título: evaluación del procesamiento aluminotérmico de
TRANSCRIPT

1
Título: Evaluación del procesamiento aluminotérmico de polvos de acería
Centro de Investigación de Soldadura
Autor: Carlos Rafael Alvarez Corcho
Tutor: Dr. Lorenzo Perdomo González
, Junio de 2018

1
Este documento es Propiedad Patrimonial de la Universidad Central “Marta Abreu” de
Las Villas, y se encuentra depositado en los fondos de la Biblioteca Universitaria “Chiqui
Gómez Lubian” subordinada a la Dirección de Información Científico Técnica de la
mencionada casa de altos estudios.
Se autoriza su utilización bajo la licencia siguiente:
Atribución- No Comercial- Compartir Igual
Para cualquier información contacte con:
Dirección de Información Científico Técnica. Universidad Central “Marta Abreu” de Las
Villas. Carretera a Camajuaní. Km 5½. Santa Clara. Villa Clara. Cuba. CP. 54 830
Teléfonos.: +53 01 42281503-1419

2
PENSAMIENTO
La humanidad necesita hombres prácticos, que saquen el mayor
provecho de su trabajo, y, sin olvidar el interés general, salvaguardar
sus propios intereses. Pero la humanidad también necesita
soñadores, para quienes el desarrollo de una tarea sea tan cautivante
que le resulte imposible dedicar su atención a su propio beneficio.
Marie Curie

3
DEDICATORIA:
Dedico fundamentalmente este trabajo de diploma a mi hija, que lo
es todo para mí; ella ha sido en todo momento mi fuente de
inspiración para seguir adelante.

4
AGRADECIMIENTOS:
Quiero mostrar mis más sinceros agradecimientos a todas las
personas que me han brindado su ayuda para la realización de este
trabajo, en especial:
A mis padres por toda su dedicación a lo largo de estos años.
A mi tutor Dr.C Lorenzo Perdomo González por enseñarme las
herramientas necesarias para llevar a cabo una excelente
investigación.
A toda mi familia por apoyarme que de una forma u otra colaboraron
con la realización de este proyecto tan importante para mí.
A los profesores del Centro de Investigación de Soldadura por
dedicarme tiempo y compresión en el transcurso de mi trabajo.
En especial a Alexis Delgado Gómez y Misael Rodríguez Palmero.
A mis amistades y mis compañeros de año.
5
RESUMEN
En el trabajo se realiza la evaluación del procesamiento aluminotérmico de polvos de
acería y cascarillas de laminación, procedentes de empresa siderúrgica ACINOX Tunas.
Se estudió la forma de aglomerar los polvos, con silicato de sodio, en función de lograr
mayor resistencia de los granos. Para la evaluación del procesamiento se conformaron
diferentes cargas, obteniéndose las correspondientes aleaciones, escorias y polvos
generados. Los resultados del proceso fueron evaluados comparando los resultados
obtenidos con resultados determinados a partir de balances de masa. Las aleaciones
obtenidas fueron caracterizadas mediante espectroscopia de emisión atómica,
obteniéndose aleaciones con contenidos de carbono entre 0,3 y 0,4 % y de aluminio
entre 12 y 16 %. Por otro lado, los polvos colectados fueron caracterizados mediante
espectroscopia de absorción atómica, obteniéndose que ellos están compuestos
fundamentalmente por: ZnO de 50 a 58 %, PbO de 6 a 11 %, Fe2O3 de 4 a 13 % y CdO
por debajo del 1 %. La caracterización fásica, mediante difracción de rayos X, realizado
a los polvos arrojó que estos están formados fundamentalmente por ZnO, ZnS, PbO,
SnS y S.

6
ABSTRACT
In the work, the evaluation of the aluminothermic processing of steel dust and rolling
scale, from the ACINOX Tunas steel company, is carried out. The way to agglomerate
the powders was studied, with sodium silicate, in order to achieve greater resistance of
the grains. For the evaluation of the processing different loads were formed, obtaining the
corresponding alloys, slags and powders generated. The results of the process were
evaluated by comparing the results obtained with results determined from mass balances.
The alloys obtained were characterized by atomic emission spectroscopy, obtaining
alloys with carbon contents between 0.3 and 0.4% and aluminum between 12 and 16%.
On the other hand, the collected powders were characterized by atomic absorption
spectroscopy, obtaining that they are mainly composed of: ZnO from 50 to 58%, PbO
from 6 to 11%, Fe2O3 from 4 to 13 % and CdO below 1 %. The phasic characterization,
by X-ray diffraction, made to the powders showed that they are mainly formed by ZnO,
ZnS, PbO, SnS and S.

7
ÍNDICE
INTRODUCCIÓN ............................................................................................................ 9
CAPÍTULO I: REVISIÓN BIBLIOGRÁFICA ................................................................... 13
1.1 Acero .......................................................................................................... 13
1.1.1 Aplicaciones del Acero .................................................................................. 14
1.2 Residuos generados en los procesos siderúrgicos .................................... 14
1.2.1 Polvos de Acería ............................................................................................ 15
1.2.2. Implicaciones ambientales ............................................................................ 15
1.2.3 Cascarilla de laminación ................................................................................ 16
1.3 Tratamiento de los polvos de acería .......................................................... 17
1.3.1 Métodos pirometalúrgicos .............................................................................. 18
1.3.2 Métodos hidrometalúrgicos ............................................................................ 22
1.4 Tratamiento de la cascarilla de laminación ................................................ 25
1.5 La aluminotermia como método para obtener metales y su posible uso para
estos fines ........................................................................................................ 27
CAPÍTULO II: MATERIALES Y MÉTODOS .................................................................. 29
2.1. Materias primas ......................................................................................... 29
2.2. Equipamiento empleado............................................................................ 30
2.3 Preparación del equipamiento .................................................................... 32
2.4 Estudio de aglomeración de los polvos de acería ...................................... 33
2.4.1 Preparación de los polvos .............................................................................. 34
2.5 Planificación de los experimentos .............................................................. 35
2.6 Procesamiento aluminotérmico .................................................................. 35
2.7 Caracterización de las aleaciones y los polvos colectados ........................ 37
2.7.1. Caracterización química de las aleaciones ................................................... 37
2.7.2. Caracterización de los polvos ....................................................................... 38
CAPÍTULO III: ANÁLISIS DE LOS RESULTADOS ....................................................... 40
8
3.1. Resultados obtenidos en el estudio de aglomeración de los polvos de
acería ............................................................................................................... 40
3.2. Balance de Masa ...................................................................................... 41
3.3. Calores de Reacción ................................................................................. 49
3.4. Resultado del procesamiento pirometalúrgico .......................................... 50
3.4.1. Evaluación de la carga seleccionada ............................................................ 53
3.4.2. Evaluación de los polvos .............................................................................. 58
CONCLUSIONES.......................................................................................................... 62
RECOMENDACIONES ................................................................................................. 63
BIBLIOGRAFÍA ............................................................................................................. 64

9
INTRODUCCIÓN
El acero en sus distintas formas está presente de forma abrumadora en la vida cotidiana
ya sea en forma de herramientas, utensilios, equipos mecánicos y formando parte de
electrodomésticos y maquinaria en general, así como en las estructuras de las viviendas
y en la gran mayoría de los edificios modernos.
Las empresas siderúrgicas, que fabrican acero mediante la fusión de chatarra en hornos
eléctrico de arco, generan entre 15 y 20 kg de polvos de acería por cada tonelada de
acero producido, estos están constituidos principalmente por óxidos de zinc, óxidos de
hierro y cantidades menores de otros metales pesados como el plomo y cadmio, etc. (De
La Torre et al, 2013, Petr DVORÁK, 2017, V. Mesegue, 1997), denominándose residuo
tóxico K061 (De La Torre et al, 2013).
El reciclaje de metales es una actividad creciente y en franco desarrollo debido a que
proporciona un notable ahorro de recursos, reduciendo la demanda de minerales
naturales. Los metales son 100 % reciclables y el ahorro de energía al utilizar metales
reciclados sobrepasa el 60 % y en el caso del zinc es del 70 % (De La Torre et al, 2013).
La química y mineralogía de los polvos de acería varía de acuerdo a las condiciones de
operación de cada planta siderúrgica y de las materias primas que se utilizan en el
proceso (Delvasto, 2011).
Entre los componentes de los polvos de acería el metal que más llama la atención por
su concentración es el Zn. Con el fin de recuperarlo se han desarrollado varios procesos
como son: el Sistema Waelz o el proceso en horno Mitsui, que por vías pirometalúrgicas
recuperan el Zn, efectuando una fusión reductora de los residuos hasta evaporarlo, luego
se extrae en forma de óxido y se recolecta en filtros. Una de las desventajas que pueden
presentar estos procesos es el alto contenido de impurezas (Pb, Cd, Cr, Ni) por lo que
se tiene que someter a un proceso de purificación adicional para poder reciclarlo
(Espinoza, 2012, De La Torre et al, 2013).
Los países desarrollados cuentan con una legislación ambiental estricta, además de
diferentes procesos industriales para recuperar metales no ferrosos a partir de polvos de
acería, a diferencia de los países del tercer mundo que en su mayoría no tienen un
sistema integrado de tratamiento de desechos industriales por lo que estos polvos son
dispuestos en vertederos o escombreras, algunas veces en condiciones poco

10
controladas, sin conocerse el destino final de sus lixiviados. Estos residuos entran en
contacto directo con el suelo y los seres vivos, causando un impacto ambiental negativo
debido a la movilidad de los metales pesados en las aguas subterráneas (MCA, 2010).
Desde el triunfo de la revolución, en Cuba han estado presentes los temas relacionados
con la protección del medio ambiente. Este interés aparece plasmado en la Constitución
de la República de Cuba en su artículo 27 y su cumplimiento se materializa a partir de
las leyes 80 - 81 del medio ambiente (Constitución de la República de Cuba, 1976;
CITMA, ley 80; CITMA, ley 81).
La política trazada por el país para el desarrollo en los próximos años se materializa en
los Lineamientos de la Política Económica y Social del Partido y la Revolución para el
periodo 2016 al 2021, en los que se sostiene un fuerte interés en la preservación del
medio ambiente y en el aprovechamiento de los recursos naturales y los residuos
industriales, con el fin de incentivar el progreso hacia un desarrollo sostenible. Estos
aspectos se ven plasmados en los lineamientos 186, 187, 189, 192 y 193 en los cuales
se le presta especial atención al reciclaje de residuos y a la modernización de la industria
minera (Lineamientos, 2016).
186. Mejorar la posición de la industria del níquel en los mercados mediante el
incremento y diversificación de la producción, elevación de la calidad de sus productos y
reducción de los costos, logrando una mejor utilización de los recursos minerales.
187. Ejecutar con celeridad los proyectos en marcha para la exploración de pequeños
yacimientos de minerales, en particular para la producción de oro, cobre, cromo, plomo
y zinc. Priorizar las inversiones para la explotación de yacimientos de plata.
189. Desarrollar las producciones químicas, priorizando la industria transformativa del
plástico, las producciones de cloro, sal, fertilizantes y neumáticos. Fortalecer las
capacidades de recape en el país. Avanzar en los estudios que posibiliten un mayor
empleo de las producciones mineras nacionales a partir de rocas y minerales
industriales.
192. Desarrollar la metalurgia ferrosa, priorizando la ampliación de capacidades, la
reducción de los consumos energéticos y la diversificación de la producción de laminados
y de metales conformados, elevando su calidad.

11
193. Promover la intensificación del reciclaje y el aumento del valor agregado de los
productos recuperados. Priorizar el aprovechamiento del potencial de los residuos
sólidos urbanos.
Lo anteriormente señalado ratifica la necesidad de buscar alternativas que permitan el
procesamiento de los residuales industriales y la posible recuperación de los elementos
metálicos presentes en los mismos.
Problema práctico
La industria siderúrgica, como parte de sus procesos de producción, genera
continuamente polvos de acería y cascarillas de laminación los que se convierten en
contaminantes del medio ambiente.
Problema científico
Estudiar alternativas tecnológicas que permitan el procesamiento de los polvos de acería
y la recuperación de los elementos metálicos presente en los mismos.
Hipótesis:
La conformación de mezclas de polvos de acería, cascarillas de laminación y virutas de
aluminio, permite el procesamiento pirometalúrgico de estos residuos industriales y la
recuperación de los elementos metálicos presentes en los mismos.
Objetivo:
Evaluar el procesamiento aluminotérmico de los polvos de acería.
Objetivos específicos:
Evaluar el desarrollo del procesamiento aluminotérmico de las cargas
pirometalúrgicas.
Caracterizar los productos generados durante el procesamiento.

12
Tareas:
Revisión bibliográfica
Preparar y procesar las cargas pirometalúrgicas
Evaluar el proceso en cuanto a comportamiento y rendimiento.
Caracterizar el metal obtenido.
Caracterizar los polvos recolectado.

13
CAPÍTULO I: REVISIÓN BIBLIOGRÁFICA
1.1 Acero
Los aceros son principalmente aleaciones de hierro y carbono. Los aceros llamados al
simple carbono son aquellos que generalmente tienen aparte del carbono cantidades o
porcentajes pequeños de Mn, Si, S, P. Un ejemplo es el acero 1045 que tiene un 0.45%
de carbono, 0.75% de manganeso, 0.40% de fósforo, 0.50% de azufre, y 0.22% de silicio
(Gutiérrez, 2012)
Los aceros aleados son aquellos que contienen cantidades o porcentajes específicos de
otros elementos en su composición química. Los elementos de aleación más comunes
en estos aceros son el níquel, cromo, molibdeno, vanadio y tungsteno (Gutiérrez, 2012).
El acero constituye la categoría de material metálico más utilizada, principalmente porque
pueden fabricarse, de manera relativamente barata, grandes cantidades de piezas o
equipos con especificaciones muy precisas. También proporciona una amplia gama de
propiedades mecánica, desde niveles moderados de resistencia a la fluencia (200 a 300
MPa o 30 a 40 ksi) con excelente ductilidad hasta resistencias superiores a 1400 MPa
(200 ksi) con niveles de tenacidad a la fractura de hasta 110 MPa (100 ksi ) (ASM, 1990).
Los aceros se pueden clasificar de acuerdo a diferentes aspectos según la ASM, (1990):
• La composición: carbono, baja aleación o aceros inoxidables
• Los métodos de fabricación: hogar abierto, proceso básico de oxígeno o los métodos
de horno eléctrico.
• El método de acabado: laminado en caliente o el laminado en frío.
• La forma del producto: barra, placa, lámina, tira, tubería o forma estructural.
• La microestructura: ferrítica, perlítica y martensítica.
• El nivel de resistencia requerido, como se especifica en las normas de ASTM
• El tratamiento térmico: recocido, templado y revenido y procesamiento termomecánico.
El acero es un metal que se recicla a gran escala, alrededor del 45 % de su consumo
procede del reciclaje. Su reutilización promueve la reducción de la explotación minera
(90 %), el consumo de energía (74,0 %), las emisiones a la atmósfera (88 %), la
contaminación del agua (75 %) y el consumo de agua en la producción (56 %). Por tal

14
razón es el material que más se recicla a nivel mundial, así su recolección resulta mayor
a la del aluminio, plástico y vidrio (Gutiérrez, 2012).
1.1.1 Aplicaciones del Acero
Una parte importante del acero producido se dirige a la construcción civil. Dentro de este
rubro pueden determinarse dos usos principales: hormigón armado y construcción en
acero. La primera usa el hierro en forma de cabilla como refuerzo del hormigón,
trabajando el primero en general a la tracción y el segundo a la compresión. En el caso
de la construcción en acero se usan elementos tales como perfiles unidos mediante
conexiones empernadas o soldadas. Una utilización que está teniendo crecimiento
importante es la construcción mixta que combina las estructuras de acero embebidas en
hormigón armado ó el hormigón armado dentro de un tubo estructural (Wikipedia, 2015).
Además de la construcción civil existen diversas aplicaciones del acero en la
construcción mecánica.
1.2 Residuos generados en los procesos siderúrgicos
Debido a las reacciones que se producen en los procesos siderúrgicos, se generan
diversos residuos que en su mayoría son reutilizables, pero todos constituyen
contaminantes del medio ambiente en mayor o menor grado. Estos elementos se pueden
resumir en los dos grupos siguientes (Pérez, 2012).
Gaseosos: Se generan en los procesos de fusión y afino. Normalmente, estos
gases son depurados antes de ser emitidos a la atmósfera con medios secos en
un proceso que retiene el material particulado (polvos de acería) para su posterior
disposición.
Sólidos: En este grupo se encuentran las escorias, los refractarios y los
electrodos.

15
Se manejan en la industria otros residuos sólidos, pero en este trabajo sólo se consideran
los polvos de acería y la cascarilla de laminación.
1.2.1 Polvos de Acería
Durante las operaciones siderúrgicas de fusión y afino de acero que se realizan a
temperaturas superiores a 1600 °C en hornos de arco eléctrico (EAF) se generan cenizas
volantes y residuos sólidos, los cuales salen del horno arrastrados por la corriente
gaseosa y se acumulan en los filtros del sistema de tratamiento de gases, a estos
residuos se los denomina polvos de acería. Se generan mundialmente alrededor de 8
millones de toneladas por año, de los cuales 3.7 millones provienen de los hornos de
arco eléctrico. Los polvos de acería suelen estar constituidos principalmente por óxidos
metálicos simples o complejos, óxidos de hierro y no ferrosos, como la zincita (ZnO) y
franklinita (ZnFe2O), con un tamaño de partícula por debajo de 40 micras. Si bien los
componentes mayoritarios de los polvos de acería son óxidos de hierro, estos se
caracterizan por presentar un contenido importante de metales pesados, como plomo,
zinc y cadmio, los cuales son catalogados como residuos peligrosos y contaminantes
(Torre, 2013,).
Los polvos de acería contienen de 20 - 55 % de Fe, 10 - 35 % de Zn, 1 - 8 % de Pb y
0,05 - 0,20 % de Cd; por lo que la recuperación resulta beneficiosa para el medio
ambiente y rentable económicamente (Torre, 2013, Chirila, 2011).
1.2.2. Implicaciones ambientales
Las más perjudiciales son las emisiones gaseosas del horno, los gases que se generan
en las operaciones de fusión y afino, se depuran con filtros mangas que retienen el
material en forma de partículas, las partículas que se retienen son los llamados polvos
de acería, que poseen una composición química y mineralógica variable según la materia
prima utilizada en el proceso (MCA, 2010).
Muchas empresas metalúrgicas hacen uso de grandes extensiones de terrenos para
intentar almacenar y disponer de estos desechos, pero la acción de agentes ambientales,
climáticos y microbianos presentes en el área puede permitir una fácil incorporación de
estos metales pesados en los suelos y en las aguas, afectando tanto a la agricultura
como a los acuíferos (Gutiérrez, 2012)

16
Los metales pesados pueden causar intoxicaciones, de hecho, las intoxicaciones por
plomo son una de las enfermedades profesionales más registradas. La forma más común
de exposición al plomo es la inhalación de polvos y por contacto con la piel. El plomo
inhalado se deposita en las vías respiratorias y se absorbe por completo. Una vez en el
organismo, el plomo inorgánico no se metaboliza. Por otro lado, la contaminación
ambiental por zinc y sus efectos sobre la población, no son tan conocidos como en el
caso de la producida por el plomo; sin embargo, cada vez son más numerosos los
estudios que ponen de manifiesto su elevada concentración en aguas subterráneas y de
superficie y en las destinadas al consumo humano, siempre acompañado de
concentraciones elevada de otros elementos, tales como: cadmio y mercurio (Alda et al,
1998).
En Europa según el Catálogo Europeo de Residuos con el código 10 02 01, a los polvos
de acería se los consideran como residuos peligrosos, así mismo en EE.UU. la EPA los
considera como residuos peligrosos de Clase I, Código K061, siendo el Pb, y Cd las
especies consideradas más peligrosas, mientras que el zinc debido a su cantidad
relativamente grande, es el compuesto de mayor interés (Torre, 2013).
De lo anterior se puede resumir lo siguiente (Torre, 2013):
- Los polvos de acería son ricos en zinc y plomo, altamente contaminantes para el
medio ambiente.
- La recuperación de estos elementos puede ser una alternativa de materia prima
para la industria.
- La meta a seguir es encontrar una vía rentable para recuperar estos elementos
en la industria, evitando la contaminación del medio mediante el vertimiento de los
mismos.
1.2.3 Cascarilla de laminación
La cascarilla de laminación es el residual que se genera en el proceso de conformado de
la palanquilla o la cabilla corrugada. La gran mayoría de estos procesos se desarrollan
en caliente en la cual el oxígeno se combina con el hierro de la superficie generando una
delgada capa de óxido de hierro que se encuentra en diferentes fases (Hernández,
2003).

17
La cascarilla es el componente mayoritario del material residual ferroso, suponiendo un
30 - 40 % del residuo total producido en el proceso del acero (Hernández, 2003).
Dependiendo del proceso y de la naturaleza del producto, el peso de cascarilla puede
variar de 20 a 50 kg/t de producto laminado en caliente (Hernández, 2003).
En la cascarilla están presentes, además de hierro en forma elemental, tres tipos de
óxidos:
Wustita (FeO)
Hematita (Fe2O3)
Magnetita (Fe3O4)
El contenido de hierro es normalmente de un 70,0 % y contiene trazas de metales no
férreos y compuestos alcalinos (Hernández, 2003).
La cascarilla por su alto contenido en hierro metálico y bajo contenido en metales no
férreos y compuestos alcalinos, es un residuo idóneo para su reciclado principalmente
por su contenido de hierro. Aproximadamente el 90,0 % de la cascarilla se recicla
directamente en la propia Industria siderúrgica y pequeñas cantidades se utilizan para
ferroaleaciones, en plantas cementeras y en la industria petroquímica (Hernández,
2003).
1.3 Tratamiento de los polvos de acería
Los polvos, que tradicionalmente se arrojaban a la atmósfera a través de la chimenea,
perjudicando el ambiente laboral y geográfico, ahora deben ser recuperados en las casas
de humos. En muchos casos los polvos eran depositados en terrenos propios o en
depósitos de terceros, luego surgió la posibilidad de reciclarlos externamente, a partir del
aprovechamiento de su contenido de óxido de zinc.
La primera solución probada fue la de reciclar el polvo al mismo horno que lo produce.
De esta manera, puede recuperarse hierro y pueden concentrarse gradualmente óxidos
de metales no ferrosos en los humos, pero pronto se experimentaron mayores
dificultades en las acerías, en la carga del horno y la recogida de humos, los consumos
de energía resultaron ser superiores, y disminuyó la producción de los hornos,

18
considerándose que el procedimiento no es deseable por motivos económicos y, sobre
todo, medioambientales (Moreno, 2012).
Resumiendo, el polvo es inadecuado para ser reciclado en el propio horno, debido al
aumento del contenido no ferroso, que tiene un efecto perjudicial sobre el acero
producido (Moreno, 2012).
1.3.1 Métodos pirometalúrgicos
1.3.1.1 Proceso Waelz
El denominado proceso de Waelz es el proceso más usado actualmente para el
tratamiento de polvos de acería, dicho proceso se centra en la concentración de óxido
de zinc de los polvos hasta obtener un nuevo óxido de zinc que se denomina óxido de
Waelz.
El óxido de Waelz contiene 54 - 56 % de Zinc y, de hecho, es una mezcla consistente en
óxido de zinc, óxido de plomo, otros óxidos de metales volátiles y, que, sobre todo,
incluye la mayor parte del cloro y del flúor presente en los polvos, así como cualquier
polvo de < 1 mm arrastrado por los gases de salida del horno. El proceso de Waelz se
lleva a cabo en un horno rotativo inclinado en el que entra una mezcla de polvos y coque
fino, así como, si es necesario, aditivos tales como óxido de calcio y arena para conseguir
el movimiento rotativo. Mediante la adición de una contracorriente de aire se generan
reacciones de combustión - reducción - oxidación a una temperatura de 1250º C
(Moreno, 2012).
El óxido de zinc se envía a una planta de lavado para eliminar álcalis y halógenos, estos
se solubilizan en una solución básica a 65 °C y se obtiene un óxido Waelz más puro con
un 68,0 % de zinc. Se obtiene también una solución con escorias que es llevada a una
planta de acondicionamiento, en donde precipitan trazas de plomo, cadmio, zinc y otros
que son filtradas y recicladas en el horno Waelz (Díaz et al., 1999; Doronin y Svyazhin,
2010).
En la figura 1.1 se muestra un esquema del proceso Waelz.

19
Figura 1.1 Diagrama de flujo proceso Waelz (Morcali, 2012)
Al proceso de Waelz se le señalan las siguientes desventajas (Moreno, 2012):
- existe la posibilidad de aumentar la formación de dioxinas-furanos por la cantidad de
cloro que contienen los polvos de acería de alimentación,
- no elimina casi ninguna cantidad de cloro y flúor procedente de los polvos, lo que resulta
en altos costes de mantenimiento, puesto que resulta necesario renovar los ladrillos
refractarios dentro del horno rotativo debido a corrosiones graves producidas por el cloro
y el flúor a temperaturas elevadas,
- se produce un gran impacto ambiental a la atmósfera producido por el elevado volumen
de gases de combustión a la salida del horno rotativo, que resulta tan grave como el
producido por el Horno Eléctrico de Arco, y
- tienen que llevarse a cabo tratamientos subsiguientes para eliminar cloro y flúor. Para
ello, una posibilidad conocida es que el óxido de Waelz sea lixiviado junto con la solución
de carbonato de sodio.
1.3.1.2 Proceso Flame Reactor
Este proceso es una variación de la técnica de horno relámpago utilizada en la
pirometalurgia de los materiales no ferrosos. La alimentación debe tener un tamaño de
partícula inferior a 200 μm y humedad de hasta 5,0 %. En el interior del reactor se efectúa
la reacción entre los polvos de acería y los gases de combustión a temperaturas
superiores a 2 000 °C, posteriormente el equipo se enfría con agua. La combustión se
Calcinación (1000 - 1200 ºC)
( evaporación de impurezas)
ZnO Materia crudo
Proceso Waelz (900–1100 ºC)
Reducción de óxidos de zin e hierro
Subproducto hierro metálico/óxido de (
hierro)
Producto crudo ( óxido de Waelz)

20
da manera rápida, se reduce y evapora el zinc y otros metales como plomo y cadmio,
que son recogidos en filtros de humos del reactor. El residuo que se obtiene es rico en
óxidos metálicos y en pequeñas cantidades de aleaciones metálicas (Madias, 2009).
1.3.1.3 Horno Mitsui (MF)
El proceso MF no sólo puede tratar polvo de horno de arco eléctrico sino cualquier otro
material de residuo, como cenizas volantes, baterías usadas, varios residuos industriales
de zinc.
El polvo de horno de arco eléctrico, el carbón y la arena son secados para evitar la
humedad. Se le procesa para darle forma de briquetas y se introducen al horno. El horno
Mitsui, es un tipo de alto horno en el cual entra aire caliente por toberas. Una vez en el
horno el polvo en forma de briquetas, funde y reduce, posteriormente el zinc se evapora
y se reoxida a ZnO (65-69 %). Como el ZnO obtenido contiene cloruros, será tratado
para eliminar halógenos (Yoshida T. 2006).
La escoria obtenida en el horno Mitsui puede ser usada por la industria del cemento
(Yoshida T. 2006).
Las figuras 1.2 y 1.3 muestran esquemas de este proceso.
ZnO Crudo
Figura 1.2. Diagrama de bloques simplificado proceso Mitsui (Yoshida T, 2006)
Secado
Briqueteado MF
Vapor
Escoria
Filtrar Desulfurar
Apilar
Remover halógeno
Licor de sulfito
Polvo

21
Figura 1.3. Esquema del horno MF para producir óxido de zinc de polvos de acería
(Madias, 2009).
1.3.1.4 ESPRF [Electric smelting reduction furnace (horno de reducción por
fusión eléctrica)
Dos plantas operan comercialmente en Japón y Taiwán con este proceso. El proceso
ESPRF usa energía eléctrica para calentar y reducir en el horno los óxidos metálicos del
polvo de horno de arco eléctrico (ver figura 1.4).
Figura 1.4. Concepto de reducción por fusión (Nakayama, M. 2012).
22
La alta temperatura generada (1250 ºC) mediante la electricidad funde todos los
materiales siendo el polvo posible recuperar el hierro como Fe metálico y conseguir
la separación de metales pesados de la escoria. El ESRF tiene la ventaja frente al
método convencional de reducción en fase sólida, genera escoria inocua puesto que
se recuperan la mayoría de los metales, que puede usarse como agregado, sin
necesidad de otro proceso añadido (Nakayama, M. 2012).
1.3.2 Métodos hidrometalúrgicos
Los métodos hidrometalúrgicos se basan en la recuperación del zinc electrolítico con
menos impurezas y de mejor calidad que en los procesos pirometalúrgicos, que
obtienen óxido de zinc con gran cantidad de impurezas (plomo y hierro). En la
hidrometalurgia el costo energético es inferior al de la pirometalurgia. En el proceso
se lixivian los polvos de acería con una solución selectiva que disuelva la mayor
cantidad de zinc, por un tiempo determinado; así los elementos solubles se trasladan
al solvente mediante el ataque selectivo. El lixiviante debe tener la capacidad de
separar y disolver el zinc de las ferritas, y zincitas presentes. Esta técnica
actualmente está en desarrollo y ha obtenido buenos resultados tanto sostenibles,
como económicos y ambientales (Espinoza, 2012).
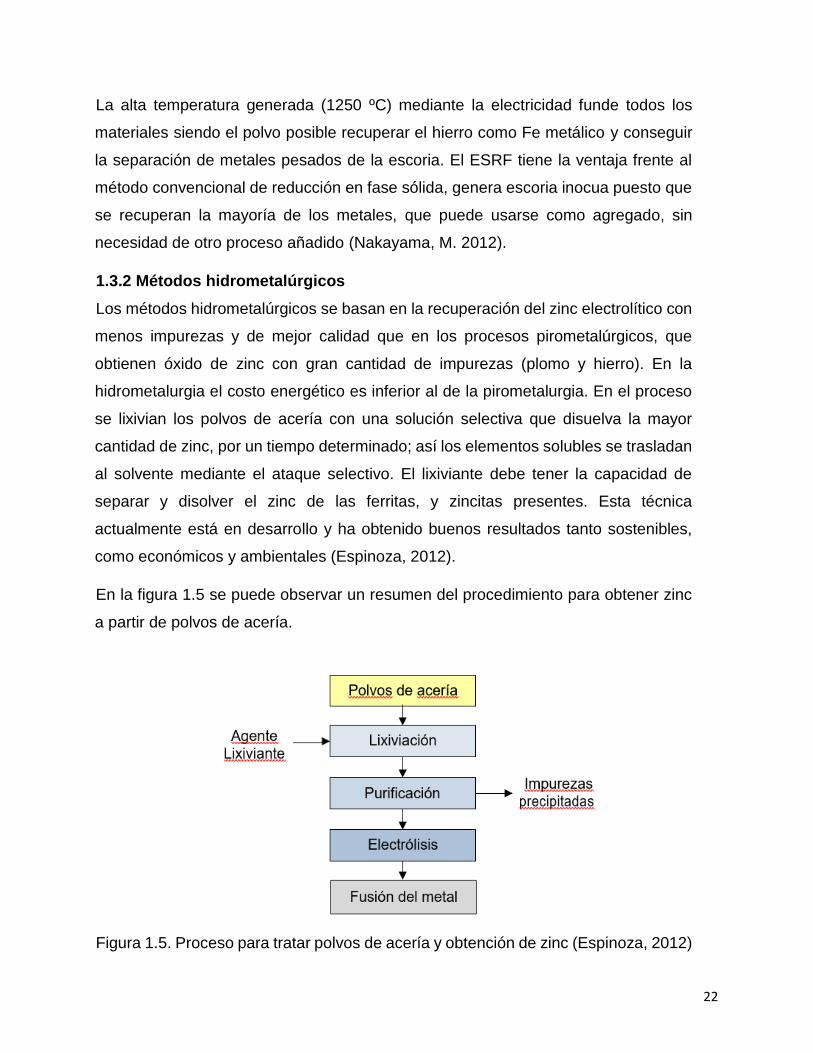
En la figura 1.5 se puede observar un resumen del procedimiento para obtener zinc
a partir de polvos de acería.
Figura 1.5. Proceso para tratar polvos de acería y obtención de zinc (Espinoza, 2012)

23
En el proceso después de extraer el metal de interés en solución, se filtra la misma
para separar los sólidos que son lavados para evitar pérdidas. La solución se purifica
para extraer el zinc mediante electrólisis y finalmente por fusión. A continuación, se
describen algunos de los métodos hidrometalúrgicos que se emplean para tratar
polvos de acería. Puede ser mediante: lixiviación ácida, básica o amoniacal; además
de tratamientos biológicos con microorganismos. También se puede realizar
lixiviación con cianuro de sodio, ya que el cianuro presenta una gran selectividad con
los polvos de acería (Altadill et al., 2009; Delvasto et al., 2010)
1.3.2.1 Lixiviación ácida inorgánica
a) Lixiviación clorhídrica
La lixiviación con ácido clorhídrico puede realizarse mediante dos métodos: en una
sola etapa o en una autoclave. La lixiviación en una sola etapa consiste en lixiviar los
polvos de acería, con lo que se obtiene una recuperación de zinc del 70,0 %, debido
a que la presencia de impurezas es mayor. Por esta razón se debe realizar un
proceso de purificación mediante extracción de solventes con DEHPA
(hidrogenofosfato de bis (2-etilhexilo)) y así obtener el metal. La segunda opción es
realizar la lixiviación en una autoclave a presión, así se llega a recuperaciones de
hasta el 98,0 % de zinc en solución, posteriormente se deben de realizar los procesos
de purificación y electrólisis para obtener el zinc en forma metálica (Román, 1992).
b) Lixiviación sulfúrica
Consiste en preparar una solución de ácido sulfúrico, cuya concentración varía de 50
a 200 [g/L]. Se mezclan los polvos de acería con la solución y se lixivia con agitación,
la temperatura varía desde la ambiental hasta 80 °C. La concentración de la solución
ácida, el tiempo de lixiviación y la temperatura dependen de las características de los
polvos de acería. El tiempo mínimo que se emplea en el proceso es de 1 h, a un pH
óptimo de solución de 3,0. El ácido sulfúrico presenta una alta selectividad y recupera
entre el 80,0 y 90,0 % de zinc. Si además se desea recuperar plomo (cantidades
inferiores), se efectúa una lixiviación con ácido clorhídrico (Antrekowitsch, 2001;
Palencia et al., 1999)

24
Una vez obtenida la solución con zinc disuelto (electrolito de sulfato de zinc), se la
purifica mediante la técnica de cementación que emplea zinc en polvo que precipita
conjuntamente con las impurezas. Posteriormente, se efectúa el proceso de
electrólisis, del cual se obtiene zinc catódico que se somete a un proceso de fusión y
lingoteado, para obtener zinc metálico (Pardavé, 2006).
1.3.2.2 Lixiviación ácida orgánica
Los polvos de acería se lixivian con soluciones de ácidos orgánicos como el tartárico,
cítrico y oxálico de concentraciones entre 0,2 y 0,5 g/L. El proceso se efectúa en
columnas de percolación, en donde se mezcla la muestra con la solución ácida y
arena silícea que ayuda a la percolación. Se trabaja a pH 3,0 durante 28 días y se
irriga cada 48 h con el agente lixiviante. Se recupera del proceso alrededor del 80,0
% de zinc, con trazas de plomo y cadmio. Este método simula condiciones que
provocarían microorganismos, para darle una disposición final a los polvos de acería
que no sea perjudicial para el medio ambiente, ya que se separan los metales
pesados (zinc y plomo) (Delvasto et al., 2010).
1.3.2.3 Lixiviación básica
El principal agente lixiviante utilizado es el hidróxido de sodio. Este método es poco
selectivo, esto por un lado es favorable ya que no logra disolver hierro en grandes
cantidades, pero por otro lado las recuperaciones que se alcanzan son máximo del
40,0 %. La solución lixiviada se somete al proceso de electrólisis, en el cual se utilizan
cátodos de magnesio y ánodos de níquel, al final del proceso se regenera el hidróxido
de sodio y se obtiene zinc metálico. Para conseguir extraer una mayor cantidad de
metal, es necesario hidrolizar el concentrado de zinc para fundirlo con la ayuda del
hidróxido de sodio, o a su vez realizar una fusión directa y posteriormente lixiviar el
producto, así se llegan a obtener recuperaciones de hasta el 65,0 % (Román, 1992;
Ohran, 2005).
1.3.2.4 Lixiviación amoniacal
Esta técnica comprende una lixiviación con carbonato de amonio, que es el agente
lixiviante que disuelve el zinc presente en los polvos de acería. Mediante la adición
de monóxido de carbono el metal precipita en forma de carbonato de zinc y el

25
carbonato de amonio se regenera. El carbonato de zinc es calcinado y se produce la
reducción a óxido de zinc de alta pureza, la recuperación de zinc mediante este
proceso alcanza valores máximos del 55,0 % (Román, 1992).
1.3.2.5 Biolixiviación
Consiste en realizar una lixiviación biológica, en columnas de percolación, en
sistemas sumergidos con agitación o en reactores de lecho fijo. La técnica emplea
microorganismos para que se efectúe una reacción química que es catalizada
enzimáticamente, las sustancias químicas generadas actúan directamente sobre los
polvos de acería. De esta manera se adsorben y precipitan los metales pesados
mediante la formación de complejos insolubles. Los microorganismos pueden ser
thiuobacillus, hongos o bacterias, los mismos que van generar ácidos orgánicos como
el oxálico, acético y cítrico para extraer el zinc, tal y como sucede en la lixiviación con
ácidos orgánicos (Acevedo y Gentina, 2005).
1.3.2.6 Tecnología “Oxindus”
Este es un proceso patentado por la empresa francesa NRD (Natural Resources
Research Development). El cual consiste en tratar polvos de acería de hornos de
arco eléctrico mediante pirometalurgia e hidrometalurgia, sin generar residuos tóxicos
para el medio ambiente. El proceso se divide en dos fases: la línea negra y la línea
blanca.
En la línea negra se utiliza carbón, con lo que se incrementa el contenido de zinc,
reduce las pérdidas de hierro, reduce las sales insolubles y evita la formación de
dioxinas. Al material con carbón, se le adiciona aditivos y se lo somete a un proceso
para fabricación de pellets, los mismos que contienes del 36,0 al 42,0 % de zinc y del
8,0 al 12,0 % de hierro. La línea blanca lixivia el material mediante hidrodecloración
e hidrodefluoración, así el contenido de cloro y flúor disminuye a menos de 150 ppm,
se elimina el sodio y las dioxinas, mediante la decloración (NRD, 2010).
1.4 Tratamiento de la cascarilla de laminación
La capa de cascarilla es desventajosa para el proceso de laminación, por lo que
habitualmente se retira con ayuda de un chorro de agua a alta presión. El agua residual,
que contiene la cascarilla de laminación de grano fino, se acumula por debajo de la caja
26
de laminación en la fosa de cascarilla, donde se deposita un fango, que, no obstante,
además de óxido de metal y agua contiene otras impurezas, en particular en forma de
grasas y aceites (Maurier, 2012).
La cascarilla por su alto contenido en hierro metálico y bajo contenido en metales no
férreos y compuestos alcalinos, es un residuo idóneo para su reciclado directamente al
horno alto vía planta de sinter (International Iron and Steel Institute, 1987,).
Aproximadamente el 90,0 % de la cascarilla se recicla directamente en la propia industria
siderúrgica y pequeñas cantidades se utilizan para ferroaleaciones, en plantas
cementeras y en la industria petroquímica (Motoda, 1981).
La cascarilla gruesa se recicla prácticamente al 100 % vía planta de sinterización y la
cascarilla más fina o lodo de cascarilla, que está más contaminada de aceites, acaba
en el vertedero (Motoda, 1981).
Se considera reutilizable al sínter, sin pretratamiento, la cascarilla con tamaño de
partícula entre 0,5 y 5 mm y un contenido en aceites menor del 1,0 %. La cascarilla con
un contenido en aceites mayor del 3,0 % debe de ser tratada previamente, ya que este
contenido de aceites puede producir incremento de las emisiones de compuestos
orgánicos volátiles y dioxinas y problemas en los sistemas de purificación de gases
residuales. El lodo de cascarilla no puede ser reutilizado vía sínter, ya que las
partículas finas contienen aceites en un alto grado (5,0 - 20,0 %) y normalmente es
tratado como residuo siendo depositado en vertedero. Si se reciclara este lodo el coste
del tratamiento sería elevado y podría superar el valor de los materiales
convencionales a los que reemplazaría, haciendo inviable desde el punto de vista
económico dicho tratamiento (European Commission, 2001).
Según una investigación realizada por Martín, (2004), se plantea la utilización de la
cascarilla de laminación en la eliminación de iones Cu2+ Cd2+, Zn2+ y Pb2+ en solución,
mediante el estudio del proceso de adsorción de estos metales sobre la cascarilla.

27
1.5 La aluminotermia como método para obtener metales y su posible uso para
estos fines
La aluminotermia es una técnica para obtener un metal con elevada pureza mediante
reducción de un óxido metálico, con empleo de aluminio finamente dividido y
consiguiente aumento de temperatura. La acción reductora del aluminio sobre los
óxidos de otros metales se debe a que el calor de formación del óxido de aluminio es
mucho mayor que el de la mayoría de los demás óxidos metálicos, referidos a la misma
cantidad de oxígeno. En este proceso basta con vencer la barrera energética de la
energía de activación para que se desarrolle por sí sola; además, es aplicable para la
obtención de numerosos metales a partir de sus óxidos. El agente reductor (aluminio),
al formar su óxido debe tener una energía de formación más baja que la de los óxidos
a reducir. La escoria (Al2O3), debe tener menos densidad que la del metal líquido, como
en el caso del acero. Las reacciones de reducción aluminotérmica para cada uno de
los óxidos del sistema Fe-O son las siguientes (Lacerda, 2003).
3Fe3O4 + 8Al ---------- 9Fe + 4Al2O3 + CALOR Ec. (1.1)
3FeO + 2Al ---------- 3Fe + Al2O3 + CALOR Ec. (1.2)
Fe2O3 + 2Al ---------- 2Fe+Al2O3+ CALOR Ec. (1.3)
La reacción funciona mucho más eficiente en cuanto mayor es el volumen de mezcla.
Vale aclarar que es posible agregar elementos de aleación al compuesto de termita en
forma de ferroaleaciones compatibles con la química de la pieza a soldar. Se utilizan
por ejemplo aleaciones para aumentar la fluidez y disminuir la temperatura de
solidificación de la escoria. Todos ellos deben tener un calor de formación menor que
el del óxido de aluminio. Se genera gran cantidad de calor que produce una elevación
de la temperatura a cerca de 3 000 ºC, ya que ninguno de los productos de la reacción
es gaseoso. A temperatura tan elevada no solo se funde el metal que se forma y que
por su mayor densidad se reúne en el fondo, sino que también es capaz de fundir el
óxido de aluminio formado y que se reúne en la superficie del metal, por su menor
densidad, constituyendo una capa protectora (Lacerda, 2003).

28
A la mezcla del óxido metálico con el aluminio se le da el nombre de termita. Estas
termitas solo reaccionan cuando un punto de la mezcla se calienta a una temperatura
elevada mediante un cebo o fulminante. Una vez iniciada la reacción en un punto, el
calor desprendido es suficiente para propagar la reacción a toda la masa de la termita.
La propagación tiene lugar con una velocidad intermedia entre las reacciones
explosivas y las reacciones ordinarias. Semejante tipo de reacciones recibe el nombre
de reacciones de cebo.
Como cebo se puede utilizar la llama de la cinta de magnesio, que reacciona vivamente
con el peróxido de bario. La ventaja de este procedimiento, a pesar de ser caro por el
empleo del aluminio, estriba en que los metales resultantes quedan totalmente exentos
de carbón, y es sabido que pequeñas cantidades de carbón en los metales o sus
aleaciones les hacen perder sus mejores cualidades (Lacerda, 2003).

29
CAPÍTULO II: MATERIALES Y MÉTODOS
En este capítulo se realiza un estudio a las mezclas estudiadas anteriormente por Piedra
(2017), tomando de estas las cargas 3 y centro, que fueron las que mejores resultados
arrojaron. Las mezclas se conforman variándoles el porciento de silicato de sodio en 10,
20 y 30 % respectivamente, todo con el objetivo de seleccionar la de mejores resultados
para procesar estos residuos en función de obtener una aleación de posible uso industrial
y recolectar concentrados de cinc y plomo. Los polvos colectados y las aleaciones fueron
caracterizados.
2.1. Materias primas
Se emplearon como materia prima los residuos industriales siguientes:
- Polvo de acería, generado en el horno de arco eléctrico de la empresa ACINOX Tunas.
- Cascarilla de laminación, procedente de la empresa Planta Mecánica de Santa Clara
Villa Clara.
- Virutas de aluminio, generadas durante los procesos de corte y barrenado de laminados
de aluminio en la empresa de Antenas de Santa Clara.
- Silicato de sodio, producido en la Empresa Cloro Sosa de Sagua La Grande de Villa
Clara.
- Caliza, del yacimiento el Purio en Encrucijada, Villa Clara.
La composición química de las materias primas aparece en la tabla 2.1.

30
Tabla 2.1 Composición química de las materias primas utilizadas (en % masa).
Cascarilla Polvo de acería Virutas de aluminio
Comp. Contenido Comp. Contenido Comp. Contenido
Fe2O3 20-30 SiO2 4.062 Si 0,3-0,6
Fe3O4 40-60 Fe2O3 54,241 Fe 0,1-0,3
FeO 15-20 MnO 6.152 Mn 0,1
Fe 2-5 Al2O3 0.832 Cu 0,1
Fe prom 68,83 CaO 6.542 Mg 0,35-0,6
O2 prom 24,18 MgO 3.212 Zn 0,15
Impureza 5,00 P2O5 0.272 Cr 0,05
Caliza PbO 4,131 Ti 0,1
Comp. Contenido ZnO 18,281 Al
SiO2 0,34 NiO 0,061
Al2O3 0,23 CdO 0,061
FeO 0,15 Humedad 1,501
CaO 55,20
MgO 0,68
PPI 43,4 1determinada mediante espectroscopia de absorción atómica en el laboratorio de absorción atómica de la Facultad de Ciencias Agropecuarias de la UCLV. 2 dato ofrecido por la empresa ACINOX Tunas, determinado mediante fluorescencia de R-X.
Las materias primas para la conformación de las mezclas fueron tamizadas para obtener
un tamaño de grano inferior a 2,00 mm. En el caso de la caliza se utilizó con una
granulometría por debajo de 0,5 mm la cual está disponible en el laboratorio.
En el caso de los polvos de acería, son de granulometría muy fina, por lo que,
primeramente, son aglomerados utilizando un 10, 20 y 30 % de silicato de sodio.
2.2. Equipamiento empleado
Pesaje: El pesaje de los componentes se realiza en una balanza técnica.
Mezclado: Se realizó en un mezclador rotatorio metálico tipo tambor con una velocidad
de rotación de 120 r.p.m y un ángulo de inclinación de 30º durante un tiempo de 30 min
(Figura 2.1).

31
Fig. 2.1 Mezclador rotatorio metálico tipo tambor. Secado: Se realizó en una estufa a 270 ºC durante un tiempo de 1 hora.
Reactor aluminotérmico: Está constituido de un crisol de grafito recubierto de una
mezcla de material refractario y montado sobre una base de acero, todo acoplado de
manera tal que la reacción ocurre debajo de una campana que conforma el sistema de
recolección de gases, tal como se muestra en la figura 2.2.
Las dimensiones del crisol se muestran en la tabla 2.2.
Fig. 2.2 Reactor aluminotérmico.

32
Tabla 2.2 Dimensiones del crisol del reactor aluminotérmico.
Diámetro interior 20 cm
Altura 45 cm
Capacidad 6 kg
Sistema de recolección de gases: Para la recuperación de los gases generados
durante el proceso aluminotérmico se preparó una instalación formada por una campana
ubicada sobre el reactor, seguida de un extractor de gases.
2.3 Preparación del equipamiento
Se realizó el montaje de la instalación para la recuperación de los polvos de acería donde
se le implementaron trampas de tela para la recuperación mecánica y una malla metálica
para la separación electrostática, también se hermetizó la instalación utilizando láminas
de poliestireno expandido colocadas a presión para evitar la fuga de gases y lograr
recolectar la mayor cantidad de polvos posible. Se limpió la superficie utilizando un cepillo
metálico para evitar la contaminación de los polvos por el posible desprendimiento de
óxido (ver figura 2.3 y 2.4).
Figura 2.3 Hermetización del equipamiento y recuperación electrostática. 1.
Equipamiento hermetizado con láminas de poliespuma, 2. Malla utilizada para la
recuperación electrostática con marco de poliespuma para su montaje y 3. Fuente de
1 2
3

33
corriente directa de procedencia alemana Marca Statron, tipo TYP32221, utilizada para
cargar la malla electrostáticamente.
Figura 2.4 Trampas de tela. 1. trampas de telas montadas, llenas de polvo, 2. Telas llenas
de polvo desmontadas y 3. Polvo colectado
2.4 Estudio de aglomeración de los polvos de acería
Los polvos de acería colectados durante el proceso de fusión del acero en el horno
eléctrico de arco en la empresa Acinox Tunas tienen una granulometría por debajo de 40
μm.
Se debe resaltar que en trabajos anteriores el proceso de aglomeración de los polvos
con el silicato se realizó añadiendo primeramente el silicato a los polvos y luego se le
agregaba el agua para lograr una mezcla homogénea, pero en este caso al secar el
grano resultante no se obtiene la resistencia mecánica requerida en el pellets,
provocando su destrucción. Esto se demostró por los ensayos de resistencia a la
deformación del grano, realizados en el laboratorio. Inicialmente se estudiaron tres
mezclas preparadas de la manera anteriormente descrita, usando las proporciones de
10, 20 y 30 % de silicato
Se decidió cambiar la forma de aglomerar disolviendo el silicato en el agua primeramente
y luego mezclándolo con los polvos en un mortero para las mismas proporciones
34
descritas con anterioridad. De esta forma la resistencia a la deformación, del grano
obtenido, aumenta apreciablemente como se muestra en la tabla 3.2.
El estudio se realiza seleccionando pellets de manera aleatoria, sobre los que se va
incrementando peso hasta que el grano se quiebre. La figura 2.5. Muestra una foto del
equipamiento utilizado.
Figura 2.5: Equipamiento utilizado para medir la resistencia del pellet.
2.4.1 Preparación de los polvos
Se prepararon las mezclas de polvos de acería con 10, 20 y 30 % de silicato de sodio,
las que fueron secadas en la estufa durante 1 hora a 250 ºC. Una vez fría la mezcla, esta
se tritura y se hace pasar por un tamiz de 2 mm. En la figura 2.6 se muestra el polvo de
acería aglomerado y tamizado.

35
Figura 2.6: Polvo de acería aglomerado y tamizado.
2.5 Planificación de los experimentos
Los ensayos se planifican tomando en cuenta las cargas 3 y centro (Piedra, 2016), las
cuales se seleccionan por ser las que mejores resultados arrojaron en el diseño de
experimento realizado. En este caso, cada carga es estudiada para los contenidos de
silicato de sodio ensayados en la aglomeración de los polvos (10, 20 y 30 %).
Tabla 2.3: Datos de conformación de cada una de las mezclas (en % masa)
Componentes 3-10 % 3- 20 % 3-30 % C-10 % C- 20 % C-30 %
P.A 100 100 100 187,5 187,5 187,5
Cascarilla 400 400 400 287,5 287,5 287,5
Aluminio 154 154 154 131,5 131,5 131,5
Caliza 0 0 0 25 25 25
Total 654 654 654 631,5 631,5 631,5
Leyenda para las cargas: El 3 representa la carga 3 y la C la carga centro y el % es la cantidad de silicato utilizada para aglomerar los polvos.
2.6 Procesamiento aluminotérmico
A partir de los datos expuestos en la tabla 2.3 se prepararon las 6 mezclas planificadas.
Cada una de estas mezclas una vez homogenizadas, se introducen en la estufa a 270
ºC por una hora. La mezcla caliente es alimentada al reactor, donde se le da inicio a la

36
reacción mediante arco eléctrico, utilizando un electrodo de acero, lo que proporciona el
calor suficiente para el comienzo de la reacción. Una vez concluida la reacción la carga
fundida se deja enfriar para la posterior separación del metal y la escoria (Ver figura 2.7)
Figura 2.7: Reactor de grafito durante una colada. 1. Reactor aluminotérmico con el
sistema de extracción de gases. 2. Sistema para recolección de los polvos en
funcionamiento, utilizando sólo con una funda colocada a la salida del extractor y 3.
Reactor aluminotérmico en funcionamiento y al finalizar la colada
La carga 3 con 10, 20 y 30 % de silicato de sodio, preparado de acuerdo al estudio 2
fueron las de mejores resultados obtenidos por lo que se decidió replicarlas.
Seleccionándose la carga 3 con 20 % como la mejor de todas. Todas las réplicas fueron
realizadas en las mismas condiciones de trabajo, recolectándose los polvos generados
durante el procesamiento.

37
2.7 Caracterización de las aleaciones y los polvos colectados
2.7.1. Caracterización química de las aleaciones
Para el análisis químico las probetas fueron cortadas en la tronzadora que se encuentra
en el laboratorio de tribología de la Facultad de Ingeniería Mecánica e Industrial de la
UCLV, luego por la otra cara fueron desbastadas con un disco abrasivo, obteniéndose
así dos caras paralelas respectivamente, lo cual es extremadamente importante a la hora
de analizar las mismas, para la obtención de buenos resultados (Ver figura 2.8).
Fig. 2.8. Probetas preparación para análisis químico
El análisis químico fue realizado en el Laboratorio de Análisis Químico de la Empresa
Planta Mecánica, con el empleo de un equipo de Análisis Espectral por Emisión atómica
Spectrógrafo Belec Vario Lab (figura 2.9) el cual procesa los datos con el software Belec
Win 21, propio del equipo. La determinación de la composición química se realizó por
triplicado, reportándose el valor promedio.

38
Figura 2.9 Espectrógrafo Belec Vario Lab 2.7.2
2.7.2. Caracterización de los polvos
2.7.2.1 Caracterización química de los polvos
Los polvos colectados fueron caracterizados mediante espectroscopia de absorción
atómica, en el laboratorio de absorción atómica de la Facultad de Ciencias Agropecuarias
de la UCLV (Ver figura 2.10).
Para la caracterización, los polvos fueron disueltos en agua regia, preparándose curvas
de calibración por separado para los diferentes elementos químicos. Las curvas de
calibración fueron preparadas usando soluciones, patrones y reactivos químicos puros
para análisis. Los elementos determinados fueron: Fe, Zn, Pb, Cd, Ni.

39
Fig. 2.10 Espectrofotómetro de absorción atómica
2.7.2.2 Caracterización fásica de los polvos
Para la caracterización fásica de los polvos se seleccionaron dos muestras, una
procedente de los polvos colectados en la funda (con 20 % de silicato de sodio) y la otra
de la mezcla 3 con 30 % de silicato de sodio. La determinación de la composición fásica
se realizó por Difracción de Rayos X (DRX), empleando un difractómetro Panalytical
Xpert Pro MPD, con radiación CuKα1 (1,5406 Å) y una rejilla de divergencia de 0,5°. El
espectro de las muestras, fueron registradas en el intervalo angular de 4 a 70° (2θ), con
un paso angular de 0,017° y un tiempo por paso de 80 segundos.

40
CAPÍTULO III: ANÁLISIS DE LOS RESULTADOS
En este capítulo se presentan y evalúan los principales resultados obtenidos en los
experimentos realizados, a partir de la cantidad de metal, escoria y de gases generados,
para lo cual se toma como referencia un balance de masa. Se analizaron químicamente
las aleaciones obtenidas y se realiza la caracterización de los polvos recolectados
durante el procesamiento aluminotérmico. Se realizan réplicas de las mezclas de mejores
resultados.
3.1. Resultados obtenidos en el estudio de aglomeración de los polvos de acería
En la tabla 3.1 se muestran los resultados del estudio realizado adicionando el silicato
de sodio y el agua de manera independiente (estudio 1).
Tabla 3.1 Masa soportada por los pellets (en g) aglomerados en el estudio 1
Ensayo Cantidad de silicato de sodio (%)
10 20 30
1 190 200 100
2 200 190 150
3 150 170 170
4 100 200 250
5 180 200 200
6 200 110 200
7 100 170 100
8 100 150 200
9 100 190 150
10 170 200 350
Media 149 178 187
Desviación estándar
44,58 29,36 73,94
Como se puede observar en la tabla anterior, se obtuvo un valor promedio de la
resistencia a la deformación de los granos de 149 g para 10 %,178 g para 20 % y 187 g
para 30 %, con una desviación estándar de 44,58; 29,36 y 73,94 g respectivamente.
En la tabla 3.2 se muestran los resultados del estudio realizado adicionando el silicato y
el agua de preparados previamente (estudio 2).

41
Tabla 3.2 Masa soportada por el pellets (en g) aglomerados en el estudio 2
Ensayo Cantidad de silicato de sodio (%)
10 20 30
1 500 500 1300
2 600 500 1200
3 750 700 1500
4 750 700 1000
5 500 650 1200
6 500 800 1200
7 500 600 1400
8 400 550 1000
9 500 700 1200
10 550 700 1000
Media 555 640 1200
Desviación estándar
114,14 99,44 169,97
Como se puede apreciar los valores promedios, de resistencia a la deformación
alcanzadas por los pellets, son de 555 g para 10 %, de 640 g para 20 % y de 1200 g para
30 % y una desviación estándar de 114,14; 99,44 y 169,97 g respectivamente.
Comparando los resultados promedios obtenidos, para ambos casos, se puede observar
que la resistencia de los granos aumenta para el segundo método entre 3,6 y 6,4 veces
con relación al primero, quedando demostrada la influencia que ejerce la forma de
preparar la mezcla de silicato de sodio sobre la resistencia de los mismos al aglomerar
los polvos, razón por la cual el resto del trabajo fue realizado utilizando la segunda
variante de aglomeración.
3.2. Balance de Masa
El balance de masa es una cuantificación de las cantidades de los diferentes materiales
y los componentes que intervienen en el proceso, el cual se basa en la ley de
conservación de masa, de manera que se pueden contabilizar las cantidades de
materiales que entran y salen del sistema, así como las transformaciones que sufren
42
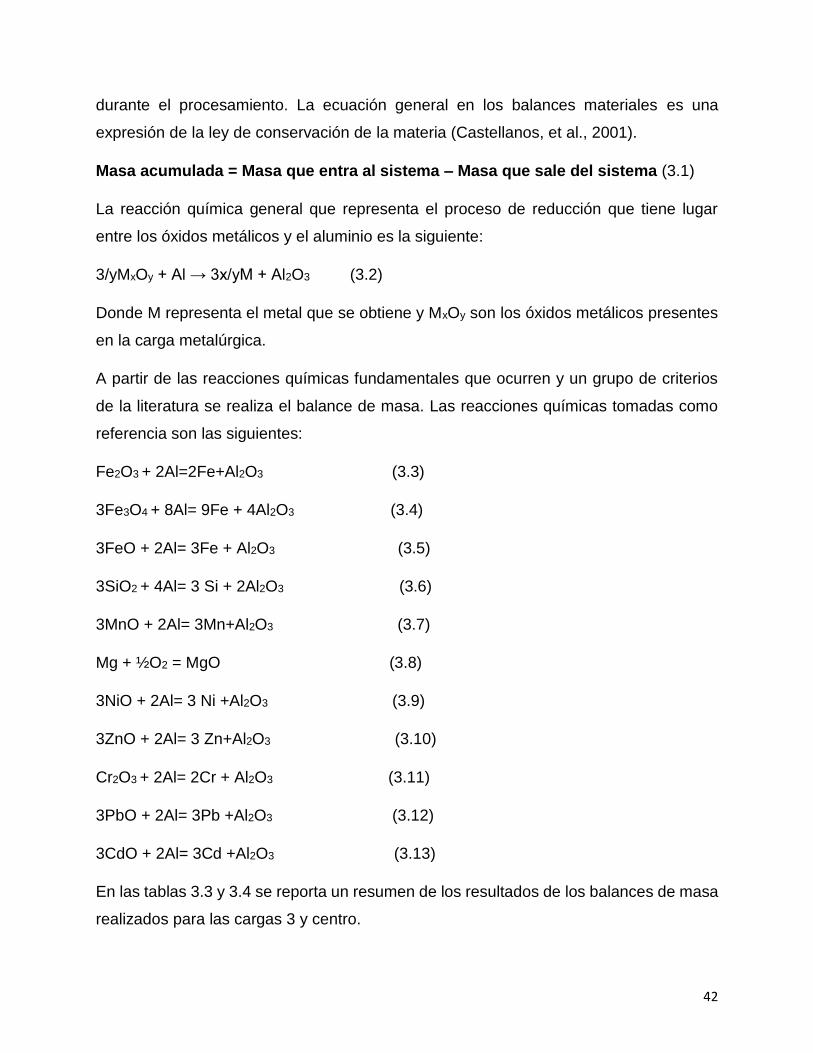
durante el procesamiento. La ecuación general en los balances materiales es una
expresión de la ley de conservación de la materia (Castellanos, et al., 2001).
Masa acumulada = Masa que entra al sistema – Masa que sale del sistema (3.1)
La reacción química general que representa el proceso de reducción que tiene lugar
entre los óxidos metálicos y el aluminio es la siguiente:
3/yMxOy + Al → 3x/yM + Al2O3 (3.2)
Donde M representa el metal que se obtiene y MxOy son los óxidos metálicos presentes
en la carga metalúrgica.
A partir de las reacciones químicas fundamentales que ocurren y un grupo de criterios
de la literatura se realiza el balance de masa. Las reacciones químicas tomadas como
referencia son las siguientes:
Fe2O3 + 2Al=2Fe+Al2O3 (3.3)
3Fe3O4 + 8Al= 9Fe + 4Al2O3 (3.4)
3FeO + 2Al= 3Fe + Al2O3 (3.5)
3SiO2 + 4Al= 3 Si + 2Al2O3 (3.6)
3MnO + 2Al= 3Mn+Al2O3 (3.7)
Mg + ½O2 = MgO (3.8)
3NiO + 2Al= 3 Ni +Al2O3 (3.9)
3ZnO + 2Al= 3 Zn+Al2O3 (3.10)
Cr2O3 + 2Al= 2Cr + Al2O3 (3.11)
3PbO + 2Al= 3Pb +Al2O3 (3.12)
3CdO + 2Al= 3Cd +Al2O3 (3.13)
En las tablas 3.3 y 3.4 se reporta un resumen de los resultados de los balances de masa
realizados para las cargas 3 y centro.

43
Tabla 3.3 Balance de masas de la carga 3
Componente 3-10 % 3-20 % 3-30 %
E S E S E S
SiO2 6,999 0,000 9,938 0,000 12,877 0,000
Fe2O3 154,243 0,000 154,243 0,000 154,243 0,000
Fe3O4 200,000 0,000 200,000 0,000 200,000 0,000
FeO 70,000 0,000 70,000 0,000 70,000 0,000
CaO 6,540 6,540 6,540 6,540 6,540 6,540
MgO 3,210 3,595 3,210 3,595 3,210 3,595
Cr2O3 0,395 0,000 0,395 0,000 0,395 0,000
MnO 6,150 0,000 6,150 0,000 6,150 0,000
Al2O3 0,830 265,249 0,830 266,885 0,830 268,520
P2O5 0,270 0,270 0,270 0,270 0,270 0,270
ZnO 18,281 0,000 18,281 0,000 18,281 0,000
PbO 4,126 0,000 4,126 0,000 4,126 0,000
CdO 0,057 0,000 0,057 0,000 0,057 0,000
Na2O 1,010 1,010 2,020 2,020 3,030 3,030
NiO 0,064 0,000 0,064 0,000 0,064 0,000
OTROS 31,727 31,727 31,727 31,727 31,727 31,727
Si 0,693 5,859 0,693 8,028 0,693 10,197
Fe 0,308 307,323 0,308 307,323 0,308 307,323
Mn 0,154 4,917 0,154 4,917 0,154 4,917
Cu 0,154 0,154 0,154 0,154 0,154 0,154
Mg 0,231 0,000 0,231 0,000 0,231 0,000
Zn 0,308 14,996 0,308 14,996 0,308 14,996
Cr 0,154 0,424 0,154 0,424 0,154 0,424
Ti 0,154 0,154 0,154 0,154 0,154 0,154
Al 151,829 11,891 151,829 11,025 151,829 10,160
O2 0,154 0,000 0,154 0,000 0,154 0,000
CO2 0,000 0,000 0,000 0,000 0,000 0,000
Pb 0,000 3,830 0,000 3,830 0,000 3,830
Cd 0,000 0,050 0,000 0,050 0,000 0,050
Ni 0,000 0,050 0,000 0,050 0,000 0,050
CaCO3 0,000 0,000 0,000 0,000 0,000 0,000
Total 658,039 658,039 661,988 661,988 665,937 665,937

44
Tabla 3.4 Balance de masas de la carga 3.
Componente C-10 % C-20 % C-30 %
E S E S E S
SiO2 13,108 0,000 18,604 0,000 24,100 0,000
Fe2O3 173,580 0,000 173,580 0,000 173,580 0,000
Fe3O4 143,750 0,000 143,750 0,000 143,750 0,000
FeO 50,313 0,000 50,313 0,000 50,313 0,000
CaO 12,263 26,263 12,263 26,263 12,263 26,263
MgO 6,019 6,348 6,019 6,348 6,019 6,348
Cr2O3 0,740 0,000 0,740 0,000 0,740 0,000
MnO 11,531 0,000 11,531 0,000 11,531 0,000
Al2O3 1,556 249,458 1,556 252,516 1,556 255,574
P2O5 0,506 0,506 0,506 0,506 0,506 0,506
ZnO 34,277 0,000 34,277 0,000 34,277 0,000
PbO 7,736 0,000 7,736 0,000 7,736 0,000
CdO 0,107 0,000 0,107 0,000 0,107 0,000
Na2O 1,889 1,889 3,777 3,777 5,666 5,666
NiO 0,119 0,000 0,119 0,000 0,119 0,000
OTROS 24,784 24,784 24,784 24,784 24,784 24,784
Si 0,592 10,267 0,592 14,323 0,592 18,380
Fe 0,263 264,798 0,263 264,798 0,263 264,798
Mn 0,132 9,063 0,132 9,063 0,132 9,063
Cu 0,132 0,132 0,132 0,132 0,132 0,132
Mg 0,197 0,000 0,197 0,000 0,197 0,000
Zn 0,263 27,803 0,263 27,803 0,263 27,803
Cr 0,132 0,638 0,132 0,638 0,132 0,638
Ti 0,132 0,132 0,132 0,132 0,132 0,132
Al 129,646 -1,551 129,646 -3,169 129,646 -4,787
O2 0,132 0,000 0,132 0,000 0,132 0,000
CO2 0,000 11,000 0,000 11,000 0,000 11,000
Pb 0,000 7,182 0,000 7,182 0,000 7,182
Cd 0,000 0,094 0,000 0,094 0,000 0,094
Ni 0,000 0,094 0,000 0,094 0,000 0,094
CaCO3 25,000 0,000 25,000 0,000 25,000 0,000
Total 638,897 638,897 646,282 646,282 653,666 653,666

45
A partir del balance de masa pueden ser determinadas las potencialidades de cada una
de las cargas, en cuanto a cantidad de productos generados y su composición, para el
metal, las escorias y los polvos, los que son mostrados en las tablas 3.5, 3.6, 3.7, 3.8,
3.10 y 3.11.
Tabla 3.5 Cantidad y composición química teóricas de las aleaciones (en g y % masa)
de la carga 3
Elementos 3-10 % 3-20 % 3-30 %
g % g % g %
Si 5,859 1,770 8,028 2,416 10,197 3,057
Fe 307,323 92,865 307,323 92,501 307,323 92,139
Mn 4,917 1,486 4,917 1,480 4,917 1,474
Cu 0,154 0,047 0,154 0,046 0,154 0,046
Ni 0,050 0,015 0,050 0,015 0,050 0,015
Cr 0,424 0,128 0,424 0,128 0,424 0,127
Ti 0,154 0,047 0,154 0,046 0,154 0,046
Al 11,891 3,593 11,025 3,318 10,160 3,046
P2O5 0,162 0,049 0,162 0,049 0,162 0,049
total 330,934 100,000 332,238 100,000 333,542 100,000
Como se observa en la tabla 3.5, la aleación a generarse de la carga 3, debe contener
1,4 % de Mn, desde 1,7 hasta 3 % de Si y de 3 a 3,5 % de Al, además de otros elementos
de aleación en contenidos por debajo de 0,42 %.
En el caso de la carga C (Tabla 3.6), las aleaciones van a contener teóricamente 3,1 %
de Mn y desde 3,5 hasta 6,2 % de Si, además de otros elementos de aleación en
menores contenidos.
En general se puede señalar que para las dos cargas debe obtenerse una aleación de
hierro (acero de muy bajo contenido de carbono). Este acero puede ser utilizado como
materia prima de alta calidad en la producción otros aceros (chatarra de muy alta
calidad).

46
Tabla 3.6 Cantidad y composición química teóricas de las aleaciones (en g y % masa)
de la carga C
Elementos C-10 % C-20 % C-30 %
g % g % g %
Si 10,267 3,597 14,323 4,948 18,380 6,262
Fe 264,798 92,773 264,798 91,473 264,798 90,209
Mn 9,063 3,175 9,063 3,131 9,063 3,088
Cu 0,132 0,046 0,132 0,045 0,132 0,045
Ni 0,094 0,033 0,094 0,032 0,094 0,032
Cr 0,638 0,223 0,638 0,220 0,638 0,217
Ti 0,132 0,046 0,132 0,045 0,132 0,045
P2O5 0,304 0,106 0,304 0,105 0,304 0,103
total 285,426 100 289,482 100 293,539 100
Tabla 3.7 Composición química teórica de las escorias de la carga 3 (% masa)
Elementos 3-10 % 3-20 % 3-30 %
g % g % g %
CaO 6,540 2,358 6,540 2,344 6,540 2,331
MgO 3,595 1,296 3,595 1,289 3,595 1,281
Na2O 1,010 0,365 2,020 0,724 3,030 1,075
Al2O3 265,249 95,643 266,885 95,669 268,520 95,694
P2O5 0,054 0,019 0,054 0,019 0,054 0,019
total 277,332 100,000 278,967 100,000 280,602 100,000
En la tabla 3.7 se observa que las escorias deben estar formadas por 95 % de Al2O3, con
contenidos de CaO y MgO de 2 y 1 % respectivamente, mientras que el Na2O va desde
0, 36 hasta 1,07 %, en dependencia de la cantidad de silicato añadida.

47
Tabla 3.8 Composición química teórica de las escorias de la carga C (% masa)
Elementos C-10 % C-20 % 3-30 %
g % g g %
CaO 26,263 9,245 26,263 9,147 26,263 9,050
MgO 6,348 2,235 6,348 2,211 6,348 2,187
Na2O 1,889 0,665 3,777 1,307 5,666 1,928
Al2O3 249,458 87,818 252,516 87,948 255,574 88,075
P2O5 0,101 0,036 0,101 0,035 0,101 0,035
total 284,063 100,000 287,121 100,000 290,179 100,000
En el caso de la muestra C, en la tabla 3.8 se observa que las escorias deben estar
formadas por 87 % de Al2O3, con contenidos de CaO y MgO de 9 y 2 % respectivamente,
mientras que el Na2O va desde 0,66 % hasta 1,92 % en dependencia de la cantidad de
silicato que se añadió. Como se aprecia los contenidos de alúmina disminuyen con
relación a la carga 3, debido a la inclusión de la caliza en la mezcla.
Por ejemplo, si a partir de los datos teóricos de composición química se determina la
temperatura de fusión de estas escorias a partir de la expresión siguiente (Torres, 1971):
ºC =360 + Al2 O3 − 𝑅𝑂
0.228 (3.5)
Donde, Al2O3, es el por ciento de alúmina de la escoria y RO, el por ciento en peso de
los óxidos alcalinos, los de calcio y los de magnesio presentes.
Aunque esta fórmula resulta bastante exacta, debe tomarse sólo como referencia de un
resultado (Torres, 1971), sobre todo en este caso donde los datos de composición
químicas son determinados a partir del balance de masa. Para las cargas evaluadas se
obtendrán los resultados mostrados en la Tabla 3.9.

48
Tabla 3.9 Temperatura de fusión aproximada de las escorias obtenidas (en ºC)
Carga 3-10 % 3-20 % 3-30 % C-10 % C-20 % C-30 %
temperatura 1982,4 1982,6 1982,8 1913,8 1914,9 1915,3
Como se aprecia en la tabla 3.9, las temperaturas de fusión de ambas escorias son
elevadas para todas las escorias obtenidas, debido fundamentalmente a los altos
contenidos de alúmina. En el caso de la muestra C, la disminución del contenido de
alúmina esa compensado con un incremento en la cantidad de óxido de calcio presente
en las escorias, quedando abierta la posibilidad de estudiar las potencialidades de uso
de las mismas en el desarrollo de materiales refractarios, siendo también posible su uso
en materiales abrasivos.
Tabla 3.10 Composición química teórica de los polvos colectados durante la reacción
aluminotérmica de la carga 3.
Elementos 3-10 % 3-20 % 3-30 %
g % g % g %
P2O5 0,054 0,285 0,054 0,285 0,054 0,285
Zn 14,996 79,217 14,996 79,217 14,996 79,217
Pb 3,830 20,234 3,830 20,234 3,830 20,234
Cd 0,050 0,264 0,050 0,264 0,050 0,264
total 18,930 100,000 18,930 100,000 18,930 100,000
En la tabla 3.10 se observa que las composiciones químicas de los polvos colectados de
la carga 3, durante el procesamiento aluminotérmico, debe contener teóricamente 79 %
de Zn, 20 % de Pb y 0, 26 % de Cd. En esta composición no influye la cantidad de silicato
añadida.

49
Tabla 3.11 Composición química teórica de los polvos colectados durante la reacción
aluminotérmica de la carga C.
Elementos C-10 % C-20 % C-30 %
g % g % g %
P2O5 0,101 0,219 0,101 0,219 0,101 0,219
Zn 27,803 79,031 27,803 79,031 27,803 79,031
Pb 7,182 20,415 7,182 20,415 7,182 20,415
Cd 0,094 0,267 0,094 0,267 0,094 0,267
total 46,179 100,000 46,179 100,000 46,179 100,000
En el caso de la carga C, en la tabla 3.11 se observa que los polvos colectados,
teóricamente, deben contener 79 % de Zn, 20 % de Pb y 0, 2 % de Cd, como era de
esperar una composición química similar a la anterior, ya que entre ambas cargas sólo
varía la cantidad de polvos generada. En el caso de la mezcla centro la cantidad de polvo
incorporada a la carga fue superior.
3.3. Calores de Reacción
Al realizarse el procesamiento aluminotérmico se combinan los óxidos aportados por los
polvos y la cascarilla de laminación con el aluminio desprendiéndose gran cantidad de
calor debido a las reacciones de oxidación reducción que se desarrollan. La relación que
se establece entre la cantidad de carga a procesar y el calor que se genera, juega un
papel protagónico en el correcto desempeño del proceso. Por otro lado, la energía libre
define la espontaneidad del proceso.
Las expresiones 3.13 y 3.14 se utilizan para la determinación de los calores de reacción
y la energía libre a 298 K. Para las determinaciones se utilizaron los datos reportados
por Perrys (1999), los que se ofrecen en la tabla 3.12.
∆Hr (298) = ∑n∆Hf prod - ∑n∆Hf reacc (3.13)
∆Gr (298) = ∑n∆Gf prod - ∑n∆Gf reacc (3.14)
50
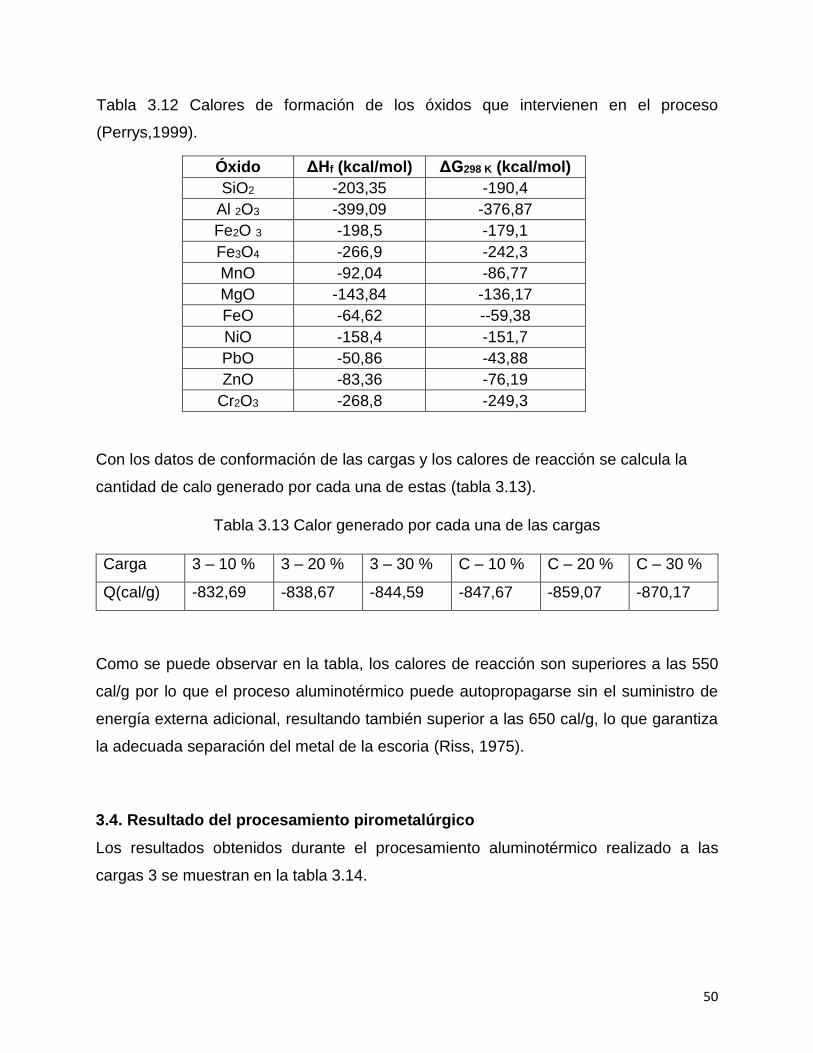
Tabla 3.12 Calores de formación de los óxidos que intervienen en el proceso
(Perrys,1999).
Óxido ΔHf (kcal/mol) ΔG298 K (kcal/mol)
SiO2 -203,35 -190,4
Al 2O3 -399,09 -376,87
Fe2O 3 -198,5 -179,1
Fe3O4 -266,9 -242,3
MnO -92,04 -86,77
MgO -143,84 -136,17
FeO -64,62 --59,38
NiO -158,4 -151,7
PbO -50,86 -43,88
ZnO -83,36 -76,19
Cr2O3 -268,8 -249,3
Con los datos de conformación de las cargas y los calores de reacción se calcula la
cantidad de calo generado por cada una de estas (tabla 3.13).
Tabla 3.13 Calor generado por cada una de las cargas
Carga 3 – 10 % 3 – 20 % 3 – 30 % C – 10 % C – 20 % C – 30 %
Q(cal/g) -832,69 -838,67 -844,59 -847,67 -859,07 -870,17
Como se puede observar en la tabla, los calores de reacción son superiores a las 550
cal/g por lo que el proceso aluminotérmico puede autopropagarse sin el suministro de
energía externa adicional, resultando también superior a las 650 cal/g, lo que garantiza
la adecuada separación del metal de la escoria (Riss, 1975).
3.4. Resultado del procesamiento pirometalúrgico
Los resultados obtenidos durante el procesamiento aluminotérmico realizado a las
cargas 3 se muestran en la tabla 3.14.

51
Tabla 3.14 Resultados obtenidos en las coladas realizadas carga 3
3-10 % 3-20 % 3-30 %
Teórico Real Teórico Real Teórico Real
Masa metal (g) 330,934 246 332,238 260 333,542 267
Masa escoria (g)
277,332 324 278,967 326,5 280,602 293
Masa polvo colectado (g)
- 3,3053 - 4,2511 - 3,3415
Masa polvo magnético (g)
- 1,0445 - 0,7371 - 0,6675
Masa polvo Total (g)
18,930
4,3498 18,930
4,9882
18,930
4,009
Rendimiento metal (%)
100 74,3 100 78,2 100 80
Rendimiento escoria (%)
100 116,8 100 117 100 104,4
Rendimiento polvos (%)
100 22,9 100 26,3 100 21,1
En la tabla 3.14 se observa que fue posible procesar todas las mezclas de la carga 3 de
manera satisfactoria, obteniéndose como resultado un rendimiento de metal, con relación
al valor teórico, de 74,3 para 10 %, 78,2 % para 20 % y 80 % para 30 %, en todos los
casos se obtuvieron resultados superiores a los obtenidos por Piedra (2017).
En el caso de las escorias el rendimiento fue 116,8; 117 y 104,4 % para 10, 20 y 30 %
respectivamente, valores inferiores a los reportados por Piedra (2017), lo cual puede
estar relacionado con el incremento de la cantidad de metal obtenida.
En el caso de los polvos los rendimientos obtenidos, con relación a los valores
determinados en los balances de masa, fueron de 22,9; 26,3 y 21,1 % para las cargas
de 10, 20 y 30 % respectivamente. Estos bajos rendimientos están relacionados con las
condiciones de experimentación, donde se hace muy complejo retener toda la masa de
polvo generada durante el procesamiento.
52
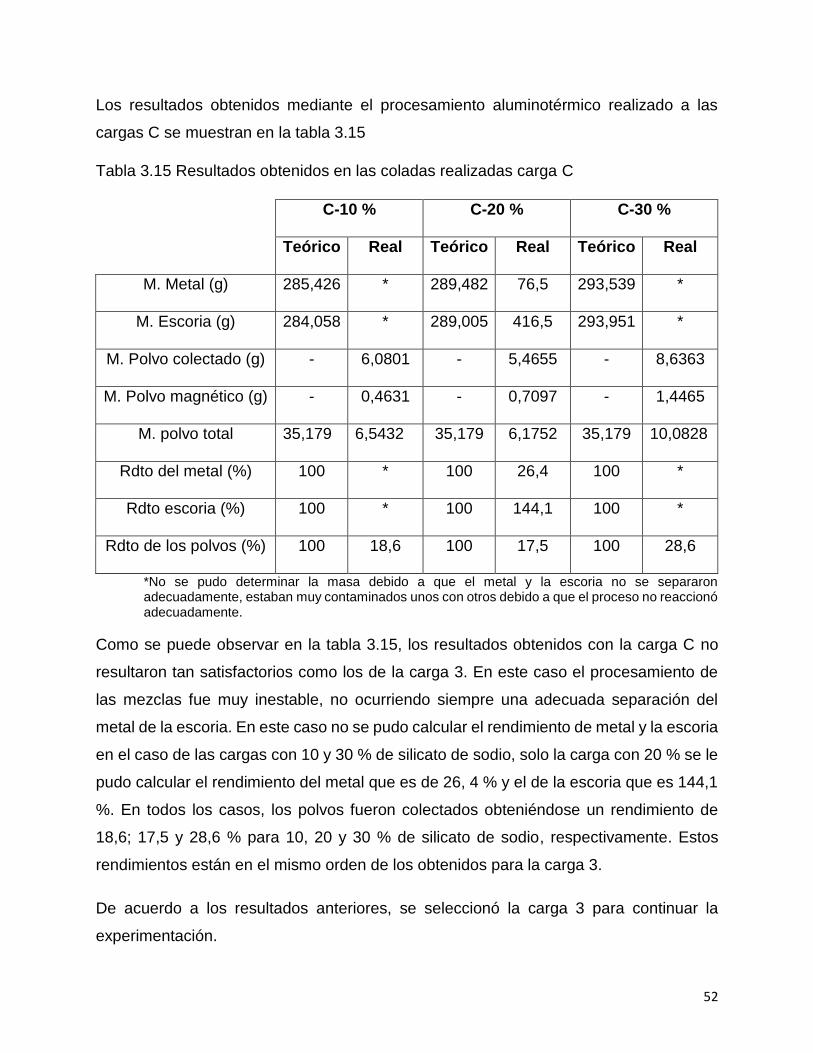
Los resultados obtenidos mediante el procesamiento aluminotérmico realizado a las
cargas C se muestran en la tabla 3.15
Tabla 3.15 Resultados obtenidos en las coladas realizadas carga C
C-10 % C-20 % C-30 %
Teórico Real Teórico Real Teórico Real
M. Metal (g) 285,426
* 289,482
76,5 293,539
*
M. Escoria (g) 284,058
* 289,005
416,5 293,951
*
M. Polvo colectado (g) - 6,0801 - 5,4655 - 8,6363
M. Polvo magnético (g) - 0,4631 - 0,7097 - 1,4465
M. polvo total 35,179 6,5432
35,179
6,1752
35,179
10,0828
Rdto del metal (%) 100 * 100 26,4 100 *
Rdto escoria (%) 100 * 100 144,1 100 *
Rdto de los polvos (%) 100 18,6 100 17,5 100 28,6
*No se pudo determinar la masa debido a que el metal y la escoria no se separaron adecuadamente, estaban muy contaminados unos con otros debido a que el proceso no reaccionó adecuadamente.
Como se puede observar en la tabla 3.15, los resultados obtenidos con la carga C no
resultaron tan satisfactorios como los de la carga 3. En este caso el procesamiento de
las mezclas fue muy inestable, no ocurriendo siempre una adecuada separación del
metal de la escoria. En este caso no se pudo calcular el rendimiento de metal y la escoria
en el caso de las cargas con 10 y 30 % de silicato de sodio, solo la carga con 20 % se le
pudo calcular el rendimiento del metal que es de 26, 4 % y el de la escoria que es 144,1
%. En todos los casos, los polvos fueron colectados obteniéndose un rendimiento de
18,6; 17,5 y 28,6 % para 10, 20 y 30 % de silicato de sodio, respectivamente. Estos
rendimientos están en el mismo orden de los obtenidos para la carga 3.
De acuerdo a los resultados anteriores, se seleccionó la carga 3 para continuar la
experimentación.

53
3.4.1. Evaluación de la carga seleccionada
Para recolectar los polvos de la carga 3 (seleccionada como la de mejores resultados)
se prepararon 3 mezclas de 654 g cada una. Las figuras 3.1, 3.2 y 3.3 muestran fotos de
los productos obtenidos en el procesamiento. Estas cargas fueron fundidas de forma tal
que los polvos generados durante el proceso fueran colectados por el sistema instalado
con ese fin (ver figura 2.4).
Carga 3 – 10 % de silicato: 654 g (1)
La figura 3.1 muestra una foto del metal y la escoria obtenidos en la colada.
Figura 3.1 Escoria y metal obtenidos en el procesamiento aluminotérmico de la carga
3 – 10 % (1): 654 g.
Carga 3 – 20 % de silicato: 654 g (1)
La figura 3.2 muestra una foto del metal y la escoria obtenidos en la colada.
Figura 3.2 Escoria y metal obtenidos en el procesamiento aluminotérmico de la carga
3 – 20 % (1): 654 g.
metal Escoria
Metal Escoria
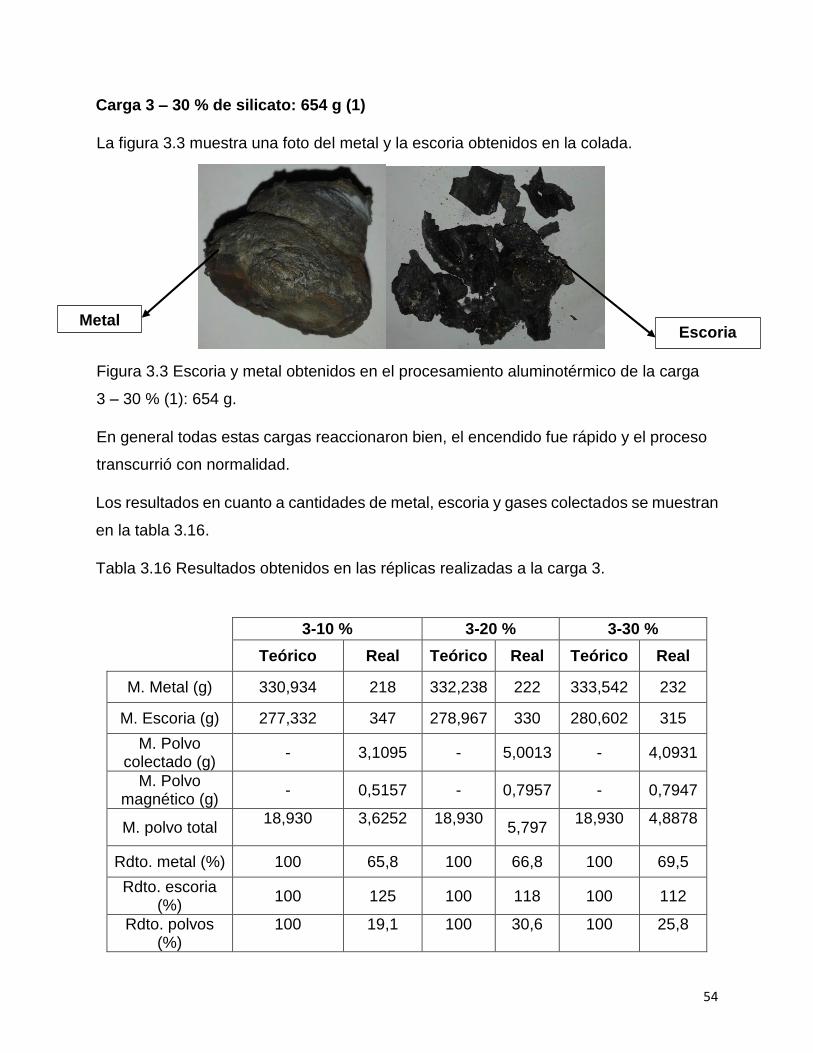
54
Carga 3 – 30 % de silicato: 654 g (1)
La figura 3.3 muestra una foto del metal y la escoria obtenidos en la colada.
Figura 3.3 Escoria y metal obtenidos en el procesamiento aluminotérmico de la carga
3 – 30 % (1): 654 g.
En general todas estas cargas reaccionaron bien, el encendido fue rápido y el proceso
transcurrió con normalidad.
Los resultados en cuanto a cantidades de metal, escoria y gases colectados se muestran
en la tabla 3.16.
Tabla 3.16 Resultados obtenidos en las réplicas realizadas a la carga 3.
3-10 % 3-20 % 3-30 %
Teórico Real Teórico Real Teórico Real
M. Metal (g) 330,934 218 332,238 222 333,542 232
M. Escoria (g) 277,332 347 278,967 330 280,602 315
M. Polvo colectado (g)
- 3,1095 - 5,0013 - 4,0931
M. Polvo magnético (g)
- 0,5157 - 0,7957 - 0,7947
M. polvo total 18,930
3,6252
18,930
5,797
18,930
4,8878
Rdto. metal (%) 100 65,8 100 66,8 100 69,5
Rdto. escoria (%)
100 125 100 118 100 112
Rdto. polvos (%)
100 19,1 100 30,6 100 25,8
Metal Escoria

55
Como se puede observar en la tabla 3.16, los resultados obtenidos en cuanto a
rendimiento del metal son 65,8; 66,8 y 69,5 %, en el caso de la escoria es 125, 118 y 112
% y los polvos colectados son 19,1; 30,6 y 25,8 %, todos correspondientes a las cargas
con 10, 20 y 30 % de silicato de sodio. Estos resultados se corresponden, en todos los
casos, con los obtenidos anteriormente (ver tabla 3.14).
Se decide tomar la carga 3 con 20 % de silicato de sodio y replicarla dos veces, una
carga de 654 g (normal) y una con 1308 g (doble), en esta última se utiliza una funda de
tela a la salida del extractor (no se colocan las trampas de tela), buscando atrapar la
mayor cantidad de polvos posible.
En la tabla 3.17 se muestran los resultados obtenidos al replicar la carga 3 con 20 % de
silicato de sodio, dos veces con una carga de 654 g (normal) y una con 1308 g (doble).
Tabla 3.17 Resultados obtenidos en las réplicas realizadas a la carga 3-20 % de silicato
de sodio
654 (1) 654 (2) 1308
Teórico Real Teórico Real Teórico Real
Masa Metal (g) 330,934 214 332,238 226 667,084
*
Masa Escoria (g)
277,332 313 278,967 321 561,204
*
Masa polvo total 18,930
2,4323
18,930
3,4874 37,86
12,0170
Rdto. metal (%) 100 64,6 100 68 100 *
Rdto. escoria (%)
100 112,8 100 115 100 *
Rdto. polvos (%) 100 12,8 100 18,4 100 31,7
En estas coladas no se utilizó la separación electromagnética de los polvos. *No se
determinó la masa de metal y la escoria.
Como se aprecia en la tabla 3.17, los rendimientos de metal y escoria se mantienen en
los mismos rangos que en los casos anteriores (Tablas 3.14 y 3.16). Los rendimientos
de los polvos disminuyeron con relación a los experimentos anteriores, lo cual puede
estar relacionado a escape de polvos durante el procesamiento. En el caso de los
polvos colectados en la funda se logró aumentar el rendimiento, lo cual demuestra que

56
se debe trabajar en el establecimiento de un sistema que permita recolectar todos los
polvos que se generan en el proceso.
Las aleaciones obtenidas fueron caracterizadas químicamente mediante
espectroscopia de emisión atómica, los resultados aparecen en la tabla 3.18. En la
figura 3.4 se muestra una foto de las probetas analizadas.
Figura 3.4 Probetas utilizada para el análisis químico
En la tabla 3.18 se puede observar que, como resultado del procesamiento
aluminotérmico, se obtienen aceros al carbono con contenidos de carbono entre 0,3 y
0,4 % de carbono. El contenido de fósforo resulta ligeramente alto y los de azufre y
aluminio resultaron altos. Además de estos elementos en las aleaciones aparecen otros
elementos de aleación que le confieren propiedades importantes a las mismas.
Se puede señalar que, de manera general la composición química de las aleaciones se
reprodujo para las diferentes aleaciones, donde el contenido de silicato de sodio
utilizado como aglomerante no ejerció una influencia significativa.
Atendiendo a la composición química, las aleaciones obtenidas, estas pueden ser
utilizadas en la industria para diferentes aplicaciones, o como una materia prima de alta
calidad para la obtención de determinadas clases de acero al carbono.
Uno de los aspectos que evidencia la calidad de las aleaciones obtenidas está
relacionado con la poca porosidad de las mismas, lo cual puede ser apreciado si se
observan las muestras utilizadas para el análisis químico en la cual no se aparecen
poros ni grietas en el metal preparado para esta determinación (ver figuras 2.8 y 3.4),

57
Tabla 3.18: Composición química de las aleaciones obtenidas de la carga 3
Composición 10 % 20 % 20 % - II Media
20 % 30 %
30 % -
II
Media
30 %
C 0,32 0,41 0,35 0,38 0,37 0,42 0,39
Si 2,00 1,99 3,05 2,52 2,16 2,58 2,37
Mn 1,344 0,974 1,038 1,006 1,184 0,859 1,021
P 0,055 0,054 0,058 0,056 0,053 0,054 0,0535
S 0,136 0,125 0,135 0,13 0,131 0,130 0,1305
Cu 0,234 0,236 1,734 0,985 0,230 1,279 0,754
Al 14,438 14,904 15,160 15,032 12,322 16,265 14,293
Cr 0,172 0,121 0,124 0,122 0,136 0,109 0,122
Mo 0,166 0,169 0,175 0,172 0,185 0,168 0,176
Ni 0,079 0,068 0,115 0,091 0,068 0,099 0,083
V 0,018 0,018 0,016 0,017 0,019 0,015 0,034
Ti 0,115 0,110 0,029 0,069 0,122 0,038 0,08
Nb 0,008 0,010 0,010 0,010 0,007 0,009 0,008
Co 0,013 0,018 0,021 0,019 0,009 0,018 0,013
W <0,001 <0,001 <0,001 - <0,001 <0,001 -
Pb 0,185 0,291 0,170 0,230 0,277 0,085 0,181
Mg <0,001 <0,001 <0,001 - <0,001 <0,001 -
Fe 80,71 80,50 77,81 79,15 82,73 77,87 80,3

58
3.4.2. Evaluación de los polvos
En la tabla 3.18 se muestran los resultados del análisis químico realizado a los polvos
seleccionados para realizarle el análisis químico.
Tabla 3.18 Resultados del análisis químico a los polvos colectado (en %-m)
Polvos Elementos
PbO Fe2O3 ZnO CdO
Malla 20 % - 3 II 6,19 12,84 50,71 0,10
Tela 20 % - C 8,28 4,15 53,81 0,18
Tela 20 % (2) - 3 III 10,93 5,10 58,05 0,16
Funda 20 % - 3 (Doble) 10,10 8,57 49,85 0,15
Como se puede apreciar en la tabla 3.18, los polvos obtenidos contienen entre 50 – 58
% de ZnO, concentraciones de PbO entre 6 – 11 % y de Fe2O3 entre 4 – 13 %, con
contenido de óxido de cadmio por debajo del 1 %. El contenido de estaño no fue posible
determinarlo.
Debe señalarse que los polvos obtenidos son muy finos, en el orden de los micrómetros,
por lo que tienden a aglomerarse formando pequeñas esferas de tamaño relativamente
grande, lo cual puede influir en la homogeneidad del producto a la hora de realizar el
pesaje de la muestra de ensayo. Este aspecto puede provocar las variaciones de
composición observadas entre las diferentes muestras ensayadas por la técnica de
absorción atómica.
Si analizamos los resultados de la tabla 3.18, para cada una de las muestras se puede
observar que el mayor contenido de hierro se obtuvo para los polvos colectados en la
malla, seguido por los polvos procedentes de la funda. Esto se debe a que la separación
electrostática separa fundamentalmente las fases magnéticas, compuesta
fundamentalmente por óxidos de hierro, lo cual produce una disminución de este
elemento en los polvos colectados en la tela. El incremento observado en los polvos
obtenidos en la funda se debe a que en este caso no se realizó la separación
electrostática.

59
Este aspecto debe tenerse en cuenta a la hora de valorar una tecnología de
procesamiento ya que se si se incluye la separación electrostática aumenta la calidad de
los polvos, pero se incrementan los costos de instalación y de procesamiento.
Por otro lado, los polvos de la carga 3-30 % y de la funda fueron analizados por difracción
de rayos X.
Figura 3.5 Difractograma de rayos X obtenido para los polvos de la colada 3-30 %
La figura 3.5 muestra el registro de la difracción de Rayos X para la muestra 3-30 %. El
análisis cualitativo de las líneas de difracción revela como fase predominante el óxido de
zinc (ZnO) con una presencia del 59 %, seguida del sulfuro de zinc (ZnS) con un 20 %.
El óxido de plomo (II) aparece como litarguita en 11 %, la magnetita en 5 %, azufre (Ϫ)
en forma de rosckita 4 % y un 1 % de sulfuro de zinc. A partir de este resultado puede
ser determinada la composición química semicuantiva de estos polvos, la cual se
muestra en la tabla 3.19.
En la figura 3.6 se muestra el difractograma obtenido para la muestra de polvo colectada
en la funda.
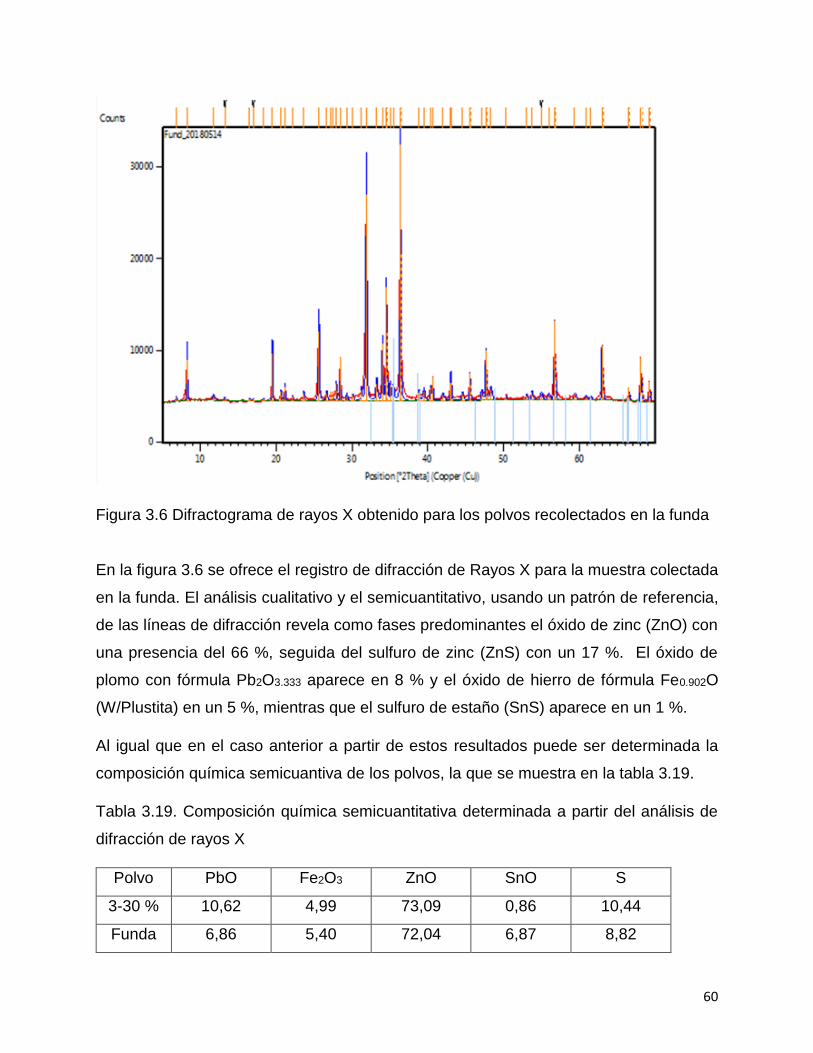
60
Figura 3.6 Difractograma de rayos X obtenido para los polvos recolectados en la funda
En la figura 3.6 se ofrece el registro de difracción de Rayos X para la muestra colectada
en la funda. El análisis cualitativo y el semicuantitativo, usando un patrón de referencia,
de las líneas de difracción revela como fases predominantes el óxido de zinc (ZnO) con
una presencia del 66 %, seguida del sulfuro de zinc (ZnS) con un 17 %. El óxido de
plomo con fórmula Pb2O3.333 aparece en 8 % y el óxido de hierro de fórmula Fe0.902O
(W/Plustita) en un 5 %, mientras que el sulfuro de estaño (SnS) aparece en un 1 %.
Al igual que en el caso anterior a partir de estos resultados puede ser determinada la
composición química semicuantiva de los polvos, la que se muestra en la tabla 3.19.
Tabla 3.19. Composición química semicuantitativa determinada a partir del análisis de
difracción de rayos X
Polvo PbO Fe2O3 ZnO SnO S
3-30 % 10,62 4,99 73,09 0,86 10,44
Funda 6,86 5,40 72,04 6,87 8,82

61
Como se puede observar en la tabla 3.19 existe cierta correspondencia entre los
contenidos de óxido de plomo y de hierro (III) determinados por absorción atómica y
mediante el análisis semicuantitativo realizado a partir de la difracción de rayos X. En el
caso del zinc el análisis por DRX da resultados muy superiores a los obtenidos por
absorción atómica.
Especial atención merece el contenido de azufre obtenido a partir del difractograma ya
que ese elemento no habías sido antes determinado en estos polvos, lo cual obliga a
realizar variaciones en el método de obtención de los polvos con el objetivo de disminuir
su presencia en los mismos.
62
CONCLUSIONES
1- El procesamiento aluminotérmico de las mezclas de residuales siderúrgicos,
cascarilla de laminación y polvo de acería aglomerado con silicato de sodio, permitió
obtener un acero al carbono, de posible uso en la industria, con un rendimiento entre
65 – 80 %, así como escorias con características refractarias.
2- La instalación montada permitió recolectar los polvos generados durante el
procesamiento aluminotérmico, con una eficiencia que varió entre 13 y 32 %.
3- La caracterización química realizada a los polvos obtenidos del procesamiento
aluminotérmico arrojó como resultado que ellos están compuestos
fundamentalmente por el óxido de zinc (50 - 58 %), óxido de plomo (6 – 10 %) y óxido
de hierro (III) (4 – 13 %).
4- El análisis realizado mediante difracción de rayos X, a los polvos colectados, reporta
como fases principales los óxidos de zinc y de plomo, así como la presencia de
sulfuros de zinc y de estaño. Por otro lado, aparecen también óxidos de hierro y la
presencia de azufre elemental.
5- La conformación de mezclas de polvos de acería con cascarilla de laminación y
aluminio como reductor permite recuperar elementos metálicos valiosos presentes
en estos residuos (Fe, Zn, Sn, Pb, entre otros), concentrados en forma de polvo o
como aleación, constituyendo una alternativa para el procesamiento de residuos
siderúrgicos con impactos positivos para el medio ambiente.

63
RECOMENDACIONES
1. Rediseñar la instalación para la recolección de los polvos de forma tal que se logre
aumentar la cantidad de polvos obtenidos y reducir el contenido de azufre en los
mismos.

64
BIBLIOGRAFÍA
1. Acevedo, F. y Gentina, J., 2005, “Fundamentos y perspectivas de las tecnologías
biomineras”, Ediciones Universitarias de Valparaíso, Valparaíso, Chile, pp.19-20.
2. Alda, J. V. et. al (1998). "Minimización de residuos. Un caso real: Polvo de acería
de horno de arco eléctrico”. DYNA N09
3. Araújo, J. A. D. (2014). "Reciclagem de pó de forno eléctrico a arco para a produçao
de aglomerado prefundido (APF) para uso en processo siderúrgico". Tesis de
doctorado. Universidad de San Carlos, Brasil.
4. Altadill, R., Andrés, A., Bruno, A., Bruno, J., Cortés, A., Díez, G., Elias, X., Mañá,
F. y Ripoll, E., 2009, “Reciclaje de residuos industriales”, Editorial Díaz de Santos,
Madrid, España, pp. 1138-1143.
5. Antrekowitsch, J. y Antrekowitsch, H., 2001, “Hydrometallurgically recovering zinc
from electric arc furnace dusts”, Journal of the Minerals, 53 (12), 26.
6. ASM, (1990). Properties and Selection: Irons, Steels, and High-Performance
Alloys. Vol I. Edición 10, Metals Handbook, Volumen 1. pp. 326
7. SAE (desde 1005 a 1095). “Clasificación de los aceros según la norma SAE.”
Disponible en:
https://usuarios.fceia.unr.edu.ar/~adruker/Clasificaci%F3n%20de%20aceros%20
Mat%20y%20Pro.pdf, Consultado de 15 mayo del 2018.
8. Castellanos, J. (2001). Balances de masa y Energía métodos clásicos y técnicas
no convencionales, Universidad Central “Marta Abreu” de Las Villas, Santa Clara,
Cuba.
9. C. Espinoza, E. de la Torre y A. Guevara. (2012). Recuperación de Zn a partir de
polvos de acería. Presentado en Hydroprocess 2013).
10. Constitución de la República de Cuba (2003), Modificaciones de la Constitución de
la República de Cuba, de 1976. La Habana. Cuba.
11. Ramírez, 2016. “El acero”. La Universidad de Pamplona. La Academia al servicio
de la Vida. http://www.jacekleszczynski.com/images/5147/El%20acero.pdf
12. RISS, A. 1975: Production of ferroalloys. Ed. Foreign languages publishing house,
Moscow, pp 278.

65
13. Román, O., 1992, “Introducción a la recuperación y reciclaje de metales no férreos”,
Editorial Instituto Tecnológico Geomine, Madrid, España, pp. 184-187.
14. De La Torre et. al (2013). Valorización de polvos de acería, mediante recuperación
de zinc por lixiviación y electrólisis. Revista Politécnica – Julio 2013, Vol. 32, No. 1,
pp. 51–56.
15. Delvasto, P., Ibáñez, B y andoval, D., 2010, Caracterización inicial de polvos de
acería y evaluación de su lixiviabilidad en ácidos orgánicos diluidos. IIBEROMET
XI, Villa del Mar, Chile.
16. Días, H., (2013). Obtención de un prototipo de termita para el relleno superficial
de piezas Trabajo de diploma. UCLV. Santa Clara.
17. Díaz, M., Parralejo, A., Macías, A. y Sánchez J., 1999, “Reciclado de materiales”,
Puertas a la lectura, 4 (6-7), 41.
18. Doronin, I.E. y Svyazhin, A.G., 2010, “Commercial methods of recycling dust from
steelmaking”, Metallurgist, 54 (10), 653.
19. E. Chirila y C. Ionescu. (2011). Characterization of electric arc furnace dust.
Presentado en ModTech 2011: New face of T.M.C.R. [Online]. Disponible:
http://imtuoradea.ro/auo.fmte/files-2011-v2/TCM/Chirila %20Elena%20L1.pdf).
20. Espinoza, (2012)., RECUPERACIÓN DE ZINC A PARTIR DE POLVOS DE
ACERÍA, Tesis de Ingeniería Química. Ecuador. Facultad de Ingeniería Química y
Agroindustria. Escuela Politécnica Nacional. Quito.
21. European Commission; Reference Document on Best Available Techniques in the
Ferrous Metals Processing Industries, IPPC Directive European Commission,
Institute for Prospective Technological Studies, Directorate-General Joint Research
Centre, Seville, Spain (2001). pp. 161-162.
22. Gutiérrez, C. F. E. (2012). Recuperación de zinc a partir de polvos de acería.
Proyecto previo a la obtención del título de ing. Escuela Politécnica Nacional.
Facultad de Ingeniería Química y Agropecuaria. Quito
Email:[email protected]
23. International Iron and Steel Institute; The Management of Steel Industry By-
products and Waste, Committee on Environmental Affairs, Brussels (1987), chapter
6.

66
24. Lacerda, J. M.et.al (2003). "Aluminotermia. Infosolda. Consultado 16/5/2018.
https://www.researchgate.net/publication/265165361_Reciclado_de_polvos_y_ba
rros_de_alto_horno?enrichId=rgreq
25. LINEAMIENTOS (2016). Lineamientos de la política económica y social del Partido
y la Revolución.
26. Madías, J. (2009). Tendencias tecnológicas: Reciclado de polvos de horno
eléctrico. Gerente de empresa «Metalurgia» Argentina.
27. Mata, M. T. (1992). Crecimiento y deformación del óxido durante la laminación en
caliente de acero de bajo al carbono. Trabajo de Tesis Ingeniería Mecánica y
eléctrica- Autónoma de nuevo león. San Nicolás de las garzas. Pp. 120.
28. Martín, (2004). “APLICACIÓN TECNOLÓGICA DE UN RESIDUO DE LA
INDUSTRIA DEL ACERO EN LA ELIMINACIÓN DE METALES
CONTAMINANTES “. Tesis doctoral. Universidad Complutense de
Madrid, Facultad de Ciencias Químicas. Madrid, España (2004)
29. Maurier, (2012). “BRIQUETADO DE CASCARILLA DE LAMINACIÓN MEDIANTE
LA UTILIZACIÓN DE PULPA DE PAPEL.”, Alemania 9 de marzo del 2012, Patente
Europea. Resumen de patente/invención [Online]. Disponible:
file:///C:/Users/yenny/Desktop/BRIQUETADO%20DE%20CASCARILLA%20DE%
20LAMINACIÓN%20MEDIANTE%20LA%20UTILIZACIÓN…htm
30. Moreno, A. R. (2012). "POLVOS DE ACERÍAS (Óxidos de Zinc)."Cartagena 26 pp
31. Motoda Kinya, Kimura Kiyoshi et al.; Manufacture of Ferrite Raw Material from Mill
Scale, Patent JP 56041872 (April 1981).
32. MCA (2010). "EL SECTOR DERECICLAJE DE METALES EN ESPAÑA”:
Fundación del metal para la formación cualificación y el empleo. pp. 138.
33. MCA (2010). "EL SECTOR DERECICLAJE DE METALES EN ESPAÑA”:
Fundación del metal para la formación cualificación y el empleo. pp. 138.pp
34. Morcali, M. H., Yucel, O., Aydin, A., & Derin, B. (2012). Carbothermic reduction of
electric arc furnace dust and calcination of waelz oxide by semi-pilot scale rotary
furnace. Journal of Mining and Metallurgy, Section B: Metallurgy, 48(2), pp. 173-
184.

67
35. Nakayama, M. (2012). EAF dust treatment for high metal recovery. SEAISI
Quarterly (South East Asia Iron and Steel Institute), 41(1), pp. 22-26.
36. NRD (Natural Resources Research Development), 2010, “Oxindus Project”,
http://oxindus.com/zenphoto/eng/index.php?album=zinc-oxindus- english-version,
(Abril, 2018).
37. Ohran, G., 2005, “Leaching and cementation of heavy metals from electric arc
furnace dust alkaline medium”, Hidrometallurgy, 78 (3-4), pp. 236.
38. Palencia, I., Romero, R., Iglesias, N. y Carranza, F., 1999, “Recycling EAF dust
leaching residue to the furnace: A simulation study”, Journal of the Minerlas, 51 (8),
pp. 28.
39. Pardavé, W., 2006, Generalidades “Reciclado industrial de metales: una
aproximación”, Ecoe Ediciones, Bogotá, Colombia, pp. 2-5, 89, 90.
40. Petr DVORÁK, (2017). Zinc Recovery from Flue Dust: 195 pp.
41. PÉREZ, A. M. S. (2012). Selección de tecnologías apropiadas para el
aprovechamiento de la escoria en el sector siderúrgico, Trabajo de grado.
Universidad tecnológica de Pereira: pp. 54.
42. Perrys (1999). "Perrys." Perrys Chemical Engineers Handbook. SEVENTH
EDITION. McGraw-Hill. 1999.
43. Torres, A., (1971) Tecnología de los refractarios. Edición de Elena
Aguilar.Ediciones de Ciencia Técnica. Instituto Cubano del Libro, 19No. 1002.
Cuba, Vedado, La Habana.
44. Hernández, M., (2003) Aplicación tecnológica de un residuo de la industria del
acero en la eliminación de metales contaminantes in Departamento de Ciencia de
los Materiales e Ingeniería Metalúrgica Facultad de Ciencias Químicas. Madrid.
45. V. Mesegue, (1997) Tratamiento metalúrgico de los óxidos Waelz mediante
lixiviación alcalina utilizando carbonato amónico, Revista Metal Madrid, pp. 33 (2).
46. Wikipedia (2015). Aplicaciones del acero. Wikipedia. La enciclopedia libre.
47. Yoshida, T. (2003). Leaching of zinc oxide in acidic solution. Materials
Transactions, 44(12), pp. 2489-2493.