tema 20 - procesos de unión para plásticos.pdf
TRANSCRIPT

Soldadura de
Polímeros
F. G. Torres
POLYCOM – PUCP
Lima, Peru

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Esquema del módulo
Introducción a los polímeros
Procesamiento de plásticos
Introducción a la soldadura de plásticos
Fenomenología de uniones soldadas de polímeros
Clasificación de procesos de soldadura de plásticos
Procesos de soldadura de plásticos frecuentes en el Perú Soldadura de tuberías de HDPE por termofusión
Soldaduras de tuberías de PE para gas
Soldadura de geomembranas
Adhesión
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Objetivos del módulo
Dar una introducción a los materiales poliméricos y a sus procesos de unión
Entender las características particulares de los polímeros que influencian la fenomenología y propiedades de las uniones soldadas con dichos materiales
Conocer algunos de los sistemas de clasificación de los procesos de soldadura para plásticos
Presentar una revisión comprensiva de los procesos de soldadura de importancia económica en el Perú

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Biobliografía
Norma DIN 1910, Parte 3, Schweissen, Schweissen von Kunststoffen, Verfahren (Soldadura de plásticos, procesos), 1977
The Welding Institute, TWI, hoja informativa sobre procesos de sodladura de plásticos (también en internet: www.twi.co.uk)
Watson, M.N. artículo en Concise encyclopedia of polymer processing and applications, editada por P.J. Corish, 1992
Norma DVS 2207 Parte 1.
Koerner, R.M., Designing with geosynthetics, tercera edición, Prentice Hall, Englewood Cliffs, 1994

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Introducción a los polímeros
Un polímero es un material compuesto de moléculas, que poseen largas secuencias de una o más clases de átomos o grupos de átomos, unidos entre sí por enlaces primarios, generalmente covalentes.
Los polímeros son producidos mediante la polimerización de los monómeros o unidades simples de las cuales están formados.
Plásticos es el nombre convencional con el que se conoce a los materiales poliméricos (pueden incluir algún tipo de aditivo) debido a su comportamiento en el estado de fluidez, particularmente en el caso de los termoplásticos.
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Introducción a los polímeros
De manera muy general, los polímeros se
pueden clasificar en tres grupos en
función de su comportamiento termo-
mecánico:
Termoplásticos
Termoendurecibles o termofijos
Elastómeros
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Termoplásticos
Están compuestos de cadenas lineales o
ramificadas y se ablandan con calor
Son procesables en el estado de fluidez.
Pueden ser vueltos a procesar: son reciclables.
Ejemplos de materiales termoplásticos:
Polietileno (PE), Polipropileno (PP), Poliestireno
(PS), Poli (cloruro de vinilo) (PVC), etc.

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Termoestables
las cadenas forman parte de una red tridimensional y están unidas por entrecruzamientos o “crosslinks”
dicha estructura les confiere las propiedades de dureza y resistencia al calor que poseen
son fabricados en base a resinas monoméricas que son líquidos de baja viscosidad
las resinas más usadas son las de Poliéster no saturado (UP), las epóxicas y las fenólicas

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Elastómeros
incluyen cauchos, jebes, y gomas
También poseen una estructura tridimensional, pero las uniones son más débiles que en el caso de los termoendurecibles propiedades de elasticidad y de tolerar grandes deformaciones.
comportamiento mecánico de los elastómeros modelado por teoría de la elasticidad de la goma (rubber elasticity theory)
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
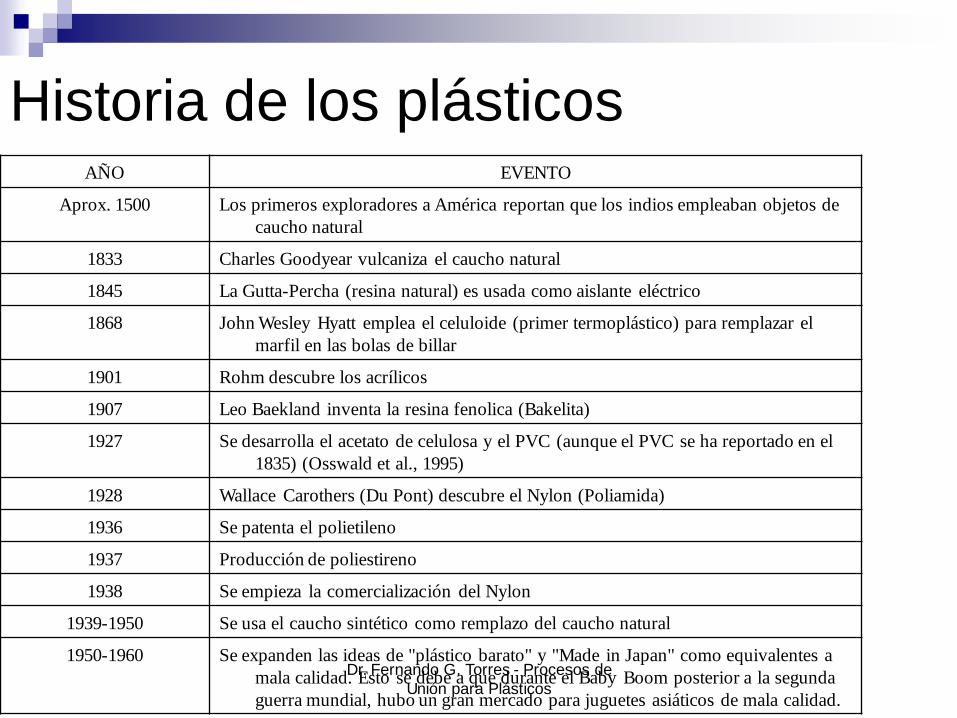
Historia de los plásticosAÑO EVENTO
Aprox. 1500 Los primeros exploradores a América reportan que los indios empleaban objetos de
caucho natural
1833 Charles Goodyear vulcaniza el caucho natural
1845 La Gutta-Percha (resina natural) es usada como aislante eléctrico
1868 John Wesley Hyatt emplea el celuloide (primer termoplástico) para remplazar el
marfil en las bolas de billar
1901 Rohm descubre los acrílicos
1907 Leo Baekland inventa la resina fenolica (Bakelita)
1927 Se desarrolla el acetato de celulosa y el PVC (aunque el PVC se ha reportado en el
1835) (Osswald et al., 1995)
1928 Wallace Carothers (Du Pont) descubre el Nylon (Poliamida)
1936 Se patenta el polietileno
1937 Producción de poliestireno
1938 Se empieza la comercialización del Nylon
1939-1950 Se usa el caucho sintético como remplazo del caucho natural
1950-1960 Se expanden las ideas de "plástico barato" y "Made in Japan" como equivalentes a
mala calidad. Esto se debe a que durante el Baby Boom posterior a la segunda
guerra mundial, hubo un gran mercado para juguetes asiáticos de mala calidad.
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Historia de los plásticos – cont.
1957 Se desarrolla el policarbonato. Esto da lugar al origen de los
plásticos de ingeniería (además del Nylon)
1960 - La carrera espacial y la guerra fría favorecen la producción de
una gran variedad de plásticos avanzados de alta performance
1968 La película "El Graduado" protagonizada por Dustin Hoffman,
predice en cierta forma el futuro de los plásticos. (El joven
protagonista, recién graduado, recibe como consejo que el futuro
esta en los plásticos)
1970-1980 Los plásticos se vuelven los materiales preferidos para muchas
aplicaciones, y dejan de ser considerados como solo para usos
corrientes y baratos. Además, "Made in Japan" es sinónimo de
buena calidad.
1980-2000 Desarrollo de polímeros especiales: conductores, biodegradables,
polímeros de cristal líquido para usos convencionales

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Tipos de plásticos
Plásticos de uso común o commodities:
PE, PP, PS, PVC, PET
Plásticos de transición: PMMA, ABS
Plásticos de ingeniería: PA (Nylon), POM,
PC
Plásticos avanzados o de alta
performance: PTFE (Teflon), PEEK

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Polietileno (PE)
Tenaz, dúctil y fácilmente moldeable
Bajo módulo elástico, de fluencia y temperatura de fusión (110-130ºC)
Creep ante la presencia de esfuerzos relativamente pequeños (Tg menor que Tamb)
Principales tipos: Polietileno de alta densidad (HDPE)
Polietileno de baja densidad (LDPE)
Polietileno lineal de baja densidad (LLDPE)
También existen: Polietileno de media densidad (MDPE)
Polietileno de muy baja densidad (VLDPE)

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Polipropileno (PP)
Más rígido (>E), mayor resistencia a la fluencia y un mayor punto de fusión (~165ºC) que el PE
Más frágil (especialmente a bajas temperaturas) que el PE
Fácilmente moldeable
Para mejorar su tenacidad a la fractura se refuerza con fibras cortas o con partículas de caucho.
Creep ante la presencia de esfuerzos relativamente pequeños (Tg menor que Tamb)

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Poli(cloruro de vinilo) (PVC)
PVC rígido (UPVC) Usado en tuberías y perfiles extruidos
Sumamente frágil. Se suele reforzar con partículas de caucho
PVC plastificado (PPVC) Usado para mantas flexibles. Material de alta
flexibilidad.
El PVC se mezcla con altas cargas de plastificantes líquidos (ftalatos).
Con el tiempo los plastificantes migran a la superficie y lo dejan frágil y vidrioso. Tg mayor que Tamb.

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Poliestireno (PS)
Usado en objetos moldeados rígidos y estables dimensionalmente. Envases, vasos, y cajas
Transparente y frágil
Poliestireno del alto impacto (HIPS): PS modificado con partículas de caucho
Se usa para carcazas de teléfonos, radios y TVs.

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Otros plásticos
Acrilonitrilo-butadieno-estireno (ABS)
Polimetilmetacrilato (PMMA)
Nylon o Poliamida (PA)
Poli (óxido de fenileno) (PPO)
Polietersulfona (PES) y Polisulfona (PSF)
Polie(etereterketona) (PEEK)

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Procesamiento de termoplásticos
PLASTIFICACIONMOLDEO O
CONFORMADO
ENFRIAMIENTO Y
SOLIDIFICACION
FLUJO DE
CALOR
FLUJO DE
CALOR
PROPIEDADES
REOLOGICAS
MATERIAL
SOLIDO
PRODUCTO
FINAL
RECICLADO

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Procesamiento de termoestables
ENFRIAMIENTO O
SOLIDIFICACIONPRODUCTO FINAL
MOLDEO O
CONFORMADOENTRECRUZAMIENTO
FLUJO DE CALOR
(REACCION EXOTERMICA)
AGENTES
DE CURADOFLUJO DE
CALOR
CONTRACCION
RESINA
LIQUIDA

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Extrusión
Proceso continuo. Fabrica secciones constantes: tubos, perfiles, film, planchas, etc.
El material es forzado a pasar por un dado con la forma del producto deseado
El material ingresa en estado sólido (gránulos, polvo, o reciclado), luego es plastificado, y finalmente es dosificado de manera constante hacia el dado de extrusión

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Extrusión
www.textoscientificos.com/polimeros/moldeado

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Moldeo por inyección
Es uno de los procesos más comunes
El material es alimentado en una
inyectora, se plastifica y se inyecta en un
molde que tiene la forma del artículo
deseado.
Alto costo de los moldes. Proceso para
producción en masa

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Moldeo por inyección
www.textoscientificos.com/polimeros/moldeado

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Moldeo por soplado
Se producen objetos huecos con una sola abertura, de menor tamaño que el diámetro mayor del objeto
Se fabrica primero un tubo (parison) sellado por un lado que es luego soplado dentro de un molde con la forma del objeto que se desea obtener.
Si el tubo es fabricado por extrusión el proceso se denomina soplado por extrusión o extrusión-soplado.
Si el tubo es fabricado por inyección, el proceso se denomina soplado por inyección o inyección-soplado. Usado para botellas de bebidas gaseosas y aguas carbonatadas

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Moldeo por soplado
www.textoscientificos.com/polimeros/moldeado

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Calandrado
Se producen films y láminas de plástico
El material pasa por una combinación de rodillos calientes
La mayor aplicación del calandrado se encuentra en la producción de films y laminas de PVC
Reduce el riesgo de degradación térmica con respecto a la extrusión de láminas de PVC
Se usa también para la fabricación de láminas de elastómeros
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Termoformado
Se calienta una lámina de plástico hasta ablandarse. Se aplica presión externa o vacío para estirar y conformar la lámina a la forma de un molde
Los moldes pueden ser positivos o negativos
Se fabrican gran cantidad de formas huecas (paneles para automóviles, aviones, embalajes, etc.)
Se usan polímeros amorfos ya que poseen un rango de ablandamiento más amplio que los polímeros semicristalinos
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
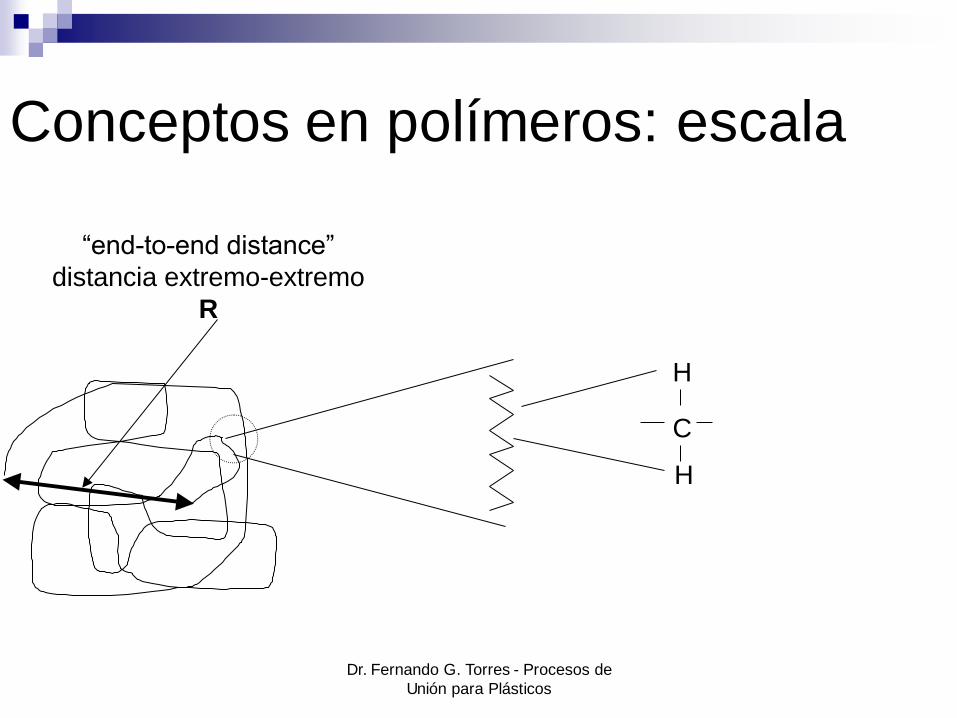
Conceptos en polímeros: escala
“end-to-end distance”
distancia extremo-extremo
R
C
H
H

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Cadena polimérica
Unidad básica de estudio: ovillo estadístico.
Es la forma espacial que suelen tomar las
moléculas de un polímero.
En la mecánica estadística se suele analizar
mediante el modelo de cadena gaussiana, o de
cadena unida libremente (freely jointed chain).
Existen otros modelos como el modelo del
ángulo de valencia (valence model) o el modelo
de rotación limitada (hindered rotation model).
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Niveles de análisis en polímeros
Constitución
Configuración
Conformación

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Constitución
Relacionada con los enlaces en la
molécula y la estructura química propia de
la molécula.
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Configuración
Configuración. Relacionada con la
conexión espacial entre átomos. No se
puede pasar de una configuración a otra.
Hay que romper la cadena. Los polímeros
según su configuración pueden ser:
atácticos, isotácticos, sindiotácticos. El
poliacetileno puede tener configuración
trans, cis. El caucho natural es poli (cis
isopreno). La gutapercha es poli (trans
isopreno).
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Conformación
lj+1lj
lj+2
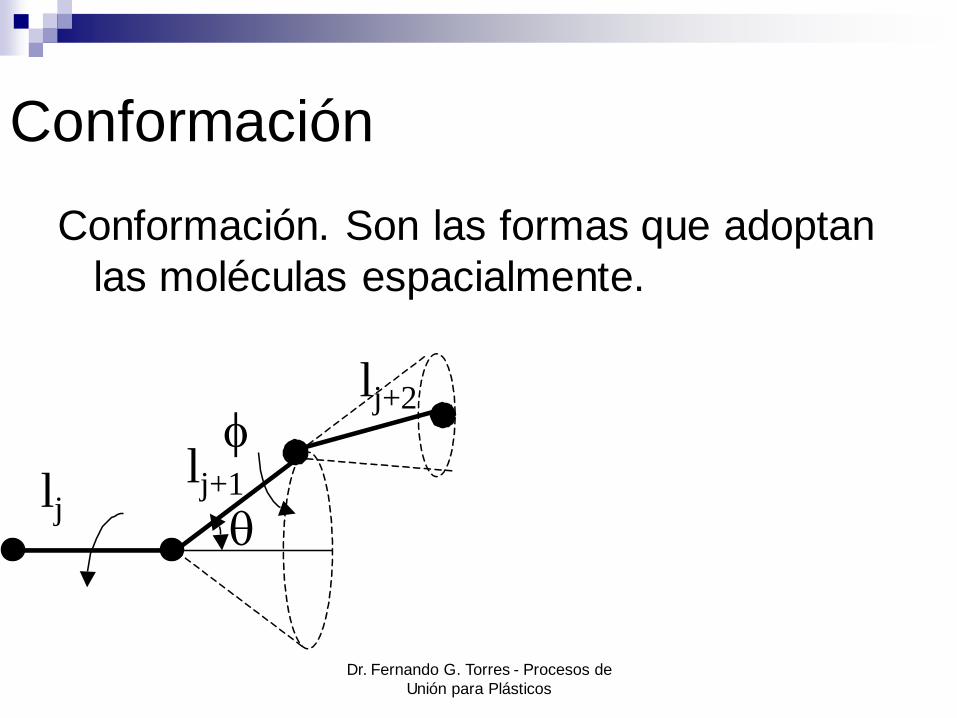
Conformación. Son las formas que adoptan
las moléculas espacialmente.

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Homopolímeros
polímero derivado de un solo tipo de monómero
se suele usar el término homopolímero para
designar aquellos polímeros que pueden ser
representados por la repetición de una unidad
(unidad repetitiva).
Dicha unidad repetitiva puede estar formada por
uno o mas monómeros.
-A-A-A-A-A-A-A-A-A- o -[A]-n

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Copolímeros
Formalmente se define a un copolímero como
un polímero derivado de mas de una especie de
monómero.
Sin embargo, el uso común es similar a aquel
en el caso de los homopolímeros.
Es decir se considera la unidad repetitiva en vez
del monómero.

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Tipos de Copolímerosa) Copolímeros estadísticos: las distribuciones secuenciales de las
unidades repetitivas siguen funciones estadísticas (tipo Markov por
ejemplo).
b) Copolímeros aleatorios: tipo de copolímeros estadísticos en los que las
distribuciones de las unidades repetitivas son realmente aleatorias.
c) Copolímeros alternados: tienen exclusivamente dos tipos de unidades
repetitivas, las que se presentan de manera alternada en la cadena
polimérica.
d) Copolímeros en bloque: son copolímeros lineales en los que las
unidades repetitivas existen solamente en secuencias largas o en
bloques del mismo tipo. Pueden tener dos o mas tipos de unidades
repetitivas.
e) Copolímeros graft: son polímeros ramificados en los cuales las
ramificaciones tienen una estructura química diferente a la de la cadena
principal. En su forma mas sencilla, consisten de un cadena principal de
un homopolímero con ramificaciones de otro homopolímero.

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Tacticidad
ordenamiento de los grupos funcionales
dentro de la cadena polímero
Tres tipos de polímeros:
Polímeros Isotácticos
Polímeros Sindiotácticos
Polímeros Atácticos
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Transiciones Térmicas
Temperatura de fusión cristalina (Tf o
Tm)
Temperatura de transición vítrea (Tg)

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Polímeros amorfos vs semicristalinos Plástico Amorfo Plástico Cristalino
Amplio rango de ablandamiento
La agitación térmica de las moléculas rompe las
débiles uniones secundarias. Como esto ocurre a
diferentes velocidades, se tiene un rango amplio de
temperaturas para el ablandamiento.
Punto de fusión definido
La estructura cristalina empaquetada y regular de las
cadenas da lugar a que la mayoría de las uniones
secundarias se rompan a la vez.
Transparencia
Como la estructura es desordenada y poco
empaquetada, la luz se transmite.
Opacidad
Las diferentes fases del polímero (amorfo y cristalino)
presentan diferentes índices de refracción, lo que causa
interferencia, dando lugar a la opacidad del material.
Baja contracción
Como los termoplásticos son usualmente procesados
en el estado amorfo (incluso los semicristalinos se
vuelven amorfos por encima de su punto de fusión), al
solidificarse los amorfos no presentan un gran cambio
volumen.
Alta contracción
Durante la solidificación, se pasa de un estado amorfo
a un estado semicristalino con regiones altamente
empaquetadas. El cambio de volumen da lugar a la
contracción.
Baja resistencia química
Por ser la estructura más abierta, los químicos pueden
penetrar y producir cambios.
Alta resistencia química
La estructura altamente empaquetada reduce los
efectos nocivos de los químicos.
Baja resistencia a la fatiga y al desgaste
Debido al bajo nivel de empaque.
Alta resistencia a la fatiga y al desgaste
Gracias al alto nivel de empaque
Ejemplos de plásticos amorfos:
PVC, PS, PC, PMMA, ABS, PPO
Ejemplos de plásticos semicristalinos:
PE, PP, PA, POM, PET, PTFE

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Introducción a la soldadura de
plásticos
Según la norma DIN 1910, hoja 3, la
soldadura de plásticos es la unión de
polímeros termoplásticos bajo el uso de
calor y presión con o sin uso de un
material de aporte

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura de plásticos:
sólo se refiere a
termoplásticos!!

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Ventajas de la soldadura de
plásticos
la unión entre ambos materiales es relativamente homogénea,
la resistencia de la unión es igual o superior a la del material base,
si la soldadura está bien hecha, los efectos de concentración de esfuerzos son relativamente bajos,
no hay materiales extraños que puedan disminuir la resistencia química del plástico.

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
¿Qué se necesita para una buena
soldadura de plásticos?
Para que una unión soldada tenga
características similares a las del material base,
y por lo tanto presente buenas propiedades
físicas (mecánicas, térmicas, etc), es necesario
que las moléculas del plástico que están cerca
de la interfase pasen de un material a otro y
viceversa. Esto se llama difusión de las
moléculas del polímero.
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Fenomenología de uniones
soldadas de polímeros
El aumento en la temperatura de los materiales
poliméricos aumenta la movilidad de las cadenas
poliméricas.
De esta forma la difusividad del material es
también aumentada.
Algunos segmentos de las cadenas que se
encuentran cerca de la intercara migran por
difusión de un lado de la misma hacia el otro

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Fenomenología de uniones
soldadas de polímerosinterfase
Material
A
Material
B
Molécula del material B
difundiéndose hacia el material A
Molécula del material A
difundiéndose hacia
el material B
DIFUSIÓN DE MOLÉCULAS EN UNA UNIÓN SOLDADA
DE DOS MATERIALES PLÁSTICOS

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Reptación de polímeros
las cadenas moleculares en un polímero
fundido están en forma concentrada y
forman entre ellas enmarañamientos o
entrecruzamientos físicos (entanglements)
Los entanglements determinan las
propiedades del flujo (propiedades
reológicas) del material fundido.

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Reptación de polímeros
las cadenas moleculares en un polímero
fundido están en forma concentrada y
forman entre ellas enmarañamientos o
entrecruzamientos físicos (entanglements)
Los entanglements determinan las
propiedades del flujo (propiedades
reológicas) del material fundido.
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Propiedades reológicas
Para una buena soldadura las propiedades
reológicas de los materiales a unir deben ser
similares y compatibles.
Para la soldadura de algunos termoplásticos se
especifica rangos de MFI (melt flow index) o
índice de fluidez para los materiales a unir.
Por ejemplo un polietileno de alta densidad
(HDPE) con un MFI de 0.5 debe de unirse con
otro HDPE de MFI entre 0.4 y 0.6.

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Calidad de la superficie a soldar
Otro requisito para una buena unión soldada es
la homogeneidad y limpieza de las superficies a
unir.
En el caso del HDPE, debe esmerilarse las
superficies antes de ser soldadas, debido a que
los compuestos de bajo peso molecular migran a
la superficie y dan esa superficie cerosa
característica del HDPE.

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Clasificación de procesos de
soldadura de plásticos
Existen diferentes tipos de clasificaciones
TWI: según forma de generación de calor
DIN: según tipo de equipo empleado
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
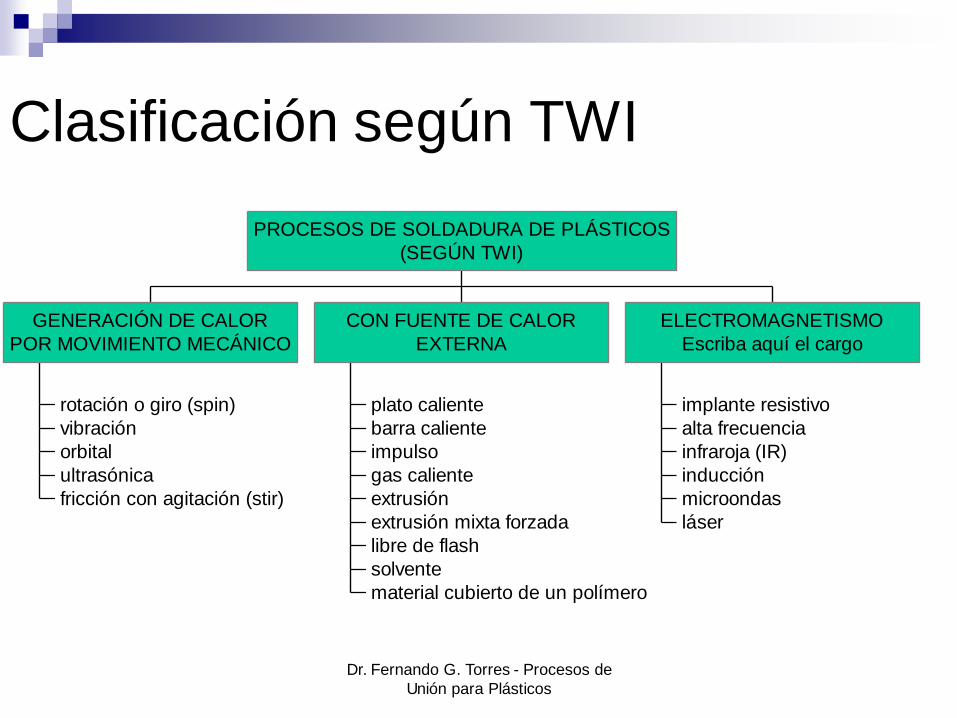
Clasificación según TWI
rotación o giro (spin)
vibración
orbital
ultrasónica
fricción con agitación (stir)
GENERACIÓN DE CALOR
POR MOVIMIENTO MECÁNICO
plato caliente
barra caliente
impulso
gas caliente
extrusión
extrusión mixta forzada
libre de flash
solvente
material cubierto de un polímero
CON FUENTE DE CALOR
EXTERNA
implante resistivo
alta frecuencia
infraroja (IR)
inducción
microondas
láser
ELECTROMAGNETISMO
Escriba aquí el cargo
PROCESOS DE SOLDADURA DE PLÁSTICOS
(SEGÚN TWI)

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Clasificación según DIN 1910
SOLD. CON CUERPO
SÓLIDO
SOLD. CON GAS
SOLD. CON HAZ
SOLD. CON
MOVIMIENTO
SOLD. CON CORRIENTE
ELÉCTRICA
PROCESOS DE SOLDADAURA DE PLÁSTICOS
SEGÚN DIN 1910 PARTE 3 (1977)
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
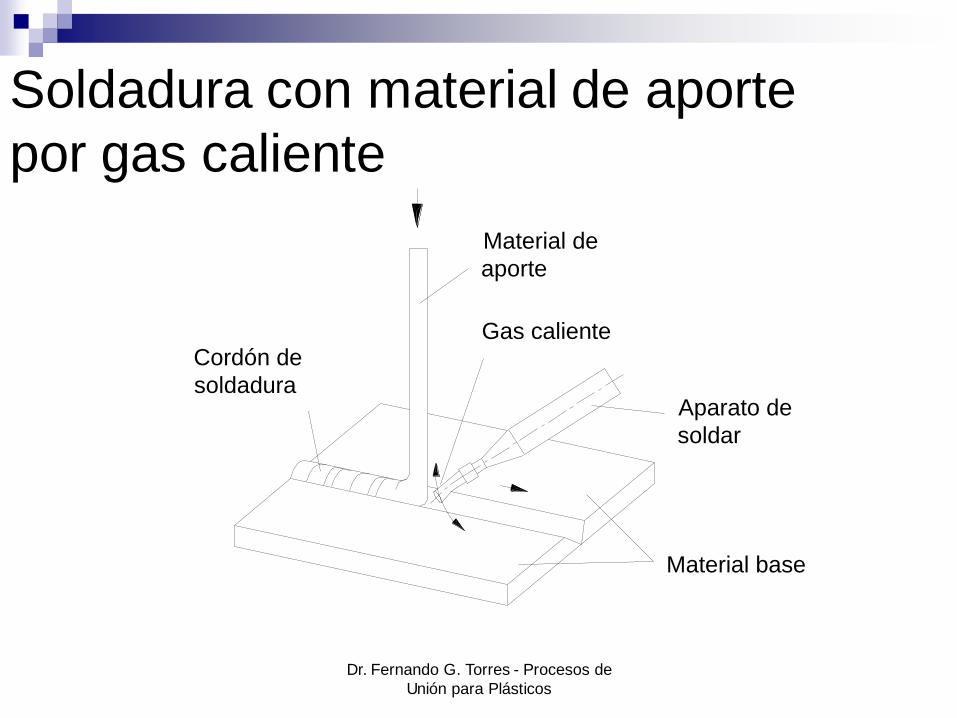
Soldadura con material de aporte
por gas caliente
Material de
aporte
Gas caliente
Aparato de
soldar
Material base
Cordón de
soldadura

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura con material de aporte por gas
caliente empleando boquilla mixta o de
arrastre
Cordón de
soldadura
Material base
Material de
aporte
Boquilla
Aparato para
soldar
Gas caliente

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura por fusión con aire caliente
usando una boquilla plana tipo "pico de
pato"
Cordón de
soldadura
Material
base
Aparato de soldar con
boquilla tipo de pato
Gas
caliente
Boquilla "pico
de pato"Material
base
Presión
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
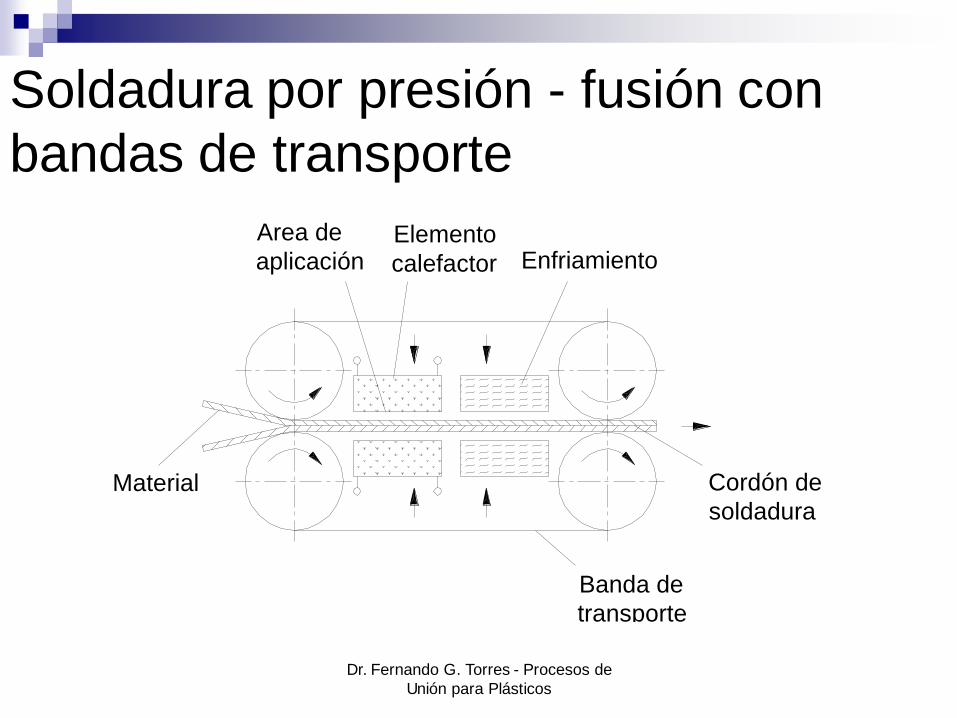
Soldadura por presión - fusión con
bandas de transporte
Cordón de
soldaduraMaterial
Elemento
calefactor
Area de
aplicación Enfriamiento
Banda de
transporte

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura por presión - fusión con
cuña caliente (wedge welding)
Rodillos de alimentación y
de presión
Cordón de
soldaduraMaterial
Cuña caliente

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura y doblado con
herramienta caliente
Herramienta
caliente
Material
Cordón de
soldadura
Area de
calentamiento
Material

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura por alta frecuencia
Generador de
alta frecuencia
Electrodo
Material
Electrodo
Cordón de
soldadura

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura por fricción sin elemento
externo
Material Placas de
fijación
Material
FrenoCordón de
soldadura
Placas de
fijación
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
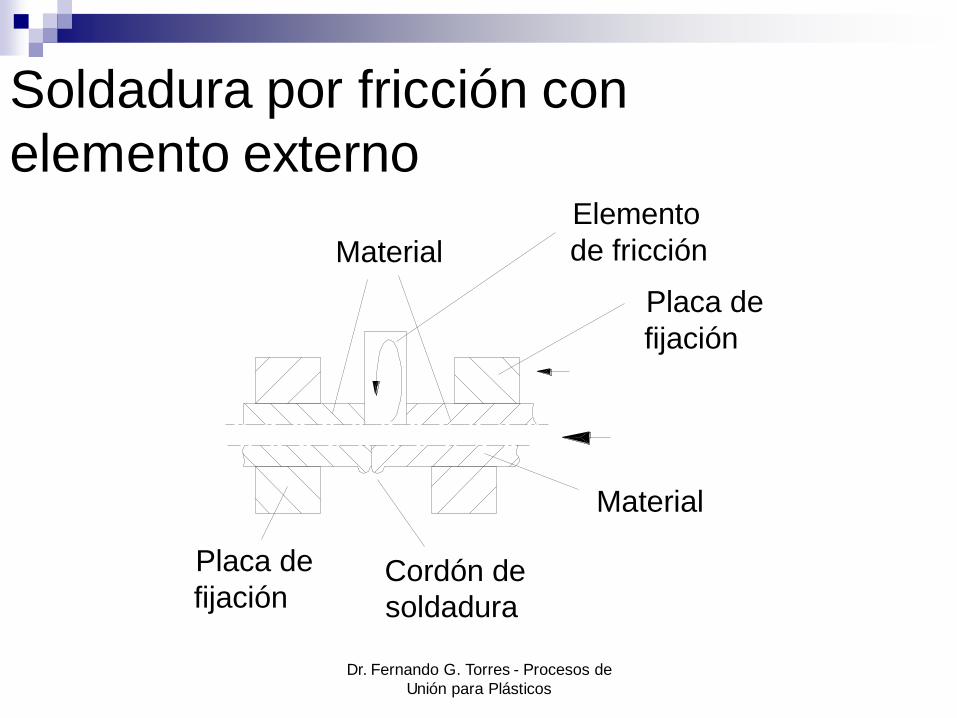
Soldadura por fricción con
elemento externo
Material
Placa de
fijación
Material
Cordón de
soldadura
Placa de
fijación
Elemento
de fricción

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura por ultrasonido
Conversor
"Horn"
Vibrador de
ultrasonido
Material
base
Soporte
Cordón de
soldadura

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Procesos de soldadura de plásticos
frecuentes en el Perú
Soldadura de tuberías de HDPE por
termofusión
Soldadura de geomembranas

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura de tuberías de HDPE
por termofusión con plato caliente
Proceso bastante usado en el ámbito nacional e internacional (conducción de fluidos)
En las minas se usan tuberías de HDPE para la conducción de fluidos
HDPE (High density polyethylene): Termoplástico
Se usa cuando la temperatura no es muy alta
Para aplicaciones de mayor temperatura se usa polipropileno (PP) o poli(fluoruro de vinilideno) (PVDF)

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura de tuberías de HDPE
por termofusión
3
4
1
2
5
pre
sió
n
tiempo
tem
pera
tura
Ppc
Pal
Ts
tal tpc taj tf te
Ts : Temperatura de soldado
Pal : Presión de alineamiento
Ppc : Presión de pre-calentamiento
tsl : tiempo de alineamiento
tpc : tiempo de pre-calentamiento
taj : tiempo de ajuste
tf : tiempo de fusión
te : tiempo de enfriamiento

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura de tuberías de HDPE
por termofusión

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura de tuberías de HDPE
por termofusión

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura de tuberías de HDPE
por termofusión

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura de geomembranas
Geomembranas: son láminas
impermeables usadas para revestimientos
en minería, industria, construcción,
agricultura, etc
Materiales usados para geomembranas:
HDPE, LLDPE, PVC, PP

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura de geomembranas
Existen dos tipos de soldadura:
Soldadura por extrusión: con material
de aporte
Soldadura por fusión con cuña caliente:
sin material de aporte
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura de geomembranas por
extrusiónTERMOFUSION
CUÑA
EXTRUSION

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Soldadura de geomembranas por
fusión de cuña caliente
TERMOFUSION
CUÑA
EXTRUSION

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Tipos de cordones de soldadura de
geomembranas
Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Control de calidad
Soldadura de geomembranas:◦ Pruebas destructivas (ensayos de tracción de las uniones
soldadas)◦ Pruebas no destructivas: caja de vacío, spark tester
(método de la chispa), inspección visual, etc.
Soldadura de tuberías de HDPE:◦ No se ha estandarizado ningún procedimiento de ensayos
no destructivos◦ Generalmente se hace la prueba hidrostática del sistema
de tuberías soldadas
El TWI (UK) ha investigado el uso de las técnicas convencionales de ensayos no destructivos (ultrasonido y rayos X). Todavía no se ha estandarizado.

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Tipos de adhesivos
TIPOS DE ADHESIVOS Y MECANISMOS DE UNIÓN PARA PLÁSTICOS
Tipo de adhesivo Tipo de mecanismo Materia prima Aplicaciones típicas
Por dispersión Físico (disolución y
distribución del
medio de dispersión)
Poli-vinilacetato en
agua (cola de
carpintero)
Pegado de madera y
plásticos con madera
Solvente Físico (disolución del
solvente)
PVC (clorinado) en
solventes orgánicos
Pegado de tubos de
u-PVC
Fundido Físico (enfriamiento
del plástico fundido)
Poli-vinilbutiral,
bitumen, PVC-
clorinado
Vidrios de seguridad,
construcción,
aislamiento de techos
De contacto Físico (disolución del
solvente,
cristalización)
Policloropreno en
solventes orgánicos
Pegado de placas
decorativas con
madera o metales
Reactivo Químico
(polimerización,
adición o
condensación)
Cianoacrilato, resina
epóxica, resina de
fenol-formaldehído,
resina de poliéster,
poliuretano, silicona
Pegado de plásticos,
metales, cerámicos

Dr. Fernando G. Torres - Procesos de
Unión para Plásticos
Adhesividad
Material Pegabilidad Tratamiento previo Pegamento
u-PVC Polar, disoluble
(buena resistencia
de la unión)
Limpiar con un
solvente orgánico,
p.ej. CCl4
a)PVC clorinado en
un solvente como
CH2Cl2
b)PVC en THF
c)Pegamento reactivo
PMMA Polar, disoluble
(buena resistencia
de la unión)
Igualar
temperaturas,
limpiar con CCl4
a)PMMA en un
solvente de Cl
c)Pegamento reactivo
PE/PP No polares,
insolubles (pobre
resistencia de la
unión)
Tratamiento
térmico (flama),
eléctrico (Corona),
químico o
mecánico
a)Pegamento de
contacto de base de
PIB
b)Pegamento reactivo
Termoendurecibles Polares, insolubles
(buena resistencia
de la unión)
Mecánico
(aumentar la
rugosidad)
Pegamento reactivo
de base similar o
cianoacrilato