universidad de guayaquil facultad de...
TRANSCRIPT
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE GRADUACIÓN
SEMINARIO
TRABAJO DE GRADUACIÓN PREVIO A LA OBTENCIÓN DEL TITULO DE
INGENIERO INDUSTRIAL
ÁREA SISTEMAS ORGANIZACIONALES
TEMA “ANÁLISIS Y EVALUACION DE RIESGOS
LABORALES E IMPLENTACION DE TECNICA Y CRITERIOS DE SEGURIDAD E HIGIENE
INDUSTRIAL EN LA EMPRESA POLYLON S.A”
AUTOR PILLASAGUA MOREIRA TYRONE EDISON
TUTOR ING. IND. MONTERO FIERRO MARCIAL
2010 - 2011 GUAYAQUIL - ECUADOR

“La responsabilidad de los hechos, ideas y doctrinas expuestos en esta
Tesis corresponden exclusivamente al autor”
Pillasagua Moreira Tyrone Edison
C.I. 0923798268

DEDICATORIA
Primeramente a Dios por demostrarme tantas veces su existencia, a mi
familia por haber estado siempre a mi lado, brindándome su cariño,
comprensión, paciencia y apoyo, a mi madre que es la persona que más
amo y por brindarme toda su ayuda.
AGRADECIMIENTO Agradezco a DIOS, y a toda mi familia ya que fue mi pilar fundamental
en estas ultimas instancias de mi carrera.
A la Facultad de Ingeniería Industrial, en la cual me he formado
correctamente a sus docentes que me han transmitido sus conocimientos.
A todas las personas que de una u otra manera me brindaron su apoyo
para el desarrollo de esta tesis.
ÍNDICE GENERAL
Prologo 1
CAPÍTULO I
INTRODUCCIÒN
No. Descripción Pág. 1.1 Antecedentes. 2
1.1.1 Quienes son sus clientes. 3
1.1.2 Historia de la empresa. 3
1.2 Contexto del problema. 4
1.2.1 Datos generales de la empresa 5
1.2.2 Materia prima 5
1.2.3 Recuso de materiales 5
1.2.4 Unidad organizacionales y responsabilidad. 6
1.2.5 Población trabajadora. 6
1.2.6 Macroproceso. 7
1.2.7 Localización. 7
1.2.8 Identificación según Código Internacional Industrial
Uniforme (CIIU). 8
1.2.9 Portafolios de productos. 8
1.3 Filosofía estratégica. 11
1.3.1 Misión.. 11
1.3.2 Valores 11
1.3.3 Nuestro compromiso con la calidad 11
1.3.4 Nuestra política de calidad 12
1.3.5 Procedimientos básico para una sistema de calidad. 12

1.3.6 Procesos existentes en Polylon 12
1.3.7 Infraestructura. 12
1.4 Descripción general del problema. 13
1.5 Objetivos. 14
1.6 Objetivos específicos. 14
1.7 Justificativos. 14
1.8 Delimitación de la investigación. 15
1.9 Marco teórico. 15
1.9.1 Información empírica primaria. 16
1.9.2 Información empírica secundaria. 16
1.9.3 Marco legal. 16
1.9.4 Metodología. 18
1.9.5 Método William Fine. 19
1.9.6 Diagrama causa efecto. 23
CAPÍTULO II
SITUACIÓN ACTUAL
No. Descripción Pág.
2.1 Situación actual. 25
2.1.1 Recursos productivos. 25
2.1.1 Presentación de la compañía. 26
2.1.2 Recursos de Polylon Ecuador S.A. 26
2.1.3 Organización, responsabilidad y autoridad 26
2.1.4 Procesos principales. 27
2.1.5 Procesos de producción. 29
2.1.6 Factores de riesgos. 65
2.1.7 Condiciones de trabajo. 71

CAPÍTULO III
ANÁLISIS Y DIAGNOSTICO
No. Descripción Pág. 3.1 Análisis de datos identificación de problemas. 75
3.1.1 Diagrama causa-efecto o espina de pescado. 75
3.1.2 Diagrama de pareto. 77
CAPÍTULO IV
PROPUESTA
No. Descripción Pág. 4.1 Propuesta. 80
4.2 Planeación de alternativas de solución de problemas. 80
4.3 Costo de alternativas de solución. 80
4.4 Evaluación y selección de alternativas de solución.
CAPÍTULO V
EVALUCION ECONOMICA FINACIERA
No. Descripción Pág.
5.1 Plan de inversión y financiamiento. 83
5.2 Costo de implementación de equipos de protección Personal en la empresa Polylon Ecuador S.A. 83
5.3 Análisis costo-benefico. 85
5.4 Objetivo de la propuesta. 89
CAPÍTULO VI
CONCLUSIONES Y RECOMENDACIONES
No. Descripción Pág.
6.1 Conclusiones. 90
6.2 Recomendaciones. 91
.
Glosario de términos. 92
Anexos. 94
Bibliografía. 101

ÍNDICE DE CUADROS
No. Descripción Pág. 1. Total de personas que trabajan actualmente en la empresa. 6
2. Procesos existentes en la empresa Polylon S.A. 12
3. Tabla de probabilidades. 20
4. Tabla de exposición. 21
5. Tabla de consecuencia. 21
6. Tabla de grado de peligrosidad. 22
7. Tabla grado de ponderación. 22
8. Tabla de grado de repercusión. 23
9. Recursos de Polylon Ecuador S.A. 26
10. Organigrama de Polylon S.A. 27
11. Equipos de protección personal. 63
12. Panorama de riesgo. 72
13. Priorización de los factores de riesgos. 73
14. Control del nivel de ruido. 74
15. Diagrama de pareto. 77
16. Matriz de priorización de problemas y causas. 79
17. Costos de instrumentos de seguridad industrial. 84
18. Costos de asesoría técnica y capacitación al personal. 84
19. Costo total de la propuesta. 85
20. Análisis costo beneficio para evitar los riesgos en la empresa
Polylon Ecuador S.A equipos de seguridad industrial 85
21. Análisis costo beneficio para evitar los riesgos en la empresa
Polylon Ecuador S.A curso de capacitación al personal. 87

ÍNDICE DE ANEXOS
No. Descripción Pág. 1 Mapa de riesgo de la empresa Polylon Ecuador S.A. 91
2 Panorama de riesgo de la empresa Polylon Ecuador S.A. 92
3 Cuadro de implementos de Seguridad Industrial. 93
4 Proforma de equipos de Seguridad Industrial. 94
5 Proforma de asesora técnica. 95

RESUMEN
Tema: Análisis y Evaluación de Riesgos Laborales e Implementación de Técnicas y Criterios de Seguridad e Higiene Industrial en la empresa Polylon Ecuador S.A. Autor: Pillasagua Moreira Tyrone Edision. El presente trabajo tiene como objetivo identificar, valorizar y controlar los factores de riesgos que están presente en la empresa Polylon Ecuador S.A, mediante el análisis de las condiciones de trabajo en las diferentes áreas en que se desenvuelve el trabajador, con la finalidad de minimizar los riesgos que pueden causar accidentes y enfermedades y lograr una mayor eficiencia en productividad y en horas de trabajo para no tener retrasos o espinas de pescado en el proceso productivo y que el desarrollo sea transparente y productivo en todas las áreas. Para la realización de este trabajo hemos tomado referencia el Código de trabajo el Decreto No 2393, y las demás normas que se detallan durante el desarrollo del mismo. Para la identificación de los riesgos se hizo un reconocimiento de todas las instalaciones de la empresa con la finalidad de observar las condiciones en que se encuentra el trabajador dentro de la empresa en lo que se refiere a Seguridad Industrial y Salud Ocupacional. Una vez reconocidos los riesgos se procedió a evaluarlos y clasificarlos por su mayor grado de peligrosidad utilizando el método de William Fine (panorama de riesgos). Al identificar los riesgos críticos se presenta una propuesta para controlar y minimizar, cuyo costo de implementación es inferior, si se comparara con los gastos que tendría la empresa. La alternativa de solución escogida para reducir los riesgos dentro de la empresa, radica que la empresa no tenga inconvenientes en el futuro con accidentes y enfermedades profesionales y que respete el código de trabajo vigente y sus reglamentos, la propuesta implantada es en los riesgos de mayor magnitud, esperando que el departamento de gerencia la tome con la mayor seriedad ya que es una empresa seria y responsable y tiene que hacer respetar sus valores implantados por la misma empresa.
……………………….……... ………...................................................... Pillasagua Moreira Tyrone Edison Ing. Ind. Monteo Fierro Marcial C. I. 0923798268 Tutor

PRÓLOGO
La presente tesis de grado tiene el propósito de identificar valorizar y controlar
los riesgos que están presentes en la empresa Polylon Ecuador S.A, Utilizando
metodologías existentes para buscar las soluciones respectivas y así minimizar las
probabilidades de accidentes y enfermedades profesionales.
En el capítulo I, presentamos los antecedentes, justificativos, objetivos tanto
general como los específicos, el marco teórico que contiene la metodología que se
utilizara para la evaluación de los respectivos riesgos que han sido identificados y
las fuentes de información que sirvieron de apoyo para el desarrollo del presente
trabajo.
En el capítulo II, se considera la situación actual de la empresa donde se detalla
la historia, visión, misión, política, valores, productos que elabora, procesos
productivos, factores de riesgos, condiciones de trabajo.
En el capítulo III, trata sobre el diagnostico de la situación actual de la empresa,
en esta parte comienza con la identificación de los riesgos y peligros, el diagrama
causa efecto, y el diagrama de pareto. Valorizar los riesgos utilizando equipos de
mediciones y los métodos que se detallan en los capítulos anteriores.
En el capitulo numero IV, se presenta una propuesta técnica donde se detalla las
soluciones a los problemas, con la finalidad de eliminar o minimizar los peligros
de riesgos que fueron identificados y evaluados en el capítulo III.
En el capítulo V, se detalla en plan de inversión y financiamiento, los costos de
implementación e equipos de Seguridad Industrial, el análisis costo-beneficio y el
objetivo de la propuesta.
Y por ultimo tenemos el capitulo numero VI, donde se detallan las conclusiones

CAPÍTULO I
GENERALIDADES
1.1. Antecedentes
Polylon es una empresa que se dedica a la producción y comercialización de
productos de espuma de polietileno de baja densidad y celda cerrada, la empresa
tiene una larga trayectoria desde su natal Colombia, y lleva asentada en Ecuador
por más de seis años. Es una empresa pionera en la Comunidad Andina de
Naciones, con plantas de producción y oficinas comerciales en dos países de
Sudamérica, Colombia y Ecuador. Apoyados en amplios centros de distribución y
clientes institucionales en los dos países, mantiene productos de un alto nivel
gracias a una propuesta de valor agregado integrada por la innovación tecnológica,
el trabajo en equipo la comunicación y el servicio.
La Empresa fabrica productos de plástico para tapicería de automóviles, al igual
que mallas en polietileno para la protección de las exportaciones de frutas,
proteclones que sirven para la protección del banano en cierta etapa, lo mismo que
tubos plásticos de aislamiento térmico y cableado en espuma que se utilizan tanto a
escala residencial como industrial. Su último producto en el mercado es el flotalon,
que son tubos de espuma flotantes que se utilizan en las piscinas. El enfoque de
Polylon ha sido en la protección del racimo de banano en las etapas de producción,
con una materia prima 100% virgen y un excelente servicio y atención a nuestros
clientes.
POLYLON S.A. tiene como principales clientes a empresas agrícolas, de
tapicería, construcción y de recreación entre otras. y atención a nuestros clientes,
la empresa distribuye sus productos en todas las provincias del ecuador, y está
creciendo poco a poco gracias al respaldo de todos los que la integran.

1.1.1 Quienes son sus clientes
La Superintendencia de Compañías,
entre el 2002 y 2004 en el Ecuador se
constituyeron 3.046 empresas con capital
colombiano, en las ramas de comercio de
alimentos, pinturas, cosméticos,
floricultura y otros sectores.
El agro es un sector donde muchos empresarios “paisas” pusieron sus ojos. Un
ejemplo de ello es la compañía Polylon, fabricante de espumas de polietileno, que
en 2003 estableció fábrica y oficinas en Guayaquil para ofrecer protectores de
fruto a la industria del banano.
La idea era vender sus productos básicamente a las compañías bananeras, pero
al poco tiempo amplió sus ofertas a nuevos rubros agrícolas y a la construcción,
artesanía e industrial.
La empresa distribuye sus productos en todas las provincias del ecuador, y está
creciendo poco a poco gracias al respaldo de todos los que la integran.
Las exportaciones han ido aumentando a los mercados Internacionales como a
Venezuela, Perú, Guatemala, Costa Rica y República Dominicana etc.
1.1.2 Historia de la empresa.
2001.- Inicia las operaciones en la ciudad de Guayaquil bajo la razón social
BURKINO.
2003.- Cambia la razón social de BURKINO a ESPUMA DE POLIETILENO S.A.
2004.- Finalmente adopta la que es hasta hoy nuestra razón social POLYLON S.A
2005.- La empresa va creciendo y distribuye sus productos a nivel nacional.
2009.- Su producto se extiende a nivel Internacional (República Dominicana, Perú,
Venezuela etc.).
1.2 Contexto del problema
Los problemas que encontramos dentro de la empresa Polylon Ecuador S.A son
los siguientes:
• Existe una inadecuada ubicación de los extintores dentro de la empresa.
• El calor es otro de los factores de riesgos en la empresa ya que la
infraestructura de la empresa no es la adecuada para que los trabajadores
ejerzan su trabajo en forma normal.
• La empresa carece de estadísticas de accidentabilidad.
• El personal de planta desconoce de la política de seguridad industrial.
• El personal de planta no cumple con la utilización de equipo de seguridad
industrial.
• La empresa no cuenta con una persona capacitada en Seguridad Industrial e
Higiene Industrial.
• En la empresa existen riesgos en cada una de las áreas.
• El personal de la empresa desconoce de los peligros existentes en cada una de
las áreas.
• Existe ruido en áreas específicas de la empresa pasando el decibel permitido.
.
En el proceso de Extrusión utilizamos el GLP (gas licuado de petróleo) que es
una materia prima fundamental para la elaboración de la espuma de polietileno,
esto hace que el producto en proceso pase por una etapa de maduración (en la
etapa de maduración el GLP es esparcido en para que producto obtenga su
característica ADECUADA)
Al percibe el GLP por toda la planta y al ser percibido por todo los trabajadores
está ocasionando un riesgo, y este riesgo se está mejorando actualmente debido a
un sistema contra incendio que se instálalo en el año 2009 esto mejoro en cierto
aspecto a la empresa, y capacitando al personal para la utilización de mascarillas.

1.2.1 Datos generales de la empresa
Polylon Ecuador S.A es una empresa de dueños Colombianos que tiene como
objetivo posesionarse en el mercado y competir con precios a nivel de la
competencia pero con una calidad superior, trabaja con Polietileno 100% virgen y
con personas que respetan los valores de la empresa. La empresa va creciendo
poco a poco y va ganando terreno en el mercado, gracias a la calidad de sus
productos.
1.2.2 Materia prima
La materia prima que se utiliza en el proceso de extrusión, tenemos como
materia principal el Polietileno de baja densidad (B/D) y de alta densidad (A/D),
el peletizado, talco, manóstato de gliserillo, nitrógeno, masterbatche, aditivo uv,
M1, gas licuado de petróleo, etc.
Materias primas secundarias: tubos de cartón, cajas, cintas de embalaje, discos
de cartón, fundas de empaques de cada un de los productos, etc.
1.2.3 Recursos de materiales
Polylon S.A para lograr sus propósitos cuenta con los siguientes recursos de
materiales: Cuenta con dos maquinas extrusoras nuevas (MYUNG-IL-FOAMTC
COREANA), troqueladora, refiladora, precortadora, laminadora, pegadora,
peletizadora, aglutinadora, cortadora, mezcladora. etc.
La extrusora 130mm su función es producir espuma de polietileno en rollos de
0.8mm a 8mm de espesor con un ancho de 1mt hasta 1,15mt y una longitud de
30mts hasta 300mts.
Estos rollos pueden ser productos terminados o productos en proceso. los rollos
en proceso pasan a ser procesados en diferentes maquinas de acuerdo a lo
requerido por el cliente.
La extrusora 65mm la función varía de acuerdo a lo requerido por el cliente ya
que produce una variedad de productos como malla, sellalon, ductolon etc.
1.2.4 Unidades Organizacionales de Responsabilidad
POLYLON S.A. cuenta con las siguientes áreas de responsabilidad
• Gerencia General
• Gerencia Comercial
• Jefatura de Planta
• Administración, Calidad y Despachos
1.2.5 Población Trabajadora
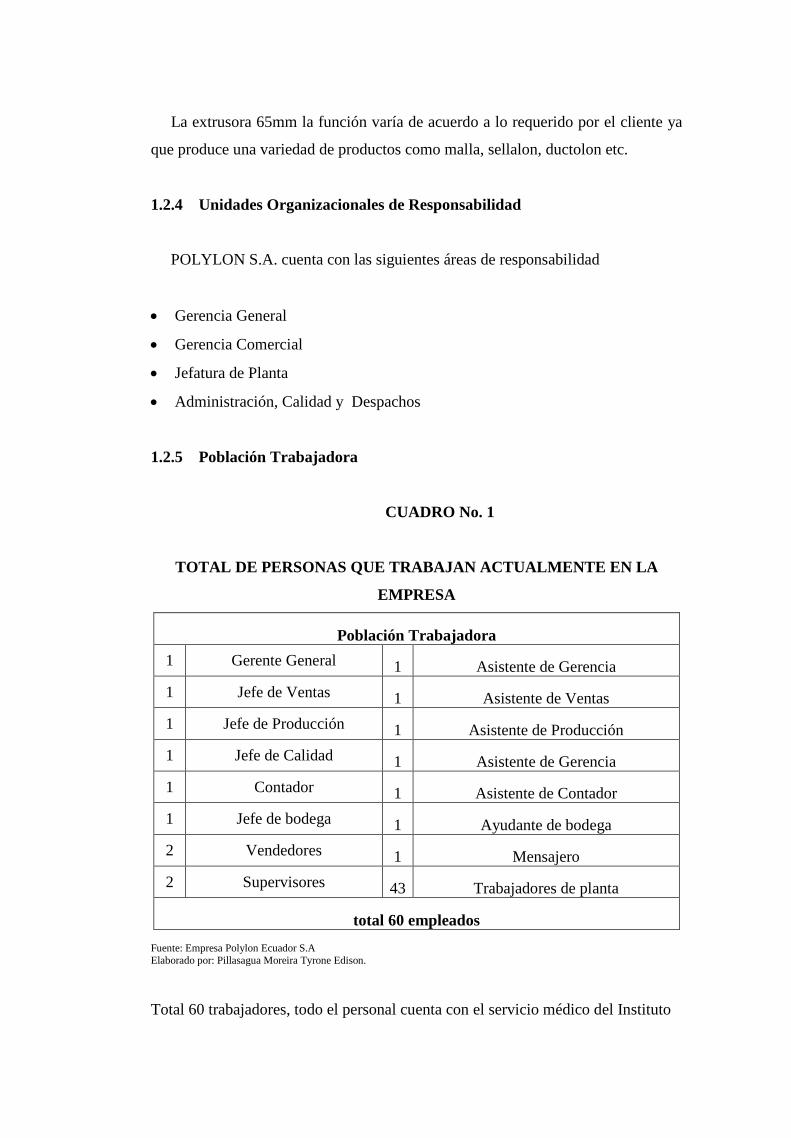
CUADRO No. 1
TOTAL DE PERSONAS QUE TRABAJAN ACTUALMENTE EN LA
EMPRESA
Población Trabajadora 1 Gerente General 1 Asistente de Gerencia 1 Jefe de Ventas 1 Asistente de Ventas 1 Jefe de Producción 1 Asistente de Producción 1 Jefe de Calidad 1 Asistente de Gerencia 1 Contador 1 Asistente de Contador 1 Jefe de bodega 1 Ayudante de bodega 2 Vendedores 1 Mensajero 2 Supervisores 43 Trabajadores de planta
total 60 empleados Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison.
Total 60 trabajadores, todo el personal cuenta con el servicio médico del Instituto

de Seguro Social Ecuatoriano, Medical Service Ecuador S. A., el servicio médico
de la Cámara de la Pequeña industria del Guayas.
1.2.6 Macroproceso
Producción y comercialización de espuma de polietileno de baja densidad y de celda cerrada.
Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison 1.2.7 Localización
Dirección exacta: Provincia: Guayas, Parroquia: Tarquí Ciudadela: Industrial
Barrio Mapasingue calle. Emilio Romero Av. Juan Tanca Marengo Número:
S/N Edificio: Bodega J Kilómetro: 3,5 Referencia ubicación: Junto al Edificio.
RTS. Telefonos: (593-4) 2236505 - (593-4) 2272832 - 1800-765956.
1.2.8 Identificación según el Código Internacional Industrial (CIIU)
CÓDIGO CIIU DEL OBJETO DEL PROCESO.....facultado para suscribir
contratos en representación de su empresa. .... Tendido e identificación de los
cables de control y señal entre los motogeneradores y tableros de control.
......Polylon 1500 (Poliester). Color: Según SI3-22-33. Seco: 2.0 •. 10Hrs.
Mínimo...
Gestión de Calidad
Procesos operativos
Gerencia
Procesos Principales
Ventas Producción Almacenamiento y Despacho Procesos De Apoyos
Compras Administración y financiero
Mantenimiento
Gestión Humana Satisfacción del cliente
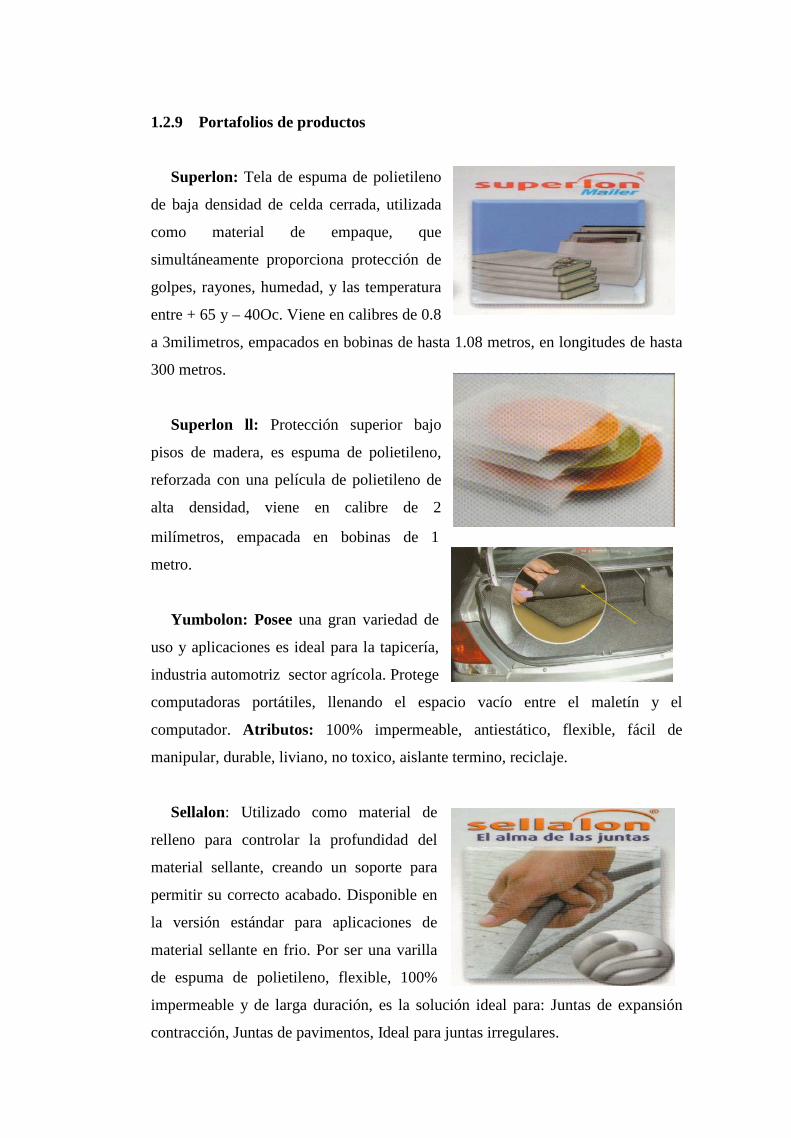
1.2.9 Portafolios de productos
Superlon: Tela de espuma de polietileno
de baja densidad de celda cerrada, utilizada
como material de empaque, que
simultáneamente proporciona protección de
golpes, rayones, humedad, y las temperatura
entre + 65 y – 40Oc. Viene en calibres de 0.8
a 3milimetros, empacados en bobinas de hasta 1.08 metros, en longitudes de hasta
300 metros.
Superlon ll: Protección superior bajo
pisos de madera, es espuma de polietileno,
reforzada con una película de polietileno de
alta densidad, viene en calibre de 2
milímetros, empacada en bobinas de 1
metro.
Yumbolon: Posee una gran variedad de
uso y aplicaciones es ideal para la tapicería,
industria automotriz sector agrícola. Protege
computadoras portátiles, llenando el espacio vacío entre el maletín y el
computador. Atributos: 100% impermeable, antiestático, flexible, fácil de
manipular, durable, liviano, no toxico, aislante termino, reciclaje.
Sellalon: Utilizado como material de
relleno para controlar la profundidad del
material sellante, creando un soporte para
permitir su correcto acabado. Disponible en
la versión estándar para aplicaciones de
material sellante en frio. Por ser una varilla
de espuma de polietileno, flexible, 100%
impermeable y de larga duración, es la solución ideal para: Juntas de expansión
contracción, Juntas de pavimentos, Ideal para juntas irregulares.

Colcholon: Planchas de espuma de polietileno, adecuadas para el aislamiento
acústico, su estructura forma una barrera impenetrable al ruido, también actúa
como aislante térmico en paredes y entre pisos de inmuebles. Viene en calibres de
20 a 50 milímetros y empacadas en planchas de 1 metro de ancho por 2 metros de
largo.
Thermolon: Espuma de polietileno con recubrimiento de una película de
polipropileno metalizada reflectiva, la cual actúa como aislamiento térmico
acústico. (la lamina es pegada con la espuma del polietileno mediante el vapor.
Es usado bajo cualquier tipo de cubierta; la espuma trabaja como barrera del vapor
de calor, frio y calor.
Ductolon: Es una barrera hermética conformada por millones de celdas
cerradas que cubre las tuberías de cobre, hierro, PVC, fibra óptica, etc. Conserva la
temperatura del aire o del agua conducido por tuberías, impidiendo la
condensación y evaporación.
Mallalon: Es una red formada por delgadas hijos de espuma de polietileno que
por su magmifica capacidad de retracción se covierte en un estupendo contenedor
de frutas.
Protege y realza la calidad del producto. Viene
en bobinas de 200 metros de longitud en ancho
de 3,6 y 10 centímetros.
Proteclon: Es una lamina de espuma de
polietileno 100% virgen, creada, diseñada y
fabricada para dar protección y lograr que la
calidad del banano, en las etapas de producción,
cosecha, empaque y exportación, sea
inmejorable

Gym-Camp: Descanso y protección en todas sus actividades. Espuma de
polietileno con aditivo UV que, sirve para toda actividad física o recreativa que
desee, brindándole una adecuada y saludable amortiguación de sus músculos y/o
protección al mal olor por ser impermeable. Atributos: 100% impermeable por su
estructura de celda herméticamente cerrada, flexible, durable, liviano, fácil de
instalar, evita las filtraciones.
Flotalon: Espuma de polietileno, con forma
tabular que sirve como elemento de diversión y
relajación, en actividades de natación en
piscina y flotación en el mar, tanto
individualmente como para la familia.
1.3 Filosofía Estratégica
1.3.1 Misión
Crear el bienestar y valor, buscando continuamente la satisfacción de las
necesidades y las expectativas de nuestro mercado meta, mediante el desarrollo y
la comercialización de soluciones superiores de protección, contra impactos,
térmica y acústica en: empaque, embalaje, construcción o remodelación de
inmuebles, así como productos en el campo de protección para la comodidad y la
sana diversión.
Obtener lealtad hacia nuestras marcas y los máximos beneficios para nuestros
clientes, distribuidores, colaborados, proveedores socios es nuestro esfuerzo
continuo por mantener el liderazgo en el campo de la protección.
1.3.2 Valores
Para el cumplimiento de nuestra misión, nos comprometemos a inculcar y
profesar los siguientes valores que creemos firmemente que son los pilares de
nuestra estrategia y son nuestra clave del éxito. Calidad- Compromiso-
Comunicación efectiva- Credibilidad- Honestidad- Lealtad- Mejoramiento
continuo- Orientación al cliente- Responsabilidad- Trabajo en equipo.
1.3.3 Nuestro compromiso con la calidad
La pertenencia de la empresa, y por ende de sus empleados esta hoy en día
estrechamente ligada a la calidad del producto y a la forma en que ofrece, es decir
el servicio. Por esta razón la empresa se compromete a mantener un sistema de
calidad con base en la norma NTC ISO 9001 de 2000, asignado todos los recursos
disponibles, con el fin de garantizar el cumplimiento de los estándares de
producción para continuar en nuestro proceso de mejoramiento continuo para
satisfacción de los clientes, los cuales son nuestra principal razón de ser. Y
mejorando diariamente con los procesos de producción.
1.3.4 Nuestra política de calidad
Brindar la satisfacción al cliente, por medio de despachos oportunos de
productos de buena calidad, fabricados por empleados capacitados, respetando las
normas ambientales, a través de un proceso de mejoramiento continuo.
1.3.5 Procedimientos básicos para un sistema de gestión de calidad.
Control de documento - Control de registros – Auditorias – Productos no
conforme – Acciones correctivas – Acciones preventivas.
1.3.6 Procesos existentes en Polylon.
Para facilitar el entendimiento, implementación y mejoramiento de calidad.

Polylon S.A ha implementado un Sistema de Gestión de Calidad basados en
procesos, los cuales se encuentran identificados, documentados, implementados y
controlados con el fin de lograr los objetivos de calidad
CUADRO No. 2
PROCESOS EXIXTENTES EN LA EMPRESA POLYLON S.A
Procesos dirección Procesos producción Procesos operativos
Gerencia Ventas Compras gestión humana
Producción Administrativ y
financiero
Gestión de calidad Almacenamiento y
despacho
Mantenimiento
Satisfacción al cliente
Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison.
1.3.7 Infraestructura
Nuestro producto son producidos con materias primas de alta calidad y una real
disponibilidad de todos los otros componentes para la producción de espuma
de polietileno constamos con una planta de procedimientos tecnificada con
equipos y maquinarias modernas, nuestro personal esta perfectamente capacitado
para realizar sus funcione, disponemos de los últimos avances tecnológicos para
nuestra comunicación.
1.4 Descripción general del problema
POLYLON S.A. fomentará el enfoque preventivo, asegurándose de que las
instalaciones estén construidas, equipadas mantenidas y dirigidas de manera que
provean una adecuada protección a los Trabajadores y un ambiente progresista

mediante la capacitación y sistema de vigilancia epidemiológica ocupacional u
sistemas similares basada en el mapa de riesgo e inspecciones planificadas.
Investigar y analizar los accidentes, incidentes y enfermedades de trabajo; con
el propósito de identificar las causas que los originaron y adoptar acciones
correctivas preventivas tendientes a evitar la ocurrencia de hechos similares,
además de servir como fuente de insumo para desarrollar y difundir la
investigación y la creación de nueva tecnología.
POLYLON S.A. siempre mantendrá un adecuado sistema para:
• Dotar a sus trabajadores en función de los Riesgos, de equipos de Protección
Personal normalizada.
• Capacitación al personal.
• Prevenir, Proteger o Controlar condiciones inseguras de máquinas, equipos,
herramientas, instalaciones, etc, para prevenir una posible lesión en el
trabajador o un daño a la propiedad.
• Informar al trabajador sobre las normas y reglamentos vigentes del código de
trabajo.
1.5 Objetivos
Implantar un sistema de Seguridad Industrial e Higiene de Trabajo para los
empleados de POLYLON S.A, con el objetivo de minimizar los factores de riesgo
aplicando herramientas de Seguridad y Salud Ocupacional.
1.6 Objetivos Específicos
Informar al personal de la empresa sobre normas reglamentos de seguridad y
Salud de los trabajadores y mejoramiento del medio ambiente dado por el registro
N- 2393 Reglamentos general del seguro de riesgos del trabajo resolución N-741
del instituto ecuatoriano de seguridad social.
• Medir y evaluar los factores de riesgos que se pueden generar en cada una dde
las áreas de trabajo.
• Determinar medidas preventivas para proteger la seguridad y la salud de los
trabajadores.
• Establecer como base, lineamientos legales, administrativos y técnicos para
administrar en forma efectiva la Seguridad Total de la empresa.
1.7 Justificativos
La Seguridad e Higiene de trabajo es de vital importancia para q una empresa
pueda desempeñar sus funciones con normalidad.
• Al disminuir los factores de riesgos y así mejorar las condiciones de trabajo y
de ambiente, la empresa mejorara su producción disminuyendo sus costos por
incapacidad y ausentismo, y el trabajador estará mas seguro realizando su
labor.
• La importancia de este trabajo es hacer ver a la empresa q los trabajadores son
el activo más importante y hay q brindarle el cuidado hacia ellos para que
obtenga un bienestar saludable con todas las personas q los rodean, mediante el
mejoramiento continuo en lo que se refiere a Seguridad e Higiene Industrial.
1.8 Delimitación de la Investigación
Nuestra obligación mostrarles a los trabajadores los peligros existentes que
existen dentro de la empresa.
Unos de los peligros está en la extrusora 130mm al momento de la fabricación
de la espuma de polietileno existen gases vapores ya que el gas es un material
directo en la fabricación esto hace a la espuma mantener su característica
adecuada.
Además utilizamos el Monosterato de Glicerilo, Talco. Nitrógeno, Uv,
Marterbaschet que son productos químicos peligrosos, existe peligros de
quemaduras, cortaduras, ergonomía etc.
En la maquina peletizadora su función es fundir la espuma para obtener un
peletizado que nos sirve como materia prima
para la fabricación del polietileno en esta área el operario está en constante calor.
En el área de refilado y el troquel existen peligro de cortes ya que en esta área
el operario está en constante uso con material cortante.
En el área de laminado y pegado existen riesgos de incendio ya q se utiliza
fuego para el pegado de los rollos, en el área de bodega existen riesgos físicos (por
el peso de los productos y materia prima y el polvo que existe dentro de la bodega)
1.9 Marco teórico
Como marco teórico nos basamos en la información que va a ser investigada en
internet esta información debe ser resumida y analizada, la información existente
que hay dentro de la empresa que puede estar en libros o por encuetas y preguntas
que se pueden ser a los operadores o supervisores con mas años de antigüedad
laborando dentro de la empresa.
1.9.1 Información empírica primaria
Los altos directivos de la empresa han visto de los problemas que existes dentro
de la empresa, entre los riesgos que se observan a primera vista están:
Como información empírica primaria tenemos que la empresa Polylon S.A no
cuenta con una Unidad de Seguridad Industrial e Higiene de Trabajo, por lo cual
los trabajadores laboran sin supervisión entre los principales problemas tenemos:
El personal trabaja 12 horas al día en turnos rotativos (07:00 am a 19:00pm –
19:00 pm a 07:00 am) tenemos:
Con la investigación, el beneficiario va a ser la empresa en la índole ya que se
libraría de indemnización ´por enfermedades profesionales. También el
beneficiario directo va a ser los trabajadores ya que se estaría cuidando su salud y

que tengan una vida saludable durante muchos años ya que el gas licuado de
petróleo que utiliza la empresa para la fabricación de sus productos es totalmente
perjudicial para la salud del trabajador. Reglamentos de seguridad y salud de los
trabajadores y mejoramiento del medio ambiente dado por el registro N- 2393,
reglamentos general del seguro de riesgos del trabajo resolución N-741 del
instituto ecuatoriano de seguridad social.
1.9.2 Información empírica secundaria
Los accidentes y enfermedades que se pueden atribuir al trabajador pueden
tener efectos negativos en el estado de ánimo de los empleados, creando
desmotivación e insatisfacción.
1.9.3 Marco Legal
.
Política de Seguridad Total: POLYLON S.A. establece que todo sistema o
proceso de trabajo hacia el interior y exterior de la planta respectivamente, se
realice dentro de las mejores condiciones de Seguridad Integral, Salud
Ocupacional y Seguridad Ambiental (Seguridad Total), de tal manera que al
desarrollarse una actividad u operación se considere primordialmente la protección
de su recurso humano.
También considera de vital importancia, a más de salvaguardar la vida, salud e
integridad física de los trabajadores y terceros, proteger los recursos técnicos y
materiales como máquinas, equipos, instalaciones, etc, por lo que estimulará y
apoyará las iniciativas y sugerencias que se formulen sobre Prevención de Riesgos,
dentro de un marco de Control Total de Pérdidas, Mejoramiento Continuo y
Excelencia Laboral.
Objetivos de la política de Seguridad:
Cumplir con el articulo No. 434 del Código de Trabajo Vigente y demás Leyes
del estado ecuatoriano en Seguridad Total.

Dar a conocer a todos los empleados (incluido el personal de ventas) al servicio
de POLYLON S.A. tanto los reglas básicas para la prevención de accidentes y los
de enfermedades ocupacionales.
Dar a conocer a los empleados de Polylon S.A. (incluido el personal de ventas)
y terceros las políticas y reglas básicas para la prevención de accidentes de
recursos materiales como son máquinas, equipos, instalaciones, propiedades de la
empresa, etc.
Establecer como base, lineamientos legales, administrativos y técnicos para
administrar en forma efectiva la Seguridad Total de POLYLON S.A.
Ayudar a garantizar condiciones seguras de trabajo, salvaguardando la
integridad de los trabajadores y de los Recursos Humanos, Técnicos y Materiales
de POLYLON S.A.
POLYLON S.A. con el objeto de prevenir todo tipo de accidentes en general,
que pudieran afectar a sus Recursos Humanos, Técnicos y Materiales.
Cumplir con las leyes del Estado Ecuatoriano como son:
• El registro oficial # 565, decreto 2393.
• El registro oficial # 83, decreto 0220.
• El reglamento de Seguridad e Higiene del trabajo del IESS.
• Reglamento para en funcionamiento de Servicios Médicos de la empresa.
• Código de trabajo vigente.
• Leyes de protección Ambiental y demás que hubieran.
Es obligación de La empresa para prevenir los riesgos de accidentes del
elemento humano, aplicar medidas y normas de Seguridad Total respetando
siempre el siguiente orden de actuación:
La Fuente
Medio de Transmisión (Ambiente)
El Trabajador
Los empresarios

Todos los que la integran
1.9.4 Metodología
La investigación se realiza aplicando entrevistas a los directores y empleados
de la empresa para conocer sus conocimientos del tema de la Seguridad e Higiene
Industrial y saber los problemas que afectan los procesos de producción.
Podemos detallar los actos y condiciones inseguras del trabajo que existen en
Polylon S.A, así como también se evalúa los diferentes tipos de riesgos a
considerar y las condiciones de seguridad existen en el área de trabajo para
precautelar la integridad física de los trabajadores y mejorar el nivel de trabajo en
cada una de las áreas.
Y para ello tenemos que usar la siguiente metodología:
Investigar los riesgos en los diferentes puestos de trabajo. Estos son los de
información directa, es decir preguntar a los obreros en cada uno de los puestos de
trabajo las condiciones de trabajo en que desempeña su labor diariamente.
A través de un diagrama Causa-Efecto, se determinaran las causas de las
posibles no conformidades y el Análisis y Diagrama de Paretto permitirán sugerir
cual es problema principal a ser solucionado.
Elaborar cuadros estadísticos de accidentabilidad fatales, graves o leves que
han ocurrido en la Empresa.
1.9.5 Método de William Fine
Identificación de factores de riesgos. Como primer paso para el
establecimiento del diagnostico de condiciones de trabajo, se procede a su
identificación mediante el recorrido por las instalaciones. Se utilizan formatos
como instrumento para recolección de la información, el cual incluye los
siguientes aspectos:

Como primer paso para el establecimiento del diagnostico de condiciones de
trabajo, se procede a su identificación mediante el recorrido por las instalaciones.
Se utilizan formatos como instrumento para recolección de la información, el cual
incluye los siguientes aspectos:
Área: Ubicación del área o sitio de trabajo donde se están identificando las
condiciones de trabajo.
Fuente: Condiciones que está generando el factor de riesgo. - Efecto: Posible
efecto que el factor de riesgo puede generar a nivel de la salud del trabajador, el
ambiente, el proceso, los equipos, etc.
Número: De personas expuestas al factor de riesgo. Tiempo de exposición al
factor de riesgo.
Valoración de los factores de riesgos: El segundo paso para completar el
diagnostico de diagnostico de trabajo es la valoración cualitativa cuantifica de cada
una de los factores de riesgo identificados; esta evolución permite jerarquizarlos.
Grado de Peligrosidad. (GP)
La fórmula del grado de Peligrosidad es la siguiente:
Grado de Peligrosidad = Consecuencia x Exposición x Probabilidad
Probabilidad: Se entiende como grado de inminencia a rareza de ocurrencia
del daño y sus consecuencias. Dada la presencia del factor de riesgo se mide con
una escala de valores de 10 (inminente) hasta 1 (prácticamente imposible). Esta
asignación de valores se basa en la experiencia, en condiciones similares en otras
partes y en la misma empresa analizada objetivamente.

CUADRO No. 3
TABLA DE PROBABILIDADES
SITUCION VALORACION
Es el resultado más probable y esperado si la situación
de riesgo tiene lugar. 10
Es completamente posible, nada extraño. Tiene una
probabilidad de actualización del 20%. 7
Sería una coincidencia rara. Tiene una probabilidad
de actualización del 20%. 4
Nuca ha sucedido en muchos años de exposición al
riesgo pero es concebible. Probabilidad del 5%. 1
Fuente: Internet Elaborado por: Pillasagua Moreira Tyrone Edison. Exposición (E).- Se define como la frecuencia con que los trabajadores o la
estructura entra en contacto con el factor de riesgo y se mide con una escala de
valores entre 10 y 1. La valorización puede ser como se indica a continuación.
CUADRO No. 4
TABLA DE EXPOSICION
SITUCION TIEMPO DE EXPOSICION VALORIZACION
Exposición continua Muchas veces al día 10
Exposición frecuente Aproximadamente 1 vez por dio. 6
Exposición ocasional 1 vez por semana o 1 vez por mes 2
Exposición renovantemente posible
No se sabe que ha ocurrido, pero se considera remota.
1
Fuente: Internet Elaborado por: Pillasagua Moreira Tyrone Edison.

Consecuencia (c).- Se define como el resultado (efecto) más probable debido
al factor de riesgo en consideración, incluyendo datos personales y materiales.
CUADRO No. 5
TABLA DE CONSECUENCIA
CONSECUENCIA MAGNITUD VALORIZACION
Muerte grandes daños Desde USD 100,000 grandes daños a la producción. 10
Lesiones graves, amputaciones. Daños entre USD 1,000-100,000 6
Lesiones con incapacidad temporal. Daños hasta USD 1,000 1
Pequeñas heridas, contusiones, golpes. Menor USD 1,000 1
Fuente: Internet Elaborado por: Pillasagua Moreira Tyrone Edison. Con base a los valores numéricos que se obtendrán como resultado del cálculo
de la magnitud del riesgo, para efecto de este método, los resultados pueden
interpretarse como el grado de peligrosidad (GP) y ser expresado de la siguiente
manera.
CUADRO No. 6
TABLA DE GRADO DE PELIGROSIDAD
GRADO DE PELIGROSIDAD INTERPRETACION
Entre 1 a 300 Grado de peligrosidad bajo
Entre 301 a 600 Grado de peligrosidad medio
Entre 601 a 1000 Grado de peligrosidad alto Fuente: Internet Elaborado por: Pillasagua Moreira Tyrone Edison.
También se debe calcular el factor de ponderación (FP), el cual resulta de la
relación entre el número de trabajadores expuesto al riesgo con el número total de
trabajadores de la organización, esta relación es representada en términos de
porcentaje. Porcentaje de expuesto.
Número de trabajadores Expuestos x 100
Número total de trabajadores
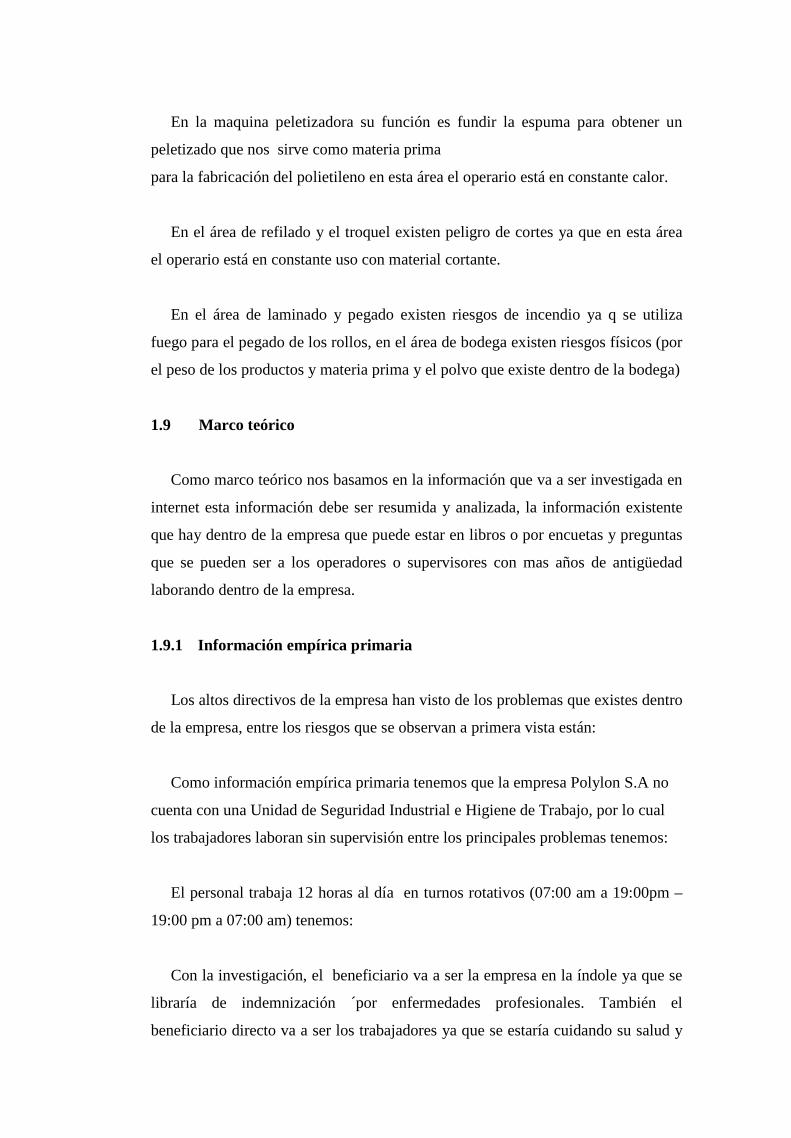
CUADRO No. 7
TABLA DE GRADO DE PONDERACION
PORCENTAJE DE EXPUESTO FACTOR DE PONDERACION
1-20% 1
21-40% 2
41-60% 3
61-80% 4
81 al 100% 5 Fuente: Internet Elaborado por: Pillasagua Moreira Tyrone Edison. Con los datos obtenidos hasta el momento, ahora se procede a calcular el grado
de repercusión (GR), que resulta del producto del grado de peligrosidad (GP) y del
factor de ponderación (FP). Este resultado viene de la siguiente interpretación:
CUADRO No. 8
TABLA DE GRADO DE REPERCISION
GRADO DE REPERCUSION INTERPRETACION
Entre 1 a 1500 Grado de repercusión bajo
Entre 1501-3000 Grado de repercusión medio
Entre 3001-5000 Grado de repercusión alto Fuente: Internet Elaborado por: Pillasagua Moreira Tyrone Edison.
1.9.6 Diagrama Causa- efecto (Espina de pescado/Diagrama de Ishikawa)
El diagrama causa-efecto (Espina de pescado) es una técnica grafica
ampliamente utilizada, que permite apreciar con claridad las relaciones entre un
tema o problema y las posibles causas que pueden estar contribuyendo para que el
ocurra. Construido con la apariencia de una espina de pescado, esta herramienta

fue aplicada por primera vez en 1953, en el Japón, por el profesor de la
Universidad de Tokio, Kaoru Ishikawa, para sintetizar las opiniones de los
ingenieros de una fábrica, cuando discutían problemas de calidad.
Se usa para:
• Visualizar en equipo, las causas principales y secundarias de un problema.
• Ampliar. la visión de las posibles causas de un problema, enriqueciendo su
análisis y la identificación de soluciones.
• Analizar procesos en búsqueda de mejoras.
• Conduce a modificar procedimientos, métodos, costumbres, actitudes
• Educa sobre la comprensión de un problema
• Sirve de agua objetiva para la discusión y la motiva.
• Muestra el nivel de conocimientos técnicos que existe en la empresa sobre un
determinado problema.
• Prevé los problemas de ayuda y controlarlos, no solo al final, sino durante
cada etapa de proceso.
• No basta con decir "trabajen más", "esfuércense" Hay que señalar pasos, y
valorar las causas de los problemas. Ordenarlas para poder tratarla.

CAPÍTULO II
SITUACIÓN ACTUAL
2.1 Situación actual
Polylon S.A. garantiza que toda nuestra línea de productos cumple con las
especificaciones mencionadas a continuación y que las respectivas mediciones son
realizadas con los equipos apropiados para tal efecto y cumpliendo con los
parámetros establecidos en nuestro Sistema de Gestión de la Calidad.
La empresa actualmente no se siente afectada con sus maquinas ya que cuenta
con un programa de mantenimiento.
Actualmente Polylon esta posicionada entre las principales empresas
productoras de espuma de polietileno a nivel nacional, su aceptación y popularidad
se debe a la alta calidad de sus productos a precios competitivos.
2.2 Recursos productivos
Polylon S.A cuenta con una planta de producción equipada con equipos y
maquinas de tecnología de punta para la producción de nuestra gama de productos.
Se beneficia de ordenadores de punta, dispositivos de comunicación, servicio
de redes y un mobiliario cómodo y funcional para los requerimientos actuales
empresariales.

Nos preocupamos por mejorar la calidad de vida de nuestros empleados y de
nuestros vecinos a nuestras Plantas, procurando que esta calidad de vida sea la
misma en las futuras generaciones de Ecuador.
2.3 Presentación de la compañía
POLYLON S.A. – ECUADOR es una de las principales industriales del
plástico y comercializadores del país. Está conformado por personas trabajadoras,
honestas y responsables, comprometidas con reflejar los valores de la empresa.
POLYLON trabaja con la misma mística con la que se desarrolla todo el
Grupo de manera internacional. Realizamos nuestras actividades en todo el país,
dando empleo directo a los ecuatorianos.
2.4 Recursos de Polylon
CUADRO No. 9
RECURSOS DE POLYLON
Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison.
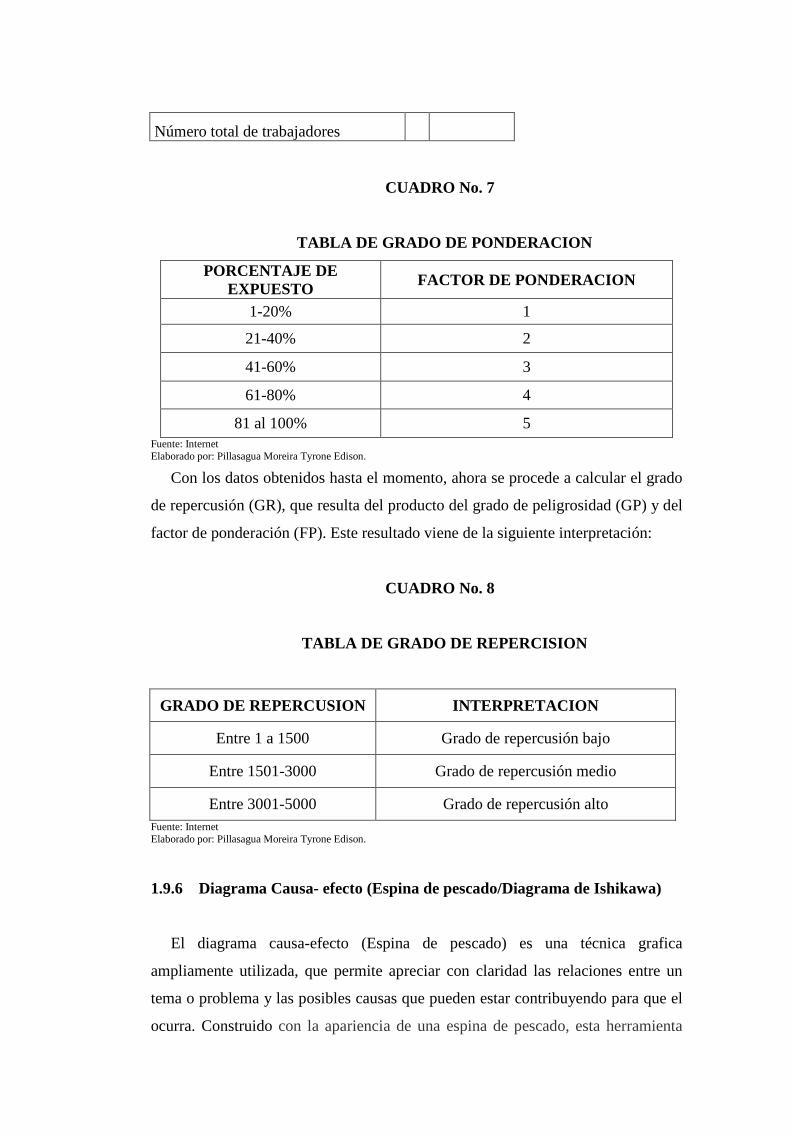
2.5 Organización, responsabilidad y autoridad
La empresa ha definido un organigrama para establecer las relaciones de
jerarquía y dependencia, adicionalmente ha definido una matriz de autoridad y
responsabilidad con el fin de establecer las relaciones de autoridad,
responsabilidad e interacción, entre los procesos y los cargos de la organización.
CUADRO No. 10
ORGANIGRAMA DE POLYLON S.A
Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison.
2.6 Procesos principales
• Gerencia: Proceso liderado por el Presidente, enfocado básicamente en la
planeación de las actividades para la operación del Sistema de Gestión de la
Calidad, así como la mejora continua de la eficacia, estableciendo y
comunicando la Política, los Objetivos de Calidad, la Misión y la Visión de la
empresa, asegurando la disponibilidad de los recursos, estableciendo los
medios oficiales de comunicación y llevando a cabo periódicamente Revisiones
Gerenciales.
• Comercial: Proceso liderado por el Gerente Comercial, la función básica del
proceso es asegurar que se definan, acuerden, revisen y transmitan los
requisitos del cliente y del producto, de esta manera la organización verifica si
tiene la capacidad para cumplir dichos requisitos.
• Producción: Proceso liderado por el Gerente de Producción, su función es
básicamente ejecutar las actividades necesarias para la transformación de los
recursos con el fin de obtener oportunamente los diferentes productos,
cumpliendo con las especificaciones establecidas en el Sistema de Calidad.
• Despachos y facturación: Proceso liderado por el Gerente de Producción, el
cual tiene como objetivo que se despache y facture oportunamente el producto
al cliente, buscando la optimización de los recursos utilizados.
• Compras: Proceso liderado por el Gerente de Producción, el cual permite
garantizar la disponibilidad de los recursos necesarios que permitan una
operación oportuna y eficaz, además asegura que los productos y servicios que
se adquieren cumplen con los requisitos de compras especificados previamente.
• Auditorias: Proceso liderado por el Auditor Principal, el cual busca garantizar
que el Sistema de Calidad es conforme con lo establecido por la empresa, sigue
los lineamientos de la norma NTC ISO 9001: 2000, esté implementado y se
mantenga actualizado y en continuo mejoramiento.
• Mantenimiento: Proceso liderado por el Gerente de Producción, su función
básica es asegurar que el plan de mantenimiento de las máquinas necesaria
para el desarrollo de la actividad económica de la empresa se lleven a cabo de
a cuerdo a la programación establecida, además garantizar que se controle y
verifique el estado físico de la bodegas.

• Sistema de información: Proceso liderado por el Revisor Fiscal, su función
básica es garantizar la estabilidad y el buen funcionamiento tanto del software
como del hardware que inciden directamente en la calidad asegurando que los
usuarios puedan acceder a estos de forma rápida y segura.
• Gestión humana: Proceso liderado por la Jefe de Calidad, el proceso tiene por
objetivo proveer y mantener personal calificado con base en la formación,
educación, habilidades y experiencia apropiada para la realización de los
diferentes procesos de la empresa, además de velar por el cumplimiento del
plan de capacitación y entrenamiento.
2.7 Procesos de producción
• Procedimiento de planeación y programación de la producción.
Objetivo: Garantizar la producción oportuna de acuerdo con los pedidos de
nuestros clientes a través de una adecuada programación y planeación de la
producción.
Alcance y limitación: El Proceso de producción está basado por el método
Producción por Trabajo o bajo pedido.
Es el utilizado por la empresa que produce solamente después de haber recibido
pedido de sus productos por partes de sus clientes. Sólo después de la orden de
pedido de un determinado producto, la empresa lo elabora. En primer lugar, el

producto se ofrece al mercado. Cuando se recibe la orden de pedido, de la
cotización ofrecida al cliente.
Alcance: Surge de la orden de pedido, la orden de fabricación del producto.
Este análisis de trabajo involucra: Una lista de todos los materiales necesarios
para hacer el trabajo encomendado. Una relación completa del trabajo a realizar,
dividido en número de horas para cada tipo de trabajo especializado.
Un plan detallado de secuencia cronológica, que indique cuando deberá trabajar
cada tipo de mano de obra y cuándo cada tipo de material deberá estar disponible
para poder ser utilizado. Es el sistema en el cual la producción se hace por
unidades, cada producto a su tiempo lo cual se modifica a medida que se realiza el
Trabajo.
Las características esenciales del control de la producción por proyectos
parecen ser: - definición clara de los objetivos – acuerdo sobre resultados
cuantificables a intervalos especificados.
Desarrollo.
Paso Actividades Responsable
1 Se recibe por parte del cliente la orden de pedido. Asistente d ventas
2 Una vez recibida la orden de pedido se verifica los
datos registrados en ella.
Asistente de
Ventas
3 Se procede a elaborar la orden de fabricación con
los datos registrados en la orden de pedido
Programador de
Producción
4 Una vez elabora orden de fabricación con los datos
emitidos por la orden de pedido.
Programador de
Producción

Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison. • Procedimiento proceso y finalización de la operación de Extrusión.
Objetivo: Normar las actividades para la operación de extrusión.
AAllccaannccee yy lliimmiittaacciióónn:: OOppeerraaddoorreess de extrusión 1 (Extrusora 130 mm) – 2
(Extrusora 65 mm)
EEqquuiippooss ddee pprrootteecccciióónn:: -- mmaassccaarriillllaa ddee 22 ffiillttrrooss –– gguuaannttaass ddee llaannaa –– ttaappoonneess
aauuddiittiivvooss –– ggaaffaass..
Definición: Poliolefina: denomina poliolefina a todo aquel polímero obtenido
mediante la polimerización de olefinas. El término IUPAC para olefina es
"alqueno", por lo cual a las polielefanas también se les puede denominar
polialquenos.)
EEnnttrree llooss poliolefinas se incluyen, entre otros, los siguientes productos:
Polietileno de baja densidad (PEBD o LDPE), formado a partir de etileno a muy
alta presión.
TTiippooss ddee PPoolliieettiilleennoo:: En general hay dos tipos de polietileno:
De baja densidad (LDPE): El de baja densidad tiene una estructura de cadena
enramada, mientras que el polietileno de alta densidad tiene esencialmente una
5 El programador de la producción le entrega la
orden de fabricación al jefe de planta
Programador de
Producción/ Jefe
6 Se procede a la entrega de la orden de fabricación
al operario que va elaborar el producto.
Jefe de planta y
supervisores
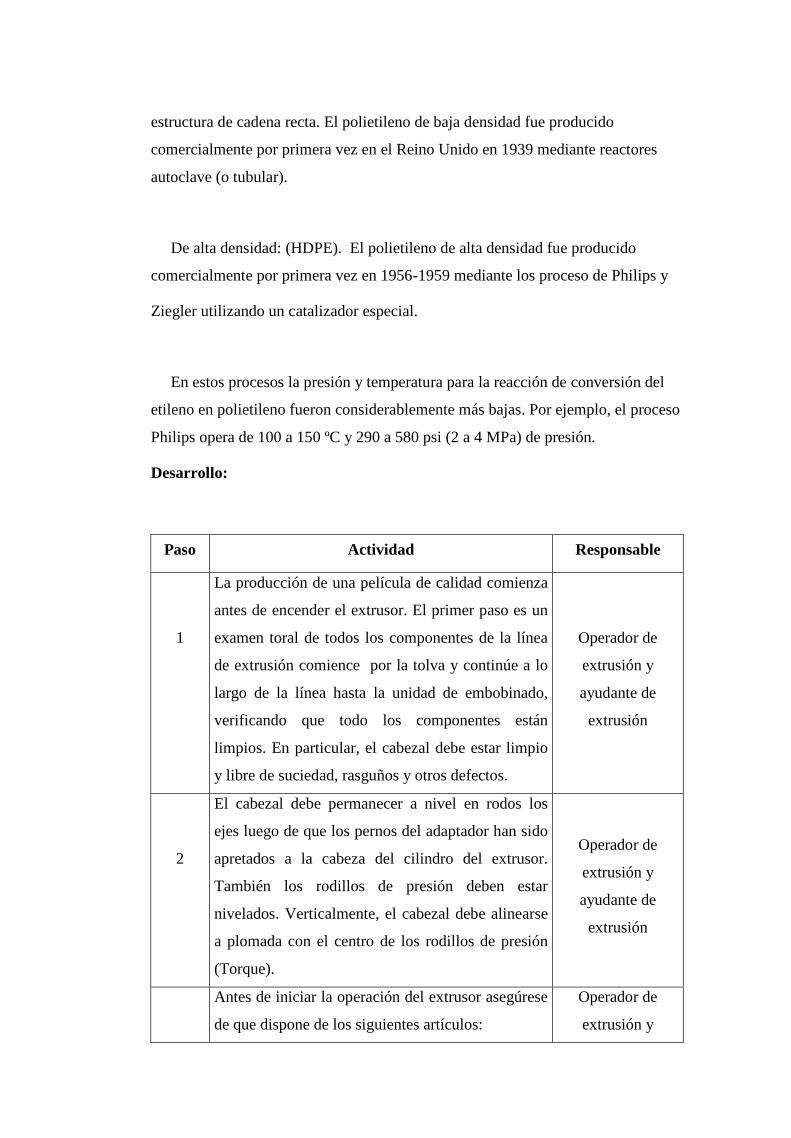
estructura de cadena recta. El polietileno de baja densidad fue producido
comercialmente por primera vez en el Reino Unido en 1939 mediante reactores
autoclave (o tubular).
De alta densidad: (HDPE). El polietileno de alta densidad fue producido
comercialmente por primera vez en 1956-1959 mediante los proceso de Philips y
Ziegler utilizando un catalizador especial.
En estos procesos la presión y temperatura para la reacción de conversión del
etileno en polietileno fueron considerablemente más bajas. Por ejemplo, el proceso
Philips opera de 100 a 150 ºC y 290 a 580 psi (2 a 4 MPa) de presión.
Desarrollo:
Paso Actividad Responsable
1
La producción de una película de calidad comienza
antes de encender el extrusor. El primer paso es un
examen toral de todos los componentes de la línea
de extrusión comience por la tolva y continúe a lo
largo de la línea hasta la unidad de embobinado,
verificando que todo los componentes están
limpios. En particular, el cabezal debe estar limpio
y libre de suciedad, rasguños y otros defectos.
Operador de
extrusión y
ayudante de
extrusión
2
El cabezal debe permanecer a nivel en rodos los
ejes luego de que los pernos del adaptador han sido
apretados a la cabeza del cilindro del extrusor.
También los rodillos de presión deben estar
nivelados. Verticalmente, el cabezal debe alinearse
a plomada con el centro de los rodillos de presión
(Torque).
Operador de
extrusión y
ayudante de
extrusión
Antes de iniciar la operación del extrusor asegúrese
de que dispone de los siguientes artículos:
Operador de
extrusión y

3 • Gafas de seguridad para todos los que
participan en el arranque.
(continuación)
ayudante de
extrusión
4
• Guantes holgados para trabajo pesado.
• Un recipiente grande de metal para recoger la
masa fundida que se produce durante el
arranque
• Herramientas de suave ( espátula de bronce)
para la remoción de plástico endurecido del
área del cabezal
• Un cuchillo filo, que se usa para cortar la
película en los rollos.
• Revise los contactos de desconexión de
emergencia y la instrumentación.
Operador de
extrusión y
ayudante de
extrusión
5
Los procedimientos de arranque y parada que se
indican en el Procedimiento de Trazabilidad de la
extrusión 130 mm P-PRO-002 y Trazabilidad de la
extrusión 65 mm P-PRO-008.
Operador de
extrusión y
ayudante de
extrusión
6
Antes de arrancar, revise que todos los dispositivos
de seguridad estén en su lugar y en buen
funcionamiento.
Operador de
extrusión y
ayudante de
extrusión
8
Camine alredor de la máquina para cerciorarse que
no haya obstrucciones que impidan el movimiento,
ni personas que estén trabajan cerca de la línea de
producción.
Operador de
extrusión y
ayudante de
extrusión
9
El primer paso al arrancar un extrusor es encender
todos los calentadores. No siga adelante mientras
los calentadores no hayan alcanzado las
temperaturas deseadas.
Operador de
extrusión y
ayudante de
extrusión

10
Arranque el motor del extrusor a la velocidad mas
baja. Revise que la compuerta de entrada de tolva
de alimentación esta cerrada.
Operador de
extrusión y
ayudante de
extrusión
11
Cuando gire el tornillo, abra la compuerta de la
tolva de alimentación para permitir el paso de
pequeñas cantidad de gránulos de resinas que caen
sobre el canal del tornillo.
Operador de
extrusión y
ayudante de
extrusión
12
Continué el ajuste (abrir y cerrar) de tolva de
alimentación hasta que el extrusor bombee bien y la
carga se mantenga muy regular.
Operador de
extrusión y
ayudante de
extrusión
13
Corte la alimentación hacia el tornillo y deje que
este se purgue hasta que la masa fundida que salga
del cabezal sea consistente.
Operador de
extrusión y
ayudante de
extrusión
14
Ajuste la velocidad del tornillo a la necesaria para
el material en proceso. Haga ajustes preliminares
de la abertura del cabezal de acuerdo con la
observación de la masa fundida caliente que sale
del cabezal.
Operador de
extrusión y
ayudante de
extrusión
15
Simplemente haga más angosta la abertura en el
lado donde se acumule masa más rápidamente o
aumente la abertura donde la acumulación sea
menor o haga ambos ajustes a la vez.
Operador de
extrusión y
ayudante de
extrusión
16
En la extrusión de película soplada, especialmente
en los cabezales de diseño antiguo, de alimentación
lateral, una abertura uniforme no necesariamente
produce película de espesor uniforme.
Operador de
extrusión y
ayudante de
extrusión
17 La presión de la masa sobre el pasador del cabezal
durante la extrusión puede sacar al pasador y dejar
Operador de
extrusión y

Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison.
• Procedimiento de extrusión 130mm
Objetivo: Mantener información sobre datos específicos de esta actividad
(Extrusión) con el fin de garantizar la recuperación e identificación de
información. Cuando se requiera.
AAllccaannccee yy lliimmiittaacciióónn:: EEttaappaa de Extrusión donde desarrolla la película de
polietileno baja densidad de cerrada en el proceso de producción.
Polietileno baja densidad LDPE y polietileno baja densidad lineal LLDPE.-
Este polietileno de Baja Densidad es un polímero de la familia de los polímeros
que pase mas resine para extrusión.
18
Esto produce abultamientos en el lado de
alimentación. Por esto, puede ser necesario fijar el
pasador ligiamente fuera del centro, hacia el
cilindro, para comprensar la presión desigual dentro
del cabezal. Los cambios en la velocidad del
tornillo o en la temperatura de la masa afectan la
presión sobre el pasador del cabezal y modifican la
abertura del cabezal.
Operador de
extrusión y
ayudante de
extrusión
19
Tenga cuidado de no apretar demasiado los pernos
que ajustan la abertura del cabezal pues este puede
dañarse. Todos los componentes del cabezal pues
este puede dañarse.
Operador de
extrusión y
ayudante de
extrusión
20
Rodos los componentes de cabezal deben tener
igual temperatura. Si la temperatura no es
uniforme, busque posibles fallas en los
calentadores o conexiones eléctricas defectuosas.
Operador de
extrusión y
ayudante de
extrusión
21 Todos los componentes del cabezal deben tener
igual temperatura. Si la temperatura no

olefínicos (como el Polipropileno), o de los Polietilenos. Es un
polímerotermoplástico conformado por unidades repetitivas de Etileno. Se designa
como LDPE (por sus siglas en inglés, LowDensityPolyethylene) o PEBD
(polietileno de baja densidad). Se obtiene a partir del etileno, sometiéndolo a altas
temperaturas y presión, en presencia de un catalizador de radicales libres y se
diferencia del de alta densidad porque el PEBD es mucho más ramificado.
Polietileno lineal de baja densidad.- se obtiene polimerizando el etileno con
un alqueno (especialmente 1-buteno) a baja presión, en disolución, suspensión o
fase gaseosa y en presencia de catalizadores. Se trata de un polímero con
ramificaciones muy cortas y uniformes que hacen que su temperatura de fusión y
su resistencia a la tracción y al agrietamiento sean superiores a las del polietileno
de baja densidad. Se utiliza en el recubrimiento de cables y en la fabricación de
objetos moldeados por extrusión o soplado.
La Extrusion de Polimeros es un proceso industrial, basado en el mismo
principio de la extrusión general, sin embargo la ingeniería de polímeros ha
desarrollado parámetros específicos para el plástico, de manera que se estudia este
proceso aparte de la extrusión de metales u otros materiales. polialquenos.)

El polímero fundido (o en estado ahulado) es forzado a pasar a través de un
Dado también llamado boquilla, por medio del empuje generado por la acción
giratoria de un husillo (tornillo de Arquímedes) que gira concéntricamente en una
cámara a temperaturas controladas llamada cañón, con una separación milimétrica
entre ambos elementos. El material polimérico es alimentado por medio de una
tolva en un extremo de la máquina y debido a la acción de empuje se funde, fluye
y mezcla en el cañón y se obtiene por el otro lado con un perfil geométrico
preestablecido.
EL DADO
Dado de extrusión para polímeros: El dado en el proceso de extrusión es
análogo al molde en el proceso de moldeo por inyección, a través del dado fluye el
polímero fuera del cañón de extrusión y gracias a éste toma el perfil deseado. El
dado se considera como un consumidor de presión, ya que al terminar el husillo la
presión es máxima, mientras que a la salida del dado la presión es igual a la
presión atmosférica.
La presión alta que experimenta el polímero antes del dado, ayuda a que el
proceso sea estable y continuo, sin embargo, el complejo diseño de los dados es
responsable de esta estabilidad en su mayor parte.
El perfil del dado suele ser diferente del perfil deseado en el producto final, esto
debido a la memoria que presentan los polímeros, esfuerzos residuales y
orientación del flujo resultado del arrastre por el husillo.
Existen dados para tubos, para láminas y perfiles de complicadas geometrías,
cada uno tiene características de diseño especiales que le permite al polímero
adquirir su forma final evitando los esfuerzos residuales en la medida de lo
posible. Los dados para extrui polímeros consideran la principal diferencia entre
materiales compuestos por macromoléculas y los de moléculas pequeñas, como
metales. Los metales permiten ser procesados con esquinas y ángulos estrechos, en
cambio los polímeros tienden a formar filos menos agudos debido a sus
características moleculares, por ello es más eficiente el diseño de una geometría
final con ángulos suaves o formas parabólicas e hiperbólicas.
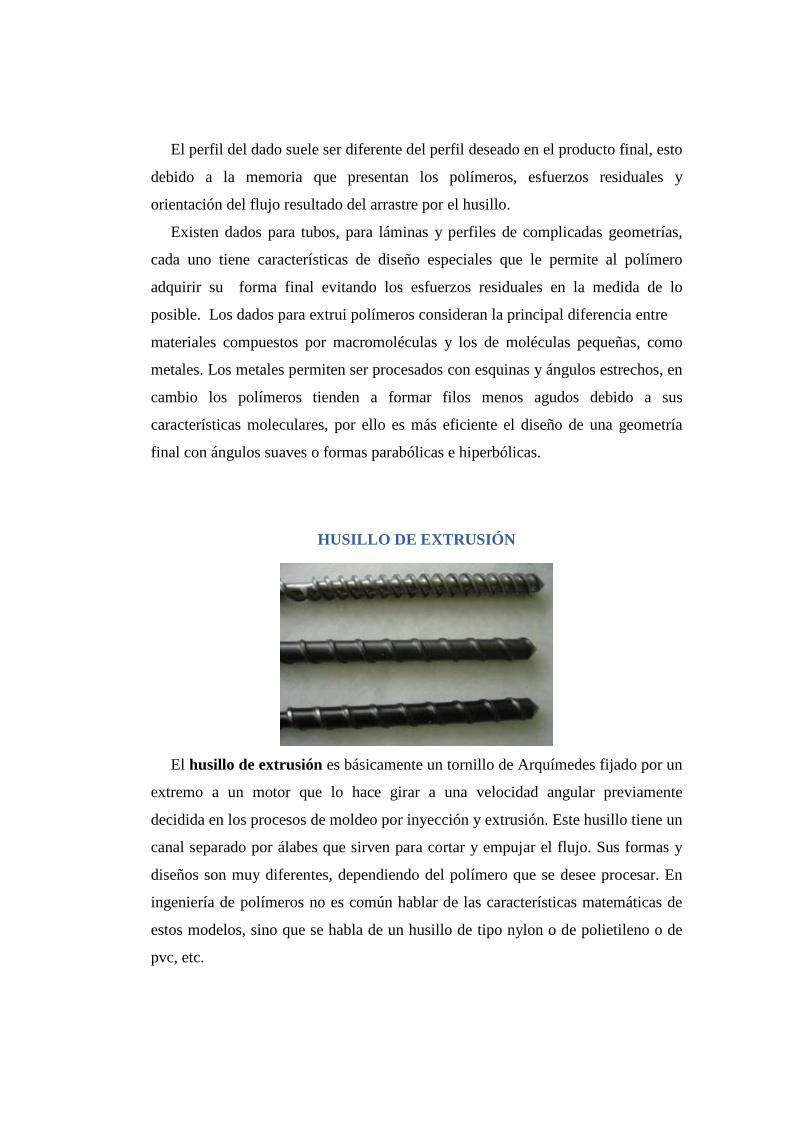
HUSILLO DE EXTRUSIÓN
El husillo de extrusión es básicamente un tornillo de Arquímedes fijado por un
extremo a un motor que lo hace girar a una velocidad angular previamente
decidida en los procesos de moldeo por inyección y extrusión. Este husillo tiene un
canal separado por álabes que sirven para cortar y empujar el flujo. Sus formas y
diseños son muy diferentes, dependiendo del polímero que se desee procesar. En
ingeniería de polímeros no es común hablar de las características matemáticas de
estos modelos, sino que se habla de un husillo de tipo nylon o de polietileno o de
pvc, etc.

Orientación y cristalización: Láminas o perfiles formados a la salida del dado
comienzan a disminuir su temperatura inmediatamente, en ese momento puede ser
que el extruido sea jalado, con esto se logra una mayor orientación longitudinal de
las moléculas, que se ordenan en la dirección que es aplicada la fuerza de
extensión.
A la salida del dado también comienza la cristalización, la cual puede ser
controlada de acuerdo con la extensión y la tasa de enfriamiento.
La cristalización puede aumentar por extensión gracias a rodillos que tiran del
material, esta fuerza causa que las moléculas se orienten en la dirección en que el
material es forzado y esta orientación incrementa el grado de cristalización y por lo
tanto el grado de resistencia del material. Esta técnica es utilizada típicamente en
extrusión de láminas, películas y fleje.
Principales problemas en coextrusion de láminas
Efecto encapsulamiento: Cuando se extruyen dos polímeros en forma de
lámina o película de un grosor muy pequeño en comparación con el ancho de la
misma, ocurre frecuentemente un problema de encapsulamiento debido a la
diferencia en viscosidades de los materiales implicados, el material de mayor
viscosidad tiende a fluir con menor rapidez que el de menor viscosidad y por ello
este segundo material "encapsula al primero", en un caso práctico no es
completamente encapsulado, sino que se obtiene una diferencia importante de
calibres de los materiales en el centro con respecto a las orillas.
Diferencias de calibre debido a problemas de ajuste del dado: Los dados
modernos tienen sistemas piezoeléctricos u otros sistemas mecánicos unidos a una
computadora que analiza las diferencias de calibre en línea. Una lámina extruida es
ajustada en el dado a un mismo calibre, sin embargo, el polímero tiende a
presionar este dado y a permitir un mayor flujo de material en el centro con
respecto a las orillas, esto debido al carácter viscoelástico de las macromoléculas.
Coloración en la extrusión: La coloración de los perfiles en extrusión, láminas
y películas tienen una problemática particular aunque similar a la coloración en
moldeo por inyección, la belleza de la parte, la identificación y las funciones
ópticas dependen de este proceso, básicamente existen tres formas de colorear un
polímero en extrusión. (1) Utilizar plástico del color que se necesita
(precoloreados) (2) Utilizar un plástico de color natural y mezclarlo con pigmento
en polvo o colorante líquido. (3) Utilizar un plástico de color natural y mezclarlo
con concentrado de color. La elección más barata y eficiente es el uso del
concentrado de color (en inglés Masterbatch)
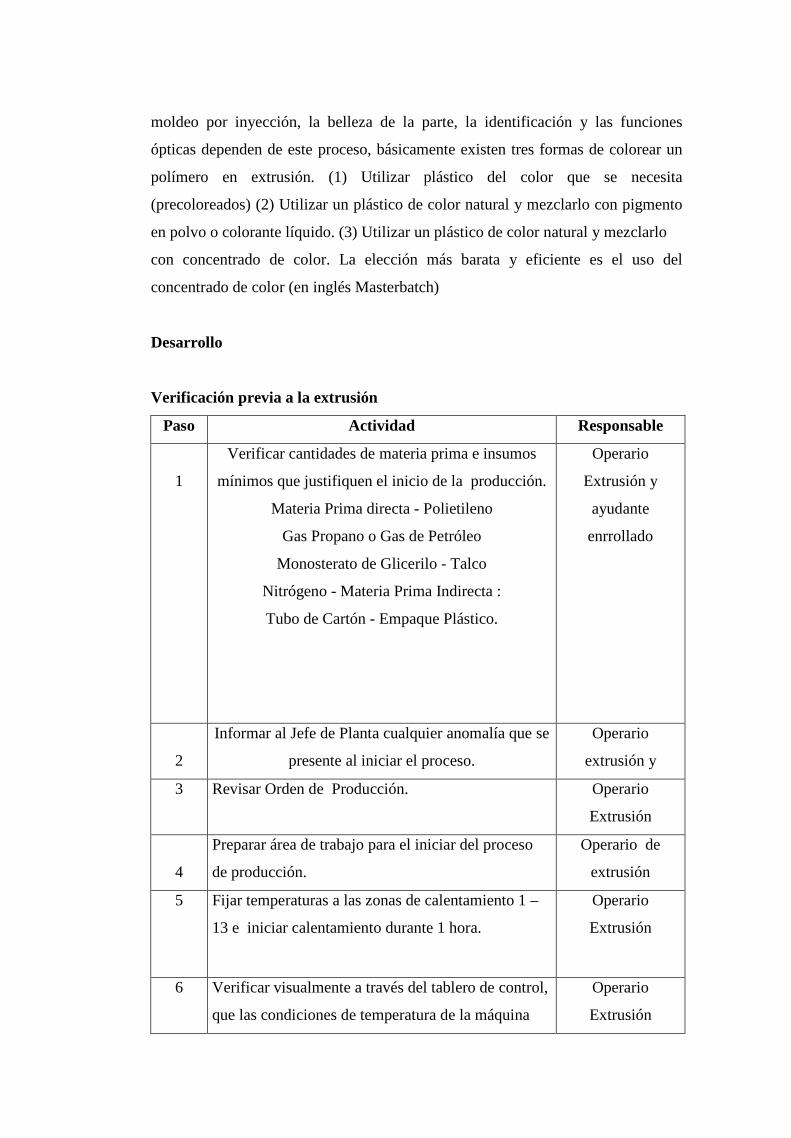
Desarrollo
Verificación previa a la extrusión
Paso Actividad Responsable
1
Verificar cantidades de materia prima e insumos
mínimos que justifiquen el inicio de la producción.
Materia Prima directa - Polietileno
Gas Propano o Gas de Petróleo
Monosterato de Glicerilo - Talco
Nitrógeno - Materia Prima Indirecta :
Tubo de Cartón - Empaque Plástico.
Operario
Extrusión y
ayudante
enrrollado
2
Informar al Jefe de Planta cualquier anomalía que se
presente al iniciar el proceso.
Operario
extrusión y
3 Revisar Orden de Producción. Operario
Extrusión
4
Preparar área de trabajo para el iniciar del proceso
de producción.
Operario de
extrusión
5 Fijar temperaturas a las zonas de calentamiento 1 –
13 e iniciar calentamiento durante 1 hora.
Operario
Extrusión
6 Verificar visualmente a través del tablero de control,
que las condiciones de temperatura de la máquina
Operario
Extrusión

sean las óptimas.
7 Apagar las zonas 6, 7 y 8 desde el tablero de control. Operario
Extrusión
8 Prefijar la zonas 8 desde el tablero de control. Operario
Extrusión
9 Encender motor principal Operario
Extrusión
Verificación durante el proceso de extrusión.
Paso Actividad Responsabilidad
10 Iniciar proceso de refrigeración (agua y torre de
enfriamiento)
Operario
Extrusión
11 Controlar presión zona 8 y temperatura zona 6, 7 y 8
(dado)
Operario de
extrusión
12 Lograr condiciones de presión interna establecidas e
ingresar gas, M1 y talco.
Operario
Extrusión
13 Verificar estabilización interna de presión y gas. Operario
Extrusión
14 Verificar visualmente la consistencia de la salida del
material.
Ayudante
Enrollado
15 Montar espuma a los rodillos de la enrolladora Ayudante
Enrollado
16 Realizar ajustes de temperatura, presión y velocidad
estabilizando el proceso de extrusión.
Operario
Extrusión
Verificación a la terminación del proceso extrusión
Paso Actividad Responsabilidad
17 Ubicar desperdicio (torta y rollos de inicio de Operario y

proceso) en el área de aglutinado. Ayudante
18 Verificar que el desperdicio producto del inicio del
proceso sea registrado correctamente en el
documento.
Operario y
Ayudante
19 Suspender el suministro de polietileno hacia la
tolva.
Operario
Extrusión
20 Esperar evacuación del material dentro de la camisa
o tornillo hasta zona de refrigeración.
Operario
Extrusión
21 Apagar, bomba torre de enfriamiento, bomba de
M1, bomba de gas, resistencias, ventilador del
mandril, motor del talco y compresor. Cerrar
entradas de agua.
Operario
Extrusión
22 Disminuir gradualmente velocidad del motor
principal y del motor del gas.
Operario
Extrusión
23 Apagar el motor principal Operario
Extrusión
24 Organizar área de Extrusión:
Limpiar y Ordenar el área y la máquina
Operario
Extrusión y
ayudante enrollado
25 Entregar movimiento del proceso al Jefe de Planta Operario
Extrusión
26 Revisar el correcto diligenciamiento de los formatos Jefe de Planta
27 Diligenciar el documento necesario Jefe de Planta
28 Archivar documentos Jefe de planta
Proceso de enrollado:
29 Revisar y registrar las mediciones realizadas en el
documento.
Operario extrusión
30 Informar al operario de extrusión cualquier
anomalía.
Ayudante
enrollado
SUPERLON
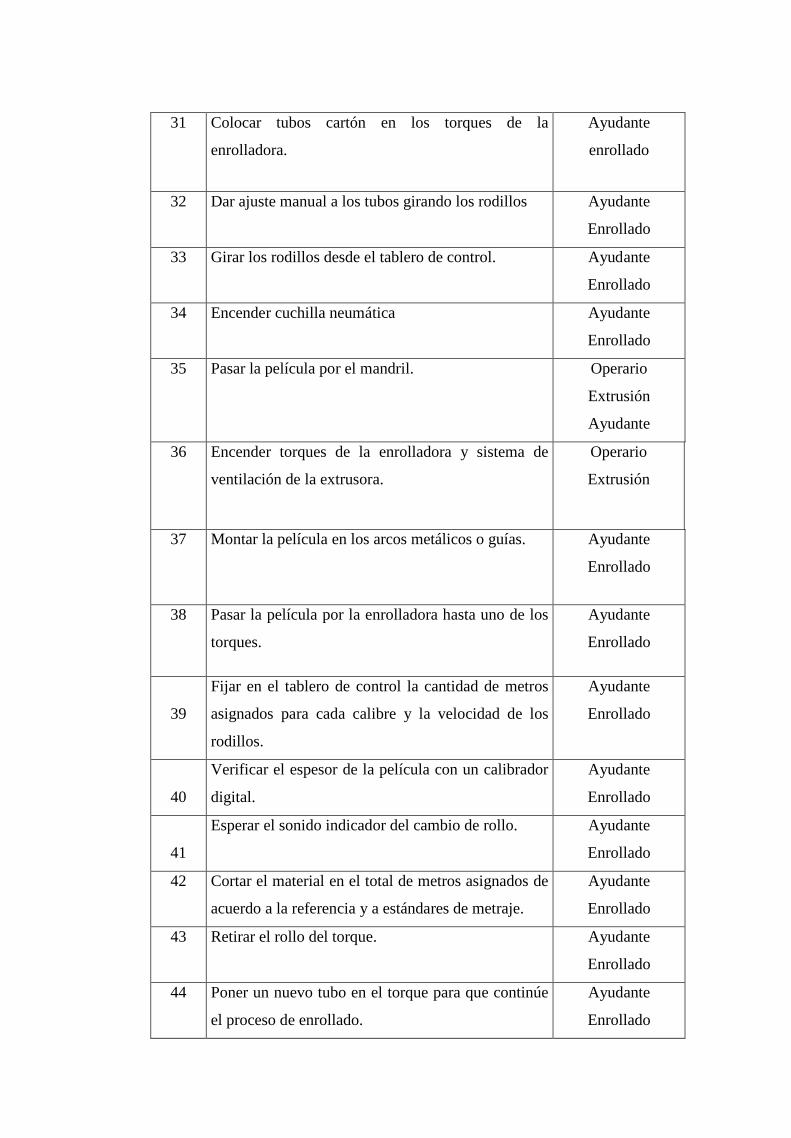
31 Colocar tubos cartón en los torques de la
enrolladora.
Ayudante
enrollado
32 Dar ajuste manual a los tubos girando los rodillos Ayudante
Enrollado
33 Girar los rodillos desde el tablero de control. Ayudante
Enrollado
34 Encender cuchilla neumática Ayudante
Enrollado
35 Pasar la película por el mandril.
Operario
Extrusión
Ayudante
36 Encender torques de la enrolladora y sistema de
ventilación de la extrusora.
Operario
Extrusión
37 Montar la película en los arcos metálicos o guías. Ayudante
Enrollado
38 Pasar la película por la enrolladora hasta uno de los
torques.
Ayudante
Enrollado
39
Fijar en el tablero de control la cantidad de metros
asignados para cada calibre y la velocidad de los
rodillos.
Ayudante
Enrollado
40
Verificar el espesor de la película con un calibrador
digital.
Ayudante
Enrollado
41
Esperar el sonido indicador del cambio de rollo. Ayudante
Enrollado
42 Cortar el material en el total de metros asignados de
acuerdo a la referencia y a estándares de metraje.
Ayudante
Enrollado
43 Retirar el rollo del torque. Ayudante
Enrollado
44 Poner un nuevo tubo en el torque para que continúe
el proceso de enrollado.
Ayudante
Enrollado

45 Informar al Operario Extrusión sobre cualquier
anomalía presentada durante el proceso.
Ayudante
Enrollado
47 Pesar el rollo en la báscula. Ayudante
48
Marcar el rollo en la esquina de acuerdo a la
simbología (referencia, cantidad, No. Lote, peso,
ancho, C producto conforme, NC. para no conforme
y el nombre del defecto) si es producto en proceso.
Ayudante
Enrollado
49 Registrar peso, referencia, longitud y estado. Ayudante
Enrollado
50 Diligenciar y ubicar el rollo, si es producto terminad Ayudante
51 Cortar el empaque a una longitud requerida según
el producto
Ayudante
Enrollado
Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison. • Procedimiento de cortado
52 Empacar todos los rollos en plástico transparente
impreso.
Ayudante
Enrollado
53 Ubicar en el área asignada el producto terminado y
producto en proceso.
Conforme o no conforme
Operario de
Extrusión
54
Ubicar en el área asignada el producto terminado y
producto en proceso. Conforme o no conforme.
Operario de
Extrusión
55
Suministrar la información del Reporte de Extrusion
Maquina 130 mm Al coordinador de despacho e
inventario para la elaboración de las etiquetas de
producto terminado.
Ayudante
Enrollado y
Operario
Extrusión
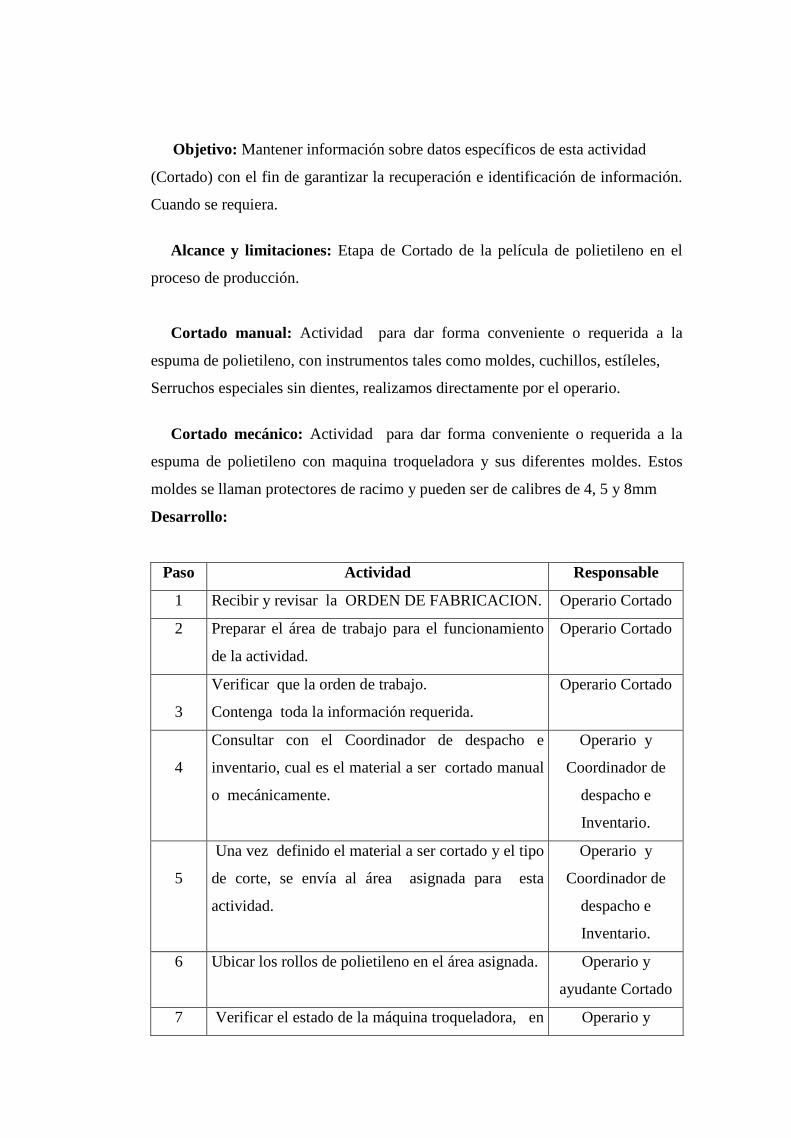
Objetivo: Mantener información sobre datos específicos de esta actividad
(Cortado) con el fin de garantizar la recuperación e identificación de información.
Cuando se requiera.
Alcance y limitaciones: Etapa de Cortado de la película de polietileno en el
proceso de producción.
Cortado manual: Actividad para dar forma conveniente o requerida a la
espuma de polietileno, con instrumentos tales como moldes, cuchillos, estíleles,
Serruchos especiales sin dientes, realizamos directamente por el operario.
Cortado mecánico: Actividad para dar forma conveniente o requerida a la
espuma de polietileno con maquina troqueladora y sus diferentes moldes. Estos
moldes se llaman protectores de racimo y pueden ser de calibres de 4, 5 y 8mm
Desarrollo:
Paso Actividad Responsable
1 Recibir y revisar la ORDEN DE FABRICACION. Operario Cortado
2 Preparar el área de trabajo para el funcionamiento
de la actividad.
Operario Cortado
3
Verificar que la orden de trabajo.
Contenga toda la información requerida.
Operario Cortado
4
Consultar con el Coordinador de despacho e
inventario, cual es el material a ser cortado manual
o mecánicamente.
Operario y
Coordinador de
despacho e
Inventario.
5
Una vez definido el material a ser cortado y el tipo
de corte, se envía al área asignada para esta
actividad.
Operario y
Coordinador de
despacho e
Inventario.
6 Ubicar los rollos de polietileno en el área asignada. Operario y
ayudante Cortado
7 Verificar el estado de la máquina troqueladora, en Operario y
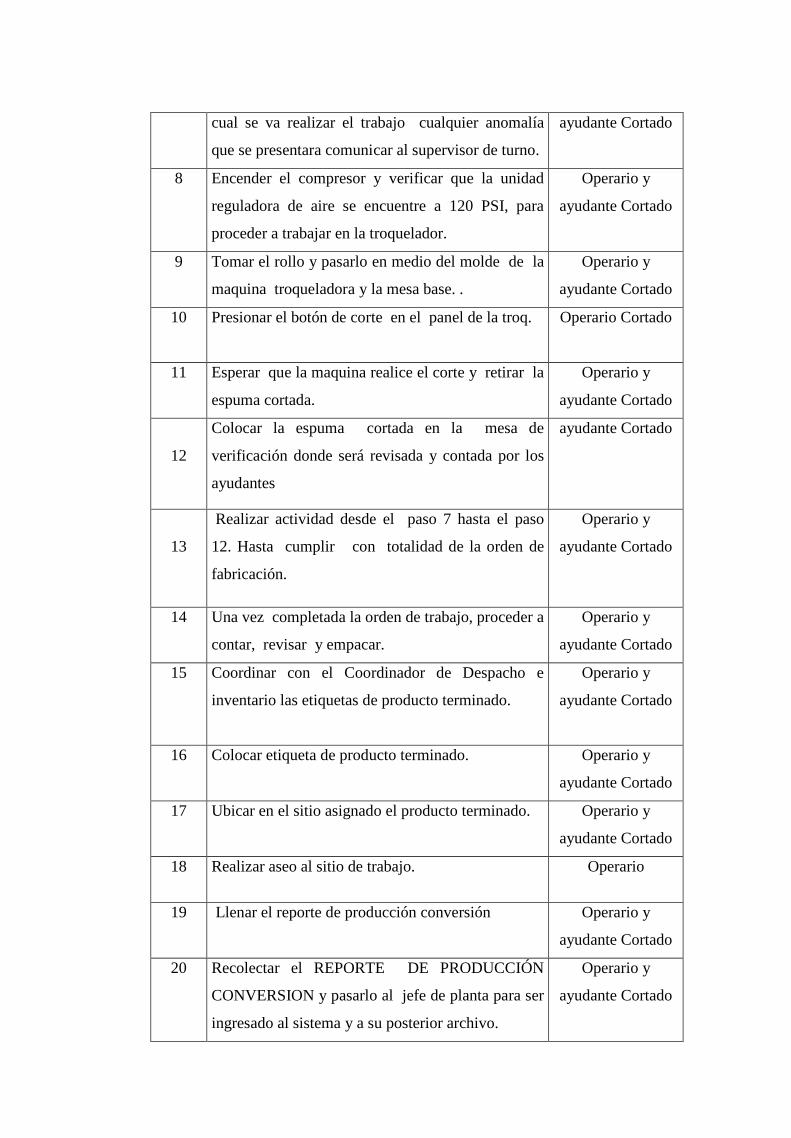
cual se va realizar el trabajo cualquier anomalía
que se presentara comunicar al supervisor de turno.
ayudante Cortado
8 Encender el compresor y verificar que la unidad
reguladora de aire se encuentre a 120 PSI, para
proceder a trabajar en la troquelador.
Operario y
ayudante Cortado
9 Tomar el rollo y pasarlo en medio del molde de la
maquina troqueladora y la mesa base. .
Operario y
ayudante Cortado
10 Presionar el botón de corte en el panel de la troq. Operario Cortado
11 Esperar que la maquina realice el corte y retirar la
espuma cortada.
Operario y
ayudante Cortado
12
Colocar la espuma cortada en la mesa de
verificación donde será revisada y contada por los
ayudantes
ayudante Cortado
13
Realizar actividad desde el paso 7 hasta el paso
12. Hasta cumplir con totalidad de la orden de
fabricación.
Operario y
ayudante Cortado
14 Una vez completada la orden de trabajo, proceder a
contar, revisar y empacar.
Operario y
ayudante Cortado
15 Coordinar con el Coordinador de Despacho e
inventario las etiquetas de producto terminado.
Operario y
ayudante Cortado
16 Colocar etiqueta de producto terminado. Operario y
ayudante Cortado
17 Ubicar en el sitio asignado el producto terminado. Operario y
ayudante Cortado
18 Realizar aseo al sitio de trabajo. Operario
19 Llenar el reporte de producción conversión Operario y
ayudante Cortado
20 Recolectar el REPORTE DE PRODUCCIÓN
CONVERSION y pasarlo al jefe de planta para ser
ingresado al sistema y a su posterior archivo.
Operario y
ayudante Cortado

21 Ubicar los rollos de polietileno en el área asignada. Operario y
ayudante Cortado
22 Preparar el área de trabajo con los moldes,
herramientas y los rollos
Operario y
ayudante Cortado
23 Realizar los cortes manuales según la solicitud de
la orden de trabajo.
Operario y
ayudante Cortado
24 Ubicar la película de polietileno sobre la mesa,
colocar el molde encima de la película de
polietileno y realizar corte con el instrumento
necesario.
Operario y
ayudante Cortado
25 Una vez completada la orden de fabricación,
proceder a contar, revisar y empacar.
Operario y
ayudante Cortado
26 Coordinar con el Coordinador de Despacho e
inventario las etiquetas de producto terminado.
Operario y
ayudante Cortado
27 Colocar etiqueta de producto terminado. Operario y
ayudante Cortado
28 Ubicar en el sitio asignado el producto terminado. Operario y
ayudante Cortado
29 Realizar aseo al sitio de trabajo. Operario ayudante
29 Realizar aseo al sitio de trabajo. Operario y
ayudante Cortado
30 Llenar el reporte de producción. Operario y
ayudante Cortado
31 Recolectar el reporte de producción y pasarlo al
jefe de planta para ser ingresado al sistema y a su
posterior archivo.
Operario y
ayudante Cortado
32 Este reporte debe ser revisado por el programador y
pasarlo al sistema SAY OPEN con todas sus
revisiones para que tal producto producido haya en
Programador

Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison. • Procedimiento de pegado
Objetivo: Mantener información sobre datos específicos de esta actividad
(Pegado) con el fin de garantizar la recuperación e identificación de información.
Cuando se requiera.
Alcance y limitaciones: Etapa de Pegado: donde se unen o se adhieren los
rollos de espuma de polietileno para obtener un nuevo calibre mayor del proceso
de producción.
Desarrollo:
• Verificación previa de pegado:
Paso Actividad Responsable
1 Revisar la orden de fabricación. Operario Pegado
2 Ubicar las cuchillas de corte a un ancho de 100 cm.
para producto terminado o el ancho requerido,
cuando sea para colchonetas
Operario pegado
3 Registrar condiciones iníciales de la máquina. Operario pegado
4 Verificar el sistema de gas, compresor. Operario pegado
5 Informar al asistente de mantenimiento cualquier
anomalía.
Operario pegado
6 Solicitar al coordinador de despacho e inventario
rollos que hayan cumplido la etapa de maduración a
la zona de pegado.
Operario pegado
y Ayudante
7 Iniciar el proceso de pegado teniendo en cuenta los
estándares de pegado.
Operario de
pegado
existencia en el sistema.
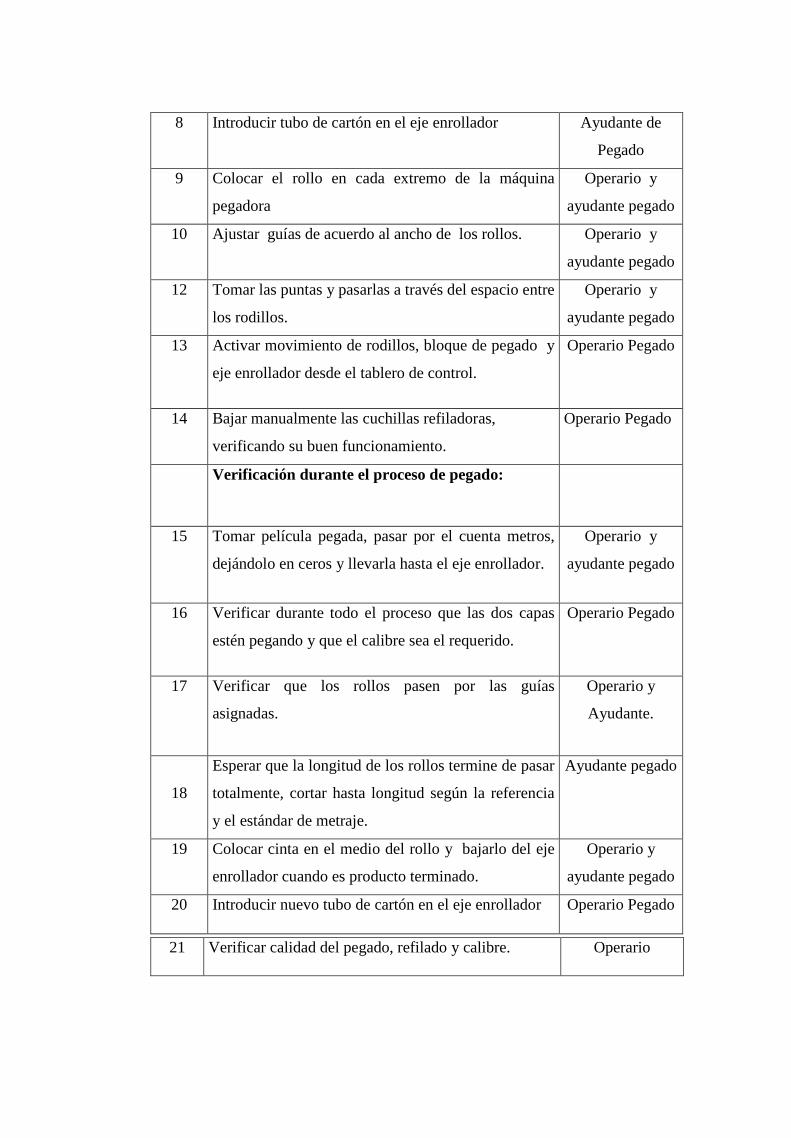
8 Introducir tubo de cartón en el eje enrollador Ayudante de
Pegado
9 Colocar el rollo en cada extremo de la máquina
pegadora
Operario y
ayudante pegado
10 Ajustar guías de acuerdo al ancho de los rollos. Operario y
ayudante pegado
12 Tomar las puntas y pasarlas a través del espacio entre
los rodillos.
Operario y
ayudante pegado
13 Activar movimiento de rodillos, bloque de pegado y
eje enrollador desde el tablero de control.
Operario Pegado
14 Bajar manualmente las cuchillas refiladoras,
verificando su buen funcionamiento.
Operario Pegado
Verificación durante el proceso de pegado:
15 Tomar película pegada, pasar por el cuenta metros,
dejándolo en ceros y llevarla hasta el eje enrollador.
Operario y
ayudante pegado
16 Verificar durante todo el proceso que las dos capas
estén pegando y que el calibre sea el requerido.
Operario Pegado
17 Verificar que los rollos pasen por las guías
asignadas.
Operario y
Ayudante.
18
Esperar que la longitud de los rollos termine de pasar
totalmente, cortar hasta longitud según la referencia
y el estándar de metraje.
Ayudante pegado
19 Colocar cinta en el medio del rollo y bajarlo del eje
enrollador cuando es producto terminado.
Operario y
ayudante pegado
20 Introducir nuevo tubo de cartón en el eje enrollador Operario Pegado
21 Verificar calidad del pegado, refilado y calibre. Operario

22 Tomar el rollo y ubicarlo en la báscula digital e
informar sobre la lectura al operario de pegado.
Ayudante pegado
24 Registrar al final de rollo el número de lote, fecha,
calibre y peso.
Operario pegado
25 Marcar con una C el producto conforme y con NC y
el defecto si es no conforme, si el rollo ha terminado
el proceso de pegado.
Operario de
pegado
26 Cortar el empaque a una longitud requerida según el
producto
Ayudante pegado
27 Empacar todos los rollos en plástico transparente
impreso.
Ayudante pegado
28 Llenar el reporte de producción de pegado y si lo
amerita el caso se registrara en el formato entrega de
producto terminado a despacho.
Operario Pegado
29 Coordinar con el Coordinador de Despacho e
inventario las etiquetas de producto terminado.
Operario y
ayudante pegado
30 Almacenar temporalmente si no es producto
terminado en el área de producto en proceso
Operario y
ayudante Pegado
31 Apagar desde el tablero de control el motor principal
y el bloque de pegado.
Operario Pegado
32 Cerrar válvulas de gas y apagar compresor de aire. Operario Pegado
33 Ubicar en zona de cortado cuando haya cumplido
con la orden de trabajo.
Operario y
ayudante pegado
34 Ubicar en área asignada si esta F. E.
Operario pegado
35 Colocar el desperdicio en el área de aglutinado.
Ayudante pegado
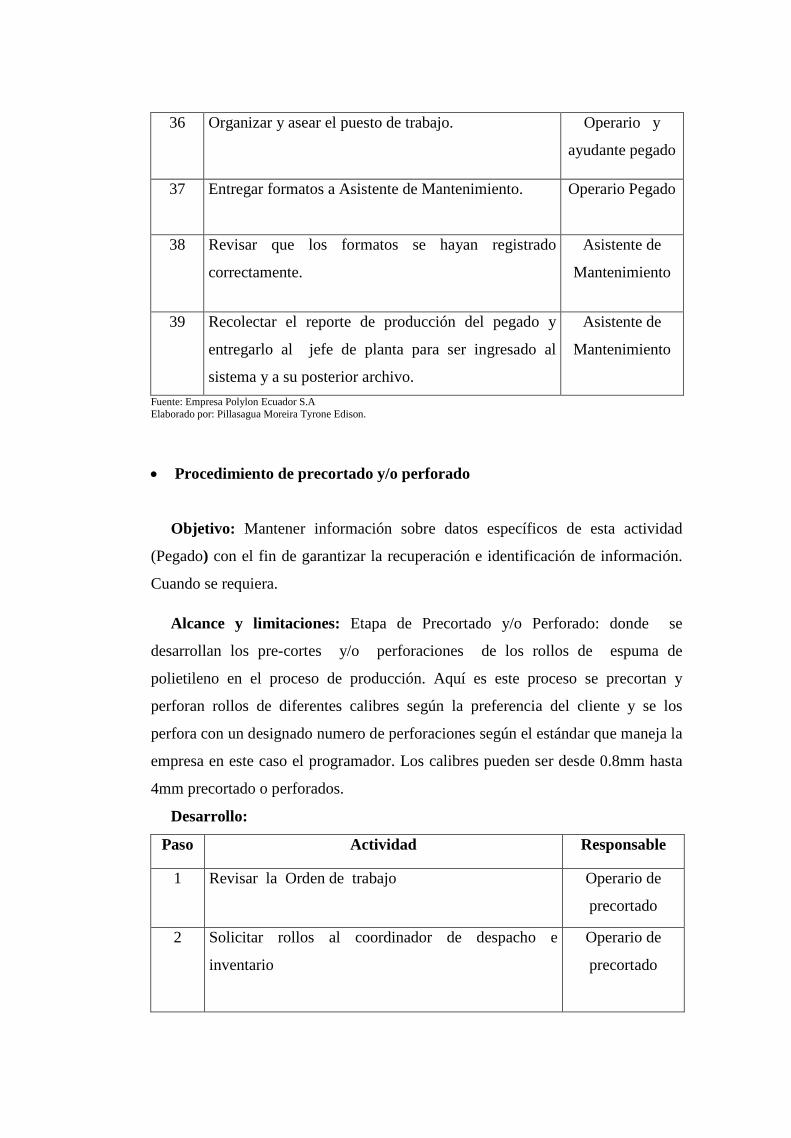
Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison. • Procedimiento de precortado y/o perforado
Objetivo: Mantener información sobre datos específicos de esta actividad
(Pegado) con el fin de garantizar la recuperación e identificación de información.
Cuando se requiera. Alcance y limitaciones: Etapa de Precortado y/o Perforado: donde se
desarrollan los pre-cortes y/o perforaciones de los rollos de espuma de
polietileno en el proceso de producción. Aquí es este proceso se precortan y
perforan rollos de diferentes calibres según la preferencia del cliente y se los
perfora con un designado numero de perforaciones según el estándar que maneja la
empresa en este caso el programador. Los calibres pueden ser desde 0.8mm hasta
4mm precortado o perforados.
Desarrollo:
Paso Actividad Responsable
1 Revisar la Orden de trabajo Operario de
precortado
2 Solicitar rollos al coordinador de despacho e
inventario
Operario de
precortado
36
Organizar y asear el puesto de trabajo. Operario y
ayudante pegado
37 Entregar formatos a Asistente de Mantenimiento.
Operario Pegado
38 Revisar que los formatos se hayan registrado
correctamente.
Asistente de
Mantenimiento
39 Recolectar el reporte de producción del pegado y
entregarlo al jefe de planta para ser ingresado al
sistema y a su posterior archivo.
Asistente de
Mantenimiento

3 Registrar en el reporte de producción de precortado Operario
4 Seleccionar y ubicar el rollo a usar según la orden de
trabajo.
Operario de
precortado
5 Ubicar en el rodillo alimentador el tubo de cartón. Operario de
precortado
6 Ajustar en el panel de control de la maquina
precortadora las medidas indica en la Orden de
Fabricación.
Operario de
precortado
7 Tomar el inicio del rollo y pasarlo a través de los
rodillos recibidores de espuma.
Operario de
precortado
8 Pasar el inicio del rollo por debajo de la cuchilla
precortadora y si es requerido por la perforadora.
Operario de
precortado
9 Iniciar desde el tablero de control el movimiento de la
cuchilla precortadora y/o perforadora en los rodillos
recibidores.
Operario de
precortado
10 Realizar los ajustes necesarios, si se los requiere en la
maquina.
Operario de
precortado
11 Verificar cada hora con el metro la longitud del
precorte y el ancho de corte.
Operario de
precortado
12 Suspender el precorte desde el tablero de control
cuando falten aproximadamente 5 m
Operario de
precortado
13 Colocar el siguiente rollo a precortar en el rodillo
alimentador.
Operario de
precortado

14 Tomar la punta inicial del rollo a precortar con la
punta final del rollo precortado y pegar con la pistola
de calor.
Operario de
precortado
15 Iniciar nuevamente el proceso de precorte y desde el
tablero principal.
Operario de
precortado
16 Verificar que la unión quede ubicada en el rodillo
recibidor.
Operario de
precortado
17 Cortar manualmente la unión y colocar cinta en la
mitad del rollo precortado.
Operario de
precortado
18 Desajustar manualmente el rodillo recibidor y sacar
rollo precortado y/0 perforado
Operario de
precortado
19 Verificar que el rollo se encuentre conforme según lo
requerido por el Orden de Fabricación.
Operario de
precortado
20 Llenar reportes de producción. Operario de
precortado
21 Coordinar con el Coordinador de despacho e
inventario las etiquetas de producto terminad.
Operario de
precortado
22 Colocar etiqueta del producto terminado y ubicarlo en
el sitio asignado el producto terminado.
Operario de
precortado
23 Ejecutar el aseo y ordenamiento del sitio de trabajo. Operario de
precortado
24 Entregar el reporte al jefe de planta para ser
ingresado al sistema y a su posterior archivo.
Operario de
precortado
Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison.

• Procedimiento de refilado
Objetivo: Mantener información sobre datos específicos de esta actividad
(Pegado) con el fin de garantizar la recuperación e identificación de información.
Cuando se requiera.
Alcance y limitaciones: Etapa de Refilado de la película de polietileno en el
proceso de producción.
Película de Polietileno
Capa de Espuma de Polietileno, con presentaciones en diferentes calibres.
En esta los rollos una vez precortados son refilados de acuerdo a lo pedido por
el cliente, este refile se lo hace manualmente midiendo con un metro, marcando la
medida y refilando con un objeto cortante.
Desarrollo:
Paso Actividad Responsable
1 Recibir y revisar la orden de fabricación. Operario de
Refilado
2 Preparar el área de trabajo para el funcionamiento de la
actividad.
Operario de
Refilado
3 Verificar que la orden de trabajo,
Contenga toda la información requerida.
Operario de
Refilado
4 Consultar con el Coordinador de despacho e inventario,
cual es el material a ser Refilado.
Operario y
Coordinador

5 Preparar insumos para el proceso ( rollo de cinta,
etiquetas, tubos y empaque plástico)
Operario y
ayudante
refilado
6 Afilar herramienta (Serrucho sin dientes) para el
material a refilar o ubicar cuchillas de corte, de acuerdo
a la medida establecida en la orden de Trabajo.
Operario y
ayudante
refilado
7
Ubicar el rollo de polietileno en el rodillo alimentador
de la maquina. (REF1-000 Refiladora)
Operario y
ayudante
refilado
8
Introducir tubo de cartón en el rodillo recibidor de la
maquina (REF1-000 Refiladora).
Operario
Refilado
9 Pasar el comienzo del rollo por debajo de los rodillos y
de las cuchillas.
Operario y
ayudante
refilado
10 Colocar el cuenta-metros en cero (0). Operario y
ayudante
refilado
11 Verificar el calibre de la película de polietileno con el
calibrador
Operario y
ayudante
refilado
12 Controlar el enrollado de la película de polietileno
sobre el tubo.
Operario y
ayudante
refilado
13 Medir la longitud de los rollos de polietileno, según el
requerimiento de la orden de trabajo.
Operario y
ayudante
refilado

14 Realizar el refilado según la longitud indicada en la
orden de trabajo.
Operario y
ayudante
refilado
15 Realizar actividad desde el paso 8 hasta el paso 13.
Hasta cumplir con totalidad de la orden de trabajo.
Operario
16 Ubicar el desperdicio en el área asignada y registrar la
información en el reporte de producción del refilado
Operario
17 Una vez completada la orden de fabricación, proceder a
contar, revisar y empacar.
Operario
18
Coordinar con el Coordinador de Despacho e inventario
las etiquetas de producto terminado.
Operario
19 Colocar etiqueta de producto terminado. Operario
20 Ubicar en el sitio asignado el producto terminado. Operario
21 Realizar aseo al sitio de trabajo. Operario
21 Realizar aseo al sitio de trabajo. Operario
22 Llenar el reporte de producción del refilado
Operario
23 Recolectar reporte de producción del refilado Operario
Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison. • Procedimiento de entrega y recepción de producto terminado
Objetivo: Determinar la cantidad y estado del producto terminado entregado
por producción y recibido por despachos y garantizar que se cumpla con el tiempo
de entrega establecido en el pedido.
Alcance y limitaciones: Producto terminado.

Desarrollo:
Paso Actividad Responsable
1 Ubicar en la bodega el producto terminado fabricado en
cada proceso.
Operario de
todas las
maquina.
2 Verificar que la totalidad del producto por entregar
cumpla con las especificaciones de calidad.
Operario de
todas las
maquina
3 Registrar la cantidad de producto terminado recibido en
cada proceso.
Operario de
todas las
maquina
4 Entregar el producto clasificado como terminado con
su respectivo embalaje al Coordinador Despacho e
Inventario.
Operario de
todas las
maquina
5 Comparar y verificar la información del documento con
la cantidad física recibida.
Coordinador
de Despacho
e Inventario
6 Firmar documento como evidencia de la satisfacción de
la recepción.
Coordinador
de Despacho
e Inventario
7 Ubicar el Producto Terminado en la bodega según la
salida del mismo.
Coordinador
de Despacho
e Inventario
8 Actualizar acrílicos de las estantería Coordinador
de Despacho
e Inventario

9 Verificar la información entregada en el documento
mediante el cálculo de las cantidades.
Coordinador
de Despacho
e Inventario
Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison.
• Procedimiento de Manejo de no conformidades en el proceso
Objetivo: Establecer un método para registrar, analizar, establecer posibles
causas y plantear acciones remédiales, correctivas y preventivas a las no
conformidades del producto y de las Materias Primas en el proceso de producción
o de transformación.
Alcance y limitaciones: No conformidades detectadas durante el proceso de
producción y en las zonas de materia prima, producto en proceso y producto
terminado.
No conformidad: No cumplimiento de un requerimiento especificado.
Acción remedial: Es la acción tomada para el manejo de No Conforme, ya sea
en las Auditorías Internas de Calidad, en el proceso Productivo o en los Procesos
del Sistema de Gestión de Calidad, para lo cual es importante saber cuál fue el
motivo de la no conformidad del producto o seguir paso a paso para llegar al tema
sin perjudicar al operario brindándole su apoyo logístico.
Desarrollo:
Paso Actividad Responsable
1 Detectar las no conformidades del producto Operario
2 Anotar la Información en los registros. Operario

3 Identificar el producto no conforme recuperable, se
determina cuando el producto tiene partes malas, pero
es posible recuperar algunos metros del mismo, este
asignado a un área Producto NC, como producto de
segunda para ser reprocesado.
Operario y /o
Ayudante de
proceso
4 Analizar la no conformidad se han anotado en los
registros. Y luego verificar el producto no conforme.
Jefe de Planta
5 Analizar la posible acción correctiva y preventiva sobre
la no Conformidades hallada en registros.
Jefe de Planta
6 Archivar los registros por fecha y turno. Jefe de Planta
7 Elaborar un informe sobre las NC halladas en los
diferentes procesos productivos
Jefe de Planta
8 Entregar el informe de NC en Proceso de los Productos
adjuntando los indicadores de la producción obtenidos
en el mes al comité de calidad de la empresa.
Jefe de Planta
9 Evaluar el Informe de NC en Proceso de los Productos,
indicadores y el Informe de las quejas y reclamos
obtenidos
Comité de
Calidad de la
empresa
10 Analizar causas y tomar acciones correctivas y/o
preventivas de acuerdo al P-CAL-001.
Jefe de Planta
11 Realizar el seguimiento hasta cerrar la acción Coordinadora
de Calidad.
12 Registrar en el Acta del Comité de Calidad el
desempeño de procesos y conformidades del producto
(indicadores):
Coordinadora
de Calidad.
Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison.

Materia prima e insumo
Paso Actividad Responsable
1 Detectar las no conformidades de la materia prima e
insumo.
Jefe de planta
2 Anotar la Información en los registro. Coordinador
de despacho
3 Identificar la materia prima e insumo no conforme se
determina su devolución o utilización para hacer otra
referencia de original para cual fue comprada se ubicara
un área Materia Prima e Insumo NC.
Jefe de planta
4 Analizar la no conformidad encontradas en los registros.
Y luego verificar el producto no conforme.
Jefe de planta
5 Analizar la posible acción correctiva y preventiva sobre
la no Conformidades hallada en registros.
Jefe de planta
6 Archivar los registros por fecha y turno. Coordinador
de despacho
7 Elaborar un informe sobre las NC halladas en los
diferentes procesos productivos
Jefe de planta
8 Entregar el informe NC Materia Prima e Insumo al
responsable del proceso de Compras ( Gerente General)
Jefe de planta
9 Analizar causas y tomar acciones correctivas y/o
preventivas de acuerdo al P-CAL-001.
Gerente
General Jefe
11 Realizar el seguimiento hasta cerrar la acción Coordinador
de Calidad
12 Registrar en el Acta del Comité de Calidad el desempeño
de procesos y conformidades del producto (indicadores):
Coordinador
de Calidad Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison.

2.1.7 Factores de riesgos
Para poder analizar los riesgos hay que tener en claro los tipos de riesgos que
existen y los tipos de accidentes. Riesgo: Es la variación que se puede producir en
los resultados esperado de una situación dada, dentro de un periodo determinado.
Tipos de riesgos: Riesgo inherente, riesgo incorporado, riesgos asociados,
riesgo aceptable.
Riesgo inherente.- Propio del trabajo o proceso, no puede ser eliminado del
sistema.
Riesgo incorporado.- Este es generado por desviarse de una forma correcta a
efectuarse las tareas incorporando un riesgo innecesario al riesgo inherente.
Riesgos asociados.- Es el potencial de obtener resultados negativos que puede
presentarse durante el desarrollo de un proceso o de un sistema productivo.
Riesgo aceptable.- Este es que conlleva un potencial de perdidas menor que el
de producirse fallas operacionales no afectan significativamente las condiciones de
la operación. Los riesgos se Clasifican: Riesgo clase A, riesgo clase M.
Riesgo clase A (ALTO).- Muerte, invalidez, daños irreparables, lesiones o
enfermedad ocupacionales.
Riesgo clase M (MEDIANO).- Incapacidad temporal, daños parciales.
Riesgo clase B (BAJO).- Lesiones o enfermedades ocupaciones, de carácter
leve, daños menores.
Accidente.- Se entiende por accidente de trabajo toda lesión corporal que el
trabajador sufre con ocasión o por consecuencia del trabajo ejecutado por cuenta
ajena.

Con carácter general, se presume, salvo prueba en contrario, que son accidentes
de trabajo toda lesión sufrida por el trabajador durante el tiempo y en el lugar de
trabajo.
CUADRO No. 11
EQUIPOS DE PROTECCION PERSONAL
Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison. • Riesgos de trabajos propios de la empresa
Riesgos Mecánicos: Los riesgos mecánicos que afectan al hombre intervienen
los recursos materiales como instalaciones, maquinaria, equipos, herramientas en
general, piso, estructuras de todo tipo, etc. Los factores de riesgos que mayormente
pueden presentarse son los golpes, caídas, equipos sin protección, proyecciones,
atrapamiento.
Riesgos Eléctricos: Todos los equipos e instalaciones eléctricas serán
instalados y conservados de tal manera que se prevenga el peligro de contacto con
los elementos a tensión.
Solamente el personal electricista contratado como conocedor de estas
actividades están autorizados para instalar, regular, inspeccionar o reparar equipos
e instalaciones eléctricas.
Las subestaciones de distribución y control, deben estar instaladas en sitios
especiales dispuestos para esos fines y accesibles únicamente para los electricistas
o personal debidamente autorizado.
Dentro de la empresa existen riesgos eléctricos debido a las malas conexiones,
más adelante nos podemos dar cuenta de los riesgos que existe en el área de
refilado debida a las malas conexiones Dentro de la empresa existen riesgos
generales debido al exceso de confianza, y al no conocimiento de la normas de
seguridad dentro de la empresa.
Falta de orden y Aseo: Todos sitios de trabajo de la empresa deben estar
siempre limpios y ordenados. Almacenamiento, se debe evitar el hacinamiento
tanto en almacenamientos temporales como permanentes. En la bodega de
materias primas y productos terminados el piso deberá estar demarcado con líneas
amarillas.
Todos los productos de almacenamiento en general deben estar sobre pallets y
no directamente en el piso. Todos los productos de almacenamiento en general no
deben apoyarse sobre las paredes, se debe guardar una distancia mínima de 1 mt
entre las paredes y los bloques o rumas de almacenaje. Dentro de la empresa
existen riesgos generales debido al exceso de confianza, y al no conocimiento de la
normas de seguridad dentro de la empresa.
Riesgos Arquitectónicos: Diseño de la Planta: Todas las instalaciones
máquinas y equipos deben estar bien diseñados para que se mantenga en forma
efectiva el sistema hombre-máquina.
Diseño de la Planta: Todas las instalaciones máquinas y equipos deben estar
bien diseñados para que se mantenga en forma efectiva el sistema hombre-
máquina.

Riesgos Físicos: El Ruido
• El protector auditivo tipo tapón desechable y semidesechable.
: Siempre se lo tratará de eliminar o reducirlo en la
fuente, aplicando técnicas de Mantenimiento Productivo Total en máquinas,
equipos, instalaciones, etc., utilizando materiales normalizados de seguridad en
caso de cambios de dispositivos, repuestos o adaptaciones. Para eliminar o reducir
el ruido en el ambiente se utiliza técnicas de separación, cerramiento y
encapsulamiento de máquinas o sitios específicos de trabajo.
Los Equipos de Protección Personal para proteger al personal expuesto al ruido
son:
• El protector auditivo tipo orejera.
De toda la empresa, las áreas o sitios de trabajo que más están expuestas a los
riesgos de ruido son las de planta, sin embargo todas las áreas adyacentes,
utilizaran también los Equipos de Protección Personal correspondientemente.
Ventilación: Toda la planta cuenta con suficientes extractores de aire, ubicados
estratégicamente para garantizar que no exista aire viciado, manteniendo de esta
forma una temperatura de confort. En las oficinas en general se cuenta con aires
acondicionados para garantizar la calidad y cantidad de aire. Dentro de la
empresa existe una inadecuada ventilación debido a la infraestructura.
POLYLON S.A. en este aspecto cuenta con instrumentos de medición o control
de temperatura ubicados.
Iluminación: Existen:
POLYLON S.A. siempre propenderá a: Obtener el máximo de iluminación
natural posible a través de ventanales, orificios, puertas, etc. seguras.
• Que se dé un especial mantenimiento y limpieza a los sitios que puedan
dar paso a la luz natural.
• Que se efectúen mediciones técnicas anuales con luxómetros o equipos
equivalentes y efectuar las acciones correctivas respectivamente.
NATURAL GENERAL ARTIFICIAL ESPECIFICA (CENTRADA)GENERAL

Radiación: considera que radiación son los elementos constitutivos de una
onda que se transmite en el espacio de un punto u otro sin necesidad de soporte
material, es decir puede desplazarse en el vacío, y puede atentar contra la salud del
personal; En base a esto se debe tener especial precaución con la maquina
aglutinadora, fotocopiadora, radiación solar, etc.
Para el control de riesgos de radiación, según el caso se debe:
• Contar con equipos de monitoreo o detección
• Establecer el límite de radiación
• Contar con pantallas, blindajes, cortinas, cerramiento, etc.
• Distancias seguras
• Equipos de Protección Personal
Riesgos Químicos: Para el control de estos riesgos considera las 3 divisiones
de la materia, sólidas, líquidas y gaseosas, que a su vez estos son los factores de
riesgos. Todo producto químico y materiales peligrosos deben ser almacenados
con seguridad, aplicando normas INEN, ANSI, NFPA, OHSAS, etc.
La transportación y manipulación de productos químicos debe hacérselo con
sumo cuidado, respetando la compatibilidad, el embalaje, etiquetado, etc.
La identificación de peligro tiene como propósito hacer conocer a los que
manipulan los riesgos implícitos de un producto químico peligroso; para su control
en este aspecto se debe seguir lo indicado en las normas INEN. Los productos
químicos que se utilizan en la empresa Polylon S.A y que deben ser controlados
considerando las reglas anteriores son: Nitrógeno – Gas propano – Monoesterato
de gliserillo – Polietileno de baja densidad.
Todo el personal de bodega producción y mantenimiento u otro que interactúe
con el uso de químicos, deben usar los Equipos de Protección Personal
normalizados como guantes de nitrilo o neopreno, mascarilla para químicos, gafas,
monogafas de ventilación indirecta, etc.

Riesgos Biológicos: Los factores de riesgos que se identifican en esta empresa
son los virus, hongos, bacterias, picaduras, mordeduras, etc. En las bodegas,
vestuarios, servicios sanitarios, etc. Se debe asegurar una condición permanente de
orden y aseo, se hará rociar insecticida en las oficinas, planta, talleres, bodegas y
más áreas de trabajo, para evitar la proliferación de insectos transmisores de
enfermedades o cualquier insecto peligroso.
La basura y desperdicios deben ser recolectadas en los recipientes apropiados
colocados en cada sección y otras áreas, y de esta forma evitar su dispersión la
cual constituyen la causa de creación de riesgos. Para hacer uso del comedor todo
el personal observará normas de higiene y cultura (lavado de manos, antes y
después, utilización de cubiertos, entre otras).
Riesgos Ergonómicos: Los trabajos se desarrollen dentro del sistema hombre-
máquina en forma normal. El personal con mando en general de la empresa
controlará que en el departamento bajo su supervisión no se detecte:
Sobreesfuerzos de trabajo -Sobrecargas de trabajo -Desajustes del puesto de
trabajo.
POLYLON S.A. velará para que siempre se cumplan las recomendaciones de la
Ergonomía industrial para la prevención de enfermedades ocupacionales.
Riesgos Psicosociales: Son riesgos llamados también Humanos o Derivados de
la Organización, tengan como factores de riesgos a la monotonía, sobretiempo,
atención al público, nivel de supervisión, nivel de Seguridad Total, mantenimiento,
entrenamiento, etc.
La Alta Dirección de POLYLON S.A. propenderá a:
• Mantener activamente el Comité de Seguridad Total
• Cumplir con las Leyes en Seguridad Total del Estado Ecuatoriano
respectivamente
• Elaborar y practicar el Manual de Normas de Seguridad Total

• Tener una Brigada Contra Incendios y Emergencias, incluido el Plan de
Contingencias (Contra sismos, derrames de combustible, químicos, emergencias
médicas, amenaza de bomba, erupción volcánica, inundaciones etc).
• Aplicar entrenamiento: adiestramiento y capacitación en general en todas
las áreas, incluido para disminuir la monotonía, carga de trabajo, presión de
trabajo, etc.
• Aplicar Programas antiestrés
• Mantener un buen sistema de Seguridad Física y Vigilancia
2.1.8 Condiciones de trabajo.
Las condiciones de trabajo vamos a realizarla aplicando el panorama de riesgo
y el método FINE, se procede a realizar la evaluación de riesgos de las actividades
de trabajo en todos los procesos productivos y valorizarlos.
Se hizo un estudio en todas las áreas de trabajo y se valorizo los riesgos de
acuerdo a sus magnitud se aplico método de William Fine.
Mediante el método William Fine se procede a ver cuál de todas las áreas
dentro de la empresa está expuesto el trabajador a los peligros más relevantes
Maquina: Extrusora 130mm
Producción de espuma de polietileno
En esta figura podemos apreciar el funcionamiento de la maquina extrusora
130mm está produciendo rollos de espuma de polietileno, los riesgos que
encontramos son: ruido, existen riesgos de corte ya que el operador manipula
cuchillas durante 12 horas laborales al momento de cortar el rollo.

Riesgos P E C GP
Riesgo Físico 6 4 4 108
Mezcla del uv y talco
El riesgo que podemos ver en esta fig. Son de riesgos físicos por quemaduras
ya que el operador está en contacto con objetos calientes como muestra la fig. el
operador no utiliza instrumentos de seguridad industrial.
Riesgos P E C GP
Riesgo Físico 6 3 5 90 Ambas figuras nos muestran los peligros existentes en el área de producción al
momento de fabricar la espuma de polietileno en el área de extrusión, grado de
peligrosidad es alto existen riesgos físicos ya el personal no utiliza instrumentos
de seguridad industrial (Ver anexo 2)
Preparación de la mezcla de polietileno en la maquina: Extrusora 130mm

Polietileno
En la figura se muestra la materia prima para la preparación de la espuma del
polietileno, existe riesgo ergonómico debido a que los trabajadores realizan
sobreesfuerzos durante la preparación de la espuma del polietileno, ya que el
trabaja es de 12 horas diarias.
Riesgos P E C GP
Riesgo Físico 6 2 8 96
Maquina precortadora
En la figura se muestra el
funcionamiento de la maquina precortadora, en esta área existe ruido, y el grado de
peligrosidad nos da el valor de 90
De acuerdo con la tabla anterior, las áreas que presentan RIESGOS MUY
ELEBADOS y hay que presentarle mayor importancia son:
AREA
EXTRUSORAS 130 Y 65MM.
RIESGOS P E C GP
Riesgo físico 3 3 10 90
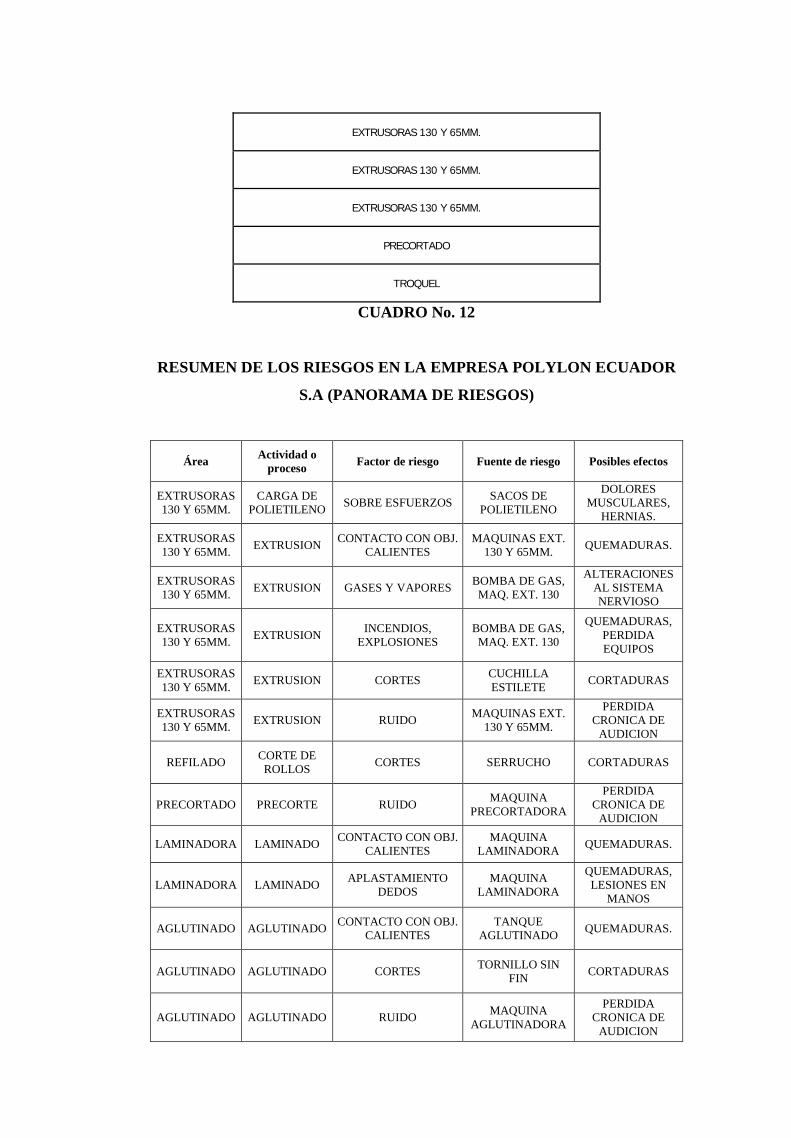
EXTRUSORAS 130 Y 65MM.
EXTRUSORAS 130 Y 65MM.
EXTRUSORAS 130 Y 65MM.
PRECORTADO
TROQUEL
CUADRO No. 12
RESUMEN DE LOS RIESGOS EN LA EMPRESA POLYLON ECUADOR
S.A (PANORAMA DE RIESGOS)
Área Actividad o proceso Factor de riesgo Fuente de riesgo Posibles efectos
EXTRUSORAS 130 Y 65MM.
CARGA DE POLIETILENO SOBRE ESFUERZOS SACOS DE
POLIETILENO
DOLORES MUSCULARES,
HERNIAS.
EXTRUSORAS 130 Y 65MM. EXTRUSION CONTACTO CON OBJ.
CALIENTES MAQUINAS EXT.
130 Y 65MM. QUEMADURAS.
EXTRUSORAS 130 Y 65MM. EXTRUSION GASES Y VAPORES BOMBA DE GAS,
MAQ. EXT. 130
ALTERACIONES AL SISTEMA NERVIOSO
EXTRUSORAS 130 Y 65MM. EXTRUSION INCENDIOS,
EXPLOSIONES BOMBA DE GAS, MAQ. EXT. 130
QUEMADURAS, PERDIDA EQUIPOS
EXTRUSORAS 130 Y 65MM. EXTRUSION CORTES CUCHILLA
ESTILETE CORTADURAS
EXTRUSORAS 130 Y 65MM. EXTRUSION RUIDO MAQUINAS EXT.
130 Y 65MM.
PERDIDA CRONICA DE
AUDICION
REFILADO CORTE DE ROLLOS CORTES SERRUCHO CORTADURAS
PRECORTADO PRECORTE RUIDO MAQUINA PRECORTADORA
PERDIDA CRONICA DE
AUDICION
LAMINADORA LAMINADO CONTACTO CON OBJ. CALIENTES
MAQUINA LAMINADORA QUEMADURAS.
LAMINADORA LAMINADO APLASTAMIENTO DEDOS
MAQUINA LAMINADORA
QUEMADURAS, LESIONES EN
MANOS
AGLUTINADO AGLUTINADO CONTACTO CON OBJ. CALIENTES
TANQUE AGLUTINADO QUEMADURAS.
AGLUTINADO AGLUTINADO CORTES TORNILLO SIN FIN CORTADURAS
AGLUTINADO AGLUTINADO RUIDO MAQUINA AGLUTINADORA
PERDIDA CRONICA DE
AUDICION

AGLUTINADO - PELETIZADO AGLUTINADO TEMPERATURA NO
ADECUADA (CALOR)
MAQUINAS AGLUTINADORA PELETIZADORA, COMPRESORES.
INCOMODIDAD LABORAL
TROQUEL TROQUELADO CORTES MAQUINA TROQUELADORA CORTADURAS
TROQUEL TROQUELADO RUIDO MAQUINA TROQUELADORA
PERDIDA CRONICA DE
AUDICION Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison.
CUADRO No. 13
PRIORIZACION DE LOS FACTORES DE RIESGOS
Área Actividad o proceso
Factor de riesgo
Fuente de riesgo
Posibles efectos
VALORIZACION
G.P
INT. 1 F-
P %
F.P
G.R
INT. 2
Extrusora 130 y
65mm.
Carga de polietileno
Sobre esfuerzo
Sacos de polietileno
Dolores musculares, hernias
96 Alto 13% 1 96 Alto
Extrusora 130 y
65mm. Extrusión Contacto con
obj.calientes
Maq. Extr 130mm y 65mm
Quemaduras 90 Alto 34% 2 180 Alto
Extrusora 130 y
65mm.. Extrusión Cortes Cuchilla y
estilete Cortaduras 108 Alto 6% 1 108 Alto
Extrusora 130 y
65mm.. Extrusión Ruido
Maq. Extr 130mm y 65mm
Perdida crónica de audición
96 Alto 13% 1 96 Alto

Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison.
CUADRO No. 14
CONTROL DEL NIVEL DE RUIDO
Área de operación Valoración en decibeles Extrusoras 82
Troquel - Aglutinadora. 88
Peletizadora – Compresores 86
Refiladora 80
Pegadora 80
Bodega 65
Oficinas 68 Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison.
Tiempos permisibles “Sin protección auditiva que pueden ocasionar leves daños
en su capacidad auditiva.
Tiempo permisible: Valoración en decibeles:
8 horas 85
4 horas 90
2 horas 95
1 hora 100
Pasados estos tiempos de exposición, puede causar un daño mayor a su
capacidad auditiva. Pata reducir estos riesgos hay que utilizar protección auditiva.
Precortador Precorte Ruido Maquina precortadora
Perdida crónica de audición
90 Alto 6% 1 90 Alto
Troquel
Troquelado Polvo Maquina troquel
Problemas gripales 70 Bajo 6% 3 210 Alto

CAPÍTULO III
ANÁLISIS Y DIAGNOSTICO
3.1 Análisis de datos e identificación de problemas
3.1.1 Diagrama causa – efecto o (espina de pescado)
Es una herramienta de Ishikawa que refleja en forma organizada la incidencia
de elementos tales como: Mano de obra – métodos – maquinas – mantenimiento –
medio ambiente – materiales.
El trazado del diagrama parte de una línea horizontal de izquierda (causas del
problema bajo análisis) a derecha (efecto sobre el problema analizado) Una causa
es la suma de varias o muchas pequeñas causas concurrentes. La ausencia de
causas pequeñas en un diagrama muestra que el análisis es casi trivial y que debe
profundizarse en él. Viceversa, un diagrama muy detallista indica que el
conocimiento es muy avanzado, lo cual es favorable. Los integrantes del equipo
juegan un papel trascendental en esta tarea. Un diagrama de causas-efectos
completo indica de por sí la solución y es suficiente para tener pleno conocimiento
y encarrilar la discusión hacia la solución final informar.
El diagrama causa efecto esta analizado sobre los accidentes de trabajo que
ocurren en la empresa Polylon Ecuador S.A.
Se ha analizado la mano de obra directa que el personal está sin de equipos de
seguridad industrial, el personal con exceso de confianza, el personal no está
capacitado en cuanto a seguridad industrial.
Infraestructura en empresa no es la adecuada y el personal no puede ejercer su
trabajo en forma normal debido al calor latente que se siente en la empresa.

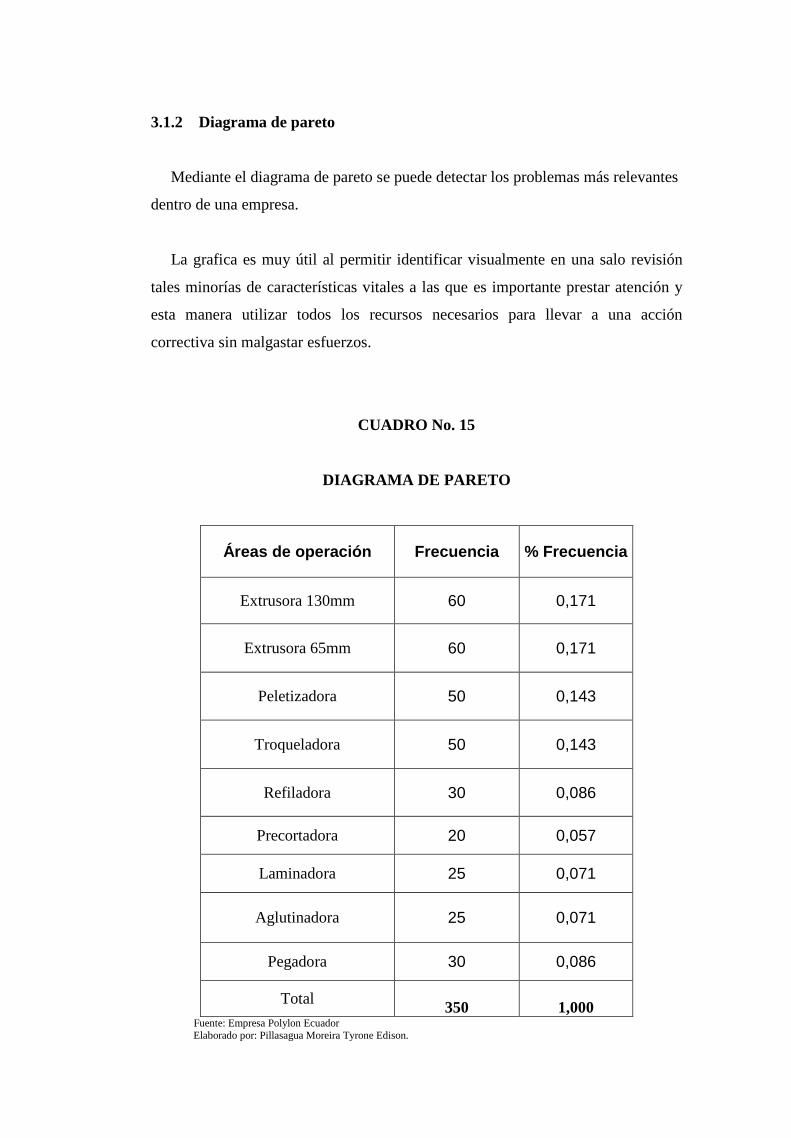
3.1.2 Diagrama de pareto
Mediante el diagrama de pareto se puede detectar los problemas más relevantes
dentro de una empresa.
La grafica es muy útil al permitir identificar visualmente en una salo revisión
tales minorías de características vitales a las que es importante prestar atención y
esta manera utilizar todos los recursos necesarios para llevar a una acción
correctiva sin malgastar esfuerzos.
CUADRO No. 15
DIAGRAMA DE PARETO
Áreas de operación Frecuencia % Frecuencia
Extrusora 130mm 60 0,171
Extrusora 65mm 60 0,171
Peletizadora 50 0,143
Troqueladora 50 0,143
Refiladora 30 0,086
Precortadora 20 0,057
Laminadora 25 0,071
Aglutinadora 25 0,071
Pegadora 30 0,086
Total 350 1,000 Fuente: Empresa Polylon Ecuador Elaborado por: Pillasagua Moreira Tyrone Edison.

El diagrama de pareto nos muestra que en el área de extrusoras, peletizadora,
troqueladora presenta el mayor porcentaje de frecuencia, ya que en esa área existe
peligros de mayor magnitud.
Matriz de priorización de problemas y causa: Para determinar las causas
prioritarias en el análisis del problema definido como ineficiencia del plan actual
de contingencia de la empresa Polylon S.A, se utilizo un esquema, mediante el
cual se visualizan cada una de las causas que originan su ineficiencia en la
producción de la empresa.
Luego se procede a resolver la matriz de priorización de problemas, las mismas
que se evaluó a criterios de frecuencia y de % de frecuencia y se procede a
graficar.
Y se ven claramente los problemas de mayor grado de peligrosidad en la áreas.
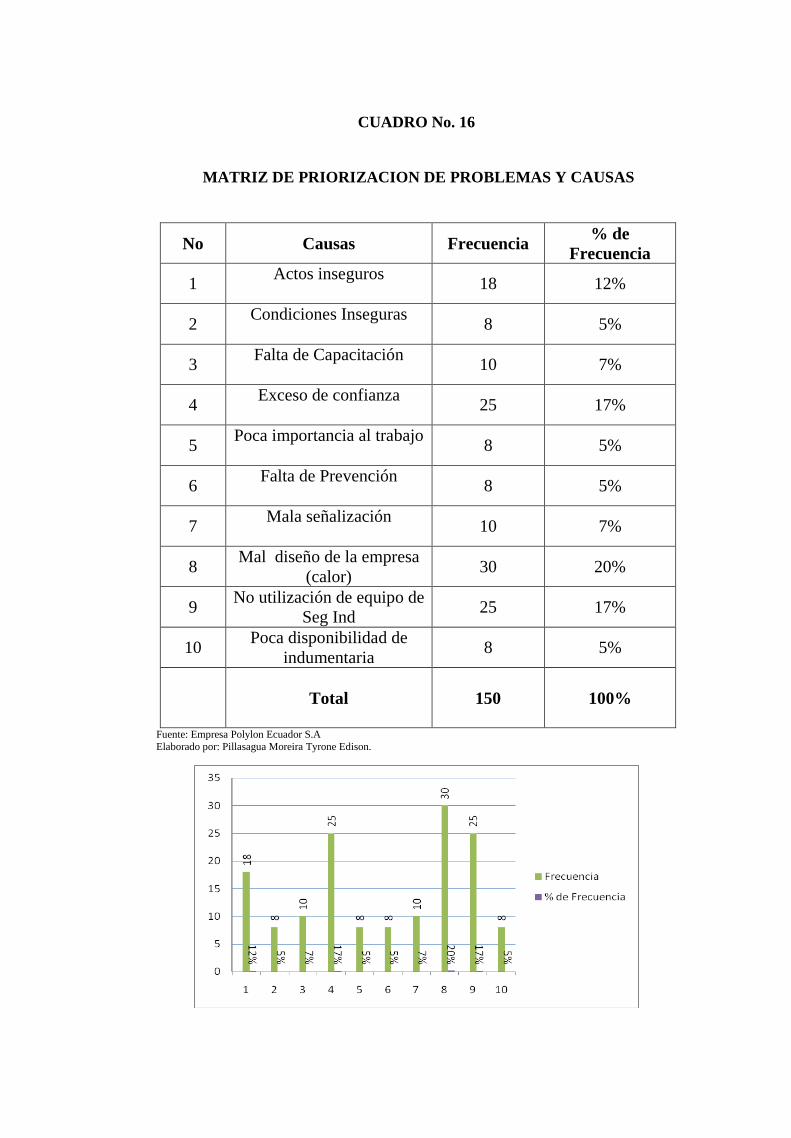
CUADRO No. 16
MATRIZ DE PRIORIZACION DE PROBLEMAS Y CAUSAS
No Causas Frecuencia % de Frecuencia
1 Actos inseguros 18 12%
2 Condiciones Inseguras 8 5%
3 Falta de Capacitación 10 7%
4 Exceso de confianza 25 17%
5 Poca importancia al trabajo 8 5%
6 Falta de Prevención 8 5%
7 Mala señalización 10 7%
8 Mal diseño de la empresa (calor) 30 20%
9 No utilización de equipo de Seg Ind 25 17%
10 Poca disponibilidad de indumentaria 8 5%
Total
150 100%
Fuente: Empresa Polylon Ecuador S.A Elaborado por: Pillasagua Moreira Tyrone Edison.

CAPÍTULO IV
PROPUESTA
3.2 Propuesta
Para este trabajo se ha tomado el registro oficial decreto 2393 Reglamento de
seguridad y salud de los trabajadores y mejoramiento del medio ambiente de
trabajo. El reglamento general de seguro de riesgos del IESS (resolución 741
dictada por el consejo superior el 18 de Septiembre de 1990).
3.3 Planteamiento de alternativas de soluciones de problemas
Las causas que generan la ocurrencia de incidentes o accidentes en el empresa
Polylon de deben a muchos factores tales como: fallas mecánicas en las maquinas
por la falta de mantenimiento preventivo, actos y condiciones inseguras del
trabajador, falta de formación del personal sobre seguridad e higiene industrial,
pero la principal causa es de no promover una cultura de seguridad y una política
de seguridad al personal.
Para ello hemos dado una propuesta para:
• Mejorar las condiciones del trabajo, salud y calidad de vida de los trabajadores.
• Capacitar al personal y este informado a toda emergencia.
• Coordinar con los trabajadores y darle soluciones a las áreas más peligrosas
dentro de la empresa.
• Controlar que los trabajadores cumplan con lo planteado en el tema.
• Mejorar la eficiencia en cada una de las áreas en del trabajador.
• Mejorar la productividad en la empresa.
3.4 Costos de alternativas de solución
En los capítulos anteriores, se detallan los métodos que utilizamos para evaluar
los factores de riesgos de están presentes en la empresa Polylon Ecuador S.A,
Además se menciona en forma general las condiciones que actualmente se
encuentra la empresa en cuanto a seguridad industrial.
Hemos detallado las áreas que presentan mayor inseguridad para los
trabajadores y cuáles son los métodos para mejorarlas, para ello tenemos
alternativas de soluciones:
• Proyección para la compra de equipos de protección personal
Hemos visto dentro de la empresa que el trabajador necesita instrumentos de
seguridad industrial en cada una de las áreas que desempeña su labor, por lo cual
hemos ido al mercado a ver cuáles son los precios de cada una de los instrumentos
de seguridad industrial y hemos escogido la proforma que mejor le convenga a la
empresa.
• Capacitar al personal
El jefe da planta coordinara con el gerente general las fechas para las
respectivas capacitaciones y poder comunicar al personal con la anticipación
respectiva y así no interferir con los trabajos en las respectivas en las áreas.
• Preparación desarrollo del curso
El feje de planta comunicara por escrito la fecha que se dictara la conferencia
de seguridad industrial en las instalaciones de la empresa.
El gerente general seleccionara al instructor o entidad que este en capacidad
para de ofrecer el entrenamiento requerido al personal de la planta.

Como constancia de su participación, el personal que haya asistido al curso de
capacitación se le dará un certificado de asistencia al curso
Y por último se hará una prueba al trabajador para comprobar si lo que se ha
dicho en la conferencia ha quedado entendido.
3.5 Evaluación y selección de alternativas de solución
Minimizar si es posible eliminar los riesgos que representan mayor peligro en
las diversas actividades que el trabajador realiza en la empresa Polylon, con la
finalidad de cumplir con las normas, reglamentos leyes vigentes que serán
auditadas por el IESS a través de la dirección de seguro general de riesgo de
trabajo para así lograr un sistema de seguridad integrar y salud ocupacional
tendiente al desarrollo de actividades en forma segura.

CAPÍTULO V
EVUALUACION ECONOMICA Y FINANCIERA
3.6 Plan de inversión y financiamiento
Mediante el análisis costo-beneficio se relaciona en términos económicos
cuanto tiene que invertir la empresa para proteger a los trabajadores.
3.7 Costos de implementación de equipos de protección personal en la
empresa Polylon Ecuador S.A
Elementos de seguridad industrial
CUADRO No. 17

COSTOS DE LOS INSTRUMENTOS DE SEGURIDAD INDUSTRIAL
Área Equipo Cantidad Costo
Unitario Costo Total
EXTR 130MM Y 65MM guantes de cuero 8 pares $ 7,25 $ 58,00
EXTR 130MM Y 65MM guantes de lana 5 pares $ 3,33 $ 16,65
AGLUTINADORA
gafas (protectores
visuales) 4 unid $ 6,50 $ 26,00
EXTR Y PREC
tapones (protectores auditivos) 50 unid $ 0,92 $ 46,00
TROQUEL Mascarillas 50 unid $ 0,13 $ 6,50 EXTR 130MM
Y 65MM Fajas lumbares
talla L 4 unid $ 9,39 $ 37,56 SUB TOTAL 74 und $ 190,71 IVA 12 % $ 22,89 TOTAL $ 213,60
Fuente: Proforma (anexo 5) Elaborado por: Pillasagua Moreira Tyrone Edison.
CUADRO No. 18
COSTOS DE ASESORIA TECNICA Y CAPACITACION DEL PERSONAL
Área Equipo Cantidad Costo
Unitario Costo Total
PERSONAL DE
PLANTA
CAPACITACION AL PERSONAL EN CUANTO A SEG IND 4 MESES $ 6.500,00 $ 6.500,00
SUB TOTAL $ 6.500,00
IVA 12 % $ 780,00
TOTAL $ 5.720,00 Fuente: Proforma (anexo 5) Elaborado por: Pillasagua Moreira Tyrone Edison

CUADRO No. 19
COSTOS TOTAL DE LA PROPUESTA
PROPUESTA
IMPLEMENTACION DE EQUIPOS DE PROTECCION PERSONAL $ 213,60 CAPACITACION AL PERSONAL EN CUANTO A SUGURIDAD INDUSTRIAL $ 5.720,00
TOTAL $ 5.933,60
Fuente: Proformas Elaborado por: Pillasagua Moreira Tyrone Edison
3.8 Análisis costo-beneficio
La relación Costo – Beneficio nos indica si un proyecto es factible o no para
poder ejecutarlo, a continuación presentamos la relación en dos partes:
1era relacionada a equipos de Seguridad Industrial
2da Relacionada a asesoría técnica en cuanto de capacitación del empleado
Seguridad Industrial.
CUADRO No. 20
ANALISIS COSTO-BENEFICIO PARA EVITAR LOS RIESGOS EN LA
EMPRESA POLYLON EQUIPOS DE SEG. IND
Costo BENEFICIOS (posibles perdida en caso
de declararle la responsabilidad patronal
Descripción Cant. Precio Descripción Precio
POLYLON S.A aporta mensualmente
al seguro el 9,35% sobre el sueldo
de sus trabajadores. Dentro de este valor se le recarga la prima
del seguro de riesgo del trabajo

SEGURIDAD INDUSTRIAL
El estudio se lo hará a los operarios que
Guantes de cuero, lana
están en contactos diariamente con
gafas (protectores visuales) 74 und $ 213,6 Maquinarias equipos. Tapones (protectores auditivos) El total de operarios es 32 Mascarillas
el sueldo básico mensual es de $ 240
el sueldo mensual será de 32x $240 $ 7860
La aportación que la empresa da al
seguro es de 7860x9,35% =$ 718
Siendo el pago de la prima mensual del
seguro de riesgo de trabajo $ 1,35
Si la declaran responsabilidad patronal la sanción será de elevar la prima de
Seguro de riesgo de trabajo al 2,5%.
Entonces el pago mensual será de %718x2.5% = $ 17,95*4(12)
si lo proyectamos para 4 años el gasto Sera $ 861,60
Se la suben las pensiones (depende del
sueldo) de acuerdo al porcentaje de
Incapacidad, se escogerá un porcentaje del 10%.
Operarios: $ 7680*0,05:= $ 384
Se realiza el cálculo para 4 años de pensión
Operarios= $ 384*4= $ 1536 $ 1536
costos totales
$ 213,6 beneficios totales $ 2396,7 Fuente: Instituto Ecuatoriano de Seguridad Social - IESS Elaborado por: Pillasagua Moreira Tyrone Edison

= 11,22
La relación costo-beneficio de la propuesta de evitar los riesgos en la empresa
Polylon es mayor que 1, significa que por cada dólar que invierta la empresa para
dicha propuesta tendrá un retorno de $ 11,22 esto quiere decir que la propuesta es
factible ya que de ocurrir accidentes y/o enfermedad profesional y le declaren la
Responsabilidad Profesional a la empresa tendrá que cubrir muchos gastos, entre
ellos el aumento del 1% de recargo a la prima de seguro de riesgo del trabajo,
pensiones, significando egresos considerables para la empresa.
CUADRO No. 21
ANALISIS COSTO-BENEFICIO PARA EVIATAR LOS RIESGOS EN LA
EM´PRESA POLYLON CURSO DE CAPACITACION AL PERSONAL
Costo BENEFICIOS (posibles perdida en caso de declararle la responsabilidad patronal
Descripción Cant Precio Descripción Precio
POLYLON S.A aporta mensualmente
al seguro el 9,35% sobre el sueldo de sus trabajadores.
Curso de Capacitación de seguridad
industrial en la empresa
Polylon S.A
Dentro de este valor se le recarga la prima de riesgo del seguro del trabajado que corresponde al 1,5%
El estudio se lo hará a los operarios ya que ellos están expuestos a los tipos de riesgos
$ 5720 el total de trabajadores es de 43
el sueldo básico mensual es de $ 240
el sueldo mensual será de $
=CB
6,2137,2396
=CB

10320
La aportación que la empresa da al seguro es de $ 964,92
Siendo el pago de la prima mensual del
seguro de riesgo de trabajo $ 14,47
Si la declaran responsabilidad patronal la
sanción será de elevar la prima de seguro
de riesgo de trabajo al 2,5%.
Entonces el pago mensual será de $ 24,12
Si lo proyectamos para 4 años el gasto será 24,12*4(12) $1157,9
Se la suben las pensiones (depende del
sueldo) de acuerdo al porcentaje de
Incapacidad, se escogerá un porcentaje del 20%.
Operarios: $ 10320*0,20= $ 2064
Se realiza el cálculo para 4 años de pensión
Operarios= $ 2064*4= $ 8256 $ 8256
costos totales $ 5720 beneficios totales $9413,9
Fuente: Instituto Ecuatoriano de Seguridad Social - IESS Elaborado por: Pillasagua Moreira Tyrone Edison
= 1,64
La relación costo-beneficio de la propuesta de evitar los riesgos en la empresa
Polylon es mayor que 1, significa que por cada dólar que invierta la empresa para
dicha propuesta tendrá un retorno de $ 1,64 esto quiere decir que la propuesta es
factible ya que de ocurrir accidentes y/o enfermedad profesional y le declaren la
Responsabilidad Profesional a la empresa tendrá que cubrir muchos gastos, entre
ellos el aumento del 1% de recargo a la prima de seguro de riesgo del trabajo,
pensiones, significando egresos considerables para la empresa.
=CB
57209,9413
=CB

3.9 Objetivo de la propuesta
En esta propuesta se plantean minimizar o eliminar los peligros existentes en los
diversos procesos en la empresa Polylon utilizando la priorización de los riesgos
que se obtuvo en el Panorama de Riesgos donde se darán mayor énfasis a los
riesgos calificados como de mayor grado de peligro.
La propuesta para resolver este problema es la coordinación con todos los
trabajadores de la empresa en el área de producción donde existen condiciones
inseguras de trabajo por: La falta de formación del personal sobre seguridad e
higiene industrial, pero la principal causa es de no promover una cultura de
seguridad y una política de seguridad al personal.
La propuesta para reducir este Factor de Riesgo físico y químico, es generar un
Plan de Acción en cuanto a Higiene y Seguridad Industrial

CAPÍTULO VI
CONCLUSIONES Y RECOMENDACIONES
3.10 Conclusiones
Finalizando el proyecto de tesis, se concluyo que los riesgos mas frecuentes que
se encuentran expuestos los trabajadores son: ruido, quemaduras, ergonómicas,
polvo por tal motivo se han dado mayor importancia a los mismos para buscar
soluciones y así mejorar las condiciones ambientales da los trabajadores.
Para minimizar esos riesgos se han propuesto comprar Equipos de seguridad
industrial y capacitar al personal al momento de utilizarlos, y hacer ver los peligros
existentes en todas las áreas de la empresa para que la salud de los trabajadores
estén en perfectas condiciones y puedan ejercer sus trabajos sin ningún
inconveniente.
Al aplicar la propuesta planteada mejorara las condiciones ambientales en los
puestos de trabajo favoreciendo positivamente a la empresa.
Pero para que esta propuesta sean satisfactoria tiene que existir el compromiso
gerencial por parte de los altos ejecutivos de la empresa y disponer de los recursos
necesarios para proyectar y ejecutar las condiciones correctivas en Seguridad y
Salud Ocupacional y por último se necesita la colaboración por parte del
trabajador ya que será el beneficiario directo.
El tema se Seguridad Salud Ocupacional no solo comprende la protección de
los trabajadores sino también engloban la protección de los bienes y los procesos
productivos de la empresa, en resumidas cuentas de la propia función conclusión al
aplicar continuamente estrategias ambientales en los procesos productivos,
productos y servicios, aumentara la eficiencia y la competitividad empresarial, de
esta forma se logra reducir los riesgos ambientales y los perjuicios de los seres que
están involucrados en el. De igual manera se mostrara a los empresarios la
rentabilidad que este proyecto traen a su organización. función
3.11 Recomendaciones
La empresa tiene claro que la inversión sobre la Seguridad e Higiene Industrial
es positiva en términos económicos, ya que toda empresa si bien el trabajador es el
activo más importante, su función es producir y ganar dinero.
Las leyes de nuestro país contemplan la aplicación y sanciones a las empresas
que no cumplan con lo descrito en las leyes.
Tener a un personal capacitado y una empresa organizada aumentara la
eficiencia de los trabajadores, evitara que se comentan errores reflejándose en el
ahorro y la recuperación de la inversión por aumento de la producción. El aspecto
económico se analizara y se comparara las cifras antes y después de la aplicación
del proyecto, en términos de la eficacia del trabajador, y de la producción de la
empresa.
Quedando en consideración la aprobación e implementación del plan mencionado
por parte de las altas direcciones de la empresa.

GLOSARIO DE TERMINOS
Extrusoras: Es la transformación e inyección plástico, maquinaria para termoformado.
Polietileno de baja densidad: El polietileno de baja densidad es un polímero de la
familia de los polímeros olefínicos, como el polipropileno y los polietilenos. Es un
polímero termoplástico conformado por unidades repetitivas de etileno. Se designa
como LDPE (por sus siglas en inglés, Low Density Polyethylene) o PEBD,
polietileno de baja densidad.
Polietileno Dow 641: Polietileno de baja densidad para películas sopladas.
Polietileno de alta densidad: El proceso de polimerización del polietileno de alta
densidad se lleva a cabo a baja presión y con catalizadores en suspensión. Se
obtiene así un polímero muy cristalino, de cadena lineal muy poco ramificada, la
ausencia de la ramificación produce una estructura compacta con una densidad
más alta y una resistencia química un poco más alta que el PEBD.
Talco: El talco o esteatita es un filosilicato de magnesio blando ligero y séctil. Es
un mineral secundario producto de la alteración de silicatos de magnesio, suave al
tacto, que se presenta en masas laminares blancas, fáciles de reducir a polvo
finísimo. Untuosa al tacto; pésimo conductor del calor; insoluble e infusible. Se
encuentra en rocas metamórficas, como pizarras esteatíticas; y en agregados
hojosos como relleno de grietas en serpentinas.
Nitrógeno: El nitrógeno es un elemento químico, de número atómico 7, símbolo
N y que en condiciones normales forma un gas diatómico (nitrógeno diatómico o
molecular) que constituye del orden del 78% del aire atmosférico.
En ocasiones es llamado ázoe —antiguamente se usó también Az como símbolo
del nitrógeno.

Aditivo Uv: Aditivo protector contra rayos uv para resinas aminoplásticas y
método para fabricar un aditivo uv, caracterizado por que contiene un compuesto
de nitroxilo estéricamente impedido soluble en un precondensado aminoplástico
acuoso. Con esto se preparan aditivo protector para rayos uv para resinas
aminoplásticas.
Gas licuado de petróleo: El gas licuado a presión (GLP) es la mezcla de gases
condensables presentes en el gas natural o disueltos en el petróleo. Los
componentes del GLP, aunque a temperatura y presión ambientales son gases, son
fáciles de condensar, de ahí su nombre. En la práctica, se puede decir que los GLP
son una mezcla de propano y butano.
Impermeabilidad: Es la resistencia que ofrece un tejido a la presión de un líquido
(grado de impermeabilidad). Partiendo de una columna de agua contenida en un
envase de 1 cm2 de sección, se incrementa la altura de dicha columna de agua
hasta que se consigue traspasar el tejido con el líquido.
Poliolefina: Se denomina poliolefina a todo aquel polímero obtenido mediante la
polimerización de olefinas. El término IUPAC para olefina es "alqueno", por lo
cual a las poliolefinas también se les puede denominar polialquenos.
Polímero: Los polímeros vinílicos son polímeros obtenidos a partir de monómeros
vinílicos; es decir, pequeñas moléculas conteniendo dobles enlaces carbono-
carbono. Constituyen una gran familia de polímeros. El polietileno se obtiene a
partir del monómero etileno, llamado también eteno
Alqueno: Los alquenos son hidrocarburos que tienen un doble enlace carbono-
carbono. La palabra olefina se usa con frecuencia como sinónimo, pero el término
preferido es alqueno. Los alquenos abundan en la naturaleza.

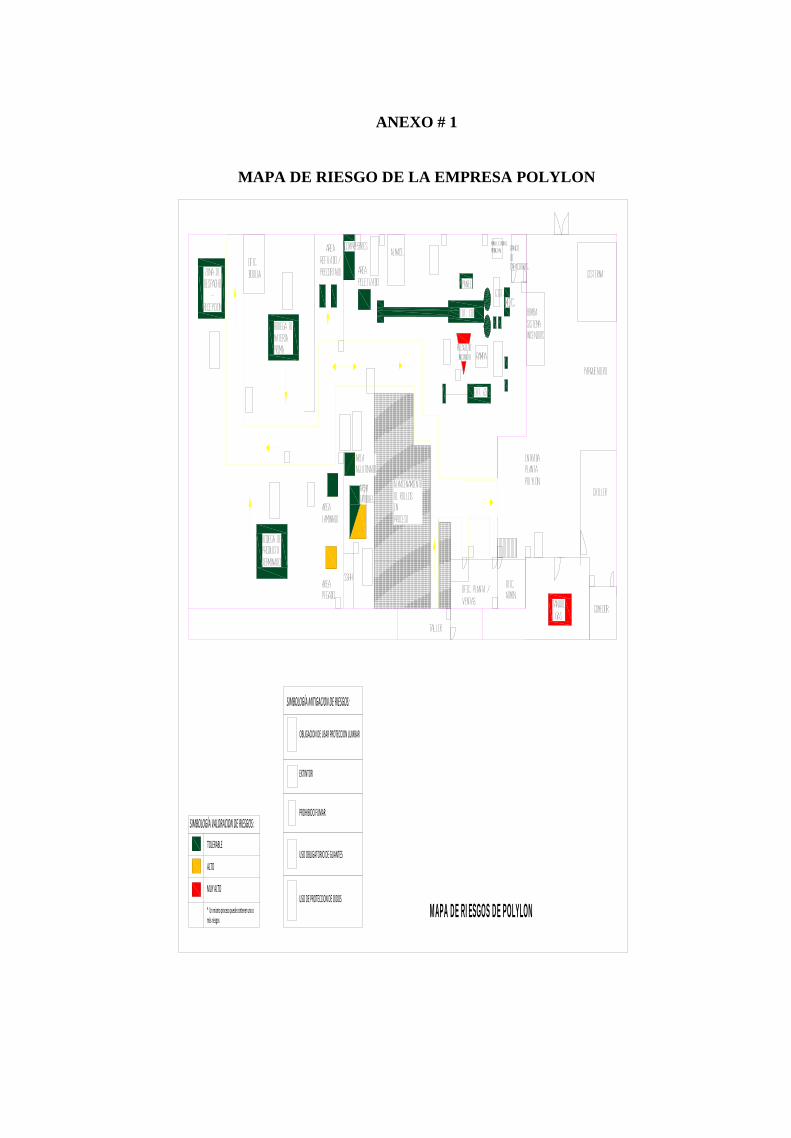
ANEXO # 1
MAPA DE RIESGO DE LA EMPRESA POLYLON
SIMBOLOGÍA VALORACION DE RIESGOS:
TOLERABLE
MAPA DE RIESGOS DE POLYLON
ALTO
MUY ALTO
* Un mismo proceso puede contener uno omás riesgos
OBLIGACION DE USAR PROTECCION LUMBAR
EXTINTOR
PROHIBIDO FUMAR
USO OBLIGATORIO DE GUANTES
USO DE PROTECCION DE OIDOS
SIMBOLOGÍA MITIGACION DE RIESGOS:
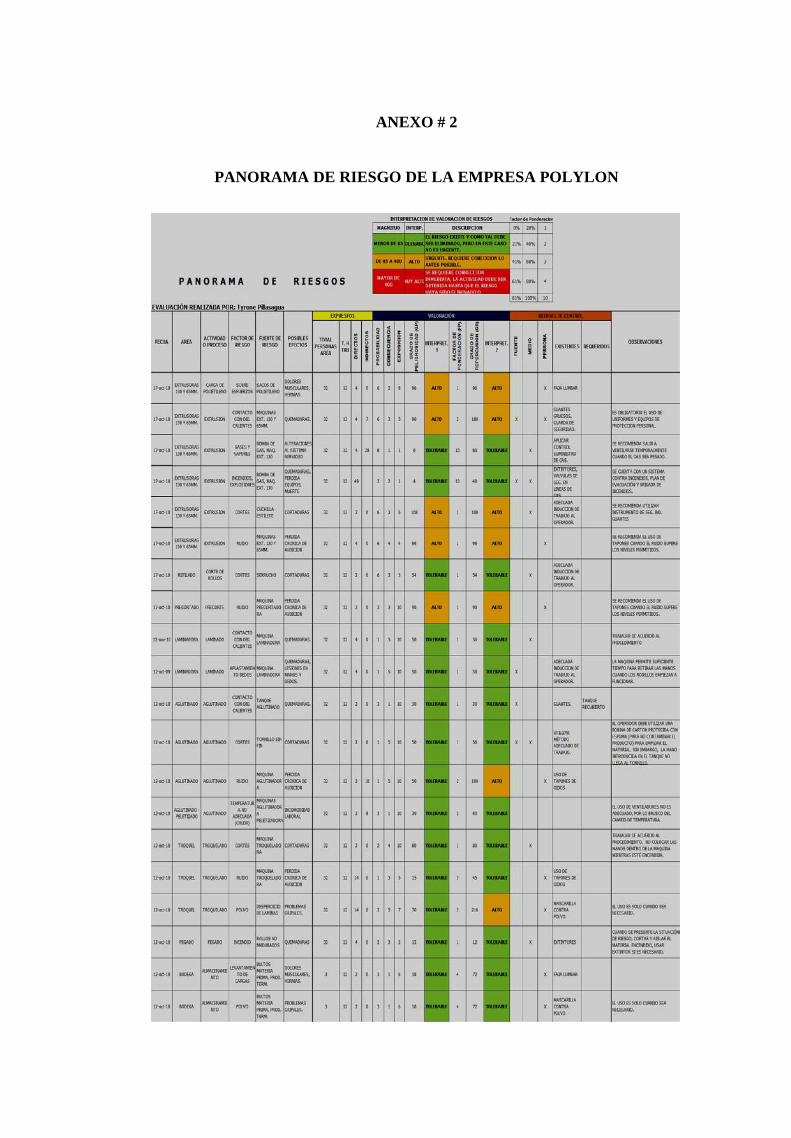
ANEXO # 2
PANORAMA DE RIESGO DE LA EMPRESA POLYLON
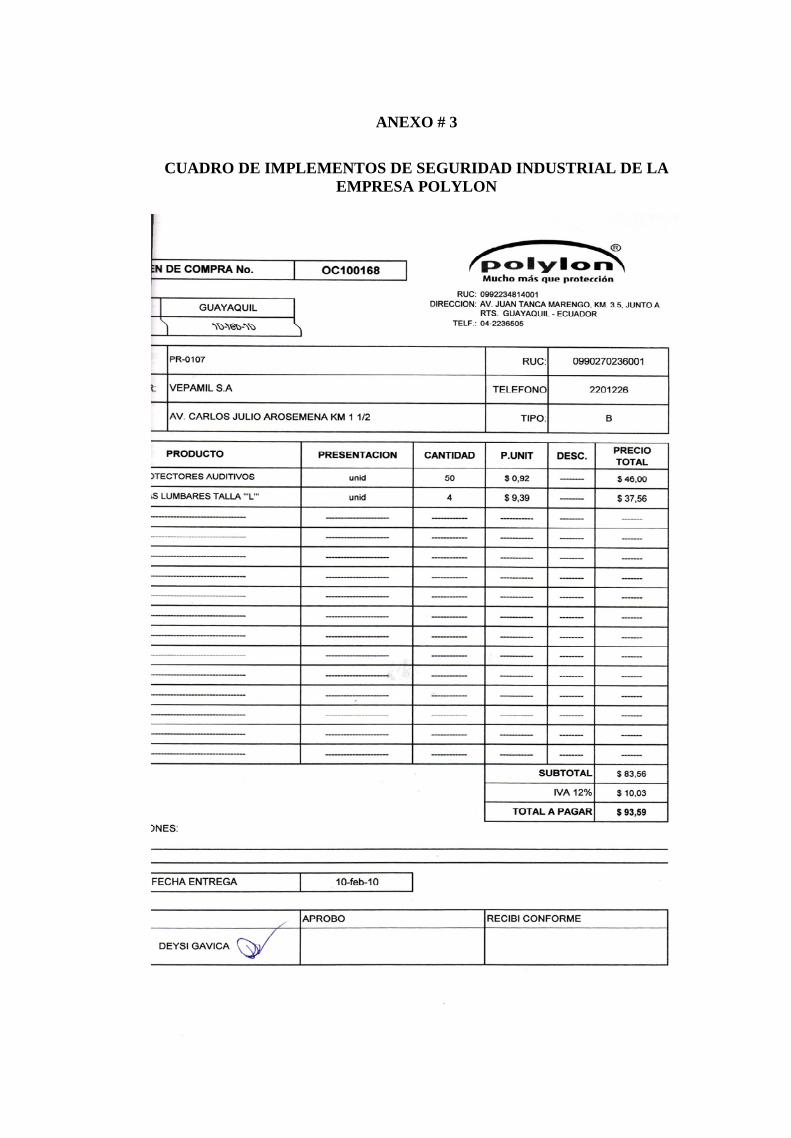
ANEXO # 3
CUADRO DE IMPLEMENTOS DE SEGURIDAD INDUSTRIAL DE LA EMPRESA POLYLON

ANEXO # 4
EQUIPOS DE SEGURIDAD INDUSTRIAL DE LA EMPRESA POLYLON
ANEXO # 5
PROFORMA DE ASESORIA TECNICA

BIBLIOGRAFIA
Datos recopilados por empleados de la empresa (estadísticas y encuestas).
Información dentro de la empresa Polylon Ecuador S.A (procesos de producción).
IESS (Instituto Ecuatoriano de Seguridad Social)
Internet (método FINE)
Biblioteca de la universidad.