tecnicas de analisis fisico
TRANSCRIPT
TECNICAS DE ANALISIS FISICO-QUIMICAS DE PULPA Y PAPEL
INTRODUCCION
La industria de la pulpa y el papel es una de las más antiguas y grandes industrias en el
mundo. Es difícil comparar el tamaño de esta industria con otras causas de los
múltiples usos tanto de la pulpa como el papel y la pirámide de valores de muchos de
los productos elaborados con esos esenciales materiales. La versatilidad de ésta
industria, o mejor dicho, la de sus productos, la ha colocado en lugares privilegiados en
lo que ha investigación y desarrollo se trata.
Año tras año se vienen innovando técnicas y procesos para una obtención técnica y
competitiva del producto. A pesar de todo la investigación que ha demandado la
química de la madera, queda aun mucho por estudiar y en concreto, es poco lo que se
ha avanzado en lo que a química de la lignina se refiere. Cerca de 50 millones de
toneladas de lignina se produce anualmente, en la industria del pulpeo, como residuos
de diversos procesos.
En este documento se describirán las características básicas del análisis químico que se
le hace a los tejidos vegetales lignificados con el objetivo del conocimiento de su
calidad para su utilización en la fabricación de pulpa para papel. Incluye, además de la
madera, materiales no leñosos como el bambú y el bagazo de la caña de azúcar.
Es conveniente aclarar que algo tan complejo como el análisis químico de la madera no
puede sintetizarse en pocas páginas, y que por otro lado no es parte del perfil de los
alumnos de estos cursos saber hacer estas tareas, por lo que lo que el objetivo es que
este escrito sirva de ilustración general de la problemática.
Dado el carácter de materiales naturales, poseen frecuentemente variaciones
considerables de composición química de acuerdo al sitio del tallo que se considere, su
antigüedad, su procedencia y su historia, es decir en las condiciones externas en las
que la planta ha crecido. Por ello es sumamente importante realizar un muestreo
adecuado que implica frecuentemente tomar muestras de varias alturas y de muchos
individuos, si se estudia una plantación como un solo conjunto.
Ello hace, en el caso de las maderas, la necesidad de apear una cantidad significativa
de árboles, con el costo consiguiente que ello conlleva.

PROPIEDADES FISICAS DEL PAPEL
EL GRAMAJE DE PAPEL
El peso o gramaje de los papeles pueden aumentar agregando mayor cantidad de
fibras en la pasta, decir incrementado la densidad de esta, es la masa de la unidad
superficie del papel expresada en gramos por metro cuadrado. Esta medida es
importante ya que de la misma depende la regulación de la pasta de papel en la
maquina.
Esta relación es importante porque el comercio de papel se realiza en presentar por
kilogramos, también hay que decir que en el comercio se utiliza otra unidad de medida
como la resma, que equivale a 500 hojas
CALIBRE DEL PAPEL
Es la densidad grosor del papel que lo cual se puede medir con un calibrador genérico.
DENSIDAD DEL PAPEL
La densidad es la masa por unidad de volumen o gravedad específica g/cm3. La
densidad puede obtenerse de la masa base (conocida en la industria papelera como
peso base) y el espesor como sigue
W1, Peso base en libras
W2, Peso base en g/m2
T1, Espesor en mils (0.001 in)
T2, Espesor en micras (0.001 mm)
HUMEDAD ABSOLUTA
Es la cantidad de vapor de agua presente en el aire, se expresa en gramos de agua por
kilómetros de aire seco (g/kg), gramos de agua por unidad de volumen (g/m3) o corno
presión de vapor (pa o kpa o mmhg) depende del medio ambiente 5c% de
temperatura. A mayor temperatura, mayor cantidad de vapor de agua permitida
acumular el aire.
HUMEDAD RELATIVA
Es la unidad que contiene una masa de aire, en relación con la misma humedad que
podría admitir sin producir condensación, conservando las mismas condiciones de
temperatura y presión atmosférica.
EL PH DEL PAPEL
Define el grado de acidez, alcalinidad o neutralidad química de un material los papeles
de pH bajo (por debajo son ácidos se autodestruyen. Los papeles de ph 7 o neutro,
tiene mejor oportunidad de vida, los papeles alcalinos (de ph 7 a 805
aproximadamente ( tiene mayor potencial de larga vida).
PROPIEDADES OPTICAS DEL PAPEL
En especialmente la opacidad, el brillo y la blancura. En esta última es preciso señalar
que aunque las fibras se someten a un proceso de blanqueo conserva no obstante, un
tono amarillo natural .por esta razón se matiza con tintes azules las mayorías de
papeles más blancos a la vista. El uso de pasteles progresivamente más blanco,
incrementa el constante de la impresión y produce colores mas reales sin embargo,
para facilitar la lectura, se requiere matices menos brillantes y distintos al blanco –azul.
TRANSPARENCIA
EL papel es un elemento translucido. No obstantes si lo podemos contraluz podemos
estudiar la distribución de las fibras por el papel. En cambio distinguen de forma clara
la distribución de las fibras es irregular [esto ocurre porque en el proceso de
fabricación las fibras tienden unirse en grupos denominados copos], por lo que se dice
que la transferencia es nubosa. Es característica es importante ya que en
determinados tipos de impresión es necesario con papel sea uniforma sin diferencias
de las superficie.
Opacidad
Se define como la aptitud de un material para no permitir el paso de la luz a su través.
Experimentalmente se determina determinando la relación entre la reflectancia de
una hoja de papel sobre un cuerpo negro y sobre muchos pliegos del mismo papel.
MEDIDORES DE LA HUMEDAD DE PAPEL
Existen dos grupos de medidores de humedad de papel .en medidor de humedad
absoluta de papel es utilizado por el fabricante de papel el modo directo en rollos de
máquina de papel [nunca mide en rollo de papel en movimiento], o por el impresor en
el control de entrada de la imprenta.
Nº DE KAPPA EN PULPA
Este método se aplica para la determinación de blanqueabilidad o grado de
delignificación de las pulpas. Puede usarse para todos los tipos y grados de pulpas
químicas y semiquímicas, no blanqueadas y semiblanqueadas obtenidas hasta un
rendimiento por debajo del 70%.
DEFINICION
El Nº KAPPA es el volumen (en mL) de permanganato de potasio 0,1N consumido por
1g de pulpa seca. Los resultados se corrigen para ser equivalentes a un consumo de
permanganato del 50%.
PREPARACION DE LA MUESTRA
Romper con la mano, las hojas de pulpa secas al aire, en pequeños trozos.
Procedimiento
1) Pesar la cantidad de muestra que se calcula consumirá aproximadamente el
50% de la sol. de permanganato de potasio usada en el ensayo.
El consumo de permanganato de potasio debe estar entre el 30 y 70 % para
cumplir con la Norma. Dicha condición se logra variando el peso de muestra.
2) El ensayo se realiza por duplicado. Al mismo tiempo que se pesa la muestra, se
realizará la determinación de sequedad, pesando aprox. 2 g de muestra y
secándola en estufa a 105°C.
3) Desintegrar la muestra en 500 mL de agua destilada, hasta obtener una
suspensión homogénea.
Transferir, la suspensión, al vaso de reacción agregando agua destilada hasta
un volumen total de 750 mL.
4) El vaso de reacción se coloca en un baño de temperatura constante a 25 ±
0,2°C., la que se mantendrá durante todo el ensayo. El contenido del vaso se
agita usando un agitador mecánico.
5) En un vaso de precipitado, se colocan 100 mL de sol. de permanganato de
potasio 0,1N + 100 mL de ácido sulfúrico 4N, el que también estará
acondicionado a 25 ± 0,2 °C (A).
6) Se agrega el contenido de (A) al vaso de reacción, enjuagándolo con 50 mL de
agua destilada. Simultáneamente se pone en marcha el cronómetro. El
volumen total debe ser de 1000 ± 5 mL.
7) Al transcurrir exactamente 10 minutos, se corta la reacción agregando 20 mL
de IK 1N e inmediatamente el iodo liberado se titula con tiosulfato de sodio
0,2N, usando sol. de almidón al 0,2%, como indicador cerca del punto final.
8) Se debe realizar la determinación de un blanco (por duplicado), usando
exactamente el mismo procedimiento dado anteriormente, pero sin la muestra
de pulpa.
Cálculos:
Calcular el Nº KAPPA como sigue:
Donde:
K = Nº KAPPA.
f = factor para corregir a 50% el consumo de permanganato de potasio,
dependiendo del valor de p (ver Tabla 1 de la norma TAPPI
correspondiente).
w = peso de muestra de pulpa seca, g.
p = cantidad de permanganato de potasio 0,1N realmente consumidos por la
muestra ensayada, mL.
b = cantidad de tiosulfato consumido en la determinación del blanco, mL.
a = cantidad de tiosulfato consumido por la muestra ensayada, mL.
N = normalidad del tiosulfato de sodio.
Nota:
a) Los factores de la Tabla TAPPI se basan en la ecuación:
b) La relación:
K x 0,13 = % de Lignina Klason
Puede aplicarse a pulpas que posean un rendimiento por debajo del 70%.
La relación lineal entre número Kappa y lignina Klason se quiebra para pulpas con
rendimiento por encima del 70%, debido a la existencia de una porción de lignina
Klason resistente a la oxidación del permanganato bajo las condiciones especificadas
en el ensayo. Debido a que el consumo de permanganato depende de la cantidad de
lignina presente en la muestra, y de la extensión de su reacción con los agentes de
cocción, no es posible establecer una relación precisa de consumo de permanganato a
lignina en la región de altos rendimientos.
CLASIFICACION POR LONGITUD DE FIBRA
Por medio de un clasificador por longitud se obtienen (según el juego de telas
empleado) hasta 5 fracciones cuantificándose la proporción retenida en cada una de
ellas y calculándose por diferencia la proporción de la fracción menor. Las telas
normalmente usadas son 30 - 50 - 100 - 200.
Además de la información de la proporción de cada fracción, la clasificación facilita la
observación microscópica de la pasta.
El porcentaje retenido como fracción +30 es tomada a veces como indicativo del
contenido de fibras enteras y es denominado “Factor L”. La fracción siguiente 30/50
está integrada por fibras de menor longitud.
La fracción media (50/100) contiene elementos fibrilares y no fibrilares incluyendo
entre otras cosas, trozos de fibras y cintas. Ha sido señalado por Forgacs (4) que sus
características resultan representativas de las características de la pulpa completa y su
calidad proporcional a su superficie específica hidrodinámica. Este investigador ha
propuesto así el uso del valor de la drenabilidad de esta fracción como un segundo
factor de caracterización que denominó Factor "S". Un mayor valor indica mayor
calidad de los finos y una mayor resistencia en el papel. Forgacs (4) ha mostrado que
para pulpas puramente mecánicas, la calidad de la pulpa (su resistencia) puede ser
predicha conociendo los factores de caracterización L y S.
Las fracciones 100/200 y -200 están integradas por finos.
Contenido de haces (Shives): Se determina en laboratorio por medio de zarandas con
ranuras de 0,15 mm (Zaranda Sommerville) o 0,08 mm (Minishives PFI). Para muchos usos
es necesario mantener este porcentaje debajo de cierto nivel. En un papel de diarios por
ejemplo, donde existe generalmente una alta proporción de pulpa mecánica, la presencia
de haces puede ser detectada a simple vista observando el brillo del papel. La existencia
de los haces puede producir inconvenientes en el aspecto del papel y/o su calidad de
impresión y reduce su resistencia y por lo tanto la proporción de haces debe ser
controlada.

CONTENIDO APROXIMADO DE LIGNINA
Determinación de lignina insoluble en ácido
La lignina se determina por el método de Klason que consiste en tratar el aserrín
extraído previamente con alcohol – benceno y agua caliente, con una solución del
ácido sulfúrico frío al 72%. En esas condiciones la lignina se condensa y queda insoluble
en su mayor parte, y los polisacáridos se sacarifican hasta azúcares simples quedando
solubilizados.
Después de este primer tratamiento se efectúa una segunda hidrólisis hirviendo la
mezcla previamente diluida al 3% por cuatro horas. Con esta segunda instancia se
consigue degradar parte del complejo hemicelulosa – lignina que quedaba en la
fracción insoluble y condensar gran parte de la lignina soluble de la fase acuosa. La
lignina se filtra, se lava y se pesa. Con alguna frecuencia el filtrado se hace muy
laborioso sin que se conozca el motivo, y la operación puede demorar varias horas.
Esto es más frecuente con la lignina del bagazo de la caña de azúcar. La determinación
de lignina Klason es de las más confiables del análisis de madera, posee buena
repetibilidad y por ser una determinación directa es la de referencia.
Determinación de lignina soluble en ácido
En las latifoliadas una parte de la lignina queda soluble a pesar de los dos tratamientos
de hidrólisis que se realizaron. Para determinarla se realiza una determinación de su
concentración por medio de la absorbancia de la solución en el ultravioleta a 210 nm,
dado que se conoce la absortividad de la lignina soluble que es constante para todas
las especies. El valor de lignina que permaneció insoluble es de 0,1 a 0,3% en las
coníferas y entre 1,5 y 9% en las latifoliadas.
Lignina total
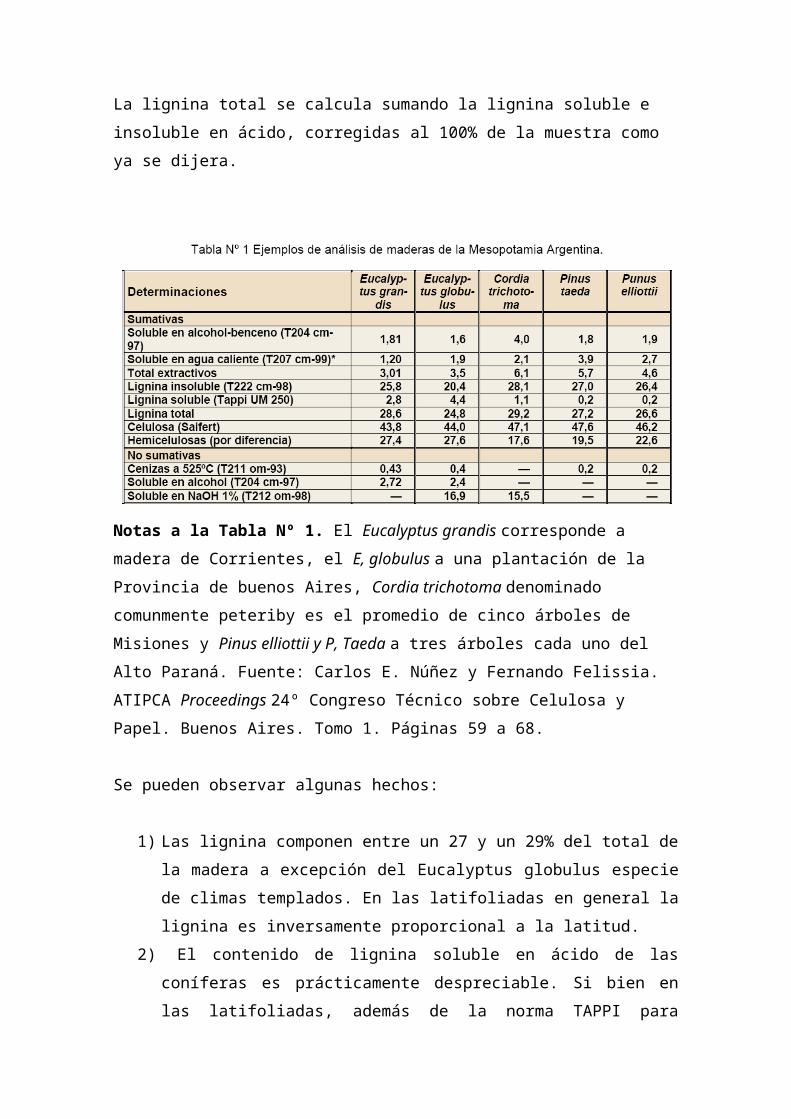
La lignina total se calcula sumando la lignina soluble e insoluble en ácido, corregidas al
100% de la muestra como ya se dijera.
Notas a la Tabla Nº 1. El Eucalyptus grandis corresponde a madera de Corrientes, el E,
globulus a una plantación de la Provincia de buenos Aires, Cordia trichotoma
denominado comunmente peteriby es el promedio de cinco árboles de Misiones y
Pinus elliottii y P, Taeda a tres árboles cada uno del Alto Paraná. Fuente: Carlos E.
Núñez y Fernando Felissia. ATIPCA Proceedings 24º Congreso Técnico sobre Celulosa y
Papel. Buenos Aires. Tomo 1. Páginas 59 a 68.
Se pueden observar algunas hechos:
1) Las lignina componen entre un 27 y un 29% del total de la madera a excepción
del Eucalyptus globulus especie de climas templados. En las latifoliadas en
general la lignina es inversamente proporcional a la latitud.
2) El contenido de lignina soluble en ácido de las coníferas es prácticamente
despreciable. Si bien en las latifoliadas, además de la norma TAPPI para lignina
que mide la que es insoluble es necesario medir también la soluble, En las
coníferas esta determinación se puede obviar.
3) El contenido de hemicelulosas es siempre mayor en las latifoliadas, entre 25 y
30%, siendo en las coníferas entre el 15 y el 20%. Esto con frecuencia se asocia
a la mayor energía de refino necesario en las fibras largas, porque las
hemicelulosas hacen más ‘blandas’ las pulpas.
4) La cantidad de celulosa con frecuencia es menor en las latifoliadas, como en
este caso. Este dato es sumamente relevante para los procesos de pulpado
químico porque está relacionado directamente con el rendimiento.
REFINO DE PASTAS CELULOSICAS QUIMICAS Y FORMACION DE HOJAS DE
LABORATORIO (ENSAYO)
Mediante los procesos de pulpado químico se desmonta la estructura de la matriz vegetal
separando las fibras celulósicas y dando origen a las pastas químicas.
El papel formado con estas pastas tiene un bajo grado de unión entre fibras, lo cual
proporciona por ejemplo baja resistencia a la tracción.
Para mejorar o desarrollar determinadas propiedades papeleras, es necesario someter las
pastas químicas a un tratamiento mecánico especial denominado “refino”. La energía
mecánica aplicada a las pastas produce modificaciones en las fibras celulósicas variando
su drenabilidad y las propiedades físicas del papel que se puede obtener con ella.
Para evaluar en laboratorio la respuesta de una pasta al tratamiento mecánico y su
aptitud papelera, se usan equipos y procedimientos normalizados. Uno de los equipos
más usados es el molino PFI ( Norma SCAN - C 26:67).
1) CURVA DE REFINO:
Existen 2 formas habituales de representar el avance de la operación de refino en
laboratorio. En ambas se grafica el grado de drenabilidad alcanzado frente a la
variable utilizada para su seguimiento: número de revoluciones del rotor del
refinador, o energía consumida por la operación.
Pulpa a refinar:
La pulpa a refinar es la obtenida en el TP “Pulpado Kraft”, es decir es una pulpa kraft
de eucalipto sin blanquear.
Se parte de la pasta kraft clasificada en zaranda Valley de 0.010”, centrifugada y
mantenida refrigerada. Para cada punto de refino, se dispersan 30 g de pasta ss con
2 litros de agua en un desintegrador tipo British. La pasta dispersada se lleva a una
consistencia del 10%, para lo cual se espesa en la formadora de hojas y se lleva el
peso final a 300 g con agua.
Consistencia de la pulpa depurada sin refinar:
Peso necesario para 30 g ss:

Cálculo de la energía consumida (E):
E = 115,47 (E* - Ev) [ KWh / ton]
E* : Consumo de energía en carga [ Wh ]
Ev : Consumo de enegía en vacío. [ Wh ]
Para determinar el consumo de energía en vacío, se hace funcionar el refinador sin
pasta y se determinan los consumos de energía para valores crecientes del número
de revoluciones. Se hace una regresión lineal y se saca la pendiente obteniéndose
un valor ev ( Wh/rev.). Para cada punto de refino, el valor de Ev se obtiene
multiplicando ev por el número de revoluciones correspondiente.
Punto de
Refino
Revoluciones
PFI
Energía (E*)
(Lectura)
Energía (E)
consumida
CSF
(mL)
0
1
2
3
0 0 0
FREENESS (DRENABILIDAD DE LA PASTA)
Nos indica el nivel de tratamiento mecánico aplicado.
La drenabilidad en una pulpa mecánica es dependiente de la cantidad y
características de los finos, ya que la fracción de fibras no presenta mayor
resistencia al drenaje.
Una forma de determinar la drenabilidad (Freeness) es según "mL CSF" como
hacemos en el ITC. Su valor, para una pulpa mecánica bien refinada, se encuentra
normalmente entre 200 y 80 mL CSF. Si bien para muchos usos se requiere una pulpa
bien refinada, debe tenerse en cuenta que una baja drenabilidad puede ser un
limitante en la formación del papel.
Determinación de drenabilidad de pulpa
El ensayo de drenabilidad de pulpa da una medida de la velocidad a la cual drena
una suspensión de pulpa bajo condiciones arbitrariamente normalizadas: 3 gramos
de pulpa en 1 litro de agua a 20 C de temperatura (Norma SCAN - C21:65).
Preparación de la suspensión para medición de drenabilidad
Retirar la pulpa del refinador PFI y pesarla. Dispersarla en desintegrador British.
Diluir luego en balde al volumen adecuado para obtener una consistencia del 0,3% (
3 gpl). Los ensayos de drenabilidad se hacen por duplicado.
Muestra Peso s.s.(g) Volumen requerido (L)
0
1
2
3
Medición de la drenabilidad. Corrección
Existen tablas para corregir la medición de drenabilidad cuando las condiciones del
ensayo difieren - dentro de ciertos límites - de aquellas normalizadas. Cuando no es
posible asegurar la temperatura de 20C y la consistencia del 0,3%, deben
determinarse con exactitud las condiciones reales y luego entrar con ellas en las tablas
de corrección para obtener el valor de drenabilidad en las condiciones normalizadas.
Medición Corrección
Muestra mL CSF T (C) Consistencia (%) a 20 C a 0,3% consist.
0
1
2
3

2) Formación de hojas de Laboratorio ( SCAN - C 26:76).
Para cada punto de refino se forman 6 hojas de 60 g/m2 para determinación de
ensayos mecánicos y ópticos, y 4 hojas de 120 g/m2 especiales para ensayo de
resistencias al aplastamiento de onda y en anillo (papeles para corrugar).
Superficie de la tela de formación = 214 cm2
El peso de pulpa necesario para cada hoja es, según el gramaje requerido, de
* 60 g/m2 = ; para 6 hojas =
* 120 g/m2 = , para 4 hojas =
Para la formación de cada hoja se toma el volumen necesario de la suspensión de
pulpa de consistencia conocida. Se puede utilizar la suspensión preparada para la
determinación de drenabilidad, cuya consistencia es del 0,3%. En este caso los
volúmenes necesarios serán :
* para 60 g/m2 (1,32 g/L) =
* para 120 g/m2 (2,64 g/L) =
Volumen total requerido (mínimo) de acuerdo a la cantidad de hojas requeridas.
Canadian Freeness Tester
EVALUACION DEL PAPEL: PROPIEDADES FISICAS Y DE RESISTENCIA
Se describirán a continuación algunos de los ensayos físicos, físico – mecánicos y
ópticos que se le realizan a la hoja de pulpa o papel.
Resistencia a la tracción
Es la resistencia de una tira de material cuando se la tracciona tomada entre dos
mordazas que tratan de separarse entre ellas (Figura Nº 54). Las flechas rojas indican el
sentido de la tracción y la flecha violeta la tira de papel ensayado). Experimentalmente
se ha comprobado que en este caso hay más trabajo de arrancamiento que de rotura
de las fibras.
Resistencia al rasgado
Es la resistencia que ofrece la hoja a la rotura por medio de una fuerza que actúe para
rasgarla cuando el corte ya está iniciado (Figura Nº 55). En este caso la importancia de
la rotura individual de fibras es más importante que en la tracción.
Resistencia a la explosión
Es la resistencia que ofrece una hoja a ser rota por una fuerza no puntual cuyo vector
es perpendicular a su plano (Figura Nº 56).
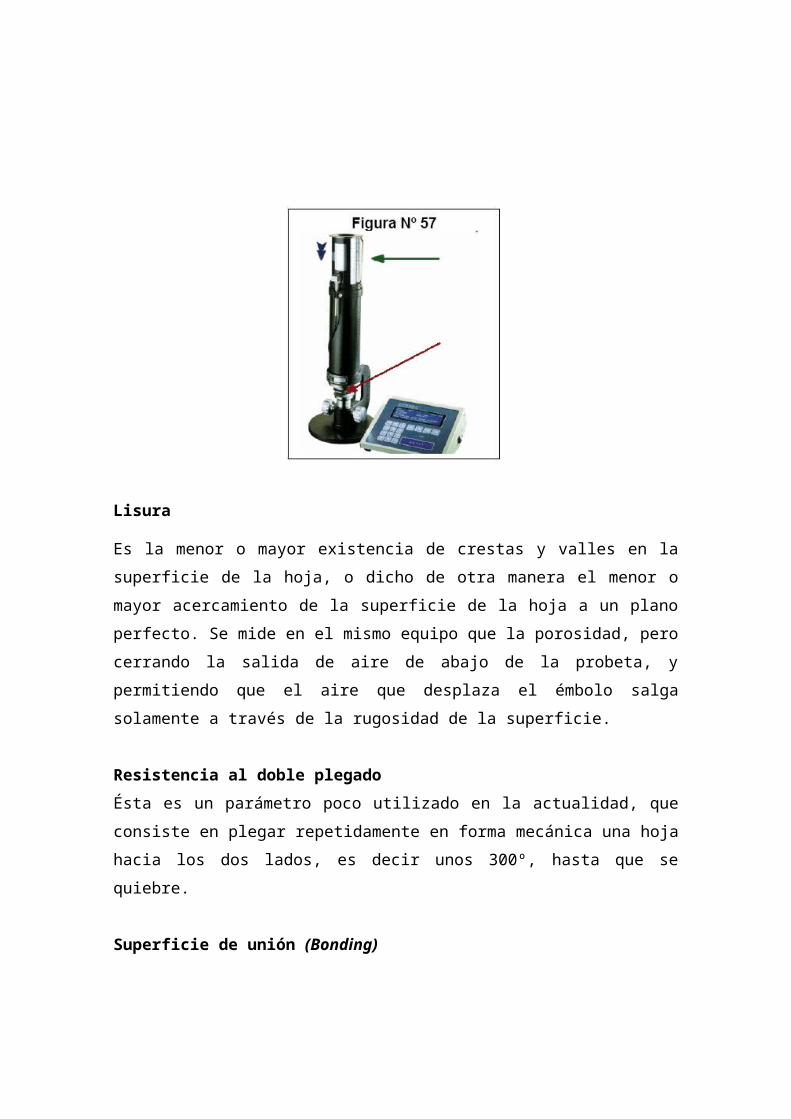
Porosidad
Es el contenido de poros, es decir de espacios libres de fibras que hay dentro de la hoja
de papel. Se mide por medio de la velocidad de fluido del aire a su través, utilizando un
equipo que tiene un émbolo de peso normalizado y un cronómetro (Figura Nº 57. La
flecha verde señala el émbolo, la flecha azul la dirección de movimiento del émbolo, y
la flecha roja el lugar donde se aprisiona la muestra de papel).
Lisura
Es la menor o mayor existencia de crestas y valles en la superficie de la hoja, o dicho de
otra manera el menor o mayor acercamiento de la superficie de la hoja a un plano
perfecto. Se mide en el mismo equipo que la porosidad, pero cerrando la salida de aire
de abajo de la probeta, y permitiendo que el aire que desplaza el émbolo salga
solamente a través de la rugosidad de la superficie.
Resistencia al doble plegado
Ésta es un parámetro poco utilizado en la actualidad, que consiste en plegar
repetidamente en forma mecánica una hoja hacia los dos lados, es decir unos 300º,
hasta que se quiebre.
Superficie de unión (Bonding)
Alude a la cantidad de superficie que se pone en contacto entre fibras contiguas. La
capacidad y la calidad de ese contacto es una propiedad substancial de la hoja, puesto
que de ella dependen, de una u otra manera, la mayoría de las propiedades.
Como se verá posteriormente es una unión de tipo puente hidrógeno, potenciada en
las fibras que están deslignificadas, que posee un considerable valor, puesto que las
moléculas de celulosa están rodeadas de oxhidrilos.
Algunas consideraciones sobre la predicción de las propiedades en función a la
morfología fibrosa
Dada la cantidad de variables en juego en el proceso de transformación del recurso
fibroso a hoja de papel, sería prácticamente imposible aislar la relación que en
producto final tienen los parámetros fibrosos. Con el objetivo de aislar la mayor
cantidad posible de ellas se han realizado muchos trabajos a lo largo de la historia de la
tecnología papelera, dentro de los cuales los más importantes son aquellos que
partiendo de maderas que poseen morfología fibrosa similar hay conseguido variar
uno o unos pocos de ellos. Sin embargo así y todo los resultados hallados son muy
diversos y hasta con frecuencia incongruentes y contrapuestos. Ello se puede explicar
por las metodologías diversas utilizadas, entre los que se encuentran los procesos de
pulpado.
De todo ello se pueden sacar solamente algunas cosas en limpio con una aceptable
certidumbre, que son las que se pasan a describir:
1) Las maderas de fibra larga (coníferas) dan pulpas de altas resistencias físico
mecánica, alta porosidad, baja lisura y mala formación.
2) Las maderas de fibras cortas (latifoliadas) dan pulpas de mucho menor
resistencias físico mecánica que las de coníferas, pero poseen menos porosidad
y mejor formación y lisura.
3) Un coeficiente que aparece con mucha frecuencia en las regresiones múltiples
como responsable importante de muchas propiedades físico mecánicas es el de
fieltrabilidad.
4) El coeficiente de flexibilidad aparece con cierta frecuencia como responsable
parcial de la opacidad y la dispersión de luz en la hoja.
Las siguientes son de carácter más general:
5) La resistencia a la tracción depende principalmente de la fieltrabilidad, de la
longitud de fibra, del coeficiente de flexibilidad y en menor medida de la
resistencia individual de fibras. Al analizar las zonas de rotura por tracción se
puede observar que hay más fibras arrancadas del entramado que rotas por el
esfuerzo. Por lo tanto será más importante la longitud y el coeficiente de
flexibilidad que la resistencia individual. También por ello la resistencia a la
tracción de las fibras de coníferas es siempre mayor que la de latifoliadas.
6) La resistencia al rasgado depende además del coeficiente de fieltrabilidad, de la
resistencia individualde fibras, y en menor grado de la longitud y el coeficiente
de flexibilidad. Ello es debido a que el rasgado se produce más por rotura de las
fibras que por deslizamiento de las mismas en la trama de la hoja. El hecho de
que se pierda con relativa facilidad en los pulpados químicos es coincidente con
la degradación de la celulosa en estos procesos.
7) La explosión del papel se produce por una mezcla de los dos mecanismos
anteriormente descritos, es decir por arrancamiento y rotura de fibras. Por lo
tanto la relación entre los parámetros fibrosos y esta resistencia serán también
intermedios entre los de tracción y rasgado
TEMPERATURA Y TIEMPO DE COCCIÓN. FACTOR H

La temperatura y el tiempo son dos variables interdependientes, de forma que el
aumento de una supone la reducción de la otra para obtener los mismos resultados. El
ciclo de una cocción discontinua puede dividirse en dos fases: el periodo de elevación
de la temperatura hasta llegar a la temperatura máxima de cocción y el periodo
durante el que se mantiene ésta. Durante el periodo de calentamiento, desde la
temperatura inicial (70-80°C) hasta que se alcanza la temperatura máxima, es
fundamental asegurar la buena impregnación de las astillas antes de que la
temperatura se eleve por encima de los 140°C aproximadamente, para evitar
reacciones indeseables de condensación de la lignina.
La experiencia ha demostrado que utilizar temperaturas inferiores a los 170°C no
supone ninguna ventaja ni en el rendimiento, ni en la calidad de las pastas. Por otra
parte al superar los 180°C la celulosa se hace tremendamente susceptible a la
degradación (hidrólisis alcalina masiva). Por ello, en la práctica industrial normal se
emplean temperaturas entre los 170-180°C.
Tanto el aumento de la temperatura máxima como el del tiempo a esta temperatura
suponen una disminución del rendimiento en pasta, figura 1, a igualdad del resto de
las variables. El incremento de la temperatura máxima supone un aumento de la
velocidad de deslignificación (también del ataque a los carbohidratos). La prolongación
del tiempo a temperatura máxima permitirá que continúen las reacciones de
deslignificación, siempre que exista una carga de álcali conveniente, con la
consiguiente pérdida de rendimiento.
Vroom desarrolló en 1957 un método que permite expresar con un sólo valor
numérico el grado de cocción conseguido por el efecto combinado de la temperatura y
el tiempo: A esta expresión numérica la denominó “factor H”, que representa el área
delimitada por la curva representativa de la función que expresa la velocidad relativa
de reacción con respecto al tiempo.

Figura 1
Para su desarrollo partió de la hipótesis de asimilar las reacciones de deslignificación a
una reacción de primer orden, obteniendo una velocidad de deslignificación
aproximada, que vendrá dada por la expresión:
En donde k es la constante de la velocidad de reacción, dependiente de la
temperatura, L es la lignina residual en la madera después de un tiempo de reacción t,
y La es un pequeño porcentaje de lignina, difícilmente eliminable, que sigue un
mecanismo de reacción diferente. El valor de k, que representa una velocidad relativa
de reacción, puede calcularse por la ecuación de Arrhenius:
Donde A y B son constantes y t la temperatura absoluta. La constante A es igual a ,
siendo E la energía de activación de la reacción de deslignificación y R la constante de
los gases (1,9859 cal/mol°K). La energía de activación ha sido estudiada por muchos
investigadores y se estableció para las reacciones del proceso al sulfato un valor medio
de 32.000 cal/mol. De este modo tendremos que A = 16.113 .
Para determinar B se parte del acuerdo de asignar a k (velocidad de reacción) el valor 1
cuando la temperatura es de 100°C (373°K). Tendremos entonces:
Así, como velocidad relativa de la reacción tendremos:
y por definición:
Con esta expresión podemos
estudiar ya la influencia de la
temperatura en la deslignificación
de la materia prima. Para mayor
claridad se puede representar en
unos ejes cartesianos, figura 2, la
ecuación (1) y en ella se observa que
a partir de los 160°C la velocidad
relativa de cocción experimenta una
gran aceleración, y por encima de
los 170°C la velocidad se multiplica
por 2,2 por cada 10°C de aumento
de la temperatura.
Así pues, a igualdad de los otros
factores, la temperatura máxima de
cocción tiene una importancia
considerable.
Figura 2
Partiendo de la misma expresión (1)
podemos estudiar otra de las variables, el
tiempo, juntamente con la temperatura, de
forma que ambas constituyan un parámetro
único.
Supongamos un ciclo de cocción como el de
la figura 3, con una temperatura inicial de
80°C, una temperatura máxima de 170°C, un
tiempo de calentamiento de 1,5 horas y
tiempo a temperatura máxima de 1,5 horas.
Trazando la curva de la velocidad relativa de
reacción, k, en función de los tiempos de
tratamiento, el área comprendida por esta
curva y el eje abscisas (zona rayada) es la
Figura 3 suma de cada velocidad relativa de reacción
multiplicada por el tiempo en el que actúa,
es decir, representa el grado de cocción alcanzado para un determinado ciclo tiempo-
temperatura y es lo que hemos definido como el factor H. Se ha comprobado que,
efectivamente, a igualdad de las demás variables del proceso hay una correlación
entre el factor H y el grado de cocción, o lo que es lo mismo, el rendimiento en pasta y
el contenido en lignina de la misma, de forma que pueden modificarse tiempos y
temperaturas para obtener un mismo factor H, y por tanto, un mismo grado de
cocción.
El factor H se puede calcular de la forma expuesta en la tabla 1, siendo de gran utilidad
su uso en el control del pasteado en el laboratorio e industrialmente, ya que se reduce
el control de dos variables a una.
El factor H no es solamente un valor de correlación sino un elemento auxiliar
extremadamente práctico en la operación de cocción en fábrica. Se puede realizar un
cambio de ciclo de temperaturas-tiempos, manteniendo un mismo grado de
deslignificación, siempre que el factor H permanezca constante. Por otra parte, si por
alguna causa no se puede realizar un control preciso del ciclo de cocción, puede
calcularse el factor H a medida que se produce la cocción y alcanzarse el factor H total
deseado mediante ajuste del tiempo de soplado.
El tiempo, como factor independiente de la temperatura, depende de las
características de la lejía y un aumento en una de sus variables supone una reducción
del tiempo necesario para obtener una pasta del mismo rendimiento y grado de
deslignificación.
Tabla 1