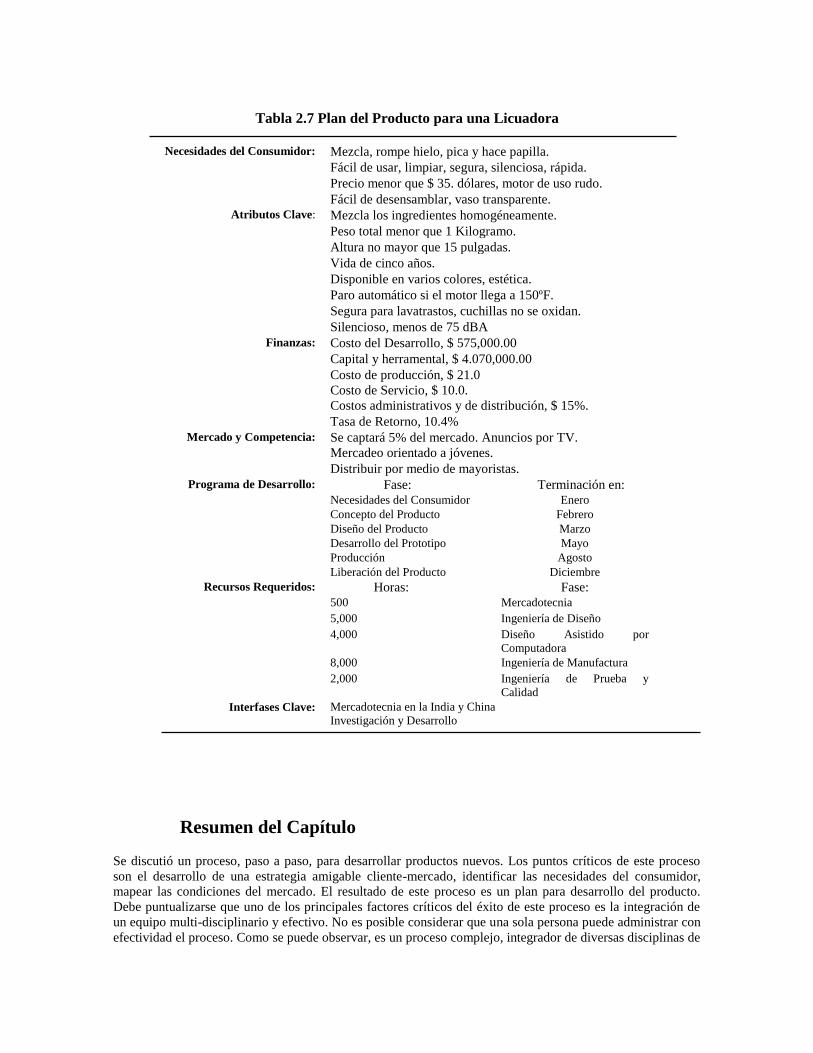
Tabla 2.7 Plan del Producto para una Licuadora
Resumen del Capítulo
Se discutió un proceso, paso a paso, para desarrollar productos nuevos. Los puntos críticos de este proceso
son el desarrollo de una estrategia amigable cliente-mercado, identificar las necesidades del consumidor,
mapear las condiciones del mercado. El resultado de este proceso es un plan para desarrollo del producto.
Debe puntualizarse que uno de los principales factores críticos del éxito de este proceso es la integración de
un equipo multi-disciplinario y efectivo. No es posible considerar que una sola persona puede administrar con
efectividad el proceso. Como se puede observar, es un proceso complejo, integrador de diversas disciplinas de
Necesidades del Consumidor: Mezcla, rompe hielo, pica y hace papilla. Fácil de usar, limpiar, segura, silenciosa, rápida. Precio menor que $ 35. dólares, motor de uso rudo. Fácil de desensamblar, vaso transparente.
Atributos Clave: Mezcla los ingredientes homogéneamente. Peso total menor que 1 Kilogramo.
Altura no mayor que 15 pulgadas.
Vida de cinco años.
Disponible en varios colores, estética.
Paro automático si el motor llega a 150ºF.
Segura para lavatrastos, cuchillas no se oxidan.
Silencioso, menos de 75 dBA
Finanzas: Costo del Desarrollo, $ 575,000.00
Capital y herramental, $ 4.070,000.00
Costo de producción, $ 21.0
Costo de Servicio, $ 10.0.
Costos administrativos y de distribución, $ 15%.
Tasa de Retorno, 10.4%
Mercado y Competencia: Se captará 5% del mercado. Anuncios por TV.
Mercadeo orientado a jóvenes.
Distribuir por medio de mayoristas.
Programa de Desarrollo: Fase: Terminación en:
Necesidades del Consumidor Enero
Concepto del Producto Febrero
Diseño del Producto Marzo
Desarrollo del Prototipo Mayo
Producción Agosto
Liberación del Producto Diciembre
Recursos Requeridos: Horas: Fase:
500 Mercadotecnia
5,000 Ingeniería de Diseño
4,000 Diseño Asistido por
Computadora
8,000 Ingeniería de Manufactura
2,000 Ingeniería de Prueba y
Calidad
Interfases Clave: Mercadotecnia en la India y China
Investigación y Desarrollo

33
ingeniería y administración y se necesita una confluencia armónica, con sinergias. También es pertinente
señalar que el uso de tecnologías de información se intensifica continuamente y que las generaciones nuevas
de profesionales, de la era de la información seguirán sorprendiendo con nuevas aplicaciones y que
desarrollarán aplicaciones para el propósito de cada proyecto de diseño. También observe el cambio en
patrones de consumo de electrónicos, como los celulares. Estos aparatos definen al usuario, es frecuente que
lo cambien antes de que termine su vida útil, algo similar ocurre con los automóviles y prendas de vestir. Para
las generaciones nuevas, las empresas estarán estudiando las tendencias de tecnologías electrónicas y la forma
en que son utilizadas. Es probable que esos patrones hoy muy específicos para unas tecnologías se apliquen
para el consumo de muchos otros productos. En general, se puede considerar que las características de los
productos son funciones de factores sociales como de factores tecnológicos y pueden o no ser convergentes en
el proceso de desarrollo.
El primer fenómeno implica que a medida que la tecnología se desarrolla y se torna más alcanzable,
características antes limitadas a productos de alto nivel, como “touch screens” y el control de velocidad en
automotores tienen más aplicaciones y son más alcanzables. Las pantallas de color son características muy
comunes en cámaras fotográficas y teléfonos celulares. El segundo fenómeno, la convergencia en el diseño
del producto sugiere que no es necesario buscar al producto ideal. Los automóviles muestran una gran
diversidad en estilos, características y precios, difícilmente el diseño automotriz se orientará al diseño del auto
ideal, solo uno para todos. Lo mismo aplica para ropa, televisiones y muebles. Mientras los individuos sean
diferentes, con necesidades muy variables, gustos y preferencias cambiantes, los procesos de diseño serán
cambiantes. Por último, ante la diversidad de necesidades, tecnologías y organizaciones, habrá que determinar
como debe ser la función de diseño para satisfacer esas necesidades de manera rentable.
Referencias
Cooper, R. G. Winning at New Products: Accelerating the Process from Idea to Launch. Reading, MA: Addison-
Wesley, 1993.
Cooper, R. G. “New Products: What Separates the Winners from the Loosers”. The PDMA Handbook of New
Product Development. New York: John Wiley, 1996.
Corfield, A. P. National Economic Development Office. Product Design (The Corfield Report). London: National
Economic Development Office, 1979.
Davis, R. E. “Market Analysis and Segmentation Issues for New Consumers Products”. The PDMA Handbook of
New Product Development. New York: John Wiley, 1996.
Deck, M. “Why the Best Companies keep Winning the New Products Race”, R&D (Noviembre 1994): 4LS-5LS.
Montoya-Weiss, M. M., Calantone R. “Determinants of New Products Performance”. A Review and Meta-
Analysis”. Journal of Product Innovation Management 11 No. 5 (1994): 397-417.
Rosenthal, S. Effective Product Design and Development. Homewood, IL: Business One Irvin.
Uncles, M.D. Hammond, K.A., Ehrenberg, A.S.C., Davis, R.E.A. “A Replication Study of Two Brand Loyalty
Measures”. European Journal of Operational Research 76 (1994): 375-384.
Willyard, C.W., McClees C.W. “Motorola´s Technology Roadmap Process”. Harvard Business Review (1987): 13-
19.


35
Capítulo 3
La Estructura del Proceso de
Diseño del Producto
Fundamentos del Diseño
Diseño es el acto de formalizar una idea o concepto en información concreta, es muy distinto a hacer o
construir. Se lleva la idea desde un artículo abstracto hasta el punto en que se tiene la información necesaria y
disponible para producirlo. Caldecote (1989) define el diseño como el proceso de transformar una idea a la
información con la que el producto se puede fabricar.
Desde una perspectiva de ingeniería, el diseño es la aplicación de conceptos científicos, matemáticas y
creatividad para conformar una estructura, máquina, sistema o artefacto que realizan una función
especificada. La palabra diseño es utilizada con diversas connotaciones, puede tener un significado diferente
para un ingeniero industrial y otra para un mecánico. El ingeniero mecánico está más concentrado en la
estructura de las partes, su mecánica y funcionalidad al juntarlas; por su parte, el ingeniero industrial se
enfoca más en la manufactura y la apariencia. En virtud de que al diseñar productos para el consumidor es
importante la forma y la función, ambas disciplinas son críticas para el desarrollo de la información básica
para fabricar el producto. El nivel de dependencia disciplinar del diseño del producto depende del mismo
producto. Los productos que dependen, primordialmente de criterios de estética, como son la ropa, tarjetas de
felicitación y los muebles, dependen mucho del ingeniero industrial; mientras que otros productos como
motores, edificios y tablillas electrónicas dependen más de otra ingeniería.
Gran parte de los productos para el consumidor son desarrollados en el contexto de varias ingenierías, la
estética y producción se inscriben en el dominio de las ingenierías industrial, manufactura y mecatrónica
(procesos automatizados) y la función, a otra ingeniería, química, mecánica, eléctrica, etc. El grado al que la
disciplina domina en el proceso de diseño varía de uno a otro. La Figura 3.1 muestra el espectro del diseño
para dos ingenierías
En general, el costo relativo del producto determina el grado al que una disciplina contribuye al proceso
de diseño. Por ejemplo, el diseño de un avión va a depender más de los principios de la aerodinámica que de
los requisitos de apariencia o atractivo visual. No obstante, el diseño de una tela puede depender más de la
apariencia.
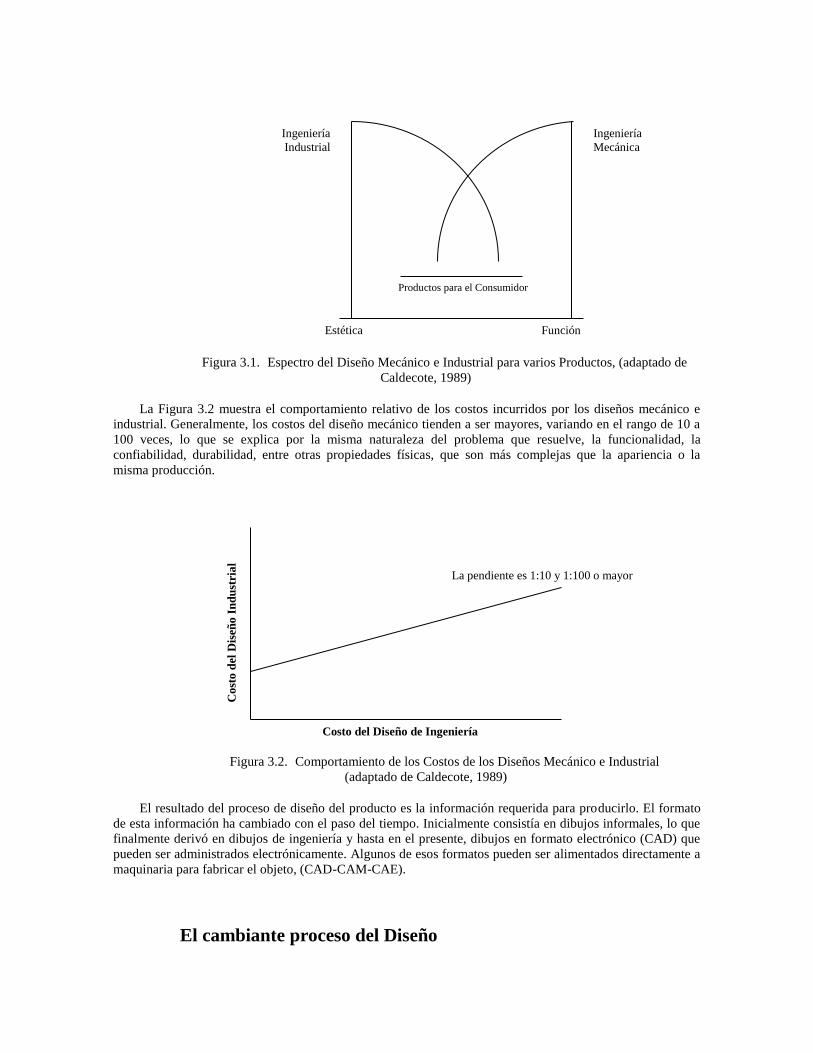
Figura 3.1. Espectro del Diseño Mecánico e Industrial para varios Productos, (adaptado de
Caldecote, 1989)
La Figura 3.2 muestra el comportamiento relativo de los costos incurridos por los diseños mecánico e
industrial. Generalmente, los costos del diseño mecánico tienden a ser mayores, variando en el rango de 10 a
100 veces, lo que se explica por la misma naturaleza del problema que resuelve, la funcionalidad, la
confiabilidad, durabilidad, entre otras propiedades físicas, que son más complejas que la apariencia o la
misma producción.
Figura 3.2. Comportamiento de los Costos de los Diseños Mecánico e Industrial
(adaptado de Caldecote, 1989)
El resultado del proceso de diseño del producto es la información requerida para producirlo. El formato
de esta información ha cambiado con el paso del tiempo. Inicialmente consistía en dibujos informales, lo que
finalmente derivó en dibujos de ingeniería y hasta en el presente, dibujos en formato electrónico (CAD) que
pueden ser administrados electrónicamente. Algunos de esos formatos pueden ser alimentados directamente a
maquinaria para fabricar el objeto, (CAD-CAM-CAE).
El cambiante proceso del Diseño
Ingeniería
Industrial
Ingeniería
Mecánica
Productos para el Consumidor
Estética Función
La pendiente es 1:10 y 1:100 o mayor
Co
sto
del
Dis
eño
In
du
stri
al
Costo del Diseño de Ingeniería
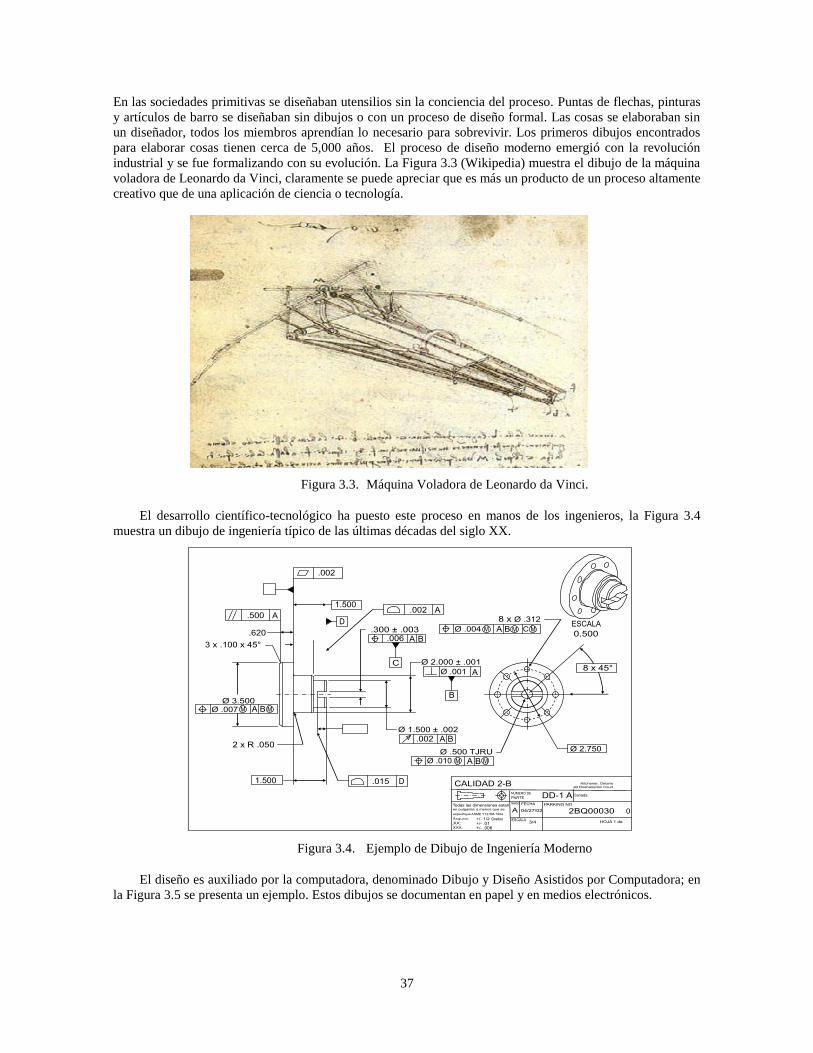
37
En las sociedades primitivas se diseñaban utensilios sin la conciencia del proceso. Puntas de flechas, pinturas
y artículos de barro se diseñaban sin dibujos o con un proceso de diseño formal. Las cosas se elaboraban sin
un diseñador, todos los miembros aprendían lo necesario para sobrevivir. Los primeros dibujos encontrados
para elaborar cosas tienen cerca de 5,000 años. El proceso de diseño moderno emergió con la revolución
industrial y se fue formalizando con su evolución. La Figura 3.3 (Wikipedia) muestra el dibujo de la máquina
voladora de Leonardo da Vinci, claramente se puede apreciar que es más un producto de un proceso altamente
creativo que de una aplicación de ciencia o tecnología.
Figura 3.3. Máquina Voladora de Leonardo da Vinci.
El desarrollo científico-tecnológico ha puesto este proceso en manos de los ingenieros, la Figura 3.4
muestra un dibujo de ingeniería típico de las últimas décadas del siglo XX.
Figura 3.4. Ejemplo de Dibujo de Ingeniería Moderno
El diseño es auxiliado por la computadora, denominado Dibujo y Diseño Asistidos por Computadora; en
la Figura 3.5 se presenta un ejemplo. Estos dibujos se documentan en papel y en medios electrónicos.
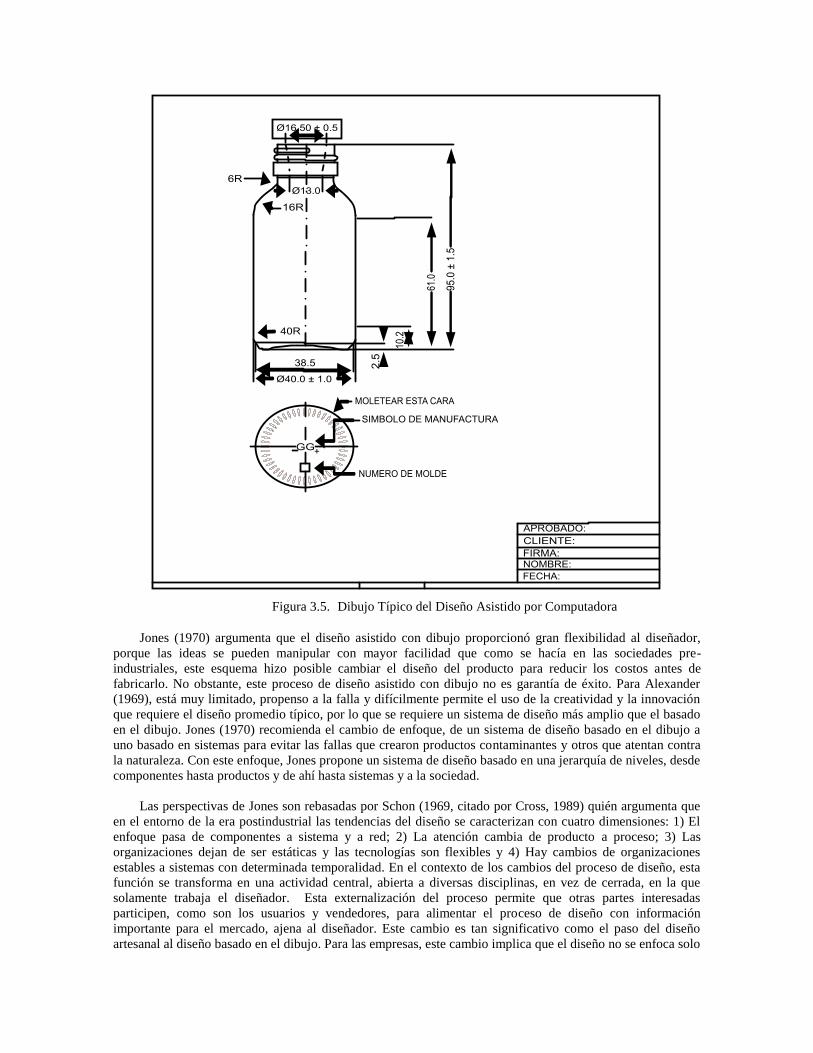
Figura 3.5. Dibujo Típico del Diseño Asistido por Computadora
Jones (1970) argumenta que el diseño asistido con dibujo proporcionó gran flexibilidad al diseñador,
porque las ideas se pueden manipular con mayor facilidad que como se hacía en las sociedades pre-
industriales, este esquema hizo posible cambiar el diseño del producto para reducir los costos antes de
fabricarlo. No obstante, este proceso de diseño asistido con dibujo no es garantía de éxito. Para Alexander
(1969), está muy limitado, propenso a la falla y difícilmente permite el uso de la creatividad y la innovación
que requiere el diseño promedio típico, por lo que se requiere un sistema de diseño más amplio que el basado
en el dibujo. Jones (1970) recomienda el cambio de enfoque, de un sistema de diseño basado en el dibujo a
uno basado en sistemas para evitar las fallas que crearon productos contaminantes y otros que atentan contra
la naturaleza. Con este enfoque, Jones propone un sistema de diseño basado en una jerarquía de niveles, desde
componentes hasta productos y de ahí hasta sistemas y a la sociedad.
Las perspectivas de Jones son rebasadas por Schon (1969, citado por Cross, 1989) quién argumenta que
en el entorno de la era postindustrial las tendencias del diseño se caracterizan con cuatro dimensiones: 1) El
enfoque pasa de componentes a sistema y a red; 2) La atención cambia de producto a proceso; 3) Las
organizaciones dejan de ser estáticas y las tecnologías son flexibles y 4) Hay cambios de organizaciones
estables a sistemas con determinada temporalidad. En el contexto de los cambios del proceso de diseño, esta
función se transforma en una actividad central, abierta a diversas disciplinas, en vez de cerrada, en la que
solamente trabaja el diseñador. Esta externalización del proceso permite que otras partes interesadas
participen, como son los usuarios y vendedores, para alimentar el proceso de diseño con información
importante para el mercado, ajena al diseñador. Este cambio es tan significativo como el paso del diseño
artesanal al diseño basado en el dibujo. Para las empresas, este cambio implica que el diseño no se enfoca solo
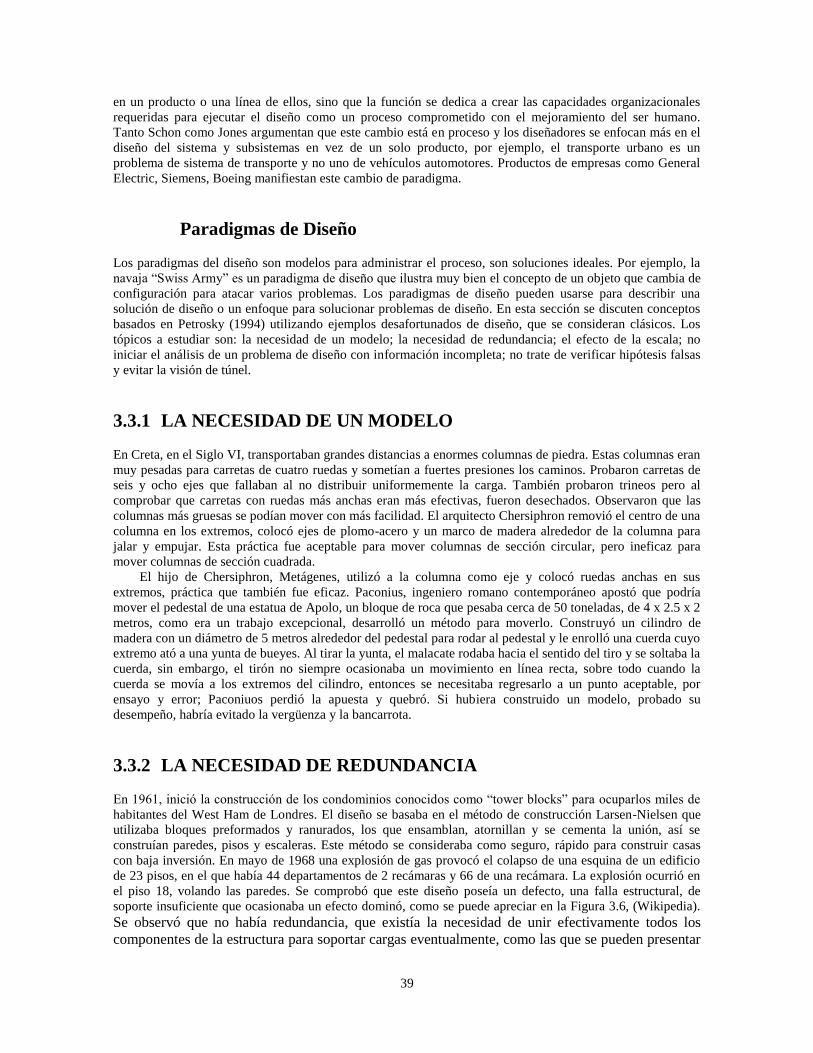
39
en un producto o una línea de ellos, sino que la función se dedica a crear las capacidades organizacionales
requeridas para ejecutar el diseño como un proceso comprometido con el mejoramiento del ser humano.
Tanto Schon como Jones argumentan que este cambio está en proceso y los diseñadores se enfocan más en el
diseño del sistema y subsistemas en vez de un solo producto, por ejemplo, el transporte urbano es un
problema de sistema de transporte y no uno de vehículos automotores. Productos de empresas como General
Electric, Siemens, Boeing manifiestan este cambio de paradigma.
Paradigmas de Diseño
Los paradigmas del diseño son modelos para administrar el proceso, son soluciones ideales. Por ejemplo, la
navaja “Swiss Army” es un paradigma de diseño que ilustra muy bien el concepto de un objeto que cambia de
configuración para atacar varios problemas. Los paradigmas de diseño pueden usarse para describir una
solución de diseño o un enfoque para solucionar problemas de diseño. En esta sección se discuten conceptos
basados en Petrosky (1994) utilizando ejemplos desafortunados de diseño, que se consideran clásicos. Los
tópicos a estudiar son: la necesidad de un modelo; la necesidad de redundancia; el efecto de la escala; no
iniciar el análisis de un problema de diseño con información incompleta; no trate de verificar hipótesis falsas
y evitar la visión de túnel.
3.3.1 LA NECESIDAD DE UN MODELO
En Creta, en el Siglo VI, transportaban grandes distancias a enormes columnas de piedra. Estas columnas eran
muy pesadas para carretas de cuatro ruedas y sometían a fuertes presiones los caminos. Probaron carretas de
seis y ocho ejes que fallaban al no distribuir uniformemente la carga. También probaron trineos pero al
comprobar que carretas con ruedas más anchas eran más efectivas, fueron desechados. Observaron que las
columnas más gruesas se podían mover con más facilidad. El arquitecto Chersiphron removió el centro de una
columna en los extremos, colocó ejes de plomo-acero y un marco de madera alrededor de la columna para
jalar y empujar. Esta práctica fue aceptable para mover columnas de sección circular, pero ineficaz para
mover columnas de sección cuadrada.
El hijo de Chersiphron, Metágenes, utilizó a la columna como eje y colocó ruedas anchas en sus
extremos, práctica que también fue eficaz. Paconius, ingeniero romano contemporáneo apostó que podría
mover el pedestal de una estatua de Apolo, un bloque de roca que pesaba cerca de 50 toneladas, de 4 x 2.5 x 2
metros, como era un trabajo excepcional, desarrolló un método para moverlo. Construyó un cilindro de
madera con un diámetro de 5 metros alrededor del pedestal para rodar al pedestal y le enrolló una cuerda cuyo
extremo ató a una yunta de bueyes. Al tirar la yunta, el malacate rodaba hacia el sentido del tiro y se soltaba la
cuerda, sin embargo, el tirón no siempre ocasionaba un movimiento en línea recta, sobre todo cuando la
cuerda se movía a los extremos del cilindro, entonces se necesitaba regresarlo a un punto aceptable, por
ensayo y error; Paconiuos perdió la apuesta y quebró. Si hubiera construido un modelo, probado su
desempeño, habría evitado la vergüenza y la bancarrota.
3.3.2 LA NECESIDAD DE REDUNDANCIA
En 1961, inició la construcción de los condominios conocidos como “tower blocks” para ocuparlos miles de
habitantes del West Ham de Londres. El diseño se basaba en el método de construcción Larsen-Nielsen que
utilizaba bloques preformados y ranurados, los que ensamblan, atornillan y se cementa la unión, así se
construían paredes, pisos y escaleras. Este método se consideraba como seguro, rápido para construir casas
con baja inversión. En mayo de 1968 una explosión de gas provocó el colapso de una esquina de un edificio
de 23 pisos, en el que había 44 departamentos de 2 recámaras y 66 de una recámara. La explosión ocurrió en
el piso 18, volando las paredes. Se comprobó que este diseño poseía un defecto, una falla estructural, de
soporte insuficiente que ocasionaba un efecto dominó, como se puede apreciar en la Figura 3.6, (Wikipedia). Se observó que no había redundancia, que existía la necesidad de unir efectivamente todos los
componentes de la estructura para soportar cargas eventualmente, como las que se pueden presentar
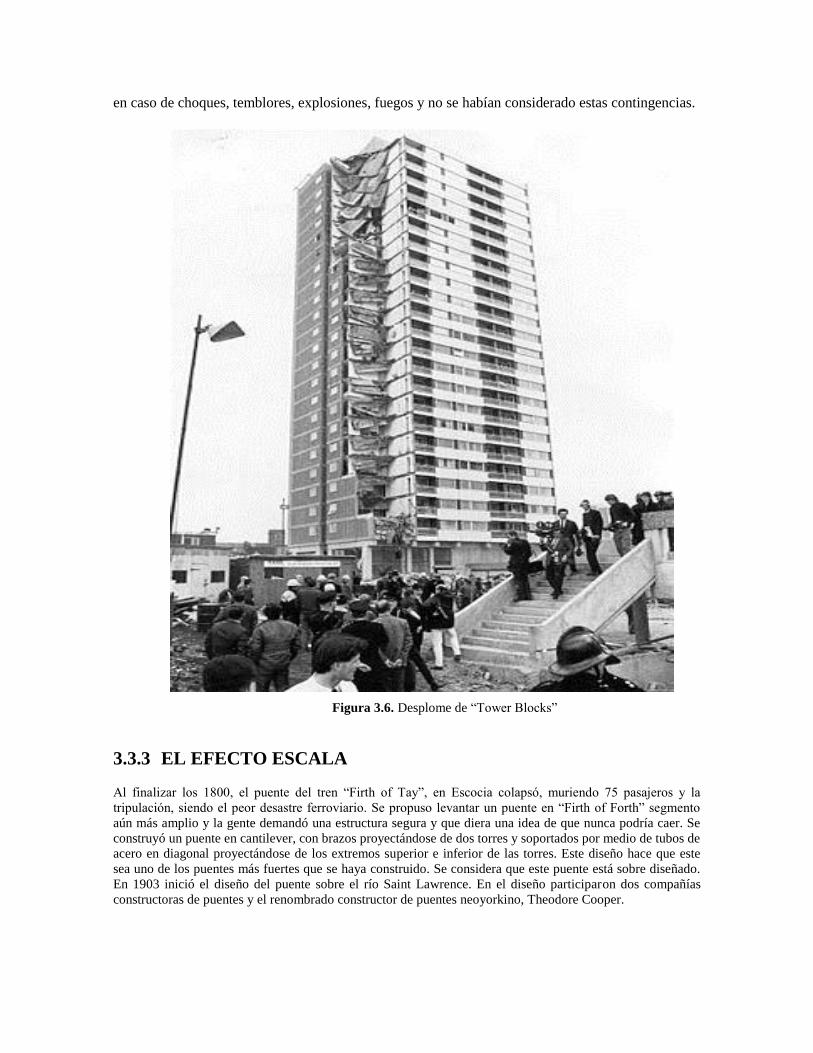
en caso de choques, temblores, explosiones, fuegos y no se habían considerado estas contingencias.
Figura 3.6. Desplome de “Tower Blocks”
3.3.3 EL EFECTO ESCALA
Al finalizar los 1800, el puente del tren “Firth of Tay”, en Escocia colapsó, muriendo 75 pasajeros y la
tripulación, siendo el peor desastre ferroviario. Se propuso levantar un puente en “Firth of Forth” segmento
aún más amplio y la gente demandó una estructura segura y que diera una idea de que nunca podría caer. Se
construyó un puente en cantilever, con brazos proyectándose de dos torres y soportados por medio de tubos de
acero en diagonal proyectándose de los extremos superior e inferior de las torres. Este diseño hace que este
sea uno de los puentes más fuertes que se haya construido. Se considera que este puente está sobre diseñado.
En 1903 inició el diseño del puente sobre el río Saint Lawrence. En el diseño participaron dos compañías
constructoras de puentes y el renombrado constructor de puentes neoyorkino, Theodore Cooper.
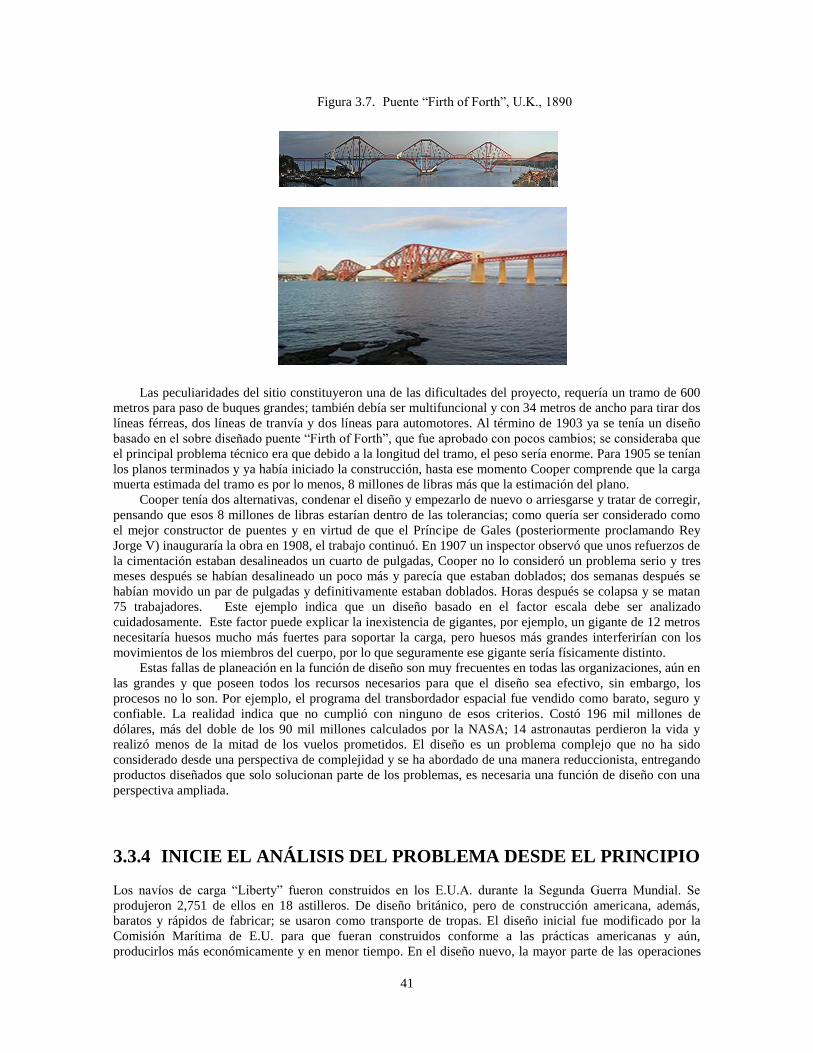
41
Figura 3.7. Puente “Firth of Forth”, U.K., 1890
Las peculiaridades del sitio constituyeron una de las dificultades del proyecto, requería un tramo de 600
metros para paso de buques grandes; también debía ser multifuncional y con 34 metros de ancho para tirar dos
líneas férreas, dos líneas de tranvía y dos líneas para automotores. Al término de 1903 ya se tenía un diseño
basado en el sobre diseñado puente “Firth of Forth”, que fue aprobado con pocos cambios; se consideraba que
el principal problema técnico era que debido a la longitud del tramo, el peso sería enorme. Para 1905 se tenían
los planos terminados y ya había iniciado la construcción, hasta ese momento Cooper comprende que la carga
muerta estimada del tramo es por lo menos, 8 millones de libras más que la estimación del plano.
Cooper tenía dos alternativas, condenar el diseño y empezarlo de nuevo o arriesgarse y tratar de corregir,
pensando que esos 8 millones de libras estarían dentro de las tolerancias; como quería ser considerado como
el mejor constructor de puentes y en virtud de que el Príncipe de Gales (posteriormente proclamando Rey
Jorge V) inauguraría la obra en 1908, el trabajo continuó. En 1907 un inspector observó que unos refuerzos de
la cimentación estaban desalineados un cuarto de pulgadas, Cooper no lo consideró un problema serio y tres
meses después se habían desalineado un poco más y parecía que estaban doblados; dos semanas después se
habían movido un par de pulgadas y definitivamente estaban doblados. Horas después se colapsa y se matan
75 trabajadores. Este ejemplo indica que un diseño basado en el factor escala debe ser analizado
cuidadosamente. Este factor puede explicar la inexistencia de gigantes, por ejemplo, un gigante de 12 metros
necesitaría huesos mucho más fuertes para soportar la carga, pero huesos más grandes interferirían con los
movimientos de los miembros del cuerpo, por lo que seguramente ese gigante sería físicamente distinto.
Estas fallas de planeación en la función de diseño son muy frecuentes en todas las organizaciones, aún en
las grandes y que poseen todos los recursos necesarios para que el diseño sea efectivo, sin embargo, los
procesos no lo son. Por ejemplo, el programa del transbordador espacial fue vendido como barato, seguro y
confiable. La realidad indica que no cumplió con ninguno de esos criterios. Costó 196 mil millones de
dólares, más del doble de los 90 mil millones calculados por la NASA; 14 astronautas perdieron la vida y
realizó menos de la mitad de los vuelos prometidos. El diseño es un problema complejo que no ha sido
considerado desde una perspectiva de complejidad y se ha abordado de una manera reduccionista, entregando
productos diseñados que solo solucionan parte de los problemas, es necesaria una función de diseño con una
perspectiva ampliada.
3.3.4 INICIE EL ANÁLISIS DEL PROBLEMA DESDE EL PRINCIPIO
Los navíos de carga “Liberty” fueron construidos en los E.U.A. durante la Segunda Guerra Mundial. Se
produjeron 2,751 de ellos en 18 astilleros. De diseño británico, pero de construcción americana, además,
baratos y rápidos de fabricar; se usaron como transporte de tropas. El diseño inicial fue modificado por la
Comisión Marítima de E.U. para que fueran construidos conforme a las prácticas americanas y aún,
producirlos más económicamente y en menor tiempo. En el diseño nuevo, la mayor parte de las operaciones

de remachado fueron sustituías por soldaduras y no se investigó con detalle el efecto de la soldadura en la
estructura.
Los primeros navíos sufrían de grietas en casco y cubierta, se registraron cerca de 1,500 fracturas de esos
tipos y 19 barcos se quebraron por la mitad sin ningún aviso. Las investigaciones oficiales se centraron en los
astilleros, pensando que la mano de obra no calificada y nuevos procesos de soldadura eran las causas de las
fallas. Luego se determinó que la soldadura no era factor de las fracturas, sino el calibre del acero. También se
descubrió que la baja temperatura del Atlántico cambiaba el mecanismo de la fractura, provocando las del
casco y las soldaduras permitían que la fractura se extendiera por todo el casco. Un tipo de falla frecuente se
originaba en la esquina de una escotilla montada sobre un empalme soldado, se determinó que tanto la
esquina como la soldadura actuaban concentrando los esfuerzos. Se obvió el efecto de la soldadura, pensando
que sería similar al remachado, no se pensó como un problema desde el principio, se tomó –mal- un diseño
que ya existía.
Algo similar ocurrió con el Anillo-O del “shuttle booster”. El diseñó se basó en el Titán III, pero éste
tenía dos y no uno. Se pensaba que este diseño del “Challenger” con solo un anillo era más seguro, pero
después del accidente fatal de 1986, se rediseñó con tres anillos. Este ejemplo también indica que es
conveniente iniciar el proceso de diseño desde el principio y no a la mitad, en base de otro diseño, que no es
otra cosa que otro producto y posiblemente, un problema de diseño completamente ajeno.
3.3.5 EVITE LA COMPROBACIÓN DE HIPÓTESIS FALSAS
En la práctica del laboratorio industrial es común aceptar hipótesis con los resultados de varios experimentos,
sin embargo, es suficiente uno solo que la rechace. Es inevitable que en el análisis estadístico se acepten
hipótesis falsas como verdaderas, porque la probabilidad de cometer el error tipo I es del 5%. También se
puede esperar que hipótesis verdaderas sean rechazadas al ser consideradas falsas. Estas ineficiencias
dependen de varios factores, entre ellos, la evidencia que se obtiene del muestreo; específicamente, del
experimento y del tamaño muestral. El investigador deberá colectar la mayor cantidad de información y
cuidar su calidad para reducir la probabilidad de aceptar hipótesis falsas y también, buscar en la teoría del
campo, explicaciones satisfactorias, por ejemplo, de los factores y modos de falla. En medicina es común que
se reporten estudios clínicos con resultados que son rechazados cuando se toma una muestra más grande; esto
también ocurre en ingeniería.
El transporte de pasajeros en aviones de propulsión a chorro (jet), la ruta Londres Johannesburg se cubrió
con el “de Havilland Comet”, este avión tenía una velocidad de crucero de 490 millas por hora a una altitud
de 35,000 pies y un alcance de 1,750 millas con una carga de 44 pasajeros. La cabina estaba presurizada a
40,000 pies al equivalente de 8,000 pies, lo que daba un diferencial de presión de 8.25 libras por pulgada
cuadrada (psi) 56 KPa en el fuselaje, el doble del inicial. La empresa condujo muchas pruebas para asegurar
la integridad de la cabina, sin embargo, tres accidentes, en los que la cabina se desintegró en el aire
ocasionaron que, subsecuentemente, toda la flota de estos aviones fuera retirada del servicio.
Como ninguno de los tres aviones siniestrados brindó información plausible, se experimentó con un
avión que tenía 3,539 horas de vuelo y 1221 ciclos de presurización. El fuselaje fue presurizado en ciclos, las
alas sometidas a flexiones para simular las cargas del vuelo. Se utilizó agua porque se estimaba que la
liberación de energía cuando la ruptura de la cabina se daba con presión aérea era equivalente a una explosión
de una bomba de 500 libras. Otra razón para justificar la simulación acuosa era para evitar efectos del peso.
Después de 3,057 ciclos de vuelo, una grieta de 2 mm se fue agrandando hasta falla. Se reparó la falla y
después de 546 ciclos una sección del fuselaje de 4.5 metros se rompió por fatiga. Finalmente se concluyó que
una falla de esa naturaleza había ocasionado la caída de los tres aviones. También se observó que para obtener
una falla detectable se necesitó simular hasta el 95% de la duración de esas pruebas de vida.
La Marina Real recuperó uno de los aviones del fondo del mar y se encontraron pruebas indubitables de
fatiga, la fractura se asoció a las concentraciones de esfuerzos en el corte de una ventana cuadrada, de unos
315 MPa en el borde del corte y a un agujero para tornillo alrededor de la ventana, aunque el esfuerzo en el
agujero era solamente de 70MPa´s. No obstante, las pruebas de fatiga no fueron las que el caso requería, por
ejemplo, para la parte frontal del fuselaje se probó fatiga a 10 psi, pero después de 18,000 ciclos de prueba a
16.5 psi. Las fracturas encontradas se reparaban taladrando agujeros de 1.6 mm en el origen de la fractura
para detenerla. Una de estas fallas se encontró en la ventana y no se propagó sino hasta que ocurrió la falla
fatal. Finalmente, se determinó que las causas de las fallas del avión fueron:
43
La tecnología nueva de propulsión permitía vuelos a mayor altura, pero también, cabinas
presurizadas.
Los procedimientos para prueba de fatiga y cargas de servicio no eran compatibles.
La posible contribución de cargas externas, específicamente esfuerzos biaxiales por el
exterior del avión, debidos a que los modos de falla no fueron evaluados adecuadamente,
como lo requiere una tecnología nueva y también por la pobre configuración del par turbina-
ala, lo que afectaba la integridad estructural.
3.3.6 EVITE LA VISIÓN DE TÚNEL
En 1940, el puente “Tacoma Narrows”, un puente colgante moderno, de diseño avanzado, colapsó en un
viento relativamente ligero. La investigación reveló que los ingenieros no consideraron el peso –ligero- del
camino y del sistema de soporte en su empeño para lograr flexibilidades horizontal y vertical. La Comisión
FWA reportó que la acción aleatoria de vientos turbulentos fue el principal factor del derrumbe, además de
otros factores, como:
La principal causa de falla fue su excesiva flexibilidad.
La solidez de la plataforma actuaba como un ala, creando empuje vertical.
Las fuerzas aerodinámicas no eran bien comprendidas y los ingenieros probaban sus diseños
en túneles de viento.
Estas explicaciones ambiguas impulsaron el estudio del complejo fenómeno del movimiento inducido
por el viento en puentes colgantes. Así se determinó que también influyeron la ligereza de la cubierta y de
baja convexidad, con una relación de 1:350 en relación con el tramo central; que los extremos eran muy
largos en relación al tramo central; los cables estaban anclados lejos de los extremos, el ancho del puente era
muy angosto en comparación con la longitud del tramo central, con una relación sin precedentes, de 1 a 72. El
evento pivotal fue el cambio de ondas verticales a un movimiento de torsión que se detonó con la liberación
de uno de los cables, lo que ocasionó que perdiera la horizontal y con el viento iniciara un movimiento de
empuje vertical de la parte más alta, lo que inició el movimiento desbalanceado y progresivo, lo que aunado a
la ligereza de la cubierta, ocasionaron la falla catastrófica. Nuevamente, este ejemplo sirve, a manera de
comprobación que en esas coordenadas espacio-temporales, la función de diseño no es efectiva, habiendo en
el seno del equipo de diseño, gran cantidad de factores del entorno que inhiben el desarrollo de un diseño
eficiente.
Los Requerimientos del Diseño
El diseño es la aplicación de principios técnicos y científicos para estructurar los componentes de un
dispositivo. Cuando ese dispositivo se adapta y destina al logro de un resultado, se deben satisfacer los
requerimientos de Pye (1989), que son de uso, facilidad, economía y apariencia, que se refieren a:
Requerimientos de Uso: la esencia de la configuración del producto debe procurar el uso
satisfactorio; los componentes deben estar interrelacionados geométricamente, como sea
conveniente y para los fines propuestos; los componentes deben ser tan fuertes como para
transmitir y resistir fuerzas.
Requerimiento de facilidad y economía se refieren a que el costo debe ser aceptable.
Requerimiento de apariencia, éste es referente a que su apariencia es aceptable.

El diseño es el proceso que sigue la ingeniería para satisfacer esos requerimientos. Para Pye, esos
requerimientos se contraponen y ello explica porqué el diseño final no es perfecto. El diseñador tiene la
responsabilidad de determinar, en conjunto con el cliente, el grado y la localización de diferenciales, o sea
compromisos entre deseos y logros. Por ejemplo, hay un conflicto entre requerimientos de economía y
durabilidad; entre requisitos de velocidad y seguridad; entre usabilidad y funcionalidad. En virtud de que el
resultado final es resultado de varios compromisos, el diseño puede ser considerado una actividad para
solución de problemas, el requerimiento de la apariencia la torna en un arte, por lo que se puede considerar
que es un proceso para solucionar problemas y un arte.
El Proceso de Diseño
En este sección se discuten los pasos del proceso de diseño actual, iniciando esta discusión con el problema
que enfrenta el ingeniero de diseño.
3.5.1 PROBLEMAS TORALES DEL INGENIERO EN DISEÑO
Un producto posee propiedades que lo hacen útil para los consumidores. Las propiedades pueden ser físicas,
como el tamaño, peso, resistencia o químicas como la composición, capacidad calorífica o de corrosión.
Algunas de las propiedades son intrínsecas, otras son extrínsecas, además de las que dependen de propiedades
de diseño. La Tabla 3.1 muestra algunas de ellas. El producto realiza algunas funciones como resultado de
esas propiedades, el medio ambiente y su forma física y, de la forma en que funciona podrá satisfacer
necesidades y gustos, lo que finalmente proporciona valor o utilidad. El logro de esos valores es lo que hace
útil al producto, la Figura 3.8 muestra un ejemplo de esa tendencia.
Tabla 3.1. Propiedades de un Producto (adaptado de Hubka y Eder, 1988)
Diseño Internas Externas Sistemas
Estructura Resistencia (s) Propiedades: Requisitos de espacio
Forma Propiedades para la Manufactura de Operación Vida y durabilidad
Tolerancias Resistencia a Corrosión Ergonómicas Peso – Masa
Superficie Durabilidad de Estética Mantenimiento
Métodos para producirlo para la Distribución Operación
Materiales para la Entrega Calidad de la Superficie
Dimensiones de Conformidad Legal Color
para la Manufactura Apariencia
Económicas Espacio que ocupa
para la Disposición Final Facilidad de Transporte
de Funcionalidad Facilidad de Manejo
derivadas de la Función Promesa de Entrega
Legislación
Calidad
Costos de Operación
Precio
Desperdicio
Reciclado
Función
Confiabilidad
Las propiedades de un producto se pueden derivar de su simetría, también es posible determinar las
funciones que realizará, las necesidades que puede satisfacer y el valor o utilidad que proporcionará. El
procesos de diseño, sin embargo, no requiere que se predigan-deriven sus propiedades y funciones de la
forma, porque en esta etapa, la forma puede ser desconocida. Es preferible considerar una forma básica que
por virtud de sus propiedades intrínsecas y extrínsecas realice las funciones deseadas por el usuario. El reto
para el ingeniero es mover el diseño de la derecha a la izquierda en la Figura 3.8.

45
Figura 3.8. Relación entre la Forma del Producto, sus Propiedades, Funciones, las Necesidades
y Gustos
La transición de función a forma, en un grado notable, dependiendo de la habilidad, imaginación y
creatividad del diseñador. Este es el problema que enfrenta el diseñador, incorporar propiedades en una forma
geométrica tal que es forma, cuando es usada en el medio ambiente especificado, pueda desempeñar las
funciones deseables. El principal reto de los diseñadores es desarrollar las diversas maneras en que el
producto pueda realizar las funciones deseadas por el usuario y seleccionar la alternativa final. Para ello se
vale de los métodos de diseño y la creatividad e imaginación son cruciales para generar la transición de la
función a la forma.
3.5.2 ETAPAS DEL PROCESO DE DISEÑO DE INGENIERÍA
El proceso de diseño básico es similar al proceso básico para solución de problemas de aplicación
generalizada en diversos campos de la ingeniería, mismo que fue descrito en el Capítulo 1. De hecho, el
diseño es un problema particular del caso general que se aborda con ese proceso. Hall (1968) considera que
las etapas básicas son:
Planteamiento del Problema. El contenido básico es la caracterización de las necesidades,
gustos, preferencias del usuario y una descripción del entorno del negocio y el producto.
Diseño del Sistema de Valores. Esencialmente es la definición de objetivos y criterios.
Síntesis. Es la generación de alternativas.
Análisis de Sistemas. Consiste en la evaluación de las alternativas.
Selección de la Solución. Es la determinación de la mejor de las alternativas.
Planeación de la Acción. Es la descripción detallada de la alternativa seleccionada.
Esas actividades están contenidas en varios modelos del proceso de diseño. En la Figura 3.9 se muestra
el modelo de French (1971), que fue uno de los primeros. Posteriormente, Pahl y Beitz (1984) proponen una
modificación, que se puede observar en la Figura 3.10.
Planeación del Producto
Transporte ● Trabajo
Recreación ● Salud
Protección de un ● Autoestima
Medio Ambiente ● Ego
Hostil ● Entorno
Diseño del Producto
Precio ● Mover Gente
Rapidez ● Mover Cosas
Tolerancia a cargas
Resistencia a viento
Seguridad
Forma Propiedades Función Necesidades Gustos
RETO DEL
DISEÑADOR
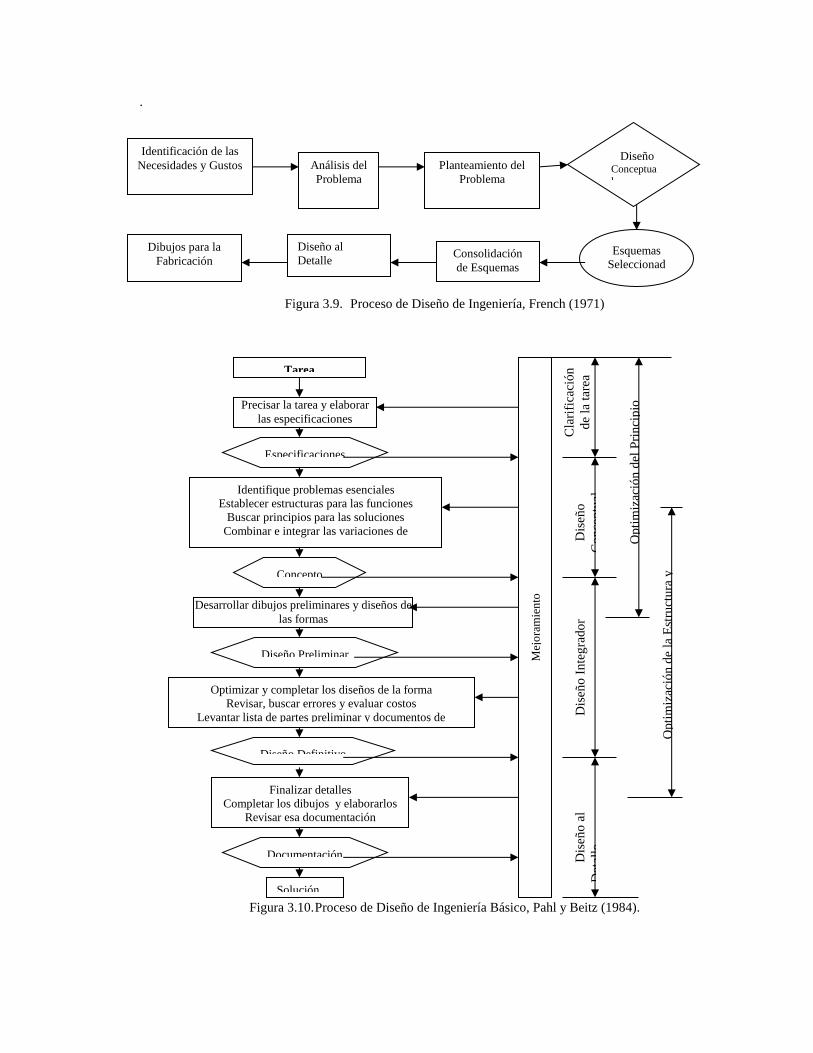
Tarea
Precisar la tarea y elaborar
las especificaciones
Finalizar detalles
Completar los dibujos y elaborarlos
Revisar esa documentación
Identifique problemas esenciales
Establecer estructuras para las funciones
Buscar principios para las soluciones
Combinar e integrar las variaciones de
conceptos
Desarrollar dibujos preliminares y diseños de
las formas
Optimizar y completar los diseños de la forma
Revisar, buscar errores y evaluar costos
Levantar lista de partes preliminar y documentos de
producción
Solución
Documentación
Diseño Definitivo
Diseño Preliminar
Especificaciones
Concepto
Mej
ora
mie
nto
D
iseñ
o a
l
Det
alle
O
pti
miz
ació
n d
e la
Est
ruct
ura
y
Fo
rma
Op
tim
izac
ión
del
Pri
nci
pio
Dis
eño
In
teg
rado
r D
iseñ
o
Co
nce
ptu
al
Cla
rifi
caci
ón
de
la t
area
.
Figura 3.9. Proceso de Diseño de Ingeniería, French (1971)
Figura 3.10. Proceso de Diseño de Ingeniería Básico, Pahl y Beitz (1984).
Identificación de las
Necesidades y Gustos Análisis del
Problema
Consolidación
de Esquemas
Diseño al
Detalle Dibujos para la
Fabricación Esquemas
Seleccionad
os
Planteamiento del
Problema
Diseño Conceptua
l
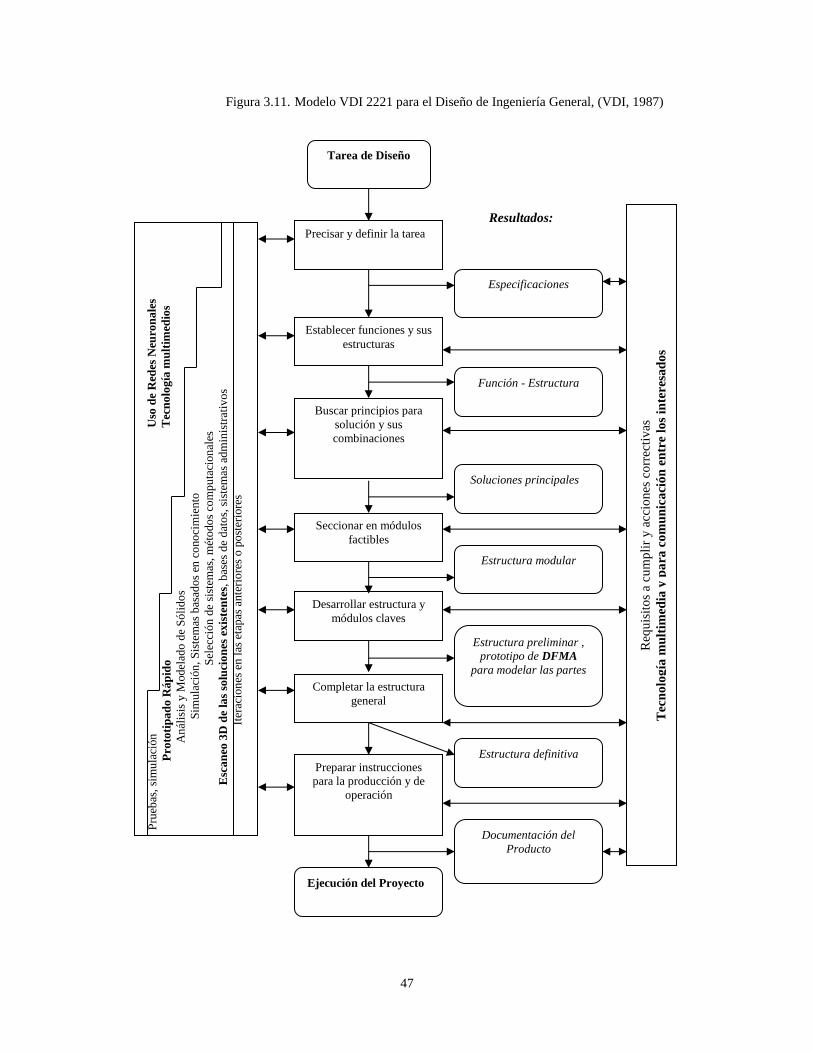
47
Figura 3.11. Modelo VDI 2221 para el Diseño de Ingeniería General, (VDI, 1987)
Desarrollar estructura y
módulos claves
Función - Estructura
Precisar y definir la tarea
Establecer funciones y sus
estructuras
Buscar principios para
solución y sus
combinaciones
Seccionar en módulos
factibles
Completar la estructura
general
Preparar instrucciones
para la producción y de
operación
Especificaciones
Tarea de Diseño
Soluciones principales
Estructura modular
Estructura preliminar ,
prototipo de DFMA
para modelar las partes
Documentación del
Producto
Ejecución del Proyecto
Req
uis
ito
s a
cum
pli
r y
acc
iones
co
rrec
tiv
as
Tec
no
log
ía m
ult
imed
ia y
pa
ra c
om
un
ica
ció
n e
ntr
e lo
s in
teres
ad
os
Resultados:
Estructura definitiva
Pru
ebas
, si
mu
laci
ón
P
roto
tip
ad
o R
áp
ido
An
ális
is y
Model
ado
de
Só
lid
os
Sim
ula
ción
, S
iste
mas
bas
ado
s en
co
no
cim
ien
to
S
elec
ció
n d
e si
stem
as,
mét
odo
s co
mp
uta
cion
ales
E
sca
neo
3D
de
las
solu
cio
nes
ex
iste
nte
s, b
ases
de
dat
os,
sis
tem
as a
dm
inis
trat
ivo
s
I
tera
cio
nes
en
las
eta
pas
ante
rio
res
o p
ost
erio
res
Uso
de
Red
es N
euro
na
les
Tec
no
log
ía m
ult
imed
ios
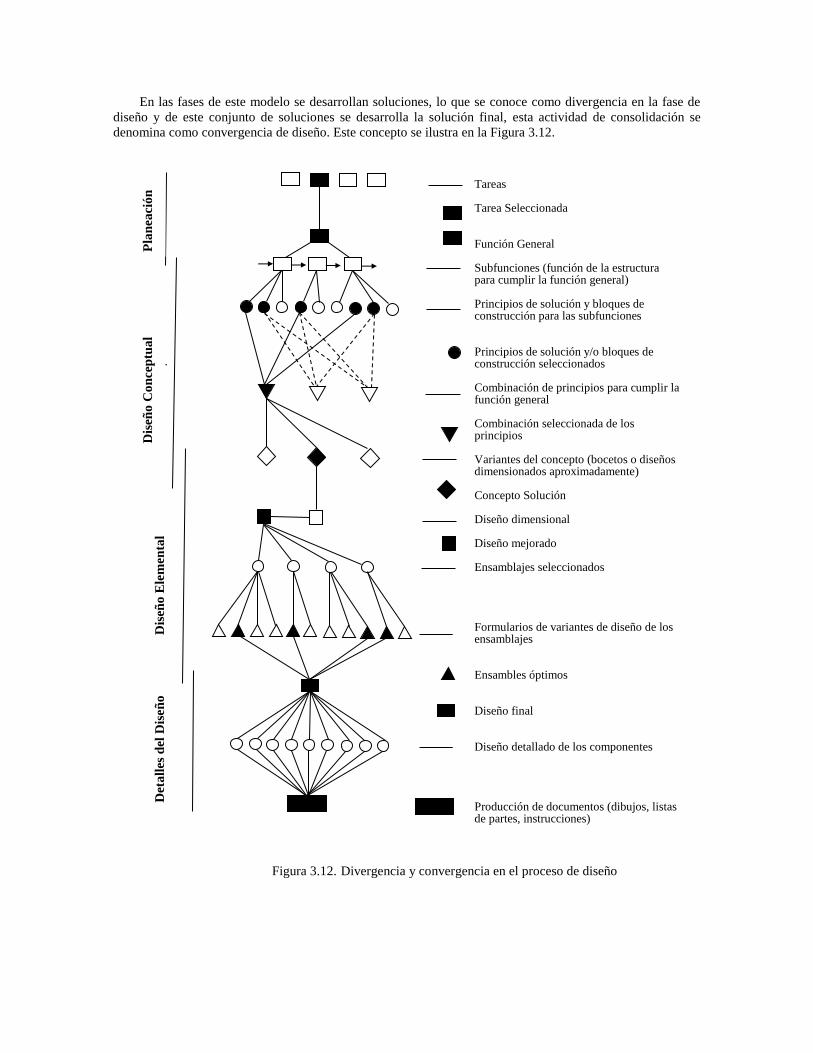
En las fases de este modelo se desarrollan soluciones, lo que se conoce como divergencia en la fase de
diseño y de este conjunto de soluciones se desarrolla la solución final, esta actividad de consolidación se
denomina como convergencia de diseño. Este concepto se ilustra en la Figura 3.12.
Figura 3.12. Divergencia y convergencia en el proceso de diseño
Tareas Tarea Seleccionada Función General Subfunciones (función de la estructura para cumplir la función general) Principios de solución y bloques de construcción para las subfunciones Principios de solución y/o bloques de construcción seleccionados Combinación de principios para cumplir la función general Combinación seleccionada de los principios Variantes del concepto (bocetos o diseños dimensionados aproximadamente) Concepto Solución Diseño dimensional Diseño mejorado Ensamblajes seleccionados Formularios de variantes de diseño de los ensamblajes Ensambles óptimos Diseño final Diseño detallado de los componentes Producción de documentos (dibujos, listas de partes, instrucciones)
Pla
nea
ció
n
Dis
eño
Ele
men
tal
Det
all
es d
el D
iseñ
o
Dis
eño
Co
nce
ptu
al
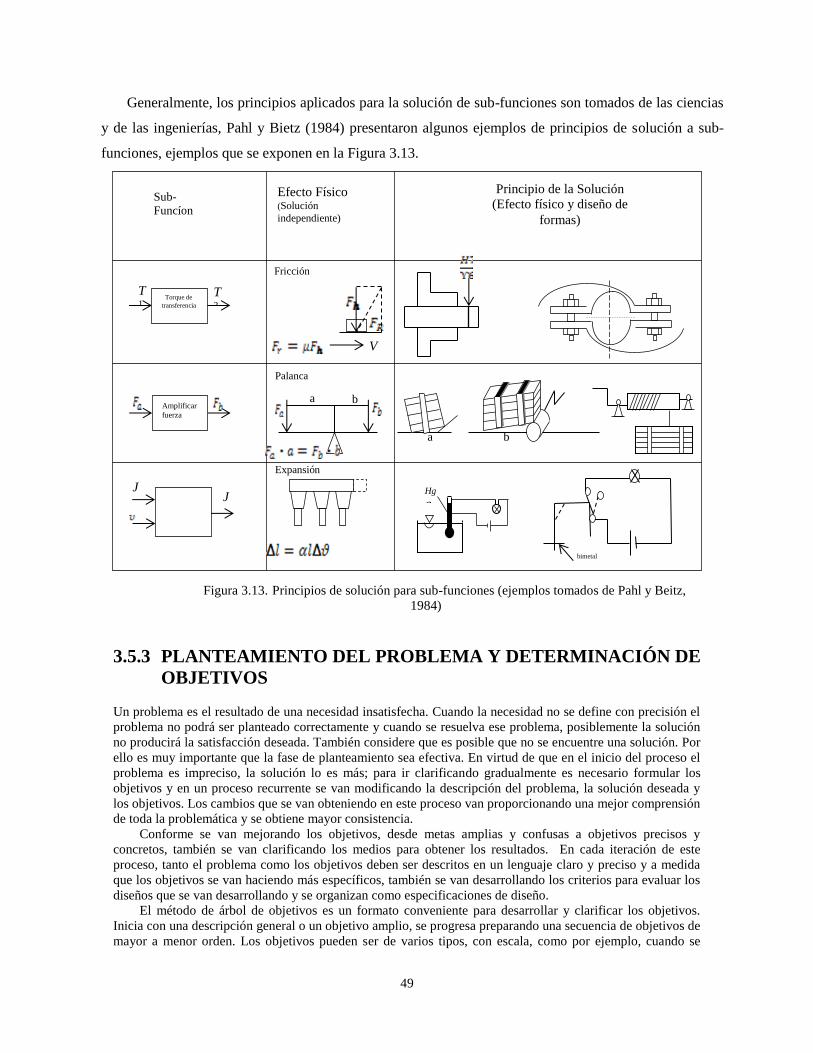
49
Generalmente, los principios aplicados para la solución de sub-funciones son tomados de las ciencias
y de las ingenierías, Pahl y Bietz (1984) presentaron algunos ejemplos de principios de solución a sub-
funciones, ejemplos que se exponen en la Figura 3.13.
Figura 3.13. Principios de solución para sub-funciones (ejemplos tomados de Pahl y Beitz,
1984)
3.5.3 PLANTEAMIENTO DEL PROBLEMA Y DETERMINACIÓN DE
OBJETIVOS
Un problema es el resultado de una necesidad insatisfecha. Cuando la necesidad no se define con precisión el
problema no podrá ser planteado correctamente y cuando se resuelva ese problema, posiblemente la solución
no producirá la satisfacción deseada. También considere que es posible que no se encuentre una solución. Por
ello es muy importante que la fase de planteamiento sea efectiva. En virtud de que en el inicio del proceso el
problema es impreciso, la solución lo es más; para ir clarificando gradualmente es necesario formular los
objetivos y en un proceso recurrente se van modificando la descripción del problema, la solución deseada y
los objetivos. Los cambios que se van obteniendo en este proceso van proporcionando una mejor comprensión
de toda la problemática y se obtiene mayor consistencia.
Conforme se van mejorando los objetivos, desde metas amplias y confusas a objetivos precisos y
concretos, también se van clarificando los medios para obtener los resultados. En cada iteración de este
proceso, tanto el problema como los objetivos deben ser descritos en un lenguaje claro y preciso y a medida
que los objetivos se van haciendo más específicos, también se van desarrollando los criterios para evaluar los
diseños que se van desarrollando y se organizan como especificaciones de diseño.
El método de árbol de objetivos es un formato conveniente para desarrollar y clarificar los objetivos.
Inicia con una descripción general o un objetivo amplio, se progresa preparando una secuencia de objetivos de
mayor a menor orden. Los objetivos pueden ser de varios tipos, con escala, como por ejemplo, cuando se
Palanca
J
Principio de la Solución
(Efecto físico y diseño de
formas)
V
a
a
b
T2
Torque de
transferencia
Amplificar
fuerza
T1
b
Hg
g
bimetal
Efecto Físico (Solución
independiente)
Sub-
Funcíon
J
Fricción
Expansión

define que el precio debe ser lo menor posible, sin escala, como cuando se determina que el precio debe ser
menor de $100, otros se pueden definir como requerimientos, por ejemplo, cuando se determina que la
temperatura de operación no deberá ser mayor que 210 ºF; otros objetivos se pueden formular como
estándares, límites definidos por alguna autoridad del ramo. Los objetivos se arreglan en una estructura
arbórea, que muestra sus relaciones e interconexiones.
La Figura 3.14 muestra un ejemplo de árbol de objetivos para una silla para infante, diseñada con las
características de comodidad, seguridad y estética. En el árbol se aprecia la estructura vertical, de arriba hacia
abajo, inicia en un nivel elevado de objetivos y baja progresivamente a objetivos de menor nivel. No hay
un punto final claro en este enfoque vertical, pero lograr un objetivo de bajo nivel puede implicar que se
puede lograr el objetivo de alto nivel. Esta es una estrategia de diseño, en la que la finalidad es el logro de los
objetivos de alto nivel, entonces, el árbol se dibuja con una perspectiva de abajo hacia arriba y se denomina
como cadena de medios-fines o de causa-efecto. Este método es muy eficiente para determinar los objetivos.
Las Figuras 3.15 y 3.16 muestran árboles con despliegue de arriba-abajo y de abajo-arriba para el
logro de un viaje seguro por carretera, ejemplo tomado de Keeney, (1992).
Figura 3.14. Árbol de objetivos para un asiento infantil de uso en automóvil
Figura 3.15. Arbol de objetivos para un viaje seguro por carretera (adaptado de Keeney, (1992).
Maximizar la
Seguridad
Maximizar la
Seguridad
Maximizar la
Seguridad
Maximizar la
Seguridad
Maximizar la
Seguridad
Maximizar la
Seguridad
Maximizar la
Seguridad
51
Figura 3.16. Árbol de Medios-Fines para el ejemplo del viaje por carretera, en la perspectiva de
abajo-arriba, adaptado de Keeney, (1992).
También puede aplicarse la lista de revisión propuesta por Pugh (1990) para desarrollar una lista de
objetivos relativamente completa. La lista de Pugh contiene 24 factores que se estudian para determinar los
sub-objetivos. Posteriormente (1995) Roozenburg y Eekels los resumen en los puntos:
Desempeño. Es la función que hará el producto; los parámetros para medir su desempeño, si
es velocidad, distancia por unidad de tiempo; para capacidad, se pueden usar unidades de
volumen.
Medio Ambiente. Considere las condiciones ambientales en que se utilizará el producto,
desde su producción, durante la distribución física y por el usuario, como pueden ser
temperaturas extremas, vibraciones, humedad; también deberán ser considerados los efectos
del producto en el medio ambiente y determinar los que deberán ser evitados.
Vida de Servicio. Estudie la intensidad de uso del producto y el tiempo que deberá durar en
condiciones de uso satisfactorias.
Mantenimiento. Determine el mantenimiento que requerirá el producto, como se le dará, la
frecuencia y las partes que deberán estar accesibles para ese propósito.
Costo Objetivo del Producto. Estime lo que deberá costar el producto para que sea
competitivo.
Transporte. Determine los requerimientos de transporte y manejo durante la producción y
hasta el punto de uso.
Empaque. Se refiere a las características que debe tener el empaque para que el producto se
conserve en condiciones de operación. Determine las condiciones de riesgo del entorno que
puedan amenazar al producto.
Tamaño del Lote de Producción. Determine el tamaño de la corrida de producción, si será
continua o intermitente.
Instalaciones para la Producción. Estudie si las actuales instalaciones son adecuadas para
la producción, si hay faltantes y los equipos e inversión que sea necesaria también estudie si
Maximizar la
Seguridad
Maximizar la
Seguridad
Maximizar la
Seguridad
Maximizar la
Seguridad
Maximizar la
Seguridad
Maximizar la
Seguridad
Maximizar la
Seguridad
Maximizar la
Seguridad
Maximizar la
Seguridad
Maximizar la
Seguridad
Maximizar la
Seguridad
se puede subcontratar.
Dimensiones y Peso. Evalúe si las instalaciones para la producción, manejo y transporte
definen límites para el tamaño y/o peso del producto.
Estética, Apariencia y Acabado. Determine los gustos y preferencias de los usuarios;
también estudie si el producto deberá hacer juego con otros en el sitio en que lo coloque el
usuario.
Materiales. Determine los materiales necesarios y considere la necesidad de materiales
especiales y las sustituciones. Estudie la posibilidad de que haya restricciones para la
aplicación de ciertos materiales.
Vida del Producto. Estime el tiempo en que el producto será producido y colocado en el
mercado.
Estándares. Determine los estándares que apliquen en el producto y para la producción y si
la estandarización deberá ser considerada al interior de la empresa.
Ergonomía. Determine los requerimientos de uso, manejo y percepción para que el producto
sea utilizado por la mayor fracción poblacional al que va dirigido.
Calidad y Confiabilidad. Estime los tiempos promedio entre fallas y para reparación.
Determine los modos de falla y sus efectos en la operación del producto.
Vida de Anaquel y Almacenamiento. Determine los sitios y tiempos de espera del producto
durante la producción y la distribución. Riesgos en esos sitios de espera y sus dimensiones y
características
Prueba. Determine las pruebas funcionales y de calidad que se aplicarán al interior y al
exterior de la empresa
Seguridad. Se refiere a la definición de las características del par, producto y medio
ambiente en que será utilizado y que podrían atentar contra la seguridad del usuario.
Políticas de Producto. Estime si hay efectos del espectro de los productos actuales y futuros
que impongan requerimientos al producto.
Implicaciones Sociales y Políticas. Determine la opinión pública sobre el producto.
Responsabilidad Legal del Producto. Determine las consecuencias no intencionadas
derivadas del uso del producto que puedan responsabilizar al fabricante.
Instalación y Operación. Determine los requerimientos derivados de la instalación y del
aprendizaje del uso y operación.
Reutilización, Reciclado y Disposición. Estudie la posibilidad de prolongar el ciclo del
material con la re-utilización de materiales y partes. Los materiales y las partes se pueden
separar en la disposición final.
Estudie esa lista de objetivos para eliminar objetivos repetidos, vagos y sesgados. Descríbalos en
términos de desempeño y verifique las relaciones jerárquicas. En lo que se refiere a estándares y
requerimientos, revise la existencia de valores aceptables y defina relaciones medios-fines. Finalmente
levante la lista final de objetivos.

53
3.5.4 DEFINICIÓN DE FUNCIONES Y REQUERIMIENTOS,
DESARROLLO DE ESPECIFICACIONES
Aplique análisis funcional para determinar las funciones que deberá realizar el producto, no se enfoque en los
medios. En esta etapa el producto es considerado como una caja negra que transforma entradas específicas en
salidas deseadas. La función general ha de tan amplia como sea posible y esto es lo que la función de diseño
logra, la conversión de entradas en salidas. El diseñador se plantea interrogantes sobre las entradas y las
salidas, como por ejemplo, ¿Cuáles son las entradas?, ¿Cuál es su origen?, ¿Para que son las salidas?, ¿Cuáles
son las etapas de conversión?, ¿Cuál es la secuencia de la conversión?; también trabaja con las entradas y
salidas en términos de flujos de materiales, energía, información. Por ejemplo, el café en grano (materia) es
una de las entradas de un molino de café, otra es la energía (electricidad o mecánica), e información, como
una señal para iniciar la molienda; las salidas son el café molido, (materia), energía, (calor, en el café y en el
molino), e información, una señal indica el fin de la molienda. Observe que las entradas y las salidas están
determinadas, pero no la forma en que el grano es molido. El siguiente paso es construir un diagrama de
bloques que muestre las sub-funciones y sus interrelaciones, así como las entradas y las salidas. No deben
quedar entradas, salidas o sub-funciones afuera de este diagrama. Es el momento en que el diseñador inicia
una búsqueda preliminar de los componentes apropiados para ejecutar las funciones. El componente puede ser
una persona, un dispositivo mecánico o uno eléctrico. En la Figura 3.17 se muestra un ejemplo de modelo de
caja negra y el análisis funcional para una cafetera eléctrica, adaptado de Hubka Andreasen y Eder, (1988).
Figura 3.17. (a) Modelo de Caja Negra para preparar café, (b) Análisis Funcional para una
cafetera (adaptado de Hubka et al., 1988)
El análisis funcional especifica lo que debe hacer el diseño, aunque no define límites. La definición de
límites precisos a las funciones se denomina Definición de Especificaciones del Desempeño. Este concepto
implica que los límites deben quedar dentro del rango de las soluciones aceptables. Las especificaciones del
desempeño no deben ser ni muy cerradas como tampoco muy abiertas, en el primer caso, se debe evitar que
soluciones buenas sean eliminadas y la segunda que se vayan a aceptar soluciones inadecuadas. La lista de
Proceso
de
Elaboración
(Infusión)
Señal Café caliente Calor Sobrante de . café molido
Señal Agua Fría Café molido Energía Eléctrica
Entradas Salidas
Calentar
el Agua
Transformar
la electricidad
en calor
Ejecutar
la infusión
Mezclar
agua con
el café
Controlar
el calor
Controlar
la infusión
Filtración
de la
infusión
Proceso de
Filtración
Café
Caliente
Residuo
Molido
Energía
Eléctrica
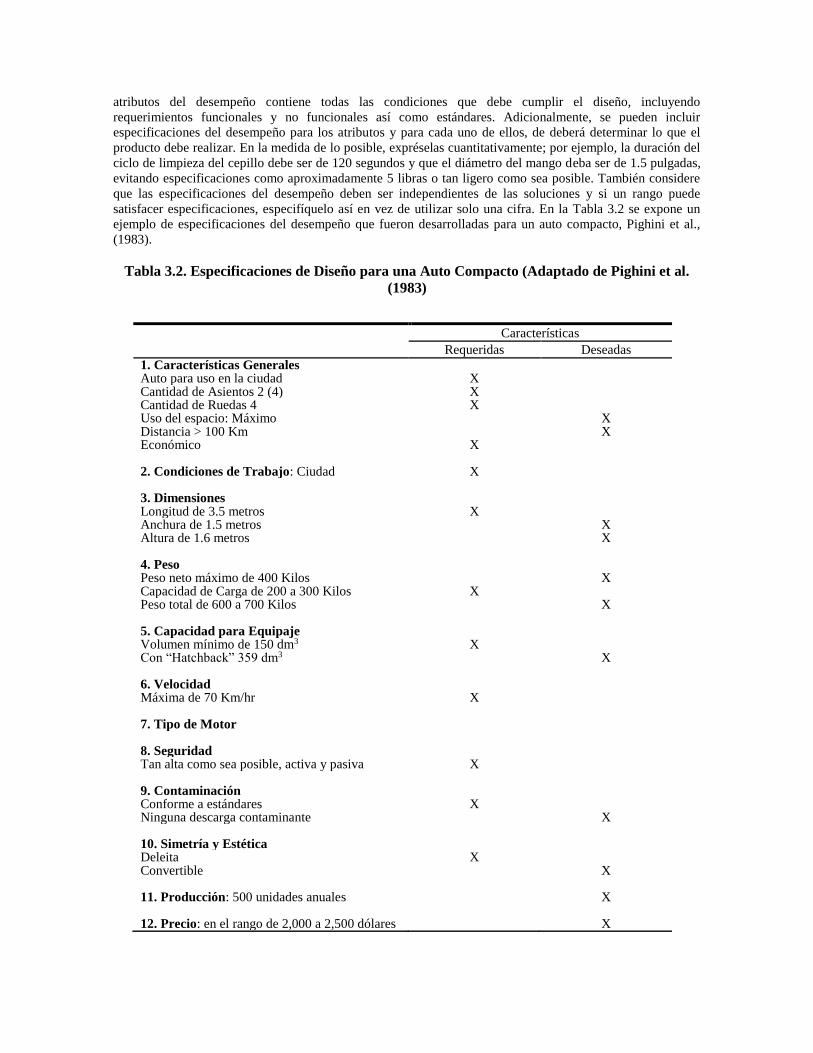
atributos del desempeño contiene todas las condiciones que debe cumplir el diseño, incluyendo
requerimientos funcionales y no funcionales así como estándares. Adicionalmente, se pueden incluir
especificaciones del desempeño para los atributos y para cada uno de ellos, de deberá determinar lo que el
producto debe realizar. En la medida de lo posible, expréselas cuantitativamente; por ejemplo, la duración del
ciclo de limpieza del cepillo debe ser de 120 segundos y que el diámetro del mango deba ser de 1.5 pulgadas,
evitando especificaciones como aproximadamente 5 libras o tan ligero como sea posible. También considere
que las especificaciones del desempeño deben ser independientes de las soluciones y si un rango puede
satisfacer especificaciones, especifíquelo así en vez de utilizar solo una cifra. En la Tabla 3.2 se expone un
ejemplo de especificaciones del desempeño que fueron desarrolladas para un auto compacto, Pighini et al.,
(1983).
Tabla 3.2. Especificaciones de Diseño para una Auto Compacto (Adaptado de Pighini et al.
(1983)
Características
Requeridas Deseadas
1. Características Generales Auto para uso en la ciudad X Cantidad de Asientos 2 (4) X Cantidad de Ruedas 4 X Uso del espacio: Máximo X Distancia > 100 Km X Económico X 2. Condiciones de Trabajo: Ciudad X 3. Dimensiones Longitud de 3.5 metros X Anchura de 1.5 metros X Altura de 1.6 metros X 4. Peso Peso neto máximo de 400 Kilos X Capacidad de Carga de 200 a 300 Kilos X Peso total de 600 a 700 Kilos X 5. Capacidad para Equipaje Volumen mínimo de 150 dm3 X Con “Hatchback” 359 dm3 X 6. Velocidad Máxima de 70 Km/hr X 7. Tipo de Motor 8. Seguridad Tan alta como sea posible, activa y pasiva X 9. Contaminación Conforme a estándares X Ninguna descarga contaminante X 10. Simetría y Estética Deleita X Convertible X 11. Producción: 500 unidades anuales X 12. Precio: en el rango de 2,000 a 2,500 dólares X
55
Una manera para generar las especificaciones del producto es con el uso del método del Despliegue de la
Función de la Calidad (QFD). El método parte de un matriz de interacciones denominada “Casa de Calidad”
con los atributos del producto en los renglones y los parámetros técnicos como pueden ser el peso, volumen,
material, fuerza, en las columnas. Los parámetros técnicos se relacionan con las características de ingeniería;
por ejemplo, la torsión se determina por la relación del engrane del tren de la transmisión y la potencia del
motor, variables que a su vez son afectadas por otras como el voltaje y la resistencia. Son estas variables
básicas las que se relacionan con los atributos del producto para determinar las especificaciones. A cada
atributo se le asigna un peso que se relaciona a su importancia relativa. La relación entre el atributo del
producto y los parámetros técnicos se determinan usando notaciones para varios niveles como fuertemente
positiva, medianamente positiva, neutral, medianamente negativa y fuertemente negativa y un valor se asigna
a cada una de estas relaciones. Multiplicando el peso por el valor de la relación se obtiene un valor para la
relación del atributo del producto-parámetro técnico. La suma de cada columna indica la prioridad que tiene
cada parámetro técnico en el diseño. En la parte inferior de la matriz se alistan las unidades para la medición
de parámetros técnicos y el valor objetivo para cada uno se determina en base de la importancia y de la
posición relativa de los atributos en los productos de los competidores.
3.5.5 DESARROLLO DE DISEÑOS PROVISIONALES
Los métodos para desarrollar soluciones de diseño se denominan genéricamente como métodos de diseño y
sus contenidos son los procedimientos, técnicas, ayudas y herramientas en los que se apoyan para buscar la
solución. Algunos de los métodos son informales, aunque hay otros formales tomados de la Teoría de
Decisiones y de las Ciencias Administrativas. Jones (1981) lista hasta 35 métodos de diseño y en general, se
pueden clasificar como métodos de asociación, métodos de confrontación creativa y métodos analíticos; en las
siguientes secciones se presentan algunos ejemplos de ellos.
3.5.5.1 LLUVIA DE IDEAS
El método de asociación creativa más conocido es el de “Lluvia de Ideas”; este método fue desarrollado por
Osborn (1963), es muy efectivo para generar ideas y aunque muchas de ellas sean rechazadas, algunas son
dignas de estudio detallado. Se administra con grupos pequeños de personas, siendo de 4 a 8 el tamaño
recomendable, con diversos puntos de vista y campos de conocimiento para obtener ideas-solución más
amplias. Osborn propone cuatro reglas para su aplicación efectiva:
No se deben criticar las ideas, los participantes no deben pensar sobre la utilidad o valor de
una idea y menos aún, criticarla; se deben omitir críticas porque éstas inhiben al proceso para
generación de más ideas.
Todas las ideas son bienvenidas, sin que importe la impresión inicial. De hecho, el
pensamiento divergente es productivo. A los participantes se les debe garantizar seguridad
cuando propongan ideas, hasta las más descabelladas pueden ser inspiración para la mejor.
También es bienvenida la contribución para mejorar ideas ya expresadas.
La meta es generar todas las ideas posibles.
El procedimiento requiere que el problema sea planteado con anticipación al grupo de personas, de
manera que puedan reflexionar con suficiente tiempo. Hay que proporcionarles información, ejemplos de
soluciones efectivas, reglas de operación. También es recomendable la realización de una reunión preliminar
para explicar las reglas y el propósito del grupo. En las sesiones de trabajo los participantes dan a sus ideas al
moderador o facilitador. Se puede proporcionar la idea oralmente o por escrito, por turno, hasta agotar la
generación de ideas. Entonces se depura la lista, discriminando las ideas relevantes de las irrelevantes.
Hay algunas variaciones de este método, por ejemplo, el método de pozo de ideas; en esta variación, un
grupo de 5 a 8 personas escriben sus ideas en papel, en silencio, una vez que les explican el problema. Las
hojas se depositan en un recipiente. Cada uno de ellos saca, por turno un papel y le agrega alguna
contribución a la idea escrita. Una vez que se agotan las ideas, se evalúan de la misma forma, descartando las
ideas menos apropiadas. Otra variación es el método 6-3-5, en el que seis participantes escriben tres ideas en
un papel. Las hojas se pasan en cinco ocasiones a cada participante y le escriben ideas que las mejoren.
3.5.5.2 ANALOGÍAS Y SUERTE
Muchas ideas innovadoras pueden ser atribuidas a la suerte y de esto hay muchos ejemplos, entre ellos
destacan, el hule vulcanizado, que fue inventado por Charles Goodyear cuando accidentalmente agregó azufre
a una muestra de hule; similarmente, John B. Dunlop inventó la llanta neumática después de observar el
comportamiento de su manguera del jardín mientras regaba las plantas. Otro ejemplo relevante es el del
cyanoacrilato, también conocido como “Cola Loca”, que fue desarrollado por Harry Coover en Kodak durante
la segunda guerra. Coover buscaba lentes de plástico para miras telescópicas, esa sustancia no le resolvía el
problema porque se pegaba a todos las cosas con las que entraba en contacto. Se patentó en 1956 y se
comercializó como Eastman 910 en 1958. Este fue el primer adhesivo de una familia nueva basada en una
química similar. Los papeles “Post It” fueron desarrollados a partir de un adhesivo desarrollado por S. Silver
en 3M, el adhesivo tenía las curiosas propiedades de poco poder adhesivo y que no secaba; posteriormente A.
Fry un corista de iglesia molesto porque sus notas no se mantenían en su sitio en el misal, las untó con
adhesivo de Silver, finalmente el producto fue desarrollado y lanzado al mercado por 3M en 1977, sin
embargo falló, puesto que no se conocía ni se logró posicionar. Un año después, el producto inundó con
muestras Boise, Idaho, al terminar la prueba, 90% de las personas que las usaron manifestaban que si lo
comprarían. En 1980 Post It se comercializaba nacionalmente en los EUA y un año después penetraba en
Canadá y Europa.
Estos ejemplos indican que la analogía y la “suerte” inciden en la solución exitosa de problemas. Es
frecuente que personas inteligentes lleguen a soluciones de diseño cuando accidentalmente enfrentan dos
situaciones que son independientes entre sí o que tienen ligeras interrelaciones. Gordon (1961) y Prince
(1970) formalizaron la dinámica del proceso que hoy se conoce como Sinéctica.
Este proceso de solución es diferente de la Lluvia de Ideas en cuanto a que en vez de generar ideas, el
grupo trata de trabajar colectivamente hacia una dirección en particular. La sesión tiene mayor duración y es
más demandante. Los participantes tratan de utilizar analogías para transformar lo excepcional en frecuente y
cotidiano y viceversa. Los tipos de analogías utilizados en este modelo son:
Analogías Directas: Se busca una solución biológica a un problema similar, por ejemplo, el
Velcro se diseñó por medio de una analogía con corteza de plantas.
Analogías Personales: Los participantes se colocan en la posición del problema a resolver,
por ejemplo, ¿Cómo me sentiría si yo fuera la transmisión.
Analogías Simbólicas: Los miembros del equipo usan metáforas y símiles, como la
“quijada” para una pinza.
Analogías de Fantasía: Los participantes “sueñan” una solución ideal, por ejemplo, el sueño
de un niño de que la puerta se abra por si misma cuando uno llega a ella.
La Sinéctica se administra a través del siguiente proceso:
Definición del Problema, por ejemplo, hacerlo volar, hacer que quede en su sitio.
Utilización de una analogía directa, por ejemplo, los colibríes vuelan en el mismo sitio.
Análisis de la analogía, por ejemplo, lograr batir las alas con rapidez, de 15 a 80 por
segundo).
Forzar el ajuste, por ejemplo, utilizar rotores horizontales múltiples.
Generar Ideas.
Desarrollar las Ideas.
Adicionalmente, hay otros métodos en esta categoría, como son el “Estímulo Aleatorio”, el “Enrmedio
Imposible” y el “Reto Imposible”. En el método de Estimulo Aleatorio al problema a resolver se le asocia una
palabra, objeto, imagen, ya sea seleccionada o al azar. En el método de Enmedio Imposible se desarrolla una
solución ideal y partiendo de ella se desarrolla, gradualmente, una solución práctica. Por su parte, en el
método de Reto Imposible, se cuestiona, debilita el planteamiento del problema para desarrollar una solución
novedosa.

57
3.5.5.3 MÉTODOS ANALÍTICOS
Los métodos analíticos también son llamados métodos sistemáticos. El método descrito en esta sección es una
combinación de análisis funcional (discutido en la Sección 3.5.4.) y el método de carta morfológica. La carta
morfológica es un resumen de sub-soluciones a sub-funciones.
Como fue mencionado en la Sección 3.5.4, la principal función en la caja negra, que conecta entradas
con salidas se reemplaza con varias sub-funciones, mostrando las interrelaciones, las entradas y las salidas,
como se puede observar en el ejemplo de la Figura 3.17. Las sub-funciones se adicionan de una en una y de
ahí se construye la estructura funcional cambiando, separando o combinando sub-funciones, hasta que sea
obtenida la mejor estructura funcional. A continuación se reemplazan las sub-funciones con símbolos
generales para ellas. La Figura 3.18 muestra los símbolos recomendados por Pahl y Beitz (1984) y Roth
(1970), por su parte, propuso los símbolos para las funciones generales que se muestran en la Figura 3.19.
Figura 3.18. Símbolos para funciones generales (adaptado de Pahl y Beitz, 1984).
Figura 3.19. Símbolos para funciones generales (adaptado de Roth, 1970).
Característica Funciones
Generalmente Válidas
Símbolos Explicaciones
Entradas (I), Salidas (O)
Tipo
Cambio
I y O difieren en el tipo y
forma externa
Magnitud
Varias
I < O
I > O
Cantidad
Conectar
Cantidad de I < O
Cantidad de I > O
Lugar
Canal
Lugar de I ≠ O
Lugar de I = O
Tiempo
Almacenamiento
Duración de I ≠ O
x de y
Conexión
Transformación
Almacenamiento
Conduciendo x
x
x
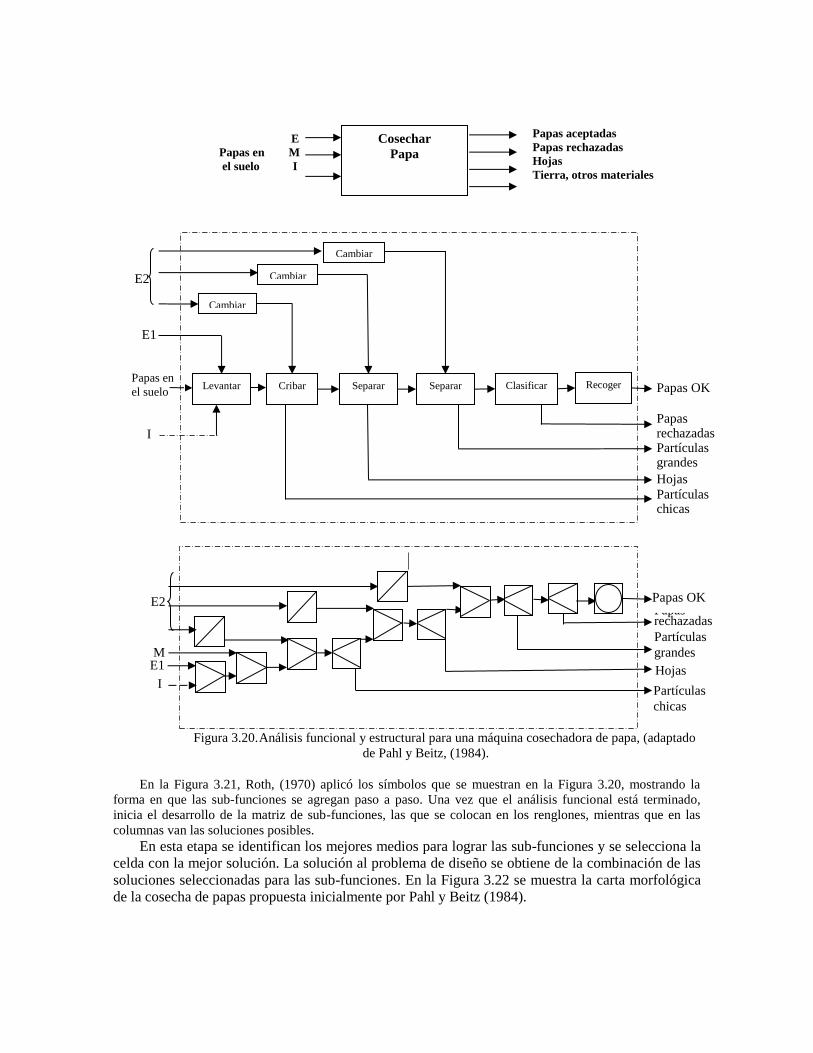
Figura 3.20. Análisis funcional y estructural para una máquina cosechadora de papa, (adaptado
de Pahl y Beitz, (1984).
En la Figura 3.21, Roth, (1970) aplicó los símbolos que se muestran en la Figura 3.20, mostrando la
forma en que las sub-funciones se agregan paso a paso. Una vez que el análisis funcional está terminado,
inicia el desarrollo de la matriz de sub-funciones, las que se colocan en los renglones, mientras que en las
columnas van las soluciones posibles.
En esta etapa se identifican los mejores medios para lograr las sub-funciones y se selecciona la
celda con la mejor solución. La solución al problema de diseño se obtiene de la combinación de las
soluciones seleccionadas para las sub-funciones. En la Figura 3.22 se muestra la carta morfológica
de la cosecha de papas propuesta inicialmente por Pahl y Beitz (1984).
Hojas
Partículas
chicas
E1 M
I
E2 Papas rechazadas
Partículas
grandes
Papas OK
Papas rechazadas Partículas grandes
Hojas
Partículas chicas
I
Cribar Separar Separar Clasificar Recoger
E1
E2
Cambiar
Cambiar
Cambiar
Levantar Papas en
el suelo
Cosechar
Papa
Papas aceptadas
Papas rechazadas
Hojas
Tierra, otros materiales
E
Papas en M
el suelo I
Papas OK

59
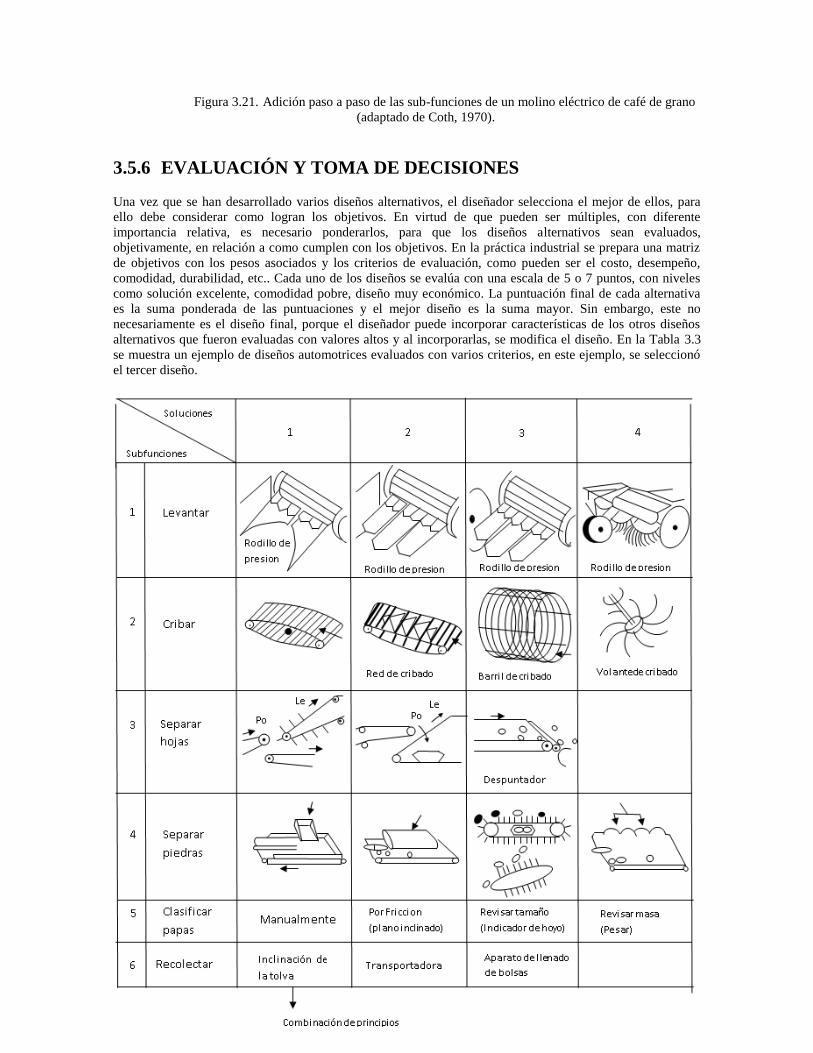
Figura 3.21. Adición paso a paso de las sub-funciones de un molino eléctrico de café de grano
(adaptado de Coth, 1970).
3.5.6 EVALUACIÓN Y TOMA DE DECISIONES
Una vez que se han desarrollado varios diseños alternativos, el diseñador selecciona el mejor de ellos, para
ello debe considerar como logran los objetivos. En virtud de que pueden ser múltiples, con diferente
importancia relativa, es necesario ponderarlos, para que los diseños alternativos sean evaluados,
objetivamente, en relación a como cumplen con los objetivos. En la práctica industrial se prepara una matriz
de objetivos con los pesos asociados y los criterios de evaluación, como pueden ser el costo, desempeño,
comodidad, durabilidad, etc.. Cada uno de los diseños se evalúa con una escala de 5 o 7 puntos, con niveles
como solución excelente, comodidad pobre, diseño muy económico. La puntuación final de cada alternativa
es la suma ponderada de las puntuaciones y el mejor diseño es la suma mayor. Sin embargo, este no
necesariamente es el diseño final, porque el diseñador puede incorporar características de los otros diseños
alternativos que fueron evaluadas con valores altos y al incorporarlas, se modifica el diseño. En la Tabla 3.3
se muestra un ejemplo de diseños automotrices evaluados con varios criterios, en este ejemplo, se seleccionó
el tercer diseño.

61
Figura 3.22. Carta morfológica para una cosechadora de papa (adaptado de Pahl y Beitz, 1984),
Tabla 3.3. Matriz de Decisión de alternativas de diseño automotriz (simplificada)
Diseño
Criterios de Diseño Total Costo Comodidad Confiabilidad
I P T I P T I P T Diseño 1 0.5 9 4.5 0.3 7 2.1 0.2 8 1.6 8.2 Diseño 2 0.5 8 4.0 0.3 8 2.4 0.2 8 1.6 8.0 Diseño 3 0.5 9 4.5 0.3 9 2.7 0.2 9 1.8 9.0
I: Importancia relativa; S: Puntuación; T = W x S
Resumen del Capítulo
En este capitulo se delineó la estructura del proceso de diseño del producto. Se define al diseño y se describe
brevemente la evolución de este proceso. Se discutieron algunos paradigmas importantes que fueron
documentados como resultado de fallas de diseño. Se caracterizaron los requerimientos básicos del diseño y
se presentó un procedimiento analítico para el diseño paso a paso. Al lector le parecerá evidente que este
capítulo está constituido por una gran cantidad de información que fue estudiada someramente y que para
mayor detalle, deberá consultar obras especializadas, para ese propósito se presenta una lista de referencias
para su consulta. Finalmente, queremos puntualizar que el lector debe entender que este capítulo no contiene
todo este proceso, porque una vez que se tiene el diseño básico, hay que refinarlo, desde la perspectiva de
materiales, calidad, ensamble, mantenimiento, usabilidad y funcionalidad. Este refinamiento es estudiado en
detalle en los Capítulos 4 a 10.

Referencias
Alexander, C. Notes on the Synthesis of Form. Cambridge, MA: Harvard University Press, 1969.
Caldecote, V. “Investment in New Product Development.” In Product Design and Technical Innovation, eds. R.
Roy and D. Wield. Milton Keynes, UK: Open University Press, 1989.
Engineering News-Record, “A bridge to remember,” McGraw-Hill, Inc. Section: Editorials; Pg. 190, Enero 21,
1982
French, M. J. Engineering Design: The Conceptual Stage. London: Heinemann, 1971
Gordon, W. J. J. Synectics: The Development of Creative Capacity. New York: Harper and Row, 1961.
Hall, A. D. A. Methodology for Systems Engineering, 6th ed. Princeton, NJ: Van Nostrand, 1968.
Hubka, V., y Eder, W. E., Theory of Technical Systems: A Total Concept Theory for Engineering Design. Berlin:
Springer, 1988.
Hubka, V., Andreasen, M. M. y Eder W. E. Practical Studies in Systematic Designs. London: Butterworth, 1988.
Jones, J. C. Design Methods: Seeds of Human Futures. New York: John Wiley, 1970.
Jones, J. C. Design Methods. Chichester, UK: John Wiley, 1981.
Keeney, R. L. Value-Focused Thinking: A Path to Creative Decision-Making. Cambridge, MA: Harvard University
Press, 1992.
Osborn, A. F. Applied Imagination: Principles and Procedures of Creative Problem Solving, 3er ed. New York:
Scribner, 1963.
Pahl, G., y Beitz, W. Engineering Design. London: Design Council, 1984.
Petroski, H. Design Paradigms: Case Histories of Error and Judgement in Engineering. New York: Cambridge
University Press, 1994.
Pighini, U., Francesco U., Zhang Y. D., Vicente, S. A. y Rivalta, A. “The Determination of Optimal Dimensions for
a City Car Using Methodical Design with Prior Technology Analysis.” Design Studies 4, no. 4 (1983): 233-
243.
Prince, G. M. The Practice of Creativity: A Manual for Dynamic Group Problem Solving. New York: Harper y
Row, 1970.
Pugh, S. Total Design; Integration Methods for; Successful Product Engineering. Workingham, UK: Addison
Wesley, 1990.
Pye, D. “The Nature of Design.” In Product Design and Technical Innovation, eds. R. Roy y D. Wield. Milton
Keynes, Uk: Open University Press, 1989.
Roozenburg, N. F. M., y Eekels J. Product Design: Fundamentals and Methods. New York: John Wiley, 1995.
Roth, K. “Systemtik der Machine und ihre Element.” Feinwerktechnik 11 (1970): 279-286.
Schon, D. A. “Design in the Light of the Year 2000.” Student Technologist (Autumn 1969); quoted by N. Cross,
“The Changing Design Process.” In Product Design and Technical Innovation, eds. R. Roy y D. Weild.
Milton Keynes, UK: Open University Press, 1989.
VDI Standards 2221 y 2222. Systematic Approach to the Design of Technical Systems and Products. Dusseldorf,
Germany: Verein Deutscher Ingenieure, 1987.
63
Capítulo 4
Revisión de Diseño: Diseñando
para Aseguramiento de la Calidad
introduccion
La creatividad en el diseño del producto y selección del proceso es el componente crítico en asegurar la
calidad del producto y sus procesos asociados. En capítulos anteriores, se presentaron detalles del proceso de
diseño, estrategias, y herramientas. Ahora, el enfoque se hace en la necesidad de integrar la calidad dentro del
diseño del producto y el proceso de revisión de diseño.
La calidad del producto constituye un componente crucial en el proceso de diseño del producto,
afectando directamente la lealtad del cliente y la ganancia de la compañía. Históricamente, las empresas de
manufactura confiaron en un enfoque reactivo de inspección de la calidad de un producto para asegurar de
que cumple con las especificaciones de diseño. Mientras que este enfoque tiene sus propias ventajas, sus
principales limitantes radican en la resignación implícita del fabricante del hecho que la calidad necesita ser
inspeccionada ya que esta no puede ser construida dentro del diseño del producto en la etapa de diseño. Sin
embargo, ha habido un gradual, pero definitiva, transición de un enfoque reactivo a un estrategia predictiva
para administrar la calidad incorporando técnicas de diseño que dejan a un lado el largo proceso no
productivo de inspección. Varias empresas líderes de manufactura han exitosamente eliminado la necesidad
de inspeccionar adoptando un enfoque proactivo durante el diseño del producto.
La Calidad es definida como una característica física o no física que constituye la naturaleza básica de
una cosa o es una de las características distintivas. Esta definición amplia de calidad puede ser extendida al
dominio da la ingeniería e industrial definiendo calidad como una característica o grupo de características
que distinguen un artículo de otro p de bienes de un fabricante de esos de su competidor (Radford, 1992). Los
dos aspectos diferentes de esta característica pueden ser clasificados dentro de categorías objetivas y
subjetivas. La naturaleza objetiva de calidad es expresada en términos de la forma general en la cual la
perciben los humanos. La Figura 4.1 muestra las nuevas dimensiones de la calidad con sus significados. Estas
dimensiones son relativamente independientes una de otra; asi que, un producto puede ser excelente en una
dimensión, promedio en otra, y pobre todavía en otra dimensión. Por lo tanto, los productos de calidad pueden
ser determinados usando algunas de las dimensiones de calidad.
Cuando la expresión calidad es usada, usualmente se piensa en términos de un producto excelente que
cumple o excede nuestras expectativas. La Organización Estándares Internacionales (ISO, por sus siglas en
ingles) extiende esta definición para incluir también a la industria de servicios. La ISO define calidad como
“la totalidad de opciones y características de un producto o servicio que depende en su habilidad para
satisfacer necesidades declaradas o implicadas” (Estándar ISO 9000).

Figura 4.1. Dimensiones de la Calidad (adaptada de Garvin, 1998).
4.1.1 ¿POR QUÉ CONTROL DE CALIDAD?
La Sociedad Americana de Control de Calidad (ASQC, por sus siglas en inglés, 1991) comisionó una
encuesta a Gallup de aproximadamente 3,000 consumidores en los Estados Unidos, Japón, y Alemania en los
1990s. La encuesta apunto a una comunión significativa en el pensamiento del cliente respecto a la calidad.
Desempeño, precio, y reputación fueron tres de los atributos de más valor que los clientes desearon cuando
seleccionaron un producto de un compañía sobre el de otras. La importancia de la satisfacción y lealtad del
cliente a la ganancia de una compañía y la habilidad para competir en un mercado global puede ser
difícilmente sobre enfatizado. En la formulación de estrategias de manufactura, la calidad es el factor más
importante para determinar el éxito en el mercado (Hill, 1989). “La calidad de nuestro producto es excelente,
pero el precio es demasiado alto” no hacen una estrategia exitosa de mercadeo del producto. Debe de haber un
balance entre pérdida de calidad y precio del producto. El precio representa la pérdida del cliente al tiempo de
compra, y una calidad pobre representa una pérdida adicional durante el uso del producto. Una meta de
control de calidad es minimizar dicha perdida para el cliente.
Dada la obvia e innegable importancia de la incorporación de la calidad dentro del diseño del producto o
servicio, es necesario dibujar un diferencia entre aseguramiento de calidad y control de calidad. El
aseguramiento de la calidad consiste de todas las acciones planeadas y sistematizadas que son necesarias para
proveer confianza adecuada de que un producto o servicio satisface los requerimientos dados de calidad
(Estándar ISO 9004). El control de la calidad, por otro lado, es un sistema por el cual la calidad es asegurada
económicamente (Estándares Industriales Japoneses, estándar JISZ, por sus siglas en inglés, 8101). Hablando
en forma general, la calidad es creada a través de procesos que el fabricante desarrolla y mantiene (Kolarik,
1999). Cada uno de estos procesos juega un rol integral en la satisfacción de los ocho requerimientos
fundamentales de un producto o servicio, entre los cuales están la concepción, desarrollo, envío y disposición.
La Figura 4.2 ilustra la creación de la calidad descrita por el logro secuencial de ocho procesos
fundamentales. Hay que tener en cuenta que esta secuencia de actividades debe ser abordada sistemáticamente
si los clientes deben de tener una experiencia positiva de la calidad.
Desempeño
Características
Conformante
Confiabilidad
Durabilidad
Servicio
Respuesta
Estética
Reputación
Características principales del producto
Características secundarias
Cumple con las especificaciones o estándares industriales
Consistencia del desempeño en el tiempo
Vida útil
Resolución de problemas y quejas, fácil de reparar
Interface Humano-a-humano
Características sensorias
Desempeño pasado y otros intangibles
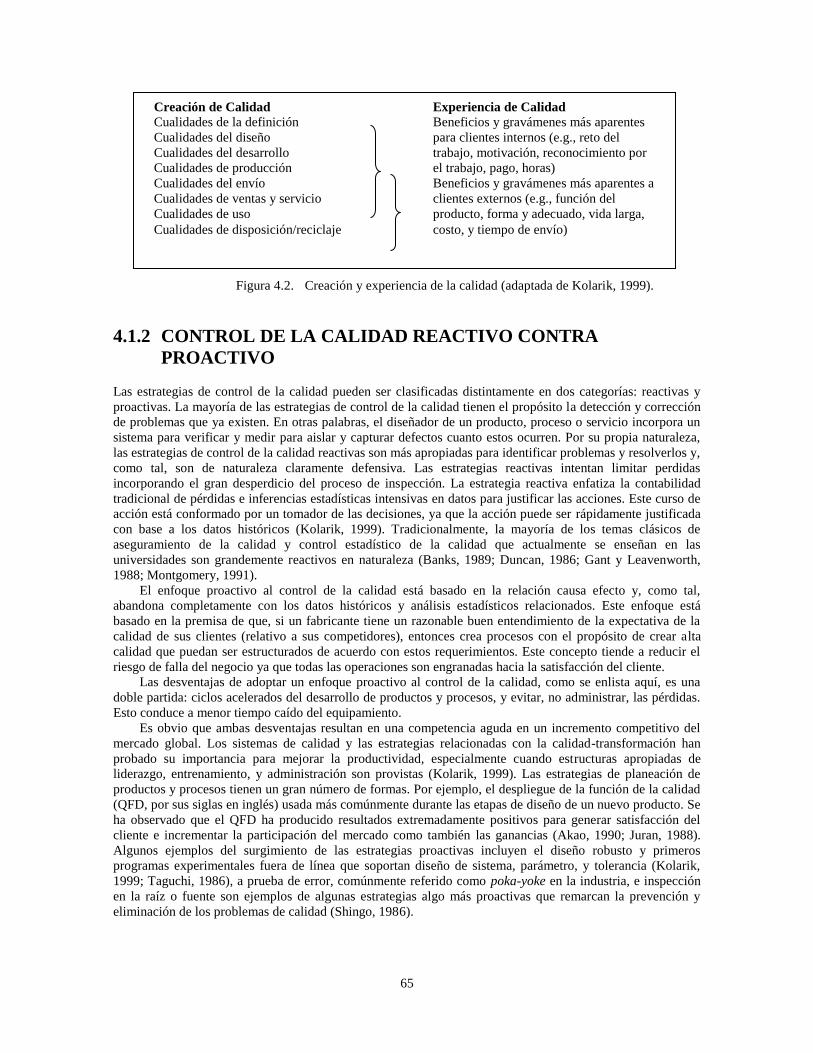
65
Figura 4.2. Creación y experiencia de la calidad (adaptada de Kolarik, 1999).
4.1.2 CONTROL DE LA CALIDAD REACTIVO CONTRA
PROACTIVO
Las estrategias de control de la calidad pueden ser clasificadas distintamente en dos categorías: reactivas y
proactivas. La mayoría de las estrategias de control de la calidad tienen el propósito la detección y corrección
de problemas que ya existen. En otras palabras, el diseñador de un producto, proceso o servicio incorpora un
sistema para verificar y medir para aislar y capturar defectos cuanto estos ocurren. Por su propia naturaleza,
las estrategias de control de la calidad reactivas son más apropiadas para identificar problemas y resolverlos y,
como tal, son de naturaleza claramente defensiva. Las estrategias reactivas intentan limitar perdidas
incorporando el gran desperdicio del proceso de inspección. La estrategia reactiva enfatiza la contabilidad
tradicional de pérdidas e inferencias estadísticas intensivas en datos para justificar las acciones. Este curso de
acción está conformado por un tomador de las decisiones, ya que la acción puede ser rápidamente justificada
con base a los datos históricos (Kolarik, 1999). Tradicionalmente, la mayoría de los temas clásicos de
aseguramiento de la calidad y control estadístico de la calidad que actualmente se enseñan en las
universidades son grandemente reactivos en naturaleza (Banks, 1989; Duncan, 1986; Gant y Leavenworth,
1988; Montgomery, 1991).
El enfoque proactivo al control de la calidad está basado en la relación causa efecto y, como tal,
abandona completamente con los datos históricos y análisis estadísticos relacionados. Este enfoque está
basado en la premisa de que, si un fabricante tiene un razonable buen entendimiento de la expectativa de la
calidad de sus clientes (relativo a sus competidores), entonces crea procesos con el propósito de crear alta
calidad que puedan ser estructurados de acuerdo con estos requerimientos. Este concepto tiende a reducir el
riesgo de falla del negocio ya que todas las operaciones son engranadas hacia la satisfacción del cliente.
Las desventajas de adoptar un enfoque proactivo al control de la calidad, como se enlista aquí, es una
doble partida: ciclos acelerados del desarrollo de productos y procesos, y evitar, no administrar, las pérdidas.
Esto conduce a menor tiempo caído del equipamiento.
Es obvio que ambas desventajas resultan en una competencia aguda en un incremento competitivo del
mercado global. Los sistemas de calidad y las estrategias relacionadas con la calidad-transformación han
probado su importancia para mejorar la productividad, especialmente cuando estructuras apropiadas de
liderazgo, entrenamiento, y administración son provistas (Kolarik, 1999). Las estrategias de planeación de
productos y procesos tienen un gran número de formas. Por ejemplo, el despliegue de la función de la calidad
(QFD, por sus siglas en inglés) usada más comúnmente durante las etapas de diseño de un nuevo producto. Se
ha observado que el QFD ha producido resultados extremadamente positivos para generar satisfacción del
cliente e incrementar la participación del mercado como también las ganancias (Akao, 1990; Juran, 1988).
Algunos ejemplos del surgimiento de las estrategias proactivas incluyen el diseño robusto y primeros
programas experimentales fuera de línea que soportan diseño de sistema, parámetro, y tolerancia (Kolarik,
1999; Taguchi, 1986), a prueba de error, comúnmente referido como poka-yoke en la industria, e inspección
en la raíz o fuente son ejemplos de algunas estrategias algo más proactivas que remarcan la prevención y
eliminación de los problemas de calidad (Shingo, 1986).
Creación de Calidad
Cualidades de la definición
Cualidades del diseño
Cualidades del desarrollo
Cualidades de producción
Cualidades del envío
Cualidades de ventas y servicio
Cualidades de uso
Cualidades de disposición/reciclaje
Experiencia de Calidad
Beneficios y gravámenes más aparentes
para clientes internos (e.g., reto del
trabajo, motivación, reconocimiento por
el trabajo, pago, horas)
Beneficios y gravámenes más aparentes a
clientes externos (e.g., función del
producto, forma y adecuado, vida larga,
costo, y tiempo de envío)
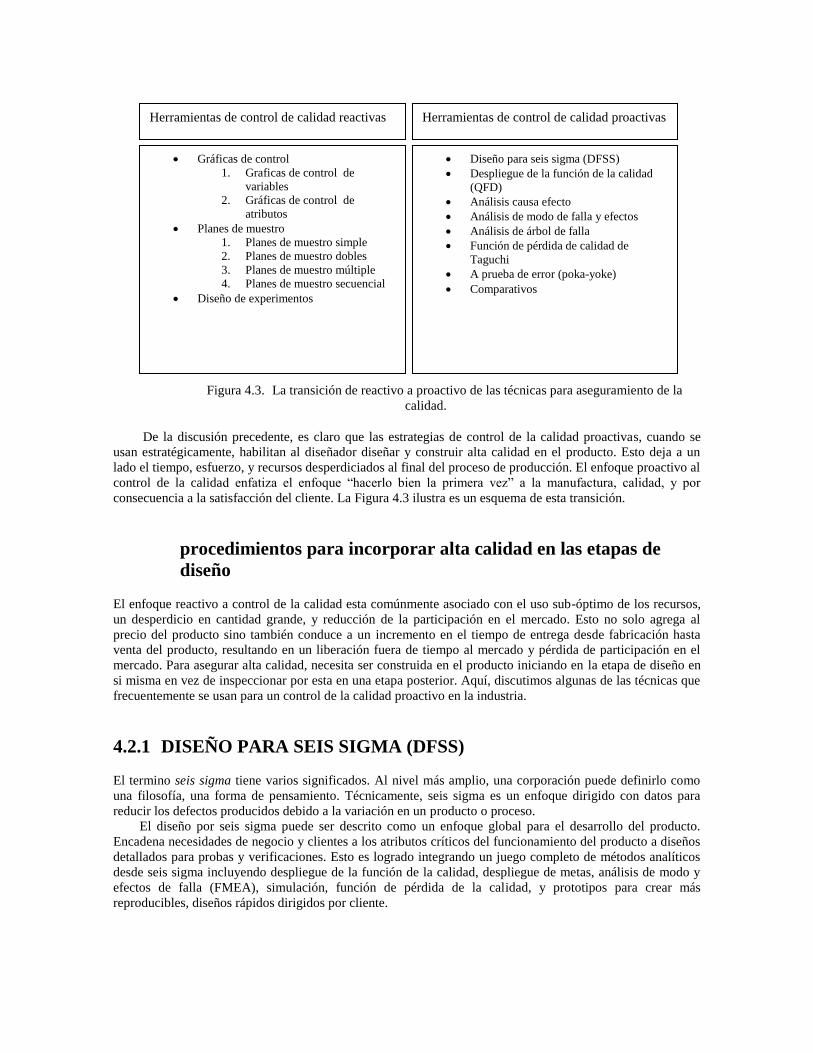
Figura 4.3. La transición de reactivo a proactivo de las técnicas para aseguramiento de la
calidad.
De la discusión precedente, es claro que las estrategias de control de la calidad proactivas, cuando se
usan estratégicamente, habilitan al diseñador diseñar y construir alta calidad en el producto. Esto deja a un
lado el tiempo, esfuerzo, y recursos desperdiciados al final del proceso de producción. El enfoque proactivo al
control de la calidad enfatiza el enfoque “hacerlo bien la primera vez” a la manufactura, calidad, y por
consecuencia a la satisfacción del cliente. La Figura 4.3 ilustra es un esquema de esta transición.
procedimientos para incorporar alta calidad en las etapas de
diseño
El enfoque reactivo a control de la calidad esta comúnmente asociado con el uso sub-óptimo de los recursos,
un desperdicio en cantidad grande, y reducción de la participación en el mercado. Esto no solo agrega al
precio del producto sino también conduce a un incremento en el tiempo de entrega desde fabricación hasta
venta del producto, resultando en un liberación fuera de tiempo al mercado y pérdida de participación en el
mercado. Para asegurar alta calidad, necesita ser construida en el producto iniciando en la etapa de diseño en
si misma en vez de inspeccionar por esta en una etapa posterior. Aquí, discutimos algunas de las técnicas que
frecuentemente se usan para un control de la calidad proactivo en la industria.
4.2.1 DISEÑO PARA SEIS SIGMA (DFSS)
El termino seis sigma tiene varios significados. Al nivel más amplio, una corporación puede definirlo como
una filosofía, una forma de pensamiento. Técnicamente, seis sigma es un enfoque dirigido con datos para
reducir los defectos producidos debido a la variación en un producto o proceso.
El diseño por seis sigma puede ser descrito como un enfoque global para el desarrollo del producto.
Encadena necesidades de negocio y clientes a los atributos críticos del funcionamiento del producto a diseños
detallados para probas y verificaciones. Esto es logrado integrando un juego completo de métodos analíticos
desde seis sigma incluyendo despliegue de la función de la calidad, despliegue de metas, análisis de modo y
efectos de falla (FMEA), simulación, función de pérdida de la calidad, y prototipos para crear más
reproducibles, diseños rápidos dirigidos por cliente.
Herramientas de control de calidad reactivas Herramientas de control de calidad proactivas
Gráficas de control
1. Graficas de control de
variables
2. Gráficas de control de
atributos
Planes de muestro
1. Planes de muestro simple
2. Planes de muestro dobles
3. Planes de muestro múltiple
4. Planes de muestro secuencial
Diseño de experimentos
Diseño para seis sigma (DFSS)
Despliegue de la función de la calidad
(QFD)
Análisis causa efecto
Análisis de modo de falla y efectos
Análisis de árbol de falla
Función de pérdida de calidad de
Taguchi
A prueba de error (poka-yoke)
Comparativos
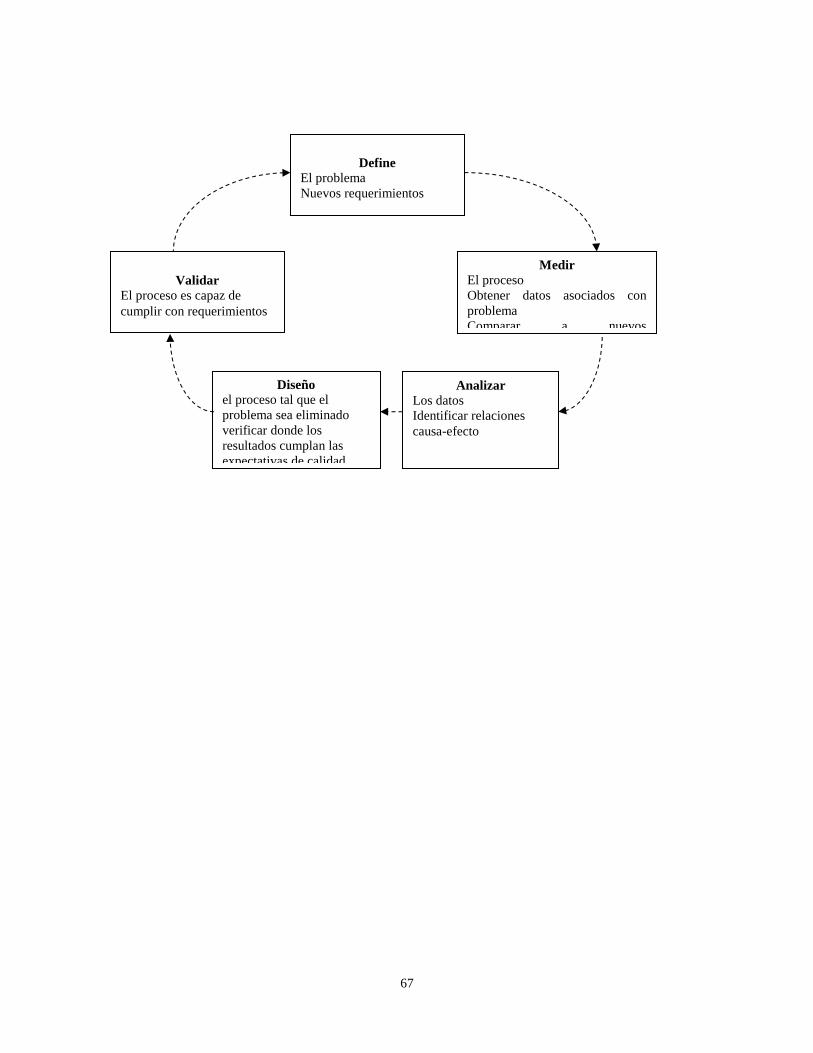
67
Validar
El proceso es capaz de
cumplir con requerimientos
Diseño
el proceso tal que el
problema sea eliminado
verificar donde los
resultados cumplan las
expectativas de calidad
Analizar
Los datos
Identificar relaciones
causa-efecto
Define
El problema
Nuevos requerimientos
Medir
El proceso
Obtener datos asociados con
problema
Comparar a nuevos
Figura 4.4. El enfoque DFSS para diseño del producto y proceso, DMADV.
Similar a seis sigma, DFSS usa un conjunto estructurado de pasos, DMADV (definir, medir, analizar,
diseñar y validar; ver Figura 4.4), para asegurar repetibilidad y mejoramiento continuo. DFSS se enfoca en
trasladar los requerimientos del cliente, cualitativos y cuantitativos, a especificaciones de diseño, así
asegurando que las propuestas de diseño cumplan robustamente las calificaciones de los clientes. El proceso
DMADV es para fundamentalmente rediseñar un proceso. También puede ser usado para diseñar un nuevo
proceso o producto cuando los requerimientos cambian. El objetivo de DFSS es diseñar un nuevo proceso o
producto para remplazar el producto o proceso no capaz.
DFSS puede ser usado para maximizar el desempeño de productos como también servicios. El diseño
para seis sigma puede ser utilizado para mejorar la velocidad y calidad de los procesos de diseño dentro de
una organización. Las organizaciones usan DFSS cuando estas tienen que diseñar o rediseñar un proceso,
producto, servicio o transacción. DFSS va a la fuente de las imperfecciones del producto o servicio mediante
el “diseño en si mismo” del desempeño desde las etapas iniciales de investigación y desarrollo. Este enseña a
la gente un enfoque metódico para involucrar a la gente correcta, preguntando las preguntas correctas, y
usando las herramientas correctas desde el inicio de cualquier proyecto de diseño. DFSS puede ser aplicado a
cualquier industria y cualquier metodología de diseño del producto o proceso. Este puede ser usado para crear
nuevos producto y servicios, diseño de software en línea e integración de sistemas o mejorar del desempeño
de productos existentes. Por implementar DFSS, las compañías pueden evitar costosos proyectos de rediseño
al asegurar que los productos y procesos sean diseñados, construidos, y lanzados con mayor confiabilidad y a
mayor relación desempeño-costo.
4.2.2 A PRUEBA DE ERRORES (POKA-YOKE)
Hacer un diseño del producto a prueba de errores y su proceso de manufactura es un elemento importante de
diseño para X. A prueba de error también es un elemento clave para mejorar la calidad y confiabilidad del
producto y un elemento del concepto de diseño seis sigma.
El concepto japonés de poka-yoke (a prueba de error) busca encontrar y corregir problemas tan cerca de
la fuente como sea posible. Esto es porque buscar y corregir defectos causados por errores cuestan más y más
mientras que el producto o artículo fluye a través de un proceso. A la larga, se ha puesto más énfasis en el
diseño de un producto para evitar errores en la producción. Frecuentemente los beneficios de “a prueba de
error” no solo ayuda con la producción del producto sino también contribuyen al uso correcto de operación y
mantenimiento como también darle servicio al producto.
El concepto de a prueba de error involucra encontrar controles de características en el producto o proceso
para prevenir o mitigar la ocurrencia de errores y requiere inspección simpe y barata (detección de error) al
final de cada operación para descubrir y corregir defectos en la fuente.
Hay seis principios o métodos de a prueba de errores. Estos son listados en orden de preferencia o
precedencia en la forma en que los errores son abordados (Belliveau, Griffin, y Somermeyer, 202):
1. Eliminación busca eliminar la posibilidad de error por rediseño del producto o proceso
tal que la tarea o parte no es ya más necesaria; por ejemplo, simplificación del producto
o consolidación de partes que evita defecto de parte o error de ensamble en primer lugar.
2. Remplazo substituye un proceso más confiable para mejorar consistencia; por ejemplo,
el uso de robótica o automatización para prevenir un error de ensamble manual,
dispensador automático o aplicadores para asegurar que la cantidad correcta de material,
tales como adhesivos, sea aplicada.
3. Prevención a ingenieros de que el producto o proceso sea imposible de hacer un error.
4. Facilitador emplea técnicas y combina pasos para hacer fácil el trabajo a desempeñar;
por ejemplo, ayudas visuales que incluyen códigos de colores, marcado, o etiquetado de
partes para facilitar un ensamble correcto; exagerar asimetría para facilitar orientación
correcta de partes; una bandeja de etapas para proveer un control visual de que todas las
partes fueron ensambladas, localizar características en las partes.

69
5. Detección involucra la identificación de errores antes de que más procesos ocurran tal
que el problema puede ser corregido rápidamente; por ejemplo, los sensores en el
proceso de producción para identificar cuando partes son ensambladas incorrectamente.
6. Búsqueda de mitigación para minimizar los efectos de los errores; por ejemplo,
procedimientos de volver a trabajar simple cuando un error es descubierto y extra
márgenes o redundancia de diseño en productos para compensar por los efectos de los
errores.
Idealmente, a prueba de error puede ser considerado durante el desarrollo de un nuevo producto para
maximizar oportunidades para a prueba de errores a través de diseño del producto y el proceso (eliminación,
remplazo, prevención, y facilitación), porque cerca del 70% del costo del ciclo de vida de un producto puede
ser atribuido a su etapa de diseño. Una vez que el producto es diseñado y el proceso es seleccionado, la
oportunidades de a prueba de error son más limitadas (prevención, facilitación, detección, y mitigación).
4.2.3 DESPLIEGUE DE LA FUNCIÓN DE CALIDAD
El despliegue de la función de la calidad fue originalmente desarrollado por Yoji Akao y Shigeru Mizumo en
los principios de los 1960s. Ellos extendieron enfoque original de “la casa de la calidad” (HOQ) desplegando
“cómos” que resultaron del nivel superior de HOQ en matrices menores abordando aspectos del desarrollo del
producto, como costos, tecnología, y confiabilidad. La metodología básica del despliegue de la función de la
calidad involucra cuatro fases que ocurren sobre el curso del proceso del desarrollo del producto. Durante
cada una de las fases, una o más matrices son construidas para planear y comunicar información crítica de
planeación del producto y proceso e información de diseño. El flujo de la metodología de QFD es ilustrada en
la Figura 4.5
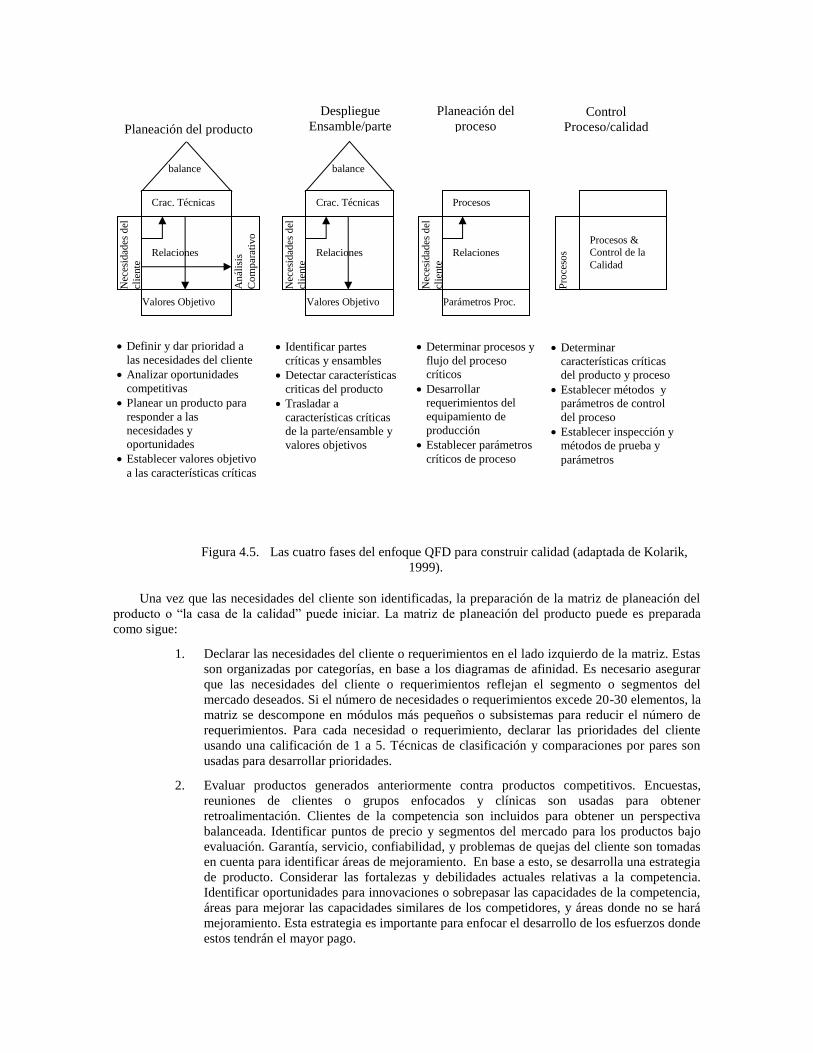
Figura 4.5. Las cuatro fases del enfoque QFD para construir calidad (adaptada de Kolarik,
1999).
Una vez que las necesidades del cliente son identificadas, la preparación de la matriz de planeación del
producto o “la casa de la calidad” puede iniciar. La matriz de planeación del producto puede es preparada
como sigue:
1. Declarar las necesidades del cliente o requerimientos en el lado izquierdo de la matriz. Estas
son organizadas por categorías, en base a los diagramas de afinidad. Es necesario asegurar
que las necesidades del cliente o requerimientos reflejan el segmento o segmentos del
mercado deseados. Si el número de necesidades o requerimientos excede 20-30 elementos, la
matriz se descompone en módulos más pequeños o subsistemas para reducir el número de
requerimientos. Para cada necesidad o requerimiento, declarar las prioridades del cliente
usando una calificación de 1 a 5. Técnicas de clasificación y comparaciones por pares son
usadas para desarrollar prioridades.
2. Evaluar productos generados anteriormente contra productos competitivos. Encuestas,
reuniones de clientes o grupos enfocados y clínicas son usadas para obtener
retroalimentación. Clientes de la competencia son incluidos para obtener un perspectiva
balanceada. Identificar puntos de precio y segmentos del mercado para los productos bajo
evaluación. Garantía, servicio, confiabilidad, y problemas de quejas del cliente son tomadas
en cuenta para identificar áreas de mejoramiento. En base a esto, se desarrolla una estrategia
de producto. Considerar las fortalezas y debilidades actuales relativas a la competencia.
Identificar oportunidades para innovaciones o sobrepasar las capacidades de la competencia,
áreas para mejorar las capacidades similares de los competidores, y áreas donde no se hará
mejoramiento. Esta estrategia es importante para enfocar el desarrollo de los esfuerzos donde
estos tendrán el mayor pago.
balance
Crac. Técnicas
Relaciones
Nec
esid
ades
del
clie
nte
An
ális
is
Co
mp
arat
ivo
Valores Objetivo
balance
Crac. Técnicas
Relaciones
Nec
esid
ades
del
clie
nte
Valores Objetivo
Procesos
Relaciones
Nec
esid
ades
del
clie
nte
Parámetros Proc.
Procesos &
Control de la
Calidad
Pro
ceso
s
Definir y dar prioridad a
las necesidades del cliente
Analizar oportunidades
competitivas
Planear un producto para
responder a las
necesidades y
oportunidades
Establecer valores objetivo
a las características críticas
Identificar partes
críticas y ensambles
Detectar características
criticas del producto
Trasladar a
características críticas
de la parte/ensamble y
valores objetivos
Determinar procesos y
flujo del proceso
críticos
Desarrollar
requerimientos del
equipamiento de
producción
Establecer parámetros
críticos de proceso
Determinar
características críticas
del producto y proceso
Establecer métodos y
parámetros de control
del proceso
Establecer inspección y
métodos de prueba y
parámetros
Planeación del producto
Despliegue
Ensamble/parte
Planeación del
proceso Control
Proceso/calidad

71
3. Establecer requerimientos del producto o características técnicas para responder a los
requerimientos del cliente y organizarlos en categorías relacionadas. Es importante notar que
las características deben ser significativas, mesurables, y globales.
4. Desarrollar relaciones entre los requerimientos del cliente y requerimientos del producto o
características técnicas. Esto involucra usar símbolos para relaciones fuertes, medianas, y
débiles.
5. Desarrollar una evaluación técnica de productos generados anteriormente y productos
competitivos. Obtener acceso a productos competitivos para ejecutar un comparativo del
producto o técnico. Realizar esta evaluación en base a los requerimientos definidos del
producto o características técnicas. Obtener otros datos relevantes, tales como garantía u
ocurrencias de servicios de reparación, y costos y considerar estos datos en la evaluación
técnica.
6. Desarrollar valores objetivos preliminares para los requerimientos del producto o
características técnicas.
7. Determinar interacciones potenciales positivas y negativas entre los requerimientos del
producto o características técnicas, usando símbolos para relaciones positivas o negativas
fuertes o medianas. Demasiadas interacciones positivas sugieren una redundancia potencial
en los “pocos críticos” requerimientos o características técnicas. Cuidar las interacciones
negativas, considerar los conceptos del producto o tecnología para sobrellevar estos balances
potenciales o considerar los balances al establecer valores objetivos.
8. Enseguida, calcular las relaciones de importancia. Esto involucra asignar un factor de peso a
los símbolos de relaciones y multiplicar las calificaciones de importancia del cliente por el
factor de peso en cada una de los casilleros de la matriz. Finalmente, todos los productos
resultantes en cada una de las columnas son agregados.
9. Desarrollar una calificación para la dificultad (una escala del 1 al 5, donde el 5 significa muy
difícil y riesgoso) para cada uno de los requerimientos del producto o características técnicas.
Evitar demasiada dificultad/elementos de alto riesgo, ya que esto podría retardar el desarrollo
y exceder los presupuestos. Evaluar donde los elementos difíciles pueden ser logrados dentro
del presupuesto y tiempos del proyecto.
10. Analizar la matriz y finalizar las estrategias del desarrollo del producto y planes del
producto. Determinar las acciones requeridas y áreas en las cuales enfocarse. Finalizar los
valores objetivos. ¿Son los valores objetivos apropiadamente colocados para reflejar los
balances? ¿Los valores objetivos necesitan ser ajustados, considerando las calificaciones de
la dificultad? ¿Son estos realísticos con respecto a los puntos del precio, tecnología
disponible, y calificaciones de la dificultad? ¿Son estos razonables con respecto a la
calificación de la importancia? Determinar elementos para el despliegue futuro de QFD. Para
mantener el enfoque en los elementos “pocos críticos”, menos-significantes puede ser
ignorado con las matrices subsecuentes del QFD. Mantener la matriz de planeación del
producto así como cambian los requerimientos o condiciones del cliente.
La matriz de la “casa de la calidad” es frecuente llamada fase de matriz. La Figura 4.6 muestra una casa
típica de calidad y sus elementos. En el proceso del QFD, la matriz fase dos traslada las especificaciones del
producto finales en atributos de diseño (arquitectura, opciones, materiales, geometría, subensambles, y partes,
componente) y sus especificaciones apropiadas. Algunas veces, una matriz fase tres es usada en atributos de
las especificaciones de diseño en especificaciones del proceso de manufactura (temperatura, presión,
viscosidad, rpm, etc.) Algunos elementos clave que determinan un implementación exitosa del QFD se listan
a continuación:
La administración debe hacer claro que el QFD es de alta prioridad.
Poner prioridades claras para las actividades QFD. Especificar, las necesidades de
administración para asignar recursos para esto e insistir en la realización de la investigación
de mercado y evaluación competitiva técnica.
Hacer que esté disponible el entrenamiento en QFD, preferiblemente “justo a tiempo” para
usar QFD.
Insistir que las decisiones sean en base a los requerimientos del cliente.
Entender los términos usados en QFD.
Insistir en compromiso y participación en el cruzamiento de funciones.
Llegar a ser líderes de QFD en vez de administradores.
Una guía para el desarrollo exitoso de matrices QFD es conservar la cantidad de información en cada una
de las matrices a niveles manejables. Con productos más complejos, si 50 necesidades o requerimientos
potenciales fueron identificadas y estas fueron trasladadas en una igual o incluso mayor número de
requerimientos del producto o características técnicas, habrá más de 2500 relaciones potenciales para planear
y administrar. Hablando gen forma general, una matriz individual no debería contener más de 20 o 30
elementos en cada una de las dimensiones de la matriz. Sin embargo, un mayor, un producto más complejo
debe tener sus necesidades del cliente más clasificadas en menores niveles de jerárquicos.
Para concluir, un plan de producto es desarrollado en base a una investigación de mercado o definición
de requerimientos. Si es necesario, estudios o investigación y desarrollo de factibilidad son realizados para
determinar la factibilidad del concepto del producto. Los requerimientos del producto o características
técnicas son definidas con las matrices, una justificación de negocio es preparada y aprobada, y comienza el
diseño del producto.
4.2.4 REVISIÓN DE DISEÑO
El propósito de la revisión de diseño es proveer un análisis completo del producto-proceso, un registro formal
de ese análisis, y retroalimentación al equipo de diseño para mejoramiento del producto y proceso. De
acuerdo al Estándar Industrial Japonés JIS Z 8115-1981, la revisión de diseño es el juicio y mejoramiento de
un elemento en la fase de diseño, revisando el diseño en términos de función, confiabilidad, y otras
características, con costo y envío como restricciones y con la participación de especialistas en diseño,
inspección, e implementación. El proceso de revisión de diseño permite una crítica independiente de un
producto y su proceso relacionado en intervalos de tiempo apropiados durante el ciclo de vida del producto.
Es una herramienta importante para identificar los cuellos de botella en el producto-proceso usando la
estrategia proactiva de control de la calidad.
Las revisiones de diseño formales (FDRs) deben ser ejecutadas desde una perspectiva independiente. Un
requerimiento clave para un revisor en el FDR es que él o ella debe ser experta en ese campo y no tener
interés en ni tampoco ser responsable del producto o proceso bajo revisión. Esta restricción ayuda a que el
proceso de revisión arroje comentarios, preocupaciones y recomendaciones no influenciadas. El desarrollo de
una efectiva revisión de diseño requiere un equipo de expertos funcionales (los revisores) y un producto o
plan o programa del ciclo de vida del proceso (el cual es el sujeto de revisión).
La Figura 4.6 muestra los pasos en un proceso de revisión típico. En la etapa de revisión de diseño
conceptual, los diseñadores aseguran que los mapas de dirección de diseño inicial para las metas de negocio y
las necesidades de los usuarios y revisan el diseño para alineación con las iniciativas amplias y posible
integración con otros diseños de producto. En la etapa de verificación de diseño, los diseños son revisados
para cumplir con estándares apropiados para consistencia, accesibilidad, usabilidad, y similares. La revisión
del diseño de la interface del usuario se usa para revisar las interacciones específicas y proveer guía a los
diseñadores en cuestiones problemáticas. Finalmente, la revisión de diseño creativo es usada para asegurar
que el diseño visual apunta a la dirección creativa del proyecto.
Las revisiones de diseño varían en ambas formalidad y estructura. Las revisiones típicamente son
planeadas en procesos de diseño tal que frecuentemente se ve un número de revisiones conducidas en
secuencia. Cada una de las revisiones de diseño se enfoca en uno o más aspectos del diseño o plan así como
se procede a través del ciclo de vida del producto, desde verificación de la necesidad hasta disposiciones de
desecho. Estos reportes individuales son retroalimentados al equipo de diseño y planeación para acción y
resolución. Cada una de las etapas es registrada secuencialmente, y las acciones tomadas son registradas
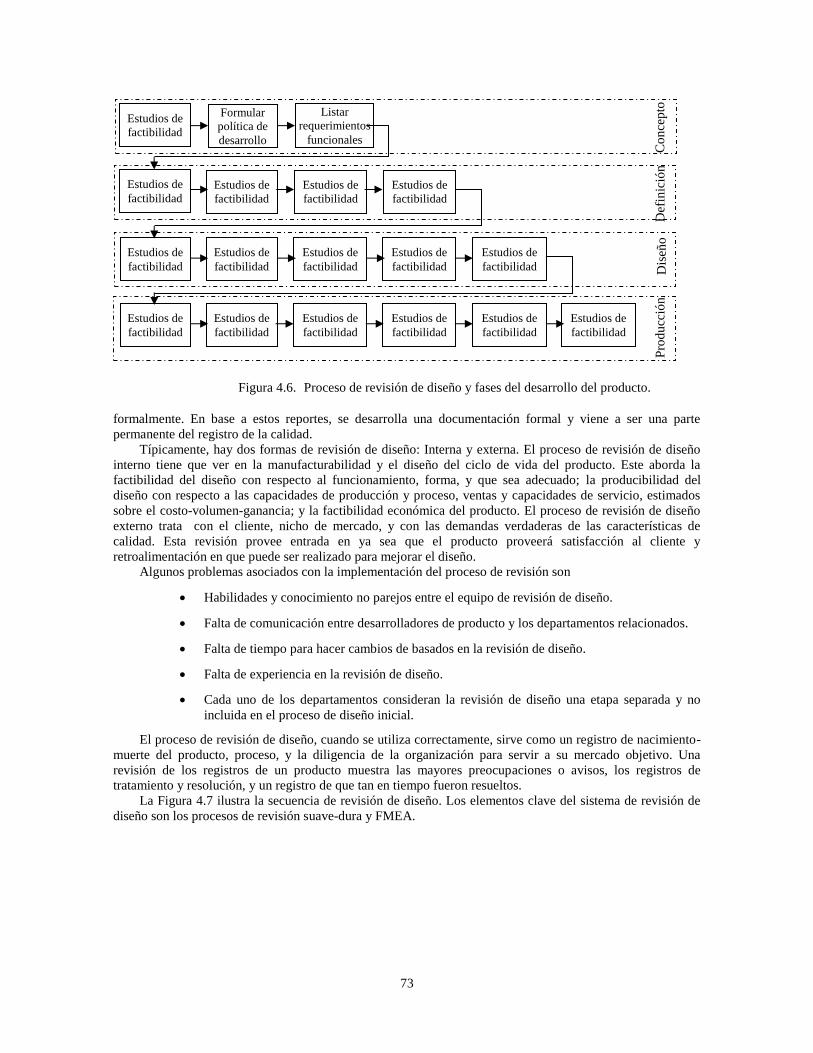
73
Figura 4.6. Proceso de revisión de diseño y fases del desarrollo del producto.
formalmente. En base a estos reportes, se desarrolla una documentación formal y viene a ser una parte
permanente del registro de la calidad.
Típicamente, hay dos formas de revisión de diseño: Interna y externa. El proceso de revisión de diseño
interno tiene que ver en la manufacturabilidad y el diseño del ciclo de vida del producto. Este aborda la
factibilidad del diseño con respecto al funcionamiento, forma, y que sea adecuado; la producibilidad del
diseño con respecto a las capacidades de producción y proceso, ventas y capacidades de servicio, estimados
sobre el costo-volumen-ganancia; y la factibilidad económica del producto. El proceso de revisión de diseño
externo trata con el cliente, nicho de mercado, y con las demandas verdaderas de las características de
calidad. Esta revisión provee entrada en ya sea que el producto proveerá satisfacción al cliente y
retroalimentación en que puede ser realizado para mejorar el diseño.
Algunos problemas asociados con la implementación del proceso de revisión son
Habilidades y conocimiento no parejos entre el equipo de revisión de diseño.
Falta de comunicación entre desarrolladores de producto y los departamentos relacionados.
Falta de tiempo para hacer cambios de basados en la revisión de diseño.
Falta de experiencia en la revisión de diseño.
Cada uno de los departamentos consideran la revisión de diseño una etapa separada y no
incluida en el proceso de diseño inicial.
El proceso de revisión de diseño, cuando se utiliza correctamente, sirve como un registro de nacimiento-
muerte del producto, proceso, y la diligencia de la organización para servir a su mercado objetivo. Una
revisión de los registros de un producto muestra las mayores preocupaciones o avisos, los registros de
tratamiento y resolución, y un registro de que tan en tiempo fueron resueltos.
La Figura 4.7 ilustra la secuencia de revisión de diseño. Los elementos clave del sistema de revisión de
diseño son los procesos de revisión suave-dura y FMEA.
Co
nce
pto
D
iseñ
o
Def
inic
ión
P
rod
ucc
ión
Estudios de
factibilidad
Formular
política de
desarrollo
Listar
requerimientos
funcionales
Estudios de
factibilidad Estudios de
factibilidad
Estudios de
factibilidad
Estudios de
factibilidad
Estudios de
factibilidad
Estudios de
factibilidad
Estudios de
factibilidad
Estudios de
factibilidad
Estudios de
factibilidad
Estudios de
factibilidad
Estudios de
factibilidad
Estudios de
factibilidad
Estudios de
factibilidad
Estudios de
factibilidad
Estudios de
factibilidad
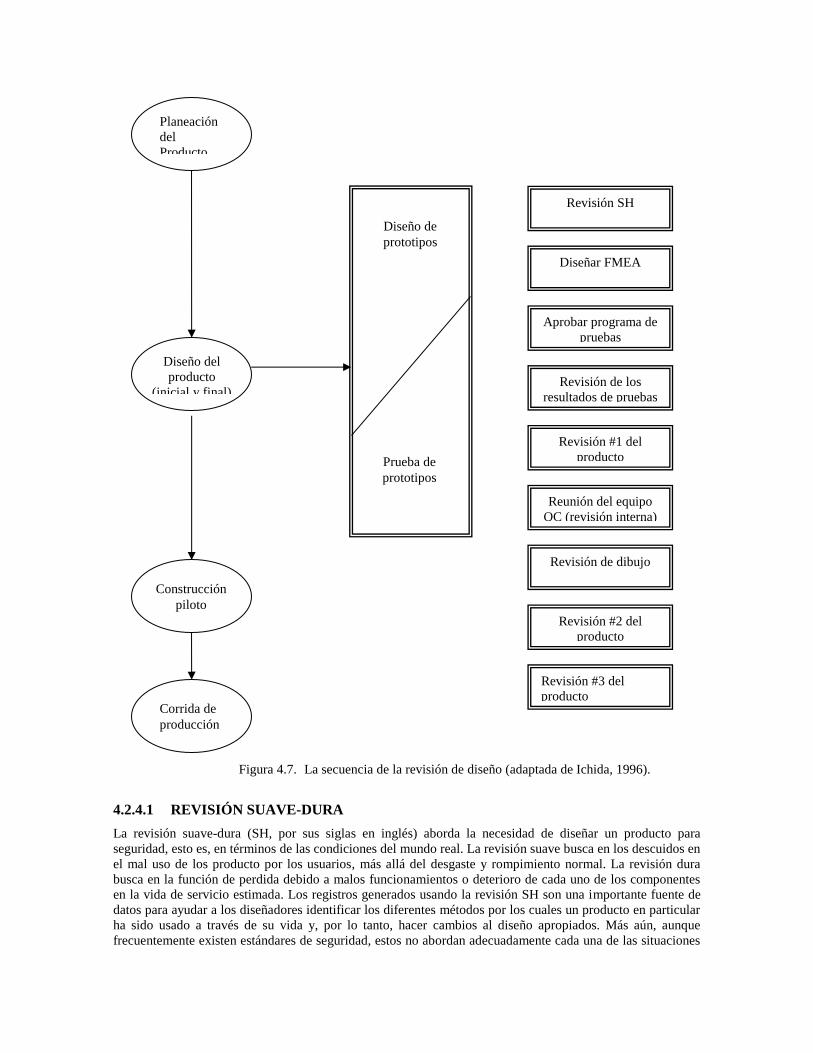
Figura 4.7. La secuencia de la revisión de diseño (adaptada de Ichida, 1996).
4.2.4.1 REVISIÓN SUAVE-DURA
La revisión suave-dura (SH, por sus siglas en inglés) aborda la necesidad de diseñar un producto para
seguridad, esto es, en términos de las condiciones del mundo real. La revisión suave busca en los descuidos en
el mal uso de los producto por los usuarios, más allá del desgaste y rompimiento normal. La revisión dura
busca en la función de perdida debido a malos funcionamientos o deterioro de cada uno de los componentes
en la vida de servicio estimada. Los registros generados usando la revisión SH son una importante fuente de
datos para ayudar a los diseñadores identificar los diferentes métodos por los cuales un producto en particular
ha sido usado a través de su vida y, por lo tanto, hacer cambios al diseño apropiados. Más aún, aunque
frecuentemente existen estándares de seguridad, estos no abordan adecuadamente cada una de las situaciones
Planeación
del
Producto
Diseño del
producto
(inicial y final)
Construcción
piloto
Corrida de
producción
Diseño de
prototipos
Prueba de
prototipos
Revisión SH
Diseñar FMEA
Aprobar programa de
pruebas
Revisión de los
resultados de pruebas
Revisión #1 del
producto
Reunión del equipo
QC (revisión interna)
Revisión de dibujo
Revisión #2 del
producto
Revisión #3 del
producto
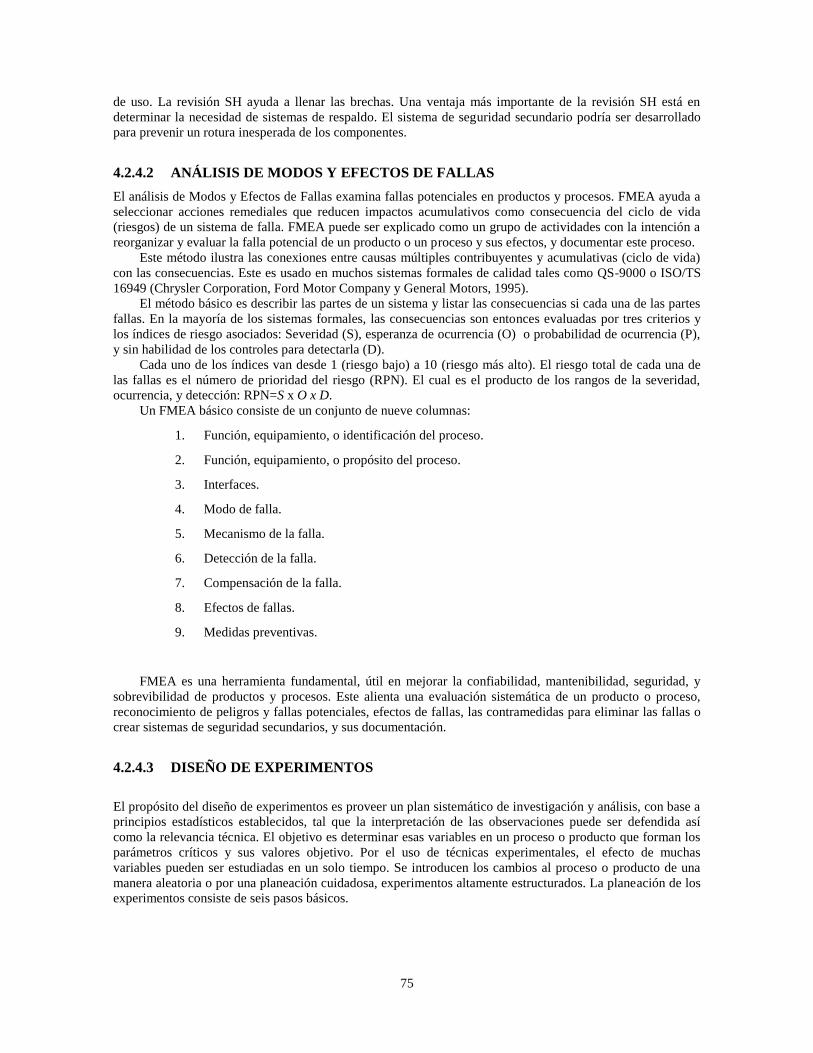
75
de uso. La revisión SH ayuda a llenar las brechas. Una ventaja más importante de la revisión SH está en
determinar la necesidad de sistemas de respaldo. El sistema de seguridad secundario podría ser desarrollado
para prevenir un rotura inesperada de los componentes.
4.2.4.2 ANÁLISIS DE MODOS Y EFECTOS DE FALLAS
El análisis de Modos y Efectos de Fallas examina fallas potenciales en productos y procesos. FMEA ayuda a
seleccionar acciones remediales que reducen impactos acumulativos como consecuencia del ciclo de vida
(riesgos) de un sistema de falla. FMEA puede ser explicado como un grupo de actividades con la intención a
reorganizar y evaluar la falla potencial de un producto o un proceso y sus efectos, y documentar este proceso.
Este método ilustra las conexiones entre causas múltiples contribuyentes y acumulativas (ciclo de vida)
con las consecuencias. Este es usado en muchos sistemas formales de calidad tales como QS-9000 o ISO/TS
16949 (Chrysler Corporation, Ford Motor Company y General Motors, 1995).
El método básico es describir las partes de un sistema y listar las consecuencias si cada una de las partes
fallas. En la mayoría de los sistemas formales, las consecuencias son entonces evaluadas por tres criterios y
los índices de riesgo asociados: Severidad (S), esperanza de ocurrencia (O) o probabilidad de ocurrencia (P),
y sin habilidad de los controles para detectarla (D).
Cada uno de los índices van desde 1 (riesgo bajo) a 10 (riesgo más alto). El riesgo total de cada una de
las fallas es el número de prioridad del riesgo (RPN). El cual es el producto de los rangos de la severidad,
ocurrencia, y detección: RPN=S x O x D.
Un FMEA básico consiste de un conjunto de nueve columnas:
1. Función, equipamiento, o identificación del proceso.
2. Función, equipamiento, o propósito del proceso.
3. Interfaces.
4. Modo de falla.
5. Mecanismo de la falla.
6. Detección de la falla.
7. Compensación de la falla.
8. Efectos de fallas.
9. Medidas preventivas.
FMEA es una herramienta fundamental, útil en mejorar la confiabilidad, mantenibilidad, seguridad, y
sobrevibilidad de productos y procesos. Este alienta una evaluación sistemática de un producto o proceso,
reconocimiento de peligros y fallas potenciales, efectos de fallas, las contramedidas para eliminar las fallas o
crear sistemas de seguridad secundarios, y sus documentación.
4.2.4.3 DISEÑO DE EXPERIMENTOS
El propósito del diseño de experimentos es proveer un plan sistemático de investigación y análisis, con base a
principios estadísticos establecidos, tal que la interpretación de las observaciones puede ser defendida así
como la relevancia técnica. El objetivo es determinar esas variables en un proceso o producto que forman los
parámetros críticos y sus valores objetivo. Por el uso de técnicas experimentales, el efecto de muchas
variables pueden ser estudiadas en un solo tiempo. Se introducen los cambios al proceso o producto de una
manera aleatoria o por una planeación cuidadosa, experimentos altamente estructurados. La planeación de los
experimentos consiste de seis pasos básicos.

1. Establecer el propósito.
2. Identificar las variables.
3. Diseñar el experimento.
4. Ejecutar el experimento.
5. Analizar los resultados.
6. Interpretar y comunicar el análisis.
Hay tres enfoques para diseñar experimentos: clásico, Taguchi, y Shainin. El más común entre estos es el
enfoque clásico, basado en el trabajo de Sir Ronald Fischer en agricultura durante los años 1930s. En el
enfoque clásico, variables relevantes son identificadas y definidas claramente. Una estructura apropiada
aleatoria y replicada es desarrollada dentro del contexto del modelo seleccionado. Tres análisis principales
son usados para generar los resultados: descriptivo (el cual incluye resumen estadístico y gráficas), inferencia
(el cual incluye una hipótesis formal), y predictivo (el cual incluye los modelos usados para predecir una
respuesta futura).
Cuando de diseñan experimentos, los estadistas generalmente inician con un modelo de proceso de la
variación tipo caja negra, con varios factores de entrada discretos y continuos que pueden ser controlados. El
control de las variables implica variarlas a voluntad. Esto es acoplado con una o más mediciones de salida o
respuesta. Las salidas o respuestas se asume que son continuas. Los datos experimentales son usados para
derivar un modelo empírico o de aproximación que enlaza las salidas y las entradas. Estos modelos empíricos
generalmente contienen lo que es conocido como términos de primero- y segundo-orden. Con frecuencia, el
experimento tienen que tomar en cuenta un número de factores no controlables, que pueden ser discretos,
tales como las diferentes máquinas u operadores, o continuos, tales como temperatura ambiental o humedad.
El método de Taguchi, comúnmente conocido como diseño robusto, mejora el desempeño de un
producto minimizando el efecto de las causas de variación, sin eliminar las causas. De acuerdo a Taguchi,
Elsayed, y Hsiang (1989), la calidad es la perdida que causa un producto a la sociedad después de ser
embarcado, diferentes a las pérdidas causadas por sus funciones intrínsecas. La definición de Taguchi de
calidad y el concepto de minimizar la perdida conduce a un diseño robusto. El diseño robusto consiste de un
marco de trabajo conceptual de tres niveles de diseño; diseño de sistemas, diseño de parámetros, y diseño de
tolerancias. Dentro de estos niveles de diseño, métodos cuantitativos basados en funciones de perdida son
desarrollados.
El diseño de sistemas denota el desarrollo de un prototipo básico que ejecuta las funciones deseadas y
requeridas de un producto con una desviación mínima de los valores del desempeño que se tienen como
objetivo. Este se enfoca en las tecnologías y enfoques relevantes del producto o proceso. Esto incluye
selección de materiales, partes, componentes, y sistemas de ensambles.
El diseño de parámetros es un nivel de diseño secundario, dentro abajo del nivel de diseño de sistemas.
El enfoque principal aquí es verificar los niveles óptimos de los parámetros de cada uno de los elementos en
el sistema, para minimizar las desviaciones funcionales del producto. El punto es lograr los objetivos del
desempeño con el menor costo en materiales y procesos y producir un producto robusto, uno que este en el
objetivo e insensible a las variaciones. Es el proceso de optimizar el diseño funcional con respecto a ambos
costos y desempeño. El método Taguchi se concentra en experimentos diseñados y mediciones especializadas
de la relación señal-ruido (SNR).
El diseño de tolerancias es el proceso para determinar las tolerancias de cada uno de los parámetros
mediante el balanceo de la pérdida de calidad y costo. El diseño de parámetros prepara los objetivos para los
parámetros del proceso. La etapa de diseño de tolerancias es una extensión lógica del diseño de parámetros
hasta un punto de completar las especificaciones o requerimientos. Obviamente, este paso determina las
tolerancias más económicas, esas que minimizan el costo del producto para una desviación dada en las
tolerancias de los valores objetivo.

77
caso de estudio
4.3.1 UN CASO DE ESTUDIO DE REVISIÓN DE DISEÑO
El equipo de diseño de Z-Air Systems está enfrentando un predicamento. El nuevo sistema calentador de
espacio lanzado está pasando por un clima rudo debido a fallas del producto y retornos de los clientes. La
investigación de mercado indica que cerca del 80% de los problemas son relacionados al desempeño y la
calidad del producto. Los análisis del problema indican que la mayoría de las situaciones problemáticas se
deben a defectos de diseño. La administración se ha formado la opinión de que regresando al tablero de dibujo
puede solucionar el problema. El equipo de diseño está bajo presión para producir resultados, y este recure a
un programa exhaustivo de revisión de diseño. Lo siguiente detalla el programa de revisión de diseño
adoptado por Z-Air Systems y sus resultados.
La Figura 4.8 muestra la secuencia del proceso de revisión del diseño adoptado por el equipo de diseño.
El proceso completo fue iniciado debido a rechazos y retornos del sistema de calentamiento espacial por los
clientes. La secuencia del proceso incluye revisión SH, revisión FMEA, análisis de resultados de pruebas,
ejecución de una corrida piloto, revisión de diseño y calidad, y finalmente una corrida de producción.
Toda la información reunida por el departamento de mercadotecnia con respecto a quejas y razones para
rechazo o retorno son documentadas y alimentadas en el sistema de información de la compañía. Estos datos
son utilizados para desarrollar las tablas suave-duro. Las tablas SH no sólo permiten al diseñador verificar el
producto por cuestiones de seguridad sino que también proveen entradas con respecto de las quejas de los
clientes, cuestiones de calidad, y similares. El análisis suave provee un vista a profundidad de la posibilidades
por no tener cuidado en el uso del calentador espacial más allá de sus desgaste y rotura normal. El análisis
duro provee las potenciales para l perdida de la función debido a malfuncionamiento o deterioro en cada uno
de los componentes en la vida de servicio. Estos resultados son aplicados para mejorar el diseño del producto
para aspectos de seguridad.
El equipo observa que no se tengan empalmes en los factores S y H en la revisión. Esto significa que no
hay posibilidad de ninguna lesión del usuario por el uso de la parte equivocada en el tiempo equivocado. Las
Tablas 4.1 y 4.2 muestran un ejemplo de las tablas de análisis SH.
La siguiente etapa, después de ejecutar la revisión SH, es examinar el desempeño del nuevo diseño. El
método FMEA usa los indicadores RPN, el cual es usado para dar prioridades en el diseño y cuestiones de
seguridad. La Figura 4.9 muestra un diseño FMEA de ejemplo para el calentador espacial.
La implementación del método de revisión de diseño resulta en una cuestión importante en la tasa de los
defectos. Los datos del mercado han indicado que el nuevo diseño, después de la secuencia de revisión,
resulta en un incremento en ventas e ingresos. Además, la tasa de rechazos y retornos es reducida a cerca del
77% comparada con el modelo antiguo. Esta medición del desempeño de las ventas y el mercado del producto
es una indicación del éxito del proceso de revisión del diseño.
Observando las mejoras tremendas en el diseño y el desempeño del producto, la administración de Z-Air
Systems implemento a requerimiento en toda la planta para aplicar el proceso de revisión de diseño a todos
los productos. Este cambio en la política de la administración tiene que ser documentada cuantitativamente en
la planta, pero si los resultados pasados dan alguna indicación, la compañía es estará dirigiendo hacia un
futuro más brillante y podría lograr un nivel de calidad que hará que sus productos sean superiores a los de
sus competidores.
4.3.2 UN CASO DE ESTUDIO DE SEIS SIGMA
Classic Plastics Inc. Es una planta embotelladora líder que provee botellas de plástico a todas las compañías
farmacéuticas. Debido a ambas preocupaciones de calidad y productividad, ABC necesita analizar sus
operaciones y mejorar sus salidas para cumplir con el incremento en las demandas del mercado.
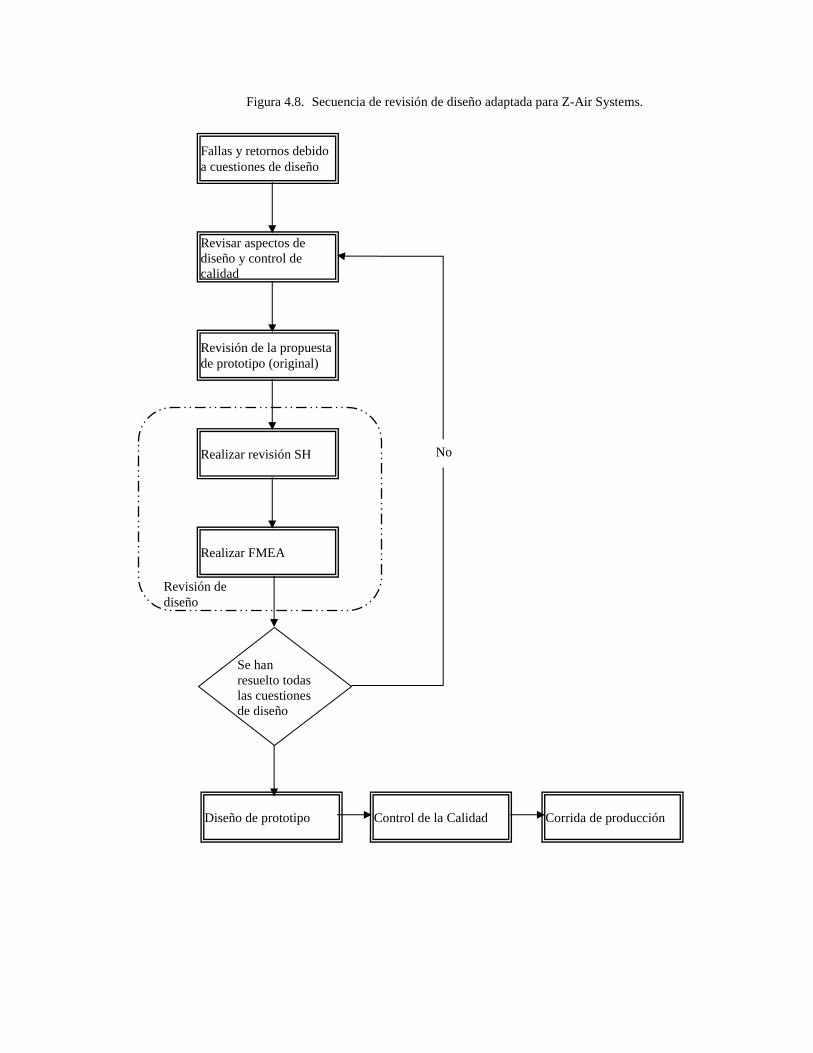
Figura 4.8. Secuencia de revisión de diseño adaptada para Z-Air Systems.
Revisión de
diseño
Realizar FMEA
Fallas y retornos debido
a cuestiones de diseño
Revisar aspectos de
diseño y control de
calidad
Revisión de la propuesta
de prototipo (original)
Realizar revisión SH
Diseño de prototipo Control de la Calidad Corrida de producción
Se han
resuelto todas
las cuestiones
de diseño
No
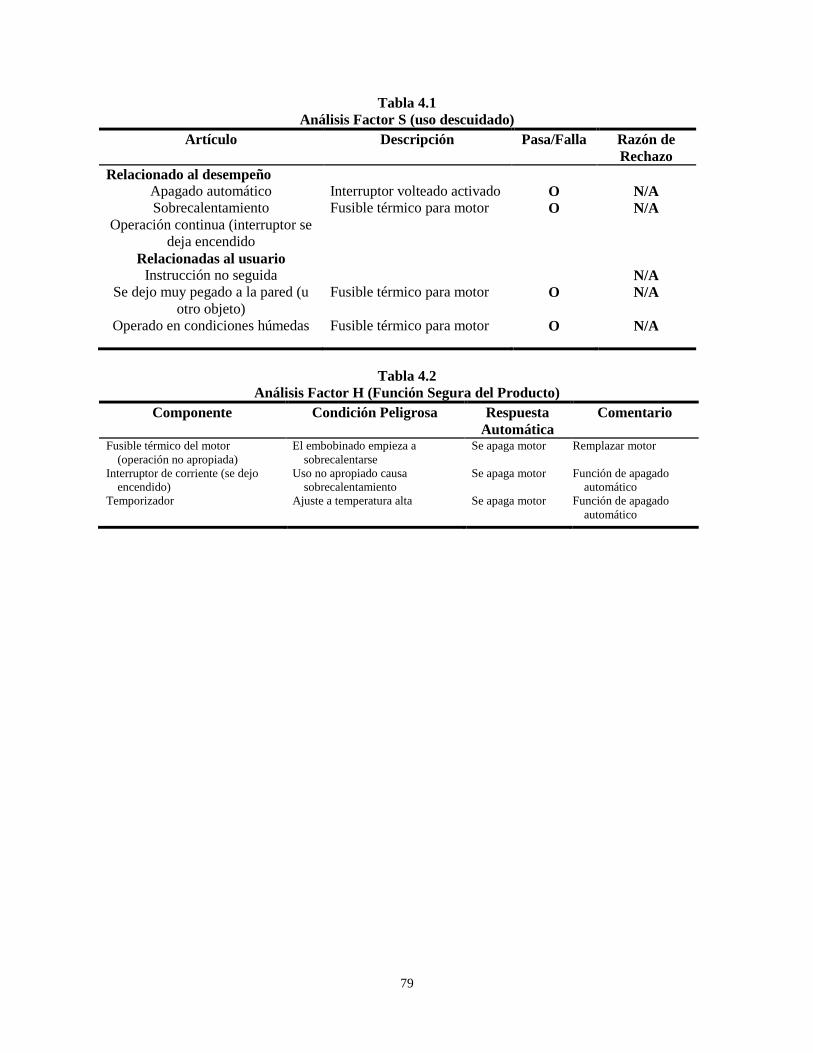
79
Tabla 4.1
Análisis Factor S (uso descuidado)
Artículo Descripción Pasa/Falla Razón de
Rechazo
Relacionado al desempeño
Apagado automático
Sobrecalentamiento
Operación continua (interruptor se
deja encendido
Relacionadas al usuario
Instrucción no seguida
Se dejo muy pegado a la pared (u
otro objeto)
Operado en condiciones húmedas
Interruptor volteado activado
Fusible térmico para motor
Fusible térmico para motor
Fusible térmico para motor
O
O
O
O
N/A
N/A
N/A
N/A
N/A
Tabla 4.2
Análisis Factor H (Función Segura del Producto)
Componente Condición Peligrosa Respuesta
Automática
Comentario
Fusible térmico del motor
(operación no apropiada)
Interruptor de corriente (se dejo
encendido)
Temporizador
El embobinado empieza a
sobrecalentarse
Uso no apropiado causa
sobrecalentamiento
Ajuste a temperatura alta
Se apaga motor
Se apaga motor
Se apaga motor
Remplazar motor
Función de apagado
automático
Función de apagado
automático

No. Parte
3C1749 Descripción de
la parte:
Abanico calentador
espacial
ANALISIS DE EFECTO DEL MODO DE
FALLA
Líder de
Diseño:
Periodo de
Análisis:
Miguel J. Pescador
Enero 2006-Marzo 2006
Componente Función Modo de falla Efecto o
falla
Causa de la falla
# d
e ocu
rre
nci
as
Ca
lifi
caci
ón
de
severid
ad
Ca
lifi
caci
ón
de
dete
cci
ón
RP
N
Acción preventiva tomada
Marco Proveer
soporte,
sostener
ensamble del
motor
Corrosión y
formación de
escamas
Motor
se cae
del
marco
Recubrimiento del
metal insuficiente
Condensación de
vapor debido a
flujo no adecuado
Proceso de soldadura no apropiado
Empaque no
apropiado Material o marco no
apropiado para
aguantar vibraciones debido
a dureza
inadecuada
4
6
3
5
8
5
4
6
3
8
2
2
1
1
3
40
48
18
15
192
Cambiar proceso de
recubrimiento a?
Confirmar con pruebas de
condensación
Uso de proceso de unión diferente
Mejorar empaque
acolchonamiento Cambiar material del
marco a?
Figura 4.9. Hoja de ejemplo de un FMEA.
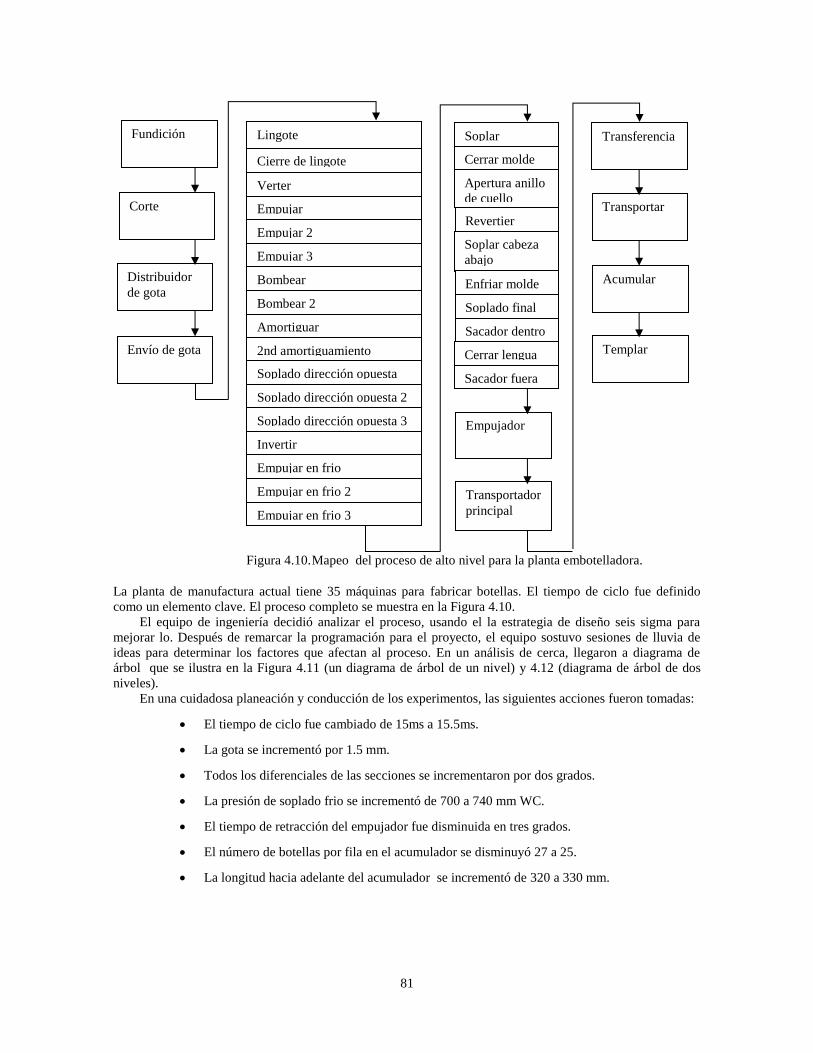
81
Figura 4.10. Mapeo del proceso de alto nivel para la planta embotelladora.
La planta de manufactura actual tiene 35 máquinas para fabricar botellas. El tiempo de ciclo fue definido
como un elemento clave. El proceso completo se muestra en la Figura 4.10.
El equipo de ingeniería decidió analizar el proceso, usando el la estrategia de diseño seis sigma para
mejorar lo. Después de remarcar la programación para el proyecto, el equipo sostuvo sesiones de lluvia de
ideas para determinar los factores que afectan al proceso. En un análisis de cerca, llegaron a diagrama de
árbol que se ilustra en la Figura 4.11 (un diagrama de árbol de un nivel) y 4.12 (diagrama de árbol de dos
niveles).
En una cuidadosa planeación y conducción de los experimentos, las siguientes acciones fueron tomadas:
El tiempo de ciclo fue cambiado de 15ms a 15.5ms.
La gota se incrementó por 1.5 mm.
Todos los diferenciales de las secciones se incrementaron por dos grados.
La presión de soplado frio se incrementó de 700 a 740 mm WC.
El tiempo de retracción del empujador fue disminuida en tres grados.
El número de botellas por fila en el acumulador se disminuyó 27 a 25.
La longitud hacia adelante del acumulador se incrementó de 320 a 330 mm.
Fundición
Corte
Distribuidor
de gota
Envío de gota
Lingote
Cierre de lingote
Verter
Empujar
Empujar 2
Empujar 3
Bombear
Bombear 2
Amortiguar
2nd amortiguamiento
Soplado dirección opuesta
Soplado dirección opuesta 2
Soplado dirección opuesta 3
Invertir
Empujar en frio
Empujar en frio 2
Empujar en frio 3
Transferencia
Transportar
Acumular
Templar
Empujador
Soplar
Apertura anillo
de cuello
Sacador dentro
Sacador fuera
Transportador
principal
Cerrar molde
Revertier
Soplar cabeza
abajo
Enfriar molde
Soplado final
Cerrar lengua
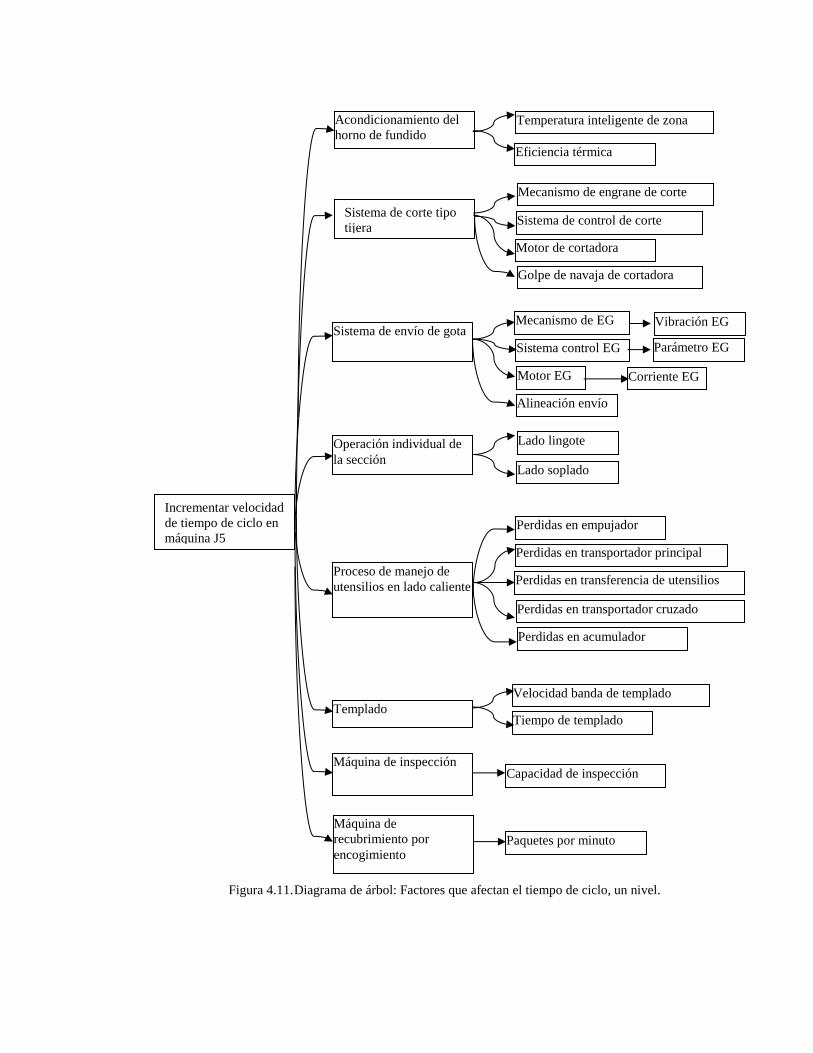
Figura 4.11. Diagrama de árbol: Factores que afectan el tiempo de ciclo, un nivel.
Incrementar velocidad
de tiempo de ciclo en
máquina J5
Acondicionamiento del
horno de fundido
Sistema de corte tipo
tijera
Sistema de envío de gota
Operación individual de
la sección
Proceso de manejo de
utensilios en lado caliente
Temperatura inteligente de zona
Eficiencia térmica
Sistema de control de corte
Mecanismo de engrane de corte
Motor de cortadora
Golpe de navaja de cortadora
Perdidas en empujador
Velocidad banda de templado
Tiempo de templado
Capacidad de inspección
Paquetes por minuto
Máquina de
recubrimiento por
encogimiento
Máquina de inspección
Templado
Perdidas en transportador principal
Perdidas en transferencia de utensilios
Perdidas en transportador cruzado
Perdidas en acumulador
Mecanismo de EG
Sistema control EG
Motor EG
Alineación envío
Corriente EG
Parámetro EG
Vibración EG
Lado lingote
Lado soplado
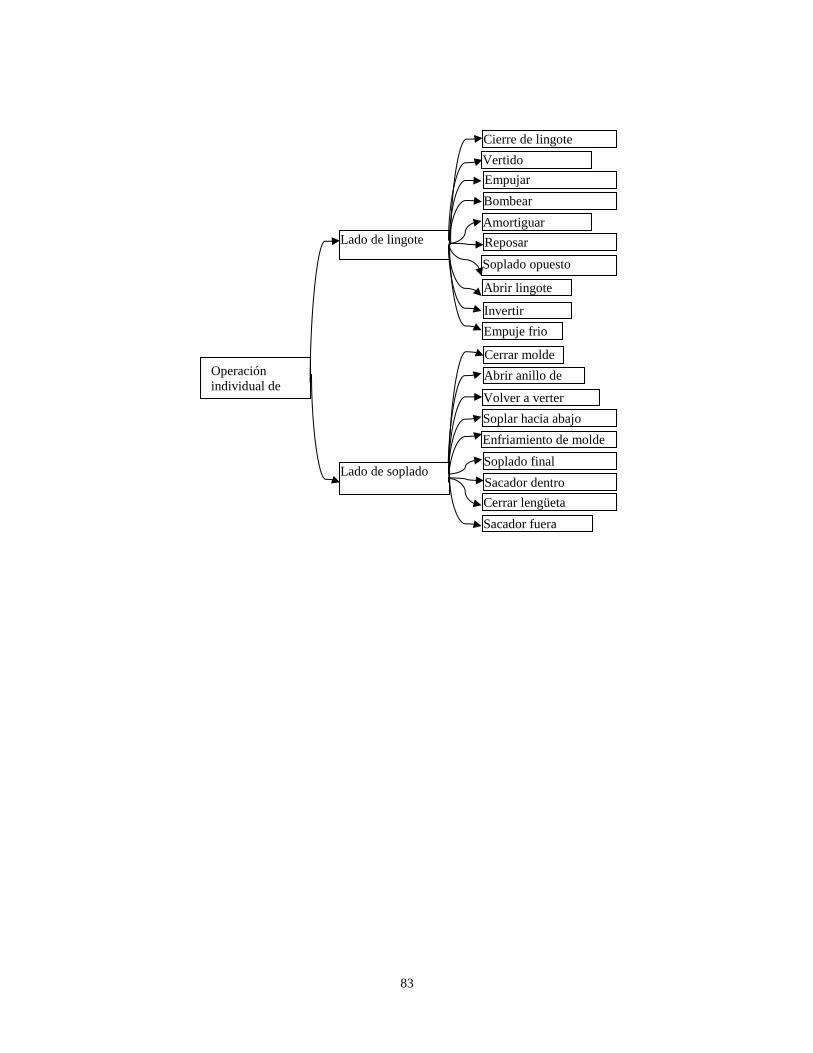
83
Operación
individual de
sección
Lado de lingote
Cierre de lingote
Vertido
Bombear
Empujar
Amortiguar
Reposar
Volver a verter
Cerrar lengüeta
Sacador fuera
Lado de soplado
Soplar hacia abajo
Enfriamiento de molde
Soplado final
Sacador dentro
Soplado opuesto
Abrir lingote
Invertir
Empuje frio
Cerrar molde
Abrir anillo de
cuello
Figura 4.12. Diagrama de árbol: Factores que afectan el tiempo de ciclo, dos niveles.
Velocidad de avance del acumulador incrementada de 50 a 60%.
Velocidad de la banda de templado incrementada de 420 a 450 mm/minuto.
Los resultados del cambio en el tiempo de ciclo se muestran en la Tabla 4.3. La lluvia de ideas y la
identificación de los problemas potenciales en el proceso por los ingenieros reportaron lo siguiente:
1. El problema de botellas caídas puede ser reducido incrementando la superficie de
rodamiento.
2. Acción propuesta: estriado en barra en vez de creciente.
3. Forja caliente puede conducir a que a problemas de carga o que se reviente.
4. Acción propuesta 1: proveer de aletas de enfriamiento en la forja.
5. Un anillo de cuello caliente puede conducir a que se reviente o salte.
6. Acción propuesta 1: aletas de enfriamiento en el cuello por agregar.
7. Acción propuesta 2: El número de agujeros de balance deben ser incrementados.
Los cambios, cuando fueron implementados, resultaron en $370,000.00 de ahorro anual. Además, esto
resultó en una implementación horizontal en toda la planta, en todas las 35 líneas. Los cambios secundarios en
todos los factores también resultaron en mejoramiento estético a través de las mejoras.

85
Tabla 4.3
Documentación de los Resultados por el Cambio en Tiempo de Ciclo
(Actual, Propuesto, y Alcanzado)
Descripción
Actual Propuesta Alcanzado –G12 a 70ml
Enc. Apa. tiempo en
mSec (15)
Enc. Apa. tiempo en
mSec (15.5)
Enc. Apa. A tiempo
en mSec
(15.5)
Lado de forja
Cerrar forja 5 205 2222.2 4 202 2129.0 4 210 2215.0
Bombear 32 92 666.7 32 92 645.2 30 92 666.7
Bombear 2 32 92 666.7 32 92 645.2 30 92 666.7
Bombear 3 32 92 666.7 32 92 645.2 30 92 666.7
Vertido 4 94 1000.0 3 95 989.2 6 94 946.2
1er amortiguar 42 84 466.7 42 85 462.4 42 84 451.6
Reposar 42 84 466.7 42 85 462.4 48 84 387.1
Bombear 100 100 0.0 100 100 0.0 100 100 0.0
Bombear 2 100 100 0.0 100 100 0.0 100 100 0.0
Bombear 3 100 100 0.0 100 100 0.0 100 100 0.0
2do amortiguar 118 202 933.3 118 202 903.2 118 210 989.2
Soplado opuesto 147 200 588.9 145 198 569.9 148 207 634.4
Soplado opuesto 2 147 200 588.9 145 198 569.9 148 207 634.4
Soplado opuesto 3 147 200 588.9 145 198 569.9 148 207 634.4
Empujar 206 30 2044.4 204 31 2010.7 210 28 1914.0
Empujar 2 206 30 2044.4 204 31 2010.7 210 28 1914.0
Empujar 3 206 30 2044.4 204 31 2010.7 210 28 1914.0
Abrir forja 205 345 1555.6 200 347 1580.6 210 345 1451.6
Invertir 256 312 622.2 256 312 602.1 259 312 569.9
Bombo frio 2 347 0 144.4 347 0 3731.2 320 10 537.6
Bombeo frio 3 347 0 144.4 347 0 3731.2 320 10 537.6
Lado de Soplado
Cerrar molde 280 191 3011.1 280 188 2881.7 280 188 2881.7
Anillo de cuello
abierto 315 328 144.4 315 328 139.8 318 335 182.8
Revertir 323 215 2800.0 323 215 2709.7 328 220 2709.7
Solado hacia abajo 335 202 2522.2 335 198 2397.8 335 198 2397.8
Soplado final 60 188 1422.2 60 186 1354.8 40 186 1569.9
Introducir sacador 228 260 355.6 228 260 344.1 228 260 344.1
Retirar sacador 260 135 2611.1 260 135 2526.9 260 140 2580.6
Cerrar lengüeta 254 110 2400.0 254 110 2322.6 256 130 2516.1
Enfriar molde 15 160 1611.1 15 187 1849.5 0 186 2000.0
Referencias
Akao, Y., ed. Quality Function Deployment. Cambridge, MA:Productivity Press, 1990.
American Society for Quality Control. ASQC/Gallup Survey (1991). En Q-Official Newslatterof the American
Sociaty for Quality Control 6. No 9 (Noviembre 1991).
Banks, J. Principles of Quality Control. New York: John Wiley, 1989.
Belliveau, P., Griffin, A., y Somermeyer, S. The PDMA ToolBook 1 for New Product Development. John Wiley &
Sons, New York, 2002.
Chrysler Corporation, Ford Motor Company y General Motors, 1995, Quality Systems Requirements QS-9000 2da
Edición, AIAG (810) 358-3003.
Duncan, A. J. Quality Control and Industrial Statistics, 5th ed. Homewood, IL: Irwin, 1986.
Garvin, D. A. Managing Quality: The Strategy and Competitive Edge, Free Press, New York, 1988.
Grant, E. L., and E. S. Leavenworth. Statistical Quality Control, 6th ed. New York, McGraw-Hill, 1988.
Hill, T. Manufacturing Strategy. Homewood, IL: Irwin, 1989.
Juran, J. m. Jurn on Planning for Quality. New York: The Free Press, 1988.
Kolarik, W. J. Creating Quality: Process Design for Results. New York: McGraw-Hill, 1999.
Montgomery, D. C. Introduction to Statistical Quality Control, 2nd ed. New York: John Wiley, 1991.
Radford, G. S. The Control of Quality in Manufacturing. New York: Ronald Press, 1992.
Shingo, S. Zero Quality Control: Source Control and the Pokayoke System. Cambridge, MA: Productivity Press.
1986.
Taguchi, G. Introduction to Quality Engineering: Designing into products and processes. White Plains, NY: Kraus
International, UNIPUB (Asian Productivity Organization), 1986.
Taguchi, G., E. A. Elsayed, and T. Hsiang. Quality Engineering in Production Systems. New York: McGraw-Hill,
1989.
87
Capítulo 5
Consideraciones y Selección de
Materiales
Importancia de la selección de materiales en la manufactura de
productos
Después de la concepción de la idea del producto, la pregunta que el personal de investigación y desarrollo
(R&D) debe contestar, ¿Cuál será el mejor material para el producto? Con frecuencia esta pregunta esta
seguida por, ¿El material seleccionado facilita la manufactura? En otras palabras, ¿Cuál será la mejor
combinación de material y proceso para desarrollar el producto que no solo desempeñe las funciones sino que
también sea económico para manufacturarse? Un criterio de diseño para el producto basado solo en ya sea el
material o el proceso tiene todos los ingredientes de una receta para el desastre. La selección del material es
una decisión determinante para un funcionamiento exitoso y factible, manufactura de bajo costo de cualquier
producto.
Los materiales son el núcleo de todos los avances tecnológicos. La maestría del desarrollo, síntesis y
proceso de los materiales abre oportunidades que eran escasamente soñadas hace solo algunas unas cuantas
décadas. La verdad de la afirmación es evidente cuando se considera el progreso espectacular que se ha hecho
en los diversos campos como la energía, telecomunicaciones, multimedia, computadoras, construcción y
transportación.
Es ampliamente aceptado que el costo final de un producto manufacturado esta determinado en su mayor
parte por la etapa de diseño. Los diseñadores tienden a concebir las partes en términos de procesos y
materiales con los cuales ellos están familiarizados y, en consecuencia, pueden no considerar las
combinaciones de procesos y materiales que es lo que puede resultar en algo más económico. Algunas veces,
los diseñadores tienden a enfocarse solo en el aspecto del costo de materiales y manufactura y seleccionan una
combinación de materiales y procesos que llevan a tener productos de baja calidad y vida de operación
reducida. A la larga, esto no solo conduce a reducir la lealtad a la marca del producto pero, en muchos casos,
a pérdidas financieras grandiosas como resultado de litigios y demandas sobre el producto. Un aspecto vital
en el proceso de diseño es el ingeniero de materiales. La selección óptima de material a usarse constituye o
hace que el producto deba conducir a propiedades óptimas y a un menor costo, fácil fabricación o
manufacturación de los componentes o estructura, y materiales amigables para el ambiente.
Figura 5.1 muestra las diferentes etapas del proceso del diseño con sus actividades asociadas. El proceso
de selección de materiales consiste en considerar concurrentemente los perfiles de las propiedades, el proceso
y medioambiente en cada etapa del diseño. ¿Qué pasa si la selección de material no es considerada durante
cada etapa de decisión del proceso de diseño? El diseñador no estará pendiente de cualquier problema acerca
de la disponibilidad de material seleccionado, los costos asociados con los procesos de manufactura, O la
facilidad de producción del producto a manufacturar. Considerando un diseñador que necesita diseñar un
producto pero que no tiene idea del material del cual estará hecho. Suponiendo que el diseñador diseña un
producto considerando que este sea metálico, pero la administración decide hacerlo de cerámica en un etapa
posterior. El procesamiento de un producto de cerámica es enteramente diferente que un producto metálico.
Los productos cerámicos y metálicos varían en estructura, propiedades de fortaleza, manufacturación, entre
otras. Por lo tanto, es crítico que la decisión respecto de los materiales a usarse para la manufactura de un
producto sea hecha en el tiempo apropiado (Mangonon, 1991).
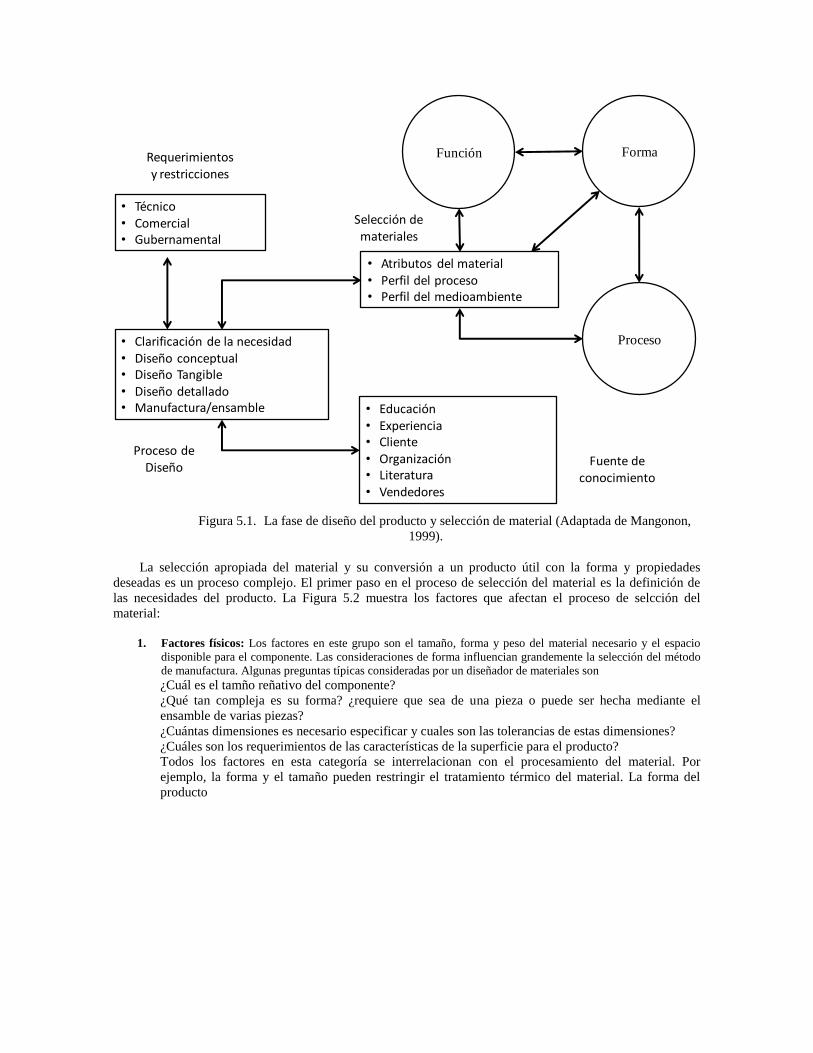
Figura 5.1. La fase de diseño del producto y selección de material (Adaptada de Mangonon,
1999).
La selección apropiada del material y su conversión a un producto útil con la forma y propiedades
deseadas es un proceso complejo. El primer paso en el proceso de selección del material es la definición de
las necesidades del producto. La Figura 5.2 muestra los factores que afectan el proceso de selcción del
material:
1. Factores físicos: Los factores en este grupo son el tamaño, forma y peso del material necesario y el espacio
disponible para el componente. Las consideraciones de forma influencian grandemente la selección del método
de manufactura. Algunas preguntas típicas consideradas por un diseñador de materiales son
¿Cuál es el tamño reñativo del componente?
¿Qué tan compleja es su forma? ¿requiere que sea de una pieza o puede ser hecha mediante el
ensamble de varias piezas?
¿Cuántas dimensiones es necesario especificar y cuales son las tolerancias de estas dimensiones?
¿Cuáles son los requerimientos de las características de la superficie para el producto?
Todos los factores en esta categoría se interrelacionan con el procesamiento del material. Por
ejemplo, la forma y el tamaño pueden restringir el tratamiento térmico del material. La forma del
producto
• Atributos del material• Perfil del proceso• Perfil del medioambiente
• Educación• Experiencia• Cliente• Organización• Literatura• Vendedores
• Clarificación de la necesidad• Diseño conceptual• Diseño Tangible• Diseño detallado• Manufactura/ensamble
• Técnico• Comercial• Gubernamental
Función Forma
Proceso
Requerimientosy restricciones
Proceso de Diseño Fuente de
conocimiento
Selección de materiales
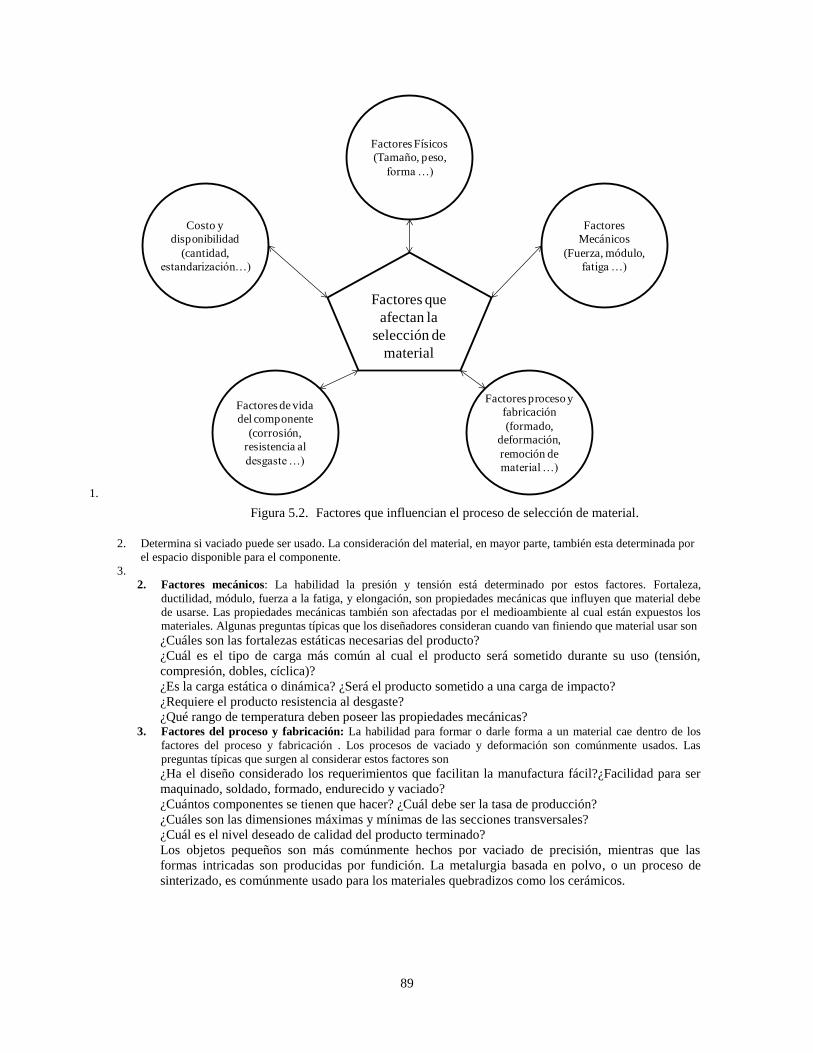
89
1.
Figura 5.2. Factores que influencian el proceso de selección de material.
2. Determina si vaciado puede ser usado. La consideración del material, en mayor parte, también esta determinada por
el espacio disponible para el componente.
3.
2. Factores mecánicos: La habilidad la presión y tensión está determinado por estos factores. Fortaleza,
ductilidad, módulo, fuerza a la fatiga, y elongación, son propiedades mecánicas que influyen que material debe
de usarse. Las propiedades mecánicas también son afectadas por el medioambiente al cual están expuestos los
materiales. Algunas preguntas típicas que los diseñadores consideran cuando van finiendo que material usar son
¿Cuáles son las fortalezas estáticas necesarias del producto?
¿Cuál es el tipo de carga más común al cual el producto será sometido durante su uso (tensión,
compresión, dobles, cíclica)?
¿Es la carga estática o dinámica? ¿Será el producto sometido a una carga de impacto?
¿Requiere el producto resistencia al desgaste?
¿Qué rango de temperatura deben poseer las propiedades mecánicas? 3. Factores del proceso y fabricación: La habilidad para formar o darle forma a un material cae dentro de los
factores del proceso y fabricación . Los procesos de vaciado y deformación son comúnmente usados. Las
preguntas típicas que surgen al considerar estos factores son
¿Ha el diseño considerado los requerimientos que facilitan la manufactura fácil?¿Facilidad para ser
maquinado, soldado, formado, endurecido y vaciado?
¿Cuántos componentes se tienen que hacer? ¿Cuál debe ser la tasa de producción?
¿Cuáles son las dimensiones máximas y mínimas de las secciones transversales?
¿Cuál es el nivel deseado de calidad del producto terminado?
Los objetos pequeños son más comúnmente hechos por vaciado de precisión, mientras que las
formas intricadas son producidas por fundición. La metalurgia basada en polvo, o un proceso de
sinterizado, es comúnmente usado para los materiales quebradizos como los cerámicos.
Costo y
disponibilidad
(cantidad,
estandarización…)
Factores Físicos
(Tamaño, peso,
forma …)
Factores
Mecánicos
(Fuerza, módulo,
fatiga …)
Factores de vida
del componente
(corrosión,
resistencia al
desgaste …)
Factores proceso y
fabricación
(formado,
deformación,
remoción de
material …)
Factores que
afectan la
selección de
material
4. Los factores de la vida de los componentes: Estos factores se relacionan a la vida de los materiales para lo
cual estos desempeñan la función deseada. Las propiedades de este grupo son las propiedades externas de la
superficie como la oxidación, corrosión, y la resistencia al desgaste y algunas propiedades internas como la
fatiga y deformación. El desempeño de los materiales basado en estas propiedades es lo más difícil de predecir
durante las etapas de diseño.
5. Costo y disponibilidad: Con tiempos de entrega reducidos desde diseño a ventas, hay una tendecia a brincar al
primer material que cumpla con el perfil de selección. Es importante notar que un esfuerzo adicional para
terminar el material correcto ayuda a optimizar los costos de manufactura. También, la estandarización de partes
y materiales esta relacionado al costo del producto final. Los requerimientos especiales para proceso o
materiales con una disponibilidad limitada incrementan el costo final y afectan la manufactura del producto a
tiempo.
Economía de la selección de material
Después de desarrollar una lista comprensible de propiedades requeridas de un material, categorizar estas
propiedades de acuerdo a su nivel de qué tan críticas son. Algunos requerimientos de las propiedades pueden
sea absolutas, mientras que otras son relativas. Las absolutas no pueden ser comprometidas y deben ser
usadas como filtro para eliminar los materiales que no pueden ser usados.
Es aparente que ningún material podrá emerger como la selección obvia. Aquí, el conocimiento de
ingeniería de los materiales y los datos de los manuales será necesario utilizar. También, es necesario analizar
muy de cerca aquí el factor costo de los materiales. El costo no es un requerimiento de servicio, pero juega
una parte importante en el proceso de selección, ambos el costo de material y el costo de fabricación del
material seleccionado. La decisión final involucra un compromiso en el desempeño entre costo, facilidad de
producir, y servicio.
El mercado actual y las tendencias económicas fuerzan a las compañías a producir a productos de bajo
costo y alta calidad para mantener su competitividad al más alto nivel posible. No hay duda que reduciendo el
costo de un producto es más efectivo en las etapas de diseño que en las etapa de mantenimiento. Por lo tanto,
si el costo de manufactura del producto puede ser estimado durante la etapa inicial de diseño, los diseñadores
pueden modificar el diseño para lograr un desempeño apropiado como también un costo razonable en esta
etapa, y a los diseñadores se les pide diseñar considerando el costo.
Procedimientos para selección de materiales
5.3.1 AGRUPANDO MATERIALES EN FAMILIAS
Figura 5.3 ilustra como el reino de los materiales puede ser subdividido en familias, clases, subclases, y
miembros. Cada miembro es caracterizado por un conjunto de atributos: sus propiedades. Como ejemplo, el
reino de los materiales contiene la familia de los “metales,” la cual contiene la clase “aceros,” la subclase
“T300 acero inoxidable,” y finalmente las propiedades particulares del miembro. Este, y cualquier otro
miembro del reino de los materiales, esta caracterizado por un conjunto de atributos, los cuales incluyen sus
propiedades mecánicas, térmicas, eléctricas y químicas; sus características de procesamiento; su costo y
disponibilidad, y las consecuencias en el medio ambiente por su uso. Nosotros llamamos a esto su perfil de
propiedades. La selección involucra buscar la mejor unión entre el perfil de propiedades de los materiales en
el reino y los requerimientos de diseño.

91
Figura 5.3. Materiales y sus atributos (adaptado de Ashby, 2005).
5.3.2 AGRUPANDO MATERIALES BASADO EN COMPATIBILIDAD
DEL PROCESO
En base en lo anterior de la familia de material y sus propiedades, un grupo tentativo de materiales es
realizado. Si uno de los materiales sobresale claramente y cumple con todos los requerimientos, entonces este
debe ser seleccionado, pero en la realidad, esto usualmente no es el caso. Se requiere un filtrado más basado
en el proceso de fabricación y la aplicabilidad de cada material previamente filtrado a cada proceso. La forma,
geometría, acabado final, especificaciones a detalle, y similares, en gran medida, determinan cuales proceso
no pueden ser usados para manufacturar el producto. La selección del material basada en los requerimientos
de proceso es compleja por el gran número de métodos de procesamiento y las posibilidades de la secuencia.
La tarea se hace aún más complicada con los procesos emergentes y la combinación de materiales. Sin
embrago, se tiene que hace una decisión sobre el proceso para optimizar el costo y el desempeño del material
o materiales seleccionados.
Frecuentemente el filtrado, orden por rango y el proceso de optimización del costo son usados para llegar
a la mejor combinación de materiales. El filtrado y orden por rango eliminan los candidatos que no pueden
hacer el trabajo porque uno o más de sus atributos quedan fuera de los límites impuestos por el diseñador.
Luego, el costo de manufactura para un componente estándar simple es estimado. Este costo estándar es
modificado por una serie de multiplicadores, cada uno de los cuales está asociado a un aspecto del
componente que está siendo diseñado. Estos aspectos incluyen una combinación de tamaño, forma, material,
entre otros. Los procesos son luego ordenados por rango en base al costo modificado calculado. Esto permite
a los diseñadores hacer una selección final. La selección final es hecha tomando en cuenta factores locales.
Los factores locales son la experiencia con la que se cuenta en casa o el equipamiento, la disponibilidad de
Material
Cerámica
Vidrios
Metales
Polímeros
Elastómeros
Compuestos
Acero
Aleaciones Cu
Aleaciones Al
Aleaciones Ti
Aleaciones Ni
Aleaciones Zn
T300
T400
T600
TS10000
TS20000
TS30000
TS40000
•Densidad
•Módulo
•Fortaleza
•Rigidez
•Conductividad
Térmica
•Resistencia eléctrica
•Corrosión
•Oxidación
•Calor específico
•Fortaleza doblez
•Dureza
•Elongación
Reino Familia Clase MiembroSubclase
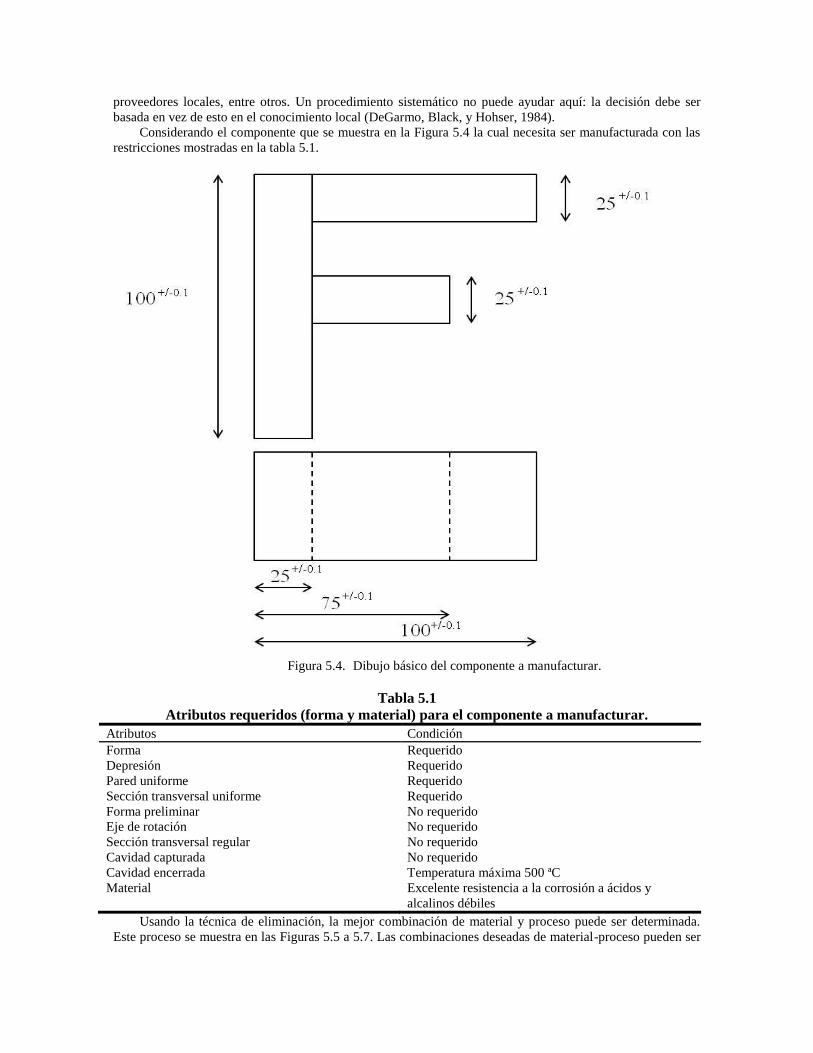
proveedores locales, entre otros. Un procedimiento sistemático no puede ayudar aquí: la decisión debe ser
basada en vez de esto en el conocimiento local (DeGarmo, Black, y Hohser, 1984).
Considerando el componente que se muestra en la Figura 5.4 la cual necesita ser manufacturada con las
restricciones mostradas en la tabla 5.1.
Figura 5.4. Dibujo básico del componente a manufacturar.
Tabla 5.1
Atributos requeridos (forma y material) para el componente a manufacturar.
Atributos Condición
Forma Requerido
Depresión Requerido
Pared uniforme Requerido
Sección transversal uniforme Requerido
Forma preliminar No requerido
Eje de rotación No requerido
Sección transversal regular No requerido
Cavidad capturada No requerido
Cavidad encerrada Temperatura máxima 500 ªC
Material Excelente resistencia a la corrosión a ácidos y
alcalinos débiles
Usando la técnica de eliminación, la mejor combinación de material y proceso puede ser determinada.
Este proceso se muestra en las Figuras 5.5 a 5.7. Las combinaciones deseadas de material-proceso pueden ser
93
condensado de las relaciones entre proceso y los atributos de la forma y material para el componente que se
está considerando. Estos se muestran en la Tabla 5.2.
5.3.3 SÚPER MATERIALES Y SUBSTITUCIÓN DE MATERIALES
Los súper materiales se consideran como un procedimiento alterno de selección de materiales para un
producto. Un súper material tiene las mejores propiedades que se pueden obtener de todos los materiales en
esta categoría. Mientras las consideraciones de atributos y proceso del producto son sometidas a una lluvia de
ideas, intercambio en las propiedades de los súper materiales son hechas y la selección de material apropiado
para el proceso se reduce.
El objetivo de la substitución de materiales puede ser seleccionada de una combinación de uno o mas de
lo siguiente:
Para ya sea detener o reducir el uso de materia prima peligrosa, como pigmentos de metales pesados y
decolorantes o solventes a base de cloro.
Avances tecnológicos.
Leyes del gobierno, regulaciones, o estatutos que requieren el uso de materiales amigables con el
ambiente en el proceso de producción, para ahorrar energía, reducir desperdicio, entro otras.
Debido a la presión creciente para producir rápidamente productos de alta calidad, los diseñadores
tienden a substituir materiales sin alterar el diseño substancialmente. Esto puede resultar en niveles de mejora
de la calidad y costo, pero el desempeño del producto puede ser alterado. Esto necesario que, cuando se
considera la substitución de los materiales, los diseñadores lo tomen como un problema fresco de selección de
material y ejecuten el proceso completo de revisitar todos los atributos y también restablecer todas las
relaciones entre material-proceso-atributos.
5.3.4 SELECCIÓN DE MATERIALES ASISTIDA POR
COMPUTADORA
Para que sea diseño real de valor, la selección de las combinaciones de material-proceso y sus rangos deben
estar basados en información general disponible al inicio de las etapas de diseño conceptual de un producto
nuevo; por ejemplo,
Volumen de la vida de un producto.
Niveles permisibles para la expedición de herramientas.
Categorías posibles de la forma de la parte y niveles de complejidad.
Requerimientos de servicio o medio ambiente.
Factores de apariencia
Factores de exactitud.
Debido al número vasto de combinaciones proceso-material, con frecuencia los diseñadores nunca llegan
a una sola combinación correcta pero se enfrentan a un número de permutaciones y combinaciones. Este
problema puede ser solucionado en gran parte por el uso de la selección de materiales y procesos asistido por
computadora (CAMPS). CAMPS es un sistema comercial disponible de una base de datos relacional. En la
selección (Figura 5.8), entradas hechas bajo los encabezados de “Part Shape,” “Size,” y “Parametros de
Producción” son usados para buscar con un proceso comprensivo en una base de datos para identificar
posibilidades de proceso. Sin embargo, se ha reconocido que un proceso de selección que es completamente
independiente de los requerimientos de desempeño del material no será satisfactorio. Por esta razón, los
parámetros de desempeño requeridos también pueden ser especificados haciendo selecciones bajo las
categorías generales de “Propiedades Mecánicas,” “Propiedades Térmicas,” “Propiedades Eléctricas,” y
“Propiedades Físicas.” Se pueden hacer tantas selecciones como sea requerido, y en cada etapa, una
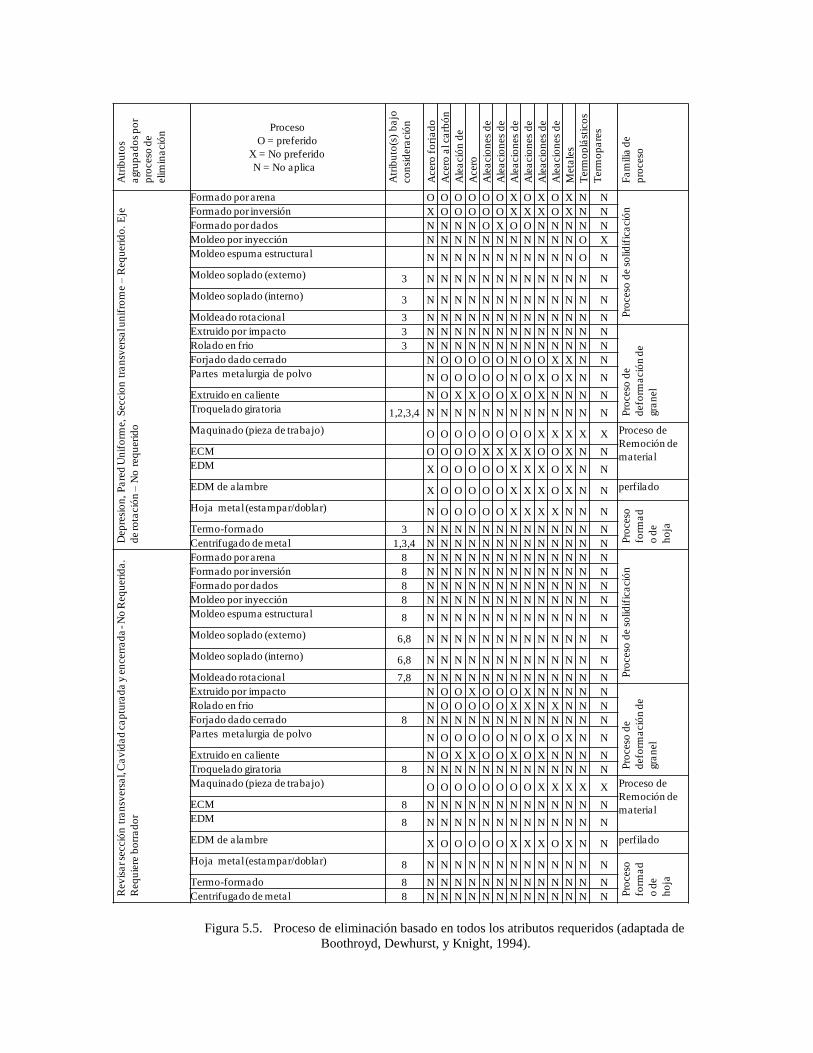
Figura 5.5. Proceso de eliminación basado en todos los atributos requeridos (adaptada de
Boothroyd, Dewhurst, y Knight, 1994).
Atr
ibu
tos
agru
pa
do
s p
or
pro
ceso
de
elim
ina
ció
n
Proceso
O = preferido
X = No preferido
N = No aplica
Atr
ibu
to(s
) b
ajo
co
nsi
dera
ció
n
Acero
fo
rja
do
Acero
al ca
rbó
n
Ale
ació
n d
e
Acero
Acero
ino
xid
ab
leA
lea
cio
nes
de
Al
Ale
acio
nes
de
Cu
Ale
acio
nes
de
Zn
Ale
acio
nes
de
Mg
Ale
acio
nes
de
Ti
Ale
acio
nes
de
Ni
Meta
les
refr
acta
rio
sT
erm
op
lást
ico
s
Term
op
are
s
Fa
milia
de
pro
ceso
Dep
resi
on
, P
are
d U
nif
orm
e,
Seccio
n t
ran
svers
al u
nif
rom
e –
Req
ueri
do
. E
je
de ro
tació
n –
No
req
ueri
do
Formado por arena O O O O O O X O X O X N N
Pro
ceso
de s
olid
ific
ació
nFormado por inversión X O O O O O X X X O X N N
Formado por dados N N N N O X O O N N N N N
Moldeo por inyección N N N N N N N N N N N O X
Moldeo espuma estructural N N N N N N N N N N N O N
Moldeo soplado (externo) 3 N N N N N N N N N N N N N
Moldeo soplado (interno) 3 N N N N N N N N N N N N N
Moldeado rotacional 3 N N N N N N N N N N N N N
Extruido por impacto 3 N N N N N N N N N N N N N
Pro
ceso
de
defo
rma
ció
n d
e
gra
nel
Rolado en frio 3 N N N N N N N N N N N N N
Forjado dado cerrado N O O O O O N O O X X N N
Partes metalurgia de polvo N O O O O O N O X O X N N
Extruido en caliente N O X X O O X O X N N N N
Troquelado giratoria 1,2,3,4 N N N N N N N N N N N N N
Maquinado (pieza de trabajo) O O O O O O O O X X X X X Proceso de
Remoción de
materialECM O O O O X X X X O O X N N
EDM X O O O O O X X X O X N N
EDM de alambre X O O O O O X X X O X N N perfilado
Hoja metal (estampar/doblar) N O O O O O X X X X N N N
Pro
ceso
form
ad
o d
e
ho
jaTermo-formado 3 N N N N N N N N N N N N N
Centrifugado de metal 1,3,4 N N N N N N N N N N N N N
Rev
isa
r se
cció
n t
ran
svers
al, C
av
ida
d c
ap
tura
da y
en
cerr
ad
a-N
o R
eq
ueri
da
.
Req
uie
re b
orr
ad
or
Formado por arena 8 N N N N N N N N N N N N N
Pro
ceso
de s
olid
ific
ació
nFormado por inversión 8 N N N N N N N N N N N N N
Formado por dados 8 N N N N N N N N N N N N N
Moldeo por inyección 8 N N N N N N N N N N N N N
Moldeo espuma estructural 8 N N N N N N N N N N N N N
Moldeo soplado (externo) 6,8 N N N N N N N N N N N N N
Moldeo soplado (interno) 6,8 N N N N N N N N N N N N N
Moldeado rotacional 7,8 N N N N N N N N N N N N N
Extruido por impacto N O O X O O O X N N N N N
Pro
ceso
de
defo
rma
ció
n d
e
gra
nel
Rolado en frio N O O O O O X X N X N N N
Forjado dado cerrado 8 N N N N N N N N N N N N N
Partes metalurgia de polvo N O O O O O N O X O X N N
Extruido en caliente N O X X O O X O X N N N N
Troquelado giratoria 8 N N N N N N N N N N N N N
Maquinado (pieza de trabajo) O O O O O O O O X X X X X Proceso de
Remoción de
materialECM 8 N N N N N N N N N N N N N
EDM 8 N N N N N N N N N N N N N
EDM de alambre X O O O O O X X X O X N N perfilado
Hoja metal (estampar/doblar) 8 N N N N N N N N N N N N N
Pro
ceso
form
ad
o d
e
ho
jaTermo-formado 8 N N N N N N N N N N N N N
Centrifugado de metal 8 N N N N N N N N N N N N N
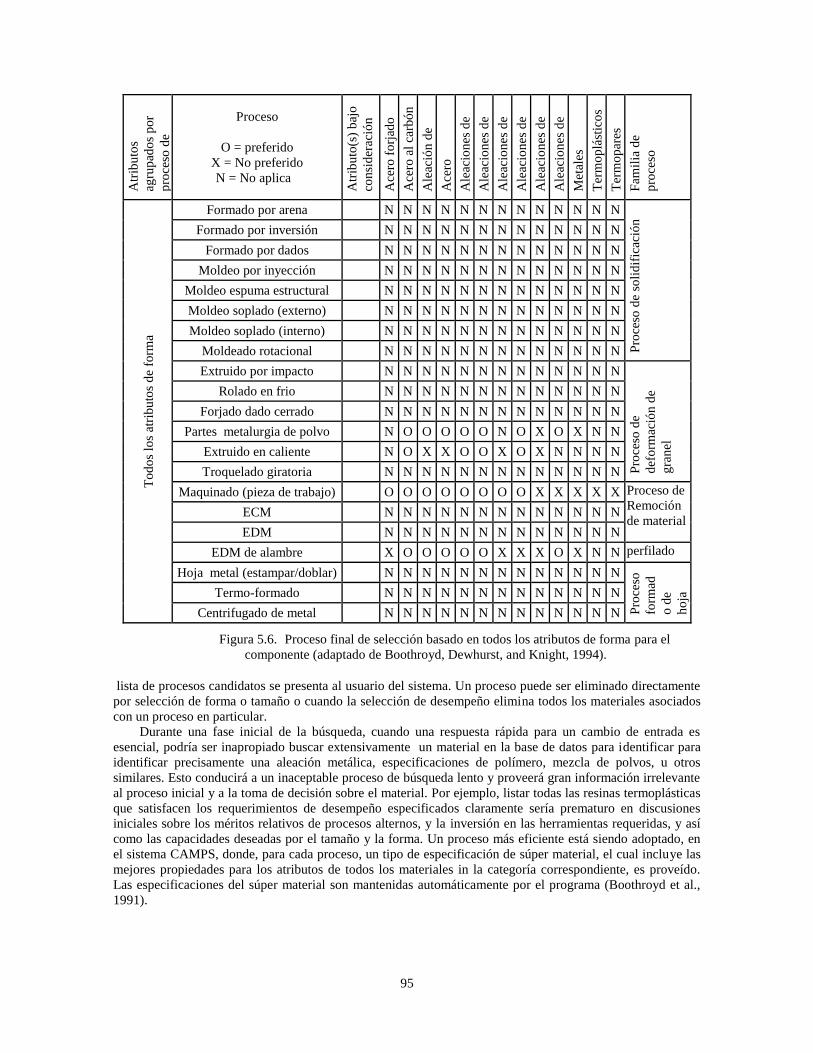
95
Atr
ibu
tos
agru
pad
os
por
pro
ceso
de
elim
inac
ión
Proceso
O = preferido
X = No preferido
N = No aplica
Atr
ibu
to(s
) b
ajo
con
sid
erac
ión
Ace
ro f
orj
ado
Ace
ro a
l ca
rbó
n
Ale
ació
n d
e
Ace
ro
Ace
ro
ino
xid
able
A
leac
ion
es d
e
Al
Ale
acio
nes
de
Cu
A
leac
ion
es d
e
Zn
A
leac
ion
es d
e
Mg
A
leac
ion
es d
e
Ti
Ale
acio
nes
de
Ni
Met
ales
refr
acta
rio
s T
erm
op
lást
ico
s
Ter
mo
par
es
Fam
ilia
de
pro
ceso
To
do
s lo
s at
rib
uto
s d
e fo
rma
Formado por arena N N N N N N N N N N N N N
Pro
ceso
de
soli
dif
icac
ión
Formado por inversión N N N N N N N N N N N N N
Formado por dados N N N N N N N N N N N N N
Moldeo por inyección N N N N N N N N N N N N N
Moldeo espuma estructural N N N N N N N N N N N N N
Moldeo soplado (externo) N N N N N N N N N N N N N
Moldeo soplado (interno) N N N N N N N N N N N N N
Moldeado rotacional N N N N N N N N N N N N N
Extruido por impacto N N N N N N N N N N N N N
Pro
ceso
de
def
orm
ació
n d
e
gra
nel
Rolado en frio N N N N N N N N N N N N N
Forjado dado cerrado N N N N N N N N N N N N N
Partes metalurgia de polvo N O O O O O N O X O X N N
Extruido en caliente N O X X O O X O X N N N N
Troquelado giratoria N N N N N N N N N N N N N
Maquinado (pieza de trabajo) O O O O O O O O X X X X X Proceso de
Remoción
de material ECM N N N N N N N N N N N N N
EDM N N N N N N N N N N N N N
EDM de alambre X O O O O O X X X O X N N perfilado
Hoja metal (estampar/doblar) N N N N N N N N N N N N N
Pro
ceso
form
ad
o d
e
ho
ja Termo-formado N N N N N N N N N N N N N
Centrifugado de metal N N N N N N N N N N N N N
Figura 5.6. Proceso final de selección basado en todos los atributos de forma para el
componente (adaptado de Boothroyd, Dewhurst, and Knight, 1994).
lista de procesos candidatos se presenta al usuario del sistema. Un proceso puede ser eliminado directamente
por selección de forma o tamaño o cuando la selección de desempeño elimina todos los materiales asociados
con un proceso en particular.
Durante una fase inicial de la búsqueda, cuando una respuesta rápida para un cambio de entrada es
esencial, podría ser inapropiado buscar extensivamente un material en la base de datos para identificar para
identificar precisamente una aleación metálica, especificaciones de polímero, mezcla de polvos, u otros
similares. Esto conducirá a un inaceptable proceso de búsqueda lento y proveerá gran información irrelevante
al proceso inicial y a la toma de decisión sobre el material. Por ejemplo, listar todas las resinas termoplásticas
que satisfacen los requerimientos de desempeño especificados claramente sería prematuro en discusiones
iniciales sobre los méritos relativos de procesos alternos, y la inversión en las herramientas requeridas, y así
como las capacidades deseadas por el tamaño y la forma. Un proceso más eficiente está siendo adoptado, en
el sistema CAMPS, donde, para cada proceso, un tipo de especificación de súper material, el cual incluye las
mejores propiedades para los atributos de todos los materiales in la categoría correspondiente, es proveído.
Las especificaciones del súper material son mantenidas automáticamente por el programa (Boothroyd et al.,
1991).
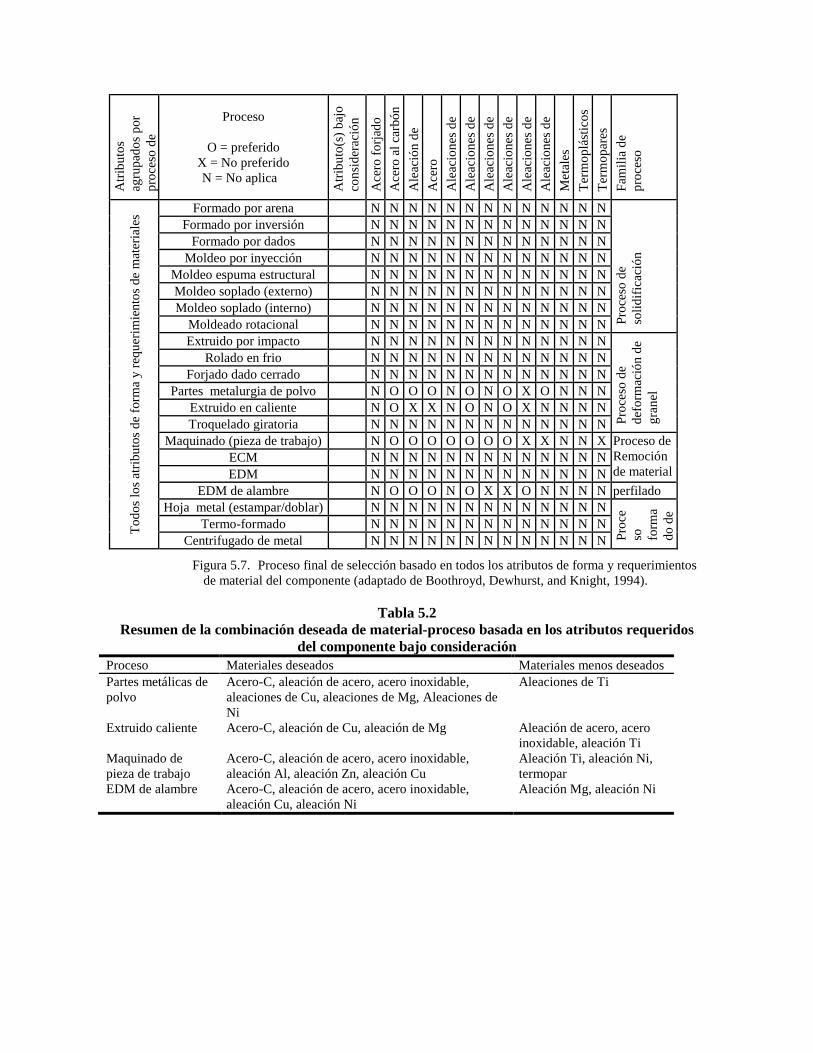
Atr
ibu
tos
agru
pad
os
por
pro
ceso
de
elim
inac
ión
Proceso
O = preferido
X = No preferido
N = No aplica
Atr
ibu
to(s
) b
ajo
con
sid
erac
ión
Ace
ro f
orj
ado
Ace
ro a
l ca
rbó
n
Ale
ació
n d
e
Ace
ro
Ace
ro
ino
xid
able
A
leac
ion
es d
e
Al
Ale
acio
nes
de
Cu
A
leac
ion
es d
e
Zn
A
leac
ion
es d
e
Mg
A
leac
ion
es d
e
Ti
Ale
acio
nes
de
Ni
Met
ales
refr
acta
rio
s T
erm
op
lást
ico
s
Ter
mo
par
es
Fam
ilia
de
pro
ceso
To
do
s lo
s at
rib
uto
s d
e fo
rma
y r
equ
erim
ien
tos
de
mat
eria
les
Formado por arena N N N N N N N N N N N N N
Pro
ceso
de
soli
dif
icac
ión
Formado por inversión N N N N N N N N N N N N N
Formado por dados N N N N N N N N N N N N N
Moldeo por inyección N N N N N N N N N N N N N
Moldeo espuma estructural N N N N N N N N N N N N N
Moldeo soplado (externo) N N N N N N N N N N N N N
Moldeo soplado (interno) N N N N N N N N N N N N N
Moldeado rotacional N N N N N N N N N N N N N
Extruido por impacto N N N N N N N N N N N N N
Pro
ceso
de
def
orm
ació
n d
e
gra
nel
Rolado en frio N N N N N N N N N N N N N
Forjado dado cerrado N N N N N N N N N N N N N
Partes metalurgia de polvo N O O O N O N O X O N N N
Extruido en caliente N O X X N O N O X N N N N
Troquelado giratoria N N N N N N N N N N N N N
Maquinado (pieza de trabajo) N O O O O O O O X X N N X Proceso de
Remoción
de material ECM N N N N N N N N N N N N N
EDM N N N N N N N N N N N N N
EDM de alambre N O O O N O X X O N N N N perfilado
Hoja metal (estampar/doblar) N N N N N N N N N N N N N
Pro
ce
so
form
a
do
de
ho
ja
Termo-formado N N N N N N N N N N N N N
Centrifugado de metal N N N N N N N N N N N N N
Figura 5.7. Proceso final de selección basado en todos los atributos de forma y requerimientos
de material del componente (adaptado de Boothroyd, Dewhurst, and Knight, 1994).
Tabla 5.2
Resumen de la combinación deseada de material-proceso basada en los atributos requeridos
del componente bajo consideración
Proceso Materiales deseados Materiales menos deseados
Partes metálicas de
polvo
Acero-C, aleación de acero, acero inoxidable,
aleaciones de Cu, aleaciones de Mg, Aleaciones de
Ni
Aleaciones de Ti
Extruido caliente Acero-C, aleación de Cu, aleación de Mg Aleación de acero, acero
inoxidable, aleación Ti
Maquinado de
pieza de trabajo
Acero-C, aleación de acero, acero inoxidable,
aleación Al, aleación Zn, aleación Cu
Aleación Ti, aleación Ni,
termopar
EDM de alambre Acero-C, aleación de acero, acero inoxidable,
aleación Cu, aleación Ni
Aleación Mg, aleación Ni

97
Recomendaciones de diseño
5.4.1 MINIMIZAR COSTOS DE MATERIAL
Usar formas de maquinado disponibles comercialmente para minimizar las operaciones en fabrica.
Usar formas estándar de materia prima, medidores, y graduaciones o formulaciones en vez de especiales
cuando sea posible.
Figura 5.8. Vista de la pantalla principal de la selección de entrada de CAMPS.
Considerando el uso de materiales pre acabados como un medio para ahorrar costos en operaciones de
acabado superficial de componentes.
Seleccionar materiales cuanto más sea posible por facilidad para procesar; por ejemplo, el uso de grados
de libertad para el maquinado para partes mecánicas y facilidad para grados de formado para estampado.
Diseñar partes para máxima utilización de material. Hacer terminales cuadradas o anidadas con otras
piezas a partir de la misma materia prima de trabajo.
Evitar diseños con tasas inherentes de desperdicio altas.
El material debe ser seleccionado con base no solo en el medioambiente de operación pero también la
temperatura a la cual el producto es expuesto durante el proceso de manufactura. La Tabla 5.3 muestra las
temperaturas máximas para varios metales y no metales y la Figura 5.9 descompone los materiales de
ingeniería por familia.
5.4.2 MATERIALES FERROSOS, ACERO ROLADO EN CALIENTE
Al escoger aceros rolados en caliente contra material terminado en frio y al escoger el grado, la decisión debe
estar basada en el concepto “costo mínimo por unidad de fortaleza.” Con frecuencia, los grados con alto
contenido de carbón o bajo contenido de aleación proveen partes con menor costo que las partes con grado de
bajo carbón, ya que se pueden usar secciones más ligeras.
Cuando se doblan miembros de acero acabados en caliente, la línea de doblado debe ser en ángulos rectos a la
dirección del grano de las operaciones de rolado. También, proveer un radio de doblado generoso. Ambas
acciones evitarán fracturas del material durante el doblado.
Cuando se maquina material rolado en caliente, es necesario remover suficiente materia prima para evitar
irregularidades superficiales como filos, desviación de rectitud o planicidad, y descarburonización. Las
recomendaciones de diseño (1.5 mm a 3 mm) son libres. Para nivel de producción moderado y alto, vale la
pena probar la condición actual del acero que está siendo usado.
[A] Forma
[B] Tamaño
[C] Parámetros de producción
[D] Propiedades Mecánicas
[E] Propiedades Térmicas
[F] Propiedades Eléctricas
[G] Otras propiedades físicas
[H] Medioambiente de operación
[I] Especificaciones completas
[J] Cancelar/Reajustar todas las condiciones
CAMPS MAIN MENU 31 Procesos cumplen todos los criterios
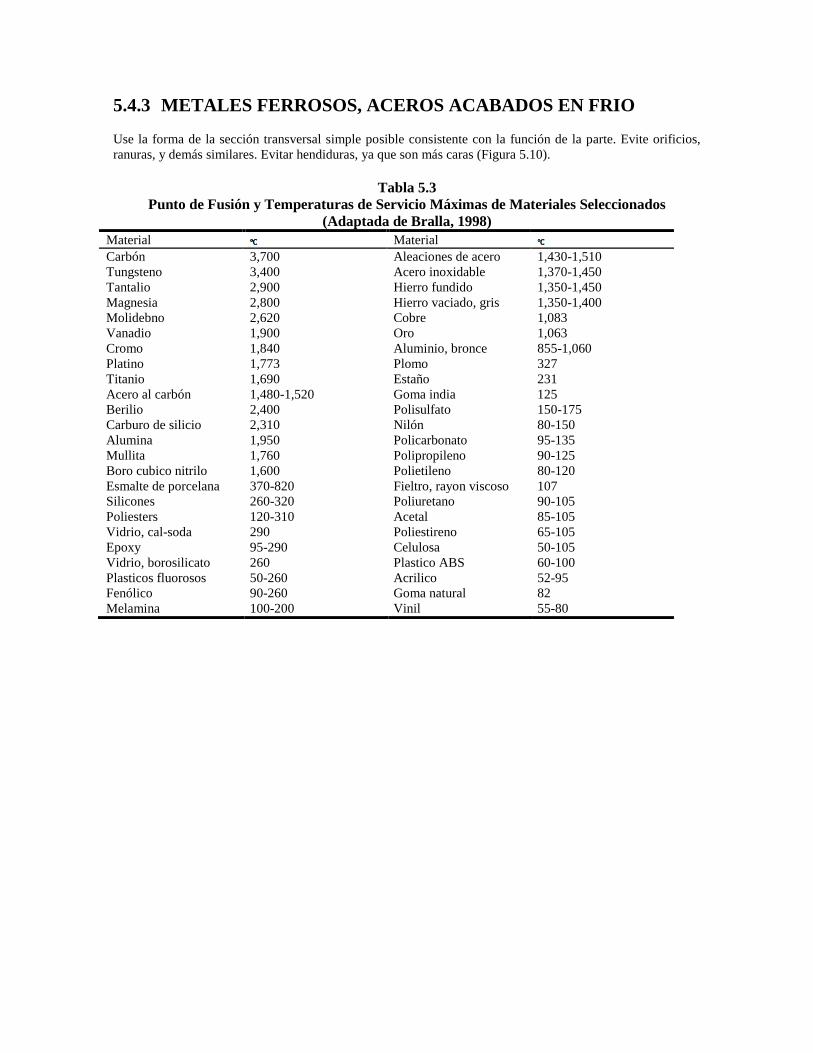
5.4.3 METALES FERROSOS, ACEROS ACABADOS EN FRIO
Use la forma de la sección transversal simple posible consistente con la función de la parte. Evite orificios,
ranuras, y demás similares. Evitar hendiduras, ya que son más caras (Figura 5.10).
Tabla 5.3
Punto de Fusión y Temperaturas de Servicio Máximas de Materiales Seleccionados
(Adaptada de Bralla, 1998)
Material Material Carbón 3,700 Aleaciones de acero 1,430-1,510
Tungsteno 3,400 Acero inoxidable 1,370-1,450
Tantalio 2,900 Hierro fundido 1,350-1,450
Magnesia 2,800 Hierro vaciado, gris 1,350-1,400
Molidebno 2,620 Cobre 1,083
Vanadio 1,900 Oro 1,063
Cromo 1,840 Aluminio, bronce 855-1,060
Platino 1,773 Plomo 327
Titanio 1,690 Estaño 231
Acero al carbón 1,480-1,520 Goma india 125
Berilio 2,400 Polisulfato 150-175
Carburo de silicio 2,310 Nilón 80-150
Alumina 1,950 Policarbonato 95-135
Mullita 1,760 Polipropileno 90-125
Boro cubico nitrilo 1,600 Polietileno 80-120
Esmalte de porcelana 370-820 Fieltro, rayon viscoso 107
Silicones 260-320 Poliuretano 90-105
Poliesters 120-310 Acetal 85-105
Vidrio, cal-soda 290 Poliestireno 65-105
Epoxy 95-290 Celulosa 50-105
Vidrio, borosilicato 260 Plastico ABS 60-100
Plasticos fluorosos 50-260 Acrilico 52-95
Fenólico 90-260 Goma natural 82
Melamina 100-200 Vinil 55-80
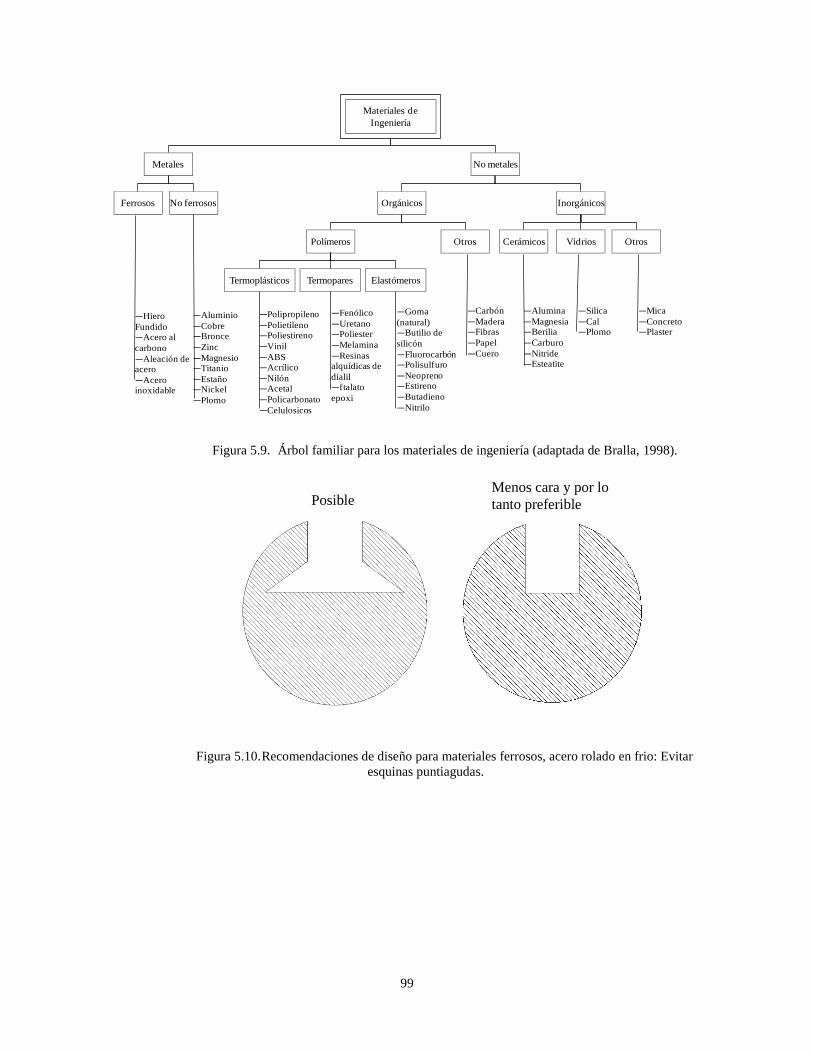
99
Figura 5.9. Árbol familiar para los materiales de ingeniería (adaptada de Bralla, 1998).
Figura 5.10. Recomendaciones de diseño para materiales ferrosos, acero rolado en frio: Evitar
esquinas puntiagudas.
―Polipropileno
―Polietileno―Poliestireno
―Vinil
―ABS―Acrílico
―Nilón―Acetal
―Policarbonato
―Celulosicos
―Aluminio
―Cobre―Bronce
―Zinc
―Magnesio―Titanio
―Estaño―Nickel
―Plomo
Materiales de
Ingeniería
Metales No metales
Ferrosos No ferrosos Orgánicos Inorgánicos
Polímeros Otros Cerámicos Vidrios Otros
Termoplásticos Termopares Elastómeros
―Goma
(natural)―Butilio de
silicón
―Fluorocarbón―Polisulfuro
―Neopreno―Estireno
―Butadieno
―Nitrilo
―Fenólico
―Uretano―Poliester
―Melamina
―Resinas alquídicas de
dialil―ftalato
epoxi
―Hiero
Fundido―Acero al
carbono
―Aleación de acero
―Acero inoxidable
―Carbón
―Madera―Fibras
―Papel
―Cuero
―Alumina
―Magnesia―Berilia
―Carburo
―Nitride―Esteatite
―Silica
―Cal―Plomo
―Mica
―Concreto―Plaster
Posible Menos cara y por lo
tanto preferible

Figura 5.11. Recomendaciones de diseño para materiales ferrosos, acero rolado en frio:
Especificaciones de ancho y profundidad de ranuras.
Use formas estándar en vez de especiales.
Evite esquinas puntiagudas, ya que son más difíciles de manufacturar y pueden crear problemas de
ensamble (Figura 5.11).
Las ranuras con una profundidad mayor a 1.5 veces el ancho de la parte no son factibles a menos que el
radio de la base sea generoso (Figura 5.12).
Evite cambios abruptos en el grosor de las secciones ya que estas introducen concentración local; por
ejemplo, cortar una tarjeta de crédito doblándola.
Especificar los materiales más fáciles de formar para minimizar los costos y maximizar la precisión.
Secciones tubulares soldadas son más económicas que secciones completas similares.
5.4.4 METALES FERROSOS, ACERO INOXIDABLE (FRANSON,
1998)
Use el acero inoxidable menos caro y forma del producto de acuerdo a la aplicación.
Use acabados rolados.
Use la medida más delgada requerida.
Use la medida más delgada con patrón de textura.
Use todavía un medida más delgada en respaldos continuo (para evitar fractura).
Use secciones estándar formadas en rollo cuando sea posible.
Use secciones simples para economía en el formado.
Use soldaduras ocultas donde sea posible para eliminar acabado.
Use grados que sea especialmente acordes al proceso de manufactura, como grados para maquinado
libre.
5.4.5 METALES NO FERROSOS (SKILLINGBERG, 1998)
5.4.5.1 ALUMINIO
Use radios lo mas grande que se pueda, en formado, para evitar desgarre.
Cuando sea sujetado a otras partes metálicas, la cara frontal debe ser aislada para evitar corrosión
galvánica (usar cromato de zinc o fosfato de zinc).
Usar pintura resistente a los alcalies en partes de aluminio cuando se unan con madera, concreto o
mezcla (esto no es necesario para partes de aluminio que están incrustadas en concreto).
W
>1.5 W
W
<1.5 W
101
5.4.5.2 COBRE Y BRONCE (KUNDIG, 1998)
Usar otra cosa, ya estos son caros.
Evitar maquinado. Usar extruidos y formadas por presión para evitar pérdida de material.
Usar tamaños de materia prima que requieran un mínimo de proceso.
Use la aleación correcta; aleaciones fáciles de formar no son fáciles de maquinar.
5.4.5.3 TITANIO
Cuando se doblan hojas de titanio, un radio generoso de doblez debe ser usado.
El grosos de la sección transversal debe ser 16mm o más.
Proveer ángulos de desmonte generosos, por lo menos de 5 a 7 grados.
La anchura de las costillas deben ser 10 mm o más, y la altura de las costillas no debe exceder cuatro
veces el ancho de la costilla.
El radio de los filetes de las costillas deben ser por lo menos 25% de la altura de la costillas.
5.4.5.4 MAGNESIO
Deben evitarse esquinas puntiagudas, muescas, y otras características que incrementan la tensión.
Deben proveerse puntos de anclaje fuertes para evitar distorsión (particularmente cuando la parte
requiere ser anclada).
Las paredes deben ser por lo menos la mitad de la altura de las paredes y hasta 0.25 pulgadas y por lo
menos 13% de la altura de las paredes 2 pulgadas de altura.
Las costillas deben ser también lo bastante gruesas, con un radio en la parte superior de al menos la
mitad del grosor.
Las equinas interiores deben estar provistas con un radio generoso.
Deben evitarse paredes muy delgadas y secciones transversales grandes. La longitud de las secciones no
debe exceder 20 veces el grosor.
Para formado por presión en frio, el radio de dobles debe ser generoso.
5.4.5.5 ZINC Y SUS ALEACIONES
Los dobleces de zinc en rollo comerciales regulares deben ser en ángulos rectos al grano de la dirección
del enrollado.
El radio de dobles debe ser por lo menos igual al grosor del material.
Para zinc forjado, usar combinación de zinc y magnesio, con hasta 25% de magnesio.
5.4.6 NO METALES (HARPER, 1998)
5.4.6.1 TERMOPARES Y TERMOPLÁSTICOS
Encogimiento en frio y curado de plásticos termopares deben ser tomados en consideración cuando de
diseñan partes. La Tabla 5.4 muestra las tasas de encogimiento mínima y máxima durante moldeado de
varias partes de plástico termopar y termoplástico.
Los cortes internos bajo la superficie en una parte son imposibles de moldear y deben ser evitados. Los
cortes externos de este tipo pueden ser moldeados pero deben ser evitados al menos que sean
absolutamente esenciales.
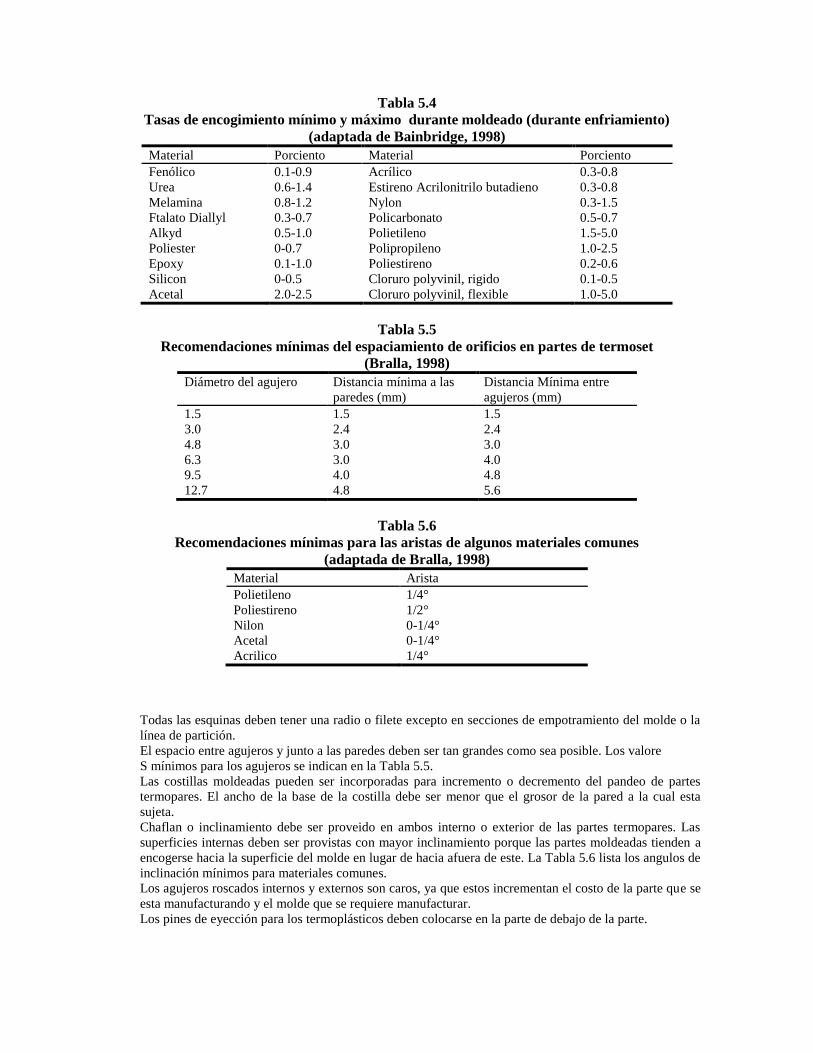
Tabla 5.4
Tasas de encogimiento mínimo y máximo durante moldeado (durante enfriamiento)
(adaptada de Bainbridge, 1998)
Material Porciento Material Porciento
Fenólico 0.1-0.9 Acrílico 0.3-0.8
Urea 0.6-1.4 Estireno Acrilonitrilo butadieno 0.3-0.8
Melamina 0.8-1.2 Nylon 0.3-1.5
Ftalato Diallyl 0.3-0.7 Policarbonato 0.5-0.7
Alkyd 0.5-1.0 Polietileno 1.5-5.0
Poliester 0-0.7 Polipropileno 1.0-2.5
Epoxy 0.1-1.0 Poliestireno 0.2-0.6
Silicon 0-0.5 Cloruro polyvinil, rigido 0.1-0.5
Acetal 2.0-2.5 Cloruro polyvinil, flexible 1.0-5.0
Tabla 5.5
Recomendaciones mínimas del espaciamiento de orificios en partes de termoset
(Bralla, 1998)
Diámetro del agujero Distancia mínima a las
paredes (mm)
Distancia Mínima entre
agujeros (mm)
1.5 1.5 1.5
3.0 2.4 2.4
4.8 3.0 3.0
6.3 3.0 4.0
9.5 4.0 4.8
12.7 4.8 5.6
Tabla 5.6
Recomendaciones mínimas para las aristas de algunos materiales comunes
(adaptada de Bralla, 1998)
Material Arista
Polietileno 1/4°
Poliestireno 1/2°
Nilon 0-1/4°
Acetal 0-1/4°
Acrilico 1/4°
Todas las esquinas deben tener una radio o filete excepto en secciones de empotramiento del molde o la
línea de partición.
El espacio entre agujeros y junto a las paredes deben ser tan grandes como sea posible. Los valore
S mínimos para los agujeros se indican en la Tabla 5.5.
Las costillas moldeadas pueden ser incorporadas para incremento o decremento del pandeo de partes
termopares. El ancho de la base de la costilla debe ser menor que el grosor de la pared a la cual esta
sujeta.
Chaflan o inclinamiento debe ser proveido en ambos interno o exterior de las partes termopares. Las
superficies internas deben ser provistas con mayor inclinamiento porque las partes moldeadas tienden a
encogerse hacia la superficie del molde en lugar de hacia afuera de este. La Tabla 5.6 lista los angulos de
inclinación mínimos para materiales comunes.
Los agujeros roscados internos y externos son caros, ya que estos incrementan el costo de la parte que se
esta manufacturando y el molde que se requiere manufacturar.
Los pines de eyección para los termoplásticos deben colocarse en la parte de debajo de la parte.
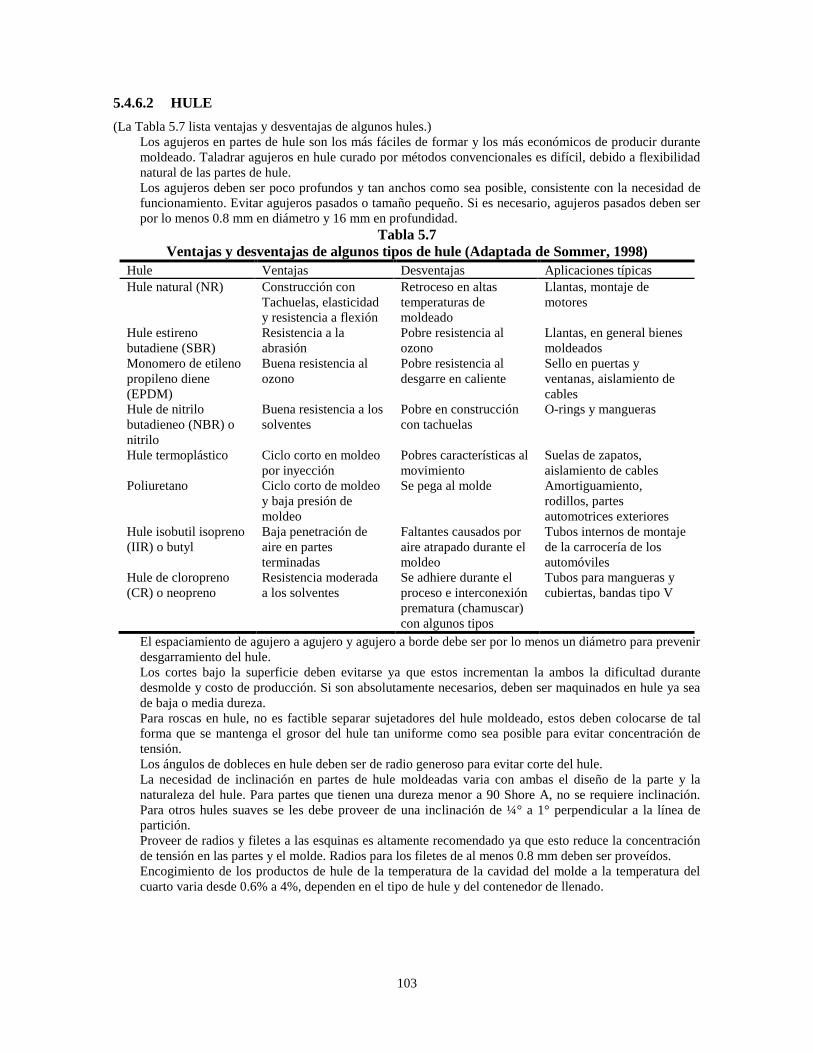
103
5.4.6.2 HULE
(La Tabla 5.7 lista ventajas y desventajas de algunos hules.)
Los agujeros en partes de hule son los más fáciles de formar y los más económicos de producir durante
moldeado. Taladrar agujeros en hule curado por métodos convencionales es difícil, debido a flexibilidad
natural de las partes de hule.
Los agujeros deben ser poco profundos y tan anchos como sea posible, consistente con la necesidad de
funcionamiento. Evitar agujeros pasados o tamaño pequeño. Si es necesario, agujeros pasados deben ser
por lo menos 0.8 mm en diámetro y 16 mm en profundidad.
Tabla 5.7
Ventajas y desventajas de algunos tipos de hule (Adaptada de Sommer, 1998)
Hule Ventajas Desventajas Aplicaciones típicas
Hule natural (NR) Construcción con
Tachuelas, elasticidad
y resistencia a flexión
Retroceso en altas
temperaturas de
moldeado
Llantas, montaje de
motores
Hule estireno
butadiene (SBR)
Resistencia a la
abrasión
Pobre resistencia al
ozono
Llantas, en general bienes
moldeados
Monomero de etileno
propileno diene
(EPDM)
Buena resistencia al
ozono
Pobre resistencia al
desgarre en caliente
Sello en puertas y
ventanas, aislamiento de
cables
Hule de nitrilo
butadieneo (NBR) o
nitrilo
Buena resistencia a los
solventes
Pobre en construcción
con tachuelas
O-rings y mangueras
Hule termoplástico Ciclo corto en moldeo
por inyección
Pobres características al
movimiento
Suelas de zapatos,
aislamiento de cables
Poliuretano Ciclo corto de moldeo
y baja presión de
moldeo
Se pega al molde Amortiguamiento,
rodillos, partes
automotrices exteriores
Hule isobutil isopreno
(IIR) o butyl
Baja penetración de
aire en partes
terminadas
Faltantes causados por
aire atrapado durante el
moldeo
Tubos internos de montaje
de la carrocería de los
automóviles
Hule de cloropreno
(CR) o neopreno
Resistencia moderada
a los solventes
Se adhiere durante el
proceso e interconexión
prematura (chamuscar)
con algunos tipos
Tubos para mangueras y
cubiertas, bandas tipo V
El espaciamiento de agujero a agujero y agujero a borde debe ser por lo menos un diámetro para prevenir
desgarramiento del hule.
Los cortes bajo la superficie deben evitarse ya que estos incrementan la ambos la dificultad durante
desmolde y costo de producción. Si son absolutamente necesarios, deben ser maquinados en hule ya sea
de baja o media dureza.
Para roscas en hule, no es factible separar sujetadores del hule moldeado, estos deben colocarse de tal
forma que se mantenga el grosor del hule tan uniforme como sea posible para evitar concentración de
tensión.
Los ángulos de dobleces en hule deben ser de radio generoso para evitar corte del hule.
La necesidad de inclinación en partes de hule moldeadas varia con ambas el diseño de la parte y la
naturaleza del hule. Para partes que tienen una dureza menor a 90 Shore A, no se requiere inclinación.
Para otros hules suaves se les debe proveer de una inclinación de ¼° a 1° perpendicular a la línea de
partición.
Proveer de radios y filetes a las esquinas es altamente recomendado ya que esto reduce la concentración
de tensión en las partes y el molde. Radios para los filetes de al menos 0.8 mm deben ser proveídos.
Encogimiento de los productos de hule de la temperatura de la cavidad del molde a la temperatura del
cuarto varia desde 0.6% a 4%, dependen en el tipo de hule y del contenedor de llenado.
5.4.6.3 CERAMICOS Y VIDRIO
(Tabla 5.8 lista las propiedades de proceso para cerámicos y vidrio.)
Los bordes de partes de cerámica y las esquinas deben tener un radio generoso o chaflanes para prevenir
astillas y puntos de concentración de tensión. Los radios interno y externos deben ser por lo menos 1.5
mm y 2.4 mm, respectivamente.
Debido a pandeo o distorsión durante incendio, las secciones largas sin soporte deben evitarse.
Las partes prensadas deben ser diseñadas con grosor de paredes uniformes. Un diferencial en el grosor
de las paredes conduce a un encogimiento no uniforme causando tensión, distorsión, o agrietamiento.
Las secciones deben no exceder 25 mm de grueso.
Cuando piezas huecas son vaciadas usando un molde patrón, un pangulo de inclinación de por lo menos
5 grados debe proveerse para facilitar remoción del cuerpo verde.
Los cortes bajo la superficie deben ser evitados en componentes de cerámica.
Cavidades, ranuras, y agujeros ocultos en partes prensadas deben no ser mas profundas que la mitad del
grosor de la parte y preferiblemente solo un tercio del grosor.
Las partes extruidas deben ser simétricas con grosor uniforme en las paredes.
Los agujeros en partes prensadas deben ser grandes y tan ampliamente espaciados como sea posible.
Paredes delgadas entre agujeros, depresiones, o bordes externos deben ser evitados. Estas paredes deben
ser por lo menos tan gruesas como las paredes base de la parte.
Costillas y aletas deben ser redondeadas, amchas, y bien espaciadas y tener una inclinación normal.
Las tasas de remoción de material son lentas y la operación es cara. Asi que, pulir después de incendio
en partes de cerámica es preferido y proveer mayor exactitud.
Agujeros, cavidades, y ranuras profundas pueden causar problemas de moldeo y deben ser incluidas solo
cuando sea absolutamente necesario. Los agujeros no son normalmente perforados completamente en la
operación de prensado pero maquinados con alambre delgado o patrón hueco.
Las paredes deben ser de grosor uniforme.
Las partes deben ser curvadas suavemente en lugar de bordes agudos.
Inscripciones u otras superficies irregulares pueden ser incorporadas mientras que estén alineadas en la
dirección de, y no perpendicular a, la abertura del molde.
Costillas y aletas pueden ser incorporadas en algunos elementos como aislamientos eléctricos. Estos
normalmente no son practicados en diseño de propósito general y manufactura.
Roscas para tapas de botellas o dispositivos de conexión similares pueden ser incorporados en partes de
vidrio soplado asi como lo son en plásticos moldeados por soplado.
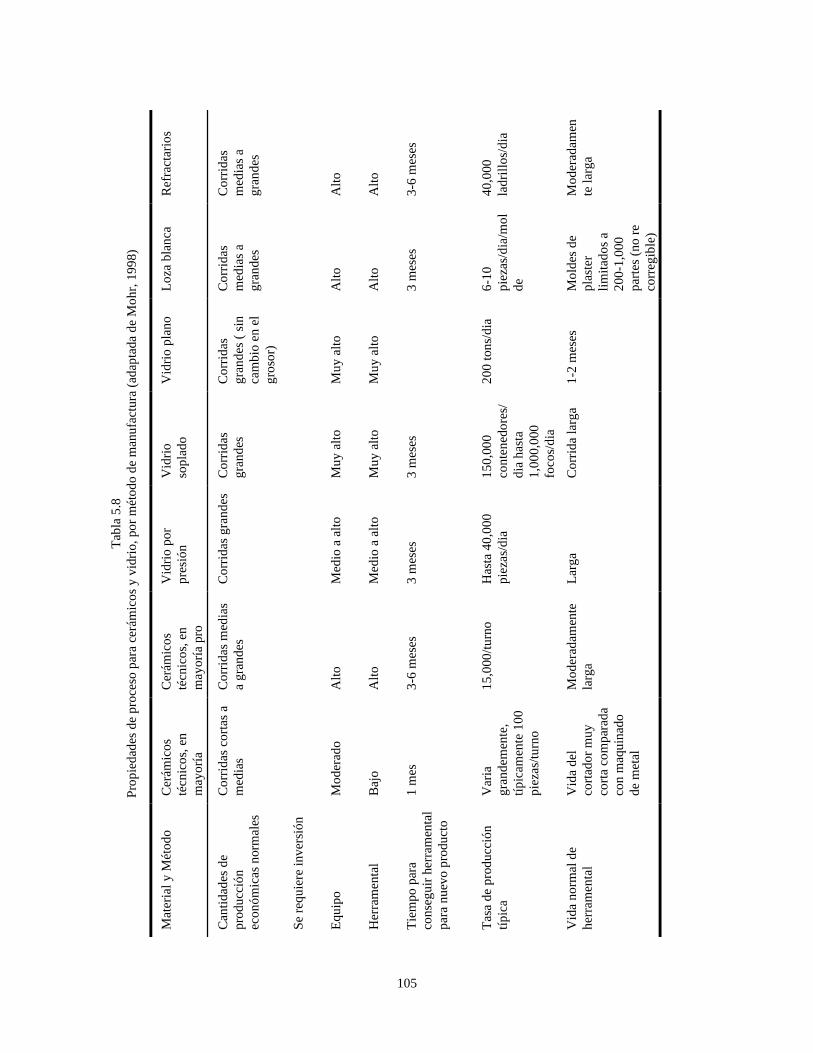
105
T
abla
5.8
Pro
pie
dad
es d
e p
roce
so p
ara
cerá
mic
os
y v
idri
o,
po
r m
éto
do d
e m
anu
fact
ura
(ad
apta
da
de
Mo
hr,
19
98)
Ref
ract
ario
s
Co
rrid
as
med
ias
a
gra
nd
es
Se
req
uie
re i
nv
ersi
ón
Alt
o
Alt
o
3-6
mes
es
40
,000
lad
rill
os/
dia
Mo
der
adam
en
te l
arg
a
Lo
za b
lan
ca
Co
rrid
as
med
ias
a
gra
nd
es
Alt
o
Alt
o
3 m
eses
6-1
0
pie
zas/
dia
/mo
l
de
Mo
ldes
de
pla
ster
lim
itad
os
a
20
0-1
,000
par
tes
(no
re
corr
egib
le)
Vid
rio
pla
no
Co
rrid
as
gra
nd
es (
sin
cam
bio
en
el
gro
sor)
Mu
y a
lto
Mu
y a
lto
20
0 t
on
s/d
ia
1-2
mes
es
Vid
rio
sop
lad
o
Co
rrid
as
gra
nd
es
Mu
y a
lto
Mu
y a
lto
3 m
eses
15
0,0
00
con
ten
edo
res/
dia
has
ta
1,0
00,0
00
foco
s/d
ia
Co
rrid
a la
rga
Vid
rio
po
r
pre
sió
n
Co
rrid
as g
ran
des
Med
io a
alt
o
Med
io a
alt
o
3 m
eses
Has
ta 4
0,0
00
pie
zas/
dia
Lar
ga
Cer
ámic
os
técn
ico
s, e
n
may
orí
a pro
Pre
sió
n
Co
rrid
as m
edia
s
a g
ran
des
Alt
o
Alt
o
3-6
mes
es
15
,000
/tu
rno
Mo
der
adam
ente
larg
a
Cer
ámic
os
técn
ico
s, e
n
may
orí
a
maq
uin
ado
s C
orr
idas
co
rtas
a
med
ias
Mo
der
ado
Baj
o
1 m
es
Var
ia
gra
nd
emen
te,
típ
icam
ente
10
0
pie
zas/
turn
o
Vid
a d
el
cort
ado
r m
uy
cort
a co
mp
arad
a
con
maq
uin
ado
de
met
al
Mat
eria
l y
Mét
od
o
Can
tid
ades
de
pro
du
cció
n
eco
nó
mic
as n
orm
ales
Eq
uip
o
Her
ram
enta
l
Tie
mp
o p
ara
con
seg
uir
her
ram
enta
l
par
a n
uev
o p
rodu
cto
Tas
a d
e p
rod
ucc
ión
típ
ica
Vid
a n
orm
al d
e
her
ram
enta
l
Referencias
Ashby, M. Materials Selection in Mechanical Design, 3rd ed. Oxford: Elsevier Butterworth-Heinemann, 2005.
Bainbridge, R. W. “Thermosetting-Plastic parts.” In Design for Manufacturability Handbook, 2nd ed., ed. J. G.
Bralla. New York: McGraw-Hill, 1998.
Boothroyd, G., P. Dewhurst, and W. A. Knight. “Research Program on Material Selection and Process for
Component Parts.” Internatinal Journal of Advance manufacturing technology 6 (1991): 98-111.
Boothroyd, G., P. Dewhurst, and W. A. Knight. Product Design for Manufacture and Assembly. New York: Mercel
Dekker, 1994
Bralla, J. G., ed. Design for Manufacturability Handbook, 2nd ed., ed. J. G. Bralla. New York: McGraw-Hill, 1998.
DeGarmo, E. P., J. T. Black, and R. A. Kohser. Materials and Processing in Manufacturing. 6th ed. New York:
Mcmillan Publishing Company, 1984.
Franson, I. A. “stainless Steel,” In Design for Manufacturability Handbook, 2nd ed., ed. J. G. Bralla. New York:
McGrawHill, 1998.
Harpet, C. A. “Non Metallic Materials.” In Design for Manufacturability Handbook, 2nd ed., ed. J. G. Bralla, New
York: McGraw-Hill, 1998.
Kundig, K. J. A. “Copper and Brass.” In Design for Manufacturability Handbook, 2nd ed., ed. J. G. Bralla, New
York: McGraw-Hill, 1998.
Mangonon, P. L. The principles of Material Selection for Engineering Design. Upper Saddle River, NJ: Prentice
Hall, 1999.
Mohr, J. G. “Ceramic and Glass Parts.” In Design for Manufacturability Handbook, 2nd ed., ed. J. G. Bralla, New
York: McGraw-Hill, 1998.
Skillingberg, M. H. “Non Ferrous Metals.” In Design for Manufacturability Handbook, 2nd ed., ed. J. G. Bralla,
New York: McGraw-Hill, 1998.
Sommer, J. G. “Rubber Parts.” In Design for Manufacturability Handbook, 2nd ed., ed. J. G. Bralla, New York:
McGraw-Hill, 1998.
107
Capítulo 6
Selección de Procesos de
Manufactura y Consideraciones de
Diseño
Introduccion
El proceso de manufactura es la ciencia y tecnología por la cual un material es convertido a su forma final con
la estructura y propiedades necesarias para su uso deseado. La mayor porción del proceso es darla la forma
deseada. El procesamiento del producto puede ser simple, una operación de un solo paso o una combinación
de varios procesos, dependiendo en que tan procesable es el material que se usa y las especificaciones para la
parte terminada, lo cual incluye el acabado superficial, tolerancias dimensionales, entro otras. El método de
selección del proceso apropiado esta cercanamente sujeto la selección del material.
¿Qué es lo que conduce a un exitoso proceso de manufactura? El desempeño de cualquier proceso de
manufactura depende de:
Tasa de producción: el flujo del material a través del sistema.
Costo: material, mano de obra, herramental, equipamiento.
Tiempo: tiempo de entrega para procurar materiales, tiempo de procesamiento, tiempo de preparación.
Calidad: desviación del objetivo.
Todos estos factores resultan de la decisión hecha en la selección de la combinación proceso-material-
parte. Cuando diseñadores e ingenieros desarrollan un nuevo producto, en esta coyuntura, ya se tienen el
dibujo básico de la parte y una selección de varias combinaciones de material-proceso posibles para la parte.
La etapa siguiente es llegar a la combinación del material-proceso de manufactura que es técnicamente y
económicamente posible. Figura 6.1 muestra la taxonomía de los procesos de manufactura. Los procesos
están ordenados por similitud de función.
Los procesos de manufactura pueden ser clasificados en general en tres categorías. Basado en la salida
deseada, estos son procesos primarios, secundarios y terciarios. Para discutir todo el proceso y sus parámetros
a detalle esta más allá del alcance de este libro. Trataremos los procesos claves, su clasificación, y sus guías
de diseño específicas.
6.1.1 PROCESOS PRIMARIOS
El proceso primario genera la forma principal del producto final. El proceso primario es seleccionado para
producir tantos atributos de forma requeridos de la parte como sea posible. Esos procesos aparecen en la parte
superior de la secuencia de operación para una parte e incluye procesos como vaciado, forjado, moldeado,
rolado, y extrusión.
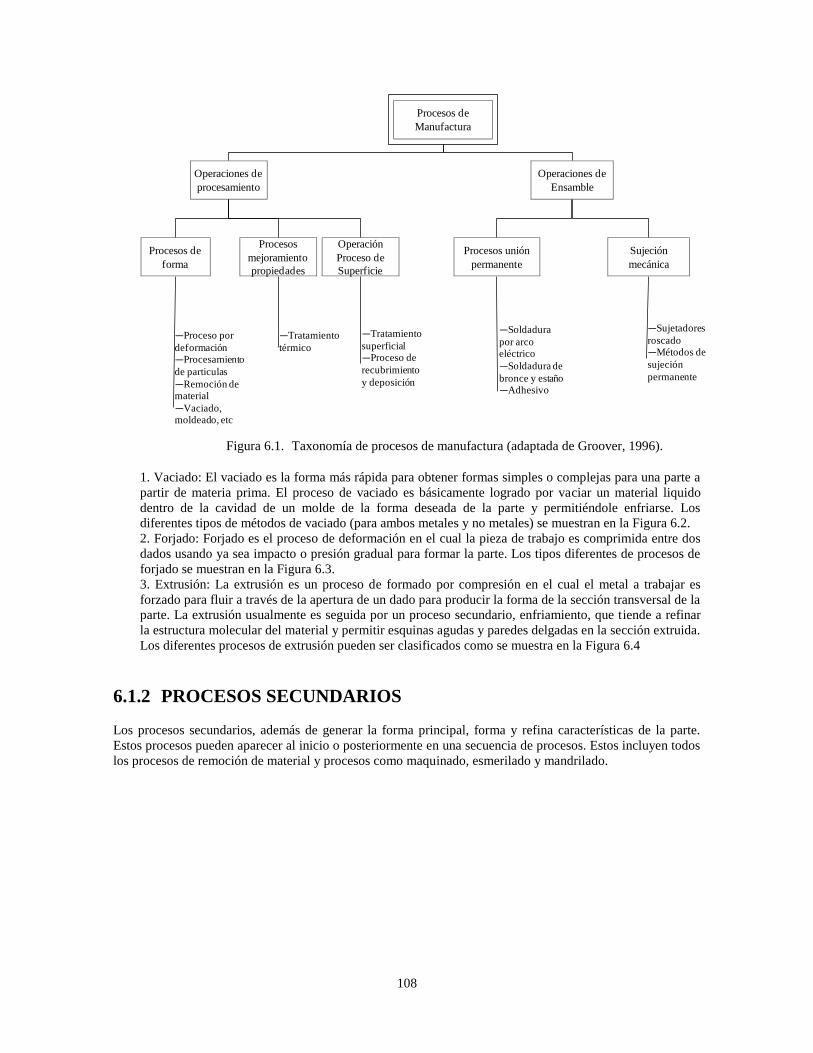
108
Figura 6.1. Taxonomía de procesos de manufactura (adaptada de Groover, 1996).
1. Vaciado: El vaciado es la forma más rápida para obtener formas simples o complejas para una parte a
partir de materia prima. El proceso de vaciado es básicamente logrado por vaciar un material liquido
dentro de la cavidad de un molde de la forma deseada de la parte y permitiéndole enfriarse. Los
diferentes tipos de métodos de vaciado (para ambos metales y no metales) se muestran en la Figura 6.2.
2. Forjado: Forjado es el proceso de deformación en el cual la pieza de trabajo es comprimida entre dos
dados usando ya sea impacto o presión gradual para formar la parte. Los tipos diferentes de procesos de
forjado se muestran en la Figura 6.3.
3. Extrusión: La extrusión es un proceso de formado por compresión en el cual el metal a trabajar es
forzado para fluir a través de la apertura de un dado para producir la forma de la sección transversal de la
parte. La extrusión usualmente es seguida por un proceso secundario, enfriamiento, que tiende a refinar
la estructura molecular del material y permitir esquinas agudas y paredes delgadas en la sección extruida.
Los diferentes procesos de extrusión pueden ser clasificados como se muestra en la Figura 6.4
6.1.2 PROCESOS SECUNDARIOS
Los procesos secundarios, además de generar la forma principal, forma y refina características de la parte.
Estos procesos pueden aparecer al inicio o posteriormente en una secuencia de procesos. Estos incluyen todos
los procesos de remoción de material y procesos como maquinado, esmerilado y mandrilado.
―Tratamiento
térmico
Procesos de
Manufactura
Operaciones de
procesamiento
Operaciones de
Ensamble
Procesos de
forma
Procesos
mejoramiento
propiedades
Procesos unión
permanente
Sujeción
mecánica
―Proceso por
deformación―Procesamiento
de particulas
―Remoción de material
―Vaciado, moldeado, etc
―Soldadura
por arco eléctrico
―Soldadura de
bronce y estaño―Adhesivo
―Sujetadores
roscado―Métodos de
sujeción
permanente
Operación
Proceso de
Superficie
―Tratamiento
superficial―Proceso de
recubrimiento
y deposición

109
Figura 6.2. Tipos de procesos de vaciado.
Figura 6.3. Tipos de procesos de forjado.
Figura 6.4. Tipos de procesos de extrusión.
Maquinado es el proceso de remover material de una pieza de trabajo en forma de rebaba. El término de
corte de metal es usado cuando el material es metálico. La mayoría de maquinado tiene muy poco costo de
preparación comparado con los procesos de formado, moldeado, y vaciado. Sin embargo, maquinado es
mucho más caro para altos volúmenes. El maquinado es necesario donde se requieren tolerancias pequeñas en
dimensiones y acabados.
Los diferentes procesos de maquinado se muestran en la Figura 6.5. Es comúnmente dividido en las
siguientes categorías:
Por lo general el corte involucra herramientas de un solo punto o multipunto, cada una con una
geometría claramente definida.
Los procesos de maquinado no tradicionales utilizan electricidad, química, y fuentes opcionales de
energía.
Los procesos de maquinado abrasivos están categorizados en tratamiento superficial y, por lo tanto, son
tratados como procesos terciarios.
Tabla 6.1 y 6.2 proveen un una lista sintetizada de procesos de maquinado tradicional y no tradicional.
Vaciado
Vaciado en
arena
Vaciado en
molde tipo
concha
Vaciado molde
de plástico
Vaciado con
inversión
Vaciado molde
de plaster
Vaciado molde
permanente
Vaciado con
dado
Vaciado
cetrifugado
Forjado
Martillado dado
abierto
Forjado por
caida
Impresión-dado
Forjado por
prensado
Forjado por
alteración
Forjado caliente
automáticoForjado rolado Trensado
Extruido
Extruido
directo
Extruido
indirecto
Extruido
calienteExtruido frio
Extruido
continuo
Extruido
discreto
Configuración
física
Tipo de
Operación
Temperatura de
operación
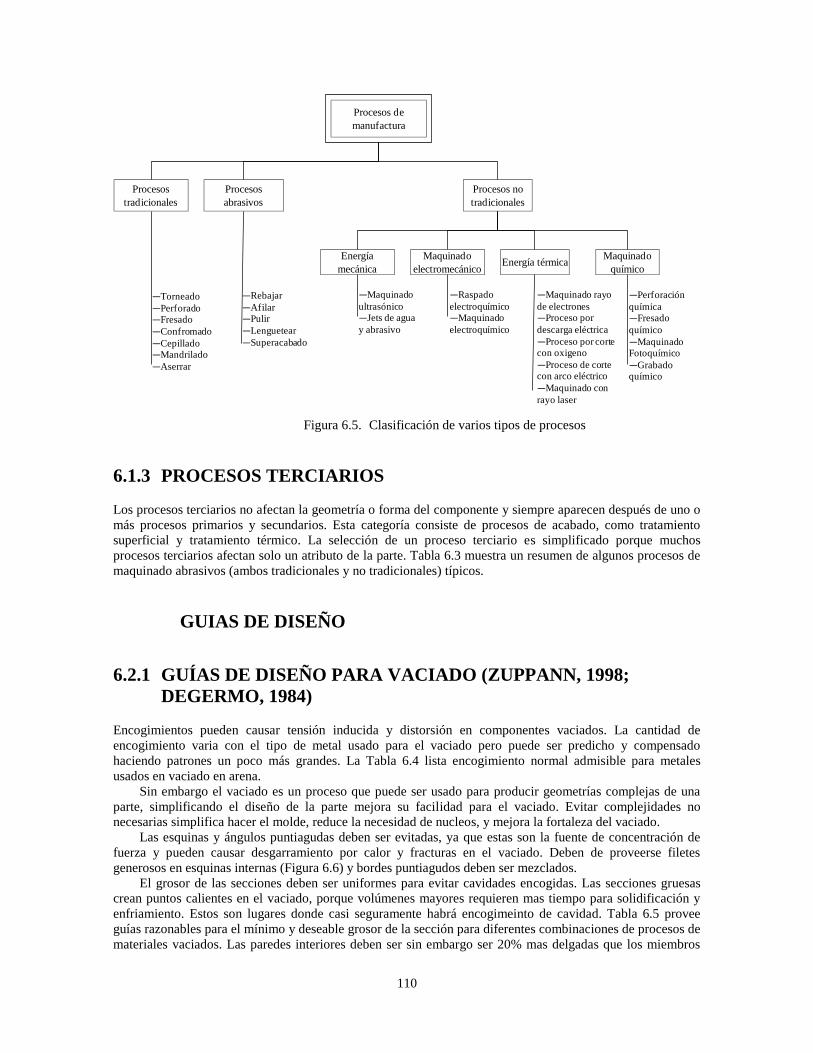
110
Figura 6.5. Clasificación de varios tipos de procesos
6.1.3 PROCESOS TERCIARIOS
Los procesos terciarios no afectan la geometría o forma del componente y siempre aparecen después de uno o
más procesos primarios y secundarios. Esta categoría consiste de procesos de acabado, como tratamiento
superficial y tratamiento térmico. La selección de un proceso terciario es simplificado porque muchos
procesos terciarios afectan solo un atributo de la parte. Tabla 6.3 muestra un resumen de algunos procesos de
maquinado abrasivos (ambos tradicionales y no tradicionales) típicos.
GUIAS DE DISEÑO
6.2.1 GUÍAS DE DISEÑO PARA VACIADO (ZUPPANN, 1998;
DEGERMO, 1984)
Encogimientos pueden causar tensión inducida y distorsión en componentes vaciados. La cantidad de
encogimiento varia con el tipo de metal usado para el vaciado pero puede ser predicho y compensado
haciendo patrones un poco más grandes. La Tabla 6.4 lista encogimiento normal admisible para metales
usados en vaciado en arena.
Sin embargo el vaciado es un proceso que puede ser usado para producir geometrías complejas de una
parte, simplificando el diseño de la parte mejora su facilidad para el vaciado. Evitar complejidades no
necesarias simplifica hacer el molde, reduce la necesidad de nucleos, y mejora la fortaleza del vaciado.
Las esquinas y ángulos puntiagudas deben ser evitadas, ya que estas son la fuente de concentración de
fuerza y pueden causar desgarramiento por calor y fracturas en el vaciado. Deben de proveerse filetes
generosos en esquinas internas (Figura 6.6) y bordes puntiagudos deben ser mezclados.
El grosor de las secciones deben ser uniformes para evitar cavidades encogidas. Las secciones gruesas
crean puntos calientes en el vaciado, porque volúmenes mayores requieren mas tiempo para solidificación y
enfriamiento. Estos son lugares donde casi seguramente habrá encogimeinto de cavidad. Tabla 6.5 provee
guías razonables para el mínimo y deseable grosor de la sección para diferentes combinaciones de procesos de
materiales vaciados. Las paredes interiores deben ser sin embargo ser 20% mas delgadas que los miembros
―Rebajar
―Afilar―Pulir
―Lenguetear
―Superacabado
Procesos de
manufactura
Procesos no
tradicionales
Procesos
tradicionales
Procesos
abrasivos
Energía
mecánica
Maquinado
electromecánicoEnergía térmica
Maquinado
químico
―Torneado
―Perforado―Fresado
―Confromado
―Cepillado―Mandrilado
―Aserrar
―Maquinado
ultrasónico―Jets de agua
y abrasivo
―Raspado
electroquímico―Maquinado
electroquímico
―Maquinado rayo
de electrones―Proceso por
descarga eléctrica
―Proceso por corte con oxigeno
―Proceso de corte con arco eléctrico
―Maquinado con
rayo laser
―Perforación
química―Fresado
químico
―Maquinado Fotoquímico
―Grabado químico
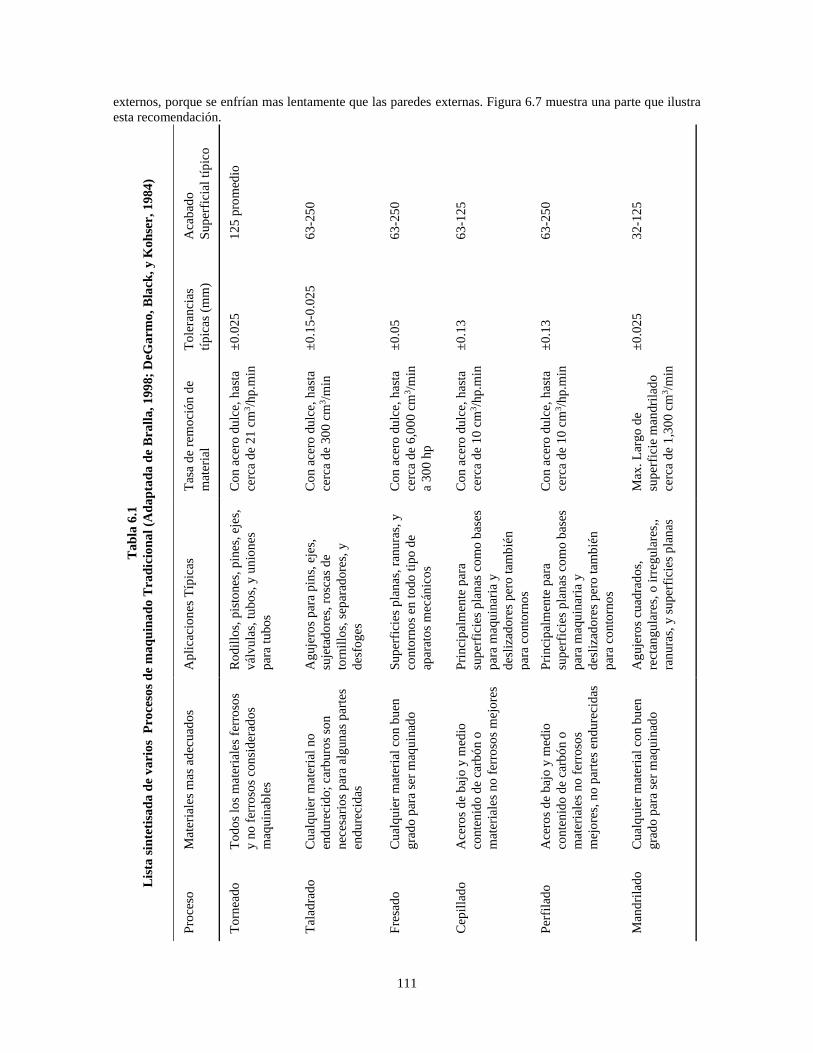
111
externos, porque se enfrían mas lentamente que las paredes externas. Figura 6.7 muestra una parte que ilustra
esta recomendación. T
ab
la 6
.1
Lis
ta s
inte
tisa
da
de
va
rio
s P
roce
sos
de
ma
qu
ina
do
Tra
dic
ion
al
(Ad
ap
tad
a d
e B
rall
a, 1
99
8;
DeG
arm
o,
Bla
ck,
y K
oh
ser,
19
84
)
Aca
bad
o
Su
per
fici
al t
ípic
o
12
5 p
rom
edio
63
-25
0
63
-25
0
63
-12
5
63
-25
0
32
-12
5
To
lera
nci
as
típ
icas
(m
m)
±0
.025
±0
.15-0
.02
5
±0
.05
±0
.13
±0
.13
±0
.025
Tas
a d
e re
mo
ción
de
mat
eria
l
Co
n a
cero
du
lce,
has
ta
cerc
a d
e 21
cm
3/h
p.m
in
Co
n a
cero
du
lce,
has
ta
cerc
a d
e 30
0 c
m3/m
in
Co
n a
cero
du
lce,
has
ta
cerc
a d
e 6
,00
0 c
m3/m
in
a 3
00
hp
Co
n a
cero
du
lce,
has
ta
cerc
a d
e 10
cm
3/h
p.m
in
Co
n a
cero
du
lce,
has
ta
cerc
a d
e 10
cm
3/h
p.m
in
Max
. L
argo
de
sup
erfi
cie
man
dri
lad
o
cerc
a d
e 1
,30
0 c
m3/m
in
Ap
lica
cio
nes
Típ
icas
Ro
dil
los,
pis
ton
es,
pin
es,
ejes
,
vál
vu
las,
tu
bo
s, y
un
ion
es
par
a tu
bo
s
Ag
uje
ros
par
a p
ins,
eje
s,
suje
tad
ore
s, r
osc
as d
e
torn
illo
s, s
epar
adore
s, y
des
fog
es
Su
per
fici
es p
lan
as,
ranu
ras,
y
con
torn
os
en t
odo
tip
o d
e
apar
ato
s m
ecán
ico
s
Pri
nci
pal
men
te p
ara
sup
erfi
cies
pla
nas
co
mo
bas
es
par
a m
aqu
inar
ia y
des
liza
do
res
per
o t
amb
ién
par
a co
nto
rno
s
Pri
nci
pal
men
te p
ara
sup
erfi
cies
pla
nas
co
mo
bas
es
par
a m
aqu
inar
ia y
des
liza
do
res
per
o t
amb
ién
par
a co
nto
rno
s
Ag
uje
ros
cuad
rad
os,
rect
ang
ula
res,
o i
rreg
ula
res,
,
ran
ura
s, y
su
per
fici
es p
lan
as
Mat
eria
les
mas
ad
ecu
ado
s
To
do
s lo
s m
ater
iale
s fe
rro
sos
y n
o f
erro
sos
con
sid
erad
os
maq
uin
able
s
Cu
alq
uie
r m
ater
ial
no
end
ure
cido
; ca
rbu
ros
son
nec
esar
ios
par
a al
gun
as p
arte
s
end
ure
cid
as
Cu
alq
uie
r m
ater
ial
con b
uen
gra
do
par
a se
r m
aqu
inad
o
Ace
ros
de
baj
o y
med
io
con
ten
ido d
e ca
rbó
n o
mat
eria
les
no
fer
roso
s m
ejo
res
Ace
ros
de
baj
o y
med
io
con
ten
ido d
e ca
rbó
n o
mat
eria
les
no
fer
roso
s
mej
ore
s, n
o p
arte
s en
du
reci
das
Cu
alq
uie
r m
ater
ial
con b
uen
gra
do
par
a se
r m
aqu
inad
o
Pro
ceso
To
rnea
do
Tal
adra
do
Fre
sad
o
Cep
illa
do
Per
fila
do
Man
dri
lad
o

112
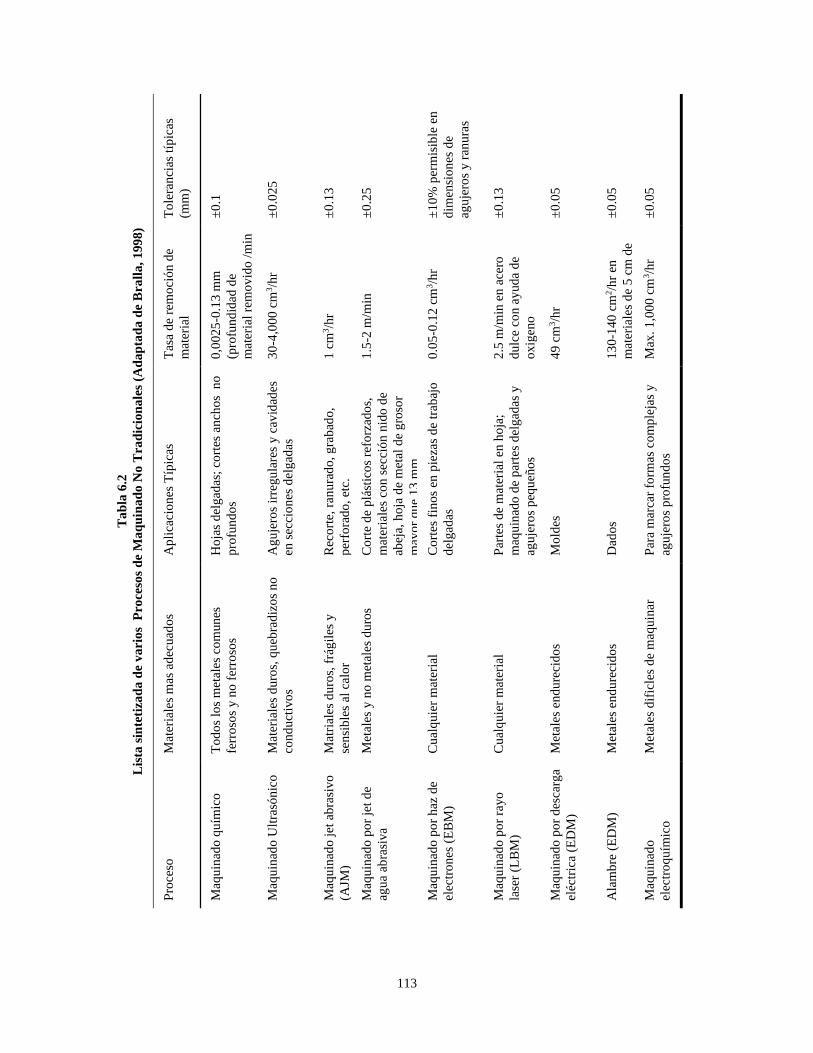
113
Ta
bla
6.2
Lis
ta s
inte
tiza
da
de
va
rio
s P
roce
sos
de
Ma
qu
ina
do
No
Tra
dic
ion
ale
s (A
da
pta
da
de
Bra
lla
, 1
99
8)
To
lera
nci
as t
ípic
as
(mm
)
±0
.1
±0
.025
±0
.13
±0
.25
±1
0%
per
mis
ible
en
dim
ensi
on
es d
e
agu
jero
s y
ran
ura
s
±0
.13
±0
.05
±0
.05
±0
.05
Tas
a d
e re
mo
ción
de
mat
eria
l
0,0
025
-0.1
3 m
m
(pro
fun
did
ad d
e
mat
eria
l re
mo
vid
o /
min
30
-4,0
00 c
m3/h
r
1 c
m3/h
r
1.5
-2 m
/min
0.0
5-0
.12
cm
3/h
r
2.5
m/m
in e
n a
cero
du
lce
con a
yud
a d
e
ox
igen
o
49
cm
3/h
r
13
0-1
40
cm
2/h
r en
mat
eria
les
de
5 c
m d
e
gru
eso
Max
. 1
,00
0 c
m3/h
r
Ap
lica
cio
nes
Típ
icas
Ho
jas
del
gad
as;
cort
es a
nch
os
no
pro
fun
do
s
Ag
uje
ros
irre
gu
lare
s y
cav
idad
es
en s
ecci
on
es d
elg
adas
Rec
ort
e, r
anu
rad
o, g
rab
ado
,
per
fora
do
, et
c.
Co
rte
de
plá
stic
os
refo
rzad
os,
mat
eria
les
con
sec
ció
n n
ido
de
abej
a, h
oja
de
met
al d
e g
roso
r
may
or
qu
e 13
mm
Co
rtes
fin
os
en p
ieza
s d
e tr
abaj
o
del
gad
as
Par
tes
de
mat
eria
l en
ho
ja;
maq
uin
ado
de
par
tes
del
gad
as y
agu
jero
s p
equ
eño
s
Mo
ldes
Dad
os
Par
a m
arca
r fo
rmas
co
mp
leja
s y
agu
jero
s p
rofu
nd
os
Mat
eria
les
mas
ad
ecu
ado
s
To
do
s lo
s m
etal
es c
om
un
es
ferr
oso
s y
no
fer
roso
s
Mat
eria
les
du
ros,
qu
ebra
diz
os
no
con
du
ctiv
os
Mat
rial
es d
uro
s, f
rág
iles
y
sen
sib
les
al c
alo
r
Met
ales
y n
o m
etal
es d
uro
s
Cu
alq
uie
r m
ater
ial
Cu
alq
uie
r m
ater
ial
Met
ales
en
du
reci
do
s
Met
ales
en
du
reci
do
s
Met
ales
dif
icle
s d
e m
aqu
inar
Pro
ceso
Maq
uin
ado q
uím
ico
Maq
uin
ado U
ltra
són
ico
Maq
uin
ado j
et a
bra
siv
o
(AJM
)
Maq
uin
ado p
or
jet
de
agu
a ab
rasi
va
Maq
uin
ado p
or
haz
de
elec
tro
nes
(E
BM
)
Maq
uin
ado p
or
rayo
lase
r (L
BM
)
Maq
uin
ado p
or
des
carg
a
eléc
tric
a (E
DM
)
Ala
mb
re (
ED
M)
Maq
uin
ado
elec
tro
qu
ímic
o

114
Ta
bla
6.3
Lis
ta S
inte
tisa
da
de
Va
rio
s P
roce
sos
de
Ma
qu
ina
do
Ab
ra
siv
o (
Ad
ap
tad
a d
e B
rall
a,
19
98
)
To
lera
nci
as t
ípic
as
(mm
)
+0
a -
0.0
13
+0
a -
0.1
+0
.00
6-0
.01
25
±0
.005
±0
.025
Tas
a d
e re
mo
ción
de
mat
eria
l
Co
n a
cero
du
lce,
has
ta
16
4 c
m3/m
in a
100
hp
y p
uli
do
de
alta
vel
oci
dad
Co
n a
cero
du
lce,
has
ta
16
4 c
m3/m
in a
100
hp
y p
uli
do
de
alta
vel
oci
dad
3-5
vec
es m
as r
ápid
o
qu
e a
fila
do
con
ven
cio
nal
0.1
6-2
.5 c
m3/h
r
10
0 c
m3/h
r
Ap
lica
cio
nes
Típ
icas
Dad
os,
mo
ldes
, b
loq
ues
med
ició
n,
sup
erfi
cies
de
máq
uin
as
Dad
os,
mo
ldes
, b
loq
ues
med
ició
n,
sup
erfi
cies
de
máq
uin
as
Aca
bad
o d
e su
per
fici
es
cilí
nd
rica
s in
tern
as
Her
ram
ien
tas
form
ado
Fo
rmad
o d
e h
erra
mie
nta
s d
e
cort
e d
e ca
rbu
ro
Mat
eria
les
mas
ad
ecu
ado
s
Cas
i to
do
s lo
s m
ater
iale
s
met
álic
os
mas
mu
cho
s n
o
met
álic
os
Cas
i to
do
s lo
s m
ater
iale
s
met
álic
os
mas
mu
cho
s n
o
met
álic
os
Met
ales
en
du
reci
do
s
Mat
eria
les
du
ros
com
o c
arb
uro
Met
ales
en
du
reci
do
s y
car
buro
s
Pro
ceso
Pu
lid
o t
ipo
cen
trad
o y
sin
cen
tro
Pu
lid
o s
up
erfi
cial
Afi
lad
o e
lect
rqu
ímic
o
(EC
H)
Pu
lid
o p
or
des
carg
a
eléc
tric
a
Pu
lid
o e
lect
rom
ecán
ico
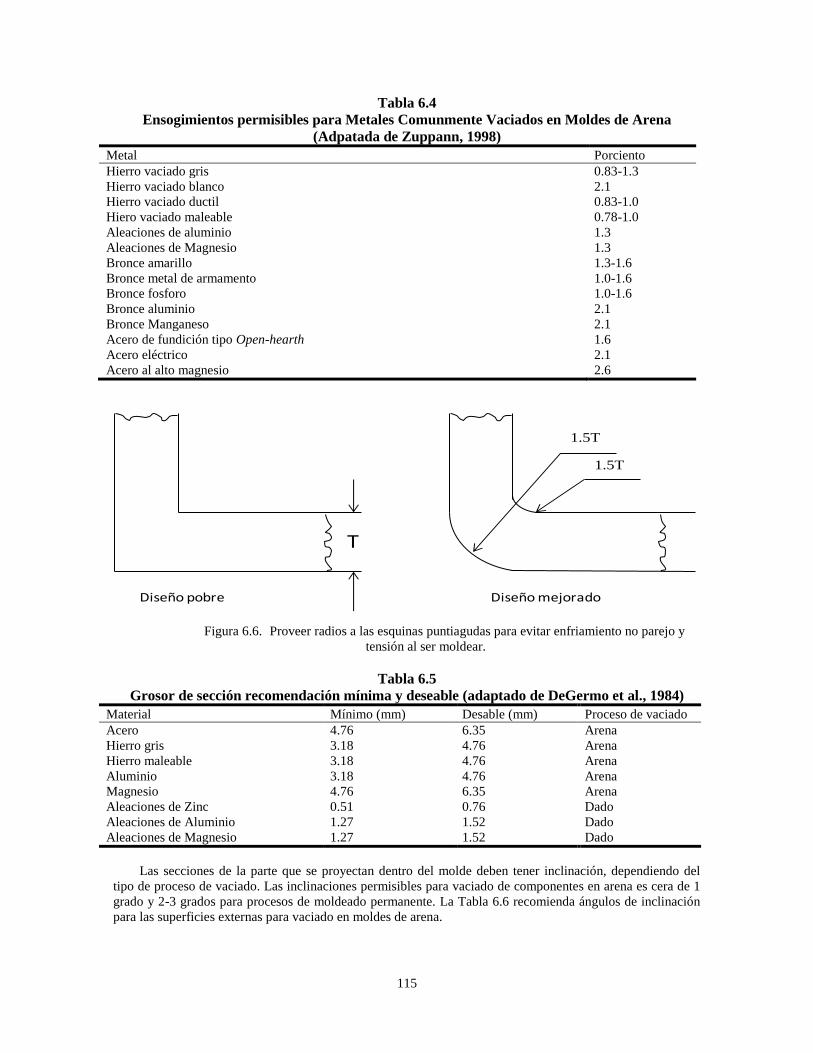
115
Tabla 6.4
Ensogimientos permisibles para Metales Comunmente Vaciados en Moldes de Arena
(Adpatada de Zuppann, 1998)
Metal Porciento
Hierro vaciado gris 0.83-1.3
Hierro vaciado blanco 2.1
Hierro vaciado ductil 0.83-1.0
Hiero vaciado maleable 0.78-1.0
Aleaciones de aluminio 1.3
Aleaciones de Magnesio 1.3
Bronce amarillo 1.3-1.6
Bronce metal de armamento 1.0-1.6
Bronce fosforo 1.0-1.6
Bronce aluminio 2.1
Bronce Manganeso 2.1
Acero de fundición tipo Open-hearth 1.6
Acero eléctrico 2.1
Acero al alto magnesio 2.6
Figura 6.6. Proveer radios a las esquinas puntiagudas para evitar enfriamiento no parejo y
tensión al ser moldear.
Tabla 6.5
Grosor de sección recomendación mínima y deseable (adaptado de DeGermo et al., 1984)
Material Mínimo (mm) Desable (mm) Proceso de vaciado
Acero 4.76 6.35 Arena
Hierro gris 3.18 4.76 Arena
Hierro maleable 3.18 4.76 Arena
Aluminio 3.18 4.76 Arena
Magnesio 4.76 6.35 Arena
Aleaciones de Zinc 0.51 0.76 Dado
Aleaciones de Aluminio 1.27 1.52 Dado
Aleaciones de Magnesio 1.27 1.52 Dado
Las secciones de la parte que se proyectan dentro del molde deben tener inclinación, dependiendo del
tipo de proceso de vaciado. Las inclinaciones permisibles para vaciado de componentes en arena es cera de 1
grado y 2-3 grados para procesos de moldeado permanente. La Tabla 6.6 recomienda ángulos de inclinación
para las superficies externas para vaciado en moldes de arena.
T
1.5T
1.5T
Diseño pobre Diseño mejorado
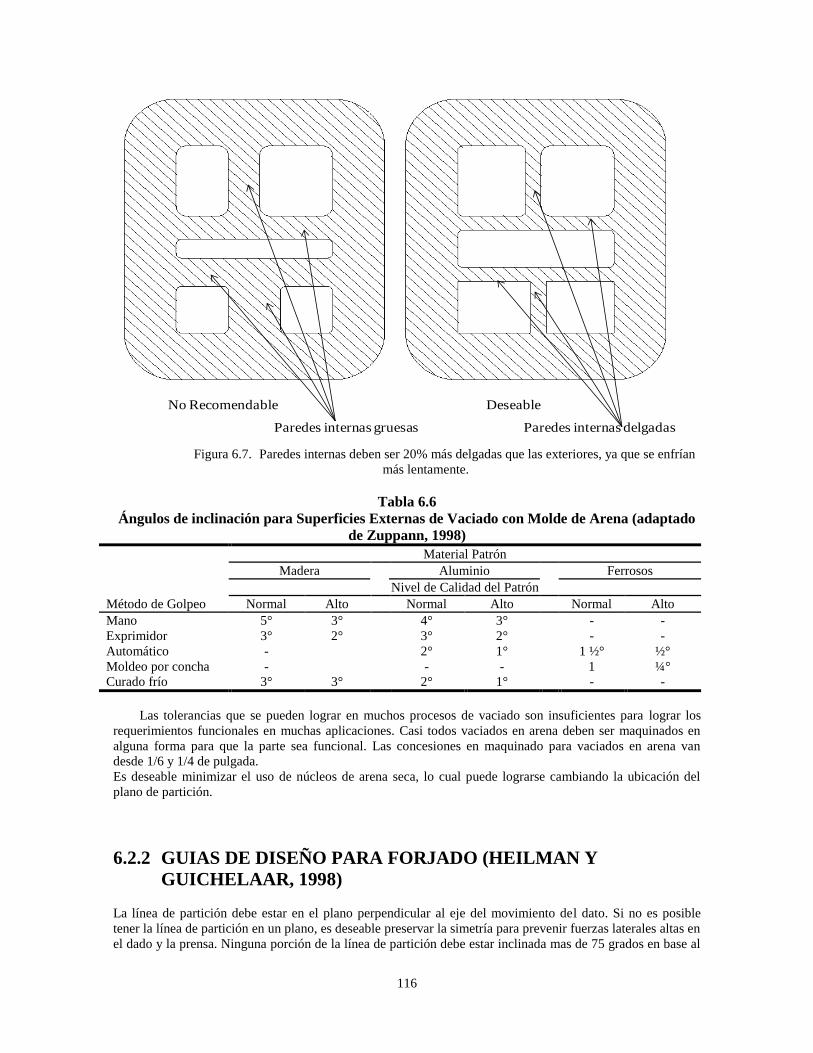
116
No Recomendable Deseable
Paredes internas gruesas Paredes internas delgadas
Figura 6.7. Paredes internas deben ser 20% más delgadas que las exteriores, ya que se enfrían
más lentamente.
Tabla 6.6
Ángulos de inclinación para Superficies Externas de Vaciado con Molde de Arena (adaptado
de Zuppann, 1998)
Material Patrón
Madera Aluminio Ferrosos
Nivel de Calidad del Patrón
Método de Golpeo Normal Alto Normal Alto Normal Alto
Mano 5° 3° 4° 3° - -
Exprimidor 3° 2° 3° 2° - -
Automático - 2° 1° 1 ½° ½°
Moldeo por concha - - - 1 ¼°
Curado frío 3° 3° 2° 1° - -
Las tolerancias que se pueden lograr en muchos procesos de vaciado son insuficientes para lograr los
requerimientos funcionales en muchas aplicaciones. Casi todos vaciados en arena deben ser maquinados en
alguna forma para que la parte sea funcional. Las concesiones en maquinado para vaciados en arena van
desde 1/6 y 1/4 de pulgada.
Es deseable minimizar el uso de núcleos de arena seca, lo cual puede lograrse cambiando la ubicación del
plano de partición.
6.2.2 GUIAS DE DISEÑO PARA FORJADO (HEILMAN Y
GUICHELAAR, 1998)
La línea de partición debe estar en el plano perpendicular al eje del movimiento del dato. Si no es posible
tener la línea de partición en un plano, es deseable preservar la simetría para prevenir fuerzas laterales altas en
el dado y la prensa. Ninguna porción de la línea de partición debe estar inclinada mas de 75 grados en base al
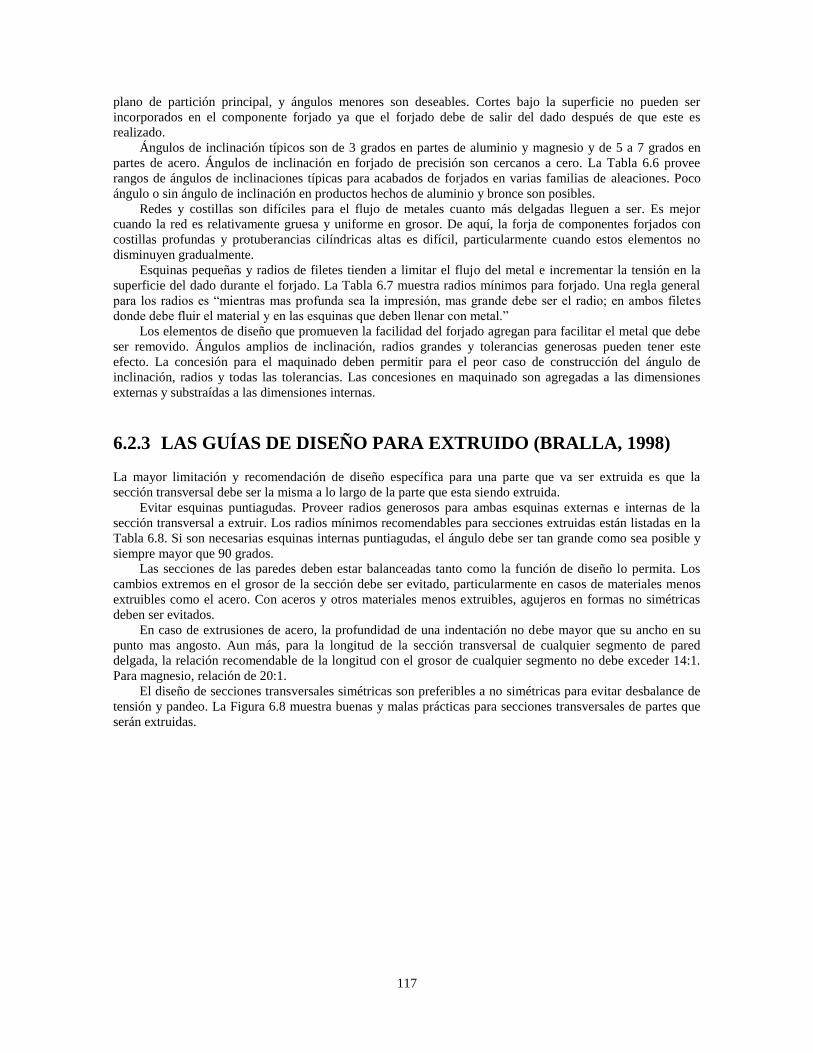
117
plano de partición principal, y ángulos menores son deseables. Cortes bajo la superficie no pueden ser
incorporados en el componente forjado ya que el forjado debe de salir del dado después de que este es
realizado.
Ángulos de inclinación típicos son de 3 grados en partes de aluminio y magnesio y de 5 a 7 grados en
partes de acero. Ángulos de inclinación en forjado de precisión son cercanos a cero. La Tabla 6.6 provee
rangos de ángulos de inclinaciones típicas para acabados de forjados en varias familias de aleaciones. Poco
ángulo o sin ángulo de inclinación en productos hechos de aluminio y bronce son posibles.
Redes y costillas son difíciles para el flujo de metales cuanto más delgadas lleguen a ser. Es mejor
cuando la red es relativamente gruesa y uniforme en grosor. De aquí, la forja de componentes forjados con
costillas profundas y protuberancias cilíndricas altas es difícil, particularmente cuando estos elementos no
disminuyen gradualmente.
Esquinas pequeñas y radios de filetes tienden a limitar el flujo del metal e incrementar la tensión en la
superficie del dado durante el forjado. La Tabla 6.7 muestra radios mínimos para forjado. Una regla general
para los radios es “mientras mas profunda sea la impresión, mas grande debe ser el radio; en ambos filetes
donde debe fluir el material y en las esquinas que deben llenar con metal.”
Los elementos de diseño que promueven la facilidad del forjado agregan para facilitar el metal que debe
ser removido. Ángulos amplios de inclinación, radios grandes y tolerancias generosas pueden tener este
efecto. La concesión para el maquinado deben permitir para el peor caso de construcción del ángulo de
inclinación, radios y todas las tolerancias. Las concesiones en maquinado son agregadas a las dimensiones
externas y substraídas a las dimensiones internas.
6.2.3 LAS GUÍAS DE DISEÑO PARA EXTRUIDO (BRALLA, 1998)
La mayor limitación y recomendación de diseño específica para una parte que va ser extruida es que la
sección transversal debe ser la misma a lo largo de la parte que esta siendo extruida.
Evitar esquinas puntiagudas. Proveer radios generosos para ambas esquinas externas e internas de la
sección transversal a extruir. Los radios mínimos recomendables para secciones extruidas están listadas en la
Tabla 6.8. Si son necesarias esquinas internas puntiagudas, el ángulo debe ser tan grande como sea posible y
siempre mayor que 90 grados.
Las secciones de las paredes deben estar balanceadas tanto como la función de diseño lo permita. Los
cambios extremos en el grosor de la sección debe ser evitado, particularmente en casos de materiales menos
extruibles como el acero. Con aceros y otros materiales menos extruibles, agujeros en formas no simétricas
deben ser evitados.
En caso de extrusiones de acero, la profundidad de una indentación no debe mayor que su ancho en su
punto mas angosto. Aun más, para la longitud de la sección transversal de cualquier segmento de pared
delgada, la relación recomendable de la longitud con el grosor de cualquier segmento no debe exceder 14:1.
Para magnesio, relación de 20:1.
El diseño de secciones transversales simétricas son preferibles a no simétricas para evitar desbalance de
tensión y pandeo. La Figura 6.8 muestra buenas y malas prácticas para secciones transversales de partes que
serán extruidas.
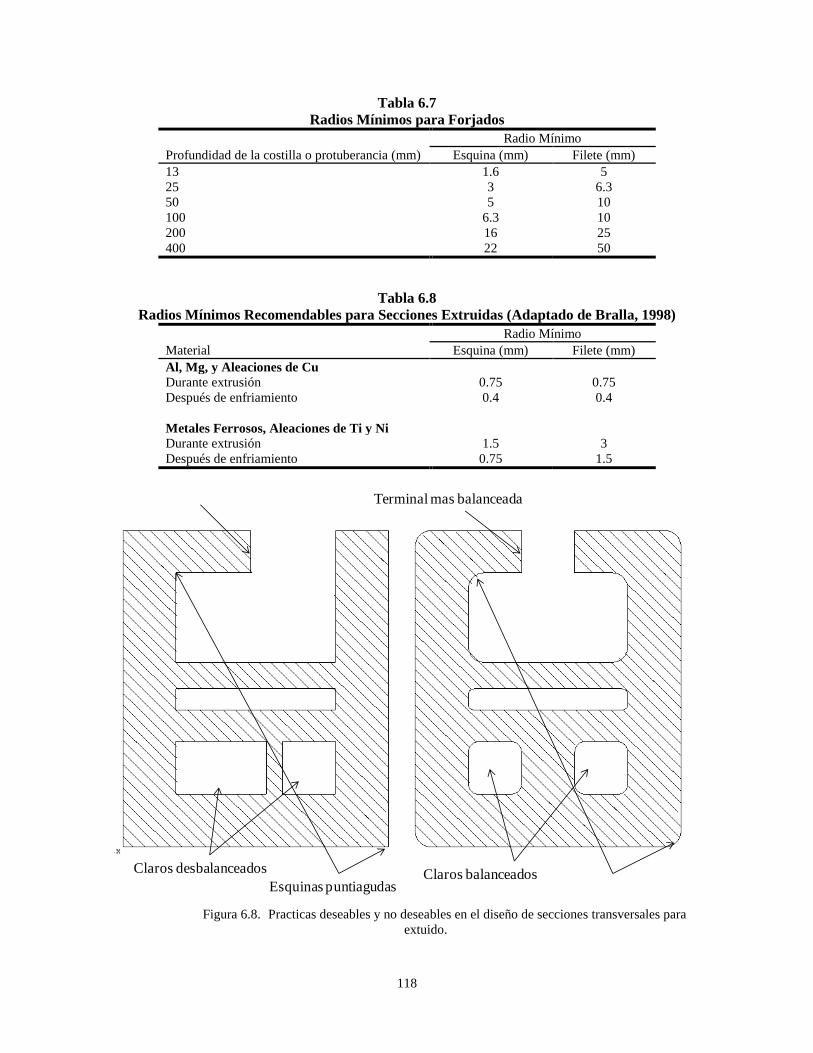
118
Tabla 6.7
Radios Mínimos para Forjados
Radio Mínimo
Profundidad de la costilla o protuberancia (mm) Esquina (mm) Filete (mm)
13 1.6 5
25 3 6.3
50 5 10
100 6.3 10
200 16 25
400 22 50
Tabla 6.8
Radios Mínimos Recomendables para Secciones Extruidas (Adaptado de Bralla, 1998)
Radio Mínimo
Material Esquina (mm) Filete (mm)
Al, Mg, y Aleaciones de Cu
Durante extrusión 0.75 0.75
Después de enfriamiento 0.4 0.4
Metales Ferrosos, Aleaciones de Ti y Ni
Durante extrusión 1.5 3
Después de enfriamiento 0.75 1.5
Figura 6.8. Practicas deseables y no deseables en el diseño de secciones transversales para
extuido.
Terminal mas balanceada
Claros desbalanceados Claros balanceadosEsquinas puntiagudas
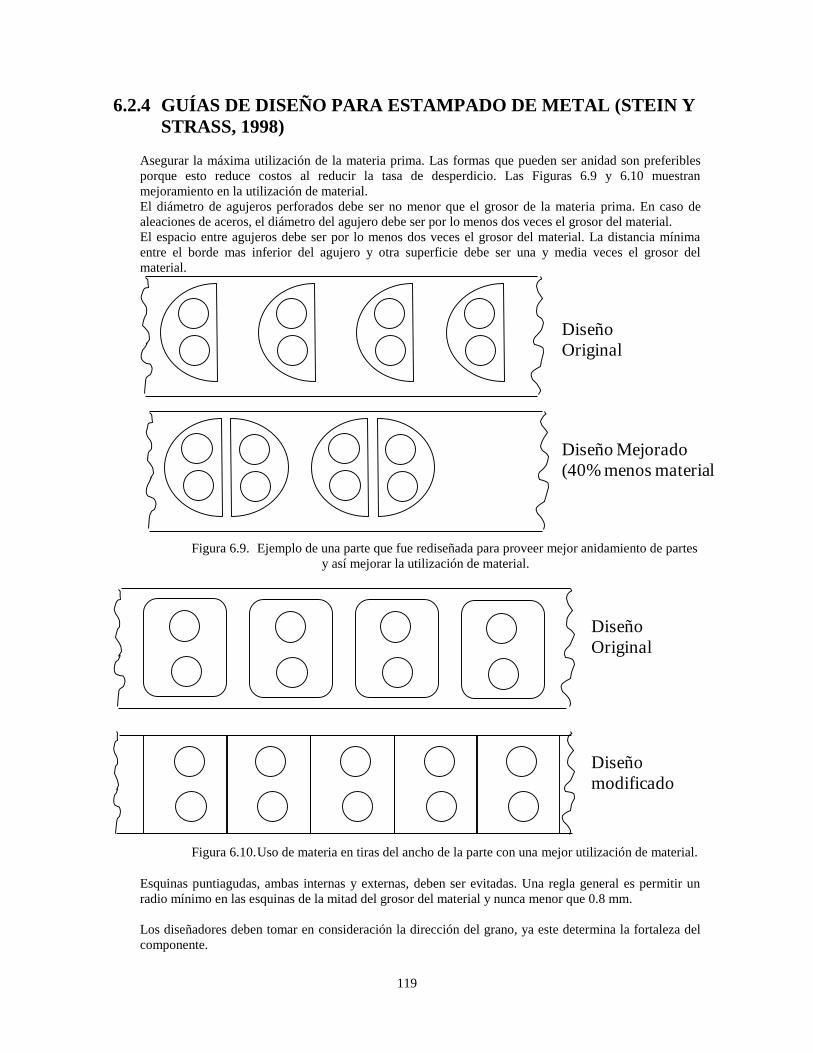
119
6.2.4 GUÍAS DE DISEÑO PARA ESTAMPADO DE METAL (STEIN Y
STRASS, 1998)
Asegurar la máxima utilización de la materia prima. Las formas que pueden ser anidad son preferibles
porque esto reduce costos al reducir la tasa de desperdicio. Las Figuras 6.9 y 6.10 muestran
mejoramiento en la utilización de material.
El diámetro de agujeros perforados debe ser no menor que el grosor de la materia prima. En caso de
aleaciones de aceros, el diámetro del agujero debe ser por lo menos dos veces el grosor del material.
El espacio entre agujeros debe ser por lo menos dos veces el grosor del material. La distancia mínima
entre el borde mas inferior del agujero y otra superficie debe ser una y media veces el grosor del
material.
Figura 6.9. Ejemplo de una parte que fue rediseñada para proveer mejor anidamiento de partes
y así mejorar la utilización de material.
Figura 6.10. Uso de materia en tiras del ancho de la parte con una mejor utilización de material.
Esquinas puntiagudas, ambas internas y externas, deben ser evitadas. Una regla general es permitir un
radio mínimo en las esquinas de la mitad del grosor del material y nunca menor que 0.8 mm.
Los diseñadores deben tomar en consideración la dirección del grano, ya este determina la fortaleza del
componente.
Diseño
Original
Diseño Mejorado
(40% menos material
Diseño
Original
Diseño
modificado
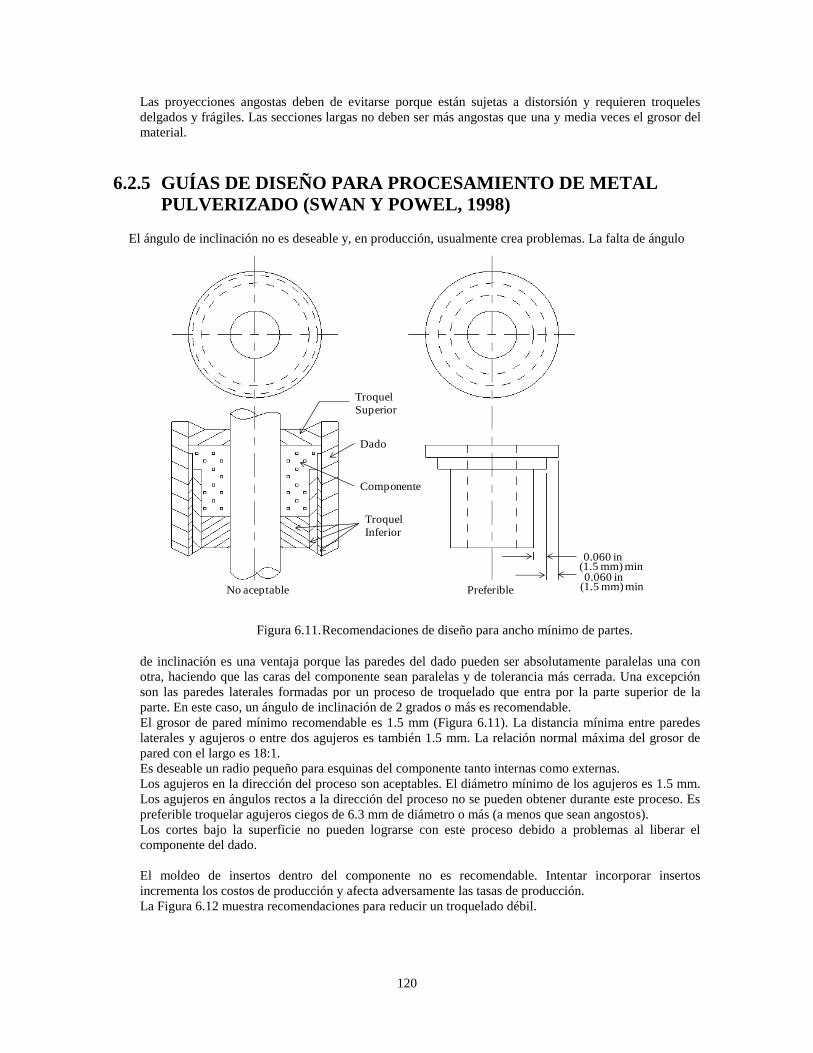
120
Las proyecciones angostas deben de evitarse porque están sujetas a distorsión y requieren troqueles
delgados y frágiles. Las secciones largas no deben ser más angostas que una y media veces el grosor del
material.
6.2.5 GUÍAS DE DISEÑO PARA PROCESAMIENTO DE METAL
PULVERIZADO (SWAN Y POWEL, 1998)
El ángulo de inclinación no es deseable y, en producción, usualmente crea problemas. La falta de ángulo
Figura 6.11. Recomendaciones de diseño para ancho mínimo de partes.
de inclinación es una ventaja porque las paredes del dado pueden ser absolutamente paralelas una con
otra, haciendo que las caras del componente sean paralelas y de tolerancia más cerrada. Una excepción
son las paredes laterales formadas por un proceso de troquelado que entra por la parte superior de la
parte. En este caso, un ángulo de inclinación de 2 grados o más es recomendable.
El grosor de pared mínimo recomendable es 1.5 mm (Figura 6.11). La distancia mínima entre paredes
laterales y agujeros o entre dos agujeros es también 1.5 mm. La relación normal máxima del grosor de
pared con el largo es 18:1.
Es deseable un radio pequeño para esquinas del componente tanto internas como externas.
Los agujeros en la dirección del proceso son aceptables. El diámetro mínimo de los agujeros es 1.5 mm.
Los agujeros en ángulos rectos a la dirección del proceso no se pueden obtener durante este proceso. Es
preferible troquelar agujeros ciegos de 6.3 mm de diámetro o más (a menos que sean angostos).
Los cortes bajo la superficie no pueden lograrse con este proceso debido a problemas al liberar el
componente del dado.
El moldeo de insertos dentro del componente no es recomendable. Intentar incorporar insertos
incrementa los costos de producción y afecta adversamente las tasas de producción.
La Figura 6.12 muestra recomendaciones para reducir un troquelado débil.
0.060 in(1.5 mm) min0.060 in
(1.5 mm) min
Troquel
Superior
Dado
Componente
Troquel
Inferior
No aceptable Preferible
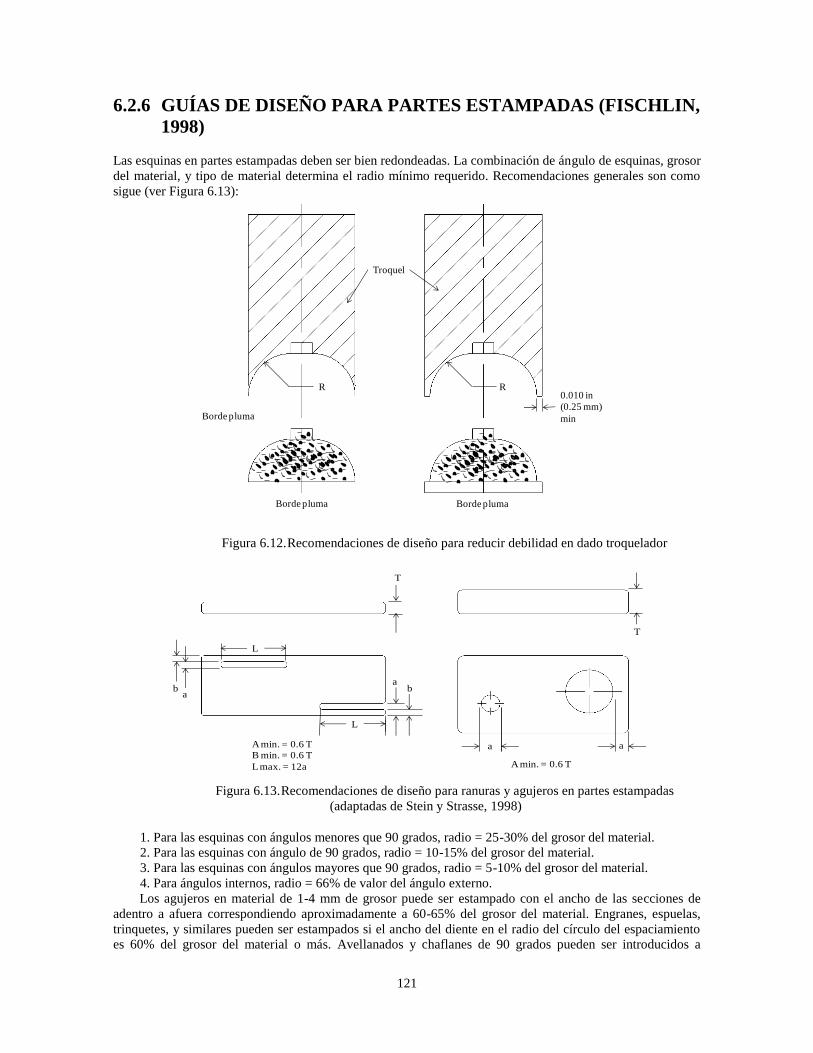
121
6.2.6 GUÍAS DE DISEÑO PARA PARTES ESTAMPADAS (FISCHLIN,
1998)
Las esquinas en partes estampadas deben ser bien redondeadas. La combinación de ángulo de esquinas, grosor
del material, y tipo de material determina el radio mínimo requerido. Recomendaciones generales son como
sigue (ver Figura 6.13):
Figura 6.12. Recomendaciones de diseño para reducir debilidad en dado troquelador
Figura 6.13. Recomendaciones de diseño para ranuras y agujeros en partes estampadas
(adaptadas de Stein y Strasse, 1998)
1. Para las esquinas con ángulos menores que 90 grados, radio = 25-30% del grosor del material.
2. Para las esquinas con ángulo de 90 grados, radio = 10-15% del grosor del material.
3. Para las esquinas con ángulos mayores que 90 grados, radio = 5-10% del grosor del material.
4. Para ángulos internos, radio = 66% de valor del ángulo externo.
Los agujeros en material de 1-4 mm de grosor puede ser estampado con el ancho de las secciones de
adentro a afuera correspondiendo aproximadamente a 60-65% del grosor del material. Engranes, espuelas,
trinquetes, y similares pueden ser estampados si el ancho del diente en el radio del círculo del espaciamiento
es 60% del grosor del material o más. Avellanados y chaflanes de 90 grados pueden ser introducidos a
Borde pluma
Borde pluma Borde pluma
0.010 in
(0.25 mm)
min
RR
Troquel
L
a
ab b
L
T
T
A min. = 0.6 T
B min. = 0.6 T
L max. = 12a A min. = 0.6 T
a a
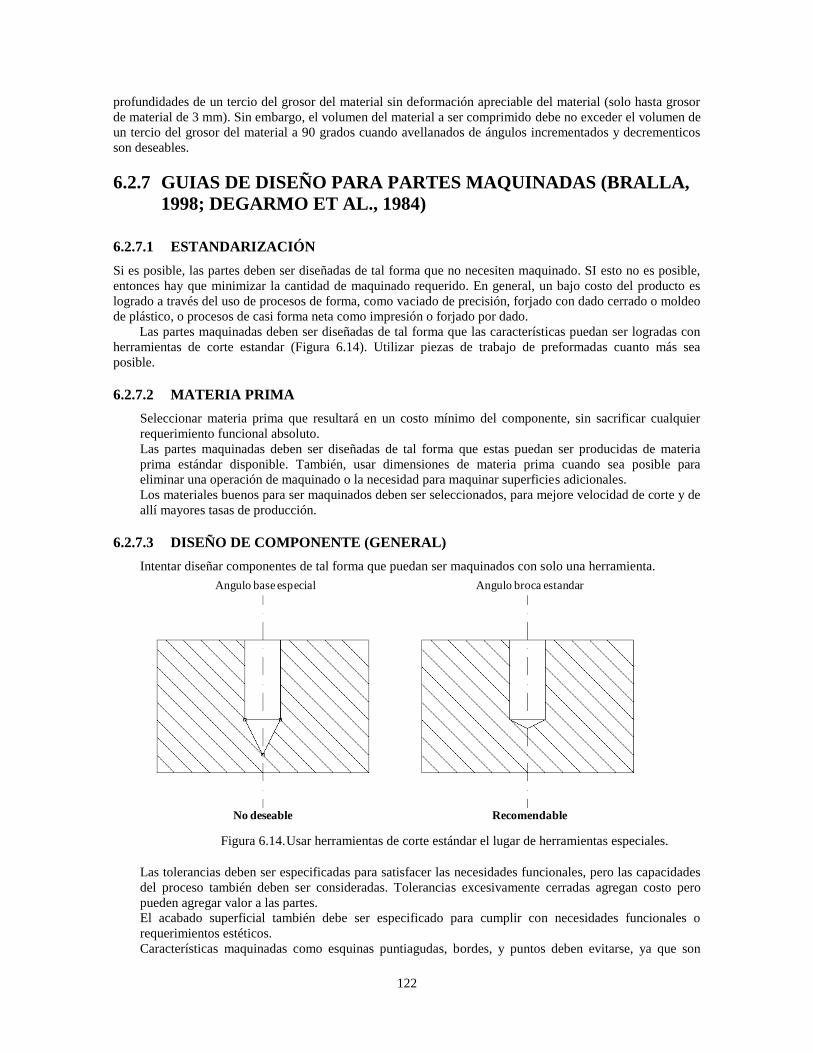
122
profundidades de un tercio del grosor del material sin deformación apreciable del material (solo hasta grosor
de material de 3 mm). Sin embargo, el volumen del material a ser comprimido debe no exceder el volumen de
un tercio del grosor del material a 90 grados cuando avellanados de ángulos incrementados y decrementicos
son deseables.
6.2.7 GUIAS DE DISEÑO PARA PARTES MAQUINADAS (BRALLA,
1998; DEGARMO ET AL., 1984)
6.2.7.1 ESTANDARIZACIÓN
Si es posible, las partes deben ser diseñadas de tal forma que no necesiten maquinado. SI esto no es posible,
entonces hay que minimizar la cantidad de maquinado requerido. En general, un bajo costo del producto es
logrado a través del uso de procesos de forma, como vaciado de precisión, forjado con dado cerrado o moldeo
de plástico, o procesos de casi forma neta como impresión o forjado por dado.
Las partes maquinadas deben ser diseñadas de tal forma que las características puedan ser logradas con
herramientas de corte estandar (Figura 6.14). Utilizar piezas de trabajo de preformadas cuanto más sea
posible.
6.2.7.2 MATERIA PRIMA
Seleccionar materia prima que resultará en un costo mínimo del componente, sin sacrificar cualquier
requerimiento funcional absoluto.
Las partes maquinadas deben ser diseñadas de tal forma que estas puedan ser producidas de materia
prima estándar disponible. También, usar dimensiones de materia prima cuando sea posible para
eliminar una operación de maquinado o la necesidad para maquinar superficies adicionales.
Los materiales buenos para ser maquinados deben ser seleccionados, para mejore velocidad de corte y de
allí mayores tasas de producción.
6.2.7.3 DISEÑO DE COMPONENTE (GENERAL)
Intentar diseñar componentes de tal forma que puedan ser maquinados con solo una herramienta.
Figura 6.14. Usar herramientas de corte estándar el lugar de herramientas especiales.
Las tolerancias deben ser especificadas para satisfacer las necesidades funcionales, pero las capacidades
del proceso también deben ser consideradas. Tolerancias excesivamente cerradas agregan costo pero
pueden agregar valor a las partes.
El acabado superficial también debe ser especificado para cumplir con necesidades funcionales o
requerimientos estéticos.
Características maquinadas como esquinas puntiagudas, bordes, y puntos deben evitarse, ya que son
Angulo base especial Angulo broca estandar
No deseable Recomendable
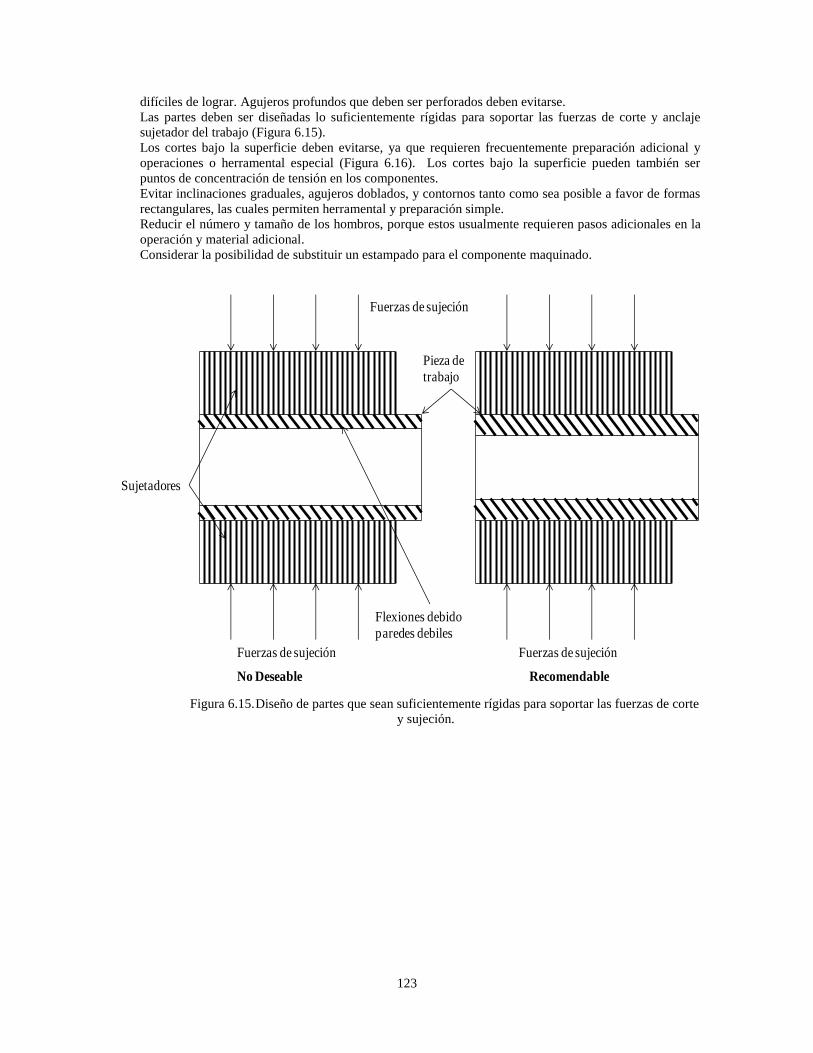
123
difíciles de lograr. Agujeros profundos que deben ser perforados deben evitarse.
Las partes deben ser diseñadas lo suficientemente rígidas para soportar las fuerzas de corte y anclaje
sujetador del trabajo (Figura 6.15).
Los cortes bajo la superficie deben evitarse, ya que requieren frecuentemente preparación adicional y
operaciones o herramental especial (Figura 6.16). Los cortes bajo la superficie pueden también ser
puntos de concentración de tensión en los componentes.
Evitar inclinaciones graduales, agujeros doblados, y contornos tanto como sea posible a favor de formas
rectangulares, las cuales permiten herramental y preparación simple.
Reducir el número y tamaño de los hombros, porque estos usualmente requieren pasos adicionales en la
operación y material adicional.
Considerar la posibilidad de substituir un estampado para el componente maquinado.
Figura 6.15. Diseño de partes que sean suficientemente rígidas para soportar las fuerzas de corte
y sujeción.
Sujetadores
Pieza de
trabajo
Fuerzas de sujeción
Flexiones debido
paredes debiles
Fuerzas de sujeciónFuerzas de sujeción
No Deseable Recomendable
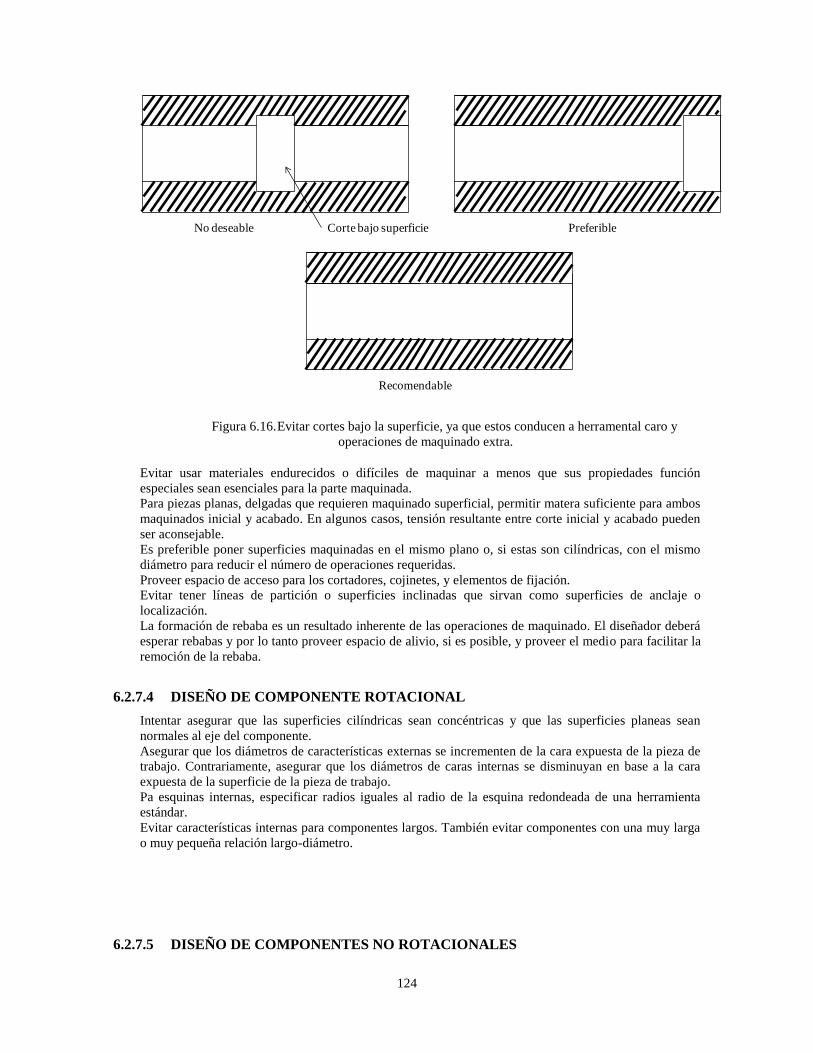
124
Figura 6.16. Evitar cortes bajo la superficie, ya que estos conducen a herramental caro y
operaciones de maquinado extra.
Evitar usar materiales endurecidos o difíciles de maquinar a menos que sus propiedades función
especiales sean esenciales para la parte maquinada.
Para piezas planas, delgadas que requieren maquinado superficial, permitir matera suficiente para ambos
maquinados inicial y acabado. En algunos casos, tensión resultante entre corte inicial y acabado pueden
ser aconsejable.
Es preferible poner superficies maquinadas en el mismo plano o, si estas son cilíndricas, con el mismo
diámetro para reducir el número de operaciones requeridas.
Proveer espacio de acceso para los cortadores, cojinetes, y elementos de fijación.
Evitar tener líneas de partición o superficies inclinadas que sirvan como superficies de anclaje o
localización.
La formación de rebaba es un resultado inherente de las operaciones de maquinado. El diseñador deberá
esperar rebabas y por lo tanto proveer espacio de alivio, si es posible, y proveer el medio para facilitar la
remoción de la rebaba.
6.2.7.4 DISEÑO DE COMPONENTE ROTACIONAL
Intentar asegurar que las superficies cilíndricas sean concéntricas y que las superficies planeas sean
normales al eje del componente.
Asegurar que los diámetros de características externas se incrementen de la cara expuesta de la pieza de
trabajo. Contrariamente, asegurar que los diámetros de caras internas se disminuyan en base a la cara
expuesta de la superficie de la pieza de trabajo.
Pa esquinas internas, especificar radios iguales al radio de la esquina redondeada de una herramienta
estándar.
Evitar características internas para componentes largos. También evitar componentes con una muy larga
o muy pequeña relación largo-diámetro.
6.2.7.5 DISEÑO DE COMPONENTES NO ROTACIONALES
Recomendable
PreferibleNo deseable Corte bajo superficie
125
Proveer una base para sujetar el trabajo y referencia.
Asegurar que la superficie expuesta del componente consista de una serie de superficies de plano
mutuamente perpendicular paralelas y normales a la base.
Asegurar que las esquinas internas sean normales a la base. También, asegurar que, para cavidades
maquinadas, las esquinas internas normales a la base tengan un radio grande como sea posible.
Si es posible, restringir el maquinado de planos de superficies (ranuras, canales, etc.) a una superficie del
componente.
Asegurar que, en componentes planos o cúbicos, los orificios principales sea normales a la base y
consistan de superficies cilíndricas de diámetro decreciente desde la cara expuesta de la pieza de trabajo.
Evitar orificios ciegos en componentes cúbicos grandes.
Evitar características maquinadas internas en componentes cúbicos tipo caja.
6.2.7.6 DISEÑO DE ENSAMBLE
Asegurar de que el ensamble sea posible.
Asegurar que cada operación de superficie maquinada en un componente tiene una superficie maquinada
correspondiente en el componente con el que se ensamblara.
Asegurar que las esquinas internas no interfieran con una esquina externa correspondiente en el
componente donde se ensamblará, esto es, diseñar espaciamiento adecuado.
6.2.8 GUÍAS DE DISEÑO PARA PARTES TORNILLO-MÁQUINA
(LEWIS, 1998)
Diseñar componentes de tal forma que el diámetro más grande del componente sea el mismo que el de la
barra de materia prima. Tamaños y formas estándar de barras de materia prima deben ser usadas en
preferencia de diámetros y formas especiales.
El diseño de partes tornillo máquina debe mantenerse tan simple como sea posible, tal que herramientas
estándar, tamaño de agujeros estándar, cuerdas de tornillo, ranuras, rallados, y similares puedan ser
rápidamente maquinados con materia prima disponible.
Evitar operaciones secundarias diseñando partes tal que los componentes sean completados con cortes de
en la barra de material.
La longitud externa de áreas formadas deben no exceder dos y media veces el diámetro mínimo de la
pieza de trabajo. Paredes laterales de canales y otras superficies per4pendiculares al eje de la pieza de
trabajo deben tener una pequeña inclinación. La mínima inclinación recomendable es medio grado.
Los cortes bajo la superficie externos o internos no son recomendables, ya que son difíciles de maquinar
y deben ser evitados.
La base agujeros ciegos deben tener ángulos estándar. Aunque profundo, agujeros angostos pueden ser
proveídos si es necesario, es mejor limitar la profundidad de agujeros ciegos a tres o cuatro veces el
diámetro del trabajo.
Las roscas de tornillos roladas son preferibles a roscas cortadas en productos de tornillo-máquina.
Proveer chaflanes e inclinaciones reduce problemas de rebaba (Figura 6.17).
Áreas ralladas deben mantenerse angostas. Un ancho del rallado no debe exceder su diámetro.
Las esquinas puntiagudas en el diseño de partes tornillo-máquina debe ser evitado (Figura 6.18).
Esquinas puntiagudas, tanto internas como externas, causan debilitamiento y fabricación más cotosa de
la forma de la herramienta. Es preferible ya sea proveer un chaflan en la esquina o un corte bajo la
superficie.
Cuando se requiere un terminación esférica en partes tornillo-máquina, es mejor diseñar el radio de la
terminal esférica que sea mas grande que el radio de la porción cilíndrica que se unirá. Así que, como
una rejla de cajón, el radio de la terminal esférica es diseñado mayor que D/2 donde D es el diámetro de
la parte.
6.2.9 GUIAS DE DISEÑO PARA MAQUINADO (JUDSON, 1998)
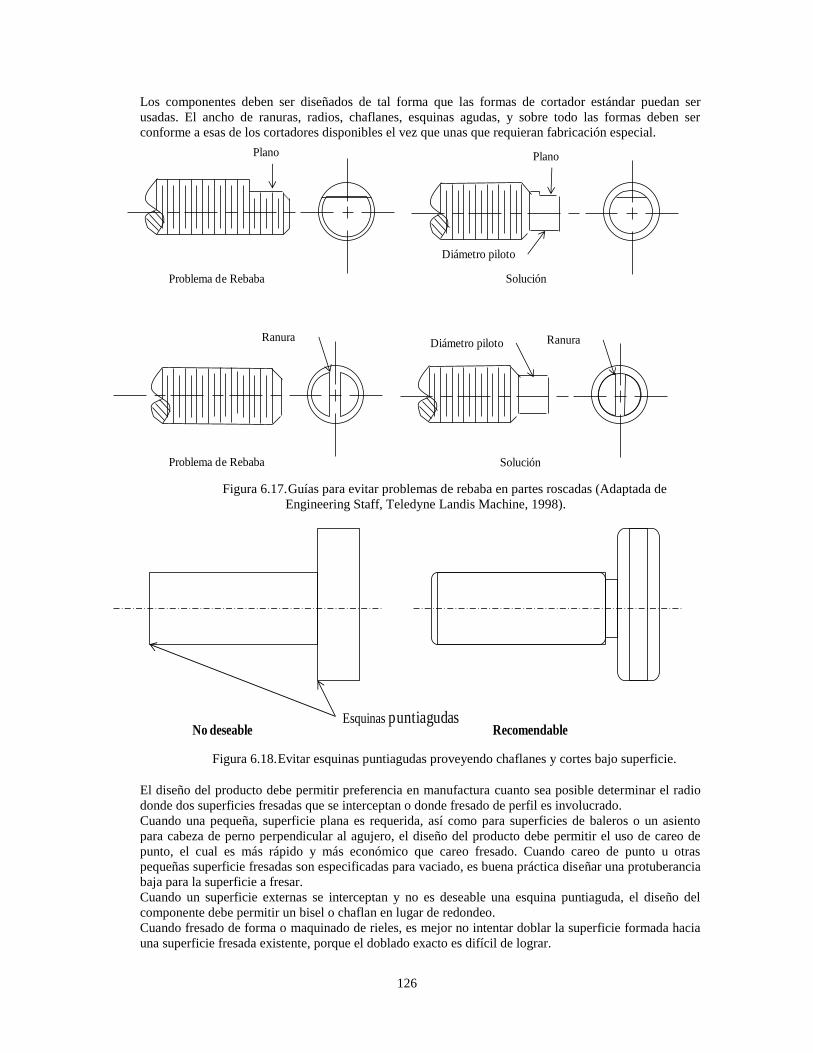
126
Los componentes deben ser diseñados de tal forma que las formas de cortador estándar puedan ser
usadas. El ancho de ranuras, radios, chaflanes, esquinas agudas, y sobre todo las formas deben ser
conforme a esas de los cortadores disponibles el vez que unas que requieran fabricación especial.
Figura 6.17. Guías para evitar problemas de rebaba en partes roscadas (Adaptada de
Engineering Staff, Teledyne Landis Machine, 1998).
Figura 6.18. Evitar esquinas puntiagudas proveyendo chaflanes y cortes bajo superficie.
El diseño del producto debe permitir preferencia en manufactura cuanto sea posible determinar el radio
donde dos superficies fresadas que se interceptan o donde fresado de perfil es involucrado.
Cuando una pequeña, superficie plana es requerida, así como para superficies de baleros o un asiento
para cabeza de perno perpendicular al agujero, el diseño del producto debe permitir el uso de careo de
punto, el cual es más rápido y más económico que careo fresado. Cuando careo de punto u otras
pequeñas superficie fresadas son especificadas para vaciado, es buena práctica diseñar una protuberancia
baja para la superficie a fresar.
Cuando un superficie externas se interceptan y no es deseable una esquina puntiaguda, el diseño del
componente debe permitir un bisel o chaflan en lugar de redondeo.
Cuando fresado de forma o maquinado de rieles, es mejor no intentar doblar la superficie formada hacia
una superficie fresada existente, porque el doblado exacto es difícil de lograr.
Plano Plano
Diámetro piloto
SoluciónProblema de Rebaba
Problema de Rebaba
RanuraDiámetro piloto Ranura
Solución
Esquinas puntiagudasNo deseable Recomendable
127
El diseño de ranuras guía debe permitir al cortador de la ranura guía viajar paralela al centro del eje de la
flecha y desde su propio radio al final.
Un diseño que requiere el fresado de superficies adyacentes a un hombro o borde debe proveer espacio
para la trayectoria del cortador. Se recomienda que el componente sea diseñado tal que el fresado de
líneas de partición, áreas intermitentes, y componentes soldados generalmente extenderán la vida del
cortador. El diseño del componente debe proveer espacio para permitir el uso de cortadores de mayor
tamaño en vez de cortadores pequeños para permitir tasas de remoción de material mayores.
En caso de ranuras con cortadores de un punto en acero dulce, la profundidad no debe exceder el
diámetro del cortador.
6.2.10 GUÍAS DE DISEÑO PARA CEPILLADO Y FORMADO
(BRALLA, 1998)
Las partes deben diseñarse tal que estas puedan ser fácilmente ancladas a la mesa de trabajo y sean
suficientemente robustas para soportar pandeos durante el maquinado.
Es preferible poner superficies maquinadas en el mismo plano para reducir el número de operaciones
requeridas.
Evitar superficies múltiples que no sean paralelas a la dirección del movimiento de vaivén de la
herramienta de corte.
Permitir un porción de relieve al final de la superficie maquinada, porque cepillos y formadoras pueden
cortar solo hasta 6 mm de la obstrucción o el fin de un agujero ciego.
El tamaño mínimo de los agujeros en los cuales una ranura guía o ranura puede ser maquinada con un
ranurador o formador es cerca de 1 pulgada.
Debido a la falta de rigidez de herramientas de corte con extensiones largas, no es plausible maquinar
ranuras más grandes que cuatro veces el diámetro del agujero.
6.2.11 GUÍAS DE DISEÑO PARA ROSCAS DE TORNILLOS
(ENGINEERING STAFF, TELEDYNE LANDIS MACHINE,
1998)
Las roscas externas deben ser diseñadas tal que estas no terminen demasiado cerca del hombro o
diámetro grande a unirse. El ancho de este espacio, alivio, compensación, depende del tamaño de la
rosca, la aspereza de la rosca, y el ángulo del valle de la herramienta de roscado. Las roscas internas
deben tener un alivio similar o corte bajo la superficie.
En casos donde no se requiere alta fortaleza en las roscas, el uso de reducción en la forma de la altura de
la rosca es recomendable.
Es recomendable tener longitudes cortas de roscas consistentes con los requerimientos de
funcionamiento.
Todos los productos roscados deben tener chaflanes al final de las roscas externas y avellanado el final
de las roscas internas.
La superficie al inicio de la terminación de la rosca de tornillo deben ser plana y cuadrada con respecto
del eje central de la rosca.
El uso de formas y tamaños de de roscas estándar es económico y recomendable.
Las partes tubulares deben tener una pared suficientemente gruesa para soportar la presión de la acción
de corte o formado.
Las roscas que sean esmeriladas no deben ser especificadas tener esquinas puntiagudas en la base.
Roscas esmeriladas sin centro deben tener una relación longitud-diámetro de por lo menos 1:1, aunque
un longitud más larga que el diámetro es recomendable.
Las partes para roscas roladas tienen requerimientos similares de redondez, rectitud, y libertad que
chaflaneadores y brocas.
Excepto para esos de tamaños más grandes, roscas ásperas son un poco más económicas en producirse
que roscas finas.
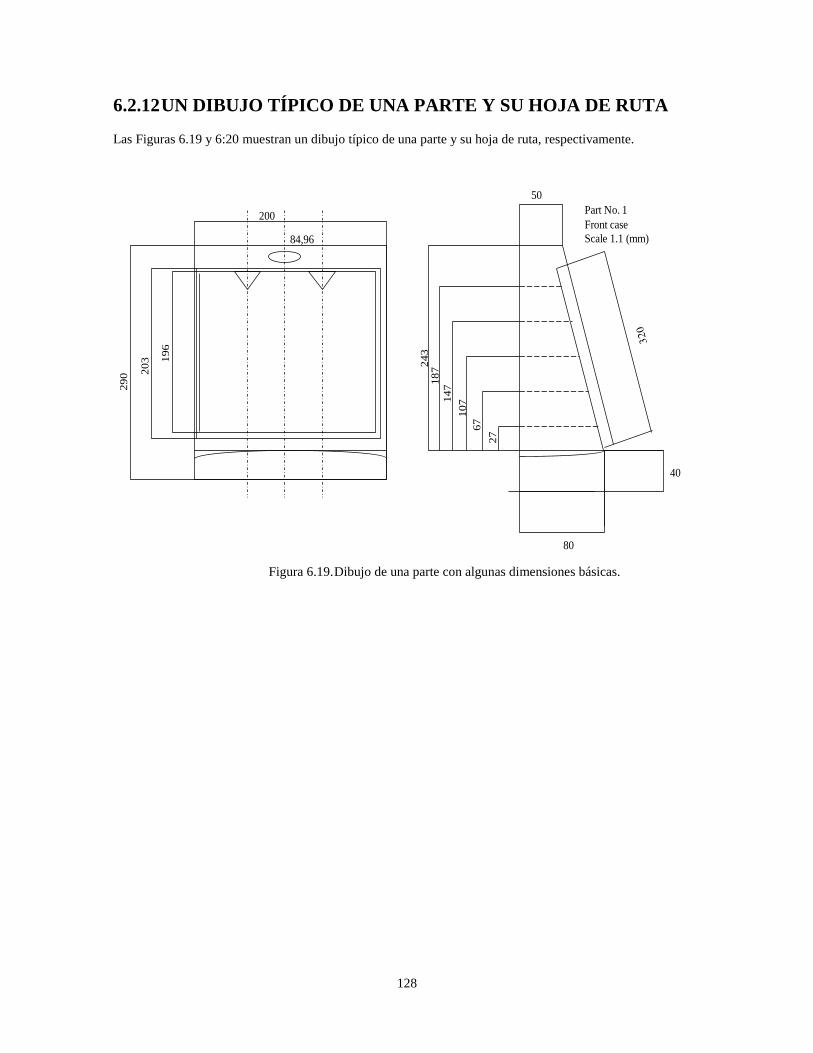
128
6.2.12 UN DIBUJO TÍPICO DE UNA PARTE Y SU HOJA DE RUTA
Las Figuras 6.19 y 6:20 muestran un dibujo típico de una parte y su hoja de ruta, respectivamente.
Figura 6.19. Dibujo de una parte con algunas dimensiones básicas.
29
0 203 1
96
200
84,96
24
3187
14
7
10
7
67
27
50
80
40
Part No. 1
Front case
Scale 1.1 (mm)

129
NO. PARTE P1250-2335 FECHA EFECTIVA 3/23/2005 HOJA 1 DE 1
NOMBRE DE PARTE FRONT OUTERCASING PLANEADOR U. SMITH
NO. DEPT. OPERACIÓN DESCRIPCIÓN MÁQUINA REQUERIDA TIEMPO
ESTÁNDAR
(secs) 27 10 Obtener gránulos de
termoplástico del área de
materia prima
Manual -
102 20 Cargar gránulos en el silo
alimentador
#2ACBX 4.7
30 30 Activar máquina Manual
Moldeadora por inyección
5
30 40 Tiempo de proceso #2ACBX
Moldeadora por inyección
30
56 50 Enfriar partes y luego eyectar
inspeccionar partes por QC-NA
11-1230
#2ACBX
30
50 60 1230 Manual 10
29 70 Poner partes en contenedor Manual 10
Figura 6.20. Una hoja típica de ruta para la parte mostrada en la Figura 6.19.
Referencias
Bralla, J. G., ed. Design for Manufacturability Handbook, 2nd ed., ed. J. G. Bralla. New York: McGraw-Hill, 1998.
DeGarmo, E. P., J. T. Black, and R. A. Kohser. Materials and Processing in Manufacturing. 6th ed. New York:
Mcmillan Publishing Company, 1984.
Engineering Staff, Teledyne Landis Machines. “Roscas de Tornillos.” In Design for Manufacturability Handbook,
2nd ed. New York: McGraw-Hill, 1998.
Fischlin, J. K. “Fine-Blanked Parts.” In Design for Manufacturability Handbook, 2nd ed. New York: McGraw-Hill,
1998.
Groover, M. P. Fundamentals of Modern Manufacturing: Materials, Processes, and Systems, Upper Saddle River,
NJ: Prentice Hall, 1996.
Heilman, M. H., and P. J. Guichelaar. “Forgings.” In Design for Manufacturability Handbook, 2nd ed. New York:
McGraw-Hill, 1998.
Judson, T. W. “Parts Produced on Milling Machines.” In Design for Manufacturability Handbook, 2nd ed. New
York: McGraw-Hill, 1998.
Lewis, F. W. “Screw-Machine Products.” In Design for Manufacturability Handbook, 2nd ed. New York: McGraw-
Hill, 1998.
Stein, J., and F. Strasse. “Metal Stamping.” In Design for Manufacturability Handbook, 2nd ed. New York:
McGraw-Hill, 1998.
Swan, B. H., and Powell, C. J. “Powder Metallurgy parts.” In Design for Manufacturability Handbook, 2nd ed.
New York: McGraw-Hill, 1998.
Zuppann, E. C. “Castings Made in Sand Molds.” In Design for Manufacturability Handbook, 2nd ed. New York:
McGraw-Hill, 1998.

130
Chapter 7
Diseñando para Ensamble y
Desensamble
INTRODUCCIÓN
7.1.1 DEFINICIÓN E IMPLEMENTACIÓN DEL PROCESO DE
ENSAMBLE
Un producto de consumo frecuentemente es un ensamblaje de varios componentes individuales. Cada
componente ha sido planeado, diseñado, y manufacturado separadamente. Sin embargo, por si mismos, hay
muy poco uso para los componentes. Solo después de que son ensamblados en el producto final pueden ellos
efectivamente desempeñar su función que se espera.
El ensamble de un producto es una función de los parámetros de diseño que son intensivo (propiedades
de materiales) y extensivo (atributos físicos) en naturaleza. Ejemplo de tales parámetros de diseño incluyen
pero no son limitados a forma, tamaño, compatibilidad de material, flexibilidad, y conductividad térmica. Es
fácil ver que, cuando los componentes individuales son manufacturados con facilidad de ensamble en mente,
el resultado es una reducción significativa en tiempos de entrega del ensamble. Esto conduce a ahorros en
recursos (ambos, materiales y humanos). Los diseñadores han agarrado el problema del diseño de productos
para ensamble desde por lo menos el inicio de la Revolución Industrial.
La importancia de diseño para ensamble fácil no puede ser sobre enfatizado. El caso de diseño para fácil
y eficiente (en términos de tiempo como la medida singular) ensamble ha sido realizado numerosas veces por
lo investigadores. Esto es obvio a la luz del hecho de que un producto con mayor frecuencia es el ensamblaje
de varios componentes individuales. El alineamiento espacial entre componentes importantes para el
funcionamiento es lo que hace que la función del producto. Dado este antecedente, es imperativo que cada
componente sea diseñado de tal forma a que alinee y se acople eficientemente. Esto implica el diseño y
procesamiento del componente en una manera específica con respecto a la forma, tamaño, tolerancia, y
acabado superficial. Un componente diseñado para ensamble conduce a una reducción substancial en tiempo
de ensamble así como también en costo.
7.1.2 DEFINICIÓN E IMPORTANCIA DEL PROCESO DE
DESENSAMBLE
En un contexto de ingeniería, desensamble es un proceso organizado de desmantelar sistemáticamente un
producto ensamblado (ensamble de componentes). Los productos pueden ser desensamblados para habilitar el
mantenimiento, incrementar los objetivos de servicio y/o afectar el fin de la vida, como reúso del producto, re
manufacturación, y reciclaje.
En contra de la intuición, el desensamble no es necesariamente lo opuesto a ensamble. En muchas
formas, los componentes necesitan ser diseñados para desensamble tal que el proceso pueda ser efectuado sin
daño a las propiedades intensivas y extensivas del producto. El desensamble a comenzado a ganar en
importancia como proceso comparativamente solo recientemente. Esto puede ser atribuido a la creciente
131
escases de recursos naturales, incremento en los costos de procesamiento para materiales vírgenes (como
hierro en obleas de mina para la manufactura de acero), y legislaciones ambientales para hacer a los
manufactureros más responsables con respecto de disposición de residuos.
DISEÑO PARA ENSAMBLE
7.2.1 DEFINICIÓN
Diseño para ensamble (DFA) busca simplificar el producto de tal forma que el costo de ensamble se reducido.
Consecuentemente, aplicaciones de principios de DFA al diseño de producto usualmente resultan en una
mejora de la calidad y confiabilidad y una reducción en equipamiento de producción e inventario de partes. Se
ha repetidamente observado que estos beneficios secundarios frecuentemente sobrepasan las reducciones de
costo en ensamble.
DFA, en principio, reconoce la necesidad de analizar el diseño de ambos la parte y el producto completo
para cualquier problema de ensamble el inicio del proceso para reducir costos durante el ciclo completo del
producto. Diseño para ensamble puede ser definido como un proceso para mejorar el diseño del producto para
ensamble fácil y de bajo costo. El cual es alcanzado por medio de un enfoque concurrente en los aspectos
duales de funcionalidad y facilidad de ensamble.
La práctica de DFA como una característica distintiva de diseño es un desarrollo relativamente reciente,
pero muchas compañías han estado haciendo DFA por un largo tiempo. Por ejemplo, General Electric publicó
un manual interno de producibilidad de la manufactura en los 1960s, el cual fue concebido para servir como
un conjunto de guías y datos de manufactura para los diseñadores. Estas guías incluían muchos de los
principios de DFA, como las conocemos hoy en día, sin nunca haber usado esa nomenclatura en particular o
distinguiéndola del resto del proceso de desarrollo del producto.
7.2.2 DIFERENTES MÉTODOS DE ENSAMBLE
Los diferentes métodos de ensamble son los siguientes:
Ensamble manual: El ensamble manual es un proceso caracterizado por operaciones ejecutadas
manualmente, con o sin la ayuda de herramientas simples, de propósito general, como destornilladores y
pinzas. El costo por unidad es constante, y el proceso requiere un inversión inicial pequeña. El ensamble
manual involucra partes que son transferidas a mesas de trabajo, donde el ensamble de componentes
individuales en el producto final toma lugar. Las herramientas de mano generalmente son usadas para
ayudar al trabajador para facilitar el ensamble. Sin embargo, este es el método de ensamble más flexible
y adaptable, hay usualmente un límite superior del volumen de producción, y los costos de mano de obra
son más altos (incluyendo beneficios, compensaciones a los trabajadores debido a fatiga y lesiones, y
tiempo extra para mantener un medioambiente limpio y saludable).
Ensamble automático: Frecuentemente referido como automatización fija, este método usa ya sea
máquinas indexadoras síncronas y alimentadores de partes o máquinas no síncronas, donde las partes son
manipuladas por un dispositivo de transferencia libre. El sistema generalmente es construido para un
solo producto y el costo por unidad se reduce con el incremento del volumen de producción.
Automatización fija o dura: La automatización fija o dura está caracterizada por involucrar una
máquina construida a la medida que ensambla solo un producto en específico y demanda una inversión
grande de capital. Así como el volumen de producción se incrementa, la fracción de capital de inversión
comparado con el total de las reducciones en los costos de manufactura de reduce. Mesas indexadoras,
alimentadores de partes, y control automático tipifican este método inherentemente rígido de ensamble.
El algunas instancias, el ensamble automático es también referido como ensamble tipo Detroit.
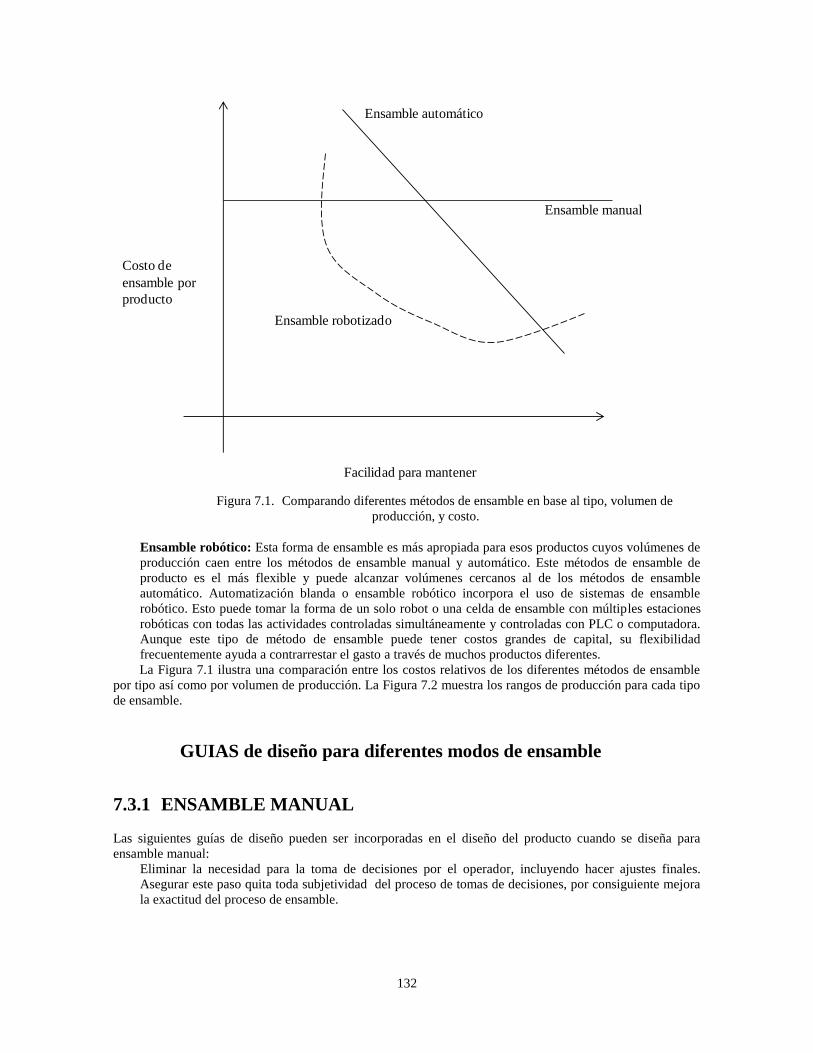
132
Figura 7.1. Comparando diferentes métodos de ensamble en base al tipo, volumen de
producción, y costo.
Ensamble robótico: Esta forma de ensamble es más apropiada para esos productos cuyos volúmenes de
producción caen entre los métodos de ensamble manual y automático. Este métodos de ensamble de
producto es el más flexible y puede alcanzar volúmenes cercanos al de los métodos de ensamble
automático. Automatización blanda o ensamble robótico incorpora el uso de sistemas de ensamble
robótico. Esto puede tomar la forma de un solo robot o una celda de ensamble con múltiples estaciones
robóticas con todas las actividades controladas simultáneamente y controladas con PLC o computadora.
Aunque este tipo de método de ensamble puede tener costos grandes de capital, su flexibilidad
frecuentemente ayuda a contrarrestar el gasto a través de muchos productos diferentes.
La Figura 7.1 ilustra una comparación entre los costos relativos de los diferentes métodos de ensamble
por tipo así como por volumen de producción. La Figura 7.2 muestra los rangos de producción para cada tipo
de ensamble.
GUIAS de diseño para diferentes modos de ensamble
7.3.1 ENSAMBLE MANUAL
Las siguientes guías de diseño pueden ser incorporadas en el diseño del producto cuando se diseña para
ensamble manual:
Eliminar la necesidad para la toma de decisiones por el operador, incluyendo hacer ajustes finales.
Asegurar este paso quita toda subjetividad del proceso de tomas de decisiones, por consiguiente mejora
la exactitud del proceso de ensamble.
Ensamble automático
Ensamble manual
Ensamble robotizado
Costo de
ensamble por
producto
Facilidad para mantener

133
Figura 7.2. Distinguiendo diferentes métodos de ensamble en base al rangos de producción.
Asegurar buena accesibilidad del producto así como visibilidad.
Eliminar la necesidad de herramientas de ensamble o medidores especiales diseñando componentes
individuales que se alinean y se posiciones por si mismos. Las partes que unen y acoplan unas con otras
eliminan la necesidad de sujetadores separados. Esto resulta en un ensamble con más rapidez así como
más económico.
Minimizar el número total de partes individuales, si es posible. Para facilitar este objetivo, componentes
multipropósito pueden ser usados.
Eliminar el exceso de partes y combinar dos o más partes en una, si es funcionalmente posible.
Evitar o minimizar la necesidad de reorientar la parte durante el proceso de ensamble. Asegurar que
todos los procesos de inserción sean simples. Evitar la necesidad de rotación, liberación, y volver a
sujetar. La inserción vertical siempre es preferible, ya que esta utiliza gravedad para completar la tarea.
El proceso de ensamble manual conlleva un excesivo manejo del componente por el operadora. Por eso,
los componentes necesitan ser diseñados con la visión de minimizar la necesidad de manejo extensivo para
hacer el proceso rápido y con mas exactitud. Las siguientes son guías para lograr este objetivo:
Diseñar partes que tienen simetría de fin a fin y simetría rotacional sobre el eje de rotación. Si esto no es
posible, el diseño deberá incorporar máxima simetría.
Cuando es imposible incorporar simetría en el diseño del producto, asimetría obvia debe usarse para
facilitar la facilidad de orientación e inserción.
Proveer opciones que prevengan que se atoren y enreden las partes.
Diseñar partes de tal forma que se poca o nula resistencia para la inserción. Esto puede facilitar
proveyendo chaflanes para guiar la inserción de dos partes que se acoplan.
Diseñar para métodos piramidal de ensamble, si es posible. Se debe prever la necesidad por ensamble
Volumen de producción anual
Número de
Componentes
1
Ensamble automático de
propósito especial
Uno/dos
Brazos robóticos
100 200 500
Estaciones múltiples
con robotsEnsamble
manual
5
134
progresivo sobre un eje de referencia. En general, es mejor ensamblar desde arriba.
Evitar sostener las partes. Si esto no es posible, la parte debe ser diseñada para que este segura o lo más
que se pueda después de ser insertada.
Diseñar las partes para facilitar el posicionamiento después de liberarlas. Liberar las partes antes de
posicionarlas es un problema de ensamble potencial.
El uso de sujetadores comunes incrementa el costo de ensamble en el orden siguiente: borde de sujeción,
dobles plástica, remachado, y atornillado. Mantener este factor en mente cuando se diseña métodos de
aseguramiento y sujeción para mantener juntas dos o más partes.
7.3.2 ENSAMBLE AUTOMÁTICO
Una distinción clara fue dada entre ensamble manual y ensamble automático en la sección precedente. Debido
a la naturaleza variante inherente de los dos métodos de ensamble, las guías de diseño para ensamble
automático son significativamente diferentes que esas para ensamble manual. Estas guías son como sigue:
Características de alineación por si misma y posicionamiento por si misma necesitan ser incorporadas en
el diseño para facilitar el ensamble. Un mejoramiento considerable puede ser alcanzado usando
chaflanes, pines guía, orificios y tornillos cónicos y ovalados.
Usar la parte más larga y rígida del ensamble como la base o elemento de fijación, donde otras partes son
colocadas con ensamble vertical para tener la ventaja de la gravedad. Esto, en turno, elimina la necesidad
para usar aditamentos para el ensamble. La mejor operación de ensamble es ejecutada en forma de capa.
Si esto no es posible, el ensamble debe ser dividido en sub-ensambles y acoplados en una etapa
posterior.
Así como con otros principios de diseño para X, usar un porcentaje alto de partes estándar. Empleando el
concepto de tecnología de grupos, iniciar con sujetadores y rondanas. Usar módulos estándar y sub-
ensambles.
Evitar la posibilidad de que se enreden las partes, anidado, o entablillado durante alimentación, ya que
esto puede complicar e indebidamente retardar el proceso de ensamble.
Evitar partes flexibles, frágiles y abrasivas; y asegurar que las partes tengan suficiente fortaleza y rigidez
para soportar las fuerzas ejercidas sobre ellas durante alimentación, ensamble, y uso.
Evitar reorientación de los ensambles, ya que dicho movimiento puede requerir una estación de trabajo o
máquina por separado, por lo tanto incrementar los costos.
Diseñar partes para automatización fácil presentado o admitiendo partes a la máquina de ensamble en la
orientación correcta después de un tiempo mínimo en al alimentador. Las partes que son simétricas o
claramente asimétricas pueden ser orientadas fácilmente.
Diseñar partes con un centro de gravedad bajo, así añadiendo en ellas una tendencia natural para usarse
en los alimentadores.
7.3.3 ENSAMBLE ROBÓTICO
Las guía son como sigue:
Reducir el conteo de partes así como el tipo de partes. Muchos robots manipuladores tienen una
repetibilidad pobre: por lo tanto, características como labios, terminales, y chaflanes asumen una gran
importancia.
Asegurar que las partes que no están aseguradas inmediatamente en la inserción sean posicionadas por si
mismas en el ensamble.
Diseñar componentes tal que puedan ser agarrados e insertados usando el mismo sujetador del robot. El
sujetador y cambios de herramienta son una gran fuente de ineficiencia.
Diseñar productos para permitir ensamble vertical directamente desde arriba.
Diseñar componentes para evitar la necesidad de reorientación. Diseñar partes tal que estas puedan ser
presentadas al brazo del robot en una orientación apropiada para sujeción.
Diseñar componentes individuales para promover facilidad de manejarlo dese granel. Es importante
evitar partes que necesiten anidamiento o enredo; sean flexibles, delgadas, pesadas, o que excesivamente
grandes o pequeñas; o sea resbaladizas.
135
metodos para evaluar diseño para ensamble
Varios investigadores han propuesto métodos para evaluar la eficiencia del diseño del producto desde la
perspectiva de ensamble del producto. La comparación de dos diseños de producto diferentes usando una de
estas metodologías puede habilitar a alguien para cerciorarse del mejor diseño. Como tal, estos métodos se
concentran en una evaluación objetiva del diseño. Notar que varios métodos para evaluación del ensamble
existen, tales como:
El método de evaluación del ensamble Hitachi.
El método Lucas DFA.
El sistema de evaluación de productividad Fujitsu.
El método Boothroyd Dewhurst DFA.
El método AT&T DFA.
El método Sony DFA.
SAPPHIRE (una paquete de software usado para analizar facilidad de ensamble del producto).
Las tres técnicas discutidas en este capítulo son:
El método de evaluación del ensamble Hitachi: Este método ayuda a facilitar mejoras del diseño
identificando debilidades en el diseño en las etapas iniciales del proceso usando calificaciones para el
ensamble y una relación costo ensamble.
El método Lucas DFA: El análisis es llevado a cabo en tres etapas secuenciales –funcional,
alimentación, y acoplamiento.
El método Boothroyd Dewhurst DFA: Este método busca reducir el número de partes bajo la
consideración de tiempos de manejo manual e inserción manual.
7.4.1 EL MÉTODO HITACHI DE EVALUACIÓN DEL ENSAMBLE
El objetivo del método Hitachi de evaluación del ensamble (AEM) es para facilitar mejoras en el diseño
identificando debilidades en el diseño del producto en la etapa más inicial posible. Esto es logrado usando dos
indicadores principales: Una relación para calificar la evaluación del ensamble (E), la cual evalúa la calidad
del diseño determinando la dificultad de las operaciones, y una relación de costo de ensamble (K), la cual
proyecta elementos de costo de ensamble.
El método Hitachi considera importantes ambos costo y calidad. Esto significa que un diseño de bajo
costo no es necesariamente el mejor; alternativamente, un buen diseño puede ser muy caro. Este es el único
método de evaluación que toma la economía del diseño del producto en cuenta y así no es puramente técnico
en naturaleza. La Figura 7.3 ilustra el flujo de la lógica al tomar decisiones de diseño usando el método de
evaluación Hitachi.
Lo siguiente es el procedimiento general en pasos de Hitachi para una evaluación del diseño:
El universo general de operaciones de ensamble es categorizado en 20 tareas de ensamble elementales. A
cada tarea se le asigna un símbolo indicando el contenido de la tarea. Cada tarea se refiere
específicamente a los procesos de inserción y sujeción y no al manejo de las partes.
Cada una de las tareas elementales es sujeta a una calificación de penalización que refleja el grado de
dificultad de la tarea. Las calificaciones de la penalidad son obtenidas de analizar datos de piso y son
revisados constantemente para reflejar cambios en tecnología y métodos. Las calificaciones de penalidad
son ordenadas, tareas simples de poner un objeto arriba de otro objeto sin requerir mucha exactitud se le
asigna una calificación de penalización de 0 dada la facilidad inherente con la cual la tarea puede ser
ejecutada. Contrariamente, la tarea más complicada de soldadura (método de ensamble) se le asigna la
calificación de penalidad más alta de 20.
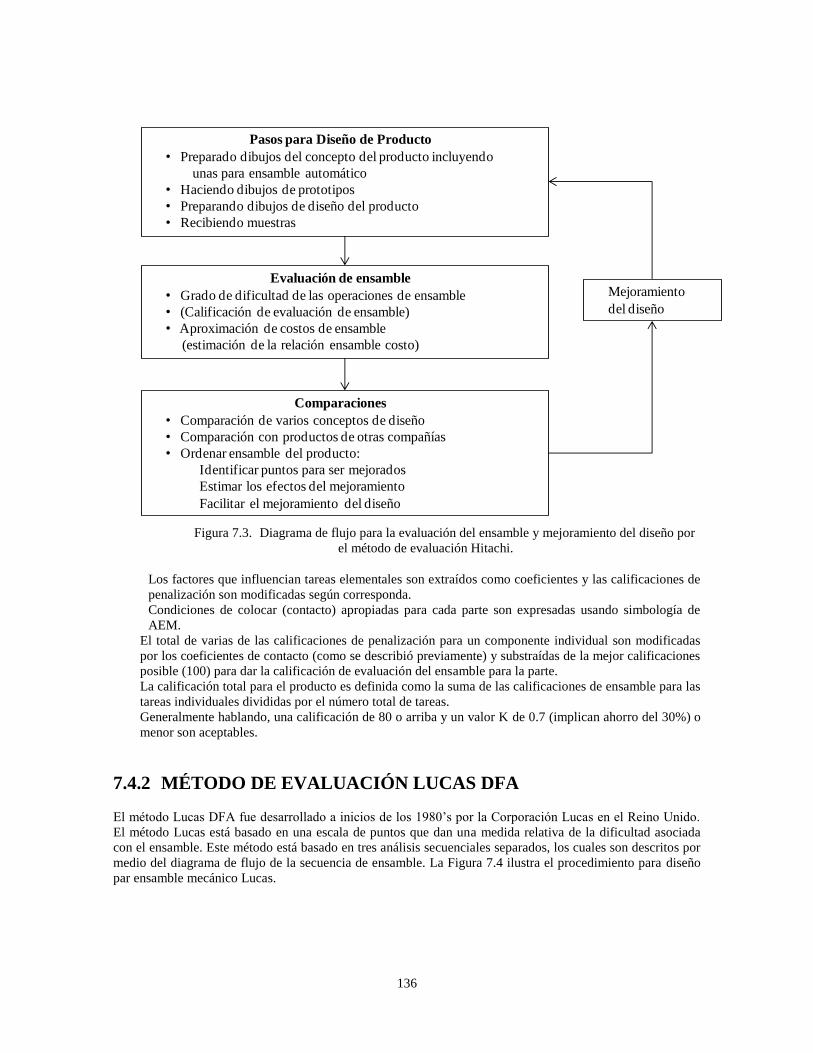
136
Figura 7.3. Diagrama de flujo para la evaluación del ensamble y mejoramiento del diseño por
el método de evaluación Hitachi.
Los factores que influencian tareas elementales son extraídos como coeficientes y las calificaciones de
penalización son modificadas según corresponda.
Condiciones de colocar (contacto) apropiadas para cada parte son expresadas usando simbología de
AEM.
El total de varias de las calificaciones de penalización para un componente individual son modificadas
por los coeficientes de contacto (como se describió previamente) y substraídas de la mejor calificaciones
posible (100) para dar la calificación de evaluación del ensamble para la parte.
La calificación total para el producto es definida como la suma de las calificaciones de ensamble para las
tareas individuales divididas por el número total de tareas.
Generalmente hablando, una calificación de 80 o arriba y un valor K de 0.7 (implican ahorro del 30%) o
menor son aceptables.
7.4.2 MÉTODO DE EVALUACIÓN LUCAS DFA
El método Lucas DFA fue desarrollado a inicios de los 1980’s por la Corporación Lucas en el Reino Unido.
El método Lucas está basado en una escala de puntos que dan una medida relativa de la dificultad asociada
con el ensamble. Este método está basado en tres análisis secuenciales separados, los cuales son descritos por
medio del diagrama de flujo de la secuencia de ensamble. La Figura 7.4 ilustra el procedimiento para diseño
par ensamble mecánico Lucas.
Pasos para Diseño de Producto
• Preparado dibujos del concepto del producto incluyendo
unas para ensamble automático
• Haciendo dibujos de prototipos
• Preparando dibujos de diseño del producto
• Recibiendo muestras
Evaluación de ensamble
• Grado de dificultad de las operaciones de ensamble
• (Calificación de evaluación de ensamble)
• Aproximación de costos de ensamble
(estimación de la relación ensamble costo)
Comparaciones
• Comparación de varios conceptos de diseño
• Comparación con productos de otras compañías
• Ordenar ensamble del producto:
Identificar puntos para ser mejorados
Estimar los efectos del mejoramiento
Facilitar el mejoramiento del diseño
Mejoramiento
del diseño

137
Figura 7.4. Diagrama de flujo de la secuencia de ensamble para el método de evaluación
Lucas.
El proceso sigue los pasos a continuación.
7. Especificaciones de diseño del producto
8. Análisis del producto
9. Análisis funcional (primer análisis Lucas): regresar al paso 2 si el análisis arroja
problemas.
10. Análisis de alimentación (segundo análisis Lucas).
11. Análisis de Acoplamiento (tercer análisis Lucas).
Especificaciones de Diseño
del Producto
Análisis del
Producto
Análisis
Funcional
Análisis de
Manufactura
Análisis de acoplamiento
Corrección inserción
Resultados
Especificaciones de Diseño
del Producto
Especificaciones de Diseño
del Producto
138
12. Pruebas
13. Regresar al paso 2 si el análisis identifica problemas.
El análisis funcional forma la primer parte de este sistema de evaluación. Los componentes son divididos
en dos grupos. El primer grupo incluye componentes que ejecutan un función primaria, por lo que existen por
razones fundamentales. Estos componentes son considerados esenciales, o partes A. El segundo grupo, B, son
componentes no esenciales, como sujetadores y localizadores. La eficiencia del diseño (DE) es calculada
usando la formula:
DE = A / ( A + B ) × 100
La eficiencia objetivo es por lo menos de 60%.
El análisis de alimentación forma la segunda parte de este sistema de evaluación. Este análisis tiene que
ver con los problemas asociados con manejo del los componentes y subensambles antes de que sean
admitidos al sistema de ensamble. Contestando un grupo de preguntas que tienen que ver con tamaño, peso,
dificultades de manejo, y orientación de la parte, su índice de alimentación/manejo puede ser calculado. La
relación alimentación/manejo es calculada como sigue:
Relación F/H = (índice Alimentación/Manejo)/Número de componentes esenciales
El valor objetivo es 2.5
El análisis de acoplamiento es similar al análisis de alimentación. Un índice de alimentación de 1.5 es un
valor objetivo para cada ensamble. Sin embargo, notar que usualmente hay una variancia mayor en los
indicadores de acoplamiento que en los índices de alimentación. Otra vez, una relación de acoplamiento total
de 2.5 es deseada.
Relación de ajuste = (Indice de acoplamiento total)/(Número de componentes esenciales)
La Tabla 7.1 ilustra el análisis manual de manejo usado en el método Lucas, mientras la Tabla 7.2 ilustra
el análisis manual de manejo para este método.
La última parte del método Lucas es calcular el costo de manufacturar cada componente. Este costo de
manufactura puede influenciar la selección de material y el proceso para hacer la parte. Aunque no es un
costeo verdadero de la parte, este método ayuda a guiar a los diseñadores dando una medida relativa del costo
de manufactura. Los valores de cada uno de los coeficientes siguientes son derivados de tablas detalladas para
este propósito. El indicador de costo de manufactura para la parte es
Mi = RcPc+Mc
Donde
Rc=CcCmpCs(Ct o Cf) es el costo relativo.
Cc= Factor de complejidad.
Cmp= Factor de material.
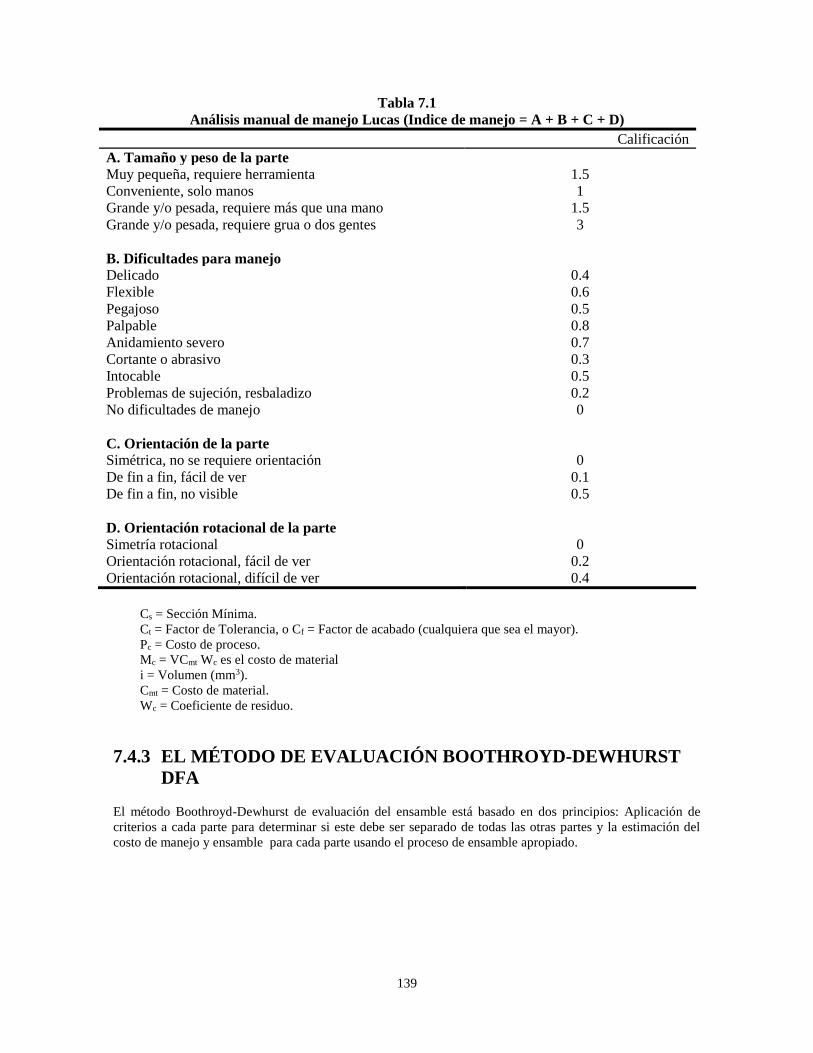
139
Tabla 7.1
Análisis manual de manejo Lucas (Indice de manejo = A + B + C + D)
Calificación
A. Tamaño y peso de la parte
Muy pequeña, requiere herramienta 1.5
Conveniente, solo manos 1
Grande y/o pesada, requiere más que una mano 1.5
Grande y/o pesada, requiere grua o dos gentes 3
B. Dificultades para manejo
Delicado 0.4
Flexible 0.6
Pegajoso 0.5
Palpable 0.8
Anidamiento severo 0.7
Cortante o abrasivo 0.3
Intocable 0.5
Problemas de sujeción, resbaladizo 0.2
No dificultades de manejo 0
C. Orientación de la parte
Simétrica, no se requiere orientación 0
De fin a fin, fácil de ver 0.1
De fin a fin, no visible 0.5
D. Orientación rotacional de la parte
Simetría rotacional 0
Orientación rotacional, fácil de ver 0.2
Orientación rotacional, difícil de ver 0.4
Cs = Sección Mínima.
Ct = Factor de Tolerancia, o Cf = Factor de acabado (cualquiera que sea el mayor).
Pc = Costo de proceso.
Mc = VCmt Wc es el costo de material
i = Volumen (mm3).
Cmt = Costo de material.
Wc = Coeficiente de residuo.
7.4.3 EL MÉTODO DE EVALUACIÓN BOOTHROYD-DEWHURST
DFA
El método Boothroyd-Dewhurst de evaluación del ensamble está basado en dos principios: Aplicación de
criterios a cada parte para determinar si este debe ser separado de todas las otras partes y la estimación del
costo de manejo y ensamble para cada parte usando el proceso de ensamble apropiado.

140
Tabla 7.2
Análisis Lucas para acoplamiento manual (Indice acoplamiento = A + B + C + D + E +F)
Calificación
A. Posicionamiento de la parte y sujeción
Mantiene por si misma la orientación 1.0
Requiere soporte 2.0
Mas uno de lo siguiente:
Se asegura por si misma 1.3
Atornillado 4.0
Remachado 4.0
B. Dirección del proceso
Línea recta desde arriba 0
Línea recta pero no desde arriba 0.1
No línea recta 1.6
Pandeo 4.0
C. Inserción
Una sola inserción 0
Inserción múltiple 0.7
Inserciones múltiples simultaneas 1.2
D. Acceso y/o visión
Directa 0
E. Alineación
Fácil de alinear 0
Difícil de alinear 0.7
F. Fuerza de inserción
No resistencia para la inserción 0
Resistencia para inserción 0.6
Restringida 1.5
El método Boothroyd-Dewhurst se basa en un diseño existente, el cual es evaluado iterativamente y
mejorado. El proceso sigue los pasos siguientes:
1. Seleccionar un método de ensamble para cada una de las partes.
2. Analizar las partes con los métodos de ensamble dados.
3. Refinar el diseño en respuesta a las insuficiencias identificadas por el análisis.
4. Regreasar al paso 2 hasta que el análisis arroje un diseño satisfactorio.
El análisis es generalmente ejecutado usando una hoja de trabajo específica. Las tablas y gráficas son
usadas para estimar los tiempos de manejo e inserción. Cada tabla esta basada en un código de dos digitos, el
cual en turno, esta basado en el tamaño de la parte, peso, y características geométricas. Los tiempos de
manejo e inserción son una función de los siguientes parámetros del componente. Cada uno de estos
parámetros afecta directamente al proceso de ensamble simplificándolo o complicándolo:
Tamaño del componente.
Grosor del componente.
141
Peso del componente.
Tendencia al anidamiento del componente.
Tendencia a enredarse del componente.
Fragilidad del componente.
Flexibilidad del componente.
Que tan resbaloso es el componente.
Qué tan pegajoso es el componente.
Necesidad para usar dos manos para efectuar el ensamble.
Necesidad de usar herramientas de sujeción especializadas para efectuar el ensamble.
Necesidad de aumento óptico para efectuar el ensamble.
Necesidad de asistencia mecánica para efectuar el ensamble.
Las operaciones que no son de ensamble también son incluidas en la hoja de trabajo. Por ejemplo,
tiempo extra es asignado para cada vez que el ensamble es reorientado.
Enseguida, todas las partes son evaluadas en base a donde cada parte es realmente necesaria en el
ensamble contestando las siguientes preguntas:
¿La parte se mueve relativamente a otra parte?
¿Son las propiedades de los materiales de la parte necesarias?
¿Es necesario que la parte sea una entidad separada por razones de ensamble?
Esta lista de todas las partes es entonces evaluada para obtener el número mínimo de la necesidad de
partes teórica, denotado por Nm. La Tabla 7.3 ilustra la tabla comúnmente usada para evaluación del ensamble
usando el método Boothroyd-Dewhurst.
En la columna I, el número 1 es usado para representar que la parte es esencial, y 0 para representar que
la parte no es esencial. El método asume que el tiempo de ensamble ideal para una parte es 3 segundos. Dada
esta suposición, la eficiencia del diseño puede ser calculada como (3 s × Nm)/Tm.
Es claro de esta discusión que el método puede ser algo demandante de tiempo, debido a que se tiene
cantidad de detalle intrincado involucrado en el procedimiento de análisis. Un paquete de software ha sido
desarrollado para acelerar la aplicación de este proceso. La Tabla 7.4 muestra un ejemplo de los tiempos
estimados requeridos para manejo manual de los componentes para ensamble del producto.
La columna más a la izquierda de la Tabla 7.4:especifica la simetría de la parte. La simetría alfa depende
del ángulo sobre del cual la parte debe ser girada perpendicular al eje rotacional, para repetir su orientación.
La simetría beta depende del ángulo sobre el cual la parte debe ser girada con relación al eje de inserción, para
repetir su orientación. Las partes son categorizadas, en las filas de la tabla, por el total de grados de estos
ángulos.
Las columnas 0-3 listan partes de tamaño y peso nominal que son fácil de agarrarse y manipularse con
una mano sin la ayuda de herramientas. Las partes en las columnas 4-7 requieren herramientas para sostener
debido a su tamaño. La columna 8 tiene partes que se anidan o enredan severamente en granel. La columna 9
tiene partes que requieren dos manos, dos gentes, o asistencia mecánica para manejo.
Los grupos 1 y 2 son subdivididos más profundamente en categorías que representan la cantidad y
orientación requeridas en base a la simetría de la parte.
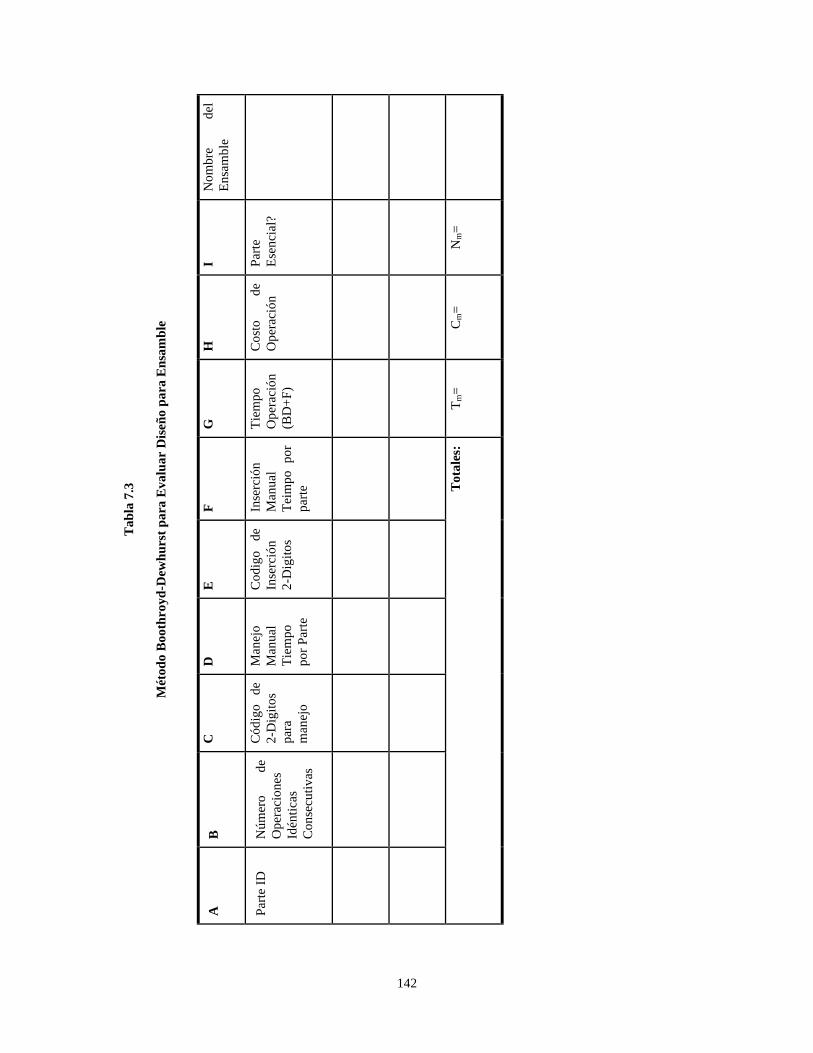
142
Ta
bla
7.3
Mét
od
o B
oo
thro
yd
-Dew
hu
rst
pa
ra E
va
lua
r D
iseñ
o p
ara
En
sam
ble
No
mb
re
del
En
sam
ble
I Par
te
Ese
nci
al?
Nm
=
H
Co
sto
d
e
Op
erac
ión
Cm
=
G
Tie
mp
o
Op
erac
ión
(BD
+F
)
Tm
=
F
Inse
rció
n
Man
ual
Tei
mp
o
po
r
par
te
To
tale
s:
E
Co
dig
o
de
Inse
rció
n
2-D
igit
os
D
Man
ejo
Man
ual
Tie
mp
o
po
r P
arte
C
Có
dig
o
de
2-D
igit
os
par
a
man
ejo
B
Nú
mer
o
de
Op
erac
ion
es
Idén
tica
s
Co
nse
cuti
vas
A
Par
te I
D
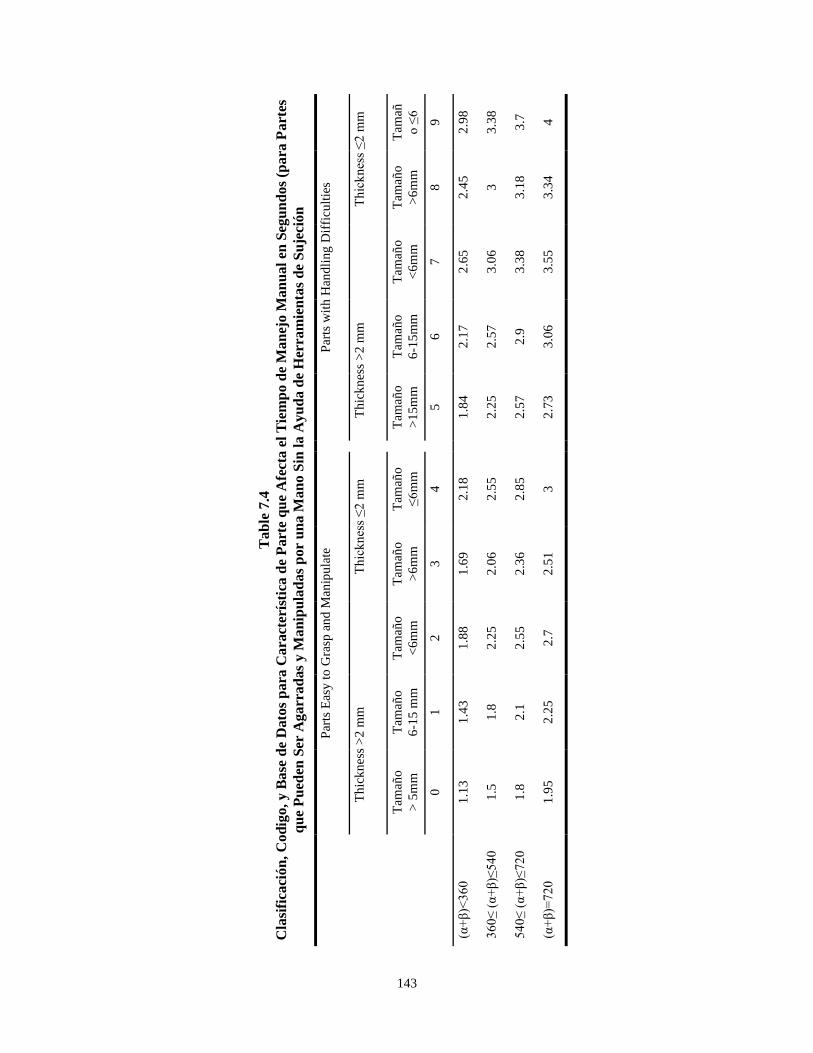
143
Tab
le 7
.4
Cla
sifi
caci
ón
, C
od
igo
, y
Ba
se d
e D
ato
s p
ara
Cara
cter
ísti
ca d
e P
art
e q
ue
Afe
cta e
l T
iem
po d
e M
an
ejo
Ma
nu
al
en S
egu
nd
os
(pa
ra P
art
es
qu
e P
ued
en S
er A
ga
rrad
as
y M
an
ipu
lad
as
por
un
a M
an
o S
in l
a A
yu
da d
e H
erra
mie
nta
s d
e S
uje
ció
n
P
arts
wit
h H
and
lin
g D
iffi
cult
ies
Th
ick
nes
s ≤
2 m
m
Tam
añ
o ≤
6
mm
9
2.9
8
3.3
8
3.7
4
Tam
año
>6
mm
8
2.4
5
3
3.1
8
3.3
4
Tam
año
<6
mm
7
2.6
5
3.0
6
3.3
8
3.5
5
Th
ick
nes
s >
2 m
m
Tam
año
6-1
5m
m
6
2.1
7
2.5
7
2.9
3.0
6
Tam
año
>1
5m
m
5
1.8
4
2.2
5
2.5
7
2.7
3
Par
ts E
asy
to
Gra
sp a
nd
Man
ipu
late
Th
ick
nes
s ≤
2 m
m
Tam
año
≤6
mm
4
2.1
8
2.5
5
2.8
5
3
Tam
año
>6
mm
3
1.6
9
2.0
6
2.3
6
2.5
1
Tam
año
<6
mm
2
1.8
8
2.2
5
2.5
5
2.7
Th
ick
nes
s >
2 m
m
Tam
año
6-1
5 m
m
1
1.4
3
1.8
2.1
2.2
5
Tam
año
> 5
mm
0
1.1
3
1.5
1.8
1.9
5
(α+
β)<
36
0
36
0≤
(α
+β
)≤54
0
54
0≤
(α
+β
)≤72
0
(α+
β)=
72
0
144
El segundo dígito del código de manejo está basado en las características de flexibilidad, resbaladizo,
pegajoso, fragilidad, y anidamiento de la parte. El dígito también depende en las divisiones de grupo del
primer dígito como sigue:
1. Para las columnas de 0-3, el segundo dígito clasifica el tamaño y grosor de la parte.
14. Para las columnas 4-7, el segundo dígito clasifica el grosor de la parte, tipo de
herramienta requerida para manejo, y la necesidad de aumento óptico durante el proceso
de manejo.
15. Para las columna 8, el segundo clasifica el tamaño y simetría de la parte.
16. Para la columna 9, el segundo dígito clasifica las características de simetría, peso, e
interacoplamiento de las partes en granel.
El primer dígito es dividido en tres grupos principales:
1. El primer dígito de 0-2 significa que la parte no está asegurada inmediatamente después de
inserción.
2. El primer digito de 3-5 significa que la parte se asegura por si misma o por otra
inmediatamente después de inserción.
3. El primer digito de 9 significa que el proceso involucra partes que están ya en posición.
Los grupos 1 y 2 son divididos aún más en clases que consideran el efecto de acceso obstruido o visión
restringida al momento del ensamble.
El segundo dígito del código de ensamble está basado en las siguientes divisiones de grupo del primer
dígito:
1. El primer dígito de 0-2, el segundo dígito clasifica la facilidad de acoplamiento de las partes
y donde se requiere sujetarlo abajo para mantener la orientación o localización.
2. Para un primer dígito de 3-5, el segundo dígito clasifica la facilidad de acoplamiento de las
partes y donde la operación de sujeción involucra un simple acoplamiento por presión,
operación con tornillo, o un proceso de deformación plástica.
3. Para el primer dígito de 9, el segundo dígito clasifica los procesos mecánicos, metalúrgico, y
químico.
El método Boothroyd-Dewhurst ha sido conocido que reduce el número total de componentes
individuales en un ensamble. Sin embargo, esto ha sido frecuentemente logrado a un costo de complejidad de
la parte. La complejidad de la parte por si sola no produce que se más facilidad de manufacturarse.
Similarmente, partes complejas son inherentemente más difíciles de ensamblarse.
Un método de diseño para ensamble basada en estándares mtm
Una metodología mejorada para ensamble toma en consideración numerosos factores, como el peso, tamaño,
y forma de los componentes que están siendo ensamblados; la frecuencia de las tareas de ensamble (basado en
el número de productos similares que están siendo ensamblados dentro de un marco particular de tiempo);
requerimientos personales; requerimientos de postura; requerimientos de manejo de materiales; y necesidad
de preparación de componentes. Un número de factores humanos, en adición a factores de diseño y economía,
consideraciones de mérito debido a la intensidad de mano de obra del proceso de ensamble.
Las operaciones de ensamble más comunes usadas son registradas y descritas a detalle suficiente. Cada
operación de ensamble es subdividida en tareas elementales básicas. Solo una fracción de estas tareas son las
que llevan a cabo el ensamble. Las restantes tareas constituyen acciones como alcanzar y sujetar herramientas.
Un método de tiempos predeterminados basado en indicadores para ensamble es presentado en la Tabla 7.5.
La tarea más simple de ensamble –inserción y fácil sujeción de un objeto sin la necesidad de realizar mucha
fuerza con la mano por un trabajador entrenado bajo condiciones promedio- es considerada como la tarea de
ensamble básica. Una calificación de 73 unidades de medición de tiempo fue asignada a esta tarea, la cual

145
corresponde a una duración de tiempo aproximado de 2 segundos. Calificaciones subsecuentes fueron
asignadas en base a un estudio detallado de las operaciones de ensamble más comúnmente encontradas.
Tabla 7.5
Sistema de Evaluación para el Análisis Numérico del Ensamble Diseño Atributo/Característica Parámetros de diseño Calificación Interpretación
Fuerza ensamble
Movimiento en línea recta, sin ejercer presión
Operaciones de empuje a mano 0.5 1
Requiere poco esfuerzo Requiere esfuerzo moderado
2 Requiere esfuerzo grande
Movimiento en línea recta y torcido sin presión
Operaciones de torcer y empujar a mano
1 2
Requiere poco esfuerzo Requiere esfuerzo moderado
4 Requiere esfuerzo grande
Movimiento en línea recta, ejerciendo presión
Fricción entre superficies o acuñado
2 2.5
Requiere poco esfuerzo Requiere esfuerzo moderado
4 Requiere esfuerzo grande
Movimiento en línea recta y torcido
ejerciendo presión
Fricción entre superficies o
acuñado
2.5
3
Requiere poco esfuerzo
Requiere esfuerzo moderado
5 Requiere esfuerzo grande
Movimientos torcidos ejerciendo presión
Material duro 2.5 4
Requiere poco esfuerzo Requiere esfuerzo moderado
6 Requiere esfuerzo grande
Manejo de material Tamaño componente/sujetador Dimensiones del componente
(muy grande o muy pequeño)
2
3.5
4
Fácil de agarrar
Moderadamente difícil de agarrar
Difícil de agarrar Magnitud del peso 2
2.5 3
Liviano (<7.5 lb)
Moderadamente pesado (<17.5 lb) Muy pesado (<27.5 lb)
Simetría componente/sujetador Componentes simétricos fácil de
manejarse
0.8
1.2 1.4
2
2.2
2.4
4.4
4.6 5
Liviano y simétrico
Liviano y semi-asimétrico Liviano y asimétrico
Pesado moderado, simétrico
Pesado moderado, semi-simétrico
Pesado moderado, asimétrico
Pesado y simétrico
Pesado y semi-simétrice Pesado y asimétrico
Requerimiento de herramientas
para ensamble
Ejercer fuerza 1
2
3
No requiere herramientas
Requiere herramientas comunes
Requiere herramientas especiales Ejercer Torque 1
2
3
No requiere herramientas
Requiere herramientas comunes
Requiere herramientas especiales
Accesibilidad de uniones/ranuras
Dimensiones Largo, anchura, profundidad,
radio, ángulo hecho con la superficie
1
1.6
2
Poco profundo, sujetador amplio; grande,
ranura o receso visible en caso de sujetadores a presión, click.
Profundo, sujetador con receso angosto,
ranura obscura en caso de acople tipo click. Muy profundo, receso de sujetador muy
angosto, ranura para sujetadores tipo click
difícil de localizar. Localización En superficie plana
En superficie angular
En una ranura
1
1.6
2
Localización de ranura permite acceso
fácil.
Localización de ranura de difícil acceso; algo de manipulación requerida.
Localización de ranura muy difícil acceso
En superficie vertical 1.5 Requiere algo de manejo contra gravedad En superficie horizontal 1 Localización ranura siempre fácil acceso
Posicionamiento
Nivel de exactitud requerido para posicionar la herramienta
Simetría
Asimétrica
1.2 2
5
1.5 2
5
No requiere exactitud Alguna exactitud es requerida
Alta exactitud es requerida
No requiere exactitud Alguna exactitud es requerida
Alta exactitud es requerida
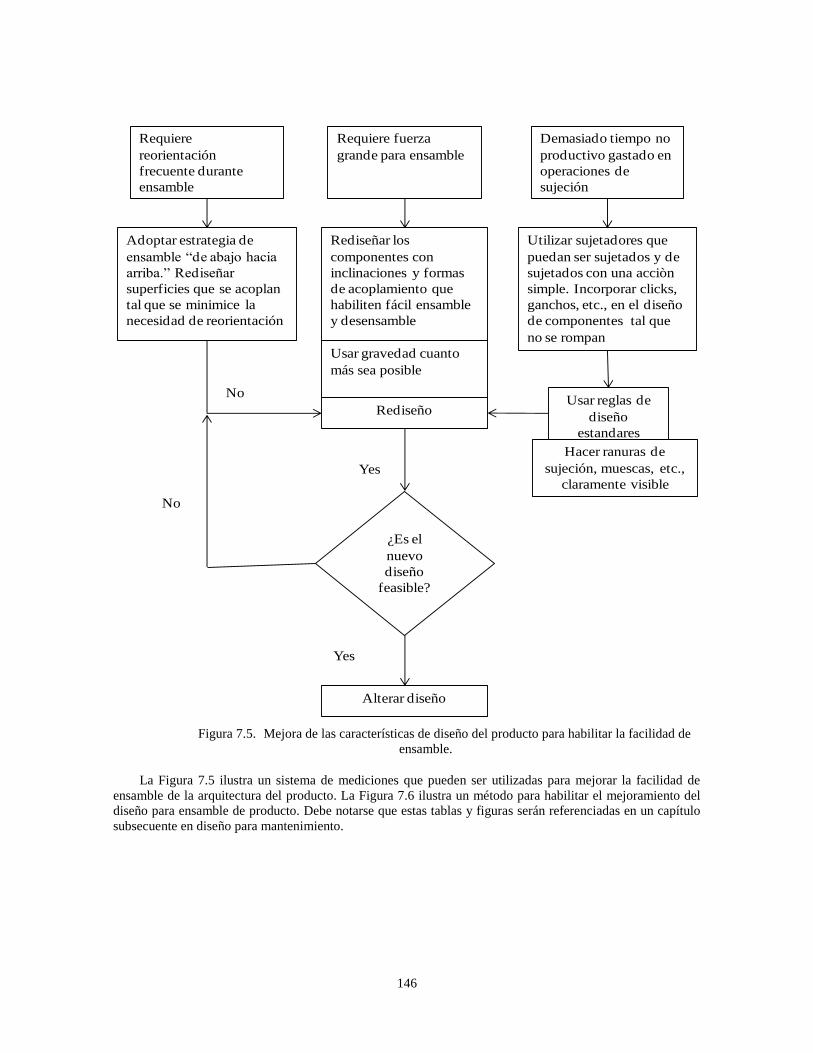
146
Figura 7.5. Mejora de las características de diseño del producto para habilitar la facilidad de
ensamble.
La Figura 7.5 ilustra un sistema de mediciones que pueden ser utilizadas para mejorar la facilidad de
ensamble de la arquitectura del producto. La Figura 7.6 ilustra un método para habilitar el mejoramiento del
diseño para ensamble de producto. Debe notarse que estas tablas y figuras serán referenciadas en un capítulo
subsecuente en diseño para mantenimiento.
Requiere
reorientación
frecuente durante
ensamble
Requiere fuerza
grande para ensamble
Demasiado tiempo no
productivo gastado en
operaciones de
sujeción
Adoptar estrategia de
ensamble “de abajo hacia
arriba.” Rediseñar
superficies que se acoplan
tal que se minimice la
necesidad de reorientación
Rediseñar los
componentes con
inclinaciones y formas
de acoplamiento que
habiliten fácil ensamble
y desensamble
Utilizar sujetadores que
puedan ser sujetados y de
sujetados con una acciòn
simple. Incorporar clicks,
ganchos, etc., en el diseño
de componentes tal que
no se rompan
Usar gravedad cuanto
más sea posible
RediseñoUsar reglas de
diseño
estandares
Hacer ranuras de
sujeción, muescas, etc.,
claramente visible
Alterar diseño
¿Es el
nuevo
diseño
feasible?
No
No
Yes
Yes
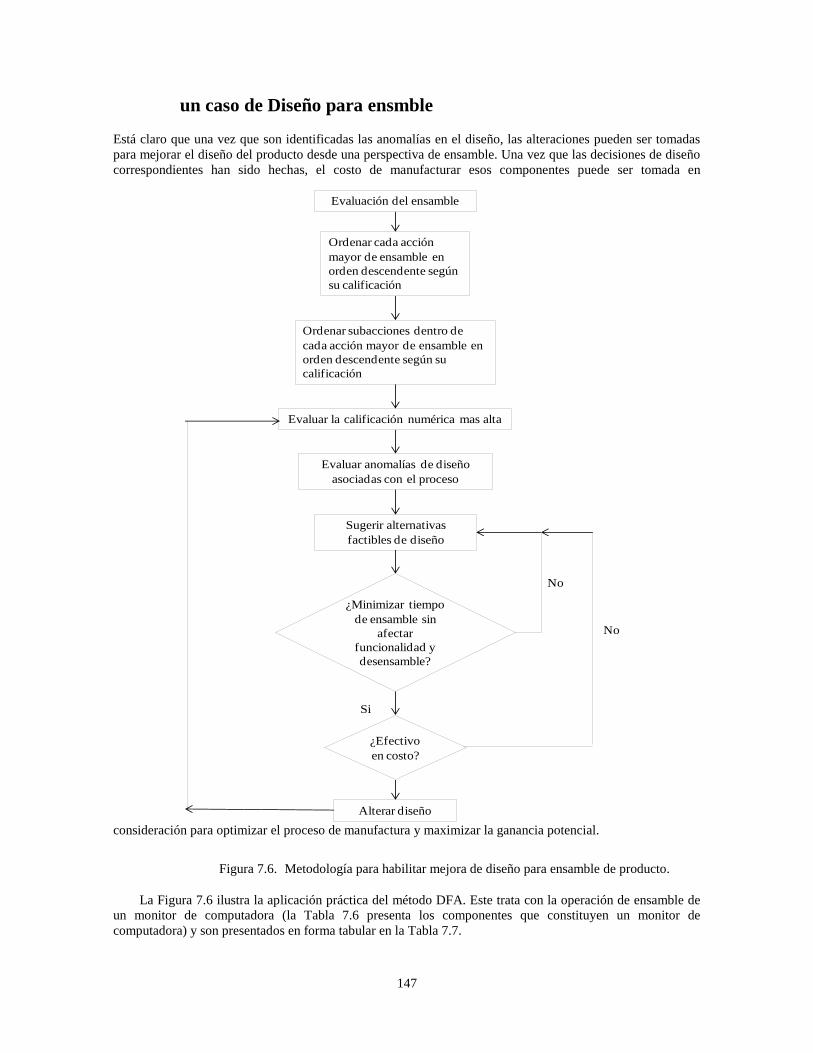
147
un caso de Diseño para ensmble
Está claro que una vez que son identificadas las anomalías en el diseño, las alteraciones pueden ser tomadas
para mejorar el diseño del producto desde una perspectiva de ensamble. Una vez que las decisiones de diseño
correspondientes han sido hechas, el costo de manufacturar esos componentes puede ser tomada en
consideración para optimizar el proceso de manufactura y maximizar la ganancia potencial.
Figura 7.6. Metodología para habilitar mejora de diseño para ensamble de producto.
La Figura 7.6 ilustra la aplicación práctica del método DFA. Este trata con la operación de ensamble de
un monitor de computadora (la Tabla 7.6 presenta los componentes que constituyen un monitor de
computadora) y son presentados en forma tabular en la Tabla 7.7.
¿Efectivo
en costo?
Evaluación del ensamble
Ordenar cada acción
mayor de ensamble en
orden descendente según
su calificación
Ordenar subacciones dentro de
cada acción mayor de ensamble en
orden descendente según su
calificación
Evaluar la calificación numérica mas alta
Alterar diseño
Evaluar anomalías de diseño
asociadas con el proceso
Sugerir alternativas
factibles de diseño
¿Minimizar tiempo
de ensamble sin
afectar
funcionalidad y
desensamble?
No
No
Si

148
La cantidad de tiempo total que toma ensamblar un monitor de computadora típico es cerca de 3.378
minutos. También tornillos de sujeción y agarraderas son dos de las tareas que más tiempo consumen y que
deben abordarse desde una prospectiva de diseño. Simplificando estas tareas a través de mejoramientos en
diseño del producto puede acortar el tiempo de ensamble como también los costos relacionados.
Tabla 7.6
Componentes de un Monitor de Computadora
No. Nombre del Componente Material del Componente Cantidad
1 Tornillos trasero Cobre 4
2 Tornillos PCB Cobre 2
3 Tornillos CRT Cobre 4
4 Ensamble CRT/PCB Mezclado 1
5 Cubierta posterior Plástico 1
6 Base ajustable Plástico 1
7 Pivote Plástico 1
8 Ensamble Yunque Mezclado 1
9 Cable deflector Mezclado 1
10 Tornillos retenedores Cobre 2
11 Cable principal Cobre 1
12 Botones de ajuste Plástico 4
13 Tornillos reten PCB Cobre 1
14 Agarraderas reten Aluminio 4
15 Ensamble PCB Mezclado 1
16 Tablero posterior Plástico 1
17 CRT Mezclado 1
El resto de este capítulo se enfoca en la cuestión desensamble del producto: es importante en el contexto
de la creciente preocupación en el medioambiente, sus implicaciones en el costo, y algunos métodos para
habilitar a los diseñadores de producto incorporar desensamble como una de las X en la metodología DFX.
Diseño para desensamble
7.7.1 DEFINICIÓN
En la presente era de preocupación en el medioambiente, objetivos de fin de vida, como con volver a usar
componentes (los componentes de un producto en desuso usados sin actualización en un nuevo producto),
volver a manufacturar (componentes de un producto en desuso usados en un nuevo producto después de una
actualización tecnológica), y reciclaje (volver a usar a nivel de material, como el reciclado de plásticos),
constituye algo de la razón más importante para el desensamble de productos. Esto puede ser atribuido al
impacto sobrecogedor del desperdicio industrial y doméstico en el medio ambiente. La difusión amplia de
bienes de consumo y ciclos más cortos de la vida de los productos ha conducido a un número sin precedencia
de productos usados que están siendo desechados. Por ejemplo, en 2005, había en promedio de una
computadora por familia en USA. En 1991, La Universidad de Carnegie Mellon estimaba algo así como 150
millones de PC obsoletas, ninguna tenia materiales listos para ser recuperados, requerían 8 millones de metros
cúbicos de terreno de relleno a un costo de $400 millones (Lee, Lye, y Koo, 2001). Sin embargo, el número
de terreno de relleno potencial para desechos sólidos no peligrosos ha visto un decremento exponencial. Solo
en los USA, el terreno de relleno ha disminuido de 18,000 en 1985 a 9,000 en 1989. De acuerdo a un estudio,
USA perdió más de 70% de su lugares de terrenos de relleno para 1997 (Zhang et al., 1997), con terrenos de
relleno en muchos estados alcanzando su capacidad permitida a un tasa alarmante. El fin de vida de los
productos contienen cantidades extensivas de material reusable que es muy caro de desechar; la recuperación
de este material sería de beneficio a la manufactura como también al medioambiente.

149
Tabla 7.7
Operaciones de Ensamble de un Monitor de Computadora
Fuerza para Ensamble Manejo de Material
Componente
Descripción de la tarea Tarea
Total
Fricción
Superficie
Acuñado
Superficie
Dureza
Material
Tamaño Peso
Simetría
I. Ensamblar tablero posterior
a. Colocar tablero posterior en
lugar
b. Doblar 1er oreja reten
c. Doblar 2da oreja reten
d. Doblar 3er oreja reten
e. Doblar 4ta oreja reten
10.92
22
22
22
22
-
-
-
-
-
2
-
-
-
-
-
6
6
6
6
2
3
3
3
3
2
2
2
2
2
1.2
1.4
1.4
1.4
1.4
2. Ensamble PCB
a. Colocar PCB en lugar
b. Doblar 1er oreja reten
c. Doblar 2da oreja reten
d. Doblar 3er oreja reten
e. Doblar 4ta oreja reten
f. Colocar reten PCB
11.55
24.53
24.53
24.53
24.53
18.27
-
-
-
-
-
5
2
-
-
-
-
-
-
6
6
6
6
-
2
4
4
4
4
4
2
2
2
2
2
2
0.8
0.8
0.8
0.8
0.8
0.8
3. Colocar ensamble CRT/PCB
a. Atornillar 1er tornillo PCB
b. Atornillar 2do tornillo PCB
c. Atornillar 1er tornillo PCB
d. Atornillar 2do tornillo PCB
e. Atornillar 3er tornillo PCB
f. Atornillar 4to tornillo PCB
g. Fijar ensamble yugo
h. Fijar cable deflector
15.12
15.12
15.12
15.12
15.12
15.12
13.13
13.02
2
2
2
2
2
2
-
-
-
-
-
-
-
-
3
3
-
-
-
-
-
-
-
-
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
4. Colocar cable principal
a. Poner cable principal
b. Poner primer tornillo reten
c. Poner 2do tornillo reten
17.77
15.65
15.65
-
2
2
3
-
-
-
-
-
4
2
2
2.5
2
2
2.2
0.8
0.8
5. Ensamblar cubierta posterior
a. Remover cubierta posterior
b. Atornillar 1er tornillo posterior
c. Atornillar 2do tornillo posterior
d. Atornillar 3er tornillo posterior
e. Atornillar 4to tornillo posterior
15.44
15.12
15.12
15.12
15.12
-
2
2
2
2
3
-
-
-
-
-
-
-
-
-
3.5
2
2
2
2
2
2
2
2
2
1.2
0.8
0.8
0.8
0.8
6. Ensamblar pivote de giro
a. Fijar rótula pivote
b. Fijar soporte de rótula
18.16
10.92
-
-
-
2
4
-
3.4
2
2
2
1.2
1.2
7. Ensamblar base giratoria
a. Fijar base giratoria
b. Rotar base giratoria sobre
pivote
10.50
13.54
-
-
2
4
-
-
2
2
2
2
1.2
1.2
8. Ensamblar botones ajustables
a. Fijar 1er botón ajustador
b. Fijar 2do botón ajustador
c. Fijar 3er botón ajustador
d. Fijar 4to botón ajustador
10.5
10.5
10.5
10.5
-
-
-
-
1.5
1.5
1.5
1.5
-
-
-
-
2
2
2
2
2
2
2
2
0.8
0.8
0.8
0.8
Calificación Total 56.3
Tiempo total para Operación de Ensamble: 56.30 TMUs=3.378 minutos
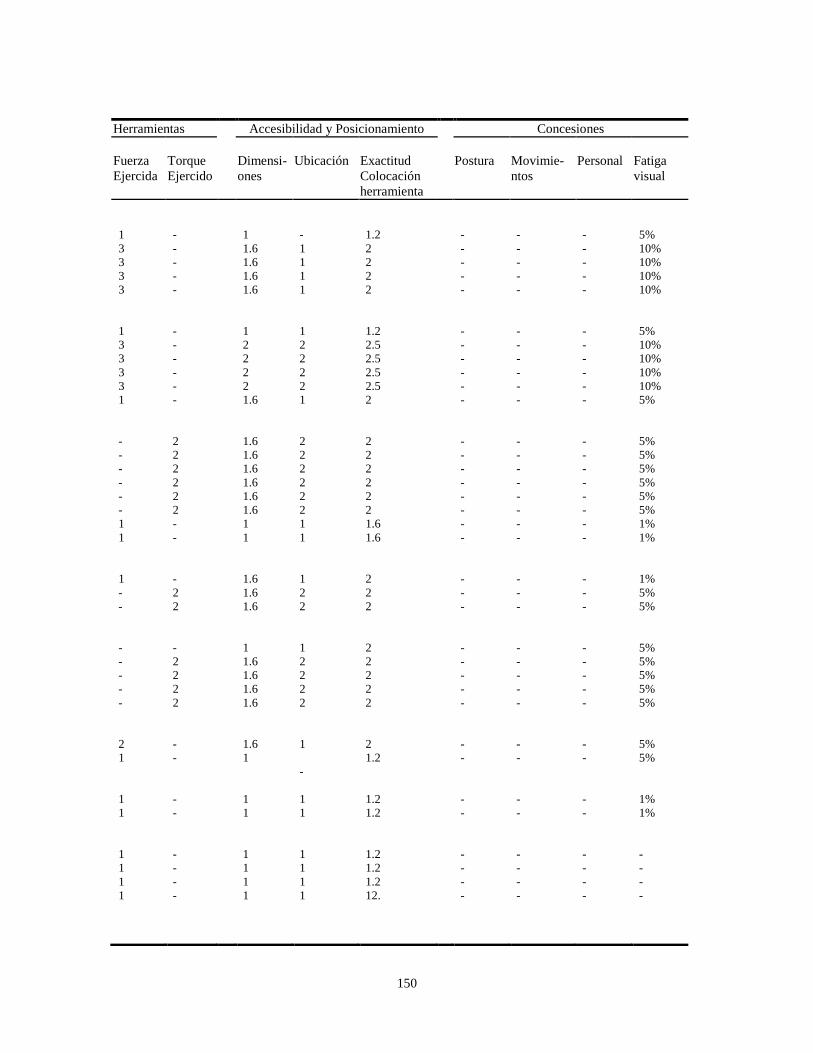
150
Herramientas Accesibilidad y Posicionamiento Concesiones
Fuerza
Ejercida
Torque
Ejercido
Dimensi-
ones
Ubicación Exactitud
Colocación
herramienta
Postura Movimie-
ntos
Personal
Fatiga
visual
1
3
3
3
3
-
-
-
-
-
1
1.6
1.6
1.6
1.6
-
1
1
1
1
1.2
2
2
2
2
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
5%
10%
10%
10%
10%
1
3
3
3
3
1
-
-
-
-
-
-
1
2
2
2
2
1.6
1
2
2
2
2
1
1.2
2.5
2.5
2.5
2.5
2
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
5%
10%
10%
10%
10%
5%
-
-
-
-
-
-
1
1
2
2
2
2
2
2
-
-
1.6
1.6
1.6
1.6
1.6
1.6
1
1
2
2
2
2
2
2
1
1
2
2
2
2
2
2
1.6
1.6
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
5%
5%
5%
5%
5%
5%
1%
1%
1
-
-
-
2
2
1.6
1.6
1.6
1
2
2
2
2
2
-
-
-
-
-
-
-
-
-
1%
5%
5%
-
-
-
-
-
-
2
2
2
2
1
1.6
1.6
1.6
1.6
1
2
2
2
2
2
2
2
2
2
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
5%
5%
5%
5%
5%
2
1
-
-
1.6
1
1
2
1.2
-
-
-
-
-
-
5%
5%
-
1
1
-
-
1
1
1
1
1.2
1.2
-
-
-
-
-
-
1%
1%
1
1
1
1
-
-
-
-
1
1
1
1
1
1
1
1
1.2
1.2
1.2
12.
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-

151
Dependiendo de la cantidad de desensamble, el desensamble no destructivo puede ser clasificado aun más en
dos categorías:
Desensamble Total: El producto completo es desensamblado en su partes que lo constituyen.
Esto puede no ser factible económicamente debido a la imposición de restricciones externas,
como tiempo, factores económicos, y presencia de materiales peligrosos.
Desensamble selectivo: El desensamble selectivo es el desmantelamiento reversible de
productos complejos en subensambles menos complejos o partes simples (Lambert, 1999).
Esto involucra el remover sistemáticamente las partes constituyentes deseables del ensamble
mientras que se asegura que no hay deterioro de partes debido al proceso (Brennan, Gupta, y
Taleb, 1994).
Los productos son desensamblados selectivamente para realizar los siguientes objetivos:
1. Habilitar el mantenimiento y reparación (que tan fácil es darle servicio). Esto habilita la
facilidad para ejecutar todas las operaciones relacionadas con el servicio, incluyendo
mantenimiento, mal funcionamiento, diagnóstico, y reparación. Los beneficios de diseñar
para facilidad en el servicio incluyen reducción de ciclos costos de garantía (más altos
ingresos antes de impuestos), mejorar el interés del cliente, y alargar la vida de servicio
debido a la habilidad del producto para dársele servicio económicamente.
2. Habilidad de los subensambles como partes de servicio o para ensamblarse en nuevos
productos. Los componentes que son suficientemente robustos para un uso extendido en otro
producto son reutilizados para alcanzar economía de escala por reutilización de componentes
(optimización del costo).
3. Remover las partes antes de dejar libres otras partes deseadas.
4. Disponibilidad de partes con la intención de reusar material (reciclaje).
5. Incrementar pureza de materiales por remoción de contaminantes.
6. Cumplir con las regulaciones que prescriben remover de partes definidas, materiales, y
subensambles por razones de medioambiente y seguridad, como remover fluidos de trabajo
como aceites de motor y lubricantes.
7.7.2 PLANEACIÓN DEL PROCESO DE DESENSAMBLE
Si el proceso de desensamble va a ser incluido en el producto en la etapa de diseño, es necesaria una
planeación a fondo del proceso de desensamble. La Figura 7.7 ilustra el concepto general de un plan de del
proceso de desensamble.
Es claro de la Figura 7.7 que un plan de un proceso de desensamble inicia con un grupo dado de
productos que serán desensamblado. Cada grupo de productos tiene ciertas características en común que
pueden ser agregadas dentro de categorías. Un plan de proceso de desensamble consiste de cuatro etapas
esenciales como sigue:
1. Análisis del producto: El análisis del producto consiste de evaluar el valor final que se tendrá
al desensamblar el producto. El valor del desensamble incluye el potencial del producto a ser
reutilizado, su valor a ser recuperado, riesgo potencial como también la tecnología existente
de reciclaje. Es necesario investigar el estado de la tecnología de reciclaje, ya que todo el
reciclado subsecuente depende de este factor.
2. Análisis de ensamble. Es esencial entender como un producto ha sido puesto junto con el
objeto de separarlo. Por ejemplo, si el diseñador está pendiente de los tipos de
acoplamientos, adhesivos, miembros para resanado, ranuras, muescas, y similares para
mantener el producto junto, es fácil planear para desensamble. Esta planeación consiste en
determinar los requerimientos de herramental, magnitud de la fuerza, tiempo y personal
necesario para afectar el desensamble, como también el conocimiento de la funcionalidad,
jerarquía de componentes, y secuencia de ensamble.
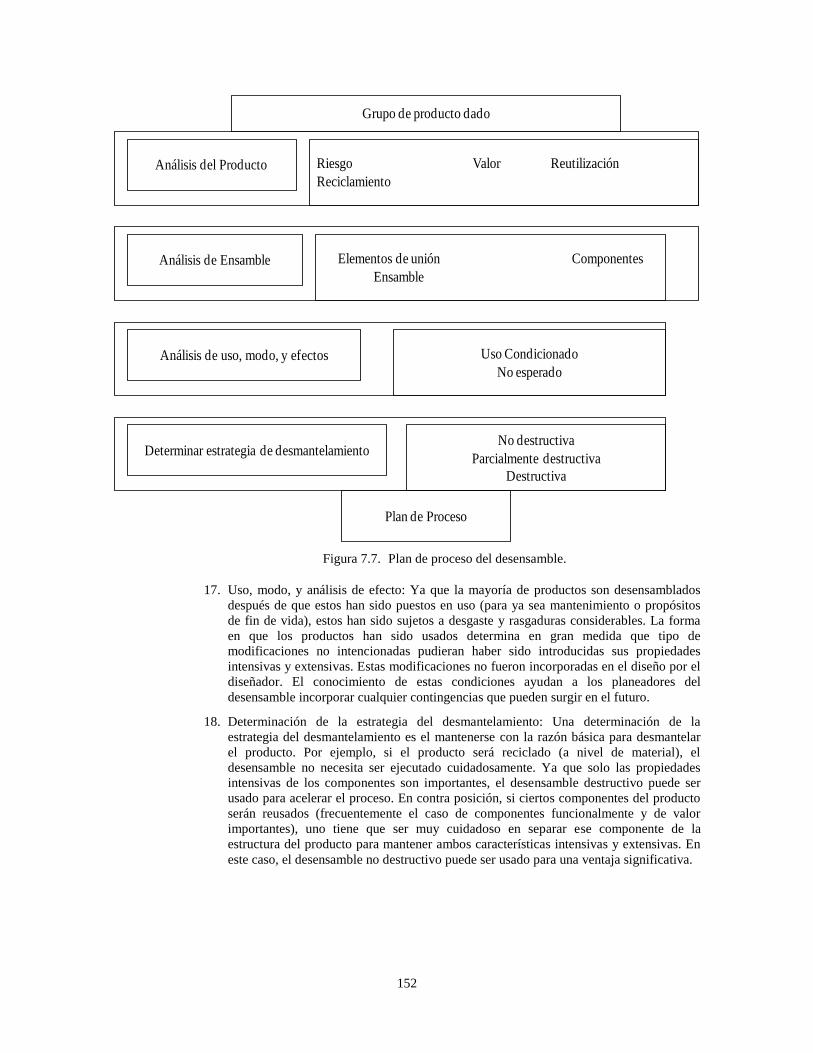
152
Figura 7.7. Plan de proceso del desensamble.
17. Uso, modo, y análisis de efecto: Ya que la mayoría de productos son desensamblados
después de que estos han sido puestos en uso (para ya sea mantenimiento o propósitos
de fin de vida), estos han sido sujetos a desgaste y rasgaduras considerables. La forma
en que los productos han sido usados determina en gran medida que tipo de
modificaciones no intencionadas pudieran haber sido introducidas sus propiedades
intensivas y extensivas. Estas modificaciones no fueron incorporadas en el diseño por el
diseñador. El conocimiento de estas condiciones ayudan a los planeadores del
desensamble incorporar cualquier contingencias que pueden surgir en el futuro.
18. Determinación de la estrategia del desmantelamiento: Una determinación de la
estrategia del desmantelamiento es el mantenerse con la razón básica para desmantelar
el producto. Por ejemplo, si el producto será reciclado (a nivel de material), el
desensamble no necesita ser ejecutado cuidadosamente. Ya que solo las propiedades
intensivas de los componentes son importantes, el desensamble destructivo puede ser
usado para acelerar el proceso. En contra posición, si ciertos componentes del producto
serán reusados (frecuentemente el caso de componentes funcionalmente y de valor
importantes), uno tiene que ser muy cuidadoso en separar ese componente de la
estructura del producto para mantener ambos características intensivas y extensivas. En
este caso, el desensamble no destructivo puede ser usado para una ventaja significativa.
Análisis del Producto Riesgo Valor Reutilización
Reciclamiento
Análisis de Ensamble Elementos de unión Componentes
Ensamble
Análisis de uso, modo, y efectos Uso Condicionado
No esperado
Determinar estrategia de desmantelamientoNo destructiva
Parcialmente destructiva
Destructiva
Plan de Proceso
Grupo de producto dado

153
Guías de diseño para desensamble
Una literatura abundante discute la planeación y diseño del desensamble en términos de las guías de diseño
para desensamble. La esencia de estas guías es mantener la variedad del producto al mínimo, usar
construcción de productos modulares, y agrupar materiales similares. Algunas de las más importantes guías
son las siguientes:
Para minimizar trabajo de ensamble,
1. Si es posible, elementos similares necesitan ser combinados en un grupo.
2. La variabilidad del material debe ser minimizada para predecir los procedimientos del
desensamble con un grado de certeza.
3. Tanto como sea posible, los materiales compatibles deben ser usados para facilitar el
desensamble.
4. Cualesquiera materiales dañinos, si son de importancia funcional, deberían ser agrupados
juntos en subensambles para una disposición rápida.
5. Cualesquiera partes valorables, reusables y dañinas necesitan ser de fácilmente accesibles.
Esto ahorra mucho tiempo y esfuerzo al intentar alcanzar la parte en cuestión.
Para lograr una configuración del producto predecible,
1. Las combinaciones de materiales caducos y corrosivos necesitan ser evitadas, ya que
desensamblarlas de forma limpia y eficiente (debido a su tendencia a corroerse, esparcir la
corrosión, y romperse dentro del producto) frecuentemente es difícil.
2. Lo que se ha dicho en el punto precedente se mantiene igualmente verdadero tanto hasta la
protección de subensambles de la corrosión, la razón es la misma.
Para lograr un desensamble fácil,
1. Los puntos de drenado necesitan ser accesibles fácilmente.
2. Los sujetadores necesitan ser fáciles de remover o destruir.
3. El número de sujetadores debe ser minimizado para ahorrar tiempo y esfuerzo.
4. Acceso fácil a puntos para unir, fracturar, y cortar deben ser proveídos.
5. Hablando generalmente, la vía del desensamble necesita ser runa ruta imple y directa a lo
largo de la cual la mayoría de los componentes sean removidos. Con ese fin, direcciones
múltiples y movimientos complejos para desensamble necesitan ser evitadas.
6. Los insertos metálicos en partes de plástico deben ser evitados, ya que esto incrementa la
variedad del material y complejidad de la parte y necesita direcciones múltiples y
movimientos complejos en el desensamble.
Para lograr manejo fácil,
1. Por lo menos se debe dejar una superficie disponible para agarre.
2. Las partes no rígidas deben de evitarse, ya que pueden moverse, doblar, torcer, y crear
problemas en el desensamble.
3. Las substancias toxicas, si es necesario, deben ser provistas en unidades selladas para
minimizar daños de salud.

154

155
Para lograr separación fácil,
1. Cualquier proceso de recubrimiento, como pintura, deberá de ser evitado, ya que estos
inhiben acceso y remoción de componentes.
2. Para separar materiales diferentes, estos deben ser marcados apropiadamente para minimizar
confusión mientras se desensambla el producto.
3. Cualesquier partes y materiales que son motivo de daño la maquinaria necesitan de ser
evitadas.
Para reducir la variabilidad,
1. Subensambles y partes estándar necesitan ser usadas (construcción modular del producto).
2. Un mínimo de variedad de sujetadores deben ser usados, ya que una gran variedad de
sujetadores requiere una gran variedad de herramientas, habilidades, preparación de
superficie, y posturas de trabajo.
Algoritmos para desensamble
La cantidad de investigación conducida en examinar el desensamble en los temas como planeación de la
secuencia del desensamble, evaluación y análisis del desensamble, y recuperación del producto. Esta sección
repasa varias propuestas que tratan estos temas y otros afines.
7.9.1 PROPUESTA DE RECUPERACIÓN DE PRODUCTO
Thierry et al. (1995) propuso un método de administración de recuperación de producto donde productos
retornados pueden ser recuperados a cuatro niveles: producto, modulo, parte, y material (en cualquier orden).
Opciones de recuperación del producto logrables por desensamble pueden ser clasificados en las categorías
listadas en la Tabla 7.8.
El objetivo de este método es recuperar tanto valor como sea posible de lo económico también como de
lo ecológico de los productos, componentes, y materiales, para minimizar las cantidades ultimas del
desperdicio. Una desventaja de esta propuesta es el amarre obvio entre las opciones de eliminación, las cuales
pueden ser bastante confusas. Por ejemplo, la distinción entre restauración y re-manufacturación es tan sutil
para ser implementada desde la perspectiva del diseñador.
Tabla 7.8
Opciones para Recuperación del Producto Después del Desensamble (Thierry et al., 1995)
Opción Objetivo Nivel del Desensamble Resultado
Reparar Restaurar a condiciones de
trabajo
Nivel de producto
(dsensamble y fijación
limitada)
Algunas partes reparadas
Restauración Mejorar a nivel de calidad,
sin embargo no como
nuevo
Nivel de Módulo (algo de
actualización tecnológica)
Algunos módulos reparados
o remplazados
Remanufacturación Resturar a nivel de calidad,
como nuevo
Nivel de Parte Partes nuevas y usadas en
nuevos productos
Canibalismo Recuperación Limitada Desensamble selectivo e
inspección de partes
reusables potenciales
Reutilizar partes, reciclado,
o disposición
Reciclado Reusar solamente material Nivel de material Materiales usados en
nuevos productos
156
Krikke, van Harten, y Schuur (1998) consideraron el problema al nivel táctico de administración para
determinar una estrategia óptima para recuperación y disposición del producto. El modelo usa el árbol del
desensamble como el punto de inicio para describir el proceso del desensamble para los productos de retorno.
Las partes recuperadas, módulos, y sub-partes fueron identificadas y representadas a varios sub-niveles.
Productos como también componentes recuperados son conocidos como ensambles. El objetivo del
desensamble es hacer posible la recuperación o desensamble separado para cada uno de los sub-ensambles.
En esta propuesta en particular, los materiales no son considerados como el nivel mas bajo del desensamble.
Los ensambles pueden ser desensamblados en sub-ensambles, y materiales pueden ser separados de los
ensambles. Las opciones de reutilización y reciclado son clasificadas dependiendo en el nivel de calidad de
los productos finales. La reutilización es clasificada en tres categorías distintas: actualización, re-
inicialización, y degradación. Similarmente, el reciclado puede ser clasificado como: reciclado de material de
alto-grado, reciclado de material de bajo-grado, y reciclado de material alternativo. Disposición es ya sea
incineración o relleno. El problema de optimización es resuelto usando el método estocástico de
programación dinámica.
7.9.2 PLANEACIÓN DE LA SECUENCIA OPTIMA DEL
DESENSAMBLE PARA RECUPERACIÓN DEL PRODUCTO
Un plan de secuencia del desensamble (DSP) es un programa de tareas que inicia con un producto a ser
desensamblado y termina cuando todas las partes deseadas del producto son desconectadas (Gungor y Gupta,
1998). Un DSP permite optimizar la recuperación del producto a través de la minimización del costo,
maximización de la recuperación del material, y minimización del tiempo del desensamble usando técnicas
matemáticas como programación lineal, programación dinámica, y herramientas gráficas.
Navin-Chandra (1994) describe recuperación del producto usando herramientas CAD (ReStar) para
encontrar un plan de recuperación que balancea la cantidad de esfuerzo puesto en la recuperación y la
cantidad de esfuerzo salvado por la reutilización de las partes y materiales a través del uso de un análisis de
punto de retorno de la inversión. Todas las secuencias factibles del desensamble son verificadas usando
graficas AND/OR. Una relación OR entre dos componentes, c1 y ce, existe con respecto a c3 si ya sea c1 o c2
tiene que ser removida antes de remover c3. Una relación AND entre c1 y c2 existe con respecto a c3 si
ambas c1 y c2 tienen que ser removidas antes de remover c3. La secuencia de la operación del desensamble
depende en las restricciones espaciales entre los componentes. La metodología del agente de ventas es usada
para solucionar el problema con productos en un cierto estado del desensamble siendo análogo a ciudades y
pasos del desensamble siendo análogos a conexiones entre ciudades.
El problema de tratar con incertidumbres futuras de las opciones de reciclado fue abordad por Zussman,
Kriwet, y Seliger (1994) usando la teoría de utilidad. Los atributos como refinamiento tecnológico, precios, e
impuestos por tirar son susceptibles a cambiar con el tiempo (dinámico) y, como tal, involucran incertidumbre
para el diseñador y hacedor de políticas. El método incorpora la optimización de secuencias del desensamble
para lograr objetivos tales como maximización de la ganancia neta, maximización de reutilización de partes, o
minimización del desperdicio yendo hacia tierras de relleno. Una gráfica de recuperación es construida
usando la lógica AND/OR como se acaba de describir. Los valores de las diferentes entidades, asi como
secuencias de ensamble, opciones de reciclado, y costos relacionados, son usados para dibujar la gráfica de
recuperación.
Dos algoritmos fueron presentados por Gungor y Gupta (1997) para obtener un esquema para
desensamblar múltiples estructuras del producto que tienen partes comunes. El núcleo del algoritmo
determina el número raíz de veces a ser desensamblado para minimizar el costo del desensamble. Una raíz es
definida como un subensamble mayor, el cual aun más está compuesto de subensambles menores que pueden
ser subdivididos en componentes individuales. El algoritmo de ubicación es usado para determinar una
programación del desensamble para las raíces y subensambles por medio de ubicar los requerimientos de los
subensambles sobre el horizonte de planeación.
Gangor y Guota (1997) presentaron un método de evaluación para seleccionar el mejor proceso del
desensamble de entre varias alternativas. Las secuencias son generadas heurísticamente considerando los
siguientes factores: relaciones de precedencia de los componentes del producto bajo consideración y las
calificaciones promedio de las dificultades para cada componente del producto. El tiempo total del
157
desensamble, un métrico afectado por atributos como tipo de unión y cambios de dirección del desensamble,
es seleccionado para evaluación de una secuencia de ensamble en particular.
Kuo (2000) dividió la planeación del desensamble en cuatro etapas distintas: representación geométrica
del ensamble, análisis de búsqueda de corte-vertice, análisis de la matriz precedencia del desensamble, y
secuencia del desensamble y generación de plan para obtener la secuencia del desensamble de productos
electromecánicos durante la etapa de diseño. El costo del desensamble es clasificado como el objeto del
desensamble, desensamble completo, o desensamble óptimo. El análisis de árbol del desensamble es la idea
básica detrás de la generación de la secuencia del desensamble. La gráfica de relación componente-sujetador
y matrices de precedencia representan interrelaciones entre componentes. El proceso del desensamble es
simplificado formando módulos para desensamble. El análisis de búsqueda corte-vertice habilita la
descomposición de un módulo en submodulos. Un corte-vertice en una gráfica componente-sujetador es un
verice (componente) el su remoción desconecta la gráfica. En un componente rela, el corte-vertice es la parte
principal que esta conectada a otros componentes. En un módulo, el corte-vertice es el componente conexión
entre otros dos componentes. Tres tipos distintos de ensambles geométricos pueden ser definidos:
Tipo I. Un ensamble que tiene un componente principal al cual otros componentes o
subensambles son ndirecta o indirectamente ensamblados.
Tipo II. Un ensamble que no tiene componente principal. Todos los componentes son
ensamblados con otros. Esta puede ser desensamblado solo como un componente sencillo.
Tipo III. Un ensamble que es una combinación de ambos de estos tipos. Este puede ser
desensamblado así como más componentes.
Tres tipos de secuencias, guiados por el costo del desensamble, son analizados en formación del árbol
del desensamble:
Tipo I. (objetivo de secuencias del desensamble). Componentes específicos son
desensamblados para remover componentes valiosos.
Tipo II. (secuencia del desensamble óptima). El desensamble es parado cuando el retorno
marginal de la operación llega a ser no económico.
Tipo III (Secuencia del desensamble completa): Desensamble completo del producto.
Penev y DeRon (1994) propusieron un algoritmo para diseño de procesos y sistemas basados en la
detección y remoción de los componentes preferidos. Esto involucra la identificación de componentes
venenosos que necesitan ser liberados del producto. Todas las secuencias factibles del desensamble son
verificadas e ilustradas usando la técnica de gráfica AND/OR. Dependiendo en varias opciones y
restricciones, el método mas eficiente de liberación del componente o parte es determinado. Después de esto,
las partes restantes son consideradas para desensamble. Este proceso continua hasta que este continua siendo
de beneficio económico para seguir realizándolo. El enfoque de programación dinámica es usado para
optimizar el problema. Lambert (1999) consideraron el problema de generar secuencias del desensamble
selectivo usando un enfoque de programación lineal. Un modelo económico de optimización con restricciones
de medio ambiente fue presentado. El proceso del desensamble involucra una secuencia de pasos simples o
acciones, como la remoción de una parte o separación en dos subensambles separados. Las secuencias que
combinan ganancia máxima neta con requerimientos de medioambiente son seleccionadas. El provecho de
cada paso es calculado. Acciones locales no provechosas deben ser ejecutadas para habilitar pasos
subsecuentes que son provechosos o para cumplir con las regulaciones. En este enfoque, las secuencias del
desensamble posibles son representadas por una gráfica, la cual es transformada en un modelo de
programación lineal. Dos conjuntos, S (subensambles) y A (acciones o pasos del proceso) son definidos. El
conjunto S contiene todas las combinaciones factibles de partes, el producto completo original como también
los componentes simples. Una secuencia del desensamble es descrita por una secuencia de acciones. La
secuencia del desensamble óptimo es la que genera la máxima ganancia neta, sujeta a restricciones
especificas.
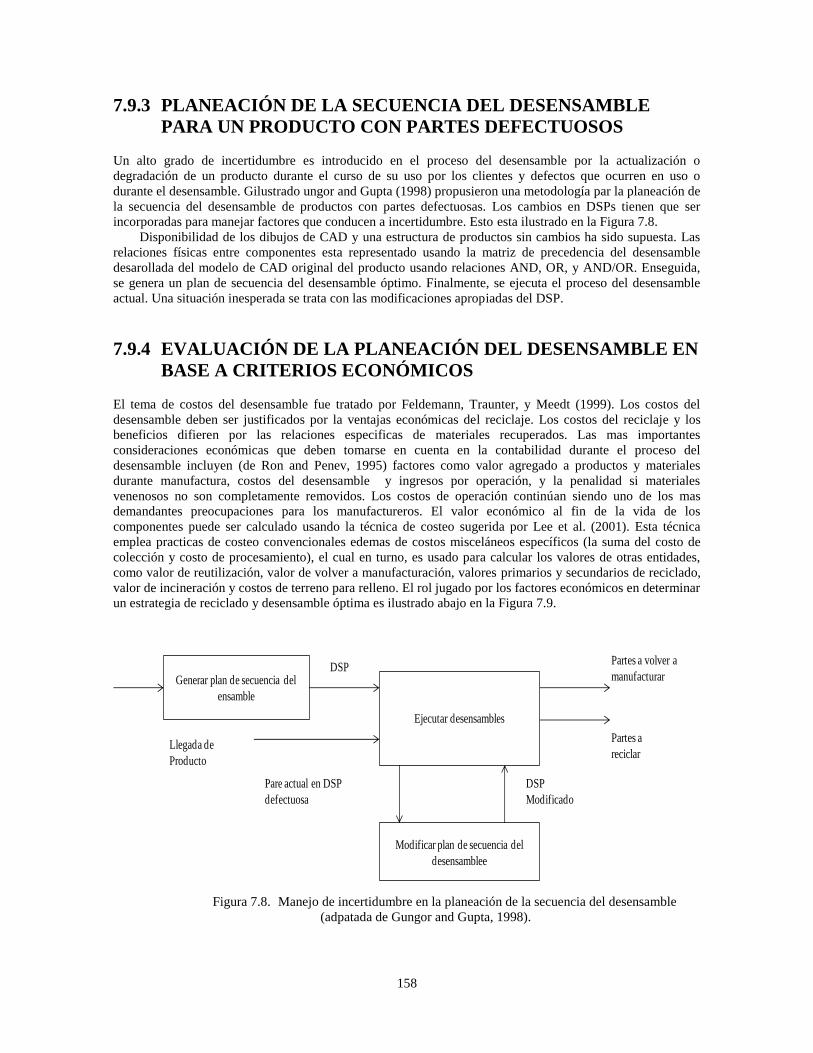
158
7.9.3 PLANEACIÓN DE LA SECUENCIA DEL DESENSAMBLE
PARA UN PRODUCTO CON PARTES DEFECTUOSOS
Un alto grado de incertidumbre es introducido en el proceso del desensamble por la actualización o
degradación de un producto durante el curso de su uso por los clientes y defectos que ocurren en uso o
durante el desensamble. Gilustrado ungor and Gupta (1998) propusieron una metodología par la planeación de
la secuencia del desensamble de productos con partes defectuosas. Los cambios en DSPs tienen que ser
incorporadas para manejar factores que conducen a incertidumbre. Esto esta ilustrado en la Figura 7.8.
Disponibilidad de los dibujos de CAD y una estructura de productos sin cambios ha sido supuesta. Las
relaciones físicas entre componentes esta representado usando la matriz de precedencia del desensamble
desarollada del modelo de CAD original del producto usando relaciones AND, OR, y AND/OR. Enseguida,
se genera un plan de secuencia del desensamble óptimo. Finalmente, se ejecuta el proceso del desensamble
actual. Una situación inesperada se trata con las modificaciones apropiadas del DSP.
7.9.4 EVALUACIÓN DE LA PLANEACIÓN DEL DESENSAMBLE EN
BASE A CRITERIOS ECONÓMICOS
El tema de costos del desensamble fue tratado por Feldemann, Traunter, y Meedt (1999). Los costos del
desensamble deben ser justificados por la ventajas económicas del reciclaje. Los costos del reciclaje y los
beneficios difieren por las relaciones especificas de materiales recuperados. Las mas importantes
consideraciones económicas que deben tomarse en cuenta en la contabilidad durante el proceso del
desensamble incluyen (de Ron and Penev, 1995) factores como valor agregado a productos y materiales
durante manufactura, costos del desensamble y ingresos por operación, y la penalidad si materiales
venenosos no son completamente removidos. Los costos de operación continúan siendo uno de los mas
demandantes preocupaciones para los manufactureros. El valor económico al fin de la vida de los
componentes puede ser calculado usando la técnica de costeo sugerida por Lee et al. (2001). Esta técnica
emplea practicas de costeo convencionales edemas de costos misceláneos específicos (la suma del costo de
colección y costo de procesamiento), el cual en turno, es usado para calcular los valores de otras entidades,
como valor de reutilización, valor de volver a manufacturación, valores primarios y secundarios de reciclado,
valor de incineración y costos de terreno para relleno. El rol jugado por los factores económicos en determinar
un estrategia de reciclado y desensamble óptima es ilustrado abajo en la Figura 7.9.
Figura 7.8. Manejo de incertidumbre en la planeación de la secuencia del desensamble
(adpatada de Gungor and Gupta, 1998).
Generar plan de secuencia del
ensamble
Ejecutar desensambles
Modificar plan de secuencia del
desensamblee
DSP
Llegada de
Producto
Pare actual en DSP
defectuosa
DSP
Modificado
Partes a
reciclar
Partes a volver a
manufacturar

159
Una estrategia del desensamble basada en la validación económica del proceso fue propuesta por Ron
and Penev (1995). La estrategia involucra determinar el valor del producto abandonado como el primer paso.
Este valor es expresado como la diferencia entre la suma de (1) ingreso por partes desensamble y materiales
restantes reciclados y (2) costos de transportación y misceláneos. El segundo paso involucra verificar el
estado del producto en su ciclo de vida cuando es descartado: Si un producto no ha sido completamente
terminado su ciclo de vida de operación, este puede ser traído otra vez a operación con esfuerzo mínimo
mediante un servicio apropiado. Esto es recomendado si el producto esta en la segunda fase de su ciclo de
vida. Es recomendado el servicio si el valor potencial del producto después de incluir los valores del
desensamble exceden el ingreso experado del desensamble. Lee et al. (2001) propuso guias para determinar
opciones factibles de fin de vida incluyendo el valor exonómico de productos y sus componentes (Tabla 7.9).
Varios objetivos han sido evaluados usando guias económicas. Estas incluyen la minimización de
impacto ambiental, la minimización del déficit o maximización de excedente, y la minimización del tiempo
para desensamble. EL desensamble es parado cuando uno o más de los criterios preestablecidos son
observados. Estos criterios incluyen logro de la tasa mas alta de retorno o impacto ambiental y costo neto
incurrido mas positivo.
Figura 7.9. Determinación de la estrategia óptima de reciclado y desensamble (modificada de
Feldmann et al., 1999)
Reciclado
costo/beneficio
Costos totales
Rango del desensamble
Strategía
óptima
Costos del
desensamble
Costos
Beneficios
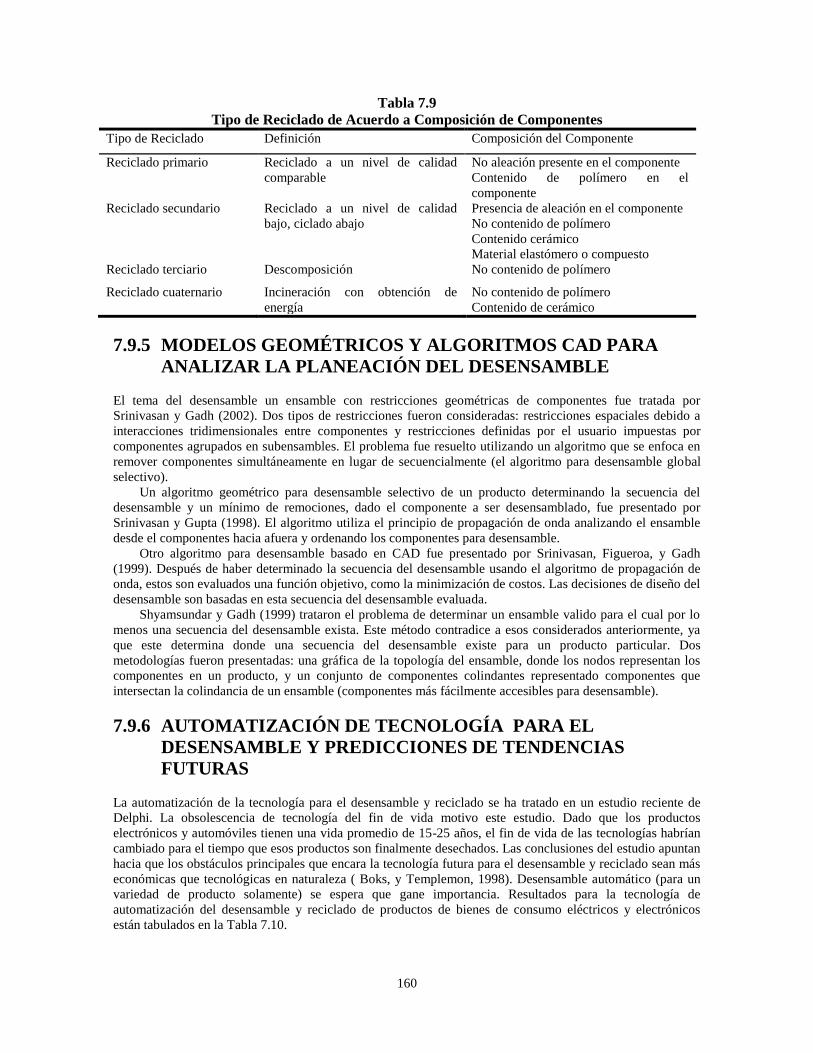
160
Tabla 7.9
Tipo de Reciclado de Acuerdo a Composición de Componentes
Tipo de Reciclado Definición Composición del Componente
Reciclado primario Reciclado a un nivel de calidad
comparable
No aleación presente en el componente
Contenido de polímero en el
componente
Reciclado secundario Reciclado a un nivel de calidad
bajo, ciclado abajo
Presencia de aleación en el componente
No contenido de polímero
Contenido cerámico
Material elastómero o compuesto
Reciclado terciario Descomposición No contenido de polímero
Reciclado cuaternario Incineración con obtención de
energía
No contenido de polímero
Contenido de cerámico
7.9.5 MODELOS GEOMÉTRICOS Y ALGORITMOS CAD PARA
ANALIZAR LA PLANEACIÓN DEL DESENSAMBLE
El tema del desensamble un ensamble con restricciones geométricas de componentes fue tratada por
Srinivasan y Gadh (2002). Dos tipos de restricciones fueron consideradas: restricciones espaciales debido a
interacciones tridimensionales entre componentes y restricciones definidas por el usuario impuestas por
componentes agrupados en subensambles. El problema fue resuelto utilizando un algoritmo que se enfoca en
remover componentes simultáneamente en lugar de secuencialmente (el algoritmo para desensamble global
selectivo).
Un algoritmo geométrico para desensamble selectivo de un producto determinando la secuencia del
desensamble y un mínimo de remociones, dado el componente a ser desensamblado, fue presentado por
Srinivasan y Gupta (1998). El algoritmo utiliza el principio de propagación de onda analizando el ensamble
desde el componentes hacia afuera y ordenando los componentes para desensamble.
Otro algoritmo para desensamble basado en CAD fue presentado por Srinivasan, Figueroa, y Gadh
(1999). Después de haber determinado la secuencia del desensamble usando el algoritmo de propagación de
onda, estos son evaluados una función objetivo, como la minimización de costos. Las decisiones de diseño del
desensamble son basadas en esta secuencia del desensamble evaluada.
Shyamsundar y Gadh (1999) trataron el problema de determinar un ensamble valido para el cual por lo
menos una secuencia del desensamble exista. Este método contradice a esos considerados anteriormente, ya
que este determina donde una secuencia del desensamble existe para un producto particular. Dos
metodologías fueron presentadas: una gráfica de la topología del ensamble, donde los nodos representan los
componentes en un producto, y un conjunto de componentes colindantes representado componentes que
intersectan la colindancia de un ensamble (componentes más fácilmente accesibles para desensamble).
7.9.6 AUTOMATIZACIÓN DE TECNOLOGÍA PARA EL
DESENSAMBLE Y PREDICCIONES DE TENDENCIAS
FUTURAS
La automatización de la tecnología para el desensamble y reciclado se ha tratado en un estudio reciente de
Delphi. La obsolescencia de tecnología del fin de vida motivo este estudio. Dado que los productos
electrónicos y automóviles tienen una vida promedio de 15-25 años, el fin de vida de las tecnologías habrían
cambiado para el tiempo que esos productos son finalmente desechados. Las conclusiones del estudio apuntan
hacia que los obstáculos principales que encara la tecnología futura para el desensamble y reciclado sean más
económicas que tecnológicas en naturaleza ( Boks, y Templemon, 1998). Desensamble automático (para un
variedad de producto solamente) se espera que gane importancia. Resultados para la tecnología de
automatización del desensamble y reciclado de productos de bienes de consumo eléctricos y electrónicos
están tabulados en la Tabla 7.10.

161
Tabla 7.10
Factibilidad Técnica y Atracción Económica del Desensamble Automatizado
Tecnología para Bienes Eléctricos y Electrónicos y Productos Automotrices (en paréntesis)
(Modificada de Boks y Templemon, 1998)
Factibilidad Técnica (%) Factibilidad Comercial (%)
Año Completo Parcial Limitado Completo Parcial Limitado
Para 1998 2 (6) 7 (6) 29 (22) 4 (0) 2 (0) 12 (16)
Para 2000 7 (2) 28 (14) 40 (35) 5 (0) 23 (4) 25 (16)
Para 2005 26 (4) 39 (33) 24 (22) 11 (2) 25 (24) 39 (35)
Para 2010 30 (28) 14 (29) 3 (18) 14 (15) 28 (31) 14 (16)
Para 2015 11 (17) 11 (12) 2 (0) 23 (17) 5 (12) 2 (4)
Para 2020 9 (15) 2 (4) 2 (2) 12 (17) 5 (10) 5 (4)
Después o nunca 16 (28) 0 (2) 0 (0) 32 (49) 14 (18) 4 (8)
Algunos de los obstáculos principales que se cree están previniendo que la automatización del
desensamble llegue a ser una actividad económicamente exitosa van desde gran variedad de productos (la mas
importante) hasta variaciones en los productos regresados (solo parcialmente importante) hasta un producto
altamente dañado (menos importante). Investigación activa del desensamble en análisis orientados ciclo de
vida esta siendo conducido en el Instituto de Manufactura Integrada por Computadora en el Instituto
Tecnológico de Georgia. Esta investigación evalúa que tan reciclable es un producto a la luz de posibles
tendencias futuras en el desarrollo de tecnología para el desensamble y economía (Kuo, 2000). Aunado a las
metodologías precedentes, un número de investigadores han explorado la facilidad de reciclar de los
materiales. Por ejemplo, Brinkley et al. (1996) trató con el inventario del ciclo de vida del PVC.
un diseño proactivo para un metodo del desensamble basado en
estandares mtm
Una revisión de la literatura demuestra que la mayoría de los autores que se aplican a diseño para
desensamble se han enfocado en algoritmos matemáticos que buscan optimizar la secuencia del desensamble.
Estos algoritmos tienden a ser altamente teóricos en naturaleza y no pueden ser aplicados al instante al diseño
de productos. Estos también tienden a ser reactivos en enfoque y muy limitados en su alcance para afectar al
proceso del desensamble en alguna forma significativa. Cerca del 70% de los costos del ciclo de vida son
verificados en la etapa de diseño misma. Esto hace importante tener un método que busque lograr un diseño
del producto proactivo para desensamble. Este tipo de método esta siendo el trabajo pionero de los autores y
es presentado en esta sección.
La metodología del desensamble toma en consideración numerosos factores, como el peso, tamaño, y
forma de los componentes que están siendo desensamblados; la frecuencia del desensamble toma (basado en
el número de productos similares que están siendo desensamblados dentro de un marco de tiempo particular);
requerimientos del personal; requerimientos de postura; requerimientos del manejo del material; y la
necesidad para preparación de componentes, como limpieza y desengrasado. Un número de factores humanos
debe ser considerados, como el trabjo del desensamble es de mano de obra altamente intensivo. Estos factores
afectan directamente el proceso del desensamble y, hasta ahora, no han sido considerados en la formulación
en ambos algoritmos para desensamble y diseño de métodos para desensamble.
162
Las operaciones para desensamble mas ampliamente usadas son registradas y descritas con suficiente
detalle. Cada operación del desensamble es luego subdividida en tareas elementales básicas. Solo una fracción
de las tareas en la operación del desensamble son de hecho responsables para ejecutar el desensamble. Las
tareas restantes constituyen aquellas acciones como alcanzar por herramientas, agarrar herramientas y
limpieza de componentes antes del desensamble. Por ejemplo, le siguiente caso de estudio considera una
operación simple el desatornillar que puede ser subdividida en varias tareas elementales.
Un caso de estudio de diseño para desensamble
Las tareas elementales en una tarea simple como una operación de desatornillar son
1. Restringir el producto para prevenir movimiento durante el desensamble.
2. Alcanzar la herramienta (destornillador de potencia).
3. Agarrar la herramienta.
4. Posicionar la herramienta (accesibilidad de sujeción).
5. Alinear la herramienta para comenzar la operación (accesibilidad de sujeción).
6. Ejecutar el desensamble (operación desatornillar: ejercer fuerza en caso de operación manual
para desatornillar).
7. Dejar la herramienta.
8. Remover los tornillos y ponerlos en un contenedor.
9. Remover los componentes y ponerlos en un contenedor.
19.
Como es evidente de esta secuencia de operaciones, las tareas 4, 5 y 6 de hecho afectan el desensamble;
las tareas restantes son mas de naturaleza auxiliares. Tareas 1, 2, y 3 son preparatorias. Alternado estas tareas
podría tener poco o no efecto en la eficiencia del proceso del desensamble. Asumiendo que todas las demás
condiciones son constantes, como la destreza del operador y velocidad de operación, peso y tamaño de la
herramienta, y condiciones del área de trabajo, la eficiencia del proceso del desensamble puede ser atribuido
directamente a las tareas 4, 5, 6, y 9. Al examinar esas tareas se revela que estas son directamente afectadas
por la configuración de diseño, mientras otras pueden no serlo. La accesibilidad de los componentes y
sujetadores es un atributo de diseño que habilita el posicionamiento y alineación efectivo de una herramienta
para propósito del desensamble. Similarmente, la tarea 9 puede también mostrarse ser directamente afectada
por el diseño del producto. La remoción de componente es influenciada por atributos de diseño como tamaño,
forma, peso, y el material del componente. Componentes grandes, no simétricos, y pesados como también
componentes puntiagudos y diminutos son difíciles de manipular y resulta en una disminución de la eficiencia
del desensamble. Similarmente, todas estas tareas requieren la adopción de una postura particular durante el
proceso del desensamble. Si un gran número de dichas operaciones han de ser ejecutadas durante el turno de
trabajo (frecuencia de operación) y el trabajador es forzado en adoptar una postura no natural, resultando en
comienzo de fatiga estática, los efectos de largo plazo pueden ser devastadores, no solo para el trabajador sino
también para la organización.
Por lo tanto criterios de evaluación para el desensamble significativos deben incluir todos estos factores,
ya que estos son relacionados directamente a diseño del producto. Otros factores que afectan el proceso del
desensamble incluyen el peso y el tamaño de la herramienta (herramientas grandes, pesadas, y no simétricas
son difíciles de operar) y operaciones de preparación como limpieza y desengrasado, las cuales pueden ser
minimizadas a través de la identificación de trampas de suciedad potenciales antes del desensamble.
El método propuesto consiste de los siguientes elementos distintos: un índice de evaluación numérico
para el desensamble y una aplicación sistemática de los métodos de diseño para desensamble.
El índice de evaluación numérico para el desensamble es una función de varios parámetros de diseño que
directamente o indirectamente afecta el proceso del desensamble de producto consumible. Calificaciones
163
numéricas son asignadas cada uno de esos parámetros dependiendo de la facilidad con la cual ellos pueden ser
obtenidos. Los parámetros siguientes han sido planteados:
Grado de accesibilidad de componentes y sujetadores: Acceso fácil es un prerrequisito para un operación
del desensamble rápida y eficiente. Mientras menos accesible sea un componente o sujetador, mas alta
calificación recibe.
Cantidad de fuerza (o torque) requerido para desacoplar componentes (en caso de acoplamiento plástico
tipo clic) o quitar sujetadores: Mientras menor cantidad de fuerza se requerida, mejor se el diseño. La
cantidad de esfuerzo requerido es directamente proporcional al valor de la calificación numérica
recibida.
Requerimientos de postura para ejecutar las tarea del desensamble: El proceso del desensamble todavía
es predominantemente de mano de obra intensivo y, de acuerdo a un estudio reciente de Delphi, se
espera que siga siendo en el futuro predecible. Como resultado, las operaciones del desensamble que
requieren que los trabajadores asuman posturas no naturales serán de alto detrimento para que el
operador ejecute esas operaciones. Una postura no natural es uno de los responsables para la aparición
de fatiga muscular estática. Este asunto asume aun más importancia a la luz de la alta frecuencia de las
tareas del desensamble. En este método se ha previsto la inclusión de concesiones adicionales en la
calificación del desensamble basado en esta categoría.
Identificación de trampas de suciedad: Este factor es importante por razones obvias. Un producto que ha
estado en uso regular esta ligado a la acumulación de suciedad interna al cabo de un periodo de tiempo.
Desde una perspectiva del desensamble, los componentes que acumulan suciedad necesitan ser
limpiados y desengrasados antes del desensamble y por lo tanto involucran un preparación a priori. Esta
actividad es intensiva en tiempo y mano de obra. Datos empíricos pueden habilitar la fácil identificación
de trampas de suciedad en la etapa de diseño. Esto puede habilitar el rediseño de componentes para
facilitar el desensamble.
Factores de diseño como el peso, forma, y tamaño de componentes que están siendo desensamblados:
Esto puede ser una consideración crucial en el desensamble del producto, especialmente porque esto
involucra el uso de aditamentos especiales y aparatos o simplemente más trabajadores. Por ejemplo, el
CRT de un televisión de 25” puede ser algo pesada y grande para una sola persona para manipularla
eficientemente. Estos factores han sido abordados a través de la introducción de un multiplicador
adicional para manejo del material.
Cualquier configuración de producto puede ser considerada que está compuesta de dos entidades
diferentes: elementos funcionales y elementos de sujeción. Elementos funcionales son directamente
responsables para juntos ejecutar las funciones primarias, secundarias y terciarias del producto. Por ejemplo,
el CRT de una televisión ejecuta la función primaria de mostrar la imagen, mientras que las bocinas son
responsables de emitir el sonido. La función secundaria de proteger los componentes internos de un TV es
ejecutada por el gabinete.
Los sujetadores son usados para de forma segura encadenar varios elementos funcionales. Varias
configuraciones de sujetadores pueden ser empleados, dependiendo en en factores como naturaleza de la
tecnología actual, diseño de componente modificado de acuerdo a las opciones fin de vida (EOL), factores
humanos, y varios factores económicos. La clave para solucionar el diseñar productos para desensamble fácil
es seleccionar sujetadores apropiados y métodos de unión que habilitan un rápido, fácil, y desmantelamiento
económico de un ensamble de componentes funcionalmente importantes (con las modificaciones de diseño
correspondiente de los componentes funcionales). El método descrito aquí trata esta situación en dos partes.
Identificación de anomalías de diseño ayuda a optimizar el diseño del componente desde la perspectiva
del desensamble. Varios factores de diseño, como accesibilidad, condiciones de superficie de acoplamiento,
corrosión, tamaño, peso, y forma, juegan un rol importante en el desensamble. Es imperativo, por lo tanto,
que estos deben ser tratados a detalle antes de que un el diseño de un componente en particular se finalizado.
La aplicación de los criterios de evaluación del desensamble al producto resulta en indicadores numéricos
para varias categorías de evaluación. Estas calificaciones pueden ser multiplicadas por concesiones
adicionales previamente especificadas para postura del trabajador, movimiento, y fatiga visual y
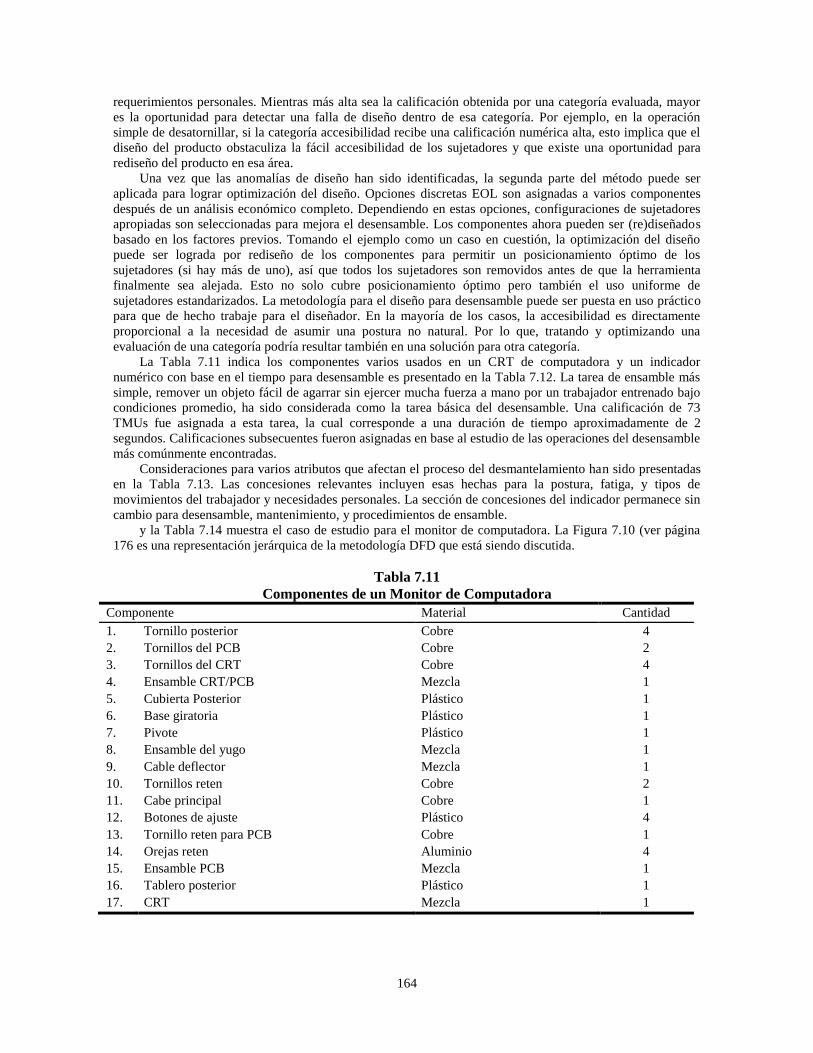
164
requerimientos personales. Mientras más alta sea la calificación obtenida por una categoría evaluada, mayor
es la oportunidad para detectar una falla de diseño dentro de esa categoría. Por ejemplo, en la operación
simple de desatornillar, si la categoría accesibilidad recibe una calificación numérica alta, esto implica que el
diseño del producto obstaculiza la fácil accesibilidad de los sujetadores y que existe una oportunidad para
rediseño del producto en esa área.
Una vez que las anomalías de diseño han sido identificadas, la segunda parte del método puede ser
aplicada para lograr optimización del diseño. Opciones discretas EOL son asignadas a varios componentes
después de un análisis económico completo. Dependiendo en estas opciones, configuraciones de sujetadores
apropiadas son seleccionadas para mejora el desensamble. Los componentes ahora pueden ser (re)diseñados
basado en los factores previos. Tomando el ejemplo como un caso en cuestión, la optimización del diseño
puede ser lograda por rediseño de los componentes para permitir un posicionamiento óptimo de los
sujetadores (si hay más de uno), así que todos los sujetadores son removidos antes de que la herramienta
finalmente sea alejada. Esto no solo cubre posicionamiento óptimo pero también el uso uniforme de
sujetadores estandarizados. La metodología para el diseño para desensamble puede ser puesta en uso práctico
para que de hecho trabaje para el diseñador. En la mayoría de los casos, la accesibilidad es directamente
proporcional a la necesidad de asumir una postura no natural. Por lo que, tratando y optimizando una
evaluación de una categoría podría resultar también en una solución para otra categoría.
La Tabla 7.11 indica los componentes varios usados en un CRT de computadora y un indicador
numérico con base en el tiempo para desensamble es presentado en la Tabla 7.12. La tarea de ensamble más
simple, remover un objeto fácil de agarrar sin ejercer mucha fuerza a mano por un trabajador entrenado bajo
condiciones promedio, ha sido considerada como la tarea básica del desensamble. Una calificación de 73
TMUs fue asignada a esta tarea, la cual corresponde a una duración de tiempo aproximadamente de 2
segundos. Calificaciones subsecuentes fueron asignadas en base al estudio de las operaciones del desensamble
más comúnmente encontradas.
Consideraciones para varios atributos que afectan el proceso del desmantelamiento han sido presentadas
en la Tabla 7.13. Las concesiones relevantes incluyen esas hechas para la postura, fatiga, y tipos de
movimientos del trabajador y necesidades personales. La sección de concesiones del indicador permanece sin
cambio para desensamble, mantenimiento, y procedimientos de ensamble.
y la Tabla 7.14 muestra el caso de estudio para el monitor de computadora. La Figura 7.10 (ver página
176 es una representación jerárquica de la metodología DFD que está siendo discutida.
Tabla 7.11
Componentes de un Monitor de Computadora
Componente Material Cantidad
1. Tornillo posterior Cobre 4
2. Tornillos del PCB Cobre 2
3. Tornillos del CRT Cobre 4
4. Ensamble CRT/PCB Mezcla 1
5. Cubierta Posterior Plástico 1
6. Base giratoria Plástico 1
7. Pivote Plástico 1
8. Ensamble del yugo Mezcla 1
9. Cable deflector Mezcla 1
10. Tornillos reten Cobre 2
11. Cabe principal Cobre 1
12. Botones de ajuste Plástico 4
13. Tornillo reten para PCB Cobre 1
14. Orejas reten Aluminio 4
15. Ensamble PCB Mezcla 1
16. Tablero posterior Plástico 1
17. CRT Mezcla 1
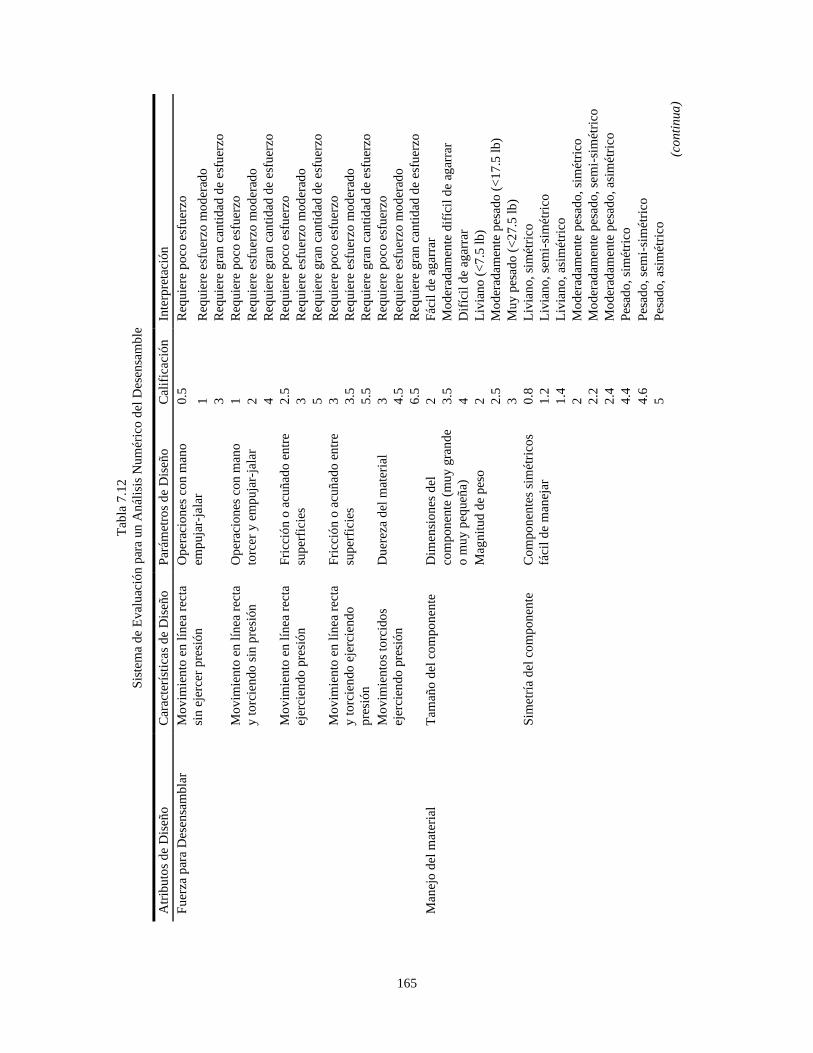
165
Tab
la 7
.12
Sis
tem
a d
e E
val
uac
ión
par
a un
An
ális
is N
um
éric
o d
el D
esen
sam
ble
Inte
rpre
taci
ón
Req
uie
re p
oco
esf
uer
zo
Req
uie
re e
sfu
erzo
mo
der
ado
Req
uie
re g
ran
can
tid
ad d
e es
fuer
zo
Req
uie
re p
oco
esf
uer
zo
Req
uie
re e
sfu
erzo
mo
der
ado
Req
uie
re g
ran
can
tid
ad d
e es
fuer
zo
Req
uie
re p
oco
esf
uer
zo
Req
uie
re e
sfu
erzo
mo
der
ado
Req
uie
re g
ran
can
tid
ad d
e es
fuer
zo
Req
uie
re p
oco
esf
uer
zo
Req
uie
re e
sfu
erzo
mo
der
ado
Req
uie
re g
ran
can
tid
ad d
e es
fuer
zo
Req
uie
re p
oco
esf
uer
zo
Req
uie
re e
sfu
erzo
mo
der
ado
Req
uie
re g
ran
can
tid
ad d
e es
fuer
zo
Fác
il d
e ag
arra
r
Mo
der
adam
ente
dif
ícil
de
agar
rar
Dif
ícil
de
agar
rar
Liv
ian
o (
<7
.5 l
b)
Mo
der
adam
ente
pes
ado
(<
17.5
lb
)
Mu
y p
esad
o (
<2
7.5
lb
)
Liv
ian
o,
sim
étri
co
Liv
ian
o,
sem
i-si
mét
rico
Liv
ian
o,
asim
étri
co
Mo
der
adam
ente
pes
ado
, si
mét
rico
Mo
der
adam
ente
pes
ado
, se
mi-
sim
étri
co
Mo
der
adam
ente
pes
ado
, as
imét
rico
Pes
ado
, si
mét
rico
Pes
ado
, se
mi-
sim
étri
co
Pes
ado
, as
imét
rico
(co
nti
nua
)
Cal
ific
ació
n
0.5
1
3
1
2
4
2.5
3
5
3
3.5
5.5
3
4.5
6.5
2
3.5
4
2
2.5
3
0.8
1.2
1.4
2
2.2
2.4
4.4
4.6
5
Par
ámet
ros
de
Dis
eño
Op
erac
ion
es c
on m
ano
emp
uja
r-ja
lar
Op
erac
ion
es c
on m
ano
torc
er y
em
pu
jar-
jala
r
Fri
cció
n o
acu
ñad
o e
ntr
e
sup
erfi
cies
Fri
cció
n o
acu
ñad
o e
ntr
e
sup
erfi
cies
Du
erez
a d
el m
ater
ial
Dim
ensi
on
es d
el
com
pon
ente
(m
uy
gra
nd
e
o m
uy
peq
ueñ
a)
Mag
nit
ud
de
pes
o
Co
mp
on
ente
s si
mét
rico
s
fáci
l d
e m
anej
ar
Car
acte
ríst
icas
de
Dis
eño
Mo
vim
ien
to e
n l
ínea
rec
ta
sin
eje
rcer
pre
sió
n
Mo
vim
ien
to e
n l
ínea
rec
ta
y t
orc
ien
do
sin
pre
sión
Mo
vim
ien
to e
n l
ínea
rec
ta
ejer
cien
do
pre
sió
n
Mo
vim
ien
to e
n l
ínea
rec
ta
y t
orc
ien
do
eje
rcie
nd
o
pre
sió
n
Mo
vim
ien
tos
torc
ido
s
ejer
cien
do
pre
sió
n
Tam
año
del
co
mpo
nen
te
Sim
etrí
a d
el c
om
pon
ente
Atr
ibu
tos
de
Dis
eño
Fu
erza
par
a D
esen
sam
bla
r
Man
ejo
del
mat
eria
l

166
Tab
la 7
.12
(C
on
tin
ua
ció
n)
Inte
rpre
taci
ón
No
req
uie
re h
erra
mie
nta
s
Req
uie
re h
erra
mie
nta
s co
mu
nes
Req
uie
re h
erra
mie
nta
s es
pec
iali
zad
as
No
req
uie
re h
erra
mie
nta
s
Req
uie
re h
erra
mie
nta
s co
mu
nes
Req
uie
re h
erra
mie
nta
s es
pec
iali
zad
as
Baj
o,
rece
sos
en s
uje
tad
ore
s am
pli
os;
gra
nd
e, r
anu
ra/r
eces
os
ráp
idam
ente
vis
ible
s en
su
jeta
do
res
tip
o c
lic
Pro
fun
do
s, s
uje
tad
or
con
rec
eso
s
del
gad
os;
slo
t/re
ceso
ob
scu
ro e
n
suje
tad
ore
s ti
po
cli
c
Mu
y p
rofu
nd
os,
rec
eso
s d
e su
jeta
do
res
mu
y a
ng
ost
os;
ran
ura
s p
ara
dif
ícil
es d
e
loca
liza
r p
ara
suje
tad
ore
s ab
iert
os
tip
o
clic
Lo
cali
zaci
ón
de
ran
ura
per
mit
e fá
cil
accs
o
Lo
cali
zaci
on
de
ran
ura
dif
ícil
de
acce
sar;
req
uie
re a
lgo
de
man
ipu
laci
ón
Lo
cali
zaci
ón
de
ran
ura
muy
dif
ícil
de
acce
sar
No
req
uie
re e
xac
titu
d
Alg
o d
e ex
acti
tud
es
req
uer
ida
Req
uie
re a
lta
exac
titu
d
No
req
uie
re e
xac
titu
d
Alg
o d
e ex
acti
tud
es
req
uer
ida
Req
uie
re a
lta
exac
titu
d
Cal
ific
ació
n
1
2
3
1
2
3
1
1.6
2
1
1.6
2
1.2
2
5
1.6
2.5
5.5
Par
ámet
ros
de
Dis
eño
Lar
go
, am
pli
tud
,
pro
fun
did
ad,
rad
io,
áng
ulo
qu
e h
ace
con
la
sup
erfi
cie
Su
per
fici
e en
el
pla
no
Su
per
fici
e en
el
áng
ulo
En
un
a ra
nura
Sim
etrí
a
Asi
met
ría
Car
acte
ríst
icas
de
Dis
eño
Eje
rcie
nd
o F
uer
za
Eje
rcie
nd
o T
orq
ue
Dim
ensi
on
es
Ub
icac
ión
Niv
el d
e ex
acti
tud
req
uer
ida
par
a p
osi
cio
nar
la h
erra
mie
nta
Atr
ibu
tos
de
Dis
eño
Req
uer
imie
nto
de
her
ram
ien
tas
par
a
des
ensa
mb
le
Fac
ilid
ad p
ara
acce
so d
e la
s un
ion
es
y r
anura
s
Po
sici
on
amie
nto
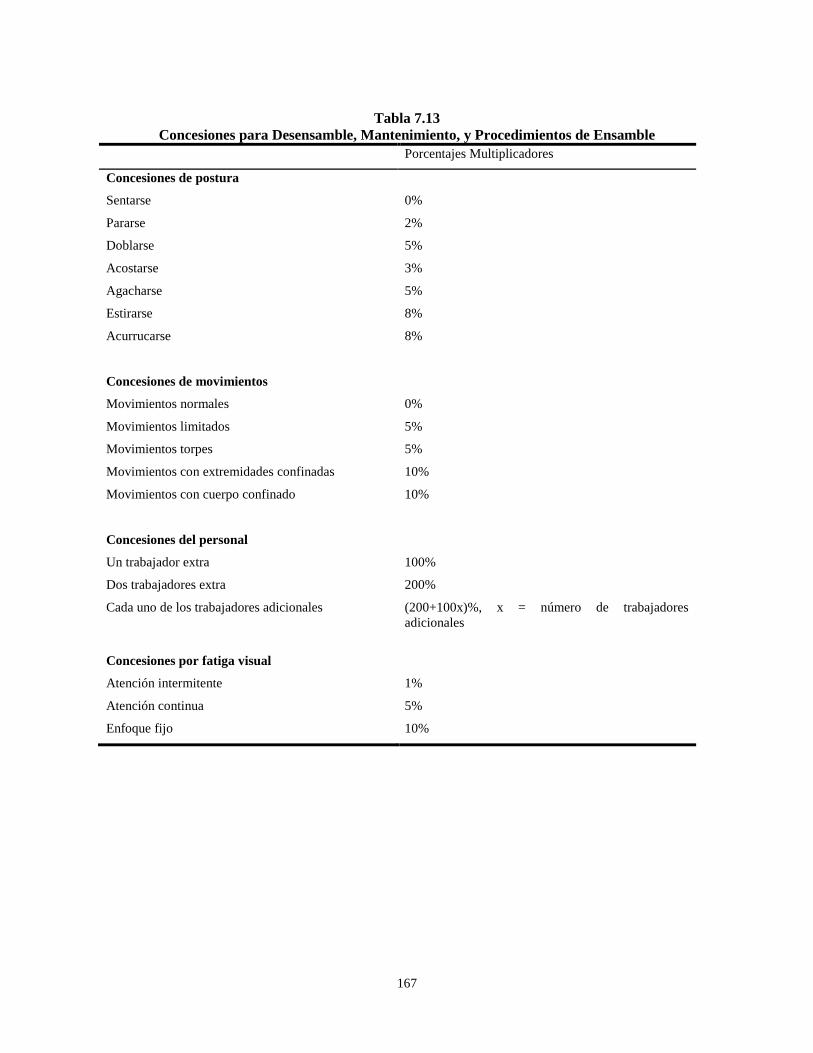
167
Tabla 7.13
Concesiones para Desensamble, Mantenimiento, y Procedimientos de Ensamble
Porcentajes Multiplicadores
Concesiones de postura
Sentarse 0%
Pararse 2%
Doblarse 5%
Acostarse 3%
Agacharse 5%
Estirarse 8%
Acurrucarse 8%
Concesiones de movimientos
Movimientos normales 0%
Movimientos limitados 5%
Movimientos torpes 5%
Movimientos con extremidades confinadas 10%
Movimientos con cuerpo confinado 10%
Concesiones del personal
Un trabajador extra 100%
Dos trabajadores extra 200%
Cada uno de los trabajadores adicionales (200+100x)%, x = número de trabajadores
adicionales
Concesiones por fatiga visual
Atención intermitente 1%
Atención continua 5%
Enfoque fijo 10%
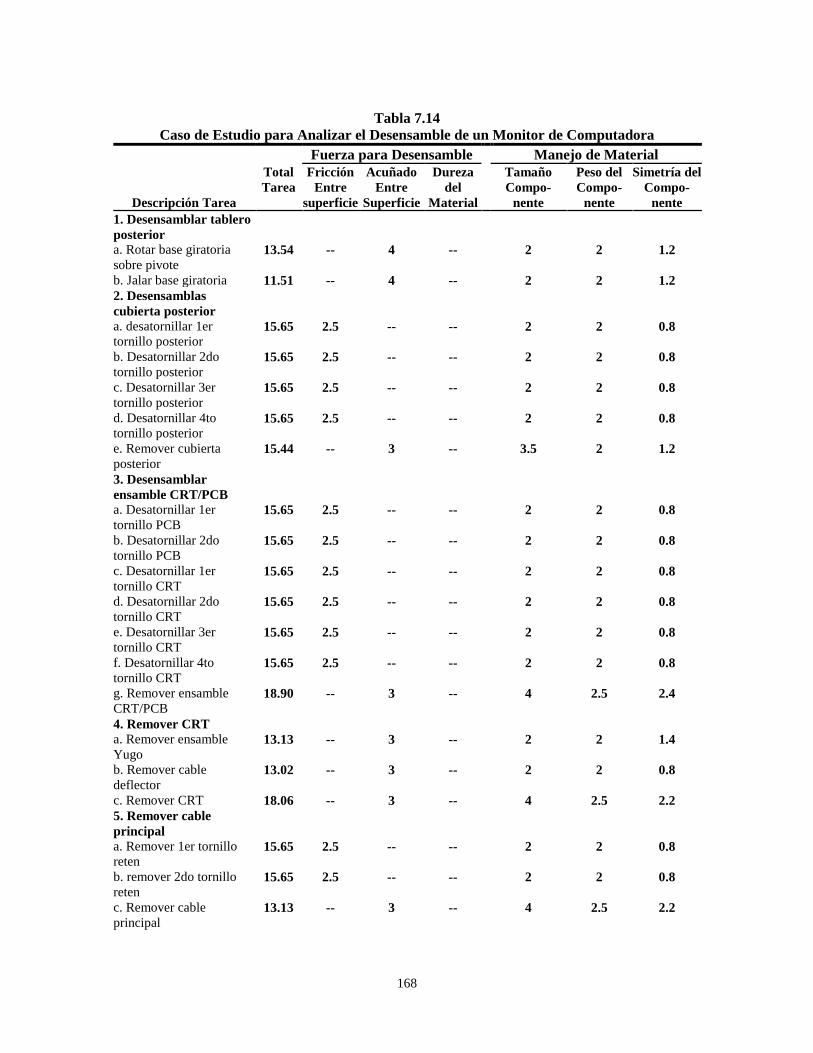
168
Tabla 7.14
Caso de Estudio para Analizar el Desensamble de un Monitor de Computadora
Fuerza para Desensamble Manejo de Material
Descripción Tarea
Total
Tarea
Fricción
Entre
superficie
Acuñado
Entre
Superficie
Dureza
del
Material
Tamaño
Compo-
nente
Peso del
Compo-
nente
Simetría del
Compo-
nente
1. Desensamblar tablero
posterior
a. Rotar base giratoria
sobre pivote
b. Jalar base giratoria
13.54
11.51
--
--
4
4
--
--
2
2
2
2
1.2
1.2
2. Desensamblas
cubierta posterior
a. desatornillar 1er
tornillo posterior
b. Desatornillar 2do
tornillo posterior
c. Desatornillar 3er
tornillo posterior
d. Desatornillar 4to
tornillo posterior
e. Remover cubierta
posterior
15.65
15.65
15.65
15.65
15.44
2.5
2.5
2.5
2.5
--
--
--
--
--
3
--
--
--
--
--
2
2
2
2
3.5
2
2
2
2
2
0.8
0.8
0.8
0.8
1.2
3. Desensamblar
ensamble CRT/PCB
a. Desatornillar 1er
tornillo PCB
b. Desatornillar 2do
tornillo PCB
c. Desatornillar 1er
tornillo CRT
d. Desatornillar 2do
tornillo CRT
e. Desatornillar 3er
tornillo CRT
f. Desatornillar 4to
tornillo CRT
g. Remover ensamble
CRT/PCB
15.65
15.65
15.65
15.65
15.65
15.65
18.90
2.5
2.5
2.5
2.5
2.5
2.5
--
--
--
--
--
--
--
3
--
--
--
--
--
--
--
2
2
2
2
2
2
4
2
2
2
2
2
2
2.5
0.8
0.8
0.8
0.8
0.8
0.8
2.4
4. Remover CRT
a. Remover ensamble
Yugo
b. Remover cable
deflector
c. Remover CRT
13.13
13.02
18.06
--
--
--
3
3
3
--
--
--
2
2
4
2
2
2.5
1.4
0.8
2.2
5. Remover cable
principal
a. Remover 1er tornillo
reten
b. remover 2do tornillo
reten
c. Remover cable
principal
15.65
15.65
13.13
2.5
2.5
--
--
--
3
--
--
--
2
2
4
2
2
2.5
0.8
0.8
2.2

169

170
Herramental Fuerza para Desensamble Manejo de Material
Ejercer
Fuerza
Ejercer
Torque
Dimensio-
nes
Ubicación
Exactitud
Posición de
Herramienta
Concesión
Postura
Concesión
Movimientos
Concesión
Personal
Concesión
Fatiga
Visual
1
1
_
--
1
1
1
1
1.2
1.2
--
--
--
--
--
--
1%
1%
--
--
--
--
--
2
2
2
2
2
1.6
1.6
1.6
1.6
1
2
2
2
2
1
2
2
2
2
2
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
5%
5%
5%
5%
5%
--
--
--
--
--
--
1
2
2
2
2
2
2
--
1.6
1.6
1.6
1.6
1.6
1.6
1.6
2
2
2
2
2
2
1
2
2
2
2
2
2
2.5
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
5%
5%
5%
5%
5%
5%
5%
1
1
1
--
--
--
1
1
1.6
1
1
1
1.6
1.6
2
--
--
--
--
--
--
--
--
--
1%
1%
1%
--
--
1
2
2
--
1.6
1.6
1.6
2
2
1
2
2
2
--
--
--
--
--
--
--
--
--
5%
5%
1%

171
Tabla 7.14 (Continuación)
Fuerza para Desensamble Manejo de Material
Descripción Tarea
Total
Tarea
Fricción
Entre
superficie
Acuñado
Entre
Superficie
Dureza
del
Material
Tamaño
Compo-
nente
Peso del
Compo-
nente
Simetría del
Compo-
nente
6. Remover botones de
ajuste
a. Remover 1er botón de
ajuste
b. Remover 2do botón de
ajuste
c. Remover 3r botón de
ajuste
d. Remover 4to botón de
ajuste
11
11
11
11
--
--
--
--
2
2
2
2
--
--
--
--
2
2
2
2
2
2
2
2
0.8
0.8
0.8
0.8
7. Remover ensamble
PCB
a. Remover 1er tornillo
reten
b. Doblar 1er oreja
retención
c. Doblar 2da oreja
retención
d. Doblar 3er oreja
retención
e. Doblar 4ta oreja
retención
f. Remover ensamble PCB
18.27
25.08
25.08
25.08
25.08
11.55
5
--
--
--
--
--
--
--
--
--
--
2
--
6.5
6.5
6.5
6.5
--
4
4
4
4
4
2
2
2
2
2
2
2
0.8
0.8
0.8
0.8
0.8
0.8
8. Remover pivote de giro
a. Empujar soporte de giro
b. Remover soporte de giro
18.7
10.92
--
--
--
2
4.5
--
3.5
2
2
2
1.2
1.2
9. Remover tablero
posterior
a. Doblar 1er oreja
retención
b. Doblar 2da oreja
retención
c. Doblar 3er oreja
retención
d. Doblar 4ta oreja
retención
e. Remover tablero
posterior
23.65
23.65
23.65
23.65
10.92
--
--
--
--
--
--
--
--
--
2
6.5
6.5
6.5
6.5
--
3.5
3.5
3.5
3.5
2
2
2
2
2
2
1.4
1.4
1.4
1.4
1.2
Calificación Total
698
Notas:
Tiempo total para desensamble = 6,980; TMUs = 4.188 minutos.
Tiempo total para mantenimiento = 4.188 minutos.
Tarea 1 para análisis del desensamble; Remover ensamble PCB.
Solución de diseño más factible en cuanto a la efectividad de costo: Remplazar cuatro orejas de retención con
dos sujetadores tipo clip para sostener el ensamble PCB en su lugar.
Conclusión: La mayor parte del tiempo se gasta en doblar las orejas de retención. Demasiadas orejas
obstaculizan el desensamble.
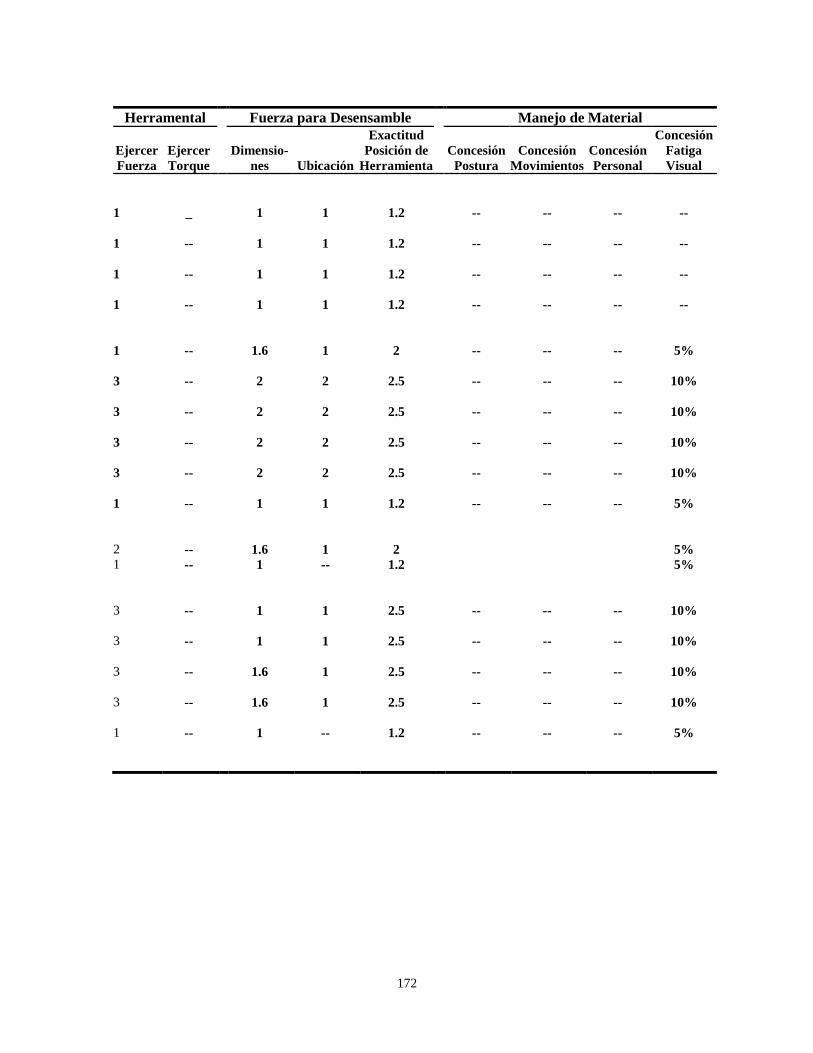
172
Herramental Fuerza para Desensamble Manejo de Material
Ejercer
Fuerza
Ejercer
Torque
Dimensio-
nes
Ubicación
Exactitud
Posición de
Herramienta
Concesión
Postura
Concesión
Movimientos
Concesión
Personal
Concesión
Fatiga
Visual
1
1
1
1
_
--
--
--
1
1
1
1
1
1
1
1
1.2
1.2
1.2
1.2
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
1
3
3
3
3
1
--
--
--
--
--
--
1.6
2
2
2
2
1
1
2
2
2
2
1
2
2.5
2.5
2.5
2.5
1.2
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
5%
10%
10%
10%
10%
5%
2
1
--
--
1.6
1
1
--
2
1.2
5%
5%
3
3
3
3
1
--
--
--
--
--
1
1
1.6
1.6
1
1
1
1
1
--
2.5
2.5
2.5
2.5
1.2
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
10%
10%
10%
10%
5%
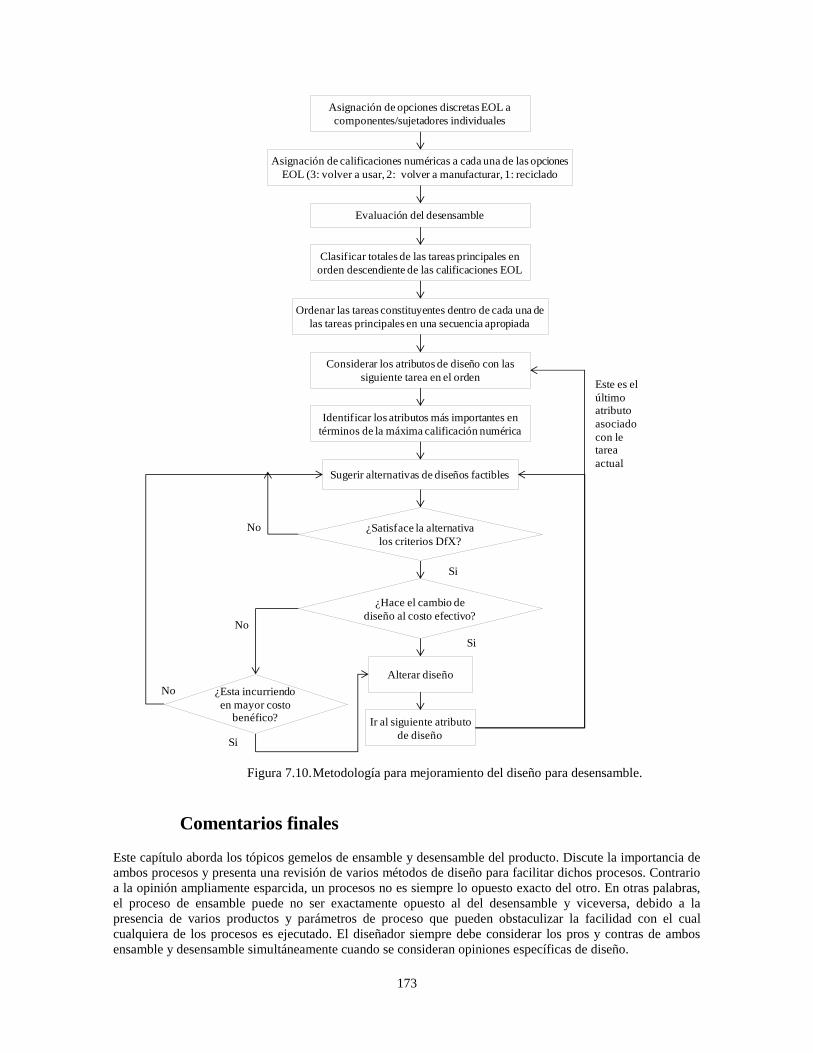
173
Figura 7.10. Metodología para mejoramiento del diseño para desensamble.
Comentarios finales
Este capítulo aborda los tópicos gemelos de ensamble y desensamble del producto. Discute la importancia de
ambos procesos y presenta una revisión de varios métodos de diseño para facilitar dichos procesos. Contrario
a la opinión ampliamente esparcida, un procesos no es siempre lo opuesto exacto del otro. En otras palabras,
el proceso de ensamble puede no ser exactamente opuesto al del desensamble y viceversa, debido a la
presencia de varios productos y parámetros de proceso que pueden obstaculizar la facilidad con el cual
cualquiera de los procesos es ejecutado. El diseñador siempre debe considerar los pros y contras de ambos
ensamble y desensamble simultáneamente cuando se consideran opiniones específicas de diseño.
Asignación de opciones discretas EOL a
componentes/sujetadores individuales
Asignación de calificaciones numéricas a cada una de las opciones
EOL (3: volver a usar, 2: volver a manufacturar, 1: reciclado
Evaluación del desensamble
Clasificar totales de las tareas principales en
orden descendiente de las calificaciones EOL
Ordenar las tareas constituyentes dentro de cada una de
las tareas principales en una secuencia apropiada
Considerar los atributos de diseño con las
siguiente tarea en el orden
Identificar los atributos más importantes en
términos de la máxima calificación numérica
Sugerir alternativas de diseños factibles
¿Satisface la alternativa
los criterios DfX?
¿Hace el cambio de
diseño al costo efectivo?
Alterar diseño
Ir al siguiente atributo
de diseño
¿Esta incurriendo
en mayor costo benéfico?
No
No
No
Si
Si
Si
Este es el
último atributo
asociado
con le tarea
actual

174
El tiempo es sólo una en medida que puede ser considerada en la evaluación de la facilidad con la cual
ya sea ensamble o desensamble puede ser llevado a cabo. Otras mediciones que pueden ser usadas en esta
evaluación incluyen esfuerzo, costo, uso de dispositivos de fijación y equipamiento, y necesidades de fuerza
de trabajo. Depende del diseñador el usar esa medición que sea apropiada a las condiciones bajo
consideración.
Referencias
Boks, Casperm and Erick Templeton. “Future Disassembly and Recycling Technology. Results of a Delphi
Estudy.” Futures 30, no. 5 (1998): 425-442.
Brennan, L., S. M. Gupta, and K. N. Taleb. “Operation Planning Issues in an Assembly/Disassembly
Environment.” International Journal of Operations and Production Management 14, no. 9 (1994): 57-67.
Brinkley, Anne, J. Ray Kirby, and Inder L. Wadehra. “Life Cycle Inventory of PVC: Manufacturing and
Fabrication Processes.” In Proceedings of the 1996 IEEE International Symposium on Electronics and the
Enviroment, pp. 94-101. Piscataway, NJ:IEEE Press, 1996.
Chandra, Navid-D. “The Recovery Problem in Production Design.” Journal of Engineering Design 5, no. 1 (1994):
65-86.
De Ron, A., and Kiril Penev. “Disassembly and Recycling of Electronic Consumer Products: An Overview.”
Technovation15, no. 6 (1995): 363-374.
Feldman, K., Stefan Traunter, and Otto Meedt. “Innovative Disassembly Strategy Based on Flexible Partial
Destructive Tools.” Annual Reviews in Control 23 (1999): 159-164.
Gungor, A., and Surendra M. Gupta. “An Evaluation Methodolgy for disassembly Process.” Computers and
Industrial Engineering 33, nos. 1-2 (1997): 329-332.
Gungor, A., and Surendra M. Gupta. “Disassembly Sequence Planning for Products with Defective Parts in Product
Recovery.” Computers and Industrial Engineering 35, nos. 1-2 (1998): 161-164.
Krikke, H. R., A. van Harten, and P. C. Schuur. “On a Medium Term Recovery and Disposal Strategy for Durable
Assembly Products.” International Journal of Production Research 36 no. 1 (1998): 111-139.
Kuo, T. C. “Disassembly Sequence and Cost Analysis for Eloectromechanical Products.” Robotics and Computer
Integrated Manufacturing 16 (2000): 23-54.
Lambert, A. J. D. “Linear Programming in Disasembly/Clustering Sequence Generation.” Computers and
Industrial Engineering 36 (1999): 723-738.
Lee, S. G., S. W. Lye, and M. K. Khoo. “A Multi-Objective Methodology for Evaluating Product End-of-Life
Options and Disassembly.” International Journal of Advanced manufacturing Technology 18 (2001): 148-
156.
Penev, K. D., and A. J. de Ron. “Determination of a Disassembly Strategy.” International Journal of Production
Research 34, no. 2 (1994): 495-506.
Shyamsundar, N., and R. Gadh. “Geometric Abstractions to Support Disassembly Analysis.” 31, no. 10 (1999):
935-946.
Srinivasan, H., and R. Gadh. “A Geometric Algorithm for Single Selective Disassembly Using the Wave
Propagation Abstraction.” Computer-Aided Design 30, no.8 (1998): 603-613.
Srinivasan, H., and R. Gadh. “A Non-Interfering Selective Disassembly Sequence for Components with Geometric
Constraints.” IEEE Transactions 34, no.4 (2002): 349-361.
Srinivasan, H., and R. Figueroa. “Selective Disassembly for Virtual Prototyping as Applied to De-Manufacturing.”
Robotics and Computer-Integrated Manufacturing 15, no. 3 (1999): 231-245.
Thierry, M., M. Salomon, J. Van Nunen, and L. Van Wassenhowe. “Strategic Issues in Product Recovery
Management.” California Management Review 37, no. 2 (1995): 114-135.
Zhang, H. C., Tsai C. Kuo, Huitian Lu, and Samuel H. Huang. “Environmentally Conscious Design and
Manufacturing: A State-of-the-Art Surge.” Journal of Manufacturing Systems 16, no. 5 (1997): 352-371.
Zussman, E., A. Kriwet, and G. Seliger. “Disassembly-Oriented Assesment Methodolgy to Support Design for
Recycling.” Annals of the CIRP 43, no. 1 (1994): 9-14.
175
Capítulo 8
Diseñando para Mantenimiento
Introducción
Un sistema o producto se dice que es mantenible o reparable si, cuando este falla en ejecutar como es
requerido, este puede ser mantenido por un metodología apropiada, ser reparado, reacondicionado totalmente,
o remplazado se amanual o por una acción automatizada (Reiche, 1994). Los sistemas y productos modernos
complejos involucran una carga grande en mantenimiento y recursos de soporte, en términos de ambos
personal y costo. Es importante, por lo tanto, que cada esfuerzo sea el reducir los requerimientos de
mantenimiento para nuevo sistemas y equipamiento introducidos. El análisis del mantenimiento durante las
fases de diseño, adquisición, y selección aseguran que los requerimientos de mantenimiento sea minimizados
en el futuro.
La habilidad del producto para trabajar exitosamente sobre un periodo de tiempo prolongado es referido
como confiabilidad. Mientras que el concepto de confiabilidad ha llamado la atención de ingenieros hasta el
punto de llegar a ser una obsesión, no se han tenido resultados valiosos de esta fascinación. Lograr el 100% de
confiabilidad todo el tiempo no es nada más que una falacia imaginada. Sin embrago, mantener los productos
periódicamente por adherirse a un régimen estricto de mantenimiento no puede solo ayudar a prolongar la
vida del equipo pero también asegurar que este trabaje suavemente sin descomposturas en el futuro.
Hay que notar que se han hecho referencias significativas a los términos equipamiento y sistemas s
través de este capítulo. Esto puede hacerse para incluir la gran cantidad de arreglos de productos que están
interconectados para ejecutar una función específica. Este capítulo trata con la facilidad del mantenimiento de
productos individuales como también un ensamblaje de productos interconectados (sistemas). Todos los
conceptos de mantenimiento, así como procedimientos, que tratan con equipamiento o sistemas son
igualmente aplicables a productos de consumo individuales.
8.1.1 IMPORTANCIA DE DISEÑO PARA MANTENIMIENTO
Mantenibilidad puede ser definida como “el grado de facilidad con la cual un equipo o sistema es capaza de
ser retenido en , o restablecido a, operación servicial. Es una función de accesibilidad, configuración interna,
uso y ambiente de reparación y tiempo, herramientas y entrenamiento requerido para efectuar el
mantenimiento a las partes” (Morgan et al., 1963). El Departamento de Defensa de U.S. define
mantenibilidad como “una característica de diseño e instalación la cual es expresada como la probabilidad de
que in artículo sea conforme a las condiciones especificadas dentro de un periodo de tiempo dado cuando las
acciones de mantenimiento son ejecutadas de acuerdo con los procedimientos y recursos prescritos” (Harring
y Greenman, 1965). Dada la discusión que se está teniendo respecto a la importancia de la facilidad de
mantener un producto, está claro que diseñar para mantenimiento asume una importancia superlativa en
asegurar la confiabilidad de la operación del equipamiento. Con esta finalidad, la confiabilidad de hecho sigue
al mantenimiento efectivo, en lugar de que esto sea de forma contraria.
La mantenibilidad es aplicable a equipamiento comercial como también a sistemas y equipamientos
militares. Si un producto comercial no puede ser mantenido o regresado a una condición usable dentro de un
periodo de tiempo razonable y con una ventaja de costo, este no puede sobrevivir más en un mercado
competitivo. En lo que respecta a los sistemas militares, esta competencia es entre naciones. La supervivencia
nacional se tiene a través de la disuasión de las agresiones, si es posible, o a través de la victoria, si la primer
opción no es posible. Dadas estas alternativas, la industria de la defensa ha asumido el liderazgo en la
promoción de la mantenibilidad como un contribuidor importante a la presteza del equipo militar (Harring y
Greenman, 1965).
176
Es un hecho que los componentes individuales de un ensamble de una máquina o un producto
eventualmente se romperán como resultado de la fatiga y desgaste (algunas veces también como resultado de
uso impropio). Similarmente, ninguna cantidad de redundancia construida en el ensamble alcanzara para
cubrir un desempeño constante sobre un horizonte de operación extendido a menos que se ejecute
mantenimiento periódicamente.
8.1.2 FACTORES QUE AFECTAN LA FACILIDAD DEL
MANTENIMIENTO
La evolución rápida en la complejidad de productos han mantenido el paso con el del las tecnologías
emergentes. El mejoramiento de las técnicas de confiabilidad, no han sido capaces de conservar el paso con el
grado de crecimiento de la complejidad del producto (Crawford y Altman, 1972; Morgan et al., 1963; Oborne,
1981). Problemas nuevos en descomposturas de equipamiento han estado proliferando, y el concepto de
mantenimiento como una herramienta para reducir tiempo de perdido ha asumido importancia creciente
(Imrhan, 1991).
En lo que respecta a diseño de equipamiento para mantenimiento, se ha practicado más como un arte que
como una ciencia, hasta el grado de que este a evolucionado en gran medida como un resultado de sentido
común que por medios de investigaciones científicas (Oborne, 1981). No vale nada en este contexto que el
mantenimiento quizás es la más cara de todas las actividades del sistema humano-máquina. Esto es porque la
necesidad creciente para ejecutar actividades de mantenimiento y el alto y aun en incremento en costo de la
mano de obra. Una estimación del costo de mano de obra es extremadamente importante, ya que el
mantenimiento puede ser el único campo de operación que depende solamente en el capital humano y
habilidad humana.
Algunos ejemplos de la industrial de aviones militares corroboran esta aseveración:
Los costos de mantenimientos de aeronaves militares en los Estados Unidos han sido
estimadas en llegar a la cantidad aproximadamente 35% de los costos de ciclo de vida de los
sistemas militares (McDaniel y Askerein, 1985).
La complejidad técnica de las aeronaves modernas tienen el problema combinado de rapidez
y efectividad de costo del mantenimiento aun más. Agregado al grado de complejidad está el
amplio arreglo de aparatos hecho posible por los sistemas de diseño asistido por
computadora (Adams y Patterson, 1988).
En 1970, el Departamento de Defensa de U.S. asigno un cuarto de su presupuesto a los
costos de mantenimiento (R. L. Smith, Westland, y Crawford, 1970). Esta fracción se ha
incrementado con el nivel de incremento de la complejidad de ensambles de componentes y
máquinas.
De esta discusión, está claro que las máquinas y productos diseñados con una visión de mejorar la
facilidad del mantenimiento conduce asimismo a más facilidad a una función en particular. Esto resulta en
operaciones de mantenimiento se son ejecutadas a una fracción de su costo regular y a una fracción del
tiempo requerido de otra manera. En este contexto, la importancia de diseñar para mantenimiento no puede
ser sobre enfatizada. Sin embargo, como este capítulo lo marca, muy poca investigación se ha hecho en
realidad con el enfoque en mejorar la facilidad del mantenimiento de productos y máquinas. Antes de llegar a
esa sección, es necesario hacer una distinción entre diseño funcional (diseñando para operabilidad, en este
contexto) y diseñando para mantenibilidad.
Diseñando para mantenibilidad es más difícil que diseñando para operabilidad debido a las siguientes
razones:
Hablando en base al medioambiente, el lugar de trabajo del mantenimiento es mucho más
variable y menos predecible. Los técnicos de mantenimiento frecuentemente se enfocan a
trabajar en espacios de trabajo limitados y apretujados.
El grado de variabilidad inherente en equipamiento es asombroso. Esto es mas verdadero en
el caso de productos de consumo, como productos de consumo electrónicos. El problema es
177
aún más compuesto por el rápido grado con el cual el equipamiento llega a ser obsoleto.
Esto, a la vez, resalta otro problema: entrenamiento y reentrenamiento del grupo de
mantenimiento, Sin embargo, este punto no esta dentro del alcance de este capítulo, así que
no es apropiado discutirlo aquí.
Un punto crucial de diferencia es el conflicto obvio de los objetivos por lo menos entre
mantenimiento y operación del equipamiento se refiere. Por ejemplo, espacio entre máquina
y entre partes de la máquina es crucial para habilitar el mantenimiento. Sin embargo, el
espacio extra no siempre puede mejorar la operabilidad del producto. La tendencia presente
es hacia la miniaturalización (Tichauer, 1978), guiada por la necesidad de bajar los costos de
producción, facilidad de manipulación de maquinas durante operación y transportación, y
satisfacer las demandas de un lugar de trabajo que gradualmente se va reduciendo. El tema
de diseñar un lugar de trabajo, mientras sea relevante a alcance general de mantenimiento, no
está directamente relacionado la diseño de máquina para mantenimiento. Así que, esto no es
discutido en detalle en este capítulo.
Ser amigable en el mantenimiento es importante, en términos de ambos producción y seguridad.
También, las máquinas que son difíciles de mantener rutinariamente son menos probable que reciban el
estándar requerido de mantenimiento (Ferguson et al., 1985). Por ejemplo, de acuerdo a Johnson (1988), la
descompostura de algunas máquinas fue frecuentemente encontrada estar asociada con o fue un resultado
directo de falta de mantenimiento o abuso del equipamiento e vez de tan solo ingeniería pobre. Esto no trae
otra vez al punto hecho previamente. Esta claro que, aunque ha habido mejoramientos significativos recientes
en confiabilidad, con toda probabilidad, desarrollar una maquina o producto totalmente confiable no será
factible en costo. Por esta razón, el buen mantenimiento siempre será importante.
La importancia del proceso de mantenimiento desde la perspectiva de diseño permanece penosamente
ausente. Los investigadores han intentado abordar este tema de maneras variadas. Ya que el mantenimiento en
su mayoría es un proceso manual, la metodología de diseño esta sujeta a delinear con datos ergonómicos. Sin
embargo, los datos de ergonómicos disponibles en textos (e.g. Van Cott y Kinkade, 1972) no ayuda a facilitar
a los diseñadores a que solucionen la disyuntiva entre ergonomía e ingeniería. Con este fin, no vale nada, una
metodología holística que ofrece nuevos conceptos como también construir en trabajos de investigaciones
previas no ha evolucionado.
Este capítulo examina investigaciones actuales en el tema de diseñando para mantenimiento. Para
habilitar este escrutinio, el enfoque siguiente es adoptado secuencialmente:
El estudio de los elementos y conceptos de mantenimiento.
El estudio de modelos matemáticos para mantenimiento.
El estudio crítico de algoritmos para diseño para mantenimiento.
Elementos y conceptos de mantenimiento
8.2.1 ELEMENTOS DE MANTENIMIENTO
Los elementos de mantenimiento describen los conceptos y requerimientos de mantenimiento para un sistema.
Esto incluye el análisis y verificación de los requerimientos del cliente. La selección prioritaria de cada uno
de los elementos depende en los requerimientos particulares. La Figura 8.1 ilustra estos elementos como
también la interconexión entre ellos. Un estudio de estos elementos es necesario para lograr mantenimiento
efectivo un vez que un sistema ha sido conceptualizado. Con este fin, varios elementos de mantenimiento
deben ser integrados completamente y formar parte de las tareas iniciales a ser ejecutadas. Cada uno de estos
elementos debe ser controlado e incorporado en el diseño del sistema (Reiche, 1994). Es necesario realizar
que la implementación de estos elementos debe ser a tiempo y no dejarla tardía en diseño del sistema.
La Comisión Internacional Electromecánica ha estado promoviendo la idea de satisfacción del cliente
como una medida de confiabilidad y mantenibilidad. Dado este antecedente, el parámetro de mantenimiento

178
puede ser mostrado en la forma presentada en la Figura 8.1. Una subclasificación de varios elementos de
mantenimiento esta presentada en la Figura 8.2.
Para mantener un producto con tiempos muerto mínimo, es frecuentemente necesario conducir
mantenimiento correctivo o preventivo, haciendo uso de recursos de mantenimiento mínimos. Ejemplos de
tales recursos incluyen pero no son limitados a personal, herramientas, equipo de prueba, experiencia técnica,
y materiales. Enseguida nosotros resaltaremos unos conceptos básicos relacionados a diseñando para
mantenimiento. Deben de hacerse notar que muchos de estos conceptos esencialmente son filosofías de
mantenimiento en si mismas, las cual pueden ser construidas encima para formar un diseño cohesivo para la
metodología de mantenimiento. Un revisión crítica de varios métodos de diseñando para mantenimiento es
cubierta en la siguiente sección de este capítulo.
8.2.2 CONCEPTOS DE MANTENIMIENTO
8.2.2.1 MANTENIMIENTO CORRECTIVO (REACTIVO)
Mantenimiento correctivo es en naturaleza reactivo. Cada vez que un producto o sistema falla, reparación o
restauración debe seguir para restaurar su operabilidad. Los siguientes pasos constituyen el mantenimiento
correctivo:
Una vez que la falla ha sido detectada, esta debe ser confirmada. Si la falla no es confirmada,
el artículo generalmente es regresado a servicio. Este problema de no-falla-encontrada
conduce a una pérdida considerable de tiempo a un costo significativo. Esta también
conlleva a cargar un gran inventario no necesario todo el tiempo.
Figura 8.11. Relación entre mantenimiento y satisfacción del cliente (modificada de Reiche,
1994).
Disponibilidad del
Producto
Mantenibilidad del
Producto
Mantenible Retraso Logístico
Retraso administrativoReparable
Serviciable
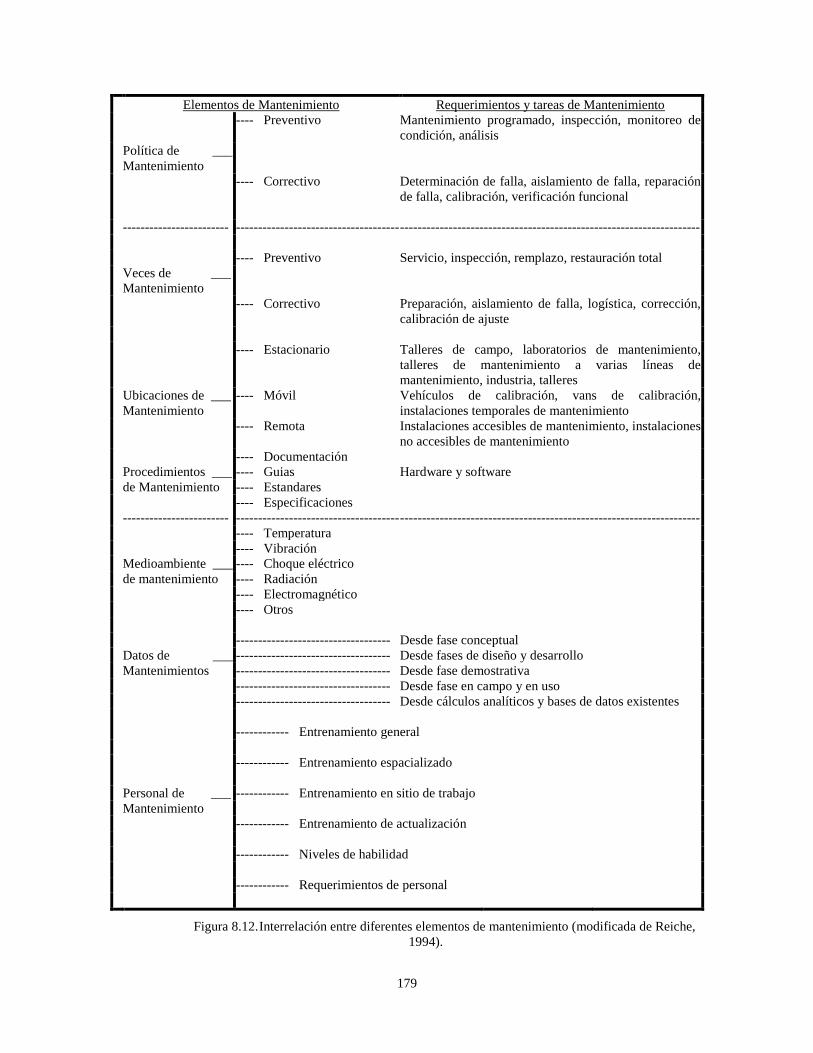
179
Elementos de Mantenimiento Requerimientos y tareas de Mantenimiento
---- Preventivo Mantenimiento programado, inspección, monitoreo de
condición, análisis
Política de ___
Mantenimiento
---- Correctivo Determinación de falla, aislamiento de falla, reparación
de falla, calibración, verificación funcional
------------------------ ------------------------------------- --------------------------------------------------------------------
---- Preventivo Servicio, inspección, remplazo, restauración total
Veces de ___
Mantenimiento
---- Correctivo Preparación, aislamiento de falla, logística, corrección,
calibración de ajuste
---- Estacionario Talleres de campo, laboratorios de mantenimiento,
talleres de mantenimiento a varias líneas de
mantenimiento, industria, talleres
Ubicaciones de ___
Mantenimiento
---- Móvil Vehículos de calibración, vans de calibración,
instalaciones temporales de mantenimiento
---- Remota Instalaciones accesibles de mantenimiento, instalaciones
no accesibles de mantenimiento
---- Documentación
Procedimientos ___
de Mantenimiento
---- Guias Hardware y software
---- Estandares
---- Especificaciones
------------------------ ------------------------------------- --------------------------------------------------------------------
---- Temperatura
---- Vibración
Medioambiente ___
de mantenimiento
---- Choque eléctrico
---- Radiación
---- Electromagnético
---- Otros
----------------------------------- Desde fase conceptual
Datos de ___
Mantenimientos
----------------------------------- Desde fases de diseño y desarrollo
----------------------------------- Desde fase demostrativa
----------------------------------- Desde fase en campo y en uso
----------------------------------- Desde cálculos analíticos y bases de datos existentes
------------ Entrenamiento general
------------ Entrenamiento espacializado
Personal de ___
Mantenimiento
------------ Entrenamiento en sitio de trabajo
------------ Entrenamiento de actualización
------------ Niveles de habilidad
------------ Requerimientos de personal
Figura 8.12. Interrelación entre diferentes elementos de mantenimiento (modificada de Reiche,
1994).
180
Si la falla es confirmada, el artículo es preparado para mantenimiento y el reporte de falla es
completado.
Localización y aislamiento de la parte fallida en el ensamble es el siguiente paso natural en
el mantenimiento correctivo.
La parte fallida es removida para desecho o reparación. Si es desecho, un parte nueva es
instalada en su lugar. Ejemplos de partes reparables y conexiones incluyen conexiones rotas,
un circuito de un tablilla abierto en un PCB, o pobre soldadura.
El artículo puede ser re-ensamblado, realineado, y ajustado después de reparación. Es
verificado antes de volverse a poner en uso.
La principal desventaja de este procedimiento de mantenimiento es la cantidad inherente de
incertidumbre asociada con este. Similarmente, el procedimiento es extremadamente reactivo en naturaleza,
capaz de parar un operación entera por la falla de una solo máquina bajo condiciones extremas (con
frecuencia conduciendo a un cuello de botella severo y pérdida de productividad). Como resultado de sus
desventajas, otra, métodos de mantenimiento mas proactivo (reconociendo que el equipamiento necesita
mantenimiento periódicamente para funcionar parejo, el cual debe ser proveído antes de que ocurra la falla)
fue desarrollado.
8.2.2.2 MANTENIMIENTO PREVENTIVO (Y PREDICTIVO)
Como lo implica su nombre, el mantenimiento preventivo se lleva a cabo para minimizar la probilidad de una
falla. El mantenimiento preventivo con frecuencia es referido como mantenimiento basado en el uso
(Swanson, 2001). Este incluye actividades de mantenimiento llevadas a cabo después de una cantidad de
tiempo específica o uso del equipamiento (Gits, 1992; Hervy, 1990). Este tipo de mantenimiento se basa en la
estimación de la probabilidad de falla del equipamiento en el intervalo de tiempo dado. Las tareas de
mantenimiento preventivo pueden incluir lubricación, remplazo de partes, limpieza, y ajuste el equipamiento
(e.g., apretar o aflojar). El equipamiento también puede ser verificado para revelar signos del deterioro
durante el mantenimiento preventivo.
Debido a su naturaleza inherente, el mantenimiento preventivo debe seguir programación de
mantenimiento para ser completamente efectivo. Con este fin, la programación del mantenimiento preventivo
son publicadas para muchos sistemas y piezas del equipamiento. Para nuevos diseños sin embargo, las
programaciones pueden ser establecidas por o en las bases de la información disponible del fabricante. No
vale de nada que la experiencia del mantenimiento preventivo ejerza la mayor influencia en decisiones que
tienen que ver con los programas o procedimientos del mantenimiento preventivo (Reiche, 1994). Las
inspecciones primarias o periódicas pueden ser planeadas para conducir un mantenimiento preventivo
efectivo.
Para preparar un plan de mantenimiento preventivo, los objetivos del plan deben ser claros. Ejemplos de
tales objetivos incluyen lo siguiente: intentar mantener la confiabilidad del diseño del sistema y
disponibilidad, reducir las acciones de mantenimiento correctivo, incrementar trabajo de mantenimiento
planeado, y mejorar la efectividad del mantenimiento.
Estos objetivos pueden ser alcanzados efectivamente por acciones del mantenimiento preventivo,
aplicando procedimientos de diagnóstico para detectar deterioro del sistema previo a la falla, ejecutar
inspecciones y calibraciones regularmente, monitorear el desempeño del sistema, y hacer reparaciones y
restauraciones completas con base a resultados de pruebas (Reiche, 1994).
Las ventajas del mantenimiento preventivo han sido ya resaltadas. Sin embargo, para efectuar le
mantenimiento preventivo, el equipamiento debe ser sacado de línea. El tiempo muerto resultante es una de
las mayores desventajas de esta filosofía de mantenimiento.
El mantenimiento predictivo es una adaptación del procedimiento del mantenimiento preventivo. Está
basado esencialmente en el mismo principio, excepto que emplea criterios diferentes para determinar la
necesidad para acciones específicas de mantenimiento. Mediciones del equipo diagnostican la condición física
del equipamiento para tales condiciones como temperatura anormal, vibración, ruido, corrosión, y la
necesidad de lubricación (Eade, 1997). En otras palabras, estos atributos no están relacionados a propiedades
materiales inherentes. Cuando cualquier o más de los indicadores alcanzan un nivel específico, el sistema es
saca de línea para rectificar el problema.
181
Las ventajas principales del mantenimiento predictivo sobre mantenimiento preventivo es que el
equipamiento es sacado de línea solo cuando la necesidad para hacerlo es inminente, no después de haber
pasado un tiempo, como es el caso con el mantenimiento preventivo (Herbaty, 1990; Nakajima 1989).
En resumen, el mantenimiento preventivo es ejecutado rutinariamente para lograr los siguientes tres
objetivos (A. M. Smith y Hinchcliffe, 2004):
Prevenir o mitigar la falla.
Detectar el comienzo de falla. Haciendo esto puede habilitar a los ingenieros de
mantenimiento tomar acciones de precaución antes de que ocurra un falla catrastofica.
Descubrir una falla oculta.
8.2.2.3 MANTENIMIENTO DE SISTEMA DEGRADO
La mayoría de los sistemas operan con algún tipo de la degradación que ocurre a través de sus vidas útiles.
Para habilitar el mantenimiento de tales sistemas, un revisión debe de hacerse periódicamente para determinar
que acciones son necesarias tomar. Para optimizar la programación de mantenimiento, se ha sugerido que el
nivel de la degradación sea monitoreado en vez del tiempo. Este forma de abordar habilita la adhesión de
factores tales como costos de mantenimiento y distribución de la degradación (Reiche, 1994). Después de
cada periodo de monitoreo, la cantidad de la degradación es medida. El mantenimiento se lleva a cabo cuando
la degradación pada un punto específico. La cantidad de la degradación se asume que sea no negativa, una
variable aleatoria continua; y para cada periodo monitoreado, este es el mismo y distribuido
independientemente. Un plan de mantenimiento óptimo obviamente depende de factores de costo. Tales
como, el costo de restaurar completamente y operación de sistema deben ser incluidos en la evaluación. Un
modelo de mantenimiento fue sugerido por Sivakian (1989) con este fin. Parece que esta forma de abordar
reduce los costos a largo plazo.
8.2.2.4 MANTENIMIENTO AGRESIVO
Está claro de su nomenclatura que el mantenimiento agresivo implica una mucho mayor agresiva y más
rebuscada filosofía de mantenimiento que el mantenimiento preventivo. Una estrategia de mantenimiento
agresivo busca mejorar la operación del equipamiento en general, en base al concepto de mantenimiento
productivo total (TPM). Así que, es esencial entender el concepto de TPM para realizar completamente los
beneficios del mantenimiento agresivo.
El mantenimiento productivo total puede ser definido como un enfoque de sociedad para el
mantenimiento (Maggard y Rhyne, 1992), Es una filosofía que principalmente trata con la administración del
mantenimiento diseñada para complementar la implementación de los sistemas justo a tiempo en las plantas
Japonesas (Swanson, 2001). Las actividades de TPM buscan eliminar las “seis grandes pérdidas ”relacionadas
al mantenimiento del equipamiento: falla del equipamiento, preparación y tiempo de ajuste, sin operación y
paros menores, velocidad reducida, defectos en proceso, y producción reducida (Macaulay, 1988). Bajo TPM,
pequeños grupos o equipos crean una relación de cooperación entre mantenimiento y producción que al final
ayuda en el logro de las tareas de mantenimiento. También, dada la naturaleza del trabajo en grupo, los
trabajadores de producción son involucrados en ejecutar trabajo de mantenimiento, por lo que les permite un
rol en el monitoreo del equipamiento y su conservación. Esto consecuentemente eleva las habilidades de los
trabajadores de producción y su eficiencia en mantener el equipamiento.
Los equipos de mantenimiento preventivo trabajan para mejorar el desempeño del equipamiento a través
de mejorar el diseño del equipamiento (Swanson, 2001). Con esta finalidad, el departamento de
mantenimiento trabaja cohesivamente con el departamento de ingeniería durante las etapas de diseño. El
resultado es equipamiento que es fácil de operar y mantener (Adair-Heeley, 1989).
La principal ventaja del TPM (y, por lo tanto, mantenimiento agresivo) es el mejoramiento obvio en la
disponibilidad del equipamiento y la reducción en los costos de mantenimiento, Esto aún más conduce a
mejor eficiencia del mantenimiento y reducción del tiempo de reparación.

182
8.2.3 REVISIÓN DEL DISEÑO PARA MANTENIBILIDAD:
PLANEANDO PARA MANTENIMIENTO Y SU
ADMINISTRACIÓN
El énfasis en mantenibilidad no significa que debe ser el único tópico en la agenda. Como tal, no debe ser
tratado solo. Otros factores de diseño tienen que ser incluidos para llegar a una metodología de diseño
comprehensiva. Debe ser claramente entendible que la mantenibilidad es una parte integral del proceso de
diseño del producto.
La revisión del diseño es uno de los más importantes medios para lograr una buena mantenibilidad y
confiabilidad. Puede ser definida como “la evaluación cuantitativa y cualitativa de una propuesta de diseño
para asegurar que es seguro y tiene desempeño óptimo con rrespecto a mantenibilidad, confiabilidad y
variables del desempeño necesarias para especificar el equipamiento” (Thompson, 1999). Es útil y necesario
emprender una revisión de los cuatro niveles principales del diseño:
Revisión de las especificaciones de diseño, incluyendo las necesidades del mercado en
diseño del producto.
Revisión del sistema.
Evaluación del equipamiento (unidad funcional).
Análisis de componente.
Nominalmente, los subsistemas deben ser incluidos en el nivel de revisión del sistema. Similarmente, los
subensambles deben ser incluidos en la revisión del equipamiento. En los respecta a esta clasificación,
generalmente un enfoque de sentido común es necesario. Hablando en forma general, estos cuatro niveles de
clasificación deben ser suficientes. Este reconocimiento de niveles distintos facilitan la selección de métodos
de revisión apropiados para tareas diferentes y adopción de un enfoque sistematico para una eficiente y
efectiva revisión del diseño. Un revisión de diseño comprehensiva puede estar caracterizada por las diferentes
etapas siguientes., como se presentan en la Tabla 8.1. Una breve descripción de cada una de las actividades se
da a continuación.
8.2.3.1 REVISIÓN DE LAS ESPECIFICACIONES DE DISEÑO
El objetivo de la revisión de las especificaciones de diseño es hacer cierto que todas las partes y
especificaciones sea entendibles al inicio y la importancia de diferentes afirmaciones sea apreciada. En esta
etapa, el cliente y equipo de diseño (ya sea en casa o contratado) debe discutir la características resultantes de
las especificaciones para eliminar cualquier malentendido. Las especificaciones son el punto de referencia
más común en disputas contractuales. Así que, es del interés que quede claro en términos de las definiciones y
los requerimientos. Las siguientes especificaciones son de particular significancia en el contexto de
mantenibilidad:
Los objetivos de mantenibilidad y la confiabilidad que son cuantitativos en naturaleza. Esto
ayuda a evitar cualquier discrepancia en la percepción.
La consideración de condiciones ambientales que pueden afectar mantenibilidad y
confiabilidad.
Los requerimientos particulares de mantenibilidad son necesarios que sean considerados a
detalle, tal como la necesidad de construcción modular, las restricciones en el nivel de
habilidad de los trabajadores de mantenimiento, y diseños que conllevan trabajo de
habilidades multiples.
Que el equipamiento puede ser efectivamente y confiablemente mantenido puede ser
demostrable y criterios de aceptación especificados explícitamente.
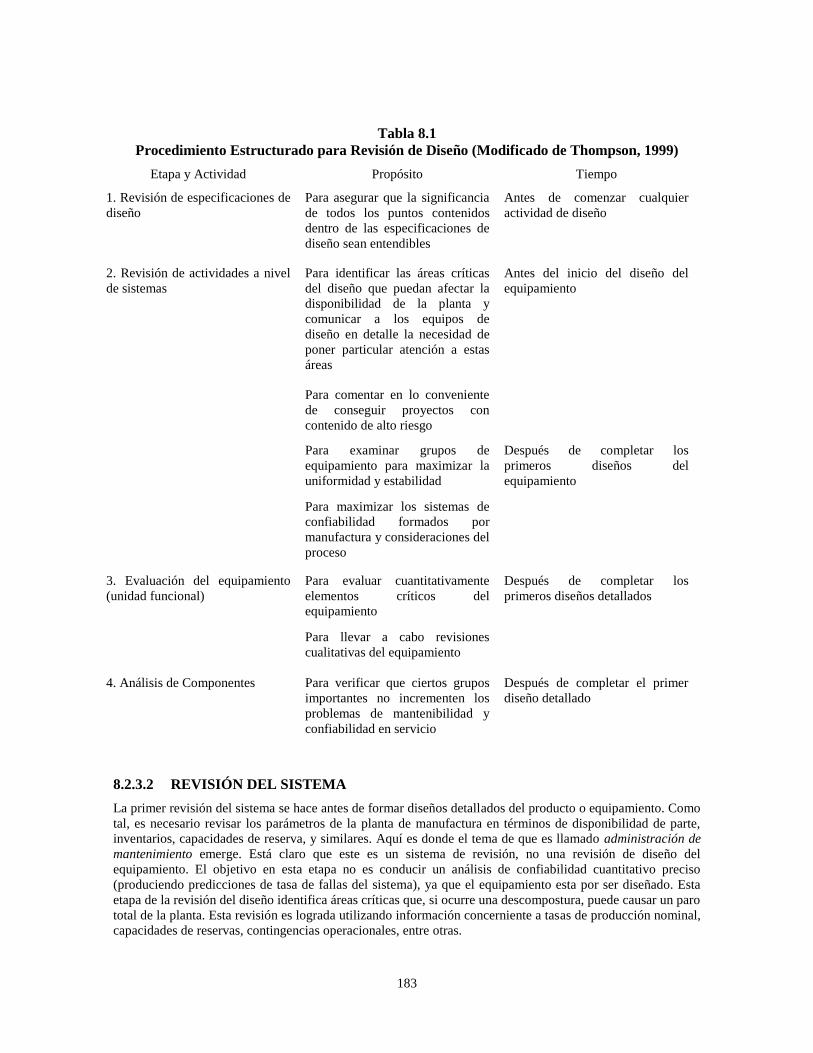
183
Tabla 8.1
Procedimiento Estructurado para Revisión de Diseño (Modificado de Thompson, 1999)
Etapa y Actividad Propósito Tiempo
1. Revisión de especificaciones de
diseño
Para asegurar que la significancia
de todos los puntos contenidos
dentro de las especificaciones de
diseño sean entendibles
Antes de comenzar cualquier
actividad de diseño
2. Revisión de actividades a nivel
de sistemas
Para identificar las áreas críticas
del diseño que puedan afectar la
disponibilidad de la planta y
comunicar a los equipos de
diseño en detalle la necesidad de
poner particular atención a estas
áreas
Antes del inicio del diseño del
equipamiento
Para comentar en lo conveniente
de conseguir proyectos con
contenido de alto riesgo
Para examinar grupos de
equipamiento para maximizar la
uniformidad y estabilidad
Después de completar los
primeros diseños del
equipamiento
Para maximizar los sistemas de
confiabilidad formados por
manufactura y consideraciones del
proceso
3. Evaluación del equipamiento
(unidad funcional)
Para evaluar cuantitativamente
elementos críticos del
equipamiento
Después de completar los
primeros diseños detallados
Para llevar a cabo revisiones
cualitativas del equipamiento
4. Análisis de Componentes Para verificar que ciertos grupos
importantes no incrementen los
problemas de mantenibilidad y
confiabilidad en servicio
Después de completar el primer
diseño detallado
8.2.3.2 REVISIÓN DEL SISTEMA
La primer revisión del sistema se hace antes de formar diseños detallados del producto o equipamiento. Como
tal, es necesario revisar los parámetros de la planta de manufactura en términos de disponibilidad de parte,
inventarios, capacidades de reserva, y similares. Aquí es donde el tema de que es llamado administración de
mantenimiento emerge. Está claro que este es un sistema de revisión, no una revisión de diseño del
equipamiento. El objetivo en esta etapa no es conducir un análisis de confiabilidad cuantitativo preciso
(produciendo predicciones de tasa de fallas del sistema), ya que el equipamiento esta por ser diseñado. Esta
etapa de la revisión del diseño identifica áreas críticas que, si ocurre una descompostura, puede causar un paro
total de la planta. Esta revisión es lograda utilizando información concerniente a tasas de producción nominal,
capacidades de reservas, contingencias operacionales, entre otras.
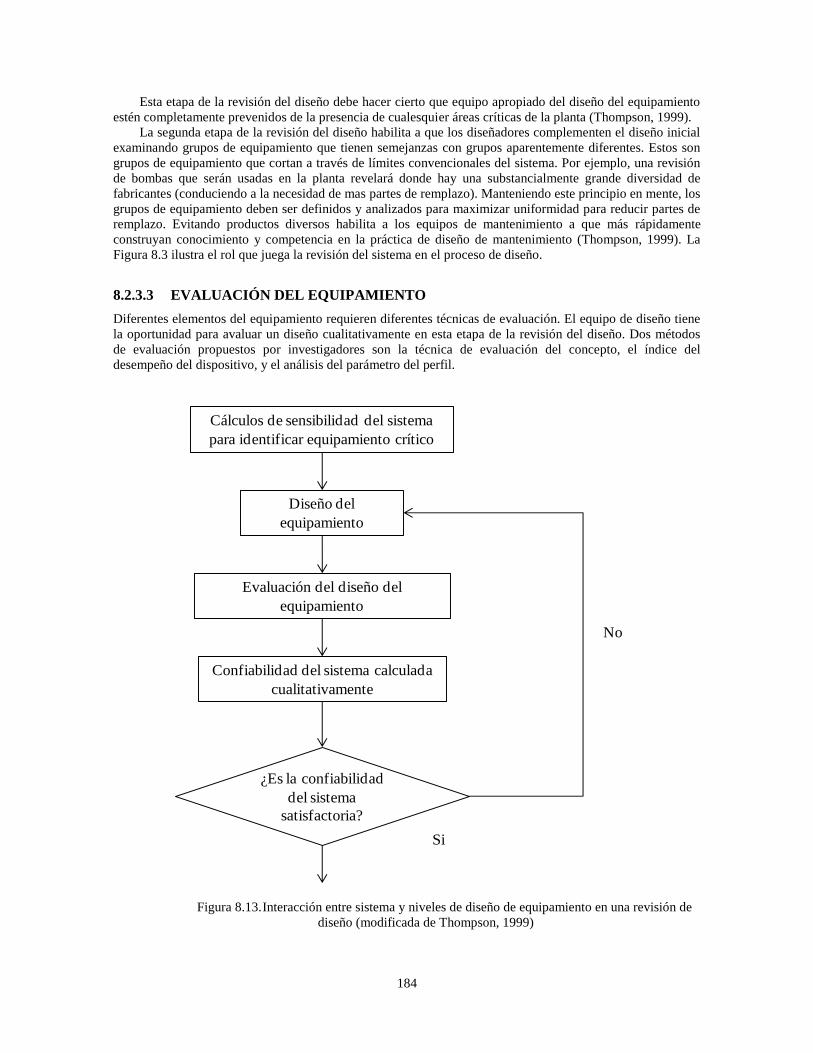
184
Esta etapa de la revisión del diseño debe hacer cierto que equipo apropiado del diseño del equipamiento
estén completamente prevenidos de la presencia de cualesquier áreas críticas de la planta (Thompson, 1999).
La segunda etapa de la revisión del diseño habilita a que los diseñadores complementen el diseño inicial
examinando grupos de equipamiento que tienen semejanzas con grupos aparentemente diferentes. Estos son
grupos de equipamiento que cortan a través de límites convencionales del sistema. Por ejemplo, una revisión
de bombas que serán usadas en la planta revelará donde hay una substancialmente grande diversidad de
fabricantes (conduciendo a la necesidad de mas partes de remplazo). Manteniendo este principio en mente, los
grupos de equipamiento deben ser definidos y analizados para maximizar uniformidad para reducir partes de
remplazo. Evitando productos diversos habilita a los equipos de mantenimiento a que más rápidamente
construyan conocimiento y competencia en la práctica de diseño de mantenimiento (Thompson, 1999). La
Figura 8.3 ilustra el rol que juega la revisión del sistema en el proceso de diseño.
8.2.3.3 EVALUACIÓN DEL EQUIPAMIENTO
Diferentes elementos del equipamiento requieren diferentes técnicas de evaluación. El equipo de diseño tiene
la oportunidad para avaluar un diseño cualitativamente en esta etapa de la revisión del diseño. Dos métodos
de evaluación propuestos por investigadores son la técnica de evaluación del concepto, el índice del
desempeño del dispositivo, y el análisis del parámetro del perfil.
Figura 8.13. Interacción entre sistema y niveles de diseño de equipamiento en una revisión de
diseño (modificada de Thompson, 1999)
Cálculos de sensibilidad del sistema
para identificar equipamiento crítico
Diseño del
equipamiento
Evaluación del diseño del
equipamiento
Confiabilidad del sistema calculada
cualitativamente
¿Es la confiabilidad
del sistema
satisfactoria?
No
Si
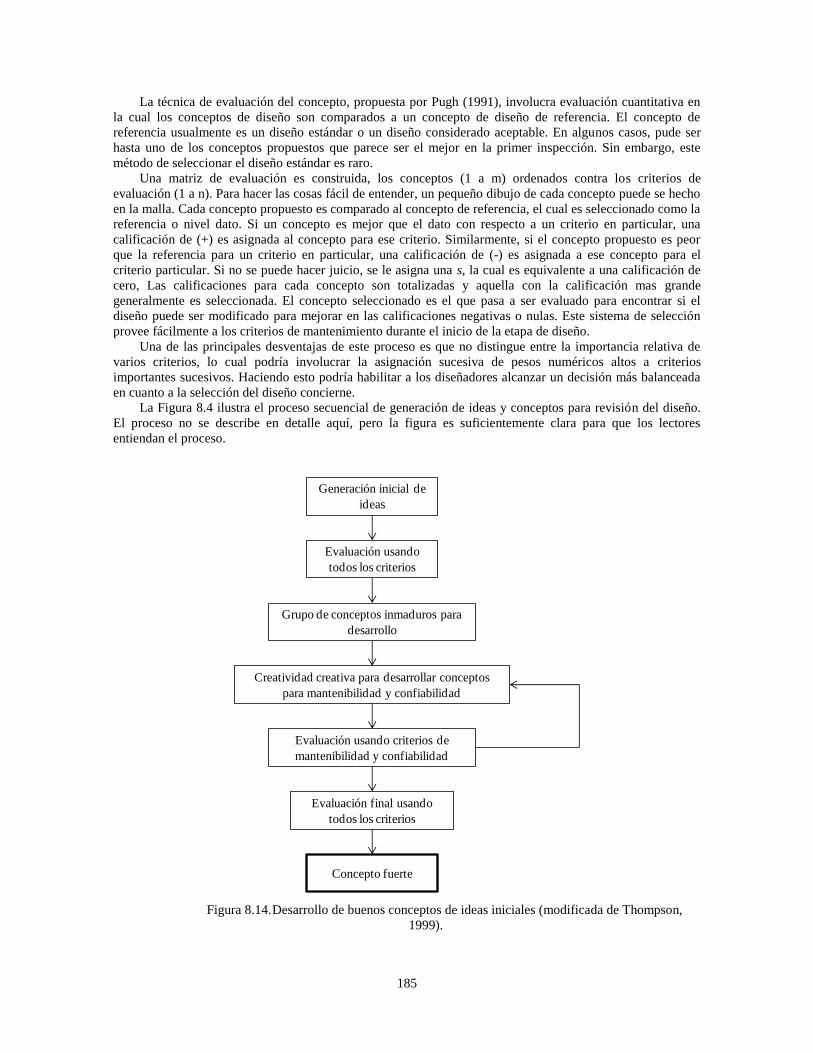
185
La técnica de evaluación del concepto, propuesta por Pugh (1991), involucra evaluación cuantitativa en
la cual los conceptos de diseño son comparados a un concepto de diseño de referencia. El concepto de
referencia usualmente es un diseño estándar o un diseño considerado aceptable. En algunos casos, pude ser
hasta uno de los conceptos propuestos que parece ser el mejor en la primer inspección. Sin embargo, este
método de seleccionar el diseño estándar es raro.
Una matriz de evaluación es construida, los conceptos (1 a m) ordenados contra los criterios de
evaluación (1 a n). Para hacer las cosas fácil de entender, un pequeño dibujo de cada concepto puede se hecho
en la malla. Cada concepto propuesto es comparado al concepto de referencia, el cual es seleccionado como la
referencia o nivel dato. Si un concepto es mejor que el dato con respecto a un criterio en particular, una
calificación de (+) es asignada al concepto para ese criterio. Similarmente, si el concepto propuesto es peor
que la referencia para un criterio en particular, una calificación de (-) es asignada a ese concepto para el
criterio particular. Si no se puede hacer juicio, se le asigna una s, la cual es equivalente a una calificación de
cero, Las calificaciones para cada concepto son totalizadas y aquella con la calificación mas grande
generalmente es seleccionada. El concepto seleccionado es el que pasa a ser evaluado para encontrar si el
diseño puede ser modificado para mejorar en las calificaciones negativas o nulas. Este sistema de selección
provee fácilmente a los criterios de mantenimiento durante el inicio de la etapa de diseño.
Una de las principales desventajas de este proceso es que no distingue entre la importancia relativa de
varios criterios, lo cual podría involucrar la asignación sucesiva de pesos numéricos altos a criterios
importantes sucesivos. Haciendo esto podría habilitar a los diseñadores alcanzar un decisión más balanceada
en cuanto a la selección del diseño concierne.
La Figura 8.4 ilustra el proceso secuencial de generación de ideas y conceptos para revisión del diseño.
El proceso no se describe en detalle aquí, pero la figura es suficientemente clara para que los lectores
entiendan el proceso.
Figura 8.14. Desarrollo de buenos conceptos de ideas iniciales (modificada de Thompson,
1999).
Generación inicial de
ideas
Evaluación usando
todos los criterios
Grupo de conceptos inmaduros para
desarrollo
Evaluación final usando
todos los criterios
Concepto fuerte
Creatividad creativa para desarrollar conceptos
para mantenibilidad y confiabilidad
Evaluación usando criterios de
mantenibilidad y confiabilidad
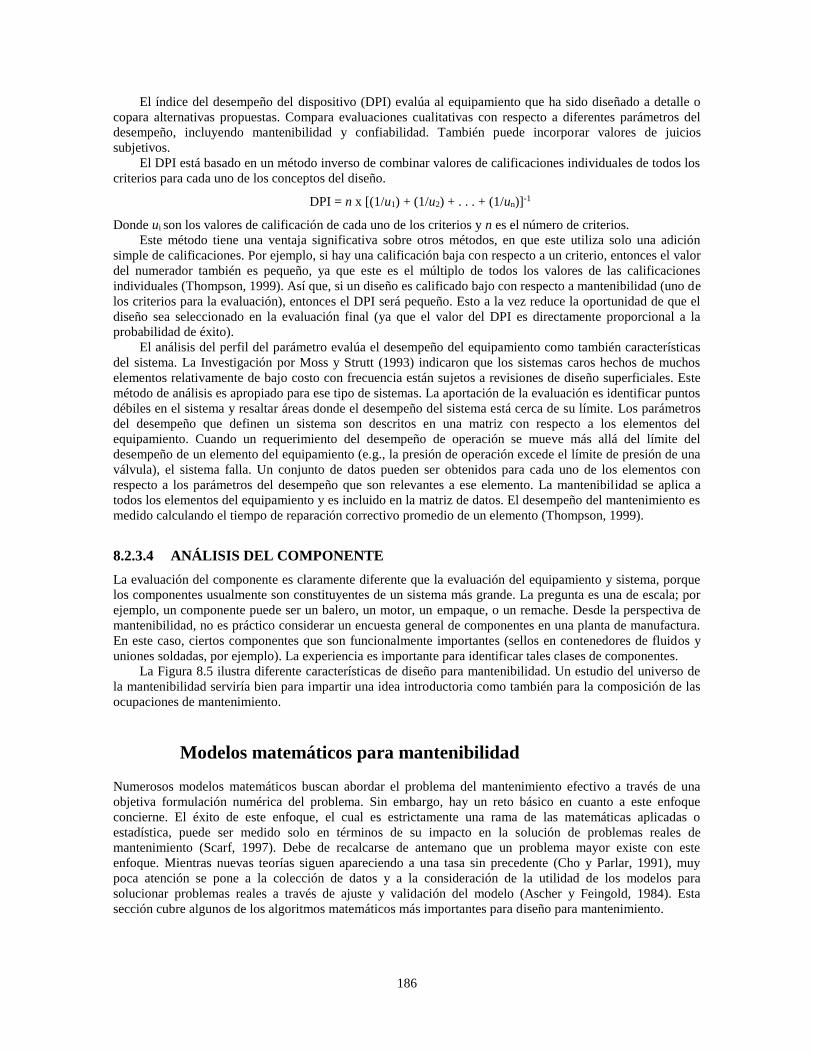
186
El índice del desempeño del dispositivo (DPI) evalúa al equipamiento que ha sido diseñado a detalle o
copara alternativas propuestas. Compara evaluaciones cualitativas con respecto a diferentes parámetros del
desempeño, incluyendo mantenibilidad y confiabilidad. También puede incorporar valores de juicios
subjetivos.
El DPI está basado en un método inverso de combinar valores de calificaciones individuales de todos los
criterios para cada uno de los conceptos del diseño.
DPI = n x [(1/u1) + (1/u2) + . . . + (1/un)]-1
Donde ui son los valores de calificación de cada uno de los criterios y n es el número de criterios.
Este método tiene una ventaja significativa sobre otros métodos, en que este utiliza solo una adición
simple de calificaciones. Por ejemplo, si hay una calificación baja con respecto a un criterio, entonces el valor
del numerador también es pequeño, ya que este es el múltiplo de todos los valores de las calificaciones
individuales (Thompson, 1999). Así que, si un diseño es calificado bajo con respecto a mantenibilidad (uno de
los criterios para la evaluación), entonces el DPI será pequeño. Esto a la vez reduce la oportunidad de que el
diseño sea seleccionado en la evaluación final (ya que el valor del DPI es directamente proporcional a la
probabilidad de éxito).
El análisis del perfil del parámetro evalúa el desempeño del equipamiento como también características
del sistema. La Investigación por Moss y Strutt (1993) indicaron que los sistemas caros hechos de muchos
elementos relativamente de bajo costo con frecuencia están sujetos a revisiones de diseño superficiales. Este
método de análisis es apropiado para ese tipo de sistemas. La aportación de la evaluación es identificar puntos
débiles en el sistema y resaltar áreas donde el desempeño del sistema está cerca de su límite. Los parámetros
del desempeño que definen un sistema son descritos en una matriz con respecto a los elementos del
equipamiento. Cuando un requerimiento del desempeño de operación se mueve más allá del límite del
desempeño de un elemento del equipamiento (e.g., la presión de operación excede el límite de presión de una
válvula), el sistema falla. Un conjunto de datos pueden ser obtenidos para cada uno de los elementos con
respecto a los parámetros del desempeño que son relevantes a ese elemento. La mantenibilidad se aplica a
todos los elementos del equipamiento y es incluido en la matriz de datos. El desempeño del mantenimiento es
medido calculando el tiempo de reparación correctivo promedio de un elemento (Thompson, 1999).
8.2.3.4 ANÁLISIS DEL COMPONENTE
La evaluación del componente es claramente diferente que la evaluación del equipamiento y sistema, porque
los componentes usualmente son constituyentes de un sistema más grande. La pregunta es una de escala; por
ejemplo, un componente puede ser un balero, un motor, un empaque, o un remache. Desde la perspectiva de
mantenibilidad, no es práctico considerar un encuesta general de componentes en una planta de manufactura.
En este caso, ciertos componentes que son funcionalmente importantes (sellos en contenedores de fluidos y
uniones soldadas, por ejemplo). La experiencia es importante para identificar tales clases de componentes.
La Figura 8.5 ilustra diferente características de diseño para mantenibilidad. Un estudio del universo de
la mantenibilidad serviría bien para impartir una idea introductoria como también para la composición de las
ocupaciones de mantenimiento.
Modelos matemáticos para mantenibilidad
Numerosos modelos matemáticos buscan abordar el problema del mantenimiento efectivo a través de una
objetiva formulación numérica del problema. Sin embargo, hay un reto básico en cuanto a este enfoque
concierne. El éxito de este enfoque, el cual es estrictamente una rama de las matemáticas aplicadas o
estadística, puede ser medido solo en términos de su impacto en la solución de problemas reales de
mantenimiento (Scarf, 1997). Debe de recalcarse de antemano que un problema mayor existe con este
enfoque. Mientras nuevas teorías siguen apareciendo a una tasa sin precedente (Cho y Parlar, 1991), muy
poca atención se pone a la colección de datos y a la consideración de la utilidad de los modelos para
solucionar problemas reales a través de ajuste y validación del modelo (Ascher y Feingold, 1984). Esta
sección cubre algunos de los algoritmos matemáticos más importantes para diseño para mantenimiento.
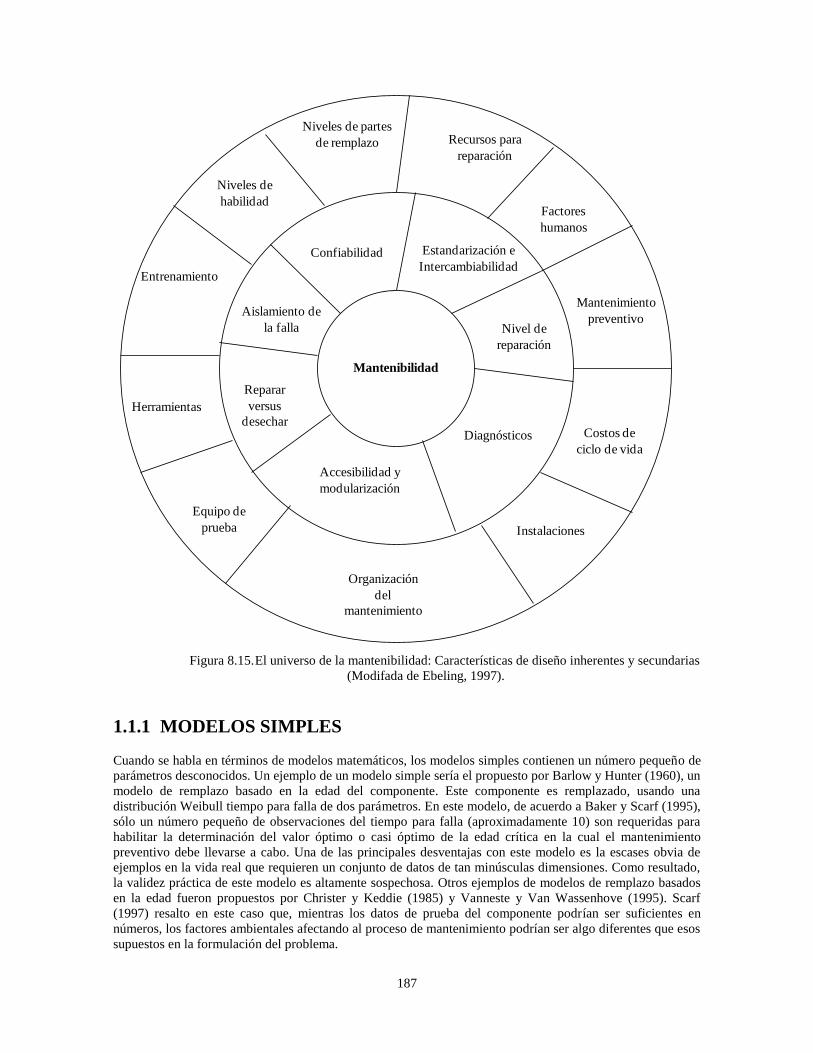
187
Figura 8.15. El universo de la mantenibilidad: Características de diseño inherentes y secundarias
(Modifada de Ebeling, 1997).
1.1.1 MODELOS SIMPLES
Cuando se habla en términos de modelos matemáticos, los modelos simples contienen un número pequeño de
parámetros desconocidos. Un ejemplo de un modelo simple sería el propuesto por Barlow y Hunter (1960), un
modelo de remplazo basado en la edad del componente. Este componente es remplazado, usando una
distribución Weibull tiempo para falla de dos parámetros. En este modelo, de acuerdo a Baker y Scarf (1995),
sólo un número pequeño de observaciones del tiempo para falla (aproximadamente 10) son requeridas para
habilitar la determinación del valor óptimo o casi óptimo de la edad crítica en la cual el mantenimiento
preventivo debe llevarse a cabo. Una de las principales desventajas con este modelo es la escases obvia de
ejemplos en la vida real que requieren un conjunto de datos de tan minúsculas dimensiones. Como resultado,
la validez práctica de este modelo es altamente sospechosa. Otros ejemplos de modelos de remplazo basados
en la edad fueron propuestos por Christer y Keddie (1985) y Vanneste y Van Wassenhove (1995). Scarf
(1997) resalto en este caso que, mientras los datos de prueba del componente podrían ser suficientes en
números, los factores ambientales afectando al proceso de mantenimiento podrían ser algo diferentes que esos
supuestos en la formulación del problema.
Mantenibilidad
Confiabilidad Estandarización e
Intercambiabilidad
Nivel de
reparación
Diagnósticos
Accesibilidad y
modularización
Reparar
versus
desechar
Aislamiento de
la falla
Niveles de partes
de remplazo Recursos para
reparación
Factores
humanos
Mantenimiento
preventivo
Costos de
ciclo de vida
Instalaciones
Organización
del
mantenimiento
Equipo de
prueba
Herramientas
Entrenamiento
Niveles de
habilidad
188
Otros modelos son más complejos en la formulación del problema, con respecto al número de
parámetros desconocidos. Una desventaja principal de estos modelos es que el grado de correlación estimado
entre parámetros diferentes es alto. En otras palabras, la estimación de los parámetros tiende a entrelazarse
una con otra en gran medida. Esto significa que el modelo propuesto no es capaz de distinguir claramente
entre las diferentes combinaciones de parámetros, lo cual conduce a estar cierto de que la ineficiencia e
invalides de la formulación del problema en primer lugar. Los modelos complejos con frecuencia no tienen
los datos necesarios y suficientes requeridos para llegar a una solución. Otra desventaja con estos modelos es
que estos presentan una solución muy complicada y no son capaces de hacer predicciones exactas (o por lo
menos factibles).
Finalmente, administradores e ingenieros están buscando modelos simples, directos, y transparentes para
solucionar lo que esencialmente es un problema muy práctico. Las soluciones teóricas llegan por la solución
de ecuaciones matemáticas altamente complicadas (frecuentemente con muy pocos datos relevantes
disponibles) que ofrecen muy poco en cuanto a la solución real de un problema real.
8.3.2 UN ENFOQUE INTEGRAL PARA MANTENIMIENTO
El enfoque integral para mantenimiento involucra los aspectos cualitativos como también los cuantitativos de
la formulación del modelo para mantenimiento. La secuencia es como sigue:
Reconocer un problema.
Colectar datos y diseñar un ejercicio para la colección de datos.
Diseñar sistemas para la colección futura de datos.
Formulación del problema factible y efectiva usando los datos colectados.
Comparar los resultados con otras técnicas.
Formulación de una póliza de mantenimiento alternativa revisada en base a los resultados.
Entrenar a los administradores de mantenimiento en la nueva técnica.
Calcular ganancias económicas de la implementación del nuevo modelo de mantenimiento.
La fase de reconocimiento del problema de esta técnica está basada en herramientas tradicionales de
ingeniería industrial, como administración de la calidad, análisis de Pareto, y diagramas causa efecto
(Vanneste y Van Wassenhove, 1995). Algunos investigadores (e.g., Christer y Whitelaw, 1983) se refieren a
esta técnica como modelación retrato-instantáneo.
El enfoque integrado para mantenimiento incorporan mucho de los aspectos prácticos de la vida real del
proceso de mantenimiento en modelado matemático. Esto tiende a presentar algo así como un retrato holístico
del proceso de mantenimiento. Sin embargo, aún provee una solución matemática que es proactiva. Esta
busca solucionar problemas después de son creados y no intenta evitar problemas en primer lugar. De hecho,
sería difícil (si no imposible) para cualquier modelo matemático presentar una solución proactiva a un
problema de diseño de mantenimiento. Porque todos los modelos matemáticos necesitan datos con el cual
trabajar. Para que eso pase, se necesita que esté presente un problema.
8.3.3 MODELADO DEL REMPLAZO DE CAPITAL
La modelación del remplazo de capital es un área del mantenimiento considerados por algunos (e.g., Pintelon
y Gelders, 1992) como estrategia de mantenimiento o de largo plazo. Esto es considerado ser una parte de la
planeación estratégica. La planeación estratégica consiste de proveer recursos para salvaguardar la
competencia futura de una organización. Hsu (1988) indico que, mientras que los factores trecnológicos y
189
económicos pueden ser los factores que conducen para el remplazo del equipamiento, los costos de
mantenimiento y la no disponibilidad son igualmente importantes. Unos pocos investigadores propusieron
modelos para solucionar el problema de remplazo de capital (Crhister, 1988; Christer y Scarf, 1994; Eilon,
King, y Hutchinson, 1966; Hastings, 1969; Jardine, Goldrick, y Spencer, 1976; Scarf y Bouamra, 1995;
Simms et al., 1984). Los modelos propuestos por estos investigadores generalmente son simples y ofrecen
poca oportunidad para exploración matemática (Scarf, 1997). Continuando con la discusión, es claro que los
matemáticos han tenido la mayor influencia en la formulación del problema e intentan solucionarlos.
8.3.4 INSPECCIÓN DEL MANTENIMIENTO
La inspección del mantenimiento ha sido un tópico de estudio extensivo en el pasado y todavía es importante
entre la comunidad de investigadores. Unos cuantos investigadores abordan este tema de inspección del
mantenimiento desde un punto de vista matemático (Baker y Christer; Baker y Wang, 1991, 1993; Christer et
al., 1995; Day y Walter, 1984). Una preocupación principal en este modelo, como con otros modelos
matemáticos, es la necesidad de conservar el modelo simple. Un ejemplo de esto es el modelo propuesto por
Christer y Walter (1984), un modelo de tiempo de retardo de dos parámetros (un proceso Poisson de arribo de
defectos con una tasa α, tiempos de retardo exponencialmente distribuidos con promedio 1/γ, con inspección
perfecta para fallas). La máxima probabilidad estimada en este caso es muy fácil para calcular cuando las
inspecciones son realizadas uniformemente (ocurriendo a intervalos regulares, a Δt intervalos de tiempo
aparte). Para un componente observado en (0, T), la estimación de la máxima probabilidad satisface la
condición.
α = n/T
[(n-k) γΔ/(eγΔ -1)] + [Σγti/(eγΔ -1)] = (n - k)
Donde k fallas son observadas en los tiempos ti (i = 1 a k) de la última inspección, y (n – k) defectos son
encontrados en las inspecciones.
8.3.5 MANTENIMIENTO BASADO EN LA CONDICIÓN
Las técnicas de monitoreo de la condición ha ganado importancia sobre los años, en un esfuerzo para atacar
este problema tales como las siguientes: requerimientos crecientes para desempeño de producción,
incrementos en costos y complejidad de plantas de manufactura, y un drástico decremento en tiempo perdido
para mantenimiento de rutina.
Recientemente, técnicas matemáticas para atacar el problema de mantenimiento condicional han
proliferado. Estas técnicas se enfocan en seguir una variable relacionada a la condición, X, en el tiempo. Las
actividades de reparación y mantenimiento son iniciadas cuando X excede algún nivel previamente
establecido, c (Scarf, 1997). La mayoría de los investigadores intentaron determinar la variable(s) apropiada
para monitorear (Chen, Meher-Homji, y Mistree, 1994), sistemas diseñados para habilitar el monitoreo de la
condición de la adquisición de datos (Drake et al., 1995), y datos de diagnostico para monitoreo de la
condición (Harris, 1995; Li y Li, 1995).
Numerosos inconvenientes están asociados con estos modelos. Por ejemplo, no se han conducido
investigaciones substanciales para determinar el nivel óptimo de la variable c. El nivel crítico, c, es
seleccionado subjetivamente y en base a las recomendaciones del proveedor y los fabricantes de equipo para
monitoreo (Scarf, 1997). Similarmente, no se usa la consideración de costos en el proceso de toma de
decisiones.
Continuando la discusión respecto al modelado matemático de problemas de mantenimiento, las
siguientes anomalías resaltantes se hacen por si mismas evidentes.
El tema de modelación matemática toma precedencia sobre la solución de problemas de la
vida real. Los modelos son difícilmente exitosos, si es que acaso alguno lo es, en la solución
de los problemas que encaran los ingenieros y administradores de mantenimiento.
190
Aun si los modelos matemáticos son desarrollados para abordar los problemas de
mantenimiento, ellos con frecuencia sufren de la falta de datos necesarios relevantes para
obtener una solución clara.
Algunos de los modelo tienen problemas pos si mismos, como la inhabilidad para distinguir
entre parámetros de combinaciones de parámetros. Esto conduce a un solución
extremadamente complicada, en contraste directo a las situaciones de la vida real, las cuales
buscan no soluciones que no sean ambiguas, fáciles de seguir, y aplicaciones prácticas.
Ya que todas las formulaciones de problemas matemáticos requieren un conjunto de datos
concretos para obtener soluciones, claramente la mayoría de las modelaciones matemáticas
son de naturaleza reactivas. Como tal, no hace nada el intentar evitar que ocurran problemas
en primer lugar.
El mantenimiento es un problema latamente práctico. Todos los investigadores matemáticos
que fallan en abordar esta característica importante están atados a ser prácticamente
inaplicables.
8.3.6 SISTEMA DE INFORMACIÓN DE LA ADMINISTRACIÓN DEL
MANTENIMIENTO
El desarrollo de monitoreo de la condición acoplado con modelos de la decisión pone nuevas demandas en los
sistemas de información de la administración del mantenimiento (MMIS). Actualmente, un número
substancial de sistemas están disponibles con el objetivo de administrar el mantenimiento (Kobaccy,
Proudlove, y Harper, 1995). Los objetivos específicos de tales sistemas son como sigue:
Seguir componentes específicos a través del ciclo de mantenimiento
Proveer soporte logístico a los administradores de planta, ingenieros de mantenimiento, y
personal de mantenimiento. Un ejemplo de soporte logístico incluye proveer información en
el seguimiento de partes de repuesto en inventario.
Registrar, mantener, y proveer una historia del mantenimiento al equipamiento.
Llamar la atención al personal de impedir actividades predeterminadas de mantenimiento.
Producir reportes de administración para habilitar acciones estratégicas, tales como
mantenimiento agresivo.
Mientras que la gran mayoría de MMIS son capaces de lograr esas, un número pequeño de sistemas
también pueden ejecutar las siguientes acciones funcionales auxiliares: analizar el historial de mantenimiento
y determinar la política óptima para componentes y subsistemas. Esto es equivalente a optimizar el control del
inventario de partes de repuesto, ayudando a reducir substancialmente los costos fijos por las partes de
repuesto.
En grandes, sistemas complejos con muchos subsistemas e interacciones de componentes, MMIS debe
proveer soluciones en las siguientes áreas:
Incorporar opinión experta de una base de datos.
Incluir datos subjetivos de los expertos en el campo del mantenimiento y campos
relacionados.
Crear una programación de actividades de mantenimiento, especialmente desde la
perspectiva de mantenimiento preventivo y agresivo.
191
Actualizar las programaciones de las actividades de mantenimiento con la ocurrencia de
eventos operacionales, como fallas de componentes o del sistema y remplazos no
programados.
Recursos de inventario de la planta.
Medir la efectividad de las actividades de mantenimiento. Notar que la formulación de un
índice objetivo es de más ayuda en lo que a esto respecta.
Investigación conducida por Dekker (1995) merece mención especial en el contexto de la combinación
de actividades de mantenimiento en programaciones. Dekker restringió la atención específicamente a esas
actividades de mantenimiento para las cuales el siguiente momento de ejecución fue determinado del anterior.
Sin embargo, un problema con esta propuesta es que es esencialmente una combinación estatica de
actividades de mantenimiento. Como tal, esta puede no necesariamente producir resultados óptimos en el caso
de fallo del mantenimiento, y las actividades de mantenimiento basadas en la condición tienen que llevarse a
cabo independientemente.
El enfoque proactivo para el mantenimiento es necesariamente un asunto de diseño. La siguiente sección
provee una revisión de las diferentes propuestas de diseño usadas por los investigadores para diseñar
productos y sistemas para mantenimiento fácil.
modelos de prediccion para el mantenimiento
Los procedimientos de predicción para mantenibilidad permiten al diseñador pronosticar los efectos del
diseño en la reparación del sistema. Lo que se ha encontrado en la predicción de mantenibilidad indica la
extensión a la cual el diseño contribuye a la facilidad de soporte. Como resultado, es fácil estimar que
características de mantenibilidad adicionales son requeridas (Harring y Greenman, 1965). Los modelos
predictivos indican el tiempo muerto esperado de un sistema antes de su operación en situaciones de la vida
real. También indican cuales de las características del sistema son más probables que causen problemas
serios. Las predicciones de mantenibilidad complementan los parámetros de diseño cualitativos. Esto es
importante, ya que los ingenieros de mantenimiento con frecuencia están preocupados con la disponibilidad
del sistema y deben recurrir s criterios cuantitativos para medir los efectos de características de diseño
cualitativas. Esta sección discute algunos de los modelos de predicción para mantenibilidad mas comúnmente
usados. Es interesante notar que todos los modelos se son presentados en esta sección están basados en el
concepto de mantenimiento preventivo. Esto debe acrecentar la importancia del proceso a la industria; así que
hay que remarcar lo que se dijo en la sección 8.3.
8.4.1 EL MÉTODO RCA
El método RCA utiliza tiempo de soporte como el criterio de mantenibilidad. Es una técnica que
esencialmente usa una lista de verificación de características físicas del diseño del producto. El tiempo de
soporte se conoce como una función de los siguientes atributos: características físicas del producto,
requerimientos de soporte, y requerimientos de personal esenciales para efectuar un mantenimiento eficiente.
Las características de diseño juegan un rol pivote en la evaluación de los aspectos físicos del sistema.
También son utilizados para determinar los efectos la distribución de planta, accesibilidad, y empaque en el
tiempo de soporte. El diseño físico de un producto es evaluado en base a un conjunto de 15 preguntas. A cada
una de las preguntas se le asigna un valor en términos del impacto del diseño físico en el tiempo de
reparación.
Una ecuación lineal es desarrollada para el tiempo de soporte por análisis de regresión de los datos
empíricos (producidos por más de 100 ocurrencias de incidentes de soporte en la operación de equipamiento
electrónico bajo observación). Esto se presenta como:
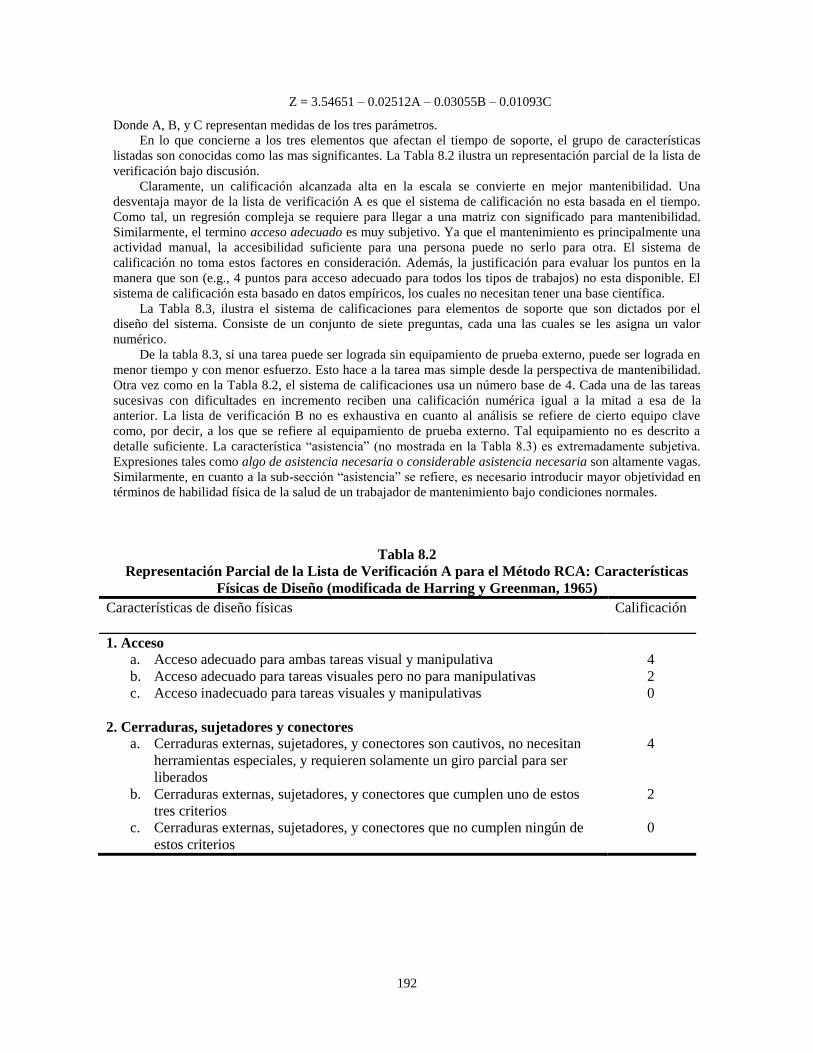
192
Z = 3.54651 – 0.02512A – 0.03055B – 0.01093C
Donde A, B, y C representan medidas de los tres parámetros.
En lo que concierne a los tres elementos que afectan el tiempo de soporte, el grupo de características
listadas son conocidas como las mas significantes. La Tabla 8.2 ilustra un representación parcial de la lista de
verificación bajo discusión.
Claramente, un calificación alcanzada alta en la escala se convierte en mejor mantenibilidad. Una
desventaja mayor de la lista de verificación A es que el sistema de calificación no esta basada en el tiempo.
Como tal, un regresión compleja se requiere para llegar a una matriz con significado para mantenibilidad.
Similarmente, el termino acceso adecuado es muy subjetivo. Ya que el mantenimiento es principalmente una
actividad manual, la accesibilidad suficiente para una persona puede no serlo para otra. El sistema de
calificación no toma estos factores en consideración. Además, la justificación para evaluar los puntos en la
manera que son (e.g., 4 puntos para acceso adecuado para todos los tipos de trabajos) no esta disponible. El
sistema de calificación esta basado en datos empíricos, los cuales no necesitan tener una base científica.
La Tabla 8.3, ilustra el sistema de calificaciones para elementos de soporte que son dictados por el
diseño del sistema. Consiste de un conjunto de siete preguntas, cada una las cuales se les asigna un valor
numérico.
De la tabla 8.3, si una tarea puede ser lograda sin equipamiento de prueba externo, puede ser lograda en
menor tiempo y con menor esfuerzo. Esto hace a la tarea mas simple desde la perspectiva de mantenibilidad.
Otra vez como en la Tabla 8.2, el sistema de calificaciones usa un número base de 4. Cada una de las tareas
sucesivas con dificultades en incremento reciben una calificación numérica igual a la mitad a esa de la
anterior. La lista de verificación B no es exhaustiva en cuanto al análisis se refiere de cierto equipo clave
como, por decir, a los que se refiere al equipamiento de prueba externo. Tal equipamiento no es descrito a
detalle suficiente. La característica “asistencia” (no mostrada en la Tabla 8.3) es extremadamente subjetiva.
Expresiones tales como algo de asistencia necesaria o considerable asistencia necesaria son altamente vagas.
Similarmente, en cuanto a la sub-sección “asistencia” se refiere, es necesario introducir mayor objetividad en
términos de habilidad física de la salud de un trabajador de mantenimiento bajo condiciones normales.
Tabla 8.2
Representación Parcial de la Lista de Verificación A para el Método RCA: Características
Físicas de Diseño (modificada de Harring y Greenman, 1965)
Características de diseño físicas
Calificación
1. Acceso
a. Acceso adecuado para ambas tareas visual y manipulativa
b. Acceso adecuado para tareas visuales pero no para manipulativas
c. Acceso inadecuado para tareas visuales y manipulativas
4
2
0
2. Cerraduras, sujetadores y conectores
a. Cerraduras externas, sujetadores, y conectores son cautivos, no necesitan
herramientas especiales, y requieren solamente un giro parcial para ser
liberados
b. Cerraduras externas, sujetadores, y conectores que cumplen uno de estos
tres criterios
c. Cerraduras externas, sujetadores, y conectores que no cumplen ningún de
estos criterios
4
2
0
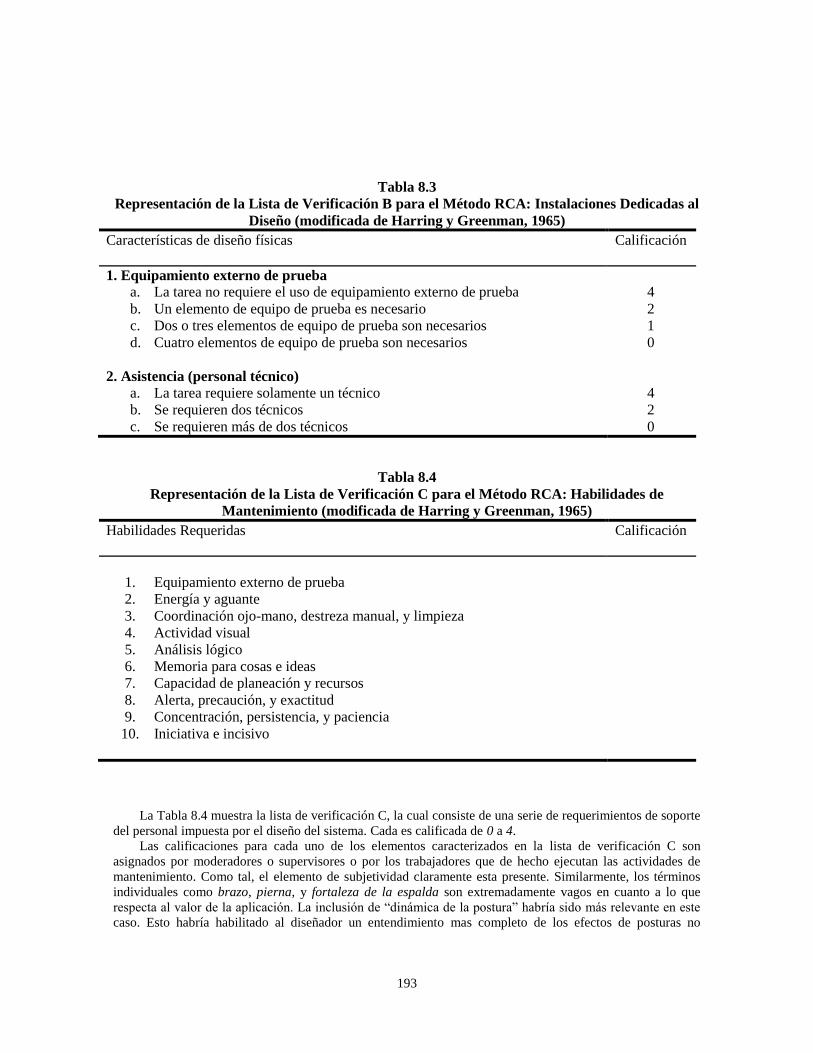
193
Tabla 8.3
Representación de la Lista de Verificación B para el Método RCA: Instalaciones Dedicadas al
Diseño (modificada de Harring y Greenman, 1965)
Características de diseño físicas
Calificación
1. Equipamiento externo de prueba
a. La tarea no requiere el uso de equipamiento externo de prueba
b. Un elemento de equipo de prueba es necesario
c. Dos o tres elementos de equipo de prueba son necesarios
d. Cuatro elementos de equipo de prueba son necesarios
4
2
1
0
2. Asistencia (personal técnico)
a. La tarea requiere solamente un técnico
b. Se requieren dos técnicos
c. Se requieren más de dos técnicos
4
2
0
Tabla 8.4
Representación de la Lista de Verificación C para el Método RCA: Habilidades de
Mantenimiento (modificada de Harring y Greenman, 1965)
Habilidades Requeridas
Calificación
1. Equipamiento externo de prueba
2. Energía y aguante
3. Coordinación ojo-mano, destreza manual, y limpieza
4. Actividad visual
5. Análisis lógico
6. Memoria para cosas e ideas
7. Capacidad de planeación y recursos
8. Alerta, precaución, y exactitud
9. Concentración, persistencia, y paciencia
10. Iniciativa e incisivo
La Tabla 8.4 muestra la lista de verificación C, la cual consiste de una serie de requerimientos de soporte
del personal impuesta por el diseño del sistema. Cada es calificada de 0 a 4.
Las calificaciones para cada uno de los elementos caracterizados en la lista de verificación C son
asignados por moderadores o supervisores o por los trabajadores que de hecho ejecutan las actividades de
mantenimiento. Como tal, el elemento de subjetividad claramente esta presente. Similarmente, los términos
individuales como brazo, pierna, y fortaleza de la espalda son extremadamente vagos en cuanto a lo que
respecta al valor de la aplicación. La inclusión de “dinámica de la postura” habría sido más relevante en este
caso. Esto habría habilitado al diseñador un entendimiento mas completo de los efectos de posturas no
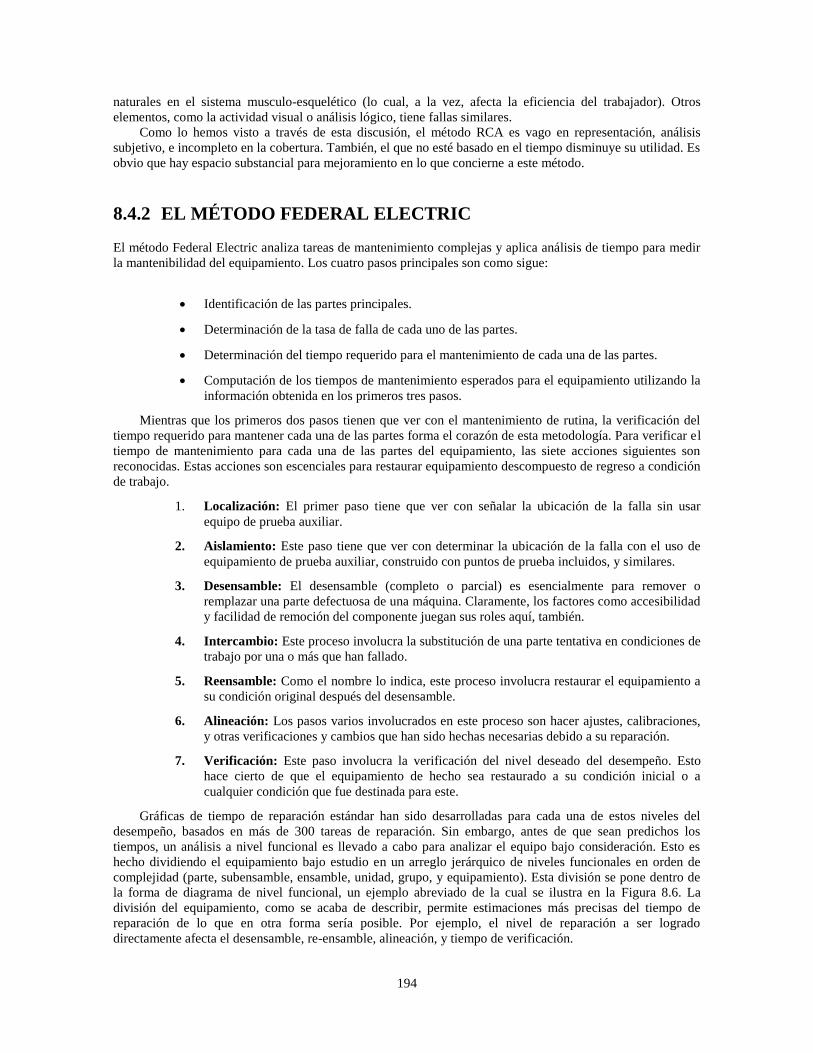
194
naturales en el sistema musculo-esquelético (lo cual, a la vez, afecta la eficiencia del trabajador). Otros
elementos, como la actividad visual o análisis lógico, tiene fallas similares.
Como lo hemos visto a través de esta discusión, el método RCA es vago en representación, análisis
subjetivo, e incompleto en la cobertura. También, el que no esté basado en el tiempo disminuye su utilidad. Es
obvio que hay espacio substancial para mejoramiento en lo que concierne a este método.
8.4.2 EL MÉTODO FEDERAL ELECTRIC
El método Federal Electric analiza tareas de mantenimiento complejas y aplica análisis de tiempo para medir
la mantenibilidad del equipamiento. Los cuatro pasos principales son como sigue:
Identificación de las partes principales.
Determinación de la tasa de falla de cada uno de las partes.
Determinación del tiempo requerido para el mantenimiento de cada una de las partes.
Computación de los tiempos de mantenimiento esperados para el equipamiento utilizando la
información obtenida en los primeros tres pasos.
Mientras que los primeros dos pasos tienen que ver con el mantenimiento de rutina, la verificación del
tiempo requerido para mantener cada una de las partes forma el corazón de esta metodología. Para verificar el
tiempo de mantenimiento para cada una de las partes del equipamiento, las siete acciones siguientes son
reconocidas. Estas acciones son escenciales para restaurar equipamiento descompuesto de regreso a condición
de trabajo.
1. Localización: El primer paso tiene que ver con señalar la ubicación de la falla sin usar
equipo de prueba auxiliar.
2. Aislamiento: Este paso tiene que ver con determinar la ubicación de la falla con el uso de
equipamiento de prueba auxiliar, construido con puntos de prueba incluidos, y similares.
3. Desensamble: El desensamble (completo o parcial) es esencialmente para remover o
remplazar una parte defectuosa de una máquina. Claramente, los factores como accesibilidad
y facilidad de remoción del componente juegan sus roles aquí, también.
4. Intercambio: Este proceso involucra la substitución de una parte tentativa en condiciones de
trabajo por una o más que han fallado.
5. Reensamble: Como el nombre lo indica, este proceso involucra restaurar el equipamiento a
su condición original después del desensamble.
6. Alineación: Los pasos varios involucrados en este proceso son hacer ajustes, calibraciones,
y otras verificaciones y cambios que han sido hechas necesarias debido a su reparación.
7. Verificación: Este paso involucra la verificación del nivel deseado del desempeño. Esto
hace cierto de que el equipamiento de hecho sea restaurado a su condición inicial o a
cualquier condición que fue destinada para este.
Gráficas de tiempo de reparación estándar han sido desarrolladas para cada una de estos niveles del
desempeño, basados en más de 300 tareas de reparación. Sin embargo, antes de que sean predichos los
tiempos, un análisis a nivel funcional es llevado a cabo para analizar el equipo bajo consideración. Esto es
hecho dividiendo el equipamiento bajo estudio en un arreglo jerárquico de niveles funcionales en orden de
complejidad (parte, subensamble, ensamble, unidad, grupo, y equipamiento). Esta división se pone dentro de
la forma de diagrama de nivel funcional, un ejemplo abreviado de la cual se ilustra en la Figura 8.6. La
división del equipamiento, como se acaba de describir, permite estimaciones más precisas del tiempo de
reparación de lo que en otra forma sería posible. Por ejemplo, el nivel de reparación a ser logrado
directamente afecta el desensamble, re-ensamble, alineación, y tiempo de verificación.
195
La mas grande ventaja de usar esta técnica es que el tiempo de reparación del equipamiento puede ser
predicho con algún grado de exactitud. Sin embargo, el sistema no provee mucha utilidad en cuanto al diseño
del equipamiento para mantenimiento se refiere. Es reactivo en naturaleza. También, las mediciones del
tiempo usadas son basadas en estudios empíricos con tamaños de muestras que son más o menos
insignificantes (300 en este caso). Como resultado, hay oportunidades para un margen de error substancial en
la estimación de tiempo de reparación. Esta metodología tiene espacio para mejoramiento en el sentido de que
varias jerarquías de sistemas alternativos (producto) pueden ser examinados en la etapa misma de diseño del
producto. Esto puede ser conjugado con varios diseños y factores humanos para evolucionar en algo como
metodología de diseño holístico. Como tal, hay un valor definido en el método Federal Electric desde la
perspectiva del diseño, pero el método necesita ser modificado substancialmente para obtener su potencial.
Figura 8.16. Diagrama abreviado del nivel funcional de un sistema de comunicaciones: El
método Federal Electric (modificado de Harring y Greenman, 1965).
8.4.3 EL MÉTODO MARTIN: TEAM
La técnica para evaluación y análisis de mantenibilidad (TEAM) es un método de predicción que no descansa
en experiencia previa del diseño para mantenimiento. Este método esta basado en la representación gráfica de
un esquema de localización de falla.
La representación inicia con un síntoma de una falla y trabaja en forma lógica hacia una solución para
rectificar la falla. Ya que el proceso de reparación, en esencia, puede ser compuesto de varias sub-etapas, el
tiempo requerido para cada una de las etapas del proceso de reparación (así recorrido) es estimado para
predecir el tiempo de mantenimiento (Harring y Greenman, 1965).
TEAM tiene algunos factores en común con las metodologías del diseño para mantenimiento
convencionales. Por ejemplo, provee criterios de accesibilidad basados en datos de confiabilidad, establece
requerimientos para puntos de prueba como también otras pruebas de falla. Además, provee guías para
facilitar el desarrollo de esquemas de empaque lógicas.
Sistema de comunicación
Estación de trasmisión Estación de recepción
Equipo
modularizado
Consola de
Trasmisión
Consola de
recepción
Consola de
Grabación
Fuente de
poder
Unidad
Mod
Partes
Legenda:
L = Puntos de localización
I = puntos de aislamiento
C = puntos de verificación
Sistema
Niveles
Funcionales
Subsistema
Equipamiento
Unidad
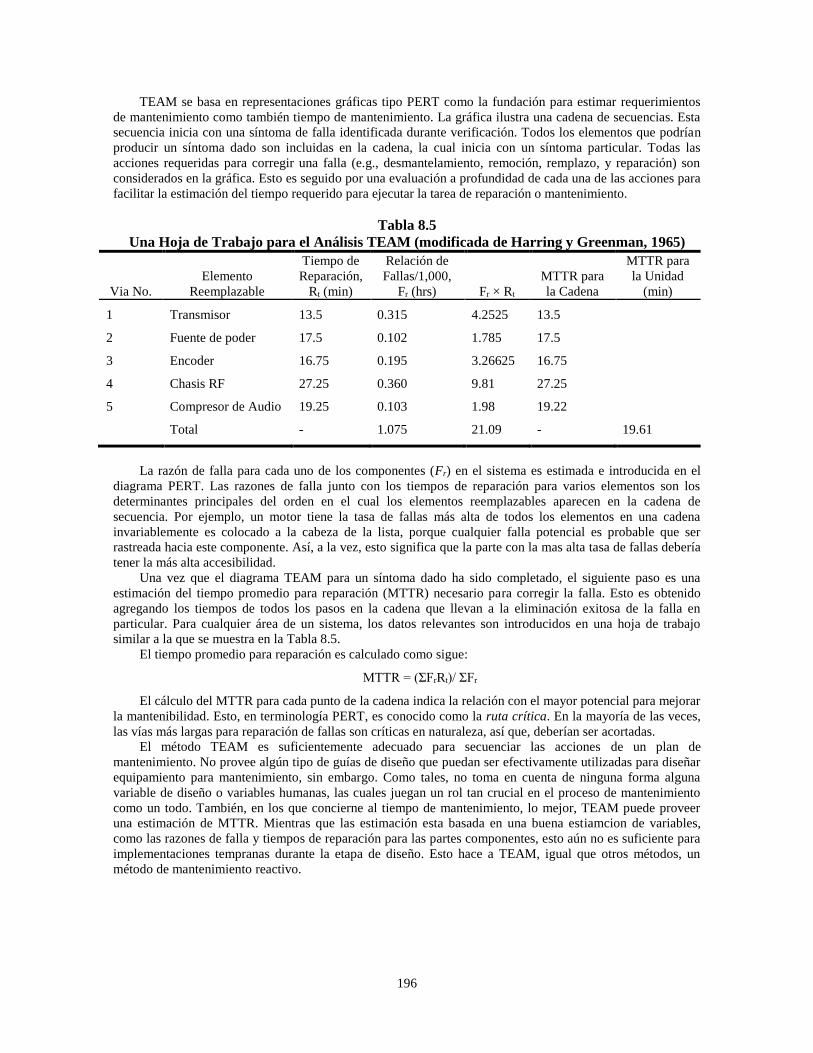
196
TEAM se basa en representaciones gráficas tipo PERT como la fundación para estimar requerimientos
de mantenimiento como también tiempo de mantenimiento. La gráfica ilustra una cadena de secuencias. Esta
secuencia inicia con una síntoma de falla identificada durante verificación. Todos los elementos que podrían
producir un síntoma dado son incluidas en la cadena, la cual inicia con un síntoma particular. Todas las
acciones requeridas para corregir una falla (e.g., desmantelamiento, remoción, remplazo, y reparación) son
considerados en la gráfica. Esto es seguido por una evaluación a profundidad de cada una de las acciones para
facilitar la estimación del tiempo requerido para ejecutar la tarea de reparación o mantenimiento.
Tabla 8.5
Una Hoja de Trabajo para el Análisis TEAM (modificada de Harring y Greenman, 1965)
Via No.
Elemento
Reemplazable
Tiempo de
Reparación,
Rt (min)
Relación de
Fallas/1,000,
Fr (hrs) Fr × Rt
MTTR para
la Cadena
MTTR para
la Unidad
(min)
1 Transmisor 13.5 0.315 4.2525 13.5
2 Fuente de poder 17.5 0.102 1.785 17.5
3 Encoder 16.75 0.195 3.26625 16.75
4 Chasis RF 27.25 0.360 9.81 27.25
5 Compresor de Audio 19.25 0.103 1.98 19.22
Total - 1.075 21.09 - 19.61
La razón de falla para cada uno de los componentes (Fr) en el sistema es estimada e introducida en el
diagrama PERT. Las razones de falla junto con los tiempos de reparación para varios elementos son los
determinantes principales del orden en el cual los elementos reemplazables aparecen en la cadena de
secuencia. Por ejemplo, un motor tiene la tasa de fallas más alta de todos los elementos en una cadena
invariablemente es colocado a la cabeza de la lista, porque cualquier falla potencial es probable que ser
rastreada hacia este componente. Así, a la vez, esto significa que la parte con la mas alta tasa de fallas debería
tener la más alta accesibilidad.
Una vez que el diagrama TEAM para un síntoma dado ha sido completado, el siguiente paso es una
estimación del tiempo promedio para reparación (MTTR) necesario para corregir la falla. Esto es obtenido
agregando los tiempos de todos los pasos en la cadena que llevan a la eliminación exitosa de la falla en
particular. Para cualquier área de un sistema, los datos relevantes son introducidos en una hoja de trabajo
similar a la que se muestra en la Tabla 8.5.
El tiempo promedio para reparación es calculado como sigue:
MTTR = (ΣFrRt)/ ΣFr
El cálculo del MTTR para cada punto de la cadena indica la relación con el mayor potencial para mejorar
la mantenibilidad. Esto, en terminología PERT, es conocido como la ruta crítica. En la mayoría de las veces,
las vías más largas para reparación de fallas son críticas en naturaleza, así que, deberían ser acortadas.
El método TEAM es suficientemente adecuado para secuenciar las acciones de un plan de
mantenimiento. No provee algún tipo de guías de diseño que puedan ser efectivamente utilizadas para diseñar
equipamiento para mantenimiento, sin embargo. Como tales, no toma en cuenta de ninguna forma alguna
variable de diseño o variables humanas, las cuales juegan un rol tan crucial en el proceso de mantenimiento
como un todo. También, en los que concierne al tiempo de mantenimiento, lo mejor, TEAM puede proveer
una estimación de MTTR. Mientras que las estimación esta basada en una buena estiamcion de variables,
como las razones de falla y tiempos de reparación para las partes componentes, esto aún no es suficiente para
implementaciones tempranas durante la etapa de diseño. Esto hace a TEAM, igual que otros métodos, un
método de mantenimiento reactivo.

197
8.4.4 EL MÉTODO RCM: ADMINISTRACIÓN DEL
MANTENIMIENTO
El mantenimiento centrado en la confiabilidad fue desarrollado en la industria de la aviación para determinar
políticas de programación de mantenimiento para aeronaves civiles. El mantenimiento centrado en la
confiabilidad (RCM) enfatiza el rol de la confiabilidad en enfocar en las actividades de mantenimiento
preventivo en ciertos aspectos. Estos aspectos habilitan la retención de la confiabilidad de diseño inherente
del equipamiento. Claramente, esta técnica de mantenimiento se centra en la tecnología de la confiabilidad.
La filosofía RCM fue un resultado del esfuerzo de la industria, especialmente la industria de las aerolíneas
(United Airline, en particular) en los 1960’s, para retomar una reevaluación completa de la estrategia de
mantenimiento preventivo. Desde entonces, la importancia de RCM ha crecido por saltos y rebotes. Por
ejemplo, las especificaciones RCM han sido desarrolladas (U. S. Air Force, 1985), un curso de RCM se
ofrece por el Instituto Tecnológico de la Fuerza Aérea, y la Naval público un manual de RCM (U. S. Navy,
1983).
La metodología RCM es un caso especial del análisis de Pareto, donde los recursos están enfocados en
solucionar el poco pero aun vitales problemas que pueden causar serias fallas al sistema. Esto puede ser
descrito completamente por cuatro características únicas (A. M. Smith y Hinchcliffe, 2004).
1. Preservar las funciones.
2. Identificar los modos de falla que pueden vencer a las funciones.
3. Poner prioridades con base a la necesidad de la función (vía modos de falla).
4. Seleccionar tareas de mantenimiento preventivo aplicables y efectivas para los modos de
falla de alta prioridad.
La primera característica de RCM es preservar la función del componente del sistema. Haciendo esto
permite al sistema ejecutar bien en el futuro. A diferencia de otros métodos, que buscan preservar el
componente, RCM busca preservar la función de un componente (componentes, en la mayoría de los casos,
están diseñados exclusivamente para sus funciones). Este métodos de pensar permite al diseñador aislar partes
de funcionalidad superior (partes funcionales primarias) de parte funcionales inferiores.
La segunda característica de RCM es identificar los modos de falla específicos que podrían causar las
fallas no deseadas. Ya que la preservación de la función constituye el primer paso de RCM, es obvio que el
paso siguiente intentaría buscar los modos de falla que podrían causar la perdida de esa función pretendida.
En el pasado, los modos de falla fueron identificados usando uno de las muchas herramientas de la ingeniería
industrial disponibles específicamente para ese propósito, como el FMEA (análisis de efectos de los modos de
falla). Investigaciones identificaron seis patrones de falla, los cuales muestran la probabilidad condicional de
falla contra la edad de operación. Estos patrones son exhaustivos en su cobertura y aplicables a una amplia
variedad de elementos eléctricos y mecánicos. Una lista de los patrones (Kneszevic, 1997) se da a
continuación:
Patrón 1, patrón de curva tina de baño.
Patrón 2, un patrón que demuestra falla constante o lentamente incremental, probabilidad con la edad,
terminando en una zona de desgaste.
Patrón 3, un patrón que indica un lento incremento en la probabilidad de falla.
Patrón 4, un patrón que muestra una probabilidad baja de falla cuando el elemento es nuevo, seguido por
una incremento rápido hasta que se alcanza una planicie.
Patrón 5, un patrón que exhibe una probabilidad constante de falla en todas las edades; un patrón
aleatorio de fallas.
Patrón 6, un patrón que inicia con un queme y eventualmente cae a una constante o muy pequeño
incremento en la probabilidad de falla.
La identificación de posibles modos de falla habilita a los ingenieros tomar esa posibilidad en cuenta
temprano durante la etapa de diseño misma. De esta forma, el componente puede ser diseñado y construido

198
para resistir la falla. Similarmente, redundancia adicional puede ser diseñada en el equipamiento para asegurar
una función suave aun en el caso de una falla futura.
La tercera característica de RCM es poner prioridades con base en la importancia de los modos de falla.
En otras palabras, la tercer característica habilita a los diseñadores y planeadores de producción concentrar
sus esfuerzos (tiempo, recursos, y finanzas) en los modos de falla más significantes. Esto significa que los
componentes que son funcionalmente más importantes que otros necesitan ser protegidos contra la falla (ya
que una falla en este caso puede causar la descompostura del sistema). Poner prioridades en esta forma puede
ser usada para desarrollar una asignación de prioridades racional (Figura 8.7).
La cuarta característica de RCM, por primera vez, trata con el mantenimiento preventivo actual. Una vez
que el componente ha sido identificado, su causa probable de falla verificad, y la secuencia de prioridad está
en su lugar, el siguiente paso lógico es ejecutar mantenimiento preventivo. Cada una de las tareas PM
potenciales tienen que ser juzgadas como aplicables y efectivas. La aplicabilidad se refiere a la habilidad de la
tarea que el PM tiene para lograr una de tres razones para hacerlo (prevenir o mitigar falla, detectar comienzo
de una falla potencial, o descubrir una falla oculta) (A. M. Smith y Hinchcliff, 2004). Efectivo se refiere a lo
dispuesto de la administración para gastar recursos para ejecutar PM.
La metodología RCM obviamente es un método de administración del mantenimiento. Hace muy poco
en cuanto se refiere a los asuntos de diseño. La mera indicación de los probables modos de falla y
componentes es insuficiente por si misma. La asignación de prioridades a los modos de falla y componentes
no serían muy útiles a menos que este soportada por una muy buena filosofía de diseño. Esto podría
corroborar las fortalezas de la metodología del RCM.
Figura 8.17. Análisis de árbol lógico en RCM para asignar prioridades de recursos a cada modo
de falla (modificada de A. M. Smith y Hinchcliffe, 2004).
(A)
Falla
Bajo condiciones normales,
¿conocen los operadores que
algo ha ocurrido?
¿El modo de falla causa un
problema de seguridad?
Falla oculta
Problema de seguridad ¿El modo de falla resulta en una completa o
parcial detención de la planta?
Problema de detención Menor a insignificante
problema económico
Retorno al árbol lógico para verificar si la falla
es A, B, o C
(D)
NoSi
Si
Si
No
No
(B) (C)
(3) detención
(1) Seguridad
(1) Evidente
199
8.4.5 ATRIBUTOS DE DISEÑO PARA MEJORAMIENTO DE
MANTENIBILIDAD
Varias reglas de cajón facilitan el diseño para mantenimiento. Sin embargo, los equipos de diseño
rutinariamente tienden a ignorarlos. Con frecuencia a su propia experiencia. Mientras que estas reglas no
forman un metodología particular, no obstante son importantes para un diseño efectivo y eficiente. Knezevic
(1997) provee un repaso de los principios de diseño aplicables a diseño para mantenimiento:
1. Accesibilidad: Todo equipamiento y subensambles que requieren inspección rutinaria deberían ser
ubicados tal que estos puedan ser de acceso con prontitud y facilidad. También deben contar con
partes que puedan ser conectados rápidamente para todas las conexiones mecánicas, aire, eléctricas,
y electrónicas. El tren TGV de Francia es un ejemplo de este principio. El diseño del tren es tal que
los paneles del techo pueden ser rápidamente desmontados y los paneles laterales de acceso y
numerosos puntos de inspección permiten inspecciones progresivas en un periodo corto de tiempo.
Similarmente, el equipamiento auxiliar en los caros de poder y carros de pasajeros están ubicados tal
que permiten posiciones de trabajo para el personal de mantenimiento que son tan ergonómicamente
como sea posible. En lo que a lo más prácticamente posible se refiere, no debería ser necesario
remover otros elementos para tener acceso a esos elementos que requieren mantenimiento.
Similarmente, debería ser fácil remplazar o llenar elementos tales como lubricantes sin requerir
desensamble (Knezevic, 1997).
2. Modularidad: Mientras mayor sea el grado de modularidad introducido en el diseño, mejor es el
remplazar un componente. La modularidad es un sistema de diseño en el cual partes con
funcionalidad similar son agrupadas juntas en subensambles, los cuales en turno, pueden ser puestas
juntas para formar el producto. Sin embargo, la modularización efectiva puede ser lograda sólo si la
interface del equipamiento es estándar (tal como acoplamientos, uniones, empalmes y similares). La
modularidad, por su naturaleza inherente, asegura que no mas ajustes sean requeridos una vez que los
módulos son puestos en su lugar. Un ejemplo de modularidad efectiva es el motor SAAB Gripen´s
(aeronave) RM 12. El diseño del motor es modular, permitiendo una inspección fácil y rápida.
También, el remplazo conlleva remplazo sólo del módulo con falla. No es necesario buscar en los
componentes partes individuales (Knezevic, 1997).
3. Simplicidad: Es solo cuestión de sentido común el que un diseño más simple es inherentemente más
fácil de mantener. La simplicidad puede ser lograda tomado medidas tales como un número reducido
de partes diferentes o variedades de partes. Es sorprendente, pero de hecho cierto que no
herramientas son requeridas para abrir y cerrar los paneles de servicio en la aeronave SAAB Gripen.
Aquí está un caso de un diseño excesivamente simple que perfecciona el proceso del desensamble.
Todos los controles de luces e interruptores necesarios durante el tiempo de dar la vuelta están
posicionados en la misma área. Estos son colocados juntos con los conectores para comunicación con
el piloto y esos para volver a llenar de combustible.
4. Estandarización: Hay varias ventajas para usar sujetadores, conectores, equipo de prueba,
materiales y similares estándares, cuando se está diseñando un producto. La estandarización permite
el fácil reemplazamiento de componentes con falla. También asegura a los diseñadores de cierto
nivel de calidad asociada con el componete en cuestión. Esto evita sorpresas feas despés durante el
proceso de diseño. La efectividad del costo es solo otra ventaja de usar componentes estándar, debido
a su pronta disponibilidad (debido a la manufactura en una amplia escala).
5. A prueba de tontos: Los elementos que parecen ser similares pero no son usables en más que una
aplicación deben ser rediseñados para prevenir que sean colocados en el ensamble equivocado
(Knezevic, 1997). Un ensamble incorrecto debe ser obvio inmediatamente durante el proceso de
manufactura, no después. Algunas de las mediciones que pueden ser tomadas para mejorar la de a
prueba de tontos son:
Si un elemento está asegurado con tres o más sujetadores, su espacio debe ser asombroso.
Asegurarse de que los ejes que no son simétricos con respecto a todos los ejes no puedan ser
colocados equivocadamente.
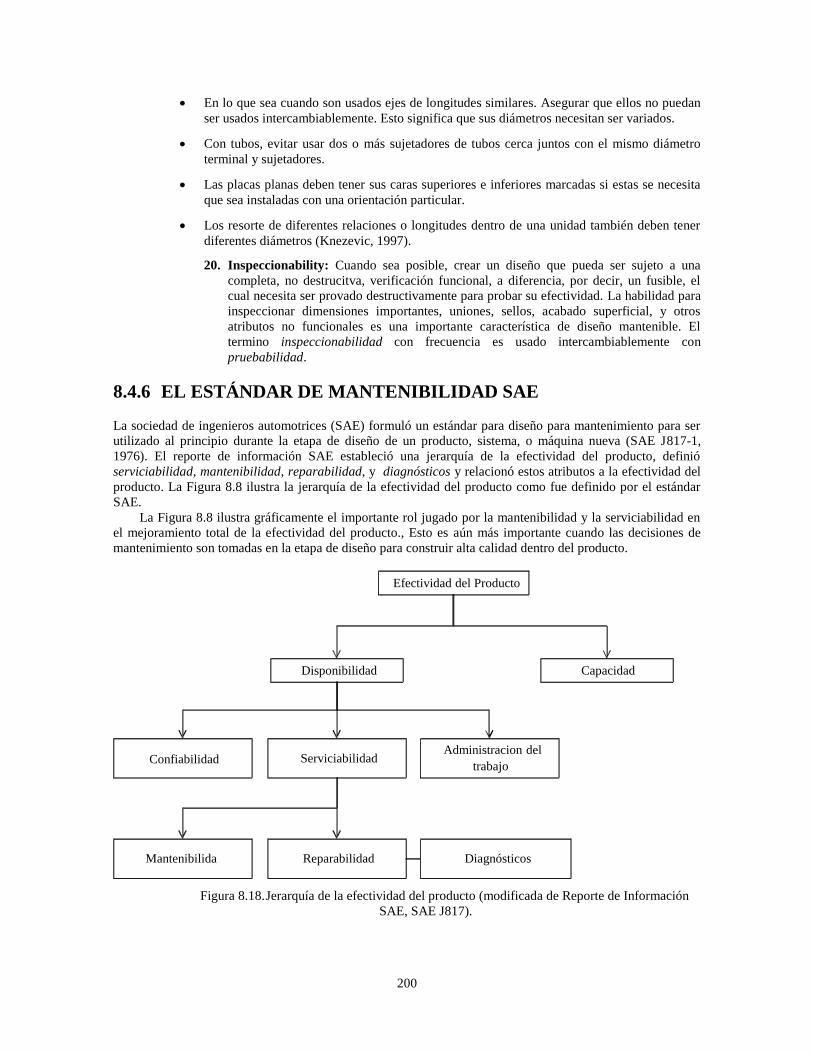
200
En lo que sea cuando son usados ejes de longitudes similares. Asegurar que ellos no puedan
ser usados intercambiablemente. Esto significa que sus diámetros necesitan ser variados.
Con tubos, evitar usar dos o más sujetadores de tubos cerca juntos con el mismo diámetro
terminal y sujetadores.
Las placas planas deben tener sus caras superiores e inferiores marcadas si estas se necesita
que sea instaladas con una orientación particular.
Los resorte de diferentes relaciones o longitudes dentro de una unidad también deben tener
diferentes diámetros (Knezevic, 1997).
20. Inspeccionability: Cuando sea posible, crear un diseño que pueda ser sujeto a una
completa, no destrucitva, verificación funcional, a diferencia, por decir, un fusible, el
cual necesita ser provado destructivamente para probar su efectividad. La habilidad para
inspeccionar dimensiones importantes, uniones, sellos, acabado superficial, y otros
atributos no funcionales es una importante característica de diseño mantenible. El
termino inspeccionabilidad con frecuencia es usado intercambiablemente con
pruebabilidad.
8.4.6 EL ESTÁNDAR DE MANTENIBILIDAD SAE
La sociedad de ingenieros automotrices (SAE) formuló un estándar para diseño para mantenimiento para ser
utilizado al principio durante la etapa de diseño de un producto, sistema, o máquina nueva (SAE J817-1,
1976). El reporte de información SAE estableció una jerarquía de la efectividad del producto, definió
serviciabilidad, mantenibilidad, reparabilidad, y diagnósticos y relacionó estos atributos a la efectividad del
producto. La Figura 8.8 ilustra la jerarquía de la efectividad del producto como fue definido por el estándar
SAE.
La Figura 8.8 ilustra gráficamente el importante rol jugado por la mantenibilidad y la serviciabilidad en
el mejoramiento total de la efectividad del producto., Esto es aún más importante cuando las decisiones de
mantenimiento son tomadas en la etapa de diseño para construir alta calidad dentro del producto.
Figura 8.18. Jerarquía de la efectividad del producto (modificada de Reporte de Información
SAE, SAE J817).
Efectividad del Producto
Disponibilidad Capacidad
Administracion del
trabajoServiciabilidadConfiabilidad
DiagnósticosReparabilidadMantenibilida
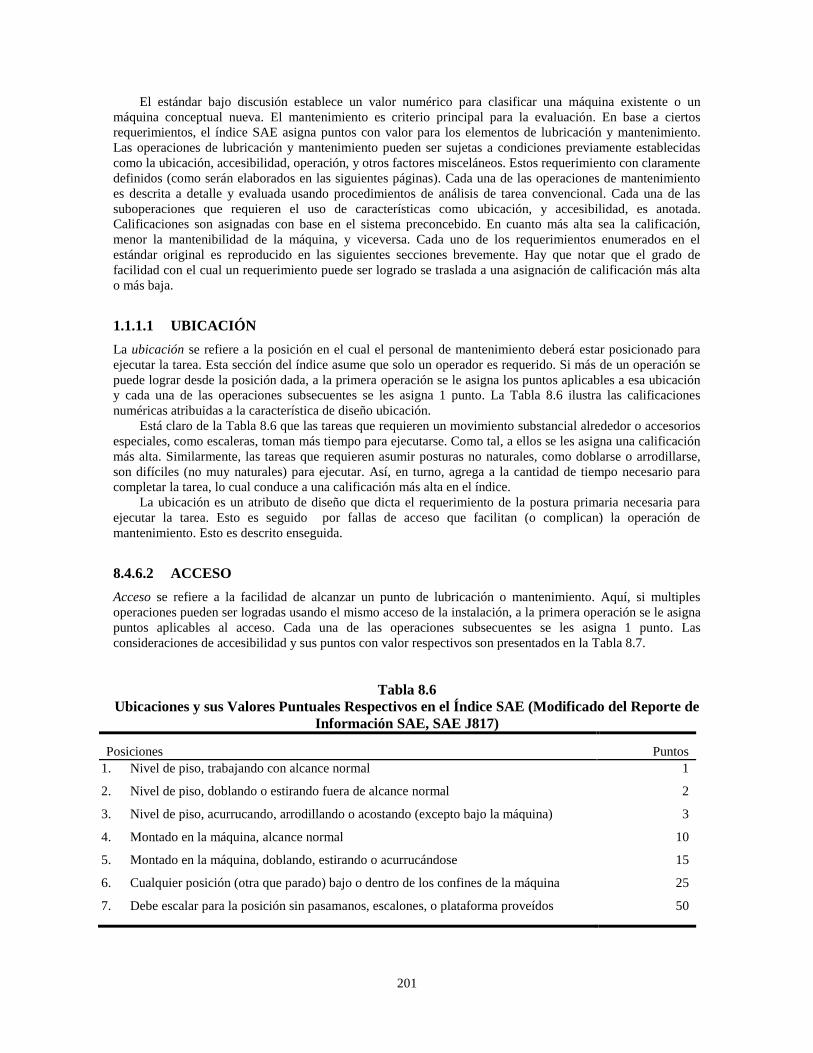
201
El estándar bajo discusión establece un valor numérico para clasificar una máquina existente o un
máquina conceptual nueva. El mantenimiento es criterio principal para la evaluación. En base a ciertos
requerimientos, el índice SAE asigna puntos con valor para los elementos de lubricación y mantenimiento.
Las operaciones de lubricación y mantenimiento pueden ser sujetas a condiciones previamente establecidas
como la ubicación, accesibilidad, operación, y otros factores misceláneos. Estos requerimiento con claramente
definidos (como serán elaborados en las siguientes páginas). Cada una de las operaciones de mantenimiento
es descrita a detalle y evaluada usando procedimientos de análisis de tarea convencional. Cada una de las
suboperaciones que requieren el uso de características como ubicación, y accesibilidad, es anotada.
Calificaciones son asignadas con base en el sistema preconcebido. En cuanto más alta sea la calificación,
menor la mantenibilidad de la máquina, y viceversa. Cada uno de los requerimientos enumerados en el
estándar original es reproducido en las siguientes secciones brevemente. Hay que notar que el grado de
facilidad con el cual un requerimiento puede ser logrado se traslada a una asignación de calificación más alta
o más baja.
1.1.1.1 UBICACIÓN
La ubicación se refiere a la posición en el cual el personal de mantenimiento deberá estar posicionado para
ejecutar la tarea. Esta sección del índice asume que solo un operador es requerido. Si más de un operación se
puede lograr desde la posición dada, a la primera operación se le asigna los puntos aplicables a esa ubicación
y cada una de las operaciones subsecuentes se les asigna 1 punto. La Tabla 8.6 ilustra las calificaciones
numéricas atribuidas a la característica de diseño ubicación.
Está claro de la Tabla 8.6 que las tareas que requieren un movimiento substancial alrededor o accesorios
especiales, como escaleras, toman más tiempo para ejecutarse. Como tal, a ellos se les asigna una calificación
más alta. Similarmente, las tareas que requieren asumir posturas no naturales, como doblarse o arrodillarse,
son difíciles (no muy naturales) para ejecutar. Así, en turno, agrega a la cantidad de tiempo necesario para
completar la tarea, lo cual conduce a una calificación más alta en el índice.
La ubicación es un atributo de diseño que dicta el requerimiento de la postura primaria necesaria para
ejecutar la tarea. Esto es seguido por fallas de acceso que facilitan (o complican) la operación de
mantenimiento. Esto es descrito enseguida.
8.4.6.2 ACCESO
Acceso se refiere a la facilidad de alcanzar un punto de lubricación o mantenimiento. Aquí, si multiples
operaciones pueden ser logradas usando el mismo acceso de la instalación, a la primera operación se le asigna
puntos aplicables al acceso. Cada una de las operaciones subsecuentes se les asigna 1 punto. Las
consideraciones de accesibilidad y sus puntos con valor respectivos son presentados en la Tabla 8.7.
Tabla 8.6
Ubicaciones y sus Valores Puntuales Respectivos en el Índice SAE (Modificado del Reporte de
Información SAE, SAE J817)
Posiciones Puntos
1. Nivel de piso, trabajando con alcance normal
2. Nivel de piso, doblando o estirando fuera de alcance normal
3. Nivel de piso, acurrucando, arrodillando o acostando (excepto bajo la máquina)
4. Montado en la máquina, alcance normal
5. Montado en la máquina, doblando, estirando o acurrucándose
6. Cualquier posición (otra que parado) bajo o dentro de los confines de la máquina
7. Debe escalar para la posición sin pasamanos, escalones, o plataforma proveídos
1
2
3
10
15
25
50

202
Tabla 8.7
Parámetros de Accesibilidad y Puntos de Calificación del índice SAE
(Modificado del Reporte de Información SAE, SAE J817)
Parámetros de Accesibilidad Puntos
1. Expuesto
2. Expuesto a través de una abertura
3. Voltear o agitar cubierta
4. Puerta o cubierta, operada manualmente
5. Puerta o cubierta, un solo sujetadora
6. Puerta o cubierta, múltiples sujetadores
7. Remoción del cofre
8. Múltiples cubiertas, múltiples sujetadores
9. Remoción de guarda del radiador
10. Inclinar carro
11. Remover guarda del tren de potencia o cigüeñal, bisagra y perno
12. Remover guarda del tren de potencia o cigüeñal, sólo perno
1
2
3
4
10
15
35
50
50
75
75
100
La accesibilidad es una medición de la facilidad con la cual un punto de mantenimiento puede ser
alcanzado. Obviamente, un punto de mantenimiento que es expuesto puede ser alcanzado fácilmente y
obtener la calificación más baja posible. Un punto que está expuesto pero flanqueado por una abertura obtiene
una calificación más alta, debido por las restricciones impuestas por la abertura. Cualquier punto de acceso
que incorpora características de diseño que impone restricciones en su accesibilidad recibe una calificación
más alta. Por ejemplo, la accesibilidad que requiere la remoción de una capucha recibe 35 puntos. Esto es
porque la capucha, es una obstrucción y, segundo, puede ser pesado o difícil y su remoción puede tomar
tiempo basado en sus características de diseño.
Esto, sin embargo, no significa que el punto de acceso debe ser expuesto. Algunas veces, la
funcionalidad dicta la incorporación de características de diseño adicionales, como la que se indica en la
Tabla 8.7. El factor de crucial importancia es estar disponible para alcanzar un compromiso de diseño, así que
el punto de mantenimiento es fácil de acceder y funcional a la misma vez.
La característica de accesibilidad es seguida por el componente más importante de este estándar:
operaciones, la cual es el objetivo básico para su formulación. La ubicación y acceso son meramente dos
características de diseño que facilitan o componen la facilidad con la cual la operación principal de
mantenimiento puede ser ejecutada. Ellas pueden ser vistas como los peldaños de una escalinata para la
operación de mantenimiento.
8.4.6.3 OPERACIÓN
La Operación se refiere a la acción requerida para darle servicio a los elementos listados. El índice SAE fue
formulado para abastecer a los requerimientos de mantenimiento de maquinaria pesada, tal como máquinas de
trabajo fuera de camino. La sección de operaciones del índice hace esto claro, en cuanto más la mayoría de las
categorías de operaciones hayan sido diseñadas con el servicio de maquinaria pesada en mente. La Tabal 8.8
presenta varias de las categorías de operación junto con las calificaciones de los puntos asignadas a cada una.
La Tabla 8.8 presenta una versión corta de la sección de operaciones del índice SAE. Como antes, una
tarea que puede ser lograda fácilmente obtiene una calificación baja, y vice versa. Las características de
diseño que facilitan el desempeño de esa tarea obtienen una calificación acorde. Por ejemplo, está claro en la
Tabla 8.8 que una verificación visual de un líquido en un compartimento es más fácil y menos consumidora
de tiempo que esa que requiere una tira sumergible o conlleva usar capuchas roscadas múltiples y una
herramienta para soltar.
8.4.6.4 CONSIDERACIONES MISCELÁNEAS
La sección de misceláneos del índice SAE incluye requerimientos que no son deseables pero son requeridos
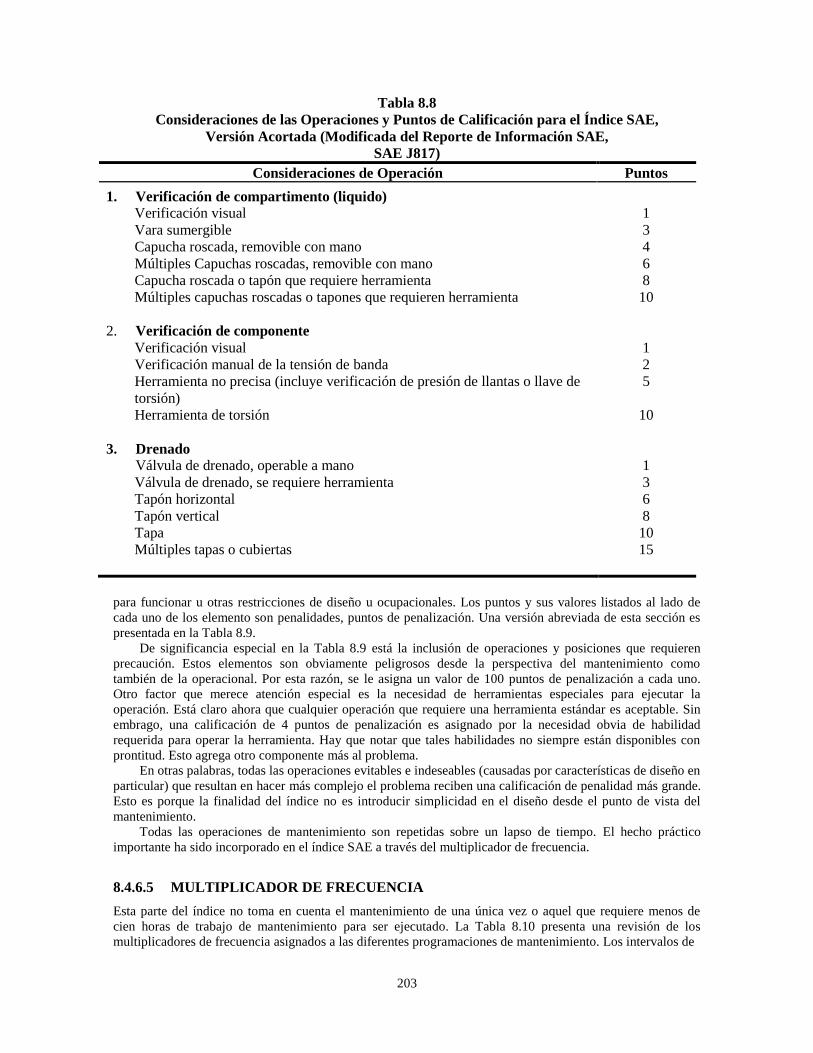
203
Tabla 8.8
Consideraciones de las Operaciones y Puntos de Calificación para el Índice SAE,
Versión Acortada (Modificada del Reporte de Información SAE,
SAE J817)
Consideraciones de Operación Puntos
1. Verificación de compartimento (liquido)
Verificación visual
Vara sumergible
Capucha roscada, removible con mano
Múltiples Capuchas roscadas, removible con mano
Capucha roscada o tapón que requiere herramienta
Múltiples capuchas roscadas o tapones que requieren herramienta
2. Verificación de componente
Verificación visual
Verificación manual de la tensión de banda
Herramienta no precisa (incluye verificación de presión de llantas o llave de
torsión)
Herramienta de torsión
3. Drenado
Válvula de drenado, operable a mano
Válvula de drenado, se requiere herramienta
Tapón horizontal
Tapón vertical
Tapa
Múltiples tapas o cubiertas
1
3
4
6
8
10
1
2
5
10
1
3
6
8
10
15
para funcionar u otras restricciones de diseño u ocupacionales. Los puntos y sus valores listados al lado de
cada uno de los elemento son penalidades, puntos de penalización. Una versión abreviada de esta sección es
presentada en la Tabla 8.9.
De significancia especial en la Tabla 8.9 está la inclusión de operaciones y posiciones que requieren
precaución. Estos elementos son obviamente peligrosos desde la perspectiva del mantenimiento como
también de la operacional. Por esta razón, se le asigna un valor de 100 puntos de penalización a cada uno.
Otro factor que merece atención especial es la necesidad de herramientas especiales para ejecutar la
operación. Está claro ahora que cualquier operación que requiere una herramienta estándar es aceptable. Sin
embrago, una calificación de 4 puntos de penalización es asignado por la necesidad obvia de habilidad
requerida para operar la herramienta. Hay que notar que tales habilidades no siempre están disponibles con
prontitud. Esto agrega otro componente más al problema.
En otras palabras, todas las operaciones evitables e indeseables (causadas por características de diseño en
particular) que resultan en hacer más complejo el problema reciben una calificación de penalidad más grande.
Esto es porque la finalidad del índice no es introducir simplicidad en el diseño desde el punto de vista del
mantenimiento.
Todas las operaciones de mantenimiento son repetidas sobre un lapso de tiempo. El hecho práctico
importante ha sido incorporado en el índice SAE a través del multiplicador de frecuencia.
8.4.6.5 MULTIPLICADOR DE FRECUENCIA
Esta parte del índice no toma en cuenta el mantenimiento de una única vez o aquel que requiere menos de
cien horas de trabajo de mantenimiento para ser ejecutado. La Tabla 8.10 presenta una revisión de los
multiplicadores de frecuencia asignados a las diferentes programaciones de mantenimiento. Los intervalos de
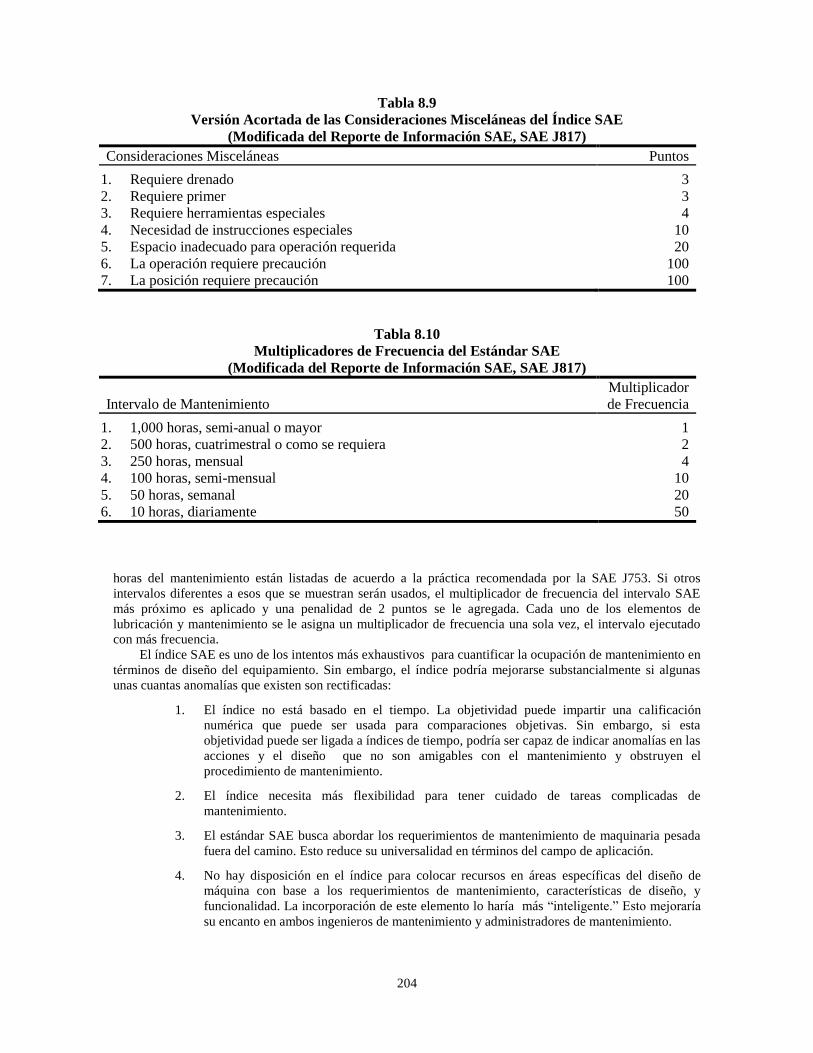
204
Tabla 8.9
Versión Acortada de las Consideraciones Misceláneas del Índice SAE
(Modificada del Reporte de Información SAE, SAE J817)
Consideraciones Misceláneas Puntos
1. Requiere drenado
2. Requiere primer
3. Requiere herramientas especiales
4. Necesidad de instrucciones especiales
5. Espacio inadecuado para operación requerida
6. La operación requiere precaución
7. La posición requiere precaución
3
3
4
10
20
100
100
Tabla 8.10
Multiplicadores de Frecuencia del Estándar SAE
(Modificada del Reporte de Información SAE, SAE J817)
Intervalo de Mantenimiento
Multiplicador
de Frecuencia
1. 1,000 horas, semi-anual o mayor
2. 500 horas, cuatrimestral o como se requiera
3. 250 horas, mensual
4. 100 horas, semi-mensual
5. 50 horas, semanal
6. 10 horas, diariamente
1
2
4
10
20
50
horas del mantenimiento están listadas de acuerdo a la práctica recomendada por la SAE J753. Si otros
intervalos diferentes a esos que se muestran serán usados, el multiplicador de frecuencia del intervalo SAE
más próximo es aplicado y una penalidad de 2 puntos se le agregada. Cada uno de los elementos de
lubricación y mantenimiento se le asigna un multiplicador de frecuencia una sola vez, el intervalo ejecutado
con más frecuencia.
El índice SAE es uno de los intentos más exhaustivos para cuantificar la ocupación de mantenimiento en
términos de diseño del equipamiento. Sin embargo, el índice podría mejorarse substancialmente si algunas
unas cuantas anomalías que existen son rectificadas:
1. El índice no está basado en el tiempo. La objetividad puede impartir una calificación
numérica que puede ser usada para comparaciones objetivas. Sin embargo, si esta
objetividad puede ser ligada a índices de tiempo, podría ser capaz de indicar anomalías en las
acciones y el diseño que no son amigables con el mantenimiento y obstruyen el
procedimiento de mantenimiento.
2. El índice necesita más flexibilidad para tener cuidado de tareas complicadas de
mantenimiento.
3. El estándar SAE busca abordar los requerimientos de mantenimiento de maquinaria pesada
fuera del camino. Esto reduce su universalidad en términos del campo de aplicación.
4. No hay disposición en el índice para colocar recursos en áreas específicas del diseño de
máquina con base a los requerimientos de mantenimiento, características de diseño, y
funcionalidad. La incorporación de este elemento lo haría más “inteligente.” Esto mejoraría
su encanto en ambos ingenieros de mantenimiento y administradores de mantenimiento.
205
8.4.7 EL ÍNDICE DE MANTENIBILIDAD BRETBY
El índice de mantenibilidad Bretby fue formulado como mejoramiento substancial sobre el índice SAE, en
que busco cuantificar la mantebilidad de productos y máquinas. Esta sección describe las diferentes partes del
índice Bretby, explica sus puntos importantes, y comenta específicamente en las principales carencias del
índice, para permitir mas mejoramiento y restructuración.
8.4.7.1 DESCRIPCIÓN
El índice de mantenibilidad Bretby ha sido descrito a detalle en Mason et al., (1989). Es un índice de
evaluación que asigna calificaciones basadas en tiempo a varias tareas y procedimientos de mantenimiento.
Los investigadores inicialmente buscaron modificar el índice SAE, descrito en la sección anterior, y evaluaron
su compatibilidad con un sistema basado en teimpo de calificaciones de tareas de mantenimiento. Sin
embargo, ciertas anomalías fueron encontradas en el índice SAE. Estas anomalias son (Mason, 1990).
El índice SAE producía una figura de mérito para una tarea particular en oposición a
estimación de tiempo y es extremadamente limitado en su área de aplicación.
El índice SAE no toma en cuenta ninguna preparación necesaria antes del mantenimiento, ni
tampoco toma en cuenta el peso de los componentes que serán manejados, tamaño o posición
de aperturas de acceso, o acceso restringido para las herramientas necesarias para afectuar un
mantenimiento apropiado.
Los desarrolladores de índice de mantenibilidad Bretby notaron que, si las tareas de
mantenimiento tenían algún grado de dificultad agregada, el sistema SAE, el cual era
relativamente simple, fue incapaz de satisfactoriamente manejar las dificultades
operacionales más allá de la tarea básica de mantenimiento.
En lo que respecta a la estructura de índice Bretby, está esencialmente clasificado en dos secciones
distintas: ganar acceso para el trabajo y las operaciones de mantenimiento en sí mismas.
8.4.7.2 SECCIÓN DE ACCESO
La sección de acceso del índice es subdividido en dos secciones. La primera sección tiene que ver con la
remoción y el reemplazamiento de escotillas y cubiertas. Esto significa que trata directamente con ganar
acceso a la máquina desde afuera. La segunda sección trata con el espacio dentro de aberturas. Sin embargo,
tan solo obteniendo acceso a las aperturas, escotillas, y cubiertas es insuficiente para efectuar mantenimiento.
Una buena metodología de mantenimiento debería también abordar otros igualmente importantes factores
prácticos e importantes, tales como superficie o preparación de componente y actividades manuales tales
como cargar y levantar. Una consideración más profunda de las actividades manuales conlleva a la inclusión
de factores relacionado. Tales como estimaciones de la energía expedida y dificultad de la postura (importante
del punto de vista de los desórdenes músculo esqueléticos). La Tabla 8.11 resume algunos de los atributos
más importantes cubiertos por la sección de acceso del índice Bretby.
Con este fin, la diferencia entre los índices Bretby y SAE es bastante prominente. El índice Bretby
aborda en detalle bastantes de los puntos de importancia práctica que el índice SAE falla tan siquiera en
considerar.
Una sección similar de ubicación de componentes ha sido agregada al índice Bretby para hacerlo más
comprensivo. La sección de ubicación asigna calificaciones a los componentes de máquina basada en que
fácil ellos son para alcanzar. Hablando ergonómicamente, los componentes más cerca de agarrar y esos que
no conllevan en adoptar posturas incomodas, no naturales reciben la calificación menor posible. Debe ser
recordado que es una escala lineal de calificaciones. Cada una de las calificaciones es convertida aún más a
una métrica de tiempo. Mientras menor sea la calificación, mayor tiempo es necesitado para ejecutar la
operación, y viceversa. La Tabla 8.12 ilustra la subsección de ubicación del acceso de la parte del método.
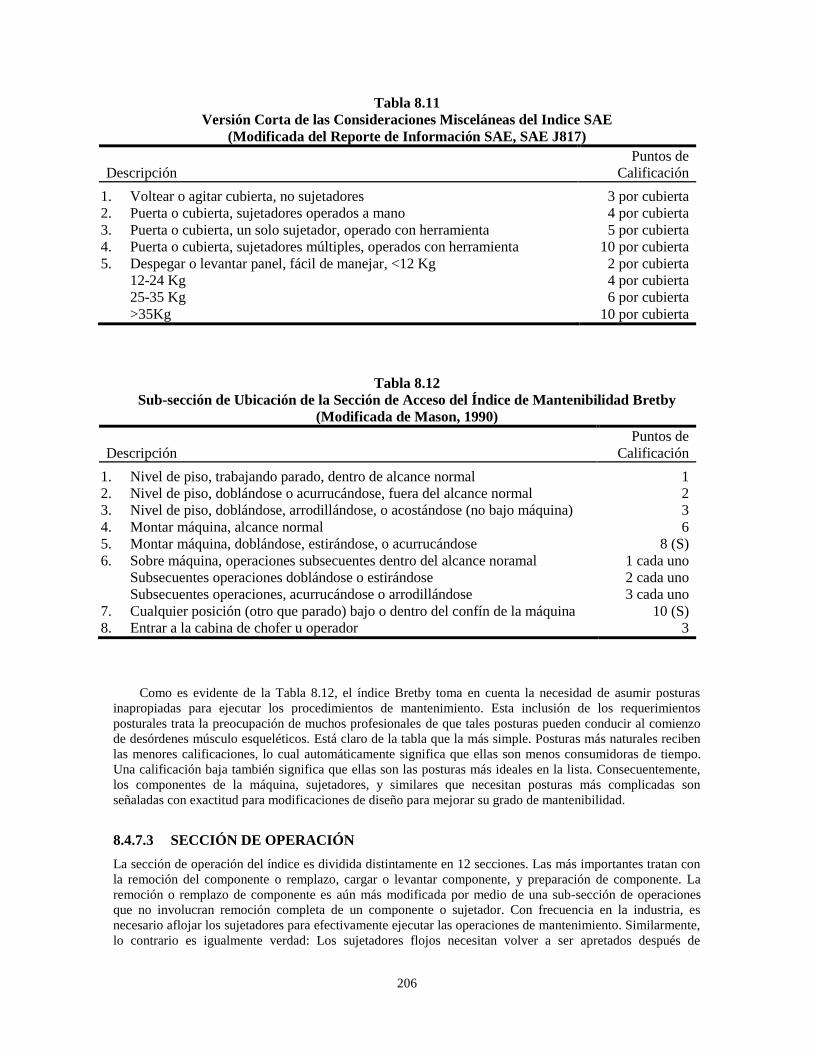
206
Tabla 8.11
Versión Corta de las Consideraciones Misceláneas del Indice SAE
(Modificada del Reporte de Información SAE, SAE J817)
Descripción
Puntos de
Calificación
1. Voltear o agitar cubierta, no sujetadores
2. Puerta o cubierta, sujetadores operados a mano
3. Puerta o cubierta, un solo sujetador, operado con herramienta
4. Puerta o cubierta, sujetadores múltiples, operados con herramienta
5. Despegar o levantar panel, fácil de manejar, <12 Kg
12-24 Kg
25-35 Kg
>35Kg
3 por cubierta
4 por cubierta
5 por cubierta
10 por cubierta
2 por cubierta
4 por cubierta
6 por cubierta
10 por cubierta
Tabla 8.12
Sub-sección de Ubicación de la Sección de Acceso del Índice de Mantenibilidad Bretby
(Modificada de Mason, 1990)
Descripción
Puntos de
Calificación
1. Nivel de piso, trabajando parado, dentro de alcance normal
2. Nivel de piso, doblándose o acurrucándose, fuera del alcance normal
3. Nivel de piso, doblándose, arrodillándose, o acostándose (no bajo máquina)
4. Montar máquina, alcance normal
5. Montar máquina, doblándose, estirándose, o acurrucándose
6. Sobre máquina, operaciones subsecuentes dentro del alcance noramal
Subsecuentes operaciones doblándose o estirándose
Subsecuentes operaciones, acurrucándose o arrodillándose
7. Cualquier posición (otro que parado) bajo o dentro del confín de la máquina
8. Entrar a la cabina de chofer u operador
1
2
3
6
8 (S)
1 cada uno
2 cada uno
3 cada uno
10 (S)
3
Como es evidente de la Tabla 8.12, el índice Bretby toma en cuenta la necesidad de asumir posturas
inapropiadas para ejecutar los procedimientos de mantenimiento. Esta inclusión de los requerimientos
posturales trata la preocupación de muchos profesionales de que tales posturas pueden conducir al comienzo
de desórdenes músculo esqueléticos. Está claro de la tabla que la más simple. Posturas más naturales reciben
las menores calificaciones, lo cual automáticamente significa que ellas son menos consumidoras de tiempo.
Una calificación baja también significa que ellas son las posturas más ideales en la lista. Consecuentemente,
los componentes de la máquina, sujetadores, y similares que necesitan posturas más complicadas son
señaladas con exactitud para modificaciones de diseño para mejorar su grado de mantenibilidad.
8.4.7.3 SECCIÓN DE OPERACIÓN
La sección de operación del índice es dividida distintamente en 12 secciones. Las más importantes tratan con
la remoción del componente o remplazo, cargar o levantar componente, y preparación de componente. La
remoción o remplazo de componente es aún más modificada por medio de una sub-sección de operaciones
que no involucran remoción completa de un componente o sujetador. Con frecuencia en la industria, es
necesario aflojar los sujetadores para efectivamente ejecutar las operaciones de mantenimiento. Similarmente,
lo contrario es igualmente verdad: Los sujetadores flojos necesitan volver a ser apretados después de
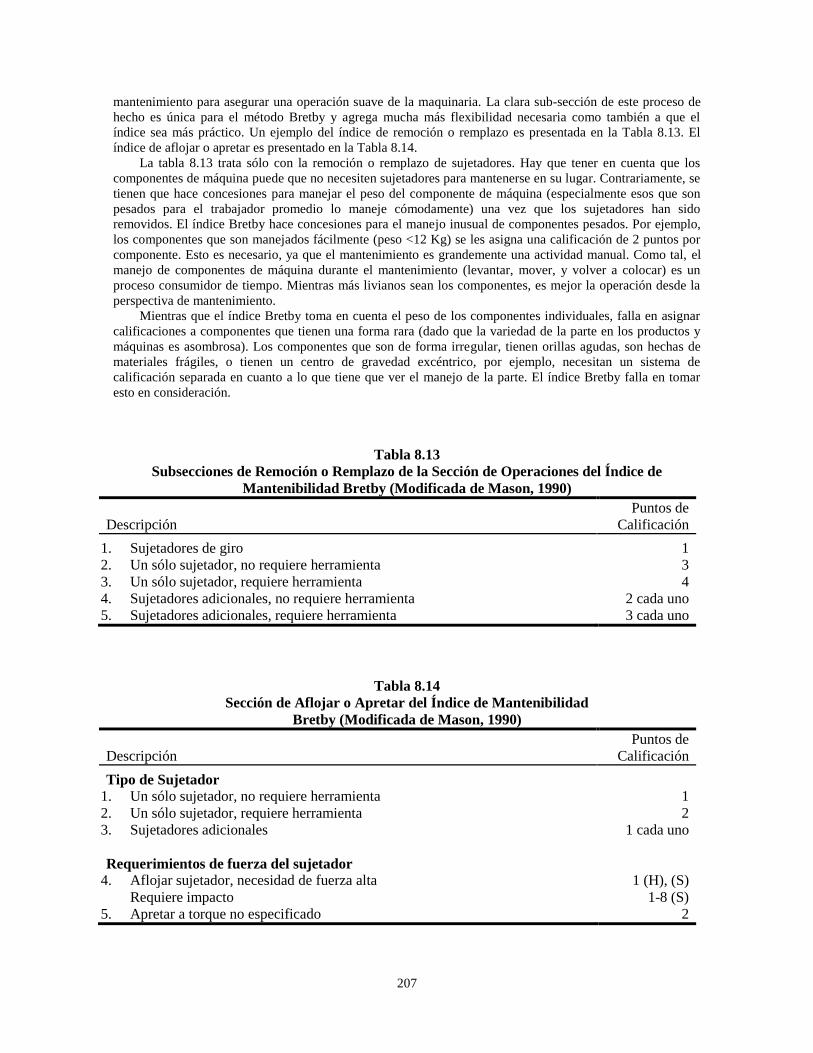
207
mantenimiento para asegurar una operación suave de la maquinaria. La clara sub-sección de este proceso de
hecho es única para el método Bretby y agrega mucha más flexibilidad necesaria como también a que el
índice sea más práctico. Un ejemplo del índice de remoción o remplazo es presentada en la Tabla 8.13. El
índice de aflojar o apretar es presentado en la Tabla 8.14.
La tabla 8.13 trata sólo con la remoción o remplazo de sujetadores. Hay que tener en cuenta que los
componentes de máquina puede que no necesiten sujetadores para mantenerse en su lugar. Contrariamente, se
tienen que hace concesiones para manejar el peso del componente de máquina (especialmente esos que son
pesados para el trabajador promedio lo maneje cómodamente) una vez que los sujetadores han sido
removidos. El índice Bretby hace concesiones para el manejo inusual de componentes pesados. Por ejemplo,
los componentes que son manejados fácilmente (peso <12 Kg) se les asigna una calificación de 2 puntos por
componente. Esto es necesario, ya que el mantenimiento es grandemente una actividad manual. Como tal, el
manejo de componentes de máquina durante el mantenimiento (levantar, mover, y volver a colocar) es un
proceso consumidor de tiempo. Mientras más livianos sean los componentes, es mejor la operación desde la
perspectiva de mantenimiento.
Mientras que el índice Bretby toma en cuenta el peso de los componentes individuales, falla en asignar
calificaciones a componentes que tienen una forma rara (dado que la variedad de la parte en los productos y
máquinas es asombrosa). Los componentes que son de forma irregular, tienen orillas agudas, son hechas de
materiales frágiles, o tienen un centro de gravedad excéntrico, por ejemplo, necesitan un sistema de
calificación separada en cuanto a lo que tiene que ver el manejo de la parte. El índice Bretby falla en tomar
esto en consideración.
Tabla 8.13
Subsecciones de Remoción o Remplazo de la Sección de Operaciones del Índice de
Mantenibilidad Bretby (Modificada de Mason, 1990)
Descripción
Puntos de
Calificación
1. Sujetadores de giro
2. Un sólo sujetador, no requiere herramienta
3. Un sólo sujetador, requiere herramienta
4. Sujetadores adicionales, no requiere herramienta
5. Sujetadores adicionales, requiere herramienta
1
3
4
2 cada uno
3 cada uno
Tabla 8.14
Sección de Aflojar o Apretar del Índice de Mantenibilidad
Bretby (Modificada de Mason, 1990)
Descripción
Puntos de
Calificación
Tipo de Sujetador
1. Un sólo sujetador, no requiere herramienta
2. Un sólo sujetador, requiere herramienta
3. Sujetadores adicionales
Requerimientos de fuerza del sujetador
4. Aflojar sujetador, necesidad de fuerza alta
Requiere impacto
5. Apretar a torque no especificado
1
2
1 cada uno
1 (H), (S)
1-8 (S)
2
208
Adicionalmente, los datos en la Tabla 8.13 toma en consideración los sujetadores en base dos criterios:
esos que necesitan herramienta y esos que no la necesitan. Esto es en adición a los tipos de sujetadores típicos
de giro. Sin embargo, no se hace distinción entre esos sujetadores de giro que requieren herramientas y esos
que no requieren. Similarmente, no se hace distinción entre sujetadores y componentes que necesitan tales
medidas extremas como el uso de barra de palanca, por ejemplo. Aquí esta un ejemplo de una situación que
conlleva al uso de herramienta, ejerciendo fuerza y que requiere un espacio substancial en y alrededor de la
máquina (dependiendo de la ubicación del sujetador o componente). Una consideración de tales situaciones
haría al índice más valorable desde el punto de vista práctico.
8.4.7.4 OTRAS CARACTERÍSTICAS
El índice Bretby tiene numerosas características resaltantes que subcalifican su importancia como el índice
líder en mantenibilidad. Estas características incluyen tareas de cargar y levantar, tareas de preparación, e
inclusión de factores importantes prácticos.
Se da consideración específicamente a las actividades de cargar y levantar, de importancia especial en el
caso de máquinas grandes con componentes pesado. Dentro de las categorías de cargar y levantar, se han
hecho concesiones para cargar y levantar como también para diseño de máquina desde la perspectiva de
provisión del cuarto de control para habilitar un mantenimiento y levante satisfactorio. Consideración especial
también es dada a la tarea de levantar por una persona como contra tarea de dos personas (dependiendo
predominantemente en el peso de los componentes).
Se asume que una persona puede ejecutar satisfactoriamente todas las tareas de levantar y cargar para
todos los objetos que pesan hasta 35 Kg. Esto es una suposición muy aleatoria, especialmente en el caso de
máquinas que no permiten el requisito de espacio en términos de ya sea cuarto de control u otros espacios.
Dos personas pueden ser requeridas para objetos pesados (como es frecuente el caso en actividades típicas de
empujar-jalar). Se necesita hacer una concesión especial para una segunda persona en tales casos. Para
asegurar que esto es incorporado efectivamente en el índice, el índice de carga y levantar necesita ser dividido
para incorporar concesiones para la inclusión de una persona adicional. Cada persona adicional que ejecuta la
tarea en condiciones menos amigable de mantenimiento (como insuficiente espacio y espacio superior)
necesita que se le asignen valores altos sucesivamente para reflejar las anomalías obvias en el diseño de la
máquina desde la perspectiva del mantenimiento. Una sección adicional de concesiones es incluida en el
índice, pero se vuelve muy confusa para acoplar el índice de cargar, como tal, junto con las concesiones. Una
formulación más simple es posible y podría ser de ayuda para los practicantes.
La mayoría de las operaciones de mantenimiento conllevan una o más tareas preparatorias antes de que
las tareas de mantenimiento puedan ser llevadas a cabo. El índice Bretby hace un buen trabajo al incluir una
sección completa de tareas de preparación para ser ejecutadas antes del mantenimiento. Con ese fin, se han
asignado puntos específicos a tareas discretas de preparación. Por ejemplo, la tarea de limpiar alrededor de las
uniones, sujetadores, y similares se les ha asignado 4 puntos. Levantar con gato y acuñar la máquina antes del
mantenimiento se les ha asignado 20 puntos. Similarmente, ponerse equipo de protección como guantes y
goggles (equipo estándar) se les ha asignado 2 puntos, ya que es rápido y habitual vestir equipo de protección
estándar personal (PPE) y puede ejecutarse rápidamente. El proceso de vestir no estándar PPE, en contra
parte, ha sido asignada una calificación más generosa de 5 puntos debido al mayor tiempo gastado en el
proceso.
Mientras que el índice Bretby uincluye la mayoría de las tareas de preparación satisfactoriamente, se
necesita hacer una mención especial a las soluciones de limpieza abrasivas, tales como ácidos y alkalis,
necesarias para completar efectivamente la preparación para el mantenimiento. El uso de tales soluciones
conlleva el vestir no estándar PPE (especialmente para proteger al trabajador de humos nocivos). Esto
también conlleva al uso de químicos concentrados que puede tomar algo de tiempo para completar la acción
de limpieza antes de que la máquina pueda ser accesible para mantenimiento (como es frecuentemente el caso
de limpiezas de grasa dura y suciedad). Esto significa que el trabajador esencialmente tiene que esperar algo
de tiempo antes de que sea seguro iniciar más operaciones. El índice podría ser modificado para incluir este
muy importante y ampliamente utilizado método de preparación.
Similarmente, el índice hace una mención de limpiezas de pequeñas y grandes áreas de la máquina. Esto
es muy subjetivo, ya que las máquinas vienen en todas las formas y tamaños. Una modificación podría incluir
el area superficial afectada como una función (porcentaje) del área superficial principal total. Con este fin, el
parámetro “área superficial” podría ser clasificada como primaria (funcionalmente esencial) y secundaria. El
sistema de puntos podría ser modificado para tomar esto en cuenta.
209
Adicionalmente, en lo que concierne a limpieza, los formuladores dejaron fuera una variable importante:
limpiar en áreas difíciles de alcanzar, inaccesibles, y poco accesibles. Esta acción es mayormente con
seguridad una pérdida de tiempo y puede requerir posturas no naturales y productos de limpieza abrasivos.
El índice Bretby califica puntos positivos en lo que respecta a la inclusión de factores prácticos
importantes, tales como verificación de componentes, lubricación, y drenado. Da debido a consideración de
parámetros de acceso de la herramienta para efectuar el mantenimiento. Por ejemplo, de para llaves de 2-3
planos y llaves Allen es considerado espacio suficiente y se le asigna 1 punto por sujetador que permite este
tipo de espacio. El puntaje de calificación se incrementa en proporción inversa al espacio. Este índice también
incluye varios elementos misceláneos, tales como salida de energía, frecuencia de operación, y fatiga visual.
Un inconveniente principal con el multiplicador de la salida de energía es que este toma en consideración
sólo condiciones bajo piso y es vago en lo que respecta a la cuantificación. Similarmente, en los que respecta
a la fatiga visual, el índice no tiene provisiones para tomar en cuenta condiciones de iluminación mientras se
verifica como también al ejecutar las operaciones de mantenimiento.
8.4.7.5 USANDO EL ÍNDICE
Para usar el índice en una máquina, es necesario obtener una lista de todas las tareas de mantenimiento que
serán ejecutadas como también su frecuencia. Similarmente, cada una de las tareas tiene que ser descrita a
detalle suficiente (análisis de tarea) para las características necesarias del índice que será accedido. Esta
descripción puede ser obtenida de las observaciones en la máquina o discusión con los ingenieros con
experiencia y ajustadores (Mason, 1990).
8.4.7.6 OBSERVACIONES GENERALES ACERCA DEL INDICE
Claramente, el índice Bretby aborda bien los procedimientos de mantenimiento dividiendo el proceso en fácil
de entender, subprocesos secuenciales. Sin embargo, variables numerosas aplicables han sido dejadas fuera,
como se indicó en la discusión precedente. Similarmente, el índice ha sido estructurado para sólo máquinas
grandes (como máquinas para minas). No puede ser modificado flexiblemente para incluir máquinas pequeñas
o productos de consumo. Como tal, el índice Bratby trata solo una sección del mantenimiento industrial y no
es aplicable universalmente. Hay un alcance definido para un índice formulado dentro de un marco y
apéndices más flexibles que pueden adaptarse a variedad de producto y máquina como también a situaciones
de mantenimiento. La adaptabilidad introducida en esta forma, en esencia, mejoraría su interés universal.
Otro aspecto importante que no puede ser subestimado es la falta de un esquema por el cual los recursos
de la empresa pueden ser efectivamente utilizados hacia operaciones de mantenimiento (falta un sistema de
prioridades). El índice Bratby podría usar un agregado por medio del cual las preocupaciones de
mantenimiento pueden ser administradas como también diseñadas (porque el mantenimiento es una
preocupación de administración como una preocupación de diseño).
un diseño comprensivo para una metodología de mantenimiento
basado en métodos de medición de tiempo
Nosotros desarrollamos un nuevo, diseño comprensible para la metodología de mantenimiento para abordar
las anomalías existentes en la investigación actual sobre diseño para mantenimiento. Una lista de estas
anomalías sigue:
1. Anomalías relacionadas a métodos reactivos: Todos los métodos relacionados a
mantenimiento son reactivos en naturaleza. Esto significa que ellos buscan solucionar el
problema después este ha ocurrido. El estudio de las prácticas de trabajo actuales como de las
pasadas indican que la fatiga del equipo y falla es un problema muy real que consume recursos
preciosos: financieros, materiales, humanos, y tiempo. Dado este antecedente, es fácil ver que
los métodos actuales no sirven a un propósito proactivo. No buscan prevenir el problema.
Algunas de las consecuencias más importantes de tal línea de pensamiento, acción y diseño son:
21. Costos significativos en términos de costos de reparación y costos de mano de obra.
210
22. Un mantenimiento frecuente significa que partes de repuesto relevantes tienen que ser
conservadas a la mano en todo momento. Esto conduce aún más a una escalada de costos de
inventario como también espacio de almacenamiento.
23. El mantenimiento, en la mayoría de los casos, no puede hacerse efectivamente mientras que
el equipo está en operación. Para un mantenimiento efectivo, el equipo necesita que sea sacado de
line. Esto conduce a una pérdida de tiempo y dinero, conduciendo a un decremento de la eficiencia.
24. Llevar a equipo fuera de línea para mantenimiento implica un tiempo muerto significante
del equipo, lo cual puede tener repercusiones serias, tales como cuellos de botellas de manufactura y
consecuencias económicas relacionadas tales como baja relación de retorno de la inversión.
2. Anomalías relacionadas a métodos matemáticos y parciales: La mayoría de los métodos de
mantenimiento son estrictamente matemáticos en naturaleza, que involucran el análisis
cuantitativo de un problema muy real y práctico. No consideran preocupaciones subjetivas
reales relacionadas a mantenimiento, tales como condición del equipo, requerimiento de
herramientas y mano de obra, tipos diferentes de equipamiento, varios procedimientos de
manufactura, y acumulación de suciedad, por ejemplo. Una consideración de estos factores es
esencial para la formulación de un método relevante y efectivo para diseñar equipo para
mantenimiento. Algunas de las consecuencias más importantes de enfoques puramente
cuantitativos de mantenimiento son
25. La desventaja principal de una metodología matemática es que esta no puede ser usada en
diseño. Todas las metodologías matemáticas descansan en datos de fallas pasadas y programación de
actividades, lo cual predisponen ha ser reactivo y, por lo tanto, de poca significancia práctica en
formar un método de diseño proactivo.
26. Ya que la mayoría de los métodos de mantenimiento tienden a descansar en gran medida en
matemáticas, los practicantes tienen que estar bien preparados en fundamentos de investigación de
operaciones y la habilidad para usar esos conceptos en la práctica.
27. La falla de considerar factores subjetivos relacionados al mantenimiento hace que sean
inefectivas las metodologías actuales, ya que estas tratan solo una parte del problema y fallan en ver
que no hay más de mantenimiento que meramente una programación de actividades.
3. Métodos actuales no basados en tiempo: La mayoría de los métodos de mantenimiento
actuales no están basados en tiempo. Esta es una importante subestimación, ya que es
conocimiento común que el mantenimiento es esencialmente basado en tiempo, en que le
cuesta a la empresa no solo en términos de recursos financieros o mano de obra pero
también en términos de tiempo. En este contexto, el tiempo puede ser tomado como
significado de tiempo de paro de máquina y tiempo perdido en términos de productividad.
4. Métodos actuales no basados en factores humanos: Las metodologías de mantenimiento
actuales también no están basadas sobre la consideración de la mano de obra. El
mantenimiento es predominantemente una actividad manual y tiene aun que ser
automatizada a gran escala. Por lo tanto sigue que cualquier metodología de mantenimiento
que busca construir facilidad del mantenimiento en el diseño del producto necesita construir
sobre el factor humano, estándares de trabajo, y consideraciones ergonómicas. Haciendo esto
ayudaría en aliviar el estrés del trabajador. También iría en gran medida en la automatización
del proceso.
8.5.1 UN ÍNDICE NUMÉRICO PARA MEDIR LA FACILIDAD DEL
MANTENIMIENTO
El desarrollo de un índice numérico para evaluar la facilidad del mantenimiento es crucial para este esfuerzo
de diseño. Una descripción breve de cómo este el más importante y primario de los objetivos es logrado se da
a continuación.

211
Las operaciones de mantenimiento más ampliamente usadas son registradas y descritas a detalle
completo. Cada una de las operaciones de mantenimiento es luego subdividida en tareas elementales básicas.
Sólo una fracción de las tareas en la operación de mantenimiento involucra de hecho mantenimiento. Las
tareas restantes constituyen tales acciones como alcanzar herramientas, agarrar herramientas, y limpiar
componentes antes del mantenimiento. Por ejemplo, considerar una operación simple de operación que puede
ser subdividida en las siguientes tareas elementales:
1. Aislar el componente a ser lubricado.
2. Restringir el producto para evitar desplazamiento durante el mantenimiento.
3. Localizar el componente que será lubricado (Localización de componente).
a. Localización visual.
b. Localización Táctil.
c. Localización visual y táctil.
28.
4. Acceso al componente que será lubricado (acceso al componente): Acceso táctil.
a. Acceso con herramienta y accesorios: Una operación de mantenimiento difícil
puede involucrar desapretar el componente, aflojar, o remover para mantenimiento
(pérdida de tiempo).
b. Acceso sin herramienta o accesorios: Esta es una operación fácil de mantenimiento
y puede involucrar sólo lubricación en lugar (menos pérdida de tiempo).
29.
5. Verificar el componente.
a. Verificación visual: Esto es lo más fácil y de menor pérdida de tiempo.
b. Verificación táctil: Esto es fácil y rápido.
c. Verificar con requerimiento de herramienta: Esto es de más pérdida de tiempo que
verificaciones visuales y táctiles.
d. Verificar con requerimiento de herramienta de precisión: Esto es complicado y
puede tomar el mayor de los tiempos.
30.
6. Limpiando para mantenimiento.
a. Limpiar alrededor de las uniones y sujetadores para facilitar el mantenimiento: Esto
toma el menor tiempo, dependiendo en el número de sujetadores y uniones.
b. Limpiar áreas pequeñas en la máquina.
c. Limpiar áreas grandes en la máquina: Esto puede ser lo de mayor pérdida de
tiempo, dependiendo de la cantidad de limpieza requerida.
31.
7. Ejecutar operación de mantenimiento.
a. Lubricar en sitio: Esto es lo más fácil y de menor pérdida de tiempo.
b. Aflojar sujetadores y ejecutar la lubricación, reapretar el componente.
c. Remover sujetadores y remover componente, ejecutar lubricación, y poner el
componente otra vez en su lugar seguido de reapretarlo.
Está claro de esta secuencia que la operación de mantenimiento no está limitada solamente al
mantenimiento. El espectro completo de tareas, iniciando con el aislamiento y localización del componente(s)
y terminando con la limpieza antes del mantenimiento, está formado de una gama indispensable de
operaciones que deben llevarse a cabo para lograr un mantenimiento efectivo.

212
Cada una de estas tareas puede ser aún más expandida para acomodar preocupaciones relacionadas al
mantenimiento. Por ejemplo, las tareas 3 y 4 pueden ser expandidas para tomar en cuenta requerimientos de
postura y preocupaciones ergonómicas como doblarse, estirarse, detenerse, y fatiga visual mientras se ejecuta
el mantenimiento. Similarmente, en lo que respecta a la operación de mantenimiento en si, la tarea 7.c, la cual
involucra levantar un componente, puede ser aún más expandida para incluir las propiedades químicas y
físicas del componente.
Ejemplos de propiedades físicas incluyen parámetros como peso, dimensiones físicas forma, y la
naturaleza del acabado superficial.
Ejemplos de propiedades químicas incluyen toxicidad del material del componente, maleabilidad y
ductilidad del material del componente. Cada uno de estos parámetros directamente afecta el mantenimiento y
seguridad del trabajador y por lo que juegan un rol integral en la evolución de un diseño efectivo para un
algoritmo de mantenimiento.
Una representación detallada de los factores que afectan directa e indirectamente la operación de
mantenimiento es ilustrada en la Figura 8.9. La figura es una representación gráfica de los factores discutidos
en los párrafos precedentes. Ciertos elementos que merecen elaboración (como se explicó antes) son
explotados por necesidades específicas. Por ejemplo, la operación completa de levantar es descrita en detalle
en términos de atributos del componente. Similarmente, otras operaciones como limpieza, verificación, y
localización son abordadas en detalle relevante.
La Figura 8.9 ilustra las etapas en una secuencia típica del proceso de mantenimiento. Más importante,
ilustra las variables que directamente afectan cada uno de los pasos del proceso. Por ejemplo, el
mantenimiento debe ser ejecutado en el sitio o requiere remover el componente. Si el componente requiere
que sea movido, uno o más sujetadores puede que sea necesario removerlos usando herramientas ordinarias o
especializadas. Otros factores relacionados, tales como la necesidad de ejercer una fuerza normal o no normal,
pueden ser explicados en forma similar.
Es fácil ver de esta explicación que cada una de las variables que afectan la tarea es una función directa
de las variables de diseño. Por ejemplo, los sujetadores no estándares pueden requerir herramientas
especializadas para aflojar y desprender como también volver a sujetar (por restauración). Las características
físicas de un componente, tales como peso, forma, y tamaño, también dictan la necesidad de trabajadores
extra. Esto claramente no es amigable para el mantenimiento, ya que esto conlleva requerimientos extra de
mano de obra cada vez que una operación de mantenimiento en el componente debe ser llevada a cabo.
De manera similar, levantar y cargar un componente es una función de las variables de diseño del
componente tales como la forma, tamaño, peso, y composición. Cuando quiera que un componente es hecho
de una sustancia toxica, tal como asbestos, es necesario tomar precauciones para proteger al trabajador(es). En
tales instancias, puede ser necesario vestir equipo de protección, lo cual agrega al tiempo total del
mantenimiento.
En lo que respecta a factores ergonómicos, está bien establecido que, bajo condiciones normales, un
hombre puede ejercer más fuerza que una mujer. Dada esta situación, es esencial tomar bajo consideración el
requerimiento de adoptar posturas no naturales para un periodo de tiempo largo. Esta preocupación gana aún
más importancia cuando uno considera la adopción de posturas no naturales por un periodo de tiempo largo
que pueden conducir al inicio de temprano de los desórdenes músculo esqueléticos.
8.5.2 ROL DE LOS ESTÁNDARES DE TRABAJO Y TIEMPOS
ESTÁNDAR
Los datos de tiempo estándar, tal como esa obtenida de los sistemas de la medición de tiempo de métodos
(MTM) o de la técnica de secuencia de operaciones Maynard (MOST), provee una referencia pronta respecto
a los tiempos estándar para una variedad de operaciones industriales. Tiempos Estándar está definido como la
cantidad de tiempo tomado por un trabajador ordinario para realizar una tarea bajo condición normal. Los
datos de MTM habilitan al diseñador para estimar la cantidad de tiempo necesario para ejecutar una tarea
específica con un alto grado de exactitud. Usando los datos del MTM también evita la realización el uso de
estudios de tiempos con cronometro y otras mediciones de tiempo que son inherentes y sujetas a un alto grado
de error, en base al nivel de habilidad del trabajador, la exactitud del instrumento de medición, experiencia del
observador, y similares.

213
Figura 8.19. Esquema de factores que afectan cada uno de los pasos del procedimiento de
mantenimiento.
Variables que afectan el
logro de la tarea
Tareas relacionadas al
mantenimiento
Nivel del componente sobre piso
Postura de trabajo
Arquitectura del producto
Alcance (normal o en otro caso)
Acceso visual
Acceso táctil
Acceso con herramienta común
Acceso con herramienta de precisión
Verificación visual clara
Verificación visual no clara
Verificación manual
Verificar con herramienta
Verificar con herramienta de precisión
Limpiar alrededor de sujetadores
Limpiar áreas pequeñas
Limpieza extensiva
Uso de limpiadores corrosivos
Hacer PPE
Colectar herramientas
Ejecutar mantenimiento en sitio
Desapretar componentes
Aflojar sujetadores
Remover sujetadores
Remover componentes
Levantar componentes
Cargar y transportar componentes
Cargar componentes pesados
Cargar componentes grades
Cargar componentes con forma no normal
Cargar componentes frágiles
Cargar componentes tóxicos
Usar herramientas ordinarias
Usar herramientas especializadas
Usar fuerza limitada
Usar fuerza extra
Adoptar postura natural
Adoptar postura no natural
Usar fuerza y torque normal
Incrementar fuerza y toruque
Aislar componente que
necesita
mantenimiento
Localizar componente
Acceso a componente
Verificar componente
Preparar componente
para mantenimiento
Ejecutar el
mantenimiento
Restaurar equipo a la
condición original
Ajuste de un solo paso
Ajuste de múltiples
pasos
Ajuste pasos múltiples,
múltiple ubicación
Fácil de localizar
Accesibilidad
Calcular calificación
objetiva para cada una
de las tareas
Compara con
calificación de
referencia para esa tarea
Alternativas de diseño
¿Factible?
Parámetros de
diseño
Estándares de trabajo
Tiempos estandar
(MTM, MOST, etc.)
Factores humanos
Fácil de verificar
No
Si
Diferencia muy alta
214
Los tiempos estándar son ampliamente usados y bien apreciado en la industria como también en la
academia para propósitos de investigación. La Figura 8.9 ilustra datos de MTM y MOST como entrada a
calcular calificaciones objetivas para cada una de las tareas de mantenimiento. La calificación total para cada
una de las tareas es obtenida como la suma de cada uno de los atributos que afectan la tarea (como se ilustra
en “Variables que afectan el logro de la tarea”).
La consideración de estándares de trabajo y factores humanos es necesaria o tener en cuenta la confianza
en la mano de obra requerida para la mayoría de las operaciones de mantenimiento industrial.
8.5.3 PROCEDIMIENTOS DE MANTENIMIENTO COMUNES Y LOS
PARÁMETROS QUE LOS AFECTAN
La mayoría del equipo industrial que involucra partes movibles o componentes que exhiben movimiento
relativo en todos los planos (vertical, horizontal, y rotacional) están sujetos a desgaste con el paso del tiempo.
La fricción inherente en todas las pares de superficies acopladas es directamente responsable de la
degradación de la superficie. Una vez que una quebradura superficial excede un valor límite, interfiere con el
desempeño del equipo. Los componentes ya no más funcionarán de una manera sincronizada o cooperativa,
conduciendo a una eventual descompostura del equipo.
La restauración de equipo con falla a una condición de trabajo completa se logra por medio de varios
procedimientos de mantenimiento. Algunos procedimientos de mantenimiento usados comúnmente incluyen
procesos tales como lubricación, limpieza, llenado, drenado, reparación, y remplazo.
Como se indicó previamente, la mayoría de los procedimientos de mantenimiento son manuales en
naturaleza. Esto significa que los factores que afectan la práctica de trabajo seguro y eficiente directamente
afectan al desempeño eficiente de la mayoría de trabajo de mantenimiento. Las prácticas de trabajo son aún
más la función directa de varios parámetros de diseño de los componentes, tales como peso, forma, y tamaño.
La relación entre diferentes procedimientos de mantenimiento y parámetros de diseño del equipo es ilustrado
en la Figura 8.10, la cual representa los procedimientos de mantenimiento más comúnmente realizados y
como estos se relacionan a diferentes parámetros de diseño del producto.
La mayoría de las acciones de mantenimiento son una función directa de los parámetros de diseño. Hay
que notar que los factores como el requerimiento de energía, requerimientos de personal, y requerimientos de
postura general necesitan ser explicados con más detalle. En la Figura 8.10, “concesiones extra” esta
mencionada al lado de cada uno de estos factores. Esto es explicado en la siguiente sección.
8.5.4 PROVISIÓN PARA CONCESIONES ADICIONALES POR
REQUERIMIENTOS DE POSTURA, MOVIMIENTO, ENERGÍA,
Y PERSONAL
Los trabajadores de mantenimiento, en la mayoría de los casos, necesitan adoptar una postura particular y
gastan una cantidad de energía requerida para logar una tarea particular de mantenimiento. Está claro de la
Figura 8.10 que las posturas, por ejemplo, pueden ser clasificadas en varias categorías, dependiendo de la
orientación del trabajador con la superficie de trabajo. La tarea más simple y fácil de realizar es una que
puede ser ejecutada a nivel de escritorio mientras el trabajador está sentado. Esto conlleva el menor gasto de
energía (en términos de requerimientos de la postura) y es la posición más natural de trabajar. En la mayoría
de las instancias, las posturas como inclinarse, agacharse, acurrucarse, y similares son incomodas.
Obviamente, una metodología de diseño efectiva necesita tomar en cuenta las diferentes posturas adoptadas
por los trabajadores ejecutando las tareas de mantenimiento, porque los mismos resultados pueden ser
obtenidos en dos formas diferentes. Un trabajador que necesita inclinarse continuamente o, peor, realizar la
acción de agacharse para ejecutar un trabajo obviamente gasta más energía debido a esa postura.
En lo que respecta a los requerimientos de personal, los parámetros de diseño con frecuencia dictan el
número de trabajadores necesarios para ejecutar la tarea de mantenimiento efectivamente y rápidamente.
Ejemplos de tales parámetros de diseño incluyen componentes pesados, un gran número de sujetadores y
uniones, y objetos que difíciles de cargar. En tales casos, es necesario más de un trabajador para completar la
tarea satisfactoriamente. Cualquier tarea de mantenimiento que requiere más de un trabajador es considerada
como detrimento a la práctica de trabajo general como también a los gastos fijos de la compañía. Para
incorporar las tareas de mantenimiento que requieren más de una persona, se necesitan incluir concesiones de
personal en la metodología de diseño.

215
Figura 8.20. Relación entre procedimientos de manufactura y parámetros de diseño del equipo.
Acciones
específicas
del Proceso
Requerimientos
de postura
generales
X(n veces)
Requerimientos
de movimientos
X(n veces)
Requerimientos
de energía
(concesiones
extra)
Requerimientos
de personal
(concesiones
extra)
Parámetros
de diseño
Lubricación
Limpiar con
trapo
Soplar con
aire/agua
Un solo baño de
tima
Lavar y aceitar
Drenar y lavar
filtro
Con cepillo
Con aceite de lata
Con pistola de
engrasar
Empaque manual
A través de puntos
de entrada
Adaptador
Procedimientos de mantenimiento
Llenar
Manguera manual
Manguera mecánica
Bomba de mano
para llenar
Bomba de mano
para llenar
completamente
De un barril de
aceite
Sentarse Agachado
Parado Estirado
Inclinando Acurrucado
Acostado
Drenado
Válvula drenado
Conectar superficie
vertical
Conectar superficie
horizontal
Tapa, cubierta
A través de
múltiples conexiones
RemplazoLimpieza
Sin herramienta
Herramienta
ordinaria
Herramientas
especiales
Un solo ajuste
Ajustes múltiples
Múltiple muchos
lugares
Movimientos normales Movimiento extremidades confinados
Movimientos limitados Movimiento con cuerpo confinado
Movimientos toscos
Negligente en requerimientos de energía Gasto alto de energía
Requerimiento de energía pequeño Gasto de energía muy pesado
Requerimiento de energía ligero Requerimiento medio de energía
Operación necesita un trabajador extra
Operación necesita dos trabajadores extra
Operación necesita cada trabajador adicional
Localización general de componente/unión Peso del componente
Ubicación con referencia al nivel de trabajo Material del componente
Tamaño del componente Tipo de sujetador utilizado
Forma del componente Espacios para mantenimiento
216
8.5.5 PARÁMETROS DE DISEÑO QUE AFECTAN A LAS
OPERACIONES PREVIAS AL MANTENIMIENTO
Las operaciones previas al mantenimiento son esas que se necesitan ejecutar para habilitar el mantenimiento
efectivo, tales como las siguientes:
Aflojar o remover sujetadores para remover un componente para reparación o remplazo.
Aflojar o remover un sujetador para lubricar uniones (mantenimiento).
Limpiar uniones o superficies antes del mantenimiento.
(Re) alineación de uniones o componentes para ejecutar mantenimiento.
Remover o cargar componentes para ejecutar mantenimiento de baleros y superficies relacionadas
(tales como tratamiento o remplazo de superficies corroídas).
Remover o cargar componentes para ejecutar mantenimiento.
Notar que, en todos estos casos, ciertos parámetros de diseño de los productos directamente influyen en
la ejecución efectiva de la tarea. Ejemplos de tales parámetros de diseño incluyen los siguientes:
Parámetros físicos de diseño, peso, forma, y tamaño de los componentes: La consideración de los
parámetros físicos de diseño es esencial desde el punto de vista de mejoramiento del mantenimiento.
Un componente que es pesado no normalmente (que requiere más de un trabajador para levantarlo,
cargar, o ajustar en el lugar antes de remplazarlo) obviamente tiene características anómalas de
diseño, ya que prolonga la operación de mantenimiento e incrementa los requerimientos de personal.
Similarmente, un componente que es dificultoso en forma es una responsabilidad de diseño desde la
perspectiva del mantenimiento. Esta es la razón de que la literatura de diseño con frecuencia enfatiza
el uso de componentes de dimensiones y características físicas estándares.
Tipos de sujetadores usados, estándar y o no estándar: El tipo de sujetadores usados es
importante desde el punto de vista de cerciorarse de ciertos requerimientos específicos de la
herramienta. Por ejemplo, los sujetadores que requieren herramientas de precisión para aflojar,
apretar, remover, o remplazar frecuentemente incorporan una alta calificación de diseño (penalidad)
en la metodología propuesta. Esto es porque las herramientas no estándar y de precisión requieren
habilidades especializadas que puede que no estén disponibles con prontitud. En contra posición, las
herramientas ordinarias pueden ser manejadas hábilmente por trabajador ordinario y están
disponibles rápidamente.
Espaciamientos en diseño de equipo: Los espaciamientos son un componente esencial del diseño
de equipo. Ellos habilitan la ejecución de las tareas de mantenimiento por medio de mejorar la
accesibilidad del trabajador. Idealmente, los espaciamientos deberían facilitar no sólo fácil y rápido
acceso a las uniones, sujetadores, y componentes pero dar suficiente espacio para la manipulación de
las herramientas.
Material de los componentes: El material del componente puede ser clasificado en muchas
categorías, dependiendo de los criterios de evaluación. Ejemplos incluyen corrosivo o no corrosivo,
quebradizo o no quebradizo, y tóxico o no tóxico. Los asbestos, que se ha probado que son
cancerígenos, son un ejemplo de un material tóxico usado en el diseño industrial. El objetivo de la
metodología es desalentar el uso de materiales que prolongarían la realización del mantenimiento o
que afectan adversamente a la salud del trabajador. Por ejemplo, los materiales corrosivos con
frecuencia se deterioran con la edad debido a la corrosión. Esto no solo posee un peligro a los
trabajadores de mantenimiento (cortes, raspaduras) pero también prolongan la operación de
mantenimiento (por sujetadores o componentes atorados, los cuales en algunos casos necesitan ser
forzados o quebrarlos para removerlos). Las superficies corroídas también conllevan el ejercicio de
una gran cantidad de fuerza para desacoplar durante la remoción.

217
Cantidad de Fuerza Necesaria para Habilitar el Mantenimiento: Hablando generalmente, el
mantenimiento debería requerir la menor cantidad de fuerza ejercida, de herramientas, y una postura
que cause el menor estrés físico. Sin embargo, la realidad está más allá de esta situación ideal. Con
frecuencia, en la industria, es esencial ejercer una gran cantidad de fuerza para habilitar el
mantenimiento. Esta característica es una responsabilidad de diseño, ya que estresa al trabajador,
puede requerir el uso de herramientas especializadas, y requiere espacio adicional para manipular las
herramientas. También consume más tiempo. Hay que notar que la fuerza que se ejerce es una
función de las variables de diseño.
El objetivo de este método de diseño es el aislar los parámetros de diseño del producto que reducen la
facilidad del mantenimiento del equipo. Haciendo se habilita el rediseño de componentes alterando los
parámetros de diseño en cuestión. El rediseño del producto, en turno, mejora la facilidad del mantenimiento
del equipo. Este proceso está ilustrado en la Figura 8.11. La relación entre operaciones previas al
mantenimiento y los parámetros de diseño está ilustrada en la Figura 8.12.
Figura 8.21. Aislamiento de los parámetros de diseño del producto para mejorar la
mantenibilidad.
Documentar la tarea de mantenimiento
Analizar el proceso de mantenimiento
Aislar los parámetros de diseño previos
al mantenimiento
Aislar los parámetros de diseño del
mantenimiento
Alterar responsabilidades de diseño
Rediseño
Mejoramiento de mantenibilidad
¿Es factible?
No responsabilidades
No
Si
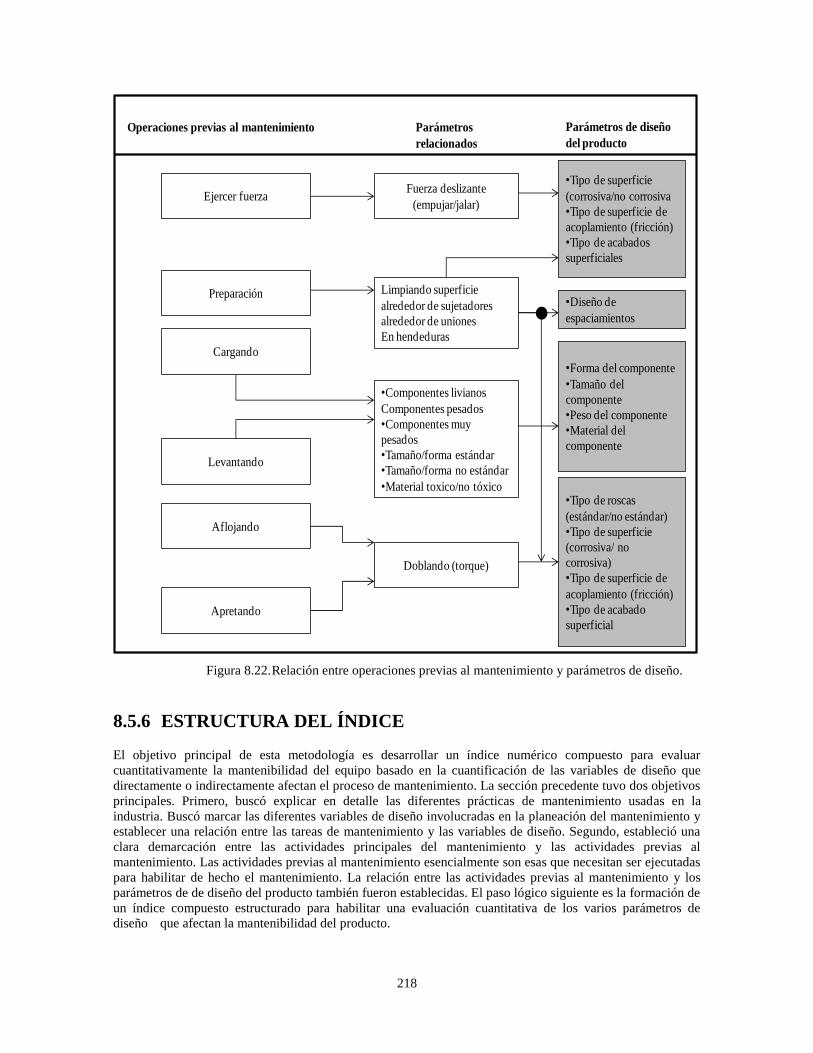
218
Figura 8.22. Relación entre operaciones previas al mantenimiento y parámetros de diseño.
8.5.6 ESTRUCTURA DEL ÍNDICE
El objetivo principal de esta metodología es desarrollar un índice numérico compuesto para evaluar
cuantitativamente la mantenibilidad del equipo basado en la cuantificación de las variables de diseño que
directamente o indirectamente afectan el proceso de mantenimiento. La sección precedente tuvo dos objetivos
principales. Primero, buscó explicar en detalle las diferentes prácticas de mantenimiento usadas en la
industria. Buscó marcar las diferentes variables de diseño involucradas en la planeación del mantenimiento y
establecer una relación entre las tareas de mantenimiento y las variables de diseño. Segundo, estableció una
clara demarcación entre las actividades principales del mantenimiento y las actividades previas al
mantenimiento. Las actividades previas al mantenimiento esencialmente son esas que necesitan ser ejecutadas
para habilitar de hecho el mantenimiento. La relación entre las actividades previas al mantenimiento y los
parámetros de de diseño del producto también fueron establecidas. El paso lógico siguiente es la formación de
un índice compuesto estructurado para habilitar una evaluación cuantitativa de los varios parámetros de
diseño que afectan la mantenibilidad del producto.
Ejercer fuerzaFuerza deslizante
(empujar/jalar)
Preparación
Cargando
Levantando
Aflojando
•Tipo de superficie
(corrosiva/no corrosiva
•Tipo de superficie de
acoplamiento (fricción)
•Tipo de acabados
superficiales
Apretando
Doblando (torque)
Limpiando superficie
alrededor de sujetadores
alrededor de uniones
En hendeduras
•Componentes livianos
Componentes pesados
•Componentes muy
pesados
•Tamaño/forma estándar
•Tamaño/forma no estándar
•Material toxico/no tóxico
•Diseño de
espaciamientos
•Forma del componente
•Tamaño del
componente
•Peso del componente
•Material del
componente
•Tipo de roscas
(estándar/no estándar)
•Tipo de superficie
(corrosiva/ no
corrosiva)
•Tipo de superficie de
acoplamiento (fricción)
•Tipo de acabado
superficial
Operaciones previas al mantenimiento Parámetros
relacionados
Parámetros de diseño
del producto
219
El índice esencialmente comprende tres secciones. La primera sección incluye acciones previas al
mantenimiento, tales como aflojar, apretar, remover, levantar, y limpiar. Los parámetros de diseño que
afectan estas actividades deben ser evaluadas. La segunda acción del índice se enfoca en la evaluación de
variables de diseño que directamente afectan de hecho a los procesos de mantenimiento. Tales como
lubricación, acoplamiento, y remplazo. La tercera sección toma en cuenta todas las concesiones como se
describió antes (tales como concesiones de requerimientos de postura, requerimientos de personal, tipos de
movimientos, y gasto de energía).
8.5.6.1 GANANDO ACCESO A LOS COMPONENTES
El acceso a los componentes se gana más fácilmente en la ausencia de cualquier interferencia de las partes del
equipo. Ejemplos de tales partes incluyen cubierta, agarraderas, y cualquier equipo funcional o no funcional.
Sin embargo, hablando prácticamente, esto no es siempre posible. Para propósitos funcionales,
frecuentemente es necesario incorporar características de diseño que obstruyen el acceso directo a los
componentes. El camino más simple para medir las calificaciones para tales obstrucciones es estimar la
cantidad de tiempo necesario para quitar la obstrucción, lo cual puede ser una función del tamaño, peso, o
material de la obstrucción.
Similarmente, es una función de cualquier sujetador y cantidad de fuerza necesaria para desajustar
cualesquier cubiertas aseguradas. Estas características han sido abordadas ya en detalle. El índice Bretby
clasifica esta sección separadamente. Sin embargo, cuando las tareas son reclasificadas en previas al
mantenimiento y mantenimiento, todas las tareas que pertenecen a ganar acceso son contadas en la categoría
precedente, la cual elimina la necesidad de una sección adicional enfocada en la accesibilidad. Considerando
que el tiempo y calificación para cada una de las acciones es calculada en la misma forma que otras
actividades previas al mantenimiento.
8.5.6.2 ACTIVIDADES PRE Y POS MANTENIMIENTO DESPUÉS DE ACCESO
La estructura de actividades previas al mantenimiento es ilustrada en la Figura 8.13. Cada una de las acciones
es evaluada en una escala cubriendo todas las posibles combinaciones (tales como poca fuerza requerida para
aflojar hasta fuerza muy grande requerida para aflojar) usando MTM.
Cada una de las calificaciones en la Figura 8.13 es esencialmente una conversión del tiempo estándar
necesario para ejecutar esa función. Por ejemplo, si la operación A requiere 20 TMUs para ser completada, la
calificación asignada a esa operación es 2. Si el tiempo requerido sucede que es una fracción, tal como 75.5,
esta es convertida al entero más próximo mayor.
8.5.6.3 ACTIVIDADES DE MANTENIMIENTO
Las actividades grandes de mantenimiento ya fueron identificadas. Ejemplos de tales actividades incluyen
lubricación, limpieza, llenado, amoldar, y remplazo. La mayor diferencia entre las actividades de
mantenimiento y las actividades previas o posteriores al mantenimiento es bastante sutil. Como implica la
definición, la primera constituye de hecho una restauración del equipo a condiciones de trabajo. La siguiente,
por el contrario constituye ya sean actividades de preparación de las condiciones del equipo para
mantenimiento o concluir de hecho el mantenimiento. Ajustes en una sola o múltiples ubicaciones y pasos es
un ejemplo de una actividad posterior al mantenimiento.
Otra importante característica de las actividades de mantenimiento es que la facilidad otorgada por el
equipo para habilitar el mantenimiento efectivo es una función directa de las características remarcadas antes,
tales como accesibilidad, requerimientos de fuerza, y requerimientos de personal. Como se explicó en las
secciones previas, estas características pueden ser modificadas en gran medida modificando el diseño del
producto fundamental. Aquí es donde las actividades de mantenimiento se traslapan con sus contrapartes.
Como se ha observado el tiempo y la otra vez, la facilidad del mantenimiento a final de cuentas depende de
las características de diseño del equipo. Esto es ilustrado en la Figura 8.14.
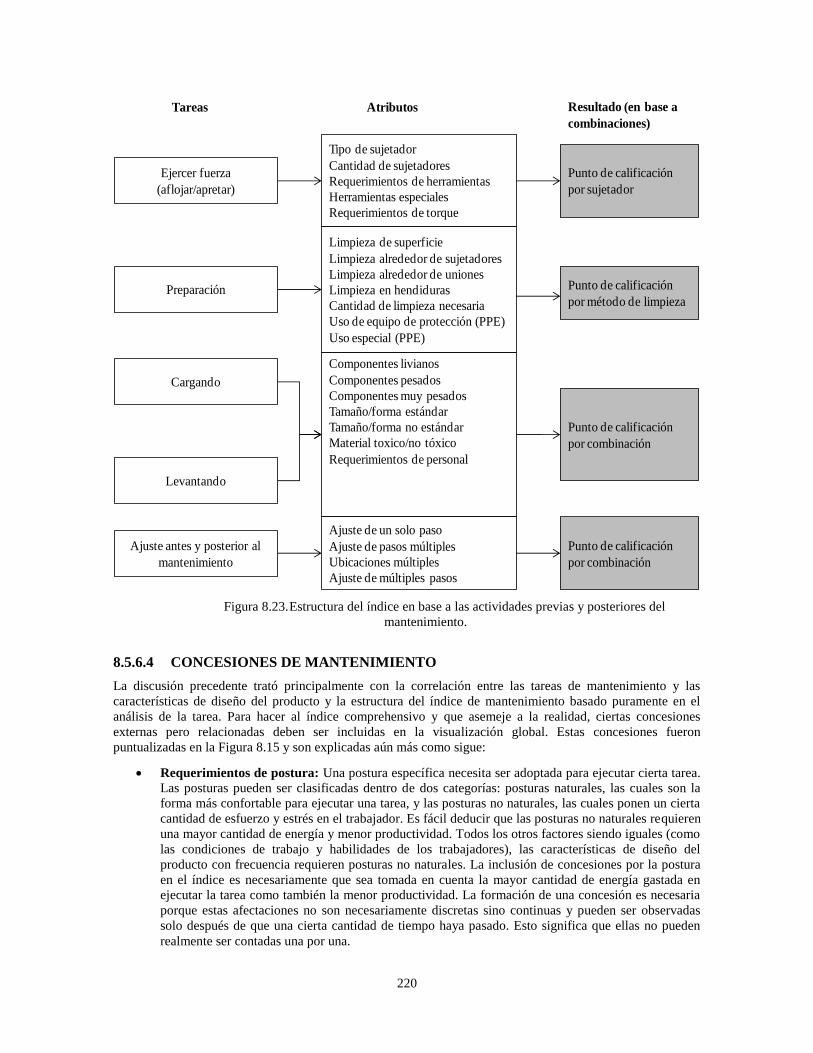
220
Figura 8.23. Estructura del índice en base a las actividades previas y posteriores del
mantenimiento.
8.5.6.4 CONCESIONES DE MANTENIMIENTO
La discusión precedente trató principalmente con la correlación entre las tareas de mantenimiento y las
características de diseño del producto y la estructura del índice de mantenimiento basado puramente en el
análisis de la tarea. Para hacer al índice comprehensivo y que asemeje a la realidad, ciertas concesiones
externas pero relacionadas deben ser incluidas en la visualización global. Estas concesiones fueron
puntualizadas en la Figura 8.15 y son explicadas aún más como sigue:
Requerimientos de postura: Una postura específica necesita ser adoptada para ejecutar cierta tarea.
Las posturas pueden ser clasificadas dentro de dos categorías: posturas naturales, las cuales son la
forma más confortable para ejecutar una tarea, y las posturas no naturales, las cuales ponen un cierta
cantidad de esfuerzo y estrés en el trabajador. Es fácil deducir que las posturas no naturales requieren
una mayor cantidad de energía y menor productividad. Todos los otros factores siendo iguales (como
las condiciones de trabajo y habilidades de los trabajadores), las características de diseño del
producto con frecuencia requieren posturas no naturales. La inclusión de concesiones por la postura
en el índice es necesariamente que sea tomada en cuenta la mayor cantidad de energía gastada en
ejecutar la tarea como también la menor productividad. La formación de una concesión es necesaria
porque estas afectaciones no son necesariamente discretas sino continuas y pueden ser observadas
solo después de que una cierta cantidad de tiempo haya pasado. Esto significa que ellas no pueden
realmente ser contadas una por una.
Ejercer fuerza
(aflojar/apretar)
Tipo de sujetador
Cantidad de sujetadores
Requerimientos de herramientas
Herramientas especiales
Requerimientos de torque
Preparación
Cargando
Levantando
Ajuste antes y posterior al
mantenimiento
Punto de calificación
por sujetador
Ajuste de un solo paso
Ajuste de pasos múltiples
Ubicaciones múltiples
Ajuste de múltiples pasos
Limpieza de superficie
Limpieza alrededor de sujetadores
Limpieza alrededor de uniones
Limpieza en hendiduras
Cantidad de limpieza necesaria
Uso de equipo de protección (PPE)
Uso especial (PPE)
Componentes livianos
Componentes pesados
Componentes muy pesados
Tamaño/forma estándar
Tamaño/forma no estándar
Material toxico/no tóxico
Requerimientos de personal
Punto de calificación
por método de limpieza
Punto de calificación
por combinación
Punto de calificación
por combinación
Tareas Atributos Resultado (en base a
combinaciones)
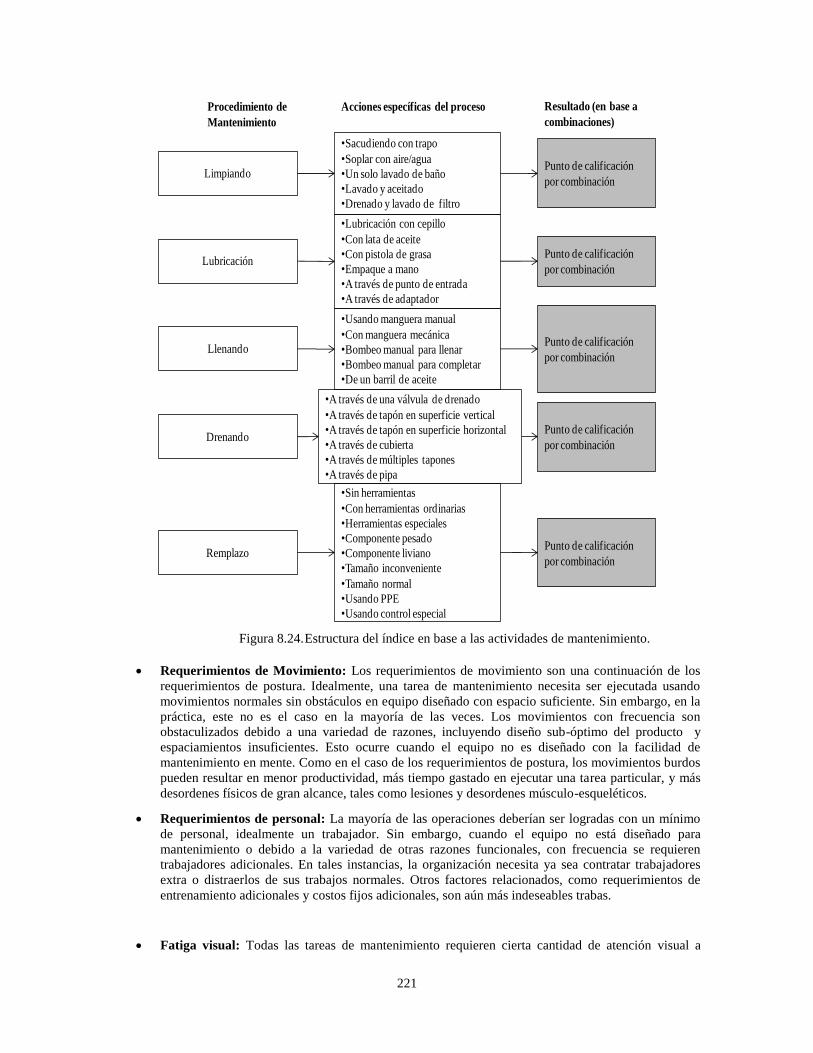
221
Figura 8.24. Estructura del índice en base a las actividades de mantenimiento.
Requerimientos de Movimiento: Los requerimientos de movimiento son una continuación de los
requerimientos de postura. Idealmente, una tarea de mantenimiento necesita ser ejecutada usando
movimientos normales sin obstáculos en equipo diseñado con espacio suficiente. Sin embargo, en la
práctica, este no es el caso en la mayoría de las veces. Los movimientos con frecuencia son
obstaculizados debido a una variedad de razones, incluyendo diseño sub-óptimo del producto y
espaciamientos insuficientes. Esto ocurre cuando el equipo no es diseñado con la facilidad de
mantenimiento en mente. Como en el caso de los requerimientos de postura, los movimientos burdos
pueden resultar en menor productividad, más tiempo gastado en ejecutar una tarea particular, y más
desordenes físicos de gran alcance, tales como lesiones y desordenes músculo-esqueléticos.
Requerimientos de personal: La mayoría de las operaciones deberían ser logradas con un mínimo
de personal, idealmente un trabajador. Sin embargo, cuando el equipo no está diseñado para
mantenimiento o debido a la variedad de otras razones funcionales, con frecuencia se requieren
trabajadores adicionales. En tales instancias, la organización necesita ya sea contratar trabajadores
extra o distraerlos de sus trabajos normales. Otros factores relacionados, como requerimientos de
entrenamiento adicionales y costos fijos adicionales, son aún más indeseables trabas.
Fatiga visual: Todas las tareas de mantenimiento requieren cierta cantidad de atención visual a
Limpiando
•Sacudiendo con trapo
•Soplar con aire/agua
•Un solo lavado de baño
•Lavado y aceitado
•Drenado y lavado de filtro
Lubricación
Llenando
Drenando
Remplazo
Punto de calificación
por combinación
•A través de una válvula de drenado
•A través de tapón en superficie vertical
•A través de tapón en superficie horizontal
•A través de cubierta
•A través de múltiples tapones
•A través de pipa
•Lubricación con cepillo
•Con lata de aceite
•Con pistola de grasa
•Empaque a mano
•A través de punto de entrada
•A través de adaptador
•Usando manguera manual
•Con manguera mecánica
•Bombeo manual para llenar
•Bombeo manual para completar
•De un barril de aceite
Punto de calificación
por combinación
Punto de calificación
por combinación
Punto de calificación
por combinación
Procedimiento de
Mantenimiento
Acciones específicas del proceso Resultado (en base a
combinaciones)
•Sin herramientas
•Con herramientas ordinarias
•Herramientas especiales
•Componente pesado
•Componente liviano
•Tamaño inconveniente
•Tamaño normal
•Usando PPE
•Usando control especial
Punto de calificación
por combinación
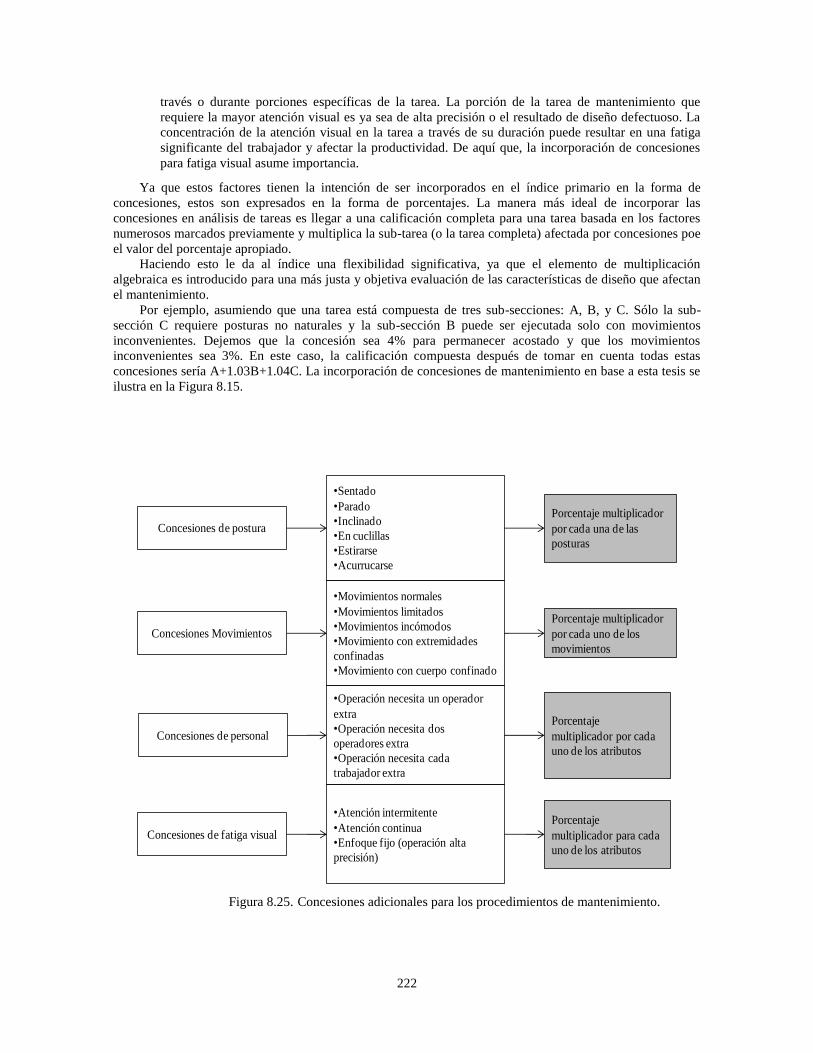
222
través o durante porciones específicas de la tarea. La porción de la tarea de mantenimiento que
requiere la mayor atención visual es ya sea de alta precisión o el resultado de diseño defectuoso. La
concentración de la atención visual en la tarea a través de su duración puede resultar en una fatiga
significante del trabajador y afectar la productividad. De aquí que, la incorporación de concesiones
para fatiga visual asume importancia.
Ya que estos factores tienen la intención de ser incorporados en el índice primario en la forma de
concesiones, estos son expresados en la forma de porcentajes. La manera más ideal de incorporar las
concesiones en análisis de tareas es llegar a una calificación completa para una tarea basada en los factores
numerosos marcados previamente y multiplica la sub-tarea (o la tarea completa) afectada por concesiones poe
el valor del porcentaje apropiado.
Haciendo esto le da al índice una flexibilidad significativa, ya que el elemento de multiplicación
algebraica es introducido para una más justa y objetiva evaluación de las características de diseño que afectan
el mantenimiento.
Por ejemplo, asumiendo que una tarea está compuesta de tres sub-secciones: A, B, y C. Sólo la sub-
sección C requiere posturas no naturales y la sub-sección B puede ser ejecutada solo con movimientos
inconvenientes. Dejemos que la concesión sea 4% para permanecer acostado y que los movimientos
inconvenientes sea 3%. En este caso, la calificación compuesta después de tomar en cuenta todas estas
concesiones sería A+1.03B+1.04C. La incorporación de concesiones de mantenimiento en base a esta tesis se
ilustra en la Figura 8.15.
Figura 8.25. Concesiones adicionales para los procedimientos de mantenimiento.
Concesiones de postura
•Sentado
•Parado
•Inclinado
•En cuclillas
•Estirarse
•Acurrucarse
Concesiones Movimientos
Concesiones de personal
Concesiones de fatiga visual
Porcentaje multiplicador
por cada una de las
posturas
•Atención intermitente
•Atención continua
•Enfoque fijo (operación alta
precisión)
•Movimientos normales
•Movimientos limitados
•Movimientos incómodos
•Movimiento con extremidades
confinadas
•Movimiento con cuerpo confinado
•Operación necesita un operador
extra
•Operación necesita dos
operadores extra
•Operación necesita cada
trabajador extra
Porcentaje multiplicador
por cada uno de los
movimientos
Porcentaje
multiplicador por cada
uno de los atributos
Porcentaje
multiplicador para cada
uno de los atributos
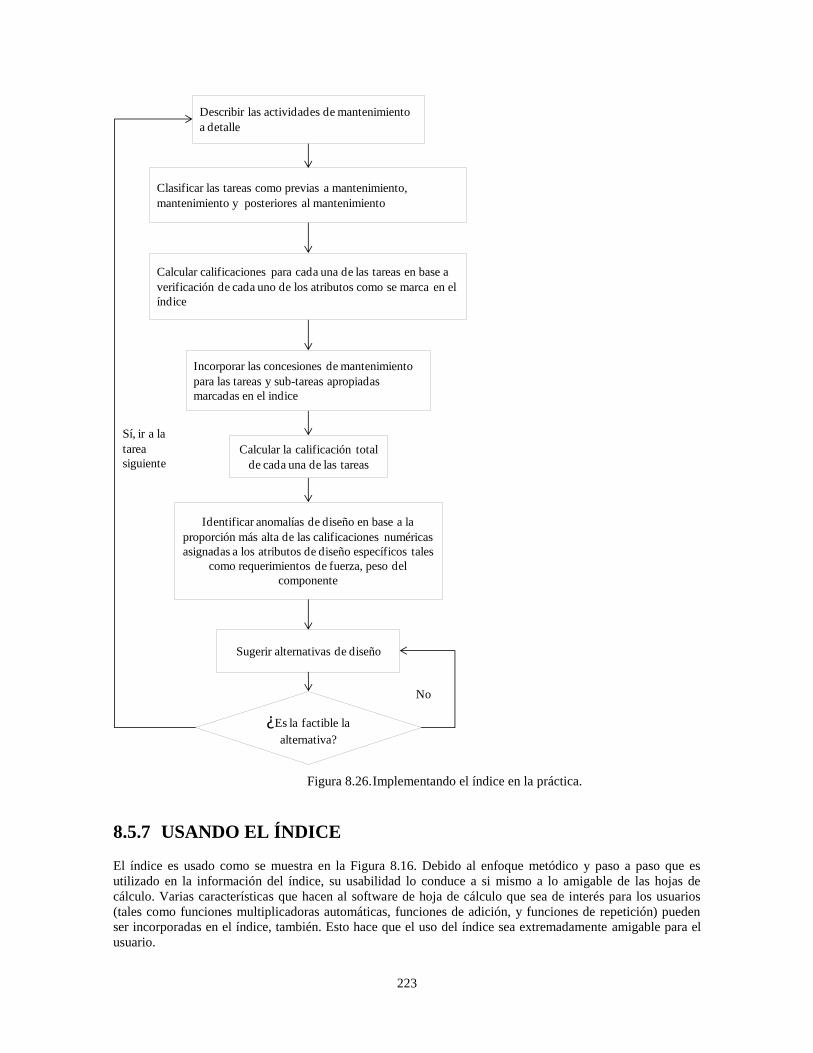
223
Figura 8.26. Implementando el índice en la práctica.
8.5.7 USANDO EL ÍNDICE
El índice es usado como se muestra en la Figura 8.16. Debido al enfoque metódico y paso a paso que es
utilizado en la información del índice, su usabilidad lo conduce a si mismo a lo amigable de las hojas de
cálculo. Varias características que hacen al software de hoja de cálculo que sea de interés para los usuarios
(tales como funciones multiplicadoras automáticas, funciones de adición, y funciones de repetición) pueden
ser incorporadas en el índice, también. Esto hace que el uso del índice sea extremadamente amigable para el
usuario.
Calcular la calificación total
de cada una de las tareas
Describir las actividades de mantenimiento
a detalle
Identificar anomalías de diseño en base a la
proporción más alta de las calificaciones numéricas
asignadas a los atributos de diseño específicos tales
como requerimientos de fuerza, peso del
componente
Sugerir alternativas de diseño
Incorporar las concesiones de mantenimiento
para las tareas y sub-tareas apropiadas
marcadas en el indice
Clasificar las tareas como previas a mantenimiento,
mantenimiento y posteriores al mantenimiento
Calcular calificaciones para cada una de las tareas en base a
verificación de cada uno de los atributos como se marca en el
índice
¿Es la factible la
alternativa?
Sí, ir a la
tarea
siguiente
No

224
8.5.8 CRITERIOS DE PRIORIDAD PARA EVALUACIÓN DEL
DISEÑO
Una vez que las calificaciones de mantenibilidad para cada una de las tareas han sido desarrolladas, el
siguiente paso es evaluar los atributos de diseño asociados con cada una de las tareas. Como nosotros hemos
visto incontables veces antes, la eficiencia de una tarea de mantenimiento es una función directa de los
parámetros de diseño del componente. Sin embargo, cuando se enfrenta con la situación retadora de
seleccionar entre las diferentes tareas para modificaciones de diseño, ¿Cómo lo hace uno acerca de poner
prioridades?
Esta sección aborda exactamente esta situación engañosa desarrollando una secuencia de acciones con la
intención de seleccionar prioridades inteligentemente. Enfocando a los componentes más importantes para
resultados de modificaciones de diseño en ahorros de tiempo, esfuerzo, y dinero.
La selección de diseño es principalmente una función de importancia funcional y frecuencia de
mantenimiento.
Importancia funcional. Hablando en general, mientras más importante es un componente para el
funcionamiento del producto o equipo, más vital lo es. Así que, es de importancia suprema
importancia mantenerla en condiciones de trabajo todo el tiempo. Un caso de esto es el de un motor
de un automóvil o la pantalla de una televisión.
Frecuencia de mantenimiento. La frecuencia de mantenimiento se refiere al número de veces que
un componente en particular necesita ser mantenido durante un periodo de tiempo específico.
Mientras mayor es la frecuencia de mantenimiento, más alta es la probabilidad de que se necesite
acceso, limpieza, levantado, y sea ajustado para reparar o restaurarlo a la condición de trabajo para
el componente es cuestión.
En base a la consideración de estos factores, una serie de calificaciones objetivas son desarrolladas para
establecer la importancia global de los componentes individuales. Una vez que esta matriz de calificaciones es
desarrollada, el método puede ser completamente implementado en práctica. La secuencia de operaciones
para usar el método es ilustrado en la Figura 8.17.
desarrollando y evaluando un índice
Casi todas las operaciones de mantenimiento requieren tres tareas mayores: desensamble, mantenimiento, y
volver a ensamblar. Notar que el desensamble puede ser parcial o total y es hecho solamente para ganar
acceso al componente que está siendo mantenido. Tal como, arquitecturas de producto que pueden hacer que
se elimine la necesidad del desensamble de un producto antes del mantenimiento resultan en los mejores
tiempos de mantenimiento y costos asociados. El índice para evaluar la facilidad de mantenimiento es sub-
dividido en tres secciones principales, cada una de las secciones trata con una de estas tareas mayores.
Esta sección trata con el desarrollo de un índice para desensamble, mantenimiento, y volver a ensamblar
el producto. También, métodos sistemáticos para evaluación del índice son desarrollados. Cada índice para
desensamble, mantenimiento, y volver a ensamblar es desarrollado usando el sistema MTM como se indicó en
la sección precedente. Las ventajas de usar tal sistema han ya sido elaboradas.
Finalmente, un número de aplicaciones prácticas del índice son demostradas usando situaciones de la
vida real. Un caso de estudio es presentado en la siguiente sección.
8.6.1 ÍNDICE NUMÉRICO Y MÉTODO DE DISEÑO PARA
DESENSAMBLE Y VOLVER A ENSAMBLAR
El índice numérico basado en tiempo y método para desensamble y ensamble para el producto fue presentado
en el Capítulo 7 de este libro. Por favor referirse a la Sección 7.8 sobre desensamble, y Sección 7.4 sobre
ensamble, para los métodos de diseño.
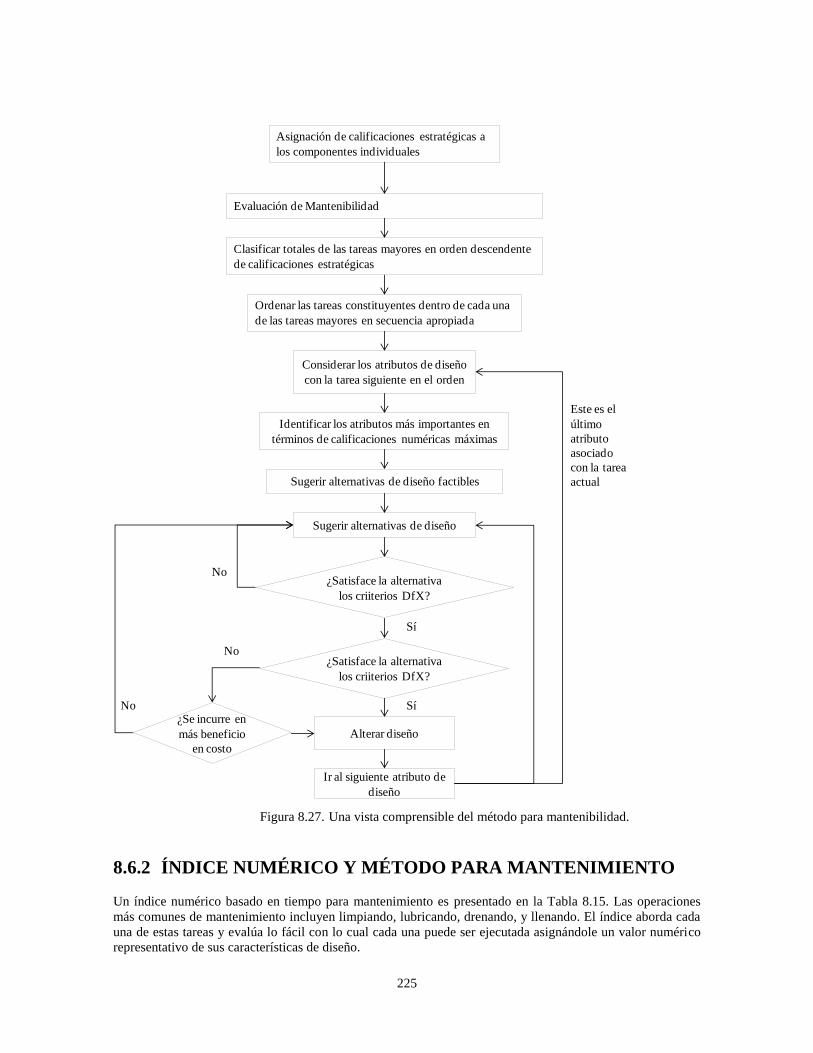
225
Figura 8.27. Una vista comprensible del método para mantenibilidad.
8.6.2 ÍNDICE NUMÉRICO Y MÉTODO PARA MANTENIMIENTO
Un índice numérico basado en tiempo para mantenimiento es presentado en la Tabla 8.15. Las operaciones
más comunes de mantenimiento incluyen limpiando, lubricando, drenando, y llenando. El índice aborda cada
una de estas tareas y evalúa lo fácil con lo cual cada una puede ser ejecutada asignándole un valor numérico
representativo de sus características de diseño.
Identificar los atributos más importantes en
términos de calificaciones numéricas máximas
Asignación de calificaciones estratégicas a
los componentes individuales
Sugerir alternativas de diseño factibles
Sugerir alternativas de diseño
Ordenar las tareas constituyentes dentro de cada una
de las tareas mayores en secuencia apropiada
Evaluación de Mantenibilidad
Clasificar totales de las tareas mayores en orden descendente
de calificaciones estratégicas
¿Satisface la alternativa
los criiterios DfX?
Este es el
último
atributo
asociado
con la tarea
actual
No
Considerar los atributos de diseño
con la tarea siguiente en el orden
¿Satisface la alternativa
los criiterios DfX?
Alterar diseño
Ir al siguiente atributo de
diseño
¿Se incurre en
más beneficio
en costo
No
No
Sí
Sí

226
Tabla 8.15
Índice Numérico para Operaciones de Mantenimiento
Tarea de Mantenimiento Característica de diseño Calificación Interpretación
Limpiando
Sacudiendo con trapo
Sacudiendo en hendiduras
Soplar con aire/agua
Un solo lavado de baño
Lavado y aceitado
Drenado y lavado de filtro
Múltiples lavados
Limpiando la máquina:
alrededor de
sujetadores, en
hendiduras, en
superficies, etc.
2/Superficie
3.5/hendidura
2
5
10/superficie
10
15/Superficie
Limpieza menor en superficie
Limpieza menor en áreas inaccesibles
Limpieza mayor en áreas inaccesibles
Limpieza necesita lavado, con solvente
Lavado seguido por aceitado para prevenir
corrosión
Filtro necesita ser lavado y drenado
Requiere más de un lavado/superficie
Lubricación
Con cepillo
Con lata de aceite
Con pistola de grasa
Empaque a mano
A través de punto de entrada
A través de adaptador
Lubricación entre
superficies de
acoplamiento para
minimizar fricción y
prevenir perdida de
material
2/ubicación
2/ubicación
2/ubicación
1.5/ubicación
1/ubicación
3/ubicación
Lubricación menor superficie o hendidura
Lubricación menor en áreas inaccesibles
Engrasado menor en áreas inaccesibles,
ranuras, etc.
Lubricación mayor para compensar por
pérdida de material, etc.
Lubricación simple a través de un punto de
acceso
Lubricación simple requiriendo equipo
especial
Llenado
Usando manguera manual
Con manguera mecánica
Bombeo manual para llenar
De un barril de aceite
Llenando para
completar cantidad de
lubricante (aceite)
4/llenado
8/llenado
8/galón
6/galón
Operación de llenado simple usando
manguera manual
Operación de llenado simple con manguera
mecánica
Bomba de mano con esfuerzo adicional
Operación simple de llenado, directo del
barril
Drenado
A través válvula de drenado
A través de tapón en
superficie vertical
A través de tapón en
superficie horizontal
A través de múltiples tapones
A través de pipa
Removiendo y
drenando lubricante
usado para remplazarlo
para uso futuro
1/válvula
7/operación
9/operación
7/tapón
4/operación
Operación de drenado simple, rápida
Drenado vertical requiere cuidado extra
Drenado horizontal requiere más tiempo
Proporcional al número de tapones
Remplazo
Combinación de
desensamble, ensamble, y
limpieza
8.6.3 CRITERIOS DE PRIORIDAD PARA MANTENIMIENTO
En cualquier arquitectura de producto, unas cuantas partes son vitales para el funcionamiento del producto,
mientras que una gran mayoría de los componentes restantes sirven funciones auxiliares y de soporte. La
mayoría de las funciones de mantenimiento sirven para mantener funcionales componentes importantes en
condiciones de trabajo. Se necesita hacer un esfuerzo para poner prioridades a las operaciones de
mantenimiento en base a la importancia funcional de los componentes como también la frecuencia de
mantenimiento. Cualquier componente que requiere mantenimiento frecuente, por naturaleza, constituye una
anomalía de diseño, y ese factor necesita ser dado debido a la consideración.
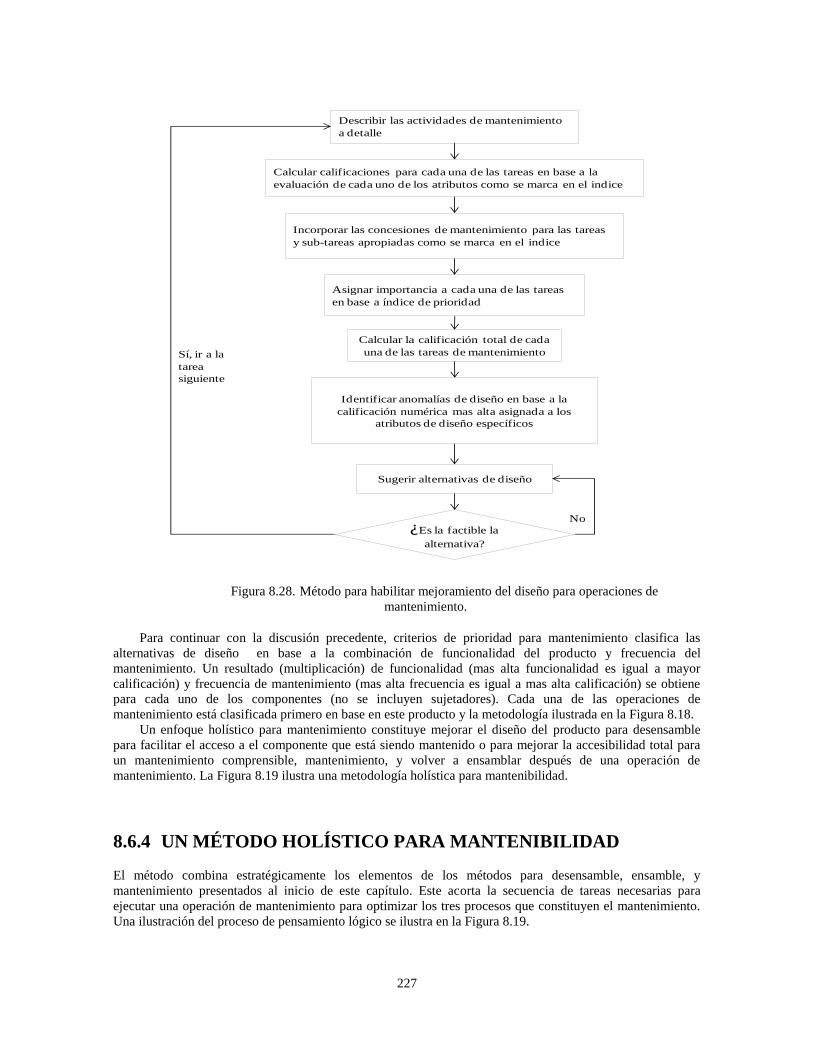
227
Figura 8.28. Método para habilitar mejoramiento del diseño para operaciones de
mantenimiento.
Para continuar con la discusión precedente, criterios de prioridad para mantenimiento clasifica las
alternativas de diseño en base a la combinación de funcionalidad del producto y frecuencia del
mantenimiento. Un resultado (multiplicación) de funcionalidad (mas alta funcionalidad es igual a mayor
calificación) y frecuencia de mantenimiento (mas alta frecuencia es igual a mas alta calificación) se obtiene
para cada uno de los componentes (no se incluyen sujetadores). Cada una de las operaciones de
mantenimiento está clasificada primero en base en este producto y la metodología ilustrada en la Figura 8.18.
Un enfoque holístico para mantenimiento constituye mejorar el diseño del producto para desensamble
para facilitar el acceso a el componente que está siendo mantenido o para mejorar la accesibilidad total para
un mantenimiento comprensible, mantenimiento, y volver a ensamblar después de una operación de
mantenimiento. La Figura 8.19 ilustra una metodología holística para mantenibilidad.
8.6.4 UN MÉTODO HOLÍSTICO PARA MANTENIBILIDAD
El método combina estratégicamente los elementos de los métodos para desensamble, ensamble, y
mantenimiento presentados al inicio de este capítulo. Este acorta la secuencia de tareas necesarias para
ejecutar una operación de mantenimiento para optimizar los tres procesos que constituyen el mantenimiento.
Una ilustración del proceso de pensamiento lógico se ilustra en la Figura 8.19.
Calcular la calificación total de cada
una de las tareas de mantenimiento
Describir las actividades de mantenimiento
a detalle
Identificar anomalías de diseño en base a la
calificación numérica mas alta asignada a los
atributos de diseño específicos
Sugerir alternativas de diseño
Asignar importancia a cada una de las tareas
en base a índice de prioridad
Calcular calificaciones para cada una de las tareas en base a la
evaluación de cada uno de los atributos como se marca en el indice
Incorporar las concesiones de mantenimiento para las tareas
y sub-tareas apropiadas como se marca en el indice
¿Es la factible la
alternativa?
Sí, ir a la
tarea
siguiente
No
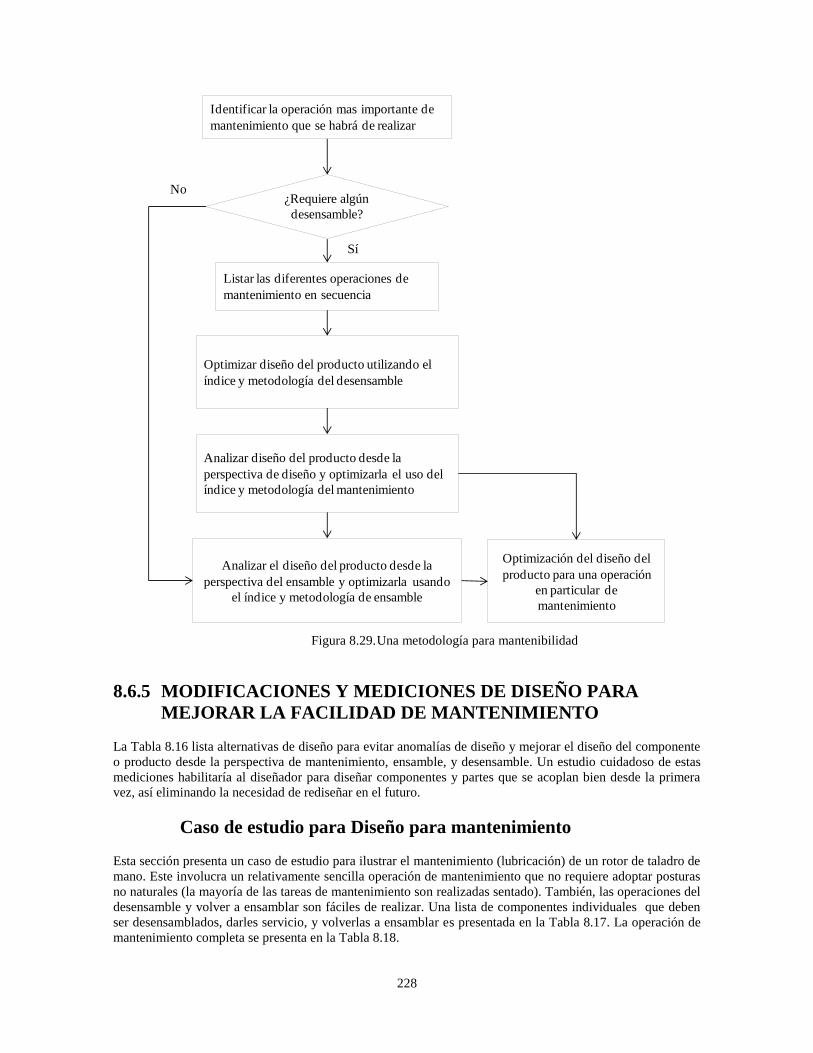
228
Figura 8.29. Una metodología para mantenibilidad
8.6.5 MODIFICACIONES Y MEDICIONES DE DISEÑO PARA
MEJORAR LA FACILIDAD DE MANTENIMIENTO
La Tabla 8.16 lista alternativas de diseño para evitar anomalías de diseño y mejorar el diseño del componente
o producto desde la perspectiva de mantenimiento, ensamble, y desensamble. Un estudio cuidadoso de estas
mediciones habilitaría al diseñador para diseñar componentes y partes que se acoplan bien desde la primera
vez, así eliminando la necesidad de rediseñar en el futuro.
Caso de estudio para Diseño para mantenimiento
Esta sección presenta un caso de estudio para ilustrar el mantenimiento (lubricación) de un rotor de taladro de
mano. Este involucra un relativamente sencilla operación de mantenimiento que no requiere adoptar posturas
no naturales (la mayoría de las tareas de mantenimiento son realizadas sentado). También, las operaciones del
desensamble y volver a ensamblar son fáciles de realizar. Una lista de componentes individuales que deben
ser desensamblados, darles servicio, y volverlas a ensamblar es presentada en la Tabla 8.17. La operación de
mantenimiento completa se presenta en la Tabla 8.18.
Analizar el diseño del producto desde la
perspectiva del ensamble y optimizarla usando
el índice y metodología de ensamble
Identificar la operación mas importante de
mantenimiento que se habrá de realizar
Optimización del diseño del
producto para una operación
en particular de
mantenimiento
Analizar diseño del producto desde la
perspectiva de diseño y optimizarla el uso del
índice y metodología del mantenimiento
Listar las diferentes operaciones de
mantenimiento en secuencia
Optimizar diseño del producto utilizando el
índice y metodología del desensamble
¿Requiere algún
desensamble?
No
Sí

229
Tabla 8.16
Medidas Remediales Posibles para Mejorar la Facilidad del Mantenimiento
Atributos/Características de
Diseño Medidas Remediales
¿Requiere
Rediseño de
Componente
Accesibilidad
Descanso profundos para sujetador
Descansos angostos para sujetador
Cabeza Pequeña en sujetador
Sujetador obscuro
Sujetador deformado
Componente deformado
Superficie deformada de balero de
componente
Necesita limpieza antes de acceso
Componentes obscuros
Espacio insuficiente manipulación
efectiva de herramienta
Rediseñar descanso para facilitar acceso a herramienta
Rediseñar descanso para facilitar acceso a herramienta
Incrementar tamaño de la cabeza del sujetador
Seleccionar tamaños estándares de sujetador
Incrementar tamaño de sujetador
Mejorar rigidez del sujetador para soportar estrés durante
operación
Mejorar rigidez del componente para soportar estrés durante
operación
Mejorar rigidez del componente para soportar estrés durante
operación
Rediseñar interface sujetador/componente
Rediseñar secuencia de ensamble en base a la prioridad del
desensamble de componentes
Rediseño de los descansos del componente, ranuras, o
sujetadores
Sí
Sí
No
No
No
No
Sí
Sí
Sí
No
Sí
Fuerza Ejercida
Requiere fuerza de moderada a
grande
Se acuña mientras se desacopla
Sujetador tipo clic apretado
Ocurrencia de corrosión en las
interfaces del componente
Roscas ásperas en sujetadores
Seleccionar materiales apropiados para componentes superficies
de balero o sujetadores para reducir fricción inter-superficie
Rediseñar superficies de sostener el componente (orificios en
caso de acoplamiento por tornillo)
Rediseñar superficies de sostener el componente (orificios en
acoplamiento por tornillo) o superficie de acople de sujetador
(proveer inclinación en los cilindros del tornillo; mejorar
rigidez de material(es) si las superficies de baleros están
deformadas; proveer tolerancias apropiadas en superficies de
acoplamiento para mejorar acoplamiento mutuo
Rediseñar componentes para proveer espacio adecuado e
inclinación para permitir desmantelado fácil de sujetadores
tipo clic
Seleccionar material apropiado (no corrosivo) para superficies de
componentes de rodamiento o sujetador
Seleccionar sujetadores con roscas finas o mayor paso entre rosca
Sí
Sí
Sí
Sí
Sí
No
Posicionando
Grado moderado a alto de precisión
requerido para colocar herramienta
Peso del componente
Tamaño del componente
Forma del componente
Material del componente
Rediseño vías de acceso, modificas superficies de rodamiento del
componente o sujetador
Rediseñar componente para reducir peso
Usar tamaños estándares
Optimizar tamaño de componente para funcionalidad y manejo de
material
Usar formas simétricas estándar
Evitar protuberancias en el diseño de la forma del componente
Usar materiales no peligrosos
Sí
Sí
Sí
Sí
Sí
Sí
Sí
Condición superficie de acoplamiento
Una o ambas superficies corroídas
Una o ambas superficies deformadas
Seleccionar materiales apropiados (no corrosivos) para
superficies de rodamiento de componentes o sujetador
Seleccionar materiales rígidos apropiados para soportar fuerza
durante operación/desensamble
Rediseñar las superficies de rodamiento de componentes para
permitir espacios apropiados
Rediseñar superficies de sujeción de sujetador
Sí
Sí
Sí
No
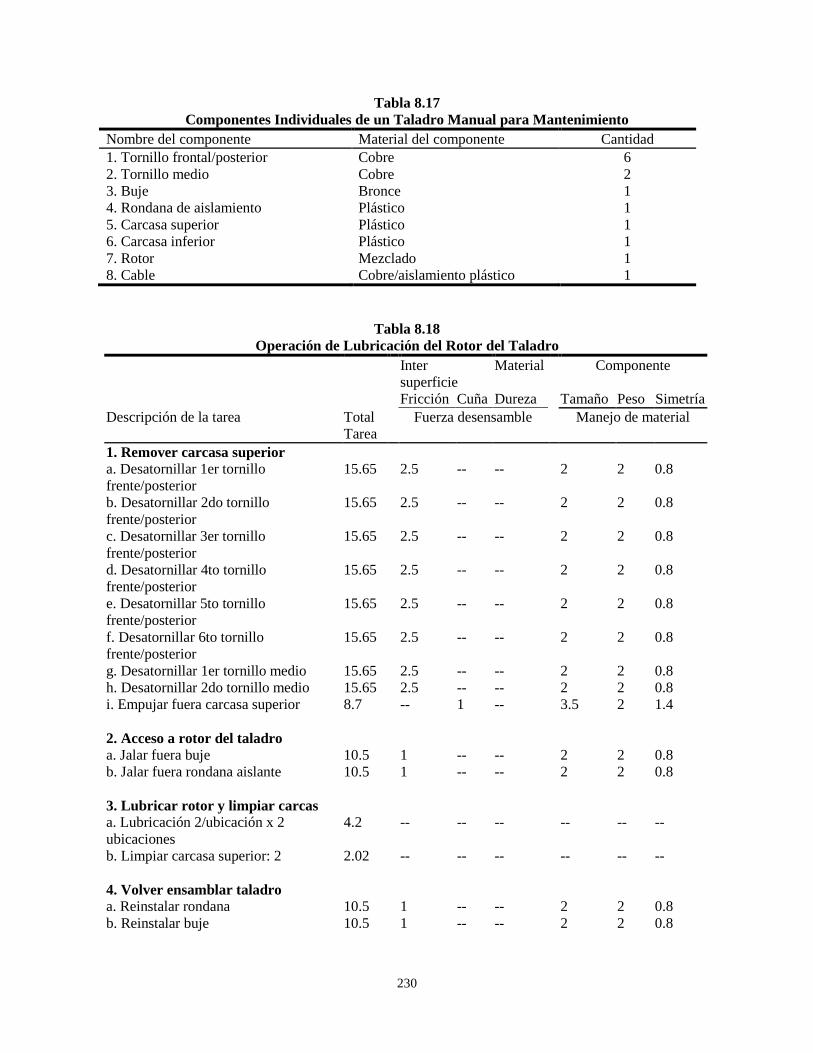
230
Tabla 8.17
Componentes Individuales de un Taladro Manual para Mantenimiento
Nombre del componente Material del componente Cantidad
1. Tornillo frontal/posterior
2. Tornillo medio
3. Buje
4. Rondana de aislamiento
5. Carcasa superior
6. Carcasa inferior
7. Rotor
8. Cable
Cobre
Cobre
Bronce
Plástico
Plástico
Plástico
Mezclado
Cobre/aislamiento plástico
6
2
1
1
1
1
1
1
Tabla 8.18
Operación de Lubricación del Rotor del Taladro
Inter
superficie
Material Componente
Fricción Cuña Dureza Tamaño Peso Simetría
Descripción de la tarea Total
Tarea
Fuerza desensamble Manejo de material
1. Remover carcasa superior
a. Desatornillar 1er tornillo
frente/posterior
b. Desatornillar 2do tornillo
frente/posterior
c. Desatornillar 3er tornillo
frente/posterior
d. Desatornillar 4to tornillo
frente/posterior
e. Desatornillar 5to tornillo
frente/posterior
f. Desatornillar 6to tornillo
frente/posterior
g. Desatornillar 1er tornillo medio
h. Desatornillar 2do tornillo medio
i. Empujar fuera carcasa superior
2. Acceso a rotor del taladro
a. Jalar fuera buje
b. Jalar fuera rondana aislante
3. Lubricar rotor y limpiar carcas
a. Lubricación 2/ubicación x 2
ubicaciones
b. Limpiar carcasa superior: 2
4. Volver ensamblar taladro
a. Reinstalar rondana
b. Reinstalar buje
15.65
15.65
15.65
15.65
15.65
15.65
15.65
15.65
8.7
10.5
10.5
4.2
2.02
10.5
10.5
2.5
2.5
2.5
2.5
2.5
2.5
2.5
2.5
--
1
1
--
--
1
1
--
--
--
--
--
--
--
--
1
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
2
2
2
2
2
2
2
2
3.5
2
2
--
--
2
2
2
2
2
2
2
2
2
2
2
2
2
--
--
2
2
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
1.4
0.8
0.8
--
--
0.8
0.8
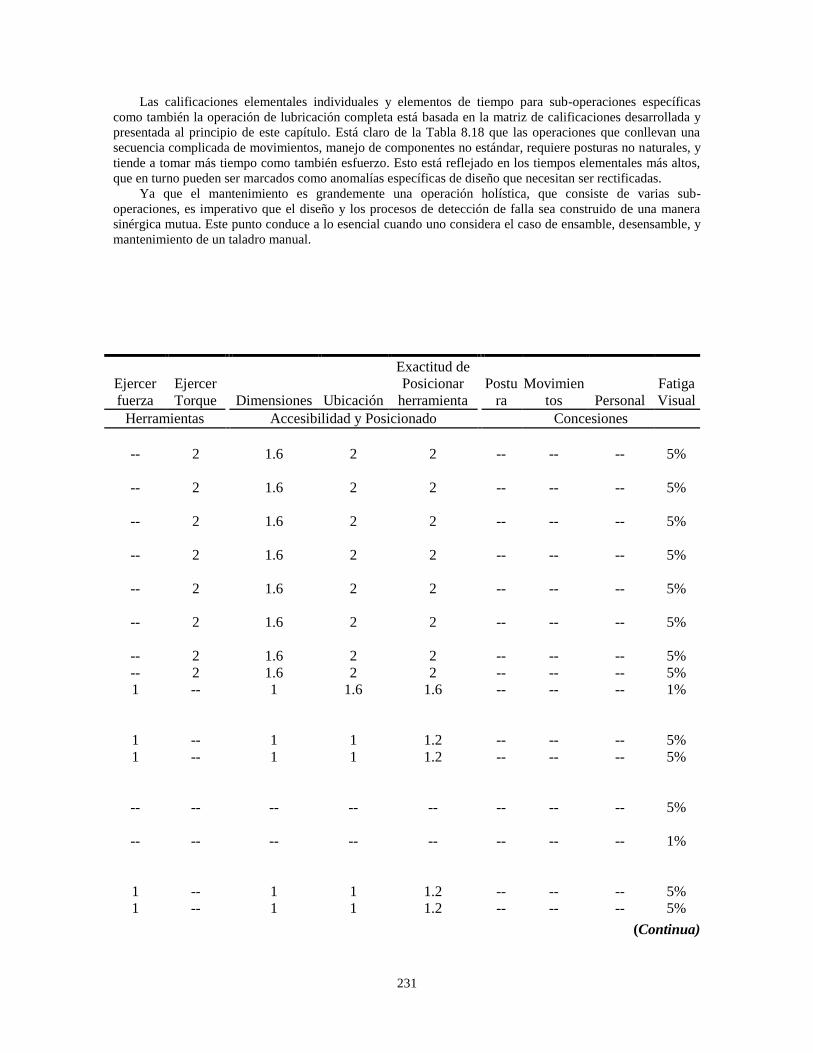
231
Las calificaciones elementales individuales y elementos de tiempo para sub-operaciones específicas
como también la operación de lubricación completa está basada en la matriz de calificaciones desarrollada y
presentada al principio de este capítulo. Está claro de la Tabla 8.18 que las operaciones que conllevan una
secuencia complicada de movimientos, manejo de componentes no estándar, requiere posturas no naturales, y
tiende a tomar más tiempo como también esfuerzo. Esto está reflejado en los tiempos elementales más altos,
que en turno pueden ser marcados como anomalías específicas de diseño que necesitan ser rectificadas.
Ya que el mantenimiento es grandemente una operación holística, que consiste de varias sub-
operaciones, es imperativo que el diseño y los procesos de detección de falla sea construido de una manera
sinérgica mutua. Este punto conduce a lo esencial cuando uno considera el caso de ensamble, desensamble, y
mantenimiento de un taladro manual.
Ejercer
fuerza
Ejercer
Torque Dimensiones Ubicación
Exactitud de
Posicionar
herramienta
Postu
ra
Movimien
tos Personal
Fatiga
Visual
Herramientas Accesibilidad y Posicionado Concesiones
--
--
--
--
--
--
--
--
1
1
1
--
--
1
1
2
2
2
2
2
2
2
2
--
--
--
--
--
--
--
1.6
1.6
1.6
1.6
1.6
1.6
1.6
1.6
1
1
1
--
--
1
1
2
2
2
2
2
2
2
2
1.6
1
1
--
--
1
1
2
2
2
2
2
2
2
2
1.6
1.2
1.2
--
--
1.2
1.2
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
5%
5%
5%
5%
5%
5%
5%
5%
1%
5%
5%
5%
1%
5%
5%
(Continua)

232
Tabla 8.18 (Continuación)
Inter
superficie
Material Componente
Fricción Cuña Dureza Tamaño Peso Simetría
Descripción de la tarea Total
Tarea
Fuerza desensamble Manejo de material
c. Reponer carcasa superior
d. Atornillar 1er tornillo medio
e. Atornillar 2do tornillo medio
f. Atornillar 1er tornillo frente/posterior
g. Atornillar 2do tornillo
frente/posterior
h. Atornillar 3er tornillo
frente/posterior
i. Atornillar 4to tornillo frente/posterior
j. Atornillar 5to tornillo frente/posterior
k. Atornillar 6to tornillo
frente/posterior
Total
8.7
15.65
15.65
15.65
15.65
15.65
15.65
15.65
15.65
294
--
2.5
2.5
2.5
2.5
2.5
2.5
2.5
2.5
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
3.5
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
1.4
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
Notas:
Tiempo total para la operación de mantenimiento = 2, 940; TMUs = 1.764 minutos.
Tarea 1 para análisis de mantenimiento: Desatornillar/atornillar varios tornillos posteriores de carcasa
superior.
Mas factible, solución de diseño efectiva en costo: Usar sujetadores tipo opresión clic para la carcasa superior
en lugar de tornillos para reducir tiempo de mantenimiento.
Tiempo total para desensamble para desensamble del 100% = 2.044 minutos (el mantenimiento requiere casi
un desensamble completo del taladro).
La tarea 1 para análisis del desensamble: El desensamble del sub ensamble rotor-buje.
La más importante anomalía de diseño para el desensamble: Se requiere fuerza para acuñar fuera sub
ensamble de rotor y bujes.
La tarea 1 para análisis de ensamble: Insertar ensamble de disparo. Tiempo total de ensamble = 1.30 minutos.
Conclusión: La mayoría del tiempo se gasta en el acceso al área de mantenimiento. Muchos sujetadores
obstaculizan el desensamble y el ensamble.
Comentarios finales
Este capítulo aborda el tema del mantenimiento a detalle. Examina la necesidad para mantenimiento del
producto, la variedad de productos de consumo disponibles comercialmente, y la distinción entre diferentes
métodos de mantenimiento del producto. Varios términos asociados con el tópico general de mantenimiento
del producto son presentados.
Varios métodos de mantenimiento son presentados para informar al lector de la variedad de enfoques
adoptados para facilitar el diseño del producto para facilidad del mantenimiento. La utilidad práctica de cada
metodología es puesta bajo escrutinio para examinar su valor al tratar con situaciones del mundo real cuando
el producto, equipo, y sistemas son operados en el campo.
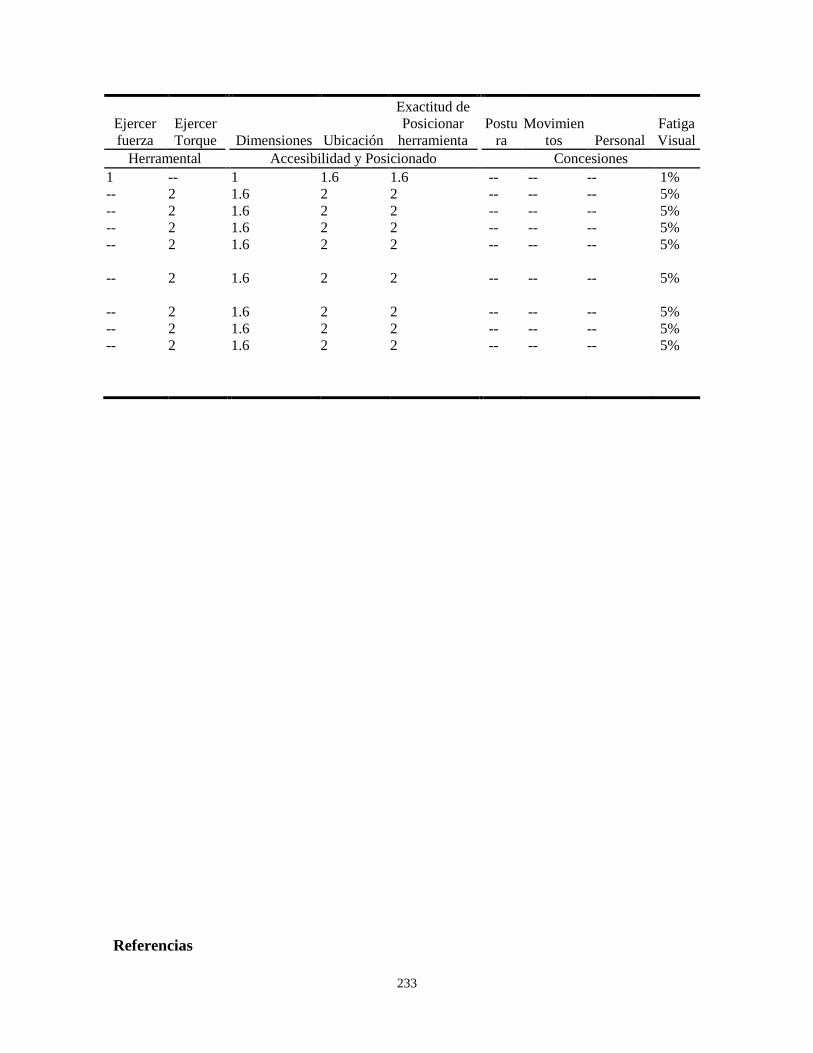
233
Ejercer
fuerza
Ejercer
Torque Dimensiones Ubicación
Exactitud de
Posicionar
herramienta
Postu
ra
Movimien
tos Personal
Fatiga
Visual
Herramental Accesibilidad y Posicionado Concesiones
1
--
--
--
--
--
--
--
--
--
2
2
2
2
2
2
2
2
1
1.6
1.6
1.6
1.6
1.6
1.6
1.6
1.6
1.6
2
2
2
2
2
2
2
2
1.6
2
2
2
2
2
2
2
2
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
1%
5%
5%
5%
5%
5%
5%
5%
5%
Referencias
234
Adair-Heeley, C. “The JIT Challenge for Maintenance.” Production and Inventory Management Review with
APICS News 9 (1989): 34-35.
Adams, S. K., y P. J. Patterson. “Maximum Voluntary Handgrip Torque for Circular Electrical Connectors.”
Human factors 30, no. 6 (1988): 733-745.
Ascher, H. E., y H. Feingold. Reparable Systems Reliability. New York: Marcel Dekker, 1984.
Baker, R. D., y A. H. Christer. “Review of Delay-Time OR Modeling of Engineering Aspects of Maintenance.”
European Journal of Operational Research 73 (1994): 407-422.
Baker, R. D., y P. A. Scarf. “Can Models Fitted to Small Data Samples Lead to Maintenance Polices with Near
Optimum Costs?” I.M.A. Journal of Mathematics Applied in Business and Industry 6 (1995): 3-12.
Baker, R. D., y W. Wang. “Estimating the Delay-Time Distribution of Faults in Repairable Machinery from Failure
Data.” I.M.A. Journal of Mathematics Applied in Business and Industry 3 (1991): 259-282.
Baker, R. D., y W. Wang. “Developing and Testing the Delay-Time Model.” Journal of the Operational Research
Society 44 (1993): 361-374.
Barlow, R. E., y L. C. Hunter “Optimum Preventive Replacement Policies.” Operations Research 8 (1960): 90-100.
Chen, W., C. B. Meher-Homji, y F. Mistree. “COMPROMISE: An Effective Approach for Condition-Based
Maintenance Management of Gas Turbines.” Engineering Optimization 22 (1994): 185-201.
Cho, D. I., y M. Parlar. “A Survey of Maintenance Models for Multi-Unit Systems.” European Journal of
Operations Research 51 (1991): 1-23.
Christer, A. H., y E. Keddie. “Experience with a Stochastic Replacement Policy.” Journal of the Operational
Research Society 36 (1985): 25-34.
Christer, A. H., y P. A. Scarf. “A Robust Replacement Model with Application to Medical Equipment.” Journal of
the Operational Research Society 45 (1994): 261-275.
Christer, A. H., y W. M. Walter. “Reducing Production Downtime Using Delay-Time Analysis.” Journal of the
Operational Research Society 35 (1984): 499-512.
Christer, A. H., y J. Whitelaw. “An Operational Research Approach to Breakdown Maintenance: Problem
Recognition.” Journal of the Operational Research Society 34 (1983): 1041-1052.
Crawford, B. M., y J. W. Altman. “Design for Maintenability.” In Human Engineering Guide to Equipment Design,
eds. H. P. Vancott y R. G. Kinkade, pp. 585-631. Washington, DC: U.S. Department of Defense, 1972.
Day, N. E., y S. D. Walter. “Simplified Models of Screening for Chronic Disease: Estimation Procedures for Mass
Screening Programs.” Biometrics 40 (1984): 1-14.
Dekker, P. R., A. D. Jennings, R. I. Grosvener, and D. Whittleton. “A Data Acquisition Systems for Machine Tool
Condition Monitoring.” Quality and Reliability Engineering International 11 (1995): 15-26.
Eade, R. “The importance of Predictive maintenance.” Iron Age New Steel 13, no. 9 (1997): 68-72
Ebeling, C. E. An Introduction to Reliability and Maintenability Engineering. New York: McGraw-Hill, 1997.
Eilon, S., J. R. King, y D. E. Hutchinson. “A Study in Equipment Replacement.” Operational Research Quarterly
17 (1996): 59-71.
Ferguson, C. A., S. Mason, S. G. Collier, D. Golding, R. A. Graveling, L.A. Morris, A. J. Pethick, y G. C. Simpson.
(1985). “The Ergonomics of the Maintenance of Mining Equipment Including Ergonomics Principles in
Designing for Maintenability.” Final report on CEC contract 7247/12/008. Edinburgh: Institute of
Occupational Medicine IOM Report TM 85/12.
Gits, C. “Design of Maintenance Concepts.” International Journal of Prediction Economics 24, no. 3 (1992): 217-
226.
Harring, M. G., y L. R. Greenman. Maintenability Engineering. Durham, NC:Duke University, 1965.
Harrison, N. “Oil Condition Monitoring for the Railway Business.” Insight 37 (1995): 278-283.
Hasting, N. A. J. “The Repair Limit Replacement Method.” Operational Research Quarterly 20 (1969): 337-349.
Herbaty, F. Handbook of Maintenance Management Cost Effective Practices, 2nd ed. Park Ridge, NJ: Noyes
Publication, 1990.
Hsu, J. S. “Equipment Replacement Policy –A Survey.” Production and Inventory Management Journal 29 (1988):
23-27.
Imrhan, S. N. “Workspace Design for Maintenance.” In Workspace, Equipment and Tool Design, eds. A. Mital y
W. Karawowski, pp. 149-174. Amsterdam: Elsevier, 1991.
Jardine, A. K. S., T. S. Goldrick, y J. Stender. “The Use of Annual Maintenance Cost Limits for Vehicle Fleet
Replacement.” Proceedings of the Institute of Mechanical Engineers 190 (1976): 71-80.
Johnson, A. D. “The Design of Modern Road Headers.” Colliery Guardian (1988).
Knezevic, J. Systems Maintainability Analysis, Engineering and Management. London: Chapman y Hall, 1997.
Kobaccy, K. A. H., N. C. Proudlove, y M. A. Harper. “Towards an Intelligent Maintenance Optimization System.”
Journal of the Operational Research Society 47 (1995): 831-853.
Li, C. J., y S. Y. Li. “Acoustic Emission Analysis for Bearing Condition Monitoring.” Wear 185 (1995): 67-74.
Macauly, S. “Amazing Things Can Happen If You… ‘Keep It Clean.’” Production 100, no. 5 (1988): 72-74.

235
Maggard, B., y D. Rhyne. “Total Productive Maintenance: A Timely Integration of Production and Maintenance.”
Production and Inventory Management Journal 33, no. 4 (1992): 6-10.
Mason, S. “Improving Plant and Machinery Maintainability.” Applied Ergonomics 21, no. 1 (1990): 15-24.
McDaniel, J. W., y W. B. Askrein. Report submitted to U.S. Air Force Aerospace Medical Research Laboratory.
Fairborn, OH: Wright Patterson Air Force Base, 1985.
Morgan, C. T., J. S. Cook III, A. Chapanis, y M. W. Lund. Human Engineering Guide to Equipment Design. New
York: McGraw-Hill, 1963.
Moss, T. R., y J .E. Strutt. “Design Sources for Reliability Analysis.” Proceedings of the Institution of Mechanical
Engineers, Part E. Journal of Process Mechanical Engineering 207 (1993): 13-19.
Nakajima, S. Total Productive Maintenance Development Program: Implementing Total Productive Maintenance.
Cambridge, MA: Productivity Press, 1989.
Oborne, D. J. Ergonomics at Work. New York: John Wiley and Sons, 1981.
Pintelon, L. M., y L. F. Gelders. “Maintenance Management Decisión Making.” European Journal of Operational
Research 58 (1992): 301-307.
Pugh, S. Total Design. Reading, MA: Addison-Wesley, 1991.
Reiche, H. Maintenance Minimization for Competitive Advantage. Amsterdam: Routledge, 1994.
Scarf, P. A. “On the Application of Mathematical Models in Maintenance.” European Journal of Operational
Research 99 (1997): 493-506.
Scarf, P. A., y O. Bouamra. “On the Application of a Capital Replacement Model for a Mixed Fleet.” I.M.A.
Journal of Mathematics Applied in Business and Industry 6 (1995): 39-52.
Simms, B. W., B. G. Lamarre, A. K. S. Jardine, y A. Boudreau. “Optimal Buy, Operate and Sell Policies for Fleets
of Vehicles.” European Jornal of Operational Research 15 (1984): 183-185.
Sivakian, B. D. “Optimal Scheduling for a New Maintenance Program under Stochastic Degradation.”
Microelectronics and Reliability Jornal 29, no. 1 (1989).
Smith, A. M., y G. R. Hinchcliffe. RCM –Gateway to World-Class Maintenance. Elsevier Butterworth-Heinemann,
2004.
Smith, R. L., R. A. Westland, y B. M. Crawford. “The Status of Maintainability Models: A Critical Review.”
Human Factors 12 (1970): 271-282.
Swanson, L. “Linking Maintenance Strategies to Performance.” International Journal of Production Economics 70
(2001): 237-244.
Thompson, G. Improving Maintainability and Reliability through Design. London and Bury St. Edmunds, UK:
Professional Engineering Publishing Limited, 1999.
Tichauer, E. R. The Biomechanical Basis of Ergonomics. New York: John Wiley and Sons, 1978.
U.S. Air Force. Reliability Centered Maintenance for Aircraft Engines and equipment. MIL STD 1843 USAF,
February 8, 1985.
U.S. Navy. Reliability Centered Maintenance Handbook, revised. Department of the Navy, Naval Sea systems
Command, S 9081-AB-GIB-010/MAINT, January 1983.
Van Cott, H. P., y R. G. Kinkade. 1972 Human Engineering Guide to Equipment Design. Washington, DC: U.S.
Department of Defense, 1966.
Vanneste, S. G., y L. N. Van Wassenhove. “An Integrated Approach to Improve maintenance.” European Journal
of Operational Research 82 (1995): 241-257.
236
Capítulo 9
Diseñando para Funcionalidad
introducción
9.1.1 DEFINICIÓN E IMPORTANCIA DE LA FUNCIONALIDAD
Es bien reconocido que el diseño funcional juega un rol central en asegurar la calidad del diseño e innovación
del producto; los productos con problemas en su funciones principales no venden cuando, sin importar que tan
sofisticados sean sus detalles. Numerosos ejemplos existen de productos que se sacaron al mercado y se
vendieron como sofisticados en las características que ellos proveían a los clientes pero fallaron
rutinariamente en ejecutar las funciones intentadas o las hacían de una manera no satisfactoria. Por ejemplo,
la cámara de disco de la compañía Eastman Kodak fue puesta en el mercado como una cámara con casi 40
características de usabilidad.
Sin embargo, debido al ruido excesivo en la señal de salida y su efecto negativo relacionado en la calidad
de la película que la cámara tomaba, la cámara de disco Kodak fue considerada un falla –la cámara falló en
proveer la función intentada, tomar buenas películas. Otro ejemplo el omnipresente abrelatas encontrado en
las gavetas de los supermercados. Para remover la tapa, el borde de corte en el abrelatas tiene que recorrer
alrededor de la tapa y separar la tapa completamente y limpiamente sin dejar astillas de metal atrás. Sin
embrago, esto raramente es el caso en la mayoría de los abrelatas (dispositivos mecánicos). Además de no
desempeñar la función principal, la mayoría de los abrelatas doblan la tapa y causan que salpique o se sumerja
la tapa en el líquido mientras el corte progresa alrededor de la lata.
9.1.2 FACTORES QUE AFECTAN LA FUNCIONALIDAD
Históricamente, una variedad de factores, ambos internos y externos a una compañía, influencian sus
objetivos de diseño de productos. Por ejemplo, el paradigma de producción en masa introducido por Henry
Ford resulto en los conceptos de construcción de productos en líneas de ensamble, usando partes
intercambiables, y estandarización de partes y componentes con una vista hacia la reducción de costo del
producto (Bralla, 1996; Cross, 1989; Green, 1966; Lacey, 1986; Ziemke y Spann, 1989). La demanda de los
clientes de productos de alta calidad apresuró a las compañías manufactureras considerar la calidad como la
meta clave de diseño de producto (Akiyama, 1990; Hammer, 1980; Mital y Anand, 1992). El surgimiento de
la pantalla de computadora y la interface digital resultante pueden ser la razón principal de que la compañías
proyecten la usabilidad del producto como su objetivo principal de diseño de producto (Nielsem, 1993).
Similarmente, la necesidad para los fabricantes de productos de reducir el tiempo y costo de ensamble
apremio a diseños de producto construidos de diseños para procesos de ensamble (Bakerjian, 1992;
Boothroyd, 1994; Boothroyd y Dewhurst, 1983; General Electric Company, 1960; Gupta and Nau, 1995;
Kusiak y He, 1997; Miyakawa y Ohashi, 1986; Miyakawa, Ohashi, e Iwata, 1990a, 1990b; Nof, Wilhelm, y
Wernecke, 1997; Runciman and Swift, 1985; Taylor, 1997). Legislaciones recientes de la Agencia del
Medioambiente de U.S. ha apresurado a las compañías de proyectar Diseño para Amigable al Medioambiente
o Diseño Verde como un objetivo importante de diseño de producto (Billatos y Nevrekar, 1994; Hermann,
1994; Hundal, 1994; Van Hemel y Keldmann, 1996). La Ford Motor Company introdujo una preparación
para desensamble de carros usados y vender partes usadas (venta de autopartes usadas en internet), la
237
ganancia depende en diseñar los productos para desensamble (Wall Street jornal, 1999). La optimización
simultanea de un numero de objetivos de diseño (diseño para X, donde X puede significar para ensamble,
manufacturabilidad, seguridad, confiabilidad, o cualquier de los otros objetivos de diseño) es los último en la
agenda de investigación (Asiedu y Gu, 1998; Bralla, 1996; Chu y Holm, 1994; Gupta et al., 1997; Hung,
1996; Huang y Mark, 1998; Jannson, Shankar, y Polisetty, 1990; Nevis y Whitney, 1989; Priest, 1990;
Sanchez, Priest, y Soto, 1997: Ulman, 1997). Mientras que todos estos objetivos de diseño han ganado
reconocimiento y aceptación, desempeño del producto (o lo que ampliamente conocido como funcionalidad
del producto), como un objetivo de diseño, frecuentemente ha sido dado por dado por los diseñadores. De
hecho. La provisión de funcionalidad en un producto con frecuencia es considerada el propósito de diseño. Es
posible que, aunque la funcionalidad del producto (siendo al funcionalidad el desempeño de la función de
interés) haya sido un objetivo importante de diseño del producto para los diseñadores cuando el diseño del
producto fue formalizado, la necesidad de concordar con otros objetivos de diseño, tales como seguridad y
usabilidad, con mayor prioridad (debido a las demandas puestas en el diseñador de vez en vez con diferentes
necesidades de mercado, como calidad, seguridad, y usabilidad) que la funcionalidad haya relegado la tarea
de asegurar la funcionalidad en un producto a un segundo término.
Manteniendo el paso con el cambio constante de los objetivos de diseño del producto, el proceso de
diseño del producto han cambiado desde el tiempo de la producción artesanal hasta los días modernos del
proceso de ingeniería concurrente. Durante la edad media, un solo artesano podía diseñar y manufacturar un
producto completo sin dibujos formales o modelado del producto antes de hacerlo. Por ejemplo, un alfarero
podía hacer una olla sin dibujar la olla. Para un producto grande, un artesano poseía conocimiento suficiente
del principio de ingeniera, los materiales a usar, y los procesos de manufactura para administrar todos los
aspectos del diseño y manufactura de un producto tal como una embarcación.
Ingenieria concurrente en diseño del producto
A mediados del siglo veinte, los procesos de diseño y manufactura llegaron a ser complejos. Era casi
imposible para una persona, aunque habilidosa, enfocarse en todos los aspectos de un producto siempre en
evolución. Grupos diferentes de personas fueron responsables para actividades diferentes, tales como
mercadeo del producto, diseño del producto, fabricación del producto, venta del producto, y administración
completa del proyecto. Esta evolución condujo a lo que es ahora comúnmente conocido como el proceso de
diseño over-the-wall. Este proceso involucra una comunicación de una sola vía entre diferentes grupos de
gente, representada como información que es “lanzada sobre la pared.” En este proceso de diseño, ingeniería
interpreta el requerimiento, desarrolla conceptos, y refina el mejor concepto en especificaciones de
manufactura. Esta especificaciones de manufactura son “lanzadas sobre la pared” para ser producidas.
Manufactura luego interpreta la información que le es pasada (desde diseño) y construye lo que este piensa
que el diseñador quiere (Cross, 1989; Ullman, 1997). La vía secuencial tradicional para manufactura del
producto (mercadeo-diseño-manufactura-ventas) no conlleva un dialogo entre diseño y los procesos siguientes
excepto a través de una serie de estándares, ordenes de cambios tediosos de ingeniería.
Con el reconocimiento que las decisiones de diseño hechas al inicio del ciclo del desarrollo del producto
pueden tener un efecto significativo en la manufacturabilidad, calidad, costo, tiempo de introducción del
producto, y así por último en el éxito de mercado del producto y con el prohibitivo costo correctivo de cambio
de ordenes de ingeniería, la ingeniería concurrente recientemente ha sido reconocida como un enfoque viable
de diseño (Jo et al., 1993). En la ingeniería concurrente, o simultánea, debido al diseño simultáneo del
producto y todos sus procesos relacionados en un sistema de manufactura, hay una gran posibilidad de
asegurar una buena conexión entre la estructura de un producto con los requerimientos funcionales y las
implicaciones de manufactura asociadas.
Un entendimiento de los elementos clave involucrados en el diseño y manufactura (para funcionalidad,
ver Figura 9.1) de productos de consumo y las herramientas usadas para modelar estos elementos debe de
ayudar en iluminar porque la funcionalidad no es asegurada en los productos. ¿Es el diseño del proceso? O,
¿es la manufactura? O, es la falta de una correspondencia cerrada entre diseño y manufactura? ¿Son los
criterios actuales adecuados para la funcionalidad del producto? ¿Es la definición de funcionalidad adecuada?.
La siguiente sección examina algunos conceptos y métodos de diseño centrales para un efectivamente
diseñar productos para funcionalidad. Un examen completo de estos conceptos es crítico para entender
completamente la principal desventajas que existen en la información actual de diseño y posiblemente
oportunidad.
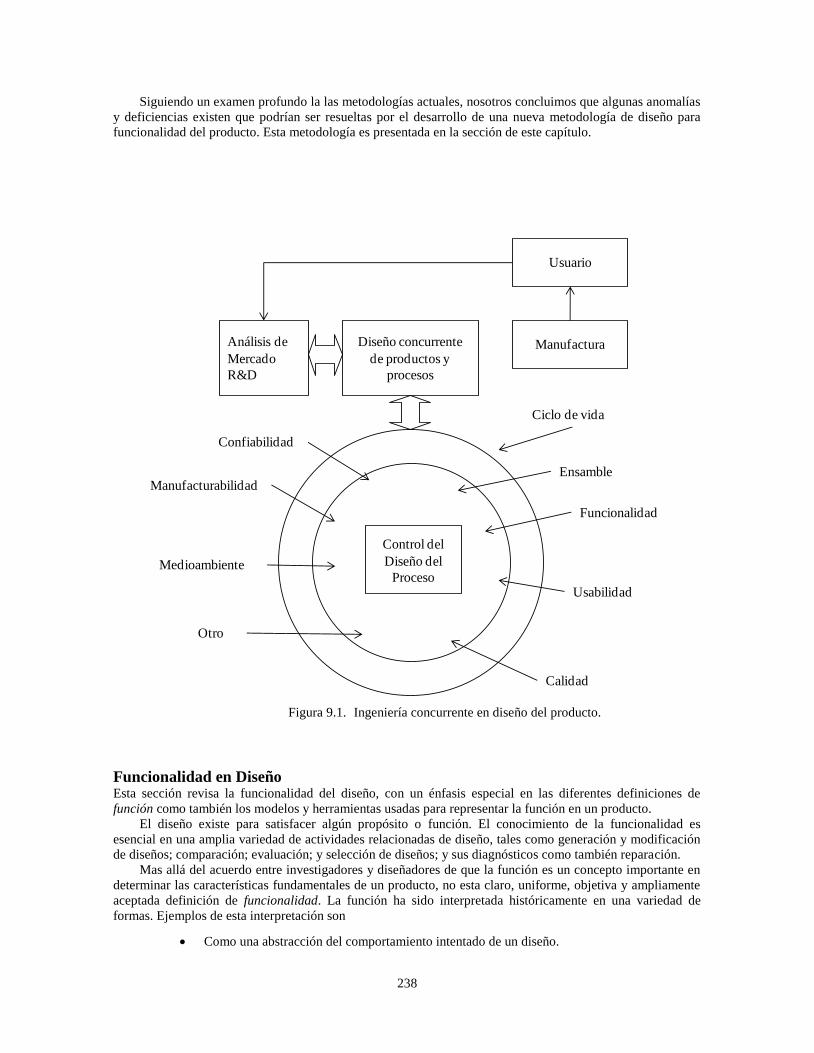
238
Siguiendo un examen profundo la las metodologías actuales, nosotros concluimos que algunas anomalías
y deficiencias existen que podrían ser resueltas por el desarrollo de una nueva metodología de diseño para
funcionalidad del producto. Esta metodología es presentada en la sección de este capítulo.
Figura 9.1. Ingeniería concurrente en diseño del producto.
Funcionalidad en Diseño Esta sección revisa la funcionalidad del diseño, con un énfasis especial en las diferentes definiciones de
función como también los modelos y herramientas usadas para representar la función en un producto.
El diseño existe para satisfacer algún propósito o función. El conocimiento de la funcionalidad es
esencial en una amplia variedad de actividades relacionadas de diseño, tales como generación y modificación
de diseños; comparación; evaluación; y selección de diseños; y sus diagnósticos como también reparación.
Mas allá del acuerdo entre investigadores y diseñadores de que la función es un concepto importante en
determinar las características fundamentales de un producto, no esta claro, uniforme, objetiva y ampliamente
aceptada definición de funcionalidad. La función ha sido interpretada históricamente en una variedad de
formas. Ejemplos de esta interpretación son
Como una abstracción del comportamiento intentado de un diseño.
Usuario
ManufacturaDiseño concurrente
de productos y
procesos
Análisis de
Mercado
R&D
Ciclo de vida
Ensamble
Funcionalidad
Usabilidad
Calidad
Otro
Medioambiente
Manufacturabilidad
Confiabilidad
Control del
Diseño del
Proceso
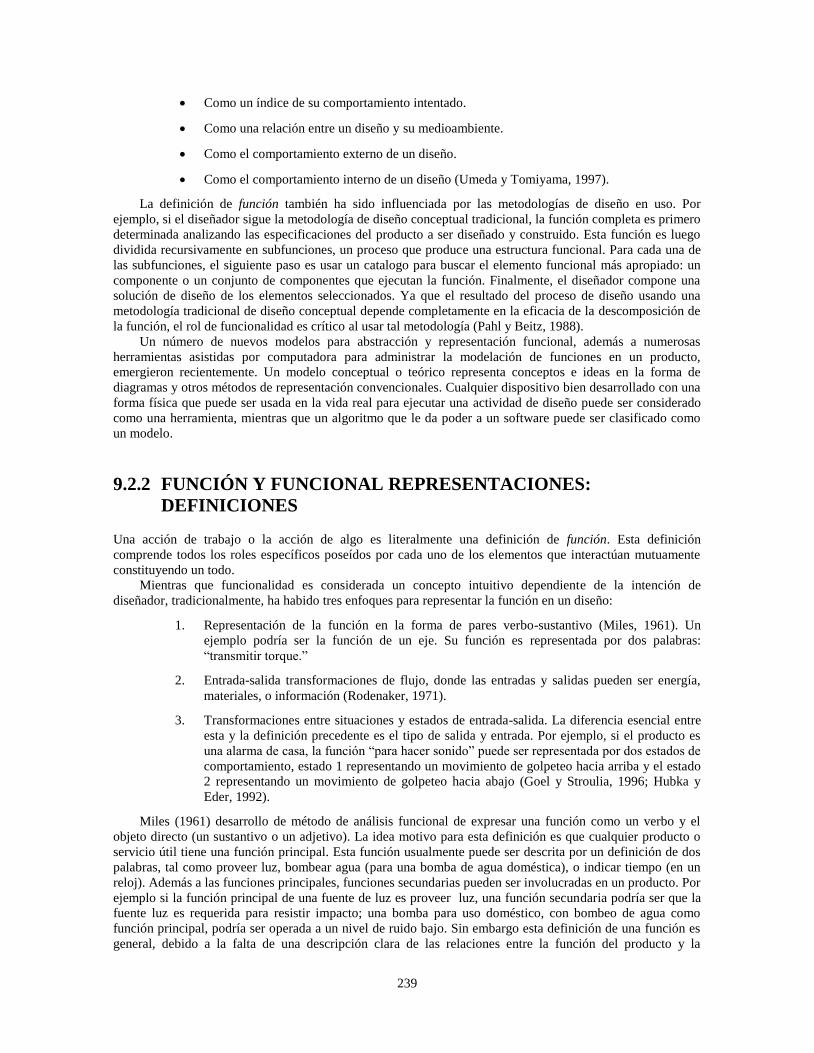
239
Como un índice de su comportamiento intentado.
Como una relación entre un diseño y su medioambiente.
Como el comportamiento externo de un diseño.
Como el comportamiento interno de un diseño (Umeda y Tomiyama, 1997).
La definición de función también ha sido influenciada por las metodologías de diseño en uso. Por
ejemplo, si el diseñador sigue la metodología de diseño conceptual tradicional, la función completa es primero
determinada analizando las especificaciones del producto a ser diseñado y construido. Esta función es luego
dividida recursivamente en subfunciones, un proceso que produce una estructura funcional. Para cada una de
las subfunciones, el siguiente paso es usar un catalogo para buscar el elemento funcional más apropiado: un
componente o un conjunto de componentes que ejecutan la función. Finalmente, el diseñador compone una
solución de diseño de los elementos seleccionados. Ya que el resultado del proceso de diseño usando una
metodología tradicional de diseño conceptual depende completamente en la eficacia de la descomposición de
la función, el rol de funcionalidad es crítico al usar tal metodología (Pahl y Beitz, 1988).
Un número de nuevos modelos para abstracción y representación funcional, además a numerosas
herramientas asistidas por computadora para administrar la modelación de funciones en un producto,
emergieron recientemente. Un modelo conceptual o teórico representa conceptos e ideas en la forma de
diagramas y otros métodos de representación convencionales. Cualquier dispositivo bien desarrollado con una
forma física que puede ser usada en la vida real para ejecutar una actividad de diseño puede ser considerado
como una herramienta, mientras que un algoritmo que le da poder a un software puede ser clasificado como
un modelo.
9.2.2 FUNCIÓN Y FUNCIONAL REPRESENTACIONES:
DEFINICIONES
Una acción de trabajo o la acción de algo es literalmente una definición de función. Esta definición
comprende todos los roles específicos poseídos por cada uno de los elementos que interactúan mutuamente
constituyendo un todo.
Mientras que funcionalidad es considerada un concepto intuitivo dependiente de la intención de
diseñador, tradicionalmente, ha habido tres enfoques para representar la función en un diseño:
1. Representación de la función en la forma de pares verbo-sustantivo (Miles, 1961). Un
ejemplo podría ser la función de un eje. Su función es representada por dos palabras:
“transmitir torque.”
2. Entrada-salida transformaciones de flujo, donde las entradas y salidas pueden ser energía,
materiales, o información (Rodenaker, 1971).
3. Transformaciones entre situaciones y estados de entrada-salida. La diferencia esencial entre
esta y la definición precedente es el tipo de salida y entrada. Por ejemplo, si el producto es
una alarma de casa, la función “para hacer sonido” puede ser representada por dos estados de
comportamiento, estado 1 representando un movimiento de golpeteo hacia arriba y el estado
2 representando un movimiento de golpeteo hacia abajo (Goel y Stroulia, 1996; Hubka y
Eder, 1992).
Miles (1961) desarrollo de método de análisis funcional de expresar una función como un verbo y el
objeto directo (un sustantivo o un adjetivo). La idea motivo para esta definición es que cualquier producto o
servicio útil tiene una función principal. Esta función usualmente puede ser descrita por un definición de dos
palabras, tal como proveer luz, bombear agua (para una bomba de agua doméstica), o indicar tiempo (en un
reloj). Además a las funciones principales, funciones secundarias pueden ser involucradas en un producto. Por
ejemplo si la función principal de una fuente de luz es proveer luz, una función secundaria podría ser que la
fuente luz es requerida para resistir impacto; una bomba para uso doméstico, con bombeo de agua como
función principal, podría ser operada a un nivel de ruido bajo. Sin embargo esta definición de una función es
general, debido a la falta de una descripción clara de las relaciones entre la función del producto y la

240
estructura del producto, esta representación no es considerada suficientemente poderosa para aplicaciones de
diseño. La definición de función de Miles ha sido usada principalmente en ingeniería del valor, representando
una función en la forma de "para hacer algo” como también como comparación de valor de la función con
respecto al costo del producto.
Rodenacker (1971) definió función como la transformación entre la entrada y la salida de material,
energía, e información. Una moledora de café es un ejemplo que usa la definición de Rodenacker. En este
caso, la entrada puede ser conceptualizada para constar de los granos de café, energía, e información al
usuario en la forma de señales eléctricas. La moledora de café es una caja negra donde la transformación de
los granos de café en café molido ocurre. La salida es café molido, calor, e información para el usuario en la
forma de señales eléctricas. Aunque esta definición es ampliamente aceptada en investigaciones de diseño,
esta tiene sus limitaciones. Por ejemplo, algunas funciones no involucran estrictamente transformación entre
la entrada y la salida.
Umeda et al. (1990) propuso el diagrama FBS (functional behavior state) para modelar un sistema con
sus descripciones funcionales. Un ejemplo es ilustrado en la Figura 9.2. De acuerdo a esta definición, una
función es una descripción de comportamiento abstraído por el humano a través de reconocimiento del
comportamiento para utilizar ese comportamiento. El concepto a remarcar en esta definición es que es difícil
distinguir claramente entre función y comportamiento humano. Tampoco no es significativo representar una
función independiente del comportamiento del cual este ha sido abstraído. Una función, en el diagrama FBS,
es representada como una asociación de dos conceptos: el símbolo de una función, representado en la forma
de “para hacer algo” y el conjunto de comportamientos que exhibe esa función. Por ejemplo, algunos
comportamientos, tales como “sonar una campana” y “oscilar una cuerda,” pueden ser usadas para realizar la
función “hacer sonido.” Sin embargo el concepto de información simbólica tiene significado sólo para un
humano, esta información, asociada con su comportamiento, ha sido encontrada ser esencial para soportar el
diseño. Ejemplos de esto incluye el reusar los resultados de diseño y clarificación de especificaciones. Es fácil
ver que función y comportamiento tienen un correspondencia muchos a muchos subjetiva en sus relaciones.
Por otro lado, la representación de comportamiento de una entidad puede ser determinada más objetivamente
en base a principios físicos. El diagrama FBS es intentado para asistir al diseñador en los aspectos sintético
como también en lo analítico del diseño conceptual.
De acurdo a Sturges, O’Shaughnessy, y Kilan (1990, 1996), función es definida como las características
de dominio-independiente o comportamiento de elementos o grupos de elementos. Los métodos de lógica de
funciones son modificados por Sturges et al., para el desarrollo y uso de diagramas de bloque de función. El
concepto detrás de esta definición de función es que el diseñador debe ser capaz de describir la función
pretendida, expandida en las subfunciones requeridas, y mapeo de las subfunciones en componentes capaces
de cumplirlos. El diseñador es asistido por la computadora en este proceso en términos de identificación
sistemática de las funciones, asignación de restricciones a cada una de las funciones, la interrelación entre las
funciones, y la evaluación funcional. El enfoque soporta al diseñador principalmente en la identificación,
articulación, y evaluación de las estructuras de funciones, en vez de la búsqueda de soluciones de diseño. Por
lo tanto, esta se aplica a las etapas posteriores de la clarificación de la tarea y a las etapas iniciales del diseño
conceptual.
De acurdo a Welch y Dixon (1992, 1994), una función es un conjunto de relaciones causales entre
parámetros físicos, como se describe por el acción física aparente del dispositivo. Un ejemplo es ilustrado en
la Figura 9.2. El comportamiento es la descripción detallada de la acción física interna de un dispositivo
basado en principios y fenómenos físicos establecidos. El diseño funcional es la transición entre las tres
etapas. Un problema de diseño es el estado en términos de un conjunto de funciones que debe ser cumplido.
Por ejemplo, la conversión de fuerza a desplazamiento es la descripción de uno de tales problemas de diseños.
La información funcional es transformada por el proceso de diseño fenomenológico a información basada en
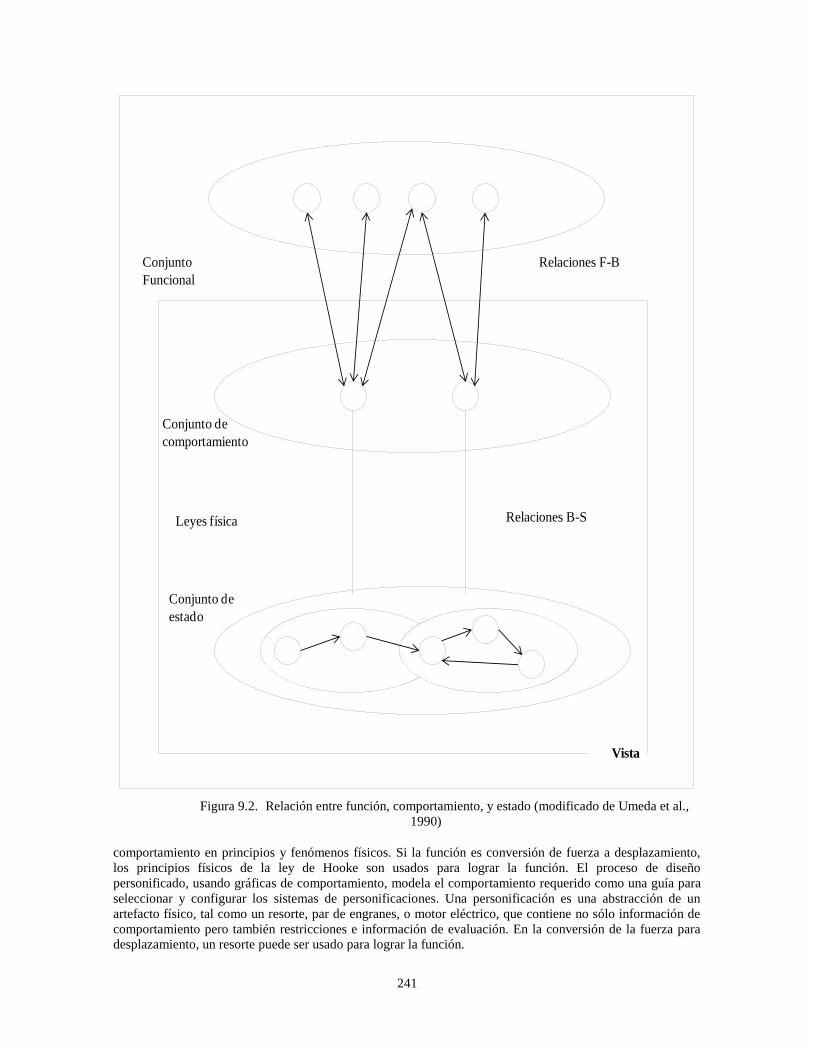
241
Figura 9.2. Relación entre función, comportamiento, y estado (modificado de Umeda et al.,
1990)
comportamiento en principios y fenómenos físicos. Si la función es conversión de fuerza a desplazamiento,
los principios físicos de la ley de Hooke son usados para lograr la función. El proceso de diseño
personificado, usando gráficas de comportamiento, modela el comportamiento requerido como una guía para
seleccionar y configurar los sistemas de personificaciones. Una personificación es una abstracción de un
artefacto físico, tal como un resorte, par de engranes, o motor eléctrico, que contiene no sólo información de
comportamiento pero también restricciones e información de evaluación. En la conversión de la fuerza para
desplazamiento, un resorte puede ser usado para lograr la función.
Vista
Conjunto de
estado
Leyes física
Conjunto de
comportamiento
Relaciones B-S
Relaciones F-BConjunto
Funcional

242
Figura 9.3. Clasificación de información y procesos de diseño (modificada de Welch y Dixon,
1992)
Una revisión de la literatura indica que el uso de la computadora como una herramienta de diseño
(Bracewell y Sharp, 1996; Chakrabati y Blessing, 1996; Chakrabarti y Bligh, 1994, 1996; Quin y Gero, 1996)
no ha cambiado la definición primaria de función, mientras que se crean nuevas problemas al estar
transformando la información de diseño y evaluando alternativas de soluciones de diseño (peien y Mingjun,
1993; Peien, Guorong, y Mingjun, 1996).
Un método generico basado en guias para funcionalidad
Un método ha sido desarrollado para diseñar productos de consumo para funcionalidad. Este se ilustra en la
Figura 9.4. Este método gana importancia a la luz de la ausencia de sistemas de diseño que exitosamente
Tratan la funcionalidad del producto e incluye el proceso de diseño. El trabajo es dividido en dos fases
distintas: desarrollo de criterios para funcionalidad y prueba y validación de criterios y proceso desarrollados.
Proceso de diseño Niveles de abstracción de la información Ejemplo
Fenomenológico………………… Función
Conceptual Comportamiento
Personificación ……………………..
Personificación y configuración
de sistema
Configuración de
módulo
Instancia
Configuración
Convertir fuerza a
desplazamiento
Ley de Hooke
Resorte
Resorte helicoidal
de alambre
rectangular
Dibujo detallado o
número de
catalogo
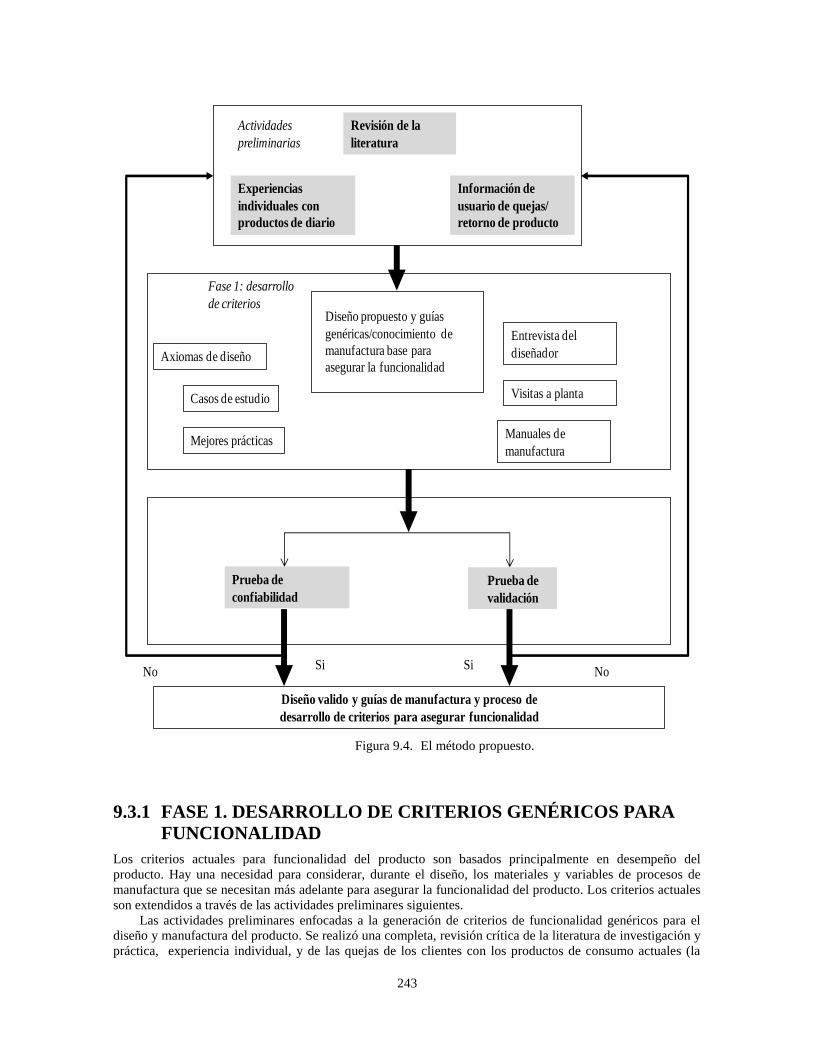
243
Figura 9.4. El método propuesto.
9.3.1 FASE 1. DESARROLLO DE CRITERIOS GENÉRICOS PARA
FUNCIONALIDAD
Los criterios actuales para funcionalidad del producto son basados principalmente en desempeño del
producto. Hay una necesidad para considerar, durante el diseño, los materiales y variables de procesos de
manufactura que se necesitan más adelante para asegurar la funcionalidad del producto. Los criterios actuales
son extendidos a través de las actividades preliminares siguientes.
Las actividades preliminares enfocadas a la generación de criterios de funcionalidad genéricos para el
diseño y manufactura del producto. Se realizó una completa, revisión crítica de la literatura de investigación y
práctica, experiencia individual, y de las quejas de los clientes con los productos de consumo actuales (la
Actividades
preliminarias
Revisión de la
literatura
Experiencias
individuales con
productos de diario
Información de
usuario de quejas/
retorno de producto
Diseño propuesto y guías
genéricas/conocimiento de
manufactura base para
asegurar la funcionalidad
Entrevista del
diseñador
Visitas a planta
Manuales de
manufactura
Axiomas de diseño
Casos de estudio
Mejores prácticas
Fase 1: desarrollo
de criterios
Prueba de
confiabilidad
Prueba de
validación
Diseño valido y guías de manufactura y proceso de
desarrollo de criterios para asegurar funcionalidad
NoSi
NoSi

244
información correspondiente a los retornos de productos fue colectada de las tiendas líderes tales como Wal-
Mart y Kmart).
Ya que productos diferentes tienen diferentes funciones y procesos de manufactura, una lista extensa de
guías de diseño y evaluación a través de diferentes productos de consumo es difícil, si no imposible, de
generarse y validar: Esto requiere un estudio extenso de una muestra grande de productos de consumo. Por
ejemplo, la función principal, los procesos de manufactura y variables de proceso, y los materiales usados
para manufacturar una cafetera son diferentes de esos usados para un carro. Peso es posible desarrollara
criterios de funcionalidad del producto genéricos aplicables a través de diferentes productos de consumo. Por
ejemplo, “seguridad de la función” es un criterio de funcionalidad del producto aplicable a cafeteras como
también a carros. Para evitar este problema, criterios genéricos amplios para productos de consumo fueron
desarrollados, luego guías de diseño y evaluación del producto extensivo fueron desarrolladas para cada uno
de los criterios de funcionalidad para productos específicos y familias de productos: Por ejemplo, una familia
de cafeteras.
La información de los manuales de diseño, datos de otras fuentes, tales como las mejores prácticas de
diseño y manufactura, entrevistas de diseñadores, y visitas a plantas fueron usadas para generar una lista
extensa de guías especificas al producto par el familia de productos seleccionados para esta investigación.
Adicional a estas fuentes para desarrollo de criterios y guías detalladas, casos de estudio de transformación de
la función del producto en variables del proceso de manufactura fueron llevadas a cabo para productos usando
matrices de transformación (similar a las matrices del despliegue de la función de la calidad). Datos
suficientes fueron generados para deductivamente razonar y obtener los criterios genéricos para la
funcionalidad de una familia de productos de consumo en particular. La familia de productos fue seleccionada
tal que el producto no fuera muy simple (tal como un abrelatas) pero que tenía una función principal y muchas
funciones de soporte para la función principal. Esta familia de productos proveyó un largo alcance en ampliar
y extender la definición tradicional de funcionalidad (lo cual es el objetivo principal de de esta investigación)
incluir factores relacionados al diseño y relacionados al usuario, tales como confiabilidad de la función y
usabilidad y seguridad de la función.
El proceso sistemático usado en desarrollar los criterios de funcionalidad y las guías detalladas de diseño
y evaluación para asegurar funcionalidad para una familia de productos específica fue modelado. Este modelo
puede ser usado por cualquier diseñador de productos de consumo para asegurar la funcionalidad para
productos específicos.
Un enfoque integral para asegurar la funcionalidad en diseño y manufactura del producto es ilustrado en
la Figura 9.5
9.3.2 FASE 2. VALIDACIÓN Y PRUEBA DEL DESARROLLO DE
CRITERIOS Y PROCESOS
La hipótesis de interés al desarrollar la metodología es donde si los nuevos y extendidos criterios y guias,
desarrollados como un resultado de información de diseño y manufactura de un producto de consumo para
asegurar la funcionalidad, de hecho asegura la funcionalidad.
Ya que los criterios y guías finales se esperaba que fueran en la forma de listas de verificación o
preguntas de diseño, lo que tan bueno de los criterios y guías desarrolladas como un resultado de la
investigación fueron probadas usando mediciones de validación estadística y de confiabilidad. Las pruebas de
validación miden que tan bien una técnica, instrumento o proceso miden en particular lo que se supone deben
medir. La confiabilidad prueba que tan bien o consistentemente un instrumento de medición mide lo que sea
que está midiendo.

245
Figura 9.5. Un enfoque integral para asegurar la funcionalidad en diseño y manufactura del
producto.
Usuario/Mercado
Necesidad
Demanda
Precio de venta
Análisis funcional Detalles de diseño
Diseño del concepto Análisis del diseño
Principios de diseño
Modelo de ingeniería
Prototipo
Pruebas
Axiomas de diseño
Casos de estudio
Manuales
Entrevistas a
diseñadores
Mejores prácticas
Ingeniería concurrente
Diseño para X
Diseño para manufactura
Diseño para ensamble
Propuesta de diseño y
guía/conocimiento de
manufactura base para
asegurar funcionalidad
Diseño
secuencial
Diseño del producto
Fabricación
Conocimiento del proceso
Alternativas de proceso
Selección de equipo
Secuencia de fabricación
Diseño del sistema
Análisis económico
Ensamble
Conocimiento del proceso
Alternativas de proceso
Secuencia de ensamble
Diseño del sistema
Diseño estaciones de trabajo
Análisis económico
Prueba de
función
Ordenes
de cambio
de
ingeniería
Procesos de manufactura y herramental del producto
246
Para probar la validez de los cuestionarios, es una práctica estándar comparar las calificaciones con lo
que es considerado información estándar. Ya que los criterios se espera que sean nuevos, la comparación con
un estándar para validar los criterios desarrollados en esta investigación no fue posible. La validación de los
criterios desarrollados en esta investigación para una familia de productos específica fue probada comparando
y correlacionando las calificaciones promedio totales para cada uno de los criterios en la lista de criterios con
la calificación individual del elemento para cada uno de los criterios de funcionamiento.
Una calificación alta de correlación para los criterios y guías para una familia de productos específica
implica un alto grado de validez para el proceso usado para generar los criterios y guías. Este proceso
desarrollado luego puede ser replicado para otros productos y otras familias de productos.
Dos tipos de confiabilidad fueron probadas en esta investigación: consistencia inter-elemento y
consistencia inter-relación. La consistencia interna de las mediciones de la homogeneidad de los elementos
fue probada calculando la calificación alfa de Cronbach para cada uno de los criterios de funcionalidad. La
consistencia inter-relación fue probada comparando las respuestas de los diseñadores a elementos específicos
en los criterios. Ambas mediciones de confiabilidad usaron las guías de las familias de productos, y la
respuesta de los diseñadores de estas familias de productos fue evocada. Si la respuesta (en una escala
apropiada como de 1 a 5, o una respuesta si/no) de los diseñadores de de productos diferentes específicos son
consistentes para los elementos en la lista de criterios, luego ambas consistencias inter-elemento, e inter-
relación (por lo tanto, la confiabilidad de los criterios) son esperadas ser altas.
Si la confiabilidad y validez de las guías se encuentra que son muy bajas, las guías son vueltas a visitar
(como se indica por el ciclo de retroalimentación en la Figura 9.4) y revisadas.
El procedimiento para desarrollo de guias
El objetivo principal fue desarrollar un procedimiento sistemático para generar las guías para diseño y
manufactura para asegurar la funcionalidad del producto. Las actividades de investigación mayores que se
realizaron para lograr este objetivo son las siguientes:
Paso 1 trata con la extensión de la definición de funcionalidad del producto. Las definiciones
tradicionales de funcionalidad necesitan una extensión considerable para incluir la noción de función en el
diseño de productos de consumo. Hasta este punto, se usa la definición extendida propuesta como el punto
inicial. Se define función como “para hacer algo (ejecutar), seguridad, confiabilidad, de una manera usable, en
una manera de alta calidad, con preocupación de la manufacturabilidad y amigable con el medio ambiente.”
Paso 2 trata con el desarrollo de criterios específicos de funcionalidad del producto basados en la
definición extendida de funcionalidad. El propósito de este paso es desarrollar un lista de verificación de
terminología genérica para generar guías específicas de diseño y manufactura del producto. Una revisión
crítica completa de la literatura de investigación y práctica, experiencias individuales, quejas del usuario con
los productos de consumo presentes, y estudios de casos puede lograr esto. Ya que diferentes productos tienen
diferentes funciones y procesos de manufactura, una lista extensa de terminología genérica a través de
diferentes productos de consumo es difícil de desarrollar. Para sobrellevar este problema, en esta
investigación, criterios genéricos específicos fueron desarrollados para cada uno de los criterios funcionales
para productos específicos y familias de productos; por ejemplo, una familia de abrelatas. Los criterios
importantes para funcionalidad del producto fueron desempeño, confiabilidad, manufacturabilidad,
usabilidad, seguridad, calidad, y amigable al ambiente. La suposición fue que, en cada uno de los criterios, se
encontraría factores importantes (criterios de funcionalidad específicos) que necesitan ser controlados a través
de variables de diseño, variables de materiales, y variables del proceso de manufactura. Haciendo esto
mejoraría la funcionalidad total del producto. Listas de factores importantes dentro de cada uno de los
criterios que tienen lasos con diferentes variables de diseño y manufactura que necesitan ser controladas son
ilustradas en las Tablas 9.1 y 9.2
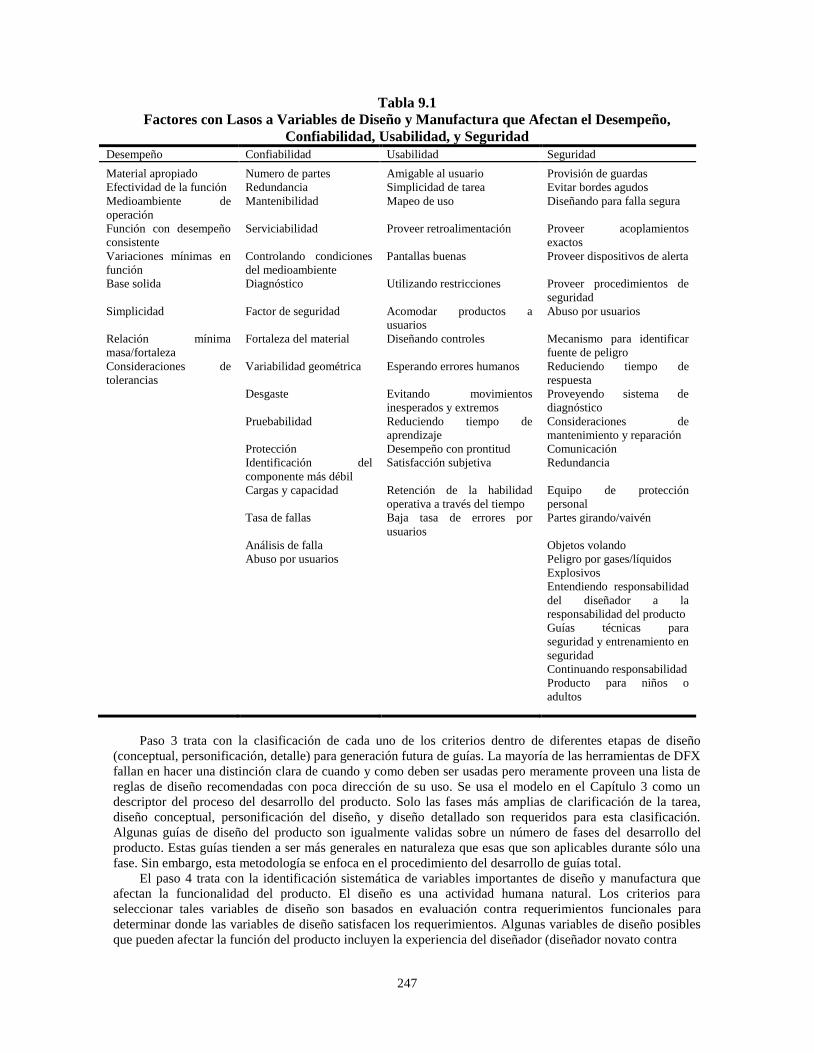
247
Tabla 9.1
Factores con Lasos a Variables de Diseño y Manufactura que Afectan el Desempeño,
Confiabilidad, Usabilidad, y Seguridad
Desempeño Confiabilidad Usabilidad Seguridad
Material apropiado
Efectividad de la función
Medioambiente de
operación
Función con desempeño
consistente
Variaciones mínimas en
función
Base solida
Simplicidad
Relación mínima
masa/fortaleza
Consideraciones de
tolerancias
Numero de partes
Redundancia
Mantenibilidad
Serviciabilidad
Controlando condiciones
del medioambiente
Diagnóstico
Factor de seguridad
Fortaleza del material
Variabilidad geométrica
Desgaste
Pruebabilidad
Protección
Identificación del
componente más débil
Cargas y capacidad
Tasa de fallas
Análisis de falla
Abuso por usuarios
Amigable al usuario
Simplicidad de tarea
Mapeo de uso
Proveer retroalimentación
Pantallas buenas
Utilizando restricciones
Acomodar productos a
usuarios
Diseñando controles
Esperando errores humanos
Evitando movimientos
inesperados y extremos
Reduciendo tiempo de
aprendizaje
Desempeño con prontitud
Satisfacción subjetiva
Retención de la habilidad
operativa a través del tiempo
Baja tasa de errores por
usuarios
Provisión de guardas
Evitar bordes agudos
Diseñando para falla segura
Proveer acoplamientos
exactos
Proveer dispositivos de alerta
Proveer procedimientos de
seguridad
Abuso por usuarios
Mecanismo para identificar
fuente de peligro
Reduciendo tiempo de
respuesta
Proveyendo sistema de
diagnóstico
Consideraciones de
mantenimiento y reparación
Comunicación
Redundancia
Equipo de protección
personal
Partes girando/vaivén
Objetos volando
Peligro por gases/líquidos
Explosivos
Entendiendo responsabilidad
del diseñador a la
responsabilidad del producto
Guías técnicas para
seguridad y entrenamiento en
seguridad
Continuando responsabilidad
Producto para niños o
adultos
Paso 3 trata con la clasificación de cada uno de los criterios dentro de diferentes etapas de diseño
(conceptual, personificación, detalle) para generación futura de guías. La mayoría de las herramientas de DFX
fallan en hacer una distinción clara de cuando y como deben ser usadas pero meramente proveen una lista de
reglas de diseño recomendadas con poca dirección de su uso. Se usa el modelo en el Capítulo 3 como un
descriptor del proceso del desarrollo del producto. Solo las fases más amplias de clarificación de la tarea,
diseño conceptual, personificación del diseño, y diseño detallado son requeridos para esta clasificación.
Algunas guías de diseño del producto son igualmente validas sobre un número de fases del desarrollo del
producto. Estas guías tienden a ser más generales en naturaleza que esas que son aplicables durante sólo una
fase. Sin embargo, esta metodología se enfoca en el procedimiento del desarrollo de guías total.
El paso 4 trata con la identificación sistemática de variables importantes de diseño y manufactura que
afectan la funcionalidad del producto. El diseño es una actividad humana natural. Los criterios para
seleccionar tales variables de diseño son basados en evaluación contra requerimientos funcionales para
determinar donde las variables de diseño satisfacen los requerimientos. Algunas variables de diseño posibles
que pueden afectar la función del producto incluyen la experiencia del diseñador (diseñador novato contra
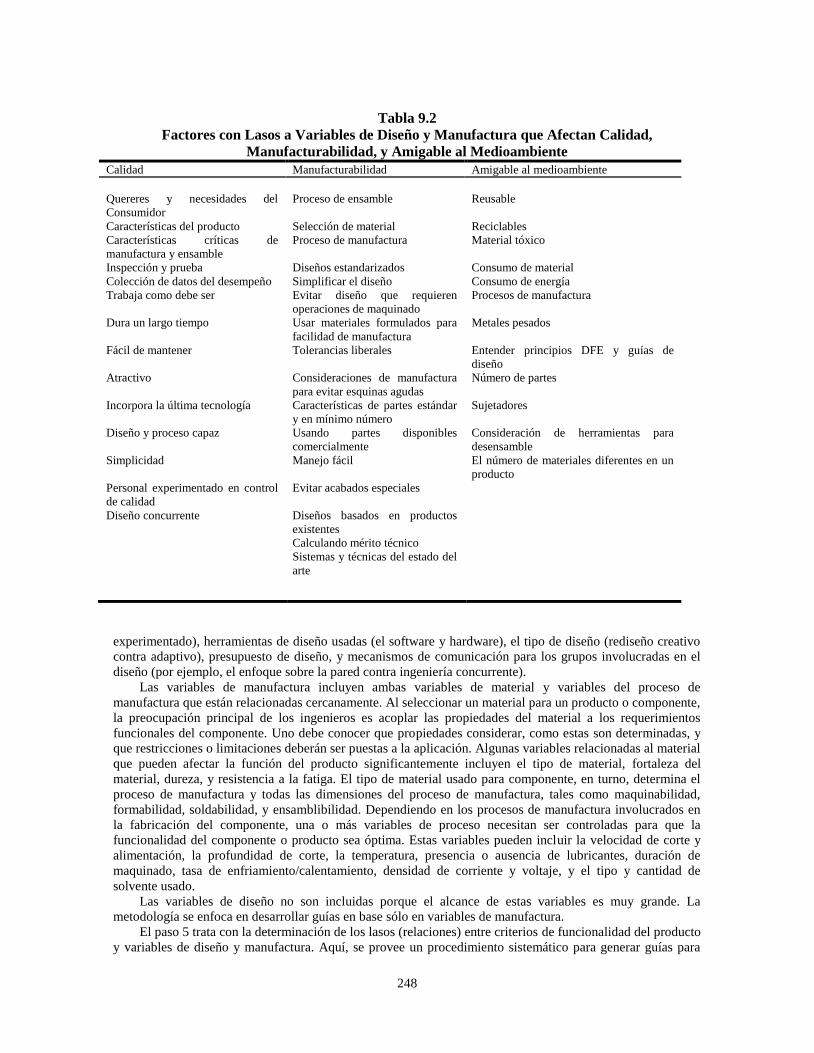
248
Tabla 9.2
Factores con Lasos a Variables de Diseño y Manufactura que Afectan Calidad,
Manufacturabilidad, y Amigable al Medioambiente
Calidad Manufacturabilidad Amigable al medioambiente
Quereres y necesidades del
Consumidor
Características del producto
Características críticas de
manufactura y ensamble
Inspección y prueba
Colección de datos del desempeño
Trabaja como debe ser
Dura un largo tiempo
Fácil de mantener
Atractivo
Incorpora la última tecnología
Diseño y proceso capaz
Simplicidad
Personal experimentado en control
de calidad
Diseño concurrente
Proceso de ensamble
Selección de material
Proceso de manufactura
Diseños estandarizados
Simplificar el diseño
Evitar diseño que requieren
operaciones de maquinado
Usar materiales formulados para
facilidad de manufactura
Tolerancias liberales
Consideraciones de manufactura
para evitar esquinas agudas
Características de partes estándar
y en mínimo número
Usando partes disponibles
comercialmente
Manejo fácil
Evitar acabados especiales
Diseños basados en productos
existentes
Calculando mérito técnico
Sistemas y técnicas del estado del
arte
Reusable
Reciclables
Material tóxico
Consumo de material
Consumo de energía
Procesos de manufactura
Metales pesados
Entender principios DFE y guías de
diseño
Número de partes
Sujetadores
Consideración de herramientas para
desensamble
El número de materiales diferentes en un
producto
experimentado), herramientas de diseño usadas (el software y hardware), el tipo de diseño (rediseño creativo
contra adaptivo), presupuesto de diseño, y mecanismos de comunicación para los grupos involucradas en el
diseño (por ejemplo, el enfoque sobre la pared contra ingeniería concurrente).
Las variables de manufactura incluyen ambas variables de material y variables del proceso de
manufactura que están relacionadas cercanamente. Al seleccionar un material para un producto o componente,
la preocupación principal de los ingenieros es acoplar las propiedades del material a los requerimientos
funcionales del componente. Uno debe conocer que propiedades considerar, como estas son determinadas, y
que restricciones o limitaciones deberán ser puestas a la aplicación. Algunas variables relacionadas al material
que pueden afectar la función del producto significantemente incluyen el tipo de material, fortaleza del
material, dureza, y resistencia a la fatiga. El tipo de material usado para componente, en turno, determina el
proceso de manufactura y todas las dimensiones del proceso de manufactura, tales como maquinabilidad,
formabilidad, soldabilidad, y ensamblibilidad. Dependiendo en los procesos de manufactura involucrados en
la fabricación del componente, una o más variables de proceso necesitan ser controladas para que la
funcionalidad del componente o producto sea óptima. Estas variables pueden incluir la velocidad de corte y
alimentación, la profundidad de corte, la temperatura, presencia o ausencia de lubricantes, duración de
maquinado, tasa de enfriamiento/calentamiento, densidad de corriente y voltaje, y el tipo y cantidad de
solvente usado.
Las variables de diseño no son incluidas porque el alcance de estas variables es muy grande. La
metodología se enfoca en desarrollar guías en base sólo en variables de manufactura.
El paso 5 trata con la determinación de los lasos (relaciones) entre criterios de funcionalidad del producto
y variables de diseño y manufactura. Aquí, se provee un procedimiento sistemático para generar guías para

249
asegurar la funcionalidad del producto. Si los criterios genéricos específicos son obvios, las guías son
introducidas para ilustrar que es necesario sea controlado. Si los criterios genéricos específicos no son
suficientemente obvios, la relación necesita ser ilustrada con un conjunto diferente de variables. Asegurando
que la funcionalidad del producto es posible sólo a través de controlar las variables de diseño y manufactura
dentro de un rango óptimo. Si una relación entre funcionalidad y atributos de diseño y una relación entre el
diseño de un producto y sus atributos de manufactura puede ser desarrollada, es posible mejorar la
funcionalidad total del producto. En este paso, un caso de estudio es presentado. Este capítulo usa el ejemplo
de un abrelatas para ilustrar la relación entre funcionalidad del producto, por un lado, y el diseño y los
atributos de manufactura, por otra parte.
El paso 6 trata con el desarrollo sistemático de las guías de diseño y manufactura incorporando los lasos
identificados en el paso 5, las guías que controlan las variables del diseño y manufactura, y las actividades
mayores de diseño involucradas en cualquier diseño.
Los seis pasos son iterativos. Se pueden agregar nuevos conceptos e información en cualquier momento
y, finalmente, las guías alcanzan una etapa óptima. La hipótesis de interés en este procedimiento es que los
nuevos criterios y guías extendidas, desarrolladas como resultado de una síntesis de información de diseño y
manufactura para asegurar la funcionalidad de productos de consumo, de hecho aseguran la funcionalidad.
Caso de estudio de funcionalidad: abrelatas
Este caso de estudio ilustra la aplicación de la metodología descrita en la sección precedente para facilitar el
desarrollo de guías de diseño para un producto específico, un abrelatas. Este caso de estudio es para ilustra el
lazo entre los factores diseño/manufactura con varios criterios de funcionalidad y de las formas de mejorarlos.
Matrices de transformación de la funcionalidad han sido usadas para establecer tales lazos. El procedimiento
es iterativo, y los nuevos conceptos e información pueden ser agregados en cualquielataser tiempo. El
desarrollo de una lista extensiva no es el propósito aquí en este caso de estudio. El enfoque es más en ilustrar
la aplicación de la metodología.
9.5.1 ARQUITECTURA DE UN ABRELATAS
Un abrelatas manual tiene cinco partes principales: agarradera superior, agarradera inferior, navaja, manivela,
y el engrane directriz. La agarradera superior es unida con la manivela y el engrane directriz para formar un
subensamble. La agarradera inferior es unida a la navaja para formar el ensamble completo. Las agarraderas
superior e inferior son usadas para sostener el abrelatas y proveer fuerza de agarre. Cuando se monta
apropiadamente en una lata y se agarra una presión adecuada, la navaja perfora la lata y la rueda de engrane se
sostiene en el borde de la parte superior de la lata. La manivela es usada para aplicar torque, lo cual ayuda a la
navaja a cortar la tapa de la lata y rotar la lata hasta que la tapa es completamente desprendida.
9.5.2 PROCESOS DE MANUFACTURA DE UN ABRELATAS
Las operaciones principales involucradas en manufacturar un abrelatas son Corte, perforado, doblado,
tratamiento térmico, niquelado, remachado, rebanado, forjado, y pulido. La agarradera superior es cortada de
una tira de acero SAE 1008 y la agarradera inferior es cortada de alambre de acero SAE 1008 con una
operación de corte blanking. Ambas agarraderas son sometidas individualmente a operaciones de estampado
usando dados progresivos. Las operaciones de perforado y doblado producen dos agujeros y una torcedura en
la agarradera superior. Se forman dos protuberancias usando una operación de prensado con dado en la
agarradera inferior. La navaja se corta de una tira de acero SAE 1050, forjada en la parte superior para
producir un borde de corte agudo, se dobla 90 grados dos veces, y se perfora para producir un agujero en el
centro y dos agujeros en la base usando dados progresivos en un prensa de golpeteo. La manivela es cortada
de una tira de acero SAE 1008 y recortada para lograr la forma deseada. Estas piezas son pulidas para
remover los residuos resultantes de las operaciones de estampado. El engrande directriz y la navaja son
tratadas térmicamente. Todas las cinco partes son niqueladas para promover resistencia a la corrosión y
250
apariencia mejorada. El engrane directriz y la manivela son ensambladas con la agarradera superior y forjadas
para manufacturar otro subensamble. Los dos subensambles son remachados juntos para producir el ensamble
final.
9.5.3 PROCESO DE DESARROLLO DE GUÍAS PARA EL
ABRELATAS
La terminología de la lista de verificación genérica presentada al inicio conduce por si misma con facilidad a
este caso de estudio. Esta contiene algunos criterios genéricos específicos que pueden ser aplicados para
desarrollar guías para el abrelatas. Las siguientes son un ejemplo:
Afectividad de la función (desempeño)
Medioambiente de operación (desempeño)
Redundancia (confiabilidad)
Amigable al usuario (usabilidad)
Evitar las esquinas agudas (seguridad)
Atractivo (calidad)
Selección de material y proceso (manufacturabilidad)
Reciclado y evitar los materiales tóxicos (amigable al medioambiente).
9.5.4 IDENTIFICACIÓN DE VARIABLES IMPORTANTES DE
MANUFACTURA QUE AFECTAN LA FUNCIONALIDAD
La funcionalidad del abrelatas puede ser establecida en base al análisis de os requerimientos del usuario y la
función. Los requerimientos funcionales principales para un abrelatas son como sigue:
Corte parejo de la tapa.
Operación libre de resbaladas.
Facilidad de corte.
Seguridad de manejo.
Agarre confortable.
Apariencia y durabilidad.
Cumplir con todas las necesidades de abrir latas en la cocina.
Ser higiénico.
Las siguientes características de funcionalidad (y los procesos necesarios de manufactura para lograrlos)
fueron determinadas para ser cruciales:
251
Facilidad para corte: La dureza de la navaja directamente influencia la facilidad de corte. La
dureza puede ser lograda por un tratamiento apropiado de la navaja como también una
selección apropiada del material. La temperatura y método de enfriamiento constituyen las
variables mayores del proceso. Ciertos parámetros normalmente son asociados con el
tratamiento térmico y pueden ser controladas. Por ejemplo, los parámetros como
descarburación, desoxidación, fracturado, tensión residual, y cambios dimensionales pueden
ser controlados para lograr resultados óptimos.
Suavidad de corte de la tapa: El borde de corte debe ser suficientemente agudo para romper a
través de la tapa de la lata. Lo agudo puede ser logrado por un moldeado apropiado del borde
de la navaja. El moldeado con yunque o prensa mejora la fuerza de tensión y endurece la
superficie debido a la mejora en el flujo del metal y una estructura del grano más fina.
Operación libre de resbaladuras: La operación libre de resbaladuras es una función de que
tan cercana y suave el engrane rueda en el aro de la lata. El rodamiento del engrane depende
en la dureza y resistencia al desgaste del engrane. Estas propiedades pueden ser mejoradas
por el tratamiento térmico y el niquelado.
Apariencia y durabilidad: La preparación y recubrimiento de la superficie son los factores
de influencia principal en cuanto a la apariencia y durabilidad se refiere. Mientras que el
primero mejora la apariencia, el último mejora la calidad.
9.5.5 LASOS DE FUNCIONALIDAD-MANUFACTURACIÓN
Los lasos de funcionalidad-manufacturación fueron obtenidos usando matrices de transformación de función
(FTM) similar a las matrices y tablas del despliegue de la función de la calidad. Las matrices de
transformación de la función son usadas como herramientas para un enfoque estructural para definir los
requerimientos funcionales y trasladarlos en pasos específicos para desarrollar el producto bajo consideración.
Esto permite que los requerimientos funcionales sean tomados en cuenta a través de todas las etapas del
diseño del producto.
Las matrices de transformación usan una serie de matrices de relación para documentar y analizar las
relaciones entre varios factores. Mientras que los detalles de las matrices varían de una etapa a la siguiente,
los fundamentos permaneces iguales. En la etapa de diseño conceptual, los requerimientos funcionales son
identificados y trasladados a requerimientos de diseño y técnicos. La implementación del producto es la
segunda etapa del proceso de transformación. Su propósito es trasladar el diseño previamente desarrollado y
los requerimientos técnicos a especificaciones y características del producto. Durante el proceso de la etapa de
implementación, varias características del producto son convertidas a operaciones específicas de manufactura.
Durante la etapa de implementación de la manufactura, varios procesos de manufactura son relacionados a
operaciones específicas y las variables de material que los controlan. Es posible asegurar y controlar la
funcionalidad del producto adoptando el enfoque de transformación paso a paso como se ha detallado.
9.5.5.1 IMPLEMENTACIÓN DE LOS REQUERIMIENTOS TÉCNICOS Y DE DISEÑO
Los requerimientos funcionales son listados en la porción horizontal de la primera etapa del proceso FTM
(Tabla 9.3). Los requerimientos funcionales son basados en la definición extendida de función. Los procesos
de manufactura del abrelatas no son complejos. Así que, todos los requerimientos funcionales son
transferidos a una matriz de transformación. Para componentes complejos, cada una de las definiciones de
funcionalidad es transferida separadamente.
Tabla 9.3

252
Requerimientos funcionales: Transformación de los Requerimientos Técnicos y de Diseño
para un Abrelatas
Requerimientos Funcionales
Requerimientos Técnicos y de Diseño
Rigidez
Estructural
Alta
Fuerza de
Navaja y
Tapa
Fuerza de
Contacto del
Engrane
sobre borde
Fuerza baja
en la
agarradera
de sujeción
Torque bajo
en la
manivela
Superficie
suave y
acabado del
borde
Buena a
prueba de
oxidación
Desempeño
Confiabilidad
Manufacturabilidad
Seguridad
Usabilidad
Calidad
Amigable con medioambiente
F
F
M
M
F
M
F
M
F
F
w
F
M
F
F
M
D
F
M
D
F
M
M
M
M
F
M
M
D
D
F
Relaciones: Fuerte (F) =5; Mediana (M) =3; Debil (D) = 1.
Los requerimientos funcionales son trasladados a vocabulario que la organización pueda usar para
describir su producto para diseño, proceso y manufactura. El objetivo de esta etapa es desarrollar una lista de
diseño y requerimientos técnicos que deben ser trabajados para satisfacer los requerimientos funcionales.
Se establecen relaciones entre los requerimientos técnicos y de diseño y los requerimientos funcionales
enseguida para identificar la importancia relativa de varios requerimientos de diseño. Cada uno de los
requerimientos funcionales en la porción horizontal es comparado con los requerimientos de diseño en la
porción vertical. El grado de relación es marcada en la intersección; el grado de relaciones (fuerte, moderada,
débil) es de acuerdo con la clave como se ilustra en la Tabla 9.3.
9.5.5.2 IMPLEMENTACIÓN DEL PRODUCTO
La implementación del producto es la segunda etapa del proceso de transformación. En esta etapa, los
requerimientos técnicos y de diseño tomados de la columna vertical de la etapa previa son listados (Tabla
9.4). En base a experiencia de diseños previos, las características del producto necesarias para satisfacer estos
requerimientos técnicos y de diseño son identificadas y listados en la columna vertical. El grado de relaciones
es identificado como antes.
9.5.5.3 IMPLEMENTACIÓN DEL PROCESO
La planeación del proceso es la tercer parte del proceso de transformación (Tabla 9.5). Su propósito es
determinar los procesos de manufactura que actualmente produce el producto, relacionando varias
características del producto para operaciones de manufactura específicas. Los requerimientos críticos de las
características del producto identificadas en la etapa previa son listados en la porción horizontal de la matriz.
Los elementos mayores del proceso que son necesarios para desarrollar el producto son extraídos del
diagrama de flujo del proceso y mostrados en la parte superior de la sección de columnas de la matriz. Los
procesos que tienen la mayor influencia en la manufactura del abrelatas son las operaciones con dados
progresivos, tratamiento térmico, y recubrimiento superficial inorgánico.
Tabla 9.4
Requerimientos Técnicos y de Diseño: Transformación de las características del Producto
para un Abrelatas
Características del Producto
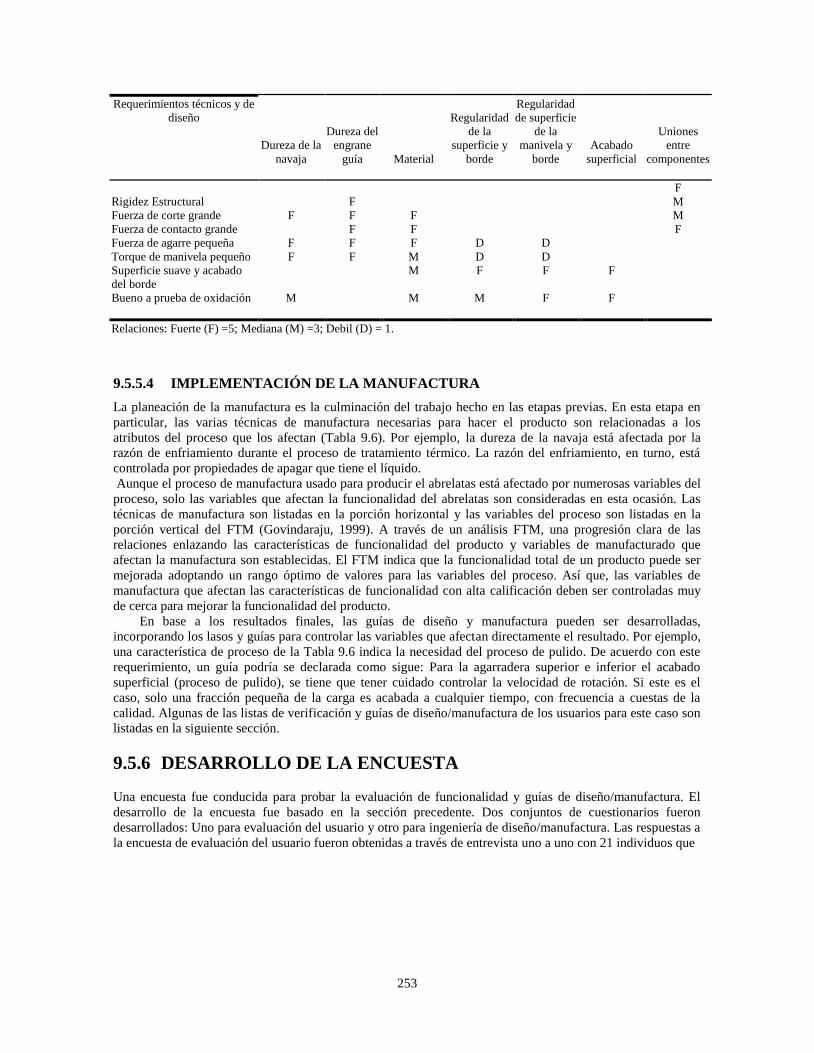
253
Requerimientos técnicos y de
diseño
Dureza de la
navaja
Dureza del
engrane
guía
Material
Regularidad
de la
superficie y
borde
Regularidad
de superficie
de la
manivela y
borde
Acabado
superficial
Uniones
entre
componentes
Rigidez Estructural
Fuerza de corte grande
Fuerza de contacto grande
Fuerza de agarre pequeña
Torque de manivela pequeño
Superficie suave y acabado
del borde
Bueno a prueba de oxidación
F
F
F
M
F
F
F
F
F
F
F
F
M
M
M
D
D
F
M
D
D
F
F
F
F
F
M
M
F
Relaciones: Fuerte (F) =5; Mediana (M) =3; Debil (D) = 1.
9.5.5.4 IMPLEMENTACIÓN DE LA MANUFACTURA
La planeación de la manufactura es la culminación del trabajo hecho en las etapas previas. En esta etapa en
particular, las varias técnicas de manufactura necesarias para hacer el producto son relacionadas a los
atributos del proceso que los afectan (Tabla 9.6). Por ejemplo, la dureza de la navaja está afectada por la
razón de enfriamiento durante el proceso de tratamiento térmico. La razón del enfriamiento, en turno, está
controlada por propiedades de apagar que tiene el líquido.
Aunque el proceso de manufactura usado para producir el abrelatas está afectado por numerosas variables del
proceso, solo las variables que afectan la funcionalidad del abrelatas son consideradas en esta ocasión. Las
técnicas de manufactura son listadas en la porción horizontal y las variables del proceso son listadas en la
porción vertical del FTM (Govindaraju, 1999). A través de un análisis FTM, una progresión clara de las
relaciones enlazando las características de funcionalidad del producto y variables de manufacturado que
afectan la manufactura son establecidas. El FTM indica que la funcionalidad total de un producto puede ser
mejorada adoptando un rango óptimo de valores para las variables del proceso. Así que, las variables de
manufactura que afectan las características de funcionalidad con alta calificación deben ser controladas muy
de cerca para mejorar la funcionalidad del producto.
En base a los resultados finales, las guías de diseño y manufactura pueden ser desarrolladas,
incorporando los lasos y guías para controlar las variables que afectan directamente el resultado. Por ejemplo,
una característica de proceso de la Tabla 9.6 indica la necesidad del proceso de pulido. De acuerdo con este
requerimiento, un guía podría se declarada como sigue: Para la agarradera superior e inferior el acabado
superficial (proceso de pulido), se tiene que tener cuidado controlar la velocidad de rotación. Si este es el
caso, solo una fracción pequeña de la carga es acabada a cualquier tiempo, con frecuencia a cuestas de la
calidad. Algunas de las listas de verificación y guías de diseño/manufactura de los usuarios para este caso son
listadas en la siguiente sección.
9.5.6 DESARROLLO DE LA ENCUESTA
Una encuesta fue conducida para probar la evaluación de funcionalidad y guías de diseño/manufactura. El
desarrollo de la encuesta fue basado en la sección precedente. Dos conjuntos de cuestionarios fueron
desarrollados: Uno para evaluación del usuario y otro para ingeniería de diseño/manufactura. Las respuestas a
la encuesta de evaluación del usuario fueron obtenidas a través de entrevista uno a uno con 21 individuos que
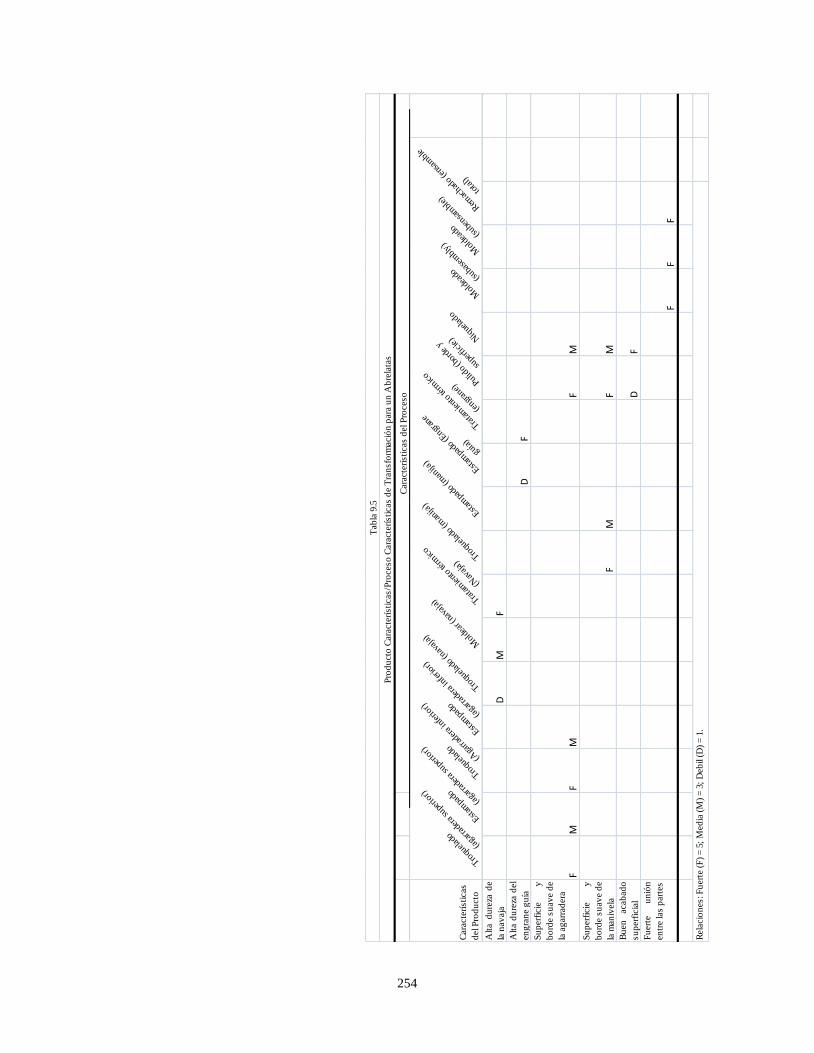
254
Cara
cte
rísti
cas d
el P
roceso
Pro
du
cto
Cara
cte
rísti
cas/P
roceso
Cara
cte
rísti
cas d
e T
ran
sfo
rmació
n p
ara
un
Ab
rela
tas
Tab
la 9
.5
Cara
cte
rísti
cas
del P
rod
ucto
Troqu
elad
o
(agar
rade
ra su
perio
r)
Estam
pado
(agar
rade
ra su
perio
r)
Troqu
elad
o
(Aga
rrad
era
infe
rior)
Estam
pado
(agar
rade
ra in
ferio
r)
Troqu
elad
o (nav
aja)
Mol
dear
(nav
aja) Tra
tam
ient
o térm
ico
(Nav
aja)
Troqu
elad
o (man
ija)
Estam
pado
(man
ija)
Estam
pado
(Engr
ane
guía)
Trata
mie
nto té
rmic
o
(engr
ane)
Pulido
(bord
e y
supe
rfici
e) Niq
uela
do
Mol
dead
o (s
ubase
mbly
)M
olde
ado
(sube
nsam
ble)
Rem
achad
o (e
nsam
ble
tota
l)
Alt
ad
ure
zad
e
la n
av
aja
DM
FA
lta
du
reza
del
en
gra
ne g
uía
DF
Su
perf
icie
y
bo
rde s
uav
e d
e
la a
garr
ad
era
FM
FM
FM
Su
perf
icie
y
bo
rde s
uav
e d
e
la m
an
ivela
FM
FM
Bu
en
acab
ad
o
su
perf
icia
lD
FF
uert
eu
nió
n
en
tre las p
art
es
FF
F
Rela
cio
nes: F
uert
e (
F)
= 5
; M
ed
ia (
M)
= 3
; D
eb
il (
D)
= 1
.

255
Tab
la 9
.6
Pro
ceso
Cara
cter
ísti
cas/
Pro
ceso
Vari
ab
les
Tra
nsf
orm
aci
ón
pa
ra u
n A
bre
lata
s
Var
iab
les
del
Pro
ceso
Den
sid
ad
Act
ual
S
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3;
Deb
il (
D)
= 1
.
Esp
acio
Rem
ach
e –
Ori
fici
io
F
F
Taz
a d
e
enfr
iam
ien
t
o
Esp
acio
enre
Tro
qu
el y
dad
o
F
F
Vel
oci
dad
de
Op
erac
ión
M
F
F
M
D
D
So
luci
on d
e
Ap
agad
o
F
Du
raci
ón
F
M
M
Co
nce
ntr
aci
ón
Qu
ímic
a
F
M
F
Tem
per
a
tura
F
Pre
sió
n
F
M
F
F
Car
acte
rist
i
cas
del
Pro
ceso
Tro
qu
elad
o
Est
amp
ado
<m
old
ead
o
Tra
tam
ien
to
térm
ico
Pu
lid
o
Niq
uel
ado
Rem
ach
ado
Tabla 9.7
Lista de Verificación par la Evaluación del Usuario para Desempeño y Confiabilidad

256
Opinión
Comentarios 1 2 3 4 5
Desempeño
1. ¿Qué tan preocupado está usted de la fuerza que
necesita aplicar para abrir la lata?
2. ¿Qué tan preocupado está usted con la rigidez del
abrelatas cuando usted abre una lata?
3. ¿Qué tan preocupado está usted de la fuerza
necesitada para que las agarraderas
inferior/superior hagan que la navaja perfore la
tapa?
4. ¿Qué tan preocupado está usted con un sentido
confortable del agarre de las barras de la
agarradera mientras se abre la lata?
5. ¿Qué tan preocupado está usted mientras que la
tapa o la lata tenga bordes agudos o con muescas?
6. ¿Cuál es la funcionalidad total del abrelatas en
términos de su diseño para desempeño en esta
sección?
Confiabilidad
1. ¿Qué tan preocupado está usted con que la navaja
falle frecuentemente en perforar la lata?
2. ¿Qué tan preocupado está usted con que la rueda
guía falle frecuentemente mientras se abre la lata?
3. ¿Qué preocupado está usted de que la unión
(remachado) falle (se rompa) frecuentemente?
4. ¿Qué tan preocupado esta con que la unión se
afloje (perdida de rigidez estructural)
frecuentemente?
5. ¿Qué tan preocupado esta de que el niquelado del
abrelatas se desgaste muy pronto (resistencia a la
corrosión y agarre confortable)?
6. ¿Cuál es la funcionalidad total del abrelatas en
términos de su diseño para confiabilidad en esta
sección?
casa de los individuos. Todos los individuos eran dueños de abrelatas manuales y eran muy familiarizados con
la función principal de este dispositivo. A los individuos también se les pidió que calificaran las respuestas en
base a una escala de 1 a 5 (menos importante a más importante).
Los cuestionarios de las guías de diseño/manufactura fueron enviados a diseñadores y manufactureros por ya
sea correo o fax. La información de antecedente fue colectada en cada uno de los diseñadores usando formas
de perfil del diseñador. Los cuestionarios completos fueron analizados para estudiar los resultados. Una lista
exhaustiva de listas de verificación se presenta en las Tablas 9.7 a la 9.18.
9.5.7 ANÁLISIS ESTADÍSTICO Y PRUEBAS
Una prueba de hipótesis fue realizada para estudiar las interrelaciones entre los cuestionarios para evaluación
del usuario y los cuestionarios de diseño y manufactura. El propósito de la prueba de hipótesis fue ayudar a
obtener conclusiones con respecto de los parámetros de la población en base a los resultados observados en
las muestras aleatorias. La hipótesis nula es que no hay diferencia entre las guías de diseño/manufactura y las
Tabla 9.8
Lista de Verificación par Evaluación del Usuario de la Usabilidad
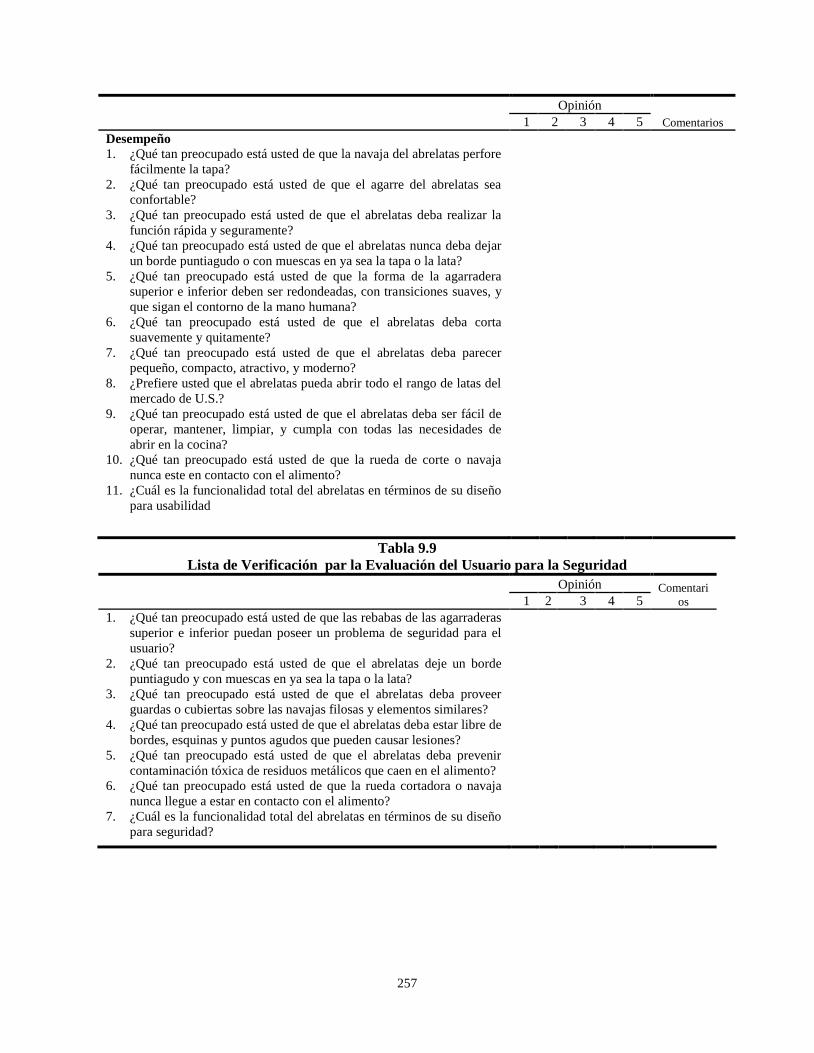
257
Opinión
Comentarios 1 2 3 4 5
Desempeño
1. ¿Qué tan preocupado está usted de que la navaja del abrelatas perfore
fácilmente la tapa?
2. ¿Qué tan preocupado está usted de que el agarre del abrelatas sea
confortable?
3. ¿Qué tan preocupado está usted de que el abrelatas deba realizar la
función rápida y seguramente?
4. ¿Qué tan preocupado está usted de que el abrelatas nunca deba dejar
un borde puntiagudo o con muescas en ya sea la tapa o la lata?
5. ¿Qué tan preocupado está usted de que la forma de la agarradera
superior e inferior deben ser redondeadas, con transiciones suaves, y
que sigan el contorno de la mano humana?
6. ¿Qué tan preocupado está usted de que el abrelatas deba corta
suavemente y quitamente?
7. ¿Qué tan preocupado está usted de que el abrelatas deba parecer
pequeño, compacto, atractivo, y moderno?
8. ¿Prefiere usted que el abrelatas pueda abrir todo el rango de latas del
mercado de U.S.?
9. ¿Qué tan preocupado está usted de que el abrelatas deba ser fácil de
operar, mantener, limpiar, y cumpla con todas las necesidades de
abrir en la cocina?
10. ¿Qué tan preocupado está usted de que la rueda de corte o navaja
nunca este en contacto con el alimento?
11. ¿Cuál es la funcionalidad total del abrelatas en términos de su diseño
para usabilidad
Tabla 9.9
Lista de Verificación par la Evaluación del Usuario para la Seguridad
Opinión Comentari
os 1 2 3 4 5
1. ¿Qué tan preocupado está usted de que las rebabas de las agarraderas
superior e inferior puedan poseer un problema de seguridad para el
usuario?
2. ¿Qué tan preocupado está usted de que el abrelatas deje un borde
puntiagudo y con muescas en ya sea la tapa o la lata?
3. ¿Qué tan preocupado está usted de que el abrelatas deba proveer
guardas o cubiertas sobre las navajas filosas y elementos similares?
4. ¿Qué tan preocupado está usted de que el abrelatas deba estar libre de
bordes, esquinas y puntos agudos que pueden causar lesiones?
5. ¿Qué tan preocupado está usted de que el abrelatas deba prevenir
contaminación tóxica de residuos metálicos que caen en el alimento?
6. ¿Qué tan preocupado está usted de que la rueda cortadora o navaja
nunca llegue a estar en contacto con el alimento?
7. ¿Cuál es la funcionalidad total del abrelatas en términos de su diseño
para seguridad?
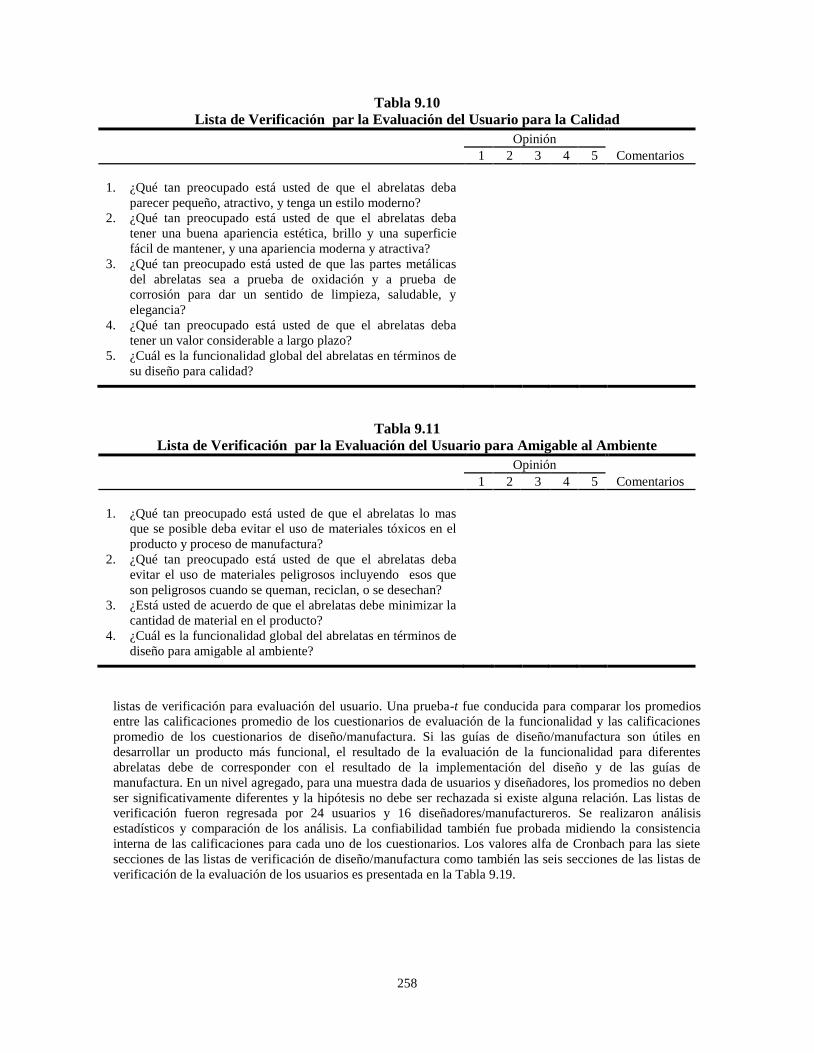
258
Tabla 9.10
Lista de Verificación par la Evaluación del Usuario para la Calidad
Opinión
Comentarios 1 2 3 4 5
1. ¿Qué tan preocupado está usted de que el abrelatas deba
parecer pequeño, atractivo, y tenga un estilo moderno?
2. ¿Qué tan preocupado está usted de que el abrelatas deba
tener una buena apariencia estética, brillo y una superficie
fácil de mantener, y una apariencia moderna y atractiva?
3. ¿Qué tan preocupado está usted de que las partes metálicas
del abrelatas sea a prueba de oxidación y a prueba de
corrosión para dar un sentido de limpieza, saludable, y
elegancia?
4. ¿Qué tan preocupado está usted de que el abrelatas deba
tener un valor considerable a largo plazo?
5. ¿Cuál es la funcionalidad global del abrelatas en términos de
su diseño para calidad?
Tabla 9.11
Lista de Verificación par la Evaluación del Usuario para Amigable al Ambiente
Opinión
Comentarios 1 2 3 4 5
1. ¿Qué tan preocupado está usted de que el abrelatas lo mas
que se posible deba evitar el uso de materiales tóxicos en el
producto y proceso de manufactura?
2. ¿Qué tan preocupado está usted de que el abrelatas deba
evitar el uso de materiales peligrosos incluyendo esos que
son peligrosos cuando se queman, reciclan, o se desechan?
3. ¿Está usted de acuerdo de que el abrelatas debe minimizar la
cantidad de material en el producto?
4. ¿Cuál es la funcionalidad global del abrelatas en términos de
diseño para amigable al ambiente?
listas de verificación para evaluación del usuario. Una prueba-t fue conducida para comparar los promedios
entre las calificaciones promedio de los cuestionarios de evaluación de la funcionalidad y las calificaciones
promedio de los cuestionarios de diseño/manufactura. Si las guías de diseño/manufactura son útiles en
desarrollar un producto más funcional, el resultado de la evaluación de la funcionalidad para diferentes
abrelatas debe de corresponder con el resultado de la implementación del diseño y de las guías de
manufactura. En un nivel agregado, para una muestra dada de usuarios y diseñadores, los promedios no deben
ser significativamente diferentes y la hipótesis no debe ser rechazada si existe alguna relación. Las listas de
verificación fueron regresada por 24 usuarios y 16 diseñadores/manufactureros. Se realizaron análisis
estadísticos y comparación de los análisis. La confiabilidad también fue probada midiendo la consistencia
interna de las calificaciones para cada uno de los cuestionarios. Los valores alfa de Cronbach para las siete
secciones de las listas de verificación de diseño/manufactura como también las seis secciones de las listas de
verificación de la evaluación de los usuarios es presentada en la Tabla 9.19.
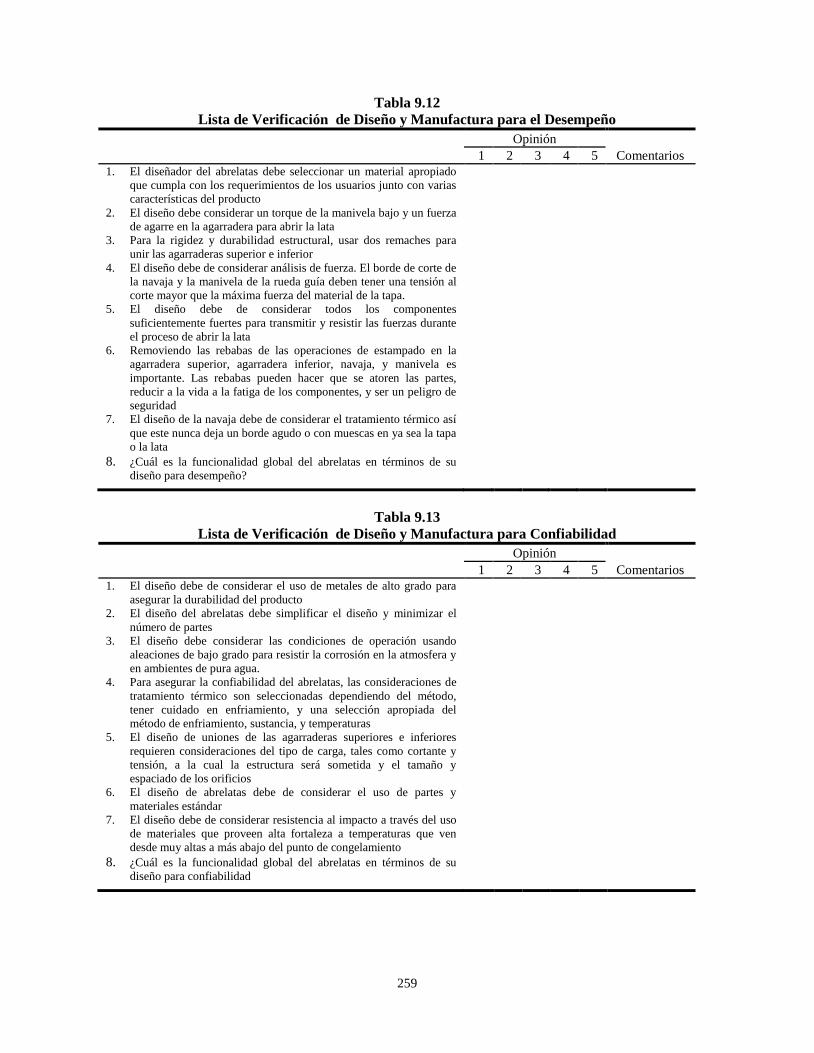
259
Tabla 9.12
Lista de Verificación de Diseño y Manufactura para el Desempeño
Opinión
Comentarios 1 2 3 4 5
1. El diseñador del abrelatas debe seleccionar un material apropiado
que cumpla con los requerimientos de los usuarios junto con varias
características del producto
2. El diseño debe considerar un torque de la manivela bajo y un fuerza
de agarre en la agarradera para abrir la lata
3. Para la rigidez y durabilidad estructural, usar dos remaches para
unir las agarraderas superior e inferior
4. El diseño debe de considerar análisis de fuerza. El borde de corte de
la navaja y la manivela de la rueda guía deben tener una tensión al
corte mayor que la máxima fuerza del material de la tapa.
5. El diseño debe de considerar todos los componentes
suficientemente fuertes para transmitir y resistir las fuerzas durante
el proceso de abrir la lata
6. Removiendo las rebabas de las operaciones de estampado en la
agarradera superior, agarradera inferior, navaja, y manivela es
importante. Las rebabas pueden hacer que se atoren las partes,
reducir a la vida a la fatiga de los componentes, y ser un peligro de
seguridad
7. El diseño de la navaja debe de considerar el tratamiento térmico así
que este nunca deja un borde agudo o con muescas en ya sea la tapa
o la lata
8. ¿Cuál es la funcionalidad global del abrelatas en términos de su
diseño para desempeño?
Tabla 9.13
Lista de Verificación de Diseño y Manufactura para Confiabilidad
Opinión
Comentarios 1 2 3 4 5
1. El diseño debe de considerar el uso de metales de alto grado para
asegurar la durabilidad del producto
2. El diseño del abrelatas debe simplificar el diseño y minimizar el
número de partes
3. El diseño debe considerar las condiciones de operación usando
aleaciones de bajo grado para resistir la corrosión en la atmosfera y
en ambientes de pura agua.
4. Para asegurar la confiabilidad del abrelatas, las consideraciones de
tratamiento térmico son seleccionadas dependiendo del método,
tener cuidado en enfriamiento, y una selección apropiada del
método de enfriamiento, sustancia, y temperaturas
5. El diseño de uniones de las agarraderas superiores e inferiores
requieren consideraciones del tipo de carga, tales como cortante y
tensión, a la cual la estructura será sometida y el tamaño y
espaciado de los orificios
6. El diseño de abrelatas debe de considerar el uso de partes y
materiales estándar
7. El diseño debe de considerar resistencia al impacto a través del uso
de materiales que proveen alta fortaleza a temperaturas que ven
desde muy altas a más abajo del punto de congelamiento
8. ¿Cuál es la funcionalidad global del abrelatas en términos de su
diseño para confiabilidad
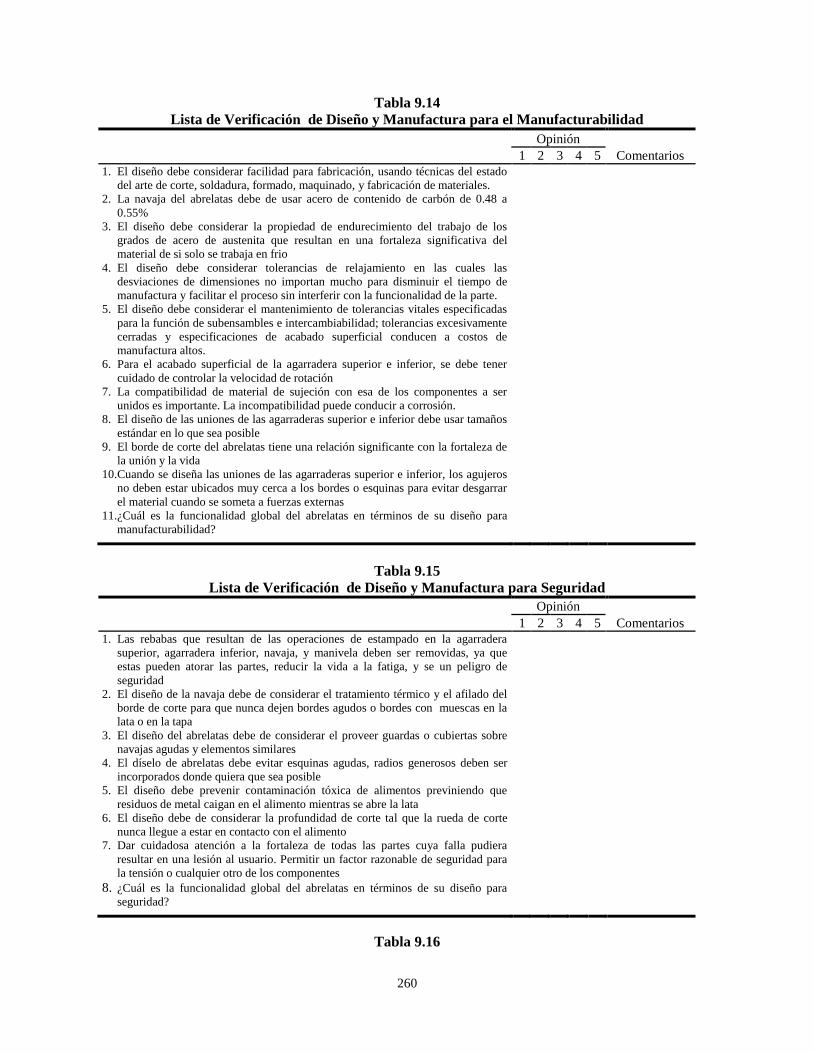
260
Tabla 9.14
Lista de Verificación de Diseño y Manufactura para el Manufacturabilidad
Opinión
Comentarios 1 2 3 4 5
1. El diseño debe considerar facilidad para fabricación, usando técnicas del estado
del arte de corte, soldadura, formado, maquinado, y fabricación de materiales.
2. La navaja del abrelatas debe de usar acero de contenido de carbón de 0.48 a
0.55%
3. El diseño debe considerar la propiedad de endurecimiento del trabajo de los
grados de acero de austenita que resultan en una fortaleza significativa del
material de si solo se trabaja en frio
4. El diseño debe considerar tolerancias de relajamiento en las cuales las
desviaciones de dimensiones no importan mucho para disminuir el tiempo de
manufactura y facilitar el proceso sin interferir con la funcionalidad de la parte.
5. El diseño debe considerar el mantenimiento de tolerancias vitales especificadas
para la función de subensambles e intercambiabilidad; tolerancias excesivamente
cerradas y especificaciones de acabado superficial conducen a costos de
manufactura altos.
6. Para el acabado superficial de la agarradera superior e inferior, se debe tener
cuidado de controlar la velocidad de rotación
7. La compatibilidad de material de sujeción con esa de los componentes a ser
unidos es importante. La incompatibilidad puede conducir a corrosión.
8. El diseño de las uniones de las agarraderas superior e inferior debe usar tamaños
estándar en lo que sea posible
9. El borde de corte del abrelatas tiene una relación significante con la fortaleza de
la unión y la vida
10. Cuando se diseña las uniones de las agarraderas superior e inferior, los agujeros
no deben estar ubicados muy cerca a los bordes o esquinas para evitar desgarrar
el material cuando se someta a fuerzas externas
11. ¿Cuál es la funcionalidad global del abrelatas en términos de su diseño para
manufacturabilidad?
Tabla 9.15
Lista de Verificación de Diseño y Manufactura para Seguridad
Opinión
Comentarios 1 2 3 4 5
1. Las rebabas que resultan de las operaciones de estampado en la agarradera
superior, agarradera inferior, navaja, y manivela deben ser removidas, ya que
estas pueden atorar las partes, reducir la vida a la fatiga, y se un peligro de
seguridad
2. El diseño de la navaja debe de considerar el tratamiento térmico y el afilado del
borde de corte para que nunca dejen bordes agudos o bordes con muescas en la
lata o en la tapa
3. El diseño del abrelatas debe de considerar el proveer guardas o cubiertas sobre
navajas agudas y elementos similares
4. El díselo de abrelatas debe evitar esquinas agudas, radios generosos deben ser
incorporados donde quiera que sea posible
5. El diseño debe prevenir contaminación tóxica de alimentos previniendo que
residuos de metal caigan en el alimento mientras se abre la lata
6. El diseño debe de considerar la profundidad de corte tal que la rueda de corte
nunca llegue a estar en contacto con el alimento
7. Dar cuidadosa atención a la fortaleza de todas las partes cuya falla pudiera
resultar en una lesión al usuario. Permitir un factor razonable de seguridad para
la tensión o cualquier otro de los componentes
8. ¿Cuál es la funcionalidad global del abrelatas en términos de su diseño para
seguridad?
Tabla 9.16

261
Lista de Verificación de Diseño y Manufactura para Calidad
Opinión
Comentarios 1 2 3 4 5
1. El diseño de abrelatas debe ser pequeño, compacto, atractivo, y moderno
2. El diseño debe considerar la apariencia estética, usando superficies
brillosas, fáciles de mantener de acero inoxidable para proveer una
apariencia atractiva y moderan
3. Las partes metálicas del abrelatas deben ser a prueba de corrosión para
dar una sensación de limpieza, higiene y elegancia
4. El diseño de abrelatas debe de considerar valor a largo plazo, el acero
inoxidable es usualmente la opción menos cara en material
5. El tratamiento térmico de la navja y rueda guía deben considerar evitar
problemas tales como grietas, distorsión, y propiedades no uniformes a
través de la parte tratada térmicamente
6. Las rebabas resultantes de las operaciones de estampado en la agarradera
superior, agarradera inferior, navaja, y manivela deben ser removidas
7. El diseño debe de considerar todos los componentes del abrelatas que
están relacionadas geométricamente en extensión y posición
8. El diseño del abrelatas debe de considerar usar partes y materiales
estándar
9. La operación de acabado superficial debe ser dirigida a producir una
superficie que está dentro de las tolerancias, tenga la rugosidad y textura
apropiada, y este libre de daños
10. Antes de que cualquier operación de tratamiento superficial sea
realizada con propósito decorativo o de protección, un paso preliminar es
el remover la arena y el oxido
11. ¿Cuál es la funcionalidad global del abrelatas en términos de su diseño
para calidad?
Tabla 9.17
Lista de Verificación de Diseño y Manufactura para Usabilidad
Opinión
Comentarios 1 2 3 4 5
1. El diseño debe de considerar características de usabilidad tales como
facilidad de perforado, agarre confortable, y suavidad, callado, seguro, y
corte rápido
2. El diseño de la navaja debe considerar el tratamiento térmico tal que esto
nunca deje un borde agudo o muescas en la tapa o lata
3. La forma de las agarradera superior e inferior debe ser redondeada con
transiciones suaves
4. El abrelatas debe ser pequeño, compacto, atractivo, y moderno
5. El abrelatas debe ser capaz de abrir el rango completo de latas en el
mercado
6. El abrelatas debe ser fácil de operar y mantener
7. El corte debe ser suficientemente profundo para cortar pero
suficientemente corto tal que nunca llega a estar en contacto directo con
el alimento
8. El diseño debe considerar la higiene y debe de usar material tal como el
acero inoxidable
9. ¿Cuál es la funcionalidad global del abrelatas en términos de su diseño
para usabilidad?
Tabla 9.18
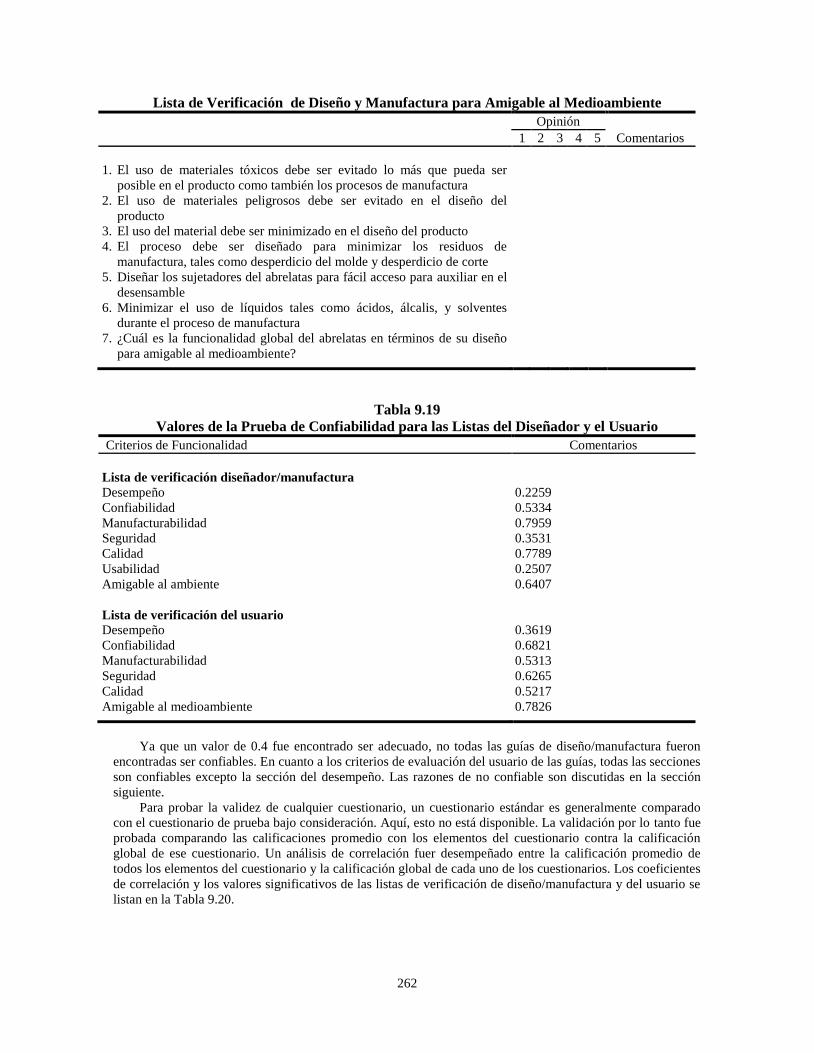
262
Lista de Verificación de Diseño y Manufactura para Amigable al Medioambiente
Opinión
Comentarios 1 2 3 4 5
1. El uso de materiales tóxicos debe ser evitado lo más que pueda ser
posible en el producto como también los procesos de manufactura
2. El uso de materiales peligrosos debe ser evitado en el diseño del
producto
3. El uso del material debe ser minimizado en el diseño del producto
4. El proceso debe ser diseñado para minimizar los residuos de
manufactura, tales como desperdicio del molde y desperdicio de corte
5. Diseñar los sujetadores del abrelatas para fácil acceso para auxiliar en el
desensamble
6. Minimizar el uso de líquidos tales como ácidos, álcalis, y solventes
durante el proceso de manufactura
7. ¿Cuál es la funcionalidad global del abrelatas en términos de su diseño
para amigable al medioambiente?
Tabla 9.19
Valores de la Prueba de Confiabilidad para las Listas del Diseñador y el Usuario
Criterios de Funcionalidad Comentarios
Lista de verificación diseñador/manufactura
Desempeño
Confiabilidad
Manufacturabilidad
Seguridad
Calidad
Usabilidad
Amigable al ambiente
Lista de verificación del usuario
Desempeño
Confiabilidad
Manufacturabilidad
Seguridad
Calidad
Amigable al medioambiente
0.2259
0.5334
0.7959
0.3531
0.7789
0.2507
0.6407
0.3619
0.6821
0.5313
0.6265
0.5217
0.7826
Ya que un valor de 0.4 fue encontrado ser adecuado, no todas las guías de diseño/manufactura fueron
encontradas ser confiables. En cuanto a los criterios de evaluación del usuario de las guías, todas las secciones
son confiables excepto la sección del desempeño. Las razones de no confiable son discutidas en la sección
siguiente.
Para probar la validez de cualquier cuestionario, un cuestionario estándar es generalmente comparado
con el cuestionario de prueba bajo consideración. Aquí, esto no está disponible. La validación por lo tanto fue
probada comparando las calificaciones promedio con los elementos del cuestionario contra la calificación
global de ese cuestionario. Un análisis de correlación fuer desempeñado entre la calificación promedio de
todos los elementos del cuestionario y la calificación global de cada uno de los cuestionarios. Los coeficientes
de correlación y los valores significativos de las listas de verificación de diseño/manufactura y del usuario se
listan en la Tabla 9.20.
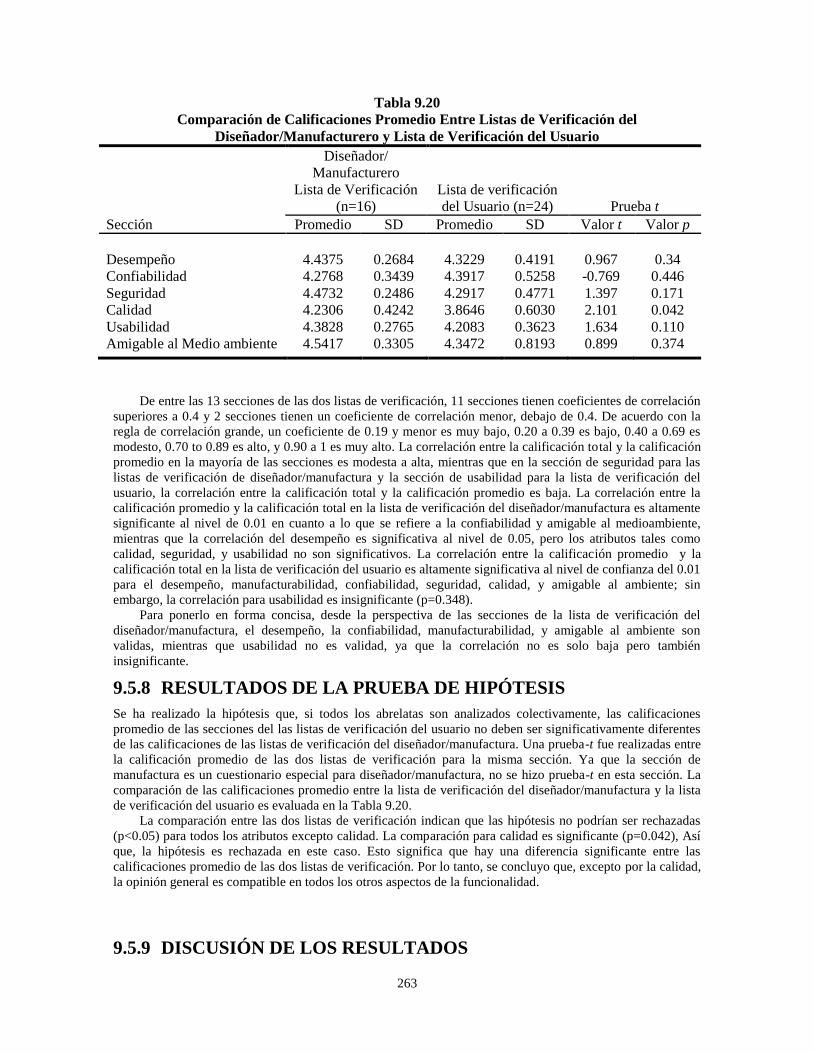
263
Tabla 9.20
Comparación de Calificaciones Promedio Entre Listas de Verificación del
Diseñador/Manufacturero y Lista de Verificación del Usuario
Sección
Diseñador/
Manufacturero
Lista de Verificación
(n=16)
Lista de verificación
del Usuario (n=24) Prueba t
Promedio SD Promedio SD Valor t Valor p
Desempeño
Confiabilidad
Seguridad
Calidad
Usabilidad
Amigable al Medio ambiente
4.4375
4.2768
4.4732
4.2306
4.3828
4.5417
0.2684
0.3439
0.2486
0.4242
0.2765
0.3305
4.3229
4.3917
4.2917
3.8646
4.2083
4.3472
0.4191
0.5258
0.4771
0.6030
0.3623
0.8193
0.967
-0.769
1.397
2.101
1.634
0.899
0.34
0.446
0.171
0.042
0.110
0.374
De entre las 13 secciones de las dos listas de verificación, 11 secciones tienen coeficientes de correlación
superiores a 0.4 y 2 secciones tienen un coeficiente de correlación menor, debajo de 0.4. De acuerdo con la
regla de correlación grande, un coeficiente de 0.19 y menor es muy bajo, 0.20 a 0.39 es bajo, 0.40 a 0.69 es
modesto, 0.70 to 0.89 es alto, y 0.90 a 1 es muy alto. La correlación entre la calificación total y la calificación
promedio en la mayoría de las secciones es modesta a alta, mientras que en la sección de seguridad para las
listas de verificación de diseñador/manufactura y la sección de usabilidad para la lista de verificación del
usuario, la correlación entre la calificación total y la calificación promedio es baja. La correlación entre la
calificación promedio y la calificación total en la lista de verificación del diseñador/manufactura es altamente
significante al nivel de 0.01 en cuanto a lo que se refiere a la confiabilidad y amigable al medioambiente,
mientras que la correlación del desempeño es significativa al nivel de 0.05, pero los atributos tales como
calidad, seguridad, y usabilidad no son significativos. La correlación entre la calificación promedio y la
calificación total en la lista de verificación del usuario es altamente significativa al nivel de confianza del 0.01
para el desempeño, manufacturabilidad, confiabilidad, seguridad, calidad, y amigable al ambiente; sin
embargo, la correlación para usabilidad es insignificante (p=0.348).
Para ponerlo en forma concisa, desde la perspectiva de las secciones de la lista de verificación del
diseñador/manufactura, el desempeño, la confiabilidad, manufacturabilidad, y amigable al ambiente son
validas, mientras que usabilidad no es validad, ya que la correlación no es solo baja pero también
insignificante.
9.5.8 RESULTADOS DE LA PRUEBA DE HIPÓTESIS
Se ha realizado la hipótesis que, si todos los abrelatas son analizados colectivamente, las calificaciones
promedio de las secciones del las listas de verificación del usuario no deben ser significativamente diferentes
de las calificaciones de las listas de verificación del diseñador/manufactura. Una prueba-t fue realizadas entre
la calificación promedio de las dos listas de verificación para la misma sección. Ya que la sección de
manufactura es un cuestionario especial para diseñador/manufactura, no se hizo prueba-t en esta sección. La
comparación de las calificaciones promedio entre la lista de verificación del diseñador/manufactura y la lista
de verificación del usuario es evaluada en la Tabla 9.20.
La comparación entre las dos listas de verificación indican que las hipótesis no podrían ser rechazadas
(p<0.05) para todos los atributos excepto calidad. La comparación para calidad es significante (p=0.042), Así
que, la hipótesis es rechazada en este caso. Esto significa que hay una diferencia significante entre las
calificaciones promedio de las dos listas de verificación. Por lo tanto, se concluyo que, excepto por la calidad,
la opinión general es compatible en todos los otros aspectos de la funcionalidad.
9.5.9 DISCUSIÓN DE LOS RESULTADOS
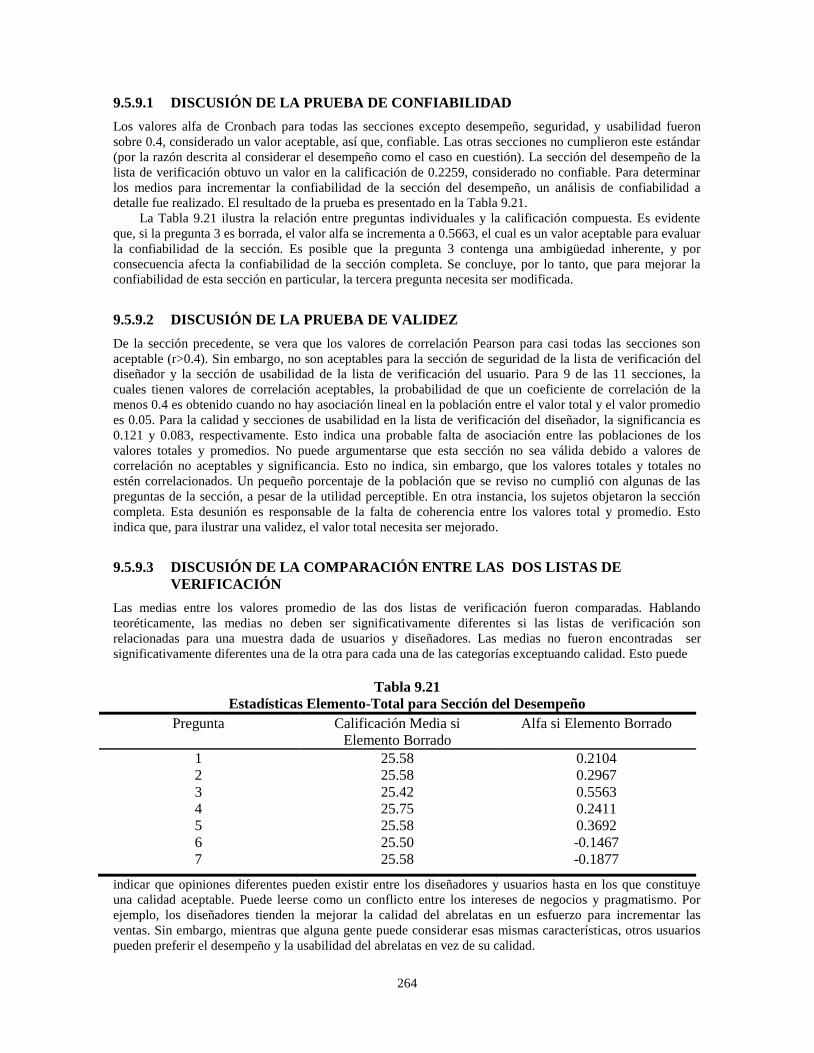
264
9.5.9.1 DISCUSIÓN DE LA PRUEBA DE CONFIABILIDAD
Los valores alfa de Cronbach para todas las secciones excepto desempeño, seguridad, y usabilidad fueron
sobre 0.4, considerado un valor aceptable, así que, confiable. Las otras secciones no cumplieron este estándar
(por la razón descrita al considerar el desempeño como el caso en cuestión). La sección del desempeño de la
lista de verificación obtuvo un valor en la calificación de 0.2259, considerado no confiable. Para determinar
los medios para incrementar la confiabilidad de la sección del desempeño, un análisis de confiabilidad a
detalle fue realizado. El resultado de la prueba es presentado en la Tabla 9.21.
La Tabla 9.21 ilustra la relación entre preguntas individuales y la calificación compuesta. Es evidente
que, si la pregunta 3 es borrada, el valor alfa se incrementa a 0.5663, el cual es un valor aceptable para evaluar
la confiabilidad de la sección. Es posible que la pregunta 3 contenga una ambigüedad inherente, y por
consecuencia afecta la confiabilidad de la sección completa. Se concluye, por lo tanto, que para mejorar la
confiabilidad de esta sección en particular, la tercera pregunta necesita ser modificada.
9.5.9.2 DISCUSIÓN DE LA PRUEBA DE VALIDEZ
De la sección precedente, se vera que los valores de correlación Pearson para casi todas las secciones son
aceptable (r>0.4). Sin embargo, no son aceptables para la sección de seguridad de la lista de verificación del
diseñador y la sección de usabilidad de la lista de verificación del usuario. Para 9 de las 11 secciones, la
cuales tienen valores de correlación aceptables, la probabilidad de que un coeficiente de correlación de la
menos 0.4 es obtenido cuando no hay asociación lineal en la población entre el valor total y el valor promedio
es 0.05. Para la calidad y secciones de usabilidad en la lista de verificación del diseñador, la significancia es
0.121 y 0.083, respectivamente. Esto indica una probable falta de asociación entre las poblaciones de los
valores totales y promedios. No puede argumentarse que esta sección no sea válida debido a valores de
correlación no aceptables y significancia. Esto no indica, sin embargo, que los valores totales y totales no
estén correlacionados. Un pequeño porcentaje de la población que se reviso no cumplió con algunas de las
preguntas de la sección, a pesar de la utilidad perceptible. En otra instancia, los sujetos objetaron la sección
completa. Esta desunión es responsable de la falta de coherencia entre los valores total y promedio. Esto
indica que, para ilustrar una validez, el valor total necesita ser mejorado.
9.5.9.3 DISCUSIÓN DE LA COMPARACIÓN ENTRE LAS DOS LISTAS DE
VERIFICACIÓN
Las medias entre los valores promedio de las dos listas de verificación fueron comparadas. Hablando
teoréticamente, las medias no deben ser significativamente diferentes si las listas de verificación son
relacionadas para una muestra dada de usuarios y diseñadores. Las medias no fueron encontradas ser
significativamente diferentes una de la otra para cada una de las categorías exceptuando calidad. Esto puede
Tabla 9.21
Estadísticas Elemento-Total para Sección del Desempeño
Pregunta Calificación Media si
Elemento Borrado
Alfa si Elemento Borrado
1
2
3
4
5
6
7
25.58
25.58
25.42
25.75
25.58
25.50
25.58
0.2104
0.2967
0.5563
0.2411
0.3692
-0.1467
-0.1877
indicar que opiniones diferentes pueden existir entre los diseñadores y usuarios hasta en los que constituye
una calidad aceptable. Puede leerse como un conflicto entre los intereses de negocios y pragmatismo. Por
ejemplo, los diseñadores tienden la mejorar la calidad del abrelatas en un esfuerzo para incrementar las
ventas. Sin embargo, mientras que alguna gente puede considerar esas mismas características, otros usuarios
pueden preferir el desempeño y la usabilidad del abrelatas en vez de su calidad.
265
Caso de estudio de funcionalidad: sistema de frenado de un
automovil
En esta sección, el enfoque es en los detalles de los procesos de manufactura para asegurar la funcionalidad
del producto. La matriz de transformación funcional trata con los detalles a nivel del componente, no el
producto completo. La razón para esto es que, si el enfoque es en el todo el producto, solo las guías
conceptuales de alto nivel pueden ser generadas. Esto inicia una ilustración basada en caso, su propósito es
desarrollar guías detalladas para asegurar la funcionalidad del producto. El producto seleccionado para este
propósito es un sistema de frenado de un automóvil.
9.6.1 LA FUNCIÓN DE UN SISTEMA DE FRENADO DE UN
AUTOMÓVIL
Los frenos de los automóviles requieren atención más frecuentemente que la mayoría de las otras unidades de
un vehículo. Un entendimiento de los requerimientos de los sistemas de frenado de los vehículos requiere
conocimiento de lo siguiente:
El propósito de los frenos.
Una apreciación de su contribución a la seguridad.
Reconocimiento de los factores que controlan el detenerse.
Un entendimiento de la acción de frenando.
Una apreciación de las distancias posibles para detenerse.
Las funciones básicas de un sistema de frenado incluyen desacelerar el vehículo, incluyendo parar;
mantener la velocidad del vehículo durante operación ir hacia abajo en un plano inclinado; y mantener un
vehículo estacionado en un plano inclinado.
La función de un sistema de frenado es para habilitar al usuario a parar el carro cuando quiera que sea
necesario, seguro, usable (el sistema tiene que aguantar el abuso del usuario, dependiendo del tipo de
conductor), confiable, simple, eficiente, y de la manera menos cara posible.
La operación segura de un vehículo de motor requiere ajustes continuos de su velocidad debido a los
cambios las condiciones de tránsito. El sistema de frenado debe de ejecutarse en forma segura bajo un
variedad de condiciones de operación incluyendo deslizamiento, humedad, y caminos secos; cuando un
vehículo es poco o completamente cargado; cuando frena en line recta o en una curva; con balatas nuevas o
desgastadas; con frenos mojados o secos; cuando aplican por un conductor novato o experimentado; y cuando
se enfrena en caminos suaves o ásperos o cuando se jala un tráiler.
9.6.2 LOS COMPONENTES DE UN SISTEMA DE FRENADO DE
AUTOMÓVIL
El sistema típico de frenado tiene muchos subsistemas o componentes, como el pedal de frenado, cilindro
maestro, cilindro de la llanta, líneas hidráulicas, y mangueras flexibles. Se ha escogido un subsistema
(cilindro de la llanta) para ilustrar los lasos potenciales entre los atributos de funcionalidad y diseño y las
variables de manufacturado.
Los componentes principales de un cilindro de llanta son la carcasa del cilindro, el pistón, tapa selladora,
resorte de retorno y tapas de expansión, bota cubre polvo, y tornillo de drenado (Figura 9.6). El enfoque es en
la manufactura de la carcasa del cilindro, ya que esta involucra casi todos los procesos de manufactura. Las
otras partes son consideradas estándar y no son tratadas en este capítulo.
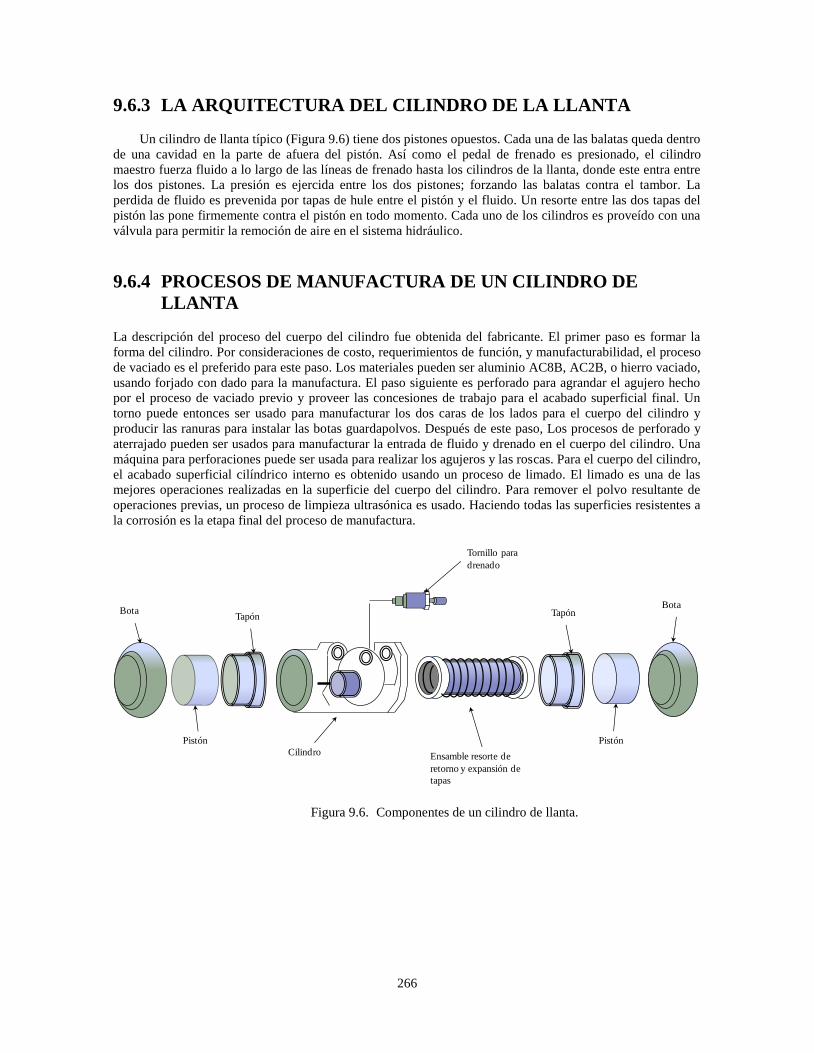
266
9.6.3 LA ARQUITECTURA DEL CILINDRO DE LA LLANTA
Un cilindro de llanta típico (Figura 9.6) tiene dos pistones opuestos. Cada una de las balatas queda dentro
de una cavidad en la parte de afuera del pistón. Así como el pedal de frenado es presionado, el cilindro
maestro fuerza fluido a lo largo de las líneas de frenado hasta los cilindros de la llanta, donde este entra entre
los dos pistones. La presión es ejercida entre los dos pistones; forzando las balatas contra el tambor. La
perdida de fluido es prevenida por tapas de hule entre el pistón y el fluido. Un resorte entre las dos tapas del
pistón las pone firmemente contra el pistón en todo momento. Cada uno de los cilindros es proveído con una
válvula para permitir la remoción de aire en el sistema hidráulico.
9.6.4 PROCESOS DE MANUFACTURA DE UN CILINDRO DE
LLANTA
La descripción del proceso del cuerpo del cilindro fue obtenida del fabricante. El primer paso es formar la
forma del cilindro. Por consideraciones de costo, requerimientos de función, y manufacturabilidad, el proceso
de vaciado es el preferido para este paso. Los materiales pueden ser aluminio AC8B, AC2B, o hierro vaciado,
usando forjado con dado para la manufactura. El paso siguiente es perforado para agrandar el agujero hecho
por el proceso de vaciado previo y proveer las concesiones de trabajo para el acabado superficial final. Un
torno puede entonces ser usado para manufacturar los dos caras de los lados para el cuerpo del cilindro y
producir las ranuras para instalar las botas guardapolvos. Después de este paso, Los procesos de perforado y
aterrajado pueden ser usados para manufacturar la entrada de fluido y drenado en el cuerpo del cilindro. Una
máquina para perforaciones puede ser usada para realizar los agujeros y las roscas. Para el cuerpo del cilindro,
el acabado superficial cilíndrico interno es obtenido usando un proceso de limado. El limado es una de las
mejores operaciones realizadas en la superficie del cuerpo del cilindro. Para remover el polvo resultante de
operaciones previas, un proceso de limpieza ultrasónica es usado. Haciendo todas las superficies resistentes a
la corrosión es la etapa final del proceso de manufactura.
Figura 9.6. Componentes de un cilindro de llanta.
Tornillo para
drenado
Tapón
Pistón
Bota
Ensamble resorte de
retorno y expansión de
tapas
Cilindro
Pistón
TapónBota
267
9.6.5 PROCEDIMIENTO PARA DEL DESARROLLO DE GUÍAS
PARA EL SISTEMA DE FRENADO DEL AUTOMÓVIL
El paso 1 esencialmente es el mismo en cuanto a lo que refiere al caso de estudio del abrelatas. Las
definiciones extendidas de la funcionalidad puede ser usada como el punto de inicio para el paso 1.
En el paso 2, algunos criterios genéricos específicos pueden ser aplicados para desarrollar las guías para
este caso de estudio. La lista de verificación tipo terminología genérica desarrollada al inicio de este capítulo
es un buen punto de inicio. Las modificaciones pueden ser hechas en cualquier tiempo. La siguiente es una
lista de criterios potenciales:
Material apropiado (desempeño).
Efectividad de la función (desempeño).
Medioambiente de operación (desempeño).
Consideraciones de tolerancias (desempeño).
Redundancia (confiabilidad).
Mantenibilidad y serviciabilidad (confiabilidad).
Control de las condiciones del medioambiente para uso del producto (confiabilidad).
Diagnóstico (confiabilidad).
Fortaleza del material (confiabilidad).
Desgaste (confiabilidad).
Protección (confiabilidad).
Identificación del componente más débil del producto (confiabilidad).
Cargas y capacidad (confiabilidad).
Abuso (confiabilidad).
Amigable con el usuario (usabilidad).
Provisión de retroalimentación (usabilidad).
Evitar movimientos inconvenientes y extremos (usabilidad).
Desempeño con prontitud (usabilidad).
Diseñado para modo de operación de “falla segura” (seguridad).
Anticipación del ambiente en el cual el producto será usado (seguridad).
Provisión de dispositivos de aviso (seguridad).
Reducción del tiempo de respuesta (seguridad).
Provisión de sistema de diagnóstico (seguridad).
Consideraciones de mantenimiento y reparación (seguridad).
Redundancia (seguridad).
Deseos y necesidades del cliente (seguridad).
Características críticas de manufactura y ensamble (calidad).
Inspección y prueba (calidad).
Colección de datos del desempeño (calidad).
Satisfacción de la función deseada (calidad).
Vida larga (calidad).
268
Última tecnología (calidad).
Proceso de ensamble (manufacturabilidad).
Selección de material (manufacturabilidad).
Proceso de manufactura (manufacturabilidad).
Diseños estandarizados (manufacturabilidad).
Evitar diseños que requieren operaciones de maquinado secundario (manufacturabilidad).
Uso de materiales formulados para manufactura fácil (manufacturabilidad).
Uso de tolerancias liberales (manufacturabilidad).
Consideraciones de manufacturabilidad para evitar esquinas agudas (manufacturabilidad).
Uso de partes disponibles comercialmente (manufacturabilidad).
Fácil de manejar (manufacturabilidad).
Evitar acabados especiales (manufacturabilidad).
Diseñar en base a productos existentes (manufacturabilidad).
Calcular el mérito técnico (manufacturabilidad).
Sistemas y técnicas del estado del arte (manufacturabilidad).
Reusabilidad (amigable al medioambiente).
Reciclabilidad (amigable al medioambiente).
Materiales tóxicos (amigable al medioambiente).
Consumo de materiales (amigable al medioambiente).
Consumo de energía (amigable al medioambiente).
Procesos de manufactura (amigable al medioambiente).
Metales pesados (amigable al ambiente).
Entender principios DFE y guías de diseño (amigable al medioambiente).
Consideración de herramientas para el desensamble (amigable al medioambiente).
El número de materiales diferentes en un producto (amigable al ambiente).
El procedimiento a ser seguido en el paso 3 es idéntico al procedimiento descrito antes.
Un ejemplo completo ilustrando el paso 4, como identificar las variables importantes de diseño y
manufactura que afectan la funcionalidad de un sistema, fue presentado en el caso de estudio previo.
9.6.6 LASOS FUNCIONALIDAD-MANUFACTURA
Los requerimientos funcionales para el cuerpo del cilindro requiere que este contenga fluido y transfiera
presión de fluido a los pistones. Para lograr estos requerimientos, otras características del producto, tales
como exactitud dimensional, vida larga, manufacturabilidad, evitar el desgaste, y facilidad de ensamble,
también son requeridos.
9.6.6.1 DESPLIEGUE DE LOS REQUERIMIENTOS TÉCNICOS Y DE DISEÑO
El propósito de la matriz de transformación funcional es identificar la relación entre los atributos de diseño y
las variables de manufactura. Si solo unos cuantos procesos de manufactura están involucrados en la
manufactura del producto, una sola gráfica para cada etapa es suficiente. Sin embargo, para un sistema
complejo, puede ser necesario transferir un criterio a la vez o dos criterios simultáneamente.

269
Aquí, un criterio (confiabilidad) es usado para demostrar transferencia de los requerimientos funcionales
a diseño y los requerimientos técnicos. Los resultados se muestran en la Tabla 9.22. Los criterios que afecta a
la confiabilidad del cuerpo del cilindro son seleccionados. Estos son como sigue:
Fortaleza del material.
Desgaste.
Limpieza.
Seguridad.
Protección.
Mantenibilidad y serviciabilidad.
Carga y capacidad.
Identificación de los componentes más débiles del producto.
Los requerimientos funcionales para la confiabilidad son listados en la porción horizontal de la primer
etapa en el proceso FTM. Los requerimientos funcionales (confiabilidad) fueron trasladados en
requerimientos apropiados técnicos y de diseño como se muestra en la Tabla 9.22. La función principal del
cuerpo del cilindro es contener fluido y trasferir presión del fluido. Este debe tener suficiente rigidez
estructural para resistir la presión y ser durable también. El grado de acabado de la superficie interna del
cuerpo del cilindro tiene un efecto significativo en la resistencia al desgaste. Esta también protege la tapa
(sello). En general, la pulcritud es esencial para una aplicación efectiva de fluidos de trabajo de metal,
recubrimientos y pintura, adhesivos de unión, soldadura, soldadura de bronce, y soldadura de estaño, es
necesario proveer un sello resistente al agua para prevenir que el polvo, agua, y otros elementos externos
entren al cilindro de la llanta. La Tabla 9.22 ilustra la relación entre los requerimientos funcionales y los
requerimientos de diseño para el cuerpo del cilindro.
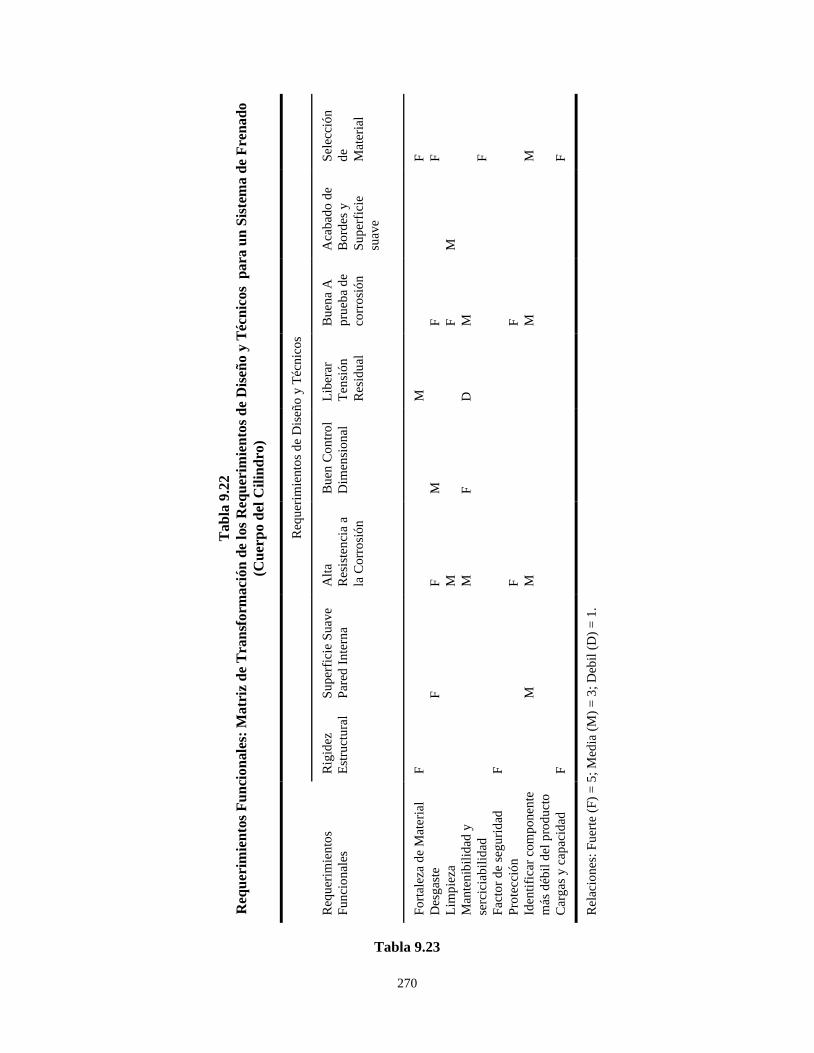
270
Tab
la 9
.22
Req
uer
imie
nto
s F
un
cio
nale
s: M
atr
iz d
e T
ran
sform
aci
ón
de
los
Req
uer
imie
nto
s d
e D
iseñ
o y
Téc
nic
os
pa
ra u
n S
iste
ma
de
Fre
na
do
(Cu
erp
o d
el C
ilin
dro
)
Req
uer
imie
nto
s d
e D
iseñ
o y
Téc
nic
os
Sel
ecci
ón
de
Mat
eria
l
F
F
F
M
F
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3;
Deb
il (
D)
= 1
.
Aca
bad
o d
e
Bo
rdes
y
Su
per
fici
e
suav
e
M
Bu
ena
A
pru
eba
de
corr
osi
ón
F
F
M
F
M
Lib
erar
Ten
sió
n
Res
idu
al
M
D
Bu
en C
on
tro
l
Dim
ensi
on
al
M
F
Alt
a
Res
iste
nci
a a
la C
orr
osi
ón
F
M
M
F
M
Su
per
fici
e S
uav
e
Par
ed I
nte
rna
F
M
Rig
idez
Est
ruct
ura
l
F
F
F
Req
uer
imie
nto
s
Fu
nci
on
ales
Fo
rtal
eza
de
Mat
eria
l
Des
gas
te
Lim
pie
za
Man
ten
ibil
idad
y
serc
icia
bil
idad
Fac
tor
de
seg
uri
dad
Pro
tecc
ión
Iden
tifi
car
com
pon
ente
más
déb
il d
el p
rod
uct
o
Car
gas
y c
apac
idad
Tabla 9.23
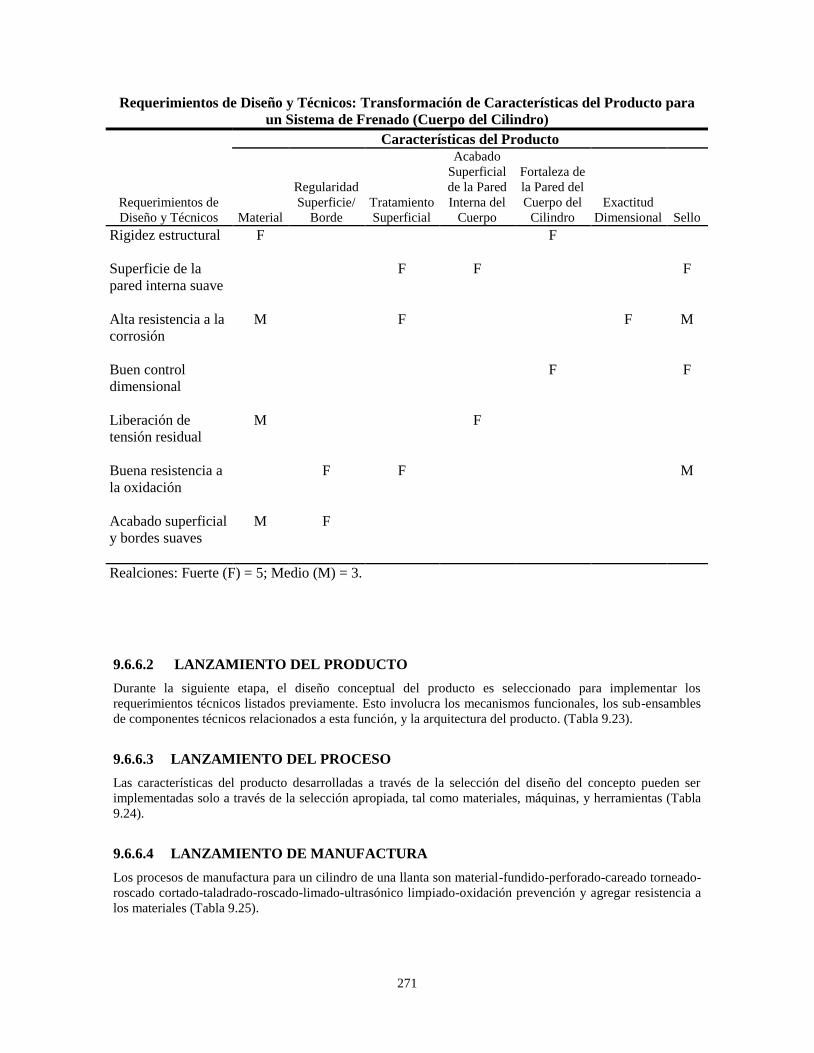
271
Requerimientos de Diseño y Técnicos: Transformación de Características del Producto para
un Sistema de Frenado (Cuerpo del Cilindro)
Características del Producto
Requerimientos de
Diseño y Técnicos Material
Regularidad
Superficie/
Borde
Tratamiento
Superficial
Acabado
Superficial
de la Pared
Interna del
Cuerpo
Fortaleza de
la Pared del
Cuerpo del
Cilindro
Exactitud
Dimensional Sello
Rigidez estructural
Superficie de la
pared interna suave
Alta resistencia a la
corrosión
Buen control
dimensional
Liberación de
tensión residual
Buena resistencia a
la oxidación
Acabado superficial
y bordes suaves
F
M
M
M
F
F
F
F
F
F
F
F
F
F
F
M
F
M
Realciones: Fuerte (F) = 5; Medio (M) = 3.
9.6.6.2 LANZAMIENTO DEL PRODUCTO
Durante la siguiente etapa, el diseño conceptual del producto es seleccionado para implementar los
requerimientos técnicos listados previamente. Esto involucra los mecanismos funcionales, los sub-ensambles
de componentes técnicos relacionados a esta función, y la arquitectura del producto. (Tabla 9.23).
9.6.6.3 LANZAMIENTO DEL PROCESO
Las características del producto desarrolladas a través de la selección del diseño del concepto pueden ser
implementadas solo a través de la selección apropiada, tal como materiales, máquinas, y herramientas (Tabla
9.24).
9.6.6.4 LANZAMIENTO DE MANUFACTURA
Los procesos de manufactura para un cilindro de una llanta son material-fundido-perforado-careado torneado-
roscado cortado-taladrado-roscado-limado-ultrasónico limpiado-oxidación prevención y agregar resistencia a
los materiales (Tabla 9.25).

272
Tab
la 9
.24
Ca
ract
erís
tica
s d
el P
rod
uct
o:
Tra
nsc
asf
orm
aci
ón
de
las
Cara
cter
ísti
cas
del
Pro
ceso
pa
ra u
n S
iste
ma
de
Fre
na
do
(C
uer
po
del
Cil
ind
ro)
Car
acte
ríst
icas
del
Pro
ceso
A p
rueb
a
/pre
ven
ci
ón
con
tra
ox
ido
M
F
F
F
Rel
acio
nes
: F
uer
te
(F)
= 5
; M
edia
(M
) =
3;
Deb
il (
D)
= 1
.
Lim
pie
za
ult
rasó
nic
a F
M
Afi
lad
o
F
F
Ro
scad
o
con
mac
hu
elo
F
Tal
adra
do
F
Co
rte
de
ran
ura
F
M
Ro
scad
o
con
torn
o
M
M
Car
ead
o
Co
n
torn
o
M
Per
fora
do
F
M
Tra
tam
ien
to
Tér
mic
o
F
F
M
Fu
nd
ició
n
F
M
F
M
Mat
eria
l
F
M
F
F
Car
acte
ríst
icas
del
Pro
du
cto
Mat
eria
l
Reg
ula
rid
ad
sup
erfi
cial
y
bo
rde
Tra
tam
ien
to
sup
erfi
cial
Aca
bad
o
sup
erfi
cial
de
la
par
ed i
nte
rna
del
cu
erpo
del
cili
nd
ro
Fo
rtal
eza
de
la
par
ed d
el
cuer
po
del
cili
nd
ro
Ex
acti
tud
Dim
ensi
on
al
Sel
lo
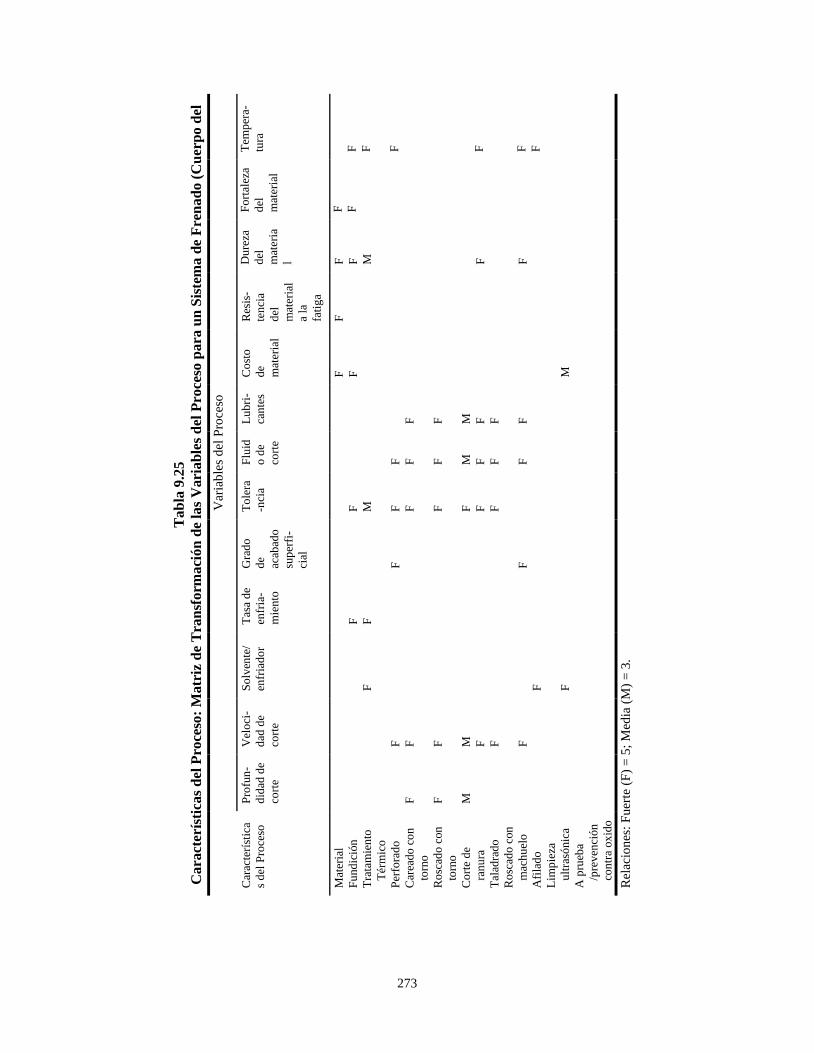
273
Tab
la 9
.25
Ca
ract
erís
tica
s d
el P
roce
so:
Matr
iz d
e T
ran
sform
aci
ón
de
las
Vari
ab
les
del
Pro
ceso
pa
ra u
n S
iste
ma
de
Fre
na
do
(C
uer
po
del
Cil
ind
ro)
Var
iab
les
del
Pro
ceso
Tem
per
a-
tura
F
F
F
F
F
F
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3.
Fo
rtal
eza
del
mat
eria
l
F
F
Du
reza
del
mat
eria
l F
F
M
F
F
Res
is-
ten
cia
del
mat
eria
l
a la
fati
ga
F
Co
sto
de
mat
eria
l
F
F
M
Lu
bri
-
can
tes
F
F
M
F
F
F
Flu
id
o d
e
cort
e
F
F
F
M
F
F
F
To
lera
-nci
a
F
M
F
F
F
F
F
F
Gra
do
de
acab
ado
sup
erfi
-
cial
F
F
Tas
a d
e
enfr
ia-
mie
nto
F
F
So
lven
te/
enfr
iad
or
F
F
F
Vel
oci
-
dad
de
cort
e
F
F
F
M
F
F
F
Pro
fun
-
did
ad d
e
cort
e
F
F
M
Car
acte
ríst
ica
s d
el P
roce
so
Mat
eria
l
Fu
nd
ició
n
Tra
tam
ien
to
Tér
mic
o
Per
fora
do
Car
ead
o c
on
torn
o
Ro
scad
o c
on
torn
o
Co
rte
de
ran
ura
Tal
adra
do
Ro
scad
o c
on
mac
hu
elo
Afi
lad
o
Lim
pie
za
ult
rasó
nic
a
A p
rueb
a
/pre
ven
ción
con
tra
ox
ido

274
Los procesos y máquinas herramientas usadas para manufacturar los componentes deben estar
controlados muy de cerca para lograr la calidad deseada. La meta deseada de producir partes funcionales no
será realizada a menos que el proceso de manufactura se haga robusto para controlar las variables de
manufactura. Algunos de los procesos de manufactura importantes relevantes al cuerpo del cilindro de la
llanta son los siguientes:
Torneado: Torneado es una operación secundaria para producir superficies cilíndricas con
precisión. Ya que las partes torneadas deben se rotadas durante la operación, el proceso
impone limitaciones en el tamaño, peso, y forma. El tamaño y longitud de la pieza de trabajo
afectan inversamente la exactitud dimensional. Mientras más grandes sean estas
dimensiones, mayor será la variación posible después del maquinado. El diseño y
construcción de máquina debe de proveer control sobre disturbios de operación debido a
factores tales como vibración, pandeo, distorsión térmica, y desgaste en las partes
funcionales de la máquina, lo cual puede ser la causa para la variación de pieza a pieza.
Otros factores incluyen parte pandeada, desgaste de la herramienta, exactitud de la
herramienta de medición, y la habilidad del operador. Además, el acabado superficial de una
parte torneada está directamente relacionada a la tasa de alimentación, filo de la herramienta,
geometría de la herramienta, material de la herramienta, y material de la pieza de trabajo.
Taladrado/Perforado: Los agujeros son maquinados cuando el proceso primario de
producción no produce agujeros o falla en producirlos al tamaño, exactitud, rectitud, o
acabado superficial necesario. La exactitud de ambos el diámetro y la rectitud de los agujeros
taladrados depende en el correcto afilado de las brocas, el juego y falta de rigidez en el
cabezal del taladro típico, la expansión térmica del material a ser taladrado, la distorsión de
la pieza de trabajo debido al la sujeción, y la presencia de un buje de taladrado durante el
proceso de taladrado.
Tratamiento superficial: Las operaciones de plateado y pulido son para mejorar el acabado
superficial en vez de refinar las dimensiones. Las funciones más importantes de las
operaciones de pulido son para mejorar la apariencia; remover rebaba; limpiar una superficie
para soldado con bronce, soldadura con estaño, o acabado superficial; y mejorar la
resistencia a la corrosión. Anodizado, rociado térmico, careado en seco, recubrimiento de
porcelana, sumergido en caliente, deposición química por vapor, deposición de ion por
vapor, metalizado en vacio, acomodamiento, implantación de ion, electroplateado,
electroformado, y pintura sin electrodos son las variables del proceso.
Tratamiento térmico: El tratamiento térmico imparte las siguientes características a una
parte: tensión residual baja, dureza superficial incrementada con resistencia mejorada al
desgaste, modificación de la microestructura para propiedades mecánicas mejoradas, y
maquinabilidad más alta. Templado, calentamiento y enfriamiento lento, normalizado,
carburizado, nitridizado, carbonitiridizado, cromado, boronizado, endurecimiento por
resistencia de alta frecuencia, endurecimiento por inducción, endurecimiento por flama,
endurecimiento por haz de electrones, y endurecimiento por laser son algunas técnicas de
tratamiento térmico. El tratamiento térmico óptimo depende de relaciones de transformación
criticas tiempo-temperatura, composición y condición del metal a ser tratado térmicamente,
respuesta del metal a enfriamiento en un liquido, y el método usado de enfriamiento en
liquido.
En el paso 6, se estudio el proceso de manufactura del cuerpo del cilindro de una llanta a detalle y se uso
la matriz de transformación para identificar las variables importantes de manufactura para generar guías que
aseguren la funcionalidad del producto. Al mismo tiempo, algunos conceptos de diseño importantes son
generados. Por ejemplo, cuando se estudia el proceso de perforado, el diseño de los aditamentos es muy
importante para una exactitud dimensional. Similarmente, en la etapa de diseño, se necesita considerar la
forma del cuerpo del cilindro para facilidad de manufacturado. Varios ejemplo ilustran el proceso de generar
guías de diseño y manufactura. Por ejemplo, en el paso 2, se tiene el criterio de “redundancia” así que se
pueden tener las siguientes guías:
275
Usar dos o más circuitos para transmitir energía de frenado a los frenos de las llantas. En el
evento de una falla de un circuito, efectividad de frenado parcial es provista.
Para incrementar la confiabilidad, usar dos cilindros independientes, esto es, un cilindro
maestro controla dos cilindros de llanta.
Como otro ejemplo, del paso 5, el proceso de limado es incluido en las características del proceso así que
se puede tener las siguientes guías:
Seleccionar dos velocidades de movimiento (rotación y de vaivén a una relación de 3:1) para
dar una malla con líneas a un ángulo de inclinación de 30-60 grados, el cual es el mejor
patrón superficial para resistir el desgaste para la superficie interna del cuerpo del cilindro.
Seleccionar velocidades de limado apropiadas en base al material, dureza, características del
orificio (completo, interrumpido, etc.). Si la velocidad de limado es muy alta, es más apta
para generar más calor, lo cual resulta en un daño en la superficie. Contrariamente, si la
velocidad es muy baja, esto incrementa el costo de manufactura como también el tiempo.
9.6.7 LANZAMIENTO DE LA ENCUESTA
El sistema de frenado del automóvil es un sistema mecánico interno. Los usuarios finales del vehículo tienen
contribución limitada en evaluar los requerimientos funcionales del sistema. Una encuesta fue conducida para
probar la funcionalidad solo para las guías de diseño/manufactura. La encuesta desarrollada en base criterios
específicos de la funcionalidad del producto (en forma genérica) y los resultados de la matriz de
transformación de la función. El desarrollo de guías para manufacturabilidad es ilustrada en la Tabla 9.26.
Esto es seguido por una lista de verificación para desarrollar otros parámetros del producto relacionados
(Tablas 9.27 y 9.32).
9.6.8 PRUEBA Y ANÁLISIS ESTADÍSTICO
El procedimiento para colección de datos es similar al del ejemplo del abrelatas ilustrado antes. La
confiabilidad y pruebas de validez son las mismas. No hay prueba de correlación para los usuarios y los
manufactureros, ya que los usuarios no son encuestados en este caso. Se usa el mismo método que en las
guías de pruebas del abrelatas. El alfa de Cronbach es usado para probar la confiabilidad entre las preguntas
de cada una de las secciones en el cuestionario. Veintiuno de los diseñadores/manufactureros regresaron las
listas de verificación del cuestionario. Análisis estadísticos fueron realizados para probar la confiabilidad y
validez del cuestionario.
9.6.8.1 RESULTADOS DE LA PRUEBA DE CONFIABILIDAD
El método usado para probar la confiabilidad de cada una de las secciones en el cuestionario de funcionalidad
del sistema de frenado es el método alfa de Cronbach, como en el caso del cuestionario de funcionalidad del
abrelatas. Los valores alfa de Cronbach para las listas de verificación de la guías de diseño/manufactura son
presentadas en la Tabla 9.33.
Ya que los valores alfa de Cronbach de todas las secciones son sobre 0.8, todas las secciones son
altamente confiables y para ser usadas en las guías de funcionalidad del sistema de frenado.

276
Tabla 9.26
Guías de Manufacturabilidad para Mejorar la Funcionalidad de un Sistema de Frenado de
Automóvil Opinión
1 2 3 4 5 Comentarios
1. Usar partes y materiales estándar
2. Simplificar el diseño y minimizar el número de partes
3. Intentar mejorar las debilidades del sistema de frenado de tambor. El tambor de
frenado trasero tiene una costo bajo inherente comparado a un disco de frenado
equivalente y los requerimientos de frenado en detenido es construido con muy poca
complejidad extra.
4. El acabado debe ser dirigido hacia la producción de una superficie que está dentro de
las tolerancias, tenga la rugosidad y textura apropiada, y está libre de daño y de tensión
residual peligrosa.
5. Para asegurar suficiente vida de desgaste, el desempeño térmico, y bajo ruido, el
diámetro de frenado máximo permisible está limitado por el tamaño del rin y, como tal,
determinado por el peso del vehículo.
6. Limado: El grado de acabado superficial requerido depende de la vida de la tapa y
costo de manufactura; si la calidad de la tapa es buena, el grado del acabado superficial
puede ser reducido.
7. Las técnicas de entrar y sacar deben asegurar un llenado suave y completo de la
cavidad del dado seguido por una solidificación ordenada para prevenir arena, costra, y
que se generen residuos en las hendiduras.
8. Usar proceso de vaciado para formar la forma del cuerpo del cilindro.
9. Vaciado: En base a los requerimientos funcionales, seleccionara material apropiado
para el cuerpo del cilindro para manufactura fácil y costo bajo
10. Vaciado: El diseño del cuerpo del cilindro debe de considerar provisión para
contracción de metales vaciado por medio de concesión para el encogimiento en
patrones; otras concesiones son esas para maquinar pieza de trabajo para acabado y
ocasionalmente para compensar para distorsiones esperadas.
11. Vaciado: Las esquinas y filetes agudos deben ser evitados, ya que ellos pueden causar
cuarteaduras y desprendimiento durante la solidificación del material.
12. Vaciado: Después de que el vaciado es removido del molde, varias operaciones de
limpieza, acabado, e inspección deben ser realizadas.
13. Vaciado: La transferencia de calor debe ser controlada localmente para prevenir
inanición de porciones solidificaciones tardías del vaciado y minimizar la porosidad en
el cuerpo del cilindro.
14. Limado: Para acabado de superficies internas del cuerpo del cilindro, usar limado;
desde el grado de acabado superficial (Ra 0.15- 1.5μm), lograr los requerimientos
funcionales; el costo de limado es menor que otras operaciones.
15. Limado: Seleccione el tamaño de grano apropiado, el cual depende en los
requerimientos de acabado superficial (material, dureza, tipo de abrasivo, etc.); el
equivocado elevará los costos de manufactura o no cumplirá los requerimientos
funcionales.
16. Limado: Proveer 0.05 mm de concesión interna para limado. Esto es un rango óptimo
para costo (tiempo) y maquinado.
17. Perforado: Usarlo para agrandar orificios en el cuerpo del cilindro hechos por procesos
de vaciado previos y para cortar las concesiones para el acabado superficial final
18. Perforado: Para el acabado superficial interno del cuerpo del cilindro, el grado de
acabado superficial es alto, por lo que las concesiones maquinadas pueden ser
reducida; de otra manera esta necesita ser incrementada
19. Perforado: Las concesiones para maquinado para el acabado superficial final debe
mantener requerimientos mínimos para reducir costo de maquinado
20. Perforado: Los aditamentos de sujeción para la pieza de trabajo para operaciones de
perforado es extremadamente importante para una exactitud dimensional
(Continua)
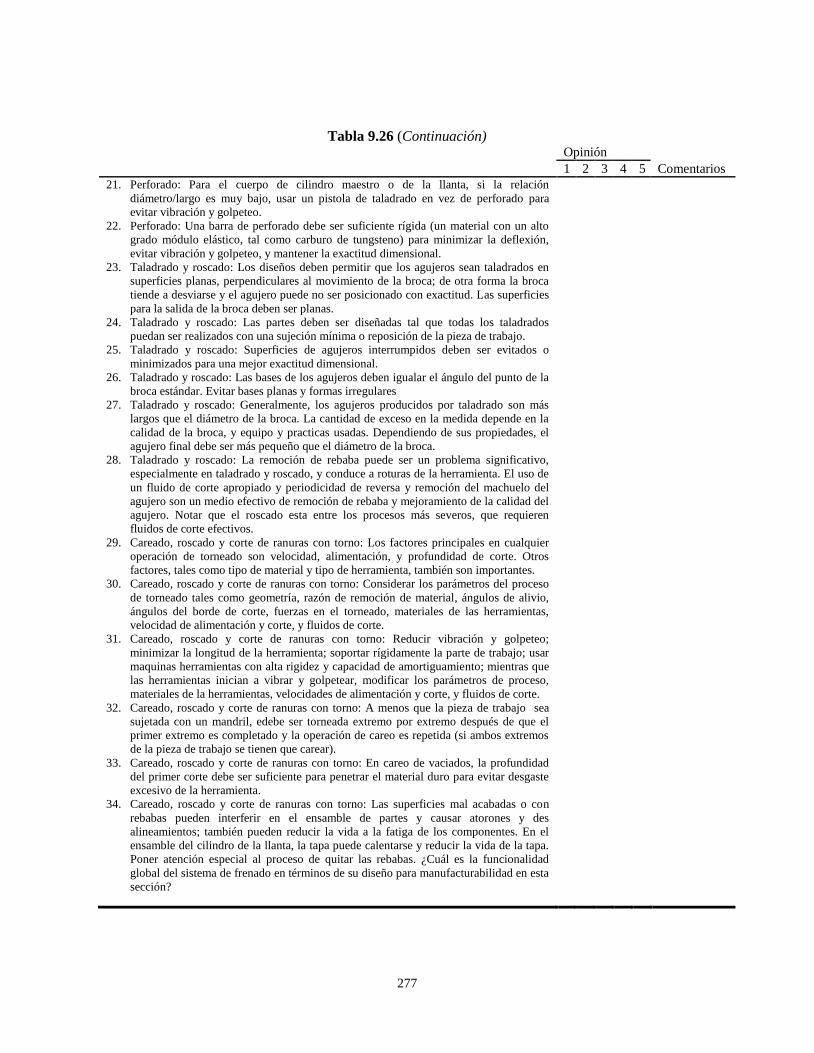
277
Tabla 9.26 (Continuación) Opinión
1 2 3 4 5 Comentarios
21. Perforado: Para el cuerpo de cilindro maestro o de la llanta, si la relación
diámetro/largo es muy bajo, usar un pistola de taladrado en vez de perforado para
evitar vibración y golpeteo.
22. Perforado: Una barra de perforado debe ser suficiente rígida (un material con un alto
grado módulo elástico, tal como carburo de tungsteno) para minimizar la deflexión,
evitar vibración y golpeteo, y mantener la exactitud dimensional.
23. Taladrado y roscado: Los diseños deben permitir que los agujeros sean taladrados en
superficies planas, perpendiculares al movimiento de la broca; de otra forma la broca
tiende a desviarse y el agujero puede no ser posicionado con exactitud. Las superficies
para la salida de la broca deben ser planas.
24. Taladrado y roscado: Las partes deben ser diseñadas tal que todas los taladrados
puedan ser realizados con una sujeción mínima o reposición de la pieza de trabajo.
25. Taladrado y roscado: Superficies de agujeros interrumpidos deben ser evitados o
minimizados para una mejor exactitud dimensional.
26. Taladrado y roscado: Las bases de los agujeros deben igualar el ángulo del punto de la
broca estándar. Evitar bases planas y formas irregulares
27. Taladrado y roscado: Generalmente, los agujeros producidos por taladrado son más
largos que el diámetro de la broca. La cantidad de exceso en la medida depende en la
calidad de la broca, y equipo y practicas usadas. Dependiendo de sus propiedades, el
agujero final debe ser más pequeño que el diámetro de la broca.
28. Taladrado y roscado: La remoción de rebaba puede ser un problema significativo,
especialmente en taladrado y roscado, y conduce a roturas de la herramienta. El uso de
un fluido de corte apropiado y periodicidad de reversa y remoción del machuelo del
agujero son un medio efectivo de remoción de rebaba y mejoramiento de la calidad del
agujero. Notar que el roscado esta entre los procesos más severos, que requieren
fluidos de corte efectivos.
29. Careado, roscado y corte de ranuras con torno: Los factores principales en cualquier
operación de torneado son velocidad, alimentación, y profundidad de corte. Otros
factores, tales como tipo de material y tipo de herramienta, también son importantes.
30. Careado, roscado y corte de ranuras con torno: Considerar los parámetros del proceso
de torneado tales como geometría, razón de remoción de material, ángulos de alivio,
ángulos del borde de corte, fuerzas en el torneado, materiales de las herramientas,
velocidad de alimentación y corte, y fluidos de corte.
31. Careado, roscado y corte de ranuras con torno: Reducir vibración y golpeteo;
minimizar la longitud de la herramienta; soportar rígidamente la parte de trabajo; usar
maquinas herramientas con alta rigidez y capacidad de amortiguamiento; mientras que
las herramientas inician a vibrar y golpetear, modificar los parámetros de proceso,
materiales de la herramientas, velocidades de alimentación y corte, y fluidos de corte.
32. Careado, roscado y corte de ranuras con torno: A menos que la pieza de trabajo sea
sujetada con un mandril, edebe ser torneada extremo por extremo después de que el
primer extremo es completado y la operación de careo es repetida (si ambos extremos
de la pieza de trabajo se tienen que carear).
33. Careado, roscado y corte de ranuras con torno: En careo de vaciados, la profundidad
del primer corte debe ser suficiente para penetrar el material duro para evitar desgaste
excesivo de la herramienta.
34. Careado, roscado y corte de ranuras con torno: Las superficies mal acabadas o con
rebabas pueden interferir en el ensamble de partes y causar atorones y des
alineamientos; también pueden reducir la vida a la fatiga de los componentes. En el
ensamble del cilindro de la llanta, la tapa puede calentarse y reducir la vida de la tapa.
Poner atención especial al proceso de quitar las rebabas. ¿Cuál es la funcionalidad
global del sistema de frenado en términos de su diseño para manufacturabilidad en esta
sección?
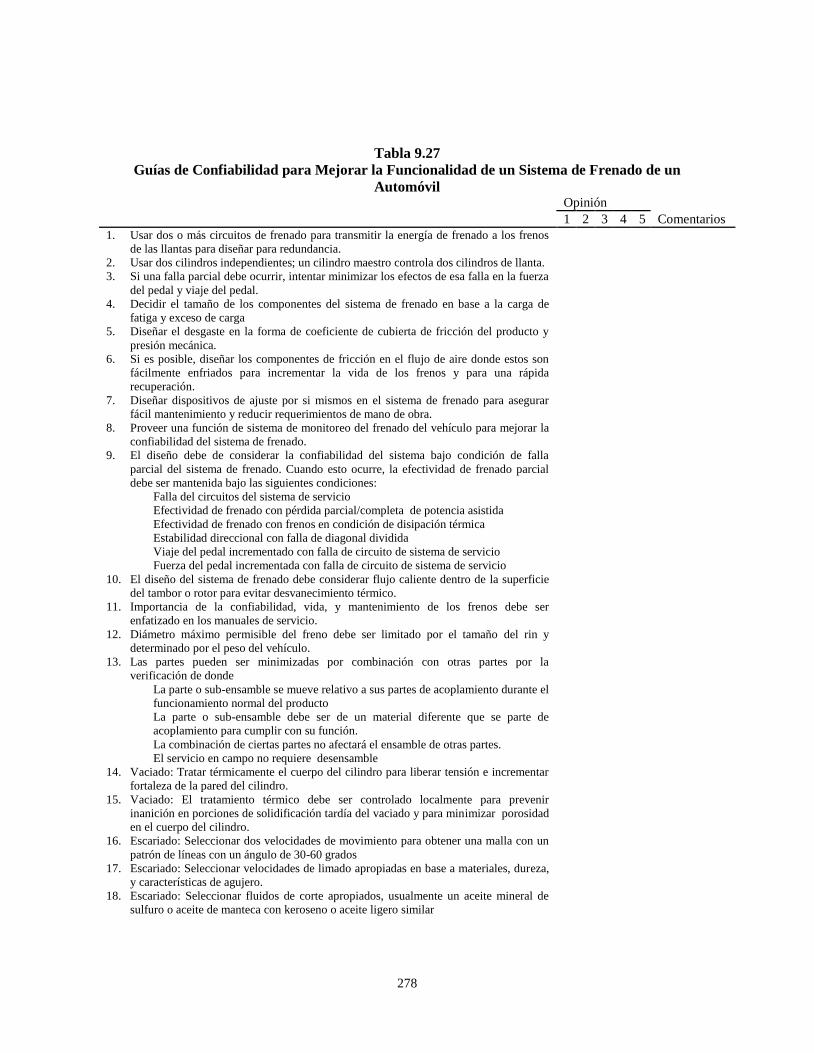
278
Tabla 9.27
Guías de Confiabilidad para Mejorar la Funcionalidad de un Sistema de Frenado de un
Automóvil Opinión
1 2 3 4 5 Comentarios
1. Usar dos o más circuitos de frenado para transmitir la energía de frenado a los frenos
de las llantas para diseñar para redundancia.
2. Usar dos cilindros independientes; un cilindro maestro controla dos cilindros de llanta.
3. Si una falla parcial debe ocurrir, intentar minimizar los efectos de esa falla en la fuerza
del pedal y viaje del pedal.
4. Decidir el tamaño de los componentes del sistema de frenado en base a la carga de
fatiga y exceso de carga
5. Diseñar el desgaste en la forma de coeficiente de cubierta de fricción del producto y
presión mecánica.
6. Si es posible, diseñar los componentes de fricción en el flujo de aire donde estos son
fácilmente enfriados para incrementar la vida de los frenos y para una rápida
recuperación.
7. Diseñar dispositivos de ajuste por si mismos en el sistema de frenado para asegurar
fácil mantenimiento y reducir requerimientos de mano de obra.
8. Proveer una función de sistema de monitoreo del frenado del vehículo para mejorar la
confiabilidad del sistema de frenado.
9. El diseño debe de considerar la confiabilidad del sistema bajo condición de falla
parcial del sistema de frenado. Cuando esto ocurre, la efectividad de frenado parcial
debe ser mantenida bajo las siguientes condiciones:
Falla del circuitos del sistema de servicio
Efectividad de frenado con pérdida parcial/completa de potencia asistida
Efectividad de frenado con frenos en condición de disipación térmica
Estabilidad direccional con falla de diagonal dividida
Viaje del pedal incrementado con falla de circuito de sistema de servicio
Fuerza del pedal incrementada con falla de circuito de sistema de servicio
10. El diseño del sistema de frenado debe considerar flujo caliente dentro de la superficie
del tambor o rotor para evitar desvanecimiento térmico.
11. Importancia de la confiabilidad, vida, y mantenimiento de los frenos debe ser
enfatizado en los manuales de servicio.
12. Diámetro máximo permisible del freno debe ser limitado por el tamaño del rin y
determinado por el peso del vehículo.
13. Las partes pueden ser minimizadas por combinación con otras partes por la
verificación de donde
La parte o sub-ensamble se mueve relativo a sus partes de acoplamiento durante el
funcionamiento normal del producto
La parte o sub-ensamble debe ser de un material diferente que se parte de
acoplamiento para cumplir con su función.
La combinación de ciertas partes no afectará el ensamble de otras partes.
El servicio en campo no requiere desensamble
14. Vaciado: Tratar térmicamente el cuerpo del cilindro para liberar tensión e incrementar
fortaleza de la pared del cilindro.
15. Vaciado: El tratamiento térmico debe ser controlado localmente para prevenir
inanición en porciones de solidificación tardía del vaciado y para minimizar porosidad
en el cuerpo del cilindro.
16. Escariado: Seleccionar dos velocidades de movimiento para obtener una malla con un
patrón de líneas con un ángulo de 30-60 grados
17. Escariado: Seleccionar velocidades de limado apropiadas en base a materiales, dureza,
y características de agujero.
18. Escariado: Seleccionar fluidos de corte apropiados, usualmente un aceite mineral de
sulfuro o aceite de manteca con keroseno o aceite ligero similar
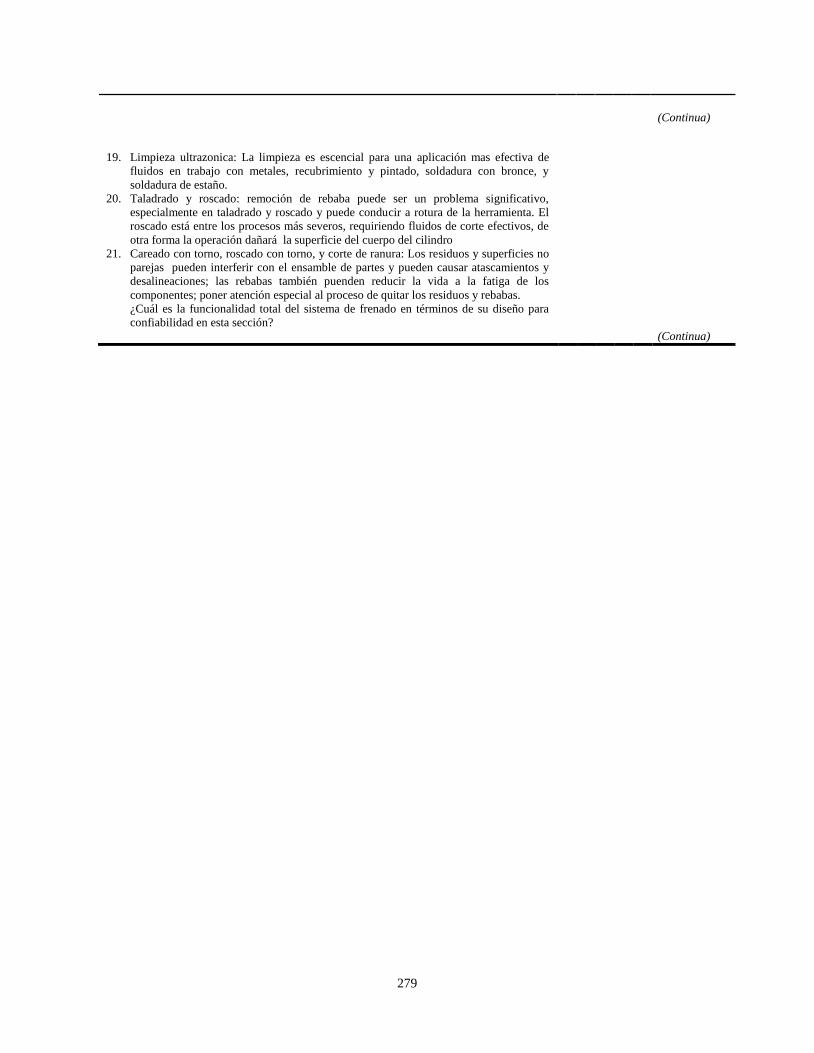
279
19. Limpieza ultrazonica: La limpieza es escencial para una aplicación mas efectiva de
fluidos en trabajo con metales, recubrimiento y pintado, soldadura con bronce, y
soldadura de estaño.
20. Taladrado y roscado: remoción de rebaba puede ser un problema significativo,
especialmente en taladrado y roscado y puede conducir a rotura de la herramienta. El
roscado está entre los procesos más severos, requiriendo fluidos de corte efectivos, de
otra forma la operación dañará la superficie del cuerpo del cilindro
21. Careado con torno, roscado con torno, y corte de ranura: Los residuos y superficies no
parejas pueden interferir con el ensamble de partes y pueden causar atascamientos y
desalineaciones; las rebabas también puenden reducir la vida a la fatiga de los
componentes; poner atención especial al proceso de quitar los residuos y rebabas.
¿Cuál es la funcionalidad total del sistema de frenado en términos de su diseño para
confiabilidad en esta sección?
(Continua)
(Continua)
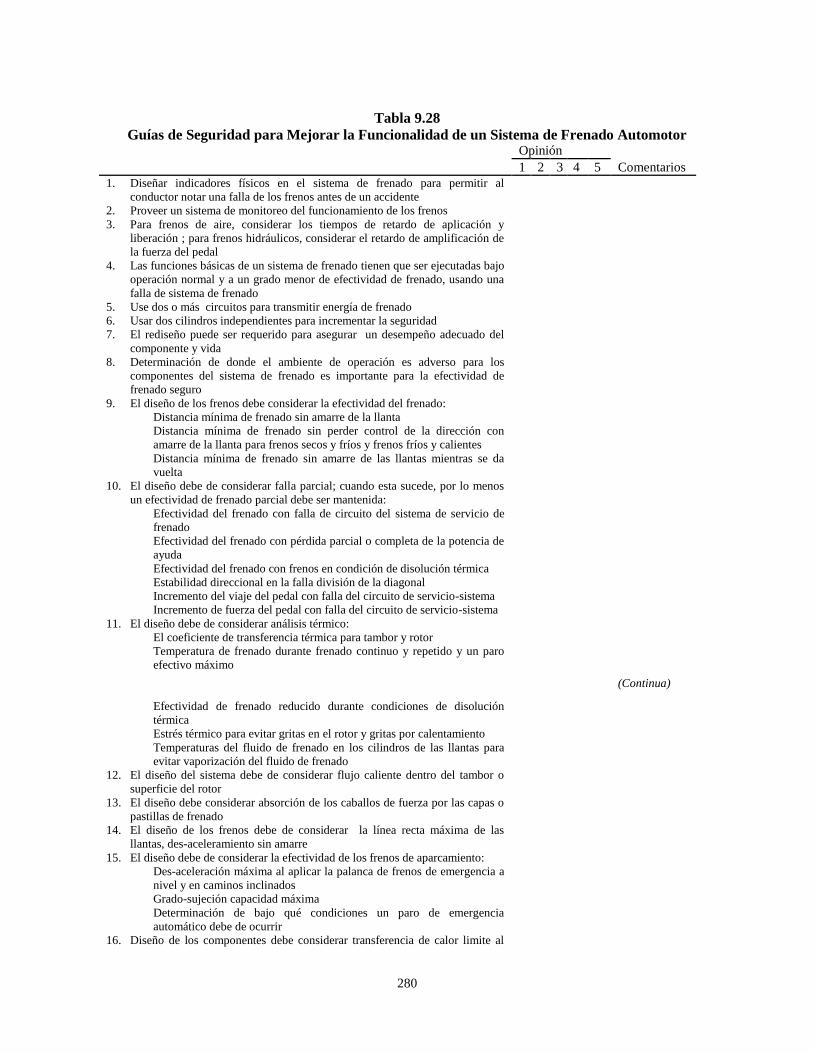
280
Tabla 9.28
Guías de Seguridad para Mejorar la Funcionalidad de un Sistema de Frenado Automotor Opinión
1 2 3 4 5 Comentarios
1. Diseñar indicadores físicos en el sistema de frenado para permitir al
conductor notar una falla de los frenos antes de un accidente
2. Proveer un sistema de monitoreo del funcionamiento de los frenos
3. Para frenos de aire, considerar los tiempos de retardo de aplicación y
liberación ; para frenos hidráulicos, considerar el retardo de amplificación de
la fuerza del pedal
4. Las funciones básicas de un sistema de frenado tienen que ser ejecutadas bajo
operación normal y a un grado menor de efectividad de frenado, usando una
falla de sistema de frenado
5. Use dos o más circuitos para transmitir energía de frenado
6. Usar dos cilindros independientes para incrementar la seguridad
7. El rediseño puede ser requerido para asegurar un desempeño adecuado del
componente y vida
8. Determinación de donde el ambiente de operación es adverso para los
componentes del sistema de frenado es importante para la efectividad de
frenado seguro
9. El diseño de los frenos debe considerar la efectividad del frenado:
Distancia mínima de frenado sin amarre de la llanta
Distancia mínima de frenado sin perder control de la dirección con
amarre de la llanta para frenos secos y fríos y frenos fríos y calientes
Distancia mínima de frenado sin amarre de las llantas mientras se da
vuelta
10. El diseño debe de considerar falla parcial; cuando esta sucede, por lo menos
un efectividad de frenado parcial debe ser mantenida:
Efectividad del frenado con falla de circuito del sistema de servicio de
frenado
Efectividad del frenado con pérdida parcial o completa de la potencia de
ayuda
Efectividad del frenado con frenos en condición de disolución térmica
Estabilidad direccional en la falla división de la diagonal
Incremento del viaje del pedal con falla del circuito de servicio-sistema
Incremento de fuerza del pedal con falla del circuito de servicio-sistema
11. El diseño debe de considerar análisis térmico:
El coeficiente de transferencia térmica para tambor y rotor
Temperatura de frenado durante frenado continuo y repetido y un paro
efectivo máximo
Efectividad de frenado reducido durante condiciones de disolución
térmica
Estrés térmico para evitar gritas en el rotor y gritas por calentamiento
Temperaturas del fluido de frenado en los cilindros de las llantas para
evitar vaporización del fluido de frenado
12. El diseño del sistema debe de considerar flujo caliente dentro del tambor o
superficie del rotor
13. El diseño debe considerar absorción de los caballos de fuerza por las capas o
pastillas de frenado
14. El diseño de los frenos debe de considerar la línea recta máxima de las
llantas, des-aceleramiento sin amarre
15. El diseño debe de considerar la efectividad de los frenos de aparcamiento:
Des-aceleración máxima al aplicar la palanca de frenos de emergencia a
nivel y en caminos inclinados
Grado-sujeción capacidad máxima
Determinación de bajo qué condiciones un paro de emergencia
automático debe de ocurrir
16. Diseño de los componentes debe considerar transferencia de calor limite al
(Continua)

281
fluido, o el fluido de frenado podría hervir, resultado en un amarre por vapor
17. Si una falla parcial debe de ocurrir, intentar minimizar los efectos de falla
parcial en la fuerza del pedal y viaje del pedal
18. Mantenimiento: Diseño de dispositivos ajustable por si mismos
19. El fabricante debe de enfatizar la importancia de mantenimiento de los frenos
en los manuales de servicio
20. Determinación de donde ciertas prácticas de mantenimiento o ausencia de
mantenimiento por grupos particulares de usuarios puede requerir rediseño
para asegurar un adecuado desempeño y vida del componente
21. Vaciado: Tratar térmicamente el cuerpo del cilindro para liberar estrés e
incrementar la fortaleza de la pared del cilindro
22. Escariado: Seleccionar dos velocidades de movimiento para dar una malla
con patrón de líneas inclinadas a un ángulo de 30-60 grados
23. Careado con torno, roscado con torno, y corte de ranuras: Las rebabas pueden
interferir con en ensamble de parte y pueden causar atascamientos y des-
alineaciones; las rebabas también pueden reducir la vida a la fatiga de
componentes; poner atención especial a la eliminación de la rebabas
¿Cuál es la funcionalidad total del sistema de frenado en términos de su
diseño para seguridad en esta sección?
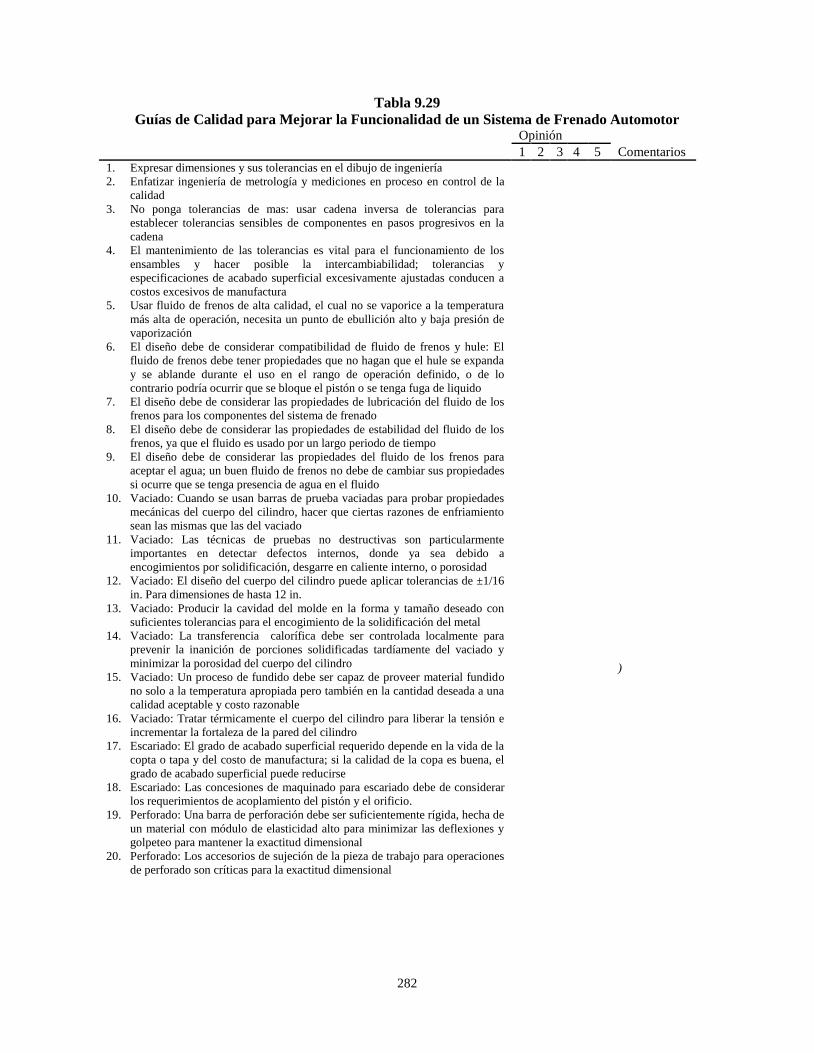
282
Tabla 9.29
Guías de Calidad para Mejorar la Funcionalidad de un Sistema de Frenado Automotor Opinión
1 2 3 4 5 Comentarios
1. Expresar dimensiones y sus tolerancias en el dibujo de ingeniería
2. Enfatizar ingeniería de metrología y mediciones en proceso en control de la
calidad
3. No ponga tolerancias de mas: usar cadena inversa de tolerancias para
establecer tolerancias sensibles de componentes en pasos progresivos en la
cadena
4. El mantenimiento de las tolerancias es vital para el funcionamiento de los
ensambles y hacer posible la intercambiabilidad; tolerancias y
especificaciones de acabado superficial excesivamente ajustadas conducen a
costos excesivos de manufactura
5. Usar fluido de frenos de alta calidad, el cual no se vaporice a la temperatura
más alta de operación, necesita un punto de ebullición alto y baja presión de
vaporización
6. El diseño debe de considerar compatibilidad de fluido de frenos y hule: El
fluido de frenos debe tener propiedades que no hagan que el hule se expanda
y se ablande durante el uso en el rango de operación definido, o de lo
contrario podría ocurrir que se bloque el pistón o se tenga fuga de liquido
7. El diseño debe de considerar las propiedades de lubricación del fluido de los
frenos para los componentes del sistema de frenado
8. El diseño debe de considerar las propiedades de estabilidad del fluido de los
frenos, ya que el fluido es usado por un largo periodo de tiempo
9. El diseño debe de considerar las propiedades del fluido de los frenos para
aceptar el agua; un buen fluido de frenos no debe de cambiar sus propiedades
si ocurre que se tenga presencia de agua en el fluido
10. Vaciado: Cuando se usan barras de prueba vaciadas para probar propiedades
mecánicas del cuerpo del cilindro, hacer que ciertas razones de enfriamiento
sean las mismas que las del vaciado
11. Vaciado: Las técnicas de pruebas no destructivas son particularmente
importantes en detectar defectos internos, donde ya sea debido a
encogimientos por solidificación, desgarre en caliente interno, o porosidad
12. Vaciado: El diseño del cuerpo del cilindro puede aplicar tolerancias de ±1/16
in. Para dimensiones de hasta 12 in.
13. Vaciado: Producir la cavidad del molde en la forma y tamaño deseado con
suficientes tolerancias para el encogimiento de la solidificación del metal
14. Vaciado: La transferencia calorífica debe ser controlada localmente para
prevenir la inanición de porciones solidificadas tardíamente del vaciado y
minimizar la porosidad del cuerpo del cilindro
15. Vaciado: Un proceso de fundido debe ser capaz de proveer material fundido
no solo a la temperatura apropiada pero también en la cantidad deseada a una
calidad aceptable y costo razonable
16. Vaciado: Tratar térmicamente el cuerpo del cilindro para liberar la tensión e
incrementar la fortaleza de la pared del cilindro
17. Escariado: El grado de acabado superficial requerido depende en la vida de la
copta o tapa y del costo de manufactura; si la calidad de la copa es buena, el
grado de acabado superficial puede reducirse
18. Escariado: Las concesiones de maquinado para escariado debe de considerar
los requerimientos de acoplamiento del pistón y el orificio.
19. Perforado: Una barra de perforación debe ser suficientemente rígida, hecha de
un material con módulo de elasticidad alto para minimizar las deflexiones y
golpeteo para mantener la exactitud dimensional
20. Perforado: Los accesorios de sujeción de la pieza de trabajo para operaciones
de perforado son críticas para la exactitud dimensional
)
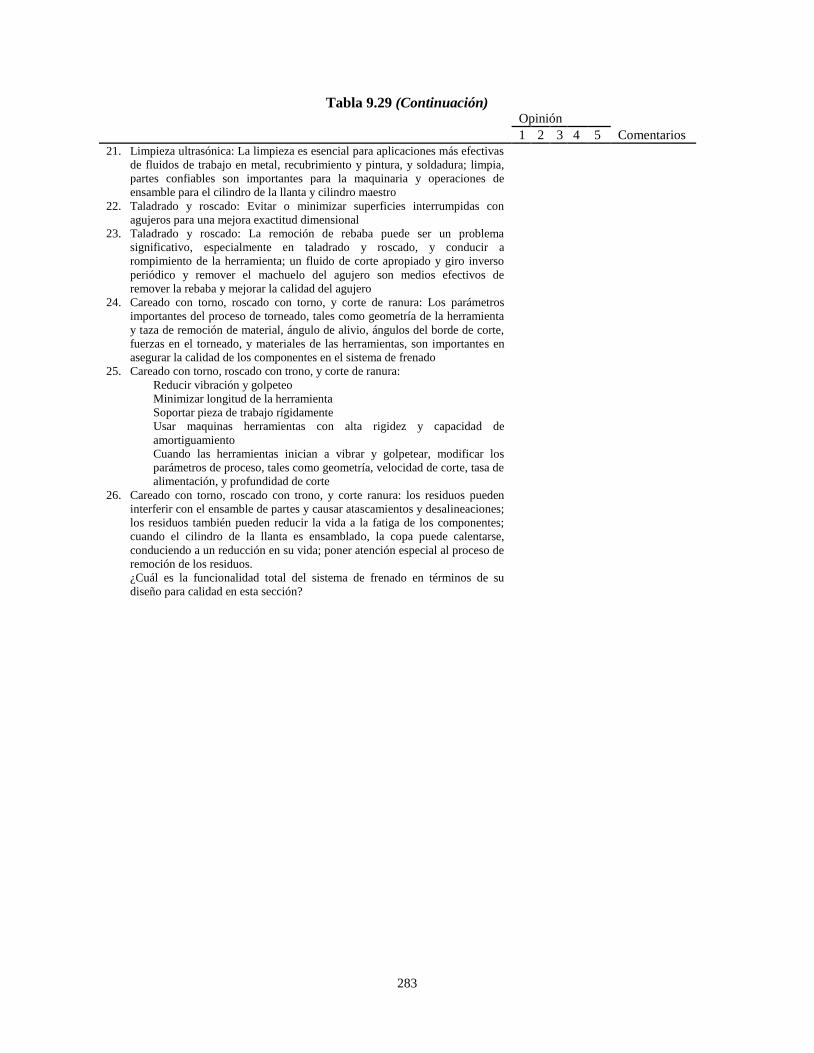
283
Tabla 9.29 (Continuación) Opinión
1 2 3 4 5 Comentarios
21. Limpieza ultrasónica: La limpieza es esencial para aplicaciones más efectivas
de fluidos de trabajo en metal, recubrimiento y pintura, y soldadura; limpia,
partes confiables son importantes para la maquinaria y operaciones de
ensamble para el cilindro de la llanta y cilindro maestro
22. Taladrado y roscado: Evitar o minimizar superficies interrumpidas con
agujeros para una mejora exactitud dimensional
23. Taladrado y roscado: La remoción de rebaba puede ser un problema
significativo, especialmente en taladrado y roscado, y conducir a
rompimiento de la herramienta; un fluido de corte apropiado y giro inverso
periódico y remover el machuelo del agujero son medios efectivos de
remover la rebaba y mejorar la calidad del agujero
24. Careado con torno, roscado con torno, y corte de ranura: Los parámetros
importantes del proceso de torneado, tales como geometría de la herramienta
y taza de remoción de material, ángulo de alivio, ángulos del borde de corte,
fuerzas en el torneado, y materiales de las herramientas, son importantes en
asegurar la calidad de los componentes en el sistema de frenado
25. Careado con torno, roscado con trono, y corte de ranura:
Reducir vibración y golpeteo
Minimizar longitud de la herramienta
Soportar pieza de trabajo rígidamente
Usar maquinas herramientas con alta rigidez y capacidad de
amortiguamiento
Cuando las herramientas inician a vibrar y golpetear, modificar los
parámetros de proceso, tales como geometría, velocidad de corte, tasa de
alimentación, y profundidad de corte
26. Careado con torno, roscado con trono, y corte ranura: los residuos pueden
interferir con el ensamble de partes y causar atascamientos y desalineaciones;
los residuos también pueden reducir la vida a la fatiga de los componentes;
cuando el cilindro de la llanta es ensamblado, la copa puede calentarse,
conduciendo a un reducción en su vida; poner atención especial al proceso de
remoción de los residuos.
¿Cuál es la funcionalidad total del sistema de frenado en términos de su
diseño para calidad en esta sección?
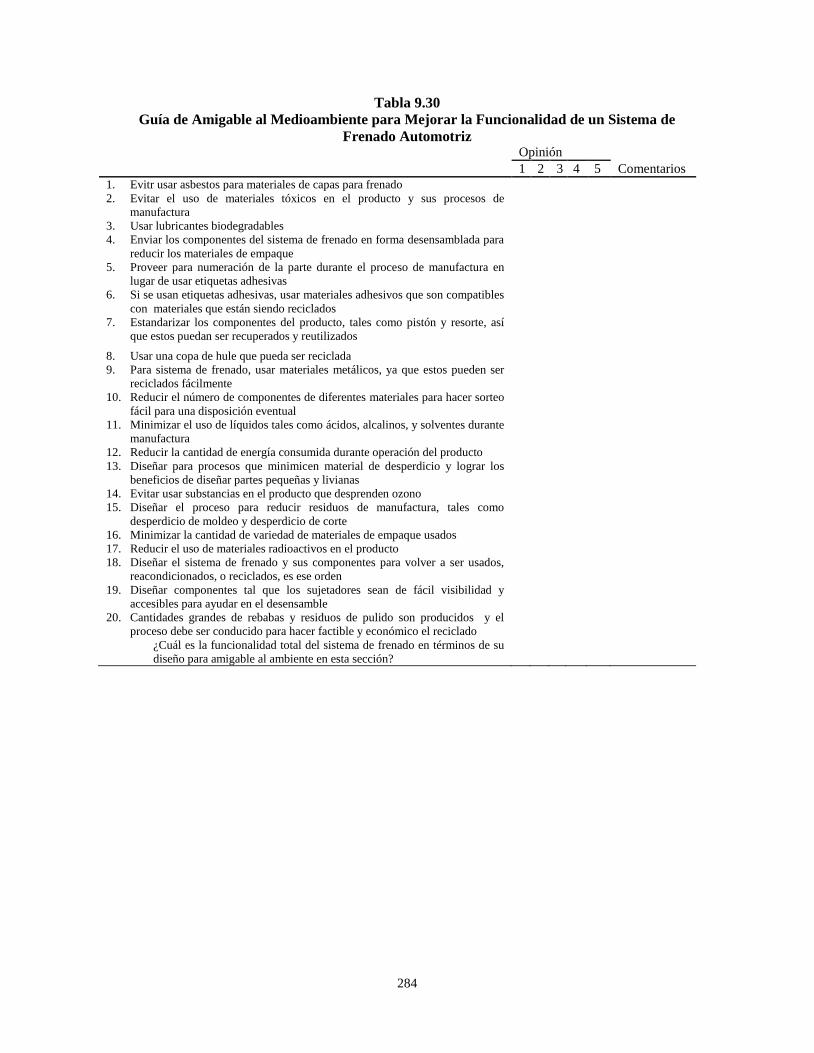
284
Tabla 9.30
Guía de Amigable al Medioambiente para Mejorar la Funcionalidad de un Sistema de
Frenado Automotriz Opinión
1 2 3 4 5 Comentarios
1. Evitr usar asbestos para materiales de capas para frenado
2. Evitar el uso de materiales tóxicos en el producto y sus procesos de
manufactura
3. Usar lubricantes biodegradables
4. Enviar los componentes del sistema de frenado en forma desensamblada para
reducir los materiales de empaque
5. Proveer para numeración de la parte durante el proceso de manufactura en
lugar de usar etiquetas adhesivas
6. Si se usan etiquetas adhesivas, usar materiales adhesivos que son compatibles
con materiales que están siendo reciclados
7. Estandarizar los componentes del producto, tales como pistón y resorte, así
que estos puedan ser recuperados y reutilizados
8. Usar una copa de hule que pueda ser reciclada
9. Para sistema de frenado, usar materiales metálicos, ya que estos pueden ser
reciclados fácilmente
10. Reducir el número de componentes de diferentes materiales para hacer sorteo
fácil para una disposición eventual
11. Minimizar el uso de líquidos tales como ácidos, alcalinos, y solventes durante
manufactura
12. Reducir la cantidad de energía consumida durante operación del producto
13. Diseñar para procesos que minimicen material de desperdicio y lograr los
beneficios de diseñar partes pequeñas y livianas
14. Evitar usar substancias en el producto que desprenden ozono
15. Diseñar el proceso para reducir residuos de manufactura, tales como
desperdicio de moldeo y desperdicio de corte
16. Minimizar la cantidad de variedad de materiales de empaque usados
17. Reducir el uso de materiales radioactivos en el producto
18. Diseñar el sistema de frenado y sus componentes para volver a ser usados,
reacondicionados, o reciclados, es ese orden
19. Diseñar componentes tal que los sujetadores sean de fácil visibilidad y
accesibles para ayudar en el desensamble
20. Cantidades grandes de rebabas y residuos de pulido son producidos y el
proceso debe ser conducido para hacer factible y económico el reciclado
¿Cuál es la funcionalidad total del sistema de frenado en términos de su
diseño para amigable al ambiente en esta sección?
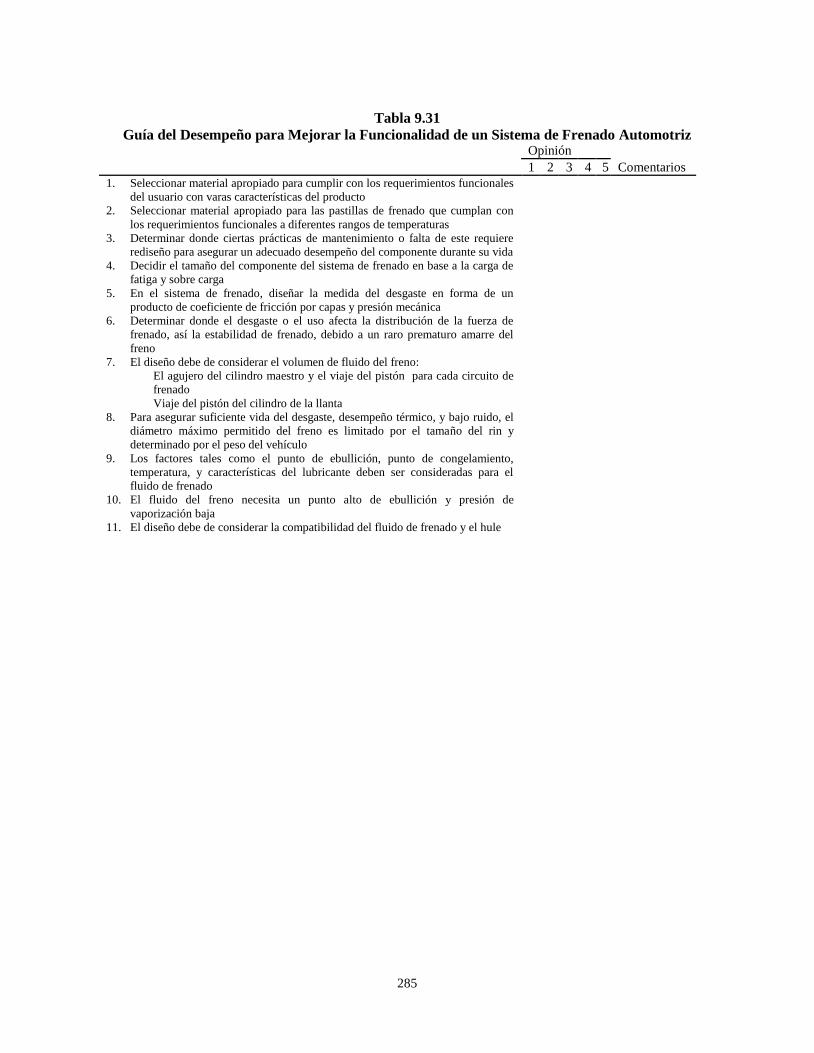
285
Tabla 9.31
Guía del Desempeño para Mejorar la Funcionalidad de un Sistema de Frenado Automotriz Opinión
1 2 3 4 5 Comentarios
1. Seleccionar material apropiado para cumplir con los requerimientos funcionales
del usuario con varas características del producto
2. Seleccionar material apropiado para las pastillas de frenado que cumplan con
los requerimientos funcionales a diferentes rangos de temperaturas
3. Determinar donde ciertas prácticas de mantenimiento o falta de este requiere
rediseño para asegurar un adecuado desempeño del componente durante su vida
4. Decidir el tamaño del componente del sistema de frenado en base a la carga de
fatiga y sobre carga
5. En el sistema de frenado, diseñar la medida del desgaste en forma de un
producto de coeficiente de fricción por capas y presión mecánica
6. Determinar donde el desgaste o el uso afecta la distribución de la fuerza de
frenado, así la estabilidad de frenado, debido a un raro prematuro amarre del
freno
7. El diseño debe de considerar el volumen de fluido del freno:
El agujero del cilindro maestro y el viaje del pistón para cada circuito de
frenado
Viaje del pistón del cilindro de la llanta
8. Para asegurar suficiente vida del desgaste, desempeño térmico, y bajo ruido, el
diámetro máximo permitido del freno es limitado por el tamaño del rin y
determinado por el peso del vehículo
9. Los factores tales como el punto de ebullición, punto de congelamiento,
temperatura, y características del lubricante deben ser consideradas para el
fluido de frenado
10. El fluido del freno necesita un punto alto de ebullición y presión de
vaporización baja
11. El diseño debe de considerar la compatibilidad del fluido de frenado y el hule
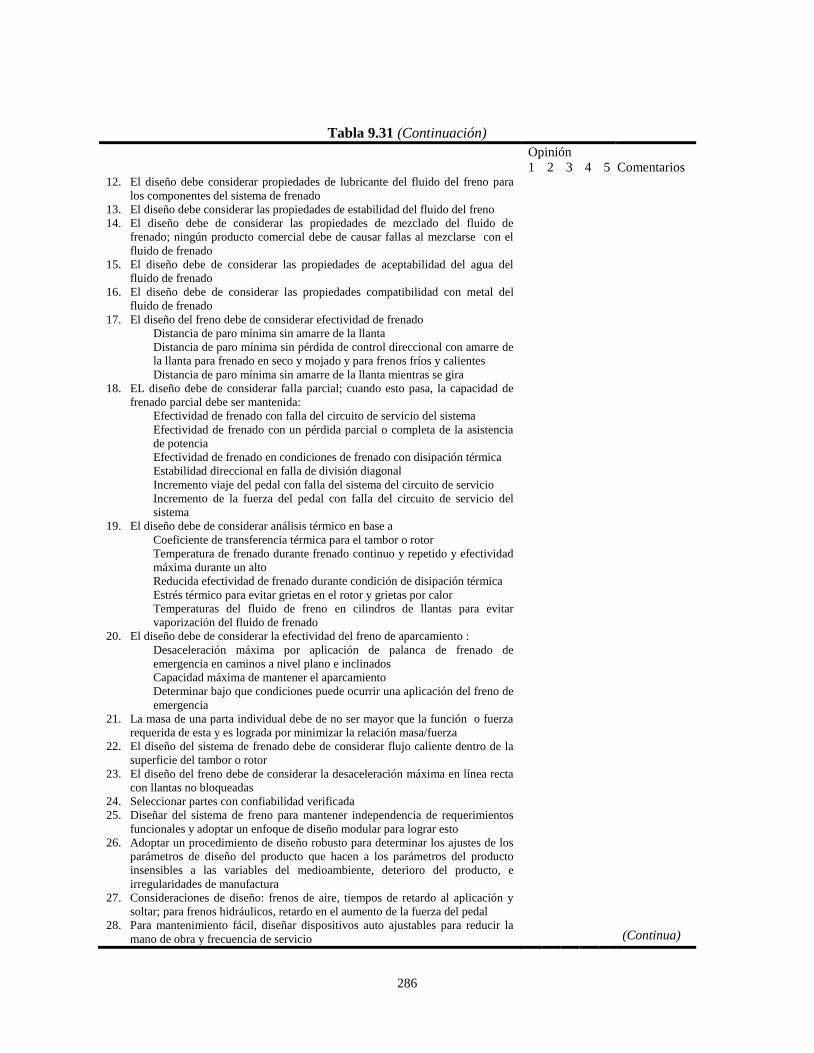
286
Tabla 9.31 (Continuación)
Opinión 1 2 3 4 5 Comentarios 12. El diseño debe considerar propiedades de lubricante del fluido del freno para
los componentes del sistema de frenado
13. El diseño debe considerar las propiedades de estabilidad del fluido del freno
14. El diseño debe de considerar las propiedades de mezclado del fluido de
frenado; ningún producto comercial debe de causar fallas al mezclarse con el
fluido de frenado
15. El diseño debe de considerar las propiedades de aceptabilidad del agua del
fluido de frenado
16. El diseño debe de considerar las propiedades compatibilidad con metal del
fluido de frenado
17. El diseño del freno debe de considerar efectividad de frenado
Distancia de paro mínima sin amarre de la llanta
Distancia de paro mínima sin pérdida de control direccional con amarre de
la llanta para frenado en seco y mojado y para frenos fríos y calientes
Distancia de paro mínima sin amarre de la llanta mientras se gira
18. EL diseño debe de considerar falla parcial; cuando esto pasa, la capacidad de
frenado parcial debe ser mantenida:
Efectividad de frenado con falla del circuito de servicio del sistema
Efectividad de frenado con un pérdida parcial o completa de la asistencia
de potencia
Efectividad de frenado en condiciones de frenado con disipación térmica
Estabilidad direccional en falla de división diagonal
Incremento viaje del pedal con falla del sistema del circuito de servicio
Incremento de la fuerza del pedal con falla del circuito de servicio del
sistema
19. El diseño debe de considerar análisis térmico en base a
Coeficiente de transferencia térmica para el tambor o rotor
Temperatura de frenado durante frenado continuo y repetido y efectividad
máxima durante un alto
Reducida efectividad de frenado durante condición de disipación térmica
Estrés térmico para evitar grietas en el rotor y grietas por calor
Temperaturas del fluido de freno en cilindros de llantas para evitar
vaporización del fluido de frenado
20. El diseño debe de considerar la efectividad del freno de aparcamiento :
Desaceleración máxima por aplicación de palanca de frenado de
emergencia en caminos a nivel plano e inclinados
Capacidad máxima de mantener el aparcamiento
Determinar bajo que condiciones puede ocurrir una aplicación del freno de
emergencia
21. La masa de una parta individual debe de no ser mayor que la función o fuerza
requerida de esta y es lograda por minimizar la relación masa/fuerza
22. El diseño del sistema de frenado debe de considerar flujo caliente dentro de la
superficie del tambor o rotor
23. El diseño del freno debe de considerar la desaceleración máxima en línea recta
con llantas no bloqueadas
24. Seleccionar partes con confiabilidad verificada
25. Diseñar del sistema de freno para mantener independencia de requerimientos
funcionales y adoptar un enfoque de diseño modular para lograr esto
26. Adoptar un procedimiento de diseño robusto para determinar los ajustes de los
parámetros de diseño del producto que hacen a los parámetros del producto
insensibles a las variables del medioambiente, deterioro del producto, e
irregularidades de manufactura
27. Consideraciones de diseño: frenos de aire, tiempos de retardo al aplicación y
soltar; para frenos hidráulicos, retardo en el aumento de la fuerza del pedal
28. Para mantenimiento fácil, diseñar dispositivos auto ajustables para reducir la
mano de obra y frecuencia de servicio
(Continua)
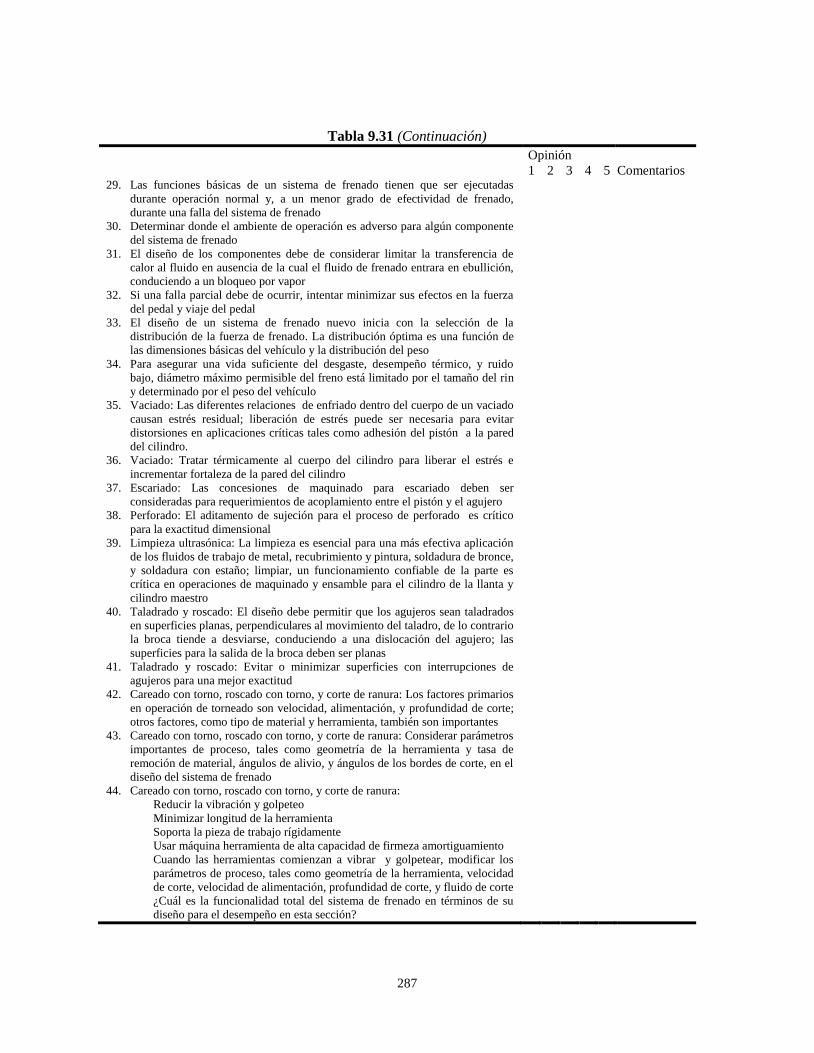
287
Tabla 9.31 (Continuación)
Opinión 1 2 3 4 5 Comentarios 29. Las funciones básicas de un sistema de frenado tienen que ser ejecutadas
durante operación normal y, a un menor grado de efectividad de frenado,
durante una falla del sistema de frenado
30. Determinar donde el ambiente de operación es adverso para algún componente
del sistema de frenado
31. El diseño de los componentes debe de considerar limitar la transferencia de
calor al fluido en ausencia de la cual el fluido de frenado entrara en ebullición,
conduciendo a un bloqueo por vapor
32. Si una falla parcial debe de ocurrir, intentar minimizar sus efectos en la fuerza
del pedal y viaje del pedal
33. El diseño de un sistema de frenado nuevo inicia con la selección de la
distribución de la fuerza de frenado. La distribución óptima es una función de
las dimensiones básicas del vehículo y la distribución del peso
34. Para asegurar una vida suficiente del desgaste, desempeño térmico, y ruido
bajo, diámetro máximo permisible del freno está limitado por el tamaño del rin
y determinado por el peso del vehículo
35. Vaciado: Las diferentes relaciones de enfriado dentro del cuerpo de un vaciado
causan estrés residual; liberación de estrés puede ser necesaria para evitar
distorsiones en aplicaciones críticas tales como adhesión del pistón a la pared
del cilindro.
36. Vaciado: Tratar térmicamente al cuerpo del cilindro para liberar el estrés e
incrementar fortaleza de la pared del cilindro
37. Escariado: Las concesiones de maquinado para escariado deben ser
consideradas para requerimientos de acoplamiento entre el pistón y el agujero
38. Perforado: El aditamento de sujeción para el proceso de perforado es crítico
para la exactitud dimensional
39. Limpieza ultrasónica: La limpieza es esencial para una más efectiva aplicación
de los fluidos de trabajo de metal, recubrimiento y pintura, soldadura de bronce,
y soldadura con estaño; limpiar, un funcionamiento confiable de la parte es
crítica en operaciones de maquinado y ensamble para el cilindro de la llanta y
cilindro maestro
40. Taladrado y roscado: El diseño debe permitir que los agujeros sean taladrados
en superficies planas, perpendiculares al movimiento del taladro, de lo contrario
la broca tiende a desviarse, conduciendo a una dislocación del agujero; las
superficies para la salida de la broca deben ser planas
41. Taladrado y roscado: Evitar o minimizar superficies con interrupciones de
agujeros para una mejor exactitud
42. Careado con torno, roscado con torno, y corte de ranura: Los factores primarios
en operación de torneado son velocidad, alimentación, y profundidad de corte;
otros factores, como tipo de material y herramienta, también son importantes
43. Careado con torno, roscado con torno, y corte de ranura: Considerar parámetros
importantes de proceso, tales como geometría de la herramienta y tasa de
remoción de material, ángulos de alivio, y ángulos de los bordes de corte, en el
diseño del sistema de frenado
44. Careado con torno, roscado con torno, y corte de ranura:
Reducir la vibración y golpeteo
Minimizar longitud de la herramienta
Soporta la pieza de trabajo rígidamente
Usar máquina herramienta de alta capacidad de firmeza amortiguamiento
Cuando las herramientas comienzan a vibrar y golpetear, modificar los
parámetros de proceso, tales como geometría de la herramienta, velocidad
de corte, velocidad de alimentación, profundidad de corte, y fluido de corte
¿Cuál es la funcionalidad total del sistema de frenado en términos de su
diseño para el desempeño en esta sección?
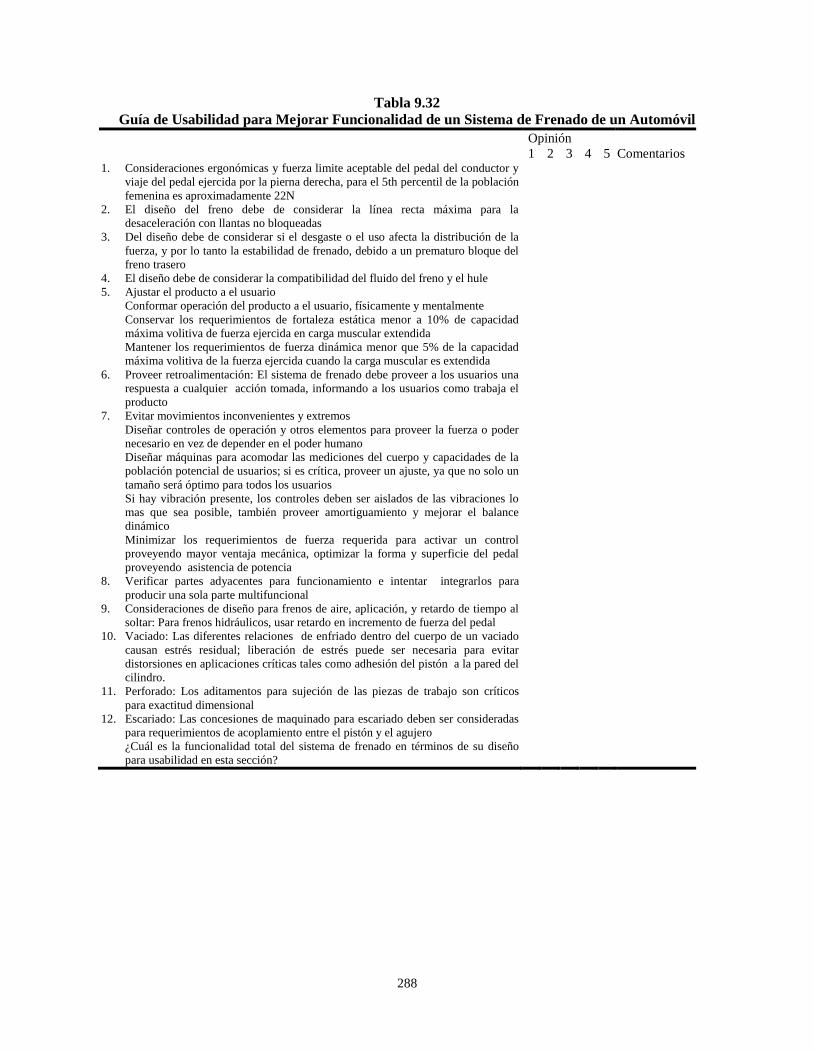
288
Tabla 9.32
Guía de Usabilidad para Mejorar Funcionalidad de un Sistema de Frenado de un Automóvil
Opinión 1 2 3 4 5 Comentarios 1. Consideraciones ergonómicas y fuerza limite aceptable del pedal del conductor y
viaje del pedal ejercida por la pierna derecha, para el 5th percentil de la población
femenina es aproximadamente 22N
2. El diseño del freno debe de considerar la línea recta máxima para la
desaceleración con llantas no bloqueadas
3. Del diseño debe de considerar si el desgaste o el uso afecta la distribución de la
fuerza, y por lo tanto la estabilidad de frenado, debido a un prematuro bloque del
freno trasero
4. El diseño debe de considerar la compatibilidad del fluido del freno y el hule
5. Ajustar el producto a el usuario
Conformar operación del producto a el usuario, físicamente y mentalmente
Conservar los requerimientos de fortaleza estática menor a 10% de capacidad
máxima volitiva de fuerza ejercida en carga muscular extendida
Mantener los requerimientos de fuerza dinámica menor que 5% de la capacidad
máxima volitiva de la fuerza ejercida cuando la carga muscular es extendida
6. Proveer retroalimentación: El sistema de frenado debe proveer a los usuarios una
respuesta a cualquier acción tomada, informando a los usuarios como trabaja el
producto
7. Evitar movimientos inconvenientes y extremos
Diseñar controles de operación y otros elementos para proveer la fuerza o poder
necesario en vez de depender en el poder humano
Diseñar máquinas para acomodar las mediciones del cuerpo y capacidades de la
población potencial de usuarios; si es crítica, proveer un ajuste, ya que no solo un
tamaño será óptimo para todos los usuarios
Si hay vibración presente, los controles deben ser aislados de las vibraciones lo
mas que sea posible, también proveer amortiguamiento y mejorar el balance
dinámico
Minimizar los requerimientos de fuerza requerida para activar un control
proveyendo mayor ventaja mecánica, optimizar la forma y superficie del pedal
proveyendo asistencia de potencia
8. Verificar partes adyacentes para funcionamiento e intentar integrarlos para
producir una sola parte multifuncional
9. Consideraciones de diseño para frenos de aire, aplicación, y retardo de tiempo al
soltar: Para frenos hidráulicos, usar retardo en incremento de fuerza del pedal
10. Vaciado: Las diferentes relaciones de enfriado dentro del cuerpo de un vaciado
causan estrés residual; liberación de estrés puede ser necesaria para evitar
distorsiones en aplicaciones críticas tales como adhesión del pistón a la pared del
cilindro.
11. Perforado: Los aditamentos para sujeción de las piezas de trabajo son críticos
para exactitud dimensional
12. Escariado: Las concesiones de maquinado para escariado deben ser consideradas
para requerimientos de acoplamiento entre el pistón y el agujero
¿Cuál es la funcionalidad total del sistema de frenado en términos de su diseño
para usabilidad en esta sección?
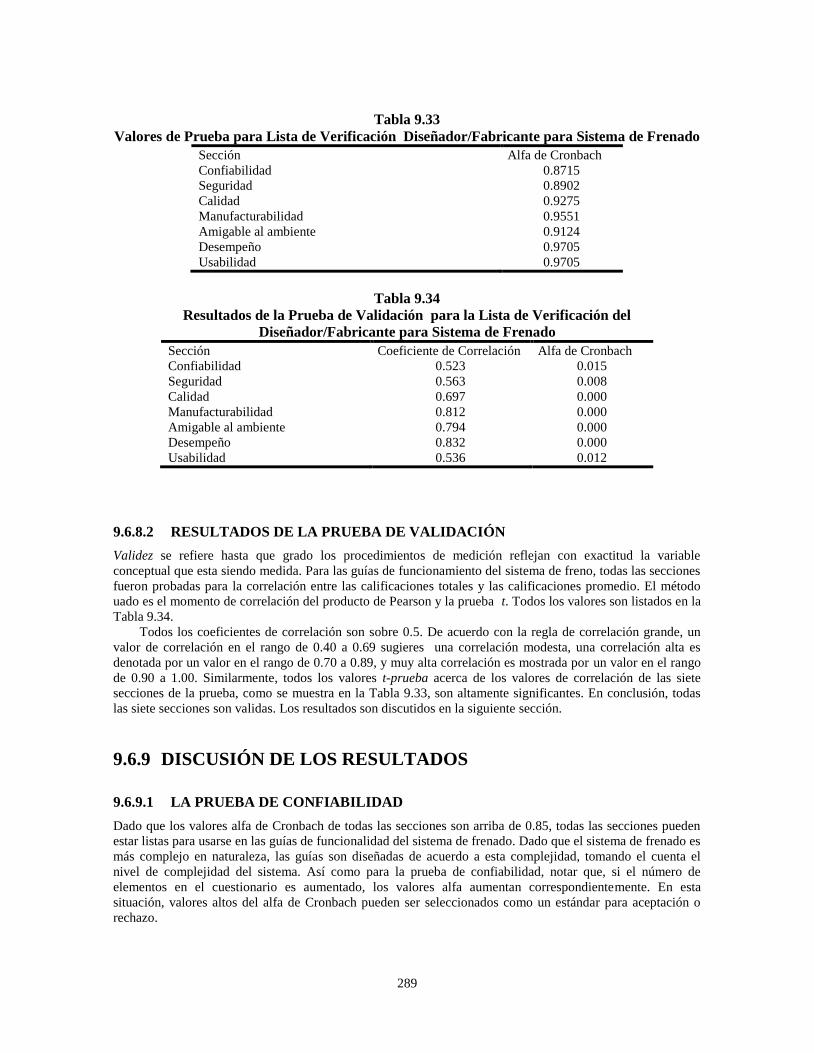
289
Tabla 9.33
Valores de Prueba para Lista de Verificación Diseñador/Fabricante para Sistema de Frenado
Sección Alfa de Cronbach
Confiabilidad
Seguridad
Calidad
Manufacturabilidad
Amigable al ambiente
Desempeño
Usabilidad
0.8715
0.8902
0.9275
0.9551
0.9124
0.9705
0.9705
Tabla 9.34
Resultados de la Prueba de Validación para la Lista de Verificación del
Diseñador/Fabricante para Sistema de Frenado
Sección Coeficiente de Correlación Alfa de Cronbach
Confiabilidad
Seguridad
Calidad
Manufacturabilidad
Amigable al ambiente
Desempeño
Usabilidad
0.523
0.563
0.697
0.812
0.794
0.832
0.536
0.015
0.008
0.000
0.000
0.000
0.000
0.012
9.6.8.2 RESULTADOS DE LA PRUEBA DE VALIDACIÓN
Validez se refiere hasta que grado los procedimientos de medición reflejan con exactitud la variable
conceptual que esta siendo medida. Para las guías de funcionamiento del sistema de freno, todas las secciones
fueron probadas para la correlación entre las calificaciones totales y las calificaciones promedio. El método
uado es el momento de correlación del producto de Pearson y la prueba t. Todos los valores son listados en la
Tabla 9.34.
Todos los coeficientes de correlación son sobre 0.5. De acuerdo con la regla de correlación grande, un
valor de correlación en el rango de 0.40 a 0.69 sugieres una correlación modesta, una correlación alta es
denotada por un valor en el rango de 0.70 a 0.89, y muy alta correlación es mostrada por un valor en el rango
de 0.90 a 1.00. Similarmente, todos los valores t-prueba acerca de los valores de correlación de las siete
secciones de la prueba, como se muestra en la Tabla 9.33, son altamente significantes. En conclusión, todas
las siete secciones son validas. Los resultados son discutidos en la siguiente sección.
9.6.9 DISCUSIÓN DE LOS RESULTADOS
9.6.9.1 LA PRUEBA DE CONFIABILIDAD
Dado que los valores alfa de Cronbach de todas las secciones son arriba de 0.85, todas las secciones pueden
estar listas para usarse en las guías de funcionalidad del sistema de frenado. Dado que el sistema de frenado es
más complejo en naturaleza, las guías son diseñadas de acuerdo a esta complejidad, tomando el cuenta el
nivel de complejidad del sistema. Así como para la prueba de confiabilidad, notar que, si el número de
elementos en el cuestionario es aumentado, los valores alfa aumentan correspondientemente. En esta
situación, valores altos del alfa de Cronbach pueden ser seleccionados como un estándar para aceptación o
rechazo.

290
9.6.9.2 LA PRUEBA DE VALIDEZ
Todos los cuestionarios tienen una correlación aceptable. La prueba t significando los valores de correlación
ilustra que todas las secciones son significativas. Así que, se concluye que la lista de verificación tiene guías
validas. Los diseñadores tienen ideas en la funcionalidad del sistema de frenado. Las guías son de utilidad en
mejorar la funcionalidad del sistema de frenado.
9.6.9.3 CONCLUSIONES
El reconocimiento de que las decisiones de diseño hechas temprano en ciclo del desarrollo del producto puede
tener un efecto significativo en la manufacturabilidad, calidad, costo del producto, y el tiempo de introducción
del producto asegura al final el éxito en el mercado. Aquí, se intenta evaluar las guías para asegurar la
funcionalidad del producto solamente a través de cuestionarios. Estas son medidas subjetivas. Por ejemplo,
una pregunta en la prueba de validez fue, ¿Cuál es el nivel de significancia aceptable estándar? Este nivel
tiene el mayor efecto en los resultados de la prueba de validez. No hay tal estándar, sin embargo. Para
remover esta deficiencia, medidas más objetivas pueden ser incluidas para evaluar la funcionalidad.
Similarmente, nuevas direcciones para desarrollar el mecanismo de la revisión del funcionamiento del
producto son necesarias. La revisión del funcionamiento es un sistema que involucra obtener y evaluar
conocimiento objetivo sobre la funcionalidad del diseño del producto y planes concretos para hacerlo una
realidad, sugiriendo mejoramientos en cada uno de los puntos, y confirmando que el proceso esta listo para
proceder a la siguiente fase. También, las mediciones de manufactura que resultan en conflicto con los
resultados necesitan más estudios. Los esfuerzos deben ser enfocados en identificar las guías de diseño para
proveer mejores soluciones para situaciones diferentes.

291
Referencias
Akiyama, K. Function Analysis –Systematic Improvement of Quality and Performance. Cambridge, MA:
Productivity Press, 1991.
Asiedu, Y., y P. Gu. “Producto Life Cycle Cost Analysis: State of the Art Review.” International Journal of
Production Research 36, no. 4 (1998): 883-908.
Bakerjian, R. “Design for Manufacturability.” In Tool and Manufacturing Engineering Handbook, vol. 6. Dearbon,
MI: Society of Manufacturing Engineers, 1992.
Billatos, S. B., y V. V. Nevrekar. “Changes and Practical Solutions to Design for the Environment.” In Design for
Manufacturability, ed. J. Mason, pp. 49-64. New York: ASME, 1994.
Boothroyd, G. “Product Design for Manufacture and Assembly.” Computer Aided Design 26 no. 7 (1994): 505-520.
Boothroyd, G. y P. Dewhurst. Design for Assembly. Amherst, MA: Boothroyd and Dewhurst, 1983.
Bracewell, R. H., y J. E. E. Sharpe. “Functional Descriptions Used in Computer Support for Qualitative Scheme
Generation –Schemebulider, “Artificial Intelligence for Engineering Design, Analysis and Manufacturing
10, no. 4 (1996): 333-346.
Bralla, J. G. Design for Excellence, New York: McGraw-Hill, 1996.
Brauer, R. L. Safety and Health for Engineers. New York: Van Nostrand Reinhold, 1990.
Chakrabarti, A., y L. Blessing. “Special Issue: Representing Functionality in Design.” Artificial Intelligence for
Engineering Design, Analysis and Manufacturing 10, no 4 (1996): 251-370.
Chakrabarti, A., y T. P. Bligh. “An Approach to Functional Synthesis of Mechanical Design Concepts: Theory,
Applications and Emerging Research Issues.” Artificial Intelligence for Engineering Design, Analysis and
Manufacturing 10, no. 4 (1996): 313-331.
Chu, X., y H. Holm. “Product Manufacturability Control for Concurrent Engineering.” Computers in Industry 24,
no. 1 (1994): 29-38.
Cross, N. Engineering Design Methods. New York: John Wiley and Sons, 1989.
General Electric Company. Manufacturability Producibility Handbook. Schenectady, NY: Manufacturing Service,
General Electric Company, 1960.
Goel, A., y E. Stroulia. “Functional Device Models and Model Based Diagnosis in Adaptive Design.” Artificial
Intelligence for Engineering Design, Analysis and Manufacturing 10, no. 4 (1996): 335-370
Govindaraju, M. Development of General Guidelines to Manufacture Usable Consumer Products. Ph.D.
Dissertation, University of Cincinnati, Cincinnati, OH, USA.
Green, C. Eli Whitney and the Birth of American Technology. Boston: Little Brown, 1966.
Gupta, S. K., y D. S. Nau. “Systematic Approach to Analyzing the Manufacturability of Machined Parts,”
Computer Aided Design 27, no. 5 (1995): 323-342.
Gupta, S. K., W. C. Regli, D. Das, y D. S. Nau. “Automated Manufacturability Analysis: A Survey.” Research in
Engineering Design –Theory, Application and Concurrent Engineering 9, no. 3 (1997): 168-190.
Hammer, W. Product Safety Management and Engineering, Englewood Cliffs, NJ: Prentice-Hall, 1980.
Hermann, F. “Enviromental Consierations for Product Design for the German Market.” In Design for
Manufacturability, ed. J. Mason, pp. 35-48. New York: ASME, 1994.
Huang, G. Q. Design for X –Concurrent Engineering Imperatives. New York: Chapman and Hall, 1996.
Huang, G. Q., y K. L. Mak. “Re-engineering the Product Development Process with Design for X. Proceedings of
the Institution of Mechanical Engineering Part B.” Journal of Engineering Manufacture 212, no. B4 (1998):
259-268.
Hubka, V., y W. E. Eder. Design Science. New York: Springer, 1992.
Hundal, M. S. “DFE: Current Status and Challenges for the Future.” In Design for Manufacturability, ed. J. Mason,
pp. 89-98. New York: ASME, 1994.
Jansson, D. G., S. R. Shankar, y F. S. K. Polisetty. “Generalized Measures of Manufacturability.” In Rinderle, J. R.
(ed.), Design, Theory and Methodology –DTM ’90, ed. J. R. Rinderle, pp. 85-96, 1990.
Jo, H. H., H. R. Parsae, and W. G. Sullivan. “Principles of Concurrent Engineering.” In Concurrent Engineering:
Contemporary Issues and Modern Design Tools, ed. H. R. Parsaie y W. G. Sullivan, pp. 3-23, New York:
Chapman & Hall, 1993.
Kusiak, A., y D. W. He. “Design for Agile Assembly: An Operational Perspective.” International Journal of
Production Research 35, no. 1 (1997): 157-178.
Lacey, R. Ford: The Man and the Machine, Boston: Little Brown, 1986.
Miles, L. D. Techinques of Value Analysis and Engineering, New York: McGraw-Hill, 1961.
Mital, A., y S. Anand. “Concurrent Design of Products and Ergonomic Considerations.” Journal of Design and
Manufacturing 2 (1992): 167-183.
Miyakawa, S., T. Ohashi, y M. Iwata. “The Hitachi New Assemblability Evaluation Method (AEM).” Transactions
of the North American Manufacturing Research Institution of SME (1990b): 23-25.

292
Nevins, J. L., y D. E. Whitney. Concurrent Design of Products and Processes –A Strategy for the Next Generation
in Manufacturing. New York: McGraw-Hill, 1989.
Nielsen, J. Usability Engineering. San Diego Academic Press, 1993.
Nof, S. Y., W. E. Wilhelm, y H. Warnecke. Industrial Assembly. New York: Chapman and Hall, 1997.
Pahl, G., y W. Beitz. Engineering Design: A Systematic Approach. Berlin: Springer Verlag, 1998.
Peien, F., y Z. Mingjun. “The Research on Development of Catalogs for Conceptual Design.” Proceedings of the
Third National Conference on Engineering Design, pp. 101-104. Beijing, China: Industrial Press, 1993.
Peien, F., y X. Guorong, y Z. Mingjun. “Feature Modeling Based on Design Catalogs for Principle Conceptual
Design.” Artificial Intelligence for Engineering Design, Analysis and Manufacturing 10, no. 4 (1996): 347-
354.
Priest, J. W. “State of the Art Review of Measurement Procedures in Product Design for Manufacturing.”
Qian, L., y J. S. Gero. “Function-Behavior-Structure Paths and Their Role in Analogy Based Design.” Artificial
Intelligence for Engineering Design, Analysis and Manufacturing 10, no. 4 (1996): 289-312
Rodenacker, W. Methodisches Konstruieren. Berlin: Springer-Verlag, 1971.
Runciman, C., y K. Swift. Assembly Automation 5, no. 3 (1985): 17-50.
Sanchez, J. M., J. W. Priest, and R. Soto. “Intelligent Reasoning Assistant for Incorporating Manufacturability
Issues into the Design Process.” Expert Systems with Applications 12, no. 1 (1997): 81-88.
Sturges, R. H., K. O’Shaughnessy, y M. Kilani. “Representation of Aircraft Design Data for Supportability,
Operatibility and Producibility Evaluations.” EDRC Report No. 14513, Carnegie Mellon University
Engineering Design Research Center, Pittsburgh, PA, 1990.
Sturges, R. H., K. O’Shaughnessy, y M. Kilani. “Computational Model for Conceptual Design Based on Extended
Function Logic. “Artificial Intelligence for Engineering Design, Analysis and Manufacturing 10, no. 4
(1996): 255-274.
Taguchi, G., E. A., Elsayed, y T. Hsiang. Quality Engineering in Production Systems. New York: McGraw-Hill,
1989.
Taylor, G. D. “Design for Global Manufacturing and Assambly.” IIE Transactions 29, no. 7 (1997): 585-597.
Ullman, D. G. The Mechanical Design Process. New York:McGraw-Hill, 1997.
Umeda, Y., y H. Taketa, T. Tomiyama, y T. Yoshikawa. “Function, Behavior and Structure.” In Application of
Artificial Intelligence in Engineering V (Design), Proceedings of the Fifth International Conference, vol. 1,
ed. J. S. Gero. Boston, 1990.
Umeda, Y., y T. Tomiyama. “Functional Reasoning in Design.” IEEE Expert, pp. 42-48.
Van Hemel, C. G., y K. Keldmann. “Applying DFX Experience in Design for Enviroment.” In Design for X –
Concurrent Engineering Imperatives, ed. G. Q. Huang. New York: Chapman and Hall, 1996.
Wall Street Journal, April 26 y 27, 1999.
Welch, R. V., y J. R. Dixon. “Representing Function, Behavior and Structure during Conceptual Design.” Design
Theory and Methodology, vol. 42. New York: ASME, 1992.
Welch, R. V., y J. R. Dixon. “Guiding Conceptual Design through Behavior Reasoning.” Research in Engineering
Design 6 (1994): 169-188.
Ziemke, M. C., y M. S. Spann. “Concurrent Engineering’s Roots en the World War II Era.” In Concurrent
Engineering: Contemporary Issues and Modern Design Tools, eds. H. R. Parsaei y W. G. Sullivan, pp. 24-
41. New York: Chapman Hall, 1993.

293

294
Capítulo 10
El proceso de diseño del producto se puede describir desde una perspectiva de sistemas por sus entradas y
salidas. Las salidas tienen una relación estrecha con el propósito y las entradas con el suministro. El propósito
del proceso de diseño del producto es la creación y desarrollo de productos nuevos y el mejoramiento de
productos existentes que son deseados por los consumidores. Los productos se pueden clasificar en dos
categorías, los que están dirigidos al consumidor final, el público en general y los productos comerciales, que
son aquellos dirigidos a organizaciones que producen bienes o servicios. También son diferentes, según
Cushman y Rosenberg, (1991) en tres aspectos:
El usuario final no está entrenado.
El uso del producto no es supervisado.
El usuario es un elemento de una población heterogénea.
En lo que se refiere a los factores de las entradas, unos de las más importantes son las necesidades y las
demandas de los consumidores. Estos insumos han venido transformándose con el paso del tiempo. En las
primeras décadas del Siglo XX, el principal criterio de diseño era la funcionalidad y a medida que aumentaba
la cantidad de productores y evolucionaban los mercados, se comenzaron a considerar la forma y la
apariencia. Ulrich y Eppinger (1995) afirman que aunque mejoraban a la vista y tenían más características,
eran difíciles de usar.
Desde los inicios de la década de 1980, los diseñadores comenzaron a considerar la amigabilidad; se
incorporaron criterios como el diseño de la interfase usuario-producto y la seguridad. Es difícil situar en el
tiempo las primeras preocupaciones por el medio ambiente y la utilización de recursos, pero han sensibilizado
a los mercados, que demandan, crecientemente, productos con menor riesgo de contaminación ambiental,
menores emisiones y consumo energético, reciclables, con una disposición final segura. Para cumplir con
estos requerimientos ampliados se necesita considerar simultáneamente todas las etapas del ciclo de vida del
producto, desde el diseño, producción, distribución física, utilización y disposición final o reciclado.
En la actualidad, los diseños son altamente diferenciados para satisfacer gustos, necesidades y
preferencias individuales muy precisas. En general, los criterios para diseñar y fabricar productos usables por
el consumidor, son, entre otros:
Funcionalidad.
Facilidad de operación.
Estética.
Confiabilidad.
Mantenibilidad y Servicilidad.
Reciclabilidad y Disposibilidad.
Seguridad.
Diferenciabilidad.
Observe que todos estos requerimientos del consumidor están muy relacionados con el diseño y la fabricación
y que se deben incorporar en el diseño y después en la manufactura, con la selección apropiada de materiales
y procesos
Criterios para diseñar y manufacturar productos de consumo
usables

295
En las siguientes secciones se exponen, detalladamente, los criterios para el diseño y manufactura de
productos usables para el consumidor final
10.2.1 FUNCIONALIDAD
McClelland, (1990) comenta que gran parte de las actividades de diseño inician en la colecta de información
de las necesidades y gustos de los consumidores en la investigación del mercado, esta es una colecta
organizada que se puede administrar de muchas formas, entre ellas, la que se muestra en la Figura 10.1. El
diseño conceptual incluye las actividades que se realizan durante el desarrollo del producto (Dika y Begley,
1988), entre ellas, la determinación de los requerimientos funcionales (en el dominio funcional) y los
parámetros de diseño (en el dominio físico) y la selección de los parámetros de diseño que satisfacen los
requerimientos funcionales que finalmente llevan a la creación de aquellas soluciones de diseño que inciden
en la satisfacción de necesidades y gustos del consumidor. La determinación de los requerimientos
funcionales es una tarea compleja y su efectividad depende de la creatividad del diseñador. Para impulsar la
creatividad se han desarrollado muchas técnicas, entre ellas, la técnica de disparo de palabras, listas de
revisión, la carta morfológica, la técnica para búsqueda de atributos, la técnica de Gordon y la Lluvia de ideas,
Suh, (1990). En los siguientes párrafos se describen algunos detalles de ellas.
En la técnica de disparo de palabras, el verbo relacionado con la función es analizado recursivamente,
asignando diversas connotaciones e ideas para resolver el problema. En el método de lista de revisión integra
un conjunto de preguntas, cada una de ellas puede incluir, a su vez, otras de ellas. Las preguntas se enfocan en
la determinación de otras formas de resolver el problema, estimula la imaginación para explorar otras formas
menos obvias. En la carta morfológica se trata de determinar los parámetros involucrados, cada uno de ellos
es analizado y se buscan métodos alternativos, éstos se arreglan matricialmente relacionándolos en los cruces,
con las posibles soluciones. En el método de búsqueda de atributos, todas las características esenciales son
determinadas y se analizan individualmente con el disparo de palabras o la lista de revisión. Por su parte, la
técnica de Gordon trata de los conceptos subyacentes en vez del estudio de los conceptos obvios del
problema. Este enfoque promueve una visión más amplia, analizando los factores del problema. Por ejemplo,
al diseñar un dispositivo casero para la basura, el diseñador se puede preguntar por qué hay desperdicios y
tratar de eliminar su causa en vez de buscar medios para su disposición. La Lluvia de ideas es una técnica
grupal para generar ideas, se integran personas que conocen del problema y posibles soluciones, un
moderador define el problema y proporciona una interpretación. La efectividad de esta técnica depende del
efecto sinergizante de las personas del grupo.
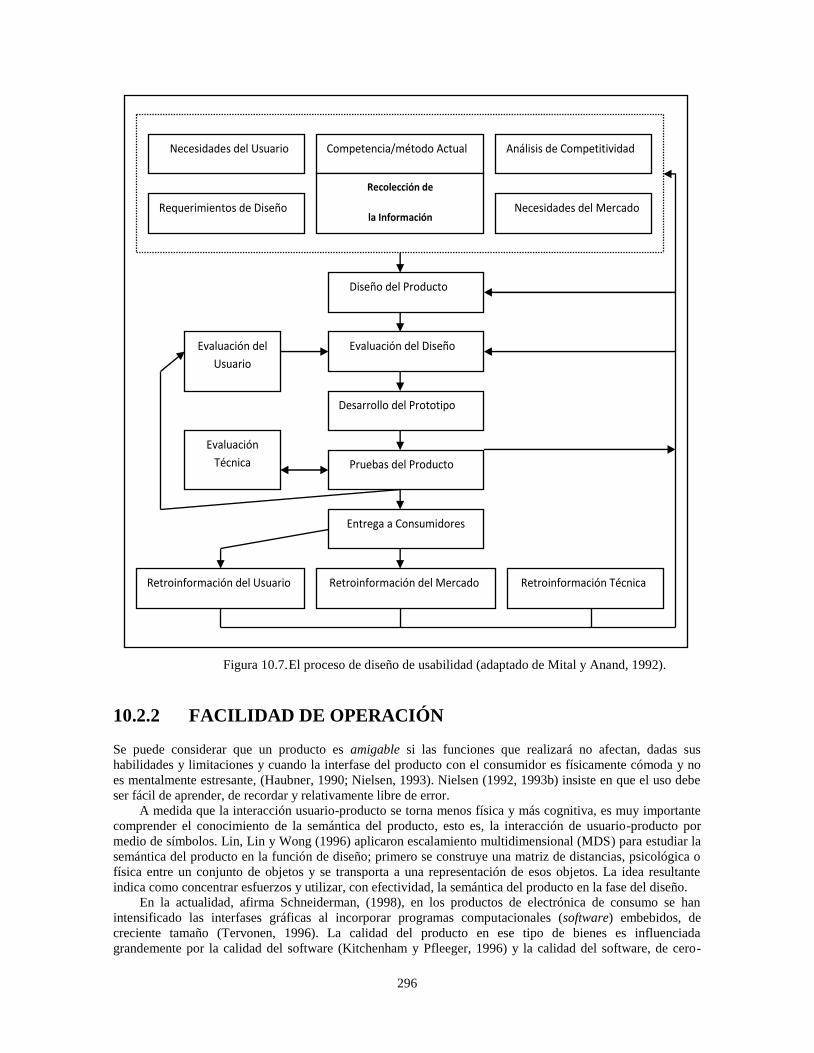
296
Figura 10.7. El proceso de diseño de usabilidad (adaptado de Mital y Anand, 1992).
10.2.2 FACILIDAD DE OPERACIÓN
Se puede considerar que un producto es amigable si las funciones que realizará no afectan, dadas sus
habilidades y limitaciones y cuando la interfase del producto con el consumidor es físicamente cómoda y no
es mentalmente estresante, (Haubner, 1990; Nielsen, 1993). Nielsen (1992, 1993b) insiste en que el uso debe
ser fácil de aprender, de recordar y relativamente libre de error.
A medida que la interacción usuario-producto se torna menos física y más cognitiva, es muy importante
comprender el conocimiento de la semántica del producto, esto es, la interacción de usuario-producto por
medio de símbolos. Lin, Lin y Wong (1996) aplicaron escalamiento multidimensional (MDS) para estudiar la
semántica del producto en la función de diseño; primero se construye una matriz de distancias, psicológica o
física entre un conjunto de objetos y se transporta a una representación de esos objetos. La idea resultante
indica como concentrar esfuerzos y utilizar, con efectividad, la semántica del producto en la fase del diseño.
En la actualidad, afirma Schneiderman, (1998), en los productos de electrónica de consumo se han
intensificado las interfases gráficas al incorporar programas computacionales (software) embebidos, de
creciente tamaño (Tervonen, 1996). La calidad del producto en ese tipo de bienes es influenciada
grandemente por la calidad del software (Kitchenham y Pfleeger, 1996) y la calidad del software, de cero-
Evaluación del Diseño
Desarrollo del Prototipo
Evaluación del
Usuario
Evaluación
Técnica Pruebas del Producto
Entrega a Consumidores
Retroinformación Técnica Retroinformación del Mercado Retroinformación del Usuario
Diseño del Producto
Necesidades del Usuario
Requerimientos de Diseño Necesidades del Mercado
Competencia/método Actual Análisis de Competitividad
Recolección de
la Información

297
defectos, se puede obtener enfatizándola en todas las fases del ciclo de desarrollo, desde la determinación y
análisis de requerimientos, desarrollo de prototipo de software, construcción y prueba (rooijmans y Aerts,
1996). Finalmente, en el producto para consumo se prueba la facilidad de uso mediante pruebas de usabilidad,
como puede ser el método de pensamiento en voz alta para desarrollo de prototipos (Jorgensen, 1990).
10.2.3 ESTÉTICA
La percepción del valor de un producto, por parte del consumidor, se basa en su atractivo estético (Logan,
Augaitis y Renk, 1994). Un producto atractivo puede crear un sentido de posesión por su alta moda, imagen y
orgullo, (Akita, 1991). El diseño de productos debe inducir una sensación positiva, sensual, dicen
Hofmeester, Kemp y Blankendaahl (1996). Hay diversas metodologías para administrar este concepto, entre
ellas destaca la denominada Ingeniería Kanse, IK. Esta es una metodología que transforma los sentimientos e
imágenes del consumidor hacia un producto a elementos de diseño (Nagamachi, 1995). Hay tres tipos de IK,
I, II y III.
El tipo I de IK aplica para determinar elementos de diseño en productos nuevos; para ello se expresan los
sentimientos del consumidor en una estructura de árbol para detallar el diseño. El tipo II utiliza tecnologías
actuales, como sistemas expertos, redes neuronales (Ishihara et al., 1995) y algoritmos genéticos (Tsuchiya et
al., 1996) y se denomina como Sistemas de IK Asistidos por Computadora (KIS). La arquitectura KIS
básicamente integra cuatro bases de datos, la Kansei, la de imágenes, la de conocimiento y la de diseño y
color. El consumidor introduce sus imágenes en palabras relativas al producto deseado, el KIS reconoce estas
palabras y las relaciona con la información de las bases de datos, imágenes, conocimiento, para finalmente
mostrar colores y otros detalles del producto, Nagamachi, (1995). Nagamachi, (1995) reporta que el tipo III es
el modelo matemático.
La funcionalidad y amigabilidad diseñadas en el producto implican que éste puede desempeñar las
funciones sin imponer demandas excesivas en el usuario y la habilidad para funcionar satisfactoriamente
durante cierto lapso de tiempo, depende de su confiabilidad.
10.2.4 CONFIABILIDAD
La confiabilidad del producto, según Anderson, (1991), se refiere a la probabilidad de que el producto
funcione satisfactoriamente durante un periodo determinado de tiempo y bajo ciertas condiciones de
operación. La unidad para la medición de la confiabilidad más común es el Tiempo Promedio de Falla, que es
el tiempo promedio de vida de una población de productos.
Una fuente importante de ventaja es el mejoramiento de la confiabilidad, Alonso, (1990), Comizolli,
Landwehr y Sinclair (1990) comentan que comúnmente se logra con el mejoramiento de materiales, diseños,
procesos de manufactura y con el uso más adecuado en el medio ambiente. La administración de las pruebas
de confiabilidad es un componente crítico de la función de aseguramiento de la calidad (Bieda, 1992) y para
facilitarla, hay diversas aplicaciones de la computadora, como los sistemas de soporte para las decisiones que
asisten en la cuantificación y en las pruebas de confiabilidad (Nasser y Souder, 1989). Un diseñador enfrenta
diversas opciones para incrementar la confiabilidad, entre ellas:
Simplificar el diseño tanto como sea posible. El diseño menos complejo y con menor
cantidad de partes generalmente tiene mayor confiabilidad durante la operación y también se
trata de incrementar la confiabilidad de los componentes individuales. Utilice partes y
materiales con confiabilidades previamente determinadas, Priest, (1988).
Diseñar productos con sistemas redundantes, duplicados o respaldo para garantía de
operación en el caso de una falla. La operación de una parte sujeta a esfuerzos menos severos
que aquellos para los que fue diseñado se denomina como DERATING (Alexander 1992). El
DERATING de componentes se aplica para aumentar su relación de carga a capacidad.
Proporcionar mayor prioridad al mejoramiento de los componentes débiles. Diseñar para
evitar fatiga por falla, como es el caso de fatiga por corrosión (Rao, 1992). Los puntos de
corrosión de esfuerzos están más propensos a falla por fatiga. Los diseñadores deben
298
eliminar esquinas agudas, puesto que acumulan esfuerzos. Algunas tecnologías tienen
características peculiares, por ejemplo, los productos electrónicos se calientan y por ello se
incorporan componentes para disipar calor, como ventiladores o “heat sinks”.
Los efectos adversos del medio ambiente se pueden reducir proveyendo aislamiento, de
humedad, calor, polvo, etc., habrá que incorporar sellos, utilizar soportes y montajes con
amortiguación, costillas y filos para proporcionar rigidez y proveer protección contra
radiación, solar, ultravioleta, calorífica, Bralla, (1996).
Es muy difícil producir artículos libres de falla, lo que se explica por medio de una diversidad de razones
técnicas y económicas; todos los consumidores sabemos que durante la vida de un producto, éste requerirá,
inevitablemente, alguna reparación o mantenimiento; además, es necesario que en caso de falla, ésta sea
segura y que su duración sea corta. Un producto que puede ser reparado con rapidez y con facilidad se dice
que tiene alto grado de mantenibilidad. En ocasiones, servicibilidad y mantenibilidad son sinónimos.
10.2.5 SERVICIBILIDAD Y MANTENIBILIDAD
Con estos términos, se hace referencia a la habilidad del producto para conservar las condiciones de operación
a lo largo de su vida útil, con mínimo esfuerzo de tiempo y dinero. Diseñar mantenibilidad implica atender
las siguientes consideraciones, el mantenimiento se puede clasificar en preventivo o correctivo y al diseñar un
producto con buena mantenibilidad se deben integrar los dos tipos (Blanchard, Verma y Peterson, 1995). Hay
objetivos que tienen concordancia, como son diseñar con alta mantenibilidad y la confiabilidad o la facilidad
de ensamble-desensamble; observe que alta mantenibilidad puede compensar baja confiabilidad; si un
componente es propenso a la falla pero puede ser reemplazado o reparado con facilidad, las consecuencias de
la falla son menores. La disponibilidad del producto para su uso depende de la confiabilidad y de la
mantenibilidad y la alta disponibilidad, implica que el producto está en condiciones de operación buena parte
del tiempo porque en evento de falla, se repara con facilidad o porque las partes se intercambian rápidamente,
Smith, (1993).
Hay diversas opciones disponibles para promover y facilitar un servicio de mantenimiento económico y
efectivo, entre ellas destacan:
La utilización de dispositivos para un ensamble-desensamble rápido y/o sujetadores de
presión, para uniones de partes con altas mortalidad o potencial de falla, que por ello pueden
necesitar rápido reemplazo o mantenimiento frecuente. Los accesos de embudo y de chaflán,
de clavija, o de desplazamiento facilitan el ensamble y desensamble. Trate de evitar uniones
por prensado, adhesivos, remachado, soldadura y por BRAZING.
La utilización de módulos que se puedan reemplazar con facilidad y que puedan ser
probados con rapidez y efectividad. Los diseños modulares facilitan la identificación de
fallas. Si hay módulos de reemplazo están disponibles, los que han fallado se pueden
intercambiar y reparar los que fueron reemplazados.
El diseño de productos que puedan ser probados con facilidad. Entre los principios que guían
la facilidad de prueba están:
1. Diseñe los componentes del producto de forma que puedan ser probados con equipo de
prueba estándar.
32. Incorpore capacidades de prueba y, de ser posible, integre en el producto dispositivos de
prueba.
33. Haga pruebas fáciles y estandarizadas, capaces de ser desarrolladas en el campo, durante
el uso del producto.
34. Provea accesibilidad a los probadores, con puntos de prueba prominentes y con acceso a
las partes y a las herramientas.
299
35. Provea facilidad de prueba a componentes que aún están ensamblados en el producto
(Anderson, 1991).
No obstante que con estos principios se visualiza un diseño más eficiente, su aplicación en la función de
diseño es una tarea compleja.
10.2.6 AMIGABLE CON EL MEDIO AMBIENTE
El acelerado flujo de descargas y emisiones debido a la proliferación de actividades industriales, impulsado
por la demanda incremental de productos de consumo contamina los ecosistemas. El diseño que no tiene
efectos dañinos o inclusive, si fueren mínimos, durante la manufactura, el uso y la disposición final, son
denominados como amigables con el ambiente (Kaila y Hyvarinen, 1996). Las herramientas para la
evaluación del ciclo de vida (ECV) analizan y comparan el impacto ambiental de los diversos diseños
(Hoffman y Locasio, 1997). La ECV revisan un producto agregando la influencia de todos los procesos
durante la vida del producto sobre varios tipos de impacto ambiental, como pueden ser la reducción de la capa
de ozono, el calentamiento global, smog, lluvia ácida, metales pesados, pesticidas y cancerígenos. Nissen et
al., (1997) afirman que la desventaja del análisis del ciclo de vida es que la determinación del impacto de un
producto ambientalmente responsable, las herramientas de ECV requieren de una amplia base de datos para
procesar la información de todas las etapas del ciclo de vida y los tipos de impacto y un conjunto de pesos
para ponderar de acuerdo a materiales, emisiones y otros efectos durante las mismas etapas del diseño.
Algunas de las opciones disponibles para que el diseñador incremente lo amigable del producto son,
entre otras:
Evite el uso de materiales tóxicos en el producto y en los procesos de manufactura. El uso de
CFC´s y HCFC´s tiene que ser eliminado. Reduzca la limpieza de equipos que produce
residuos líquidos o sólidos (Billatos y Basaly, 1997).
Evite materiales que tengan un suministro riesgoso, así como aquellos que sea difícil su
disposición final. Use materiales reciclados en vez de vírgenes (Ashley, 1993). Reduzca la
disposición final de cartuchos, contenedores, baterías. Diseñe para utilizar consumibles
reciclados de proveedores externos. Diseñe productos para reducir el uso de consumibles
líquidos como lubricantes y refrigerantes.
Diseñe productos con menor consumo energético y considere la aplicación de otras formas
de energía, principalmente las energías alternativas porque no atentan tanto al medio
ambiente como lo hacen las tradicionales. El diseño debe incluir características como las de
hibernación en las computadoras, que son estados en que el producto consume menos
energía que cuando en uso completo.
Evite diseños que necesiten acabados como pinturas, recomiendan Lankey, Malean y Sterdis
(1997). La necesidad de solventes que deterioran la atmósfera puede reducirse con otros
acabados, por ejemplo, para metales se pueden usar la pintura electrostática, aplicaciones con
rodillo o por inmersión y partes de plástico pueden ser moldeadas en el color deseado para
eliminar totalmente la necesidad de pintura.
No se ha discutido totalmente la importancia y el contenido de la amigabilidad al medio ambiente, de
hecho es un campo del conocimiento en continuo desarrollo y ofrece grandes oportunidades para la
investigación científica, seguramente que en los próximos años se verá una función de diseño nueva.
10.2.7 RECICLABILIDAD Y DISPOSIBILIDAD
Miles de productos terminan sus vidas todos los días y consolidan incrementalmente, el flujo de desperdicio.
Los basureros contienen millones de toneladas y constituyen fuentes de grandes problemas de económicos y
300
de salud pública, por lo que es imperativo que la función de diseño considere el reciclado del producto. El
reciclado reduce el impacto adverso al reducir el tamaño de la descarga y también impacta en la conservación
de los recursos, (Pnueli, 1996; Tipnis, 1994). Un programa de reciclado se puede administrar en base de los
siguientes puntos:
Recolección de los productos muertos.
Desensamblado de los productos y separación de componentes de acuerdo a algún sistema de
clasificación.
Preparación de materiales para reconversión, como la limpieza, SHREDDING, molienda, de
plásticos y celulosas, compactación de metales.
Conversión a materiales de alta calidad.
Disposición final de materiales no recuperables.
Las guías que ayudan en la reducción de costos y al aumento de utilidades por reciclado son:
El producto y sus componentes deben diseñarse considerando su reutilización. Los
componentes principales deben diseñarse para ser remanufacturadas en vez de recicladas sus
partes.
Reduzca la cantidad de partes que contiene el producto porque es más fácil separar pocas
partes para propósitos de reciclado. Evite el uso de sujetadores sueltos. Utilice sujetadores de
presión, porque no necesitan otra parte para sujetarlas y es fácil su desensamble. La cantidad
de tornillos y tamaños, sobre todo de tuercas debe ser lo menor posible, para reducir tiempos
de ensamble-desensamble al cambiar de herramienta; use diseños modulares que lo
simplifican.
Reduzca la cantidad de material en el producto. Menor cantidad de material es equivalente a
menor problema de disposición; lo que también indica que tomará menor espacio de
basurero. Las partes con formas adecuadas, más pequeñas y ligeras son producidas a tasas
más altas de calidad.
Reduzca la cantidad de materiales en el producto. Berko-Boateng et al., (1993) recomiendan
evitar el uso de partes de diferentes materiales que sean difíciles de separar. Por ejemplo,
algunos plásticos, como los termoplásticos se pueden separar de otros materiales por fusión y
por ello son preferidos y los materiales unidos con adhesivos en base acuosa también son
más fáciles de separar.
10.2.8 SEGURIDAD
La incidencia –creciente- de lesiones y demandas relacionadas con el uso de productos es un indicador de que
la seguridad durante el uso del producto debe ser el factor de diseño más importante, desde perspectivas
humanas y de costo (Heideklang, 1990; Ryan, 1983). La seguridad implica la ausencia de riesgos o una
exposición mínima a ellos durante el ciclo de vida total del producto. Hay una diversidad de técnicas para
diseñar la seguridad en el producto, Hammer (1980) recomienda el árbol de análisis de fallas, el análisis de
modos de falla y el análisis SNEAK de circuitos. Los intereses por la seguridad a menudo se traslapan con la
confiabilidad y la facilidad de utilización, por lo que se deben atender diversos tópicos en el diseño y para
ello, el diseñador se puede basar en los siguientes puntos:
Los productos deben ser libres de falla. En virtud de que los usuarios generalmente se
equivocan al operar el producto, el diseño debe considerar el error humano. Cuando esos
errores ocurren o el mecanismo falla, no debe resultar en un accidente.
301
Las partes que requieren servicio deben ser fácilmente accesibles, fáciles de reparar y de
reemplazar sin interferencias con otras y sin constituir riesgos. El diseño debe evitar esquinas
afiladas y usar esquinas redondeadas.
El diseño debe ser suficientemente robusto que le permita conservar condiciones de
operación en entornos adversos, además de proveer protecciones contra factores ambientales
como la corrosión, vibración, cambios de presión, fuego, radiaciones, etc., factores que
pueden costituir riesgos de seguridad.
El producto debe estar compuesto con partes resistentes a fuertes impactos, elásticos, que no
se fracture cuando se caiga accidentalmente. Reduzca el uso de materiales inflamables,
incluyendo los de empaque; Bralla (1996) comenta que también se deben evitar los
materiales que constituyen un riesgo al quemarse, tirarse o reciclarse.
10.2.9. DIFERENCIABILIDAD
Los clientes con frecuencia están dispuestos a pagar más si sus necesidades individuales son mejor
satisfechas. El diseño para diferenciabilidad en masa (DFMC, por sus siglas en ingles) es un enfoque nuevo
que sirve a una variedad creciente de requerimientos de clientes sin un incremento en el costo y el tiempo de
entrega asociados (Tseng, 1996). El proveer productos y servicios que mejor sirven a las necesidades del
cliente mientras se mantiene la eficiencia de producción en masa es un nuevo paradigma para la industria.
El núcleo de DFMC es desarrollar una arquitectura de una familia de productos orientados a la
diferenciabilidad en masa (PFA, por sus siglas en inglés) con un proceso de integración del diseño a nivel
meta como un modelo del proceso unificado para la creación del producto y lanzamiento. La repetición
inherente en el mercadeo, diseño y manufactura del producto puede ser reconocida a través del
establecimiento de patrones. Una vez que los patrones han sido identificados y formulados en una arquitectura
de familia de productos, la economía de escalas puede ser aplicada para cuestión de eficiencia. La
formulación de PFA habilita la optimización de la reutilización y cosas en común en ambos diseño del
producto y selección del proceso desde la perspectiva de la familia de productos. Esto también provee las
bases para facilitar la configuración frontal para cumplir los requerimientos individuales de los clientes.
Mientras que la diferenciabilidad habilita el diseño de productos y procesos para cumplir necesidades
individuales de los clientes, tales necesidades cambian frecuentemente, lo cual conlleva a modificaciones
frecuentes del diseño del producto. Esto requiere una reconfiguración dinámica del sistema de manufactura
para acomodar los cambios rápidos en el diseño del producto. El desarrollo de sistemas de manufactura
integrados concebidos para multiproducto, producción de lotes pequeños, diseño rápido y optimizado,
desarrollo rápido del producto, y justo a tiempo, hechos posibles mediante sistemas de información
estratégicos, han sido una estrategia para lograr esto (Hitomi, 1991). En este contexto, los sistemas de
manufactura ágil son un concepto emergente en la industria que busca lograr flexibilidad y sensibilidad para
las necesidades cambiantes del cliente.
Herramientas de soporte y metodologías de diseño
Además de los enfoques y guías de diseño discutidas hasta ahora, otras numerosas metodologías y
herramientas de diseño son también ampliamente usadas. Estas incluyen diseño para producibilidad, diseño
para ensamble, diseño robusto, tecnología de grupos, y despliegue de la función de la calidad.
10.3.1 DISEÑO PARA PRODUCIBILIDAD
El diseño de un componente tiene un efecto fuerte en los atributos del producto en el cual este es usado. El
diseño para producibilidad enfatiza que el diseño de partes detalladas no pueda ser independiente del proceso
de manufactura (Burhanuddin, 1992). Principios y guías de diseño para una parte que es hecha con un proceso

302
puede no aplicar si otro proceso es usado. Por ejemplo, si una parte debe ser vaciada con dado, el material
apropiado, el grosor de la pared, la forma, la complejidad, el tamaño, tolerancias dimensionales, y otras
características son significativamente diferentes de esas usando estampado de metal o de polvo de metal. Los
atributos de la parte resultantes, tales como fortaleza, resistencia a la temperatura, y resistencia a la corrosión,
también, pueden ser diferentes. La selección de características de la parte y procesos deben de ocurrir
simultáneamente. Los principios de diseño siguientes pueden ser aplicados cuando se diseñan partes para
producibilidad.
Simplificar el diseño de cada una de las partes lo más posible (Stoll, 1988). Usar formas
simples en vez de contornos complejos, cortes bajo la superficie, y salientes elaborados. Las
pares hechas de formas simples tienen menor oportunidad de ser defectuosas. Usar las
tolerancias más liberales posibles, consistentes con los requerimientos de calidad y
funcionalidad de la parte y las capacidades de los procesos de manufactura involucrados.
Seleccionar procesos en una red cercan, los cuales son capaces de producir una parte a una
dimensión cercana a la final con un número limitado de operaciones, particularmente un
maquinado mínimo, tal como moldeo por inyección y metalurgia a base de polvo. Una parte
por moldeo por inyección puede tener todas sus dimensiones finales, nomenclatura de
identificación, acabado, y color provistas en una sola operación.
Evitar diseño que requieren operaciones de maquinado. Frecuentemente otro proceso puede
substituir uno que involucra principalmente maquinado, con ahorros significativos. Por
ejemplo, los procesos de hoja metálica pueden ser usados para proveer partes con superficies
para rodamientos, orificios, costillas de refuerzo, y similares. Los procesos de extruido,
vaciado de precisión, roldado en frio, u otro similar proceso de formado puede proveer la
precisión necesaria para los elementos y superficies que de otra forma requerirían
maquinado.
10.3.2 DISEÑO PARA ENSAMBLE
En este enfoque, el ensamble completo es analizado para determinar donde los componentes pueden ser
eliminados o combinados, conduciendo a un ensamble del producto simplificado. El mantenimiento y
reciclado son facilitados cuando un producto esta simplificado. Un producto que es fácil de ensamblar
normalmente es fácil para desensamblar durante mantenimiento, reparación, o desensamble (Eversheim and
Baumann, 1991). Con frecuencia los ensambles más simples pueden ser traídos para al mercado más pronto
debido a la menor cantidad de partes a diseñar, procurar, inspeccionar, y almacenar, con menor probabilidad
que un retraso pudiera ocurrir. Los productos con menos cantidad de partes también tienden a tener mayor
confiabilidad (Boothroyd, 1994; Boothroyd and Alting, 1992).
Los procesos como moldeo por inyección y formado con dado permiten obtener parte muy complejas
que resultan cuando partes separadas son combinadas. Por seleccionar material flexible y hacer secciones de
pared delgadas, bisagras y resortes pueden ser incorporadas en partes plásticas. Elementos de sujeción por
deformación plástica integrales, pestañas, secciones comprimidas, sujetadores a presión, y remaches pueden
ser usados para remplazar sujetadores con rosca (Joines y Ayoub, 1995). Con algunos procesos de
manufactura, es posible incorporar elementos tales como guías y baleros en la pieza básica por la selección de
materiales y procesos apropiados.
La modularidad mejora la confiabilidad y la serviciabilidad. Por lo tanto, un diseño debe de incluir
subensmables modulares al mismo tiempo evitar muchos niveles de subensambles (Karmarkar, 1987).
Adoptar un ensamble por capas, de arriba hacia abajo donde cada una de las partes sucesivas en el producto
pueden ser agregadas al ensamble desde arriba en vez de por los lados o por abajo. Diseñar partes tal que estas
se auto alineen y no puedan ser insertadas incorrectamente. Diseñar partes, que son muy pequeñas o
altamente irregulares y son ensambladas manualmente, para manejo fácil agregando un elemento para
agarrarlas a las partes.
10.3.3 DISEÑO ROBUSTO
303
La meta en el diseño robusto es un producto que nunca falla en ejecutar su función para la cual fue credo
durante su vida útil. La metodología de diseño robusto, popularmente conocida como técnica Taguchi, provee
una forma para desarrollar especificaciones para un diseño robusto usando la teoría de diseño de
experimentos. El procedimiento intenta encontrar los ajustes de los parámetros de diseño del producto que
hacen al desempeño del producto insensible a las variables del medioambiente, deterioro del producto, e
irregularidades de manufactura. Controlando las causas de variaciones de manufactura frecuentemente es mas
caro que hacer un producto o proceso insensible a esas variaciones (Juran, Gryna, y Bingham, 1974).
Taguchi separa las actividades fuera de línea de planeación y mejoramiento de la calidad en tres
categorías: diseño de sistemas, diseño de parámetros, y diseño de tolerancias. El diseño de sistemas es la
aplicación del conocimiento científico y de ingeniería para producir un prototipo funcional. El modelo del
prototipo define las características básicas de diseño del producto o proceso y sus ajustes iniciales. El diseño
de tolerancias es un método para científicamente asignar tolerancias tal que los costos totales de manufactura
y vida son minimizados (Nevins y Whitney, 1989).
10.3.4 TECNOLOGÍA DE GRUPOS
El procedimiento de la tecnología de grupos clasifica el sistema en subsistemas y los subdivide en familias de
partes en base a los atributos de diseño y similitudes de manufactura. (Chang, Wysk, y Wang, 1991). La
tecnología de grupos puede ser usada para diseño de productos y diseño de sistemas de manufactura. Los
componentes que tienen forma similar son agrupados juntos en familias de diseño, y un nuevo diseño puede
ser creado modificando el diseño de un componente existente de la misma familia. Usando un método de
codificación, a cada una de las partes se le asigna un código numérico o alfabético, en base a sus formas
geométricas, complejidad, dimensión, exactitud, y materia prima. Usando este concepto, los componentes
compuestos pueden ser identificados. Los componentes compuestos son partes que contienen todas las
características de diseño de una familia o subfamilia de diseño (Farris, 1992).
Para los procesos de manufactura, las partes con requerimientos de procesamiento similares constituyen
una familia de producción. Ya que procesos similares son requeridos para todos los miembros de la familia,
una célula de manufactura puede ser construida para manufacturar la familia de partes. La planeación y
control de la producción, como resultado, es mucho más fácil y el tiempo de ciclo para manufacturar un
producto es reducido grandemente, incluso mientras se mantiene variabilidad del producto.
10.3.5 DESPLIEGUE DE LA FUNCIÓN DE LA CALIDAD
El despliegue de la función de la calidad es un método de trasladar los requerimientos del cliente al diseño del
producto y proceso (Akao, 1990). La técnica de QFD usa el concepto de “la casa de la calidad.” Esta traslada
los puntos de vista del cliente sistemáticamente en características claves de ingeniería, requerimientos de
planeación, y finalmente operaciones de producción ( Bergquist y Abeysekara, 1996). Esto es logrado a través
de cuatro documentos clave: la matriz de planeación del producto, matriz del despliegue del producto, matriz
del despliegue de componente, y la hoja de instrucciones de operación.
El propósito de la matriz de planeación del producto es trasladar los requerimientos del cliente a
características importantes de diseño. La necesidades individuales de diseño son clasificadas por importancia,
y el efecto acumulativo en cada una de las características de diseño es obtenido. Una matriz del despliegue del
producto es realizada para cada una de las características del producto, hasta llegar al nivel de subsistema y
componente. La matriz del despliegue del producto ilustra hasta donde la relación entre componente y
características del producto es crítica y posible. Si un componente es crítico, este es todavía más desplegado y
monitoreado en el diseño, planeación de la producción, y control. La matriz del despliegue del componente
expande la lista de componentes o los parámetros exactos requeridos para diseñar un componente completo.
La hoja de instrucciones de operación es el documento final que define los requerimientos del operador como
son determinados por el proceso de requerimientos actual, los puntos de verificación del proceso, y los puntos
de control de la calidad (Day, 1993). Así que, QFD intenta lograr productos de alta calidad usando una
filosofía de ingeniería concurrente (Perse y Sullivan, 1993), la cual integra diseño del producto, diseño de
proceso, y control del proceso (Maduri, 1993).
304
Metodologia de diseño para usabilidad
Aquí, se provee una metodología completa para asegurar la usabilidad del producto. Casos de estudios
relacionados a diseños de productos de consumo de la vida real son presentados para demostrar el uso del
método.
El método de diseño consiste de las secciones distintivas a continuación: desarrollo de una conjunto de
listas de verificación para evaluar la usabilidad del producto usando todos los criterios y un conjunto de listas
de verificación con guías para diseño y manufactura de productos usables. Cada uno de los conjuntos
consisten de nueve listas de verificación, una para cada uno de los criterios de usabilidad individuales:
funcionalidad, facilidad de operación, estética, confiabilidad, mantenibilidad y serviciabilidad, amigable con
el medio ambiente, reciclabilidad y disposicionabilidad, seguridad, y diferenciabilidad.
La lista de verificación para evaluar la usabilidad puede ser usada para identificar la deficiencia en un
producto o prototipo. La lista de verificación para diseño y manufactura para usabilidad puede ser usada para
encontrar una opción de diseño de producto o relacionada al proceso, ya sea para desarrollo o nuevo producto
o remover deficiencias de un producto existente. La Figura 10.2 ilustra el proceso completo del desarrollo de
listas de verificación.
10.4.1 DESARROLLO DE LISTAS DE VERIFICACIÓN PARA LA
EVALUACIÓN DE USABILIDAD GENÉRICA
Se ha conducido una entrevista extensiva de guías existentes, listas de verificación, y cuestionarios en cada
uno de los criterios de usabilidad. Manuales, literatura publicada, manuales de datos, y similares fueron
investigados para compilar tales datos. También, una evaluación de procedimientos industriales fue colectada
en cada uno de los criterios de usabilidad contactando las compañías líderes involucradas en diseño del
producto para usabilidad. Cada uno de los criterios consiste de varios elementos relacionados. Cada una de las
preguntas está diseñada para ser contestada en una escala de varios puntos. Al final en cada una de las listas
de verificación, una pregunta general es incluida para obtener la evaluación total de los criterios particulares
de usabilidad.

305
Figura 10.8. Proceso completo del díselo de listas de verificación.
10.4.2 DESARROLLO DE LISTAS DE VERIFICACIÓN GENÉRICAS
PARA DISEÑO Y MANUFACTURA
En base a las guías colectadas de las fuentes anteriores, se ha desarrollado un conjunto de listas de
verificación para abordar las guías de diseño y manufactura. Estas guías fueron basadas en encuestas de la
literatura, manuales, libros e información provista por gente de la industria existente. Las guías de diseño
proveen una lista de las opciones disponibles para el diseñador en el desarrollo de características apropiadas
para el producto a través de diseño. Recorriéndolas, el diseñador puede entender las opciones del producto y
proceso disponibles para mejorar un criterio particular de usabilidad.
Lo que quieren los consumidores Obtener requerimientos del usuario a través de entrevistas y cuestionarios
Clientes refieren varios inversionistas, en el producto tales como
usuarios, fabricantes, gobierno, etc.
Características de usabilidad Identificar las características de usabilidad para varios
requerimientos de usuario con referencia a nueve criterios de
usabilidad
Características del producto Para varias características de usabilidad, identificar las características del producto que ayudan a identificarlas
Procesos de manufactura Identificar los procesos de manufactura que son necesarios para producir varios productos partes y componentes
Enlaces de los atributos usabilidad-manufactura Desarrollar los enlaces entre las variables de las características de
diseño y características del proceso
Identificar varias guías a través de las cuales el producto usable puede ser diseñado y manufacturado
Hablar con los fabricantes para obtener más información acerca de
cómo la usabilidad puede ser mejorada por una manufactura apropiada
Características del proceso Enumerar todas las variables tales como profundidad de corte,
alimentación, velocidad, temperatura, fuerza de contacto, concentración química, etc.
Lista de verificación genéricas
diseño/manufactura y listas de evaluación
por los usuarios Repetir el proceso anterior para varios productos
y mejorar las listas de verificación de diseño
Desarrollar guías de evaluación en la forma de
resumen de listas de verificación
Listas de verificación para la evaluación
diferenciadas De la lista de verificación de evaluación
genérica, identificar esos artículos que
pertenecen a cualquier producto dado y diferenciarlos para un producto en específico
Comunicar con los usuarios y diferenciar la lista
de verificación para un producto en específico Evaluar el nivel de usabilidad de un producto
dado aplicando las listas de verificación de
evaluación
Listas de verificación diferenciadas De las listas de verificación genéricas de diseño,
identificas esos elementos que pertenecen a
cualquier producto dado y diferenciarlos Comunicar con los fabricantes y diferenciar las
listas de verificación para un producto específico
Aplicar las listas de verificación de diseño para diseño de nuevos productos o mejora el diseño
actual de productos menos usables

306
Las listas de verificación desarrolladas como estas, sin embargo, están limitadas por el nivel de
información disponible. Incorporando nuevos datos de diseño, hechos disponibles por estudios futuros, puede
mejorar la utilidad de una lista de verificación de diseño.
10.4.3 PRUEBAS DE CONFIABILIDAD Y VALIDACIÓN
El método alfa de Cronbach fue usado para medir la consistencia interna de los elementos del cuestionario.
Una calificación de 0.4 o mayor es considerada una medición aceptable de correlación significativa. Para
probar la validez de los cuestionarios, es un practica estándar comparar las calificaciones con otro conjunto de
cuestionarios considerados ser estándar. Sin embargo, so no hay un estándar disponible para el producto bajo
consideración, la validación de los cuestionarios es probada comparando el promedio de las calificaciones en
el cuestionario con la calificación global para cada uno de los criterios de usabilidad.
10.4.4 PROBANDO LA EFECTIVIDAD DE LAS GUÍAS DE
DISEÑO/MANUFACTURA
Si las guías de diseño y manufactura son útiles para el desarrollo de un producto mas útil, el resultado de la
evaluación de la usabilidad para diferentes mercados del mismo producto deben corresponder con el resultado
de la implementación del las guías de diseño y manufactura. En un nivel agregado, para un muestra dada de
usuarios y diseñadores, el promedio debería no ser significativamente diferente es estas están relacionadas
(Figura 10.3). Una prueba t es ejecutada entre la calificación promedio de los cuestionarios de la evaluación
de la usabilidad y los promedios de las calificaciones se los cuestionarios de diseño y manufactura.
Similarmente, si los resultados medidos son agrupados por modelos de productos y las calificaciones de los
cuestionarios de usabilidad están correlacionados con las calificaciones de diseño y manufactura, una
correlación significativa positiva implica una relación. Un análisis de correlación fue llevado a cabo entre las
calificaciones de evaluación de usabilidad y los promedios de la implementación de las guías de
diseño/manufactura después de que los datos fueron agrupados por modelo de producto.
Diseño de listas de verificación genéricas: Métodos y casos de
estudio
La información referente a procesos de manufactura que habilitan al diseñador producir productos usables son
mostradas de numerosas fuentes, tales como usuarios, fabricantes, libros, manuales de manufactura, y otra
literatura publicada. Los lasos de usabilidad y manufactura son obtenidos usando matrices de transformación
de usabilidad similar a las tablas del despliegue de la función de la calidad.
Una matriz de transformación de usabilidad es un enfoque estructurado para definir los requerimientos
del cliente y trasladar estos a pasos específicos para desarrollar los productos requeridos. Este toma en cuenta
los requerimientos del cliente, deseos, y preferencias a través de todos los procesos, iniciando con las
actividades de diseño del concepto y continuando a través de las operaciones del producto en el piso de la
planta. La matrices de transformación son una serie de matrices de relaciones para documentar y analizar las
relaciones entre varios factores. Mientras que los detalles de las matrices varían de etapa a etapa, los
conceptos básicos permanecen iguales. En la etapa de planeación del producto, los requerimientos del cliente
son identificados y trasladados en requerimientos técnicos de diseño. En la etapa del despliegue de la parte,
los requerimientos técnicos se convierten en especificaciones de la parte. Durante la etapa del despliegue del
proceso, las características del producto se convierten a características del proceso. Durante la etapa del
despliegue de manufactura, los proceso de manufacturan se relacionan a variables especificas que controlan el
proceso bajo consideración. A través de tal tipo de transformación por etapas de los requerimientos de
usabilidad del cliente en variables del proceso, es posible controlar la usabilidad de un producto. Los lectores
pueden referirse al Capítulo 9 para la funcionalidad del producto para una explicación detallada de este
tópico. Para demostrar la relación entre los atributos de usabilidad y los atributos de manufactura a los cuales
ellos están enlazados, dos casos de estudio se han presentado. El primer caso de estudio involucra un diseño
de un producto para un abrelatas manual mientras que el segundo estudio involucra un tostador de pan.

307
Figura 10.9. Enlace entre los criterios de usabilidad y las fases de diseño/manufactura.
10.5.1 DESARROLLO DEL PRODUCTO PARA LA USABILIDAD DE
UN ABRELATAS
Un estudio fue conducido para demostrar la utilidad práctica de la metodología de diseño del producto para un
abrelatas manual. Cuarenta individuos participaron en el estudio. Las preferencias de estos usuarios fueron
obtenidas a través de entrevistas uno a uno. Cada una de las entrevistas duro aproximadamente 20 minutos y
fueron conducidas en la casa de los usuarios. Las preguntas fueron abiertas. Todos los usuarios eran dueños
de abrelatas manuales y estaban muy familiarizados con que los haría usable. Las preguntas apuntaban
principalmente para extraer las necesidades primarias del usuario. A Los usuarios también se les pregunto que
calificaran las necesidades en una escala de 1 a 10, siendo 10 la más importante.
Características de usabilidad
Funcionalidad Serviciabilidad/mantenibilidad
Facilidad de uso Reciclabilidad Estética Seguridad
Confiabilidad Diferenciabilidad
Amigable al ambiente
Material del producto Fortaleza
Densidad
Dureza Carga para deformación
Resistencia a la corrosión
Conductividad
Manufacturabilidad
Producto/Estructura
Diseño modular/monolítico
Número de módulo Arquitectura del producto
Dimensiones y tolerancias
geométricas
Mecanismo del producto
Forma de energía
Eficiencia del uso de la energía Conservación de la energía
Atenuación del ruido
Aislamiento de vibración/golpe
Procesos y técnicas de manufactura
Materiales (acero, plástico, madera, fibra, compuestos, vidrio, etc.)
Corte de metal (torneado, careado, fresado, mandrinado, cepillado, pulido, etc.. Vaciado (vaciado molde-metal, vaciado molde-arena, vaciado molde-ceramica)
Unido/ensamble (sujeción mecánica, remachado, sujeción por deformación plástica, soldadura, etc.)
Preparación superficial (pulido, resanado, ráfaga, desengrasado, etc. ) Tratamiento térmico/endurecimiento superficial (austenitizado, templado, normalizado, carburizado, cianurizado, etc.)
Recubrimiento/Pintura (electroplateado, plateado por inmersión, anodizado, sumersión caliente, etc.)
Variables del proceso
- Velocidad de corte - Duración
- Alimentación - Tasa de enfriamiento/calentamiento - Profundidad de corte - Densidad y voltaje actuales
- Temperatura - Solvente/sofocar
- Lubricantes - Atmosfera
308
Las entrevistas revelaron que los usuarios querían un abrelatas que pudiera abrir sin brincar, atorarse, o
se saliera del carril. El abrelatas debería de ser capaz de desprender las tapas completamente y limpiamente
sin dejar residuos de metal. Un buen abrelatas debe de no zangolotear la tapa y causar desparramar o
sumergirse en el líquido cuando el corte esta en progreso alrededor de la lata.
Los usuarios consideraron un abrelatas manual que sería usable si los siguientes criterios fueran
cumplidos:
Este fácilmente perforara la tapa.
Este es fácil de girar.
Este es confortable para agarrarse.
Esta rueda sin derrapar.
Este corta suavemente y perfectamente.
Este es durable.
Este tiene una buena apariencia.
10.5.1.1 DESPLIEGUE DE LOS REQUERIMIENTOS TÉCNICOS
Los requerimientos de usabilidad y calificaciones globales obtenidas están en la porción horizontal de la
primera etapa del proceso QFD (Tabla 10.1). Los requerimientos y calificaciones de usabilidad son
trasladados al lenguaje que la compañía puede usar para describir un producto para diseño, procesamiento, y
manufactura. El objetivo de este paso es desarrollar una lista de requerimientos técnicos que debe ser
trabajada para satisfacer la voz del cliente. Estos requerimientos técnicos, listados en la porción vertical del
QFD, son bajo torque de arranque, fuerza baja de agarre de la manivela, agarre fuerte del engrane guía en el
borde de la lata, buena acción de rompimiento de la rueda de corte, alta resistencia a la corrosión, buen
acabado superficial del marco, y alta rigidez estructural.
En seguida, las relaciones entre los requerimientos técnicos y los requerimientos del usuario fueron
establecidas para identificar la importancia relativa de los requerimientos técnicos. Cada uno de los
requerimientos del usuario en la porción horizontal fue comparado con cada uno de los requerimientos
técnicos. El grado de relación está marcado en la intersección. Dependiendo del grado de correlación, a una
relación fuerte se le asigna una calificación de 9 puntos, a una relación moderada se le asignó una calificación
de 3 puntos, mientras que a una correlación débil se le asignó una calificación de 1 punto. Una relación fuerte
entre el requerimiento del usuario y un requerimiento técnico indica que cambiando uno influenciara
grandemente al otro. El peso total de cada uno de los requerimientos técnicos fue obtenido multiplicando el
peso del cliente y el peso numérico de la relación y sumar todos los valores de todas las relaciones. Los
valores de todos los requerimientos técnicos así obtenidos son simplificados aún más dividiendo y
redondeando por un factor de 10. El propósito de calcular el peso total es para identificar las características
técnicas que influencian la usabilidad hasta lo más que sea posible.
Los requerimientos técnicos pueden tener alguna relación entre sí. Intentar lograr o mejorar un
requerimiento puede afectar algún otro requerimiento positivamente o negativamente. Una relación positiva
entre requerimientos diferentes implica que un cambio positivo en uno puede traer un cambio similar positivo
en los otros. Tal relación se denota por un signo positivo y una relación negativa es denotada por un signo
negativo. Un beneficio principal de la generación de tales correlaciones es que estas alertan contra relaciones
negativas. En otras palabras, una alerta indica que cualquier acción para mejorar un requerimiento puede tener
un efecto adverso en algún otro requerimiento. Es necesario examinar cada una de las relaciones negativas
para determinar como el diseño puede cambiar o desensibilizar para eliminar o reducir efectos que
contribuyen al detrimento.
La porción de la tabla del QFD de análisis competitivo evalúa como el producto satisface cada uno de los
requerimientos del cliente o técnicos y es calificada usando una escala de cinco puntos. El análisis
competitivo puede ser usado en la comparación de la calificación de la usabilidad del producto con esos de la
competencia. Así que, se tiene una lista de requerimientos del cliente y técnicos al final de la primera etapa
del QFD como también sus relaciones, el peso global, y los valores objetivos que se desean lograr, si es que
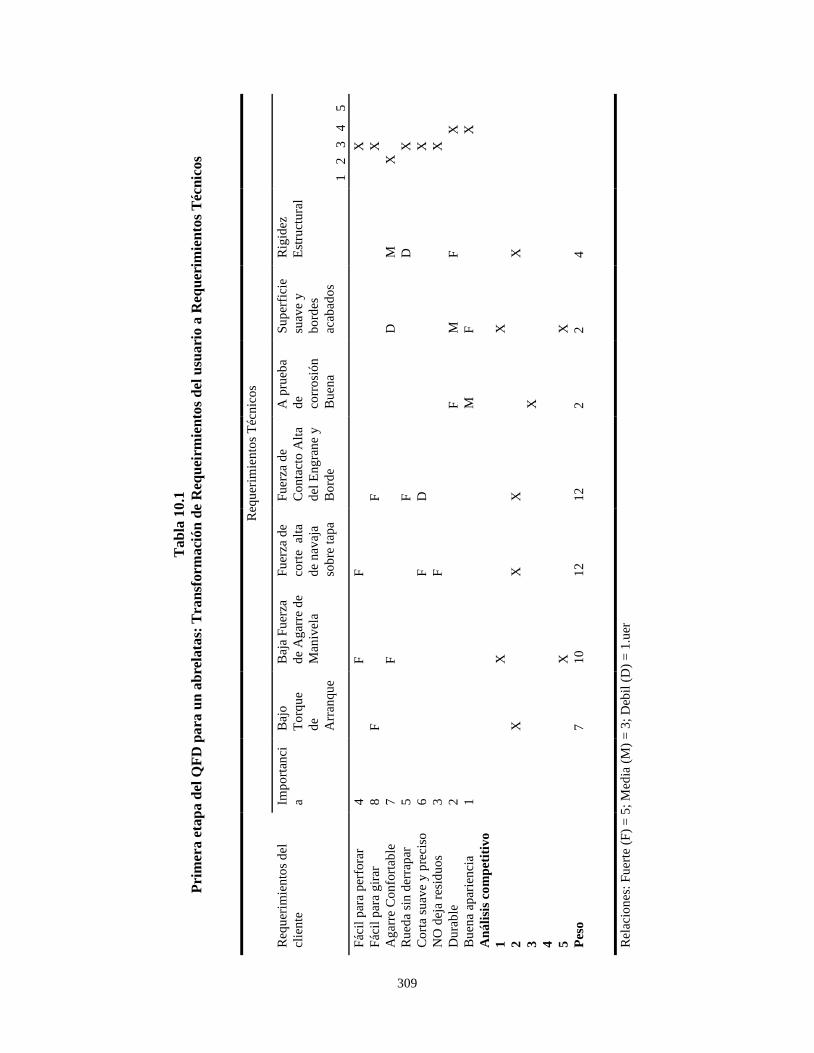
309
Tab
la 1
0.1
Pri
mer
a e
tap
a d
el Q
FD
pa
ra u
n a
bre
lata
s: T
ran
sform
aci
ón
de
Req
uei
rmie
nto
s d
el u
sua
rio
a R
equ
erim
ien
tos
Téc
nic
os
Req
uer
imie
nto
s T
écn
ico
s
1
2 3
4
5
X
X
X
X
X
X
X
X
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3;
Deb
il (
D)
= 1
.uer
Rig
idez
Est
ruct
ura
l
M
D
F
X
4
Su
per
fici
e
suav
e y
bo
rdes
acab
ado
s
D
M
F
X
X
2
A p
rueb
a
de
corr
osi
ón
Bu
ena
F
M
X
2
Fu
erza
de
Co
nta
cto
Alt
a
del
En
gra
ne
y
Bo
rde
F
F
D
X
12
Fu
erza
de
cort
e a
lta
de
nav
aja
sob
re t
apa
F
F
F
X
12
Baj
a F
uer
za
de
Ag
arre
de
Man
ivel
a
F
F
X
X
10
Baj
o
To
rqu
e
de
Arr
anq
ue
F
X
7
Imp
ort
anci
a 4
8
7
5
6
3
2
1
Req
uer
imie
nto
s d
el
clie
nte
Fác
il p
ara
per
fora
r
Fác
il p
ara
gir
ar
Ag
arre
Co
nfo
rtab
le
Ru
eda
sin
der
rap
ar
Co
rta
suav
e y
pre
ciso
NO
dej
a re
sid
uo
s
Du
rab
le
Bu
ena
apar
ien
cia
An
áli
sis
com
pet
itiv
o
1
2
3
4
5
Pes
o

310
hay alguno. Las otras tres etapas se realizan de forma análoga a la primera etapa. Estas etapas son el
despliegue del producto, despliegue del proceso, y despliegue de la manufactura.
10.5.1.2 DESPLIEGUE DEL PRODUCTO
El propósito del despliegue del producto es trasladar los requerimientos técnicos previos a especificaciones
del producto (Tabla 10.2). Los requerimientos técnicos tomados de la columna vertical de la etapa previa del
QFD están listados como filas en esta etapa. En base a experiencia previa de diseño, las características del
producto necesarias para satisfacer estos requerimientos técnicos fueron identificadas y listadas en las
columnas verticales. Las relaciones entre los requerimientos de las características del producto fueron
identificadas y el peso global de varias características del producto fue establecido como antes.
10.5.1.3 ARQUITECTURA DEL PRODUCTO
El abrelatas tiene cinco partes principales: la manija superior, la manija inferior, la navaja, el rotor, y el
engrane guía. La manija superior está unida al rotor y al engrane guía para formar un ensamble. La manija
inferior está unida a la navaja para formar un segundo subensamble. Los dos subensambles están unidos para
formar el ensamble total. Las manijas superior e inferior son usadas para sostener el abrelatas y proveer la
fuerza de agarre. Cuando se monta apropiadamente en la lata y se agarra con presión adecuada, la navaja
perfora la lata y la rueda del engrane se sostiene sobre la parte superior de la lata. La rueda del rotor es usada
para aplicar el torque que ayuda a que la navaja corte la tapa y gire la lata hasta que la tapa está
completamente separada.
10.5.1.4 DESPLIEGUE DEL PROCESO
El propósito del despliegue del proceso (Tabla 10.3) es determinar los procesos de manufactura necesarios
para producir de hecho el producto mediante la relación de varias características del producto a operaciones
específicas de manufactura. Las características críticas del producto identificadas en la etapa previa son
listadas en la porción horizontal de la matriz. Los elementos del proceso mayores necesarios para desarrollar
el producto, extraídos del diagrama de flujo del proceso, son mostradas en la parte superior de la sección de
columnas de la matriz. Las relaciones entre las variables de columna y fila son entonces determinadas. El peso
total de las características del proceso es determinado para encontrar cuales características afectan más a la
usabilidad.
10.5.1.5 PROCESOS DE MANUFACTURA
La descripción del proceso del abrelatas fue obtenido de un fabricante. La manija superior es cortada de una
tira plana de acero SAE 1008 y la manija inferior es cortada de una tira redonda de acero SAE 1008 por el
proceso de blanking. Las manijas son individualmente sujetas a operaciones de estampado usando dados
progresivos. Las operaciones de perforado y doblado producen dos orificios y una torcedura en la manija
superior. Dos protuberancias son formadas usando dados a presión en la manija inferior. La navaja es cortada
de una tira plana de acero SAE 1050, y limada en la parte superior para producir un borde de corte agudo,
doblada 90 grados dos veces, y perforada para producir un orificio en el centro y dos orificios en la base,
usando un dado progresivo en una prensa de golpeteo. El rotor es cortado de una tira plana de acero SAE
1008 y recortada para lograr la forma deseada. Estas piezas son ligadas mediante tambor para remover las
rebabas resultando de las operaciones de estampado en la manija superior, manija inferior, navaja, y rotor
como también el acabado superficial. El engrane guía es cortado de acero SAE 1050 y estampado para
obtener la forma del engrane. La navaja y el engrane guía son tratados térmicamente. Todas las cinco partes
son luego niqueladas para promover resistencia a la corrosión y apariencia.
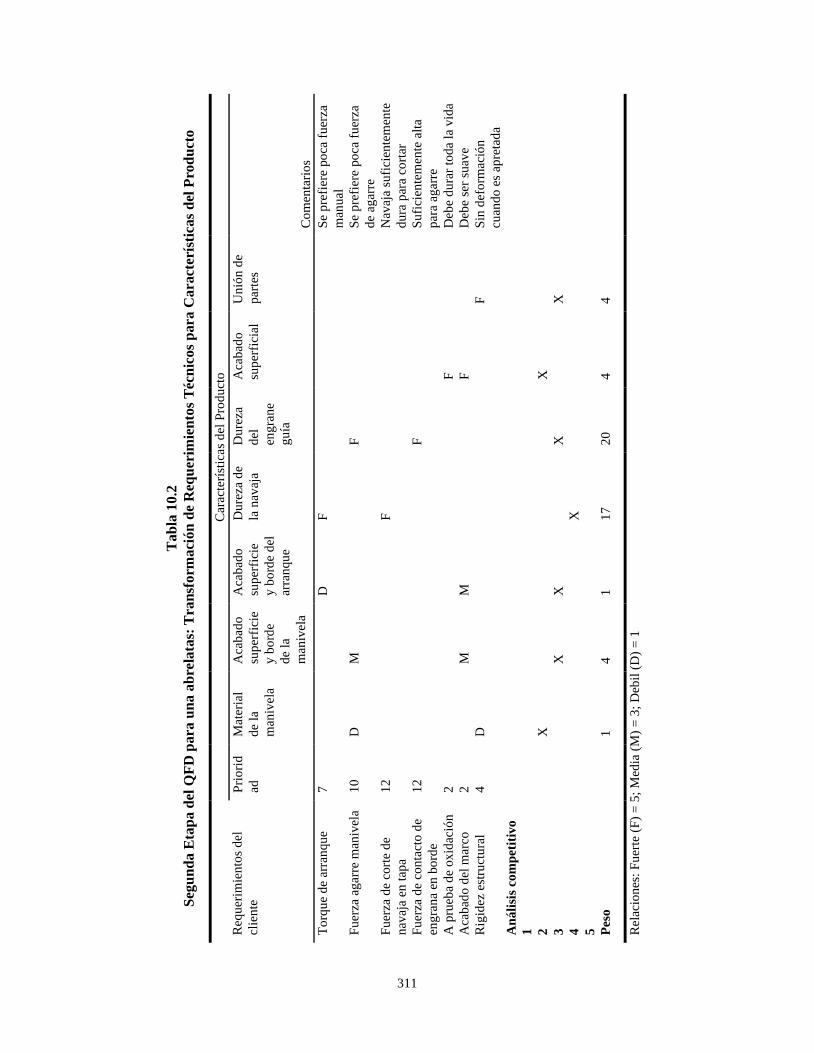
311
Tab
la 1
0.2
Seg
un
da
Eta
pa d
el Q
FD
pa
ra u
na a
bre
lata
s: T
ran
sform
aci
ón
de
Req
uer
imie
nto
s T
écn
ico
s p
ara
Ca
ract
erís
tica
s d
el P
rod
uct
o
Car
acte
ríst
icas
del
Pro
du
cto
Co
men
tari
os
Se
pre
fier
e po
ca f
uer
za
man
ual
Se
pre
fier
e po
ca f
uer
za
de
agar
re
Nav
aja
sufi
cien
tem
ente
du
ra p
ara
cort
ar
Su
fici
ente
men
te a
lta
par
a ag
arre
Deb
e d
ura
r to
da
la v
ida
Deb
e se
r su
ave
Sin
def
orm
ació
n
cuan
do e
s ap
reta
da
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3;
Deb
il (
D)
= 1
Un
ión
de
par
tes
F
X
4
Aca
bad
o
sup
erfi
cial
F
F
X
4
Du
reza
del
eng
ran
e
gu
ía
F
F
X
20
Du
reza
de
la n
avaj
a
F
F
X
17
Aca
bad
o
sup
erfi
cie
y b
ord
e d
el
arra
nqu
e
D
M
X
1
Aca
bad
o
sup
erfi
cie
y b
ord
e
de
la
man
ivel
a
M
M
X
4
Mat
eria
l
de
la
man
ivel
a
D
D
X
1
Pri
ori
d
ad
7
10
12
12
2
2
4
Req
uer
imie
nto
s d
el
clie
nte
To
rqu
e d
e ar
ran
qu
e
Fu
erza
ag
arre
man
ivel
a
Fu
erza
de
cort
e d
e
nav
aja
en t
apa
Fu
erza
de
con
tact
o d
e
eng
ran
a en
bo
rde
A p
rueb
a d
e ox
idac
ión
Aca
bad
o d
el m
arco
Rig
idez
est
ruct
ura
l
An
áli
sis
com
pet
itiv
o
1
2
3
4
5
Pes
o
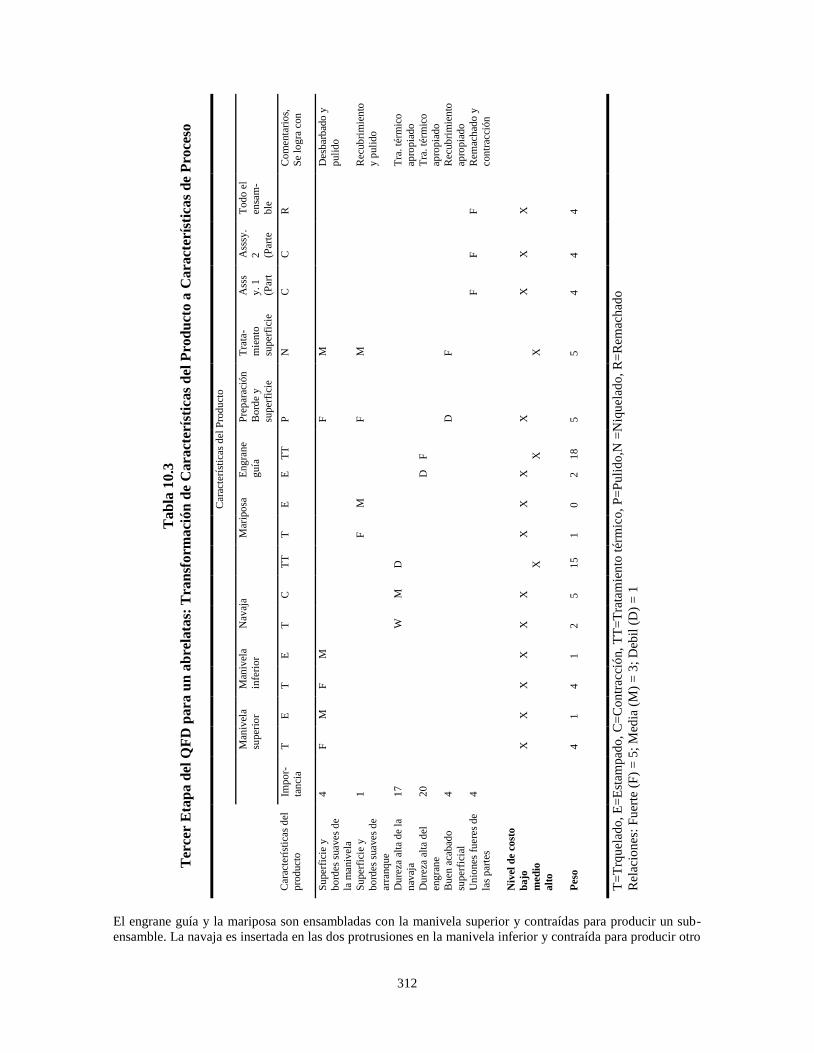
312
Tab
la 1
0.3
Ter
cer
Eta
pa
del
QF
D p
ara
un
ab
rela
tas:
Tra
nsf
orm
aci
ón
de
Cara
cter
ísti
cas
del
Pro
du
cto a
Ca
ract
erís
tica
s d
e P
roce
so
Car
acte
ríst
icas
del
Pro
du
cto
Co
men
tari
os,
Se
log
ra c
on
Des
bar
bad
o y
puli
do
Rec
ub
rim
ien
to
y p
uli
do
Tra
. té
rmic
o
apro
pia
do
Tra
. té
rmic
o
apro
pia
do
Rec
ub
rim
ien
to
apro
pia
do
Rem
ach
ado y
con
trac
ción
T=
Trq
uel
ado
, E
=E
stam
pad
o,
C=
Co
ntr
acci
ón
, T
T=
Tra
tam
ien
to t
érm
ico
, P
=P
uli
do,N
=N
iqu
elad
o,
R=
Rem
ach
ado
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3;
Deb
il (
D)
= 1
Tod
o e
l
ensa
m-
ble
R
F
X
4
Ass
sy.
2
(Par
te
s, 2
y
3)
C
F
X
4
Ass
s
y. 1
(Par
t
es, 1
,
4, 5
) C
F
X
4
Tra
ta-
mie
nto
super
fici
e
N
M
M
F
X
5
Pre
par
ació
n
Bo
rde
y
super
fici
e
P
F
F
D
X
5
Eng
rane
guía
TT
F
X
18
E
D
X
2
Mar
ipo
sa
E
M
X
0
T
F
X
1
Nav
aja
TT
D
X
15
C
M
X
5
T
W
X
2
Man
ivel
a
infe
rio
r E
M
X
1
T
F
X
4
Man
ivel
a
super
ior E
M
X
1
T
F
X
4
Imp
or-
tan
cia
4
1
17
20
4
4
Car
acte
ríst
icas
del
pro
duct
o
Su
per
fici
e y
bo
rdes
suav
es d
e
la m
aniv
ela
Su
per
fici
e y
bo
rdes
suav
es d
e
arra
nq
ue
Du
reza
alt
a d
e la
nav
aja
Du
reza
alt
a d
el
eng
ran
e
Buen
aca
bad
o
super
fici
al
Un
iones
fu
eres
de
las
par
tes
Niv
el d
e c
ost
o
ba
jo
med
io
alt
o
Peso
El engrane guía y la mariposa son ensambladas con la manivela superior y contraídas para producir un sub-
ensamble. La navaja es insertada en las dos protrusiones en la manivela inferior y contraída para producir otro

313
sub-ensamble. Los dos sub-ensambles son remachados juntos para producir el ensamble final. Las principales
operaciones de manufactura involucradas son troquelado, perforado, doblado, tratamiento térmico, niquelado,
remachado, contracción, y pulido. Los procesos que tienen la mayor influencia en la manufactura del
abrelatas son las operaciones con dados progresivos, tratamiento térmico, y recubrimiento superficial
inorgánico.
10.5.1.6 DESPLIEGUE DE LA MANUFACTURA
La planeación de la manufactura es la culminación del trabajo realizado en la tres etapas previas (Tabla 10.4).
Durante esta etapa, las diferentes técnicas de manufactura necesarias para fabricar el producto son
relacionadas a los atributos del proceso que las afectan positivamente o negativamente. Por ejemplo, la dureza
de la navaja es afectada por la tasa de enfriamiento durante el proceso de tratamiento térmico. La tasa de
enfriamiento, a su vez, está controlada por las propiedades de líquido enfriador. Aunque el proceso de
manufactura adoptado para producir el abrelatas es afectado por numerosas variables del proceso, solo esas
variables que afectan la usabilidad del producto son consideradas. Las técnicas de manufactura son listadas en
la porción vertical de la matriz QFD. La relación entre estas se muestra en la matriz, junto con los valores
objetivos apropiados.
Las operaciones de troquelado, golpeteo, recortado, y perforado son realizadas usando dados progresivos
en una prensa de golpeteo. El dado progresivo realiza su operación mientras que la pieza de trabajo pasa a
través de la prensa. Las operaciones siguientes con dados progresivos influencian varios parámetros básicos
de diseño:
La operación necesaria para liberar el dado de la parte de tal forma que la parte pueda
avanzar.
Avance es la distancia entre estaciones de trabajo en el dado y debe ser constante entre todas
las estaciones.
Golpe de la prensa
La velocidad de dibujo para el material a ser fabricado
Velocidad de la prensa
Velocidad del cabezal
Materiales de los dados incluyendo vaciados y acero para dados, vaciados con carbón y
aceros de baja aleación, vaciados de hierro y aleaciones, hierro dúctil y aleaciones, carburo
sinterizado, bronces de aluminio vaciados, aleaciones de zinc, y varios materiales no
metalicos (Cubnerly y Bakerjian, 1989).
El tratamiento térmico es aplicado a los componentes para impartir propiedades que hagan a un producto
más usable:
Incrementar la dureza superficial.
Producción de micro-estructuras necesarias para las propiedades mecánicas necesarias, tales
como fortaleza, ductilidad, y resistencia.
Liberando estrés residual.
Removiendo las inclusiones, tales como gases.

314
Tab
la 1
0.4
Cu
art
a E
tap
a d
el Q
FD
para
un
ab
rela
tas:
Tra
nsf
orm
aci
ón
de
Cara
cter
ísti
cas
del
Pro
ceso
a V
ari
ab
les
del
Pro
ceso
Var
iab
les
del
Pro
ceso
Co
men
tari
os
Op
erac
ión
con
dad
o
pro
gre
siv
o
Op
erac
ión
con
dad
o
pro
gre
siv
o
Afi
lar
la
nav
aja
Incr
emen
tar
filo
de
la
nav
aja
Rem
ov
er
reb
aba
Mej
ora
r
apar
ien
cia
Op
erac
ión
de
ensa
mb
le
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3;
Deb
il (
D)
= 1
Den
sid
a
d A
ctu
al
F
Am
per
Cla
ro
Rem
ach
e-
Ag
uje
ro
F
Mic
ro
Inch
Raz
ón
En
fria
do
F
Gra
do
s/
Min
Esp
acio
Dad
o-
Po
nch
a
do
r F
F
Mic
ro
Inch
Vel
o-
cid
ad
M
F
F
M
D
D
Inch
/
Min
So
luci
ón
enfr
iad
o
F
Kg
/Ft3
Du
raci
ón
F
M
M
Min
/Sec
Co
nce
nt
ra-c
ión
qu
ímic
a
F
M
F
PP
M
Tem
pe-
ratu
ra
F
Gra
do
s
C
Pre
sió
n
F
M
F
F
KP
a
Imp
or-
tan
cia
11
4
13
33
5
5
4
Un
idad
es
Car
acte
ríst
icas
del
pro
ceso
Tro
qu
elad
o
Est
amp
ado
Co
ntr
acci
ón
Tra
tam
ien
to
térm
ico
Pu
lid
o
Niq
uel
ado
Rem
ach
ado
Ra
ngo
Alteración de propiedades eléctricas y magnéticas
315
Mejoramiento de la resistencia al desgaste y corrosión
Algunos procesos de tratamientos térmicos son el autenitizado, igualado, templado, normalizado,
carburizado, nitrizado, cromatizado, boronizado, endurecido para resistencia, endurecido por inducción,
endurecido por flama, endurecido por rayo de electrones, y endureció por laser. Los factores que afectan el
resultado de los procesos de tratamiento térmico incluyen:
La composición del metal a ser tratado
Relación de transformación crítica tiempo-temperatura del metal.
Respuesta del metal al templado
Método de aplicación del templado
Control de temperatura y tiempo
El recubrimiento inorgánico tiene la intención de impartir las siguientes propiedades a la superficie del
substrato del metal:
Protección a la corrosión
Tratamiento de pre-pintura
Resistencia a la abrasión
Resistencia eléctrica
Lubricación formado en frío
Propiedades antifricción
Acabado final decorativo
Facilidad de limpieza
Algunos de los métodos de recubrimiento superficial son recubrimiento por conversión, anodizado,
espray térmico, careado duro, porcelanizado, deposición de vapor químico, metalizado en vacio, deposición
de vapor de iones, capas flexibles, y manipulación de ion (Dallas, 1976).
El recubrimiento por conversión forma el recubrimiento en la superficie de metales ferrosos y no
ferrosos controlando el ataque químico o electroquímico. El anodizado es el tratamiento electrolítico de
metales que forma una capa estable o recubrimiento de la superficie del metal.
El espray térmico es el proceso de depositar materiales fundidos o semifundidos tal que estos son
solidificados y pegados al substrato. Esmalte porcelanizado forma una alta durable capa de vidrio alkali de
borosilicato que son pegados por fusión a varios substratos de metales a temperaturas sobre 800°F. El
sumergido caliente es un proceso por el cual la superficie de un producto metálico es recubierto por inmersión
en una baño de metal fundido. La deposición de vapor químico es un proceso activado por calor que depende
de la reacción de compuestos químicos gaseosos con substratos alentados y preparados apropiadamente. El
proceso de deposición de ion toma lugar en una cámara de evacuación en la cual un gas inerte es agregado
para lograr la presión e ionizar cuando un potencial negativo alto es aplicado a las partes a ser recubierta. En
el metalizado en vacio, un compuesto de metal o metal es evaporado en alta temperatura en un una cámara
cerrada y evacuada que permite condensar en un lugar de trabajo con la cámara. La manipulación de Ion es un
proceso por el cual los átomos de virtualmente cualquier elemento puede ser inyectado en la región cerca de
la superficie de un sólido por un rayo de iones cargados.
316
10.5.1.7 DISCUSIÓN
A través del análisis QFD, una progresión clara de las relaciones que encadenan las características de
usabilidad del producto y las variables del proceso que afectan la manufactura son establecidas. Las matrices
de QFD indican que la usabilidad total de un producto puede ser mejorada adoptando un rango óptimo de
valores para las variables del proceso. Así que, para mejorar la usabilidad, las variables del proceso que
afectan las características de usabilidad con calificación alta deben ser controladas.
Las características de usabilidad críticas del abrelatas y los procesos de manufactura necesarios para
lograrlos son como sigue:
Facilidad de corte: Una navaja dura hace el corte más fácil. La dureza deseada puede ser
lograda por un tratamiento térmico apropiado de la navaja. Los aceros al bajo carbón no son
apropiados para lograr una dureza apropiada. Por esta razón, es imperativo usar aceros con
un grado de carbón medio para la navaja y el engrane. Ambos son hechos de acero SAE
1050 con un contenido de carbón entre 0.48 y 0.55%. La temperatura y aplicación de
sustancias enfriadoras durante el templado son las otras variables mayores del proceso. Estos
parámetros deben ser seleccionados de tal forma que los problemas, tales como
descarburizado, escalado, ranuras por encogimiento, estrés residual y cambios
dimensionales, normalmente asociados con el tratamiento térmico son controlados.
Suavidad de corte de la tapa: El borde de corte debe estar afilado suficientemente para
desprender la tapa de la lata. Esto puede lograrse por una compresión apropiada del borde de
la navaja. La compresión mejora la fortaleza a la tensión y dureza superficial, así que esto
resulta en un flujo mejorado del metal y una estructura del grano fina.
Operación libre de resbaladuras: Esta característica depende de que tan apretado y suave
ruede el engrane en la parte de afuera del aro de la lata. El movimiento del engrane depende
de la dureza y resistencia del engrane guía. Estas propiedades pueden ser mejoradas por
tratamiento térmico y niquelado.
Seguridad en el manejo: El abrelatas debe ser libre de bordes afilados y residuos metálicos.
Varios procesos de manufactura, tales como troquelado, producen residuos y bordes agudos.
Esto requiere operaciones secundarias, tal como pulido con tambor, parta remover los
residuos de las esquinas, agujeros, ranuras, y superficies de partes y suavizar los bordes por
medio del uso de redondeos.
Agarre confortable: Un agarre confortable se asegura suavizando la superficie de la manivela
y redondeando el borde. El pulido con tambor resulta en un reducción general de la
superficie plana con una rugosidad de 20 a 5 mico pulgadas (rms) y una generación de
redondeos del orden de 0.015 pulgadas en los bordes expuestos.
Apariencia y durabilida: Esto depende de la preparación de la superficie y recubrimiento. El
niquelado es usado para impartir lustre y resistencia a la corrosión. Mientras que lo primera
mejora la apariencia, lo último mejora la durabilidad.
Algunos de los procesos producen resultados que reducen la usabilidad del producto y se requiere tener
cuidado para minimizar los efectos que contribuyen al detrimento de tales procesos. Algunos ejemplos siguen:
La operación de troquelado produce residuos. Estos son bordes agudos a lo largo de las
líneas de corte de las partes. La producción de residuos depende de un claro excesivo entre el
dado y el troquel y un corte no bueno de los bordes del dado. El claro entre el dado y el
troquel necesita ser apropiadamente diseñado y eliminar los bordes desgastados de los dados.
Cuando se especifica el remachado para uniones de dos sub-ensambles del abrelatas, la
relación entre los diámetros del cuerpo del remache y el agujero de trabajo debe ser
determinado para maximizar la fuerza de corte. Un agujero mayor a su dimensión de trabajo
previene que el remache rellene el agujero para formar un ensamble solido y resulta en una
sujeción no apropiada. Por otra parte, un agujero con dimensión menor a la de trabajo
detiene la alimentación y amarre automático del remache.
317
10.5.2 DESARROLLO DEL PRODUCTO PARA LA USABILIDAD DE
UN TOSTADOR
Esta sección describe la utilidad e implementación práctica del método para diseño para usabilidad en otro
producto de consumo que se usa ampliamente: un tostador de pan. Trece usuarios participaron en este case de
estudio.
Un tostador trabaja aplicando calor radiante directamente a las rebanadas de pan. Cuando la temperatura
de la superficie del pan alcanza cerca de 310 °F un cambio químico conocido como reacción Maillard incia
(“Three reaches to Brown Bread,” 1990). Azucares y almidones comienzan a caramelizarse y se tornan cafes,
iniciando a tomar un sabor intenso caracterizando el tostado. Si el calentamiento es excesivo, las fibras bajo la
superficie se empiezan a convertir en carbón, en esencia, quemando el tostado. El principal trabajo del
tostador es controlar la cantidad y colocación del calor en la rebanada de pan.
10.5.2.1 REQUERIMIENTOS DEL USUARIO
En base a las entrevistas de los usuarios, los siguientes requerimientos fueron identificados como principales
para la usabilidad.
1. Requerimientos funcionales
o Un tostador debe producir un tostado de color ideal café dorado.
o El tostado debe ser uniformemente café sobre la rebanada completa en ambos lados.
o Una vez que el control de color se ajusta, el tostado del mismo color debe ser obtenido
en cada lote.
o El tostador debe de aceptar rebanadas delgadas de pan como también rebanadas gruesas,
tales como bollos.
o La acción de tostado no debe tardar mucho.
36. Facilidad de uso
o Los controles como la manivela de presión hacia abajo y el botón deslizador deben ser
fácil de operar.
o Los controles deben ser localizados convenientemente (en algunos diseños, la manivela
de presión hacia abajo es colocada a un lado del panel lateral. Esta posición de la
manivela afecta el balance del tostador mientras esta en uso y el empuje hacia abajo
tiende a levantar el tostador).
37. Estética
o La apariencia externa global debe ser placentera y estilizada.
38. Mantenibilidad
o La remoción de residuos de pan debe ser fácil.
o El exterior del tostador no debe mancharse permanentemente. Debe ser posible limpiar
el exterior sacudiendo con una toalla húmeda.
39. Confiabilidad
o Ya que un tostador se espera que se use diariamente por toda la familia, este debe ser
suficientemente fuerte para desempeñarse confiablemente. Debe ser durable.
40. Consumo de energía:
o El consumo de energía eléctrica debe ser minimizada. Aunque un tostador no cuesta
mucho en términos de costo de energía, este jala una cantidad de corriente
318
suficientemente considerable. La mayoría de los tostadores jalan de 5 a 9 amperes.
41. Seguridad:
o El exterior del tostador no debe estar caliente como para quemar la piel.
o El tostador debe proteger al usuario de ser electrocutado. Usando un tostador
simultáneamente con otro aparato eléctrico, como una sartén eléctrica para freír, podría
fundir el fusible o botar el interruptor del circuito eléctrico. El tostador no debe causar
daños eléctricos de este tipo.
42. Reciclabilidad:
o Al final de su vida útil, el tostador debe ser fácil de desmantelar y disponer. Las partes
del tostador deben ser reciclables.
10.5.2.2 DESPLIEGUE DE LOS REQUERIMIENTOS TÉCNICOS
Los requerimientos del cliente fueron trasladados en requerimientos técnicos apropiados como sigue (Tabla
10.5):
La temperatura que se tiene dentro del tostador debe ser adecuada para darle el color café al pan, no tan
caliente como para quemar el pan ni tampoco tan frio para obtener el color.
La aplicación del calor debe ser suficientemente uniforme para darle un color café
uniformemente a la rebanada.
El ancho de la ranura del tostador debe ser adecuada para aceptar rebanadas de pan tomo
también bollos gruesos.
El tiempo de exposición de la rebanada al calor debe ser lo suficientemente adecuado para
producir un tostado fino.
La fuerza requerida para empujar la manivela debe ser dentro de los limites aceptable para
niños pequeños y los ancianos.
La ubicación de los controles y varias perillas debe tener un acceso fácil.
El color y el lustre del acabado externo y la forma del producto deben ser placenteras en
apariencia.
La carcasa externa y marcos internos deben tener una resistencia alta al impacto y resistir a
que rompa cuando se cae.
El aislamiento térmico debe ser suficientemente alta tal que el tostador no se sienta caliente
en el exterior.
El aislamiento térmico debe ser suficiente tal que este evita la disipación del calor, por lo
tanto conservar la energía eléctrica.
El aislamiento eléctrico debe ser suficientemente bueno y los circuitos eléctricos nunca
deben de llegar a estar en contacto con el marco de metal (responsable para causar una
electrocución).
El material de la tostadora debe de proveer una adecuada integridad estructural al producto.
Al final de su vida útil, la tostadora debe de ser reciclable o reutilizable.
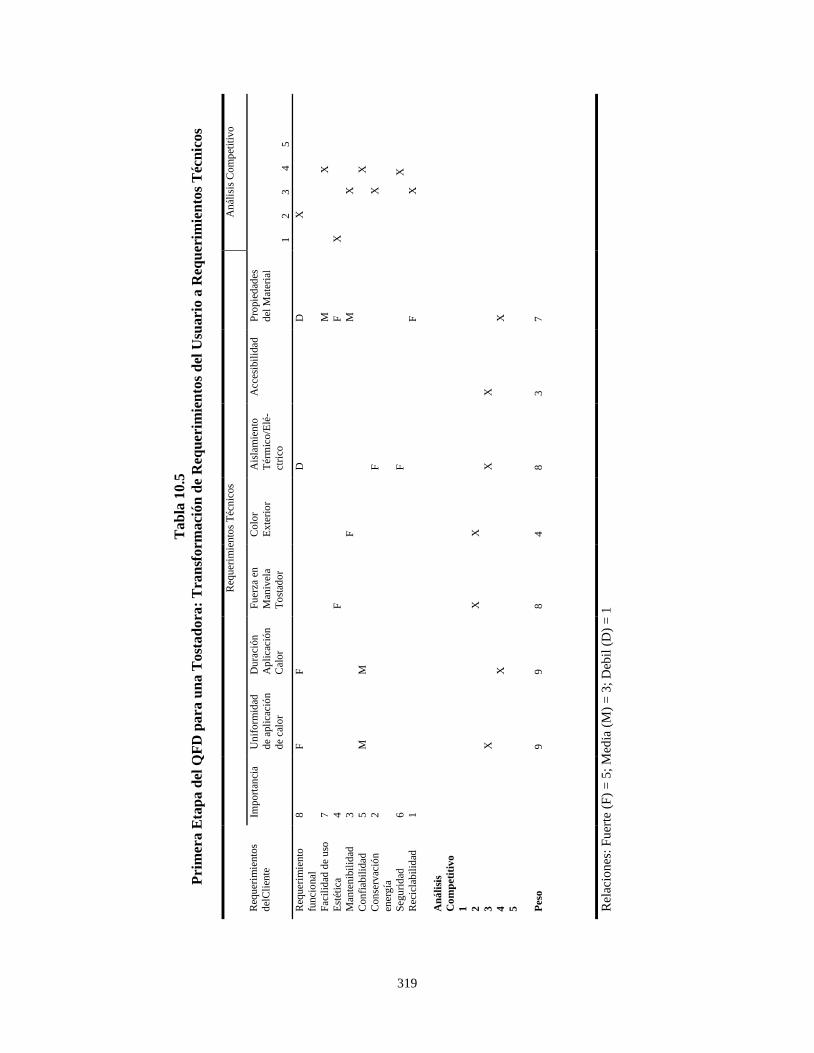
319
Tab
la 1
0.5
Pri
mer
a E
tap
a d
el Q
FD
pa
ra u
na T
ost
ad
ora
: T
ran
sform
aci
ón
de
Req
uer
imie
nto
s d
el U
suari
o a
Req
uer
imie
nto
s T
écn
ico
s
An
ális
is C
om
pet
itiv
o
1
2
3
4
5
X
X
X
X
X
X
X
X
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3;
Deb
il (
D)
= 1
Req
uer
imie
nto
s T
écn
icos
Pro
pie
dad
es
del
Mat
eria
l
D
M
F
M
F
X
7
Acc
esib
ilid
ad
X
3
Ais
lam
ien
to
Tér
mic
o/E
lé-
ctri
co
D
F
F
X
8
Colo
r
Ex
teri
or
F
X
4
Fu
erza
en
Man
ivel
a
To
stad
or
F
X
8
Du
raci
ón
Ap
lica
ció
n
Cal
or
F
M
X
9
Un
ifo
rmid
ad
de
apli
caci
ón
de
calo
r
F
M
X
9
Imp
ort
anci
a
8
7
4
3
5
2
6
1
Req
uer
imie
nto
s
del
Cli
ente
Req
uer
imie
nto
funci
onal
Fac
ilid
ad d
e u
so
Est
étic
a
Man
tenib
ilid
ad
Con
fiab
ilid
ad
Con
serv
ació
n
ener
gía
Seg
uri
dad
Rec
icla
bil
idad
An
áli
sis
Co
mp
etit
ivo
1
2
3
4
5
Peso
320
10.5.2.3 DESPLIEGUE DEL PRODUCTO
Durante la siguiente etapa, el diseño conceptual del producto es seleccionado para implementar los
requerimientos técnicos como se detalla en la discusión siguiente. Esto involucra el mecanismo funcional, los
componentes de los ensambles relacionados a estas funciones, y la arquitectura del producto (Tabla 10.6).
10.5.2.4 ARQUITECTURA DEL PRODUCTO
La tostadora usada en este estudio es operada mecánicamente. Tiene un marco interno en forma de U. En uno
de los extremos de este marco, está colocada una barra de acero. La manivela se mueve en esta barra. La
fuerza de empuje ejercida por una bobina de acero colocada a la manivela de la tostadora siempre intenta
conservar la manivela en la parte superior. Así como la manivela es empujada hacia abajo, el sujetador de pan
dentro del marco baja. Una barra de cobre corre a través de la base de la tostadora con uno de sus extremos
conectados a un interruptor de contacto. El ensamble del interruptor de contacto contiene una bobina de
calentamiento y el circuito eléctrico completo. El otro extremo de la barra de cobre es activado por la
manivela del tostador mientras esta última baja a la base. El filamento de calentamiento esta enredado en dos
hojas de mica sujetas en su lugar en forma vertical por sujetadores al marco U.
Mientras que la manivela del tostador baja a la base, la tira de metal se mueve contra la barra vertical y la
se asegura en su lugar. Al bajar la manivela también se cierra el circuito y calienta la bobina. Una tira
bimetálica sujeta a la base del marco U actúa como un termostato. La tira se expande cuando se calienta y
empuja una barra que libera el peso. El peso en caída, a la vez, libera una tira de metal que mantiene la
manivela abajo. Al ser liberada, la manivela se mueve hacia arriba, cargando el peso junto con esta, y causa
que el contenedor del pan brinque. Ajustando la perilla de control del color cambia la longitud de la tira
bimetálica teniendo que expandirse antes de liberar la manivela del tostador. La duración del calentamiento
está controlada por el color en la perilla de control.
La carcasa marco U esta encapsulada por dos cubiertas laterales y dos cubiertas finales. En la base del
marco esta una charola que retiene las migajas de pan cae durante el proceso.
10.5.2.5 DESPLIEGUE DEL PROCESO
Las características del producto desarrolladas a través de la selección del diseño conceptual pueden ser
implementadas solo a través de una selección apropiada de características del proceso tales como materiales,
máquinas y herramientas como se ilustra en la Tabla 10.7.
10.5.2.6 PROCESOS DE MANUFACTURA
Ya que el soporte imparte rigidez estructural, este está hecho de hacer galvanizado de 40 mili-pulgadas de
grueso. El soporte terminal y la placa base son estampadas usando una prensa de golpe. Los soportes
terminales son luego montados verticalmente en ambos extremos de la placa base usando soldadura de punto.
El ensamble que contiene la bobina y el peso son colocados en el soporte izquierdo. La barra vertical es
sujetada entre el ensamble de la bobina y la placa base. Este sujeta la manivela de la tostadora. La barra del
contenedor de pan está hecha de acero y recubierta con cobre para prevenir oxidación y contaminación de los
alimentos. Tres hojas de mica con las bobinas de calentamiento sujetas a estas son montadas en la placa base,
una en el centro y las otras dos a los lados. El elemento de calentamiento esta hecho de Ni-Cromo y colocado
en las hojas de mica de 15 mili-pulgadas de grueso. La mica es altamente resistente al calor y aguanta la
temperatura de la bobina de calentamiento. Ya que esta no conductora de la electricidad, puede ser
seguramente montada al final del sujetador terminal. El ensamble del interruptor eléctrico está colocado al
lado derecho del sujetador terminal y conectado al cordón que importa la electricidad al tostador. El ensamble
del termostato es tabulado con la placa base. La bandeja de las migajas está hecha de hoja de acero
galvanizado de 18 milésimas de pulgada de grueso y con pivote a la placa base usando una barra delgada de
acero.
El marco U agregado al soporte terminal sirve como la carcasa intermedia, cubriendo la parte superior y
laterales del tostador. Esta hecho de acero galvanizado de 25 milésimas de pulgada de grosor y cromado en la
parte superior de un recubrimiento de níquel. Los recubrimientos de cromo y níquel hace a la cubierta a
prueba de oxidación y la pulida ayuda a retener el calor dentro del tostador debido a la alta reflexión. El
marco U de las cubiertas laterales están hechas de acero rolado en frio. Las cubiertas finales están hechas de

321
moldeo de plástico usando poliéster termoestable. El ensamble completo es sostenido en su lugar por
tornillos. Las cubiertas de acero son pintadas en el lado exterior para mejorar la apariencia. Altamente
reflectora debido a la pintura tipo aluminio en el lado del interior para las cubiertas laterales mantiene la
temperatura baja del cuerpo externo. El material termoestable es un pobre conductor del calor, habilitando a la
cubierta a que permanezca fría. El color de las cubiertas finales es seleccionado para cumplir con las
preferencias del cliente.
10.5.2.7 DESPLIEGUE DE LA MANUFACTURA
Los procesos y las máquinas herramientas usadas para manufacturar los componentes del tostador necesitan
ser controladas muy de cerca para lograr la calidad deseada. Las meta deseable a producir productos usables
no será realizable a menos que el proceso de manufactura sea robusto por medio del control de las variables
de manufactura (Tabla 10.8).
Algunos de los procesos importantes que son relevantes a la manufactura del tostador son las
operaciones con dados progresivos, moldeo de plástico, procesos de ensamble, y pintura y recubrimiento
inorgánico. Los factores que controlan las operaciones con dados progresivos y recubrimiento inorgánico ya
han sido discutidos.
Las cubiertas finales están hechas de poliéster termoestable por medio de moldeo por compresión. Los
termoestables son usados como aislantes en aparatos eléctricos/electrónicos y estos ofrecen un rango amplio
de capacidades en términos de resistencia al calor y otras condiciones del medio ambiente. Las características
distintivas típicas de los termoestables incluyen estabilidad dimensional, ruptura debajo de cero, baja
absorción de agua, buenas propiedades eléctricas, temperatura alta para la deflexión de calor, valores mínimos
del coeficiente de expansión térmica, y baja transferencia de calor.
Los tipos de materiales termoestables capaces de ser moldeados incluyen urea fenólica, melanina y
melanina fenólica. Los procesos de manufactura para hacer componentes de plástico termoestable son moldeo
por compresión, moldeo por transferencia, moldeo por inyección, moldeo rotacional, formado térmico,
vaciado, y moldeo por espuma.
Las superficies externas de las cubiertas laterales son pintadas con una capa inorgánica, mientras que las
partes internas son recubiertas con pintura a base de aluminio a través de los siguientes métodos de
recubrimiento:
Recubrimiento por sumergido.
Recubrimiento por flujo.
Recubrimiento por cortina.
Recubrimiento por rolado.
Recubrimiento por espray.
Recubrimiento con polvo.
Los componentes de los materiales que afectan la calidad de la pintura son el aglomerante, pigmento,
disolvente, y aditivos. El aglomerante usualmente es un material de resina disperso en un líquido diluyente,
manteniendo el pigmento en la superficie. Los aglomerantes pueden ser clasificados como aceites o resinas a
base de aceite, resinas fenólicas, resinas alcalies, y poliuretanos. El pigmento es un material solido que es
insoluble en el aglomerante y su disolvente. Este agrega color al acabado e incrementa la opacidad del
recubrimiento. El disolvente inicialmente disuelve la resina aglomerante pero, cuando es agregado en varias
cantidades y tipos, puede controlar la viscosidad y tasa de evaporación de la capa cubridora. La mayoría de la
clase de disolventes son aromáticos, tibios y acetatos. Los aditivos son compuestos agregados en cantidades
pequeñas para impartir propiedades especiales al recubrimiento. Algunos tipos importantes son secadores de
pintura, jabones metálicos, y plastificadores. La calidad de la pintura depende en la preparación de la
superficie, temperatura ambiental, tasa de flujo de la pintura, velocidad del transportador, entre otras.
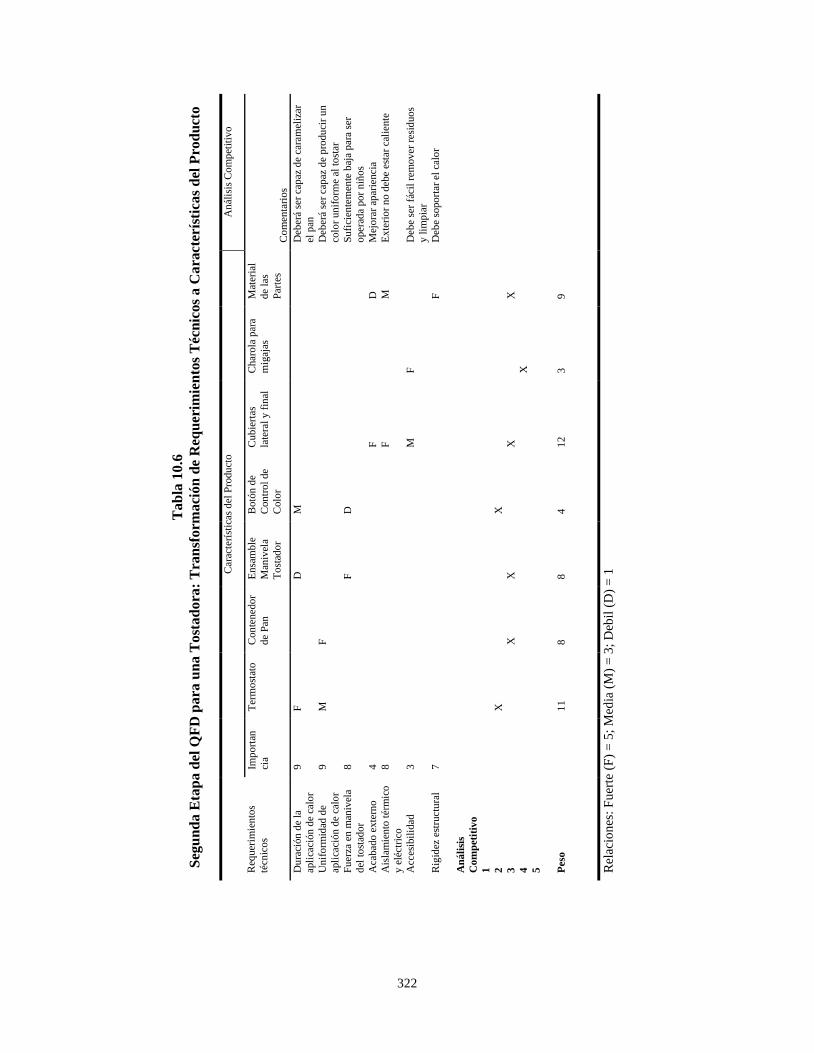
322
Tab
la 1
0.6
Seg
un
da
Eta
pa d
el Q
FD
para
un
a T
ost
ad
ora
: T
ran
sform
aci
ón
de
Req
uer
imie
nto
s T
écn
icos
a C
ara
cter
ísti
cas
del
Pro
du
cto
An
ális
is C
om
pet
itiv
o
Co
men
tari
os
Deb
erá
ser
cap
az d
e ca
ram
eliz
ar
el p
an
Deb
erá
ser
cap
az d
e p
rodu
cir
un
colo
r un
ifo
rme
al t
ost
ar
Su
fici
ente
men
te b
aja
par
a se
r
oper
ada
po
r niñ
os
Mej
ora
r ap
arie
nci
a
Ex
teri
or
no d
ebe
esta
r ca
lien
te
Deb
e se
r fá
cil
rem
ov
er r
esid
uo
s
y l
imp
iar
Deb
e so
po
rtar
el
calo
r
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3;
Deb
il (
D)
= 1
Car
acte
ríst
icas
del
Pro
du
cto
Mat
eria
l
de
las
Par
tes
D
M
F
X
9
Char
ola
par
a
mig
ajas
F
X
3
Cub
iert
as
late
ral
y f
inal
F
F
M
X
12
Botó
n d
e
Con
tro
l de
Colo
r
M
D
X
4
En
sam
ble
Man
ivel
a
To
stad
or
D
F
X
8
Con
tened
or
de
Pan
F
X
8
Ter
mo
stat
o
F
M
X
11
Imp
ort
an
cia
9
9
8
4
8
3
7
Req
uer
imie
nto
s
técn
ico
s
Du
raci
ón
de
la
apli
caci
ón
de
calo
r
Un
ifo
rmid
ad d
e
apli
caci
ón
de
calo
r
Fu
erza
en
man
ivel
a
del
to
stad
or
Aca
bad
o e
xte
rno
Ais
lam
ien
to t
érm
ico
y e
léct
rico
Acc
esib
ilid
ad
Rig
idez
est
ruct
ura
l
An
áli
sis
Co
mp
etit
ivo
1
2
3
4
5
Peso

323
Tab
la 1
0.7
Ter
cera
Eta
pa
del
QF
D p
ara
un
a T
ost
ad
ora
: T
ran
sform
aci
ón
de
Cara
cter
ísti
cas
del
Pro
du
cto
a C
ara
cter
ísti
cas
del
Pro
ceso
Co
men
tari
os
En
sam
ble
com
pra
do
de
pro
vee
do
r y
ver
ific
ado
po
r
cali
dad
Deb
e se
r a
pru
eba
de
ox
idac
ión
y q
ue
no c
onta
min
e el
to
stad
o
Al
pre
sio
nar
la
man
ivel
a n
o d
ebe
volt
ear
el
tost
ado
r
El
colo
r d
el t
ost
ado
deb
e se
r
con
sist
ente
po
r un
lote
de
seis
Las
cub
iert
as d
eben
ser
fác
il d
e
ensa
mbla
rse/
des
ensa
mbla
rse
Deb
e te
ner
un
adec
uad
o a
cces
o
par
a re
mo
ción
fác
il
Deb
e te
ner
pro
pie
dad
es
nec
esar
ias
tan
to t
érm
icas
co
mo
elec
tric
as
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3;
Déb
il (
D)
= 1
Car
acte
ríst
icas
del
Pro
ceso
Des
fi-
bra
do
M
M
X
6
Pin
tura
y R
ecu
bri
mie
nto
ino
rgán
ico N
iqu
e-
lad
o
D
X
2
Cro
ma-
do
M
M
X
6
Pin
tura
M
X
4
Op
erac
ión d
e en
sam
ble
Rem
a-
chad
o
D
X
2
Su
jeci
ón
con
to
rnil
lo
F
M
X
2
So
ldad
ura
de
pu
nto
D
D
X
2
Mold
eo p
or
com
pre
sión
F
D
X
11
Op
erac
ión c
on d
ado
pro
gre
sivo
Tab
u-
lad
o
M
D
D
D
D
X
1
Est
am-
pad
o
M
D
D
D
X
6
Tro
qu
e-
lad
o
M
D
D
D
D
D
X
7
Imp
or-
tan
cia
11
8
8
4
12
3
9
Car
acte
ríst
icas
del
Pro
du
cto
En
sam
ble
del
term
ost
ato
Con
tened
or
de
pan
En
sam
ble
man
ivel
a
de
tost
ado
Per
illa
de
contr
ol
del
co
lor
Cub
iert
as l
ater
ales
y
fin
ales
Ban
dej
a p
ara
las
mig
ajas
Mat
eria
l de
las
par
tes
Niv
el d
e c
ost
o
Ba
jo
Med
io
Alt
o
Peso
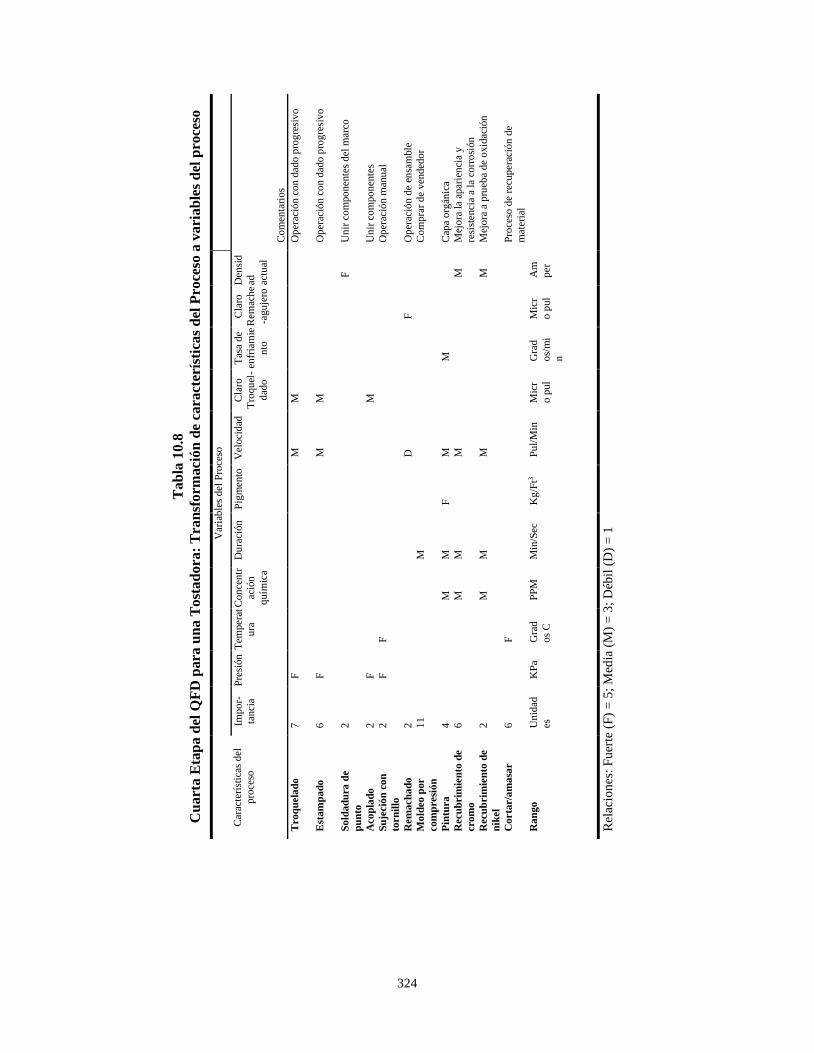
324
Tab
la 1
0.8
Cu
art
a E
tap
a d
el Q
FD
para
un
a T
ost
ad
ora
: T
ran
sform
aci
ón
de
cara
cter
ísti
cas
del
Pro
ceso
a v
ari
ab
les
del
pro
ceso
Co
men
tari
os
Op
erac
ión c
on d
ado
pro
gre
siv
o
Op
erac
ión c
on d
ado
pro
gre
siv
o
Un
ir c
om
po
nen
tes
del
mar
co
Un
ir c
om
po
nen
tes
Op
erac
ión m
anu
al
Op
erac
ión d
e en
sam
ble
Co
mp
rar
de
ven
ded
or
Cap
a o
rgán
ica
Mej
ora
la
apar
ien
cia
y
resi
sten
cia
a la
co
rro
sión
Mej
ora
a p
rueb
a de
oxid
ació
n
Pro
ceso
de
recu
per
ació
n d
e
mat
eria
l
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3;
Déb
il (
D)
= 1
Var
iab
les
del
Pro
ceso
Den
sid
ad
actu
al
F
M
M
Am
per
Cla
ro
Rem
ach
e
-agu
jero
F
Mic
r
o p
ul
Tas
a de
enfr
iam
ie
nto
M
Gra
d
os/
mi
n
Cla
ro
Tro
qu
el-
dad
o
M
M
M
Mic
r
o p
ul
Vel
oci
dad
M
M
D
M
M
M
Pu
l/M
in
Pig
men
to
F
Kg
/Ft3
Du
raci
ón
M
M
M
M
Min
/Sec
Con
centr
ació
n
quím
ica
M
M
M
PP
M
Tem
per
at
ura
F
F
Gra
d
os
C
Pre
sión
F
F
F
F
KP
a
Imp
or-
tan
cia
7
6
2
2
2
2
11
4
6
2
6
Un
idad
es
Car
acte
ríst
icas
del
pro
ceso
Tro
qu
ela
do
Est
am
pa
do
So
lda
du
ra d
e
pu
nto
Aco
pla
do
Su
jeció
n c
on
torn
illo
Rem
ach
ad
o
Mo
ldeo p
or
com
pre
sió
n
Pin
tura
Recu
brim
ien
to d
e
crom
o
Recu
brim
ien
to d
e
nik
el
Co
rta
r/a
ma
sar
Ra
ngo
325
Ensamble en manufactura frecuentemente involucra algún tipo de sujeción mecánica de una parte a si
misma o dos o más partes o sub-ensambles juntos para formar un producto funcional de un sub-ensamble de
nivel más alto. La selección de un método de sujeción depende de los materiales a ser unidos. La función de
la unión, requerimientos de fuerza y confiabilidad, limitaciones de peso, dimensiones de los componentes, y
factores del medioambiente. Otros factores importantes a considerar incluyen equipamiento disponible para la
instalación, apariencia, y si donde el ensamble necesita ser desmantelado para reparación, volver a usar, o
reciclado.
Algunos de los métodos de sujeción más utilizados incluyen
Sujetadores integrales: Estos constituyen áreas formadas de la parte componente o partes que
funcionan por interferencia o entrelazado con otras áreas del ensamble. Este tipo de método de
sujeción es comúnmente aplicado para formar productos a partir de hoja metálica y generalmente
se ejecuta por medio de salientes o cejas formadas de metal, extruido de bordes de orificios,
protuberancias abocardadas, bordes asentados, y opresión.
Sujeciones roscadas: Las sujeciones roscadas son componentes separados que tienen roscado
interno o externo que unen mecánicamente las partes. Los sujetadores comunes que usan sujeción
de roscado incluyen pernos, tuercas, y tornillos. Tal tipo de sujetadores son usados para unir o
sostener partes juntas, cargar, especialmente cuando se requiere poder desensamblar o volver a
ensamblar.
Remaches: Los remaches son usados para sujetar dos o más piezas juntas pasando el cuerpo a
través de un orificio en cada una de las piezas y luego sujetando o formando una segunda cabeza
en el otro lado del cuerpo del remache. Una vez que están en su lugar, un remache no puede ser
removido excepto cortándole la cabeza o tope en el extremo de sujeción.
Costura y grapado industrial: El grapado industrial es un método de sujeción en el cual grapas en
forma de U son formadas de una bobina de alambre de acero por una máquina que aplica la grapa
Este método barato de sujeción no es aplicable cuando se requiere una repetitiva, rápida, y fácil
remoción de los sujetadores.
Fijación por encogimiento y expansión: Una fijación por encogimiento o expansión usualmente
está compuesta de dos partes que normalmente interfieren en la cual la interferencia ha sido
eliminada durante el ensamble por medio de un cambio dimensional en una o ambas partes a
través de calentamiento de una parte o calentamiento de una parte y enfriamiento del otro.
Fijación plástica y por deslizamiento: La fijación plástica o por deslizamiento es usada
comúnmente en partes plásticas cuando se necesita un desensamble frecuente para remplazar
partes.
10.5.2.8 DISCUSIÓN
Hay que tener cuidado al seleccionar los parámetros y niveles de manufactura, un grado alto de usabilidad del
producto puede lograrse. La siguiente discusión expande esta afirmación:
Requerimiento funcional: El sujetador de pan mantiene la rebanada en una posición vertical
habilitándolo para recibir calor uniformemente. El ancho de la ranura es por lo menos de 1.375
pulgadas para aceptar incluso rebanadas gruesas. Controlando la composición de la tira
bimetálica, se pueden obtener temperaturas consistentes.
Facilidad de uso: La tensión de la bobina de la manivela del tostador está determinada por el
ancho, el grosor, y el material. Controlando estos factores, la fuerza aplicada para bajar la
manivela puede ser controlada. El botón de control de la temperatura puede ser ubicado en el
extremo izquierdo del tostador y debajo de la manivela para facilitar el acceso y una visibilidad
clara.
Estética: El color del material del termoplástico para las cubiertas y la pintura de las cubiertas
laterales pueden ser seleccionadas para empatar con las preferencias del usuario.
326
Mantenibilidad: El diseño de la bandeja de los residuos habilita la remoción de los residuos de
pan. Una capa con propiedades de limpieza propia facilita la remoción de los residuos de pan. El
uso de pintura a prueba de humedad para las cubiertas laterales y el termoplástico agrega
facilidad para una limpieza externa. Una bandeja para sostener los residuos de pan también
mejora la facilidad para limpiar el aparato.
Conservación de la energía: La pérdida de calor es reducido por la reflección del marco U y la
capa de aluminizada en la parte interna de las cubiertas laterales, ayudando a conservar la
energía.
Seguridad: El uso de una capa aluminizada dentro del marco reduce la transferencia de calor y
previene que la parte externa se ponga muy caliente. El uso de un cordón de tres puntas mejora la
seguridad eléctrica.
Reciclability: Los materiales más importantes de que está formado es el acero, poliéster
termoplástico, y mica. El uso de tornillos facilita que los componentes de acero sean separados.
El uso de termoplásticos, en lugar de poliéster, mejora la reciclabilidad. Las hojas de aislamiento
hechas de mica fácilmente pueden ser separadas y rehusadas.
En los casos de estudio presentados aquí indican como las preocupaciones de los usuarios pueden ser
tomadas en cuenta en los atributos de manufactura. El método de transformación de la usabilidad fue
empleado para desarrollar la transformación encadenando los requerimientos de usabilidad a los atributos de
manufactura. La transformación fue gradual. Tales transformaciones y relaciones entre las variables de
proceso y características de usabilidad pueden ayudar a los diseñadores e ingenieros de manufactura a
desarrollar productos que los clientes quieran y aprecien.
La información obtenida a través de los manuales de diseño y manufactura es convertida a guías de
diseño y guías genéricas para la evaluación de la usabilidad. Hay que tener en cuenta que las guías de diseño
genéricas son uy amplias en naturaleza y necesitan ser modificadas para mejorar su utilidad como una
herramienta de diseño para un producto específico.
La siguiente sección presenta una serie de estas guías. Esto es seguido por un caso de estudio que
involucra el diseño de un producto a la medida y las modificaciones correspondientes en las guías de
usabilidad.
10.5.3 LISTAS DE VERIFICACIÓN PARA EVALUAR LA
USABILIDAD DE UN PRODUCTO DE CONSUMO
Las tablas 10.9 hasta la 10.26 muestran listas de verificación genéricas para la usabilidad del producto,
acompañadas por los Quds donde es apropiado, para ilustrar el proceso de diseño. La siguiente sección
examina el desarrollo y uso de las listas a la medida para facilitar el diseño de producto usable y presenta un
caso de estudio para ilustrar el uso del método.

327
Table 10.9 Lista de verificación para la evaluación de la funcionalidad de un producto de consumo
Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. Listar los requerimientos principales del usuario y valorarlos en que
tan bien las características del producto satisfacen cada una de ellas
2. Siente que algunas de las características no son necesarias para
cumplir con las necesidades del cliente?
¿Qué tan bien han sido esas características necesarias reducidas a lo
mínimo?
3. ¿Hay demasiados modelos de este producto? ¿Qué tan bien esas
variaciones no necesarias en la función y estilo han sido
minimizadas?
4. ¿Sientes que un mal funcionamiento en cualquiera de las
características no afecta el funcionamiento apropiado del resto del
producto? ¿Qué tan bien se ha construido la independencia
funcional?
5. ¿Quieres expandir el alcance y poder de algunas características en el
futuro? ¿Qué tan bien esta la escalabilidad del producto
(particularmente para aparatos electrónicos de consumo)?
6. ¿Quieres agregar características al producto en el futuro? ¿Qué tan
bien se puede actualizar el producto?
7. ¿Quieres abordar ¿Funciona el producto satisfactoriamente en
situaciones anticipadas pero inusuales condiciones de campo, tales
como alto calor, frío, humedad, y vibración? ¿Qué tan robusto es el
producto?
8. ¿Cuál es la usabilidad total del producto en términos de
funcionalidad?
Tabla 10.10
Lista de verificación para la evaluación de la facilidad de uso de un producto de Consumo Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Qué tan confortable son los controles y las pantallas ubicadas?
2. ¿Qué tan obvias son las operaciones de los controles?
3. ¿Qué tan fácil es para un usuario novato entender intuitivamente las
pantallas y controles del producto?
4. ¿Qué tan bien las tareas de control ha sido simplificadas?
5. ¿Mientras que se han hecho los controles y pantallas muy simples,
el producto sigue teniendo suficiente complejidad para motivar al
usuario?
6. ¿Qué tan bien se ha eliminado la posibilidad de mover los controles
en la dirección equivocada?
7. ¿Qué tan bien se han diferenciado los botones y agarraderas?
8. ¿Qué tan adecuada se provee la retroalimentación durante el uso del
producto?
9. ¿Qué tan bien se despliega la información?
10. ¿Qué tan bien el diseño del producto anticipa los errores humanos
durante la operación?
11. ¿Cuál es la calificación total de usabilidad del producto en términos
de facilidad de uso?
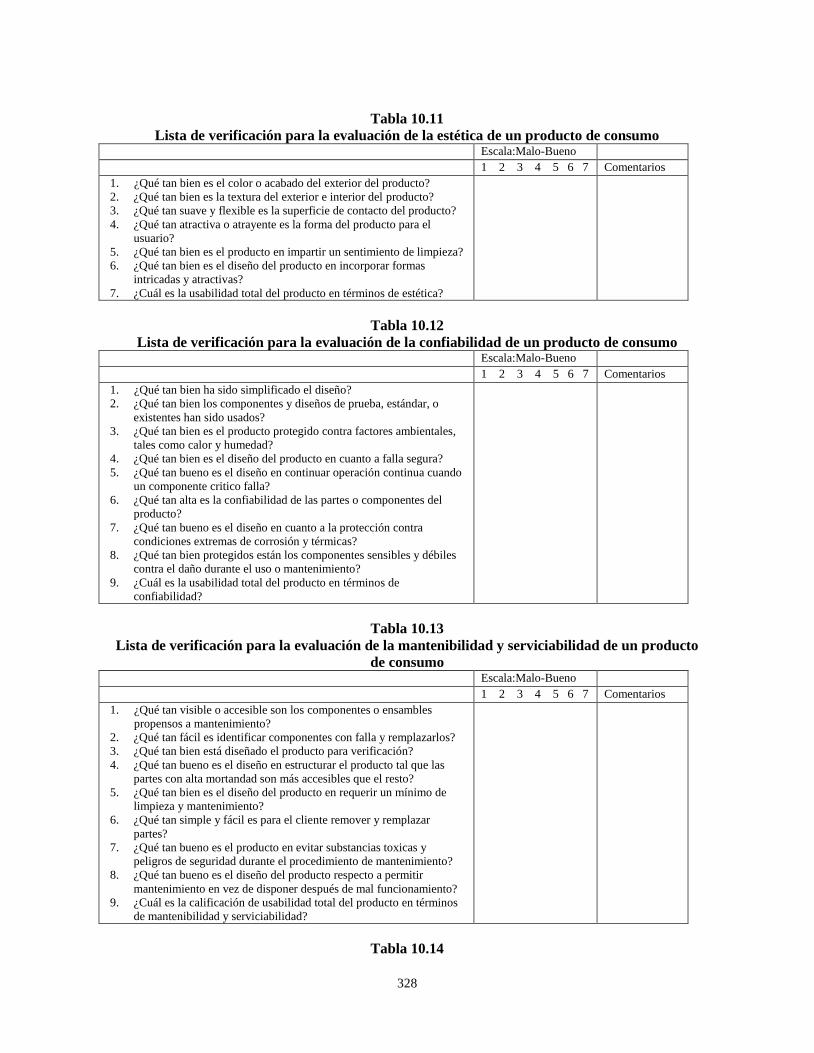
328
Tabla 10.11
Lista de verificación para la evaluación de la estética de un producto de consumo Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Qué tan bien es el color o acabado del exterior del producto?
2. ¿Qué tan bien es la textura del exterior e interior del producto?
3. ¿Qué tan suave y flexible es la superficie de contacto del producto?
4. ¿Qué tan atractiva o atrayente es la forma del producto para el
usuario?
5. ¿Qué tan bien es el producto en impartir un sentimiento de limpieza?
6. ¿Qué tan bien es el diseño del producto en incorporar formas
intricadas y atractivas?
7. ¿Cuál es la usabilidad total del producto en términos de estética?
Tabla 10.12
Lista de verificación para la evaluación de la confiabilidad de un producto de consumo Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Qué tan bien ha sido simplificado el diseño?
2. ¿Qué tan bien los componentes y diseños de prueba, estándar, o
existentes han sido usados?
3. ¿Qué tan bien es el producto protegido contra factores ambientales,
tales como calor y humedad?
4. ¿Qué tan bien es el diseño del producto en cuanto a falla segura?
5. ¿Qué tan bueno es el diseño en continuar operación continua cuando
un componente critico falla?
6. ¿Qué tan alta es la confiabilidad de las partes o componentes del
producto?
7. ¿Qué tan bueno es el diseño en cuanto a la protección contra
condiciones extremas de corrosión y térmicas?
8. ¿Qué tan bien protegidos están los componentes sensibles y débiles
contra el daño durante el uso o mantenimiento?
9. ¿Cuál es la usabilidad total del producto en términos de
confiabilidad?
Tabla 10.13
Lista de verificación para la evaluación de la mantenibilidad y serviciabilidad de un producto
de consumo Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Qué tan visible o accesible son los componentes o ensambles
propensos a mantenimiento?
2. ¿Qué tan fácil es identificar componentes con falla y remplazarlos?
3. ¿Qué tan bien está diseñado el producto para verificación?
4. ¿Qué tan bueno es el diseño en estructurar el producto tal que las
partes con alta mortandad son más accesibles que el resto?
5. ¿Qué tan bien es el diseño del producto en requerir un mínimo de
limpieza y mantenimiento?
6. ¿Qué tan simple y fácil es para el cliente remover y remplazar
partes?
7. ¿Qué tan bueno es el producto en evitar substancias toxicas y
peligros de seguridad durante el procedimiento de mantenimiento?
8. ¿Qué tan bueno es el diseño del producto respecto a permitir
mantenimiento en vez de disponer después de mal funcionamiento?
9. ¿Cuál es la calificación de usabilidad total del producto en términos
de mantenibilidad y serviciabilidad?
Tabla 10.14

329
Lista de Verificación para la evaluación de que tan amigable al ambiente es un producto de
consumo Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Qué tan bueno es el diseño en remover materiales tóxicos e
incorporar estos que son preferibles ambientalmente para la
función deseada?
2. ¿Qué tan bien se comporta el diseño para evitar el uso de
materiales que tienen restricciones para proveerse?
3. ¿Qué tan bien esta el producto diseñado para utilizar materiales
reciclados cuando sea posible?
4. ¿Qué tan bien el producto incorpora medidas para eliminar el uso o
liberación de gases de invernadero?
5. ¿Cómo el diseño del producto evita producir residuos líquidos o
sólidos cuyo reciclado es difícil o requiere energía intensa?
6. ¿Qué tan bien el diseño minimiza el uso de pasos en el proceso de
energía-intensiva, tales como diferenciales de alta temperatura,
motores pesados, y enfriamiento extensivo?
7. ¿Qué tan bien está diseñado el producto para minimizar el uso de
materiales cuya extracción requiere energía intensiva?
8. ¿Qué tan bueno s el diseño en minimizar el número y volumen de
materiales de empaque diferentes?
9. ¿Qué tan bien es el diseño del producto para evitar el uso de
materiales cuyo transporte a las instalaciones requiere un uso de
energía significante?
10. ¿Cuál es la calificación total de usabilidad del producto en
términos de amigable con el ambiente?
Tabla 10.15
Lista de verificación para la evaluación de reciclabilidad y disposicionabilidad de un producto
de consumo Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Qué tan bien el diseño minimiza el número de materiales usados
en la manufactura?
2. ¿Qué tan bien este producto minimiza el uso de materiales tóxicos?
3. ¿Qué tan fácil es el identificar y separar los materiales tóxicos, si se
usan?
4. ¿Qué tan bueno es el diseño para evitar el unir materiales diferentes
en formas que son difíciles de deshacerse?
5. ¿Qué tan bien el diseño incorpora termoplásticos en vez de
materiales termopares?
6. ¿Qué tan bueno es el diseño en evitar que sean pintados y uso de
materiales de recubrimiento?
7. ¿Qué tan bueno es el diseño en el uso de sujetadores, tales como
clips o ganchos y aros, en el ensamble en lugar de pegamentos y
soldadura?
8. ¿Qué tan buena es la identificación en marcas ISO de varios
plásticos u otros materiales respecto a su contenido?
9. ¿Qué tan bueno es el diseño en minimizar o eliminar rellenos?
10. ¿Qué tan bueno es el diseño en evitar subensambles que son
difíciles de separar?
11. ¿Qué tan bueno es el diseño en eliminar materiales que son
difíciles de reciclar?
12. ¿Cuál es la usabilidad total del producto en términos de
reciclabilidad y disposicionabilidad?
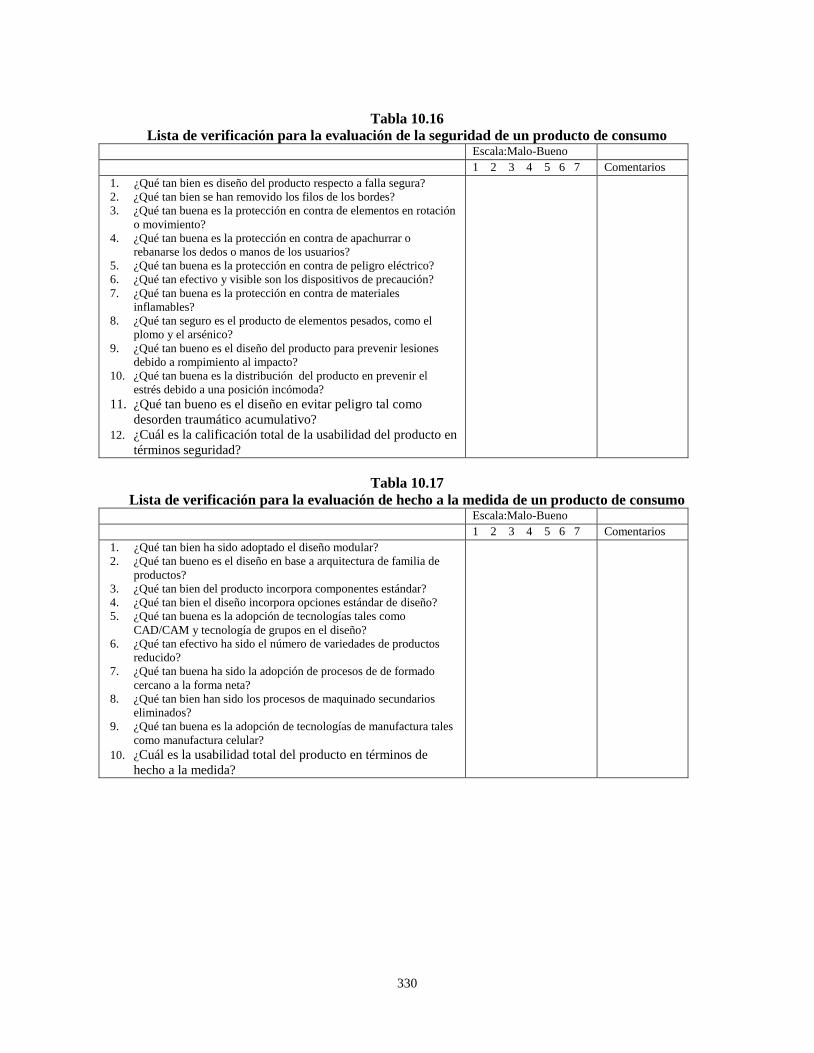
330
Tabla 10.16
Lista de verificación para la evaluación de la seguridad de un producto de consumo Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Qué tan bien es diseño del producto respecto a falla segura?
2. ¿Qué tan bien se han removido los filos de los bordes?
3. ¿Qué tan buena es la protección en contra de elementos en rotación
o movimiento?
4. ¿Qué tan buena es la protección en contra de apachurrar o
rebanarse los dedos o manos de los usuarios?
5. ¿Qué tan buena es la protección en contra de peligro eléctrico?
6. ¿Qué tan efectivo y visible son los dispositivos de precaución?
7. ¿Qué tan buena es la protección en contra de materiales
inflamables?
8. ¿Qué tan seguro es el producto de elementos pesados, como el
plomo y el arsénico?
9. ¿Qué tan bueno es el diseño del producto para prevenir lesiones
debido a rompimiento al impacto?
10. ¿Qué tan buena es la distribución del producto en prevenir el
estrés debido a una posición incómoda?
11. ¿Qué tan bueno es el diseño en evitar peligro tal como
desorden traumático acumulativo?
12. ¿Cuál es la calificación total de la usabilidad del producto en
términos seguridad?
Tabla 10.17
Lista de verificación para la evaluación de hecho a la medida de un producto de consumo Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Qué tan bien ha sido adoptado el diseño modular?
2. ¿Qué tan bueno es el diseño en base a arquitectura de familia de
productos?
3. ¿Qué tan bien del producto incorpora componentes estándar?
4. ¿Qué tan bien el diseño incorpora opciones estándar de diseño?
5. ¿Qué tan buena es la adopción de tecnologías tales como
CAD/CAM y tecnología de grupos en el diseño?
6. ¿Qué tan efectivo ha sido el número de variedades de productos
reducido?
7. ¿Qué tan buena ha sido la adopción de procesos de de formado
cercano a la forma neta?
8. ¿Qué tan bien han sido los procesos de maquinado secundarios
eliminados?
9. ¿Qué tan buena es la adopción de tecnologías de manufactura tales
como manufactura celular?
10. ¿Cuál es la usabilidad total del producto en términos de
hecho a la medida?
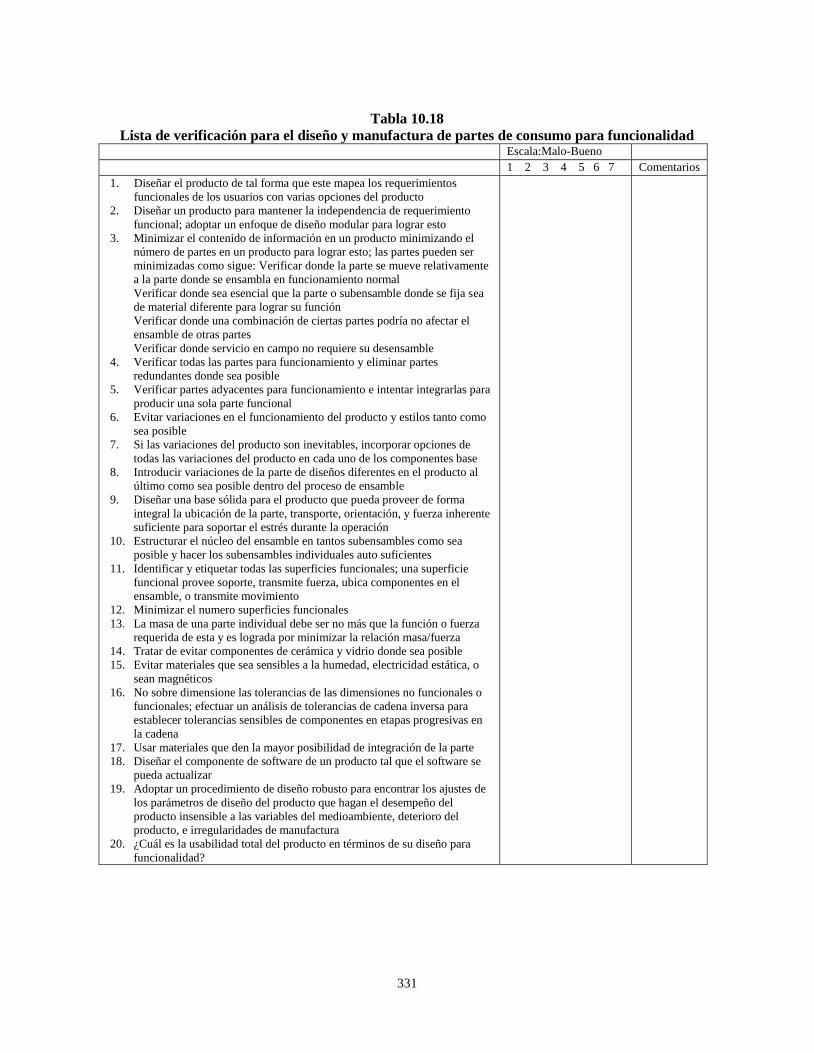
331
Tabla 10.18
Lista de verificación para el diseño y manufactura de partes de consumo para funcionalidad Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. Diseñar el producto de tal forma que este mapea los requerimientos
funcionales de los usuarios con varias opciones del producto
2. Diseñar un producto para mantener la independencia de requerimiento
funcional; adoptar un enfoque de diseño modular para lograr esto
3. Minimizar el contenido de información en un producto minimizando el
número de partes en un producto para lograr esto; las partes pueden ser
minimizadas como sigue: Verificar donde la parte se mueve relativamente
a la parte donde se ensambla en funcionamiento normal
Verificar donde sea esencial que la parte o subensamble donde se fija sea
de material diferente para lograr su función
Verificar donde una combinación de ciertas partes podría no afectar el
ensamble de otras partes
Verificar donde servicio en campo no requiere su desensamble
4. Verificar todas las partes para funcionamiento y eliminar partes
redundantes donde sea posible
5. Verificar partes adyacentes para funcionamiento e intentar integrarlas para
producir una sola parte funcional
6. Evitar variaciones en el funcionamiento del producto y estilos tanto como
sea posible
7. Si las variaciones del producto son inevitables, incorporar opciones de
todas las variaciones del producto en cada uno de los componentes base
8. Introducir variaciones de la parte de diseños diferentes en el producto al
último como sea posible dentro del proceso de ensamble
9. Diseñar una base sólida para el producto que pueda proveer de forma
integral la ubicación de la parte, transporte, orientación, y fuerza inherente
suficiente para soportar el estrés durante la operación
10. Estructurar el núcleo del ensamble en tantos subensambles como sea
posible y hacer los subensambles individuales auto suficientes
11. Identificar y etiquetar todas las superficies funcionales; una superficie
funcional provee soporte, transmite fuerza, ubica componentes en el
ensamble, o transmite movimiento
12. Minimizar el numero superficies funcionales
13. La masa de una parte individual debe ser no más que la función o fuerza
requerida de esta y es lograda por minimizar la relación masa/fuerza
14. Tratar de evitar componentes de cerámica y vidrio donde sea posible
15. Evitar materiales que sea sensibles a la humedad, electricidad estática, o
sean magnéticos
16. No sobre dimensione las tolerancias de las dimensiones no funcionales o
funcionales; efectuar un análisis de tolerancias de cadena inversa para
establecer tolerancias sensibles de componentes en etapas progresivas en
la cadena
17. Usar materiales que den la mayor posibilidad de integración de la parte
18. Diseñar el componente de software de un producto tal que el software se
pueda actualizar
19. Adoptar un procedimiento de diseño robusto para encontrar los ajustes de
los parámetros de diseño del producto que hagan el desempeño del
producto insensible a las variables del medioambiente, deterioro del
producto, e irregularidades de manufactura
20. ¿Cuál es la usabilidad total del producto en términos de su diseño para
funcionalidad?
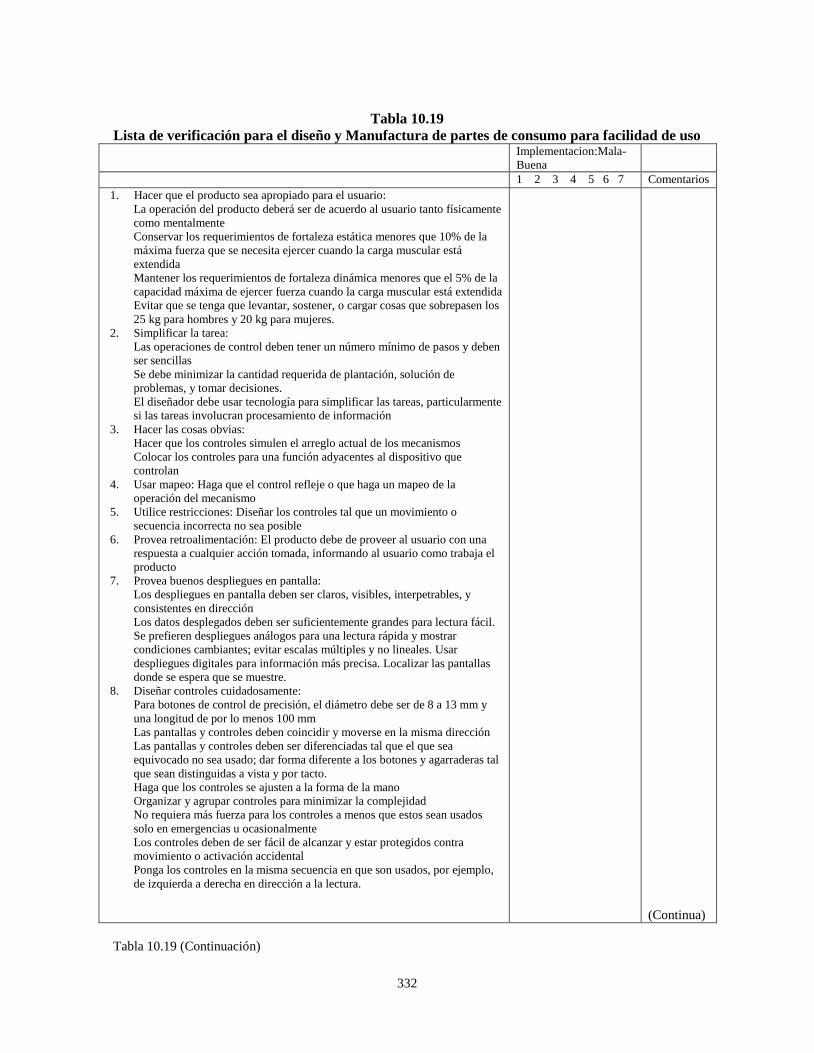
332
Tabla 10.19
Lista de verificación para el diseño y Manufactura de partes de consumo para facilidad de uso Implementacion:Mala-
Buena
1 2 3 4 5 6 7 Comentarios
1. Hacer que el producto sea apropiado para el usuario:
La operación del producto deberá ser de acuerdo al usuario tanto físicamente
como mentalmente
Conservar los requerimientos de fortaleza estática menores que 10% de la
máxima fuerza que se necesita ejercer cuando la carga muscular está
extendida
Mantener los requerimientos de fortaleza dinámica menores que el 5% de la
capacidad máxima de ejercer fuerza cuando la carga muscular está extendida
Evitar que se tenga que levantar, sostener, o cargar cosas que sobrepasen los
25 kg para hombres y 20 kg para mujeres.
2. Simplificar la tarea:
Las operaciones de control deben tener un número mínimo de pasos y deben
ser sencillas
Se debe minimizar la cantidad requerida de plantación, solución de
problemas, y tomar decisiones.
El diseñador debe usar tecnología para simplificar las tareas, particularmente
si las tareas involucran procesamiento de información
3. Hacer las cosas obvias:
Hacer que los controles simulen el arreglo actual de los mecanismos
Colocar los controles para una función adyacentes al dispositivo que
controlan
4. Usar mapeo: Haga que el control refleje o que haga un mapeo de la
operación del mecanismo
5. Utilice restricciones: Diseñar los controles tal que un movimiento o
secuencia incorrecta no sea posible
6. Provea retroalimentación: El producto debe de proveer al usuario con una
respuesta a cualquier acción tomada, informando al usuario como trabaja el
producto
7. Provea buenos despliegues en pantalla:
Los despliegues en pantalla deben ser claros, visibles, interpetrables, y
consistentes en dirección
Los datos desplegados deben ser suficientemente grandes para lectura fácil.
Se prefieren despliegues análogos para una lectura rápida y mostrar
condiciones cambiantes; evitar escalas múltiples y no lineales. Usar
despliegues digitales para información más precisa. Localizar las pantallas
donde se espera que se muestre.
8. Diseñar controles cuidadosamente:
Para botones de control de precisión, el diámetro debe ser de 8 a 13 mm y
una longitud de por lo menos 100 mm
Las pantallas y controles deben coincidir y moverse en la misma dirección
Las pantallas y controles deben ser diferenciadas tal que el que sea
equivocado no sea usado; dar forma diferente a los botones y agarraderas tal
que sean distinguidas a vista y por tacto.
Haga que los controles se ajusten a la forma de la mano
Organizar y agrupar controles para minimizar la complejidad
No requiera más fuerza para los controles a menos que estos sean usados
solo en emergencias u ocasionalmente
Los controles deben de ser fácil de alcanzar y estar protegidos contra
movimiento o activación accidental
Ponga los controles en la misma secuencia en que son usados, por ejemplo,
de izquierda a derecha en dirección a la lectura.
(Continua)
Tabla 10.19 (Continuación)

333
Implementado: Malo-
Bueno
1 2 3 4 5 6 7 Comentarios
Los controles claves están localizados cerca de la posición de la mano
derecha del usuario
Colocar los controles de conformidad con la frecuencia de uso, los controles
más usados deben estar más cerca
9. Anticipar el error humano:
Entender las causas de los errores potenciales y diseñar para minimizarlos
Hacer posible deshacer un error rápidamente
Si un error no se puede deshacer fácilmente, diseñar el equipo tal que este
sea difícil de cometer tal error
Proveer advertencias al usuario antes de que el control erróneo sea activado;
usar una alarma o luz intermitente si el control equivocado es activado
10. Evitar movimientos inconvenientes y extremos:
Agrupar los elementos del producto que puedan estar involucrados durante
una operación de alcanzar tal que los alcances hacia delante sean cortos en
longitud
Diseñar los controles de operación y otros elementos para que provean la
fuerza o poder necesario en vez de confiar en la fuerza human
Diseñar manijas con bordes suaves y proveer fricción alta tal que agarrarlos
sea fácil; las manivelas deben ser suficientemente grandes y tener forma tal
que las fuerzas sean distribuidas sobre una área grande; la superficie debe
ser no conductora
Diseñar los controles y herramientas tal que la muñeca del operador no
tenga que doblarse; la muñeca debe estar en una posición neutral a través del
rango de uso cuando sea requerido un movimiento o fuerza; cambiar la
elevación de los elementos que son operados; las herramientas de cierre,
tales como tijeras, deben tener un mecanismo de resorte de carga para
aminorar la fuerza muscular y proveer mejor control de la herramienta
Diseñar herramientas para ser usadas por ambas manos
Diseñar equipamiento para acomodar mediciones del cuerpo y capacidades
de la población de usuarios potenciales; si es crítica, proveer ajustes, ya que
ninguna medida es óptima para todos los usuarios
Si hay vibración presente, los controles deben ser aislados tanto como sea
posible de la vibración; también proveer amortiguamiento, mejorar el
balance dinámico, y cambiar la velocidad de la maquina
Las fuerzas requeridas para activar un control deben ser minimizadas
proveyendo más palanca, optimizando la forma de la manivela, y superficie
proveyendo asistencia de potencia y disminuyendo el peso del elemento a
mover
11. ¿Cuál es la usabilidad total del producto en términos de su diseño para
facilidad de uso?
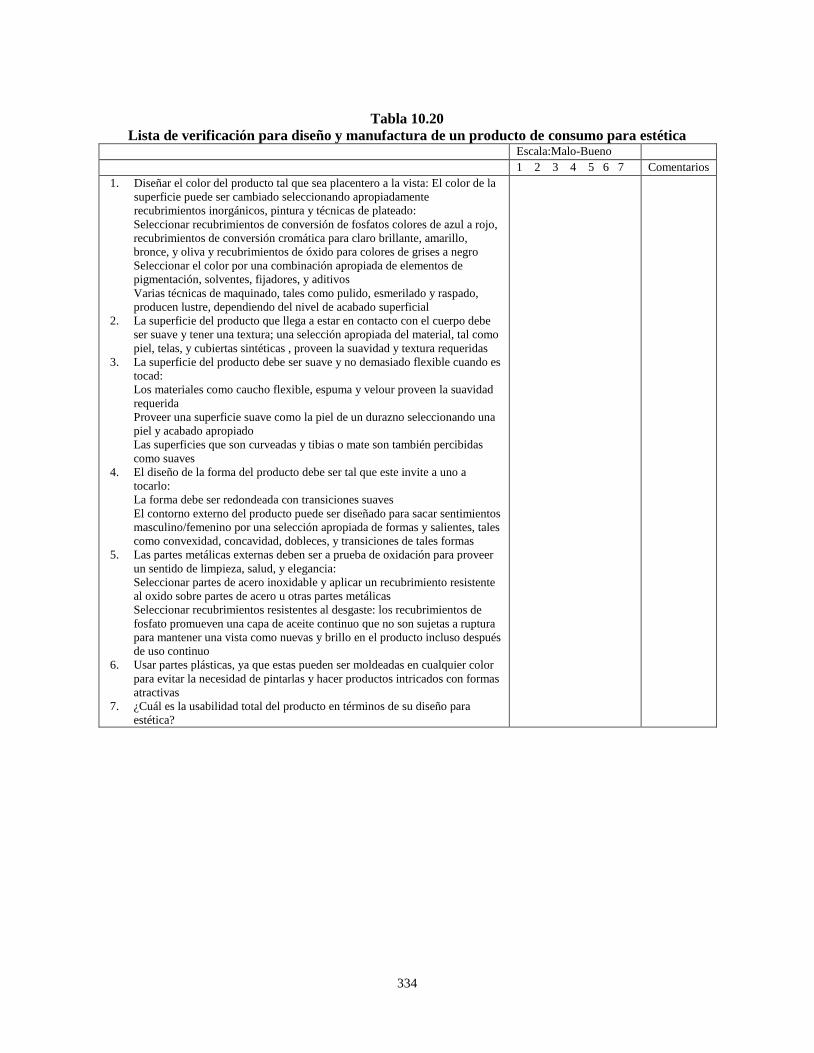
334
Tabla 10.20
Lista de verificación para diseño y manufactura de un producto de consumo para estética Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. Diseñar el color del producto tal que sea placentero a la vista: El color de la
superficie puede ser cambiado seleccionando apropiadamente
recubrimientos inorgánicos, pintura y técnicas de plateado:
Seleccionar recubrimientos de conversión de fosfatos colores de azul a rojo,
recubrimientos de conversión cromática para claro brillante, amarillo,
bronce, y oliva y recubrimientos de óxido para colores de grises a negro
Seleccionar el color por una combinación apropiada de elementos de
pigmentación, solventes, fijadores, y aditivos
Varias técnicas de maquinado, tales como pulido, esmerilado y raspado,
producen lustre, dependiendo del nivel de acabado superficial
2. La superficie del producto que llega a estar en contacto con el cuerpo debe
ser suave y tener una textura; una selección apropiada del material, tal como
piel, telas, y cubiertas sintéticas , proveen la suavidad y textura requeridas
3. La superficie del producto debe ser suave y no demasiado flexible cuando es
tocad:
Los materiales como caucho flexible, espuma y velour proveen la suavidad
requerida
Proveer una superficie suave como la piel de un durazno seleccionando una
piel y acabado apropiado
Las superficies que son curveadas y tibias o mate son también percibidas
como suaves
4. El diseño de la forma del producto debe ser tal que este invite a uno a
tocarlo:
La forma debe ser redondeada con transiciones suaves
El contorno externo del producto puede ser diseñado para sacar sentimientos
masculino/femenino por una selección apropiada de formas y salientes, tales
como convexidad, concavidad, dobleces, y transiciones de tales formas
5. Las partes metálicas externas deben ser a prueba de oxidación para proveer
un sentido de limpieza, salud, y elegancia:
Seleccionar partes de acero inoxidable y aplicar un recubrimiento resistente
al oxido sobre partes de acero u otras partes metálicas
Seleccionar recubrimientos resistentes al desgaste: los recubrimientos de
fosfato promueven una capa de aceite continuo que no son sujetas a ruptura
para mantener una vista como nuevas y brillo en el producto incluso después
de uso continuo
6. Usar partes plásticas, ya que estas pueden ser moldeadas en cualquier color
para evitar la necesidad de pintarlas y hacer productos intricados con formas
atractivas
7. ¿Cuál es la usabilidad total del producto en términos de su diseño para
estética?
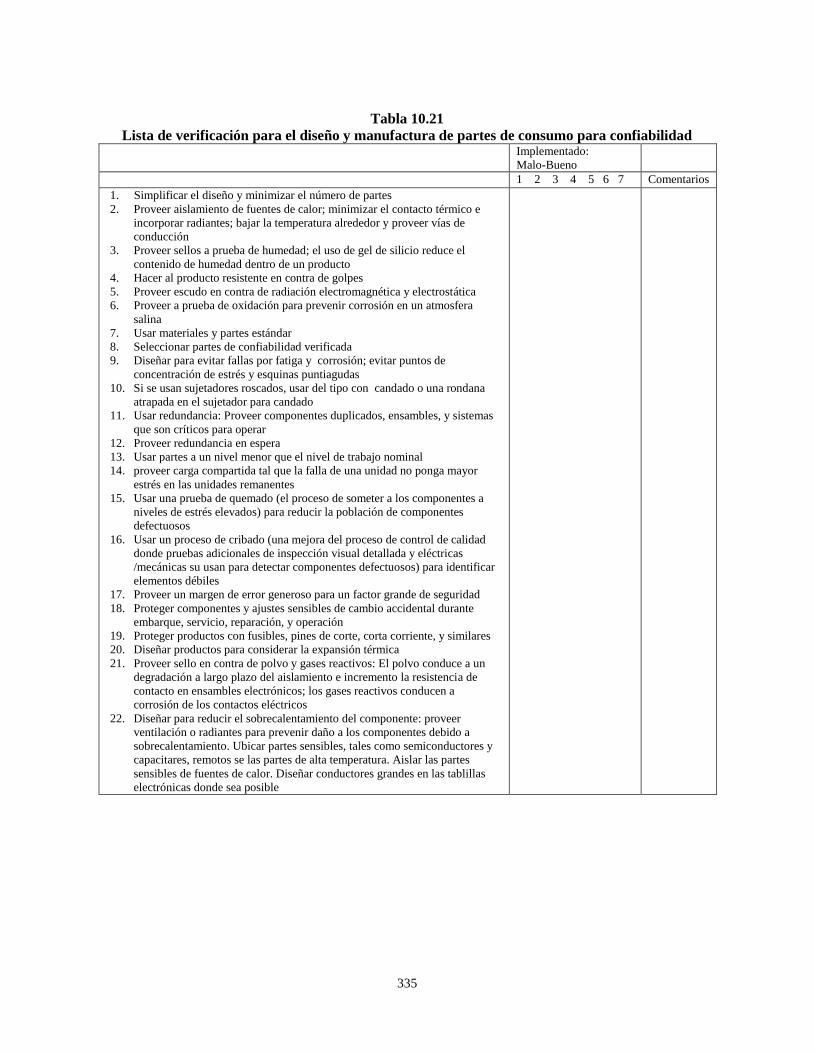
335
Tabla 10.21
Lista de verificación para el diseño y manufactura de partes de consumo para confiabilidad Implementado:
Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. Simplificar el diseño y minimizar el número de partes
2. Proveer aislamiento de fuentes de calor; minimizar el contacto térmico e
incorporar radiantes; bajar la temperatura alrededor y proveer vías de
conducción
3. Proveer sellos a prueba de humedad; el uso de gel de silicio reduce el
contenido de humedad dentro de un producto
4. Hacer al producto resistente en contra de golpes
5. Proveer escudo en contra de radiación electromagnética y electrostática
6. Proveer a prueba de oxidación para prevenir corrosión en un atmosfera
salina
7. Usar materiales y partes estándar
8. Seleccionar partes de confiabilidad verificada
9. Diseñar para evitar fallas por fatiga y corrosión; evitar puntos de
concentración de estrés y esquinas puntiagudas
10. Si se usan sujetadores roscados, usar del tipo con candado o una rondana
atrapada en el sujetador para candado
11. Usar redundancia: Proveer componentes duplicados, ensambles, y sistemas
que son críticos para operar
12. Proveer redundancia en espera
13. Usar partes a un nivel menor que el nivel de trabajo nominal
14. proveer carga compartida tal que la falla de una unidad no ponga mayor
estrés en las unidades remanentes
15. Usar una prueba de quemado (el proceso de someter a los componentes a
niveles de estrés elevados) para reducir la población de componentes
defectuosos
16. Usar un proceso de cribado (una mejora del proceso de control de calidad
donde pruebas adicionales de inspección visual detallada y eléctricas
/mecánicas su usan para detectar componentes defectuosos) para identificar
elementos débiles
17. Proveer un margen de error generoso para un factor grande de seguridad
18. Proteger componentes y ajustes sensibles de cambio accidental durante
embarque, servicio, reparación, y operación
19. Proteger productos con fusibles, pines de corte, corta corriente, y similares
20. Diseñar productos para considerar la expansión térmica
21. Proveer sello en contra de polvo y gases reactivos: El polvo conduce a un
degradación a largo plazo del aislamiento e incremento la resistencia de
contacto en ensambles electrónicos; los gases reactivos conducen a
corrosión de los contactos eléctricos
22. Diseñar para reducir el sobrecalentamiento del componente: proveer
ventilación o radiantes para prevenir daño a los componentes debido a
sobrecalentamiento. Ubicar partes sensibles, tales como semiconductores y
capacitares, remotos se las partes de alta temperatura. Aislar las partes
sensibles de fuentes de calor. Diseñar conductores grandes en las tablillas
electrónicas donde sea posible

336
Tabla 10.21 (Continuación) Implementado:
Malo-Bueno
1 2 3 4 5 6 7 Comentarios
Proveer salientes y radiantes de enfriamiento donde sea posible y posicionar
radiantes con salientes posicionadas en la dirección de flujo del aire para
enfriamiento.
Localizar resistencias, transformadores, y otras partes generadoras de calor
favorables para enfriamiento por conducción.
Proveer sujeción mecánica y otras buenas vías de transferencia de calor para
transferir el calor de estos dispositivos a los radiantes.
Usar resistencias con patas cortas. Minimizar la resistencia al contacto
térmico entre dispositivos semiconductores y sus montajes usando áreas
grandes y superficies de contacto suaves
23. Identificar los componentes débiles y darle prioridad para mejorarlos en vez
de otras partes
24. Diseñar el producto y sus componentes para prueba fácil
25. Revisar y analizar los datos con respecto a fallas de campo y rediseñar los
componentes que frecuentemente fallan
26. Llevar a cabo un FMEA, análisis de árbol de falla, y análisis de circuito
víbora para identificar y eliminar problemas de confiabilidad
27. Minimizar el uso de receptáculos en ensambles electrónicos; las conexiones
mecánicas tienen menor confiabilidad que las uniones soldadas
28. ¿Cuál es la usabilidad total del producto en términos de su diseño para
confiabilidad?
Tabla 10.22
Lista de verificación para el diseño y manufactura de partes de consumo para mantenibilidad
y serviciabilidad Implementado:
Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. Diseñar el producto de tal forma que los componentes que requieren
mantenimiento periódicamente o están propensos a falla sean visibles y con
acceso fácil.
2. Hacer los componentes de fácil manipulación para inspección, pruebas, y
remplazo fácil cuando sea necesario
3. Diseñar las cubiertas, paneles, y envolturas tal que estas sean fáciles para
remover y poner
4. Ubicar los componentes propensos a mantenimiento con un acceso fácil
5. Ensamblar productos de alta confiabilidad primero y en una posición más
baja y menos accesible, con partes de alta mortandad en una posición
accesible y expuesta, cuando la cubierta es removida
6. Diseñar partes con alta mortandad y esas que pueden necesitar ser
remplazadas o removidas para servicio para que sean fáciles de remover y
remplazar
Usar desconexiones rápidas y sujetadores de pestaña de los tipos diseñados
para desensamble; la orientación del elemento gancho debe ser visible y
fácilmente retraído
Evitar sujetadores a presión, unión con adhesivos, y remache de partes
Túnel de apertura y terminales inclinadas y conexiones fáciles o
acoplamiento por deslizamiento son recomendables
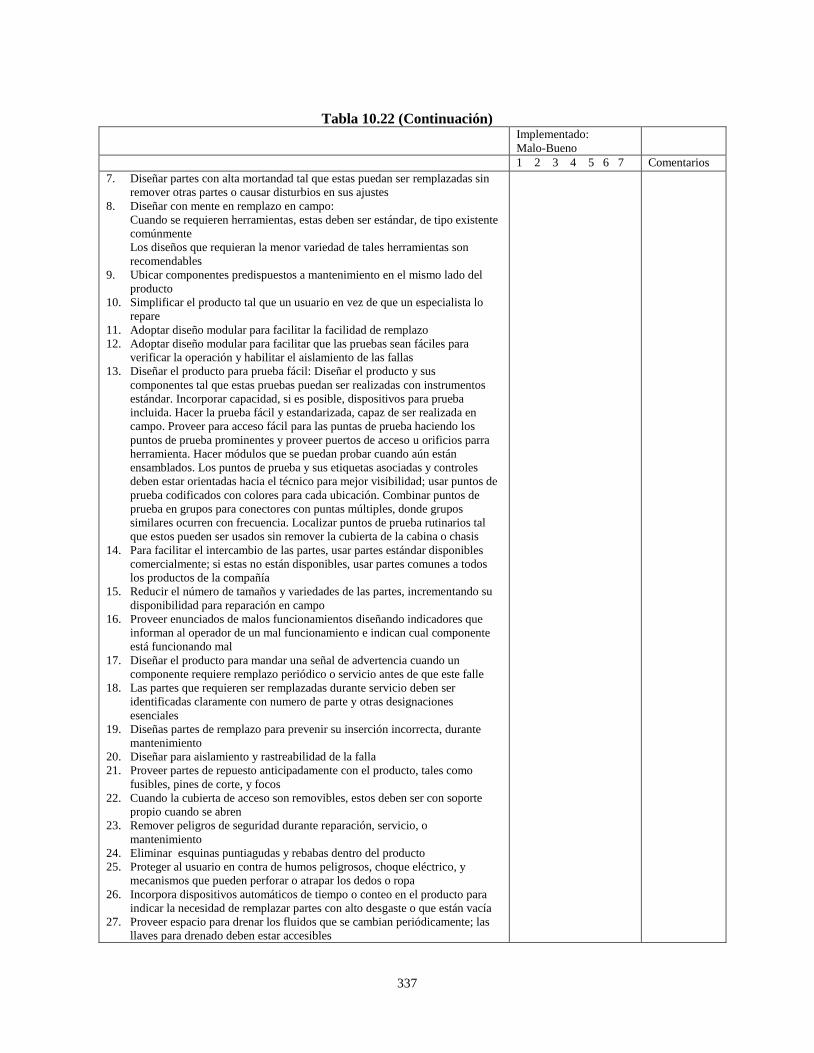
337
Tabla 10.22 (Continuación) Implementado:
Malo-Bueno
1 2 3 4 5 6 7 Comentarios
7. Diseñar partes con alta mortandad tal que estas puedan ser remplazadas sin
remover otras partes o causar disturbios en sus ajustes
8. Diseñar con mente en remplazo en campo:
Cuando se requieren herramientas, estas deben ser estándar, de tipo existente
comúnmente
Los diseños que requieran la menor variedad de tales herramientas son
recomendables
9. Ubicar componentes predispuestos a mantenimiento en el mismo lado del
producto
10. Simplificar el producto tal que un usuario en vez de que un especialista lo
repare
11. Adoptar diseño modular para facilitar la facilidad de remplazo
12. Adoptar diseño modular para facilitar que las pruebas sean fáciles para
verificar la operación y habilitar el aislamiento de las fallas
13. Diseñar el producto para prueba fácil: Diseñar el producto y sus
componentes tal que estas pruebas puedan ser realizadas con instrumentos
estándar. Incorporar capacidad, si es posible, dispositivos para prueba
incluida. Hacer la prueba fácil y estandarizada, capaz de ser realizada en
campo. Proveer para acceso fácil para las puntas de prueba haciendo los
puntos de prueba prominentes y proveer puertos de acceso u orificios parra
herramienta. Hacer módulos que se puedan probar cuando aún están
ensamblados. Los puntos de prueba y sus etiquetas asociadas y controles
deben estar orientadas hacia el técnico para mejor visibilidad; usar puntos de
prueba codificados con colores para cada ubicación. Combinar puntos de
prueba en grupos para conectores con puntas múltiples, donde grupos
similares ocurren con frecuencia. Localizar puntos de prueba rutinarios tal
que estos pueden ser usados sin remover la cubierta de la cabina o chasis
14. Para facilitar el intercambio de las partes, usar partes estándar disponibles
comercialmente; si estas no están disponibles, usar partes comunes a todos
los productos de la compañía
15. Reducir el número de tamaños y variedades de las partes, incrementando su
disponibilidad para reparación en campo
16. Proveer enunciados de malos funcionamientos diseñando indicadores que
informan al operador de un mal funcionamiento e indican cual componente
está funcionando mal
17. Diseñar el producto para mandar una señal de advertencia cuando un
componente requiere remplazo periódico o servicio antes de que este falle
18. Las partes que requieren ser remplazadas durante servicio deben ser
identificadas claramente con numero de parte y otras designaciones
esenciales
19. Diseñas partes de remplazo para prevenir su inserción incorrecta, durante
mantenimiento
20. Diseñar para aislamiento y rastreabilidad de la falla
21. Proveer partes de repuesto anticipadamente con el producto, tales como
fusibles, pines de corte, y focos
22. Cuando la cubierta de acceso son removibles, estos deben ser con soporte
propio cuando se abren
23. Remover peligros de seguridad durante reparación, servicio, o
mantenimiento
24. Eliminar esquinas puntiagudas y rebabas dentro del producto
25. Proteger al usuario en contra de humos peligrosos, choque eléctrico, y
mecanismos que pueden perforar o atrapar los dedos o ropa
26. Incorpora dispositivos automáticos de tiempo o conteo en el producto para
indicar la necesidad de remplazar partes con alto desgaste o que están vacía
27. Proveer espacio para drenar los fluidos que se cambian periódicamente; las
llaves para drenado deben estar accesibles

338
Tabla 10.22 (Continuación) Implementado:
Malo-Bueno
1 2 3 4 5 6 7 Comentarios
28. Proveer espacio para drenar los fluidos que se cambian periódicamente; las
llaves para drenado deben estar accesibles
29. Los componentes que serán remplazados o los que están junto a estos no deben
ser frágiles
30. Usar componentes con auto-lubricación donde sea aplicable
31. Usar componentes y ensambles sellados y lubricados si es factible
32. Usar accesorios conducidos por engrane, eliminar bandas y poleas
33. ¿Cuál es la usabilidad total del producto en términos de su diseño para
mantenibilidad y serviciabilidad?
Tabla 10.23
Lista de verificación para diseño y manufactura de partes de consumo para Amigables con el
ambiente Implementado:
Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. Evitar el uso de materiales tóxicos en los productos y procesos de manufactura;
no use Freon como refrigerante
2. Minimizar la cantidad de material en el producto: Diseñar los procesos que
minimicen el residuo de material y produzcan partes más pequeñas y livianas.
Reducir la cantidad de materiales de empaque
3. Diseñar minimizando proceso que requieren energía intensa, tales como
diferenciales de calentamiento altos, motores pesados, y enfriamiento excesivo
4. Diseñar el proceso para reducir los residuos de manufacturación tales como
residuo de moldeo y residuos de corte
5. Minimizar la cantidad de variedades de material de empaque usado; diseñar el
empaque para que sea reciclable en vez de que sea para relleno o incinerado
6. Evitar usar materiales restringidos para ser proveídos o que lleguen a escasear
durante la manufactura del producto
7. Reducir el uso de materiales tóxicos radioactivos
8. Evitar sustancias contribuyentes al calentamiento global, disminuyan la capa
de ozono
9. Diseñar el empaque de los producto para embarque a granel en oposición a o
en lugar de embarque individual
10. Diseñar contenedores que se puedan volver a llenar o reutilizar, si es apropiado
11. Reducir uso de componentes de materiales sólidos, tales como cartuchos,
contenedores, y baterías, los cuales requieren disponer de ellos periódicamente
12. Si el producto o parte de este debe ser disipado durante el uso, diseñarlo para
tener el mínimo impacto ambiental
13. Reducir la cantidad de materiales líquidos, tales como enfriadores y
lubricantes, que requieren rellenarse periódicamente
14. Desarrollar procesos para reducir las emisiones gaseosas, tales como dióxido
de carbón, durante el uso del producto
15. Reducir la cantidad de energía consumida durante la operación del producto;
proveer aislamiento mejorado para conservar la energía en el producto
16. Minimizar uso de líquidos, ácidos, alkalies, y solventes, en los procesos
17. En productos eléctricos, usar modo de dormido para conservar energía cuando
el producto no está en uso
18. Evitar el uso de materiales pesados en el producto
19. ¿Cuál es la usabilidad total del producto en términos de su diseño para
amigable al ambiente?
Tabla 10.24

339
Lista de verificación para el diseño y manufactura de partes de consumo para reciclabilidad y
disposicionabilidad Implementado:
Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. Diseñar los productos y sus componentes para ser reusables, reconstruidos, o
reciclados, en ese orden
2. Minimizar el número de partes y adoptar un enfoque de cercano a la forma
neta:
Menor número de partes hacen fácil la clasificación de materiales durante el
reciclado
Cuando un numero de partes son combinadas en una parte compleja, ambos
ensamble en planta y desensamble son auxiliados
3. Evitar el uso de sujetadores separados; algunas porciones de estos sujetadores
pueden retenidas en partes básicas y contaminarlas durante reciclado
4. El uso de conectores rápidos tipo unión plástica es preferible, ya que estos
conectores no introducen un material disimilar y son fáciles para
desensamblarse
5. Utilizar el mínimo numero de tipos y medidas de cabeza de tornillos usados en
sujetadores en un producto o porción del producto; el reciclador necesita no
cambiar herramientas para aflojar y remover los sujetadores
6. Usar el menor número de sujetadores para reducir el tiempo del desensamble
7. Diseñar partes para que sean visibles y accesibles fácilmente para ayudar en el
desensamble
8. Diseñar el producto para que sea fácilmente desensamblado incluso si algunas
partes están oxidadas
9. Minimizar el número de materiales en el producto para reducir la clasificación
de partes para el reciclado:
Estandarizar materiales lo más posible
Evitar el uso de colores múltiples en una parte
Evitar el uso de materiales diferentes que no pueden ser separados o son difícil
de separar de materiales básicos
Usar materiales termoplásticos es preferible a materiales termopares plásticos
Es preferible la unión de plásticos por medio de solventes, fricción o
ultrasonido que la unión usando pegamentos
Si se usa adhesivo, encontrar el material adhesivo que es compatible cuando
los componentes son reciclados
Los adhesivos solubles en agua para etiquetas y otros artículos son preferentes
Las uniones soldadas con arco eléctrico son preferibles a uniones por
soldadura de estaño o bronce
10. Si el número de materiales diferentes no pueden ser reducidos, seleccionar
materiales que sean compatibles y que puedan ser reciclados juntos
11. Evite el uso de materiales compuestos tales como plásticos reforzados con
vidrio o metal
12. Evitar plásticos con plateados metálicos
13. Estandarizar los componentes del producto para ayudar en la reconstrucción
eventual de los productos; si los elementos principales son estandarizados,
estos pueden ser recuperados y reutilizados más fácilmente

340
Tabla 10.24 (Continuación) Implementado:
Malo-Bueno
1 2 3 4 5 6 7 Comentarios
14. Usar moldes en nomenclaturas en vez de etiquetas o placas de datos separadas
para la identificación del producto
15. Si se debe usar una etiqueta por separado en una parte plástica, seleccione un
material para la etiqueta que sea compatible con el material de la parte base
16. usar diseño modular para simplificar el ensamble y desensamble
17. Diseñar los módulos tal que estos sean actualizables a nueva tecnología o
aplicación
18. En martes moldeadas o vaciadas, identificar la forma del material del cual está
hecho en la parte misma
Crear código de barra para designación del material y su incorporación en el
molde o dado del cual la parte está hecha facilita la clasificación y separación
de material durante la recuperación
El código de colores de las partes, especialmente partes plásticas donde puede
ser incorporado el color en el material, puede ser un medio útil para la
identificación del material
19. Hacer puntos separados entre partes tan claramente visible como sea posible
20. Evitar diseños que requieren acabados con pintura de spray
Usar capa de polvo, capa de rodillo, o pintura por sumersión para evitar la
necesidad de solventes dañinos al medio ambiente
Si las partes están hechas de plástico, usar colores en el moldeado que sea libre
de solvente y más compatible con el material base
21. Donde los sujetadores u otras partes no puedan ser removidas fácilmente,
proveer áreas de rompimiento predeterminadas tal que los sujetadores
contaminados puedan ser separados del material a ser reciclado
22. Usar una malla de lana y metal en lugar de material relleno de metal para
soldar termoplásticos
23. Diseñar el producto para usar materiales reciclados en vez de materiales
vírgenes
24. Evitar insertos metálicos roscados en plásticos
25. Evitar el uso de materiales plateados
26. Eliminar o minimizar materiales que se tienen que rellenar
27. Usar metales reciclables, termoplásticos, y materiales plásticos termopares
28. Evitar el uso de materiales que no son económicos para reciclar, tal como
materiales laminados, acero , materiales termopares, y materiales cerámicos
29. ¿Cuál es la usabilidad del producto en términos de su diseño para reciclabilidad
y disposicionabilidad?
Tabla 10.25
Lista de verificación para el diseño y manufactura de partes de consumo para la seguridad Implementado:
Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. Diseñar el producto para ser sugra al fallo; diseñar mecanismos y
opciones como si la falla causara un accidente
2. Radios generosos deben de usarse donde quiera que sea posible
3. Las líneas de partición de los moldes deben ser ubicadas alejadas de
las esquinas y bordes
4. Proveer gurdas o cubiertas sobre navajas puntiagudas y elementos
similares
5. Proveer guardas en mecanismos de transmisión de poder y otras
partes movibles, incluyendo movimientos rotativos y de vaivén
(continua)

341
Tabla 10.25 (Continuación) Implementado:
Malo-Bueno
1 2 3 4 5 6 7 Comentarios
6. Las guardas deben
Prevenir contacto entre personas y partes en movimiento
Estar sujetas firmemente al producto
Prevenir la inserción de objetos extraños
Proveer protección durante el mantenimiento y operación
7. Las partes que pudieran requerir servicio deben ser accesibles
libremente y fáciles de ser reparadas y remplazadas sin interferir
con otros componentes o riesgos tóxicos al personadle reparación
8. Proveer espacio entre las partes en movimiento y otras parteas para
evitar puntos de corte y aplastamiento; el espacio debe ser lo
pequeño para admitir dedos de niño o tener suficiente espacio para
no picar dedos o manos de un adulto
9. Ordenar los controles tal que el operador necesite pararse o
alcanzarlos en una forma no natural posición incomoda; proveer
espacio amplio de las manivelas a otros elementos de maquina que
el operador pudiera rasparse o golpear
10. Anticipar el medioambiente en el cual el producto será usado y
proveer guardas de seguridad en contra de esos factores del
medioambiente
11. Los productos eléctricos que operan con corriente del hogar deben
estar aterrizados con doble aislamiento; utilizar las propiedades
eléctricas del plástico para reducir los riesgos de electrocución
12. Usar candados internos eléctricos en circuitos con voltaje de lesión
potencial para prevenir flujo de corriente accidental
13. Hacer los componentes pequeños que pueden ser separados del
producto lo suficientemente voluminosos que estos no puedan ser
tragados accidentalmente por niños
14. Hacer productos de materiales de alto impacto o flexibles para
hacerlos seguros para niños
15. Permitir un factor razonable de seguridad para componentes bajo
tensión o críticos
16. No use pinturas u otros materiales de acabado con mas de 6% de
contenido de metales pesados
17. Utilice dispositivos de advertencia que son actuados si materiales
peligrosos en el producto son liberados
18. Guardas de punto de operación deben ser convenientes y no
interferir con el movimiento del usuario o afectar la salida del
producto
19. Las bolsas plásticas usadas en empaque no deben ser tan delgadas;
el grosor mínimo de la pared para las bolsas que pueden causar
sofocación es de 0.0015 pulgadas
20. Minimice el uso de materiales inflamables, incluyendo materiales
de empaque; muchos materiales no inflamables arderán si la sección
es suficientemente delgada; evitar papel con secciones delgadas de
plástico u otros materiales potencialmente inflamables
21. Los cortes de bordes de papel pueden ser eliminados al crear bordes
tipo sierra en los bordes
22. Las marcas, especialmente advertencias de seguridad, deben ser
claras, concisas, y que duren un tiempo largo
23. Evitar el uso de materiales peligrosos, incluyendo esos que son un
peligro cuando arden, reciclan, o se desechan
(Continua)

342
Tabal 10.25 (Continuación) Implementado:
Malo-Bueno
1 2 3 4 5 6 7 Comentarios
24. Los productos que requieren pesadas o prologadas operaciones del
usuario deben ser rediseñadas para evitar desórdenes por trauma
acumulados
Evitar posiciones incomodas de la mano, muñeca, brazo u otros
miembros del cuerpo
Evitar la necesidad de aplicar fuerza pesada
Reducir la frecuencia de movimientos repetitivos
Reducir los niveles de vibración de objetos que se manipulan
25. No diseñar partes con proyecciones sin guarda que puedan capturar
miembros del cuerpo o ropa
26. Minimizar cables, alambres, y partes que se puedan enredar
27. ¿Cuál es la usabilidad total del producto en términos de su diseño
para seguridad?
Tabla 10.26
Lista de verificación para el diseño y manufactura de partes de consumo para adaptabilidad Implementado:
Malo-Bueno
1 2 3 4 5 6 7 Comentarios
Estructura del producto
1. Adoptar diseño modula:
Incorporar todas las nuevas opciones en el mismo modulo si es
posible, dejando otros módulos del producto sin cambio
Usar diseño modular agrupando partes que tienen la intención de
proveer una función necesaria, tal que cuando una función alterna
es necesitada, el producto completo necesita ser modificado
2. Desarrollar una plataforma de diseño del producto para conectar los
módulos con un arquitectura fundamental, llamada arquitectura de
familia de productos:
La plataforma del producto deberá contener una estructura de red
que describe como módulos diferentes son conectados
La plataforma del producto debe ser configurada tal que los
módulos son compatibles
Tiempo corto para llegar al mercado
1. Usar componentes estándar en vez de diseñados especialmente
2. Usar sistemas, procedimientos y materiales estándares existentes
3. Do diseñe más que lo necesario
4. Diseñar conservadoramente
5. Diseñar lo bien desde la primera vez; aplicar una filosofía de
ingeniería concurrente
6. Diseñar para procesos que no requieren tiempos de entrega de
herramientas o están hechos con herramientas estándar
7. Usar CAD/CAM con una base de datos amplia y fácil acceso a los
datos

343
Tabla 10.26 (continuación)
Implementado:
Malo-Bueno
1 2 3 4 5 6 7 Comentarios
Producción de baja calidad
1. Usar tamaños estándar para dimensiones de agujeros, ranuras,
redondeos, chaflanes, radios de dobleces, acabados superficiales,
salientes para sujeción plástica, y costillas de refuerzo
2. Diseñar partes similares a ser tan idénticas como sea posible tal que
solo esas porciones que tienen que ser diferentes puedan ser
diseñadas como se requiere
Partes
1. El diseño de partes nuevas nunca debe se hecho si una partes
existente cumple con todos las necesidades del cliente
2. Cuando se necesitan nuevas partes, diseñarlas con características
similares a las partes existentes
3. Minimizar el numero total de variedades de las partes
4. Nunca diseñar una parte que pueda se obtenida de un catalogo; el
uso de partes de catalogo provee mas estandarización que la
estandarización a lo amplio de la empresa
5. Usar materiales estándar para aplicaciones comunes, minimizando
el numero de materiales
Procesos
1. Adoptar procesos similares para manufacturar partes similares
2. Adoptar el enfoque de tecnología de grupo en estandarizaron de
manufactura después de componentes
3. Adoptar celdas de manufactura flexibles para operar mas
efectivamente cuando las partes y procesos son estandarizados
4. Si es posible hacer una parte especial modificando una parte
estándar, hacerlo así
5. Para niveles de producción bajos, diseñar para procesos de
manufactura no costosos con bajo costo de herramental
6. Para partes maquinadas, usar maquinas herramientas controladas
por computadora; diseñar las partes tal que esta puedan ser
procesadas en tal equipamiento en vez de que requieran
herramientas de corte y sujeciones especiales
7. Para partes maquinadas con corridas cortas, usar materiales con
buena facilidad para ser maquinados, tales como aleaciones y aceros
para maquinados
8. Para otros procesos, usar materiales de fácil proceso
9. Usar formas de material stock tanto como sea posible para evitar
maquinado
10. Evitar maquinados que requieran maquinado secundario, el cual es
caro y consume tiempo; usar tolerancias liberales consistentes con
los requerimientos funcionales y capacidades del proceso de
manufactura
11. ¿Cuál es la usabilidad total del producto en términos de su diseño
para adaptabilidad?
344
Caso de estudio para desarrollo de listas de verificación
adaptadas
Logar la doble meta de incrementar la usabilidad mientras se reduce el costo no es solamente un problema de
mercadotecnia ni solamente un problema de diseño/manufactura. Es un problema del desarrollo del producto
que involucra todas las actividades simultáneamente. La filosofía de diseño de ingeniería simultanea está
basada en la integración concurrente de la necesidad del cliente de vestimenta, diseño de concepto del
desarrollo del producto, y su manufactura (Akao, 1990).
Un método de matrix de transformación de cuatro pasos similar al enfoque de QFD es usada en definir
los requerimientos del cliente y trasladarlos a pasos específicos para desarrollar los productos necesarios. Este
permite que los requerimientos, deseos, y preferencias del cliente sean tomados en cuenta a través del
proceso, iniciando con las actividades del diseño del concepto hasta las operaciones de producción en el piso
de la fábrica (Govindaraju y Mital, 1998).
Por la razon de explicar la metodología conceptual junto con un caso de estudio real, la bicicleta hibrida
es el producto seleccionado como ejemplo. La estructura y elementos básicos de las matrices de QFD son
como se ilustra. Durante la etapa de plantación del producto, los requerimientos del cliente son identificados y
trasladados a requerimientos técnicos de diseño. Durante la etapa de lanzamiento del producto, los
requerimientos técnicos son convertidos a especificaciones de la parte. Durante la etapa de proceso de
lanzamiento, las características del producto son convertidas en características de proceso. Durante la etapa de
lanzamiento de manufactura, los procesos de manufactura son relacionados a variables de procesos
específicas que los controlan. A través de tal transformación por pasos de los requerimientos de usabilidad del
cliente a variables de proceso, es posible controlar la usabilidad de un producto.
El caso de estudio de una bicicleta hibrida demuestra la relación entre la usabilidad del producto y los
atributos de manufactura a los cuales ellos están encadenados. Las bicicletas pueden ser categorizadas en tres
tipos: bicicletas de camino, bicicletas de montaña, y bicicletas hibridas. Mientras que las bicicletas de camino
son usada primariamente en caminos pavimentados y las bicicletas de montaña son usadas en terrenos fuera
de caminos, tales como caminos de montaña, las bicicletas hibridas pueden ser usada bajo todos tipos de
condiciones. La figura 10.4 ilustra los diferentes componentes de una bicicleta típica.
10.6.1 MIDIENDO LOS REQUERIMIENTOS DEL USUARIO
Un estudio fue realizado para medir lo que deseaba y quería el cliente. Once sujetos participaron en el estudio.
Las preferencias de estos once usuarios fueron obtenidas a través de entrevistas uno a uno, cada una de las
cuales fue de aproximadamente 75 minutos de duración. Cada una de la preguntas fue diseñada para ser
abierta. Cada uno de los sujetos eran dueños de una bicicleta hibrida y estaban familiarizados con lo que las
hacia usables. Las preguntas fueron con la intención principal de extraer las necesidades primarias de los
usuarios. A los usuarios también se les pregunto qué calificaran sus necesidades en la escala de 1 a 10, siendo
10 la más importante, los siguientes resultados fueron observados:
Fortaleza: La bicicleta debe tener fortaleza adecuada para resistir el peso del usuario sin
flexionarse demasiado. Esta debe ser capaz de resistir la fuerza ejercida por el conductor
mientras pedalea.
Cambios suaves: cambiar es considerado bueno si esto requiere menos fuerza y destreza.
Deberá caer en engrane fácilmente. El conductor deberá ser capaz de cambiar en ambas
direcciones y en engranes múltiples.
Manejo estable: Una bicicleta maneja bien si es ágil, rápida, y estable. Una bicicleta con
bunas características de maniobrabilidad debe responder a un juego en el manubrio y aun
sentirse estable en la mayoría de las velocidades.
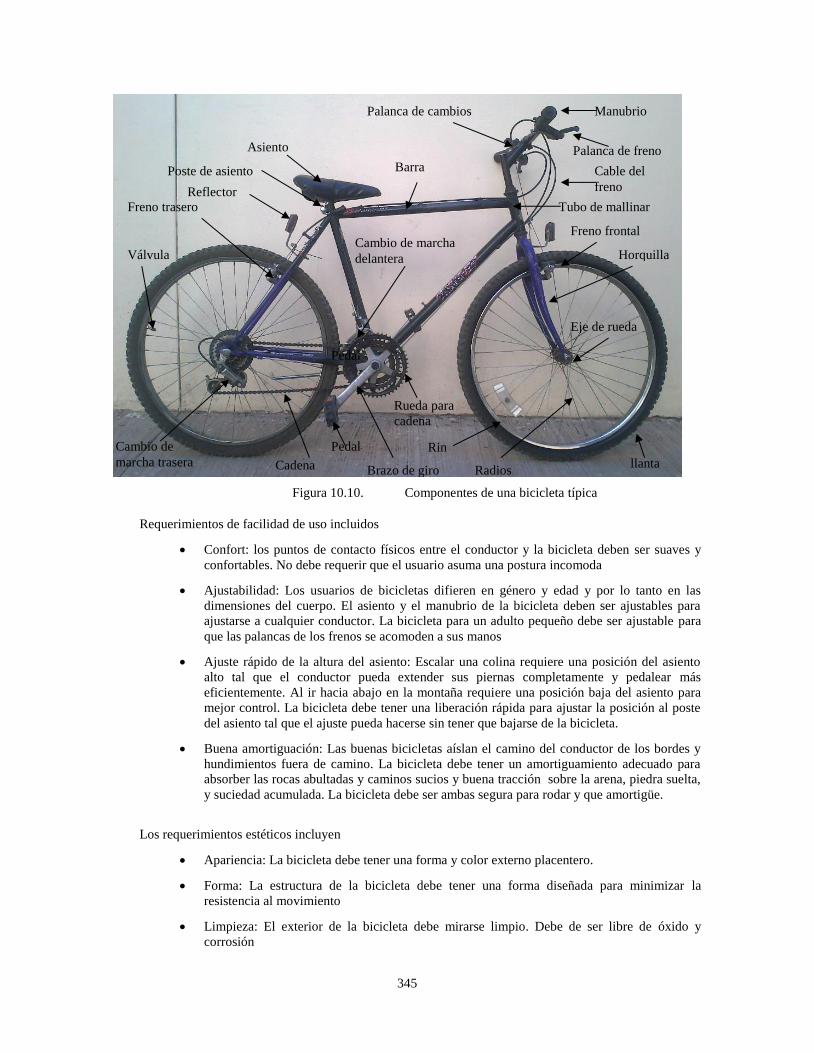
345
Figura 10.10. Componentes de una bicicleta típica
Requerimientos de facilidad de uso incluidos
Confort: los puntos de contacto físicos entre el conductor y la bicicleta deben ser suaves y
confortables. No debe requerir que el usuario asuma una postura incomoda
Ajustabilidad: Los usuarios de bicicletas difieren en género y edad y por lo tanto en las
dimensiones del cuerpo. El asiento y el manubrio de la bicicleta deben ser ajustables para
ajustarse a cualquier conductor. La bicicleta para un adulto pequeño debe ser ajustable para
que las palancas de los frenos se acomoden a sus manos
Ajuste rápido de la altura del asiento: Escalar una colina requiere una posición del asiento
alto tal que el conductor pueda extender sus piernas completamente y pedalear más
eficientemente. Al ir hacia abajo en la montaña requiere una posición baja del asiento para
mejor control. La bicicleta debe tener una liberación rápida para ajustar la posición al poste
del asiento tal que el ajuste pueda hacerse sin tener que bajarse de la bicicleta.
Buena amortiguación: Las buenas bicicletas aíslan el camino del conductor de los bordes y
hundimientos fuera de camino. La bicicleta debe tener un amortiguamiento adecuado para
absorber las rocas abultadas y caminos sucios y buena tracción sobre la arena, piedra suelta,
y suciedad acumulada. La bicicleta debe ser ambas segura para rodar y que amortigüe.
Los requerimientos estéticos incluyen
Apariencia: La bicicleta debe tener una forma y color externo placentero.
Forma: La estructura de la bicicleta debe tener una forma diseñada para minimizar la
resistencia al movimiento
Limpieza: El exterior de la bicicleta debe mirarse limpio. Debe de ser libre de óxido y
corrosión
Manubrio
Cable del
freno
Tubo de mallinar
Palanca de freno
Freno frontal
Eje de rueda
llanta
Barra Poste de asiento
Asiento
Freno trasero Reflector
Palanca de cambios
Cadena
Rin
Radios
Cambio de
marcha trasera
Pedal
Cambio de marcha
delantera
Rueda para
cadena
Pedal
Brazo de giro
Horquilla Válvula
346
Suave: Los puntos de contacto físicos entre el usuario y la bicicleta, tales como los
manubrios, pedales, y asiento, deben tener una superficie plana y suave al tacto.
Los requerimientos de confiabilidad incluyen
La bicicleta debe ser capaz de funcionar en condiciones variadas de superficie del camino.
Los componentes críticos tales como el cambio de velocidades frontal y trasero, no deben de
tener una tendencia a salirse de alineación cuando el marco es impactado en superficies con
bordos.
El cambio de velocidades de la bicicleta debe ser exacto y suave. El intercambiador debe
tener buen control sobre el cambiador de velocidad. El cambiador de velocidad no debe
cambiar de engrane si no cuando el conductor intenta cambiar usando el cambiador
El cable del freno debe ser fuerte. Debe tener una alta confiabilidad cuando se necesita frenar
Los requerimientos de mantenibilidad y serviciabilidad incluyen
Bajo mantenimiento: La bicicleta debe de requerir bajos niveles de mantenimiento, tal como
limpieza y lubricación. El diseño debe no necesitar un cuidado continuo.
Remover fácilmente: La bicicleta debe tener palanca de liberación fácil para las llantas y el
poste del asiento para reducir el tiempo necesario para hacer reparaciones.
Accesibilidad: Las partes de la bicicleta que requieren lubricación regularmente, tales como
la cadena, la rueda para la cadena, y los ejes, deben tener acceso fácil
Requerimientos de amigable con el medio ambiente incluyen
El material usado en la construcción de la bicicleta no debe ser un recurso escaso.
El proceso de producción adoptado en la manufactura de las bicicletas no debe dañar el
medioambiente. Frecuentemente, las pinturas usadas para el recubrimiento del marco de
bicicleta contienen solventes que producen gases de invernadero, tales como CFCs.
El lubricante usado para el mantenimiento de la bicicleta debe ser biodegradable.
Los requerimientos de reciclabilidad y disposicionabilidad incluyen
Los materiales compuestos no pueden ser fundidos y rehusados al final de sus vidas útiles.
Los materiales del marco, tales como compuestos de carbón, no debe ser vuelto a arreglar a
menos que el usuario dese una relación grande ente fuerza y peso.
El hule usado en la construcción de las llantas y tubos debe ser reciclable
Evitar el uso de materiales plásticos termopares en componentes de bicicletas, tanto como
sea posible.
Los componentes críticos, tales como el cambiador de velocidad, juego de brazos de giro, y
ejes, deben ser montados en el marco tal que estos puedan ser removidos incluso si la
bicicleta se va a desechar.
Los requerimientos de seguridad incluyen
Frenado: El frenado trae a la bicicleta a un paro suave y predecible. Si el frenado es
demasiado fuerte esto puede lanzar al conductor al frente y levantar la llanta trasera. Un
frenado lento es igualmente peligroso. El frenado necesita ser consistente tanto en
condiciones secas y húmedas. Idealmente, el freno debe ser capaz de para la bicicleta que va
a una velocidad de 25 kph dentro de 5 metros. Unos frenos buenos deben parar la bicicleta
rápidamente pero suavemente, permitiendo al conductor controlar la presión de las placas de
freno sobre el rin. La llanta trasera no debe de levantarse durante un paro de pánico, y el
conductor debe ser capaz de mantener el control.
347
Los requerimientos de adaptabilidad incluyen
El fabricante debe de ser capaz de diseñar una bicicleta con las dimensiones que serian
apropiadas a cualesquier individuo, sea tanto masculino o femenino y joven o viejo.
Los componentes, tales como la rueda de la cadena, y engrane trasero, deben ser
intercambiables, tal que se puedan obtener diferentes relaciones en base a las necesidades del
usuario.
El diseño de la bicicleta debe permitir otros accesorios, tales como una botella de agua y
guardas para la rueda de la cadena, que se puedan colocar si el usuario lo requiere.
10.6.2 REQUERIMIENTOS TÉCNICOS
La Tabla 10.27 ilustra la primera etapa de la matrix de transformación relacionada a los requerimientos de
usabilidad asociados a los requerimientos técnicos. Los requerimientos técnicos principales de los materiales
de la bicicleta son como sigue. Los requerimientos materiales y estructurales son
El material debe ser suficientemente fuerte para no ceder bajo carga. Los tubos en un marco
usualmente están cargados bajo una combinación de dobles, corte, tensión, y compresión y
de aquí que requieren una fortaleza adecuada para soportar el estrés. La mayoría de las fallas
ocurren, no debido al material, pero debido a la fatiga. El límite de estrés a la fatiga en vez
del estrés a la tensión último debe ser usado como el criterio de estrés aceptable.
La densidad del material debe ser tal que la estructura resultante sea liviana
La estructura resultante no debe demasiado flexible. La propiedad que define la flexibilidad
es el módulo de elasticidad de Young.
La falla debe ser gradual en vez de instantánea. La propiedad que da alguna indicación de del
modo de falla es la elongación cuando falla.
Unir una pieza con otra debe ser posible sin pérdida de fortaleza en el material al que se une
o la unión
El material debe ser resistente intrínsecamente o fácilmente protegido de la corrosión.
Para transmitir eficiencia, la fricción debe ser mínima. Bajo condiciones normales de conducción, los
pedales son operados a un promedio de 60 a 90 revoluciones por minuto. Esto es equivalente a 3600 a 5400
revoluciones por hora. Incluso una pequeña cantidad de fricción puede hacer una diferencia significativa en la
cantidad de energía ejercida para conducir la bicicleta cada hora. Todos los rodamientos tienen algo de
fricción y por lo tanto consumen alguna cantidad de energía. La selección y diseño de los rodamientos debe
de considerar reducir la fricción entre las partes que se mueven.
La estructura de la bicicleta debe usar una arquitectura modular en vez de una arquitectura monolítica. El
diseño modular mejora la mantenibilidad. Ya que los subensambles son fácilmente removidos sin afectar los
otros componentes, ellos pueden ser remplazados muy fácilmente. Un enfoque modular también ayuda en la
adaptabilidad. Si el conductor prefiere cambiar de una rueda de cadena de tres a una de dos y viceversa para
ajustarse a una necesidad específica, esto puede ser logrado a un costo mínimo.
10.6.3 CARACTERÍSTICAS DEL PRODUCTO Y PROCESO
Las características del producto diseñado en la bicicleta están en la lista en la Tabla 10.28. La Tabla 10.29
transforma estas características del producto en características del proceso. Las partes importantes de una
bicicleta son el marco, la horquilla, ruedas, tren de conducción, y frenos. El marco provee la estructura base
para la bicicleta completa. La horquilla constituye el frente de la bicicleta y es integrada con el marco para
proveer maniobrabilidad. Las ruedas son los componentes que habilitan el movimiento. Una rueda es

348
conectada a la horquilla y la otra está conectada a la parte trasera del marco. El tren de conducción transfiere
la energía del conductor a la rueda de la bicicleta. El mecanismo de freno transforma la energía cinética en
calor para detener la rueda. Los componentes más importantes en la fabricación de una bicicleta son el marco,
la horquilla, las ruedas y las llantas.
Los marcos son fabricados soldando o soldando don bronce los tubos (lo cual constituye los miembros
del marco). Los tubos son fabricados por extrusión en caliente o formado por rolado. Los lingotes son
calentados a temperaturas de formado en un horno luego se estiran en forma de tubo. En formado por rolado,
laminas calientes son roladas en tubos circulares y soldadas eléctricamente en los bordes. Los tubos hechos de
esta forma no son tan fuertes debido a los bordes soldados, la cual es un área débil. Este proceso manufactura
miembros del marco, de tal forma que todos los tubos que forman el marco, rueda para la cadena, poste para
el asiento, navaja para la horquilla, y columna de dirección. El ensamble final del marco consiste de tres
ensambles. El primer ensamble incluye el receptáculo para rueda de la cadena y poste para el asiento que se
sueldan juntos para formar el parte trasera y formar el ángulo posterior del marco. El ángulo posterior es el
primer subensamble. El constructor inserta la parte posterior en una ranura cortada en la parte trasera del
receptáculo para la rueda de la cadena que ha sido previamente cortada a la longitud requerida. Se llena con
bronce para unir este subensamble.
Cuando un número requerido de subensambles para un tamaño dado de subensambles ha sido
completado, el constructor los ensambla usando un escantillón. Así como el constructor va ensamblando los
tubos y los va ensamblandolos en el escantillón, cada tubo es cubierto con una pasta blanca (flux). Cuando se
calienta durante soldadura con bronce, el fux remueve lo último de los residuos de óxido en los tubos y
receptáculos, asegurando una buena unión. El ajuste de los tubos con los receptáculos es bastante cerrado. La
planta de ensamble frecuentemente recurre a usar un martillo de hule para hacer que todo quede en su lugar y
se mantenga junto. En este punto, cada receptáculo es cubierto con una pequeña cantidad de bronce, lo que
hace que la unión quede en su lugar. El ensamble del marco por lo general no es soldado con bronce sobre el
aditamento de ensamble. El aditamento de ensamble es usado solo para fijar los elementos del marco.
El marco unido es removido del aditamento de ensamble, se coloca en una mesa de alineación, y se
verifica para fortaleza. Luego es montado en un sujetador en el cual puede ser volteado, levantado, y bajado
para ganar acceso completo y fácil a todas las partes del marco. Los receptáculos son soldados con bronce. La
unión es calentada con una antorcha. Un rollo de bronce de baja temperatura es sumergido en un contenedor
de flux y tocado hasta el fondo del receptáculo. El bronce se funde y fluye dentro de los receptáculos por
acción capilar, entre el receptáculo y el tubo del asiento. El bronce sigue el calor de la antorcha así como esta
es movida alrededor del receptáculo. Un buen ensamblador usualmente introduce bronce en un punto y lo
guía alrededor del receptáculo.
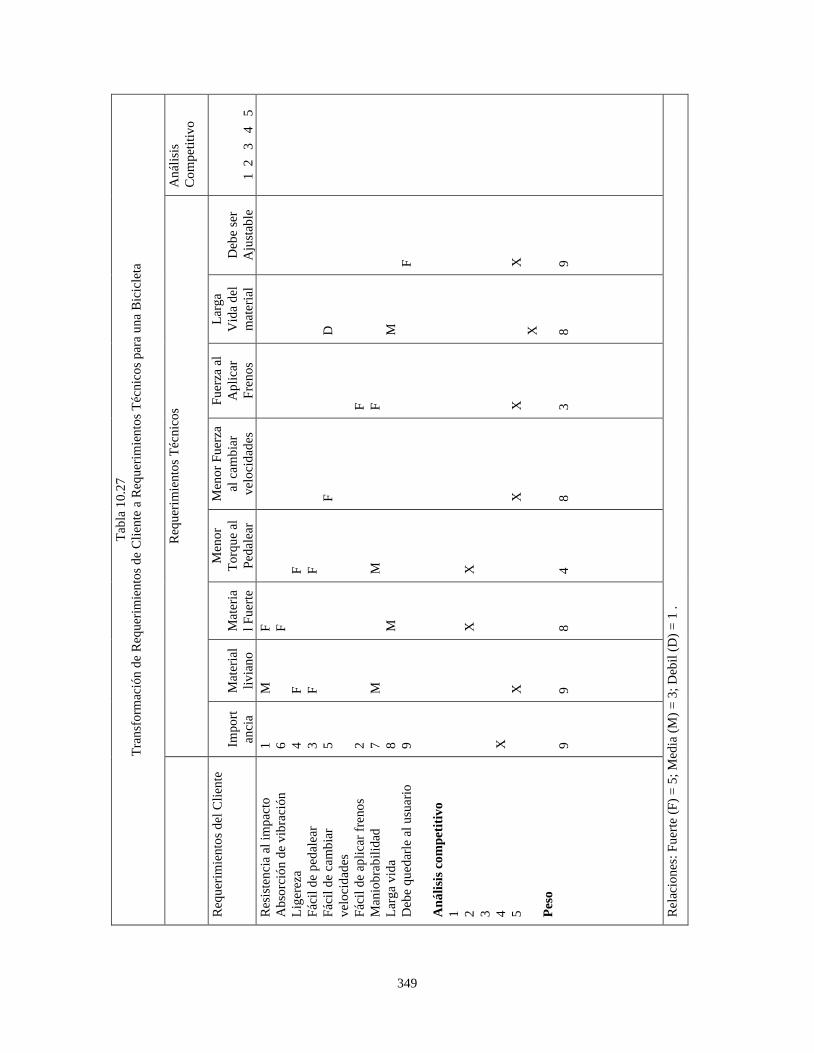
349
Tab
la 1
0.2
7
Tra
nsf
orm
ació
n d
e R
equ
erim
ien
tos
de
Cli
ente
a R
equ
erim
ien
tos
Téc
nic
os
par
a u
na
Bic
icle
ta
An
ális
is
Co
mp
etit
ivo
1
2
3
4
5
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3;
Deb
il (
D)
= 1
.
Req
uer
imie
nto
s T
écn
ico
s
Deb
e se
r
Aju
stab
le
F
X
9
Lar
ga
Vid
a d
el
mat
eria
l
D
M
X
8
Men
or
Fu
erza
al
Ap
lica
r
Fre
no
s
F
F
X
3
Men
or
Fu
erza
al c
amb
iar
vel
oci
dad
es
F
X
8
Men
or
To
rqu
e al
Ped
alea
r
F
F
M
X
4
Mat
eria
l F
uer
te
F
F
M
X
8
Mat
eria
l
liv
ian
o
M
F
F
M
X
9
Imp
ort
anci
a
1
6
4
3
5
2
7
8
9
X
9
Req
uer
imie
nto
s d
el C
lien
te
Res
iste
nci
a al
im
pac
to
Ab
sorc
ión
de
vib
raci
ón
Lig
erez
a
Fác
il d
e p
edal
ear
Fác
il d
e ca
mb
iar
vel
oci
dad
es
Fác
il d
e ap
lica
r fr
eno
s
Man
iob
rab
ilid
ad
Lar
ga
vid
a
Deb
e q
ued
arle
al
usu
ario
An
áli
sis
com
pet
itiv
o
1
2
3
4
5
Pes
o

350
Tab
la 1
0.2
8
Tra
nsf
orm
ació
n d
e R
equ
erim
ien
tos
Téc
nic
os
a C
arac
terí
stic
as d
el P
rod
uct
o p
ara
un
a B
icic
leta
Co
men
tari
os
Alt
a re
laci
ón
Fu
erza
/pes
o
Deb
e d
ob
lars
e per
o n
o
ced
er
Lo
s ro
dam
ien
tos
deb
en
ser
suav
es
El
sell
o d
e l
cab
le d
ebe
ser
lib
re d
e fr
icci
ón
Deb
e se
r a
pru
eba
de
ox
idac
ión
La
inte
rfas
e d
ebe
ser
aju
stab
le
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3;
Deb
il (
D)
= 1
.
Req
uer
imie
nto
s T
écn
ico
s
Ro
da
mie
nto
s
F
X
11
En
gra
nes
F
M
X
7
Cam
bi
ado
r
F
X
6
Fre
no
F
X
4
Ru
eda
D
M
F
X
7
Man
ub
r
io
M
D
D
X
4
Tu
bo
F
D
X
4
Mar
co
F
M
X
9
Imp
ort
a
nci
a
9
9
8
4
8
3
8
X
11
Req
uer
imie
nto
s T
écn
ico
s
El
mar
co d
ebe
ser
liv
ian
o
El
mar
co d
ebe
ser
fuer
te
Men
or
torq
ue
al p
edal
ear
Men
or
fuer
za p
ara
cam
bia
r
eng
ran
e
Men
or
fuer
za a
l ap
lica
r fr
eno
s
Lar
ga
vid
a d
el m
ater
ial
Deb
e se
r aj
ust
able
An
áli
sis
com
pet
itiv
o
1
2
3
4
5
Pes
o
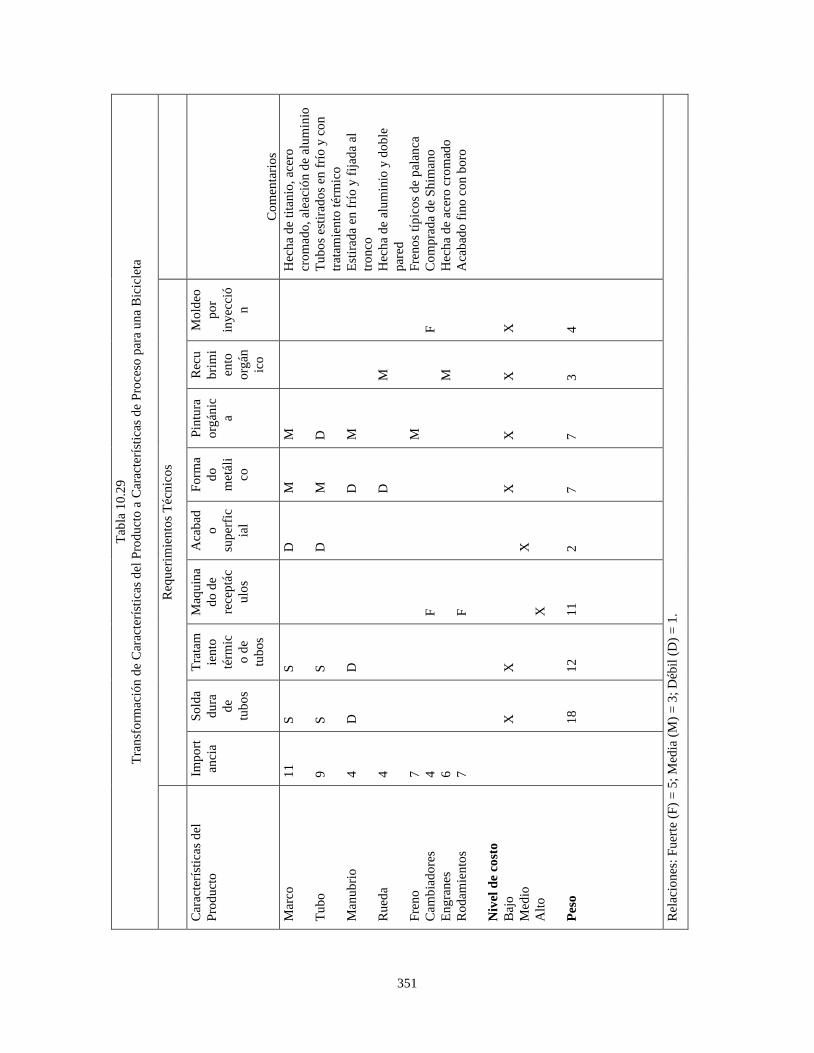
351
Tab
la 1
0.2
9
Tra
nsf
orm
ació
n d
e C
arac
terí
stic
as d
el P
rod
uct
o a
Car
acte
ríst
icas
de
Pro
ceso
par
a u
na
Bic
icle
ta
Co
men
tari
os
Hec
ha
de
tita
nio
, ac
ero
cro
mad
o,
alea
ció
n d
e al
um
inio
Tu
bo
s es
tira
do
s en
frí
o y
co
n
trat
amie
nto
tér
mic
o
Est
irad
a en
frí
o y
fij
ada
al
tro
nco
Hec
ha
de
alu
min
io y
do
ble
par
ed
Fre
no
s tí
pic
os
de
pal
anca
Co
mp
rad
a d
e S
him
ano
Hec
ha
de
acer
o c
rom
ado
Aca
bad
o f
ino
con
boro
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3;
Déb
il (
D)
= 1
.
Req
uer
imie
nto
s T
écn
ico
s
Mo
ldeo
po
r
iny
ecci
ó
n
F
X
4
Rec
u
bri
mi
ento
org
án
ico
M
M
X
3
Pin
tura
org
ánic
a
M
D
M
M
X
7
Fo
rma
do
met
áli
co
M
M
D
D
X
7
Aca
bad
o
sup
erfi
c
ial
D
D
X
2
Maq
uin
a
do
de
rece
ptá
c
ulo
s
F
F
X
11
Tra
tam
ien
to
térm
ic
o d
e
tub
os
S
S
D
X
12
So
lda
du
ra
de
tub
os
S
S
D
X
18
Imp
ort
anci
a
11
9
4
4
7
4
6
7
Car
acte
ríst
icas
del
Pro
du
cto
Mar
co
Tu
bo
Man
ub
rio
Ru
eda
Fre
no
Cam
bia
do
res
En
gra
nes
Ro
dam
ien
tos
Niv
el d
e co
sto
Baj
o
Med
io
Alt
o
Pes
o
352
Una vez que se completa el bronceado, la se limpia la bicicleta mediante actividades secundarias de
acabado, tales como tallado y pulido (con un trapo de emery). Una vez que este paso es completado, el marco
es enviado a cromado o pintura. Antes de que las partes puedan ser ensamblado s al marco, varias actividades
diferentes necesarias se llevan a cabo, las cuales son detalladas como sigue.
El ensamble de la horquilla consiste del tubo de conducción, la corona de la horquilla, las navajas de la
horquilla, y el vástago de la horquilla. El tubo de conducción es fijado a la corona de la horquilla con bronce
en el escatillon de la horquilla. Los vástagos planos son insertados en las navajas de la horquilla, los cuales
con cortados y ranurados con anticipadamente. Las puntas son llenadas con bronce dentro del ensamble de la
navaja de la horquilla. El subensamble de la navaja de la horquilla es ensamblada dentro de los subensambles
de la corona y se fijan con bronce. La horquilla recibe una limpieza similar al marco. La horquilla es luego
almacenada. Es colocada en un mandril y doblada en frio para obtener la forma final.
Los rines de las ruedas se producen extruyendo aluminio por un dado cuidadosamente formado. Los
rines extruidos son formados por rolado y cortados en los aros de rueda. Las terminales de los rines son
cerradas por soldadura de resistencia. Los rines son sometidos a un proceso de endurecimiento T3, el cual
endurece la superficie del rin a una profundidad de 40 a 50 micras, dándole alta fortaleza y un color gris
obscuro. Los rines pueden ser anodizados para mejorar su apariencia. Una vez que el marco es alineado, éste
está listo para ser ensamblado con la horquilla y la rueda.
10.6.4 LOS ATRIBUTOS DEL PROCESO DE MANUFACTURA
Continuando con la discusión, está claro que el proceso más importante involucra en la manufactura de la
bicicleta son soldadura, maquinado, tratamiento térmico, pintura, recubrimiento inorgánico, y estirado de los
tubos. El control efectivo de las variables del proceso listadas en la tabla 10.30 es un requisito previo para
obtener un producto usable. Una discusión de las variables del proceso asociadas con estos procesos se da a
continuación.
El tratamiento térmico es aplicado a partes para darle propiedades que hacen al producto más usable:
incrementar la dureza superficial: producción de la microestructura necesaria para propiedades mecánicas
deseables tales como fortaleza, ductilidad, y resistencia; liberar el estrés residual; remoción de inclusiones
tales como gases; alteración de las propiedades eléctricas y magnéticas; y mejoramiento en el desgaste y
resistencia a la corrosión.
Algunos de los procesos de tratamiento térmico son austenizacion, equalizacion, enfriamiento por
sumersión en líquido, anealizado, normalizado, carburacion, nitrdacion, caronitracion, cromtizacion,
boronizacion, endurecimiento por resistencia, endurecimiento por inducción, endurecimiento por flama,
endurecimiento por rayo de electrones, y endurecimiento por láser. Los factores que afectan el resultado del
proceso de tratamiento térmico son
Composición del metal a ser tratado
Relación de la transformación crítica tiempo-temperatura del metal
Respuesta del metal a enfriamiento por sumersión en líquido
Método de enfriamiento aplicado
Control y tiempo de la temperatura
Los dos métodos más importantes de unión adoptados en la manufactura de bicicletas son la fundición
con arco eléctrico y bronceado. La soldadura es un proceso para unir metales donde se produce que se fundan
localizadamente ya sea calentando el metal a una temperatura apropiada, con o sin aplicación de presión, o
por la aplicación de presión por sí sola, con o sin el uso de metal de relleno. El metal de relleno de la
soldadura (flux) tienen un punto de fundición ya sea aproximadamente el mismo o menor que el del metal
base pero arriba de 800’F. El bronceado emplea metales no ferrosos de relleno con puntos de fundición
debajo de ese del metal base pero arriba de 800’F. El relleno es distribuido en el espacio estrecho de la unión
por acción acpilar. Los factores que afectan la calidad de la soldadura involucran la preparación de las áreas a
soldar, el material de relleno, y el flux.

353
Tab
la 1
0.3
0
Tra
nsf
orm
ació
n C
arac
terí
stic
as d
e P
roce
so a
Var
iab
les
de
Pro
ceso
par
a u
na
Bic
icle
ta
Co
men
tari
os
So
ldad
ura
de
arco
TIG
Tra
tam
ien
to t
érm
ico p
ara
lib
erac
ión
de
estr
és
Fo
rgad
o y
to
rnea
do
par
a m
ejor
exac
titu
d d
imen
sio
nal
Ro
dam
ien
tos
up
er a
cab
ado
s par
a
op
erac
ión s
uav
e
Tu
bo
s es
tira
do
s en
fri
o u
sand
o
man
dir
Mej
ora
r ap
arie
nci
a y
con
tro
l de
corr
osi
ón
Red
uci
r la
nat
ura
leza
ab
rasi
va
de
mar
cos
de
alu
min
io
Usa
do
par
a h
acer
co
mp
ues
tos
Rel
acio
nes
: F
uer
te (
F)
= 5
; M
edia
(M
) =
3;
Déb
il (
D)
= 1
.
Car
acte
ríst
icas
del
Pro
ceso
Pig
m
ento
F
M
M
gm
/c
m
Den
si
dad
Act
ua
l
F
Am
p
ers
Dim
ens
ion
es
del
dad
o
F
Pu
lgad
a
Tam
a
ño
de
gra
no
D
M
mm
Vel
oci
d
ad /
Av
ance
/
Pro
fun
d
idad
de
cort
e M
M
Met
os
/
seg
un
d
o
Du
ra
ció
n
F
Min
uto
s
Pre
sió
n
/
To
rqu
e
F
F
To
n
Tem
p
erat
ur
a
F
F
gra
do
s
Imp
ort
anci
a
18
12
11
2
7
7
3
4
Un
ida
des
Car
acte
ríst
icas
del
pro
du
cto
So
ldad
o d
e tu
bo
s
Tra
tam
ien
to t
érm
ico d
e
tub
os
Maq
uin
ado d
e
rece
pta
culo
s
Aca
bad
o s
up
erfi
cial
Fo
rmad
o d
e m
etal
Pin
tura
org
ánic
a
Rec
ub
rim
ien
to
ino
rgán
ico
Mo
ldeo
po
r in
yec
ció
n
Ra
ng
o
354
Muchos de los componentes de la bicicleta, tales como los receptáculos, la rueda de pedaleo,
rodamientos de la horquilla, y pedales, tienen rodamientos que necesitan ser maquinados apropiadamente para
minimizar las pedidas de energía. Perdidas debido a fricción mecánica y reducida por el uso de rodamientos
en estos componentes. El diseño de los rodamientos afecta no solo a la pérdida de energía mecánica pero
también la suavidad de operación en uniones como la horquilla, donde las pérdidas de otra forma pueden ser
máximas. Los rodamientos simples producen condiciones de conducción difíciles en los pedales y la
horquilla. Los dos elementos más importantes de los rodamientos son sus carreras interior y exterior. Las
carreras por una operación tal como estampado en frío y maquinado fina. Una baja rugosidad superficial y
una tolerancia ajustada hacen un buen rodamiento. Las operaciones de maquinado tales como pulido abrasivo
y operaciones de acabado tales como honing honing y lapping producen rodamientos superiores a
rodamientos estampados.
Los tubos usados en bicicletas son manufacturados por trabajo en caliente, la deformación plástica de un
metal bajo la influencia de un fuerza externa aplicada para cambiar su forma al trabajar el metal por arriba de
si temperatura de cristalización. Los factores que afectan el trabajo en caliente son la temperatura de la
deformación, tasa de la deformación o tasa de elongación, y la cantidad de la deformación. El éxito también
depende del método y herramental para trabajo en caliente. El calidad del rolado y dado afectan la calidad del
tubo. Los dos métodos de trabajo en caliente involucrados en la manufactura de tubos son rolado en caliente y
extruido en caliente. El rolado en caliente necesita una operación secundaria de soldadura eléctrica para cerrar
el tubo. Los tubos hechos de rolado caliente son débiles en la parte de cierre del tubo, mientras que los tubos
extrudidos son libres de esa limitación
El recubrimiento inorgánico tiene la intención de darlas las siguientes propiedades a la superficie del
substrato del metal:
Protección contra la corrosión
Tratamiento previo a la pintura
Resistencia a la abrasión
Resistencia eléctrica
Formación de lubricación en frío
Propiedades de antifricción
Acabado final decorativo
Limpieza fácil
Algunos de los métodos de recubrimiento superficial incluyen recubrimiento por conversión, anodizado,
atomizado térmico, careado duro, recubrimiento de porcelana, y deposición de vapor de iones.
La parte exterior del marco y horquilla son pintadas con una capa de pintura orgánica para mejorar su
apariencia y prevenir corrosión. Los componentes de material que afectan la calidad de la pintura son el
fijador, pigmento, tiner, y aditivos. El fijador es usualmente un material resinoso disperso en un líquido
diluyente, y este sujeta al pigmento a la superficie. El pigmento es un material sólido, insoluble en el fijador, y
su diluyente. El diluyente inicialmente disuelve la resina del fijador, pero cuando es agregado en varios tipos
y cantidades, este se convierte en acetato. Los aditivos son componentes agregados en pequeñas cantidades
para darle propiedades especiales al recubrimiento. Algunos tipos importantes son agentes contra la
exfoliación, preservativos, secadores de pintura, jabones metálicos, agentes que favorecen la humectación,
agentes de control de la viscosidad y suspensión, y fungicidas. La calidad de la pintura depende de la
preparación de la superficie, temperatura ambiente, tasa de flujo de la pintura, y velocidad del transportador
que sujeta el marco.
355
10.6.5 DESARROLLO Y DISEÑO DE LISTAS DE VERIFICACIÓN
PARA USABILIDAD
La entrada obtenida de la interacción con el usuario, como se delineo en la sección anterior, fue usada para
determinar lo que querían y necesitaban los clientes y para obtener ligas diseño/manufactura, determinadas
por análisis basados en las matrices de transformación de la usabilidad. La información de usabilidad y
diseño/manufactura a través de esta interacción fue trasladada en cuestionarios apropiados.
Un estudio fue realizado para probar la evaluación de las guías de usabilidad y diseño/manufactura.
Veintidós usuarios participaron en el estudio involucrando 10 modelos de bicicletas hibridas hechas por 10
fabricantes. Ocho de estas bicicletas fueron probadas en dos usuarios cada una, y las dos bicicletas restantes
fueron probadas en tres usuarios cada una. Los usuarios fueron denominados U1 a U22 y los modelos de las
bicicletas fueron nombrados C1 a C10. La asignación de códigos para el nombre para los usuarios y los
modelos de las bicicletas fue aleatorio.
10.6.5.1 REUNIENDO LOS DATOS
Los usuarios que participaron en el estudio habían usado bicicletas por al menos un par de años. Todos
estaban familiarizados con el uso, reparación, y mantenimiento de las bicicletas. Los sujetos pertenecían a
ambos géneros. Ellos evaluaron la usabilidad de las bicicletas que ellos usaban regularmente para paseos o
viajes. Todos los términos técnicos y definiciones pertenecientes a varios criterios de usabilidad fueron
explicados a ellos de una forma fácilmente entendible. En general, el conocimiento de los usuarios de los
nueve criterios de usabilidad, con excepción de amigable al medioambiente y reciclabilidad y
disposicionabilidad, fue muy bueno. Donde se encontró que el conocimiento de los usuarios en esos dos
criterios fue deficiente, ellos fueron instruidos hasta que era lo que se esperaba de una bicicleta que se suponía
ser amigable con el medioambiente y reciclable como también disposicionabilidad. Los sujetos tomaron
alrededor de 90 minutos para llenar los cuestionarios.
La confiabilidad fue probada midiendo la consistencia interna de las calificaciones para cada una de las
preguntas. El método del coeficiente alfa de Cronbach fue usado para probar la confiabilidad. La validación
de cualquier cuestionario es obtenido comparando las calificaciones obtenidas de los usuarios con esos
obtenidos usando un cuestionario considerado ser estándar. Tal estándar no está disponible para evaluar y
diseñar bicicletas. Así que, para propósitos de este estudio, la validación fue probada comparando las
calificaciones promedio de los elementos del cuestionario con la calificación total de ese cuestionario.
10.6.5.2 RESULTADOS
Los valores del coeficiente alfa de Cronbach para la evaluación de los cuestionarios para los atributos de
usabilidad (funcionalidad, facilidad de uso, estética, confiabilidad, mantenibilidad y serviciabilidad, amigable
al medio ambiente, reciclabilidad y disposicionabilidad, seguridad, y adaptabilidad) son mostrados en las
tablas que siguen. Ya que un valor de 0.4 es considerado ser significativo, todos los criterios de usabilidad
fueron encontrados ser confiables. Los valores del coeficiente de correlación que prueban la valides de los
cuestionarios para esos atributos fueron encontrados ser estadísticamente significativos a un nivel de
significancia del 0.05.
La correlación entre la calificación promedio y la calificación total para cada uno de los nueve
cuestionarios de evaluación de la usabilidad fue encontrado ser significativo. Para funcionalidad, facilidad de
uso, confiabilidad, mantenibilidad y serviciabilidad, amigable al medio ambiente, y seguridad, el nivel de
significancia fue de 0.01, mientras que para fue de 0.05 para confiabilidad, reciclabilidad y
disposicionabilidad, como también para adaptabilidad.
Las listas de verificación usadas para la evaluación de cada uno de criterios de usabilidad bajo
cuestionamiento siguen en las Tablas 10.31 hasta 10.51.

356
Tabla 10.31
Evaluación de la Usabilidad con respecto a Funcionalidad para una bicicleta hibrida Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Qué tan fácil es la bicicleta para pedalear cuando es conducida a
velocidad normal de 15 mph en un camino plano?
2. ¿Qué tan confortable es la tasa de pedaleo cuando es conducida a
una velocidad normal de 15 mph de un camino plano?
3. ¿Qué tan fácil es cambiar el engrane para ajustar a un pedaleo
confortable de empuje?
4. ¿Qué tan efectivo es el freno bajo condiciones húmedas?
5. ¿Qué tanta vibración (debido a condiciones de rugosidad del
camino) es transferida al conductor?
6. ¿Qué tan fácil, rápido y estable es la bicicleta cuando se cambia la
dirección?
7. ¿Tiene la bicicleta una solides adecuada para aguantar los golpes
sin flexionarse demasiado?
8. ¿Cuál es la usabilidad total de la bicicleta en términos de
funcionalidad?
Tabla 10.32
Evaluación de la Usabilidad con respecto a Facilidad de Uso para una bicicleta hibrida Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Qué tan confortable es la altura del asiento?
2. ¿Qué tan fácil es ajustar el asiento?
3. ¿Qué tan confortable es la altura del manubrio?
4. ¿Qué tan blando y firme es la agarradera del manubrio?
5. ¿Qué fácil es girar el manubrio?
6. ¿Qué tanta fuera necesitas aplicar para cambiar el engrane?
7. ¿Qué tan confortable es el amortiguamiento del asiento?
8. ¿Qué tan libre de resbalarse es el pedal?
9. ¿Qué tanta fuerza necesitas para aplicar los frenos?
10. ¿Qué tan portátil es la bicicleta?
11. ¿Cuál es la usabilidad total de la bicicleta en términos de facilidad
de uso?
Tabla 10.33
Evaluación de la usabilidad con respecto a Estética para una bicicleta hibrida Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Qué tan bueno es el color o acabado de la bicicleta?
2. ¿Qué tan buena es la textura del exterior de la bicicleta?
3. ¿Qué tan suave o flexible es la superficie de contacto de la
bicicleta?
4. ¿Qué tan atractiva e invitante es la forma de la bicicleta para el
usuario?
5. ¿Qué tan “limpia” se “siente” la bicicleta?
6. ¿Qué tan bien incorpora la bicicleta un diseño de formas
intrincadas y atractivas?
7. ¿Cuál es la usabilidad total de la bicicleta en términos de estética?

357
Tabla 10.34
Evaluación de la usabilidad con respecto a la Confiabilidad para una bicicleta hibrida Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Falla con frecuencia la guía de la cadena frontal al cambiar la
cadena en los engranes de la rueda de la cadena?
2. ¿falla con frecuencia la guía de la cadena posterior al cambiar la
cadena en los engranes de la rueda trasera de la cadena?
3. ¿La guía de la cadena posterior se desalinea cuando la bicicleta es
impactada?
4. ¿Se rompe con frecuencia el cable de los cambios?
5. ¿varia la distancia de frenado en condiciones de seco y mojado?
6. ¿La rueda de pedaleo o los ejes se desempeñan diferente en
condiciones limpias en opuesto a un camino sucio o lodoso?
7. ¿Cuál es la usabilildad total de la bicicleta con respecto a
confiabilidad?
Tabla 10.35
Evaluando usabilidad respecto a Mantenibilidad y Serviciabilidad de una bicicleta hibrida Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Toma menos tiempo remover la llanta frontal que la posterior?
2. ¿Toma un poco mas de tiempo remover la guía de la cadena frontal
que la posterior?
3. ¿Es fácil aplicar lubricante a la rueda de pedaleo, el eje frontal, el
eje posterior, y los engranes de la guías de la cadena?
4. ¿Necesita la bicicleta herramientas especiales para reparar
componentes críticos, tales como las ruedas y guías de la cadena?
5. ¿Es fácil ensamblar y desensamblar la bicicleta sin entrenamiento
especial?
6. ¿Qué tan frecuente los componentes críticos necesitan
lubricación?”
7. ¿Cuál es la usabilidad total de la bicicleta en términos de
mantenibilidad y serviciabilidad?
Tabla 10.36
Evaluando usabilidad con respecto a Amigable con medio ambiente para una bicicleta hibrida Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Usa el marco de la bicicleta materiales que son restringidos de
proveer?
2. ¿La bicicleta usa un alto porcentaje de componentes que han sido
vueltos a usar o reconstruidos?
3. ¿El proceso de manufactura de la bicicleta evita el uso de gases de
invernadero, tales como CFCs o HCFCs?
4. ¿El lubricante recomendado para la bicicleta no tiene peligro de
efecto al medioambiente cuando este es por ultimo desprendido o
desechado?
5. ¿La manufactura de la bicicleta evita el uso de procesos de alta
energía?
6. ¿La manufactura de la bicicleta evita el suso o liberación de
materiales líquidos o solidos que no son amigables con el
medioambiente?
7. ¿El diseño ha minimizado el número y volumen de los diferentes
materiales de empaque?
8. ¿Cuál es la usabilidad total de la bicicleta en términos de amigable
con el medio ambiente?

358
Tabla 10.37
Evaluando usabilidad respecto a Reciclabilidad y Disposicionabilidad de una bicicleta hibrida Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Son las partes de la bicicleta y sus recubrimientos de diferentes
materiales?
2. ¿Los componentes, tales como la guia del cambiador de la cadena,
usan partes de diferentes materiales unidos en formas que son
faciles de separar?
3. ¿Cuándo materiales sinteticos de plastico son usados en partes,
tales como, cmbiador, palanca de frenos, y guia de cambio de la
cadena, son reciclables?
4. ¿Estan las partes importantes identificadas por marcas ISO
respecto a su contenido de material?
5. ¿Son los tubos de hule y llantas reciclables?
6. ¿Cuál es la usabilidad total de la bicicleta en terminos de
reciclabilidad y disposicionabilidad?
Tabla 10.38
Evaluacion de la usabilidad con respecto a Seguridad para una bicicleta hibrida Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿La bicicleta se para dentro de por lo menos un carro de distancia
cuando se mueve a 15 mph?
2. ¿Esta la bicicleta provista de reflectores en la parte posterior de los
pedales y asiento, y son estos reflectores visibles en la noche?
3. ¿Esta la bicicleta provista con guardas protectoras para asilar las
ruedas puntiagudas de la cadena?
4. ¿Estan las palancas de frenos diseñadas para evitar picar los dedos
de los usuarios cuando estos aplican los frenos?
5. ¿Es el luibricante recomendado para la bicicleta libre para
manipulación?
6. ¿Esta la bicicleta diseñada libre de bordes, puntos, y esquinas
agudas que pueden herir al usuario?
7. ¿Considerando a largo plazo, la bicicleta expone al usuario a
riesgos de salud?
8. ¿Cuál es la usabilidad total de la bicicleta en terminos de
seguridad?
Tabla 10.39
Evaluacion de la usabilidad con respecto a Adaptabilidad para una bicicleta hibrida Escala:Malo-Bueno
1 2 3 4 5 6 7 Comentarios
1. ¿Pede el usuario obtener una bicicleta adaptada para cumplir sus
deseos y necesidades especificas?
2. ¿Puede un usuarior requerir a un vendedor colocar accesorios
opcionales, cada uno de los cuales sirve para un proposito
diferente?
3. ¿Puede un usuario cambiar la rueda de la cadena y piñon para
obtener una relacion de engrane diferente, si asi se requiere?
4. ¿Puede un usuario cambiar los componentes criticos, tales como la
rueda de pedaleo, la rueda de engrane, el cambiador de la cadena,
cuando componentes mejorados son disponibles en el futuro?
5. ¿Cuál es la usabilidad total de la bicicleta en términos de
adaptabilidad?
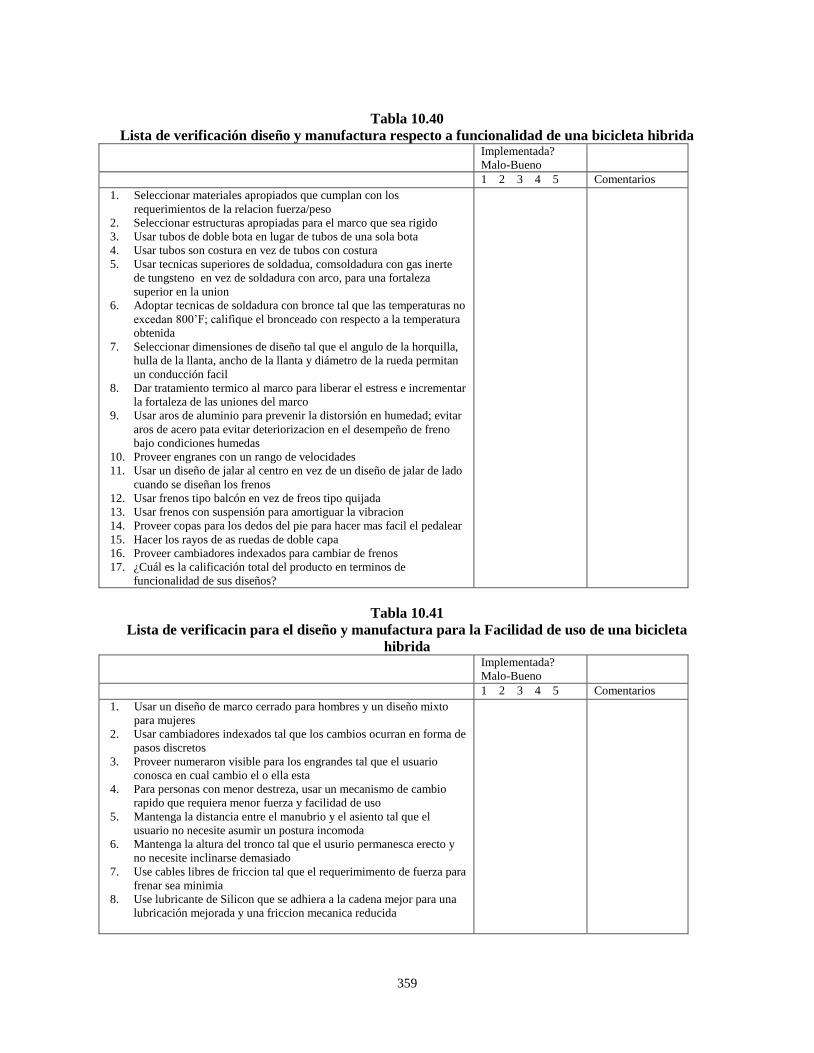
359
Tabla 10.40
Lista de verificación diseño y manufactura respecto a funcionalidad de una bicicleta hibrida Implementada?
Malo-Bueno
1 2 3 4 5 Comentarios
1. Seleccionar materiales apropiados que cumplan con los
requerimientos de la relacion fuerza/peso
2. Seleccionar estructuras apropiadas para el marco que sea rigido
3. Usar tubos de doble bota en lugar de tubos de una sola bota
4. Usar tubos son costura en vez de tubos con costura
5. Usar tecnicas superiores de soldadua, comsoldadura con gas inerte
de tungsteno en vez de soldadura con arco, para una fortaleza
superior en la union
6. Adoptar tecnicas de soldadura con bronce tal que las temperaturas no
excedan 800’F; califique el bronceado con respecto a la temperatura
obtenida
7. Seleccionar dimensiones de diseño tal que el angulo de la horquilla,
hulla de la llanta, ancho de la llanta y diámetro de la rueda permitan
un conducción facil
8. Dar tratamiento termico al marco para liberar el estress e incrementar
la fortaleza de las uniones del marco
9. Usar aros de aluminio para prevenir la distorsión en humedad; evitar
aros de acero pata evitar deteriorizacion en el desempeño de freno
bajo condiciones humedas
10. Proveer engranes con un rango de velocidades
11. Usar un diseño de jalar al centro en vez de un diseño de jalar de lado
cuando se diseñan los frenos
12. Usar frenos tipo balcón en vez de freos tipo quijada
13. Usar frenos con suspensión para amortiguar la vibracion
14. Proveer copas para los dedos del pie para hacer mas facil el pedalear
15. Hacer los rayos de as ruedas de doble capa
16. Proveer cambiadores indexados para cambiar de frenos
17. ¿Cuál es la calificación total del producto en terminos de
funcionalidad de sus diseños?
Tabla 10.41
Lista de verificacin para el diseño y manufactura para la Facilidad de uso de una bicicleta
hibrida Implementada?
Malo-Bueno
1 2 3 4 5 Comentarios
1. Usar un diseño de marco cerrado para hombres y un diseño mixto
para mujeres
2. Usar cambiadores indexados tal que los cambios ocurran en forma de
pasos discretos
3. Proveer numeraron visible para los engrandes tal que el usuario
conosca en cual cambio el o ella esta
4. Para personas con menor destreza, usar un mecanismo de cambio
rapido que requiera menor fuerza y facilidad de uso
5. Mantenga la distancia entre el manubrio y el asiento tal que el
usuario no necesite asumir un postura incomoda
6. Mantenga la altura del tronco tal que el usurio permanesca erecto y
no necesite inclinarse demasiado
7. Use cables libres de friccion tal que el requerimimento de fuerza para
frenar sea minimia
8. Use lubricante de Silicon que se adhiera a la cadena mejor para una
lubricación mejorada y una friccion mecanica reducida
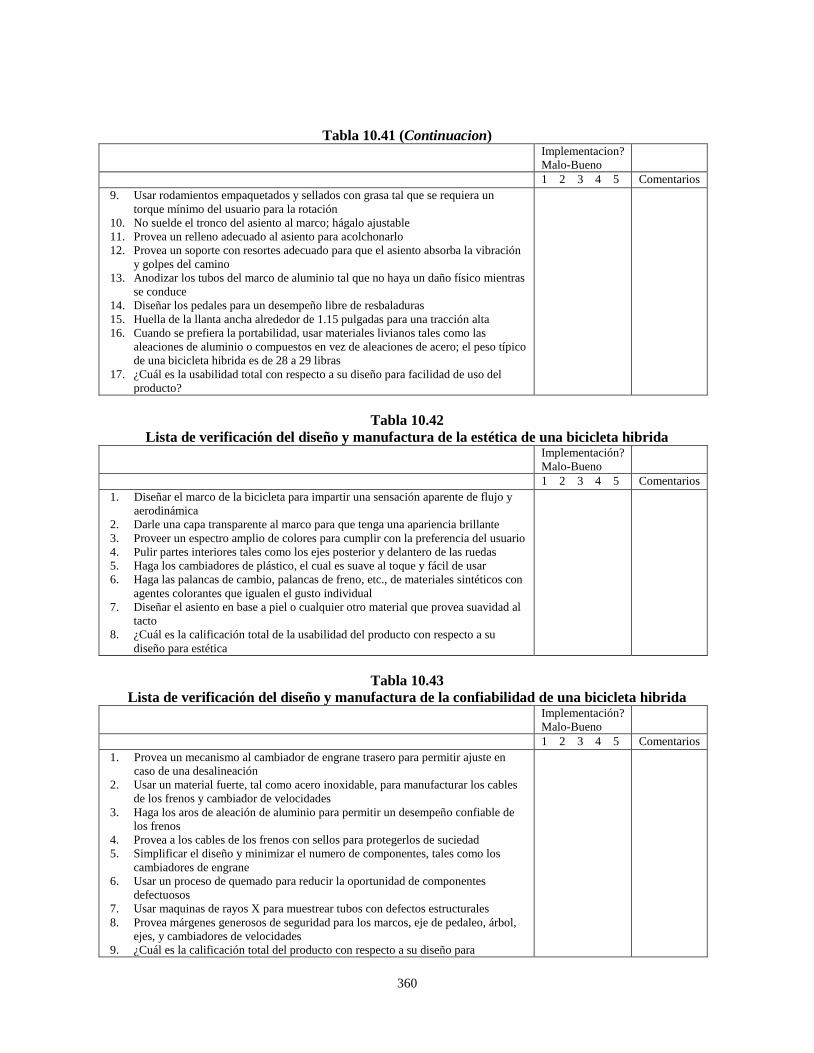
360
Tabla 10.41 (Continuacion) Implementacion?
Malo-Bueno
1 2 3 4 5 Comentarios
9. Usar rodamientos empaquetados y sellados con grasa tal que se requiera un
torque mínimo del usuario para la rotación
10. No suelde el tronco del asiento al marco; hágalo ajustable
11. Provea un relleno adecuado al asiento para acolchonarlo
12. Provea un soporte con resortes adecuado para que el asiento absorba la vibración
y golpes del camino
13. Anodizar los tubos del marco de aluminio tal que no haya un daño físico mientras
se conduce
14. Diseñar los pedales para un desempeño libre de resbaladuras
15. Huella de la llanta ancha alrededor de 1.15 pulgadas para una tracción alta
16. Cuando se prefiera la portabilidad, usar materiales livianos tales como las
aleaciones de aluminio o compuestos en vez de aleaciones de acero; el peso típico
de una bicicleta hibrida es de 28 a 29 libras
17. ¿Cuál es la usabilidad total con respecto a su diseño para facilidad de uso del
producto?
Tabla 10.42
Lista de verificación del diseño y manufactura de la estética de una bicicleta hibrida Implementación?
Malo-Bueno
1 2 3 4 5 Comentarios
1. Diseñar el marco de la bicicleta para impartir una sensación aparente de flujo y
aerodinámica
2. Darle una capa transparente al marco para que tenga una apariencia brillante
3. Proveer un espectro amplio de colores para cumplir con la preferencia del usuario
4. Pulir partes interiores tales como los ejes posterior y delantero de las ruedas
5. Haga los cambiadores de plástico, el cual es suave al toque y fácil de usar
6. Haga las palancas de cambio, palancas de freno, etc., de materiales sintéticos con
agentes colorantes que igualen el gusto individual
7. Diseñar el asiento en base a piel o cualquier otro material que provea suavidad al
tacto
8. ¿Cuál es la calificación total de la usabilidad del producto con respecto a su
diseño para estética
Tabla 10.43
Lista de verificación del diseño y manufactura de la confiabilidad de una bicicleta hibrida Implementación?
Malo-Bueno
1 2 3 4 5 Comentarios
1. Provea un mecanismo al cambiador de engrane trasero para permitir ajuste en
caso de una desalineación
2. Usar un material fuerte, tal como acero inoxidable, para manufacturar los cables
de los frenos y cambiador de velocidades
3. Haga los aros de aleación de aluminio para permitir un desempeño confiable de
los frenos
4. Provea a los cables de los frenos con sellos para protegerlos de suciedad
5. Simplificar el diseño y minimizar el numero de componentes, tales como los
cambiadores de engrane
6. Usar un proceso de quemado para reducir la oportunidad de componentes
defectuosos
7. Usar maquinas de rayos X para muestrear tubos con defectos estructurales
8. Provea márgenes generosos de seguridad para los marcos, eje de pedaleo, árbol,
ejes, y cambiadores de velocidades
9. ¿Cuál es la calificación total del producto con respecto a su diseño para
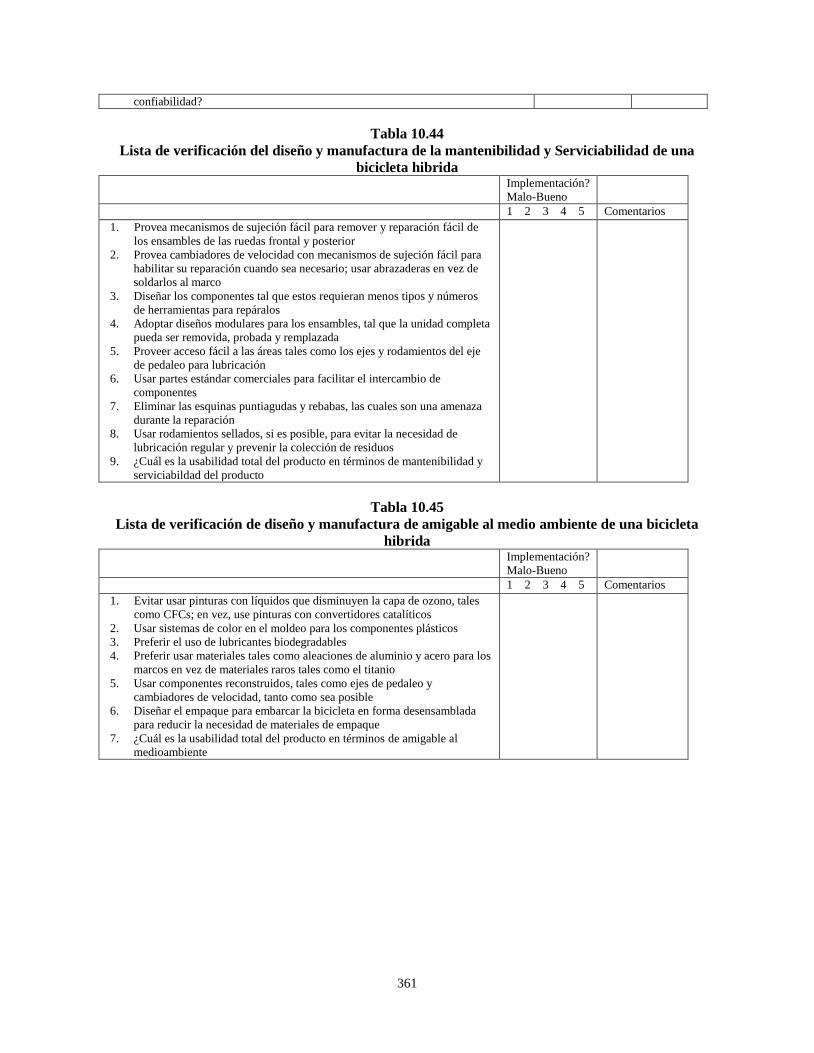
361
confiabilidad?
Tabla 10.44
Lista de verificación del diseño y manufactura de la mantenibilidad y Serviciabilidad de una
bicicleta hibrida Implementación?
Malo-Bueno
1 2 3 4 5 Comentarios
1. Provea mecanismos de sujeción fácil para remover y reparación fácil de
los ensambles de las ruedas frontal y posterior
2. Provea cambiadores de velocidad con mecanismos de sujeción fácil para
habilitar su reparación cuando sea necesario; usar abrazaderas en vez de
soldarlos al marco
3. Diseñar los componentes tal que estos requieran menos tipos y números
de herramientas para repáralos
4. Adoptar diseños modulares para los ensambles, tal que la unidad completa
pueda ser removida, probada y remplazada
5. Proveer acceso fácil a las áreas tales como los ejes y rodamientos del eje
de pedaleo para lubricación
6. Usar partes estándar comerciales para facilitar el intercambio de
componentes
7. Eliminar las esquinas puntiagudas y rebabas, las cuales son una amenaza
durante la reparación
8. Usar rodamientos sellados, si es posible, para evitar la necesidad de
lubricación regular y prevenir la colección de residuos
9. ¿Cuál es la usabilidad total del producto en términos de mantenibilidad y
serviciabildad del producto
Tabla 10.45
Lista de verificación de diseño y manufactura de amigable al medio ambiente de una bicicleta
hibrida Implementación?
Malo-Bueno
1 2 3 4 5 Comentarios
1. Evitar usar pinturas con líquidos que disminuyen la capa de ozono, tales
como CFCs; en vez, use pinturas con convertidores catalíticos
2. Usar sistemas de color en el moldeo para los componentes plásticos
3. Preferir el uso de lubricantes biodegradables
4. Preferir usar materiales tales como aleaciones de aluminio y acero para los
marcos en vez de materiales raros tales como el titanio
5. Usar componentes reconstruidos, tales como ejes de pedaleo y
cambiadores de velocidad, tanto como sea posible
6. Diseñar el empaque para embarcar la bicicleta en forma desensamblada
para reducir la necesidad de materiales de empaque
7. ¿Cuál es la usabilidad total del producto en términos de amigable al
medioambiente

362
Tabla 10.46
Lista de verificación para diseño y manufactura respecto a Disposicion y Reciclabilidad de
una bicicleta hibrida Implementación?
Malo-Bueno
1 2 3 4 5 Comentarios
1. Evitar el uso de materiales de recubrimiento diferentes al material base;
usar procesos como anodizado para los marcos de aluminio
2. Reducir el número de componentes de diferentes materiales, tales como
los cambiadores, para hacer el sorteo mas fácil durante la disposición
3. Evitar usar colores multiples cuando se pinta el marco
4. Usar materiales metálicos para los marcos debido a su facilidad para
reciclado
5. Para los marcos, evitar el uso de materiales compuestos, tales como el
vidrio o plásticos reforzados con carbón
6. Para marcos compuestos, seleccionar materiales termoplásticos en vez de
usar materiales plasticos termopares
7. Agregar números de partes durante procesamiento (tales como vaciados y
forgado en vez de usar etiquetas adherentes
8. Si se usan etiquetas adherentes, usar materiales adhesivos que son
compatibles con los componentes cuando estos son reciclados
9. Estandarizar los componentes del producto, tales como cambiadores, ejes,
y engranes de pedaleo, para que puedan ser recuperados y reutilizados
10. Usar tubos de hule y llantas que puedan ser recicladas
11. ¿Cuál es la usabilidad total del producto en términos de su diseño para
disposición y reciclabilidad?
Tabla 10.47
Lista de verificación del diseño y manufactura respecto a la seguridad de una bicicleta hibrida Implementación?
Malo-Bueno
1 2 3 4 5 Comentarios
1. Hacer los rines de aleaciones de aluminio, no de aleación de acero, que
muestran una face humeda
2. Proveer de reflectores a la bicicleta atrás de los pedales y ascientos, tal que
estos sean visibles especialmente de noche
3. Proveer a la bicicleta con guardas de protección para proteger al usuario
de las ruedas puntiagudas de la cadena
4. Usar lubricante que no es dañino a las manos y los ojos
5. Proveer un espacio amplio para la palanca de los frenos, tal que no se
atore cuando se aplican los frenos
6. Haga el asiento confortable; los asientos duros y estrechos reducen la
circulación de la sangre y producen una presión excesiva en el punto de
contacto, lo cual puede causar impotencia sobre un periodo de tiempo
prolongado
7. Evitar el uso de pinturas que contienen metales pesados, tales como
plomo, arsénico, y cadmio
8. Minimizar la longitud excesiva de cable para los frenos y cambiadores, tal
que estos no se tuerzan e interfieran con el movimiento del usuario
9. ¿Cuál es la usabilidad total del producto en términos de su diseño para
seguridad?
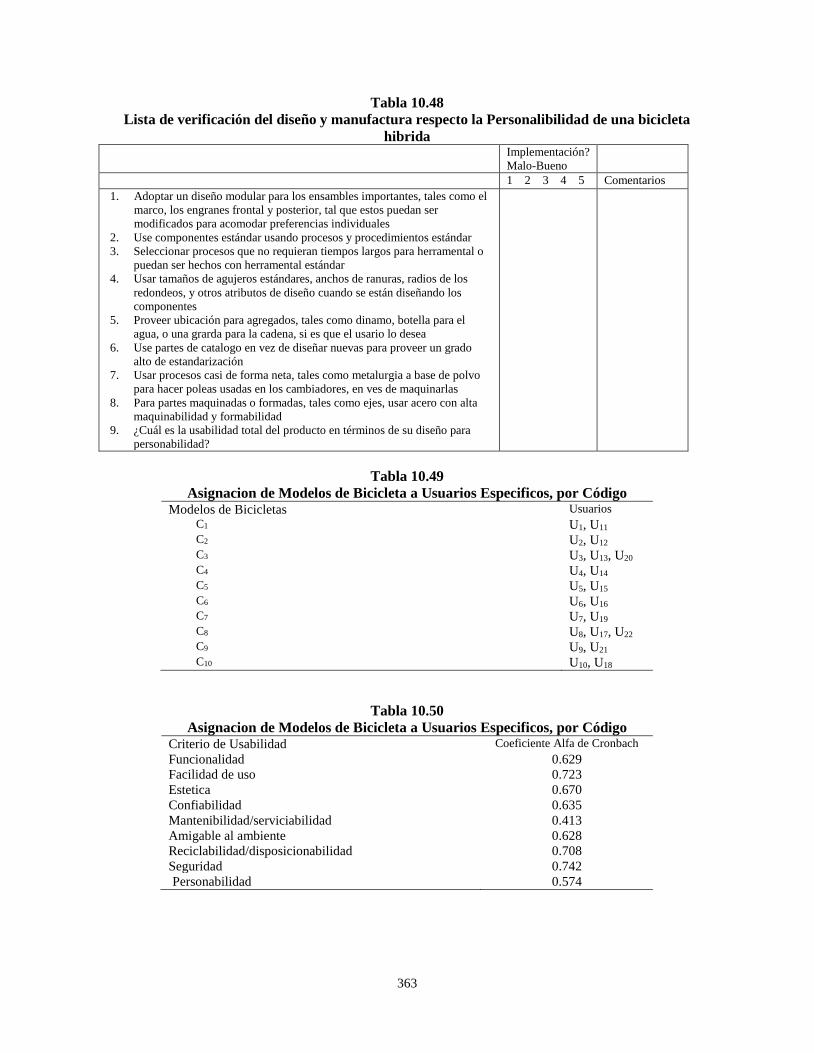
363
Tabla 10.48
Lista de verificación del diseño y manufactura respecto la Personalibilidad de una bicicleta
hibrida Implementación?
Malo-Bueno
1 2 3 4 5 Comentarios
1. Adoptar un diseño modular para los ensambles importantes, tales como el
marco, los engranes frontal y posterior, tal que estos puedan ser
modificados para acomodar preferencias individuales
2. Use componentes estándar usando procesos y procedimientos estándar
3. Seleccionar procesos que no requieran tiempos largos para herramental o
puedan ser hechos con herramental estándar
4. Usar tamaños de agujeros estándares, anchos de ranuras, radios de los
redondeos, y otros atributos de diseño cuando se están diseñando los
componentes
5. Proveer ubicación para agregados, tales como dinamo, botella para el
agua, o una grarda para la cadena, si es que el usario lo desea
6. Use partes de catalogo en vez de diseñar nuevas para proveer un grado
alto de estandarización
7. Usar procesos casi de forma neta, tales como metalurgia a base de polvo
para hacer poleas usadas en los cambiadores, en ves de maquinarlas
8. Para partes maquinadas o formadas, tales como ejes, usar acero con alta
maquinabilidad y formabilidad
9. ¿Cuál es la usabilidad total del producto en términos de su diseño para
personabilidad?
Tabla 10.49
Asignacion de Modelos de Bicicleta a Usuarios Especificos, por Código Modelos de Bicicletas Usuarios
C1 U1, U11
C2 U2, U12
C3 U3, U13, U20
C4 U4, U14
C5 U5, U15
C6 U6, U16
C7 U7, U19
C8 U8, U17, U22
C9 U9, U21 C10 U10, U18
Tabla 10.50
Asignacion de Modelos de Bicicleta a Usuarios Especificos, por Código Criterio de Usabilidad Coeficiente Alfa de Cronbach
Funcionalidad 0.629
Facilidad de uso 0.723
Estetica 0.670
Confiabilidad 0.635
Mantenibilidad/serviciabilidad 0.413
Amigable al ambiente 0.628
Reciclabilidad/disposicionabilidad 0.708
Seguridad 0.742
Personabilidad 0.574

364
Tabla 10.51
Valores de Prueba de Validación para los Cuestionarios de Evaluación de la Usabilidad Prueba f
Criterio de Usabilidad Coeficiente de Correlación Valor f Valor p
Funcionalidad 0.722 21.723 0.0001
Facilidad de uso 0.541 8.283 0.0093
Estetica 0.570 9.620 0.0056
Confiabilidad 0.438 4.767 0.0411
Mantenibilidad/serviciabilidad 0.651 14.672 0.0010
Amigable al ambiente 0.576 9.927 0.0050
Reciclabilidad/disposicionabilidad 0.452 5.512 0.0349
Seguridad 0.635 13.516 0.0015
Personabilidad 0.488 6.262 0.0211
Comentarios Finales
En un mundo en competitividad en incrmento, el tiempo para entregar el diseño esta en decremento continuo
en un empujesiempre en incrmento para colocar nuevos productos en el maercado rápidamente. Esto significa
que la obligación esta ahora en el fabricante para desarrollar un producto altamente usable bien, desde la
primera vez. El enfoque basado en listas de verificación provee un método heurístico para decirle al diseñador
que esperar en un producto para doptar el diseño mas apropiado y relacionar los procesos de manufactura a
los requerimientos del usuario. Los casos presentados en este capitulo los cuestionarios desarrollados y
probados para cada una de las dimensiones de la usabilidad. La implicación práctica de la calificación global
de la usabilidad es que esta pueda ser usada como criterio para selección del producto.
El estudio presentado en las pages precedentes, sin embargo, esta concentrado en las medidas sugeridas
para usabilidad del producto. Esto no estuda la infuencia que tales dimensiones tienen en el costo del
producto. Por ejemplo, al usar un marco de matriz de granito en una bicicleta resulta en un producto superior,
pero tal producto frecuentemente es prohibidamente caro. Esto puede ser un área donde los diseñadores de
producto puedan enfocarse para incrementar el atractivo global del producto.
Referencias
Akao, Y. Quality Function Deployment: Integration Customer Requirements into Product Design. Cambridge, MA:
Productivity Press, 1990.
Akita, M. “Design and Ergonomics.” Ergonimics 34, no. 6(1991): 815-824.
Alexander, S. M. “Relivaility Theory.” In Industrial Engineering Handbook, ed. Hodson. New York: McGraw-Hill,
1992.
Alonso, R. Continuos Improvement in Reliability, pp. 106-114, 1992.
Anderson, D. M. Design for Manufacturability. Lafayette, CA: CIM Press, 1991.
Ashley, S., “Designing for Environment.” Mechanical Engineering (March 1993).
Berko-Boateng, V., J. Azar, D. de Jong, and G. A. Yander. “Asset Recycle Management – A Total Approach to
Product Design for the Enviroment.” IEEE International Symposium on Electronics and the Environment,
Piscataway, NJ. 1993.
Bieda, J. Reliability Growth Test Management in the Automotive Component Industry, pp. 387-393, 1992.
Billatos, S. M., and N. A. Basaly. Green Technology and Design for Environment. Washington, DC: Taylor and
Francis, 1997.
Blanchard, B. B., D. Verma, y E. L. Peterson. Mantenibility: A Key to Effective Serviceability and
Maintenance Management. New York: John Wiley and Sons, 1995.
Boothroyd, G.”product Design for Manufacture and Assembly,” Computer Aided Design 26, no. 7 (1994):
505-520.

365
Boothroyd, G., y L. Alting. “Design for Assembly and Disassembly.” Annals of CIRP 41, no. 2 (1992): 625-
636.
Bralla, J. G. Design for Excellence. New York: McGraw-Hill, 1996.
Burhanuddin, S., y S. Randhawa. “A Framework for Integrating Manufacturing Process Design and
Analysis.” Computers and Industrial Engineering 23, nos. 1-4 (1992): 27-30.
Chang, T., R. A. Wysk, y H. Wang. Computer Aided Manufacturing. Englewood Cliffs, NJ: Prentice-Hall,
1991.
Consumer Reports, 1990. Three Ways to Brown Bread. June, pp. 380-383.
Cubberly, W. H., y R. Bakerjian. Tool and Manufacturing Engineer´s Handbook, desk edition. Dearborn, MI:
Society for Manufacturing Engineers, 1989.
Cushman, W. H., y D. J. Rosenberg. Human Factors in Product Design. Amsterdam: Elsevier Science, 1991.
Dallas, D. B. Tool and Manufacturing Engineer´s Handbook, New York: McGraw-Hill, 1976.
Day, R. G. Quality Function Deployment: Linking a Company with Its Customers. Milwaukee: ASQC Quality
Press, 1993.
Dika, R. J. y R. L. Begley. Concept Development through Teamwork-Working for Quality, Cost, Weight and
Investment, 1988, pp. 277-288.
Eversheim, W., y M. Baumann. “Assembly Oriented Design Process.” Computers in Industry 17 (1991): 287-
300.
Ferris, J., y W. A. Knight. Design for Manufacture: Expert Processing Sequence Selection for Early Product
Design. 1992.
Govindaraju, M., y A.Mital. “Design and Manufacture of Usable Consumer Products: Part II. Developing the
Usability-Manufacturing Linkages.” International Journal of Industrial Engineering, 1988.
Hammer, W. Product Safety Management and Engineering. Englewood Cliffs, NJ: Prentice-Hall, 1980.
Haubner, P. J. “Ergonomics in Industrial Product Design.” Ergonomics 33, no. 4 (1990): 477-485.
Heideklang, H. R. Safe product Design in Law, Management and Engineering. New York: Marcel Dekker,
1990.
Hitomi, K. “Strategic Integrated Manufacturing Systems: The Concept and Structures.” International Journal
of Production Economics 25 (1991): 5-12.
Hoffman III, W. F., y A. Locasio. “design for Environment Development at Motorola.” IEEE (1997): 210-
214.
Hofmeester, G. H., J. A. M. Kemp, y A C. M. Blankendaal. “Sensuality in Product Design: A Structured
Approach.” CHI (April 1996): 13-18.
Ishihara, S., K. Ishihara, M. Nagamuchi, y Y. Matsubara. “An Automatic Builder for a Kansei Engineering
Expert System Using Self Organizing Neural Networks.” International Journal of Industrial Engineering 15
(1995): 13-24.
Joines, S., y M. A. Ayoub. “Design for Assembly: An Ergonomic Approach.” Industrial Engineering
(January 1995): 42-46.
Jorgensen, A. H. “Thinking Aloud in User Interface Design: A Method Promoting Cognitive Ergonomics.”
Ergonomics 33, no. 4 (1990): 501-507.
Juran, J. M., F. M. Gryna, y R. S. Bingham, Jr. Quality Control Handbook. New York: Mcgraw-Hill, 1974.
Kaila. S., y E. Hyvarinen. “Integrating Design for Environment into the Product Design of Switching
Platafroms.” IEEE (1996): 213-217.
Karmarker, U. S., y P. Kubat. “Modular Product Design and Product Support.” European Journal of
Operational Research 29 (1987): 74-82.
Kitchenham, B., y S. L. Pfleeger. “Software Quality: The Elusive Target.” IEEE Transacctions on Software
Engineering. (Enero 1996): 12-21.
Lankey, R., H. McLean, y A. Sterdis. “A Case Study in Environmentally Conscious Design: Wearable
Computers.” IEEE (1997): 204-209.
Lin, R., C. Y. Lin, y J. Wong. “An Application of Multidimensional Scaling in Product Semantics.”
International Journal of Industrial Engineering 18 (1996): 193-204.
Logan, R. J., S. Augaitis, y T. Renk. “design of Simplified Television Remote Cotrols: A Case for Behaivoral
and Emotional Usuability.” Proceedings of the Human Factors and Ergonomics Society 38th Annual Meeting,
1994, pp. 365-369.
Maduri, O. “Design Planning of an Off Highway truck –A QFD Approach.” In Quality Through Engineering
Design eds. W. Kuo y M. M. Pierson. Amsterdam: Elsevier Science Publishers, 1993.
McClelland, I. “marketing Ergonomics to Industrial Designers.” Ergonomics 33, no. 4 (1990):33-398.

366
Mital A., y S. Anand. “Concurrent Design of Products and Ergonomic Considerations.” Journal of Design
and Manufacturing 2 (1992): 197-183.
Nagamuchi, M. “Kansai Engineering: A New Ergonomic Consumer Oriented Technolgy for Product
Development.” International Journal of Industrial Ergonomics 15 (1995): 3-11.
Nasser, S. M., y W. E. Souder. “An Interactive Knowledge Based System for Forecasting New Product
Reliability.” Computer and Engeneering 17, nos. 1-4 (1989): 323-326
Nevins, J. L., y D. W. Whitney. Concurrent Design of Products and Processes. New York: McGraw-Hill,
1989.
Nielsen, J. “The Usability Engineering Life Cycle.” Computer (March 1992): 12-22.
Nielsen, J. Usability Engineering. San Diego: Academic Press, 1993a.
Nielsen, J. “Interative User Interface Design.” Computer (November 1993b): 32-41
Nissen, N. F., H. Griese, A. Middendorf, M. H. Pottor, y H. Reichl. “Environmental Assessments of
Electronics: A New Model to Bridge the Gap between Full Life Cycle Evaluations and Product Design.”
IEEE (1997): 182-187.
Parsei, H. R., y W. G. Sullivan. Concurrent Engineering: Contemporary and Modern Design Tools. London:
Journal of Production Research 35, no. 4 (1996): 921-942.

367
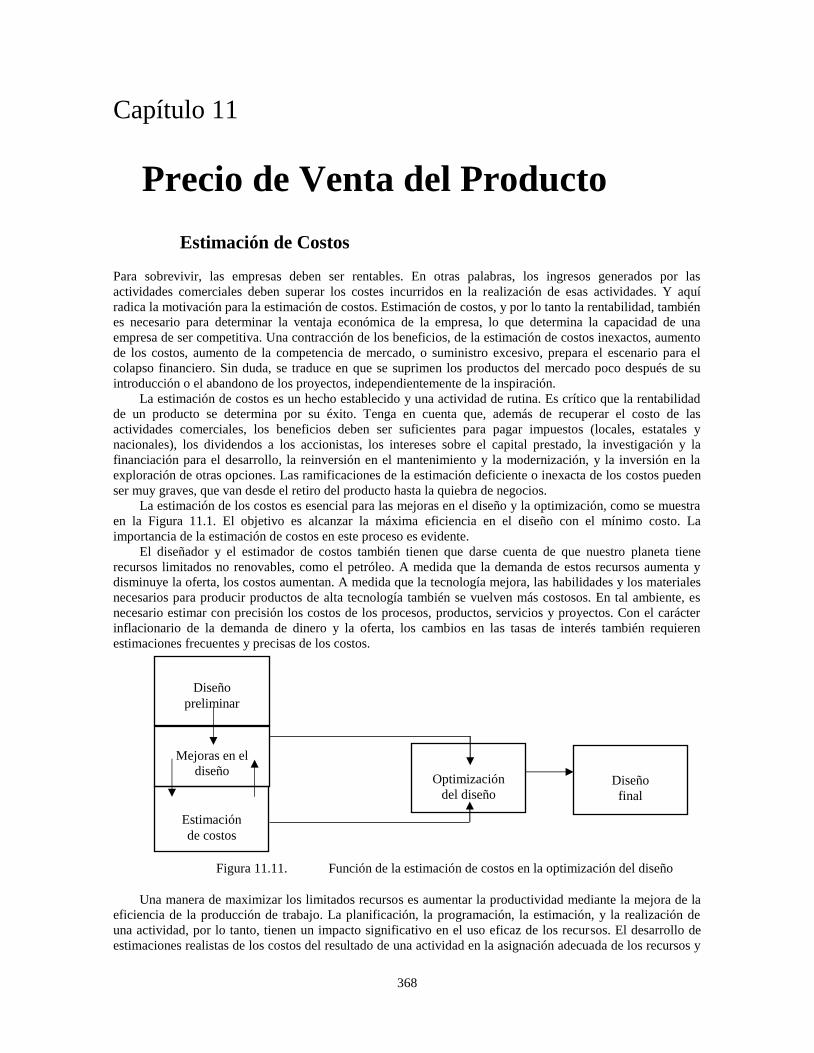
368
Capítulo 11
Precio de Venta del Producto
Estimación de Costos
Para sobrevivir, las empresas deben ser rentables. En otras palabras, los ingresos generados por las
actividades comerciales deben superar los costes incurridos en la realización de esas actividades. Y aquí
radica la motivación para la estimación de costos. Estimación de costos, y por lo tanto la rentabilidad, también
es necesario para determinar la ventaja económica de la empresa, lo que determina la capacidad de una
empresa de ser competitiva. Una contracción de los beneficios, de la estimación de costos inexactos, aumento
de los costos, aumento de la competencia de mercado, o suministro excesivo, prepara el escenario para el
colapso financiero. Sin duda, se traduce en que se suprimen los productos del mercado poco después de su
introducción o el abandono de los proyectos, independientemente de la inspiración.
La estimación de costos es un hecho establecido y una actividad de rutina. Es crítico que la rentabilidad
de un producto se determina por su éxito. Tenga en cuenta que, además de recuperar el costo de las
actividades comerciales, los beneficios deben ser suficientes para pagar impuestos (locales, estatales y
nacionales), los dividendos a los accionistas, los intereses sobre el capital prestado, la investigación y la
financiación para el desarrollo, la reinversión en el mantenimiento y la modernización, y la inversión en la
exploración de otras opciones. Las ramificaciones de la estimación deficiente o inexacta de los costos pueden
ser muy graves, que van desde el retiro del producto hasta la quiebra de negocios.
La estimación de los costos es esencial para las mejoras en el diseño y la optimización, como se muestra
en la Figura 11.1. El objetivo es alcanzar la máxima eficiencia en el diseño con el mínimo costo. La
importancia de la estimación de costos en este proceso es evidente.
El diseñador y el estimador de costos también tienen que darse cuenta de que nuestro planeta tiene
recursos limitados no renovables, como el petróleo. A medida que la demanda de estos recursos aumenta y
disminuye la oferta, los costos aumentan. A medida que la tecnología mejora, las habilidades y los materiales
necesarios para producir productos de alta tecnología también se vuelven más costosos. En tal ambiente, es
necesario estimar con precisión los costos de los procesos, productos, servicios y proyectos. Con el carácter
inflacionario de la demanda de dinero y la oferta, los cambios en las tasas de interés también requieren
estimaciones frecuentes y precisas de los costos.
Figura 11.11. Función de la estimación de costos en la optimización del diseño
Una manera de maximizar los limitados recursos es aumentar la productividad mediante la mejora de la
eficiencia de la producción de trabajo. La planificación, la programación, la estimación, y la realización de
una actividad, por lo tanto, tienen un impacto significativo en el uso eficaz de los recursos. El desarrollo de
estimaciones realistas de los costos del resultado de una actividad en la asignación adecuada de los recursos y
Diseño
preliminar
Mejoras en el
diseño
Estimación
de costos
Optimización
del diseño Diseño
final
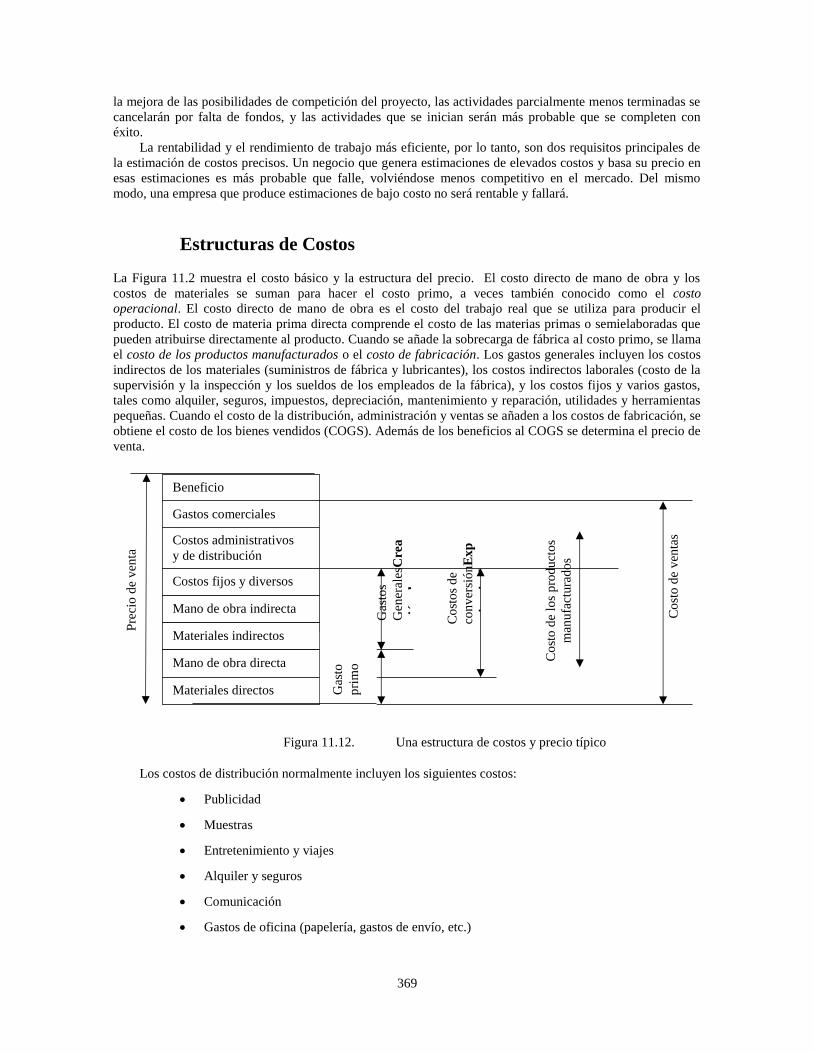
369
la mejora de las posibilidades de competición del proyecto, las actividades parcialmente menos terminadas se
cancelarán por falta de fondos, y las actividades que se inician serán más probable que se completen con
éxito.
La rentabilidad y el rendimiento de trabajo más eficiente, por lo tanto, son dos requisitos principales de
la estimación de costos precisos. Un negocio que genera estimaciones de elevados costos y basa su precio en
esas estimaciones es más probable que falle, volviéndose menos competitivo en el mercado. Del mismo
modo, una empresa que produce estimaciones de bajo costo no será rentable y fallará.
Estructuras de Costos
La Figura 11.2 muestra el costo básico y la estructura del precio. El costo directo de mano de obra y los
costos de materiales se suman para hacer el costo primo, a veces también conocido como el costo
operacional. El costo directo de mano de obra es el costo del trabajo real que se utiliza para producir el
producto. El costo de materia prima directa comprende el costo de las materias primas o semielaboradas que
pueden atribuirse directamente al producto. Cuando se añade la sobrecarga de fábrica al costo primo, se llama
el costo de los productos manufacturados o el costo de fabricación. Los gastos generales incluyen los costos
indirectos de los materiales (suministros de fábrica y lubricantes), los costos indirectos laborales (costo de la
supervisión y la inspección y los sueldos de los empleados de la fábrica), y los costos fijos y varios gastos,
tales como alquiler, seguros, impuestos, depreciación, mantenimiento y reparación, utilidades y herramientas
pequeñas. Cuando el costo de la distribución, administración y ventas se añaden a los costos de fabricación, se
obtiene el costo de los bienes vendidos (COGS). Además de los beneficios al COGS se determina el precio de
venta.
Figura 11.12. Una estructura de costos y precio típico
Los costos de distribución normalmente incluyen los siguientes costos:
Publicidad
Muestras
Entretenimiento y viajes
Alquiler y seguros
Comunicación
Gastos de oficina (papelería, gastos de envío, etc.)
Pre
cio
de
ven
ta
Co
sto
de
ven
tas
Gas
tos
Gen
eral
esC
rea
ció
n d
e
Co
sto
s d
e
con
ver
sió
nE
xp
erie
nci
a d
e
Co
sto
de
los
pro
du
cto
s
man
ufa
ctura
do
s
Beneficio
Gastos comerciales
Costos administrativos
y de distribución
Costos fijos y diversos
Mano de obra indirecta
Materiales indirectos
Mano de obra directa
Materiales directos
Gas
to
pri
mo
370
Carga
Gastos de venta diversos
Los gastos de administración incluyen:
Sueldos administrativos y de oficina
Alquiler y seguros
Contabilidad y gastos legales
Gastos de comunicaciones
Gastos de oficina
Ingeniería
Gastos administrativos diversos
Los gastos de comercialización por lo general incluyen los costos de los sueldos del personal de ventas y
comisiones a los distribuidores, y los costos de garantía.
La Tabla 11.1 define los términos utilizados en la discusión de diversos tipos de costos. Los siguientes
son ejemplos de los diferentes tipos de costos fijos:
La depreciación de los inmuebles, maquinaria y equipo
Las primas de seguros (incendio, robo, inundaciones y riesgos profesionales)
Impuestos de la propiedad (a veces los estados y las comunidades dan incentivos fiscales a
las empresas industriales para atraerlos)
Los intereses sobre el capital de inversión (costo de pedir dinero prestado)
Fábrica indirecta de costos laborales (salarios del personal de seguridad, de oficina, de
limpieza, personal de contabilidad de secretaría, etc.)
Costo de Ingeniería (diseño y otro personal de ingeniería, y I+D)
El costo de alquiler o arrendamiento (edificios, equipos, etc.)
El costo de los suministros generales (material utilizado por mano de obra indirecta, por
ejemplo, la copia, papelería y formularios)
Los gastos administrativos y de gestión (sueldos y salarios pagados al personal jurídico y
empresarial)
Los gastos de comercialización y ventas (sueldos y salarios pagados a marketing y personas
de ventas, transporte y gastos de envío, alquiler de almacenes, y teléfono)
Los distintos costos variables de interés son:
Costo de materiales
Costos de mano de obra (incluyendo supervisión de producción)
Costo de energía (potencia, gasolina y aceite)
Costo de utilidades (agua y drenaje)
Costo de mantenimiento al equipo de producción
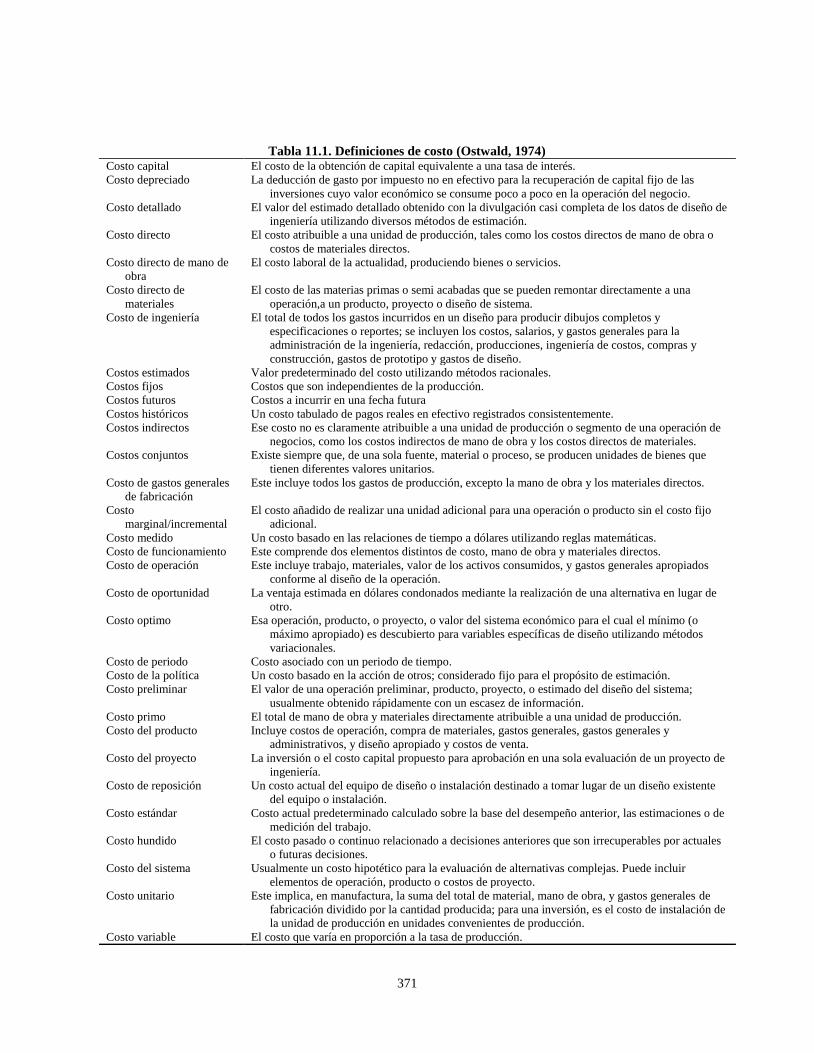
371
Tabla 11.1. Definiciones de costo (Ostwald, 1974) Costo capital El costo de la obtención de capital equivalente a una tasa de interés.
Costo depreciado La deducción de gasto por impuesto no en efectivo para la recuperación de capital fijo de las
inversiones cuyo valor económico se consume poco a poco en la operación del negocio.
Costo detallado El valor del estimado detallado obtenido con la divulgación casi completa de los datos de diseño de
ingeniería utilizando diversos métodos de estimación.
Costo directo El costo atribuible a una unidad de producción, tales como los costos directos de mano de obra o
costos de materiales directos.
Costo directo de mano de
obra
El costo laboral de la actualidad, produciendo bienes o servicios.
Costo directo de
materiales
El costo de las materias primas o semi acabadas que se pueden remontar directamente a una
operación,a un producto, proyecto o diseño de sistema.
Costo de ingeniería El total de todos los gastos incurridos en un diseño para producir dibujos completos y
especificaciones o reportes; se incluyen los costos, salarios, y gastos generales para la
administración de la ingeniería, redacción, producciones, ingeniería de costos, compras y
construcción, gastos de prototipo y gastos de diseño.
Costos estimados Valor predeterminado del costo utilizando métodos racionales.
Costos fijos Costos que son independientes de la producción.
Costos futuros Costos a incurrir en una fecha futura
Costos históricos Un costo tabulado de pagos reales en efectivo registrados consistentemente.
Costos indirectos Ese costo no es claramente atribuible a una unidad de producción o segmento de una operación de
negocios, como los costos indirectos de mano de obra y los costos directos de materiales.
Costos conjuntos Existe siempre que, de una sola fuente, material o proceso, se producen unidades de bienes que
tienen diferentes valores unitarios.
Costo de gastos generales
de fabricación
Este incluye todos los gastos de producción, excepto la mano de obra y los materiales directos.
Costo
marginal/incremental
El costo añadido de realizar una unidad adicional para una operación o producto sin el costo fijo
adicional.
Costo medido Un costo basado en las relaciones de tiempo a dólares utilizando reglas matemáticas.
Costo de funcionamiento Este comprende dos elementos distintos de costo, mano de obra y materiales directos.
Costo de operación Este incluye trabajo, materiales, valor de los activos consumidos, y gastos generales apropiados
conforme al diseño de la operación.
Costo de oportunidad La ventaja estimada en dólares condonados mediante la realización de una alternativa en lugar de
otro.
Costo optimo Esa operación, producto, o proyecto, o valor del sistema económico para el cual el mínimo (o
máximo apropiado) es descubierto para variables específicas de diseño utilizando métodos
variacionales.
Costo de periodo Costo asociado con un periodo de tiempo.
Costo de la política Un costo basado en la acción de otros; considerado fijo para el propósito de estimación.
Costo preliminar El valor de una operación preliminar, producto, proyecto, o estimado del diseño del sistema;
usualmente obtenido rápidamente con un escasez de información.
Costo primo El total de mano de obra y materiales directamente atribuible a una unidad de producción.
Costo del producto Incluye costos de operación, compra de materiales, gastos generales, gastos generales y
administrativos, y diseño apropiado y costos de venta.
Costo del proyecto La inversión o el costo capital propuesto para aprobación en una sola evaluación de un proyecto de
ingeniería.
Costo de reposición Un costo actual del equipo de diseño o instalación destinado a tomar lugar de un diseño existente
del equipo o instalación.
Costo estándar Costo actual predeterminado calculado sobre la base del desempeño anterior, las estimaciones o de
medición del trabajo.
Costo hundido El costo pasado o continuo relacionado a decisiones anteriores que son irrecuperables por actuales
o futuras decisiones.
Costo del sistema Usualmente un costo hipotético para la evaluación de alternativas complejas. Puede incluir
elementos de operación, producto o costos de proyecto.
Costo unitario Este implica, en manufactura, la suma del total de material, mano de obra, y gastos generales de
fabricación dividido por la cantidad producida; para una inversión, es el costo de instalación de
la unidad de producción en unidades convenientes de producción.
Costo variable El costo que varía en proporción a la tasa de producción.
372
Información
La estimación precisa de los costos requiere de información confiable. El flujo de información debe ser in
interrumpida, oportuna, coherente, exhaustiva y simple. Por lo general, tres tipos de información son
importantes: histórico, medido, y política. La información de los informes internos es histórica y típicamente
incluida en los informes de contabilidad. El dinero gastado en materiales, mano de obra y gastos tales como
los servicios públicos se registra en los libros, a través de los registros contables, y está disponible a través de
los contadores de la empresa. La información general medida está en dimensiones de dólares o tiempo, como
las cantidades de materiales, calculados a partir de los dibujos. La información política se fija en la naturaleza
e incluye información como asentamientos de unión de gestión de salarios, impuestos de Seguro Social y el
seguro de responsabilidad civil. Otras formas de información incluyen dibujos, especificaciones, horarios de
producción, planes de manufactura, registros de producción hora-trabajo, manuales, otras referencias
publicadas, conocimiento personal de las operaciones y encuestas de mercado e industriales.
Las fuentes de información son varias y pueden ser clasificadas como internas y externas. Entre las
internas están:
El departamento de contabilidad (libros de contabilidad y costos)
Departamento del personal (contratos de unión y acuerdos de salarios)
Departamentos de operaciones (monitoreo, scrap, reparos, eficiencia, tiempo muerto, y
costos de equipo)
Departamento de compras (reglamentos, hacer o comprar, proveedores, costos de materiales,
tamaño de la orden, vendedores, y política de transporte)
Ventas y marketing (precio del producto, demanda de mercado, ventas, análisis de
consumidor, publicidad, lealtad a la marca, y prueba de mercado)
Entre las fuentes de información externas están las agencias de gobierno, agencias internacionales,
firmas de negocios, asociaciones comerciales, y publicaciones. Las fuentes de gobierno proveen una amplia
variedad de factores económicos básicos y tendencias. La Oficina de Estadísticas Laborales, por ejemplo,
provee elementos de costos en los precios de los materiales y de la mano de obra. La oficina encuesta a los
mercados de trabajo y proporciona información sobre los movimientos de los salarios para un máximo de 60
grupos ocupacionales, la variedad de beneficios, y las prácticas de trabajo. La Oficina de Economía
Empresarial en el Departamento de Comercio de los Estados Unidos provee información en el producto
interno bruto, una relación insumo-producto simple, el cual es una medida de la productividad. La medida de
la producción es en dólares constantes y la medida de entrada es horas trabajadas.
Muchas agencias internacionales proveen información similar acerca de otros países. Entre las agencias
que proveen información en el comercio, el flujo de fondos, el porcentaje de trabajo y las finanzas
internacionales están la Organización Internacional del Trabajo, las Naciones Unidas, y muchos bancos
internacionales.
Costos y datos financieros también están disponibles de muchas firmas de negocios a través de su
ingreso anual y reportes de gastos. Datos económicos están disponibles a través de boletines mensuales de los
bancos del distrito Federal de la Reserva. Otras fuentes de información son la Cámara de Comercio, Bancos
Federales de Préstamos Hipotecarios, Instituciones de ahorro y préstamo, analistas de negocios y
organizaciones de investigación de mercado, universidades, y entidades de búsqueda y desarrollo.
Las asociaciones comerciales y las publicaciones de negocios son otras fuentes de información
económica. Entre los más conocidos están la Asociación Nacional de Constructores de Máquina Herramienta,
el Instituto Americano de Construcción en Acero, Índice del Costo de Equipo Marshall y Stevens, Ingeniería
News-Record y el Registro Thomas.
373
Estimación de Costos
Independientemente de la fuente de los datos de costos (histórica, medida, o política), debe haber un método
uniforme de la distribución de los costos antes de que un diseño de ingeniería pueda ser estimado. La
información de la estructuración de costos es un proceso de agrupación como hechos sobre una referencia
común sobre la base de similitudes, atributos o relaciones. Una vez que la información de costos se clasifica,
se resume. A veces, se utiliza una lista maestra de códigos de costos. Materiales, suministros, costos de
equipos, y similares, son costos asignados de los documentos originales y dado el número de código
apropiado.
En las siguientes secciones, se discute cómo se calculan los costos directos de mano de obra, materiales
directos y gastos generales (indirectos).
11.4.1 COSTOS DIRECTOS DE MANO DE OBRA
Para determinar el costo directo de mano de obra, tenemos que saber dos cosas: el tiempo que tarda en
completar la tarea y el salario. La determinación del tiempo que se tarda en completar la tarea entra dentro del
ámbito de estudio del tiempo y ha recibido considerable atención. Cualquier texto en movimiento y el tiempo
de estudio se puede utilizar para conocer los detalles del equipamiento del tiempo de estudio y el
procedimiento utilizado para determinar el tiempo que se tarda en completar la tarea (por ejemplo, Niebel y
Freivalds, 2002). El procedimiento se describe brevemente y en términos simples abajo.
El primer paso para determinar el tiempo requerido es observar la tarea realizada y registrar el tiempo
que toma en completar un ciclo entero de la tarea. El tiempo para un número de ciclos de la tarea se registra y
se promedia (en general, el número de ciclos de tarea grabados deben ser suficiente para incluir la mayoría de
las variaciones en el método y el ritmo del operador). Este tiempo de ciclo promedio es llamado el tiempo
observado. Este tiempo observado se modifica multiplicándolo por un factor llamado rating. El rating es el
ritmo al cual el operador que está siendo observado trabaja. Un trabajador normal (alguien que es "adecuado
motivado" y tiene "una experiencia adecuada") se considera para trabajar a un ritmo normal, o el 100% de
rating. Un trabajador que trabaja más rápido que un trabajador normal tiene un rating más alto, mientras que
alguien que trabaja a un ritmo más lento tiene un rating más bajo.Esto permite un tiempo normal más largo si
el trabajador observado está trabajando más rápido y más corto el tiempo normal si el trabajador observado
está trabajando más lento que un trabajador normal. Cuando el tiempo observado se multiplica por el rating, el
tiempo resultante se denomina tiempo normal.Este tiempo normal se modifica mediante la adición de
prestaciones para las necesidades personales, retrasos inevitables, y la fatiga (PDF) para determinar el tiempo
estándar. El tiempo estándar es también conocido como trabajo estándar. Las siguientes relaciones aclaran la
forma en que se desarrolló la el trabajo estándar:
Tiempo promedio observado = (Tiempo total para X ciclos completos de la tarea/X)
Tiempo normal = Tiempo promedio observado x Rating
Tiempo estándar = (Tiempo normal)/(1 – prestaciones PDF)
Las prestaciones PDF son la fracción del tiempo normal dedicado a las necesidades personales, retrasos
inevitables, y la recuperación de la fatiga. El tiempo estándar puede ser expresado en segundos, minutos u
horas.
El tiempo estándar puede ser utilizado para determinar la producción por hora en términos del número de
piezas como sigue:
Piezas por hora = 60/Tiempo estándar en minutos
Salida estándar/Dia = [(Piezas/Hora) x 8 horas] piezas
De lo anterior, el costo directo de mano de obra puede ser calculado como sigue:
Costo directo de mano de obra/pieza = Salario ($/hr) x Tiempo estándar (hr)/pieza
Costo directo de mano de obra/Dia = (# Piezas/Dia) x [Tiempo std (Hora/Pieza)] x Salario ($/Hra)
374
Note que el salario puede o no puede incluir el costo de los beneficios complementarios. Si dicho costo
no está incluido, el salario debe modificarse para acomodarlo. El salario actual en este caso es:
Salario actual = Salario x (1 + F + U + W + H),
Donde
F = fracción FICA,
U = fracción de compensación por desempleo
W = fracción de compensación de trabajadores
H = Salud y otra fracción de Compensación de Seguros
Algunas veces, es necesario modificar el tiempo por unidad para tener en cuenta el efecto de
aprendizaje. Esto se puede hacer de la siguiente manera:
Tiempo, T, por pieza después de una producción acumulada:
P = T0 x Pn
Donde
P = Producción acumulada
T0= Tiempo para realizar la primera unidad
n = El efecto de aprendizaje
Puede no ser posible observar el trabajo realizado para establecer estándares de trabajo, por ejemplo,
cuando se está planificando las instalaciones de producción y el trabajo no existe. En dicha situación, se
recomienda que se utilice un sistema predeterminado de tiempos de movimiento (PMTS). Diversos tipos de
PMTS están disponibles. Entre los más populares están el MTM, PMTS, y el factor de trabajo PMTS; el
MTM es el más popular en los Estados Unidos.
El análisis MTM requiere que un trabajo, o una operación, se dividan en elementos fundamentales. El
tiempo para estos elementos fundamentales es predeterminado y disponible en tablas ampliamente publicadas.
El tiempo para el trabajo está determinado por la suma de tiempos de todos los elementos. Las asignaciones
PDF deben añadirse como se muestra para el establecimiento de normas de trabajo.
Otra técnica útil para determinar el tiempo necesario para realizar una tarea cuando varias personas
trabajan en la tarea, o el trabajo es de carácter no repetitivo, es el muestreo de trabajo. Este método requiere
observación de la actividad en tiempos aleatorios y notar si la persona(as) está dedicada o no en la realización
de la actividad. El número de observaciones puede ser determinado estadísticamente de la distribución
normal. Basado en si la persona está ocupada o no, una fracción p, indicando la proporción de veces que la
persona está ocupada, se determina como sigue:
p = (# de veces que una persona se dedica a la actividad/# total de observaciones)
Una vez que el valor de p es establecido, puede ser utilizado para determinar el tiempo actual para el
trabajo. Por ejemplo, uno puede estar interesado en conocer el tiempo que se necesita solo en pintar una casa,
y no en la preparación de la pintura o la limpieza después de pintar. Permítanos decir que el observador
encontró que, durante un período de cuatro semanas, esta persona se encontraba pintando la casa el 70% del
tiempo. En otras palabras, p se observó que era 0,70. La persona trabajó ocho horas durante cinco días cada
semana y pintó cuatro casas. El tiempo para realmente pintar la casa es:
[(0.7 x 8 horas x 5 días x 4 semanas)/4 casas] = 28 horas/casa
Si varias personas estuvieran dedicadas a la tarea, el tiempo se puede determinar de manera similar.
La Asociación MTM para estándares e investigación, localizada en Des Plains, Illinois, la asociación
desarrolla estándares globales para el manejo de tiempos para diversas actividades manufactureras. Estas
normas de tiempos pueden usarse para estimar horas de mano de obra requeridas para diferentes actividades
manufactureras. Las Tablas 11.2 a la 11.5 proporcionan ejemplos basados en MTM de tiempos estándar para
algunas actividades manufactureras (ejemplos tomados de Stewart, 1991).
375
11.4.2 COSTOS DIRECTOS DE MATERIAL
La lista de materiales es esencial para determinar las cantidades de materiales necesarios, ya que por lo
general contiene los kilos, metros cúbicos o cuadrados, pies de mesa, pies cuadrados, galones o pies lineales
de los materiales requeridos. El siguiente paso es aplicar el precio apropiado por unidad de material o aplicar
el costo a esta cantidad para desarrollar el costo del material de la siguiente manera:
Costo de materiales por una unidad ($/unidad) = W(1 + L1+ L2 + L3) P – R
Ejemplos de Estándares de Tiempo de corte de las materias primas
Configuración de la sierra de banda o sierra de potencia: 0.1 horas
Recoger material, la posición de la sierra, sacar la sierra (tamaño parte = 1
pulg a 2 pies)
0.05 –0.50 min
Lámina mojada por un corte interno (sierra de cinta) 3.5 min
Abrir guardia, romper lámina, quite deslizante, poner lámina, moler
extremos de la hoja de sierra, abrazadera de la hoja en dispositivos de
soldadura, soldadura, recocido, abra la pinza de soldadura suave, poner
sierra en poleas y guías, ajustar sierra, cerrar guardia.
Minutos/pulgadas
Material blando Material duro
Tiempo requerido para cortar 1 pg. de metal (Sierra de banda)
1/8 pg. material grueso 0.02 0.50
Tiempo requerido para cortar 1 pg. de metal(Sierra de potencia)
1 pg. material grueso 0.30 1.15
3 pg. material grueso 2.55 10.50
6 pg. material grueso 10.40 42.50
Donde
W = Peso en libras por unidad, o en dimensiones compatible al precio P
P = Precio por libra de material, o por unidad de longitud o volumen
R = Precio de unidad de material rescatado por unidad ($)
L1= Pérdidas debido al scrap, en fracciones
L2 = Pérdidas debido al desgaste, en fracciones
L3 = Pérdidas por contracción, en fracciones
En caso de que la materia prima esté en forma de hoja, el costo del material sería de la siguiente manera:
Costo de material para una unidad ($/unidad) = Ancho de stock x Espesor stock x Largo de Blank x P
Donde P = precio del material en $/unidad de volumen. Del mismo modo otras unidades de medición se
pueden utilizar para calcular los costos de material.
Algunas veces, materiales contractuales son utilizados. Estos materiales son comprados en diferentes
tiempos con diferentes costos especialmente para manufacturar un cierto producto. Para determinar el costo
del material, uno puede utilizar diversas reglas: costo primero en entrar/primero en salir; costo de último en
entrar/último en salir, el costo actual, o el costo real. Los tres primeros métodos no proporcionan una
verdadera representación del costo real, incluso en el primer método, si el tiempo de almacenamiento es largo,
el costo no es necesariamente el mismo que el precio de mercado actual.
El método del precio actual requiere cálculo del costo equivalente y funciona de la siguiente manera:
Costo Equivalente = (Σ Ci Ai ) / ΣAi
donde i (el número de lote) = 1 – n; y A es la unidad en dimensiones compatible al costo de C.
Algunas veces, en la ausencia de un diseño especifico, las matemáticas deben ser utilizadas para
determinar el costo. El siguiente ejemplo tomado de Ostwald (1974), demuestra este punto. El peso de la
concha de un recipiente a presión se da como
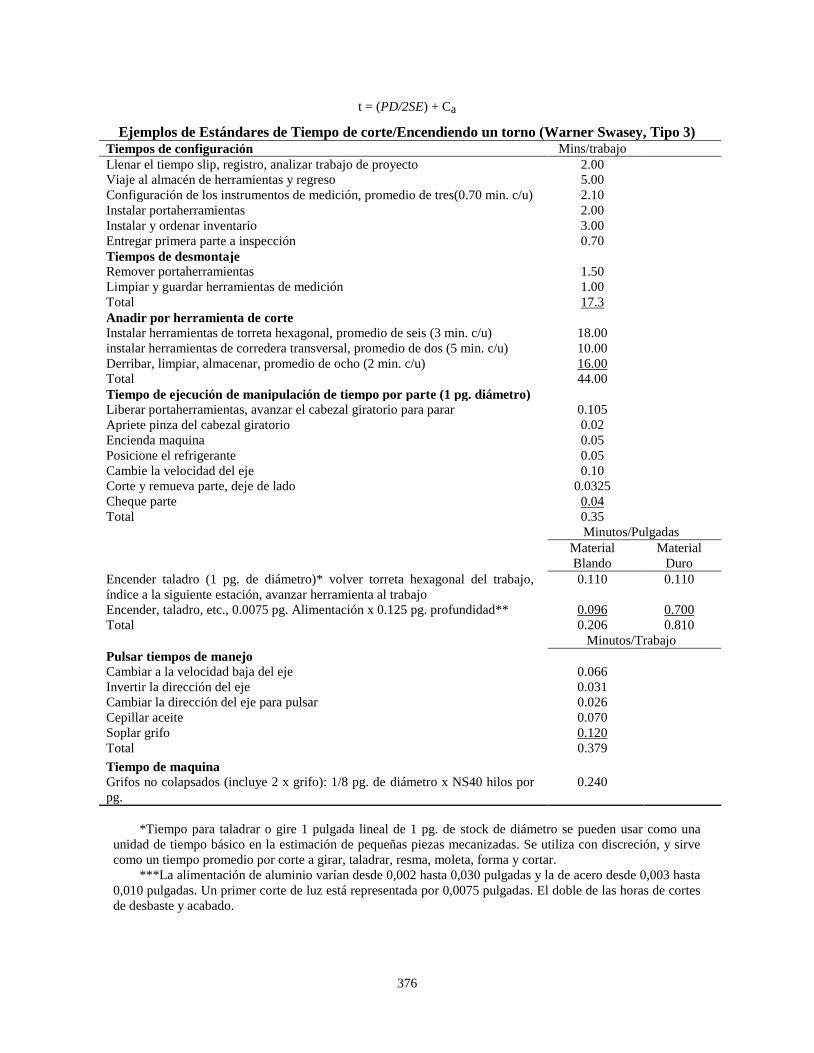
376
t = (PD/2SE) + Ca
Ejemplos de Estándares de Tiempo de corte/Encendiendo un torno (Warner Swasey, Tipo 3) Tiempos de configuración Mins/trabajo
Llenar el tiempo slip, registro, analizar trabajo de proyecto 2.00
Viaje al almacén de herramientas y regreso 5.00
Configuración de los instrumentos de medición, promedio de tres(0.70 min. c/u) 2.10
Instalar portaherramientas 2.00
Instalar y ordenar inventario 3.00
Entregar primera parte a inspección 0.70
Tiempos de desmontaje
Remover portaherramientas 1.50
Limpiar y guardar herramientas de medición 1.00
Total 17.3
Anadir por herramienta de corte
Instalar herramientas de torreta hexagonal, promedio de seis (3 min. c/u) 18.00
instalar herramientas de corredera transversal, promedio de dos (5 min. c/u) 10.00
Derribar, limpiar, almacenar, promedio de ocho (2 min. c/u) 16.00
Total 44.00
Tiempo de ejecución de manipulación de tiempo por parte (1 pg. diámetro)
Liberar portaherramientas, avanzar el cabezal giratorio para parar 0.105
Apriete pinza del cabezal giratorio 0.02
Encienda maquina 0.05
Posicione el refrigerante 0.05
Cambie la velocidad del eje 0.10
Corte y remueva parte, deje de lado 0.0325
Cheque parte 0.04
Total 0.35
Minutos/Pulgadas
Material
Blando
Material
Duro
Encender taladro (1 pg. de diámetro)* volver torreta hexagonal del trabajo,
índice a la siguiente estación, avanzar herramienta al trabajo
0.110 0.110
Encender, taladro, etc., 0.0075 pg. Alimentación x 0.125 pg. profundidad** 0.096 0.700
Total 0.206 0.810
Minutos/Trabajo
Pulsar tiempos de manejo
Cambiar a la velocidad baja del eje 0.066
Invertir la dirección del eje 0.031
Cambiar la dirección del eje para pulsar 0.026
Cepillar aceite 0.070
Soplar grifo 0.120
Total 0.379
Tiempo de maquina
Grifos no colapsados (incluye 2 x grifo): 1/8 pg. de diámetro x NS40 hilos por
pg.
0.240
*Tiempo para taladrar o gire 1 pulgada lineal de 1 pg. de stock de diámetro se pueden usar como una
unidad de tiempo básico en la estimación de pequeñas piezas mecanizadas. Se utiliza con discreción, y sirve
como un tiempo promedio por corte a girar, taladrar, resma, moleta, forma y cortar.
***La alimentación de aluminio varían desde 0,002 hasta 0,030 pulgadas y la de acero desde 0,003 hasta
0,010 pulgadas. Un primer corte de luz está representada por 0,0075 pulgadas. El doble de las horas de cortes
de desbaste y acabado.
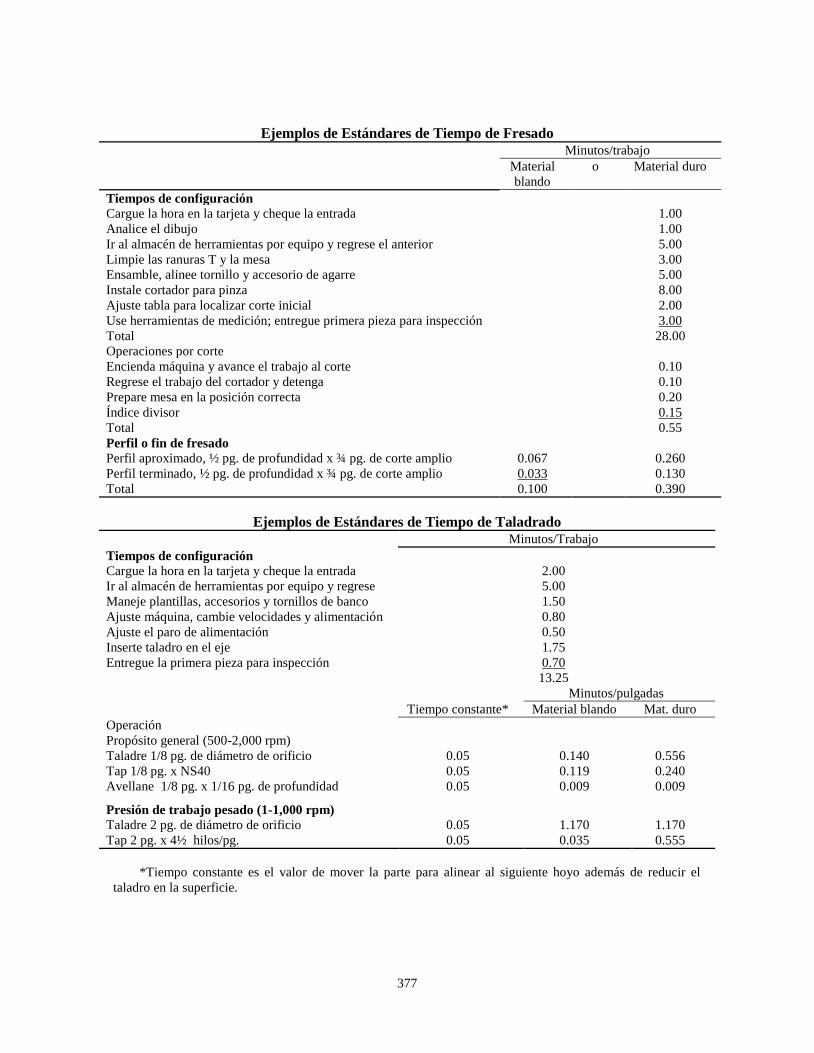
377
Ejemplos de Estándares de Tiempo de Fresado
Minutos/trabajo
Material
blando
o Material duro
Tiempos de configuración
Cargue la hora en la tarjeta y cheque la entrada 1.00
Analice el dibujo 1.00
Ir al almacén de herramientas por equipo y regrese el anterior 5.00
Limpie las ranuras T y la mesa 3.00
Ensamble, alinee tornillo y accesorio de agarre 5.00
Instale cortador para pinza 8.00
Ajuste tabla para localizar corte inicial 2.00
Use herramientas de medición; entregue primera pieza para inspección 3.00
Total 28.00
Operaciones por corte
Encienda máquina y avance el trabajo al corte 0.10
Regrese el trabajo del cortador y detenga 0.10
Prepare mesa en la posición correcta 0.20
Índice divisor 0.15
Total 0.55
Perfil o fin de fresado
Perfil aproximado, ½ pg. de profundidad x ¾ pg. de corte amplio 0.067 0.260
Perfil terminado, ½ pg. de profundidad x ¾ pg. de corte amplio 0.033 0.130
Total 0.100 0.390
Ejemplos de Estándares de Tiempo de Taladrado
Minutos/Trabajo
Tiempos de configuración
Cargue la hora en la tarjeta y cheque la entrada 2.00
Ir al almacén de herramientas por equipo y regrese 5.00
Maneje plantillas, accesorios y tornillos de banco 1.50
Ajuste máquina, cambie velocidades y alimentación 0.80
Ajuste el paro de alimentación 0.50
Inserte taladro en el eje 1.75
Entregue la primera pieza para inspección 0.70
13.25
Minutos/pulgadas
Tiempo constante* Material blando Mat. duro
Operación
Propósito general (500-2,000 rpm)
Taladre 1/8 pg. de diámetro de orificio 0.05 0.140 0.556
Tap 1/8 pg. x NS40 0.05 0.119 0.240
Avellane 1/8 pg. x 1/16 pg. de profundidad 0.05 0.009 0.009
Presión de trabajo pesado (1-1,000 rpm)
Taladre 2 pg. de diámetro de orificio 0.05 1.170 1.170
Tap 2 pg. x 4½ hilos/pg. 0.05 0.035 0.555
*Tiempo constante es el valor de mover la parte para alinear al siguiente hoyo además de reducir el
taladro en la superficie.

378
Donde
t = Espesor de la pared del vaso
D =Promedio del diámetro interior/exterior del vaso en pulgadas
E = Eficiencia de la unión
P = Presión en libras/pulg.2
S = Tensión máxima de trabajo (lb/pg.2)
Ca = Tolerancia a la corrosión
Una segunda relación da: El costo por vaso (acero) =KΔCtL
K = Densidad del material (lbs/pg.3)
Δ = El costo por libra de acero
C = Circunferencia principal (pg.)
L = longitud (pg.)
Dada una tolerancia a la corrosión para el acero al carbono de 1/16 de pulgada; S = 10,000 libras/pg.2, D =
22, E = 1 para la estructura soldada, P = 25 libras/pg.2, Δ = 0.28, K = 0.245, y
L = 18 pies:
t = (25 x 22/2 x 10,000) + 0.062 = 0.090 pulgadas.
Esto da el costo del material (sin residuos) = 0.245 x 0.28 x 0.090 x 216 = $92.02.
Si una tolerancia de residuos del 40% es usada, el costo total del material =
1.40x 92.02 = $128.83.
Algunas veces, el costo de un material anterior es conocido pero no el costo actual. En dichas situaciones
el costo indexado debe ser utilizado de la siguiente manera:
Costo actual = Costo en el tiempo anterior x (Índice actual/Índice en el tiempo del costo ant.)
El Índice de Precio del consumidor puede utilizarse como un índice. El Índice de Marshall y Swift se
debe utilizar para equipos industriales.Para determinar el costo de dos equipos similares pero de distintos
tamaños (capacidad), la "regla de seis décimas" se puede utilizar:
C2 = C1(S2/S1)
donde los valores de C son los costos y los valores de S son el tamaño (o capacidad) de los equipos.
A menudo, las ecuaciones de regresión (véase el Capítulo 12), pueden ser utilizadas para estimar el costo del
material. El costo se determina de la siguiente manera:
Costo = function (caballos de fuerza, por ejemplo)
11.4.3 COSTOS INDIRECTOS O GENERALES
Costo general o indirecto es la porción del costo que no puede ser claramente asociado con una operación en
particular, producto, proyecto o sistema y debe ser prorrateado entre todas las unidades de costo sobre una
base arbitraria. Como se dijo anteriormente, los costos indirectos incluyen la mano de obra indirecta y el costo
indirecto de materiales y algunos gastos fijos y diversos. Algunos de los métodos usados para distribuir los
gastos generales de fábrica a los costos del trabajo son:
Gastos generales aplicados sobre la base de horas directas de mano de obra.
Gastos generales aplicados sobre la base de los costos directoslaborales.
Gastos generales aplicados sobre la base del costo primo.
Gastos generales aplicados sobre la base de las horas de la máquina.
Utilizando estos métodos, la tasa de gastos generales es calculada de la siguiente manera:
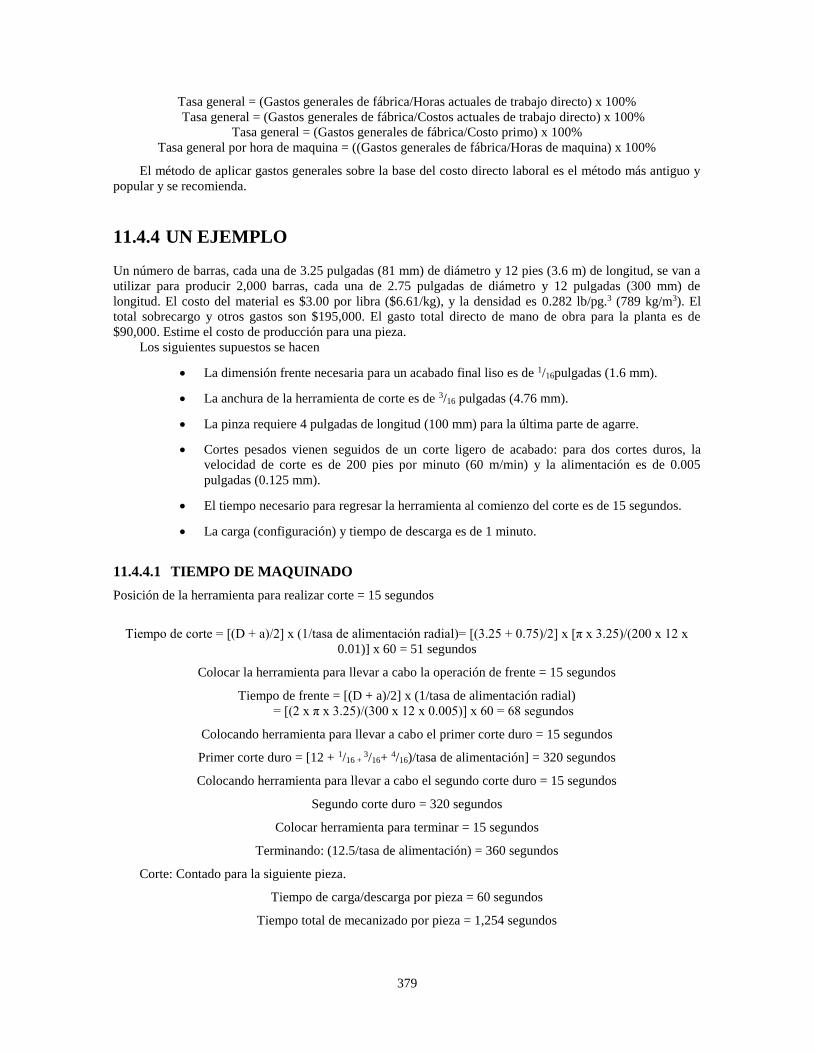
379
Tasa general = (Gastos generales de fábrica/Horas actuales de trabajo directo) x 100%
Tasa general = (Gastos generales de fábrica/Costos actuales de trabajo directo) x 100%
Tasa general = (Gastos generales de fábrica/Costo primo) x 100%
Tasa general por hora de maquina = ((Gastos generales de fábrica/Horas de maquina) x 100%
El método de aplicar gastos generales sobre la base del costo directo laboral es el método más antiguo y
popular y se recomienda.
11.4.4 UN EJEMPLO
Un número de barras, cada una de 3.25 pulgadas (81 mm) de diámetro y 12 pies (3.6 m) de longitud, se van a
utilizar para producir 2,000 barras, cada una de 2.75 pulgadas de diámetro y 12 pulgadas (300 mm) de
longitud. El costo del material es $3.00 por libra ($6.61/kg), y la densidad es 0.282 lb/pg.3 (789 kg/m3). El
total sobrecargo y otros gastos son $195,000. El gasto total directo de mano de obra para la planta es de
$90,000. Estime el costo de producción para una pieza.
Los siguientes supuestos se hacen
La dimensión frente necesaria para un acabado final liso es de 1/16pulgadas (1.6 mm).
La anchura de la herramienta de corte es de 3/16 pulgadas (4.76 mm).
La pinza requiere 4 pulgadas de longitud (100 mm) para la última parte de agarre.
Cortes pesados vienen seguidos de un corte ligero de acabado: para dos cortes duros, la
velocidad de corte es de 200 pies por minuto (60 m/min) y la alimentación es de 0.005
pulgadas (0.125 mm).
El tiempo necesario para regresar la herramienta al comienzo del corte es de 15 segundos.
La carga (configuración) y tiempo de descarga es de 1 minuto.
11.4.4.1 TIEMPO DE MAQUINADO
Posición de la herramienta para realizar corte = 15 segundos
Tiempo de corte = [(D + a)/2] x (1/tasa de alimentación radial)= [(3.25 + 0.75)/2] x [π x 3.25)/(200 x 12 x
0.01)] x 60 = 51 segundos
Colocar la herramienta para llevar a cabo la operación de frente = 15 segundos
Tiempo de frente = [(D + a)/2] x (1/tasa de alimentación radial)
= [(2 x π x 3.25)/(300 x 12 x 0.005)] x 60 = 68 segundos
Colocando herramienta para llevar a cabo el primer corte duro = 15 segundos
Primer corte duro = [12 + 1/16 + 3/16+ 4/16)/tasa de alimentación] = 320 segundos
Colocando herramienta para llevar a cabo el segundo corte duro = 15 segundos
Segundo corte duro = 320 segundos
Colocar herramienta para terminar = 15 segundos
Terminando: (12.5/tasa de alimentación) = 360 segundos
Corte: Contado para la siguiente pieza.
Tiempo de carga/descarga por pieza = 60 segundos
Tiempo total de mecanizado por pieza = 1,254 segundos
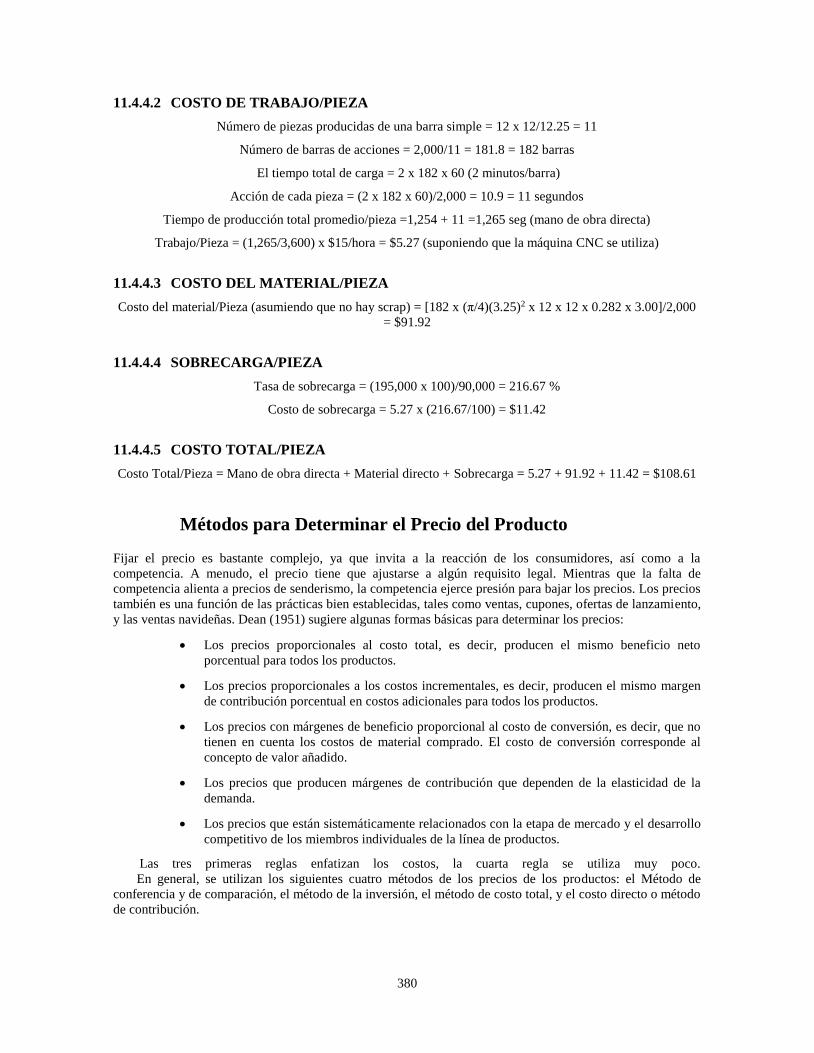
380
11.4.4.2 COSTO DE TRABAJO/PIEZA
Número de piezas producidas de una barra simple = 12 x 12/12.25 = 11
Número de barras de acciones = 2,000/11 = 181.8 = 182 barras
El tiempo total de carga = 2 x 182 x 60 (2 minutos/barra)
Acción de cada pieza = (2 x 182 x 60)/2,000 = 10.9 = 11 segundos
Tiempo de producción total promedio/pieza =1,254 + 11 =1,265 seg (mano de obra directa)
Trabajo/Pieza = (1,265/3,600) x $15/hora = $5.27 (suponiendo que la máquina CNC se utiliza)
11.4.4.3 COSTO DEL MATERIAL/PIEZA
Costo del material/Pieza (asumiendo que no hay scrap) = [182 x (π/4)(3.25)2 x 12 x 12 x 0.282 x 3.00]/2,000
= $91.92
11.4.4.4 SOBRECARGA/PIEZA
Tasa de sobrecarga = (195,000 x 100)/90,000 = 216.67 %
Costo de sobrecarga = 5.27 x (216.67/100) = $11.42
11.4.4.5 COSTO TOTAL/PIEZA
Costo Total/Pieza = Mano de obra directa + Material directo + Sobrecarga = 5.27 + 91.92 + 11.42 = $108.61
Métodos para Determinar el Precio del Producto
Fijar el precio es bastante complejo, ya que invita a la reacción de los consumidores, así como a la
competencia. A menudo, el precio tiene que ajustarse a algún requisito legal. Mientras que la falta de
competencia alienta a precios de senderismo, la competencia ejerce presión para bajar los precios. Los precios
también es una función de las prácticas bien establecidas, tales como ventas, cupones, ofertas de lanzamiento,
y las ventas navideñas. Dean (1951) sugiere algunas formas básicas para determinar los precios:
Los precios proporcionales al costo total, es decir, producen el mismo beneficio neto
porcentual para todos los productos.
Los precios proporcionales a los costos incrementales, es decir, producen el mismo margen
de contribución porcentual en costos adicionales para todos los productos.
Los precios con márgenes de beneficio proporcional al costo de conversión, es decir, que no
tienen en cuenta los costos de material comprado. El costo de conversión corresponde al
concepto de valor añadido.
Los precios que producen márgenes de contribución que dependen de la elasticidad de la
demanda.
Los precios que están sistemáticamente relacionados con la etapa de mercado y el desarrollo
competitivo de los miembros individuales de la línea de productos.
Las tres primeras reglas enfatizan los costos, la cuarta regla se utiliza muy poco.
En general, se utilizan los siguientes cuatro métodos de los precios de los productos: el Método de
conferencia y de comparación, el método de la inversión, el método de costo total, y el costo directo o método
de contribución.
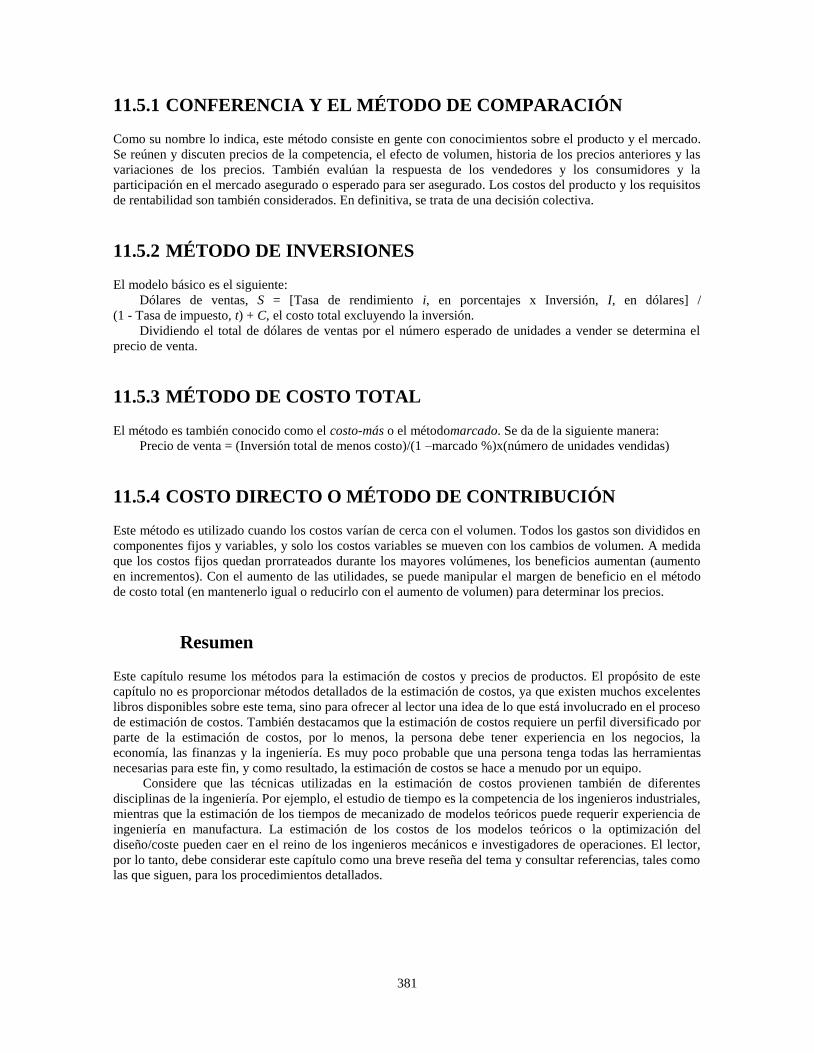
381
11.5.1 CONFERENCIA Y EL MÉTODO DE COMPARACIÓN
Como su nombre lo indica, este método consiste en gente con conocimientos sobre el producto y el mercado.
Se reúnen y discuten precios de la competencia, el efecto de volumen, historia de los precios anteriores y las
variaciones de los precios. También evalúan la respuesta de los vendedores y los consumidores y la
participación en el mercado asegurado o esperado para ser asegurado. Los costos del producto y los requisitos
de rentabilidad son también considerados. En definitiva, se trata de una decisión colectiva.
11.5.2 MÉTODO DE INVERSIONES
El modelo básico es el siguiente:
Dólares de ventas, S = [Tasa de rendimiento i, en porcentajes x Inversión, I, en dólares] /
(1 - Tasa de impuesto, t) + C, el costo total excluyendo la inversión.
Dividiendo el total de dólares de ventas por el número esperado de unidades a vender se determina el
precio de venta.
11.5.3 MÉTODO DE COSTO TOTAL
El método es también conocido como el costo-más o el métodomarcado. Se da de la siguiente manera:
Precio de venta = (Inversión total de menos costo)/(1 –marcado %)x(número de unidades vendidas)
11.5.4 COSTO DIRECTO O MÉTODO DE CONTRIBUCIÓN
Este método es utilizado cuando los costos varían de cerca con el volumen. Todos los gastos son divididos en
componentes fijos y variables, y solo los costos variables se mueven con los cambios de volumen. A medida
que los costos fijos quedan prorrateados durante los mayores volúmenes, los beneficios aumentan (aumento
en incrementos). Con el aumento de las utilidades, se puede manipular el margen de beneficio en el método
de costo total (en mantenerlo igual o reducirlo con el aumento de volumen) para determinar los precios.
Resumen
Este capítulo resume los métodos para la estimación de costos y precios de productos. El propósito de este
capítulo no es proporcionar métodos detallados de la estimación de costos, ya que existen muchos excelentes
libros disponibles sobre este tema, sino para ofrecer al lector una idea de lo que está involucrado en el proceso
de estimación de costos. También destacamos que la estimación de costos requiere un perfil diversificado por
parte de la estimación de costos, por lo menos, la persona debe tener experiencia en los negocios, la
economía, las finanzas y la ingeniería. Es muy poco probable que una persona tenga todas las herramientas
necesarias para este fin, y como resultado, la estimación de costos se hace a menudo por un equipo.
Considere que las técnicas utilizadas en la estimación de costos provienen también de diferentes
disciplinas de la ingeniería. Por ejemplo, el estudio de tiempo es la competencia de los ingenieros industriales,
mientras que la estimación de los tiempos de mecanizado de modelos teóricos puede requerir experiencia de
ingeniería en manufactura. La estimación de los costos de los modelos teóricos o la optimización del
diseño/coste pueden caer en el reino de los ingenieros mecánicos e investigadores de operaciones. El lector,
por lo tanto, debe considerar este capítulo como una breve reseña del tema y consultar referencias, tales como
las que siguen, para los procedimientos detallados.

382
Referencias
Dean, J. Managerial Economics. Englewood Cliffs, NJ:, Prentice-Hall, 1951.
Niebel, B. W., and A. Freivalds. Methods, Standards, and Work Design, 11th ed. New York: McGraw-Hill,
Professional, 2002.
Ostwald, P.F. Cost Estimating for Engineering and Management. Eaglewood Cliffs, NJ: Prentice-Hall,
1974.
Stewart, R. D. Cost Estimating, 2nd ed. New York: John Wiley, 1991.

383
384
Capítulo 12
Estimación de la Demanda del
Producto Magnitud de la Demanda del Producto
La principal meta de las empresas, las utilidades, depende del éxito de los productos que introduce en el
mercado. Esta preocupación se manifiesta en términos de los planes de mercadotecnia de la compañía para
productos específicos. Estos planes de mercadotecnia, a su vez, implican esfuerzos promocionales, cambios
de productos proyectados, la colocación de canales y precios. Todos estos esfuerzos requieren proyección de
ventas y, por lo tanto, pronostican las ventas.
En el capítulo 1 se habló de los cambios en las ventas de un producto durante su ciclo de vida (Figura
1.9). Estos cambios fueron divididos en cuatro períodos: el período de introducción de producto (el producto
es nuevo y las ventas se acumulan lentamente), el período de crecimiento de las ventas (las ventas comienzan
a acumularse rápidamente a medida que los consumidores conozcan sobre el producto a partir de fuentes tales
como la publicidad), el periodo en el que las ventas habrán alcanzado la madurez (el producto está bien
establecido), y el período de caída de las ventas del producto. Como se muestra en la Figura 1.9, la tendencia
de las ventas durante el ciclo de vida del producto cambia considerablemente. Dado que el volumen de ventas
cambia considerablemente con el tiempo, se tiene que prevenir la disminución de las ventas para enfrentar:
La administración de la función de las ventas de la empresa.,
La determinación de las necesidades de las finanzas y la contabilidad (proyección de costos,
necesidades de capital, los beneficios, y similares durante varios intervalos de tiempo).
La determinación de las necesidades de las actividades de compra y producción
(requerimientos de materiales, planificación de trabajo, planificación de la producción).
La determinación de las necesidades de la logística (almacenamiento, distribución,
requerimientos de transportación de equipo).
En pocas palabras podemos decir que los pronósticos de ventas, o las investigaciones de mercado, son
para determinar las necesidades de los siguientes departamentos: mercadeo, contabilidad, finanzas, recursos
humanos, producción, ventas, y distribución y transporte.
Mientras que las necesidades de los diferentes departamentos difieren debido a los requerimientos de
planeación par diferentes proyecciones en el tiempo, las necesidades para actualizar los pronósticos también
difieren. Aun más, como se ilustra en la Figura 1.9, a una variación considerable en los patrones de venta con
el tiempo. Ambos factores necesitan el uso de técnicas diferentes para pronisticos de ventas en diferentes
puntos del ciclo de vida de un producto. La técnicas de pronóstico disponibles pueden ser agrupadas bajo las
siguientes categorías.
1. Técnicas cualitativas. También conocidas como métodos intutivos (toda la información
y juicio relativo a un elemento son usados para pronosticar la demanda; tales técnicas
son usadas en la ausencia de cualquiere historial de la demanda; e.g. el panel de expertos
en economía de la revista Times).
2. Técnicas causales (se muestran las relaciones causa-efecto; una relación entre la
demanda del producto y otros factores, tales como los indicadores nacionales, es
mostrada).
3. Análisis de series de tiempo (los datos de la demanda en el pasado son usados para
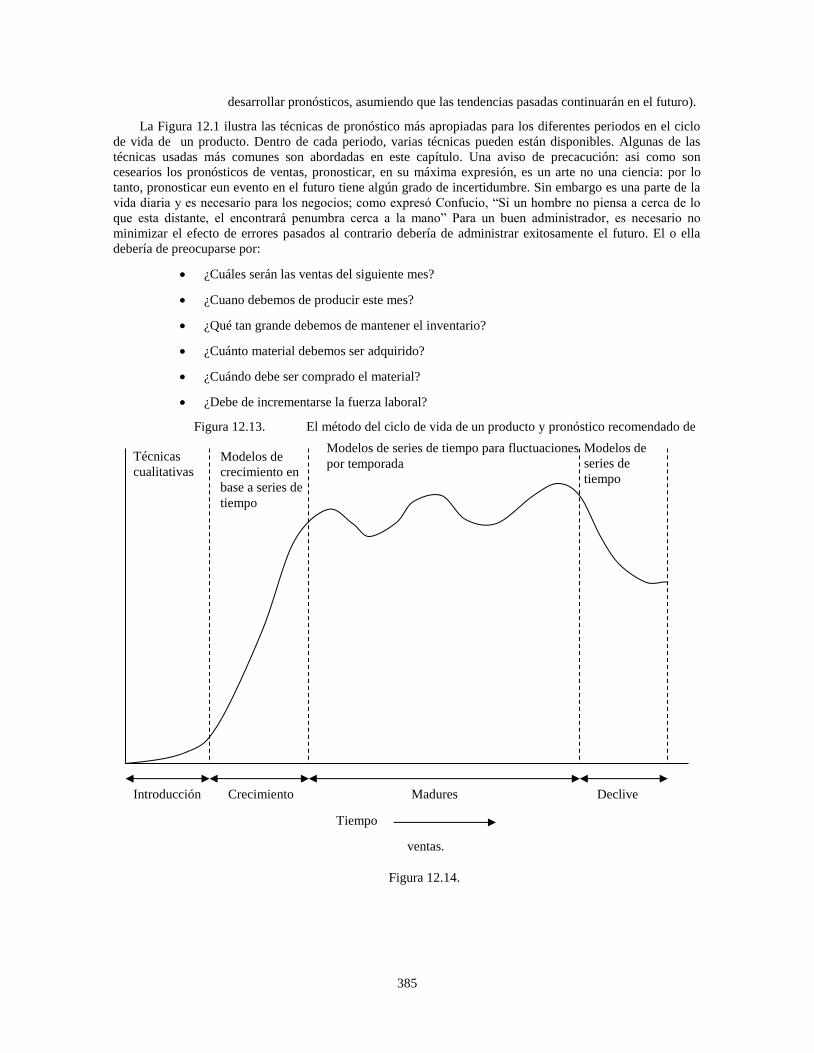
385
desarrollar pronósticos, asumiendo que las tendencias pasadas continuarán en el futuro).
La Figura 12.1 ilustra las técnicas de pronóstico más apropiadas para los diferentes periodos en el ciclo
de vida de un producto. Dentro de cada periodo, varias técnicas pueden están disponibles. Algunas de las
técnicas usadas más comunes son abordadas en este capítulo. Una aviso de precacución: asi como son
cesearios los pronósticos de ventas, pronosticar, en su máxima expresión, es un arte no una ciencia: por lo
tanto, pronosticar eun evento en el futuro tiene algún grado de incertidumbre. Sin embargo es una parte de la
vida diaria y es necesario para los negocios; como expresó Confucio, “Si un hombre no piensa a cerca de lo
que esta distante, el encontrará penumbra cerca a la mano” Para un buen administrador, es necesario no
minimizar el efecto de errores pasados al contrario debería de administrar exitosamente el futuro. El o ella
debería de preocuparse por:
¿Cuáles serán las ventas del siguiente mes?
¿Cuano debemos de producir este mes?
¿Qué tan grande debemos de mantener el inventario?
¿Cuánto material debemos ser adquirido?
¿Cuándo debe ser comprado el material?
¿Debe de incrementarse la fuerza laboral?
Figura 12.13. El método del ciclo de vida de un producto y pronóstico recomendado de
ventas.
Figura 12.14.
Técnicas
cualitativas
Modelos de
crecimiento en
base a series de
tiempo
Modelos de series de tiempo para fluctuaciones
por temporada
Modelos de
series de
tiempo
Introducción Crecimiento Madures Declive
Tiempo
386
¿Cuál debe ser el precio del producto?
¿Cuándo debe iniciar la campaña de promosión?
¿Cuántos trabajadores deben ser requeridos?
¿Se debe de agregar un segundo o tercer turno?
¿De cuanto será de la ganancia?
¿Es necesario agregar capacidad de transporte adicional?
¿Son las instalaciones de almacenamiento adecuadas?
Para contestar todas estas preguntas, se debe pronosticar. Podría ser erróneo, pero se debe pronosticar.
Con tiempo y atención cuidadosa, los pronósticos se hacen mejores y se mejorará.
Métodos para estimar la demanda inicial
Cuando un producto es introducido al mercado, su ciclo de vida inicia. En esta etapa, hay muy poca atención
del cliente y no hay datos de la demanda. También puede haber dificultades asociadas con el tiempo de
proveedor. Como resultado uno debe basarse en técnicas cualitativas para pronosticar la demanda del mercado
(ventas).
Las técnicas cualitativas tienen ciertas ventajas asi como desventajas. Las principales ventajas son el
potencial para predecir cambios que pueden ocurrir en los patrones de ventas, basadas en el conocimiento y
experiencia de la gente dentro y fuera de la compañía. Esto es algo que la técnica cuantitativa no puede hacer.
Otra gran ventaja es el uso de experiencia rica y juicio de la jente de mercadeo, vendedores, ejecutivos con
experiencia y otros expertos.
Los principales problemas con las técnicas cualitativas, sin embargo, son la desviación introducida por
los pronósticos, su sobre confianza en el pronostico, políticas dentro de la compañía, presión para hacer que
los pronósticos estén de acuerdo al plan de negocios, y pronósticos confusos con cuotas de ventas.
Desafortunadamente, en el mundo real, no hay un camino perfecto para tratar con estos asuntos, los
pronósticos cualitativos de ventas deben ser considerados con precaución.
12.2.1 LA TÉCNICA DE AVALUACIÓN POR EXPERIENCIA
La evaluación por un experiencia usa la combinación de experiencia y juicio de esos, tales como vendedores,
personal de mercadotecnia, distribuidores y expertos, que están familiarizados conla línea del producto,
familia de productos, o tipos similares de productos para generar pronósticos.
12.2.2 JURADO DE OPINIÓN EJECUTIVA
Este método requiere ejecutivos de diferentes funciones de la corporación que se reúnen para generar el
pronóstico. La reunión se le conoce como un jurado de opinión ejecutivo. Esta es una de las técnicas de
pronóstico mas frecuentemente utilizadas. Se dbe tener cuidado para asegurar que todas las funciones básicas
que se necesitan el pronostico (ver sección siguiente) son representadas y que los representantes son
individuos con experiencia. El resultado es un pronostico que representa no solo experiencia si no también
concenso. Para reducir la desviación que se construye en tal técnica, los participantes deben proveer
información de respaldo en el jurado y cada uno debe entender la realción entre el plan de negocios y el
pronóstico de ventas.

387
12.2.3 MÉTODO DELPHI
En el método Delphi, las recomendaciones de los expertos (internos o externos) se muestra como sigue:
Cada uno de los miembros del panel escribe un pronóstico para el producto.
Los pronósticos son reunidos y se regresan a los miembros del panel, sin identificar el
pronostico con la persona que los realizó.
Después de leer el resumen del pronostico, cada uno de los mimbros del panel revisa su
pronostico, si es necesario lo modifica, y lo reenvia por escrito.
Se realiza otrvez un resumen de los pronósticos y se regresan al panel. Este proceso continúa hasta que el
rango del pronóstico es suficientemente estrecho. La predicción del nivel ventas de la compañía a mediano y
largo plazo es un uso apropiado de este método.
12.2.4 COMPUESTO DE FUERZA DE VENTAS
El compuesto de fuerza de ventas usa el conocimiento y la experiencia del personal de ventas de la compañía
para producir un pronostico de ventas, así es como se hace en un gran número de compañías. El problema es
que el personal de ventas no esta entrenado en pronósticos. La principal ventaja del método es que el personal
de ventas es el más cercano a los clientes y los conoce mejor.
12.2.5 PRONOSTICO ASOCIADO A LA CADENA DE SUMINISTROS
Este método de pronóstico requiere la participación de personal de ventas a través de la ineracción con los
socios de la cadena de suministros de la compañía. Ya que la mayoría de fabricantes nunca tienen la
experiencia directa de la demanda con el usuario final y necesitan provver información de pronóstico acerca
de la demanda del usuario final, ellos confían en los socios de la cadena de suministros. Los socios de la
cadena de suministros, que entienden los requerimientos de una administración efectiva de la cadena de
suministros, también entienden que un pronóstico exacto de la demanda es crucial. Sin embargo, debe ser
entendible que la efectividad global de la cadena de suministros es afectada si los distribuidores ven esto
como una oportunidad para administrar su inventario, incrementando el inventrio del distribuidor en respuesta
a promociones de intercambio, incrementando el intentario del fabricante como una reserva de seguridad, o
evitando inventario en la línea de proveduria. Para que este método funcione apropiadamente, ambos
fabricnates y miembros de la cadena de suministro deben trabajar para mejorar la efectividad de la cadena de
suministro.
12.2.6 INVESTIGACIÓN DEL MERCADO
Como fue mencionado en el capitulo 2, la investigación de mercado es una herramienta efectiva para anticipar
la demanda. Las encuentas del mercado pueden ser usadas para ayudar en los pronósticos mensauales,
trimestrales, o de largo plazo (uno a cinco años). Estas también pueden usarse para ajustes de ventas a corto
plazo. Los datos para ventas anticipadas pueden venir de entrevistas en persona, encuestas telefónicas, o
encuestas por correo de negocios de la compañía o clientes institucionales. Distribuidores independientes o
una muestra de habitantes o clientes también pueden ser usados para este propósito. Los grupos de enfoque
son otro medio para colectar tales datos.
Los indicadores económicos comunes guias pueden usarse para el pronóstico de ventas, la clave es
determinar que indicador o indicadores económicos deben ser usados. Los datos del pronóstico de ventas que
se obtienen de esta forma se denominan datos secundarios. Entre los indicadores económicos mas usados
están:
388
Magnitud promedio de la semana de trabajo para la manufactura o empleados de producción.
Ordenes de manufactura para bienes duraderos.
Ordenes de manufactura nuevas en general.
Contratos de construcción (e.g., construcción de casas nuevas).
Compra de equipamiento de planta.
Propiedades de capital.
La magnitud de negocios.
Ganancia del negocio después de impuestos.
Indices de precios de materia prima.
El nivel y cambios en los inventarios de los negocios.
Gasto de los consumidores.
Crecimiento en las industrias de bienes duraderos.
Crecimiento en capital de las industrias de equipamiento.
El nivel y cambios en la provisión de capital.
Precios de bonos.
Costos de energía.
Las estadísticas que corresponden a cambios agregados en las tendencias económicas y que confirman
que un cambio esta ocurriendo (también conocido como indicadores simultaneos o de coincidencia) son:
La tendencia de la taza de desempleo.
Un índice de ancuncios en el periódico de se necesita ayuda.
Un índice de producción industrial.
Producción domestica bruta.
Ingreso individual.
Ventas al por menor.
Indice de ventas al mayoreo.
Para que los datos de ventas sean útiles, una compañía necesita entender cuales indicadores simultaneos
son importantes para su industria.
12.2.7 DIAGRAMA DE ÁRBOL DE DECISIONES
El diagrama de árbol de decisiones es una herramiento más que una técnica. Este permite a los participantes
en un proceso de pronóstico cualitativo visualizar el contexto de una decisión compleja, por lo tanto reduce la
desviación en el pronóstico. Los tomadores de decisiones consideran todas las alternativas y diseñan un
probabilidad para cada alternativa. Las probabilidades pueden ser revisadas en base a la experiencia, juicio, y
datos. La Figura 12.2 mustra un diagrama de árbol de decisiones e ilustra el concepto.
La probabilidad de éxito cuando las ventas son altas es (35/45%) 77.78%; la probabilidad de éxito
cuando las ventas son bajas es (10/45%) 22.23%. La probabilidad de falla cuando las ventas son altas es
(15/55%) 27.27%; la probabilidad de falla cuando las ventas son bajas es (40/55%) 72.72%. Por lo tanto, la
habilidad para pronosticar el éxito o la falla se incrementa a través del diagrama de árbol de decisiones.
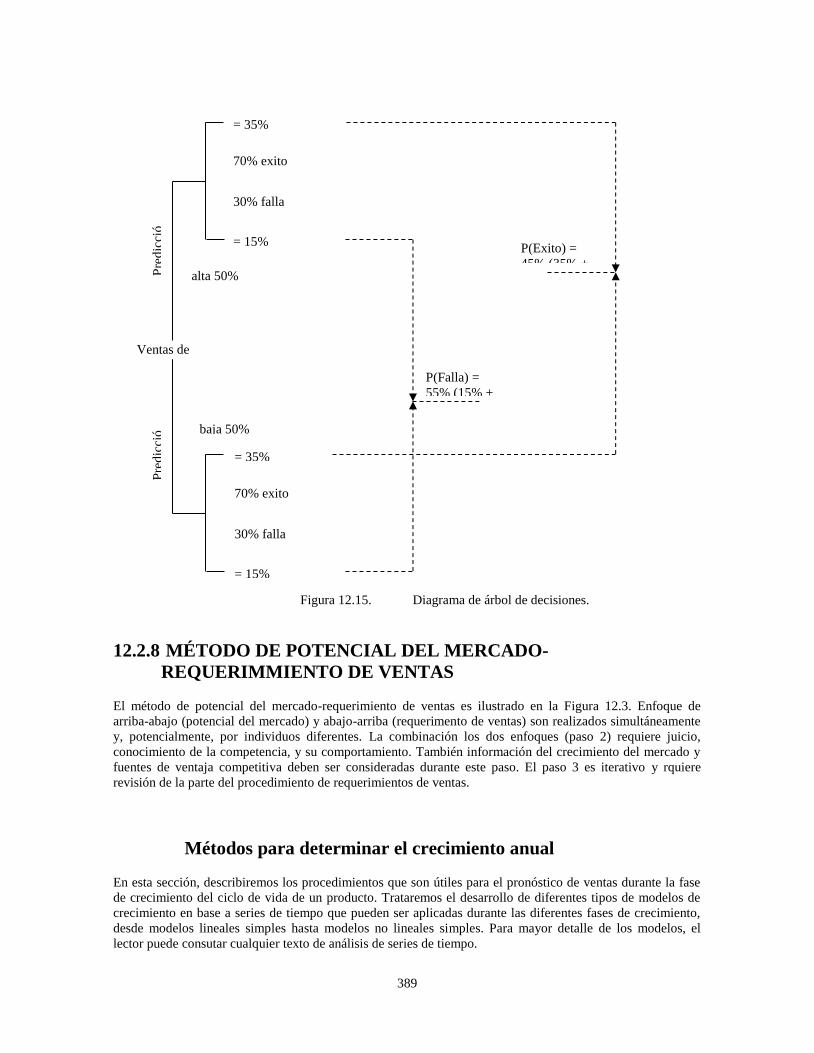
389
Figura 12.15. Diagrama de árbol de decisiones.
12.2.8 MÉTODO DE POTENCIAL DEL MERCADO-
REQUERIMMIENTO DE VENTAS
El método de potencial del mercado-requerimiento de ventas es ilustrado en la Figura 12.3. Enfoque de
arriba-abajo (potencial del mercado) y abajo-arriba (requerimento de ventas) son realizados simultáneamente
y, potencialmente, por individuos diferentes. La combinación los dos enfoques (paso 2) requiere juicio,
conocimiento de la competencia, y su comportamiento. También información del crecimiento del mercado y
fuentes de ventaja competitiva deben ser consideradas durante este paso. El paso 3 es iterativo y rquiere
revisión de la parte del procedimiento de requerimientos de ventas.
Métodos para determinar el crecimiento anual
En esta sección, describiremos los procedimientos que son útiles para el pronóstico de ventas durante la fase
de crecimiento del ciclo de vida de un producto. Trataremos el desarrollo de diferentes tipos de modelos de
crecimiento en base a series de tiempo que pueden ser aplicadas durante las diferentes fases de crecimiento,
desde modelos lineales simples hasta modelos no lineales simples. Para mayor detalle de los modelos, el
lector puede consutar cualquier texto de análisis de series de tiempo.
baja 50%
Ventas de
producto
= 35%
(50%*70%)
70% exito
30% falla
= 15%
(50%*30%)
P(Falla) =
55% (15% +
40%)
= 35%
(50%*70%)
70% exito
30% falla
= 15%
(50%*30%)
alta 50%
P(Exito) =
45% (35% +
Pre
dic
ció
n
Pre
dic
ció
n
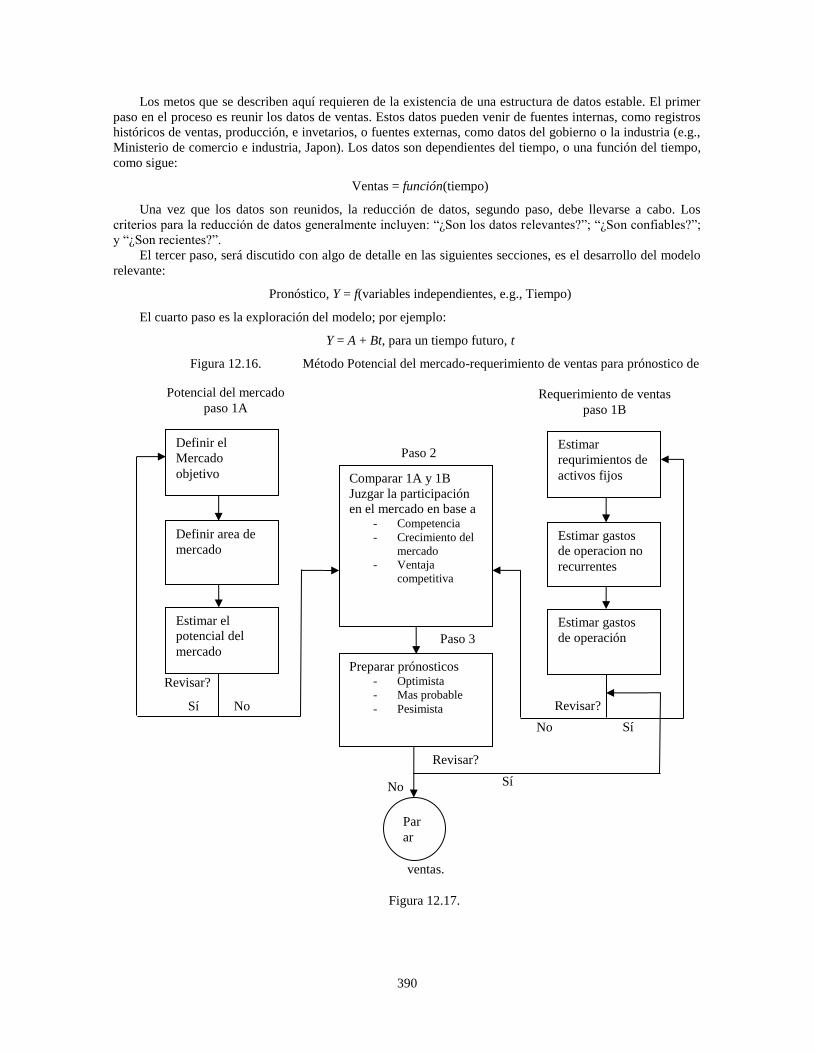
390
Los metos que se describen aquí requieren de la existencia de una estructura de datos estable. El primer
paso en el proceso es reunir los datos de ventas. Estos datos pueden venir de fuentes internas, como registros
históricos de ventas, producción, e invetarios, o fuentes externas, como datos del gobierno o la industria (e.g.,
Ministerio de comercio e industria, Japon). Los datos son dependientes del tiempo, o una función del tiempo,
como sigue:
Ventas = función(tiempo)
Una vez que los datos son reunidos, la reducción de datos, segundo paso, debe llevarse a cabo. Los
criterios para la reducción de datos generalmente incluyen: “¿Son los datos relevantes?”; “¿Son confiables?”;
y “¿Son recientes?”.
El tercer paso, será discutido con algo de detalle en las siguientes secciones, es el desarrollo del modelo
relevante:
Pronóstico, Y = f(variables independientes, e.g., Tiempo)
El cuarto paso es la exploración del modelo; por ejemplo:
Y = A + Bt, para un tiempo futuro, t
Figura 12.16. Método Potencial del mercado-requerimiento de ventas para prónostico de
ventas.
Figura 12.17.
Revisar?
Definir el
Mercado
objetivo
Definir area de
mercado
Estimar el
potencial del
mercado
Estimar
requrimientos de
activos fijos
Estimar gastos
de operacion no
recurrentes
Estimar gastos
de operación
Comparar 1A y 1B
Juzgar la participación
en el mercado en base a - Competencia
- Crecimiento del
mercado
- Ventaja
competitiva
Preparar prónosticos - Optimista
- Mas probable
- Pesimista
Par
ar
Revisar? No Sí
Sí No
Potencial del mercado
paso 1A Requerimiento de ventas
paso 1B
Paso 2
Paso 3
Revisar?
Sí No
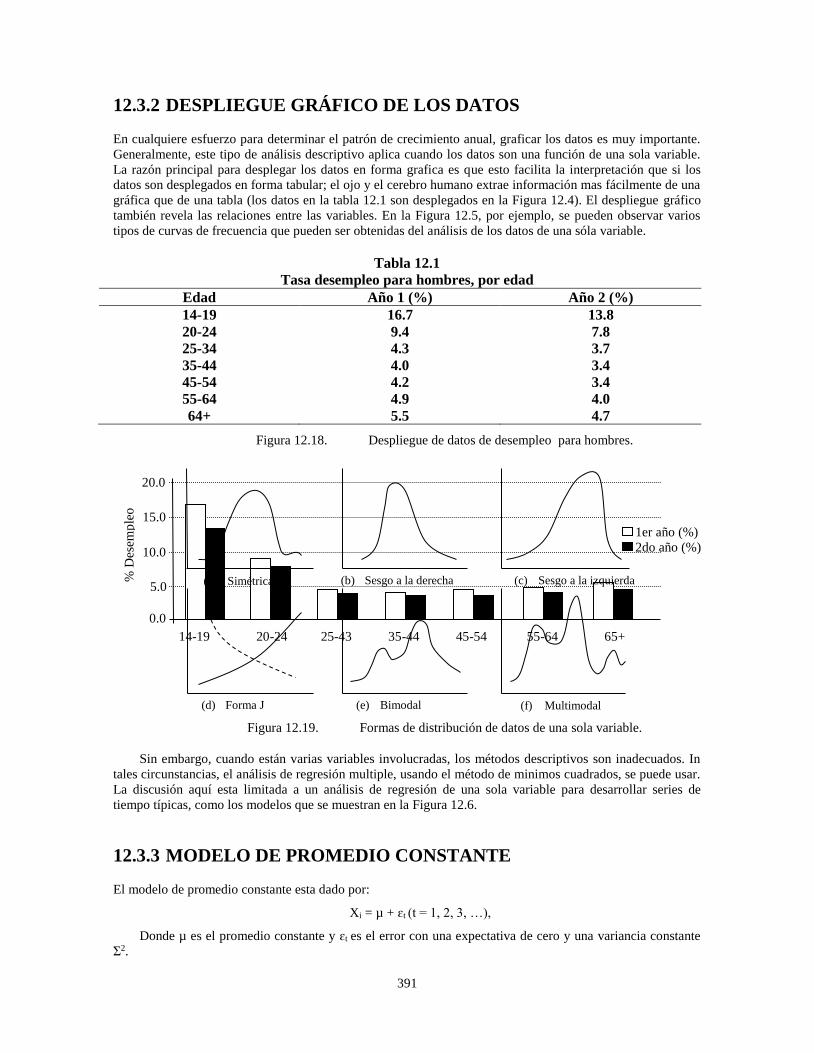
391
12.3.2 DESPLIEGUE GRÁFICO DE LOS DATOS
En cualquiere esfuerzo para determinar el patrón de crecimiento anual, graficar los datos es muy importante.
Generalmente, este tipo de análisis descriptivo aplica cuando los datos son una función de una sola variable.
La razón principal para desplegar los datos en forma grafica es que esto facilita la interpretación que si los
datos son desplegados en forma tabular; el ojo y el cerebro humano extrae información mas fácilmente de una
gráfica que de una tabla (los datos en la tabla 12.1 son desplegados en la Figura 12.4). El despliegue gráfico
también revela las relaciones entre las variables. En la Figura 12.5, por ejemplo, se pueden observar varios
tipos de curvas de frecuencia que pueden ser obtenidas del análisis de los datos de una sóla variable.
Tabla 12.1
Tasa desempleo para hombres, por edad
Edad Año 1 (%) Año 2 (%)
14-19 16.7 13.8
20-24 9.4 7.8
25-34 4.3 3.7
35-44 4.0 3.4
45-54 4.2 3.4
55-64 4.9 4.0
64+ 5.5 4.7
Figura 12.18. Despliegue de datos de desempleo para hombres.
Figura 12.19. Formas de distribución de datos de una sola variable.
Sin embargo, cuando están varias variables involucradas, los métodos descriptivos son inadecuados. In
tales circunstancias, el análisis de regresión multiple, usando el método de minimos cuadrados, se puede usar.
La discusión aquí esta limitada a un análisis de regresión de una sola variable para desarrollar series de
tiempo típicas, como los modelos que se muestran en la Figura 12.6.
12.3.3 MODELO DE PROMEDIO CONSTANTE
El modelo de promedio constante esta dado por:
Xi = µ + ɛt (t = 1, 2, 3, …),
Donde µ es el promedio constante y ɛt es el error con una expectativa de cero y una variancia constante
Ʃ2.
5.0
10.0
15.0
20.0
% D
esem
ple
o
1er año (%)
2do año (%)
14-19 20-24 25-43 35-44 45-54 55-64 65+
0.0
(e) Bimodal
(a) Simétrica (b) Sesgo a la derecha
(d) Forma J
(c) Sesgo a la izquierda
(f) Multimodal

392
Los pronósticos para X1, X2,…, Xt han sido obtenidos y un pronóstico de una observación futura Xt+k se
requerida.
Xt+k = µ + ɛt+k
La forma más natural de estimar µ es el promedio de una muestra en base a todos los datos disponibles y
para ɛt+k es cero. Esto da:
O
Tabla 12.2 lista como se puede aplicar.
Figura 12.20. Modelos de series de tiempo típicos.
Tabla 12.2
Ejemplo de un modelo de promedio constante t
1 7 7.000 0 0 7.000
2 3 1.500 7.000 3.500 5.000
3 9 3.000 5.000 3.333 6.333 4 6 1.500 6.333 4.750 6.250
5 8 1.600 6.250 5.000 6.600
6 7 1.167 6.600 5.500 6.667
(a) Constante (sin tendencia) (b) Lineal
(c) Cuadrática (d) Exponencial

393
12.3.4 MODELO LINEAL
El modelo de regresión lineal es tal vez el método más antiguo para pronosticar la demanda futura de artículos
con un patrón de tendencia de la demanda. Aquí, los n datos de entrada mas recientes son usados con un peso
igual para encontrar las constantes a y ben el siguiente modelo:
Donde Y es el pronóstico expresado como una función de alguna X, usualmente tiempo. Los coeficintes
b y a son estimados usando el método de los mínimos cuadrados, minimizando los cuadrados del error
residual. El error residual esta dado por:
Minimizando este error y ajustando las derivadas parciales ( en la acuación anterior) con respecto a las
constantes a y b igual a cero, podemos generar las ecuaciones normales. Estas ecuaciones normales una vez
simplificadas algebraicamente, producen las constantes como sigue:
Donde n = número de observaciones.
La correlación entre Y, la respuesta, y X, la variable independiente, podría ser linela negativa, no
existente, o furtemente positiva, como se ilustra en la Figura 12.7. La Tabla 12.3 y la siguiente ecuación
ejemplifican como se aplica el modelo:
Asi que, Y = 0.0 + 11.25(t), y el pronóstico para t = 8 es Y = 0 + 11.25 8 o Y = 90.
12.3.5 MODELO CUADRÁTICO
El modelo cuadrático de series de timpo es otro modelo común con tendencia polinomial de la forma

394
Figura 12.21. Coeficientes de correlación para el modelo lineal.
Tabla 12.3
Ejemplo de modelo lineal t Y(t)
1 15 15 1
2 20 40 4
3 35 105 9
4 40 160 16 5 55 275 25
6 70 420 36
7 80 560 49 28 315 1,575 140 Totales por columna
Tabla 12.4
Ejemplo del modelo cuadrático t t2 t3 t4 Y(t) tY(t) t2Y(t) 1 1 1 1 16 16 16
2 4 8 16 24 48 96
3 9 27 81 3 102 306 4 16 64 256 46 184 736
5 25 125 625 60 300 1,500
Total 15 35 225 979 180 650 2,654
r = +1 r = 1 r = 0
r = .75 r = .75
r = .55 r = .55
Relación perfecta Sin relación
Positiva Negativa
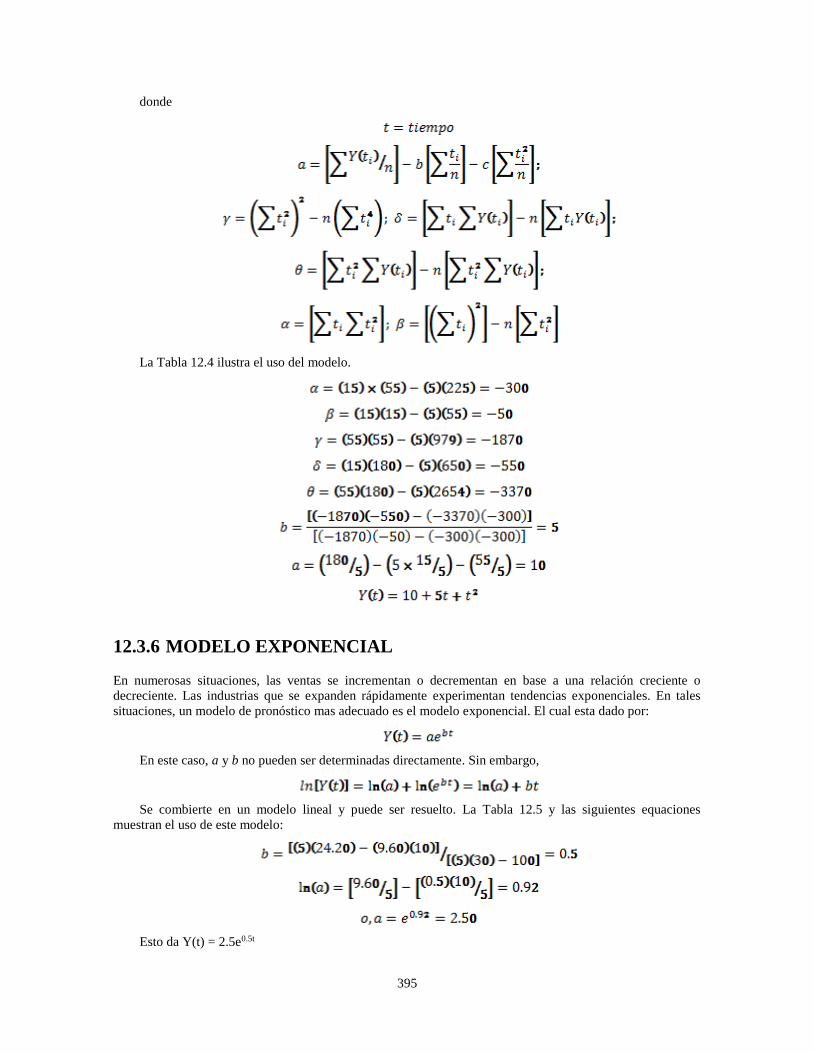
395
donde
La Tabla 12.4 ilustra el uso del modelo.
12.3.6 MODELO EXPONENCIAL
En numerosas situaciones, las ventas se incrementan o decrementan en base a una relación creciente o
decreciente. Las industrias que se expanden rápidamente experimentan tendencias exponenciales. En tales
situaciones, un modelo de pronóstico mas adecuado es el modelo exponencial. El cual esta dado por:
En este caso, a y b no pueden ser determinadas directamente. Sin embargo,
Se combierte en un modelo lineal y puede ser resuelto. La Tabla 12.5 y las siguientes equaciones
muestran el uso de este modelo:
Esto da Y(t) = 2.5e0.5t
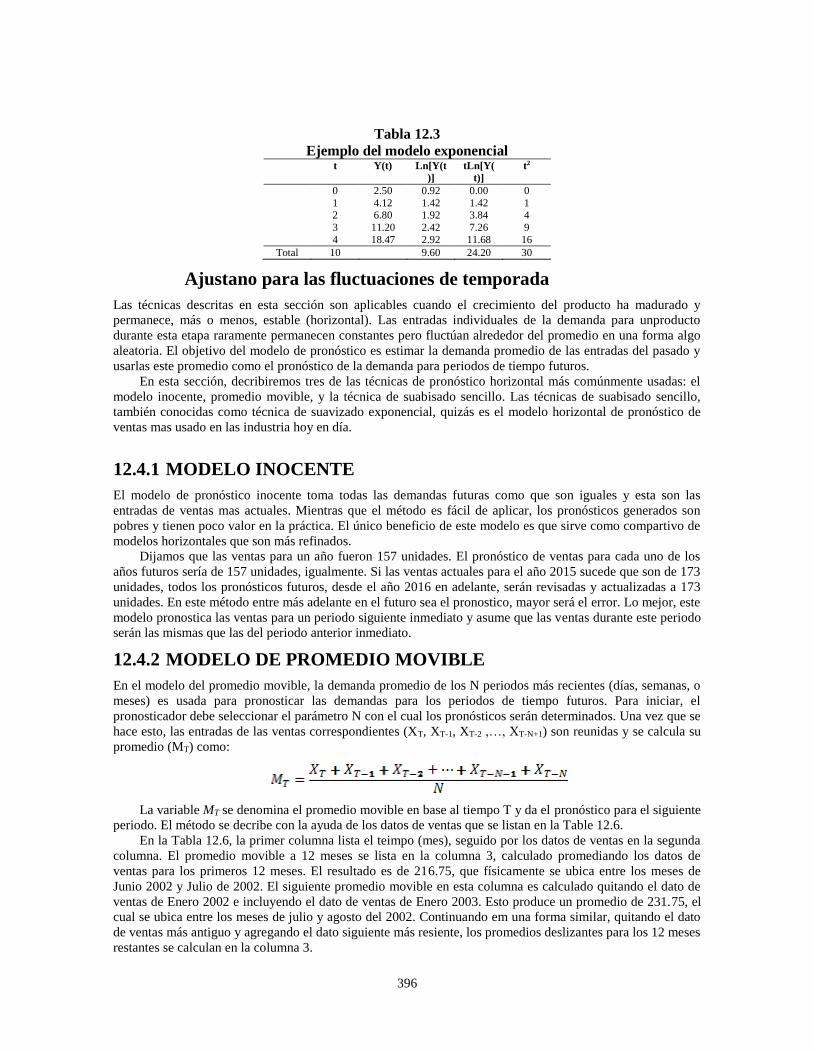
396
Tabla 12.3
Ejemplo del modelo exponencial t Y(t) Ln[Y(t
)]
tLn[Y(
t)]
t2
0 2.50 0.92 0.00 0
1 4.12 1.42 1.42 1 2 6.80 1.92 3.84 4
3 11.20 2.42 7.26 9
4 18.47 2.92 11.68 16
Total 10 9.60 24.20 30
Ajustano para las fluctuaciones de temporada
Las técnicas descritas en esta sección son aplicables cuando el crecimiento del producto ha madurado y
permanece, más o menos, estable (horizontal). Las entradas individuales de la demanda para unproducto
durante esta etapa raramente permanecen constantes pero fluctúan alrededor del promedio en una forma algo
aleatoria. El objetivo del modelo de pronóstico es estimar la demanda promedio de las entradas del pasado y
usarlas este promedio como el pronóstico de la demanda para periodos de tiempo futuros.
En esta sección, decribiremos tres de las técnicas de pronóstico horizontal más comúnmente usadas: el
modelo inocente, promedio movible, y la técnica de suabisado sencillo. Las técnicas de suabisado sencillo,
también conocidas como técnica de suavizado exponencial, quizás es el modelo horizontal de pronóstico de
ventas mas usado en las industria hoy en día.
12.4.1 MODELO INOCENTE
El modelo de pronóstico inocente toma todas las demandas futuras como que son iguales y esta son las
entradas de ventas mas actuales. Mientras que el método es fácil de aplicar, los pronósticos generados son
pobres y tienen poco valor en la práctica. El único beneficio de este modelo es que sirve como compartivo de
modelos horizontales que son más refinados.
Dijamos que las ventas para un año fueron 157 unidades. El pronóstico de ventas para cada uno de los
años futuros sería de 157 unidades, igualmente. Si las ventas actuales para el año 2015 sucede que son de 173
unidades, todos los pronósticos futuros, desde el año 2016 en adelante, serán revisadas y actualizadas a 173
unidades. En este método entre más adelante en el futuro sea el pronostico, mayor será el error. Lo mejor, este
modelo pronostica las ventas para un periodo siguiente inmediato y asume que las ventas durante este periodo
serán las mismas que las del periodo anterior inmediato.
12.4.2 MODELO DE PROMEDIO MOVIBLE
En el modelo del promedio movible, la demanda promedio de los N periodos más recientes (días, semanas, o
meses) es usada para pronosticar las demandas para los periodos de tiempo futuros. Para iniciar, el
pronosticador debe seleccionar el parámetro N con el cual los pronósticos serán determinados. Una vez que se
hace esto, las entradas de las ventas correspondientes (XT, XT-1, XT-2 ,…, XT-N+1) son reunidas y se calcula su
promedio (MT) como:
La variable MT se denomina el promedio movible en base al tiempo T y da el pronóstico para el siguiente
periodo. El método se decribe con la ayuda de los datos de ventas que se listan en la Table 12.6.
En la Tabla 12.6, la primer columna lista el teimpo (mes), seguido por los datos de ventas en la segunda
columna. El promedio movible a 12 meses se lista en la columna 3, calculado promediando los datos de
ventas para los primeros 12 meses. El resultado es de 216.75, que físicamente se ubica entre los meses de
Junio 2002 y Julio de 2002. El siguiente promedio movible en esta columna es calculado quitando el dato de
ventas de Enero 2002 e incluyendo el dato de ventas de Enero 2003. Esto produce un promedio de 231.75, el
cual se ubica entre los meses de julio y agosto del 2002. Continuando em una forma similar, quitando el dato
de ventas más antiguo y agregando el dato siguiente más resiente, los promedios deslizantes para los 12 meses
restantes se calculan en la columna 3.

397
Tabla 12.2
Datos de Ventas para el Producto del Ejemplo; Cálculo del Promedio Deslizante para 12
meses, Promedio Deslizante Centrado y Relación entre Real y Promedio Deslizante Centrado
Mes Ventas Promedio deslizante
a 12 meses
Promedio deslizante
centrado a 12
meses
Relación de Real y
Promedio
Deslizante
Centrado
Enero (2002) 236
Febrero 184
Marzo 179
Abril 190
Mayo 186
Junio 182 216.75
Julio 213 231.75 224.25 95.0
Agosto 189 244.33 238.04 79.4
Septiembre 186 254.66 249.50 74.5
Octubre 209 266.17 260.42 80.2
Noviembre 296 275.00 270.58 109.4
Diciembre 351 283.92 279.46 125.6
Enero (2003) 416 291.42 287.67 144.6
Febrero 335 299.25 295.33 113.4
Marzo 303 305.00 302.12 100.3
Abril 328 309.42 307.21 106.8
Mayo 292 307.33 308.37 94.7
Junio 289 304.33 305.83 94.5
Julio 303 299.33 301.83 100.4
Agosto 283 292.83 296.08 95.6
Septiembre 255 285.58 289.21 88.2
Octubre 262 278.08 281.83 93.0
Noviembre 271 270.83 274.46 98.7
Diciembre 315 263.58 267.21 117.9
Enero (2004) 356 257.33 260.46 136.7
Febrero 257 249.50 253.42 101.4
Marzo 216 241.83 245.68 87.9
Abril 238 235.58 238.71 99.7
Mayo 205 230.58 233.08 87.9
Junio 202 226.83 228.71 88.3
Julio 228 222.75 224.79 101.4
Agosto 189 222.71 222.46 84.9
Septiembre 163 221.92 222.04 73.4
Octubre 187 221.58 221.75 84.3
Noviembre 211 222.50 222.04 95.0
Diciembre 270 222.62 121.3
La columna 4 refleja los promedios centrados y se calculan obteniendo el promedio de los dos promedios
consecutivos de la columna 3. Por ejemplo, cuando los dos primeros promedios en la columna 3 (216.75 y
231.75) son promediados, el resultado es 224.25, lo cual cae físicamente en el centro de Julio del 2002. El
promedio de los siguientes dos promedios, 231.75 y 244.35, es 238.04 y se ubica en el centro de Agosto 2002.
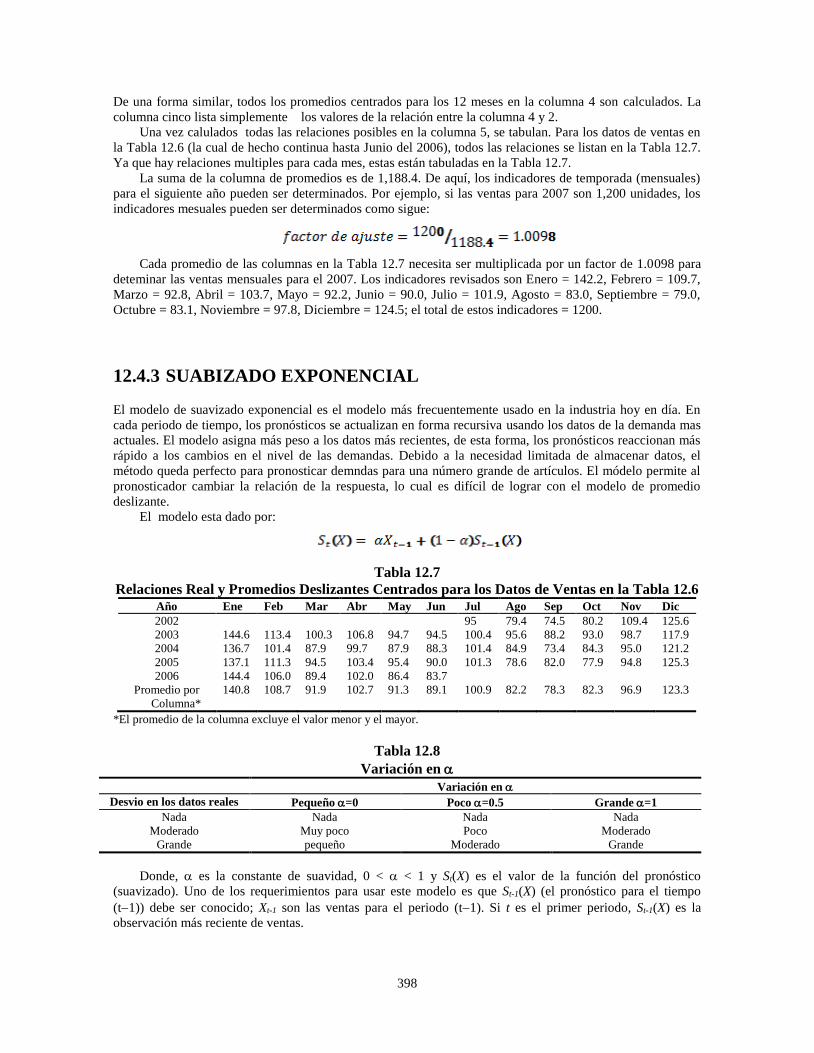
398
De una forma similar, todos los promedios centrados para los 12 meses en la columna 4 son calculados. La
columna cinco lista simplemente los valores de la relación entre la columna 4 y 2.
Una vez calulados todas las relaciones posibles en la columna 5, se tabulan. Para los datos de ventas en
la Tabla 12.6 (la cual de hecho continua hasta Junio del 2006), todos las relaciones se listan en la Tabla 12.7.
Ya que hay relaciones multiples para cada mes, estas están tabuladas en la Tabla 12.7.
La suma de la columna de promedios es de 1,188.4. De aquí, los indicadores de temporada (mensuales)
para el siguiente año pueden ser determinados. Por ejemplo, si las ventas para 2007 son 1,200 unidades, los
indicadores mesuales pueden ser determinados como sigue:
Cada promedio de las columnas en la Tabla 12.7 necesita ser multiplicada por un factor de 1.0098 para
deteminar las ventas mensuales para el 2007. Los indicadores revisados son Enero = 142.2, Febrero = 109.7,
Marzo = 92.8, Abril = 103.7, Mayo = 92.2, Junio = 90.0, Julio = 101.9, Agosto = 83.0, Septiembre = 79.0,
Octubre = 83.1, Noviembre = 97.8, Diciembre = 124.5; el total de estos indicadores = 1200.
12.4.3 SUABIZADO EXPONENCIAL
El modelo de suavizado exponencial es el modelo más frecuentemente usado en la industria hoy en día. En
cada periodo de tiempo, los pronósticos se actualizan en forma recursiva usando los datos de la demanda mas
actuales. El modelo asigna más peso a los datos más recientes, de esta forma, los pronósticos reaccionan más
rápido a los cambios en el nivel de las demandas. Debido a la necesidad limitada de almacenar datos, el
método queda perfecto para pronosticar demndas para una número grande de artículos. El módelo permite al
pronosticador cambiar la relación de la respuesta, lo cual es difícil de lograr con el modelo de promedio
deslizante.
El modelo esta dado por:
Tabla 12.7
Relaciones Real y Promedios Deslizantes Centrados para los Datos de Ventas en la Tabla 12.6 Año Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic
2002 95 79.4 74.5 80.2 109.4 125.6
2003 144.6 113.4 100.3 106.8 94.7 94.5 100.4 95.6 88.2 93.0 98.7 117.9
2004 136.7 101.4 87.9 99.7 87.9 88.3 101.4 84.9 73.4 84.3 95.0 121.2
2005 137.1 111.3 94.5 103.4 95.4 90.0 101.3 78.6 82.0 77.9 94.8 125.3
2006 144.4 106.0 89.4 102.0 86.4 83.7
Promedio por
Columna*
140.8 108.7 91.9 102.7 91.3 89.1 100.9 82.2 78.3 82.3 96.9 123.3
*El promedio de la columna excluye el valor menor y el mayor.
Tabla 12.8
Variación en
Variación en
Desvio en los datos reales Pequeño =0 Poco =0.5 Grande =1
Nada Nada Nada Nada
Moderado Muy poco Poco Moderado
Grande pequeño Moderado Grande
Donde, es la constante de suavidad, 0 < < 1 y St(X) es el valor de la función del pronóstico
(suavizado). Uno de los requerimientos para usar este modelo es que St-1(X) (el pronóstico para el tiempo
(t1)) debe ser conocido; Xt-1 son las ventas para el periodo (t1). Si t es el primer periodo, St-1(X) es la
observación más reciente de ventas.

399
La selección de depende de la desviación en los datos. La Tabla 12.8 lista las variaciones de los
valores para .
Cuando es pequeño, S(X) se comporta como la función estuviese proporcionando el promedio de datos
del pasado. Si es grande, S(X) responde rápidamente a cambios en la tendencia. El valor real de se
determina en base a la experiencia del pasado.
Como ejemplo, las ventas para Noviembre fueron 300 unidades y el pronóstico de ventas para
Noviembre fue de 309 unidades. Si = 0.5, el pronóstico para el mes de Diciembre es:
Resumen
Este capítulo describe brevemente los detalles de los procedimientos de algunos o los métodos cualitativos
para pronósticos mas comúnmente usados. Ya que la materia de este tema es basta, no es posible cubrir a
detalle todas las técnicas de series de tiempo o análisis de regresión no lineal o lineal multiple. Se requiere
algo de conocimiento previo en métodos estadísticos para entender esos métodos. El lector que quiera
aprender sobre el análisis de regresión o series de tiempo, puede consultar libros disponibles en esos temas.

400
Capítulo 13
Planeando las Instalaciones de la
Manufactura del Producto
INTRODUCCIÓN
Ahora que sabemos qué producto manufacturar, cómo manufacturarlo, y en qué cantidad, tenemos que
centrarnos en la planeación de las instalaciones para su manufactura. La planeación de las Instalaciones puede
ser dividida en dos componentes distintos: en la ubicación y en el diseño de las instalaciones. El primer
componente se ocupa de la determinación de la ubicación física de las instalaciones de manufactura. El diseño
actual de las instalaciones incluye la distribución física de los equipos de manufactura y el diseño del sistema
de manejo de materiales (tanto en y entre el equipo).
Principalmente, hay dos tipos de instalaciones de manufactura. El primer tipo es una planta de
producción de taller de trabajo, adecuada para una empresa que produce muchos tipos de productos, pero en
pequeñas cantidades. Esta instalación requiere una colección de una mano de obra genérica altamente
calificada, y herramientas en general y accesorios. Normalmente máquinas similares se agrupan dentro de la
planta para formar un departamento y los productos pasan de un departamento a otro como la secuencia de
manufacturalo requiere.
El segundo tipo de instalaciones de manufactura se dedica a la producción en masa (alto-volumen).
Lasinstalaciones y su equipo se dedican a la producción de un solo producto. El equipo es especializado y
opera a gran velocidad. La producción de automóviles es un ejemplo de este tipo de producción.
Hay algunas variaciones en estos dos tipos básicos de instalaciones de manufactura. Por ejemplo,
algunos utilizan la producción por lotes, donde hay múltiples pero un menor número de variedades que en
instalaciones de tipo taller de trabajo y con una demanda conocida y estable. Las instalaciones de producción
son mayoresen la demanda de un solo elemento, por lo tanto, los productos se fabrican en lotes. Los productos
manufacturados se almacenan en un nivel previamente planeado para satisfacer la demanda actual y futura.
Después de que se manufactura un producto, las instalaciones pasan a otro producto. El equipo es un poco
especializado y ofrece una alta velocidad. La fabricación de muebles es un ejemplo de este tipo de
producción. En general, la mayoría de las instalaciones hacen múltiples modelos de un producto y, a menudo,
varios productos, en mayor cantidad que en un taller de trabajo.
El problema del diseño de instalaciones trata, ya sea con la mejora de las instalaciones existentes para la
manufactura del producto o el desarrollo de nuevas instalaciones. Nuestra discusión se limita al diseño de
nuevas instalaciones. Como el tema es muy amplio, al igual que la estimación de costos del producto y los
pronósticos de ventas. No es posible presentar la cobertura detallada que la materia requiere. Por lo tanto,
nuestro análisis tiene un alcance limitado y sólo pretende dar al lector una visión general del proceso de
planeación de instalaciones. Como se mencionó anteriormente, el proceso de planeación de instalaciones
incluye la determinación de la ubicación de la planta de manufactura en relación con el cliente y el diseño
actual de la planta de manufactura. En las siguientes secciones, cubrimos ambos temas brevemente.
DETERMINACIÓN DE LA UBICACIÓN DE LAS
INSTALACIONES DE MANUFACTURA
El problema básico es determinar dónde ubicar la planta de manufactura con respecto a los clientes. Se ha
recibido amplia atención de las investigaciones en los últimos años, por ejemplo, por Sule (2001). Aunque se
requiere una decisión de ubicación de las instalaciones de manufactura con poca frecuencia, es importante, ya
una vez ubicada es muy difícil y costoso reubicarla.

401
Hay una serie de métodos cualitativos y cuantitativos para la solución de problemas de ubicación de
instalaciones. Sin embargo, la mayoría de las técnicas cuantitativas, se enfocan en los problemas de ubicación
dentro de la misma instalación, por ejemplo, dónde ubicar una máquina dentro de un departamento. Muchas
de las técnicas cuantitativas son bastante teóricas, por lo tanto, generalmente ignoradas. A menudo, estas
técnicas se consideran de poco valor práctico, debido a la dificultad que implica la comprensión de ellas, así
como las diversas hipótesis formuladas en la solución de ellas. Por todo esto, hablamos de una técnica de
ubicación de instalaciones sencilla basada en la consideración de una serie de factores que pueden influir en la
decisión de ubicación.
El problema de la ubicación de las instalaciones debe ser analizado en varios niveles diferentes. Según
Konz (1985), uno debe mirar en la ubicación dentro de un área geográfica, la ubicación dentro de una región,
y la ubicación dentro un sitio. Por ejemplo, la ubicación dentro de una región geográfica puede implicar
seleccionar el país en el que se ubicará la instalación. Esto, a su vez, puede depender de factores tales como la
estabilidad política, la distancia entre las instalaciones y los clientes, el clima, el compromiso del gobierno, la
capacidad de adaptación de la tecnología, los aranceles, y la seguridad. A modo de ejemplo, una empresa
multinacional podría decidir ubicar las instalaciones en los Estados Unidos dentro de la región del "Cinturón
del Sol". Una vez que la región geográfica se ha decidido, el siguiente nivel de decisión implica la selección
de un territorio dentro de esta región. La decisión puede ubicar la planta en una zona rural en contraposición a
un entorno urbano. Los factores que deben ser considerados en la selección del territorio son:
Mercado.
Materia prima.
Transporte.
Energía.
Clima y combustible.
Trabajo y salarios.
Leyes e impuestos.
Servicios a la comunidad y actitud.
Agua y residuos.
El tercer nivel de decisión implica elegir un lugar de varios sitios dentro del territorio seleccionado.
Moore (1962) proporciona una lista de 36 factores que pueden ser utilizados para comparar los sitios de
interés:
Historia del Trabajo.
Disponibilidad del Trabajo.
Influencia de la industria local en materia de trabajo.
La madurez de los ciudadanos.
Potencial de gestión.
Energía eléctrica.
Combustible.
Gas natural.
Carbón.
Suministro de agua.
La contaminación del agua.
El transporte ferroviario.
El transporte de camiones.
El transporte aéreo.
El transporte del agua.
Transportesmisceláneos.
Suministro de materia prima.
Vivienda residencial.
Educación.
Salud y bienestar.
Cultura y recreación.
Aspectos generales de la comunidad.
Servicios comerciales.
Consideraciones específicas del sitio.
Aspectos policiales.
Aspectos de incendio.
402
Caminos y carreteras.
Desechos y basura.
Aguas residuales.
Planificación y zonificación.
Impuestos estatales.
Situación financiera de la Comunidad.
Clima de negocios comunitario.
Clima de negocios del Estado.
Evaluación al empleador comunitario.
Clima local.
Como es evidente en esta lista, una gran cantidad de información debe ser recopilada para ayudar en el
proceso de toma de decisiones. En los Estados Unidos, esa información puede obtenerse a partir de una
variedad de fuentes, incluyendo organismos como el Departamento del Trabajo, la Comisión Federal de
Electricidad, Cámara de Comercio, Comisiones Industriales del Estado, la Comisión Federal de Comercio, y
publicaciones, tales como el Desarrollo Industrial, Manual de Selección de sitio y Ubicación de la planta.
Una vez que la información sobre los diferentes sitios bajo consideración ha sido recopilada, los sitios
deben ser comparados. Una lista de factores críticos (de la lista dada) es desarrollada y a cada factor se le
asigna un peso máximo. Cada sitio es evaluado para cada uno de los factores críticos utilizando una escala
lineal. Este método puede utilizar una escala de tres, cuatro, cinco, o seis puntospara fines de evaluación
(cualquier otra escala lineal puede también ser utilizada; diferentes escalas pueden ser utilizadas para
diferentes factores, también). Por ejemplo, la disponibilidad de materia prima puede ser un factor crítico, con
un peso máximo asignado de 75 puntos. Todos los sitios en estudio pueden ser evaluados para este factor,
utilizando, por ejemplo, una escala de tres puntos con los siguientes valores:
Malo (valor 0 en la escala) = 0 puntos
Suficiente (valor 1 en la escala) = 25 puntos
Bueno (valor 2 en la escala) = 50 puntos
Excelente (valor 3 en la escala) = 75 puntos
Del mismo modo, todos los sitios son evaluados para todos los factores y las puntuaciones de cada sitio
sumadas. El sitio con la puntuación más alta se selecciona. La Tabla 13.1 muestra un ejemplo. En este
ejemplo, el sitio C tiene la puntuación más alta, por lo tanto, se selecciona.
El método descrito implica un poco de subjetividad. Una forma de añadir objetividad es considerar los
costos asociados. Por ejemplo, sería apropiado considerar los costos de capital disponible, el transporte a los
clientes, el transporte de materias primas y la energía, además de la disponibilidad y similares. En tales casos,
los sitios son comparadosusando el método de ingeniería económica estándar, comparación y la toma de
decisiones entre alternativas. La comparación de costos por sí sola puede no ser suficiente para hacer la
selección final del sitio. Por ejemplo, puede ser más barato para la adquisición de materias primas, pero las
instalaciones educativas en el área pueden carecer para las familias de los trabajadores o los impuestos en la
zona podrían ser relativamente altos. El planeador de la instalación tiene que enfocarseen costos, así como
todos los factores críticos.
Otras técnicas cualitativas de ubicación de instalaciones están disponibles. Para más detalles, consultar el
texto por Sule (2001). Como se mencionó anteriormente, las técnicas cuantitativas son menos populares y
utilizadas sobre todo para problemas de ubicación dentro de una planta. Si uno quiere hacer referencia a ellas,
las siguientes referencias, además de las ya mencionadas, pueden ser útiles: Heragu (1997), Sule (1988),
Tompkins y White (1984), y Tompkins et al. (2003).

403
Tabla 13.1
Comparación de Ubicaciones de Sitio bajo Consideración
Factor Crítico Peso Máximo Sitio A Sitio B Sitio C
Materia prima 75 25 50 75
Tierra 100 70 80 90
Disponibilidad de trabajo 100 80 75 90
Transporte 100 90 90 80
Energía 100 80 80 90
Impuestos 60 20 40 60
Educación 75 50 50 75
Total 610 415 465 560
DESARROLLO DEL DISEÑO PRELIMINAR PARA LAS
INSTALACIONES DE MANUFACTURA
Para diseñar las instalaciones de manufactura, debemos conocer el diseño del producto, la cantidad de
manufactura, la dirección que el producto tomará en el transcurso de la manufactura, los servicios de soporte
que se requieren, la secuencia de las tareas necesarias para completar la manufactura del producto, y el tiempo
estándar para diversas tareas.
Capítulos 4 hasta el 10 muestran los detalles del diseño de producto y el Capítulo 6 analiza brevemente la
preparación de la hoja de ruta, también llamada ruta de producción. Provee los detalles sobre cómo el
producto se va a manufacturar, qué tipo de máquinas se necesitan, qué herramientas son necesarias, los
tiempos de preparación de las máquinas, la secuencia de operaciones (tareas), y el volumen de producción en
términos de número de unidades por hora de cada máquina. La determinación de la cantidad a manufacturar
se discute en el Capítulo 12. Para determinar el tiempo estándar, debemos confiar en el estudio de tiempos,
que se mencionó en la Sección 11.4.1, con una referencia para más detalles. Hay otros métodos para la
determinación de tiempos estándar también. Por ejemplo, sistemas de tiempo de movimiento
predeterminados, tales como la medición de los métodos de tiempo y el factor de trabajo, y los datos estándar
(tales como los tabulados en el Capítulo 11) pueden ser utilizados para establecer tiempos de tareas. De
hecho, para los nuevos productos, esta es la única manera, como no existe la tarea para la realización de un
estudio de tiempos convencional. El texto de referencia también proporciona información sobre otros
apartados, como el diagrama de proceso de operación, diagramas de flujo de proceso, diagramas de mano
izquierda y mano derecha, diagramas de Gang y el gráfico de Gantt, que son útiles en el desarrollo, la
planeación y el análisis de los diseños de las máquinas y la planta. El diagrama del proceso de operación y el
diagrama del flujo del proceso son particularmente útiles en la visualización de la secuencia de operación para
manufacturar y ensamblar el producto.
Una vez que tenemos la secuencia de tareas y tiempos estándares para cada tarea, debemos determinar
los requisitos de espacio para varios departamentos. Estos departamentos se pueden dividir endepartamentos
de producción, que tienen máquinas de producción, y los departamentos de no producción, tales como
oficinas y cafeterías. En las siguientes secciones, se describe cómo se establecen los requisitos de espacio para
una producción y un área de oficina, cómo el flujo de una línea de producción es balanceado, y cómo se
desarrolla el diseño preliminar de la instalación.
13.3.1 DETERMINAR LOS REQUISITOS DE ESPACIO
Para determinar las necesidades de espacio para un área de producción, debemos conocer el número y tipo de
máquinas. Vamos a demostrar los cálculos para determinar el número de máquinas para el diseño de la
producción en masa (también conocido como el diseño del producto) y el diseño de talleres de trabajo
(también conocido como el diseño de procesos) con la ayuda de un ejemplo.
En un diseño de producto, debemos conocer la cantidad a producir, los tiempos estándar para todas las
tareas, y una estimación de la tasa de rechazo(desperdicio). Digamos que queremos producir 80,000 unidades
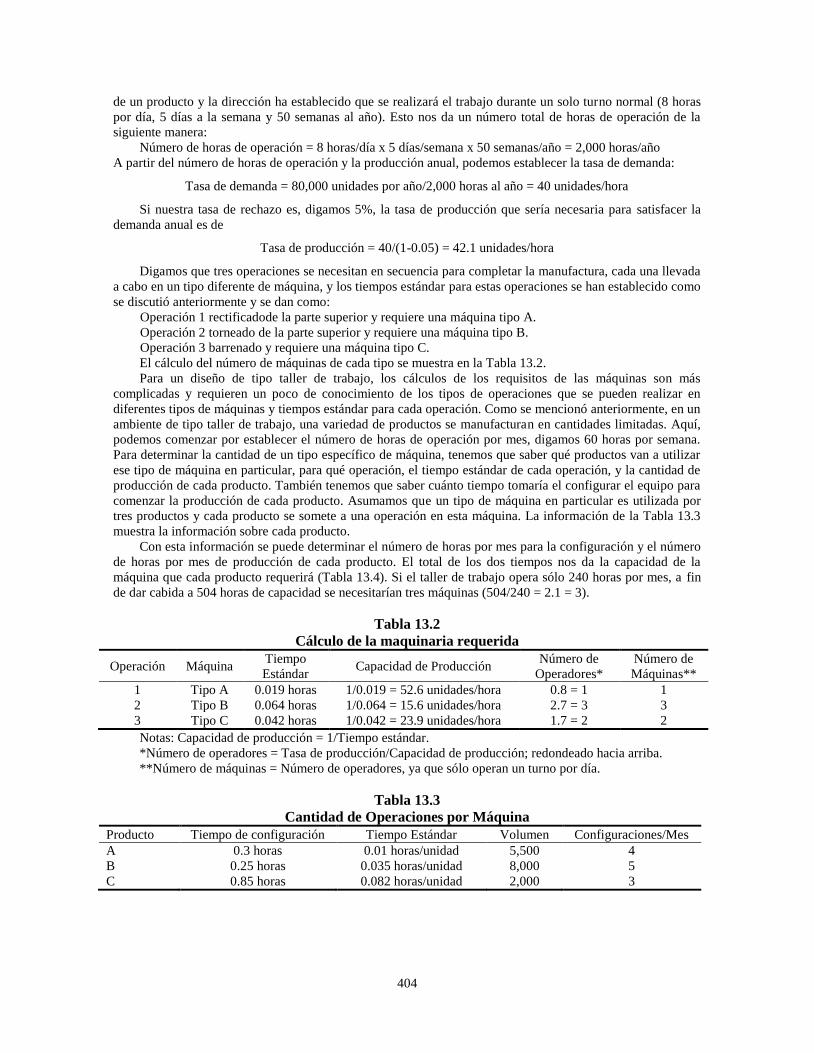
404
de un producto y la dirección ha establecido que se realizará el trabajo durante un solo turno normal (8 horas
por día, 5 días a la semana y 50 semanas al año). Esto nos da un número total de horas de operación de la
siguiente manera:
Número de horas de operación = 8 horas/día x 5 días/semana x 50 semanas/año = 2,000 horas/año
A partir del número de horas de operación y la producción anual, podemos establecer la tasa de demanda:
Tasa de demanda = 80,000 unidades por año/2,000 horas al año = 40 unidades/hora
Si nuestra tasa de rechazo es, digamos 5%, la tasa de producción que sería necesaria para satisfacer la
demanda anual es de
Tasa de producción = 40/(1-0.05) = 42.1 unidades/hora
Digamos que tres operaciones se necesitan en secuencia para completar la manufactura, cada una llevada
a cabo en un tipo diferente de máquina, y los tiempos estándar para estas operaciones se han establecido como
se discutió anteriormente y se dan como:
Operación 1 rectificadode la parte superior y requiere una máquina tipo A.
Operación 2 torneado de la parte superior y requiere una máquina tipo B.
Operación 3 barrenado y requiere una máquina tipo C.
El cálculo del número de máquinas de cada tipo se muestra en la Tabla 13.2.
Para un diseño de tipo taller de trabajo, los cálculos de los requisitos de las máquinas son más
complicadas y requieren un poco de conocimiento de los tipos de operaciones que se pueden realizar en
diferentes tipos de máquinas y tiempos estándar para cada operación. Como se mencionó anteriormente, en un
ambiente de tipo taller de trabajo, una variedad de productos se manufacturan en cantidades limitadas. Aquí,
podemos comenzar por establecer el número de horas de operación por mes, digamos 60 horas por semana.
Para determinar la cantidad de un tipo específico de máquina, tenemos que saber qué productos van a utilizar
ese tipo de máquina en particular, para qué operación, el tiempo estándar de cada operación, y la cantidad de
producción de cada producto. También tenemos que saber cuánto tiempo tomaría el configurar el equipo para
comenzar la producción de cada producto. Asumamos que un tipo de máquina en particular es utilizada por
tres productos y cada producto se somete a una operación en esta máquina. La información de la Tabla 13.3
muestra la información sobre cada producto.
Con esta información se puede determinar el número de horas por mes para la configuración y el número
de horas por mes de producción de cada producto. El total de los dos tiempos nos da la capacidad de la
máquina que cada producto requerirá (Tabla 13.4). Si el taller de trabajo opera sólo 240 horas por mes, a fin
de dar cabida a 504 horas de capacidad se necesitarían tres máquinas (504/240 = 2.1 = 3).
Tabla 13.2
Cálculo de la maquinaria requerida
Operación Máquina Tiempo
Estándar Capacidad de Producción
Número de
Operadores*
Número de
Máquinas**
1 Tipo A 0.019 horas 1/0.019 = 52.6 unidades/hora 0.8 = 1 1
2 Tipo B 0.064 horas 1/0.064 = 15.6 unidades/hora 2.7 = 3 3
3 Tipo C 0.042 horas 1/0.042 = 23.9 unidades/hora 1.7 = 2 2
Notas: Capacidad de producción = 1/Tiempo estándar.
*Número de operadores = Tasa de producción/Capacidad de producción; redondeado hacia arriba.
**Número de máquinas = Número de operadores, ya que sólo operan un turno por día.
Tabla 13.3
Cantidad de Operaciones por Máquina
Producto Tiempo de configuración Tiempo Estándar Volumen Configuraciones/Mes
A 0.3 horas 0.01 horas/unidad 5,500 4
B 0.25 horas 0.035 horas/unidad 8,000 5
C 0.85 horas 0.082 horas/unidad 2,000 3
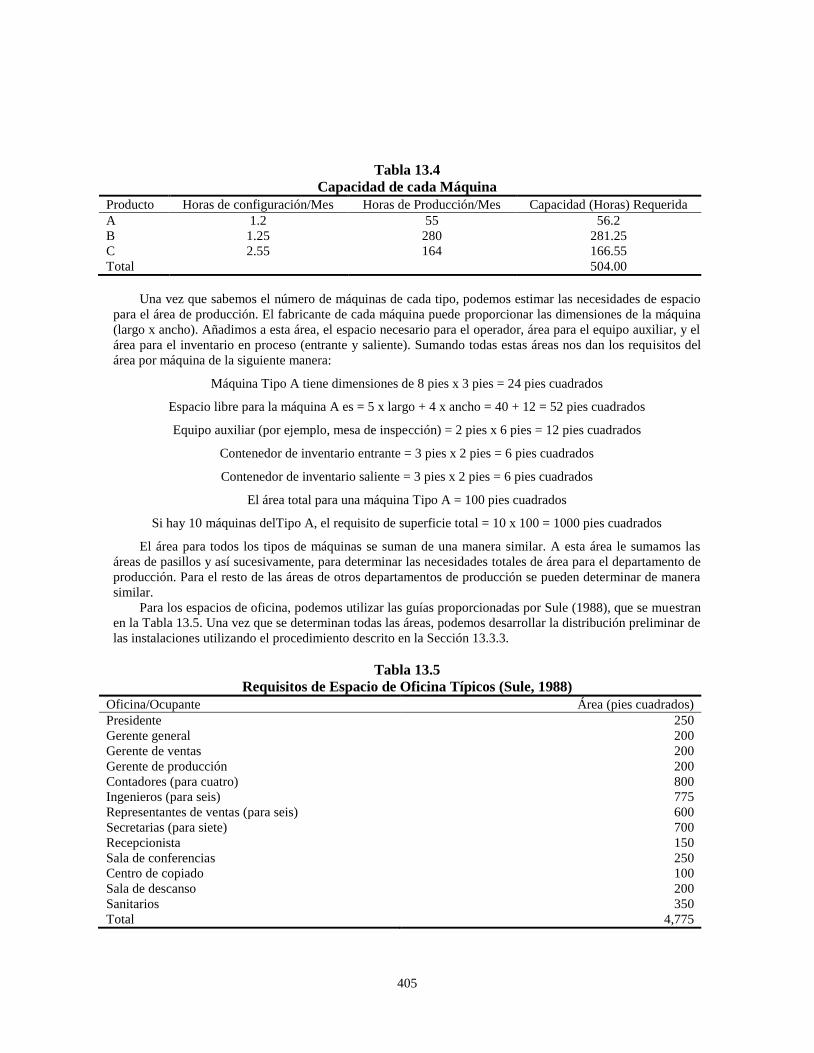
405
Tabla 13.4
Capacidad de cada Máquina
Producto Horas de configuración/Mes Horas de Producción/Mes Capacidad (Horas) Requerida
A 1.2 55 56.2
B 1.25 280 281.25
C 2.55 164 166.55
Total 504.00
Una vez que sabemos el número de máquinas de cada tipo, podemos estimar las necesidades de espacio
para el área de producción. El fabricante de cada máquina puede proporcionar las dimensiones de la máquina
(largo x ancho). Añadimos a esta área, el espacio necesario para el operador, área para el equipo auxiliar, y el
área para el inventario en proceso (entrante y saliente). Sumando todas estas áreas nos dan los requisitos del
área por máquina de la siguiente manera:
Máquina Tipo A tiene dimensiones de 8 pies x 3 pies = 24 pies cuadrados
Espacio libre para la máquina A es = 5 x largo + 4 x ancho = 40 + 12 = 52 pies cuadrados
Equipo auxiliar (por ejemplo, mesa de inspección) = 2 pies x 6 pies = 12 pies cuadrados
Contenedor de inventario entrante = 3 pies x 2 pies = 6 pies cuadrados
Contenedor de inventario saliente = 3 pies x 2 pies = 6 pies cuadrados
El área total para una máquina Tipo A = 100 pies cuadrados
Si hay 10 máquinas delTipo A, el requisito de superficie total = 10 x 100 = 1000 pies cuadrados
El área para todos los tipos de máquinas se suman de una manera similar. A esta área le sumamos las
áreas de pasillos y así sucesivamente, para determinar las necesidades totales de área para el departamento de
producción. Para el resto de las áreas de otros departamentos de producción se pueden determinar de manera
similar.
Para los espacios de oficina, podemos utilizar las guías proporcionadas por Sule (1988), que se muestran
en la Tabla 13.5. Una vez que se determinan todas las áreas, podemos desarrollar la distribución preliminar de
las instalaciones utilizando el procedimiento descrito en la Sección 13.3.3.
Tabla 13.5
Requisitos de Espacio de Oficina Típicos (Sule, 1988)
Oficina/Ocupante Área (pies cuadrados)
Presidente 250
Gerente general 200
Gerente de ventas 200
Gerente de producción 200
Contadores (para cuatro) 800
Ingenieros (para seis) 775
Representantes de ventas (para seis) 600
Secretarias (para siete) 700
Recepcionista 150
Sala de conferencias 250
Centro de copiado 100
Sala de descanso 200
Sanitarios 350
Total 4,775
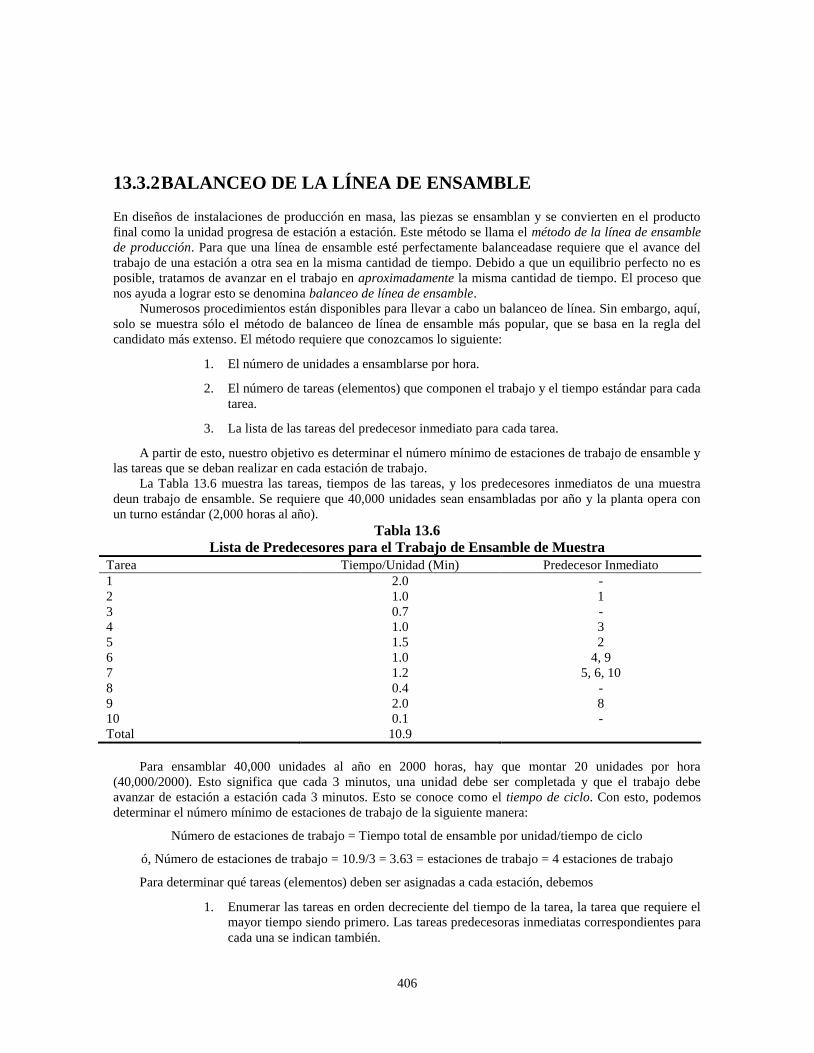
406
13.3.2 BALANCEO DE LA LÍNEA DE ENSAMBLE
En diseños de instalaciones de producción en masa, las piezas se ensamblan y se convierten en el producto
final como la unidad progresa de estación a estación. Este método se llama el método de la línea de ensamble
de producción. Para que una línea de ensamble esté perfectamente balanceadase requiere que el avance del
trabajo de una estación a otra sea en la misma cantidad de tiempo. Debido a que un equilibrio perfecto no es
posible, tratamos de avanzar en el trabajo en aproximadamente la misma cantidad de tiempo. El proceso que
nos ayuda a lograr esto se denomina balanceo de línea de ensamble.
Numerosos procedimientos están disponibles para llevar a cabo un balanceo de línea. Sin embargo, aquí,
solo se muestra sólo el método de balanceo de línea de ensamble más popular, que se basa en la regla del
candidato más extenso. El método requiere que conozcamos lo siguiente:
1. El número de unidades a ensamblarse por hora.
2. El número de tareas (elementos) que componen el trabajo y el tiempo estándar para cada
tarea.
3. La lista de las tareas del predecesor inmediato para cada tarea.
A partir de esto, nuestro objetivo es determinar el número mínimo de estaciones de trabajo de ensamble y
las tareas que se deban realizar en cada estación de trabajo.
La Tabla 13.6 muestra las tareas, tiempos de las tareas, y los predecesores inmediatos de una muestra
deun trabajo de ensamble. Se requiere que 40,000 unidades sean ensambladas por año y la planta opera con
un turno estándar (2,000 horas al año).
Tabla 13.6
Lista de Predecesores para el Trabajo de Ensamble de Muestra
Tarea Tiempo/Unidad (Min) Predecesor Inmediato
1 2.0 -
2 1.0 1
3 0.7 -
4 1.0 3
5 1.5 2
6 1.0 4, 9
7 1.2 5, 6, 10
8 0.4 -
9 2.0 8
10 0.1 -
Total 10.9
Para ensamblar 40,000 unidades al año en 2000 horas, hay que montar 20 unidades por hora
(40,000/2000). Esto significa que cada 3 minutos, una unidad debe ser completada y que el trabajo debe
avanzar de estación a estación cada 3 minutos. Esto se conoce como el tiempo de ciclo. Con esto, podemos
determinar el número mínimo de estaciones de trabajo de la siguiente manera:
Número de estaciones de trabajo = Tiempo total de ensamble por unidad/tiempo de ciclo
ó, Número de estaciones de trabajo = 10.9/3 = 3.63 = estaciones de trabajo = 4 estaciones de trabajo
Para determinar qué tareas (elementos) deben ser asignadas a cada estación, debemos
1. Enumerar las tareas en orden decreciente del tiempo de la tarea, la tarea que requiere el
mayor tiempo siendo primero. Las tareas predecesoras inmediatas correspondientes para
cada una se indican también.

407
2. Designe la primera estación en el paso 1 como la estación 1 y consecutivamente numere
las estaciones restantes.
3. Comenzando en la parte superior de la lista, asigne una tarea factible a esa estación. Una
vez que se ha asignado una tarea, toda referencia a la misma se elimina de la lista
predecesora. Una tarea es factible sólo si no tiene predecesores o se han borrado todos
sus predecesores. Se puede asignar sólo si no excede el tiempo de ciclo para la estación,
y esta condición se puede comprobar mediante la comparación del tiempo acumulado de
todas las tareas hasta ahora asignadas a esa estación, incluyendo la tarea en cuestión, con
el tiempo de ciclo. Si el tiempo acumulado es mayor que el tiempo de ciclo, la tarea en
cuestión no puede ser asignada a la estación. Si ninguna tarea es factible, vaya al paso 5.
4. Elimine la tarea que se asigna a partir de la lista de tareas. Si la lista está vacía, vaya al
paso 6, de lo contrario vuelva al paso 3.
5. Cree una nueva estación aumentando en uno el número de estaciones. Vaya al paso 3.
6. Todas las tareas son asignadas.
En nuestro ejemplo, debemos asignar todas las tareas a cuatro estaciones. Las tareas se enumeran en
orden decreciente en la Tabla 13.7. Aplicando el procedimiento, abrimos la estación 1 y asignamos la tarea 1,
que no tiene predecesor. Eliminamos toda referencia a la tarea 1 de la Tabla 13.7 y comparamos el tiempo
acumulado al tiempo de ciclo. Todavía nos queda 1 minuto libre, por lo que volvemos a la parte superior de la
lista en la Tabla 13.7. La siguiente tarea que se puede asignar a la estación 1 es la tarea 2, ya que no tiene
predecesor dejado sin asignar, tiene el tiempo más alto de todas las tareas hasta este momento que se puede
asignar, y el tiempo de ciclo no se excede (tareas 9, 5, y 7 tienen predecesores sin asignar). Así que le
asignamos la tarea 2 a la estación 1 y la eliminamos de la tabla 13.7. Tenga en cuenta que la estación 1 tiene
ahora tiempo acumulado igual al tiempo de ciclo, y por lo tanto, debemos abrir la estación 2.
Volviendo a la parte superior de la lista en la Tabla 13.7, observamos que la primera tarea que puede ser
asignada a la estación 2 es la tarea 5. Esto será seguido por la asignación de las tareas 3, 8 y 10 a la estación 2.
El tiempo acumulado es 2.7, y puesto que no hay tarea libre que tenga un tiempo de tarea de 0.3 minutos o
menos, abrimos la estación número 3. Eliminando las tareas 5, 3, 8 y 10 de la lista, volvemos a la parte
superior de la tabla 13.7. Podemos asignar las tareas 9 y 4 a la estación 3 y eliminarlas de la lista. Siguiendo el
procedimiento, abrimos la estación 4, que se le asigna las tareas 6 y 7. Hemos asignado todas las 10 tareas
entre las cuatro estaciones de trabajo sin violar la lista predecesores. La Tabla 13.8 muestra la asignación
final.
Tabla 13.7
Tiempo de las Tareas en Orden Decreciente
Tarea Tiempo/Unidad (Min) Predecesor Inmediato
1 2.0 -
9 2.0 8
5 1.5 2
7 1.2 5, 10
2 1.0 1
4 1.0 3
6 1.0 4, 9
3 0.7 -
8 0.4 -
10 0.1 -
Tabla 13.8
Asignación Estación-Tarea para el Trabajo de Muestra
Estación Tareas
1 1, 2
2 5, 3, 8, 10
3 9, 4
4 6, 7

408
13.3.3 PLANEACIÓN SISTEMÁTICA DE LA DISTRIBUCIÓN DE
PLANTA
El procedimiento de la planeación sistemática de la distribución de planta descrito aquí fue desarrollado por
Murther (1973) y tiene seis pasos:
1. Determinar el área requerida para cada departamento (ver Sección 13.3.1).
2. Desarrollar un diagrama de relación.
3. Convertir la tabla de relación en una representación gráfica (diagrama nodal).
4. Convertir la distribución nodal en una representación de cuadrícula.
5. Desarrollar plantillas para representar cada área.
6. Organizar las plantillas de la misma manera que en el paso 3, tabla de relaciones.
Ajustar la forma de los departamentos para caber dentro de la forma del edificio.
El segundo paso requiere el desarrollo de una tabla de relaciones, que en realidad es una descripción
cualitativa de grado de cercanía que el diseñador de instalacionespercibe entre los distintos departamentos.
Los siguientes códigos se utilizan para describir la cercanía entre los departamentos:
A = Absolutamente necesario, valor = 4
E = Especialmente importancia, valor = 3
I = Importante, valor = 2
O = Ordinaria, valor = 1
U = Sin importancia, valor = 0
X = Indeseable, valor = -1
La relación entre los departamentos podría basarse en el movimiento de materiales entre ellos, la
necesidad de supervisión, el uso de equipos comunes, necesidades de servicio, evitar el ruido, o el flujo del
papeleo. El gráfico de relación se convierte en unatabla de valores, utilizando el valor de los códigos. Por
ejemplo, la Tabla 13.9 muestra la gráfica de relación de una muestra y en la Tabla 13.10 muestra su
conversión en una tabla de valores.
Tabla 13.9
Gráfico de Relación para un Problema de Muestra
Departamento
Departamento Mfg St Of Tr C Q R S
Mfg - A E A E A E E
St - O O U O U A
Of - U O O U O
Tr - O A U U
C - U U U
Q - U O
R - U
S -
Nota: Mfg = Manufactura, St = Almacén, Of = Oficina, Tr = Cuarto de herramientas, C = Cafetería, Q =
Control de Calidad, R = Recibos, S = Embarques.

409
Tabla 13.10
Tabla de Valores para la Tabla 13.9
Departamento
Departamento Mfg St Of Tr C Q R S Total*
Mfg - 4 3 4 3 4 3 3 24
St - 1 1 0 1 0 4 11
Of - 0 1 1 0 1 7
Tr - 1 4 0 0 10
C - 0 0 0 5
Q - 0 1 11
R - 0 3
S - 0
*Suma de números en columna y renglón para cada departamento.
Para preparar el diagrama nodal, el departamento con el valor más alto se coloca en el centro y otros
departamentos se colocan alrededor de él, comenzando con el departamento con el siguiente valor más alto, y
así sucesivamente. Los departamentos se conectan mediante la conversión de códigos de relación entre los
departamentos con líneas. Los departamentos representados por el código de relación A están conectados por
cuatro líneas, los relacionados con el código E están conectados por tres líneas, relaciones I están conectados
por dos líneas, O por una línea, U quedan desconectados, y X por una línea ondulada. Este paso es el paso
más crítico en el procedimiento de la distribución de instalaciones, por lo tanto, el diagrama nodal se ajusta,
intercambiando departamentos si es necesario, para satisfacer todas las relaciones del paso 2. La Figura 13.1
muestra un diagrama nodal típico de Sule (1988).
El cuarto paso es convertir el diagrama nodal en una red de distribución a escala. El área de cada
departamento se convierte en un número aproximado de bloques, cada bloque representa aproximadamente
200 pies cuadrados. Un departamento de 2,000 pies cuadrados sería equivalente a 10 bloques. Cada
departamento se coloca en la red, representada por los bloques para el área y usandola distribución del
diagrama nodal. La Figura 13.2 muestra un diagrama de red para la representación nodal de la Figura 13.1.
A continuación, cada departamento está representado por una plantilla en la red. La distribución de
planta resultante podría tener una forma irregular (Figura 13.3) por lo que es necesario la manipulación de las
plantillas hasta tener un diseño con aspecto agradable (regular) (Figura 13.4). El paso 3 del proceso se repite
hasta que varios diseños resultan. Estos diseños son evaluados usando múltiples criterios, tales como la
inversión, la facilidad de la supervisión, la facilidad de expansión y la facilidad de operación. Se asigna un
peso a cada criterio y todos los diseños son evaluados para todos los criterios. Las puntuaciones ponderadas
para cada diseño se suman, y se selecciona el diseño con la puntuación más alta. Esto sin embargo, puede no
ser el diseño final, características de otros diseños se incorporan en este diseño para llegar a la distribución de
planta final. El método de evaluación se ha descrito en el Capítulo 3 de este libro.
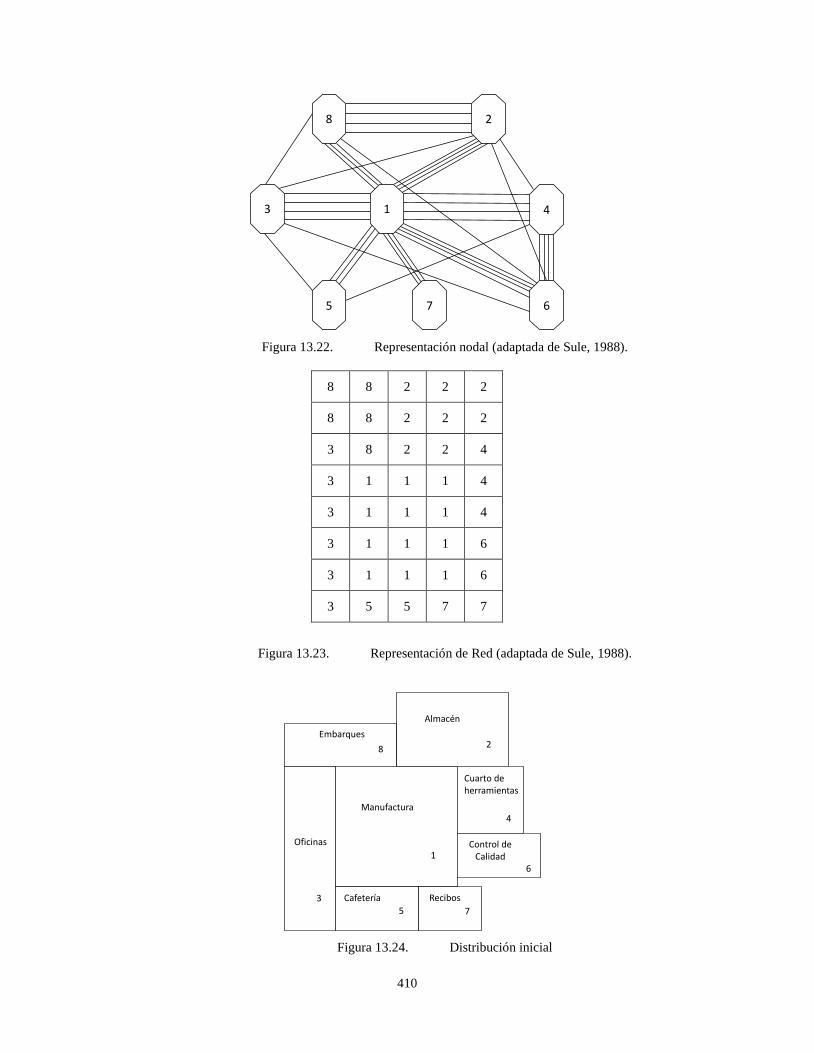
410
Figura 13.22. Representación nodal (adaptada de Sule, 1988).
8 8 2 2 2
8 8 2 2 2
3 8 2 2 4
3 1 1 1 4
3 1 1 1 4
3 1 1 1 6
3 1 1 1 6
3 5 5 7 7
Figura 13.23. Representación de Red (adaptada de Sule, 1988).
Figura 13.24. Distribución inicial
8 2
3 4
7 6
1
5
Embarques
Almacén
Cafetería Recibos
Manufactura
Cuarto de herramientas
Control de Calidad
8 2
4
6
75
3
1
Oficinas

411
Figura 13.25. Distribución Final.
RESUMEN
En este capítulo se ofrece una breve descripción del procedimiento de planeación de instalaciones y no está
destinado a sustituir los detalles de un texto sobre este tema. Cubrimos los detalles más básicos de la
planeación de instalaciones, la determinación de la ubicación de las instalaciones y el desarrollo de la
distribución de las instalaciones. Sólo se discutieron las técnicas que se utilizan ampliamente. Otros aspectos
de la planeación de instalaciones, tales como el diseño de sistemas de manejo de materiales, diseño de
almacenes, y el equilibrio entre las instalaciones y los sistemas de manejo de materiales, se han omitido.
Todos estos son temas críticos de la planeación general de las instalaciones y se debe dar la debida atención.
Dado que nuestra intención es proporcionar una visión general del diseño completo de productos, desarrollo,
y el espectro de manufactura, ofrecemos una breve cobertura de este tema importante, el proveer los detalles
de todo el proceso de planeación de instalaciones no ha sido nuestra intención, y suponemos que la persona o
el equipo enfocado en esta actividad tendrála formación adecuada en la materia. Se recomienda que los
lectores se refieren a las Referencias siguientes para un trato detallado de la materia.
Embarques Almacén
Cafetería Recibos
Manufactura
Cuarto de herramientas
Control de Calidad
8 2
4
675
3
1
Oficinas

412
Referencias
Heragu, S. Facilities Design. Boston: PWS Publishing Company, 1997.
Konz, S. A. Facility Design. New York: John-Wiley and Sons, 1985.
Moore, J. M. Plant Layout and Design. New York: Macmillan, 1962.
Muther, R. Systematic Layout Planning. Boston: Cahners Books, Boston, 1973.
Sule, D. R. Manufacturing Facilities: Location, Planning, and Design, 2nd ed. Boston: PWS Publishing, 1988.
Sule, D. R. Logistics of Facility Location and Allocation. New York: Marcel Dekker, 2001.
Tompkins, J. A., and J. A. White, Y. A. Bozer, and J. M. A. Tanchoco. Facilities Planning, 3 rd ed. New York: John
Wiley and Sons, 2003.
413
414

415