plan de mejoramiento a partir del control estadístico de...
TRANSCRIPT

Plan de mejoramiento a partir del control estadístico de calidad en Masterbag S.A.S.
Geraldine Alexandra Rojas Ladino
Cristian Camilo Silva Forero
Universidad Distrital Francisco José de Caldas
Facultad Tecnológica
Coordinación de Tecnología Industrial
Bogotá D.C.
2017

Plan de mejoramiento a partir del control estadístico de calidad en Masterbag S.A.S.
Geraldine Alexandra Rojas Ladino Cód. 20132077083
Cristian Camilo Silva Forero Cód. 20132077115
Director: Manuel Alfonso Mayorga Morato
Pasantía para optar al título de Tecnólogo Industrial
Línea, 2 Gestión de la producción y de las operaciones.
Tema, Control Estadístico de Calidad.
Universidad Distrital Francisco José de Caldas
Facultad Tecnológica
Coordinación de Tecnología Industrial
Bogotá D.C.
2017

HOJA DE ACEPTACIÒN
Aprobado por el coordinador y director de grado, en cumplimiento de los parámetros establecidos por la Universidad Distrital Francisco José de Caldas, Facultad Tecnológica. Para optar al título de Tecnólogo Industrial. Manuel Alfonso Mayorga Morato
Coordinador del proyecto curricular Tecnología Industrial

DEDICATORIA
Dedicado a Dios por guiarnos y acompañarnos durante este camino donde hemos aprendido a crecer profesionalmente.
A nuestras familias, amigos, colegas y compañeros quienes nos demuestran lo valioso de ejercer esta bonita profesión y cómo podemos aportar nuestros
conocimientos en beneficio de la sociedad.

AGRADECIMIENTOS
Agradecemos a Dios por darnos la oportunidad de emprender nuestros
conocimientos y permitirnos desarrollarlos en el campo laboral.
A nuestra familia por brindarnos su apoyo incondicional durante este proceso de formación personal y profesional. A la organización Masterbag S.A.S. por abrirnos
sus puertas y ofrecernos su apoyo durante este tiempo de trabajo.

RESUMEN (Abstract)
El presente proyecto presenta el plan de mejoramiento a partir del control estadístico de la calidad para Masterbag S.A.S. empresa encargada de diseñar, fabricar y vender alforjas. Las alforjas son un medio de almacenamiento portátil, su función es guardar objetos necesarios en un viaje, son sumamente funcionales y de gran ayuda para motociclistas, ahí es donde radica la necesidad del cliente de tener a su disposición un objeto que le permita incrementar la capacidad de transportar cualquier elemento, es una “especie de bolsa abierta por el centro y cerrada por sus extremos, los cuales forman dos bolsas grandes y ordinariamente cuadradas, repartiendo el peso para mayor comodidad, donde guardan algunas cosas que han de llevarse de una parte a otra”1. Al realizar el diagnóstico de la empresa se evidencian fallas en el producto, lo que genera inconformidades por parte de los clientes, se pretende efectuar una recolección de datos para realizar control estadístico de la calidad, a partir de los cuales diseñar un plan de mejoramiento que suprima los defectos y así prestar un buen servicio .
1 Real Academia Española. “Definición de Alforja”. {En línea}. (06 Diciembre de 2016)Disponible en:
http://dle.rae.es/?id=1m0efIz

CONTENIDO INTRODUCCIÓN .................................................................................................... 1 JUSTIFICACIÓN ..................................................................................................... 2 1. GENERALIDADES ............................................................................................ 3 1.1 PROBLEMA ...................................................................................................... 3
1.1.1. Descripción ............................................................................................ 3 1.1.2 Formulación ......................................................................................... 3
1.2 OBJETIVOS .................................................................................................. 3 1.2.1General .................................................................................................... 3 1.2.2 Específicos .............................................................................................. 3
1.3 DELIMITACIÓN O ALCANCE ........................................................................... 4 1.4 METODOLOGÍA ............................................................................................ 4 2. MARCO REFERENCIAL .................................................................................. 6 2.1 MARCO HISTÓRICO .................................................................................... 6
2.1.1 Sector económico CIIU 1513 .................................................................. 6 2.1.2 Masterbag S.A.S. ........................................................................................... 6 2.2 MARCO TEÓRICO ........................................................................................ 7
2.2.1 Herramientas de diagnóstico ............................................................... 7 2.2.2 Control estadístico de calidad .............................................................. 7 2.2.3 Planes de mejoramiento ...................................................................... 9 2.2.4 Estudios de impacto ............................................................................ 9
3. SITUACIÓN ACTUAL..................................................................................... 11 3.1 DIAGNOSTICO FODA ................................................................................ 11 3.2 Diagrama de Ishikawa ................................................................................. 12 3.3 Diagrama de Pareto ..................................................................................... 14 3.4 CARTAS DE CONTROL ............................................................................. 17 3.5 PLATAFORMA ESTRATÉGICA .................................................................. 19 3.6 ESTRUCTURA ORGANIZACIONAL ........................................................... 20 3.6.1 Organigrama ......................................................................................... 20
3.6.2 Funciones .......................................................................................... 22 3.7 Portafolio ..................................................................................................... 26 3.8 PROCESOS ................................................................................................ 27
3.8.1 Diagrama de procesos .......................................................................... 27 3.9 RECURSOS ................................................................................................... 34 4. PROPUESTA ................................................................................................. 35 4.1 Plan de mejoramiento .................................................................................... 36 5. CONCLUSIONES .......................................................................................... 39 6. RECOMENDACIONES .................................................................................. 40 7. BIBLIOGRAFÍA .............................................................................................. 41 8. ANEXOS ........................................................................................................ 42

Índice de Tablas Tabla 1 Conteo de datos .................................................................................................. 14 Tabla 2 Organización de datos recopilados .................................................................. 15
Tabla 3 Resultados obtenidos a partir de la medición del ancho de la alforja. ....... 17
Tabla 4 Construcción del grafico R. ................................................................................ 17 Tabla 5 Construcción del Grafico x̅. ................................................................................ 18
Tabla 6 Portafolio de productos Masterbag S.A.S. ...................................................... 26 Tabla 7 Recursos Masterbag S.A.S. .............................................................................. 34
Tabla 8 Recolección y organización de los datos, realizado el plan de mejoramiento. ..................................................................................................................... 37

Índice de Cuadros Cuadro 1 Metodología para el desarrollo. ................... ¡Error! Marcador no definido.5 Cuadro 2 Matriz de diagnóstico FODA Masterbag SAS. ............................................ 11

Índice de Ilustraciones
Ilustración 1 Diagrama de Ishikawa ................................................................................ 13 Ilustración 2 Diagrama de Pareto .................................................................................... 16
Ilustración 3 Organigrama Masterbag S.A.S. ................................................................ 21
Ilustración 4 Indicador de evolución en ventas por producto en el respectivo año. 27 Ilustración 5 Diagrama de flujo procesos administrativos. .......................................... 28
Ilustración 6 Proceso de fabricación de la alforja ......................................................... 32 Ilustración 7 Desarrollo de cada uno de los objetivos específicos y general ........... 35
Ilustración 8 Tabla plan de acción realizado en Masterbag. ....................................... 36
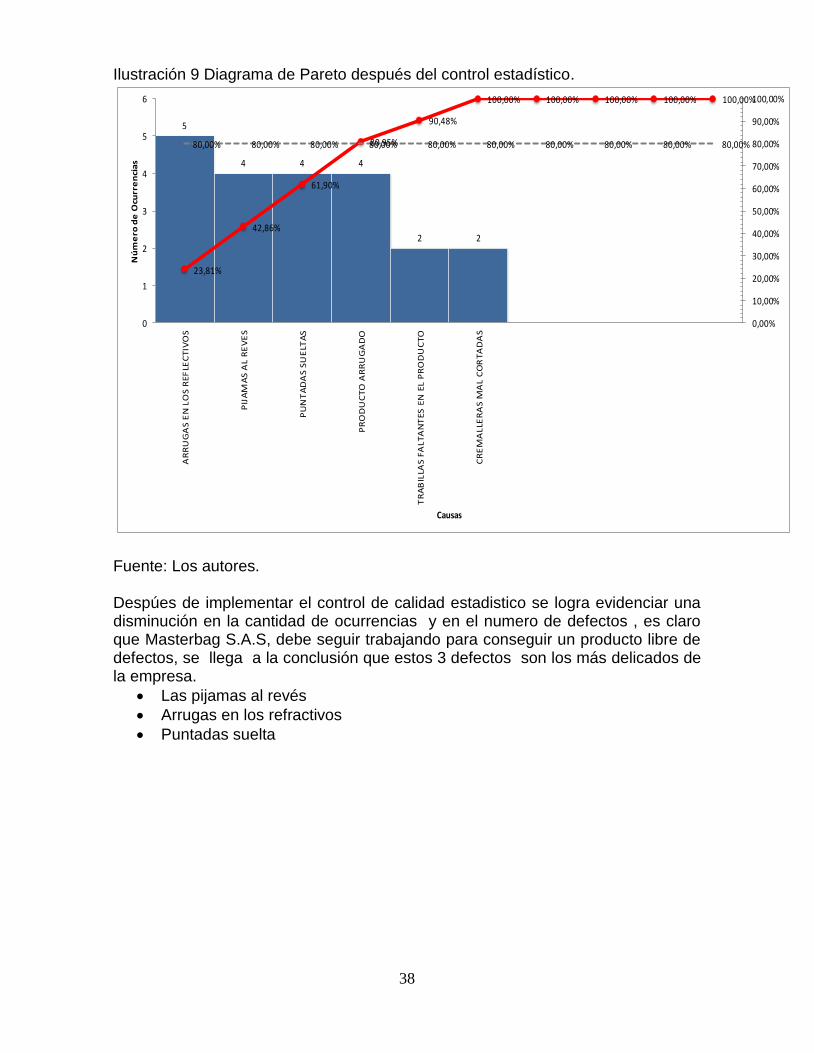
Ilustración 9 Diagrama de Pareto después del control estadístico............................ 38
1
INTRODUCCIÓN
En la economía actual la competitividad es inmensa y es necesario tener productos de excelente calidad para seguir vigente en el mercado y tener oportunidad de incursionar en otros, una de las principales herramientas para lograr esto son los estándares altos de calidad, manejar estándares altos permite crear una imagen empresarial y garantizar un producto excelente, para esto es necesario supervisar la producción y cada proceso realizado y garantizar cero defectos en el desarrollo. Masterbag S.A.S. tiene el compromiso de establecer una estrecha relación con sus clientes, con el fin de generar un porcentaje de confiabilidad considerable, para ello es de vital importancia controlar la calidad del producto final, a través de los procesos de producción, por medio del aprovechamiento de los recursos y una perspectiva con compromiso y en miras de la mejora continua. Para ello es necesario impulsar la calidad desde la gerencia y así lograr satisfacer las necesidades del cliente.

2
JUSTIFICACIÓN
Es necesario crear una guía que le permita a Masterbag S.A.S observar detalladamente cada uno de los procesos de producción y la gestión de calidad de cada uno de ellos, mediante el liderazgo, el compromiso de su personal y la satisfacción de las necesidades de los clientes. Es imperativo estar en constante mejora para Masterbag S.A.S y preparada para un mercado globalizado, por lo que urge implementar acciones que permitan garantizar la calidad y mejorarla mediante herramientas estadísticas, para conseguir estándares altos de calidad en el mercado.

3
1. GENERALIDADES
1.1 PROBLEMA
1.1.1. Descripción
Masterbag S.A.S. no cuenta con estándares altos de calidad, esto genera inconvenientes en el producto terminado, ya que continuamente se presentan fallas, provocando insatisfacción en los clientes, se producen costos innecesarios debido a que estos productos son devueltos para disponer nuevamente de ellos y realizar los reprocesos pertinentes; debido a que constantemente se han presentado devoluciones por parte de los clientes donde describen sus molestias e inconvenientes presentados en el producto, por cremalleras dañadas, manijas reventadas, costuras sueltas, desgastes en el forro, desprendimiento de taches, daño en las costuras provocado por la adecuación a la moto, generalmente hay 5 devoluciones por mes debido a la falta de calidad del producto; es necesario crear planes de mejora en la calidad de sus productos y procesos.
1.1.2 Formulación
¿Como elaborar planes de mejoramiento a partir del control estadístico de calidad en Masterbag S.A.S.?
1.2 OBJETIVOS
1.2.1General
Desarrollar plan de mejoramiento, basados en el control estadístico de la calidad de Masterbag S.A.S que permita optimizar el desempeño en la producción.
1.2.2 Específicos
- Elaborar un diagnóstico que permita establecer las condiciones en las que se encuentra Masterbag S.A.S. - Aplicar el control estadístico de calidad. -Establecer acciones de mejoramiento, con base al control estadístico de calidad. -Analizar el impacto de las acciones de mejoramiento.

4
1.3 DELIMITACIÓN O ALCANCE
Este proyecto reúne a todos los miembros de Masterbag S.A.S, abarca los procesos que se involucran en la realización y confección de las alforjas. Está ubicada en la ciudad de Bogotá D.C. localidad de Usme. Dirección: Diagonal 69f 14t-37 sur Bogotá D.C; Teléfono: 3003286. Durante el periodo comprendido entre diciembre de 2016 y Febrero de 2017.
1.4 METODOLOGÍA
El Tipo de investigación que se realizó es la aplicada “tiene por objetivo la generación de conocimiento con aplicación directa y a mediano plazo en la sociedad o en el sector productivo. Este tipo de estudios presenta un gran valor agregado por la utilización del conocimiento que proviene de la investigación básica. De esta manera, se genera riqueza por la diversificación y progreso del sector productivo.”2
2 LOZADA, José. “Investigación Aplicada: Definición, Propiedad Intelectual e Industria” {En línea}. (06
diciembre de 2016). Disponible en: (http://www.uti.edu.ec/documents/investigacion/volumen3/06Lozada-
2014.pdf ).

5
Cuadro 1 Metodología para el desarrollo.
OBJETIVO ACCIONES INSUMOS
Elaborar un diagnóstico que permita establecer las condiciones en las
que se encuentra Masterbag S.A.S
Se realizaron entrevistas y encuestas, a través de la
observación.
Implementación de fotocopias, esferos y
computadores.
Aplicar el control estadístico de calidad.
Se aplicaron técnicas
estadísticas orientadas al análisis y estudio de la información recopilada.
.
Uso de software para la interpretación de datos del control estadístico
de la calidad.
Establecer acciones de mejoramiento, con base al control estadístico de
calidad.
Se realizó un plan de mejoramiento.
Uso de hojas de verificación.
Analizar el impacto de las
acciones de mejoramiento.
Definición del alcance y los aportes en la calidad de la
empresa.
Uso de hojas de verificación.
Fuente: Los autores.

6
2. MARCO REFERENCIAL
2.1 MARCO HISTÓRICO
2.1.1 Sector económico CIIU 1513
Según Cámara y Comercio Masterbag S.A.S: Pertenece al sector de fabricación de artículos de viaje, bolsos de mano y artículos similares; artículos de talabartería y guarnicionería elaborados en otros materiales. Estos están confeccionados con cualquier tipo de material, excepto el cuero; por ejemplo: madera, plástico, materiales sintéticos e imitaciones de cuero, o combinaciones de estos con otros materiales, textiles, fibras vulcanizadas, entre otros, siempre y cuando se use la misma tecnología que en el caso del cuero.3 El sector económico de la manufacturas en Colombia ha crecido abismalmente. Con un Producto Interno Bruto de US$32.612 Millones en 2015 y una participación del 12,2% del PIB total, la industria manufacturera se ubicó como la cuarta actividad productiva más representativa de la economía Colombiana. .En 2015 las exportaciones de la industria manufacturera alcanzaron los US$7.033 millones, 1,5% de crecimiento promedio de 2010 al 2015, ubicándose como el segundo sector con más exportaciones en 2015 y con una participación del 19,7% de las exportaciones totales colombianas. Colombia cuenta con 15 tratados de libre comercio, logrando un acceso preferencial a más de 1.500 millones de consumidores. Colombia tiene la segunda industria más competitiva y la tercera más eficiente de la región. Adicionalmente, cuenta con la tercera fuerza laboral de mayor tamaño en América Latina.4
Este sector económico sigue en crecimiento, el alza del dólar lo ha beneficiado bastante puesto que son productos de exportación, esta industria no para de crecer, generalmente se encuentran en barrios populares del país y solo necesitan apoyo para lograr su consolidación en los mercados más grandes.
2.1.2 MASTERBAG S.A.S.
Comenzó como distribuidora de alforjas, pero el incumplimiento de los pedidos por parte de proveedores, la poca calidad del producto y la falta de diseño de los mismos, provocó que en el año 2008 decidiera empezar a fabricar las alforjas y distribuirlas.
3 Cámara de Comercio de Bogotá. “Descripción actividades económicas CIIU”. {En línea}. (06 diciembre de
2016). Disponible en: http://linea.ccb.org.co/descripcionciiu/ 4 “Inversión en el sector Manufacturas en Colombia” {En línea}. (07 diciembre de 2016). Disponible en:
http://www.inviertaencolombia.com.co/sectores/manufacturas.html

7
En la actualidad Masterbag S.A.S es una empresa que innova en sus diseños y se mantiene a la vanguardia, presta un servicio al cliente oportuno y eficiente. Se constituye como empresa en cámara y comercio en el año 2012 en el mes de noviembre.
2.2 MARCO TEÓRICO
2.2.1 Herramientas de diagnóstico
Tiene el propósito de establecer la situación actual de la empresa al detectar y esclarecer las causas principales de los problemas que se están generando para disuadir su desarrollo. Es el primer paso que permite perfeccionar el funcionamiento de la organización, es necesario que todos los miembros estén comprometidos y dispuestos a realizar los cambios resultantes del diagnóstico. El diagnóstico se realiza en tres atapas:
a. Generación de información: Utlizar herramientas como entrevistas con registro y observación directa, para tener un enfoque claro y detallado.
b. Organizar la información recopilada: diseñar diagramas de procedimientos para el proceso de la información, de una forma clara y comprensible.
c. Analizar e interpretar la información: examinar la información con la intención de dar solución a las cuestiones planteadas al inicio de la investigación.
El analisis FODA, es un herramienta que permite “evaluar la situación presente de la empresa y anticipar su direccionamiento, así como su nivel de competitividad en el futuro, se trata de realizar un diagnóstico de la situación definiendo cuales son los retos y las oportunidades del ambiente externo y las fuerzas y debilidades internas.” 5 De esta manera se puede definir los elementos importantes como la visión, misión, objetivos y politicas de la empresa, para lograr el máximo provecho de los recursos internos en el entorno definido.
2.2.2 Control estadístico de calidad
El histograma es un método gráfico de una variable en forma de barras, donde la superficie de cada barra es proporcional a la frecuencia de los valores representados, proporcionando tres propiedades de los datos muéstrales: la forma de la distribución de los datos, la tendencia central en los datos y la dispersión o variabilidad en los datos. El histograma sirve para dar una primera impresión de los datos que se están analizando respecto a una tendencia cuantitativa; obtener
5 GALINDO, F. Módulo de diagnóstico empresarial. Bogotá D.C: ECACEN. 2008. p.91.

8
una comunicación clara y efectiva de la variabilidad del sistema; mostrar el resultado de un cambio en el sistema; identificar anormalidades examinando la forma; comparar la variabilidad con los límites de especificación.6 El diagrama o gráfica de Pareto es una distribución de frecuencia de datos de atributos ordenados por categoría; permitiendo que se observen cuáles son los problemas que ocurren con mayor frecuencia. Se debe tener en cuenta bajo qué condiciones se evalúa este gráfico, esto depende de la astucia del analista.7 Las cartas de control son la representación gráfica de una característica de la calidad que se ha medido a partir de una muestra contra el número de muestra o tiempo. Permite identificar el valor promedio de la muestra y su respectivo índice inferior y superior, donde se analiza si el proceso está bajo control o no. Cuando no está bajo control se deben identificar la causa y luego tomar acciones correctivas. Para las cartas de control encontramos especificaciones de tipo medible o variables (longitud, peso, volumen, resistencia), y otras que se catalogan como atributos del producto (defectuoso o no defectuoso), para dichos datos establecidos se organizarán en cartas de control. Humberto Gutiérrez nos presenta el objetivo de una carta de control “es observar y analizar con datos estadísticos la variabilidad y el comportamiento de un proceso a través del tiempo”8.
Las cartas de control se desarrollan en aquellas que se utilizan para variables y para atributos. Para variables, “se aplican a características de calidad de tipo continuo, que intuitivamente son aquellas que requieren un instrumento de medición”9. Las cartas para variables son: X (de promedios), R (de rangos). La carta X es la media de la distribución e indica todo cambio en el valor del proceso, “los límites de esta carta reflejan la variación esperada para las medias muéstrales de tamaño n, mientras el proceso no tenga cambios importantes”10 la carta R es la variación de la distribución e indica todo cambio en la dispersión del proceso. Es una técnica muy útil, generalmente se utilizan juntos porque al mostrar cambios en la media y la dispersión al mismo tiempo se puede observar si se presentan anomalías durante el proceso. Cuando existen puntos por encima del LCS, el proceso he empeorado, es decir hay aumento de variabilidad y cuando existen puntos por debajo del LCI indica generalmente que la dispersión he disminuido o sea ha mejorado. Para atributos, “el producto se juzga como conforme o no conforme, dependiendo de si posee ciertos atributos; o también al producto o proceso se le podrá contar el
6 Montgomery, D. Control estadístico de la calidad. México: Editorial Limusa S.A. de C.V.2008. 7 Ibíd., p.202 8 GUTIÉRREZ, H. Control estadístico de calidad y seis sigma. México D.F: Centro universitario de Ciencias
Exactas e Ingeniería Universidad de Guadalajara. 2004. p.211. 9 Ibíd., p. 187.
10 Ibíd., p. 213.

9
número de defectos o no conformidades que tiene.”11 Entre las cartas de atributos encontramos: p (proporción o fracción de artículos defectuosos), np (número de unidades defectuosas), c (número de defectos), u (números de defectos por unidad). Cuando existen puntos por encima del LCS, error en el cálculo o señalización, el proceso ha empeorado, el criterio de aceptación es más riguroso y cuando existen puntos por debajo del LCI, error de cálculo o de representación, que el proceso ha mejorado, un criterio de aceptación menos riguroso. Si presenta una tendencia ascendente el proceso ha empeorado, el criterio de aceptación ha sido modificado si por el contario es descendente el proceso ha mejorado, el criterio de aceptación ha sido modificado. Estas herramientas son muy útiles en las organizaciones que las implementan ya que permiten analizar los diferentes problemas presentes, desde varias perspectivas y utilizar la adecuada para solucionar los inconvenientes y de esa manera impulsar el mejoramiento continuo y la calidad de los productos o servicios que allí se ofrezcan.
2.2.3 Planes de mejoramiento
El ciclo de mejora continua (PHVA o Rueda de Deming), muestra la importancia que tiene la estadística en un programa de mejora continua de la calidad.
a. Planificar: Requiere involucrar a todos los miembros con capacidades adecuadas. Recopilar los datos disponibles, comprender las necesidades de los clientes, estudiar los procesos involucrados.
b. Hacer: Implementar la mejora y verificar las causas de los problemas, recopilar datos apropiados.
c. Verificar: Analizar los datos, revisar los problemas y errores, preguntarse si se han alcanzados los resultados esperados.
d. Actuar: Incorporar la mejora al proceso, comunica la mejora a todos los integrantes de la empresa, e identificar nuevos problemas.
Los pasos del Ciclo PHVA, requieren recopilar y analizar una cantidad sustancial de datos.
2.2.4 Estudios de impacto
Impacto económico: la implementación de políticas de calidad generan un valor agregado a la empresa lo que a su vez se ve reflejado en los ingresos de esta, también se va observar una disminución en los costos de reprocesos y devoluciones del producto.
11 Ibíd., p. 254.

10
Impacto ambiental: Se producirá menos desperdicio de materias primas debido a la optimización en los procesos de producción. Impacto social: Las compañías que implementan políticas de calidad por lo general son más dinámicas, saben trabajar en equipo desarrollando compañerismo y cooperación, generando nuevos valores entre los miembros de la empresa. Al mismo tiempo crea nuevas oportunidades de empleo en el sector en el que se encuentra ubicada aportando a la sociedad.

11
3. SITUACIÓN ACTUAL
3.1 DIAGNÒSTICO FODA
Cuadro 2 Matriz de diagnóstico FODA Masterbag SAS. SAS.
Cuadro 2 Matriz de diagnóstico FODA Masterbag SAS.
ANÁLISIS FODA MASTERBAG S.A.S.
OPORTUNIDADES (Externo) AMENAZAS (Externo)
- Innovación en los productos. - Reconocimiento en el sector. - Expansión de la empresa, por franquicias y producción. - Apertura de nuevos mercados. - Empleo de las tecnologías y del comercio electrónico. - Aprovechar la amplia línea de productos y promover que se implementen.
- Pedidos con poco tiempo para su elaboración. - Difícil obtención de la materia prima. - Demora de pago, por parte de los clientes. - Competir con el mercado internacional por el acuerdo vigente de TLC. - Falta de puntualidad de algunos proveedores.
FORTALEZAS (Interno) ESTRATEGIAS FO ESTRATEGIAS FA - Materia prima de calidad. - La demanda es constante. - Experiencia por parte del personal encargado de la confección. - Existe la conciencia de competir con calidad. - Experiencia y conocimiento en el sector. - Liderazgo gerencial. - Conocimiento de las necesidades del cliente y del mercado. - Personal diligente e ingenioso, dispuesto a asumir y comprometerse con la calidad.
- Concientizar a la alta gerencia de la importancia de generar planes de mejoramiento en el control estadístico de la calidad.
- Diseñar un programa de servicio al cliente para mantener su lealtad. - Definir e implementar una política de calidad.
DEBILIDADES (Interno) ESTRATEGIAS DO ESTRATEGIAS DA - Mala distribución del espacio de trabajo. - Desorden en el lugar de almacenamiento de la materia prima. - Estructura organizacional sin definir. - El producto terminado presenta diferentes características en tamaño, respecto a otros. - Productos sin terminar. - Las funciones sin establecer de cada integrante. - No hay establecidos Misión, Visión y una política de calidad
- Diseñar la estructura organizacional de Masterbag. - Establecer las funciones correspondientes a cada puesto de trabajo.
- Llegar a acuerdos con los proveedores "Just In Time". - Realizar control estadístico de la calidad basados en los gráficos de control. - Establecer el plan de mejoramiento en el control estadístico de calidad para no generar insatisfacción por parte de los clientes.

12
Elaborado a través de recolección de información con herramientas como cuestionarios, entrevistas, y observación. Fuente: Los autores.
3.2 DIAGRAMA DE ISHIKAWA
Para identificar las posibles causas de las fallas que se presentan en el producto terminado se elaboró el diagrama de Ishikawa. El siguiente diagrama muestra la relación entre una característica de calidad y sus factores causales, permitiéndolas detectar y solucionar el problema de las fallas que se presentan en el producto terminado. Para ello el diagrama está basado en hechos reales y así dar una solución acertada. Las causas principales están organizadas en el diagrama de forma ascendente, y en la parte de abajo se muestran respectivamente las causas secundarias del problema.

13
Ilustración 1 Diagrama de Ishikawa
DIAGRAMA DE ISHIKAWA / Fallas del producto terminado
Masterbag sas - Sector de Calidad
EQUIPO DE TRABAJO: Geraldine Rojas & Cristian Silva
Fallas del
producto
terminado
No exite un programa
de mantenimiento
Poca maquinaria
Misión y Visión inadecuado
Partes del producto
terminado con presencia de
arrugas
Sin definir la estandarizacion
del proceso
No se realizan
capacitaciones al
personal vinculado.
Se desconocen las
funciones
correspondientes
Estructura
organizacional sin
establacer.
proveedores
Inestables
Incumplimiento por
parte de los
proveedores
No hay una
organización en la
producción.
cantidad de producto
no conforme
Procesos no
documentados.
El producto terminado
presenta diferencias
Material Método Medida
EntornoMáquinaHombre
Personal sin
conocimiento de la
cultura organizacional
sobrecarga de trabajo
No hay disponibilidad de
materia prima
Elaborado a partir de recolección de información a través de entrevistas, observación y lluvia de ideas. Fuente: Los autores. Con los resultados obtenidos de este estudio se concluye que no realizar la capacitación al personal es la principal causa que genera fallas en el producto terminado. En contraste con las demás fallas, ocupan un participación menor, lo que no significa que no deban ser juzgados, pero si disminuirán al atacar la causa principal.

14
Se recomienda dar más importancia en la realización del plan de mejoramiento, donde se utilizaran métodos o estrategias adecuadas para las causas presentadas.
3.3 DIAGRAMA DE PARETO
Pretende buscar las causas principales de los problemas encontrados en Masterbag S.A.S y establecer la prioridad de las soluciones. Tabla 1 Conteo de datos
Tipo de defecto Detalle del problema Conteo
PIJAMAS AL REVESSucede cuando se fabrican dos pijamas del mismo lado
y el operario las une y no se da cuenta15
OJALETES FALTANTES EN EL PRODUCTOEs cuando al operario se le olvida realizar los ojales
para la instalacion de la guaya11
TRABILLAS FALTANTES EN EL PRODUCTO Cuando al operario olvida poner las trabillas 7
PUNTADAS SUELTAS
Ocurre cuando el hilo de debajo de la maquina de
coser se revienta la costura queda debil y se decose
facilmente
4
PRODUCTO ARRUGADO Pasa cuando los cortes no quedan de la misma medida 4
SLIDERS TORCIDOS Ocurre cuando el material es de mala calidad 3
ARRUGAS EN LOS REFLECTIVOS Pasa cuando los cortes quedan desiguales 3
PRODUCTO DESPROPORCIONADO cuando se ensamblan de diferentes maneras las piezas 2
GUAYAS DE SEGURIDAD INCOMPLETASOcurre cuando al operario se le olvida poner el perro
de seguridad que lleva la guaya2
CREMALLERAS MAL CORTADAS Por que no existe una estandarizacion el el proceso 2
53Total
Elaborado a través de la observación. Fuente: Los autores.
15
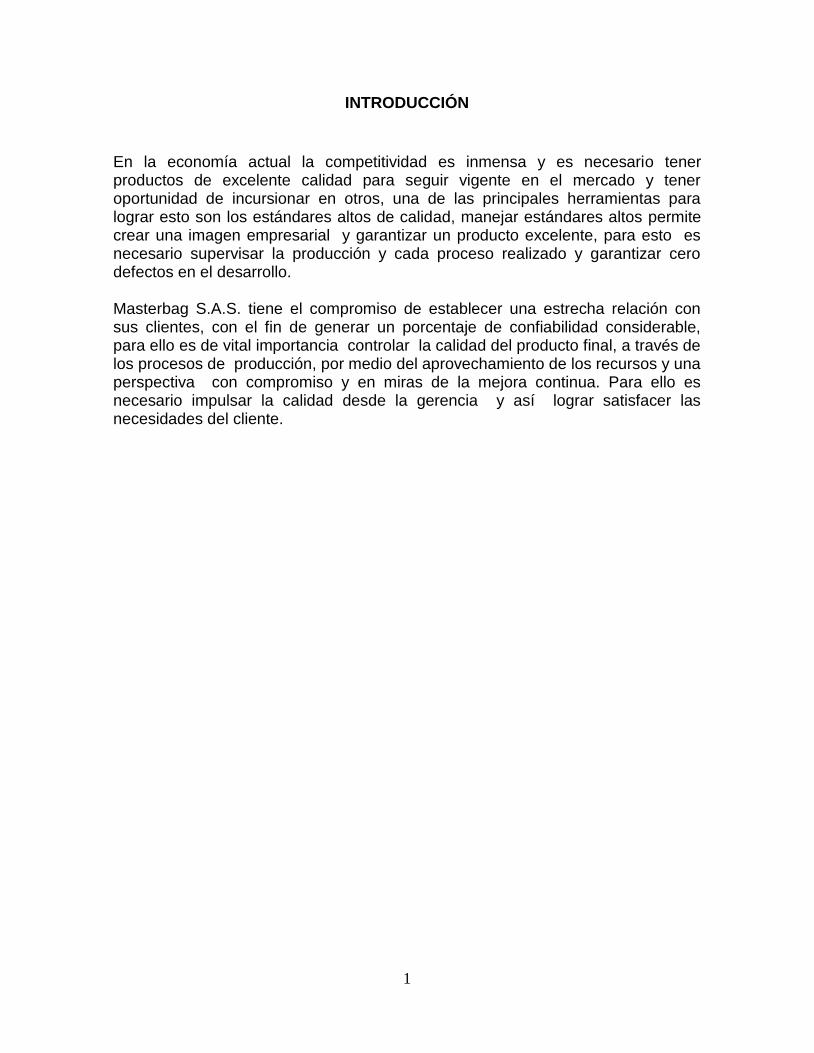
Tabla 2 Organización de datos recopilados
CausaCantidad de
OcurrenciasCausa
Cantidad de
Ocurrencias%
%
AcumuladoImportancia Línea 80%
PIJAMAS AL REVES 15 PIJAMAS AL REVES 15 28,30% 28,30% VITAL 80,00%
OJALETES FALTANTES EN EL PRODUCTO 11 OJALETES FALTANTES EN EL PRODUCTO 11 20,75% 49,06% VITAL 80,00%
TRABILLAS FALTANTES EN EL PRODUCTO 7 TRABILLAS FALTANTES EN EL PRODUCTO 7 13,21% 62,26% VITAL 80,00%
PUNTADAS SUELTAS 4 PUNTADAS SUELTAS 4 7,55% 69,81% VITAL 80,00%
PRODUCTO ARRUGADO 4 PRODUCTO ARRUGADO 4 7,55% 77,36% VITAL 80,00%
SLIDERS TORCIDOS 3 SLIDERS TORCIDOS 3 5,66% 83,02% TRIVIAL 80,00%
ARRUGAS EN LOS REFLECTIVOS 3 ARRUGAS EN LOS REFLECTIVOS 3 5,66% 88,68% TRIVIAL 80,00%
PRODUCTO DESPROPORCIONADO 2 PRODUCTO DESPROPORCIONADO 2 3,77% 92,45% TRIVIAL 80,00%
GUAYAS DE SEGURIDAD INCOMPLETAS 2 GUAYAS DE SEGURIDAD INCOMPLETAS 2 3,77% 96,23% TRIVIAL 80,00%
CREMALLERAS MAL CORTADAS 2 CREMALLERAS MAL CORTADAS 2 3,77% 100,00% TRIVIAL 80,00%
Total Ocurrencias 53
DA
TO
S O
RD
EN
AD
OS
Fuente: Los autores.

16
Ilustración 1 Diagrama de Pareto
0,00%10,00%20,00%30,00%40,00%50,00%60,00%70,00%80,00%90,00%100,00%
0
2
4
6
8
10
12
14
16N
úm
ero
de
Ocu
rre
nci
as
Causas
Fuente: Los autores. El diagrama de Pareto se puede utilizar para realizar un control estadístico de calidad donde se muestra los principales defectos de la alforja, se puede llegar a la conclusión que:
Las pijamas al revés
Ojáleles faltantes
Trabillas faltantes
Puntadas sueltas
Producto arrugado Son las principales causas que ocasionan el 80% de los defectos, por lo que los esfuerzos destinados a mejorarlo deberían concentrarse en estos 5 aspectos.

17
3.4 CARTAS DE CONTROL
Para el desarrollo de las cartas de control se tomaron datos recientes del producto en la dimensión del ancho de la alforja. Tabla 3 Resultados obtenidos a partir de la medición del ancho de la alforja.
Subgrupo x1 x2 x3 x4 ∑x x̅ R
1 27,6 26,3 26,4 26 106,3 26,575 1,6
2 26,5 26 28,3 27 107,8 26,95 2,3
3 25,5 27 26,5 26,7 105,7 26,425 1,5
4 27,2 28,2 26,6 27,4 109,4 27,35 1,6
5 26,2 27,7 28,2 26,5 108,6 27,15 2
6 27 26 26,6 27,7 107,3 26,825 1,7
7 27,7 28,5 27,4 26,9 110,5 27,625 1,6
8 26,5 27,4 26,8 27,8 108,5 27,125 1,3
9 26,2 27 28,1 28 109,3 27,325 1,9
10 27,8 26,5 27,1 26,5 107,9 26,975 1,3
Total 270,325 16,8
Total Promedio 27,03 1,68
Dónde: x1, x2, x3, x4 son subgrupos, R es la amplitud. La cantidad de muestra del subgrupo es n=10, y cantidad de subgrupos k=4. Datos obtenidos bajo las mismas condiciones técnicas. Fuente: Los autores.
Tabla 4 Construcción del grafico R.

18
Grafica R. Mide la uniformidad, consistencia o precisión de un proceso. Fuente: Los autores. Entre las causas generales que pueden conducir a modificar la dispersion de el proceso se encuentran: el operario no este debidamente capacitado, se encuentra cansado, los elementos de medicion sean inestables y se presentan errores humanos.
Tabla 5 Construcción del Grafico x̅.
R
LSC=3,55
LC=1,79
0
0,5
1
1,5
2
2,5
3
3,5
4
1 2 3 4 5 6 7 8 9 10
Grafico de control R

19
El grafico x̅ muestra principalmente todo cambio en el valor del proceso, es decir en la media de una distribución. Fuente: Los autores. Los resultados de la esta grafica puede ser afectados por cambios producidos en: Materia prima, operario, tiempo, dimensión de los moldes y ajustes en la máquina. No se encuentran puntos fuera de los límites de control, y los patrones no son aleatorios, se adoptan los límites calculados para controlar la producción futura. El proceso se encuentra bajo control estadístico por lo tanto se puedes evaluar la capacidad del proceso.
3.5 PLATAFORMA ESTRATÉGICA
De acuerdo a la estrategia DO, Diseñar la estructura organizacional de Masterbag S.A.S. orientada al control estadístico de la calidad, para generar cultura organizacional. Se presentan los siguientes elementos considerados como base para el buen funcionamiento de la organización, expuestos como sugerencia para los directivos. Misión Masterbag S.A.S. realiza productos para motociclistas, que busca siempre el bienestar de sus clientes proporcionando los productos al gusto y garantizando su buena calidad, supliendo necesidades de seguridad y estética en los motociclistas, utilizando siempre materia prima de la mejor categoría.
X̅
LSC=28,00
LC=27,03
LIC=26,06
25
25,5
26
26,5
27
27,5
28
28,5
1 2 3 4 5 6 7 8 9 10
Grafico de control X

20
Visión En el 2020, seremos una organización de categoría local, líder en el diseño, manufactura y distribución de sus productos; con una participación activa y consecuente que genera cultura social permitiendo crecer y contribuir al desarrollo Distrital. Objetivos de calidad
Promover la calidad y mejora continua de los procesos de MASTERBAG SAS
Incrementar la competencia del personal mediante la capacitación permanente.
Satisfacer las necesidades y expectativas de los clientes sobre productos y servicios .
Política de Calidad Masterbag S.A.S. es una organización dedicada a la fabricación y comercialización de productos para motocicletas, logrando la completa satisfacción del cliente, mediante buenas prácticas y el cumplimiento de los objetivos de calidad, asumiendo como reto la mejora continua en las técnicas implementadas por la organización.
3.6 ESTRUCTURA ORGANIZACIONAL
3.6.1 Organigrama

21
Ilustración 2 Organigrama Masterbag S.A.S.
Fuente: Geraldine Rojas, Camilo Silva.
Maquinista 1
Maquinista 2
GERENCIA GENERAL
Secretaria Gerencial
Gerente de
Ventas
Vendedores
Gerente de
Producción
Jefe de Producción
Jefe de compras
Jefe de Nomina y Salud
Ocupacional
Secretaria
Gerente
Financiero
Contador
Desarrollo de
Muestras
Gerente Investigación y
Desarrollo
Jefe de Diseño
Laboratorista
Gerente de
Calidad
Responsable de Calidad
Distribución Logística
Cortador
Ingeniero de
procesos
Gerente Publicidad y
mercadeo
Asesor Comercial
Asesor Comercio
Exterior
Publicista
Diseñador gráfico
Patinador
Gerente Administrativo
Jefe de almacén
Ayudante

22
3.6.2 Funciones
Gerente general
Recopilar información de todas las áreas de la empresa para conocer la
tasa de crecimiento y nivel de ingresos de la misma e incrementarlos.
Abrir mercado para el producto, dando a conocerlo y generando una
imagen corporativa para lograr la consolidación de la marca y el
producto.
Construir alianzas estratégicas con otras compañías que se dirigen al
mismo mercado objetivo y que no son competencia directa para generar
ventajas competitivas.
Generar el Plan de Empresa para poder identificar nuestro
posicionamiento en el mercado, analizar una oportunidad de negocio,
examina la viabilidad técnica, económica y financiera del mismo y
desarrolla todos los procedimientos y estrategias necesarias para
convertir la citada oportunidad en un proyecto empresarial concreto.
Transmitir políticas, procedimientos o novedades de la organización.
Buscar financiamientos en conjunto con el departamento de finanzas
Departamento de ventas Gerente de ventas
Impulsar hacia resultados el componente estratégico del puesto,
partiendo de la planificación del territorio, el gerente asignará objetivos y
metas de venta, al equipo y a cada vendedor.
Evaluación y gestión del desempeño, revisar los históricos de ventas y
analizar las causas de dichos históricos y las repercusiones que puedan
traer y generar estrategias de ventas.
Comunicación e información garantizar un flujo de información constante
con los departamentos de producción, mercadeo y publicidad y el
departamento de finanzas.
Recoger información, del equipo y del mercado, útil para la empresa.
Vendedor
Identificar el mercado para el cual está diseñado el producto
Buscar nuevos compradores
Atención al cliente
Atender oportunamente las necesidades del cliente.
Conocer el nivel de satisfacción del cliente.

23
Enseñar la instalación, funciones, dimensiones y alcance de nuestro
producto al cliente.
Mantener actualizada la base datos de todos nuestros clientes.
Mantener un canal de comunicación con el departamento de diseño e
investigación para dar a conocer las necesidades del cliente.
Departamento de producción Gerente de producción
Automatización de procesos.
Organizar el producto para la venta.
Planificar la producción.
Calcular los materiales e insumos para el producto. Jefe de producción
Realizar los procesos de confección.
Capacitar a los operarios.
Crear muestras del producto en conjunto con el departamento de investigación y desarrollo.
Operario
Realizar los procesos de confección. Cortador
Alistar la materia prima.
Cortar el material.
Definir tareas a los operarios.
Mantenimiento de moldes.
Sacar mordería en conjunto con el departamento de desarrollo e investigación.
Patinador
Organizar el retal.
Organizar almacén.
Alistar insumos. Departamento de investigación y desarrollo
Gerente de investigación y desarrollo
Realización tutoriales de la instalación de alforjas conjunto con el
departamento de publicidad y mercadeo.

24
Evaluación del producto.
Mejorar el producto.
Jefe de diseño
Recibir la información de atención al cliente y del cliente para desarrollar
nuevos diseños y prototipos.
Innovar con productos que se encuentren a la vanguardia.
Evaluación de nuevas materias primas.
Procesos de mordería.
Desarrollo de muestras en conjunto con el departamento de producción.
Laboratorista
Probar materiales.
Evaluar la resistencia del producto a diferentes factores.
Investigar las causa de devolución.
Investigar por qué se presentan las fallas en el producto.
Departamento de finanzas Gerente financiero
Administración eficiente del capital de trabajo dentro de un equilibrio de los
criterios de riesgo y rentabilidad.
Orientar la estrategia financiera para garantizar la disponibilidad de fuentes
de financiación y proporcionar el debido registro de las operaciones.
Buscar financiamientos en conjunto con gerencia general.
Contador
Llevar el balance general de la empresa.
Tener actualizada la contabilidad.
Tener informados a los gerentes de las otras áreas el estado financiero de
la empresa.
Definir el presupuesto para cada mes.
Departamento de recursos humanos Jefe de nomina
Vela por el normal desenvolvimiento de los procesos de elaboración y análisis de las nóminas de personal, realizados por las distintas unidades.
Supervisa y controla el personal a su cargo.
Evalúa el personal a su cargo.

25
Verifica la correcta ejecución de la nómina del personal de la organización.
Jefe de recursos humanos
Selección y formalización de los contratos que se suscriben con los trabajadores.
Tramitación de nóminas y seguros sociales.
Control de los derechos y deberes de los trabajadores (permisos, vacaciones, movilidad, salud laboral, seguridad e higiene en el trabajo, etc.).
Control de asistencia.
Aspectos relativos a la disciplina del personal.
Calificación de méritos.
Departamento de calidad Gerente de calidad
Definir las políticas de calidad de la empresa.
Supervisar que se cumplan las políticas de calidad.
Encargados de calidad.
Realizar la auditoría interna de la empresa.
Departamento publicidad Gerente de publicidad
Mercado total. Como está compuesto el mercado total y la competencia
directa e indirecta.
Mercado especifico. Competencia directa.
Situación actual y real de la empresa y la marca. Imagen de marca e
imagen de marca ideal. Posicionamiento.
Producto. Información de ingredientes, precio, atributos del producto.
Ventajas diferenciales.
Distribución. Datos informativos. Porcentajes de ventas y mercado potencial
por zonas.
Consumidor. Identificación del consumidor por características personales.
Es donde más se hace necesaria una investigación.
Asesor comercial exterior
Buscar nuevos compradores en el exterior.
Buscar nuevos distribuidores en el exterior.
Asesor comercial

26
Buscar nuevos compradores.
Buscar nuevos distribuidores para los productos del catálogo.
Información recopilada a partir del anexo 1.
3.7 PORTAFOLIO
Tabla 6 Portafolio de productos Masterbag S.A.S.
Grado de importancia
Producto Precio
Participación de Mercado Masterbag S.A.S
Total unidades vendidas
(año 2016)
% total de unidades vendidas
2016
Total unidades vendidas
(año 2015)
% total de unidades vendidas
2015
1 Alforjas sport
$180.000 504 71,19% 430 71,19%
2 Tank Bag $175.000 108 15,25% 92 15,23%
3 Portacascos $80.000 84 11,86% 72 11,92%
4 Pierneras $60.000 12 1,69% 10 1,66%
Total $495.000 708 100,00% 604 100,00%
27
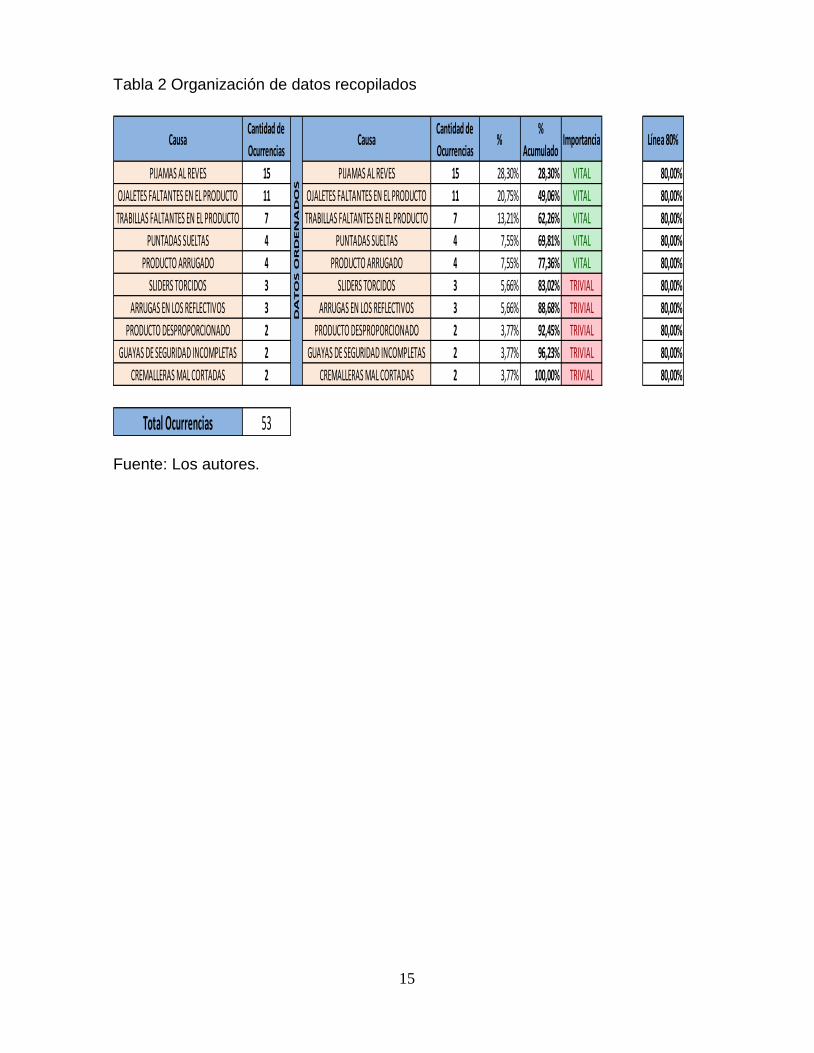
Resultados de ventas en los años 2015 y 2016 de los productos fabricados, organizados de acuerdo al grado de importancia, acorde al número de productos vendidos. Fuente: Los autores. Ilustración 4 Indicador de evolución en ventas por producto en el respectivo año.
Fuente: Los autores. Se evidencia un aumento considerable en ventas del año 2015 al 2016, siendo la alforja el producto con el precio más alto y mayor cantidad de ventas. Además de ser el producto que presenta mayor cantidad de defectos por lo tanto mayor devoluciones por parte de los clientes.
3.8 PROCESOS
3.8.1 Diagrama de procesos
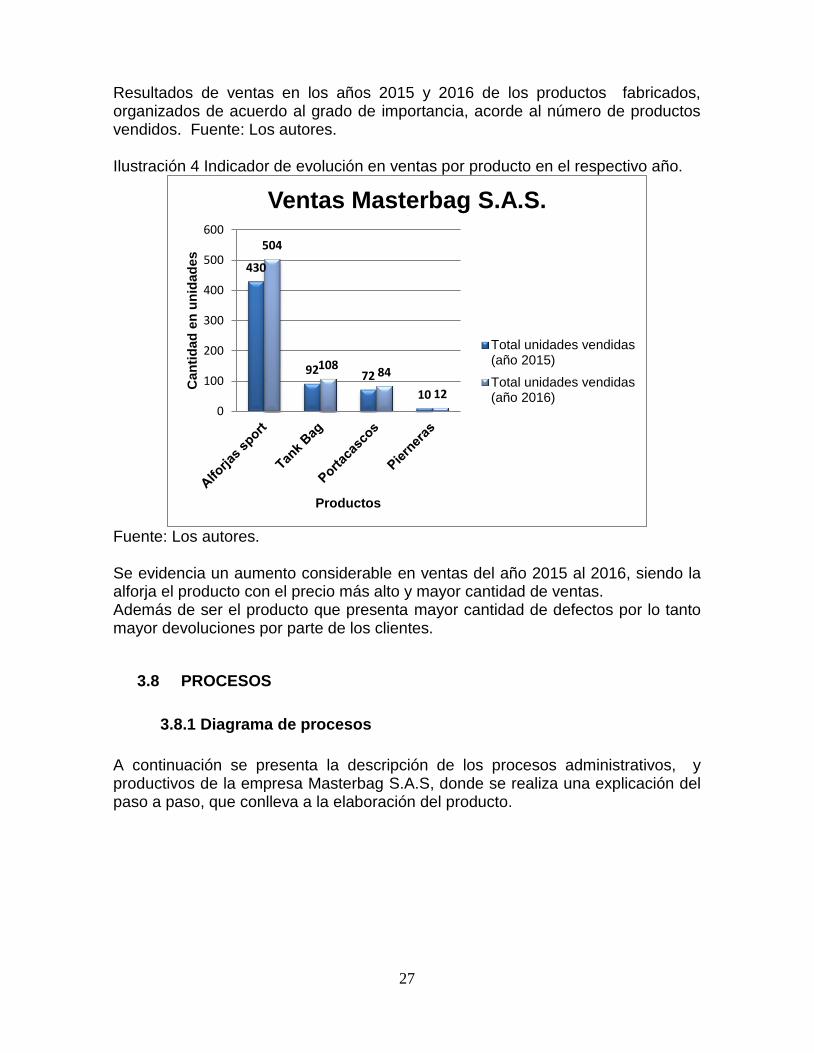
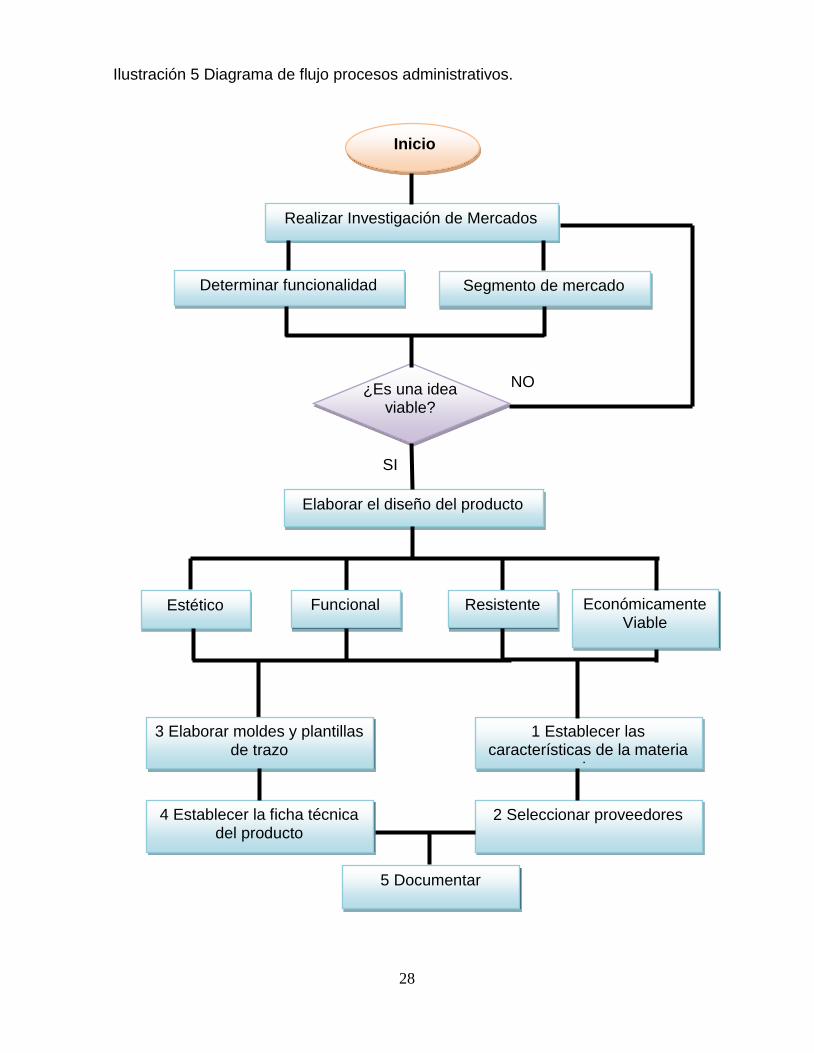
A continuación se presenta la descripción de los procesos administrativos, y productivos de la empresa Masterbag S.A.S, donde se realiza una explicación del paso a paso, que conlleva a la elaboración del producto.
430
92 72
10
504
10884
12
0
100
200
300
400
500
600
Can
tid
ad
en
un
idad
es
Productos
Ventas Masterbag S.A.S.
Total unidades vendidas(año 2015)
Total unidades vendidas(año 2016)
28
Ilustración 5 Diagrama de flujo procesos administrativos.
Elaborar el diseño del producto
Determinar funcionalidad Segmento de mercado
Inicio
Realizar Investigación de Mercados
¿Es una idea viable?
SI
NO
5 Documentar
1 Establecer las características de la materia
prima
Económicamente Viable
Funcional Estético Resistente
3 Elaborar moldes y plantillas de trazo
4 Establecer la ficha técnica del producto
2 Seleccionar proveedores

29
Verificar la cantidad de materia prima disponible en almacén
Comprar materia prima
¿La materia prima disponible es suficiente para
comenzar la producción?
SI
NO
Realizar Corte, confección y fabricación del producto
Establecer el inventario
Producto terminado
Determinar costos
Determinar precio del producto
Producción Servicios

30
Fuente: Los autores.
Contactar clientes
Realizar publicidad por página web y redes sociales
Realizar venta
Pagar nomina Comprar materiales
Fabricar producto en masa
Prestar un servicio, en la comodidad del trasporte
Obtener fondos para financiar la empresa
Final

31
A continuación se muestra el diagrama de flujo del proceso productivo y la descripción de la fabricación de la alforja. Compras: procesó que consiste en contactar con los proveedores para realizar los Pedidos recibidos por ventas, bridando disponibilidad de recursos a toda la empresa. Control de calidad: verificar el estado de las materias primas e insumos. Alistamiento: tener todo preparado oportunamente para desarrollar el corte. Corte: calcular la cantidad de materia prima que se va utilizar para realizar algún pedido. Más información anexo 2. Transporte a taller: definir la distribución de tareas para cada operario. Confección: la realización de la mayoría de las partes de la alforja en las máquinas de coser más abajo consultar cuadro están especificados los procesos y en que maquina se desarrollan. Control de calidad final: hacer la revisión visual del producto y verificar que este en óptimas condiciones para el cliente. Almacenamiento: se resguarda el producto final para garantizar la entrega oportuna del producto al cliente.

32
Ilustración 6 Proceso de fabricación de la alforja
Proceso Actividad DESCRIPCIÓN SÍMBOLOS TIEMPO DISTANCIA
(min) (m)
1. Compras
1 Hacer la orden de compra X 20
2 Ir a donde los proveedores X 80 16000
3 Hacer compra de la materia prima e insumos
X 60 5400
4 Volver al almacén con la materia prima e insumos comprados
X 80 10600
2. Control de calidad inicial
5 Efectuar control de calidad de las materias primas e insumos
X 15
3. Alistamiento
6 Ordenar la Materia prima e insumos en el almacén
X 10
7 Alistar el materia a trabar sobre la mesa de trabajo
X 5
4. Corte
8 Buscar la molderia a la cual se le va a efectuar el corte
X 2
9 Llevar la molderia a la mesa del trabajo
X 1 2
10 Ordenar los moldes en un lugar el cual no impidan trabajar cómodamente
X 1
11 Alistar el material que se va a cortar
X 4
12 Alistar cuchilla e imanes para efectuar el corte
X 1
13 Ubicar el molde sobre el material al cual se le va a hacer el corte
X 3
14 Realizar el corte de todos los moldes en su correspondiente material
X 98
15 Hacer el trazado de cada molde (según corresponda)
X 10
16 Ordenar la mesa de trabajo X 5
17 Llevar los moldes a su correspondiente lugar
X 1 2
18 Ubicar los cortes hechos en un recipiente separado
X 3
19 Alistar los accesorios que tiene el producto
X 13
20 Llevarlos al recipiente en el cual se encuentran los cortes
X 5 3

33
Elaborado a través de la observación. Fuente: Los autores y Gerente de producción Masterbag S.A.S.
21
Verificar que este toda la materia prima e insumos en los recipientes para elaborar el producto
X 8
5. transporte a taller
22 Llevar los cortes y accesorios al taller de confección
X 40 3000
6. Confección
23 Verificar por parte del taller la materia prima e insumos que llegan
X 16
24 Ordenar los cortes y accesorios X 13
25 Alistar los cortes para comenzar a confeccionar
X 5
26 Alistamiento de maquinaria X 13
27 Confección de todos los cortes, junto a los accesorios
X 600
28 Verificar la calidad del corte X 60
29 Ordenar el taller X 11
30 Alistar la maleta para llevar al almacén
X 2
7. Transporte a almacén
31 Trasporte del producto terminado del taller hasta el almacén
X 40 3000
8. Control de calidad final
32 Control de calidad por parte del almacén al producto terminado
X 15
9.Almacenamiento 33 Almacenar el producto X 5
1245 38007

34
3.6 RECURSOS
Masterbag S.A.S. actualmente cuenta con los siguientes recursos Tabla 7 Recursos Masterbag S.A.S.
RECURSOS MASTERBAG S.A.S.
ACTIVOS $
Depósitos bancarios $6.435.000
Caja $3.686.000
Maquinaria y equipo $11.300.000
Herramientas $800.000
Muebles y enseres $2.600.000
Equipos de oficina $8.750.000
Inventario Materia prima $6.400.000
Total $39.971.000
Elaborado mediante entrevistas. Fuente: Los autores.

35
4. PROPUESTA
. En relación a los objetivos propuestos y hallazgos de la situación actual de la organización se establecen las siguientes estrategias y acciones de mejoramiento.
Ilustración 7 Desarrollo de cada uno de los objetivos específicos y general
Objetivo Estrategias
1. Elaborar un diagnóstico que
permita establecer las condiciones en las que se encuentra Masterbag S.A.S.
- Identificación de la situación actual de la empresa (FODA, Pareto, Ishikawa).
- Concientizar a la alta gerencia de la importancia de generar planes de mejoramiento en el control estadístico de la calidad.
2. Aplicar el control estadístico de calidad.
- Realizar control estadístico de la calidad basados en los gráficos de control (Cartas de control).
3. Establecer acciones de mejoramiento, con base al control estadístico de calidad.
- Establecer planes de mejoramiento en el
control estadístico de calidad para no generar insatisfacción por parte de los clientes.
4. Analizar el impacto de las
acciones de mejoramiento.
- Realizar control estadístico de calidad. - Realimentación del plan de mejoramiento
continúo.
Fuente: Los autores.

36
4.1 PLAN DE MEJORAMIENTO
Ilustración 8 Tabla plan de acción realizado en Masterbag.
Problema Tareas Tiempo
Recursos Responsable Inicio Fin
Se elaboran las pijamas del producto al revés
T1: El cortador debe realizar orden en el lugar de trabajo. T2: Entregar en su respectivo orden al confeccionador.
09-01-17
Actual Personal, y
muebles
cortador
Producto arrugado
T1: Cambiar molderia, debido a los desgastes presentados. T2: El confeccionador debe tomar como medida de dobles el tamaño del pie de la máquina.
09-01-17
09-01-17
Personal y económico
Gerente de producción y
calidad
Cremalleras mal cortadas
T1: Pegar sobre la mesa donde se ubica la cortadora de cinta de poliéster para cremalleras, un metro, y una tiza para marcar la medida. T2: Señalar en el metro las medidas utilizadas, para realizar el respectivo corte.
12-01-17
12-01-17
Materiales Departamento
de calidad
Producto
incompleto
T1: Realizar una inspección de calidad sobre el producto.
09-01-17
Actual Personal entrenado
Departamento de calidad
Personal no capacitado
T1: Dar a conocer la estructura organizacional de Masterbag SAS, a todos sus empleados para crear una buena cultura organizacional. T2: Dar a conocer las funciones y responsabilidades que debe cumplir cada uno en su lugar de trabajo T3: Generar mecanismos
06-02-17
06-02-17
Personal
Gerencia general

37
de participación para los empleados.
Fuente: Los autores. Tabla 8 Recolección y organización de los datos, realizado el plan de mejoramiento.
CausaCantidad de
OcurrenciasCausa
Cantidad de
Ocurrencias%
%
AcumuladoImportancia
PIJAMAS AL REVES 4 ARRUGAS EN LOS REFLECTIVOS 5 23,81% 23,81% VITAL
TRABILLAS FALTANTES EN EL PRODUCTO 2 PIJAMAS AL REVES 4 19,05% 42,86% VITAL
PUNTADAS SUELTAS 4 PUNTADAS SUELTAS 4 19,05% 61,90% VITAL
PRODUCTO ARRUGADO 4 PRODUCTO ARRUGADO 4 19,05% 80,95% TRIVIAL
ARRUGAS EN LOS REFLECTIVOS 5 TRABILLAS FALTANTES EN EL PRODUCTO 2 9,52% 90,48% TRIVIAL
CREMALLERAS MAL CORTADAS 2 CREMALLERAS MAL CORTADAS 2 9,52% 100,00% TRIVIAL
0,00% 100,00% TRIVIAL
0,00% 100,00% TRIVIAL
0,00% 100,00% TRIVIAL
0,00% 100,00% TRIVIAL
DA
TO
S O
RD
EN
AD
OS
DA
TO
S O
RIG
INA
LE
S
Fuente: Los autores.
38
Ilustración 9 Diagrama de Pareto después del control estadístico.
5
4 4 4
2 2
23,81%
42,86%
61,90%
80,95%
90,48%
100,00% 100,00% 100,00% 100,00% 100,00%
80,00% 80,00% 80,00% 80,00% 80,00% 80,00% 80,00% 80,00% 80,00% 80,00%
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
0
1
2
3
4
5
6
AR
RU
GA
S E
N L
OS
RE
FLE
CT
IVO
S
PIJ
AM
AS
AL
RE
VE
S
PU
NT
AD
AS
SU
ELT
AS
PR
OD
UC
TO
AR
RU
GA
DO
TR
AB
ILLA
S F
AL
TA
NT
ES
EN
EL
PR
OD
UC
TO
CR
EM
AL
LER
AS
MA
L C
OR
TA
DA
S
Nú
me
ro d
e O
curr
en
cia
s
Causas
Fuente: Los autores. Despúes de implementar el control de calidad estadistico se logra evidenciar una disminución en la cantidad de ocurrencias y en el numero de defectos , es claro que Masterbag S.A.S, debe seguir trabajando para conseguir un producto libre de defectos, se llega a la conclusión que estos 3 defectos son los más delicados de la empresa.
Las pijamas al revés
Arrugas en los refractivos
Puntadas suelta

39
5. CONCLUSIONES
La calidad está inmersa en todo lo que se realiza y de esta depende la excelencia que se desea, cada quien se da la calidad que quiere, para implementar un control estadístico de calidad no es necesario ser una empresa grande, cualquier organización de cualquier tamaño o sector económico puede hacerlo, para Masterbag S.A.S una empresa en crecimiento constante, es fundamental llevar a cabo un control estadístico de calidad para lograr la transición que está viviendo: el paso de una empresa pequeña a una gran empresa, esto va a prepararla para enfrentarse a los cambios constantes del mercado y a la globalización para así seguir expandiendo sus mercados y consolidar su marca. Las variables críticas para la calidad se pueden evidenciar en: la calidad del. producto, donde presenta características de durabilidad, confiabilidad, funcionalidad y prestigio; calidad en el servicio donde es importante manejar oportunamente el tiempo de entrega, flexibilidad en capacidad, disponibilidad, actitudes y conductas; y finalmente establecer el precio del producto, descuentos y ventas, términos de pago, margen de operación y costos totales. Todo ello para generar una satisfacción al cliente, estableciéndose como una empresa competitiva Las causas principales para que se produzcan errores son debido a procedimientos incorrectos, excesiva variación en el proceso y en los materiales, sistemas de medida inadecuados y errores humanos.

40
6. RECOMENDACIONES
Se recomienda al Gerente de Producción de Masterbag S.A.S. junto con los colaboradores, que siempre se realice en forma permanente el seguimiento y aplicación del Control estadístico de la calidad, para que de esta manera tenga un producto de excelente calidad. Realizar capacitaciones continuas donde se le informe al personal de la organización y en especial al gerente de producción de Masterbag S.A.S y a todos sus colaboradores que realicen las respectivas verificaciones de los Procesos de la alforja. Difundir con prontitud la información de esta documentación realizada para el control estadístico entre los miembros de la organización. A si mismo que los colaboradores lean y entiendan los documentos finales y conozcan con claridad los temas tratados.

41
7. BIBLIOGRAFÍA
GALINDO, F. Módulo de diagnóstico empresarial. Bogotá D.C: ECACEN. 2008. 177p. GUTIÉRREZ, H. Control estadístico de calidad y seis sigma. México D.F: Centro universitario de Ciencias Exactas e Ingeniería Universidad de Guadalajara, 2004. 502p. LOZADA, José. “Investigación Aplicada: Definición, Propiedad Intelectual e Industria” {En línea}. (06 diciembre de 2016). Disponible en: (http://www.uti.edu.ec/documents/investigacion/volumen3/06Lozada-2014.pdf ). MONTGOMERY, D. Control estadístico de la calidad. Tercera Edición. México D.F: Limusa S.A. de C.V. 2008. 797p. Cámara de comercio de Bogotá. “Descripción actividades económicas CIIU”. {En línea}. (06 diciembre de 2016). Disponible en: http://linea.ccb.org.co/descripcionciiu/ “Inversión en el sector Manufacturas en Colombia” {En línea}. (07 diciembre de 2016). Disponible en: http://www.inviertaencolombia.com.co/sectores/manufacturas.html

42
8. ANEXOS
Anexo 1. Entrevista realizada a los colaboradores.
Preguntas para la realización del organigrama y definición de las funciones y responsabilidades de la empresa. 1. Que funciones realiza en Masterbag S.A.S. 2. Que función realiza que cree que no le corresponde. 3. A quien cree que corresponde la función que usted está realizando y que no le corresponden 4. Que función cree que le corresponde pero no la realiza 5. Porque no se realiza dicha función

43
Anexo 2. Diagrama hombre-máquina, descripción del proceso de confección.
Tarea Tiempo Proceso Maquina 1 Tiempo (Min) Maquina 2 Tiempo (Min) Ribeteadora Tiempo (Min)
1 Resorte a las mallas (internas y externas) 2
1. Ribetear los extremos de cada
reata de 1,5 y 2" 2
2 une cremallera de 1,48M con ribete al tiempo 6
3 une la cinta reflectiva 4
4 une la manija completa 10
5 Une el bolsillo externo 4
6 Une las medialunas de 1" completa 8
7 Cierra el fuelle en huracan 10
8 Cierra el fuelle en guayera con bolsillo de pijama 109 Cierra fuelle completo (Reata de 2", Chapa Tex 1"
y triangulos 1") 22
1 Envivar bordados de ALSP con vivo reflectivo 1
2 Pega bordados en los puntos de trazo en
huracan del bolsillo frontal 5
3 cierra bolsillo (con yumbolon) 10
1 Une cremalleras de 0,47M y 0,98M con
minifuelle de tapa frontal y bolsillo 10
2 enviva las cremalleras de bolsillo con
reflectivo y las de tapas con negro o color 5
3 Une las cremallera al bolsillo y tapa frontal 12
2 Bolsillo Ribetea bolsillo 4
1 Parcha el bolsillo terminado en la tapa
frontal (solo huracan) 15
2 cierra tapa Frontal (con yumbolon) 3
3 pega la cremallera a la tapa principal 5
Ribetea tapa Principal 6
Total 66 Total 76 Total 12
1 Pega refuerzo superior 2
2 Coloca los cubre guayas en las reatas de 1,5" 3
3 pega refuerzo inferior al superior uniendo
las reatas de 1,5" 8
4 Abrir y colocar ojaletes de 3/16"
5 meter la guaya de 0,80M en los ojaletes
6 Cierra Tapa posterior (con yumbolon) 5
1 Cerral el fuelle de Dry in 6
2 Unir cordon (con pisacordon y puntera) 6
3 Unir Dry IN al fuelle completo 4
Total 18 Total 16
Unir fuelle con tapa posterior 10
Ribetear la union 6
Unir tapa Frontal con fuelle 10
Ribetear la union 6
Total 20 Total 12
Unir fuelle con pijama 1
Unir tapa con pijama 2,5
Resortar la boca de la pijama 2
Dar la vuelta a la maleta 1
Colocarlos los perros metalicos de 1/8" a las
guayas 2
Guardar la pijama en el bolsillo interno 1
Meter la Alforja Izquierda (correas largas) en
la Alforja Derecha (correas cortas) 1
Total 5 Total 5,5
Total 109 97,5 Total 24
5
2
6
1
12
3
4
9 Alistamiento
DRY IN
Fuelle
Bolsillo
Minifuelle
Tapa Frontal
Tapa Posterior
37
Pijama8
4
Cerrar