4 procesos de unión
TRANSCRIPT

5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 1/22
4 Procesos de unión
4.1 Uniones fijas
4.1.1 Soldadura
4.1.1.1 Soldadura blanda
4.1.1.2 Soldadura fuerte
4.1.1.3 Soldadura por forja
4.1.1.4 Soldadura con gas
4.1.1.5 Soldadura por resistencia
4.1.1.6 Soldadura por inducción
4.1.1.7 Soldadura por arco eléctrico
4.1.1.8 Soldadura por arco con hidrogeno atómico
4.1.1.9 Soldadura por arco con gas protector

5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 2/22
OBJETIVO ESPECIFICO:
REFORZAR QUE ALUMNO DE INGENIERIA MECANICA TENGA MÁS
CONOCIMIENTO EN LA TEORIA DE LOS PROCESOS DE UNION Y SUSDIFERENTES APLICACIONES AL CAMPO LABORAL.
CONOCER MAS SOBRE LA UNION FIJA (SOLDADURA,ETC) PARAPODER LLEVAR LA TEORIA OBTENIDA EN EL AULA HA PRACTICA
DESMINUIR LA DUDAS SOBRE LAS UNIONES FIJAS
5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 3/22
4.1 Uniones fijas
Son aquellas cuyos elementos de unión son imposibles de desmontar sin destruir
alguno de ellos los medios de Unión fija, fundamentalmente usados hoy día, son:
las uniones por roblones o remaches, y la soldadura.
Remaches: Es un elemento de fijación que se emplea para unir dos o más piezas.
Consiste en un tubo cilíndrico (el vástago) que en su fin dispone de una cabeza.
Existe una amplia gama de remaches y cada tipo, dentro de esta, posee
características particulares adecuadas a las aplicaciones específicas para las
cuales han sido diseñados.
Soldaduras: La soldadura es otro sistema de unir piezas de manera fija e íntima,
de tal modo que no se pueden desarmar o desmontar sus elementos
constitutivos. Soldar es unir piezas metálicas de la misma o semejante
composición hasta formar una sola pieza.
Clasificación de soldaduras:
-Soldadura sin plomo: Es un tipo de soldadura en la que la aleación más apta eraaquella compuesta por estaño/plata/cobre.
-Soldadura por un rayo laser: Esta utiliza la energía aportada por un haz láser para
fundir y recristalizar el material o los materiales que se desea unir, resultando así
la unión entre los elementos involucrados.
5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 4/22
4.1.1 Soldadura
La soldadura es un proceso de unión de materiales, en el cual se funden lassuperficies de contacto de dos o más partes mediante la aplicación de calor oprecisión. La integración de las partes que se unen mediante soldadura se llamaensamble soldado.
Muchos procesos de soldadura se obtienen solamente por el calor sin aplicarpresión. Otros se obtienen mediante una combinación de calor y presión, y unos
únicamente por presión sin aportar calor externo. En algunos casos se agrega unmaterial de aporte o relleno para facilitar la fusión. La soldadura se asocia conpartes metálicas, pero el proceso también se usa para unir plásticos.
La soldadura es un proceso importante en la industria por diferentes motivos:
Proporciona una unión permanente y las partes soldadas se vuelven unasola unidad.
La unión soldada puede ser más fuerte que los materiales originales si seusa un material de relleno que tenga propiedades de resistencia superiores
a la de los metales originales y se aplican las técnicas correctas de soldar.
La soldadura es la forma más económica de unir componentes. Losmétodos alternativos requieren las alteraciones más complejas de lasformas (Ej. Taladrado de orificios y adición de sujetadores: remaches ytuercas). El ensamble mecánico es más pesado que la soldadura.
La soldadura no se limita al ambiente de fábrica, se puede realizar en elcampo.
La soldadura es un proceso de fabricación en donde se realiza la unión de dos
materiales, (generalmente metales o termoplásticos), usualmente logrado a través
de la coalescencia (fusión), en la cual las piezas son soldadas fundiendo ambas y
pudiendo agregar un material de relleno fundido (metal o plástico), para conseguir
un baño de material fundido (el baño de soldadura) que, al enfriarse, se convierte
en una unión fija. A veces la presión es usada conjuntamente con el calor, o por sí
misma, para producir la soldadura. Esto está en contraste con la soldadura blanda
(en inglés soldering) y la soldadura fuerte (en inglés brazing), que implican el

5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 5/22
derretimiento de un material de bajo punto de fusión entre piezas de trabajo para
formar un enlace entre ellos, sin fundir las piezas de trabajo.
La Soldadura es un metal fundido que une dos piezas de metal, de la misma
manera que realiza la operación de derretir una aleación para unir dos metales,
pero diferente de cuando se soldán dos piezas de metal para que se unan entre siformando una unión soldada.
4.1.1.1 Soldadura blanda
La soldadura es un método que se usa de forma doméstica para reparar tuberíasrotas y otros arreglos sencillos, aunque requiere un alto grado de profesionalidad.Existen diversos tipos de soldadura, algunos de ellos excesivamente complicados,que requieren de muchos años de práctica para conseguir buenos resultados.Básicamente podemos dividir en dos grandes tipologías de soldadura: la blanda yla dura. En el presente reportaje vamos a diseccionar todos los secretos de
la soldadura blanda, que es la más sencilla y fácil de ejecutar.
Elemento imprescindibles normalmente, a la hora de soldar algún elemento seutilizan, o bien soldadores eléctricos, o bien con soplete con cartucho o botella degas. La potencia del soldador no deberá ser mayor de 40 vatios para evitar que losmateriales se deterioren y tampoco deberá ser inferior a 20 vatios. El soplete concartucho o con botellas de gas es muy cómodo también: cartucho y soplete formanun todo.
La soldadura blanda este tipo de soldadura consiste en unir dos fragmentos demetal, que suele ser con asiduidad de cobre, hierro o latón, por medio de un metal
de aportación (normalmente estaño) para conseguir una continuidad eléctricaentre los dos trozos a unir.
La unión de ambos metales debe ofrecer la menor resistencia posible al paso de lacorriente eléctrica. Se deben cumplir algunos requisitos para que la unión se llevea cabo con éxito. La calidad del estaño deberá tener las proporcionesadecuadas: 60% de estaño y 40% de plomo. El motivo de que se elija estaaleación se debe a que ninguno de estos dos metales por separado funde a unatemperatura superior a los 300 ºC, mientras que en la aleación que compone elestaño funde a 232 ºC.

5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 6/22
4.1.1.2 Soldadura fuerte
Se define la soldadura fuerte como un proceso "en el que se produce coalescenciamediante calentamiento a temperaturas adecuadas por encima de 800ºF, y lautilización de un metal de aporte no ferroso con punto de fusión inferior al delmetal base, distribuyéndose el metal de aporte entre las superficies perfectamenteajustadas de la junta por atracción capilar".
En esta soldadura se aplica también metal de aporte en estado líquido, pero estemetal, por lo regular no ferroso, tiene su punto de fusión superior a los 430 ºC ymenor que la temperatura de fusión del metal base. Por lo regular se requiere defundentes especiales para remover los óxidos de las superficies a unir y aumentar
la fluidez al metal de aporte. Algunos de los metales de aporte son aleaciones decobre, aluminio o plata. A continuación se presentan algunos de los más utilizadospara las soldaduras denominadas como fuertes:
1. Cobre. Su punto de fusión es de 1083ºC.2. Bronces y latones con punto de fusión entre los 870 y 1100ºC.3. Aleaciones de plata con temperaturas de fusión entre 630 y 845ºC.4. Aleaciones de aluminio con temperatura de fusión entre 570 y 640ºC
La soldadura dura se puede clasificar por la forma en la que se aplica el metal deaporte. A continuación se describen algunos de estos métodos:
Inmersión. El metal de aporte previamente fundido se introduce entre las dospiezas que se van a unir, cuando este se solidifica las piezas quedan unidas.
Horno. El metal de aporte en estado sólido, se pone entre las piezas a unir, estasson calentadas en un horno de gas o eléctrico, para que con la temperatura sederrita al metal de aporte y se genere la unión al enfriarse.
5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 7/22
Soplete. El calor se aplica con un soplete de manera local en las partes del metala unir, el metal de aporte en forma de alambre se derrite en la junta. Los sopletespueden funcionar con los siguientes comburentes: aire inyectado a presión(soplete de plomero), aire de la atmósfera (mechero Bunsen), oxígeno o airealmacenado a presión en un tanque. Los combustibles pueden ser: alcohol,
gasolina blanca, metano, propano-butano, hidrógeno o acetileno.
Electricidad. La temperatura de las partes a unir y del metal de aporte se puedelograr por medio de resistencia a la corriente, por inducción o por arco, en los tresmétodos el calentamiento se da por el paso de la corriente entre las piezasmetálicas a unir.
La soldadura fuerte como bien indica su nombre se caracteriza por tener una
fortaleza y ductilidad alta. De hecho la zona de unión es igual o más fuerte que los
metales que se han unido. También es una unión que destaca por su
homogeneidad en la unión, lo que implica un buen acabado a nivel estético yestanqueidad a la hora de contener fluidos.
Propiedades de una unión correcta por soldadura fuerte:
Fuerte y dúctil. – Las uniones por soldadura fuerte son, como mínimo, tan fuertescomo los propios metales principales que se han unido y soportarán las másdifíciles condiciones de trabajo.
Estanquidad a las fugas:- Los procedimientos seguidos para la soldadura fuerteresultan en uniones estancas que se utilizan extensamente en instalaciones detuberías de gas y de líquidos.
Conductividad eléctrica:- Las uniones por soldadura fuerte presentan una buenaconductividad eléctrica y se utilizan en aplicaciones en las que esta propiedad esimportante.
Aspecto de la unión:- Las uniones por soldadura fuerte presentan cordoneslimpios y lisos.

5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 8/22
4.1.1.3 Soldadura por forja
Es el proceso de soldadura más antiguo. El proceso consiste en el calentamiento
de las piezas a unir en una fragua hasta su estado plástico y posteriormente por
medio de presión o golpeteo se logra la unión de las piezas. En este
procedimiento no se utiliza metal de aporte y la limitación del proceso es que sólo
se puede aplicar en piezas pequeñas y en forma de lámina. La unión se hace del
centro de las piezas hacia afuera y debe evitarse a como de lugar la oxidación,
para esto se utilizan aceites gruesos con un fundente, por lo regular se utiliza
bórax combinado con sal de amonio.
La clasificación de los procesos de soldadura mencionados hasta ahora, es la más
sencilla y general, a continuación se hace una descripción de los procesos de
soldadura más utilizados en los procesos industriales.
5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 9/22
4.1.1.4 Soldadura con gas
Este proceso incluye a todas las soldaduras que emplean un gas combustible para
generar la energía que es necesaria para fundir el material de aporte. Los
combustibles más utilizados son el metano, acetileno y el hidrógeno, los que al
combinarse con el oxígeno como comburente generan las soldaduras autógena y
oxhídrica.
La soldadura oxhídrica es producto de la combinación del oxígeno y el hidrógeno
en un soplete. El hidrógeno se obtiene de la electrólisis del agua y la temperaturaque se genera en este proceso es entre 1500 y 2000°C.
La soldadura autógena se logra al combinar al acetileno y al oxígeno en un
soplete. Se conoce como autógena porque con la combinación del combustible y
el comburente se tiene autonomía para ser manejada en diferentes medios. El
acetileno se produce al dejar caer terrones de carburo de calcio en agua, en
5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 10/22
donde el precipitado es cal apagada y los gases acetileno. Uno de los mayores
problemas del acetileno es que no se puede almacenar a presión por lo que este
gas se puede obtener por medio de generadores de acetileno o bien en cilindros
los que para soportar un poco la presión 1.7 MPa, se les agrega acetona.
Se compone básicamente de dos elementos, agua y carburo de calcio, que al serunidos producen el gas acetileno. Este es obtenido dentro de tubos que contienen
unos 300 pies cúbicos de gas a 250 LPC (libra por pie cuadrado). Operan por el
principio de dejar caer pedazos de carburo de calcio, para generar acetileno.
El oxigeno y el acetileno se queman por medio de un mechero o soplete, ambos
gases se conducen a la llama a través de válvulas de reductoras de presión.
Debido a que estos gases mezclados son muy explosivos deben tenerse
precauciones en su mezcla.
La llama tiene dos zonas diferentes. El máximo de temperatura (6300º F) seproduce en el extremo del cono interior. La relación de oxigeno y acetileno de 1 :1
a 1,15 :1 da una llama neutra .Mayor porcentaje de oxigeno da una llama oxidante
(bronces y latones).Menor porcentaje de oxigeno da una llama carburizante
(soldadura monel, acero de bajo carbono).
En la soldadura debe agregarse material de aporte en forma de varillas o
alambres. El control de temperatura es sencillo con una adecuada técnica se
logran una buena soldadura.
En los últimos años está en desuso, excepto para piezas delgadas de metal o
reparaciones.
La soldadura de gas a presión: las uniones se hacen por calentamiento de las
terminaciones con llama de gas a una temp. Inferior a la fusión uniendo las
terminaciones bajo presión.
La soldadura a gas fue unos de los primeros procesos de soldadura de fusión
desarrollados que demostraron ser aplicables a una extensa variedad de
materiales y aleaciones. Durante muchos años fue el método más útil para soldar
metales no ferrosos. Sigue siendo un proceso versátil e importante pero su uso se
ha restringido ampliamente a soldadura de chapa metálica, cobre y aluminio. Elequipo de soldadura a gas puede emplearse también para la soldadura fuerte,
blanda y corte de acero.
Tanto el oxígeno como el gas combustible son alimentados desde cilindros, o
algún suministro principal, a través de reductores de presión y a lo largo de una
tubería de goma hacia un soplete. En este, el flujo de los dos gases es regulado
por medio de válvulas de control, pasa a una cámara de mezcla y de ahí a una

5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 11/22
boquilla. El caudal máximo de flujo de gas es controlado por el orificio de la
boquilla. Se inicia la combustión de dicha mezcla por medio de un mecanismo de
ignición (como un encendedor por fricción) y la llama resultante funde un material
de aporte (generalmente acero o aleaciones de zinc, estaño, cobre o bronce) el
cual permite un enlace de aleación con la superficie a soldar y es suministrado por
el operador del soplete.
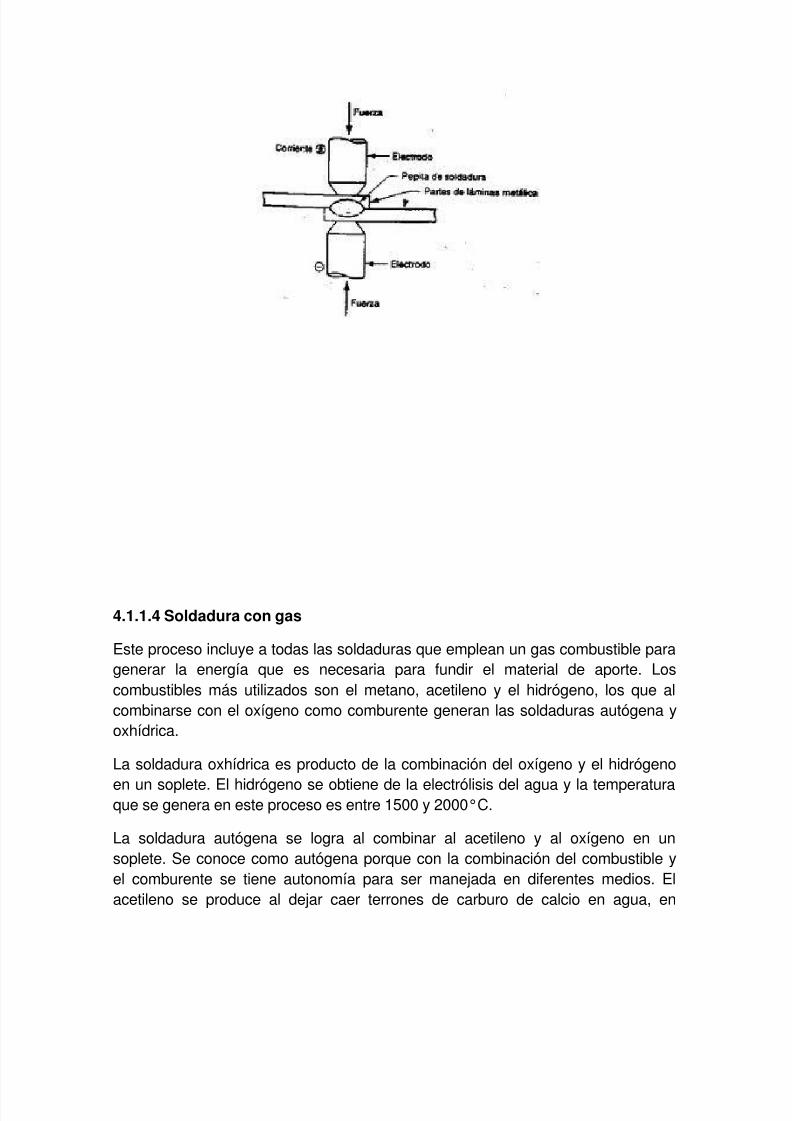
4.1.1.5 Soldadura por resistencia
El principio del funcionamiento de este proceso consiste en hacer pasar una
corriente eléctrica de gran intensidad a través de los metales que se van a unir,
como en la unión de los mismos la resistencia es mayor que en sus cuerpos se
generará el aumento de temperatura, aprovechando esta energía y con un poco
de presión se logra la unión. La corriente eléctrica pasa por un transformador en el
que se reduce el voltaje de 120 o 240 a 4 o 12 V, y se eleva el amperaje
considerablemente para aumentar la temperatura. La soldadura por resistencia es
aplicable a casi todos los metales, excepto el estaño, zinc y plomo.
La soldadura por resistencia implica la generación de calor pasando corriente a
través de la resistencia causada por el contacto entre dos o más superficies de
metal. Se forman pequeños charcos de metal fundido en el área de soldadura a
medida que la elevada corriente (1.000 a 100.000 A) pasa a través del metal. En
general, los métodos de la soldadura por resistencia son eficientes y causan poca

5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 12/22
contaminación, pero sus aplicaciones son algo limitadas y el costo del equipo
puede ser alto.
La soldadura por puntos es un popular método de soldadura por resistencia usado
para juntar hojas de metal solapadas de hasta 3 mm de grueso. Dos electrodos
son usados simultáneamente para sujetar las hojas de metal juntas y para pasarcorriente a través de las hojas. Las ventajas del método incluyen el uso eficiente
de la energía, limitada deformación de la pieza de trabajo, altas velocidades de
producción, fácil automatización, y el no requerimiento de materiales de relleno. La
fuerza de la soldadura es perceptiblemente más baja que con otros métodos de
soldadura, haciendo el proceso solamente conveniente para ciertas aplicaciones.
Es usada extensivamente en la industria de automóviles -- Los carros ordinarios
puede tener varios miles de puntos soldados hechos por robots industriales. Un
proceso especializado, llamado soldadura de choque, puede ser usado para los
puntos de soldadura del acero inoxidable.
La soldadura de resistencia es producida por el calor obtenido de la resistencia de
las piezas de trabajo a temperaturas más bajas.
No hay fusión del metal, ya que la presión ejercida produce un forjado resultando
de grano más fino la soldadura. La temperatura se obtiene en fracción de segundo
por ende es muy rápida y económica y apropiada para la producción en masa.
El calor se obtiene por el pasaje de corriente eléctrica a través de la pieza a
soldar, usa corriente alterna.
En este tipo de soldadura el control de la presión es de suma importancia dado
que un exceso de presión hace que el material fundido salte de las superficies de
empalme, y la baja presión provoca quemadura de las superficies y picadura de
los electrodos .La corriente generalmente se obtiene de un transformador reductor.

5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 13/22
4.1.1.6 Soldadura por inducción
Esta soldadura se produce al aprovechar el calor generado por la resistencia que
se tiene al flujo de la corriente eléctrica inducida en la piezas a unir. Por lo regular
esta soldadura se logra también con presión. Consiste en la conexión de una
bobina a los metales a unir, y debido a que en la unión de los metales se da más
resistencia al paso de la corriente inducida en esa parte es en la que se genera el
calor, lo que con presión genera la unión de las dos piezas. La soldadura por
5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 14/22
inducción de alta frecuencia utiliza corrientes con el rango de 200,000 a 500,000
Hz de frecuencia, los sistemas de soldadura por inducción normales sólo utilizan
frecuencias entre los 400 y 450 Hz.
Es un proceso por el cual las superficies de los componentes que van a ser unidos
son selectivamente calentados a la temperatura de soldeo mediante la energíaeléctrica suministrada por un equipo de inducción (generador de corriente de alta
frecuencia).
Cuando una corriente alterna circula a través de una bobina se genera un campo
magnético que varía con la intensidad de la corriente y el número de espiras. Si un
objeto metálico se sitúa en el campo de acción de la bobina se inducen corrientes
eléctricas en él. La resistencia que ofrece el material al paso de la corriente es la
que proporciona el calor necesario para la realización de la soldadura. Por tanto el
calor va a estar limitado a unas capas delgadas cercanas al inductor. La
distribución del calor a otras áreas va a ser por conducción.
La respuesta del campo electromagnético generado, depende de la frecuencia de
la corriente alterna, la naturaleza de los materiales, el diseño de la bobina y la
distancia entre el inductor y el componente a soldar.
Frecuencia: Las corrientes inducidas son más activas en la superficie del objeto, y
van disminuyendo hacia el centro. Esto se debe a que las propias corrientes
inducidas generan su propio campo magnético en contraposición con el de la
bobina impidiendo que estas últimas penetren al interior.
Se conoce como profundidad de penetración la distancia donde la densidad de
corriente ha caído al 37 %. Al aumentarse la frecuencia de la corriente alterna
disminuye la profundidad de penetración y por tanto la zona calentada en la pieza
de trabajo es menor.
En el caso de la soldadura fuerte de los lugs a los tubos, la frecuencia utilizada por
el fabricante del equipo era alrededor de los 20KHz, para espesores de piezas de
1.6mm.
·
Naturaleza de los materiales: Materiales con mayor resistencia eléctrica como los
aceros inoxidables, poseen una mayor profundidad de penetración que los
materiales más conductores como el aluminio y el cobre.

5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 15/22
Por otro lado, la capacidad ferro magnética de los materiales no va a afectar a la
profundidad debido a que las temperaturas de soldeo son generalmente
superiores a la temperatura de Curie, 771ºC donde el material se hace no
magnético.
Inductor: El éxito del proceso de inducción depende de manera notable del diseñodel inductor, que debe estar en concordancia con las dimensiones y configuración
del montaje a realizar para una óptima distribución de calor. Un diseño adecuado
minimizará el tiempo de calentamiento que a su vez, reducirá la oxidación y
disminuirá los tiempos de producción.
Los inductores se obtienen a partir de tubos de cobre, con el fin de aprovechar su
elevada conductividad, disponibilidad y bajo costo. Por su sección circular o
rectangular, circula agua para la refrigeración del mismo, y disponen derecubrimiento cerámico que evitan la formación de arcos eléctricos cuando entran
en contacto con la pieza de trabajo.
Distancia entre el inductor y el componente a soldar: Así como la distribución del
calor en la sección depende del contorno del inductor, también está, es función de
la proximidad del inductor a la superficie que va a ser calentada. El índice de calor
varía inversamente con la distancia entre ambas y esta relación es no lineal, por lo
que el calor suministrado cae muy rápidamente cuando la distancia se incrementa
hasta que en una cierta separación, el efecto electromagnético cesa.
4.1.1.7 Soldadura por arco eléctrico
Es el proceso en el que su energía se obtiene por medio del calor producido porun arco eléctrico que se forma entre la pieza y un electrodo. Por lo regular elelectrodo también sirve de metal de aporte, el que con el arco eléctrico se funde,para que así pueda ser depositado entre las piezas a unir. La temperatura que se
5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 16/22
genera en este proceso es superior a los 5,500°C. La corriente que se utiliza en elproceso puede ser directa o alterna, utilizándose en la mayoría de las veces ladirecta, debido a la energía es más constante con lo que se puede generar unarco estable. Las máquinas para corriente directa se construyen con capacidadeshasta de 1,000 A, con corrientes de 40 a 95 V. Mientras se efectúa la soldadura el
voltaje del arco es de 18 a 40 A.
Para la generación del arco existen los siguientes electrodos:
a. Electrodo de carbón. En la actualidad son poco utilizados, el electrodo seutiliza sólo como conductor para generar calor, el metal de aporte se agregapor separado.
b. Electrodo metálico. El propio electrodo sirve de metal de aporte al derretirsesobre los materiales a unir. Se pueden utilizar para estos electrodosmáquinas para soldar de corriente directa o alterna, las segundas constande transformadores estáticos, lo que genera bajos mantenimiento e
inversión inicial. Existen máquinas de 150, 200, 300, 500, 750 y 1000 A.c. Electrodos recubiertos. Los electrodos metálicos con un recubrimiento quemejora las características de la soldadura son los más utilizados en laactualidad, las funciones de los recubriimientos son las siguientes:
o Proporcionan una atmósfera protectorao Proporcionan escoria de características adecuadas para proteger al
metal fundidoo Facilita la aplicación de sobrecabezao Estabiliza el arcoo Añade elementos de aleación al metal de la soldadurao
Desarrolla operaciones de enfriamiento metalúrgicoo Reduce las salpicaduras del metalo Aumenta la eficiencia de deposicióno Elimina impurezas y óxidoso Influye en la profundidad del arcoo Influye en la formación del cordóno Disminuye la velocidad de enfriamiento de la soldadura
Las composiciones de los recubrimientos de los electrodos pueden ser orgánicaso inorgánicas y estas substancias se pueden subdividir en las que forman escoriay las que son fundentes. Algunos de los principales compuestos son:
o Para la formación de escoria se utilizan SiO2, MnO2 y FeOo Para mejorar el arco se utilizan Na2O, CaO, MgO y TiO2 o Desoxidantes: grafito, aluminio, aserríno Para mejorar el enlace: silicato de sodio, silicato de potasio y
asbestoso Para mejorar la aleación y la resistencia de la soldadura: vanadio,
cesio, cobalto, molibdeno, aluminio, circonio, cromo, níquel,manganeso y tungsteno.

5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 17/22
Para la soldadura efectiva por arco, se requiere una corriente constante. La
máquina soldadora deberá tener una curva descendiente de voltamperios, en la
que se produce una cantidad relativamente constante de corriente con solamente
un cambio limitado en la carga de voltaje.
En otros aparatos eléctricos la demanda por corriente generalmente queda algoconstante, pero en la soldadura por arco la potencia fluctua mucho. Por lo tanto,
cuando se establece el arco con el electrodo, el resultado es un cortocircuito lo
que inmediatamente induce un oleaje repentino de corriente eléctrica, a menos
que la máquina esté diseñada para evitar esto. Igualmente, cuando los glóbulos de
metal por soldar se lleven a través del flujo de arco, éstos también crean un
cortocircuito. Una fuente de corriente constante está diseñada para reducir estos
oleajes repentinos de cortocircuitos y así evitar salpicadura excesiva durante la
soldadura.
En la soldadura por arco, el voltaje de circuito abierto (el voltaje cuando la
máquina está operando y no se está soldando) es mucho más alto que el voltaje
de arco ( el voltaje después de establecer el arco). El voltaje de circuito abierto
puede variar de 50 a 100 y el voltaje de arco, de 18 a 36. Durante el proceso de
soldar, el voltaje de arco también cambiará con las diferencias en la longitud del
arco.

5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 18/22
Debido a que es difícil mantener una longitud uniforme del arco a todo momento,
aún para un soldador experimentado, una máquina con una curva empinada de
voltamperios producirá un arco más estable, porque habrá muy poco cambio en la
corriente de soldar aún con cambios en el voltaje de arco. Una curva devoltamperios indica el voltaje de salida disponible a cualquier corriente
determinada de salida, dentro de los límites del ajuste de corriente mínima y
máxima en cada escala.
4.1.1.8 Soldadura por arco con hidrogeno atómico
En un sistema generador de un arco eléctrico en el que se agrega hidrógeno se
liberará calor con mayor intensidad que en un arco común, la temperatura que se
alcanza en este tipo de arco es superior a los 6,000 °C.
El proceso fue inventado por Irving Langmuir durante sus estudios sobre
hidrógeno atómico. El arco eléctrico rompe eficientemente el enlace de las

5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 19/22
moléculas de hidrógeno, cuyos átomos luego se recombinan con tremendos
desprendimientos de calor, alcanzando temperaturas de entre 3400 y 4000 °C.
Con un soplete oxiacetilénico, la llama de acetileno con oxígeno puro alcanza en
condiciones ideales una temperatura adiabática de 3300 °C, produciendo la
tercera llama más caliente, después del cianógeno a 4525 °C y el dicianoacetileno
a 4987 °C. El dispositivo utilizado en esta soldadura es conocido como soplete de
hidrógeno atómico, soplete de hidrógeno naciente o soplete de Langmuir.
El calor producido por este soplete es suficiente para fundir y soldar tungsteno, el
metal más refractario, cuyo punto de fusión es de 3422 °C.1 La presencia de
hidrógeno actúa como un escudo de gas protege a los metales de la
contaminación por carbono, nitrógeno u oxígeno, los cuales podrían dañar
severamente las propiedades de muchos metales a altas temperaturas. No es
necesario usar fundente en este proceso.
El arco se mantiene estable independientemente de la pieza de trabajo o laspartes que se estén soldando. El hidrógeno gaseoso normalmente es diatómico
(H2), pero con las temperaturas mayores a 600 °C que hay alrededor del arco, el
hidrógeno se disocia hasta su forma atómica, absorbiendo simultaneamente una
gran cantidad de calor del arco. Cuando el hidrógeno golpea una superficie
relativamente fría (como la zona de soldadura), se recombina en su forma
diatómica y rápidamente libera el calor correspondiente a la energía de enlace. La
potencia en la soldadura de hidrógeno atómico puede variarse fácilmente
cambiando la distancia entre el flujo del arco y la superficie del área de trabajo.
Este proceso está siendo reemplazado por la soldadura de arco metálico
protegida, principalmente por la disponibilidad de gases inertes económicos.
En la soldadura de hidrógeno atómico, el material de relleno puede usarse o no.
En este proceso, el arco es mantenido enteramente independiente del trabajo o de
las partes que están siendo soldadas. El trabajo es una parte del circuito eléctrico
sólo hasta el punto en que una porción del arco toma contacto con la zona de
trabajo, momento en el cual existe un voltaje entre el trabajo y cada electrodo.
Se mantiene un arco de corriente alterna entre dos electrodos de tungsteno. Elgas de hidrogeno es disociado en el arco, cuando este se pone en contacto con la
base de metal se combina, abandonando importantes cantidades de calor.
El gas hidrogeno alrededor de la soldadura provee la protección contra el oxigeno
y Nitrógeno de la atmósfera.

5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 20/22
Esta soldadura es de alta calidad y es usada para aceros de alta aleación,
usándose también para materiales muy delgados.
Esta fue desplazada por soldadura de gas.
4.1.1.9 Soldadura por arco con gas protector
En este proceso la unión se logra por el calor generado por un arco eléctrico que
se genera entre un electrodo y las piezas, pero el electrodo se encuentra protegido
por una copa por la que se inyecta un gas inerte como argón, helio o CO2. Con lo

5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 21/22
anterior se genera un arco protegido contra la oxidación y además perfectamente
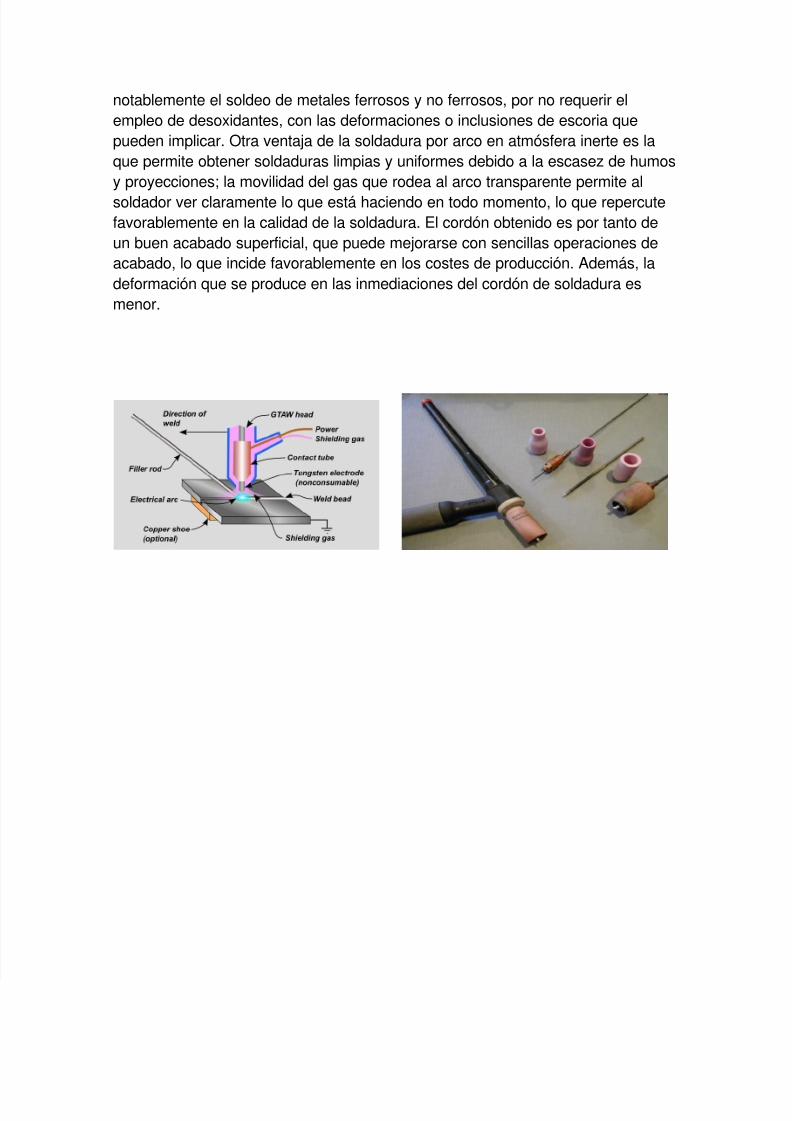
controlado. Existen dos tipos de soldadura por arco protegido la TIG y la MIG.
La soldadura TIG (tungtein inert gas) es aquella en la
que el electrodo de la máquina es de tungsteno, por lo
que el metal de aporte se debe añadir por separado.
La soldadura MIG (metal inert gas) es la que el
electrodo es de un metal que se utiliza como metal de
aporte, por lo que este sistema es considerado como un
proceso de soldadura continua.
La soldadura TIG (Tungsten Inert Gas), se caracteriza por el empleo de un
electrodo permanente de tungsteno, aleado a veces con torio o zirconio en
porcentajes no superiores a un 2%. Dada la elevada resistencia a la temperatura
del tungsteno (funde a 3410 °C), acompañada de la protección del gas, la punta
del electrodo apenas se desgasta tras un uso prolongado. Los gases más
utilizados para la protección del arco en esta soldadura son el argón y el helio, o
mezclas de ambos.
La gran ventaja de este método de soldadura es, básicamente, la obtención de
cordones más resistentes, más dúctiles y menos sensibles a la corrosión que en el
resto de procedimientos, ya que el gas protector impide el contacto entre el
oxigeno de la atmósfera y el baño de fusión. Además, dicho gas simplifica
5/10/2018 4 Procesos de unión - slidepdf.com
http://slidepdf.com/reader/full/4-procesos-de-union 22/22
notablemente el soldeo de metales ferrosos y no ferrosos, por no requerir el
empleo de desoxidantes, con las deformaciones o inclusiones de escoria que
pueden implicar. Otra ventaja de la soldadura por arco en atmósfera inerte es la
que permite obtener soldaduras limpias y uniformes debido a la escasez de humos
y proyecciones; la movilidad del gas que rodea al arco transparente permite al
soldador ver claramente lo que está haciendo en todo momento, lo que repercute
favorablemente en la calidad de la soldadura. El cordón obtenido es por tanto de
un buen acabado superficial, que puede mejorarse con sencillas operaciones de
acabado, lo que incide favorablemente en los costes de producción. Además, la
deformación que se produce en las inmediaciones del cordón de soldadura es
menor.