proceso sss
DESCRIPTION
solucioario de maquinado de herramientasTRANSCRIPT
PROCESO DE MAQUINADO MAQUINA Y HERRAMIENTA
1. Explique por qué las virutas continuas pueden no pueden ser necesariamente deseables.
Pueden afectar la calidad superficial de la pieza, es difícil de manejar, puede afectar al
funcionamiento de la máquina de herramienta se puede enrollar en el torno
2. Explique la diferencia entre ángulos de ataque positivo y negativo ¿qué importancia
tiene el Angulo de ataque?
Si el Angulo formado de la superficie de ataque y la perpendicular queda fuera de la
cuña se dice que es positivo
3. ¿Por qué debería interesarnos la magnitud de la fuerza de empuje en el corte?
Porque si la magnitud de la fuerza de corte es muy elevada producirá una falta de
precisión dimensional de la parte maquinada
La magnitud de la fuerza de corte es la fuerza que aporta el trabajo requerido en el corte
4. Identifique las fuerzas comprendidas en una operación de corte. de estas fuerzas,
¿cuáles contribuyen a la potencia requerida?
Las fuerzas de operación de corte son:
Fuerza de corte (Fc)
Fuerza de empuje (Ft)
Fuerza resultante (Fr)
Fuerza de friccion (F)
Fuerza normal (N)
Fuerza de cillamiento (Fs)
La potencia que requieren las fuerzas son:
La fuerza de corte
Fuerza de cillamiento
Fuerza de empuje
5. ¿Están relacionadas la ubicación de la temperatura máxima y de la craterizacion? de ser
así, explique por qué?
Debido a que la rapidez de la difusión aumenta con el incremento de la temperatura la
craterizacion aumenta al mismo tiempo que la temperatura. Por ejemplo cuando
rápidamente se incrementa la craterizacion dentro de un intervalo estrecho de
temperatura
6. ¿Es importante la ductilidad del material para la maquinabilidad? explique su respuesta
Si es importante porque permite a un material ser doblado enganchando formado o
permanentemente distorsionado sin capturar en el proceso de la maquinabilidad permite
que el material cumpla en la operación de corte.
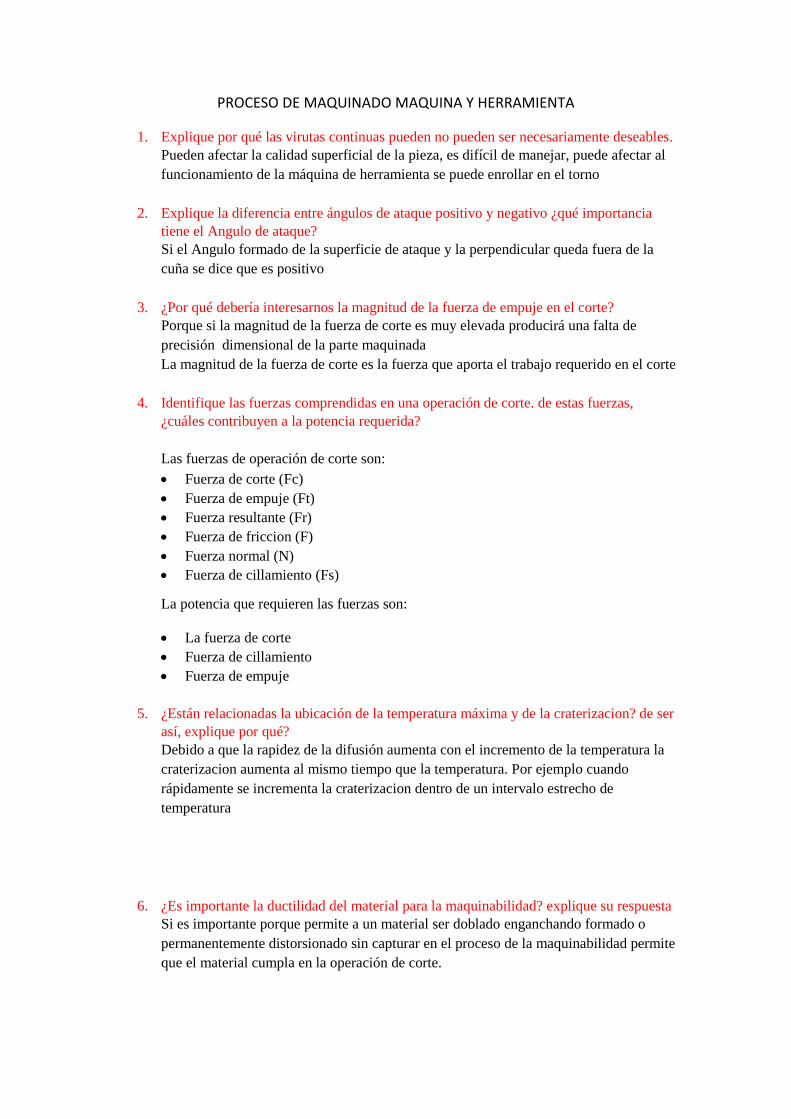
7. Por qué cree que la temperatura máxima en el corte ortogonal se localiza casi a la mitad
de la interfaz herramienta-viruta? (sugerencia observe que las dos fuentes de calor son
(𝛼) cizallamiento en su plano primario, y (b) friccion de la interfaz herramienta-viruta)
De la figura mostrada podemos apreciar que la temperatura máxima se localiza a la
mitad de la interfaz herramienta-viruta.
Ya que la fuente de generación de calor en el maquinado se encuentra en la zona
primaria y en la interfaz herramienta-viruta
8. La fuerza de corte aumenta con la profundidad de corte y reduciendo el ángulo de
ataque. explique por que
Al disminuir el Angulo de ataque y/o aumentar la fricción en la cara de contacto entre
herramienta y viruta, el Angulo del plano cortante disminuye y la viruta se hace más
gruesa (indican más disipación de energía, porque la energía de deformación es mayor)
9. La vida útil de una herramienta puede ser casi infinita a bajas velocidades de corte.
¿entonces recomendaría que todo el maquinado se hiciera a bajas velocidades? explique
su respuesta
Se ha indicado que al aumentar la velocidad de corte, la vida útil de la herramienta se
reduce con rapidez por otro lado si dicha velocidad es baja la vida de la herramienta es
baja por ello existe una velocidad optima de corte.
10. Explique por qué es posible retirar más material entre el reafilado de las herramientas,
reduciendo la velocidad de corte
Ya que en el reafilado, la fuerza de corte aumenta, ya que ha ido perdiendo calidad de
corte.
11. al observar que la dimensión d en la figura 21.4° es más pequeña explique por qué la
rapidez de deformación cortante en el corte de metales es tan elevada.
Porque la velocidad de la viruta (Vc) tiene que ser menor que la velocidad de corte
De la figura 21.4 (b) se puede observar lo siguiente
𝑉
cos(∅−𝛼)=
𝑉𝑠
cos(𝛼)=
𝑉𝑐
sin ∅ ; Vs velocidad de cizallado
12. Describa las consecuencias de exceder la profundidad permisible de desgaste (tabla
21.4) en diversos materiales para herramientas de corte
Las consecuencias por exceder la profundidad son:
a) El cavado superficial de la pieza de trabajo maquinado comienza a deteriorarse
b) Las fuerzas de corte aumentan de manera significativas
c) La temperatura se eleva en forma importante
13. Explique si es deseable tener valores elevados a bajos para (a) n, y (b) c en la ecuación
de taylor para la vida útil de la herramienta
Como se sabe la ecuación de Taylor es:
VTn = C
Y n y C son parámetros cuyos valores dependen de la profundidad de corte del material,
de la herramienta y del criterio utilizado para la vida de la herramienta.
La importancia de la exponente n, en la ecuación
𝑇 = (𝐶
𝑉)
1𝑛
Donde se puede ver que para valores constantes de C, cuando menor sea el valor de n
menor será la vida útil de la herramienta. Si el valor de n aumenta la vida útil de la
herramienta también.
14. Permite que n = 0,5 y C=300 en la ecuación de Taylor para el desgaste de la
herramienta. ¿Cuál es el incremento porcentual de la vida útil de la herramienta si se
reduce la velocidad de corte
A) 30 %
B) 50%
Solución:
A) debido a que n= 0,5 la ecuación de Taylor se puede reescribir como 𝑉𝑇0,5 = 300.
Denotamos como V1 la velocidad inicial y V2 la velocidad residual, entonces 𝑉2 =
0,3 𝑉1 , como C es una constante igual a 400, tenemos la ecuación.
0,3 𝑉1 √𝑇2 = 𝑉1 √𝑇1 Simplificando tenemos:
𝑇2
𝑇1=
1
0.09= 11,11
𝑇2 − 𝑇1
𝑇1=
𝑇2
𝑇1− 1 = 10,11
B)
0,5 𝑉1 √𝑇2 = 𝑉1 √𝑇1
𝑇2
𝑇1=
1
0.25= 4
𝑇2 − 𝑇1
𝑇1=
𝑇2
𝑇1− 1 = 3
Al 30% se incrementa la vida útil a 1011% y al 50% a 300%.

15. Derive la ecuación 21,11
𝜇 =𝐹
𝑁=
𝐹𝑡 + 𝐹𝑐 tan 𝛼
𝐹𝑐 − 𝐹𝑐 tan 𝛼
𝜇′ =𝐹′𝑁 − 𝐹𝑁′
𝑁2
16. Se está efectuando una operación de corte ortogonal en las siguientes condiciones t0 =
0,1mm, tc =0,2mm, ancho de corte = 5mm, V= 2 m/s, angulo de ataque = 10°, Fc= 500N
y Ft = 200N. Calcule el porcentaje de la energía total que se disipa en el plano de
cizallamiento
Solución:
El porcentaje de energía se puede expresar como:
𝑒𝑛𝑒𝑟𝑔𝑖𝑎 𝑑𝑒 𝑓𝑟𝑖𝑐𝑐𝑖𝑜𝑛
𝑒𝑛𝑒𝑟𝑔𝑖𝑎 𝑡𝑜𝑡𝑎𝑙=
𝐹𝑉𝑐
𝐹𝑐𝑉=
𝐹𝑟
𝐹𝑐
Dónde:
𝑅 =𝑡0
𝑡𝑐=
0,1
0,2= 0,5
𝐹 = 𝑅 sin 𝛽
𝐹 = 𝑅 cos(∅ − 𝛼)
𝑅 = √𝐹𝑡2 + 𝐹𝑐
2 = √2002 + 5002 = 538.52 𝑁
ENTONCES
500N = 538.52N cos (𝛽 – 10)
𝛽 = 31.8
F = 538.52N sen(31.8°) = 283.78N
Porcentaje = (283.78)(0.5)
500 = 0.284 = 28.4%

PRACTICA N°07
1. ¿Por qué son importantes los procesos no tradicionales de remoción de material?
Respuesta. Razones de importancia son procesos no tradicionales de eliminación de materiales
(1) la necesidad de forma a nuevas aleaciones de metales y no metales que son difíciles de
mecanizar mediante procesos convencionales;
(2) el requisito de geometrías de pieza a trabajar inusuales y complejas; y
(3) la necesidad de evitar superficie daños que a menudo se asocia con el mecanizado
convencional.
2. Existen cuatro categorías de proceso no tradicionales de maquinadas basadas en
una forma de energía principal.
Mencione estas cuartas categorías
Las cuatro categorías son: (1) mecánico, pero sin incluir el mecanizado convencional; (2)
eléctrica; (3) térmico; y (4) química.
3. ¿Cómo funciona el proceso de maquinado ultrasónico?
En el mecanizado por ultrasonidos, abrasivos contenidos en una suspensión son impulsados a
gran velocidad contra el trabajo de una herramienta que vibra a baja amplitud y alta frecuencia.
La herramienta oscila en una dirección perpendicular a la superficie de trabajo, y se alimenta
lentamente en el trabajo, por lo que la forma de la herramienta es formada en la parte. Los
abrasivos, que chocan contra la superficie de trabajo, realizan la evacuación de virutas.
4. Describa el proceso de corte con chorro de agua.
Corte por chorro de agua utiliza una alta presión, corriente de alta velocidad del agua dirigida a
la obra superficie para cortar el trabajo.
5. ¿Cuál es la diferencia entre el corte con chorro de agua, el corte con chorro de
agua abrasiva y el corte con chorro abrasivo?
Cortes WJC con una corriente de agua estrecha, alta velocidad; AWJC añade granos abrasivos a
la corriente de agua; y AJM corta con partículas abrasivas que se han añadido a un aire a alta
velocidad arroyo.
6. Menciones los tres tipos principales de maquinado electroquímico.
Los tres tipos son electroquímica de mecanizado, desbarbado, y la molienda.
7. Identifique las desventajas importantes del maquinado electroquímico.
Desventajas de ECM incluyen (1) el costo de energía eléctrica para operar el proceso, y (2) costo
de la eliminación de los lodos de electrolito.
8. ¿Cómo afecta una descarga creciente de corriente a la velocidad de remoción de
metal y el acabado superficial en el maquinado por descarga eléctrica?
Como aumenta la corriente de descarga, aumenta la tasa de remoción de metal y acabado de la
superficie es degradado.
9. ¿Qué significa el término socavado en el maquinado por descarga eléctrica?
Sobre corte se refiere a la diferencia entre el electrodo (herramienta) en EDM en cada lado de la
herramienta y el mecanizado del agujero, cavidad, o entalla (en electroerosión por hilo).
10. Identifique dos desventajas importantes del corte con arco de plasma.
Dos desventajas del PAC son: (1) superficie rugosa en el borde de corte y (2) metalúrgica daños
para cortar superficie.
11. ¿Cuáles son algunos de los combustibles usados en el corte con oxígeno y gas
combustible?
Combustibles principales son acetileno, MAPP (metil acetileno-propadieno), propileno, propano,
y gas natural.
12. Mencione los cuatro pasos principales en el maquinado químico.
Los cuatro pasos son (1) la limpieza, (2) de enmascaramiento, (3) grabado, y (4) desenmascarado.
13. ¿Cuáles son los tres métodos para ejecutar el paso de la colcacion del protector
en el maquinado químico?
Los tres métodos de enmascaramiento son (1) de corte y pelado, (2) resistir la pantalla, y (3)
fotográfica resistir.
14. ¿Qué es fotorresistencia en el maquinado químico?
Una fotorresistencia es un material de enmascaramiento que es sensible a la luz. Cuando se
expone, es químicamente transforma y se puede retirar de la superficie de la obra, dejando la
superficie deseada sin protección por el enmascaraste.
CUESTIONARIO DE OPCION MULTIPLE
1. ¿Cuáles de los siguientes procesos usan energía mecánica como la fuente
principal de energía? (tres respuestas correctas):
a) esmerilado electroquímico, b) maquinado con haz láser, c) fresado convencional, d)
maquinado ultrasónico, e) corte con chorro de agua y f) EDM con alambre.
Respuesta. (c), (d) y (e).
2. El maquinado ultrasónico puede usarse para maquinar materiales tanto metálicos
como no metálicos: ¿a) cierto o b) falso? Respuesta. (a).
3. Las aplicaciones del maquinado con haz de electrones se limitan a los materiales
de trabajo metálico debido a la necesidad de que el trabajo sea eléctricamente
conductivo: ¿a) cierto o b) falso? Respuesta. (b).
4. ¿Cuál de las siguientes temperaturas se acerca más a la usada en el corte con
arco de plasma? a) 2 750 °C (5 000 °F), b) 5 500 °C (10 000 °F), c), 8 300 °C
(15 000 °F), d) 11 000 °C (20 000 °F) o e) 16 500 °C (30 000 °F). Respuesta. (d).
5. ¿Para cuál de las siguientes aplicaciones se usa el fresado químico? (las dos
mejores respuestas): a) taladrado de orificios con una alta relación entre
profundidad y diámetro, b) maquinado de patrones complicados en láminas de
metal, c) remoción de material para hacer cavidades huecas en metal, d)
remoción de metal en paneles para alas de aeronaves y e) corte de hojas de
plástico. Respuesta. (c) y (d).
6. ¿Cuál de los siguientes es un factor de ataque químico en el maquinado
químico? (más de una respuesta): a) anisotropía, b) CIt, c) d/u, y d) u/d; donde C
= velocidad de remoción específica, d = profundidad de corte, I = corriente, t =
tiempo y u = socavado. Respuesta. (a) y (c).
7. De los siguientes procesos, ¿cuál se distingue por las velocidades más altas de
remoción de material?: a) maquinado por descarga eléctrica, b) maquinado
electroquímico, c) maquinado con haz láser, d) corte con oxígeno y gas
combustible, e) corte con arco de plasma, f) maquinado ultrasónico y g) corte
con chorro de agua. Respuesta. (e).
8. ¿Cuál de los siguientes procesos sería adecuado para taladrar un orificio con una
sección transversal cuadrada de 0.25 in en un lado y 1 in de profundidad en una
pieza de trabajo de acero?: a) maquinado con chorro abrasivo, b) fresado
químico, c) EDM, d) maquinado con haz láser, e) corte con oxígeno y gas
combustible, f) corte con chorro de agua y g) EDM con alambre. Respuesta. (c).
9. ¿Cuál de los procesos siguientes sería apropiado para cortar una ranura delgada
de menos de 0.015 in de ancho en una hoja de 3/8 de in de grosor de plástico
reforzado con fibra? (las dos mejores respuestas): a) maquinado con chorro
abrasivo, b) fresado químico, c) EDM, d) maquinado con haz láser, e) corte con
oxígeno y gas combustible, f) corte con chorro de agua y g) EDM con alambre. Respuesta. (d) y (f).
10. ¿Cuál de los siguientes procesos sería apropiado para cortar un orificio de 0.003
in de diámetro a través de una placa de aluminio con un grosor de 1/16 de in?: a)
maquinado con chorro abrasivo, b) fresado químico, c) EDM, d) maquinado con
haz láser, e) corte con oxígeno y gas combustible, f ) corte con chorro de agua y
g) EDM con alambre. Respuesta. (d).
11. ¿Cuál de los siguientes procesos podría usarse para cortar en dos secciones una
pieza grande de placa de acero de ½ de in? (Dos mejores respuestas): a)
maquinado con chorro abrasivo, b) fresado químico, c) EDM, d) maquinado con
haz láser, e) corte con oxígeno y gas combustible, f) corte con chorro de agua y
g) EDM con alambre. Respuesta. (e) y (g).
PROBLEMAS
PROBLEMAS DE APLICACIÓN
1. Para la siguiente aplicación identifique uno o más procesos no tradicionales de
maquinado que podrían usarse y presente argumentos para apoyar su selección.
Suponga que la geometría de la pieza o el material de trabajo (o ambos)
excluyen el uso de maquinado convencional. La aplicación es una matriz de
orificios de 0.1 mm (0.004 in) de diámetro en una placa, cuyo grosor es de 3.2
mm (0.125 in) y está hecha de acero para herramienta endurecido. La matriz es
rectangular y mide 75 × 125 mm (3.0 × 5.0 in) con una separación entre los
orificios en cada dirección = 1.6 mm (0.0625 in). Solución: Aplicación: matriz de agujeros en el acero de 0.125 pulgadas de espesor endurecido,
diámetro del agujero = 0,004 en, separación entre agujeros = 0,0625 en los procesos posibles:.
EBM y LBM pueden hacer agujeros de esta tamaño con relaciones de profundidad a diámetro
tan grande como 0,125 / 0,004 = 31,25.
2. Para la siguiente aplicación identifique uno o más procesos no tradicionales de
maquinado que podrían usarse y presente argumentos para apoyar su selección.
Suponga que la geometría de la pieza o el material de trabajo (o ambos)
excluyen el uso de maquinado convencional. La aplicación consiste en realizar
un grabado sobre una placa de aluminio para impresión; se utilizará una
imprenta de offset para hacer placas de 275 × 350 mm (11 × 14 in) de la arenga
de Lincoln en Gettysburgh. Solución: Aplicación: Impresión placa de prensa grabado de aluminio de 11 en un 14 en los
carteles. Posible proceso: el grabado fotoquímico; hacer un negativo de la expresión y la
transferencia de esta ya sea a una pantalla de seda o directamente a la fotoprotección parecen ser
los métodos más sencillos.

3. Para la siguiente aplicación identifique uno o más procesos no tradicionales de
maquinado que podrían usarse y presente argumentos para apoyar su selección.
Suponga que la geometría de la pieza o el material de trabajo (o ambos)
excluyen el uso de maquinado convencional. La aplicación consiste en hacer un
orificio de lado a lado en forma de L en una placa de vidrio de 12.5 mm (0.5 in)
de espesor. El tamaño de la “L” es de 25 × 15 mm (1.0 × 0.6 in) y la anchura del
orificio es de 3 mm (1/8 in). Solución: Aplicación: agujero pasante en la forma de la letra "L" perforado a través de 0.5 en
placa gruesa vidrio. Proceso posible: USM funciona en vidrio y otros materiales no metálicos
frágiles. Es probablemente el mejor proceso. LBM también podría funcionar.
4. Para la siguiente aplicación identifique uno o más procesos no tradicionales de
maquinado que podrían usarse y presente argumentos para apoyar su selección.
Suponga que la geometría de la pieza o el material de trabajo (o ambos)
excluyen el uso de maquinado convencional. La aplicación consiste en realizar
un orificio sin salida en forma de la letra G en un cubo de acero de 50 mm (2.0
in). El tamaño de la “G” es de 25 × 19 mm (1.0 × 0.75 in), la profundidad del
orificio es de 3.8 mm (0.15 in) y su anchura es de 3 mm (1/8 de in). Solución: Aplicación: la letra "G" perforado hasta una profundidad de 0,15 en en bloque de acero.
Posibles procesos: ECM y EDM serían útiles para operaciones tales como este toque.
5. Gran parte del trabajo de la Compañía “Corte cualquier cosa” implica cortar y
formar hojas planas de fibra de vidrio para la industria de los botes recreativos.
En la actualidad, se usan métodos manuales basados en sierras portátiles para
realizar la operación de corte, pero la producción es lenta y la razón de
desperdicio es alta. El supervisor dice que la compañía debe invertir en una
máquina de corte con arco de plasma, pero el gerente de la planta piensa que
sería muy costosa. ¿Qué opina usted? Justifique su respuesta indicando las
características del proceso que hace atractivo o no el PAC en esta aplicación. Solución: En el corte de arco de plasma, la pieza a trabajar debe ser un material eléctricamente
conductor. Fibra vidrio no es conductor de la electricidad. PAC, por tanto, no es un proceso
apropiado para esta aplicación.
6. Una compañía de muebles que fabrica sillas y sofás tapizados debe cortar
grandes cantidades de telas. Muchas de éstas son fuertes y resistentes al
desgaste, y tales propiedades las hacen difíciles de cortar. ¿Cuál(es) proceso(s)
no tradicional(es) recomendaría a la compañía para esta aplicación? Justifique su
respuesta indicando las características del proceso que lo hacen atractivo. Solución: corte por chorro de agua sería un proceso ideal para esta aplicación. Cortes WJC través
de las telas rápida y limpia, y el proceso podría automatizarse fácilmente.
Maquinado electroquímico
1. En una operación de ECM, el área de trabajo frontal del electrodo es de 2 000
mm2. La corriente aplicada = 1 800 amps y el voltaje = 12 volts. El material que
se corta es níquel (valencia = 2), cuya velocidad de remoción específica se
indica en la tabla 26.1. a) Si el proceso es eficiente en 90%, determine la
velocidad de remoción de metal en mm3/min. b) Si la resistividad del electrólito
= 140 ohm-mm, determine la separación funcional.

Solución: (a) A partir de la Tabla 26.1, C = 3,42 x 10-2 mm3 / Como De la ecuación.
(26.6) RMR = FRA = (CI / A) A = CI = (3,42 x 10-2 mm3 / As) (1800 A) = 6.156 x 10-2 mm3 /
s = 61.56 mm3 / s = 3693,6 mm3 / min
En el 90% de eficiencia RMR = 0,9 (3,693.6 mm3 / min) = 3324,2 mm3 / min
(b) Teniendo en cuenta la resistividad r = 140 ohm-mm, I = EA / gr en la ecuación. (26.2).
Reorganizar, g = EA / Ir
g = (12 V) (2000 mm2) / (1800 A) (140 ohm-mm) = 0,095 mm
2. En una operación de maquinado electroquímico, el área de trabajo frontal del
electrodo es de 2.5 in2. La corriente aplicada = 1 500 amps y el voltaje = 12
volts. El material que se corta es aluminio puro, cuya velocidad de remoción
específica se indica en la tabla 26.1. a) Si el proceso de ECM es eficiente en
90%, determine la velocidad de remoción de metal en in3/h. b) Si la resistividad
del electrólito es de 6.2 ohm-in, determine la separación funcional Solución: (a) De la Tabla 26.1, C = 0,000126 in3 / A-min
RMR = FRA = (CI / A) (A) = CI
RMR = CI = 0.000126 (1,500) = 0,189 pulg3 / min a 100% de eficiencia.
En el 90% de eficiencia RMR = 0,189 (0,90) = 0,1701 pulg3 / min = 10.206 in3 / hr.
(b) I = EA / gr; Reorganizar, g = EA / Ir = 12 (2.5) / (1500 x 6,2) = 0,0032 en
3. Se maquinará un orificio cuadrado a través de una placa de 20 mm de cobre puro
(valencia = 1) utilizando el ECM. El orificio tiene 25 mm en cada lado, pero el
electrodo que se usa para cortar el agujero es ligeramente menor de 25 mm en
sus lados, con el fin de permitir un socavado, y su forma incluye un orificio en el
centro que permite el flujo de material electrolítico y reduce el área de corte.
Este diseño de herramienta produce un área frontal de 200 mm2. La corriente
aplicada es de 1 000 amps. Usando una eficiencia de 95%, determine cuánto
tiempo se requerirá para cortar el orificio. Solución: De la Tabla 26.1, C = 7,35 x 10-2 mm3 / Como
De la ecuación. (26.6) fr = CI / A = (7,35 x 10-2 mm3 / As) (1000 A) / (200 mm2) = 0,3675 mm
/s
En el 95% de eficiencia, fr = 0,95 (0,3675 mm / s) = 0.349 mm / s
Tiempo de máquina = (20 mm) / (0,349 mm / s) = 57,3 s
4. Se cortará un orificio de lado a lado con un diámetro de 3.5 in en un bloque de
hierro puro (valencia = 2) mediante maquinado electromecánico. El bloque tiene
un grosor de 2.0 in. Para acelerar el proceso de corte, la herramienta de
electrodos tendrá un orificio central de 3.0 in, el cual producirá un núcleo central
que podrá removerse después de que la herramienta atraviesa la pieza. El
diámetro exterior del electrodo tiene un tamaño menor para permitir un
socavado. Se espera que el excedente de corte sea de 0.005 in en un lado. Si la
eficiencia de la operación de ECM es de 90%, ¿qué corriente se requerirá para
terminar la operación de corte en 20 minutos? Solución: Electrodo superficie del espacio frontal A = 0.25π (3,52 a 3,02) = 2,553 in2 De la Tabla
26.1, C = 0.000135 in3 / A-min
fr = CI / A = 0.000135 I / 2,553 = 0,0000529 I en / min a 100% de eficiencia.
Al 90% de eficiencia fr = 0,9 (0,0000529 I) = 0,0000476 I en / min
Para cortar a través de un espesor de 2,0 pulgadas en 20 minutos requiere un fr avance = 2.0 / 20
= 0,1 cm / min
fr = 0,1 = 0.0000476 I
I = 0,1 / 0,0000476 = 2.101 A.
Maquinado con descarga eléctrica
1. Se realizará una operación de maquinado por descarga eléctrica sobre dos
materiales de trabajo: tungsteno y estaño. Determine la cantidad de metal
removido en la operación después de una hora con un amperaje de descarga de
20 amperes para cada uno de estos metales. Utilice unidades métricas y exprese
las respuestas en mm3/h. Con base en la tabla 4.1, las temperaturas de fusión del
tungsteno y el estaño son de 3 410 °C y 232 °C, respectivamente. Solución: Para el tungsteno, usando la Ec. (26.7), RMR = KI / Tm
1.23 = 664 (20) / (34.101,23) = 13.280 / 22.146 = 0,5997 mm3 / s = 2,159 mm3 / hr
Para el estaño, RMR = KI / Tm
1.23 = 664 (20) / (2.321,23) = 13.280 / 812 = 16.355 mm3 / s = 58.878 mm3 / hr
2. Se realizará una operación de maquinado por descarga eléctrica sobre dos
materiales de trabajo: tungsteno y zinc. Determine la cantidad de metal
removido en la operación después de una hora con un amperaje de descarga de
20 amperes para cada uno de estos metales. Utilice unidades de uso común en
Estados Unidos y exprese las respuestas en in3/h. Con base en la tabla 4.1, las
temperaturas de fusión del tungsteno y el zinc son de 6 170 °F y 420 °F,
respectivamente. Solución: Para el tungsteno, usando la Ec. (26.7), RMR = KI / Tm
1,23 = 5,08 (20) / (61701,23) = 101,6 / 45925 = 0,00221 in3 / s = 0,1327 in3 / hr
Para Zinc, RMR = KI / Tm
1,23 = 5,08 (20) / (4.201,23) = 101,6 / 1.685 = 0.0603 in3 / s = 3,62 in3 / hr
3. Suponga que el orificio del problema 26.10 se cortará usando un EDM en lugar
de ECM. Usando una corriente de descarga de 20 amperes (lo que sería normal
para el EDM), ¿cuánto tiempo se requeriría para cortar el orificio? Con base en
la tabla 4.1, la temperatura de fusión del hierro es 2 802 °F. Solución: El uso de la ecuación. (26.7), RMR = 5,08 E / Tm
1,23 = 5,08 (20) /28021.23 = 101,6 / 17.393 = 0,00584 pulg3 / min
Área de sección transversal de la herramienta del problema anterior A = 2,553 in2
fr = RMR / A = 0,00584 / 2.553 = 0.002293 pulgadas / min
Tiempo para mecanizar la Tm grosor de 2,0 pulgadas = 2.0 / 0,002293 = 874,3 min = 14.57 h.
4. Se obtiene una velocidad de remoción de metal de 0.01 in3/ min en cierta
operación de EDM sobre una pieza de trabajo de hierro puro. ¿Qué velocidad de
remoción de metal se obtendría sobre el níquel en esta operación de EDM si se
usara la misma corriente de descarga? Las temperaturas de fusión del hierro y el
níquel son de 2 802 °F y 2 651 °F, respectivamente. Solución: Para el hierro, RMR = 5,08 E / 28.021,23 = 5,08 E / 17.393 = 0.000292 I IN3 / min
Dado que RMR = 0,01 in3 / min
0.000292 I = 0,01
I = 0,01 / 0,000292 = 34.24 A.
Para = níquel, RMR = 5,08 (34,24) /26511.23 = 173,93 / 16.248 = 0,0107 pulg3 / min
5. Se realiza una operación de EDM con alambre sobre ace ro C1080 de 7 mm de
espesor, para ello se utiliza como electrodo un alambre de tungsteno cuyo diámetro
es de 0.125 mm. La experiencia pasada sugiere que el socavado será de 0.02 mm,
de manera que el ancho del canal será de 0.165 mm. Si se usa una corriente de
descarga de 10 amperes, ¿cuál es la velocidad de avance permisible que puede
usarse en la operación? Estime la temperatura de fusión del acero al carbono a
0.80% a partir del diagrama de fase de la figura 6.4.
Solución: De la figura 6.4, Tm = 1500 ° C para 1080 acero
Utilizando la Ec. (26.7), RMR = 664 (10) / (15.001,23) = 6640/8065 = 0,8233 mm3 / s
Área frontal de corte A = 0.165 (7,0) = 1,155 mm2
fr = 49,4 / 1.155 = 42,79 mm / min
30. FUNDAMENTOS DE SOLDADURA
Preguntas de repaso:
1. ¿Cuáles son las ventajas y desventajas de la soldadura en comparación con otros tipos de
operaciones de ensamble?
Ventajas:
- que proporciona una unión permanente,
- la fuerza conjunta es normalmente tan alta como la fuerza de los metales básicos,
- es más económico en términos de consumo de material
- es versátil en términos de dónde se puede lograr.
Desventajas:
- que se realiza generalmente de forma manual, por lo que coste laboral es alta y la mano
de obra calificada para llevar a cabo a veces es escasa,
- soldadura es inherentemente peligrosa,
- una unión soldada es difícil de desmontar,
- defectos de calidad son a veces difícil de detectar.
2. ¿Cuáles fueron los dos descubrimientos de Sir Humphrey Davy que condujeron al
desarrollo de la tecnología de la soldadura moderna?
Los dos descubrimientos de Sir Humphrey Davy fueron
- el arco eléctrico
- gas acetileno.
3. ¿Qué significa el termino superficie de empalme?
Las superficies de empalme son las superficies de contacto en una junta soldada.
4. Defina el término soldadura por fusión.
Una soldadura de fusión es una soldadura en la que las superficies metálicas se han fundido
con el fin de causar coalescencia.
5. ¿Cuál es la diferencia fundamental entre una soldadura por fusión y una soldadura estado
sólido?
En una soldadura de fusión, el metal se funde. En un sólido soldadura estado, el metal no se
derrita.
6. ¿Qué es una soldadura autógena?
Una soldadura autógena es una soldadura de fusión hecha sin la adición de metal de relleno.
7. Analice las razones por las que casi todas las operaciones de soldadura son
inherentemente peligrosas.
La mayoría de las operaciones de soldadura se llevan a cabo a altas temperaturas que
pueden causar quemaduras graves sobre la piel y la carne. En la soldadura de gas, los
combustibles son un peligro de incendio. En la soldadura por arco y soldadura por
resistencia, la alta energía eléctrica puede causar choques que son fatales para el trabajador.
En la soldadura por arco, el arco eléctrico emite intensa radiación ultravioleta que pueden
causar cegadora. Otros peligros incluyen chispas, humo vapores y salpicaduras de
soldadura.
8. ¿Cuál es la diferencia entre la soldadura con máquina y soldadura automática?
Una operación de soldadura automática utiliza un controlador de ciclo de soldadura que
regula el arco el movimiento y la pieza de trabajo de posicionamiento; mientras que en la
soldadura de la máquina, una necesidad humana trabajador controlar continuamente el arco
y el movimiento relativo de la cabeza de soldadura y la pieza a trabajar.
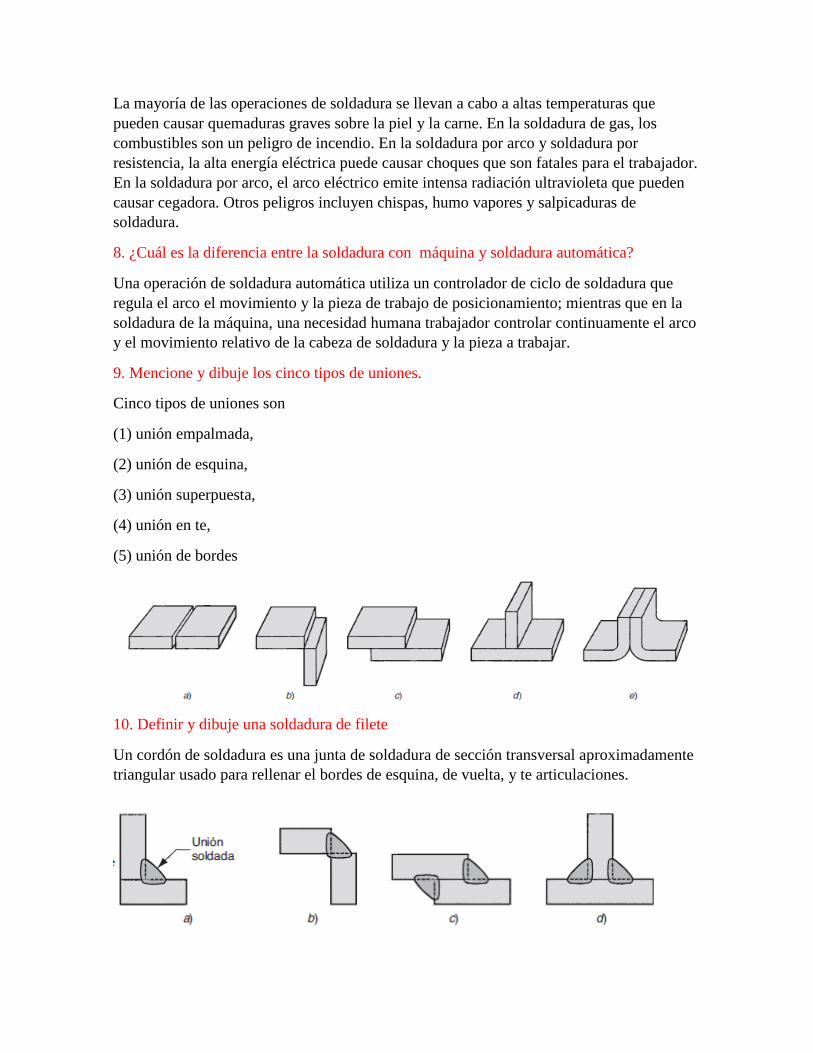
9. Mencione y dibuje los cinco tipos de uniones.
Cinco tipos de uniones son
(1) unión empalmada,
(2) unión de esquina,
(3) unión superpuesta,
(4) unión en te,
(5) unión de bordes
10. Definir y dibuje una soldadura de filete
Un cordón de soldadura es una junta de soldadura de sección transversal aproximadamente
triangular usado para rellenar el bordes de esquina, de vuelta, y te articulaciones.
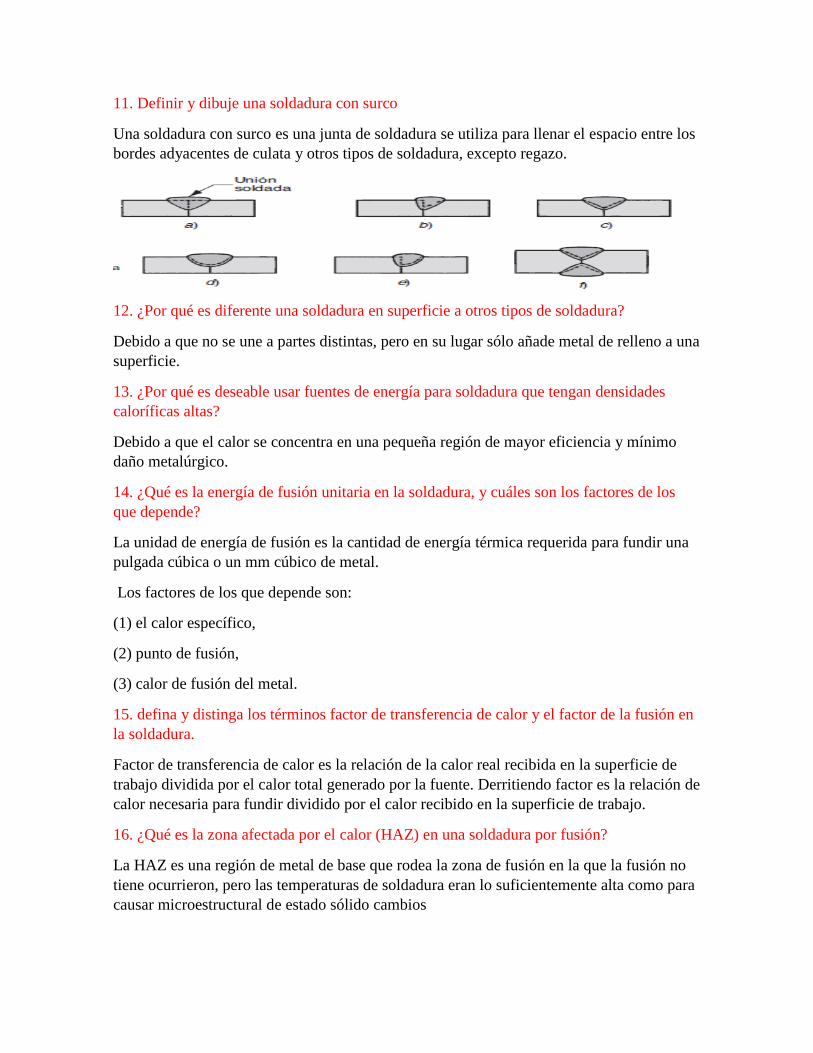
11. Definir y dibuje una soldadura con surco
Una soldadura con surco es una junta de soldadura se utiliza para llenar el espacio entre los
bordes adyacentes de culata y otros tipos de soldadura, excepto regazo.
12. ¿Por qué es diferente una soldadura en superficie a otros tipos de soldadura?
Debido a que no se une a partes distintas, pero en su lugar sólo añade metal de relleno a una
superficie.
13. ¿Por qué es deseable usar fuentes de energía para soldadura que tengan densidades
caloríficas altas?
Debido a que el calor se concentra en una pequeña región de mayor eficiencia y mínimo
daño metalúrgico.
14. ¿Qué es la energía de fusión unitaria en la soldadura, y cuáles son los factores de los
que depende?
La unidad de energía de fusión es la cantidad de energía térmica requerida para fundir una
pulgada cúbica o un mm cúbico de metal.
Los factores de los que depende son:
(1) el calor específico,
(2) punto de fusión,
(3) calor de fusión del metal.
15. defina y distinga los términos factor de transferencia de calor y el factor de la fusión en
la soldadura.
Factor de transferencia de calor es la relación de la calor real recibida en la superficie de
trabajo dividida por el calor total generado por la fuente. Derritiendo factor es la relación de
calor necesaria para fundir dividido por el calor recibido en la superficie de trabajo.
16. ¿Qué es la zona afectada por el calor (HAZ) en una soldadura por fusión?
La HAZ es una región de metal de base que rodea la zona de fusión en la que la fusión no
tiene ocurrieron, pero las temperaturas de soldadura eran lo suficientemente alta como para
causar microestructural de estado sólido cambios
CUESTIONARIO DE OPCIÓN MÚLTIPLE
30.1. Sólo puede ejecutarse una soldadura sobre metales que tienen el mismo punto de fusión;
de lo contrario, el metal con la temperatura de fusión más baja siempre se derrite mientras
que el otro permanece sólido: a) verdadero o b) falso
Respuesta: b) falso
30.2. Una soldadura de filete puede usarse para unir ¿cuál de los siguientes tipos de junta?
(tres respuestas correctas): a) empalmada, b) de esquina, c) de bordes, d) superpuesta e) en
te.
Respuesta: b) de esquina, d) superpuesta y e) en te.
30.3. Una soldadura de filete tiene una forma de sección transversal que es aproximadamente:
a) rectangular, b) redonda, c) cuadrada o d) triangular.
Respuesta: d) triangular
30.4. Las soldaduras con surco se asocian más estrechamente con ¿cuál de los siguientes
tipos de unión?: a) empalmada, b) de esquina, c) de bordes, d) superpuesta o e) en te
Respuesta: a) empalmada
30.5. Una soldadura de reborde se asocia más estrechamente con ¿cuál de los siguientes tipos
de unión? a) empalmada, b) de esquina, c) de bordes, d) sobrepuesta o e) en te.
Respuesta: c) de bordes
30.6. Por razones metalúrgicas, resulta deseable fundir el metal de soldadura con el mínimo
ingreso de energía. ¿Cuál de las siguientes fuentes de calor es la más consistente con este
objetivo?: a) potencia alta, b) densidad de potencia alta c) potencia baja o d) densidad de
potencia baja
Respuesta: b) densidad de potencia alta
TRATAMIENTO, RECUBRIMIETNOS Y LIMPIEZA DE LAS SUPERFICIES
34.1 Explique por qué pueden necesitarse los tratamientos superficiales para los productos
manufacturados.
34.2 ¿Cuáles son las ventajas del bruñido con rodillo?
34.3 Explique la diferencia entre endurecimiento superficial y revestimiento duro.
34.4 Describa los principios de las deposiciones física y química de vapor. ¿Qué
aplicaciones tienen?
34.5 ¿Cuál es el principio del electroformado? ¿Cuáles son sus ventajas?
34.6 Explique la diferencia entre electrodeposición y deposición sin electricidad.
34.7 ¿Cómo se realiza la inmersión en caliente?
34.8 ¿Qué es una cuchilla de aire? ¿Cómo funciona?
34.9 ¿Qué pruebas existen para determinar la limpieza de las superficies?
34.10 Describa los sistemas comunes de pintura utilizados en la actualidad en la industria.
34.11 ¿Qué es un recubrimiento de conversión? ¿Por qué se llama así?
34.12 ¿Cuáles son las similitudes y diferencias entre la electrodeposición y la anodización?
34.13 Describa la diferencia entre el rociado térmico y el rociado de plasma.
34.14 ¿Qué es el revestimiento y por qué se realiza?
1. Todos los métodos que existen para controlar la corrosión a los materiales metálicos son
intentos para inferir con el mecanismo de su corrosión a tal manera que se pueda ser
más eficiente
2. - Se puede tener tolerancia estrechas precisiones
- Buen acabado superficial
- Mejorar las propiedades mecánicas de la pieza logrando alargar la vida útil de la pieza
mecánica
- Se produce un endurecimiento
3. Endurecimiento superficial:
Que permite mediante los proceso a varios tipos dar una
pieza metálica una dureza superficial especial y son
sometidos a deslizamiento
Revestimiento duro:

Una pieza está sometida en un equipo de la industria
sometido al desgaste
4. Deposición física : hay tres tipos de procesos básicos
1. Sustitución iónica
2. Difusión del vacío o vaporización a arco
3. Chisparrateo
Deposición químico:
Es un proceso termoquímico, se usa un recubrimiento, es para obtención del
carburo de titanio se sustituye por otros gases.
5. Esta máquina es para fabricar moldes de precisión en el electrodo del molde se deposita
el nique y cobre
Sus ventajas: Rápido ciclo de inyección Solo se elabora en aceros Gran exactitud dimensional y alta calidad de superficie
6. Deposición sin electricidad Es el nombre que se da a los procesos de recubrimiento que se produce completamente mediante reacciones químicas que no se requiere una fuente de externa.
La electrodeposición : es un proceso electroquímico de chapado donde los cationes metálicos contenidos en una soluciona acuosa. El proceso utiliza una corriente eléctrica
7. En este proceso se brinda protección contra la corrosión metálica. Consiste en una inmersión de elementos en un baño del metal fundido de Zn,, garantizando que la superficie quede cubierta y protegida de los defectos de la corrosión
8. Una cuchilla de aire es una nueva generación de cortina, airea a que reduce
dramáticamente el consumo y riego controlado con otros sistemas de soplado de aire
comprimido. es una manera más eficiente de limpiar y enfriar fuentes cintas,
transportadores superficiales planas etc.
9. La limpieza de la superficie puede tener efectos beneficios y perjuicios, aunque una
superficie que no esté limpio puede tener ambos defectos, la limpieza comprende la
remoción de contaminantes solidos semisólidos o líquidos.
Existen dos tipos
1. limpiar con un trapo limpio la superficie de digamos un plano y
observamos los residuos en el trapo
2. observar si el agua recure continuamente la superficie del plano, si el
líquido se reúne las gotas individuales la superficie no está limpia

10. La clasificación de la pintura
Esmalte: produce un recubrimiento liso y seco con una apariencia brillante y semi-
brillante
Lacas: forma una película por la evaporación de un solvente
Pintura de base de agua: se aplica fácilmente y le una estética las material
11. El recubrimiento de conversión es un proceso de prevención de un recubrimiento que se
forma sobre la superficies metálicas como resultado dela reacciones químicas o
electroquímicas, se puede aplicar en diversos metales su función es proteger contra la
corrosión
12. Electrodeposición :
La pieza de trabajo (cátodo) se deposita en un metal diferente (ánodo),
que se transfiere mediante una solución electroquímica a base de agua
Anodización:
Como su nombre o dice es proceso de oxidaciones el que las superficies de
la pieza de trabajo se convierte en una capa dura y porosa de óxidos que
proporciona resistencia a la corrosión y un acabado decorativo
13.
14. El revestimiento es un proceso conocido como unión por chapeado, los metales se unen
con una capa delgada del metal anticorrosiva mediante la aplicación de presión utilizando
rodillos u otros métodos
Radiado térmico Radiación plasma
-es uno de los procesos importantes en
los recubrimientos de metales ,
aleaciones , carburos , cerámicos y
polímeros
- las temperaturas esta en el intervalo de
300ºC a 800ºC
-son convenciones , de alta energía o de
vacío , el plasma produce temperatura de
orden de 800ºC y una buena resistencia a
la unión con muy baja contenido de
óxidos