vÁlvula de bola de entrada superior -...
TRANSCRIPT
VÁLVULA DE BOLA DEENTRADA SUPERIOR
Serie T2
Instrucciones de instalación,mantenimiento y funcionamiento
1 T 70 esEdición 1/06

2
ÍNDICE1 CONSIDERACIONES GENERALES.................. 3
1.1 Alcance del manual .................................. 31.2 Descripción de la válvula ......................... 31.3 Marcas de la válvula ................................. 31.4 Especificaciones técnicas ........................ 31.5 Certificaciones de la válvula ..................... 41.6 Marca CE .................................................. 41.7 Reciclaje y deshecho ................................ 41.8 Precauciones de seguridad ..................... 4
2 TRANSPORTE, RECEPCIÓN Y ALMACENAJE 43 INSTALACIÓN Y USO........................................ 5
3.1 Consideraciones generales ...................... 53.2 Instalación en la tubería ............................ 53.3 Actuador ................................................... 53.4 Puesta en marcha ..................................... 6
4 MANTENIMIENTO.............................................. 64.1 Consideraciones generales ...................... 64.2 Sustitución de la empaquetadura del
prensaestopas .......................................... 64.3 Reparación en tubería de una válvula
acuñada o agarrotada .............................. 74.4 Separación de un actuador serie B7 ........ 74.5 Separación de la válvula de la tubería ..... 74.6 Desmantelamiento de la válvula ............... 84.7 Inspección de las piezas de una
válvula desmantelada ............................... 84.8 Rearmado de la válvula ............................ 9
5 ENSAYO DE LA VÁLVULA .............................. 106 INSTALACIÓN DEL ACTUADOR .................... 11
6.1 Consideraciones generales .................... 116.2 Instalación de un operador de engranaje
manual tipo M ......................................... 116.3 Instalación de un actuador serie B1C .... 116.4 Instalación de un actuador serie B1J ..... 116.5 Instalación de actuadores de otras
marcas .................................................... 127 FALLOS DE FUNCIONAMIENTO..................... 128 HERRAMIENTAS ............................................. 129 PEDIDOS DE PIEZAS DE REPUESTO ........... 1210 PLANO DE MONTAJE Y LISTA DE PIEZAS... 1311 DIMENSIONES Y PESOS ................................ 1412 CODIFICACIÓN DE TIPOS .............................. 15
LEA PRIMERO ESTAS INSTRUCCIONES
Las presentes instrucciones ofrecen información sobre una manipulación y un funcionamiento seguros de la válvula.Si necesita ayuda adicional, póngase en contacto con el fabricante o su representante.En la contratapa encontrará impresas las direcciones y los números de teléfono.
CONSERVE ESTAS INSTRUCCIONES
Sujeto a cambios sin previo aviso.
Todas las marcas comerciales son propiedad de sus respectivos propietarios.
3
1 CONSIDERACIONES GENERALES
1.1 Alcance del manual
Este manual provee la información más importantesobre las válvulas de bola de la serie T2. Para mayorinformación sobre actuadores y otros instrumentos,que sólo se cubren brevemente, deben consultarse losrespectivos manuales específicos de instalación, uso ymantenimiento.
1.2 Descripción de la válvula
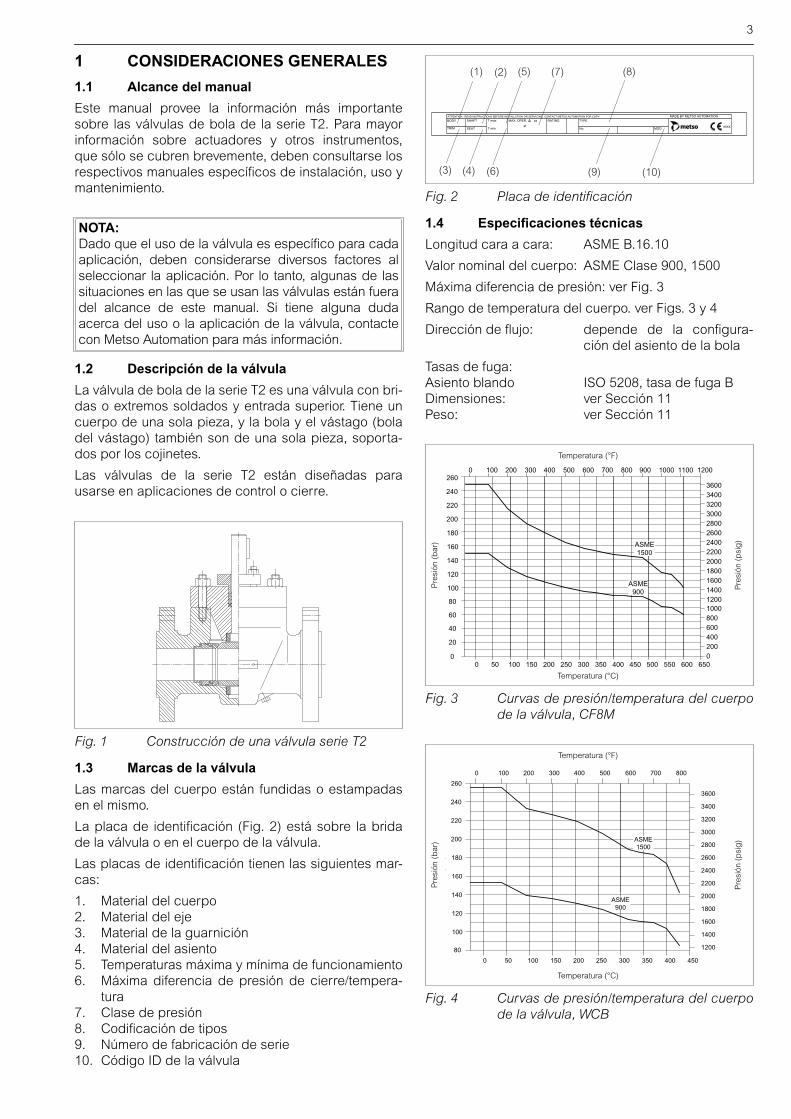
La válvula de bola de la serie T2 es una válvula con bri-das o extremos soldados y entrada superior. Tiene uncuerpo de una sola pieza, y la bola y el vástago (boladel vástago) también son de una sola pieza, soporta-dos por los cojinetes.
Las válvulas de la serie T2 están diseñadas parausarse en aplicaciones de control o cierre.
Fig. 1 Construcción de una válvula serie T2
1.3 Marcas de la válvula
Las marcas del cuerpo están fundidas o estampadasen el mismo.
La placa de identificación (Fig. 2) está sobre la bridade la válvula o en el cuerpo de la válvula.
Las placas de identificación tienen las siguientes mar-cas:
1. Material del cuerpo2. Material del eje3. Material de la guarnición4. Material del asiento5. Temperaturas máxima y mínima de funcionamiento6. Máxima diferencia de presión de cierre/tempera-
tura7. Clase de presión8. Codificación de tipos9. Número de fabricación de serie10. Código ID de la válvula
Fig. 2 Placa de identificación
1.4 Especificaciones técnicas
Longitud cara a cara: ASME B.16.10
Valor nominal del cuerpo: ASME Clase 900, 1500
Máxima diferencia de presión: ver Fig. 3
Rango de temperatura del cuerpo. ver Figs. 3 y 4
Dirección de flujo: depende de la configura-ción del asiento de la bola
Tasas de fuga:Asiento blando ISO 5208, tasa de fuga BDimensiones: ver Sección 11Peso: ver Sección 11
Fig. 3 Curvas de presión/temperatura del cuerpode la válvula, CF8M
Fig. 4 Curvas de presión/temperatura del cuerpode la válvula, WCB
NOTA:Dado que el uso de la válvula es específico para cadaaplicación, deben considerarse diversos factores alseleccionar la aplicación. Por lo tanto, algunas de lassituaciones en las que se usan las válvulas están fueradel alcance de este manual. Si tiene alguna dudaacerca del uso o la aplicación de la válvula, contactecon Metso Automation para más información.
(1) (2) (5) (8)
(3) (4) (6) (10)
(7)
(9)
BODY
TRIM
SHAFT
SEAT
T max
T min
MAX. OPER. ps
at
RATING TYPE
No. MOD
ATTENTION : READ INSTRUCTIONS BEFORE INSTALLATION OR SERVICING. CONTACT METSO AUTOMATION FOR COPY. MADE BY METSO AUTOMATION
xxxx
80
100
120
200
140
160
180
220
240
260
0 100 200 300 40050 150 250 350 450
100 200 300 400 500 600 700 800
1200140016001800200022002400260028003000320034003600
Temperature (°F)
Temperature (°C)
Pre
ssur
e (b
ar)
Pre
ssur
e (p
sig)
0
500 550 600 650
60
40
20
0 02004006008001000
900 1000 1100 1200
ASME1500
ASME900
Temperatura (°F)
Temperatura (°C)
Pre
sión
(b
ar)
Pre
sión
(p
sig
)
80
100
120
200
140
160
180
220
240
260
0 100 200 300 40050 150 250 350 450
100 200 300 400 500 600 700 800
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
3200
3400
3600
Temperature (°F)
Temperature (°C)
Pre
ssur
e (b
ar)
Pre
ssur
e (p
sig)
0
ASME1500
ASME900
Temperatura (°F)
Temperatura (°C)
Pre
sión
(b
ar)
Pre
sión
(p
sig
)
4
1.5 Certificaciones de la válvula
Se pueden suministrar bajo pedido un certificado deestanqueidad y un certificado EN/DIN 50049 3.1 parael cuerpo de la válvula y la cubierta de protección.
1.6 Marca CE
La válvula cumple los requerimientos de la DirectivaEuropea 97/23/CE relativa a los equipos de presión yse ha marcado de acuerdo con dicha Directiva.
1.7 Reciclaje y deshecho
La mayoría de componentes de la válvula se puedenreciclar si se clasifican de acuerdo con el material. Lamayoría de componentes tienen una marca de mate-rial. Junto con la válvula se suministra una lista dematerial. Además, se puede solicitar al fabricante lasinstrucciones de reciclaje, separado y deshecho. Tam-bién se pueden devolver las válvulas al fabricante parasu reciclaje y deshecho pagando una tarifa.
1.8 Precauciones de seguridad
2 TRANSPORTE, RECEPCIÓN Y ALMACENAJE
Revise la válvula y sus equipos anexos por cualquierdaño eventualmente sufrido durante el transporte.
Almacene la válvula con cuidado. Recomendamosguardarla en interiores, en un lugar seco.
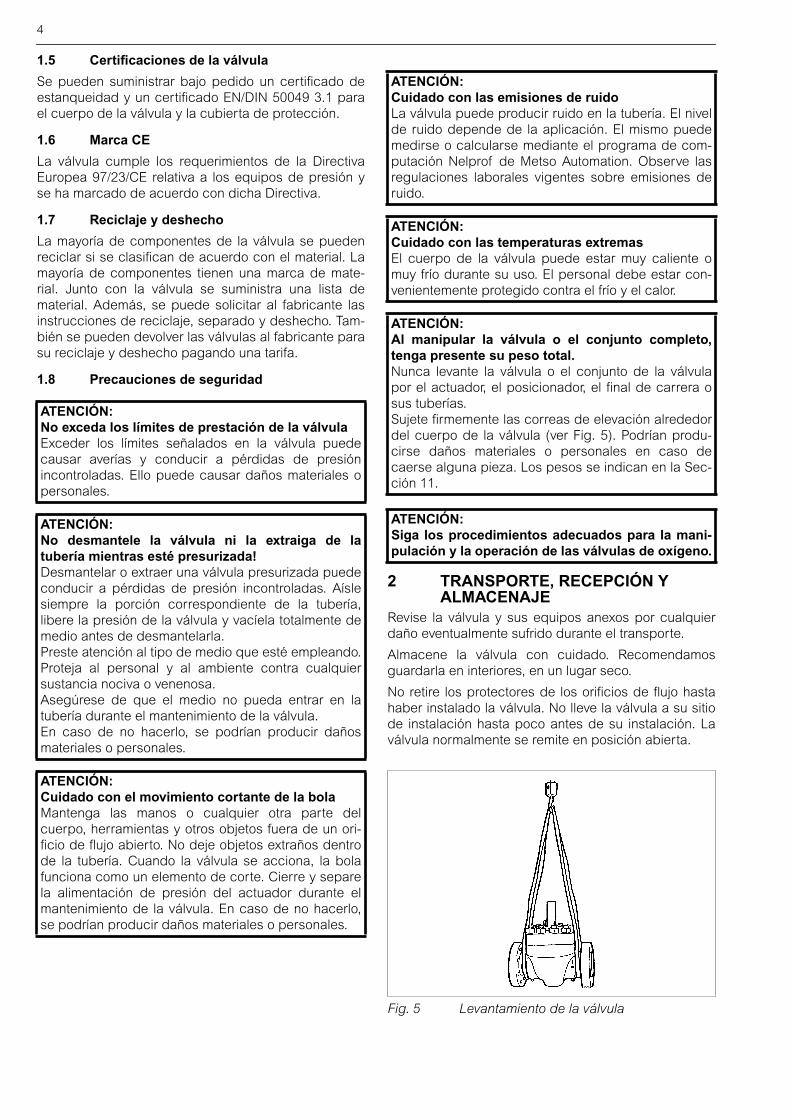
No retire los protectores de los orificios de flujo hastahaber instalado la válvula. No lleve la válvula a su sitiode instalación hasta poco antes de su instalación. Laválvula normalmente se remite en posición abierta.
Fig. 5 Levantamiento de la válvula
ATENCIÓN:No exceda los límites de prestación de la válvulaExceder los límites señalados en la válvula puedecausar averías y conducir a pérdidas de presiónincontroladas. Ello puede causar daños materiales opersonales.
ATENCIÓN:No desmantele la válvula ni la extraiga de latubería mientras esté presurizada! Desmantelar o extraer una válvula presurizada puedeconducir a pérdidas de presión incontroladas. Aíslesiempre la porción correspondiente de la tubería,libere la presión de la válvula y vacíela totalmente demedio antes de desmantelarla.Preste atención al tipo de medio que esté empleando.Proteja al personal y al ambiente contra cualquiersustancia nociva o venenosa.Asegúrese de que el medio no pueda entrar en latubería durante el mantenimiento de la válvula.En caso de no hacerlo, se podrían producir dañosmateriales o personales.
ATENCIÓN:Cuidado con el movimiento cortante de la bolaMantenga las manos o cualquier otra parte delcuerpo, herramientas y otros objetos fuera de un ori-ficio de flujo abierto. No deje objetos extraños dentrode la tubería. Cuando la válvula se acciona, la bolafunciona como un elemento de corte. Cierre y separela alimentación de presión del actuador durante elmantenimiento de la válvula. En caso de no hacerlo,se podrían producir daños materiales o personales.
ATENCIÓN:Cuidado con las emisiones de ruidoLa válvula puede producir ruido en la tubería. El nivelde ruido depende de la aplicación. El mismo puedemedirse o calcularse mediante el programa de com-putación Nelprof de Metso Automation. Observe lasregulaciones laborales vigentes sobre emisiones deruido.
ATENCIÓN:Cuidado con las temperaturas extremasEl cuerpo de la válvula puede estar muy caliente omuy frío durante su uso. El personal debe estar con-venientemente protegido contra el frío y el calor.
ATENCIÓN:Al manipular la válvula o el conjunto completo,tenga presente su peso total.Nunca levante la válvula o el conjunto de la válvulapor el actuador, el posicionador, el final de carrera osus tuberías.Sujete firmemente las correas de elevación alrededordel cuerpo de la válvula (ver Fig. 5). Podrían produ-cirse daños materiales o personales en caso decaerse alguna pieza. Los pesos se indican en la Sec-ción 11.
ATENCIÓN:Siga los procedimientos adecuados para la mani-pulación y la operación de las válvulas de oxígeno.
5
3 INSTALACIÓN Y USO
3.1 Consideraciones generales
Retire los protectores de los orificios de flujo y verifiqueque la válvula esté limpia por dentro. Límpiela si fueranecesario.
3.2 Instalación en la tubería
Lave bien las tuberías antes de instalar la válvula. Lasimpurezas, la arenilla y los trozos de electrodos de sol-dadura pueden dañar la superficie de la bola y losasientos.
Tres marcas indican la posición abierta-cerrada de laválvula:
▫ un indicador sobre el centro motor del actuador,▫ una ranura al final del vástago de la bola,▫ la ranura para chaveta del vástago de la bola.Si existiera cualquier duda sobre el indicador, controlela posición por la ranura.
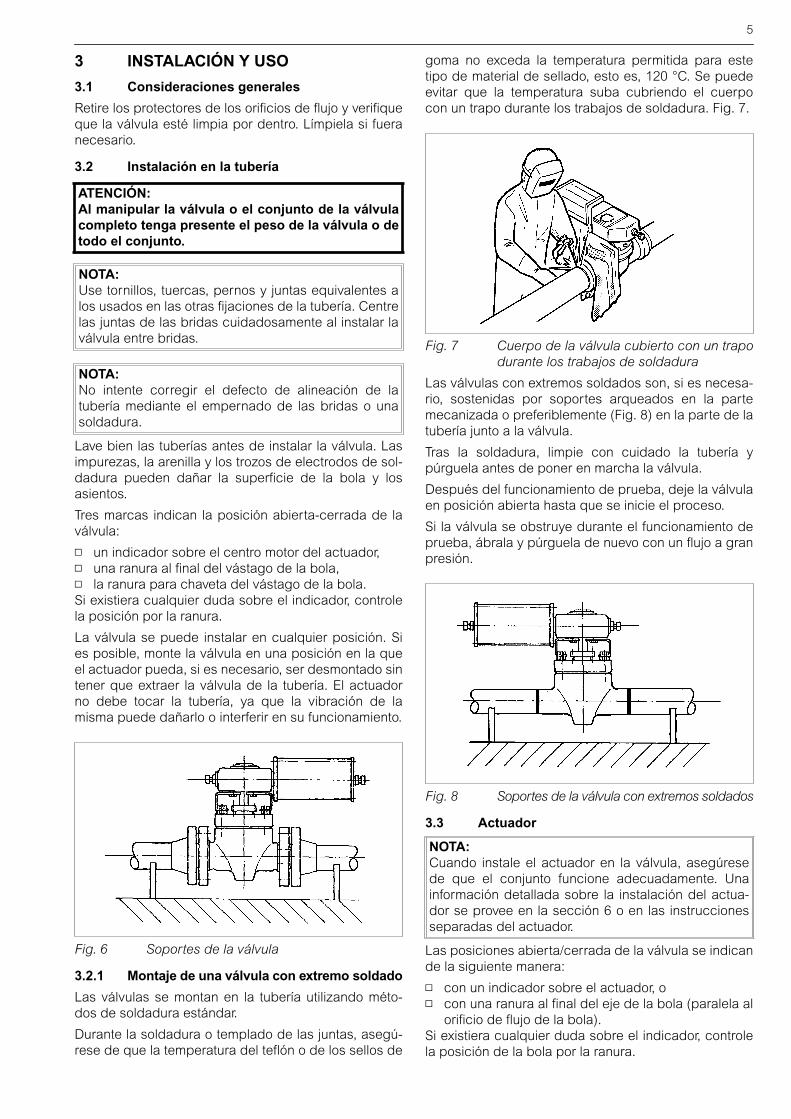
La válvula se puede instalar en cualquier posición. Sies posible, monte la válvula en una posición en la queel actuador pueda, si es necesario, ser desmontado sintener que extraer la válvula de la tubería. El actuadorno debe tocar la tubería, ya que la vibración de lamisma puede dañarlo o interferir en su funcionamiento.
Fig. 6 Soportes de la válvula
3.2.1 Montaje de una válvula con extremo soldado
Las válvulas se montan en la tubería utilizando méto-dos de soldadura estándar.
Durante la soldadura o templado de las juntas, asegú-rese de que la temperatura del teflón o de los sellos de
goma no exceda la temperatura permitida para estetipo de material de sellado, esto es, 120 °C. Se puedeevitar que la temperatura suba cubriendo el cuerpocon un trapo durante los trabajos de soldadura. Fig. 7.
Fig. 7 Cuerpo de la válvula cubierto con un trapodurante los trabajos de soldadura
Las válvulas con extremos soldados son, si es necesa-rio, sostenidas por soportes arqueados en la partemecanizada o preferiblemente (Fig. 8) en la parte de latubería junto a la válvula.
Tras la soldadura, limpie con cuidado la tubería ypúrguela antes de poner en marcha la válvula.
Después del funcionamiento de prueba, deje la válvulaen posición abierta hasta que se inicie el proceso.
Si la válvula se obstruye durante el funcionamiento deprueba, ábrala y púrguela de nuevo con un flujo a granpresión.
Fig. 8 Soportes de la válvula con extremos soldados
3.3 Actuador
Las posiciones abierta/cerrada de la válvula se indicande la siguiente manera:
▫ con un indicador sobre el actuador, o▫ con una ranura al final del eje de la bola (paralela al
orificio de flujo de la bola).Si existiera cualquier duda sobre el indicador, controlela posición de la bola por la ranura.
ATENCIÓN:Al manipular la válvula o el conjunto de la válvulacompleto tenga presente el peso de la válvula o detodo el conjunto.
NOTA:Use tornillos, tuercas, pernos y juntas equivalentes alos usados en las otras fijaciones de la tubería. Centrelas juntas de las bridas cuidadosamente al instalar laválvula entre bridas.
NOTA:No intente corregir el defecto de alineación de latubería mediante el empernado de las bridas o unasoldadura.
NOTA:Cuando instale el actuador en la válvula, asegúresede que el conjunto funcione adecuadamente. Unainformación detallada sobre la instalación del actua-dor se provee en la sección 6 o en las instruccionesseparadas del actuador.

6
El actuador debe ser instalado de forma que quedeespacio suficiente para retirarlo.
Para el cilindro del actuador se recomienda la posiciónvertical.
El actuador no debe tocar la tubería, pues la vibraciónde la misma puede interferir en su funcionamiento.
En ciertos casos puede considerarse ventajoso pro-veer al actuador de un soporte adicional, normalmentecon actuadores grandes, ejes extendidos o con aplica-ciones de severa vibración. Consulte a su represen-tante de Metso Automation.
3.4 Puesta en marcha
3.4.1 Antes de la puesta en marcha
▫ Si hay un largo período entre la instalación y lapuesta en marcha durante el cual se ha llevado acabo la instalación de las tuberías o se han reali-zado modificaciones, se recomienda comprobar denuevo el funcionamiento de la válvula para asegu-rarse de que funciona correctamente.
▫ Asegúrese de que la válvula esté completamenteabierta o cerrada en la fase de puesta en marcha.Cualquier impacto de presión sobre una válvuladejada en una posición media dañará el asiento.
▫ Al principio de la puesta en marcha, se recomiendacomprobar la estanqueidad de la empaquetaduradel prensaestopas y ajustarla si es necesario.
4 MANTENIMIENTO
4.1 Consideraciones generales
Se recomienda comprobar regularmente la estanquei-dad de la empaquetadura del prensaestopas. Si la vál-vula requiere mantenimiento, debería seguir lassiguientes medidas. Esta sección expone las operacio-nes de mantenimiento que puede realizar directamenteel usuario.
Los números entre paréntesis se refieren a la lista depiezas y a los planos de montaje de la Sección 10,salvo que se especifique lo contrario.
4.2 Sustitución de la empaquetadura del prensaestopas
Si las empaquetaduras del prensaestopas tienen fugasincluso después del apriete, deben ser sustituidas. Lasempaquetaduras están fabricadas en grafito o teflón.
▫ Para sustituir las empaquetaduras, afloje las tuercas(ver la lista de piezas de repuesto) y extraiga elactuador y la llave del eje.
▫ Retire el prensaestopas.▫ Retire las empaquetaduras del prensaestopas de
grafito con una herramienta puntiaguda, por ejem-plo un destornillador del tamaño adecuado.
▫ Limpie cuidadosamente el interior del prensaesto-pas y del eje. Se pueden retirar los tornillos parafacilitar la limpieza.
▫ Instale la nueva empaquetadura del prensaestopascon cuidado para que los extremos de la ranura nodañen la cara interior de la empaquetadura.
▫ Instale el prensaestopas y ajústelo según la torsiónrecomendada en la Tabla 1.
ATENCIÓN:Antes del servicio de mantenimiento, observe lasprecauciones de seguridad mencionadas en lasección 1.6
ATENCIÓN:Al manipular la válvula o el conjunto de la válvulacompleto tenga presente el peso de la válvula o detodo el conjunto.
NOTA: Use siempre repuestos originales para asegurarse deque la válvula funcionará correctamente.
NOTA:Si decide enviar la válvula al fabricante para un ser-vicio de mantenimiento, no la desarme. Límpiela cui-dadosamente de todo medio e informe al fabricantesobre la presencia de cualquier medio peligroso.
ATENCIÓN:No desmantele la válvula ni la extraiga de latubería mientras esté presurizada.
7
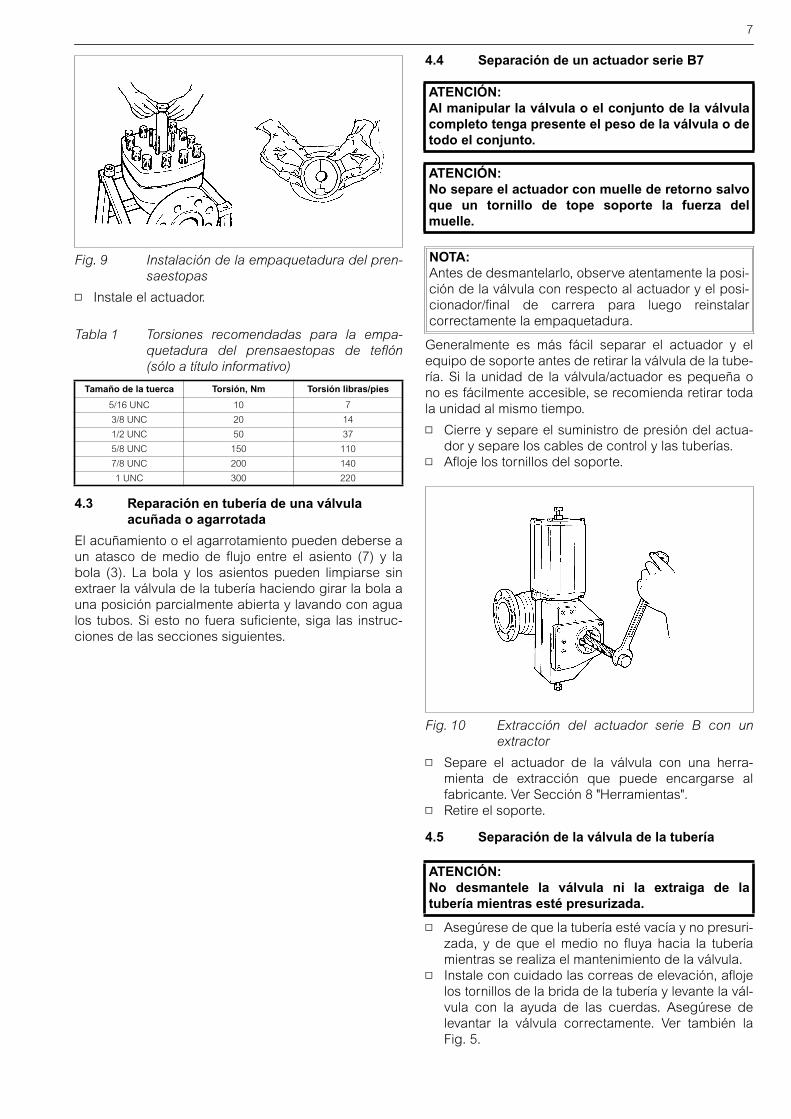
Fig. 9 Instalación de la empaquetadura del pren-saestopas
▫ Instale el actuador.
Tabla 1 Torsiones recomendadas para la empa-quetadura del prensaestopas de teflón(sólo a título informativo)
4.3 Reparación en tubería de una válvula acuñada o agarrotada
El acuñamiento o el agarrotamiento pueden deberse aun atasco de medio de flujo entre el asiento (7) y labola (3). La bola y los asientos pueden limpiarse sinextraer la válvula de la tubería haciendo girar la bola auna posición parcialmente abierta y lavando con agualos tubos. Si esto no fuera suficiente, siga las instruc-ciones de las secciones siguientes.
4.4 Separación de un actuador serie B7
Generalmente es más fácil separar el actuador y elequipo de soporte antes de retirar la válvula de la tube-ría. Si la unidad de la válvula/actuador es pequeña ono es fácilmente accesible, se recomienda retirar todala unidad al mismo tiempo.
▫ Cierre y separe el suministro de presión del actua-dor y separe los cables de control y las tuberías.
▫ Afloje los tornillos del soporte.
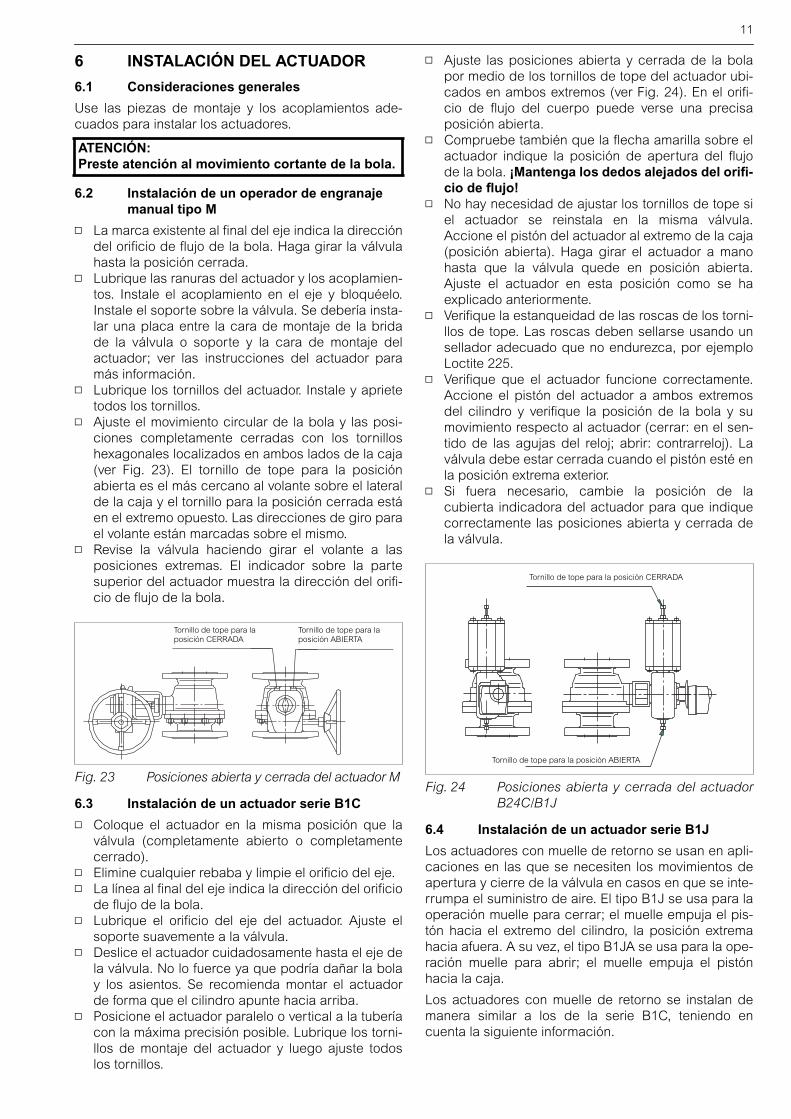
Fig. 10 Extracción del actuador serie B con unextractor
▫ Separe el actuador de la válvula con una herra-mienta de extracción que puede encargarse alfabricante. Ver Sección 8 "Herramientas".
▫ Retire el soporte.
4.5 Separación de la válvula de la tubería
▫ Asegúrese de que la tubería esté vacía y no presuri-zada, y de que el medio no fluya hacia la tuberíamientras se realiza el mantenimiento de la válvula.
▫ Instale con cuidado las correas de elevación, aflojelos tornillos de la brida de la tubería y levante la vál-vula con la ayuda de las cuerdas. Asegúrese delevantar la válvula correctamente. Ver también laFig. 5.
Tamaño de la tuerca Torsión, Nm Torsión libras/pies
5/16 UNC 10 7
3/8 UNC 20 14
1/2 UNC 50 37
5/8 UNC 150 110
7/8 UNC 200 140
1 UNC 300 220
ATENCIÓN:Al manipular la válvula o el conjunto de la válvulacompleto tenga presente el peso de la válvula o detodo el conjunto.
ATENCIÓN:No separe el actuador con muelle de retorno salvoque un tornillo de tope soporte la fuerza delmuelle.
NOTA:Antes de desmantelarlo, observe atentamente la posi-ción de la válvula con respecto al actuador y el posi-cionador/final de carrera para luego reinstalarcorrectamente la empaquetadura.
ATENCIÓN:No desmantele la válvula ni la extraiga de latubería mientras esté presurizada.

8
4.6 Desmantelamiento de la válvula
▫ Extraiga la válvula de la tubería.▫ Extraiga el actuador según se explica en 4.4.▫ Afloje las tuercas del prensaestopas. No extraiga el
prensaestopas.▫ Extraiga las tuercas del prensaestopas de la
cubierta de protección y retírela. Si es necesario,utilice un extractor para agarrar el prensaestopas.Ver la Fig. 11.
Fig. 11 Levantar la cubierta de protección
▫ Instale las herramientas de fijación (ver Fig. 12)para empujar los anillos o fuelles del soporte delasiento en la posición posterior.
Fig. 12 Herramienta de extensión y fijación
▫ Retire la bola y los asientos con la bola en posiciónabierta. Ver la Fig. 13. Deje la bola sobre una super-ficie suave.
Fig. 13 Extracción de la bola
▫ Para comprobar los cojinetes, extraiga los pasado-res, si los hubiere (27), y retire el cojinete (5) del eje.
▫ Retire los anillos o fuelles del soporte del asiento.
4.7 Inspección de las piezas de una válvula desmantelada
4.7.1 Asientos
Asiento T
Fig. 14 Asiento T
▫ Compruebe las superficies de sellado y posteriordel anillo del asiento (7), el anillo de soporte (35) yla junta tórica (63). Quizás las superficies de selladorequieran un bruñido.
▫ Si los daños son importantes, se deberían reempla-zar las piezas. Compruebe que no haya impurezasen la ranura del muelle que pudieran obstaculizar elanillo de soporte (35).
Asiento S
Fig. 15 Asiento S
▫ Compruebe las superficies de sellado y posteriordel anillo del asiento (7), el anillo de soporte (35) yla junta tórica (63). Quizás las superficies de selladorequieran un bruñido. La superficie de sellado delasiento (7) ha sido bruñida contra la superficie de labola.
▫ Si los daños son importantes, se deberían reempla-zar las piezas. Compruebe que no haya impurezasen la ranura del muelle que pudieran obstaculizar elanillo de soporte (35).
62 63 35 7
64
735
64
6362

9
Asiento H
Fig. 16 Asiento H
▫ Compruebe las superficies de sellado del asiento(7) y los fuelles (62). Quizás las superficies desellado requieran un bruñido. Las piezas muy daña-das deberían ser sustituidas.
▫ Compruebe que los fuelles no contengan impure-zas que pudieran afectar al funcionamiento.
▫ Si es necesario, la superficie de sellado del asiento(7) debe ser bruñida contra la superficie de la bola.La superficie posterior del asiento (7) y los bordesrectos de los fuelles (62) se pueden bruñir. Tambiénse puede bruñir el cuerpo si la superficie de selladoestá dañada.
4.7.2 Bola
▫ Levante la bola con sus asientos y déjela sobre unasuperficie suave para limpiarla. Compruebe lassuperficies de los sellos y los cojinetes del vástagode la bola. Elimine los pequeños rasguños y lasimpurezas con papel de lija. Quizás sea necesariobruñir la bola. Ver también la sección 4.6. Lime tam-bién las rebabas de la ranura del vástago.
▫ Si la bola tiene rasguños profundos, cámbiela.
4.7.3 Cojinetes
Construcción estándar
Los cojinetes son de teflón con una malla de aceroinoxidable.
▫ Compruebe las bandas del cojinete y reemplácelassi es necesario.
Construcción para altas temperaturas
▫ Los cojinetes son de acero inoxidable con un reves-timiento duro o sólida aleación basada en cobalto.
▫ Reemplazar si es necesario.
4.8 Rearmado de la válvula
▫ Limpie todas las piezas interiores. Si en el interiorhay óxido, puede pulverizar las superficies con unagente antioxidante después de limpiarlas. Com-pruebe las reacciones del agente.
▫ Instale primero el muelle en el anillo de soporte.
Fig. 17 Montaje del muelle
Fig. 18 Junta tórica como sello trasero
▫ Lubrique las juntas tóricas, por ejemplo con sili-cona. Localícelas en sus ranuras.
▫ Coloque el anillo de soporte, fabricado con dosbandas de teflón, en la ranura de la junta tórica. Lasbandas deben ser de una sola pieza con los extre-mos cortados como se muestra en la Figura.
▫ Instale los anillos de soporte o fuelles (construccio-nes C y H) en los dos puertos de flujo y colóquelosen la posición posterior con ayuda de una herra-mienta extractora.
Fig. 19 Uso de la herramienta extractora
▫ Sostenga la herramienta en esa posición hasta quese instalen las herramientas de fijación.
762
EXTREMO DERECHO DEL MUELLE, EXTREMO DEL CABLE ENDEREZADO Y APOYADO CONTRA EL COLLAR
EXTREMO IZQUIERDO DEL MUELLE, EXTREMO DEL CABLE ENDEREZADO E INSERTADO EN ORIFICIO
EJE LONGITUDINAL DEL MUELLE
FUNDICIÓN DEL CUERPO
ANILLO DE SOPORTE
EXTREMOS INCLINADOS
JUNTA TÓRICA
RANURA DE LOCALIZACIÓN

10
▫ Coloque las herramientas de fijación en posición yapriételas como se muestra en la Fig. 19. Retirar laherramienta extractora
▫ Introduzca la bola con los cojinetes y asientos en elcuerpo, en posición abierta. Compruebe que lacara posterior del asiento no dañe el asiento delanillo de soporte mientras baja la bola. Ver la Fig.20.
Fig. 20 Bajar la bola para introducirla en el cuerpo
▫ Retire las herramientas de fijación.▫ Instale la junta de la cubierta de protección. Siem-
pre se debería reemplazar la junta de grafito.
Fig. 21 Junta de la cubierta de protección
▫ Coloque la cubierta en posición. Si las empaqueta-duras del prensaestopas están en su lugar y enbuen estado, baje la cubierta con cuidado, y asegú-rese de que la ranura del eje no las daña. Si esnecesario, sustituya las empaquetaduras del pren-saestopas tal y como se explica en 2.6.12.
▫ Apriete las tuercas de las cubiertas según las tor-siones recomendadas en la Tabla 2. Aprietesiguiendo el orden que se indica en la Fig. 22.
Tabla 2 Torsiones recomendadas para las tuercasdel cuerpo (sólo a título informativo)
Fig. 22 Orden de apriete de las roscas
▫ Monte la empaquetadura del prensaestopas tal ycomo se describe en 4.2.
5 ENSAYO DE LA VÁLVULA
El ensayo hidráulico del cuerpo deberá realizarse des-pués del montaje.
El ensayo de presión debe realizarse de acuerdo conun estándar aplicable. Use la presión requerida por laclase de presión o por el orificio de la brida. Durante elensayo, la válvula debe estar en posición medioabierta.
Si también desea verificar la estanqueidad del ele-mento de cierre, contacte con el fabricante.
Torsiones recomendadas
Rosca Torsión, Nm Torsión, libras/pies
5/16 UNC 24 18
3/8 UNC 45 35
1/2 UNC 100 75
5/8 UNC 200 150
3/4 UNC 350 250
7/8 UNC 500 350
1 UNC 700 500
1 1/4 8UN 1300 950
1 1/2 8UN 1600 1200
1 3/4 8UN 1600 1200
2 8UN 2500 1800
2 1/4 8UN 3500 2600
2 1/2 8UN 5000 3700
2 3/4 8UN 6300 4600
3 8UN 8400 6200
Nota: Las roscas deben estar bien lubricadas
ATENCIÓN:La prueba de presión debería llevarse a cabo conun equipo de acuerdo con la clase de presión cor-recta.
11
6 INSTALACIÓN DEL ACTUADOR
6.1 Consideraciones generales
Use las piezas de montaje y los acoplamientos ade-cuados para instalar los actuadores.
6.2 Instalación de un operador de engranaje manual tipo M
▫ La marca existente al final del eje indica la direccióndel orificio de flujo de la bola. Haga girar la válvulahasta la posición cerrada.
▫ Lubrique las ranuras del actuador y los acoplamien-tos. Instale el acoplamiento en el eje y bloquéelo.Instale el soporte sobre la válvula. Se debería insta-lar una placa entre la cara de montaje de la bridade la válvula o soporte y la cara de montaje delactuador; ver las instrucciones del actuador paramás información.
▫ Lubrique los tornillos del actuador. Instale y aprietetodos los tornillos.
▫ Ajuste el movimiento circular de la bola y las posi-ciones completamente cerradas con los tornilloshexagonales localizados en ambos lados de la caja(ver Fig. 23). El tornillo de tope para la posiciónabierta es el más cercano al volante sobre el lateralde la caja y el tornillo para la posición cerrada estáen el extremo opuesto. Las direcciones de giro parael volante están marcadas sobre el mismo.
▫ Revise la válvula haciendo girar el volante a lasposiciones extremas. El indicador sobre la partesuperior del actuador muestra la dirección del orifi-cio de flujo de la bola.
Fig. 23 Posiciones abierta y cerrada del actuador M
6.3 Instalación de un actuador serie B1C
▫ Coloque el actuador en la misma posición que laválvula (completamente abierto o completamentecerrado).
▫ Elimine cualquier rebaba y limpie el orificio del eje.▫ La línea al final del eje indica la dirección del orificio
de flujo de la bola.▫ Lubrique el orificio del eje del actuador. Ajuste el
soporte suavemente a la válvula.▫ Deslice el actuador cuidadosamente hasta el eje de
la válvula. No lo fuerce ya que podría dañar la bolay los asientos. Se recomienda montar el actuadorde forma que el cilindro apunte hacia arriba.
▫ Posicione el actuador paralelo o vertical a la tuberíacon la máxima precisión posible. Lubrique los torni-llos de montaje del actuador y luego ajuste todoslos tornillos.
▫ Ajuste las posiciones abierta y cerrada de la bolapor medio de los tornillos de tope del actuador ubi-cados en ambos extremos (ver Fig. 24). En el orifi-cio de flujo del cuerpo puede verse una precisaposición abierta.
▫ Compruebe también que la flecha amarilla sobre elactuador indique la posición de apertura del flujode la bola. ¡Mantenga los dedos alejados del orifi-cio de flujo!
▫ No hay necesidad de ajustar los tornillos de tope siel actuador se reinstala en la misma válvula.Accione el pistón del actuador al extremo de la caja(posición abierta). Haga girar el actuador a manohasta que la válvula quede en posición abierta.Ajuste el actuador en esta posición como se haexplicado anteriormente.
▫ Verifique la estanqueidad de las roscas de los torni-llos de tope. Las roscas deben sellarse usando unsellador adecuado que no endurezca, por ejemploLoctite 225.
▫ Verifique que el actuador funcione correctamente.Accione el pistón del actuador a ambos extremosdel cilindro y verifique la posición de la bola y sumovimiento respecto al actuador (cerrar: en el sen-tido de las agujas del reloj; abrir: contrarreloj). Laválvula debe estar cerrada cuando el pistón esté enla posición extrema exterior.
▫ Si fuera necesario, cambie la posición de lacubierta indicadora del actuador para que indiquecorrectamente las posiciones abierta y cerrada dela válvula.
Fig. 24 Posiciones abierta y cerrada del actuadorB24C/B1J
6.4 Instalación de un actuador serie B1J
Los actuadores con muelle de retorno se usan en apli-caciones en las que se necesiten los movimientos deapertura y cierre de la válvula en casos en que se inte-rrumpa el suministro de aire. El tipo B1J se usa para laoperación muelle para cerrar; el muelle empuja el pis-tón hacia el extremo del cilindro, la posición extremahacia afuera. A su vez, el tipo B1JA se usa para la ope-ración muelle para abrir; el muelle empuja el pistónhacia la caja.
Los actuadores con muelle de retorno se instalan demanera similar a los de la serie B1C, teniendo encuenta la siguiente información.
ATENCIÓN:Preste atención al movimiento cortante de la bola.
Tornillo de tope para la posición CERRADA
Tornillo de tope para la posición ABIERTA
Tornillo de tope para la posición CERRADA
Tornillo de tope para la posición ABIERTA

12
6.4.1 Tipo B1J
▫ Instale el actuador de forma que el pistón esté en laposición más externa. El cilindro no debe estar pre-surizado y las conexiones de suministro de airedeben estar abiertas. La válvula debe estar en posi-ción cerrada.
6.4.2 Tipo B1JA
▫ Instale el actuador de forma que el pistón quede enal posición extrema de cilindro del lado de la caja.El cilindro no debe estar presurizado y las conexio-nes de suministro de aire deben estar abiertas. Laválvula debe estar en posición abierta.
Los restantes procedimientos de instalación son simila-res a los descritos en la sección 6.3.
6.5 Instalación de actuadores de otras marcas
Pueden instalarse otros actuadores solamente si tienenuna conexión de actuador ISO 5211 y teniendo encuenta las dimensiones del vástago y la ranura.
7 FALLOS DE FUNCIONAMIENTOLa siguiente Tabla 4 muestra fallos que pueden apare-cer después de un uso prolongado.
8 HERRAMIENTASAdemás de las herramientas de uso corriente, senecesitan las siguientes herramientas especiales:
▫ Para extraer el actuador:- extractor
9 PEDIDOS DE PIEZAS DE REPUESTO
Cuando pida piezas de repuesto, incluya siempre lasiguiente información:
▫ Designación del tipo de válvula y número de serieque consta en la placa de identificación o la docu-mentación.
▫ Número de la lista de piezas (o número de estemanual), número de la pieza, denominación de lamisma y cantidad deseada.
Tabla 3 Posibles fallos de funcionamiento
NOTA:Metso Automation no asume responsabilidad por lacompatibilidad de actuadores no instalados porMetso Automation.
Posible fallo Posible causa Acción
Pérdida a través de una válvula cerrada Incorrecto ajuste del tornillo de tope del actuador
Ajuste el tornillo de tope a la posición cerrada
Superficie de bola dañada Sustituya la bola
Asiento(s) dañado(s) Reemplace asiento(s)
La bola no puede moverse libremente Limpie el interior de la válvula
La válvula se mueve irregularmente Impurezas entre la bola y los asientos Enjuague la válvula desde dentro
Limpie mecánicamente las superficies de sellado y los asientos
Cojinetes dañados Sustituya los cojinetes
Asiento dañado Reemplace asiento(s)
Empaquetadura del prensaestopas demasiado apretada
Afloje las tuercas
Pérdida a través de la empaquetadura del prensaestopas
Empaquetadura floja Ajuste las tuercas
Empaquetadura gastada o dañada Reemplace la empaquetadura del prensaestopas
Fugas a través delsellado de la cubierta
Afloje las tuercas de la cubierta Vuelva a apretar las tuercas de la cubierta
Junta del cuerpo dañada Reemplace la junta

13
10 PLANO DE MONTAJE Y LISTA DE PIEZAS
9
18
14
69
16
12
65
10
3
1 19
89
60
4
9461
5
5
4
7
62
764
63
35
62
H
S, T
8
764
63
35
62
G
129130
Artículo Ctdad. Descripción Pieza recomendada
1 1 Cuerpo
3 1 Bola
4 1 Cojinete de "trunnion"
5 1 Cojinete de "trunnion"
7 1 Asiento de la bola
8 1 Cubierta de protección
9 1 Prensaestopas
10 1 Llave
12 Espárrago
14 Espárrago
16 Tuerca hexagonal
18 Tuerca hexagonal
19 1 Placa de identificación
35 2 Asiento secundario (S, T, G)
60 1 Banda del cojinete
61 1 Banda del cojinete
62 2 Fuelle (H)
2 Muelle (S, T, G)
63 2 Junta tórica (S, T, G)
64 4 Anillo de retención (S, T, G)
65 1 Banda selladora
69 5 Anillo de la empaquetadura
77 1 Tapón
89 1 Cojinete de empuje
94 1 Cojinete de empuje
129 2 Anillo de soporte (G)
130 2 Sello posterior (G)

14
11 DIMENSIONES Y PESOS
Válvula T2H, ASME 1500
G1
G2
V
ULR
˚
øU
DNøD
P
øO
M
N
E
C
A
J1
J2øB
TIPODIMENSIONES EN mm
α° V KGDN A øB C øD E M N øO P R UL G1 G2 øU J1 J2
T2H 02 50 368 215,9 89 50,8 348 9,52 58 35 39,1 163 60 - - 167 ø224 22,5 8 UN 95
T2H 03 80 470 266,7 125 76,2 447 12,7 80 45 50,4 201 70 - - 225 ø300 22,5 1 1/8 205
T2H 04 100 546 311,1 150 507 12,7 90 55 60,6 218 80 - - 280 348 348 16,6 1 1/2 335
T2H 06 150 705 393,7 240 730 22,22 146 85 94,6 328 80 415,2 216,2 - 440 575 - 1 1/2 800
T2H 08 200 832 482,6 305 850 25,4 180 105 116,1 358 95 480 128 - 545 625 - 2 1500
15
12 CODIFICACIÓN DE TIPOS
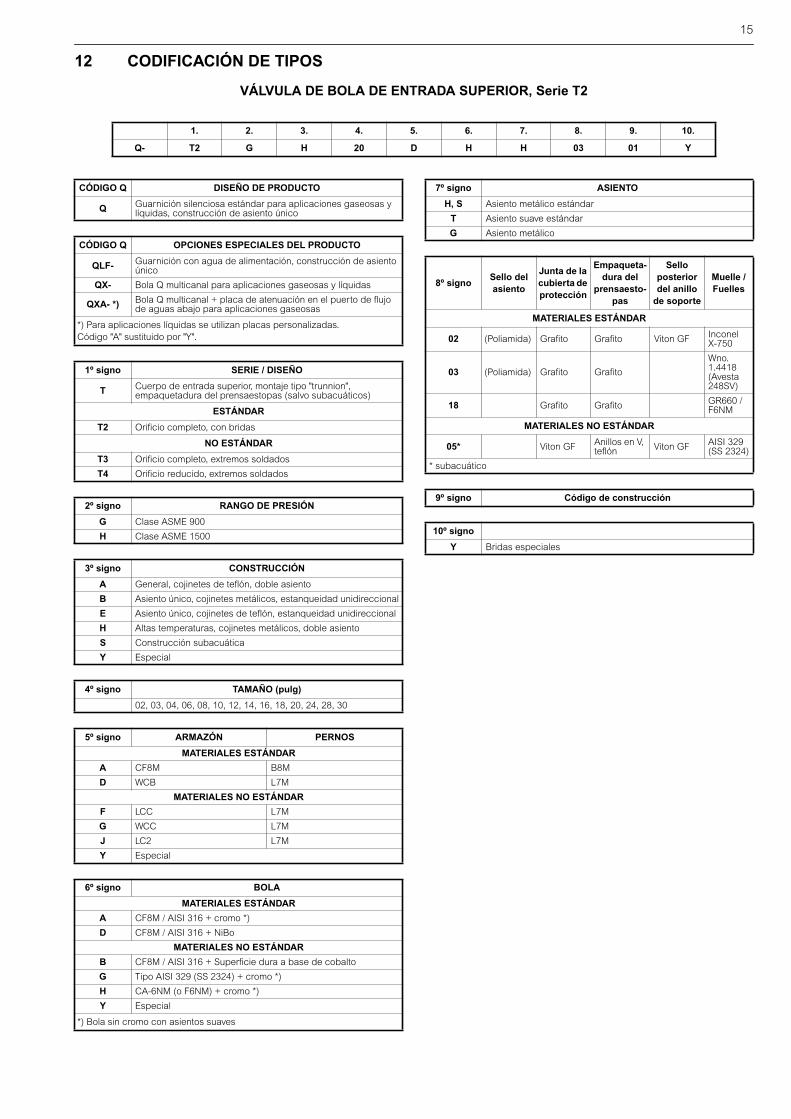
VÁLVULA DE BOLA DE ENTRADA SUPERIOR, Serie T2
1. 2. 3. 4. 5. 6. 7. 8. 9. 10.
Q- T2 G H 20 D H H 03 01 Y
CÓDIGO Q DISEÑO DE PRODUCTO
Q Guarnición silenciosa estándar para aplicaciones gaseosas y líquidas, construcción de asiento único
CÓDIGO Q OPCIONES ESPECIALES DEL PRODUCTO
QLF- Guarnición con agua de alimentación, construcción de asiento único
QX- Bola Q multicanal para aplicaciones gaseosas y líquidas
QXA- *) Bola Q multicanal + placa de atenuación en el puerto de flujo de aguas abajo para aplicaciones gaseosas
*) Para aplicaciones líquidas se utilizan placas personalizadas.Código "A" sustituido por "Y".
1º signo SERIE / DISEÑO
T Cuerpo de entrada superior, montaje tipo "trunnion", empaquetadura del prensaestopas (salvo subacuáticos)
ESTÁNDAR
T2 Orificio completo, con bridas
NO ESTÁNDAR
T3 Orificio completo, extremos soldados
T4 Orificio reducido, extremos soldados
2º signo RANGO DE PRESIÓN
G Clase ASME 900
H Clase ASME 1500
3º signo CONSTRUCCIÓN
A General, cojinetes de teflón, doble asiento
B Asiento único, cojinetes metálicos, estanqueidad unidireccional
E Asiento único, cojinetes de teflón, estanqueidad unidireccional
H Altas temperaturas, cojinetes metálicos, doble asiento
S Construcción subacuática
Y Especial
4º signo TAMAÑO (pulg)
02, 03, 04, 06, 08, 10, 12, 14, 16, 18, 20, 24, 28, 30
5º signo ARMAZÓN PERNOS
MATERIALES ESTÁNDAR
A CF8M B8M
D WCB L7M
MATERIALES NO ESTÁNDAR
F LCC L7M
G WCC L7M
J LC2 L7M
Y Especial
6º signo BOLA
MATERIALES ESTÁNDAR
A CF8M / AISI 316 + cromo *)
D CF8M / AISI 316 + NiBo
MATERIALES NO ESTÁNDAR
B CF8M / AISI 316 + Superficie dura a base de cobalto
G Tipo AISI 329 (SS 2324) + cromo *)
H CA-6NM (o F6NM) + cromo *)
Y Especial
*) Bola sin cromo con asientos suaves
7º signo ASIENTO
H, S Asiento metálico estándar
T Asiento suave estándar
G Asiento metálico
8º signoSello del asiento
Junta de la cubierta de protección
Empaqueta-dura del
prensaesto-pas
Sello posterior del anillo
de soporte
Muelle / Fuelles
MATERIALES ESTÁNDAR
02 (Poliamida) Grafito Grafito Viton GF Inconel X-750
03 (Poliamida) Grafito Grafito
Wno. 1.4418 (Avesta 248SV)
18 Grafito Grafito GR660 / F6NM
MATERIALES NO ESTÁNDAR
05* Viton GF Anillos en V, teflón Viton GF AISI 329
(SS 2324)
* subacuático
9º signo Código de construcción
10º signo
Y Bridas especiales

16
Metso Automation Inc.
Europe, Levytie 6, P.O. Box 310, 00811 Helsinki, Finland. Tel. +358 20 483 150. Fax +358 20 483 151North America, 44 Bowditch Drive, P.O. Box 8044, Shrewsbury, MA 01545, USA. Tel. +1 508 852 0200. Fax +1 508 852 8172
Latin America, Av. Independéncia, 2500- Iporanga, 18087-101, Sorocaba-São Paulo, Brazil.Tel.+55 15 3235 9700. Fax:+55 15 3235 9748/49
Asia Pacific, 238A Thomson Road, #25-09 Novena Square Tower A, 307684 Singapore. Tel. +65 6511 1011. Fax +65 6250 0830Middle East, Roundabout 8, Unit AB-07, P.O. Box 17175, Jebel Ali Freezone, Dubai, United Arab Emirates.
Tel. +971 4 883 6974. Fax +971 4 883 6836www.metsoautomation.com