universidad de guayaquil facultad de ingenierÍa...
TRANSCRIPT

i
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
TRABAJO DE TITULACIÓN
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA
SISTEMAS ORGANIZACIONALES
TEMA
ANÁLISIS DE LOS PROCESOS OPERATIVOS Y
PROPUESTA DE MEJORA DE LA DISPOSICIÓN DE
LOS PRODUCTOS TERMINADOS EN EL ÁREA DE
DESPACHO DE LA EMPRESA PLÁSTICOS
DEL LITORAL S.A. (PLASTLIT S.A.)
DE GUAYAQUIL
AUTOR
BALLESTER TUMBACO CHRISTOPHER JOSÉ
DIRECTOR DEL TRABAJO
Ing. Ind. CORONADO WINDSOR OMAR KAYYAN MSc.
GUAYAQUIL, SEPTIEMBRE 2018
ii
FACULTAD DE INGENIERÍA INDUSTRIAL
CARRERA INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
CERTIFICADO PORCENTAJE DE SIMILITUD Habiendo sido nombrado ING. IND. OMAR KAYYAN CORONADO WINDSOR, MSc., tutor del trabajo de titulación certifico que el presente trabajo de titulación ha sido elaborado por el estudiante BALLESTER
TUMBACO CHRISTOPHER JOSÉ con C.C.: 0926545740, con mi respectiva supervisión como requerimiento parcial para la obtención del título de INGENIERO INDUSTRIAL.
Se informa que el trabajo de titulación “ANÁLISIS DE LOS PROCESOS OPERATIVOS Y PROPUESTA DE MEJORA DE LA DISPOSICIÓN DE LOS PRODUCTOS TERMINADOS EN EL ÁREA DE DESPACHO DE LA EMPRESA PLÁSTICOS DEL LITORAL S.A. (PLASTLIT S.A.) DE GUAYAQUIL” ha sido orientado durante todo el periodo de ejecución en el programa anti plagio URKUND quedando el 8% de coincidencia.
https://secure.urkund.com/view/39992588-692278-800143
Ing. Ind. Omar Kayyan Coronado Windsor, MSc
C.C. 090133118
iii
DECLARACIÓN DE AUTORÍA
“La responsabilidad del contenido de este trabajo de Titulación, me corresponde
exclusivamente; y el patrimonio intelectual del mismo a la Facultad de Ingeniería
Industrial de la Universidad de Guayaquil”
Ballester Tumbaco Christopher José
C..C 0926545740

iv
Dedicatoria
A Dios, mi gran amigo consejero el que nunca me ha fallado y ha estado conmigo en los
momentos más duros difíciles de mi vida, quien permitió este gran anhelo de superación con
el logro de mis metas.
A mi madre Carmen Amelia Tumbaco Quiroz. A mi abuela Eva Ceferina Quiroz y; a mi
esposa Juana Montoya, quienes han estado presente en todo momento incentivando a no
desmayar en los propósitos y objetivos propuestos para alcanzar esta profesión.
Christopher Ballester

v
Agradecimiento
A Dios, quien hizo posible llegar al desarrollo y culminación de esta tesis, por darme la
fortaleza para superar las dificultades que se presentaron durante el desarrollo de este
proyecto.
A mi madre, abuela y esposa, que estuvieron conmigo compartiendo alegrías y tristezas
en las tareas cotidianas y en las educativas, sobre todo, aportando con sus consejos la
suficiente energía para alcanzar mi objetivo.
A la Facultad de Ingeniería Industrial, a sus directivos y personal docente que supieron
direccionarme en el camino que me llevó con éxito a ser un nuevo profesional del país.
Christopher Ballester

vi
Índice General
Capítulo I
Fundamentación del Problema
N°
1.1
1.2
1.3
1.3.1
1.3.2
1.3.3
1.3.4
1.4
1.4.1
1.4.2
1.5
1.5.1
1.5.2
1.6
1.7
1.8
1.9
1.10
1.11
1.12
1.13
1.14
1.15
1.15.1
1.16
1.16.1
1.17
1.17.1
Descripción
Antecedentes
Contexto del problema
Descripción general de la empresa
Localización
Estructura Organizacional
Identificación según Codificación Internacional Industrial Uniforme
(CIIU)
Productos que comercializa Plastlit.
Filosofía Estratégica
Visión
Misión
Objetivo
Objetivo General
Objetivos Específicos
Planteamiento del problema
Justificativos
Delimitación de la Investigación
Marco Teórico
Marco Histórico
Marco Referencial
Marco Conceptual
Técnicas de almacenamiento
Gestión, organización y control de almacenes
Tipos de Gestión de Almacenes
Gestión de hueco fijo (Almacén Organizado)
Manejo de Materiales
Clasificación y Codificación de Materiales
Inventario
Función del Inventario
Pág.
2
2
3
3
4
4
4
6
6
6
6
7
7
7
7
8
8
10
11
13
16
17
17
18
19
20
20
20

vii
1.17.2
1.18
1.18.1
2.1
2.1.1
2.1.2
2.1.3
2.1.4
2.2
2.3
2.4
3.1
3.2
3.3
3.3.1
3.4
3.5
3.6
3.7
3.8
3.9
3.10
3.11
3.12
Técnicas de Administración de Inventarios
Metodología
Información de la investigación
Capítulo II
Análisis, Presentación de Resultados y Diagnóstico
Análisis de la situación actual
Divisiones de las Instalaciones, equipos y procesos
División Alta y Baja Densidad (HDPE, LDPE)
División – Descartables (foam)
División Empaques Flexibles Especiales Celuvir
Situación de problemas identificados en área de almacenamiento de
Plastlit.
Análisis comparativo, evolución, tendencias y perspectivas
Presentación de resultados y diagnósticos
Capítulo III
Marco Metodológico
Propuesta de acuerdo a los problemas con datos justificados
Determinación del Inventario ABC
Aplicación del método de programación lineal Simplex
Estudio de métodos
Propuesta para la mejora en la disposición de Estanterías
Costos de alternativa de solución a problemas
Análisis Beneficio Costo
Financiamiento de la propuesta
Amortización y Crédito
Evaluación económica y financiera (Coeficiente beneficio/costo,
TIR, VAN, Periodo de recuperación del capital)
Tasa Interna de Retorno, Valor Actual Neto y Periodo de
recuperación del capital
Coeficiente beneficio / costo
Resultados
20
21
21
22
23
23
25
26
28
31
36
38
38
40
44
44
45
46
48
48
50
51
53
53
viii
Índice de Tablas
N°
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
Descripción
Distribuidores Autorizados de Plastlit S.A
Otros procesos Celuvir
Productos de la línea de empaques industriales
Matriz de Consumo – Descartable
Diagrama de Pareto de los conflictos en el área de
Almacenamiento de productos terminados
Datos para calcular Pareto
Pérdida Anual de Costo de Almacenamiento
Número de Estadísticos
Inventario ABC por Categorías de Productos
Inventario por categorías A-B-C
Inventario de Volumen por Categoría
Datos para el Desarrollo del Ejercicio
Datos para desarrollar Función Objetivo (FO)
Actual Presupuesto
Costos.
Detalle de Sueldos
Inversión Inicial Requerida
Costo de Operación
Inversión Total
Datos del Crédito Financiero
Amortización del Crédito
Costo del Interés por Crédito Financiero
Balance Económico del Flujo de Caja
Simbología de los indicadores financieros
Comprobación TIR, VAN y Periodo de Recuperación
de la Inversión
Resumen de Criterios de la Evaluación Financiera
Pág.
22
27
34
34
37
39
39
40
40
40
42
44
45
46
47
47
48
48
49
50
50
51
52
53

ix
Índice de Figuras
N°
1
2
3
4
7
8
9
10
Descripción
Procesos de producción de artículos de alta y baja densidad
Procesos de producción de artículos descartables (foam)
Proceso de producción empaque flexibles especiales Celuvir
Procesos de elaboración de sacos
Mayores Empresas de Plásticos del Ecuador
Mercado de Plástico en Ecuador
Diagrama de Pareto
Diagrama Propuesto de Análisis del proceso de Despacho
Pág.
24
25
27
28
31
32
35
43
x
Índice de Anexos
N°
1
2
3
4
5
6
7
8
9
10
Descripción
Fabrica Plásticos del Litoral
Polipropileno vs Polietileno
Roll conteiner
Montacargas
Estanterías
Propuesta de la Planta Plastlit
Diagrama de Flujo en los procesos del Producto Terminado
Diagrama de Ishikawa en el área de Almacenamiento
Productos de la línea de empaques industriales
Matriz de Consumo- Descartable
Pág.
59
59
60
60
61
62
63
64
65
69

xi
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA INGENIERIA INDUSTRIAL
UNIDAD DE TITULACIÓN
“ANÁLISIS DE LOS PROCESOS OPERATIVOS Y PROPUESTA DE MEJORA DE LA
DISPOSICIÓN DE LOS PRODUCTOS TERMINADOS EN EL ÁREA DE DESPACHO
DE LA EMPRESA PLÁSTICOS DEL LITORAL S.A. (PLASTLIT S.A.) DE
GUAYAQUIL.”
Autor: BALLESTER TUMBACO CHRISTOPHER JOSÉ
Tutor: ING. IND. OMAR KAYYAN CORONADO WINDSOR MSc.
Resumen
El presente trabajo de investigación, tuvo por objetivo el analizar los procesos operativos
que se desarrollan en el área de almacenamiento y despacho de Productos Terminados de la
Industria Plásticos del Litoral S.A., empresa dedicada a la fabricación de plásticos. En las
actividades desarrolladas en el área de almacenamiento fueron identificado factores
incidentes causantes de generar altos costos de almacenamiento de los artículos allí
depositados, que se caracterizan por su gran diversidad, y se evidencio a través de un estudio
de campo, aplicando métodos como el diagrama de flujo, causas y efectos de Ishikawa y
Pareto, cuyo resultado confirmaron la hipótesis planteada donde fueron determinados los
puntos críticos del proceso que generaban demoras para los despachos. La propuesta está
sustentada con análisis financieros pertinentes, donde se toma en consideración reestructurar
la organización de los productos almacenados aplicando el método ABC, el costo
improductivo de la hora- hombre y hora- maquina. Este estudio es viable como lo muestran
los indicadores del TIR y VAN.
Palabras Claves: Plásticos, Almacén, Logística, Costos de Almacenamiento, Despacho.

xii
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA INGENIERIA INDUSTRIAL
UNIDAD DE TITULACIÓN
"ANALYSIS OF THE OPERATING PROCESSES AND PROPOSAL TO IMPROVE THE
DISPOSITION OF THE FINISHED PRODUCTS IN THE OFFICE AREA OF THE
PLASTICOS DEL LITORAL COMPANY S.A. (PLASTLIT S.A.) OF GUAYAQUIL. "
AUTHOR: BALLESTER TUMBACO CHRISTOPHER JOSÉ
ADVISOR: IND. ENG. OMAR KAYYAN CORONADO WINDSOR, MSc.
Abstract
The objective of this research work was to analyze the operational processes that are carried
out in the storage and dispatch area of Finished Products of the Plásticos del Litoral Industry
S.A., a company dedicated to the manufacture of plastics. In the activities developed in the
storage area, incidental factors were identified that caused high storage costs of the items
deposited there, characterized by their great diversity, and it was evidenced through a field
study, applying methods as the flow chart, causes and effects of Ishikawa and Pareto, which
result confirmed the hypothesis raised where the critical points of the process that generated
delays for shipments were determined. The proposal is supported by pertinent financial
analysis, that takes into consideration the restructuring of the organization of stored products
by applying the ABC method, the unproductive cost of man-hours and machine hours. This
study is feasible since the IRR and NPV indicators demonstrate.
Key words: Plastics, Warehouse, Logistics, Storage Costs, Dispatc

Fundamentación del Problema 1
Introducción
La presente investigación se ha desarrollado con el firme propósito de mejorar la
disposición de las bodegas de almacenamiento de productos terminados de Empresa
Industrial Plásticos del Litoral S.A. mediante la adecuada organización y distribución de la
mercadería allí almacenada, utilizando técnicas de elevada eficiencia, como el diagrama de
flujo operacional del área, diagrama de Ishikawa y de Pareto, además de los métodos de:
inventario ABC y de programación simplex.
Se tomó como fuentes principales para el desarrollo de la investigación, los registros de
las actividades en el área objeto de estudio, así como aquellos textos y artículos científicos
que contienen información inherente a los sistemas organizacionales.
Para una mejor apreciación del trabajo de titulación, este fue dividido en dos partes: en
la primera se realiza el diagnóstico situacional, donde se expone en el primer capítulo la
teoría de las variables, el planteamiento del problema y de los objetivos, la justificación del
estudio, así como la metodología aplicada, donde se mencionan tanto las investigativas como
de Ingeniería, para luego proseguir en la segunda unidad con el cálculo de los indicadores,
determinado las principales causas del problema analizado, su incidencia y la pérdida
económica anual.
La segunda parte correspondió a aquellos aspectos inherentes a la propuesta, donde se
aplicaron las técnicas de los sistemas organizacionales, como es el caso del método del
inventario ABC y la programación lineal simplex, así como, los cálculos del costo de la
implementación de la propuesta y su factibilidad, para emitir luego, las conclusiones y
recomendaciones finales.

Fundamentación del Problema 2
Capítulo I
Fundamentación del Problema
1.1 Antecedentes
El 3 de Noviembre del año 1969, a los 20 años de edad Xavier Simón, suspendió sus
estudios en Francia para radicarse en Ecuador luego de la muerte de su padre Domingo
Simón, y fundó una industria de plásticos en Guayaquil, ubicada en el Km 11 de la vía a
Daule que se conoce hoy como Plásticos del Litoral, cuyo producto fue la elaboración de
fundas para el “boom banano” que se generó en la época de los setenta, y que servía para
proteger al racimo de las plagas.
El inicio de las actividades contaba con la colaboración de ocho empleados y sus
instalaciones ocupaban un área de 500 m2, la demanda del producto creció
proporcionalmente conforme el crecimiento de las exportaciones bananeras del país, ya que
la producción agrícola del banano se extendió por todo el territorio.
Plastlit S.A., en la actualidad es una empresa familiar que pertenece al Grupo Simón, la
que durante sus 48 años de actividad se ha desarrollado hasta ocupar un área de 22 000 m2
industriales, para atender a un centenar de clientes generando alrededor de 650 puestos de
trabajo en diferentes actividades, ya que diversificó su producción.
A la producción de fundas para el banano se fueron sumando nuevos requerimientos de
producción, orientando su atención a las necesidades del mercado y actualmente la empresa
se concentra en la producción de envases descartables, para alimentos bajo la marca
PlastiUtil. Esta abarca unas 90 variedades de artículos como vasos, cubiertos, platos, tarrinas
etc.; además de empaques flexibles para alimentos y bebidas.
Lev Ingerman, es el gerente de ésta industria, y ha manifestado que lo que permitió a esta
industria crecer en un escenario competitivo, es la innovación constante y la capacidad de
adaptarse a los requerimientos del cliente en formas, materiales, etc.
Cada cliente da las especificaciones de sus necesidades, ya sea que requieran fundas con
válvula, laminadas, en rollos, con diseños y medidas determinados”. Es la “única empresa
en el país”, que elabora hace tres años empaques resortables, conocidos como ‘retort pouch’,
que sustituyen a la hojalata metálica, en las que se envasa atún para exportación.
1.2 Contexto del problema
La Industria Plástica es uno de los sectores más dinámicos de la economía del Ecuador,
no sólo como transformadores de resinas en productos terminados sino como parte

Fundamentación del Problema 3
estructural de distintas cadenas productivas que en la actualidad atiende las necesidades de
una gama muy variada de actores de la economía del país.
La Industria de productos plásticos está conformado por más de 400 empresas que se
relacionan con los procesos de extrusión, soplado, termoformado, inyección y rotomoldeo,
su facturación es de más de US$ 550 millones al año, generando aproximadamente 15 000
empleos directos y más de 16 000 indirectos, entre otras cosas, por su dispersa y amplia
cadena de comercialización (ASEPLAS, 2007).
1.3 Descripción general de la empresa
Plastlit S.A., es una industria del sector plástico establecida en 1969; en la ciudad de
Guayaquil, ubicada en el Km. 11 vía a Daule, su manufactura comprende una línea completa
de artículos orientados al mercado de consumo masivo como: productos espumados,
cubiertos, sorbetes, vasos, tarrinas, contenedores, productos de polietileno (Pe),
polipropileno (PP); y Cloruro de polivinilo (PVC), al mercado industrial atiende con la
producción de: empaques flexibles de Pe, PVC, PP. laminaciones, parafinados y laminados
por extrusión, envases soplados, inyectados y termoformados, productos de PP rafia,
bandejas de Poliestireno expandido.
Esta industria del plástico, es una buena fuente generadora de actividad laboral, ya que
sus productos, tienen una alta tendencia de crecimiento, debido a las constantes innovaciones
del mundo tecnológico globalizado y creativo.
Los plásticos y sus transformados son utilizados de manera intensiva por un
número importante de sectores industriales, Solo hay que mirar alrededor
para comprobar que los plásticos están por todas partes, en artículos del
hogar como sillas, mesas, envoltorios, artículos descartables, plastos,
cucharas, fundas, y miles de usos. (Cobos, 2014. p.1)
1.3.1 Localización
Plásticos del Litoral S.A., se encuentra ubicada en el sector Norte de la ciudad de
Guayaquil, en el Km. ½ de la vía a Daule, cuyas instalaciones se han desarrollado y
extendido de manera significativa tanto en su infraestructura como en la tecnología empleada
para la elaboración de sus productos.
Las instalaciones que comprenden la planta principal y la planta de sacos se sitúan al norte
de la ciudad de Guayaquil, a la altura del kilómetro 11 ½ de la vía a Daule. Las vías Daule,
Francisco de Orellana y Perimetral son las principales avenidas de acceso al sector. Estas

Fundamentación del Problema 4
instalaciones están emplazadas en una zona principalmente industrial y comercial,
denominada zona industrial Inmaconsa.
1.3.2 Estructura Organizacional
Organización de personal
Plastlit, cuenta con un personal de 560 trabajadores, de los cuales 266 laboran en el área
de producción y 89 en el área administrativa. Las funciones y perfiles del personal de Plastlit,
constan en forma detallada en el Manual de Funciones. Este manual incluye 84 categorías
de trabajo, entre los que se incluyen principalmente gerentes, supervisores, jefes,
coordinadores, secretarias, analistas, médico, enfermera, trabajadora social, bodeguero,
técnicos, operadores, ayudantes, recepcionista, mensajero y trabajador de limpieza.
“A medida que las organizaciones crecen, la división de trabajo, la asignación de
responsabilidades, la autoridad para tomar decisiones requiere que supervisores y
subordinados conozcan las funciones que les competen y asuman las responsabilidades
consiguientes”. (Gilli, 2017)
1.3.3 Identificación según Codificación Internacional Industrial Uniforme (CIIU).
La actividad de Plastlit, dentro de la Clasificación Industrial Internacional Uniforme
(CIIU) corresponde a:
35601 Fabricación de vajillas de plástico y otros artículos de uso doméstico
35602 Fabricación de envases y material de embalaje de plástico
Los sectores industriales a nivel mundial de acuerdo a la característica de su producción
son clasificadas. Al respecto García (2014), manifestó: “Existe una jerarquía de
clasificación de actividades económicas a nivel mundial, entre las que está la realizada por
las Naciones Unidas que la denomina Clasificación Industrial Internacional Uniforme
(CIIU), que rige a nivel mundial” (p . 63). De acuerdo a lo expresado, se entiende que las
industrias se rigen por esta clasificación a manera globalizada de información de sus
actividades.
1.3.4 Productos que comercializa Plastlit.
Plastlit, es una industria integrada que incursiona actualmente en una línea completa de
manufactura de productos desechables dirigidos al sector alimenticio e industrial que se
desarrollan en las áreas de:
Extrusión de PEBD y PEAD
Extrusión de PVC
Extrusión de CAST

Fundamentación del Problema 5
Extrusión por Laminación
Impresión
Rebobinado
Sellado
Laminación
Parafinado
FOAM
Inyección
Soplado
Sacos
La tendencia e innovación de la producción mundial del plástico, se
evidencia a través de artículos tales como: envases, tapones, cierres,
alimentos, cosméticos, recipientes resistentes al microondas, cubiertos,
envoltorios incogibles, films, carcasas de electrodomésticos, muebles,
juguetes artículos deportivos, carpetas pañales, partes de automóviles,
tejidos, sacos, alfombras, tapices, etc. (Virgine, 2013. p.111).
Plásticos del Litoral, desde los inicios de su actividad industrial, mentalizó el
direccionamiento a seguir para el logro de sus aspiraciones, por tal motivo fundamento sus
procesos operativos en estrategias de servicio a la comunidad.
Según estudios realizados en el 2012 por el Ministerio de Industrias y
Productividad (Mipro) y la Facultad Latinoamericana de Ciencias Sociales
(Flacso), la industria del plástico es una de las más dinámicas de la
economía. El crecimiento de otros sectores, como el de la construcción, ha
demandado una mayor necesidad de artículos como tubos, cables, soportes,
láminas, mangueras, baldes y tanques en el mercado local. (El
telégrafo,2015,p.1)
La producción de Plastlit, se destina al mercado nacional lo mismo que a la exportación
hacia diferentes países del norte, centro y sur de América.
La cartera de productos incluye principalmente:
Productos espumados
Cubiertos
Sorbetes
Vasos, tarrinas y contenedores

Fundamentación del Problema 6
Empaques flexibles de baja densidad
Empaques flexibles de alta densidad
Empaques flexibles de Polipropileno (CAST, BOPP) y PVC
Empaques flexibles laminados
Empaques por extrusión coating
Empaques flexibles parafinados
Sacos
1.4 Filosofía Estratégica
La estrategia empresarial de Plásticos del Litoral S.A. está proyectada a interactuar en un
entorno global de alta competitividad, basada en el contacto permanente con los mercados a
los que atiende para el desarrollo conjunto de soluciones para sus empaques.
Entre las estrategias definidas para la funcionalidad de la empresa esta:
1.4.1 Visión
Plásticos del Litoral S.A., es una empresa que se dedica a la fabricación de empaques
flexibles y productos descartables para la industria alimenticia y de consumo con una
variedad de productos para los sectores industrial, consumo y agrícola satisfaciendo, la
demanda nacional y regional con tecnología avanzada que le permite satisfacer los exigentes
estándares de calidad de sus clientes.
1.4.2 Misión
Plastlit S. A., es una empresa que se dedica a la fabricación de empaques flexibles y
productos descartables para la industria alimenticia y de consumo con una variedad de
productos para los sectores industrial, consumo y agrícola satisfaciendo, la demanda
nacional y regional con tecnología avanzada que le permite satisfacer los exigentes
estándares de calidad de sus clientes.
1.5 Objetivo
1.5.1 Objetivo General
Analizar los procesos operativos para el mejoramiento de la disposición de los productos
terminados en el área de despacho de la Industria Plásticos del Litoral S.A, de la ciudad de
Guayaquil, a través de la técnica ABC y del método de Programación Lineal Simplex, para
minimizar el tiempo y los costos del recorrido de distribución de la mercadería en su proceso
de despacho.
Fundamentación del Problema 7
1.5.2 Objetivos Específicos
Examinar la información acerca de los procesos en el área de almacenamiento de
Plastlit. para conocer la rotación actual de los productos terminados.
Determinar la situación actual de tiempos de despachos a través de la observación
directa y el uso de los diagramas Ishikawa, de Pareto y de procesos.
Diseñar los mecanismos logísticos mediante un modelo matemático, que posibilite
mejorar los recorridos en los despachos.
1.6 Planteamiento del problema
Plásticos del Litoral S.A., es una empresa que se dedica a la fabricación de empaques
flexibles y productos descartables para la industria alimenticia y de consumo con una
variedad de productos para los sectores industrial, consumo y agrícola, satisfaciendo la
demanda nacional y regional con tecnología avanzada que le permite satisfacer los exigentes
estándares de calidad de sus clientes.
La estrategia empresarial de Plásticos del Litoral S.A. está proyectada a interactuar en un
entorno global de alta competitividad. Sin embargo, debido a la variedad y alta rotación de
sus productos, presenta en la actualidad conflictos en la organización del almacenamiento
de los productos terminados generando demora en los despachos a los clientes y causando
insatisfacción de los mismos y en la propia organización de sus actividades sobre todo en el
almacenaje de productos terminados.
1.7 Justificativos
La presente investigación tiene como enfoque mejorar la eficiencia en el proceso de
despacho, con el correcto diseño y ordenamiento de la disposición, ubicando a los productos
terminados en un lugar de poco recorrido y de acuerdo a su rotación, con el propósito de
mejorar la distribución y clasificación de los artículos con el fin de ejecutar los despachos
en el tiempo adecuado, por lo tanto también lograr así la reducción de costos en
desplazamientos innecesarios de productos, gastos energéticos y también de sobretiempos.
1.8 Delimitación de la Investigación
Área: Ingeniería Industrial
Campo: Sistema organizacional.
Tema: Análisis de los procesos operativos y propuesta de mejora de la disposición de los
productos terminados en el área de despacho de la empresa Plásticos del Litoral S.A.

Fundamentación del Problema 8
Delimitación temporal: Julio a Agosto de 2018.
Delimitación geográfica espacial: Provincia Guayas, Cantón Guayaquil, Parroquia Tarqui,
Km 11 ½ Vía Daule.
La empresa industrial Plastlit, consta de varias plantas de producción. Sin embargo, para
efectos de este estudio, solo se tomará en consideración el departamento de logística en el
área de despacho, donde se ha observado y analizado que los operarios (montacargas y
caddie) recorren distancias mayores a las necesarias, esto incrementa los tiempos de
preparación de los pedidos, que afecta al momento de la respuesta de despacho para los
clientes y al incremento de los sobretiempos.
A continuación, se desarrolla el material bibliográfico referente al tema de la
investigación con el fin de tener un soporte documental de los aspectos que involucran el
entorno del presente estudio. En este segmento se considera necesario desarrollar el Marco
Teórico donde la información documental, es fundamental ya que este trabajo se sustenta en
los datos obtenidos de textos e investigaciones relacionadas que se encuentran registrado en
los diversos medios informativos y tecnológicos que se encuentran ala alcance de quien lo
necesite.
1.9 Marco Teórico
Los procesos de logística que se lleva a cabo en el área de despacho de productos
terminados de Plásticos del Litoral S.A, hay que destacar lo importante que es el Manejo o
Flujo de Materiales como actividad elemental para el proceso de almacenamiento, ya que
implica inversión de costo y tiempo para la empresa. La logística consta del manejo de
productos estáticos o en movimiento, inventario, y su control.
Se considerará que los tres aspectos fundamentales de la logística son: manejo de
productos, sistema de flujo de productos y distribución física, donde el correcto manejo de
los productos terminados implica la consecución, despacho, recepción y almacenamiento de
estos productos. También Logística incorpora componentes dominantes que son: velocidad,
formalidad, flexibilidad y sensibilidad en la entrega de productos al cliente.
1.10 Marco Histórico
La industria del plástico es una actividad nueva, que en la actualidad ha cumplido 108
años de edad, donde sus primeros 50 años corresponden a la investigación y la
implementación de los descubrimientos realizados, los siguientes 20 años a la difusión de
información y aprovechamiento de ellos y los últimos 38 años en optimizar el uso de los
Fundamentación del Problema 9
mismos a través de la diversidad de productos que se han logrado para la comodidad del
usuario de los mismos.
La investigación de estos materiales tuvo sus inicios en 1830, cuando los estudios
direccionaron a muchos científicos a la síntesis de materias primas, aprovechadas luego en
la elaboración del plástico. A diferencia de materiales existentes en la naturaleza como, la
madera y la piel de animales, utilizadas desde el origen de la humanidad; así como, el vidrio
y metal que registran su utilización desde las primeras civilizaciones. El plástico, se
constituye en el primer material sintético, creado por el hombre.
El desarrollo de las sustancias plásticas, data del año 1860, con el inventor estadounidense
Wesley Hyatt quien aplicó un método de procesamiento a presión de la piroxilina, un nitrato
de celulosa de baja nitración tratado previamente con alcanfor y una cantidad mínima de
alcohol cuyo producto resultante lo llamó celuloide que fue patentado.
Sin embargo, fue hasta 1907 con la invención de la baquelita por el Dr. Leo
Baeckeland al introducir los polímeros sintéticos, mediante un compuesto
de fenol-formaldehído. Este material presentó gran resistencia mecánica
aislamiento eléctrico y resistencia a elevadas temperaturas y fue
comercializado en 1909. (Universidad de Rovira, 2014,p.53)
Los resultados alcanzados por los primeros incentivaron a los investigadores de la
química y a la industria a buscar otras moléculas sencillas que pudieran enlazarse para crear
polímeros. Es así que, en la década de los 30, científicos químicos ingleses descubrieron que
el gas etileno polimerizaba bajo la acción del calor y la presión, formando un termoplástico
al que nombraron polietileno (PE). Luego de diversos experimentos en la década de los 50
aparece el polipropileno (PP).
Al reemplazar en el etileno un átomo de hidrógeno por uno de cloruro se
produce el cloruro de polivinilo (PVC), un plástico duro y muy resistente al
fuego, especialmente adecuado para cañerías de todo tipo. Al agregarles
diversos aditivos se logra un material más blando, sustitutivo del caucho,
comúnmente usado para ropa impermeable, manteles, cortinas y juguetes.
Un plástico parecido al PVC es el politetrafluoretileno (PTFE), conocido
popularmente como teflón y usado para rodillos y sartenes antiadherentes.
(Universidad de Rovira, 2014,p.53)
En Alemania fue desarrollado el poliestireno (PS), un material muy transparente
comúnmente utilizado para vasos. El poliestireno expandido (EPS), una espuma blanca y
rígida, es usado básicamente para embalaje y aislante térmico. En la misma década de los
Fundamentación del Problema 10
30, fue inventada la primera fibra artificial, conocida actualmente como nylon. Su
descubridor fue el químico Walace Carothers.
En la industria del plástico de la actualidad, principalmente en lo que tiene que ver con la
elaboración de recipientes como botellas y frascos, se ha desarrollado vertiginosamente el
uso del tereftalato de polietileno (PET), material que viene desplazando al vidrio y al PVC
en el mercado de envases. La industria del plástico durante su proceso evolutivo, ha sido
aprovechada para facilitar la elaboración de envases con material que puede ser desechables,
reciclables y reutilizable.
En relación al medio industrial local, una de las industrias con mayor desarrollo en el
Ecuador es la industria plástica, la misma que ha diversificado su cartera de productos en las
últimas épocas. Por tal motivo, ha generado un aumento en la importación de la materia
prima y, en consecuencia, en la facturación del sector.
La industria de materiales de plástico para la construcción, así como la industria de
botellas plásticas para bebidas, se ha convertido en las áreas más dinámicas dentro del sector,
no hay vivienda en construcción que no contenga materiales plásticos en sus estructuras,
sobre todo en lo referente a cañerías de agua y desagüe, así como, las instalaciones eléctricas
para el interior y exterior.
En primer lugar, el crecimiento significativo del sector de la construcción ha tenido un
efecto positivo en la industria de materiales de plástico destinados para este sector, por lo
que la mayoría de establecimientos económicos relacionados con productos plásticos han
orientado su producción a materiales como: tubos, cables, soportes, láminas, mangueras,
baldes y tanques.
1.11 Marco Referencial
En el marco referencial se tomarán en consideración investigaciones sobre trabajos
relacionados a la presente temática en estudio, de las cuales las más relevantes se tienen:
Maldonado K, y Villalva M (2011), en su trabajo de Maestría “Diseño de la gestión
logística de la bodega de producto terminado de la división de cartón en Papelería Nacional
S.A. Universidad Politécnica Salesiana, Guayaquil - Ecuador, afirmaron lo siguiente:
Es importante obtener de manera inmediata la información en una bodega de grandes
dimensiones para conocer exactamente la ubicación de las mercancías y el stock existente.
Lo cual con la tecnología actual es posible saber la sección, el pallet y el área de la bodega
donde están los productos terminados con el fin de optimizar los tiempos de recorrido y el
despacho.

Fundamentación del Problema 11
Con la aplicación de procesos manuales o automatizados para mejorar la disposición de
los productos terminados se lograría ahorrar tiempo y espacio en las bodegas, obteniendo de
esta manera tiempos más productivos y la conservación de la calidad de los productos, a más
de la satisfacción de clientes por recibir a tiempo sus pedidos.
Goicochea M, (2014), en su Tesis de Grado “Sistema de control de inventarios del
almacén de productos terminados en una empresa metal mecánica” Universidad Ricardo
Palma, Lima- Perú. Manifestó lo siguiente:
El área encargada de realizar el control de los inventarios es Planeamiento, la cual
semanalmente revisa el inventario que existe en el almacén, revisando ítem por ítem, en
función a la rotación y la demanda que existe para reponer el inventario. Esta área reporta
directamente a la Gerencia de Producción, de acuerdo a lo indicado en el organigrama.
Aquí aparece el problema, al ser revisiones semanales, no se puede prever cuando es que
se va a terminar el inventario de un surtido de modelos del almacén, lo que origina que
existan quiebres de inventario y por ende realizar despachos parciales de la mercadería. Por
lo que se tiene que esperar a que falte el producto para recién mandar su reposición en el lote
y cantidad adecuada.
Troya J y Cabrales A, (2016) en su tesis de grado “Optimización de procesos de control
de inventarios en bodegas de Industrial Juvenalis S.A. Universidad de Guayaquil. Ecuador,
manifestaron:
El control interno es importante, ya que representa un sistema esencial y complejo para
una empresa, que busca mejorar su estructura organizacional y empresarial a fin de aumentar
el nivel de confiabilidad de las actividades administrativas, financieras y operativas que son
variables elementales para alcanzar una mayor rentabilidad y progreso.
Es importante la implementación de controles de inventarios en una empresa ya que
permiten mantener un orden y registro de la existencia de materiales e insumos que posee
una empresa, para su venta o uso dentro de las actividades operativas, además permite
aprovisionarse de recursos según el nivel de demanda y la restricción de acceso a
información o su ingreso para salvaguardar los activos.
1.12 Marco Conceptual
En el presente desarrollo son considerados los conceptos relacionados con la temática de
este estudio, lo que facilitará el entendimiento y comprensión de la terminología utilizada en
el ámbito industrial vinculada al proceso de la logística de las empresas para sus productos
terminados.

Fundamentación del Problema 12
Almacén. - Almacén son aquellos lugares donde se guardan los diferentes tipos de
mercancía. Esta función controla físicamente y mantiene todos los artículos inventariados.
Un almacén, en el sentido más elemental, se refiere al espacio que una empresa ha asignado,
para colocar allí, productos de índole diversa.
Regularmente, las empresas que se dedican a dar valor agregado para la consecución de
un producto final, cuentan con dos tipos de almacenes: el "de materia prima" o insumos", y
el "de producto terminado". Cuando el producto que se desarrolla se caracteriza por ser
tangible, es importante que antes de desarrollar el proceso productivo, la empresa debe tener
un espacio que responda: a las características de la materia prima o insumo, así como, de las
características del producto terminado y la demanda de éstos, que determinará los volúmenes
de su producción.
Fisico (2016), expresò al respecto lo siguiente. Un almacén debe responder
fundamentalmente a los requerimientos de: “Un espacio debidamente
dimensionado, para una ubicación y manipulación eficiente de materiales y
componentes, de tal manera que se consiga una máxima utilización del volumen
disponible con unos costes operacionales mínimos (p.41)
Para lo cual se necesitaría:
Contar con un área adecuada para recibir los insumos que participará en la
elaboración del producto final, como también la del producto terminado para su
correspondiente distribución.
Contar con un equipo de personal capacitado, que pueda manejar los insumos o el
producto final, sin que ocurran pérdidas, tanto al momento de iniciar la descarga,
como en la operación de almacenar el producto para su correspondiente distribución.
Contar con un área de recepción de insumos y demás productos dentro de los que se
incluyen aquellos que son devueltos.
Función de los Almacenes o Bodegas. - Según la logística, el termino almacén, hace
referencia al edificio, recinto o espacio especialmente proyectado, estructurado y planificado
para recibir, almacenar, custodiar, proteger, controlar y manipular productos.
En toda organización dedicada a la producción de productos, es necesario
llevar a cabo una segmentación de los mismos. El objetivo es controlar,
gestionar y facilitar los movimientos, entradas, almacenaje y salidas de
forma rigurosa, ágil, rápida y beneficiosa de tales productos para la
empresa (Flamarique, 2017, p. 27)
Entre las funciones màs relevantes se tiene:
Fundamentación del Problema 13
Mantener las materias primas, materiales en proceso y producto terminado,
protegidos de eventos tales como: incendios, robos y deterioros por agentes
climáticos.
Permitir a las personas autorizadas el acceso a las materias almacenadas.
Mantener en constante información al departamento de Ventas y de Compras, sobre
las existencias reales de insumos y productos terminados.
Llevar controles rigurosos sobre la entrada y salida de insumos y productos
terminados.
Vigilar que no se agoten las existencias (máximos – mínimos).
Requerimientos básicos para el almacenamiento. - La funcionabilidad del sistema de
almacenamiento de los insumos o productos terminados dependerá de factores tales como:
Espacio disponible para su almacenamiento
Tipos de insumos o productos terminados que serán almacenados
Número de artículos a almacenarse
Fácil ubicación del insumo o producto terminado para su despacho inmediato
Tipo de embalaje
Existen diferentes criterios para clasificar los almacenes que son
excluyentes. Es posible que una tipología de almacén fluctúe y se pueda
clasificar de manera distinta, dependiendo del criterio que se haya seguido
para establecer la diferenciación. Estos criterios son: según el régimen
jurídico de la infraestructura, las necesidades específicas, sus organización
interna u operativa, y la zona de influencia del almacén. (Flamarique, 2017,
p. 11)
De acuerdo a lo expresado por Flamarique, se interpreta en que es necesario tomar en
consideración las variables que van a estar presentes en las actividades productivas de una
industria, ya sea en la fabricación de artículos o servicios o de comercialización de tales
productos, en la cual se requiere de almacenes específicos que permitan una fácil
disponibilidad de éstos.
1.13 Técnicas de almacenamiento
Carga unitaria. - Es la carga constituida por embalajes de transporte que arreglan o
acondicionan una cierta cantidad de material para posibilitar su manipulación, transporte y
almacenamiento como si fuese una unidad. La carga unitaria es un conjunto de carga

Fundamentación del Problema 14
contenido en un recipiente que forma un todo único en cuanto a la manipulación,
almacenamiento o transporte.
Mora (2011) Manifestó: “Se da el nombre de carga unitaria a la carga constituida por
embalajes de transporte que arreglan o condicionan una cierta cantidad de material para
posibilitar su manipulación, transporte y almacenamiento como si fuese una unidad”. (p.24).
Lo expresado por Mora, evidencia la importancia de poseer una eficiente área de
almacenamiento en toda organización industrial.
Cajas o cajones. - Es la técnica de almacenamiento ideal para materiales de pequeñas
dimensiones, como tornillos, anillos o algunos materiales de oficina, como plumas, lápices,
entre otros. Algunos materiales en procesamiento, semiacabados pueden guardarse en cajas
en las propias secciones productivas. Las cajas o cajones pueden ser de metal, de madera o
plástico. Las dimensiones deben ser esquematizadas y su tamaño pude variar enormemente.
La manipulación exclusivamente manual de los materiales (caja por caja),
se da aun en algunas empresas, bien sea por falta de inversión en equipos
especializados o por particularidades propias del proceso de distribución
(del proveedor) o del producto transportado. La manualidad en todos los
procesos implica una mayor demora en sus tiempos de ejecución. (Mora,
2011, p.24).
Estanterías. - Es una técnica de almacenamiento destinada a materiales de diversos
tamaños y para el apoyo de cajones y cajas estandarizadas. Las estanterías pueden ser de
madera o perfiles metálicos, de varios tamaño y dimensiones, los materiales que se guardan
en ellas deben estar identificadas y visibles, la estantería constituye el medio de
almacenamiento más simple y económico. Es una técnica adoptada para piezas pequeñas y
livianas cuando las existencias no son muy grandes.
Las estanterías son el elemento más utilizado en un almacén para guardar
todo tipo de productos paletizados, cajas, contenedores u otros tipos de
sistemas. Las estanterías pueden organizarse de diferentes formas,
pudiendo optar por un almacenamiento móvil o estático, dependiendo de
igual manera de las características de la mercancía y del almacén.
(Perdiguero , 2017.p.15)
Según lo expresado por Perdiguero, es importante considerar aspectos interesantes
relacionados a las características de la mercancia a almacenerse, así como, considerar
igualmente el espacio disponible para poder realizar de manera eficiente las
operaciones pertinentes.

Fundamentación del Problema 15
Columnas. - Las columnas se utilizan para acomodar piezas largas y estrechas como
tubos, barras, correas, varas gruesas, flejes entre otras. Pueden ser montadas en rueditas para
facilitar su movimiento, su estructura puede ser de madera o de acero.
Apilamientos (Racks).-Se trata de una variación de almacenamiento de cajas para
aprovechar al máximo el espacio vertical, almacenando existencias en grandes racks. La
carga y descarga de producto, puede requerir mayor trabajo y ser más costoso ya que es
necesario utilizar sistemas automáticos de elevación.
Las cajas o plataformas son apiladas una sobre otras, obedeciendo a una distribución
equitativa de cargas, es una técnica de almacenamiento que reduce la necesidad de divisiones
en las estanterías, ya que, en la práctica, forma un gran y único estante. El apilamiento
favorece la utilización de las plataformas y en consecuencia de las pilas, que constituyen el
equipo ideal para moverlos. La configuración del apilamiento es lo que define el número de
entradas necesarias a las plataformas.
En los apilamientos racks, hay variadas modalidades que son utilizadas de acuerdo a las
características de los insumos o productos terminados que serán almacenados, al volumen
de producción y al espacio del área de almacenamiento con que cuenta la empresa para
permitir su fácil acceso, manipulación, traslado y despacho. Entre los más utilizados se
encuentran los siguientes:
Racks Dinámicos
Racks Selectivos
Racks Drivin In
Racks Push Back
Contenedores flexibles
Los racks, son estanterías utilizadas en el almacenaje en altura, es decir
cuando la mercancía no resiste el apilamiento una sobre otra, y está
constituido por pilares y travesaños debidamente instalados para solucionar
la conservación, organización y disponibilidad de los productos. (Escudero,
2014, p.40)
Según lo expresado por Escudero, se interpreta en que los racks, son estructuras metálicas
muy funcionales, que permiten solucionar la diversidad de dificultades que se presenten en
la responsabilidad de la conservación y organización de las mercancias, así como la facilidad
de poder ubicarlas en cada una de las estructuras mencionadas, para que tenga tal efecto es
necesario una adecuada codificación, que permita identificarla con facilidad.
Fundamentación del Problema 16
1.14 Gestión, organización y control de almacenes
Un almacén es una zona delicada a la custodia de productos terminados,
semielaborados, componentes o materias primas en espera de equilibrar la producción y la
demanda, así como aproximar, en la medida de lo posible, estos productos terminados a los
puntos de consumo.
En términos logísticos, la gestión del almacén queda definida como el proceso de la
función logística que trata la recepción, almacenamiento y movimiento dentro de un mismo
almacén hasta el punto de consumo de cualquier material, productos terminados,
semielaborados, componentes o materias primas, así como el tratamiento e información de
los datos generados por el movimiento de las mercancías.
La misma existencia de un almacén, con la necesidad de mantener inventarios, marca el
límite entre la gestión de existencias y gestión de almacén. Así pues, la gestión de existencias
se encarga de determinar qué, cuánto, a cuánto y cuándo debe ser almacenado; mientras que
la gestión del almacén determinaría dónde y cómo debe ser la mercancía almacenada.
Asimismo, la gestión de almacén finaliza su función cuando las mercancías almacenadas
pasan a ser pedido, a partir de lo cual la responsabilidad se traspasa al proceso de pedidos y
distribución. Una de las características principales de un almacén es la ausencia de
actividades de valor añadido sobre los productos o mercancías que en él se almacenan. A
pesar de esto, los fundamentos de su existencia lo hacen esencial y lo sitúan en una posición
fundamental dentro de la cadena logística.
Gestión física de los almacenes. - Para llevar a cabo la gestión física de los almacenes,
es necesario conocer los principios de stocks, el mismo que es una función clave en la gestión
de almacén, decide o permite decidir un cierto número de principios estratégicos y tácticos
tales como:
Determinar los artículos que convienen tener en el almacén.
Que cantidades hay que tener en el almacén.
Elegir los modos de suministro
Definir los plazos para un nuevo suministro
Optar por un modo de evaluación del stock y ponerlo en práctica.
Así mismo aparece la gestión de stock, que es la encargada de tareas operacionales, como:
1.Grabar todos los movimientos, entradas y salidas
2.Conocer permanentemente, el estado del stock (inventario permanente) Vigilar
permanentemente el nivel del stock y compararlo en los puntos de pedido o fabricación
Fundamentación del Problema 17
3.Comprobar la procedencia de un pedido
4.Reservar los artículos asignados a un pedido
5.Administrar de acuerdo con los servicios comerciales, las entregas parciales
6.Administrar, los restos que van a quedar
7.Ayudar a elegir la fuente de abastecimiento y realizar los pedidos.
8.Elegir el tipo de inventario que se efectuará, sobre qué referencias, en qué fecha y dar las
instrucciones pertinentes a la gestión del almacén para lanzar las operaciones de recuento.
Es fundamental que tales procesos se desarrollen de manera eficiente, para que se logre
los objetivos pre establecidos de la empresa.
Diseños, características, equipamiento y medios del almacén. - El tamaño del
almacén es uno de los elementos intrínsecos a la gestión de almacenes, porque debe ser
dimensionado en función de los productos a embodegar como el tamaño, características y
cantidad de referencias y la frecuencia de la demanda. Los factores a tener en cuenta para
el cálculo del tamaño del almacén serían:
Productos a almacenar (cantidad y tamaños)
Demanda de los mercados
Niveles de servicio al cliente
Sistemas de manipulación y almacenaje a utilizar
Tiempos de producción
Economías de escala
Lay – out de existencias
Requisitos de Pasillos
Oficinas necesarias
1.15 Tipos de Gestión de Almacenes
1.15.1Gestión de hueco fijo (Almacén Organizado)
El principio de la gestión de hueco fijo asigna a cada referencia una ubicación específica
en el almacén, y cada ubicación tiene asignada referencias específicas. Ello facilita la gestión
manual del almacén y necesita pre asignación de espacio (independiente de las existencias).
1.15.2Gestión de hueco libre (Almacén Caótico).- El principio de la gestión de hueco
libre es que no existen ubicaciones pre asignadas y los productos se almacenan según la
disponibilidad de espacio y criterio del almacenista. Ello supone dificultad en el control
manual del almacén, pero permite la optimización de la utilización del espacio disponible en

Fundamentación del Problema 18
el almacén, así como acelerar el almacenamiento de mercancías recibidas, aunque requiere
sistemas de información electrónicos.
En cualquier caso, el diseño de un almacén pasa por dos fases:
El diseño de la instalación (el continente); y,
El diseño de la disposición de los elementos (el contenido o lay – out).
Ambos deben dar respuesta a los requerimientos del flujo de los productos acabados, que
son:
Zona de carga y recepción, donde se planifican las entradas de mercancías, la
descarga y la verificación
Zona de almacenaje, donde se guardan y conservan productos y mercancías
Zonas de preparación de pedidos, donde se ubican las mercancías para ser preparadas
para su expedición
Zonas de expedición, donde salen las mercancías, se inspeccionan, y se verifican o
consolidan.
Por lo que respecta al diseño del contenido del almacén (lay-out), éste debe asegurar el
modo más eficiente para manejar los productos y mercancías que en él se dispongan. Así,
un almacén alimentado continuamente de existencias tendrá unos objetivos de lay-out y
tecnológicos diferentes de otro almacén que inicialmente almacenas materias primas.
Cuando se realiza el lay-out de un almacén, se debe considerar la estrategia de entradas y
salidas de almacén y el tipo de almacenamiento que es más efectivo, dada las características
de los productos, el método de transporte interno dentro del almacén, la maquinaria de
manipulación y manutención, la rotación de los productos, el nivel de inventario a mantener,
el embalaje y las pautas propias de la preparación de pedidos.
El almacenamiento y la manipulación en los almacenes dependen del tipo
de mercancías que se recojan en los mismos, ya que cada una tendrá unas
normas para ser manipuladas. Cada almacén será diferente, ya que no es lo
mismo empresas que se dedican a la fabricación y empresas dedicadas a la
comercialización (Perdiguero , 2017.p.15).
1.16 Manejo de Materiales
El éxito de un sistema de manejo de materiales, dependerá de la adecuada integración
que exista entra cada uno de los lineamientos que se implementen para su diseño y desarrollo,
con el objetivo primordial de reducir costos y tiempos de entrega al cliente final.

Fundamentación del Problema 19
El manejo de materiales es una herramienta fundamental que se encarga de toda la
operación en almacenaje, resguardo, administración y control de los inventarios. Es
importante destacar que el manejo de materiales es “tiempo” y el mismo implica un “costo”.
El diseño de éstos sistemas han de estar enfocados a la reducción de los tiempos de las
operaciones que implica dicho proceso, apoyado por una tecnología que permita la
aceleración del movimiento, con el fin de reducir la presencia de aquellos materiales que
obstaculicen las operaciones que se lleven a cabo en el área de almacén.
Los lineamientos que se deben de seguir para el diseño de un sistema de manejo de
materiales, son los siguientes:
Planear el manejo como un sistema completo
Reducir el volumen y la frecuencia del manejo
Optimizar el tamaño y el peso de la carga
Usar flujos directos, rápidos y estables
Reducir el mínimo posible, el tiempo ocioso de equipo y operadores Calcular fallas,
cambios y mantenimiento.
Este manejo de materiales incluye consideraciones de movimiento, lugar, tiempo, espacio
y cantidad. El manejo de materiales debe asegurar que las partes, materias primas, material
en proceso, productos terminados y suministros se desplacen periódicamente de un lugar a
otro.
De acuerdo a las características que presenta el producto en lo que respecta a forma,
mezcla y cantidad, el común denominador son las tarimas, cajas de cartón y cajas estibables,
es decir, el material a transportar se adapta a una de estas modalidades, lo que permite
manejar una cantidad optima del mismo y contrarrestar el efecto de los cambios de diseño
del producto.
1.16.1 Clasificación y Codificación de Materiales
Para facilitar la localización de los materiales almacenados en la bodega, se utilizan
sistemas de codificación de materiales cuando la cantidad de artículos es muy numerosa y
se hace casi imposible ubicarlos por sus nombres, marcas, tamaños, etc. Por tal razón, hay
que clasificar los artículos en base a un sistema racional, que permita un almacenaje
adecuado, operacionalización de la bodega y control de las existencias.
La clasificación de artículos para la catalogación, simplificación, especificación,
normalización, esquematización y codificación de todos los materiales que componen las
existencias son:

Fundamentación del Problema 20
Catalogación
Simplificación
Especificación
Normalización
Estandarización
1.17 Inventario
Son todos los bienes tangibles que se tienen para la venta en el curso ordinario del negocio
o para ser consumidos en la producción de bienes o servicios para su posterior
comercialización. Los inventarios comprenden, además de las materias primas, productos en
proceso y productos terminados o mercancías para la venta, los materiales, repuestos y
accesorios para ser consumidos en la producción de bienes fabricados para la venta o en la
prestación de servicios; empaques y envases y los inventarios en tránsito.
La buena administración del inventario significa satisfacer la demanda del cliente con el
inventario mínimo. La inversión en inventarios es una función de:
La exactitud de la planificación
La variabilidad de la demanda, la producción y el abasto
El tiempo de ciclo del proceso
1.17.1 Función del Inventario
El principal objetivo de los inventarios es el actuar como reguladores entre los ritmos de
entrada y las cadencias de las salidas. Entrando un poco más con detenimiento, se puede
señalar como objetivos de los inventarios, lo siguiente:
Reducción del Riesgo
Para evitar que un repentino aumento de la demanda, produzca un desabastecimiento
que obligue a dejar de satisfacerla, se mantiene un stock de seguridad de productos
terminados.
Del mismo modo, no es posible saber con toda certeza el tiempo que tardarán los
proveedores en servir el pedido. Para evitar una detención de proceso de producción
por agotamiento del almacén de materias primas, se mantiene un stock de seguridad
de materias primas.
1.17.2 Técnicas de Administración de Inventarios
Sistema ABC. -Una empresa que emplea el llamado sistema ABC divide su inventario
en tres grupos A, B, y C. En los productos A se ha concentrado la máxima inversión. En el

Fundamentación del Problema 21
grupo B está formado por los artículos que siguen a los A en cuanto a la magnitud de la
inversión. Al grupo C lo compone en su mayoría, una gran cantidad de productos que solo
requieren de una pequeña inversión.
El inventario en A debe ser el más cuidadoso dada que la magnitud de la inversión
comprendida, en tanto que los productos B, C estarían sujetos a procedimientos de control
menos estrictos.
1.18 Metodología
El diseño de la presente investigación es de tipo No Experimental y de Campo sin
manipulación de las variables y sin la intervención del investigador. Se recopiló información
al observar las variables y las relaciones con su contexto natural. El tipo de investigación es
descriptiva, el método es inductivo deductivo con enfoque mixto.
Los datos fueron tomados de la realidad a partir de instrumentos de investigación tales
como la observación, encuestas y entrevistas a los actores de la problemática., información
que luego es tabulada y sometida a un conjunto de análisis e interpretaciones, con el fin de
establecer un diagnóstico de la real situación que está presente en el área de despacho.
1.18.1 Información de la investigación
Mediante la simple observación fue detectado un conflicto generado en el área de
almacenamiento de los productos terminados de Plastlit, cuyo efecto se refleja en la demora
de los procesos de despachos de los diferentes artículos que se producen en la empresa.
Población y Muestra. - En el presente estudio, la población está representada por todas
las personas que participan en los procesos que integra la gestión del almacén de producto
terminado de Plastlit. De este universo poblacional será considerada una muestra
significativa para el estudio pertinente, está constituida por el personal vinculado al área de
almacenamiento y despacho, donde se centra el análisis del presente estudio.
Observación Directa. -Consiste en el uso sistemático de nuestros sentidos orientados a
la captación de la realidad que se quiere estudiar. Es una técnica antiquísima, a través de
sus sentidos, el hombre capta la realidad que lo rodea, que luego organiza intelectualmente.
A través de repetidas observaciones se permitió establecer un diagnóstico de la situación
del conflicto que está presente en el área de despacho de Plastlit.
Sin embargo, se debe hacer un diagnóstico de situación, a través de instrumentos
enfocados a la obtención de datos cuantitativos, lo cual es posible identificarlo con el
diagrama de causas y efectos de Ishikawa. Para efecto de esta investigación, se ha
considerado un diagrama del mismo.
Análisis, Presentación de Resultados y Diagnóstico 22
Capitulo II
Análisis, Presentación de Resultados y Diagnóstico
2.1 Análisis de la situación actual
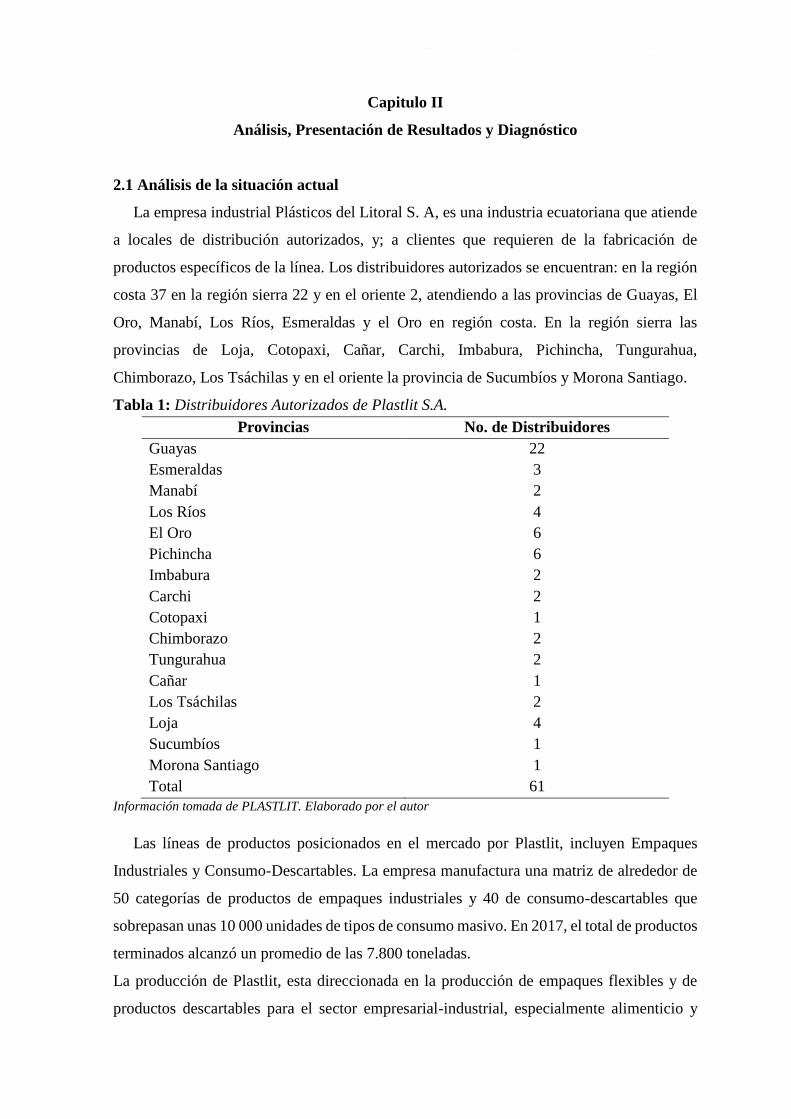
La empresa industrial Plásticos del Litoral S. A, es una industria ecuatoriana que atiende
a locales de distribución autorizados, y; a clientes que requieren de la fabricación de
productos específicos de la línea. Los distribuidores autorizados se encuentran: en la región
costa 37 en la región sierra 22 y en el oriente 2, atendiendo a las provincias de Guayas, El
Oro, Manabí, Los Ríos, Esmeraldas y el Oro en región costa. En la región sierra las
provincias de Loja, Cotopaxi, Cañar, Carchi, Imbabura, Pichincha, Tungurahua,
Chimborazo, Los Tsáchilas y en el oriente la provincia de Sucumbíos y Morona Santiago.
Tabla 1: Distribuidores Autorizados de Plastlit S.A.
Provincias No. de Distribuidores
Guayas 22
Esmeraldas 3
Manabí 2
Los Ríos 4
El Oro 6
Pichincha 6
Imbabura 2
Carchi 2
Cotopaxi 1
Chimborazo 2
Tungurahua 2
Cañar 1
Los Tsáchilas 2
Loja 4
Sucumbíos 1
Morona Santiago 1
Total 61
Información tomada de PLASTLIT. Elaborado por el autor
Las líneas de productos posicionados en el mercado por Plastlit, incluyen Empaques
Industriales y Consumo-Descartables. La empresa manufactura una matriz de alrededor de
50 categorías de productos de empaques industriales y 40 de consumo-descartables que
sobrepasan unas 10 000 unidades de tipos de consumo masivo. En 2017, el total de productos
terminados alcanzó un promedio de las 7.800 toneladas.
La producción de Plastlit, esta direccionada en la producción de empaques flexibles y de
productos descartables para el sector empresarial-industrial, especialmente alimenticio y
Análisis, Presentación de Resultados y Diagnóstico 23
agrícola, con la finalidad de satisfacer necesidades del mercado de consumo, aplicando la
implementación de tecnología de punta, que le permite atender la demanda nacional y
regional.
La estrategia empresarial, es interactuar con un entorno de alta competitividad, donde al
mercado nacional destina el 90% de su producción y el 10% restante, lo exporta al mercado
internacional constituido por países de Latinoamérica.
Los procesos productivos constan de tres tipos de trabajos, el que se programa con el fin
de mantener inventarios de productos terminados (artículos descartables), otro sobre los
pedidos generados por los distribuidores autorizados del país, y la producción para clientes
que establecen especificaciones del producto que desean.
Su actividad dentro de la Clasificación Industrial Internacional Uniforme (CIIU)
corresponde a:
35601 Fabricación de vajillas de plástico y otros artículos de uso doméstico
35602 Fabricación de envases y material de embalaje de plástico
2.1.1 Divisiones de las Instalaciones, equipos y procesos
La instalación industrial de Plásticos del Litoral, comprende las divisiones:
División de Alta y Baja densidad
División de Celuvir y Ecuatintas
División de Descartables
División de Reprocesado
División de Planta de Sacos
División de Facilidades y además cuenta con bodegas de materia prima, embalaje,
desperdicio, despacho y producto terminado.
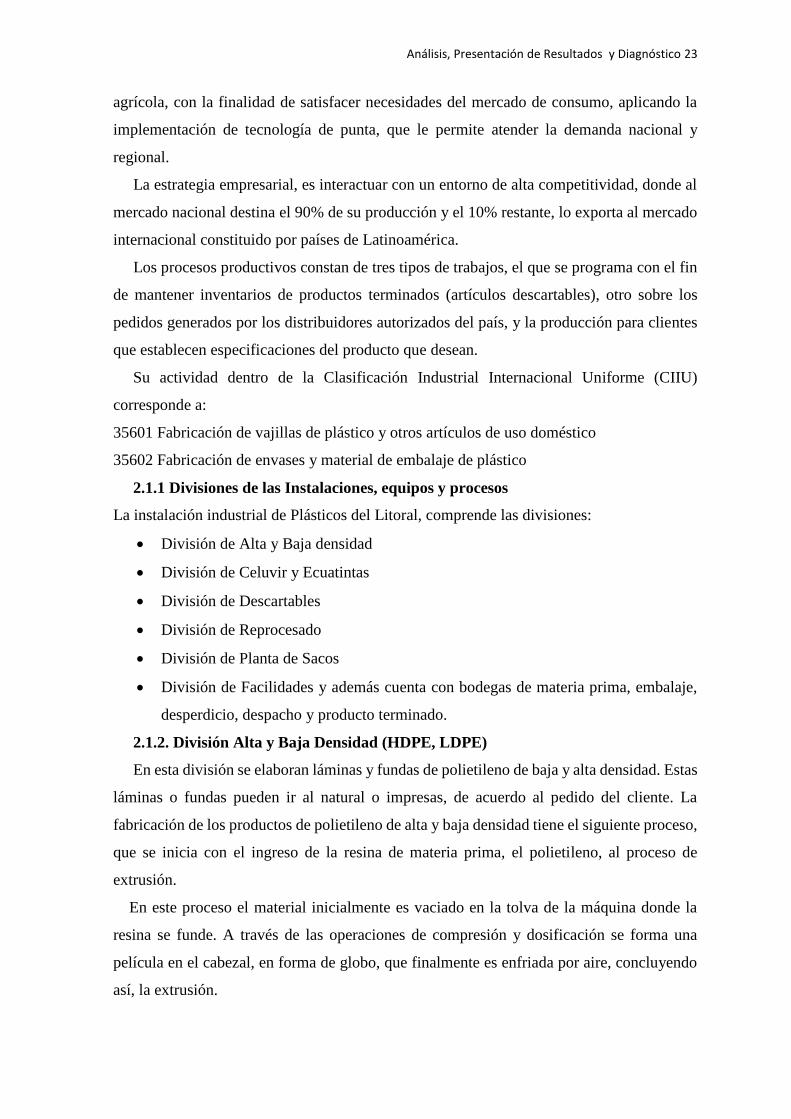
2.1.2. División Alta y Baja Densidad (HDPE, LDPE)
En esta división se elaboran láminas y fundas de polietileno de baja y alta densidad. Estas
láminas o fundas pueden ir al natural o impresas, de acuerdo al pedido del cliente. La
fabricación de los productos de polietileno de alta y baja densidad tiene el siguiente proceso,
que se inicia con el ingreso de la resina de materia prima, el polietileno, al proceso de
extrusión.
En este proceso el material inicialmente es vaciado en la tolva de la máquina donde la
resina se funde. A través de las operaciones de compresión y dosificación se forma una
película en el cabezal, en forma de globo, que finalmente es enfriada por aire, concluyendo
así, la extrusión.

Análisis, Presentación de Resultados y Diagnóstico 24
Si el rollo de polietileno ha sido programado al natural, pasa a rebobinado donde se corta
longitudinalmente para formar rollos de menor diámetro, acorde con las especificaciones del
producto. El proceso termina con la elaboración del rollo de polietileno extrusado y
rebobinado.
Si el rollo debe ser impreso y sellado, éste pasa al área de impresión, donde es grabado
por la máquina impresora utilizando un rodillo de impresión que previamente es preparado
para este propósito, para luego proceder en una máquina distinta, a sellar y cortar la lámina
enrollada en fundas que responden al tamaño, medidas y características consignados en el
pedido.
Se realiza el control de calidad respectivo para luego enviar el producto a la bodega de
embalaje, donde se cuantifica y se transfiere a la bodega de producto terminado para su
despacho.
La división de alta y baja densidad contiene las secciones de extrusión film, impresión,
rebobinado y sellado. La sección de extrusión film incluye maquinarias extrusoras y
coextrusoras. La sección de impresión tiene impresoras de flexografía donde el diseño está
grabado en cyreles de caucho.
Figura 1. Procesos de producción de artículos de alta y baja densidad, (Información tomada de Plastlit).
Análisis, Presentación de Resultados y Diagnóstico 25
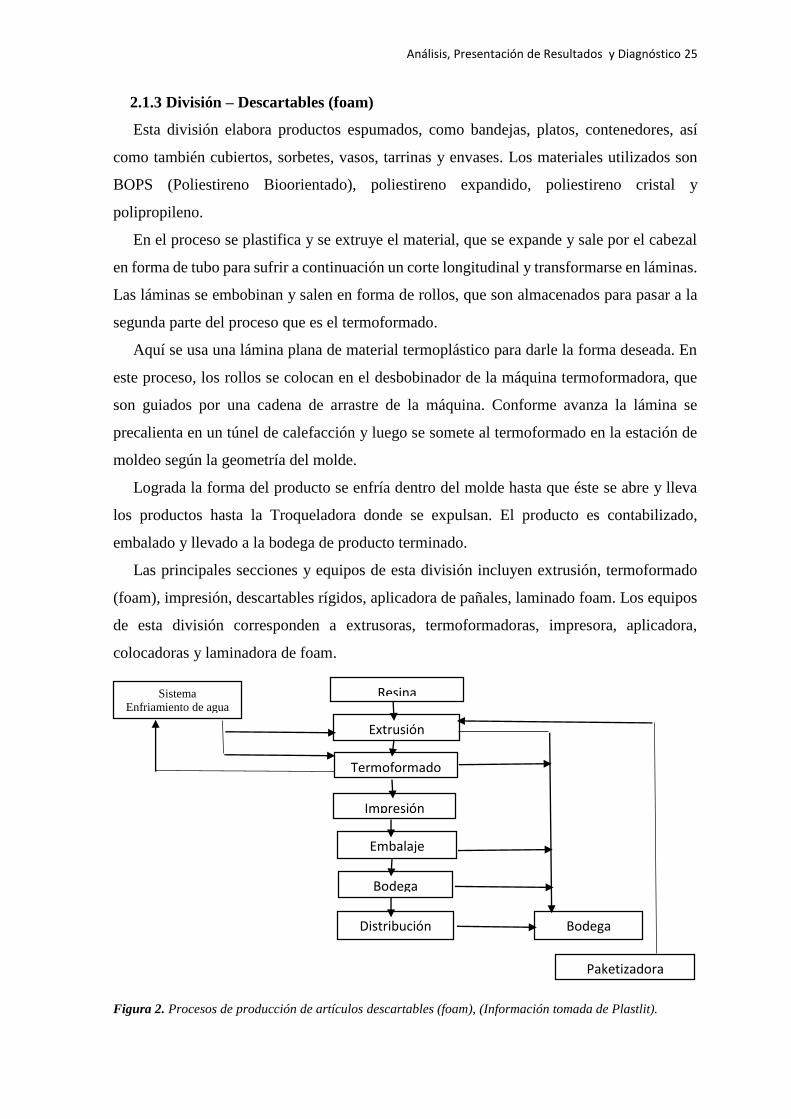
2.1.3 División – Descartables (foam)
Esta división elabora productos espumados, como bandejas, platos, contenedores, así
como también cubiertos, sorbetes, vasos, tarrinas y envases. Los materiales utilizados son
BOPS (Poliestireno Bioorientado), poliestireno expandido, poliestireno cristal y
polipropileno.
En el proceso se plastifica y se extruye el material, que se expande y sale por el cabezal
en forma de tubo para sufrir a continuación un corte longitudinal y transformarse en láminas.
Las láminas se embobinan y salen en forma de rollos, que son almacenados para pasar a la
segunda parte del proceso que es el termoformado.
Aquí se usa una lámina plana de material termoplástico para darle la forma deseada. En
este proceso, los rollos se colocan en el desbobinador de la máquina termoformadora, que
son guiados por una cadena de arrastre de la máquina. Conforme avanza la lámina se
precalienta en un túnel de calefacción y luego se somete al termoformado en la estación de
moldeo según la geometría del molde.
Lograda la forma del producto se enfría dentro del molde hasta que éste se abre y lleva
los productos hasta la Troqueladora donde se expulsan. El producto es contabilizado,
embalado y llevado a la bodega de producto terminado.
Las principales secciones y equipos de esta división incluyen extrusión, termoformado
(foam), impresión, descartables rígidos, aplicadora de pañales, laminado foam. Los equipos
de esta división corresponden a extrusoras, termoformadoras, impresora, aplicadora,
colocadoras y laminadora de foam.
Figura 2. Procesos de producción de artículos descartables (foam), (Información tomada de Plastlit).
Extrusión
Termoformado
Impresión
Embalaje
Bodega
Distribución
Paketizadora
Sistema Enfriamiento de agua
Resina
Bodega
Análisis, Presentación de Resultados y Diagnóstico 26
2.1.4 División Empaques Flexibles Especiales Celuvir
Esta división, caracterizada por una sostenida expansión en el tiempo, incluye
principalmente, extrusión, grabado de cilindros, impresión de rotograbado, sellado,
laminado, rebobinado, tintas.
En la división Celuvir se elaboran empaques flexibles especiales del tipo de envolturas
de polyfan, BOPP (polipropileno biorientado), PVC (polivinil cloruro natural, pigmentado,
metalizado), laminados y parafinados. Este tipo de empaque se destina a galletas, fideos,
confitería, solubles y otros productos alimenticios, farmacéuticos, de aseo y de uso personal.
El proceso en Celuvir empieza con la carga de materia prima previamente pesada, que es
agregada en una mezcladora y luego transportada hasta la tolva de alimentación de la
extrusora de PVC, cuyo tornillo sinfín empuja la materia prima y la calienta debido a la
presión, logrando el ablandamiento del material plástico.
El material fundido llega al cabezal de la extrusora donde se enfría por el sistema de agua
helada que alimenta a la extrusora y se forma el globo de la lámina extruida. El globo es
impulsado hacia arriba con aire caliente para que no se pegue la lámina y es cortado en dos
láminas que pasan a dos ejes rebobinadores, permitiendo la formación de dos rollos.
Cuando el pedido se circunscribe a rollos al natural el material pasa a las rebobinadoras
para ser cortado de acuerdo a las especificaciones requeridas por el cliente y el producto se
descarga, se pesa y se almacena. El proceso se extiende más cuando se requiere empaques
laminados.
En la división Celuvir se obtienen diversos tipos de productos terminados: rollos
naturales, rollos laminados e impresos, productos sellados (fundas, Stand up pouch,
etiquetas) y parafinados.
El laminado del producto se realiza en la máquina laminadora y consiste en formar una
estructura compleja uniendo dos o tres películas, por ejemplo, polipropileno biorientado
natural impreso más polipropileno biorientado metalizado. La laminadora une y forma una
estructura, para lo cual se utilizan distintos tipos de adhesivos, dependiendo del material a
fabricar.
Los equipos de rebobinado aplican esta acción a películas plásticas, permitiendo reducir
rollos de gran tamaño a rollos de tamaño y forma manejable solicitados en las
especificaciones del cliente. Por lo general estos equipos son de tipo cortadora rebobinadora
que son de alta precisión y efectividad al realizar este tipo de acción. A continuación, se
presenta en la figura siguiente el Proceso de producción empaque flexibles especiales
Celuvir.

Análisis, Presentación de Resultados y Diagnóstico 27
Figura 3. Proceso de producción empaque flexibles especiales Celuvir, (Información tomada de Plastlit).
Tabla 2: Otros procesos Celuvir
Parafinadora
Sección Rotograbados
Grabado de cilindros
Sección fajilla PVC
Sección tintas
Rotograbadoras
Tornos –dersengrasadoras-cromadoras-
cobrizadoras
Troqueladoras
Agitadores
Información tomada de PLASTLIT. Elaborado por el autor
División Sacos
Los gránulos de polipropileno alimentan a la tolva de la extrusora, donde se plastifica y
el flujo del fundido se hace pasar a través de una matriz en T. Película producida de este
modo se corta en forma de cintas. Estas tiras son entonces orientadas por estiramiento ellos
Mezcladora Extrusora
Rebobinadora Cortadora
Laminadora
Materia Prima
Impresión
Sistema de
enfriamiento - Agua
Almacén
Embalaje
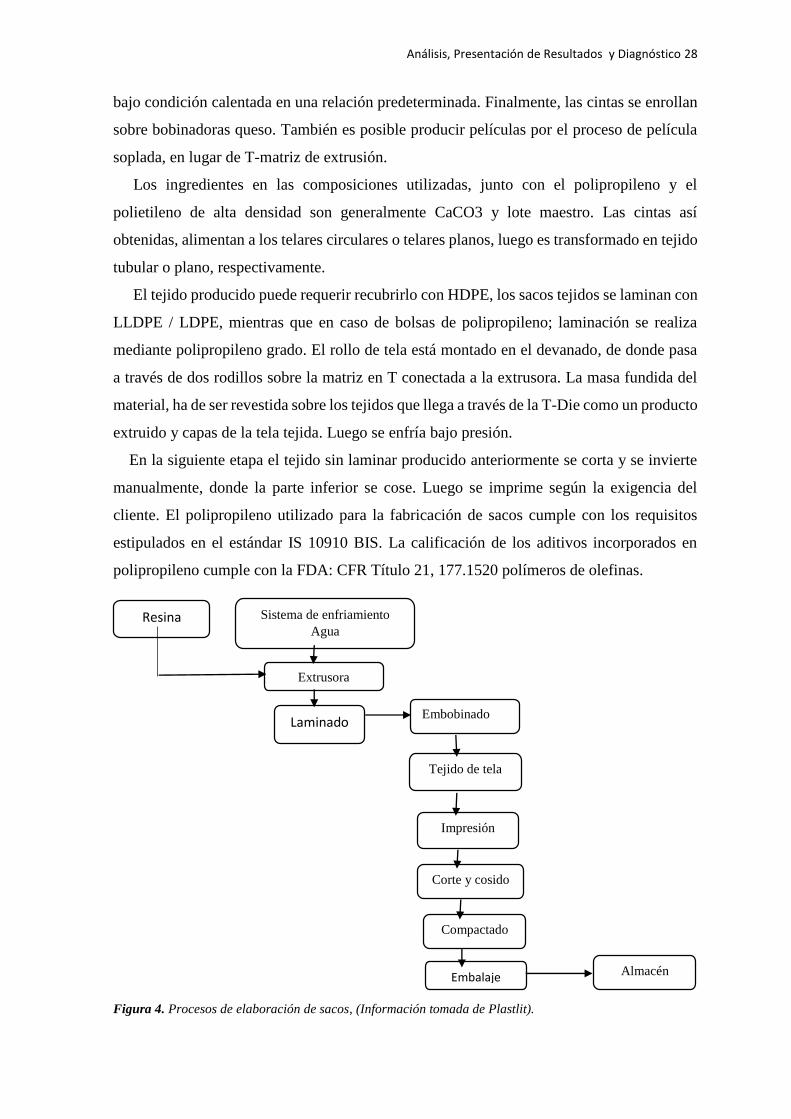
Análisis, Presentación de Resultados y Diagnóstico 28
bajo condición calentada en una relación predeterminada. Finalmente, las cintas se enrollan
sobre bobinadoras queso. También es posible producir películas por el proceso de película
soplada, en lugar de T-matriz de extrusión.
Los ingredientes en las composiciones utilizadas, junto con el polipropileno y el
polietileno de alta densidad son generalmente CaCO3 y lote maestro. Las cintas así
obtenidas, alimentan a los telares circulares o telares planos, luego es transformado en tejido
tubular o plano, respectivamente.
El tejido producido puede requerir recubrirlo con HDPE, los sacos tejidos se laminan con
LLDPE / LDPE, mientras que en caso de bolsas de polipropileno; laminación se realiza
mediante polipropileno grado. El rollo de tela está montado en el devanado, de donde pasa
a través de dos rodillos sobre la matriz en T conectada a la extrusora. La masa fundida del
material, ha de ser revestida sobre los tejidos que llega a través de la T-Die como un producto
extruido y capas de la tela tejida. Luego se enfría bajo presión.
En la siguiente etapa el tejido sin laminar producido anteriormente se corta y se invierte
manualmente, donde la parte inferior se cose. Luego se imprime según la exigencia del
cliente. El polipropileno utilizado para la fabricación de sacos cumple con los requisitos
estipulados en el estándar IS 10910 BIS. La calificación de los aditivos incorporados en
polipropileno cumple con la FDA: CFR Título 21, 177.1520 polímeros de olefinas.
Figura 4. Procesos de elaboración de sacos, (Información tomada de Plastlit).
Extrusora
Sistema de enfriamiento
Agua
Laminado Embobinado
Tejido de tela
Impresión
Corte y cosido
Compactado
Almacén
Resina
Embalaje

Análisis, Presentación de Resultados y Diagnóstico 29
Personal. - Actualmente PLASTLIT S.A., cuenta con 613 trabajadores, de los cuales 473
laboran en el área de producción y 140 en el área administrativa, sus responsabilidades y
actividades mediante un Manual de Funciones, que especifica de manera detallada las
funciones y perfiles de cada colaborador, así como las categorías y alcances del trabajo, en
los cargos de:
-Gerentes,
-Supervisores
-Jefes de Área
-Coordinadores
-Secretarias,
-Analistas,
-Médico, enfermera, trabajadora social,
-Bodegueros
-Técnicos,
-Operadores y ayudantes,
-Recepcionista, mensajero y
-Trabajadores de limpieza.
Jornadas laborales. - Los operadores de producción laboran en dos jornadas de trabajo;
la primera se extiende desde las 8:00 hasta las 20:00, y la segunda desde las 20:00 hasta las
8:00 del siguiente día, durante los cinco días a la semana, de lunes a viernes. Un personal de
actividades diversas no específicas y de apoyo de 24 trabajadores cumple un horario
especial.
Los fines de semana laboran de acuerdo a la programación de cada área. El personal
administrativo labora en el horario de 8:30 a 17:00 de lunes a viernes. En el área de Almacén,
por lo general es necesario trabajar sobre tiempos hasta completar los diferentes despachos
que se han generado en el transcurso de la semana y aquellos en los cuales se han generado
demoras o retrasos por diversas causas, por lo tanto, es necesario una constante presencia de
personal que permita lograr los objetivos de ventas y despacho de los productos.
2.2 Situación de problemas identificados en área de almacenamiento de Plastlit.
La situación de conflicto que se ha identificado en Plastlit, se localiza en el área de
Almacenamiento y Despacho, generado por factores que son reflejados como incidentes en
el aumento de los costos de Almacenamiento de la empresa, y son:
1. Retrasos por averías de montacargas (no reportadas oportunamente)
Análisis, Presentación de Resultados y Diagnóstico 30
2. Inadecuada organización de los productos en las estanterías y racks de
almacenamiento (frecuencia de rotación)
3. Deficiente utilización de vehículos de circulación interna (repetición innecesaria en
los circuitos de traslado)
4. Deficiente utilización de los roll conteiner (deficiente estiva de las mercancías)
5. Retrasos en los despachos por el personal del área
6. Demora en las verificaciones de mercadería en el área de recepción y de pre-
embarque. (verificación de embalaje, cantidades y medidas).
7. Retrasos por reposiciones de mercadería y exceso de stock (obstaculizan las vías de
transito)
Con el fin de tener una mejor perspectiva de la situación conflicto en esta zona de
Almacenamiento y despacho, se elabora a continuación un Diagrama de Flujo de los
procesos productivos de Plastlit, y de un Diagrama de Ishikawa que representará los puntos
conflictivos anteriormente expuestos, en el cual se facilitará la comprensión del problema
identificado en esta área productiva donde el tiempo improductivo genera costos adicionales
de almacenamiento.
Para tener una mejor perspectiva a continuación se elabora un Diagrama de Flujo de
proceso industrial de productos terminados en Plastlit. Iniciado en la generación del pedido
por parte del cliente, que lo solicita al departamento de ventas, el mismo que verifica si hay
la existencia. Una vez conocida la información en el inventario, en el caso que exista en el
stock, se procede a facturar y remitir la orden de despacho y guía de remisión para que se
proceda al despacho del producto.
En el caso de no haber en el stock la mercancía solicitada, el departamento de ventas
acuerda con el cliente la confección del producto y su fecha de entrega. Luego es solicitado
a la gerencia de producción, de donde se emite la orden de producción y su fabricación. El
producto confeccionado es evaluado por calidad, para luego ser trasladado a almacenamiento
quien registra su ingreso. Previo a su despacho el producto se lo agrupa en la zona de pre
embarque para ser verificado física y documentalmente, una vez cumplido todos estos pasos
o procesos se efectúa la entrega o despacho de mercancías a los vehículos que lo trasladarán
a su destino final. (Ver Diagrama de Flujo de Proceso –Figura 5 en Anexos).
El Diagrama de Ishikawa de las causas y efectos que se han identificado en Plastlit, se lo
ha elaborado (ver figura 6, en anexos), donde constan los factores considerados, entre los
que están Mano de obra, relacionada específicamente al personal del área. Medio Ambiente,
donde se lo relaciona con el entorno donde se desarrollan las actividades. Maquinaria, se

Análisis, Presentación de Resultados y Diagnóstico 31
refiere al montacargas que ya está obsoleto, y; los métodos desarrollados para la
organización de los artículos en el área.
2.3 Análisis comparativo, evolución, tendencias y perspectivas
Plásticos del Litoral S.A, es una industria que opera con tecnología de punta en sus
procesos productivos, razón por la cual se mantiene como una de las diez grandes empresas
del país, por los productos que oferta, la cobertura de su servicio y sobre todo por ser
generadora de fuentes de empleo.
El mercado de consumo ecuatoriano es de aproximadamente USD 1.200 millones donde
el 35% es producto que se importa y el 10% se exporta, donde el 75% de la producción, es
consumido por el mercado local representando un total de 910 millones según el SRI.
La industria del plástico genera un promedio de 15.000 empleos directos con alrededor
de 660 empresas involucradas en este sector. La demanda en la fabricación de empaques
flexibles y productos descartables para la industria alimenticia y de consumo con una
variedad de productos para los sectores industrial, consumo y agrícola con tecnología
avanzada va en sentido ascendente, razón por la cual es importante optimizar todos los
procesos productivos.
Figura 7. Mayores Empresas de Plásticos del Ecuador, adaptado de UN Comtrade; SRI; Análisis Bain
(Millones USD), (Información tomada de Plastlit)

Análisis, Presentación de Resultados y Diagnóstico 32
% Consumo 75% 35% 10% -
CAGR: 2% 17% 17% 5% Figura 8. Mercado de Plástico en Ecuador, adaptado de UN Comtrade; SRI; Análisis Bain, CAGR (Compound
Annual Growth Rate). Tasa de crecimiento anual compuesto.
Plástico del Litoral S.A, sin embargo, de estar entre las principales industrias del país,
presenta un conflicto en su área de almacenamiento, donde se ha generado desorganización
y retrasos en los despachos que se reflejan en la insatisfacción del cliente y el incremento
del costo de almacenamiento. De acuerdo a lo expuesto se hace necesario revisar las
características que se identifican en el área de almacenamiento de Plastlit en las cuales se
generan conflictos que en este trabajo son estudiados.
Almacén (Bodegas).-La sección de almacenaje, comprende cuatro tipos de bodegas
dependiendo de las características de los artículos que se necesita ser almacenados para su
posterior utilización. Las bodegas son acondicionadas para conservar la materia prima,
repuestos, material de embalaje, y productos terminados. Los artículos y productos
almacenados se detallan a continuación:
Materias primas y materiales. - La matriz de materias primas y materiales abarca
diferentes tipos de polietilenos, poliestireno, polipropileno, PVC metalizado en películas,
poliéster, foil de aluminio, papel, nylon, pigmentos, soluciones de resina, solventes, ceras,
parafinas, papeles de varios tipos, tintas, adhesivos, fotopolímeros, entre otros que son
empleados en las distintas fases del proceso industrial. Se utilizan un promedio de 16,000
toneladas en el año.
Productos. - De acuerdo a los registros en el sistema de producción de Plastlit S.A.,
abarca más de 11 000 artículos diferentes repartidos en 90 categorías de productos, las
mismas que se enmarcan en dos dimensionadas matrices que son: Empaques Industriales
con 11 líneas de productos y Consumos – Descartables con 13 líneas de productos.

Análisis, Presentación de Resultados y Diagnóstico 33
Matriz de Empaques Industriales
Empaques de Polietileno
Empaques de Polipropileno Biorientados
Empaques de Polipropileno Cast
Laminados por Extrucciòn y Parafinado
Empaques y Etiquetas de PVC
Empaques Laminados Impresos y Empaques al Vacío
Productos de Polipropileno Raffia
Etiquetas Laminadas BOPP
Empaques Autosoportantes y Fundas Retortables
Fundas Laminadas Flexibles con Válvula Incorporada
Pallets.
La Matriz de Empaque Industriales (Ver Tabla 3 en anexos), reflejan la diversidad de
productos de esta sección, y; La Matriz de consumo descartables (Ver Tabla 4 en anexos),de
igual forma identifican la variedad de los productos que se fabrican en Plastlit.
Con el fin de obtener cifras en relación al alcance de la incidencia de los factores
problemáticos que se manifiestan en el área de almacenamiento de las instalaciones de
Plastlit, será necesario contar con una herramienta que generé datos cuantitativos mediante
la interrelación de los mismos. Por tal razón se aplicará el diagrama de Pareto en el desarrollo
del presente trabajo.
Las mediciones, los datos e información obtenida, fue posible mediante el método de
observación simple donde fueron considerados los tiempos utilizados para el traslado de las
mercancías en relación a la estiva, verificación y control de la recepción y despacho de las
mismas, en la zona de pre – embarque y; el recorrido interno de los vehículos para la
movilización del producto.
También se tomó en cuenta los tiempos utilizados en la organización según la rotación de
productos en las estanterías, así como los tiempos en la cantidad de frecuencias que utiliza
el montacarguista para el despacho, el retraso por averías de vehículos y demoras por
obstáculos en las vías de tráfico interno.
El cálculo de los tiempos fue promediado durante una muestra de lo acontecido en un mes
(30 días) de actividades normales y luego proyectado al valor resultante en el año de
operaciones en la zona de almacenamiento (360 días), de donde son realizados el cálculo de
los tiempos improductivos – hombre y tiempo improductivo – maquina, lo que sumado dará
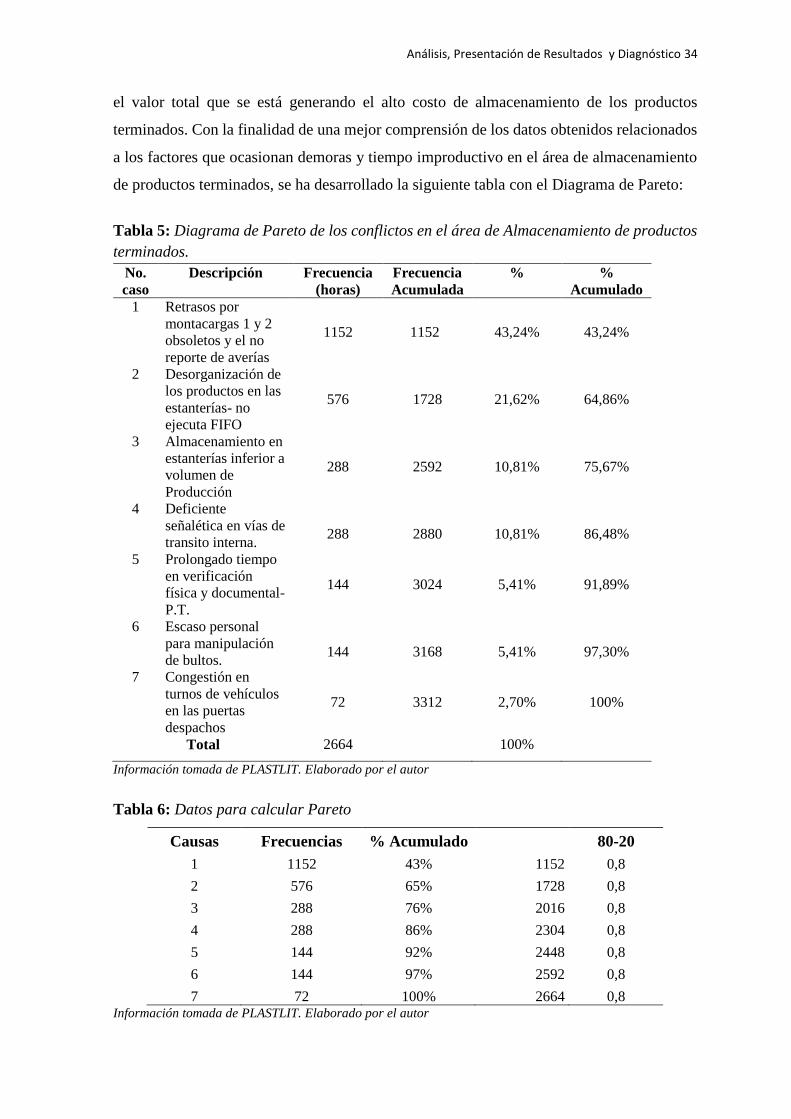
Análisis, Presentación de Resultados y Diagnóstico 34
el valor total que se está generando el alto costo de almacenamiento de los productos
terminados. Con la finalidad de una mejor comprensión de los datos obtenidos relacionados
a los factores que ocasionan demoras y tiempo improductivo en el área de almacenamiento
de productos terminados, se ha desarrollado la siguiente tabla con el Diagrama de Pareto:
Tabla 5: Diagrama de Pareto de los conflictos en el área de Almacenamiento de productos
terminados.
No.
caso
Descripción Frecuencia
(horas)
Frecuencia
Acumulada
% %
Acumulado
1 Retrasos por
montacargas 1 y 2
obsoletos y el no
reporte de averías
1152
1152
43,24%
43,24%
2 Desorganización de
los productos en las
estanterías- no
ejecuta FIFO
576
1728
21,62%
64,86%
3 Almacenamiento en
estanterías inferior a
volumen de
Producción
288
2592
10,81%
75,67%
4 Deficiente
señalética en vías de
transito interna.
288
2880
10,81%
86,48%
5 Prolongado tiempo
en verificación
física y documental-
P.T.
144
3024
5,41%
91,89%
6 Escaso personal
para manipulación
de bultos.
144
3168
5,41%
97,30%
7 Congestión en
turnos de vehículos
en las puertas
despachos
72
3312
2,70%
100%
Total 2664 100%
Información tomada de PLASTLIT. Elaborado por el autor
Tabla 6: Datos para calcular Pareto
Causas Frecuencias % Acumulado 80-20
1 1152 43% 1152 0,8
2 576 65% 1728 0,8
3 288 76% 2016 0,8
4 288 86% 2304 0,8
5 144 92% 2448 0,8
6 144 97% 2592 0,8
7 72 100% 2664 0,8 Información tomada de PLASTLIT. Elaborado por el autor

Análisis, Presentación de Resultados y Diagnóstico 35
Figura 9. Diagrama de Pareto, (Información adaptada de Plastlit).
Calculo de la Hora Máquina. - El cálculo de la hora – máquina se obtiene a partir del
costo mensual de mantenimiento de un montacargas, que es igual a $ 500,00 y turnos de
trabajo de 12 horas.
Costo de mantenimiento de montacargas
Costo de hora – maquina = ---------------------------------------------------------
(30 días x 12 horas)
1.050
Costo de hora - máquina = ------------- = $ 2,92 USD
360
2.500
2.000
1.500
1.000
500
0

Análisis, Presentación de Resultados y Diagnóstico 36
Costo Hora Hombre. -
Sueldo mensual del personal de bodega
Costo hora – hombre = -----------------------------------------------------------
(30 días x 12 horas)
500
Costo hora – hombre = --------------- = $ 1,39 USD
360
Obtenidos los montos de la hora – máquina en $ 2,92 y la hora – hombre en $ 1,39, se
procedió a determinar el costo por hora improductiva de la siguiente manera:
Costo hora improductiva= Costo hora – hombre + Costo hora máquina
Costo de hora improductiva = 1,39 + 2,92 = $ 4,31 USD
Una vez identificado el valor del costo de la hora improductiva, se procede a calcular el
valor del costo de la pérdida anual causado por los factores generadores del problema
identificado en el área de almacenamiento de Plásticos del Litoral.
Por lo tanto, se desarrolla el siguiente cuadro en el que está considerado valores
adicionales (pérdidas), que se reflejaron en el año 2017 en los sistemas contables de la
empresa durante la gestión realizada en el área objeto de estudio, según información
recopiladas de fuentes primarias como son los personeros de la industria.
2.4 Presentación de resultados y diagnósticos
Determinado el costo de la hora improductiva que es igual a $ 2,63 USD, se ha calculado
el monto de la pérdida anual por concepto de los problemas identificados, por tal razón es
posible elaborar una tabla en la que se encuentren organizados los datos obtenidos
De acuerdo a lo planteado en la hipótesis, se evidencia en que existe una generación extra
en el costo almacenamiento por una inadecuada organización de los artículos en las
estanterías, pérdida de tiempo en el transito interno de los productos, constante reparaciones
a montacargas para despacho, prolongado tiempo en verificaciones física y documental de
los productos para su ingreso y egreso de bodega.
Por otro lado, hay retrasos en las actividades de almacenamiento, por excesivas
reposiciones de materiales por los operadores del montacargas y por notificaciones
inoportunas de averías en el montacargas y otros vehículos transportadores de los bultos en
la bodega de productos terminados. Estos factores de conflicto, generan un costo adicional
(pérdida anual) de $ 11. 481,84 USD, que se pretende corregir con una propuesta que permita

Análisis, Presentación de Resultados y Diagnóstico 37
una solución definitiva a esta problemática. Las cantidades son evidenciadas a continuación
en la tabla 7 que a continuación se presenta.
Tabla 7: Pérdida Anual de Costo de Almacenamiento.
Problema Horas
improductivas
Costo por
hora
improductiva
Pérdida
económica
anual
Pérdida
acumulada
anual
Retrasos por
montacargas 1 y 2
obsoletos y el no
reporte de averías
1.152
$ 4,31
4.965,12
4.965,12
Desorganización
de los productos
en las estanterías-
no ejecuta FIFO
576
$ 4,31
2.482,56
7.447,68
Almacenamiento
en estanterías
inferior a volumen
de Producción
288
$ 4,31
1.241,28
8.688,96
Deficiente
señalética en vías
de transito interna
288
$ 4,31
1.241,28
9.930,24
Prolongado
tiempo en
verificación física
y documental-P.T.
144
$ 4,31
620,64
10.550,88
Escaso personal
para manipulación
de bultos.
144
$ 4,31
620,64
11.171,52
Congestión en
turnos de
vehículos en las
puertas
despachos
72
$ 4,31
310,32
11.481,84
Total
2.664
$ 11.481,84
Información tomada de PLASTLIT. Elaborado por el autor
Del análisis se desprende que la pérdida económica anual derivada de los problemas que
se originan en el área de almacenamiento de productos terminados, es igual a $ 11.481,84,
representando los dos más relevantes inherentes a montacargas obsoletos para traslado de
Productos terminados, y la inadecuada organización de las mercancías en las estanterías, que
no ejecutan la metodología Primero en entrar- Primero en salir.

Marco Metodológico 38
Capítulo III
Marco Metodológico
3.1 Propuesta de acuerdo a los problemas con datos justificados
En Plaslit S.A., se presentaron problemas debido a las demoras en el despacho de las
estanterías que trajeron como consecuencia atrasos en la salida de los camiones que parten
desde la bodega general hacia las respectivas filiales de esta entidad, lo que puede generar
la insatisfacción del cliente.
La causa principal que fue identificada para que tenga lugar esta problemática, estuvo
asociada a la desorganización de los inventarios de mercadería en la bodega general, donde
los montacargas deben recorrer mayor cantidad de distancia para realizar el trabajo,
involucrando pérdida de tiempo y de recursos económicos, a más de las constantes averías
que sufren por ser obsoletos.
La propuesta contempla dos alternativas que en conjunto pueden mejorar esta situación,
reduciendo el tiempo del proceso, la primera está asociada a la aplicación del método de
inventario A-B-C, mientras que la segunda se refiere a la utilización de la técnica de
programación lineal simplex, con el fin de encontrar el mecanismo para minimizar el tiempo
del recorrido, a través de una organización correcta de los inventarios de mercadería.
Al respecto, en el siguiente desarrollo se detalla cada una de los métodos que se plantean
como parte de la propuesta para el mejoramiento de la situación actual del alto costo de
almacenamiento en la bodega general de Plaslit S.A.
3.2 Determinación del Inventario ABC
U na de las técnicas a aplicarse en el desarrollo de la propuesta, es el inventario A-B-C,
que tiene como principal propósito mejorar la organización de las mercancías, a fin de que
su ordenamiento logre mejorar la logística y distribución de las mercancías al ubicar los
productos de la categoría A (alta rotación), cercana al lugar donde inician el recorrido los
montacargas, de modo que se agilite el tiempo empleado en esta actividad.
Es deseable que los productos de la categoría B (de mediana rotación) se sitúen
ubicándolos al lado izquierdo de los de categoría A, con el fin de facilitar el recorrido del
montacargas, mientras que los stocks identificados con C (baja rotación) se ubicarán de
manera que sean localizados con facilidad evitando pérdida de tiempo en el recorrido para
el despacho de este tipo de productos. Para obtener el inventario A-B-C se procedió a utilizar
el programa Excel OM 3, donde se procedió a realizar los siguientes pasos:

Marco Metodológico 39
Dar un clic al menú Complementos.
Se selecciona la opción Excel OM.
Se elige el menú inventarios.
Se escoge la opción ABC análisis.
Seleccionas la tabla de datos.
Se coloca el número de ítems a investigar.
Se coloca los valores.
Se coloca los costos unitarios.
Se da un clic en Aceptar para los resultados inherentes al inventario ABC, con el uso
del menú inventario se obtiene lo siguiente:
Tabla 8: Número de Estadísticos
Tipos Estadísticos % de Participación
A 2.066 20%
B 3.099 30%
C 5.156 50%
Total 10.321 100% Información tomada de PLASTLIT. Elaborado por el autor
El inventario ABC fue organizado por categorías de productos, a continuación se detallada:
Tabla 9: Inventario ABC por Categorías de Productos
Detalle A B C
P. Baja Densidad 230 345 526
P. Alta Densidad 250 324 520
Polipropileno 50 120 305
Polipropileno-Bio
rentado (BOOP)
450 530 770
Polipropileno –
Cast.
30 90 182
Laminados por
estrucción-
parafinado
25 100 300
Etiquetas-PVC 120 215 380
PVC –
Termoencogible
35 140 320
Laminados
impresos
50 135 345
Sacos y Bolsos 426 520 702
Fundas retornables 50 150 284
Consumo -
Descartables
300 430 522
Total 2.066 3.099 5.156 Información tomada de PLASTLIT. Elaborado por el autor
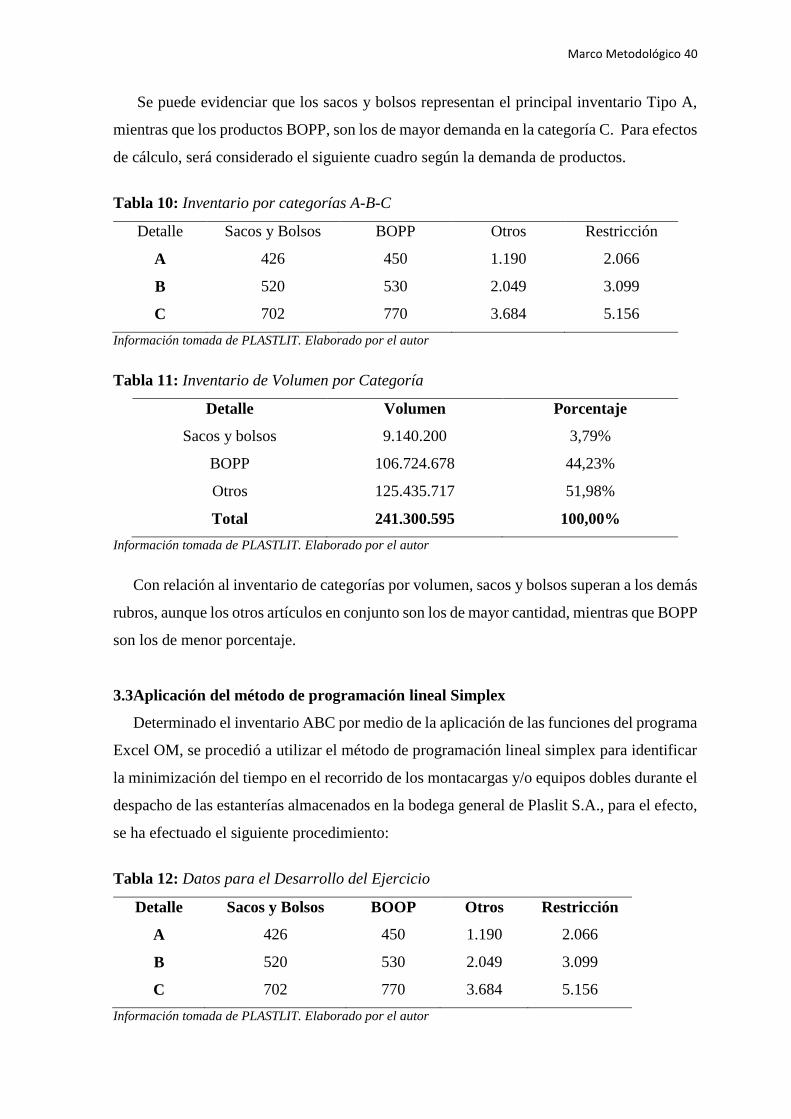
Marco Metodológico 40
Se puede evidenciar que los sacos y bolsos representan el principal inventario Tipo A,
mientras que los productos BOPP, son los de mayor demanda en la categoría C. Para efectos
de cálculo, será considerado el siguiente cuadro según la demanda de productos.
Tabla 10: Inventario por categorías A-B-C
Detalle Sacos y Bolsos BOPP Otros Restricción
A 426 450 1.190 2.066
B 520 530 2.049 3.099
C 702 770 3.684 5.156
Información tomada de PLASTLIT. Elaborado por el autor
Tabla 11: Inventario de Volumen por Categoría
Detalle Volumen Porcentaje
Sacos y bolsos 9.140.200 3,79%
BOPP 106.724.678 44,23%
Otros 125.435.717 51,98%
Total 241.300.595 100,00%
Información tomada de PLASTLIT. Elaborado por el autor
Con relación al inventario de categorías por volumen, sacos y bolsos superan a los demás
rubros, aunque los otros artículos en conjunto son los de mayor cantidad, mientras que BOPP
son los de menor porcentaje.
3.3Aplicación del método de programación lineal Simplex
Determinado el inventario ABC por medio de la aplicación de las funciones del programa
Excel OM, se procedió a utilizar el método de programación lineal simplex para identificar
la minimización del tiempo en el recorrido de los montacargas y/o equipos dobles durante el
despacho de las estanterías almacenados en la bodega general de Plaslit S.A., para el efecto,
se ha efectuado el siguiente procedimiento:
Tabla 12: Datos para el Desarrollo del Ejercicio
Detalle Sacos y Bolsos BOOP Otros Restricción
A 426 450 1.190 2.066
B 520 530 2.049 3.099
C 702 770 3.684 5.156
Información tomada de PLASTLIT. Elaborado por el autor

Marco Metodológico 41
Las cantidades que se observan en el cuadro, se procedieron a efectivizar bajo
condiciones del modelo de programación simplex, de la siguiente manera:
426 A + 450 B + 1.190 C >= 2.050
520 A + 530 B + 2.049 C >= 3.099
702 A + 770 B + 3.684 C >= 5.156
A través del establecimiento de las condiciones del modelo matemático, se presenta la
siguiente restricción:
A+ B + C = 14,5 minutos
La restricción del modelo matemático se delimita de la siguiente manera:
A = Estanterías de alta rotación
B = Estanterías de mediana rotación
C = Estanterías de baja rotación
La función objetivo radica en minimizar la cantidad de tiempo en minutos, en que se
movilizarán las estanterías almacenados en la bodega genera.
Función objetivo (FO) mínima = 8 A + 4 B + 2,5 C
La función objetivo está denominada por minutos, es decir que las estanterías de categoría
A suman 8 minutos, los de categoría B suman 4 minutos y los de categoría C suman 2,5
minutos
En primer lugar, se trata de conocer el valor del tiempo en minutos de las estanterías de
la categoría C.
A + B + C = 14
C = 14 – A – B
Al reemplazar la cifra de los valores de la categoría C en el sistema de ecuaciones, se
pueden despejar las interrogantes de las restricciones, como se aprecia a continuación:
426 A + 450 B + 1.190 (1 – A – B) >= 2.066
520 A + 530 B + 2049 (1 – A – B) >= 3.099
700 A + 770 B + 3.684 (1 – A – B) >= 5.156
Despejando los valores de C
- 764 A - 740 B >= 1.392,5
-1.529 A - 1.519B >= 1.807,5
-2.984 A - 2.984B >= 2.807
Al igualar a cero el valor de A, se obtiene las siguientes cifras de la categoría B, lo cual
se indica a continuación:

Marco Metodológico 42
B >= -1,76
B >= -1,66
B >= -1,35
Al igual a cero el valor de B, se obtiene las siguientes cifras de la categoría A:
A >= 8,60
A >= -1,85
A >= -1,30
Una vez que se han obtenido los valores de A y B, se procede de la siguiente manera:
Tabla 13: Datos para desarrollar Función Objetivo (FO).
ÍTEM A B
1 8,60 -1.76
2 -1,85 -1.66
3 -1,30 -1.35
Información tomada de PLASTLIT. Elaborado por el autor
Al aplicar los cálculos en la función objetivo, se obtiene de la siguiente manera:
Función objetivo (FO) mínima = 8 (1,76) + 4 (-8,6) + 2,5 (1 + 8,60 - 1,76) = - 5,70
Función objetivo (FO) mínima = 8 (+1,66) - 4 (-1,85) - 2,5 (1 + 1,66 + 1,85) = 9,40
Función objetivo (FO) mínima = 8 (-1,35) - 4 (-1,30) - 2,5 (1 + 1,35 + 1,30) = 6,86
Esto significa que la función objetivo (en minutos), que minimiza el tiempo de
recorrido de las estanterías, es el siguiente:
A + B + C = 14,5
Tiempo mínimo = A + B + C = 14,5 minutos
Tiempo mínimo = 8,60 + 1,76 + 4,14 = 14,5 minutos
El movimiento de las estanterías de la categoría A y B, sumarán la cantidad de 10,36
minutos, mientras que los de categoría C sumarán 4,14 minutos, considerando que en estos
últimos el recorrido será mayor a pesar que disminuirá el tiempo de recorrido, mientras que
los dos primeros se incrementará, para aprovechar el espacio y reducir el tiempo final del
proceso de despacho y el costo de horas – hombres y horas – máquinas improductivas. Es
de importancia observar el siguiente diagrama propuesto.
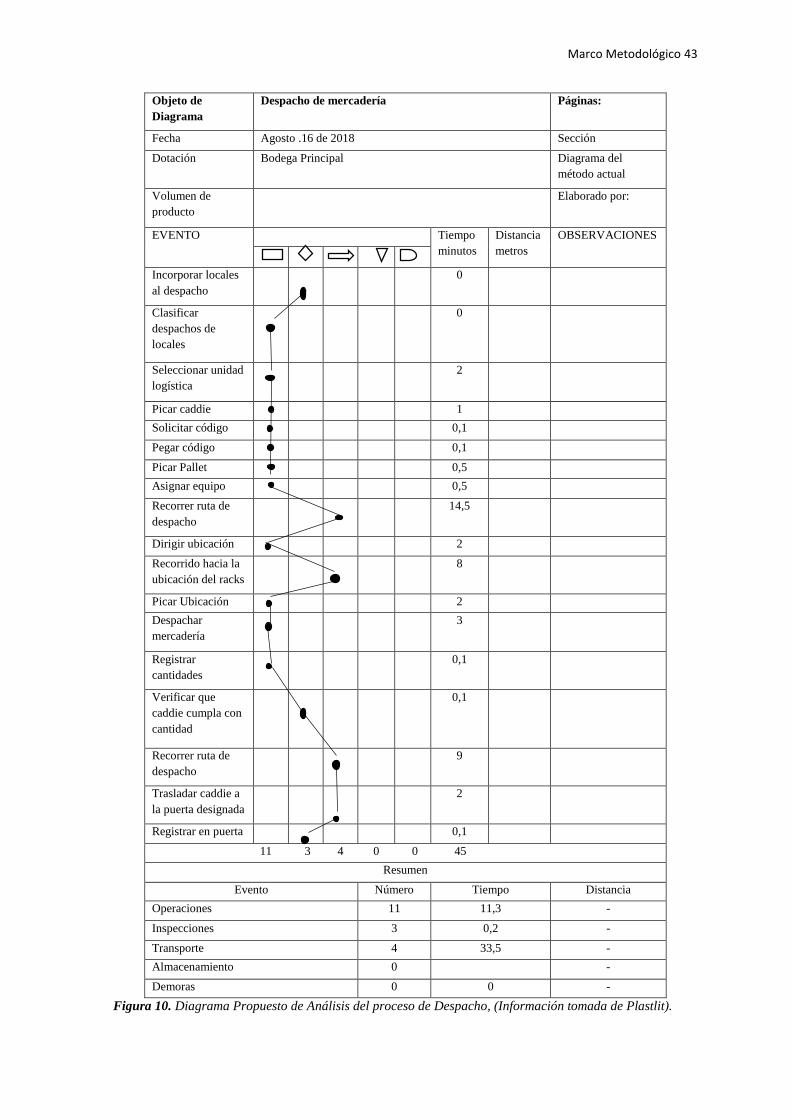
Marco Metodológico 43
Objeto de
Diagrama
Despacho de mercadería Páginas:
Fecha Agosto .16 de 2018 Sección
Dotación Bodega Principal Diagrama del
método actual
Volumen de
producto
Elaborado por:
EVENTO Tiempo
minutos
Distancia
metros
OBSERVACIONES
Incorporar locales
al despacho
0
Clasificar
despachos de
locales
0
Seleccionar unidad
logística
2
Picar caddie 1
Solicitar código 0,1
Pegar código 0,1
Picar Pallet 0,5
Asignar equipo 0,5
Recorrer ruta de
despacho
14,5
Dirigir ubicación 2
Recorrido hacia la
ubicación del racks
8
Picar Ubicación 2
Despachar
mercadería
3
Registrar
cantidades
0,1
Verificar que
caddie cumpla con
cantidad
0,1
Recorrer ruta de
despacho
9
Trasladar caddie a
la puerta designada
2
Registrar en puerta 0,1
11 3 4 0 0 45
Resumen
Evento Número Tiempo Distancia
Operaciones 11 11,3 -
Inspecciones 3 0,2 -
Transporte 4 33,5 -
Almacenamiento 0 -
Demoras 0 0 -
Figura 10. Diagrama Propuesto de Análisis del proceso de Despacho, (Información tomada de Plastlit).
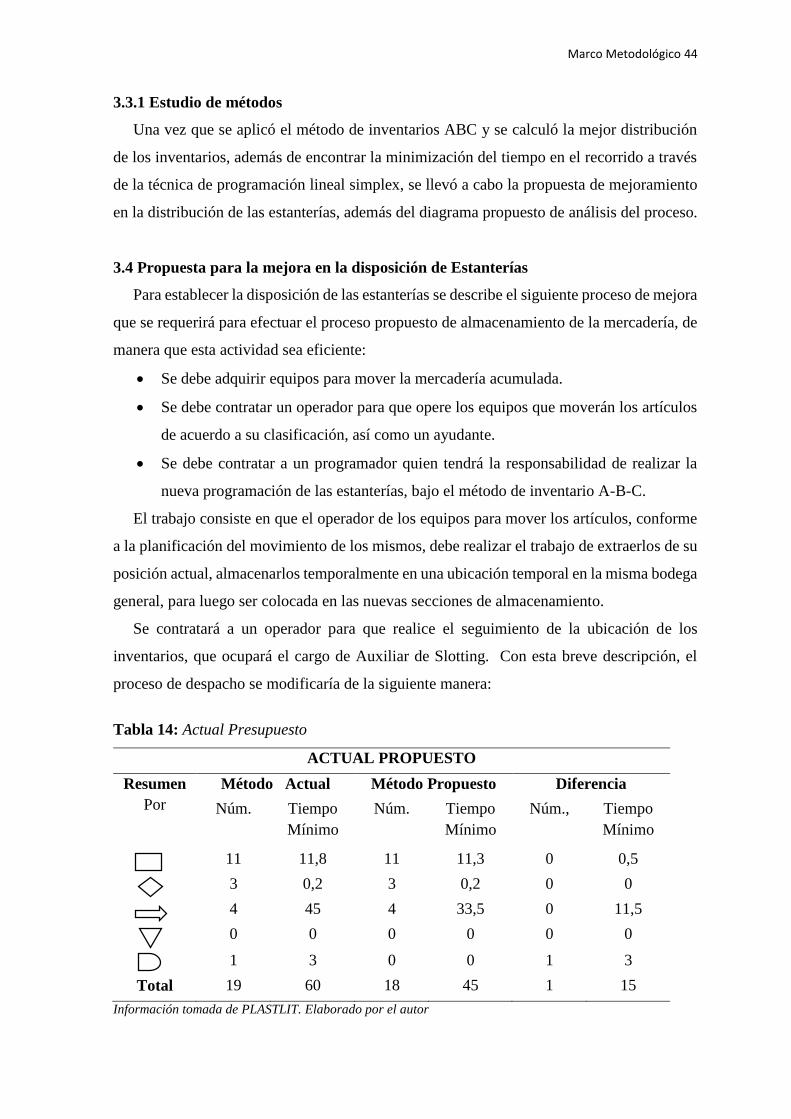
Marco Metodológico 44
3.3.1 Estudio de métodos
Una vez que se aplicó el método de inventarios ABC y se calculó la mejor distribución
de los inventarios, además de encontrar la minimización del tiempo en el recorrido a través
de la técnica de programación lineal simplex, se llevó a cabo la propuesta de mejoramiento
en la distribución de las estanterías, además del diagrama propuesto de análisis del proceso.
3.4 Propuesta para la mejora en la disposición de Estanterías
Para establecer la disposición de las estanterías se describe el siguiente proceso de mejora
que se requerirá para efectuar el proceso propuesto de almacenamiento de la mercadería, de
manera que esta actividad sea eficiente:
Se debe adquirir equipos para mover la mercadería acumulada.
Se debe contratar un operador para que opere los equipos que moverán los artículos
de acuerdo a su clasificación, así como un ayudante.
Se debe contratar a un programador quien tendrá la responsabilidad de realizar la
nueva programación de las estanterías, bajo el método de inventario A-B-C.
El trabajo consiste en que el operador de los equipos para mover los artículos, conforme
a la planificación del movimiento de los mismos, debe realizar el trabajo de extraerlos de su
posición actual, almacenarlos temporalmente en una ubicación temporal en la misma bodega
general, para luego ser colocada en las nuevas secciones de almacenamiento.
Se contratará a un operador para que realice el seguimiento de la ubicación de los
inventarios, que ocupará el cargo de Auxiliar de Slotting. Con esta breve descripción, el
proceso de despacho se modificaría de la siguiente manera:
Tabla 14: Actual Presupuesto
ACTUAL PROPUESTO
Resumen
Por
Método Actual Método Propuesto Diferencia
Núm. Tiempo
Mínimo
Núm. Tiempo
Mínimo
Núm., Tiempo
Mínimo
11 11,8 11 11,3 0 0,5
3 0,2 3 0,2 0 0
4 45 4 33,5 0 11,5
0 0 0 0 0 0
1 3 0 0 1 3
Total 19 60 18 45 1 15
Información tomada de PLASTLIT. Elaborado por el autor
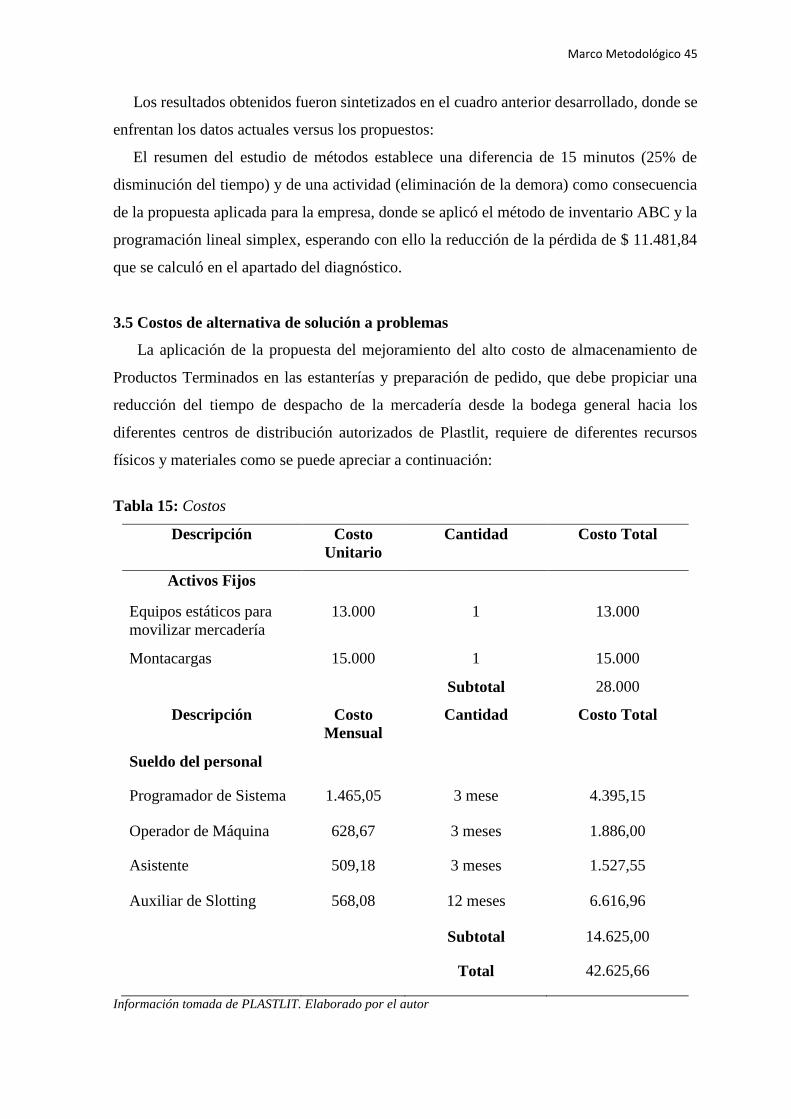
Marco Metodológico 45
Los resultados obtenidos fueron sintetizados en el cuadro anterior desarrollado, donde se
enfrentan los datos actuales versus los propuestos:
El resumen del estudio de métodos establece una diferencia de 15 minutos (25% de
disminución del tiempo) y de una actividad (eliminación de la demora) como consecuencia
de la propuesta aplicada para la empresa, donde se aplicó el método de inventario ABC y la
programación lineal simplex, esperando con ello la reducción de la pérdida de $ 11.481,84
que se calculó en el apartado del diagnóstico.
3.5 Costos de alternativa de solución a problemas
La aplicación de la propuesta del mejoramiento del alto costo de almacenamiento de
Productos Terminados en las estanterías y preparación de pedido, que debe propiciar una
reducción del tiempo de despacho de la mercadería desde la bodega general hacia los
diferentes centros de distribución autorizados de Plastlit, requiere de diferentes recursos
físicos y materiales como se puede apreciar a continuación:
Tabla 15: Costos
Descripción Costo
Unitario
Cantidad Costo Total
Activos Fijos
Equipos estáticos para
movilizar mercadería
13.000 1 13.000
Montacargas 15.000 1 15.000
Subtotal 28.000
Descripción Costo
Mensual
Cantidad Costo Total
Sueldo del personal
Programador de Sistema 1.465,05 3 mese 4.395,15
Operador de Máquina 628,67 3 meses 1.886,00
Asistente 509,18 3 meses 1.527,55
Auxiliar de Slotting 568,08 12 meses 6.616,96
Subtotal 14.625,00
Total 42.625,66
Información tomada de PLASTLIT. Elaborado por el autor

Marco Metodológico 46
La empresa debe tener un presupuesto de $42.625,66 anuales, de los cuales $28.000,00
pertenecen a la inversión en activos fijos y $14.625,66 en costos de operación por conceptos
de sueldo del talento humano, cuyo detalle es el siguiente:
Tabla 16: Detalle de Sueldos
Descripción
Salario
Básico
Unificado
Décimo
tercero
Decimo
cuarto
Vacación.
IESS
Pago/
Personal
Valor
Unitario
Mes
Valor
Total
Programa.
Sistema
1.200,00 100,00 31,25 133,80 1.464,30 1.465,05 3 4.395,15
Operador de
Máquina
500,00 41,67 31,25 55,75 627,92 628,67 3 1.886,00
Ayudante 4000,00 33,33 31,25 44,60 508,43 509,18 3 1.527,55
Auxiliar de
Slotting
420,00 35,00 31,25 35,00 46,83 532,33 568,08 12 6.816,96
Subtotal 14.625,66
Información tomada de PLASTLIT. Elaborado por el autor
La empresa debe tener un presupuesto $42.625,66 para costear los sueldos del talento
humano que se propone contratar como parte de la propuesta. Esto es implementar
estrategias que den factibilidad al desarrollo del proceso que se ha idealizado como objetivo
para dar solución al conflicto identificado en el personal que labora en el área de productos
terminados de la industria en la cual, se generan demoras en los despachos, causando
malestar e inconformidad en los clientes.
En el siguiente sub-numeral correspondiente al análisis de las inversiones, se ha detallado
la inversión inicial requerida para la puesta en marcha de las alternativas de solución
planteadas.
3.6 Análisis Beneficio Costo
Para poner en marcha la propuesta que busca mejorar el diseño del alto costo de
almacenamiento de Plastlit. S.A. mediante la adecuada distribución de la mercadería, se ha
propuesto establecer los mecanismos que posibiliten mejorar los recorridos en los despachos,
como se presenta en el cuadro a continuación:

Marco Metodológico 47
Tabla 17: Inversión Inicial Requerida
Descripción Costo Unitario Cantidad Costo Total
Equipos estáticos
para movilización
de productos
terminados
13.0000 1 13.000,00
Montacargas 15.000 1 15.000,00
Sueldo del
Programador de
sistema. Operador
de máquina y
ayudante
7.808,70 1 7.808,70
Subtotal 35.808,70
Información tomada de PLASTLIT. Elaborado por el autor
La inversión fija inicial requerida para la propuesta alcanza $35.808,70.
Dentro de los costos de operación se hace referencia a los gastos ocasionados por los
sueldos de los colaboradores que se desempeñan los cargos de auxiliar de Slotting, y
Mantenimiento de las máquinas detallado en el siguiente cuadro:
Tabla 18: Costo de Operación
Sueldos Costo mensual Meses Costo Total
Mantenimiento de
las Máquinas
350,00 12 4.200,00
Auxiliar de Slotting 568,08 12 6.816,96
Subtotal 11.016,96
Información tomada de PLASTLIT. Elaborado por el autor
De acuerdo a lo expuesto en el cuadro se obtiene que los costos de operación suman un
total de $ 11.016,96.
La inversión total está compuesta por los valores de la inversión inicial y los costos de
operación. Estas cantidades consideradas para su mejor entendimiento se indicarán en el
desarrollo de un cuadro financiero que compacta la información y que se presenta a
continuación:
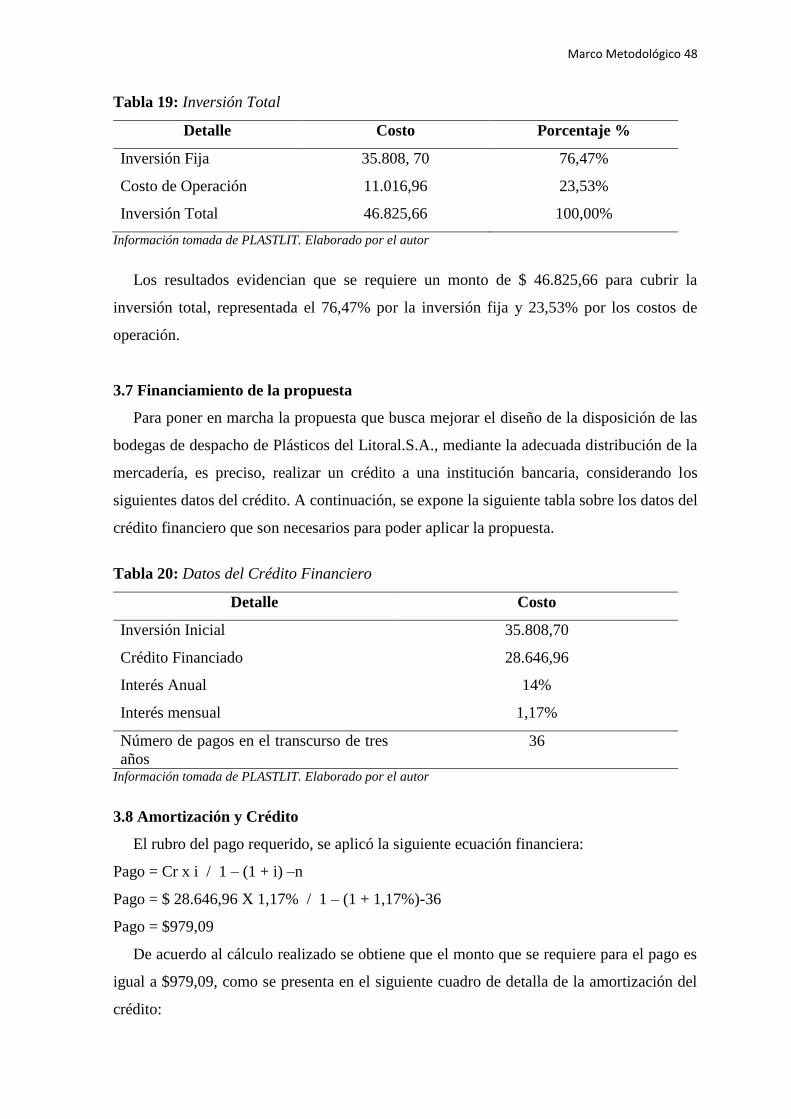
Marco Metodológico 48
Tabla 19: Inversión Total
Detalle Costo Porcentaje %
Inversión Fija 35.808, 70 76,47%
Costo de Operación 11.016,96 23,53%
Inversión Total 46.825,66 100,00%
Información tomada de PLASTLIT. Elaborado por el autor
Los resultados evidencian que se requiere un monto de $ 46.825,66 para cubrir la
inversión total, representada el 76,47% por la inversión fija y 23,53% por los costos de
operación.
3.7 Financiamiento de la propuesta
Para poner en marcha la propuesta que busca mejorar el diseño de la disposición de las
bodegas de despacho de Plásticos del Litoral.S.A., mediante la adecuada distribución de la
mercadería, es preciso, realizar un crédito a una institución bancaria, considerando los
siguientes datos del crédito. A continuación, se expone la siguiente tabla sobre los datos del
crédito financiero que son necesarios para poder aplicar la propuesta.
Tabla 20: Datos del Crédito Financiero
Detalle Costo
Inversión Inicial 35.808,70
Crédito Financiado 28.646,96
Interés Anual 14%
Interés mensual 1,17%
Número de pagos en el transcurso de tres
años
36
Información tomada de PLASTLIT. Elaborado por el autor
3.8 Amortización y Crédito
El rubro del pago requerido, se aplicó la siguiente ecuación financiera:
Pago = Cr x i / 1 – (1 + i) –n
Pago = $ 28.646,96 X 1,17% / 1 – (1 + 1,17%)-36
Pago = $979,09
De acuerdo al cálculo realizado se obtiene que el monto que se requiere para el pago es
igual a $979,09, como se presenta en el siguiente cuadro de detalla de la amortización del
crédito:

Marco Metodológico 49
Tabla 21: Amortización del Crédito
Mes n Crédito C i Pago Deuda
dic-17 0 $ 28.646,96 1,17% (C,i,Pago)
ene-18 1 $ 28.646,96 $ 334,21 ($ 979,09) $ 28.002,09
feb-18 2 $ 28.002,09 $ 326,69 ($ 979,09) $ 27.349,70
mar-18 3 $ 27.349,70 $ 319,08 ($ 979,09) $ 26.689,69
abr-18 4 $ 26.689,69 $ 311,38 ($ 979,09) $ 26.021,98
may-18 5 $ 26.021,98 $ 303,59 ($ 979,09) $ 25.346,49
jun-18 6 $ 25.346,49 $ 295,71 ($ 979,09) $ 24.663,11
jul-18 7 $ 24.663,11 $ 287,74 ($ 979,09) $ 23.971,76
ago-18 8 $ 23.971,76 $ 279,67 ($ 979,09) $ 23.272,35
sep-18 9 $ 23.272,35 $ 271,51 ($ 979,09) $ 22.564,77
oct-18 10 $ 22.564,77 $ 263,26 ($ 979,09) $ 21.848,95
nov-18 11 $ 21.848,95 $ 254,90 ($ 979,09) $ 21.124,76
dic-18 12 $ 21.124,76 $ 246,46 ($ 979,09) $ 20.392,13
ene-19 13 $ 20.392,13 $ 237,91 ($ 979,09) $ 19.650,96
feb-19 14 $ 19.650,96 $ 229,26 ($ 979,09) $ 18.901,13
mar-19 15 $ 18.901,13 $ 220,51 ($ 979,09) $ 18.142,56
abr-19 16 $ 18.142,56 $ 211,66 ($ 979,09) $ 17.375,14
may-19 17 $ 17.375,14 $ 202,71 ($ 979,09) $ 16.598,76
jun-19 18 $ 16.598,76 $ 193,65 ($ 979,09) $ 15.813,33
jul-19 19 $ 15.813,33 $ 184,49 ($ 979,09) $ 15.018,74
ago-19 20 $ 15.018,74 $ 175,22 ($ 979,09) $ 14.214,87
sep-19 21 $ 14.214,87 $ 165,84 ($ 979,09) $ 13.401,62
oct-19 22 $ 13.401,62 $ 156,35 ($ 979,09) $ 12.578,89
nov-19 23 $ 12.578,89 $ 146,75 ($ 979,09) $ 11.746,56
dic-19 24 $ 11.746,56 $ 137,04 ($ 979,09) $ 10.904,52
ene-20 25 $ 10.904,52 $ 127,22 ($ 979,09) $ 10.052,65
feb-20 26 $ 10.052,65 $ 117,28 ($ 979,09) $ 9.190,85
mar-20 27 $ 9.190,85 $ 107,23 ($ 979,09) $ 8.318,99
abr-20 28 $ 8.318,99 $ 97,05 ($ 979,09) $ 7.436,96
may-20 29 $ 7.436,96 $ 86,76 ($ 979,09) $ 6.544,64
jun-20 30 $ 6.544,64 $ 76,35 ($ 979,09) $ 5.641,91
jul-20 31 $ 5.641,91 $ 65,82 ($ 979,09) $ 4.728,64
ago-20 32 $ 4.728,64 $ 55,17 ($ 979,09) $ 3.804,73
sep-20 33 $ 3.804,73 $ 44,39 ($ 979,09) $ 2.870,03
oct-20 34 $ 2.870,03 $ 33,48 ($ 979,09) $ 1.924,43
nov-20 35 $ 1.924,43 $ 22,45 ($ 979,09) $ 967,79
dic-20 36 $ 967,79 $ 11,29 ($ 979,09) $ 0,00
Total $ 6.600,11 ($ 35.247,07))
Información tomada de PLASTLIT. Elaborado por el autor
Los montos de los gastos por intereses serán igual a $ 6.600,11, los mismos que generan
intereses que se dividen de la siguiente manera:

Marco Metodológico 50
Tabla 22: Costo del Interés por Crédito Financiero
Descripción 2018 2019 2020 Total
Costos Financieros 3.494,20 2.261,40 844.90 6.600,11
Información tomada de PLASTLIT. Elaborado por el autor
Los intereses se han cálculo para los tres años considerados para el pago del crédito
otorgado, obteniendo que en el primer año suma $3.494,20, en el segundo año $2.261,40 y
en el tercer año $844,50.
3.9 Evaluación económica y financiera (Coeficiente beneficio/costo, TIR, VAN, Periodo
de recuperación del capital)
Dentro de este numeral se hace referencia a los criterios o indicadores financieros que se
requieren para la implementación de la propuesta, con el propósito del mejoramiento de la
disposición en el área de despacho de la organización en estudio. Mediante la diferencia
entre los ingresos y gastos se ha elaborado el balance de flujo de caja:
Tabla 23: Balance Económico del Flujo de Caja
Descripción Periodos
2.018 2019 2.020 2.021 2.022 2.023
Inversión
Fija Inicial ($35.808,70)
Ahorros de
pérdidas
37.121,21 38.234,85 39.381,89 40.563, 35 41.780,25
Gastos por
intereses
3.494, 20 2.261, 40 844,50
Costos de
Capital
11.016, 96 11.347, 47 11.687, 89 12.038,53 12.399, 69
Ahorro Total
22.610,05 24.625, 97 26.849,50 28.524,82 29.380,57
Depreciación
2.800,00 2.800,00 2.800,00 2.800,00 2.800,00
Saldo
19.810, 05 21.825,97 24.049, 50 25.724,82 26.580,57
Impuesto 21,63% 4.284, 91 4.720, 96 5.201, 91 5.564, 28 5.749,38
Saldo efectivo
final
15.525, 14 17.105,02 18.847,59 20.160, 54 20.831,19
Depreciación 2.800,00 2.800,00 2.800,00 2.800,00 2.800,00
Flujo de Caja 35.808, 70 18.325,14 19.905, 02 21.647,59 22.960, 54 23.631,19
Información tomada de PLASTLIT. Elaborado por el autor

Marco Metodológico 51
Los ahorros de las pérdidas económicas se obtuvieron del cuadro de costos de la
cuantificación económica de los problemas (por esta razón, se calcula esta cifra al final del
capítulo II). Obteniendo que para el primer año de puesta en marcha de la propuesta se
alcanzará un flujo de caja de $18.325,14, en el segundo año será de $19.905,02, mientras
que en el quinto año será de $23.631,19.
Mediante la información obtenida del cálculo realizado se procede a efectuar la
evaluación financiera de la propuesta, obteniendo los siguientes criterios financieros de la
TIR, VAN y recuperación de la inversión.
3.10 Tasa Interna de Retorno, Valor Actual Neto y Periodo de recuperación del capital
Para el cálculo de los indicadores financieros es pertinente la aplicación de la siguiente
fórmula financiera, como se presenta a continuación:
F
P = -------------
(1 + i )n
La simbología denota las siguientes variables:
Tabla 24: Simbología de los indicadores financieros
Tasa Interna de Retorno Valor Actual Neto Recuperación del capital
P = inversión
inicial.
F = Flujos de caja
futuros.
i = Tasa Interna de
Retorno.
n = Número de
periodos anuales.
P = VAN.
F = Flujos de caja
futuros.
i = Tasa de
descuento.
n = Número de
periodos anuales.
P (acumulado) =
Periodo de
recuperación del
capital.
F = Flujos de caja
futuros.
i = Tasa de
descuento.
n = Número de
periodos anuales.
Información tomada de PLASTLIT. Elaborado por el autor
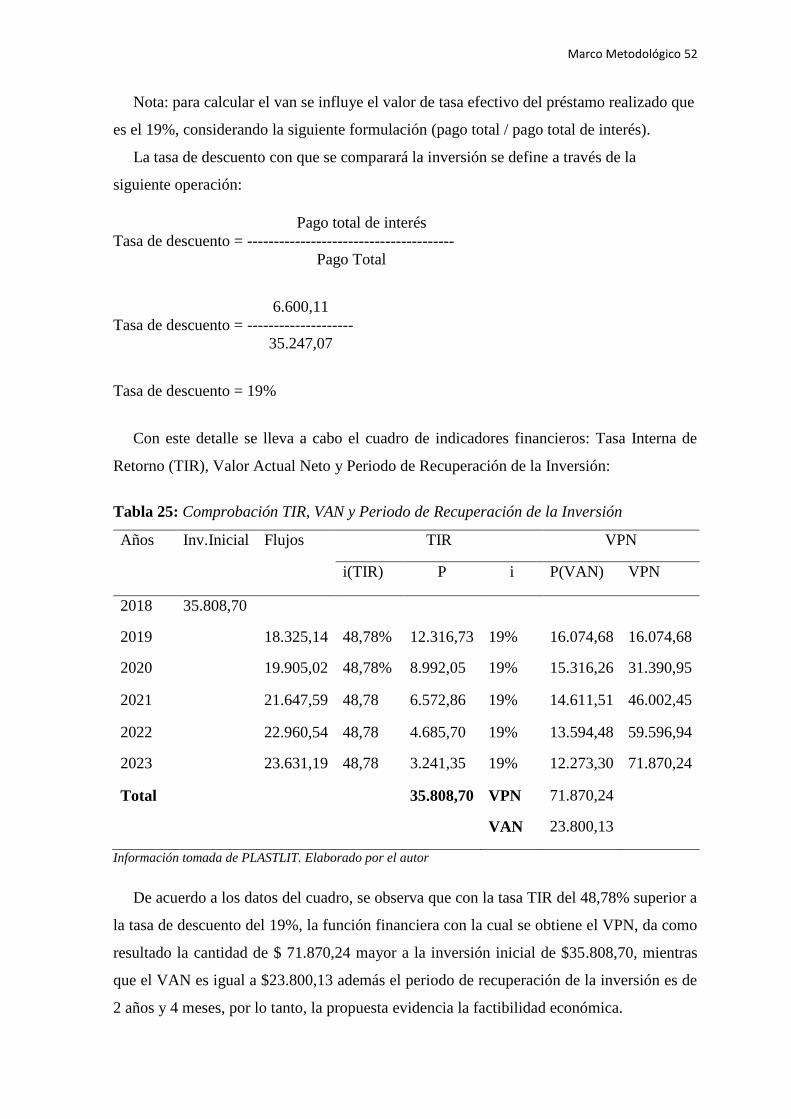
Marco Metodológico 52
Nota: para calcular el van se influye el valor de tasa efectivo del préstamo realizado que
es el 19%, considerando la siguiente formulación (pago total / pago total de interés).
La tasa de descuento con que se comparará la inversión se define a través de la
siguiente operación:
Pago total de interés
Tasa de descuento = ---------------------------------------
Pago Total
6.600,11
Tasa de descuento = --------------------
35.247,07
Tasa de descuento = 19%
Con este detalle se lleva a cabo el cuadro de indicadores financieros: Tasa Interna de
Retorno (TIR), Valor Actual Neto y Periodo de Recuperación de la Inversión:
Tabla 25: Comprobación TIR, VAN y Periodo de Recuperación de la Inversión
Años Inv.Inicial Flujos TIR VPN
i(TIR) P i P(VAN) VPN
2018 35.808,70
2019 18.325,14 48,78% 12.316,73 19% 16.074,68 16.074,68
2020 19.905,02 48,78% 8.992,05 19% 15.316,26 31.390,95
2021 21.647,59 48,78 6.572,86 19% 14.611,51 46.002,45
2022 22.960,54 48,78 4.685,70 19% 13.594,48 59.596,94
2023 23.631,19 48,78 3.241,35 19% 12.273,30 71.870,24
Total 35.808,70 VPN 71.870,24
VAN 23.800,13
Información tomada de PLASTLIT. Elaborado por el autor
De acuerdo a los datos del cuadro, se observa que con la tasa TIR del 48,78% superior a
la tasa de descuento del 19%, la función financiera con la cual se obtiene el VPN, da como
resultado la cantidad de $ 71.870,24 mayor a la inversión inicial de $35.808,70, mientras
que el VAN es igual a $23.800,13 además el periodo de recuperación de la inversión es de
2 años y 4 meses, por lo tanto, la propuesta evidencia la factibilidad económica.

Marco Metodológico 53
3.11 Coeficiente beneficio / costo
El Coeficiente beneficio / costo es el último indicador que se aplica para conocer la
factibilidad de la inversión, siendo pertinente que se aplique la siguiente ecuación financiera:
VPN
Coeficiente Beneficio/ Costo =---------------------------
Inversión Inicial
71.870,24
Coeficiente Beneficio / Costo =-------------------
35.808, 70
Coeficiente Beneficio / Costo = 2, 01
El resultado obtenido expresa que al invertir $1 dólar para la ejecución de la propuesta,
va a ahorrar $2,01 obteniendo $1,01 de beneficios adicional durante los primeros 5 años de
la propuesta.
3.12 Resultados
Con los resultados obtenidos se realiza el siguiente cuadro de resumen de los indicadores
financieros de la evaluación económica
Tabla 26: Resumen de Criterios de la Evaluación Financiera
Descripción Resultados Conclusión
TIR 48,78 % > 19 % Verdadero: Por tanto
proyecto factible
VPN 71.870, 24 > 35.808,70 Verdadero:: Por tanto
proyecto factible
VAN 23.800,13 > 0. Inv.Inicial Verdadero:: Por tanto
proyecto factible
Periodo de recuperación 2 años y 4 meses Verdadero:: Por tanto
proyecto factible
Coeficiente Beneficio /
Costo
2,01 > 1, existe factibilidad
económica
Información tomada de PLASTLIT. Elaborado por el autor
Conclusiones 54
Conclusiones
Las causas más relevantes de esta problemática se originan en la actual organización de
las estanterías de almacenamiento de las mercancías, a los montacargas obsoletos y a la falta
de capacidad de las bodegas de Producto Terminado, que representan el 80% de las
incidencias en el diagrama de Pareto.
Se evidencian dos alternativas, que en conjunto pueden minimizar el conflicto al reducir
el tiempo de los proceso en el área de almacenamiento, la primera está asociada a la
aplicación del método de inventario A-B-C, mientras que la segunda se refiere a la
utilización de la técnica de programación lineal simplex, que reduce el tiempo del recorrido
del montacargas, a través de una organización correcta de los inventarios de las mercancías
de Producto Terminado, (eliminando la demora) y, que genera en la actualidad una pérdida
de $ 11. 481, 84 anuales.
El actual método utilizado en los despachos de Productos Terminados, generan un tiempo
improductivo incidiendo en un alto costo de almacenamiento. Para eliminar tal situación se
requiere invertir un monto total de $35.808,70, representado por el 76,47% en la inversión
fija y 23,53% por los costos de operación; generando así, una tasa TIR de 48,78% y un VAN
de $23.800,13. De acuerdo a la Propuesta desarrollada, el periodo de recuperación de la
inversión es de 2 años y 4 meses, que evidencia su factibilidad.

Recomendaciones 55
Recomendaciones
La clasificación de las estanterías en las áreas de almacenamiento debe ser direccionada
al criterio de las categorías A-B-C, que significan que la primera en mención es la de mayor
importancia, mientras que la segunda tiene relevancia mediana y la última es la de menor
nivel, de manera que se minimice el tiempo en el recorrido de los montacargas.
Los ejecutivos de Plastlit, deberían poner en práctica el método de inventario A-B-C y la
aplicación de la técnica de programación lineal simplex, con el fin de minimizar el tiempo
del recorrido de los procesos en el área de almacenamiento, y optimizar la eficiencia en el
desempeño de esta actividad.
En caso que, la administración de Plastlit lo considere, se debería mejorar la
infraestructura y capacidad de la Bodega de Productos Terminados para que albergue de
manera correcta y ordenada los diferentes ítems que se despachan a las Distribuidoras
Autorizadas de todo el país, previo a la codificación en un nuevo sistema que facilite la
ubicación inmediata del artículo solicitado.
Glosario de Términos 56
Glosario de Términos
Logística: Conjunto de los medios necesarios para llevar a cabo un fin determinado de un
proceso complicado
Producto terminado: Objeto destinado al consumidor final.
Extrusión: proceso utilizado para crear objetos con sección transversal definida y fija. El
material se empuja o se extrae a través de un troquel de una sección transversal deseada.
Termoformado: Proceso de trasformación de plástico que involucra una lámina de plástico
que es calentada y que toma la forma del molde sobre el que se coloca
Polietileno: Polímero termoplástico que se obtiene de la polimerización del estireno
monómero
Polipropileno: Fibra sintética obtenida por polimerización del propileno.
Polivinilo: Material sintético obtenido por polimerización del vinilo que se emplea en la
fabricación de tejidos y como revestimiento en cables, tubos o mangueras
Laminado: Proceso industrial por medio del cual se reduce el espesor de una lámina
Rotomoldeo: Proceso de transformación de plásticos empleado para producir piezas huecas,
en el que plástico en polvo o líquido se vierte dentro de un molde luego se lo hace girar en
dos ejes biaxiales mientras se calienta.
Rotograbado: técnica de impresión en la cual las imágenes son transferidas al papel a partir
de una superficie cuyas depresiones contienen tinta, a diferencia del grabado normal, en el
que la impresión se realiza a partir de una superficie plana cuyas líneas entintadas están en
relieve
CIIU: Clasificación Industrial Internacional Uniforme, sistema de clasificación, mediante
códigos, de las actividades económicas, según procesos productivos. Permite la rápida
identificación, en todo el mundo, de cualquier actividad productiva
Organizacional: Relativo a la organización
Procesos operativos: Empieza con la recepción de un pedido del cliente y termina con la
entrega del producto o servicio al cliente. Se recalca la entrega eficiente, consistente y
oportuna de los productos y servicios existentes a los clientes existentes.
Flujo de materiales: Representación gráfica de los pasos del proceso sobre distancia-
volumen en el manejo de materiales entre departamentos o máquinas.
Celulosa: Sustancia sólida, blanca, amorfa, inodora y sin sabor, e insoluble en agua, alcohol
y éter, que constituye la membrana celular de muchos hongos y vegetales; se emplea en la
fabricación de papel, tejidos, explosivos, barnices, etc.

Glosario de Términos 57
Estantería: Mueble formado por estantes en el que suelen almacenarse objetos.
Racks: Es una estructura metálica diseñada para almacenar mercancía paletizada, o sea,
puesta sobre un pallet.
Roll conteiner: Jaulas de transporte diseñadas para simplificar al máximo la distribución,
el manejo y el tránsito de materiales u otros enseres.
Apilamiento: Sobre posición de varios objetos o bultos formando una pila.
Zona de carga: Espacio en un edificio o instalación donde se cargan y descargan
mercancías.
Zona de almacenaje: Es una parte de la logística que incluye las actividades relacionadas
con el almacén; en concreto, guardar y custodiar
Manipulación de materiales: es toda acción, tarea, proceso, cuyo propósito es mover y
almacenar materiales hasta un lugar de interés al menor costo posible.
Inventario: Lista ordenada de bienes y demás cosas valorables que pertenecen a una
persona, empresa o institución
Descartable: Objeto propenso a desechar, tirar, botar
Troqueladora: Máquina encargada de ejercer presión sobre un troquel o matriz para cortar
un material.
Polyfan: Es Poliestireno extruido en forma de planchas o placas.
PVC: Material termoplástico obtenido del cloruro de vinilo, cuyo residuo presenta
problemas de contaminación.
Ishikawa: Llamado diagrama de causa-efecto, es una representación gráfica que por su
estructura también se llama diagrama de pescado, este consiste en una representación
sencilla en la que puede verse una especie de espina central, que es una línea en el plano
horizontal, representando un problema a analizar, que se escribe en la cabeza del pescado.
Pareto: También llamado curva cerrada o Distribución A-B-C, es una gráfica para organizar
datos de forma que estos queden en orden descendente, de izquierda a derecha y separados
por barras. Permite asignar un orden de prioridades, donde el 20% de las causas totales hace
que sean originados el 80% de los efectos y rebotes internos del pronosticado
Método Simplex: es un método analítico de solución de problemas de programación lineal
capaz de resolver modelos más complejos que los resueltos mediante el método gráfico sin
restricción en el número de variables. Es un método iterativo que permite ir mejorando la
solución en cada paso.

Glosario de Términos 58

Anexos 59
Anexos 1
Fabrica Plásticos del Litoral. S.A.
Fuente: https://es.foursquare.com/v/plastlit/4ec526a329c224ea7c47ac25/photos
Anexo 2
Fuente: https://www.rajapack.es/blog-es/curiosidades/diferencias-entre-polipropileno-polietileno/

Anexos 60
Anexo 3
Roll conteiner
Fuente: http://www.directindustry.es/prod/feil/product-9267-144640.html
Anexo 4
Montacargas
Fuente: http://www.montacargasquetzal.com/

Anexos 61
Anexo 5
Estanterías
Fuente: https://www.auron.com.ec/productos/muebles-de-oficina/estanterias/muebles/105-racks-iess.html

Anexos 62
ANEXOS 6
Propuesta de la Planta Plastlit S.A.
Fuente: Christopher Ballester

Anexos 63
ANEXOS 7
Diagrama de Flujo en los procesos del Producto Terminado, elaborado por autor
SI
Clie
nte
So
licit
a e
l ped
ido
El d
epar
tam
ento
de
ven
tas
rece
pta
el
ped
ido
y v
erif
ica
la e
xist
enci
a. S
i es
h
ay, e
nto
nce
s fa
ctu
ra y
no
tifi
ca o
rde
n
de
des
pac
ho
a J
efat
ura
de
des
pac
ho
. Si
n
o
hay
, ac
uer
da
un
a p
ost
erio
r en
treg
a y
com
un
ica
a ge
ren
cia
de
pro
du
cció
n
la
fab
rica
ció
n
de
los
artí
culo
s.
Cu
and
o
está
lis
to
el
P.T
, p
rod
ucc
ión
em
ite
ord
en d
e t
rasl
ado
a
bo
deg
a a
mo
nta
carg
as 1
. El
jef
e d
e d
esp
ach
o
gen
era
Gu
ía
de
rem
isió
n
par
a ve
rifi
caci
ón
fís
ica
y d
ocu
men
tal y
o
rden
a al
mo
nta
carg
as 2
el e
mb
arq
ue
del
pro
du
cto
. Al c
amió
n
Ger
enci
a d
e p
rod
ucc
ión
re
cib
e so
licit
ud
de
fab
rica
ció
n d
e p
rod
uct
os,
y
ord
ena
a je
fatu
ra d
e p
rod
ucc
ión
su
fa
bri
caci
ón
. El
p
rod
uct
o
term
inad
o
pas
a p
or
el c
on
tro
l d
e ca
lidad
y e
s tr
asla
dad
o
po
r el
m
on
taca
rgas
al
A
lmac
én
de
pro
du
cto
s te
rmin
ado
s d
on
de
es
alm
acen
ado
en
la
s es
tan
terí
as s
egú
n s
u c
od
ific
ació
n p
or
per
son
al d
el á
rea.
Par
a el
des
pac
ho
de
pro
du
cto
s,
se
veri
fica
fí
sica
y
do
cum
enta
lmen
te
ante
s d
e se
r d
esp
ach
ado
. El
p
rod
uct
o
es
tras
lad
ado
po
r el
mo
nta
carg
as a
lo
s ve
híc
ulo
s. S
i hay
alg
ún
inco
nve
nie
nte
, re
gres
a a
bo
deg
a.
Clie
nte
G
ener
a el
ped
ido
Ven
tas
In
gres
a-P
edid
o
Ver
ific
a ex
iste
nci
a en
sis
tem
a
Fact
ura
Acu
erd
a fe
cha
de
entr
ega
Ger
enci
a
Pro
du
cció
n Je
fe P
rod
ucc
ión
O
rden
de
pro
du
cció
n
Fab
rica
ció
n
Co
ntr
ol d
e ca
lidad
Tras
lad
o d
e P
.T.
Alm
acén
P
.T
Co
ntr
ol d
e d
esp
ach
o
Mo
nta
carg
as 2
Des
pac
ho
(F
IN)
Ord
en d
e tr
asla
do
P
.T. a
Bo
deg
a
Mo
nta
carg
as 1
jefe
de
des
pac
ho
Gu
ía d
e R
emis
ión
y
ord
en d
e em
bar
qu
e
Ord
en d
e
des
pac
ho
Ingr
eso
-
egre
so d
e P
.T
(sis
tem
a)
Cli
ente
(in
icio
) V
enta
s P
roducc
ión
B
odeg
a
NO
S
I
SI
NO

Anexos 64
ANEXOS 8
Diagrama de Ishikawa en el área de Almacenamiento, elaborado por Autor
r
Zo
na
de
trán
sito
sin s
eñal
étic
a
Un p
ort
ón p
ara
sali
da
de
P.T
.
Sel
ecci
ón d
el
per
sonal
Esp
acio
fís
ico n
o
funci
on
al
Cap
acit
ació
n
Efi
cien
cia
(er
ror
– D
estr
eza)
Pri
mer
o e
n e
ntr
ar
– P
rim
ero e
n s
alir
M
anej
o
de
P.T
.
Dis
trib
uci
ón d
e P
lanta
(est
ante
rías
)
Ver
ific
ació
n f
ísic
a y
docu
men
tal
de
P.T
.(D
EM
OR
A)
Maq
uin
aria
y
veh
ícu
los
Mét
od
os
Man
o d
e O
bra
M
edio
Am
bie
nte
Alt
os
Cost
os
de
Alm
acen
amie
nto
Roll
conte
iner
con a
ver
ías
Mo
nta
carg
as
Ob
sole
to
Ret
raso
s de
veh
ículo
s a
zona
de
embar
qu
e P
.T.

Anexos 65
Anexo 9
Productos de la línea de empaques industriales
Producto Descripción Características Clasificación Registro
Gráfico
Empaques
de
Polietileno
de alta
densidad
(HDP
Fundas tipo
T-shirt y bag in
and roll,
diseñadas
especialmente
para el uso de
autoservicios
tiendas,
librerías,
restaurantes, etc.
Resistente a
la baja
Temperatura.
Resistencia a la
elongación. Alta
capacidad de
carga. Liviano.
Inerte.
HDPE natural o
pigmentado.
HDPE con o sin
impresión.
HDPE en rollos
o fundas.
Fundas tipo bag
in and roll.
HDPE
termoencogible.
HDPE
reprocesado.
Empaque
de
Polietileno
de baja
densidad
(LDPE)
Tienen un
sinnúmero de
aplicaciones en
la industria
alimenticia y
general, tales
como: empaques
para detergentes,
azúcar, fideos,
fundas para
viveros, rollos
reprocesado, etc.
Alta
transparencia.
Brillo. Flexible.
Sellabilidad.
No tóxico.
Liviano. Inerte
(No transmite
olor ni sabor).
LDPE natural o
pigmentado.
LDPE en rollos
o fundas. LDPE
Termoencogible
. LDPE
Co- extruido.
LDPE con
aditivo UV.
LDPE
reprocesado
Empaques
de
polipropile
no
biorentado
(BOPP)
Es un material
con orientación
longitudinal y
axial que
requieren los
alimentos o
productos
envasados. En
sus versiones de
natural, perlado
y metalizado, se
laminan
específicamente
Brillo.
Transparencia.
Barrera. Larga
vida útil del
producto en
percha o
estantería.
BOPP en
láminas o
fundas. BOPP
natural. BOPP
perlado. BOPP
metalizado.
BOPP con o sin
impresión

Anexos 66
Continúa.
Empaques
de
polipropile
no Cast
El poli-
propileo
Proporciona
característicame
cánicas de
resistencia al
punzona-
mientos, textura
brillosa y facilita
el proceso de
sellado.
Alto brillo.
Buena
transparencia.
Barrera a los
aromas.
No tóxico
CPP en láminas
o fundas. CPP
natural con y sin
impresión. CPP
blíster natural.
CPP blíster
pigmentado.
Empaques
laminados
por
extrusión
y
parafinado
Laminado por
extrusión-coatin
con polietileno,
papel, aluminio
o polipropileno,
para la industria
alimenticia y
farmacéutica
(helados, sachet
para azúcar y
medicinas), se
usa en
envolturas de
caramelos y
levadura,
proporciona a la
vez una barrera
contra la
humedad y su
interacción con
el oxígeno.
Menores
espesores.
Mayor
flexibilidad.
Termosellable.
Protección
contra la
humedad.
Barreara para
oxígeno.
Laminado por
extrusión. Papel
parafinado.
Empaques
y etiquetas
de PVC
Exhibe gran
variedad de
aplicaciones,
como ventanas
para sobres y
envolturas tipo
twist para
caramelos,
chupetes,
chicles,
Buena
sellabilidad por
torsión (twist).
Excelente
Resistencia
mecánica. No
tóxico. Inerte.
PVC natural o
pigmentado.
PVC con o sin
impresión. PVC
metalizado
impreso.
Etiquetas de
PVC (termo-
encogible)

Anexos 67
Continúa.. chocolates y
confites en
general.
Etiquetas
de PVC
termoen-
cogible
Las etiquetas
son para envases
con diseños de
contornos
especiales.
Excelentes
Propiedades
ópticas.
Excelentes
Resoluciones de
impresión.
Termosellable
Etiquetas.
Capuchones
para tapas
Empaques
laminados
impresos
El empaque se
consigue con
laminación de
dos o más
materiales para
crear barreras,
utilizadas
fundamentalmen
te para darle
mayor
resistencia y
protección a un
producto.
Sellado
hermético.
Resistencia
mecánica.
Excelente
barrera contra
agentes
externos.
Garantía de vida
útil en percha.
Laminados
impresos.
Fundas 3 sellos.
Empaques al
vacío
Bilaminados.
Empaques
semiautomático
Bilaminados y
Trilaminados.
Sacos y
bolsos de
Polipropil
en
Los sacos son
usados para
traslado,
almacenamiento
y manipulación
de productos,
como arroz,
granos, semillas,
maíz, harina,
balanceados, etc
Buena
resistencia a la
elongación.
Impresión en
flexografía.
Trama
compacta.
Protección UV.
Sacos naturales.
Sacos
pigmentados,
con o sin
impresión.
Etiquetas
laminadas
BOPP
El etiquetado es
aplicado en la
industria de
bebidas
gaseosas y
jugos.
Etiquetado tipo
ROLLFEED
para envases de
procesos de
producción
masiva de alta
velocidad.
BOPP nat. +
BOPP nat.
BOPP nat. +
BOPP perlado.
BOPP nat. +
BOPP
metalizado.

Anexos 68
Continúa.
Empaques
auto
soportante
Se fabrican con
materiales
laminados
multicapas, de
media y alta
barrera.
Permiten exhibir
el producto en
forma vertical
en estanterías.
Utilizados con
productos o
alimentos como
shampoo, cereal,
salsa de tomate,
ají en pasta,
pulpa de fruta,
café instantáneo,
fruta congelada,
nuez, almendra,
leche en polvo.
Livianos
Amigables con
el usuario.
Fáciles de
almacenar y
transportar.
Ancho 100 mm
(250cc). Ancho
140mm (500cc).
Ancho 190mm
(1000cc). Con
cierre zipper o
válvula.
Funda
retornable
Son fundas de
tres sellos
planos,
multicapa, con
foil de aluminio
incluido, lo que
proporciona
características
específicas. Para
empacar atún,
salmón, cárnicos
en general.
Resiste cocción
en autoclaves,
esterilizadores,
pasteurización.
Vida útil (shelf
life) similar a
los productos en
recipientes
metálicos o de
vidrio.
Presentaciones
naturales o
impresas hasta
10 colores.
Capacidad desde
3oz hasta 7
kilos. Ancho de
sello de 8 a 16
mm.
Fundas
laminadas
flexibles
con
válvula
incorpo-
rada
Empaques
elaborados con
películas
multicapa
laminados con
Aluminio,
Nylon,
Polipropileno,
Polietileno,
Poliéster, etc.
Excelente
calidad de
impresión
flexográfica o en
rotograbado
hasta 8 y 10
colores, también
se dispone stock
sin impresión y
transparente.
Para 1 litro: 190
mm de ancho.
Fuelle de 45
mm. Para ½
litro: 140 mm de
ancho. Fuelle de
40 mm. Para ¼
litro: 106 mm.
Fuelle de 33
mm.
Información tomada de PLASTLIT. Elaborado por el autor

Anexos 69
Anexo 10
Matriz de Consumo- Descartable
Producto Descripción Registro Gráfico
Productos espumados
Porta comidas
Cubiertos
Cubiertos para fiestas –
blancos y color
Vasos y tarrinas
Vasos transparentes –
tarrinas de 1 Lt y ½ Lt
Sorbetes
Sorbetes varias medidas -
color
Fundas Dina
Fundas varios usos
Colors
Productos impresos
descartables - manteles
Milenium
Contenedores
La Dura
Fundas para basura hogar
- industrial
Polyfan
Polyfan pega fácil
Polyfan natural
Air Pack
Encapsula el aire
formando celdas para
proteger toda clase de
productos delicados y
prevenir daños por el
manejo en proceso de
almacenamiento y
transporte.

Anexos 70
Continúa….
Zip - Zap
Bolsa hermética con
cierre dentado, son muy
prácticas y seguras
Plasti Vac
El empaque al vacío es
un método de almacenar
productos conserva hasta
por 5 veces más de lo
normal.
Reútil
Estas Fundas cuentan con
un novedoso diseño y
colores modernos, son un
excelente medio
publicitario negocio,
regalos promocionales o
activaciones de marca.
Información tomada de PLASTLIT. Elaborado por el autor
Bibliografía 71
Bibliografía
Ävila Suarez , A. (2012). proyecto de mejoramiento del área de almacen en una fabrica de muebles
metáñicos. Cali: U.C.
Ballou, R. (2014). Administración de la cadena de suministro. Guayaquil: UG.
Barría Pérez, C. A. (2014). Disposición de Planta de empresa Bitumix. Santiago: U.CH.
Cobos Díaz, M. (2014). Gestión de calidad y prevención de riesgos laborales y medio ambientales.
Quito: IC Editorial.
El telégrafo. (29 de Abril de 2015). La Industria Plastica produce al menos USD 418 millones al año.
El Telegrafo, pág. 1.
Escudero Serrano, M. (2014). Logística de Almacenemiento. Madrid: Paraninfo.
Fisico Muñoz, M. (2016). Economía de la Empresa. Madrid: Editex.
Flamarique, S. (2017). Gestión de Operaciones de Almacen. Barcelona: Marge.
García Morales , J. (2014). De residuo a Recurso. Mexico D.F.: MP.
Gilli, J. J. (2017). Claves de la estructura organizativa. Buenos Aires: Granica.
Goicochea , M. (2014). Sistema de control de inventarios del almacen de productos terminados en
una empresa metal mecánica. Lima: Universidad Ricardo Palma.
Hurtado Quintero, B. (2014). Plan de mejoramiento y análisis de la gestión logística del
almacenamiento en Herbal Ltda. Guayaquil: UG.
Maldonado , K., & Villalva , M. (2011). Diseño de la Logistica de la bodega de productos terminados
de la división de cartón en papelería nacional S.A. Guayaquil: UG.
Mora García , L. (2012). gestión Logística en centros de distribución, bodegas y almacenes. Bogota:
ECOE.
Perdiguero Jiménez , M. (2017). Diseño y organización del almacen. Málaga: IC Editorial.
Serna Arango, M. D. (2013). ReestructurAcion de la disposición de la zona de piking en una bodega
industrial . Bogotá: Universidad de los Andes .
Troya, J., & Cabrales, A. (2016). Optimización de procesos de control de inventarios en bodegas de
Industrial Juvenalis S.A. . Guayaquil: UG.
Universidad de Rovira. (2014). Los plasticos en nuesttra sociedad. Barcelona: REVERTE.
Virgine, M. (2013). Los caminos del reciclaje. Barcelona: SErvice S.I.