métodos de ingeniería y reingeniería fecha: · pdf filede lavado, el...
TRANSCRIPT

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 1 de 69
Nombre: Fecha:
Carrera: Revisado:
FORMULARIO MÉTODOS
Análisis de costos
Para
Para
1. SERVICIO OPERARIO MÁQUINA AL AZAR
n= número de máquinas asignadas por el servicio al azar
p = % de ocurrencia del evento. (Máquina Funcionando)
q = % del no evento. (Máquina Parada)
p + q = 1
Número de máquinas Paradas
Probabilidad Número de horas máquinas perdidas en
X horas día
Para un Servicio
Sincronizado y
cuando 1 operario
maneja 1 máquina
Cuando 1 operario
maneja más de 1
máquina y es
Servicio No
sincronizado
Entero Menor
Entero Mayor
-> Si
-> Si

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 2 de 69
Nombre: Fecha:
Carrera: Revisado:
0 0
1 0
2
3
. . .
. . .
n
Total Horas máquina perdidas por “X” horas día
Pasos para corregir el
1. Determinar el
2. Determinar
¡ No Redondear la U.P. para la corrección
3. Calcular el tiempo estándar corregido
Análisis de costos
R= Piezas producidas por la “n” máquinas por hora.
BALANCEO DE LÍNEA Ver procedimiento a detalle del libro Principios Básicos de Ingeniería de Métodos. Ing. Alfredo Cosio. Pg.79-85
(turnos, personal, otros)

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 3 de 69
Nombre: Fecha:
Carrera: Revisado:
Rendimiento
Demanda
Producción Actual
Producción Mejorada
¡ Redondear al menor la U.P.
BIBLIOGRAFÍA
PRINCIPIOS BÁSICOS DE INGENIERÍA DE MÉTODOS, Cosio Papadopolis, Alfredo
COMO HACER REINGENIERÍA, Raymond I. Manganelli y Mark M. Klein
INTRODUCCIÓN AL ESTUDIO DE TRABAJO, George Kanawaty, 4 Edición
Pueden descargar los libros en: http://www.fcyt.umss.edu.bo/materias/#INDUSTRIAL
06. MÉTODOS DE INGENIERÍA Y REINGENIERÍA
PARA DETERMINAR LA UNIDAD PRODUCTIVA U.P.
Actual Análisis Método optimizado
N ETAPA Ts Ta Ts optm Ta* Nt Nr Ts2 Ta2 # operarios
TOTAL
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 4 de 69
Nombre: Fecha:
Carrera: Revisado:
CONSIDERAR:
EL TAMAÑO DEL LOTE
EL PROCESO CRÍTICO DE LA PRODUCCIÓN
CANTIDAD DE PRODUCTO/MATERIAL QUE ES TRANSFORMADO EN TODAS LAS ETAPAS DEL
PROCESO PRODUCTIVO
LA MÁXIMA CAPACIDAD PRODUCTIVA
CASOS DE BALANCEO DE LÍNEA
CASO 1. BALANCEO DE UN TURNO CON INCREMENTO DE MAQUINARÍA Y PUESTOS
CASO 2. BALANCEO DE VARIOS TURNOS SIN INCREMENTO DE MAQUINARÍA Y PUESTOS
CASO 3. BALANCEO DE VARIOS TURNOS CON INCREMENTO DE MAQUINARÍA Y PUESTOS
OTROS CASOS: INCREMENTO HORAS EXTRAS, INPUT/OUTPUT, ETC.
PARA OPTIMIZACIÓN DE LOS PROCESOS PRODUCTIVOS
1. DETERMINAR LA DEMANDA
2. DETERMINAR EL RENDIMIENTO DESEADO (1 TURNO O MÁS)
3. OPTIMIZAR CANTIDAD DE OPERARIOS Y MAQUINARÍA SEGÚN CONDICIONES (COSTOS,
INVERSIÓN) -> CALCULO DE TS*
4. DETERMINAR PRODUCCIÓN PROPUESTA
PRÁCTICA 1
TEORÍA
PRÁCTICA 2
CURSOGRAMA SINÓPTICO-ANALÍTICO
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 5 de 69
Nombre: Fecha:
Carrera: Revisado:
TIPOS DE SERVICIO
1. Un ingeniero industrial determinó que en la sección de extrusado de una fábrica de plásticos el
tiempo de carga y descarga de cada extrusora es 1.40 horas, el tiempo que un obrero tarda en trasladarse de una a otra en promedio es 0.08 horas, el tiempo de estrusado hasta culminar la carga es de 4.30 horas. El trabajador gana 16 Bs. por jornada de 8 horas y el costo por máquina extrusora es de 3 Bs. /hora. Cuantas máquinas debe asignarse a un trabajador?
2. Para el proceso de extrusado de las tuberías, la empresa tiene 6 extrusoras cada una de 100 kilos de capacidad operadas por 3 operarios (cada uno 2 máquinas). El tiempo de carga de los 100 kilos a la máquina es de 0,05 Horas y de descarga manual de las bandejas donde se acumulan los tubos fabricados de cada máquina es 0.05 Horas. El tiempo estándar, en el que un empleado tarda en trasladarse de una a otra en promedio es 0.01 Horas, el tiempo estándar de extrusado de los 100 kilos de PVC que se cargan es de 0.65 Horas. El trabajador gana 16 Bs. por jornada de 7 horas y el costo por máquina inyectora es de 3 Bs. /hora. Cuantas máquinas debe asignarse a un trabajador?
Número de Máquinas por
asignarse a 1 Trabajador
…………… Máquinas
Número de Máquinas por
asignarse a 1 Trabajador
…………… Máquinas

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 6 de 69
Nombre: Fecha:
Carrera: Revisado:
3. Una curtiembre en la sección de curtido un ingeniero industrial mediante servicio al azar estableció que los fulones (son tambores de madera que Rotan) trabajan únicamente el 60% del tiempo y no requieren ser atendidos por el trabajador en ese tiempo se ha establecido de que un trabajador opere 3 fulones, cual será el % de horas máquina perdidas, considerando que se trabaja 8 horas al día. El tiempo estándar que tarda una máquina es 15 minutos en procesar 7 piezas. El trabajador gana 4 Bs. /hora y el costo por máquina inyectora es de 3 Bs. /hora.
Determine :
Numero máquinas paradas
Probabilidad Horas máquinas perdidas en una jornada de 8 horas
0
1
2
3
Total
a) Cuantas máquinas debe asignarse a un trabajador,. ________
b) Cual es el tiempo estándar actual por cada ciclo: _____________

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 7 de 69
Nombre: Fecha:
Carrera: Revisado:
4. Se tiene 3 máquinas tejedoras semiautomáticas. El único encargado de estas máquinas afirma
que estas máquinas van fallado frecuentemente y el porcentaje del tiempo en que una
máquina no trabaja es del 20%, pero cuando trabajan, cada máquina logra tejer 50 piezas por
hora. La jornada efectiva de trabajo es de 7 horas.
a).- CALCULAR: la producción en una jornada del proceso actual.
Numero máquinas paradas
Probabilidad Horas máquinas perdidas en una jornada de 7 horas
0
1
2
3
Total
Producción en una jornada del proceso actual: _________________
b).- DETERMINAR SI CONVIENE ASIGNAR UN OPERARIO MAS A LAS MÁQUINAS INDICADAS,
considerado que:
El operario gana $us. 10 por hora y el costo horario de la máquina es de $us. 30/hora.
Numero máquinas paradas
Probabilidad Horas máquinas perdidas en una jornada de 7 horas
0
1
2
3
Total

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 8 de 69
Nombre: Fecha:
Carrera: Revisado:
Producción del proceso en una jornada con 2 operarios: _____________
Costo total esperado con un operario : _________________
Costo total esperado con 2 operarios : _________________
5. El jugo es envasado en botellas plásticas que se fabrican en la empresa en una línea que tiene 4 puestos de trabajo operadas por operarios con las siguientes capacidades normales:
OPERACION Pzas./hor
a
Soplado de frascos plast. 80
Corte de rebabas 160
Serigrafía 300
Termofijación y secado 200
6. En una planta ensambladora de calculadoras se desea saber cuantos operarios se necesitan par producir 240 calculadoras por 1 jornada de 8 horas, la línea de ensamblaje tienen 6 operaciones cuyos tiempos estandarizados son :
OPERACION TS
min.
Armar circuito impreso 8.00
Colocar pantalla digital 4.00
Armar teclado 12.00
Soldar cables 2.00
Ensamblar todo 3.00
Encajonar 8.00
Determinar el tiempo estándar del ciclo productivo ……………
Determinar el tiempo estándar del ciclo productivo ……………

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 9 de 69
Nombre: Fecha:
Carrera: Revisado:
BALANCEO DE LÍNEA:
PAPAS FRITAS
En una industria se fabrica papas fritas, se trabaja de lunes a viernes un solo turno de 8 horas, de las
cuales se consideran efectivos solo 400 minutos. Se ha establecido un Contrato Colectivo con sus
trabajadores y de esta manera paga $us 8 la hora indistintamente sea el trabajo de día o de noche y
ha establecido un sistema de rotación de personal en todos los puestos con lo que ha logrado que sus
trabajadores tengan igual eficiencia en cualquier puesto, el costo promedio por máquina es de 12 $
hora.
El proceso se inicia a partir del almacén de materia prima donde se recibe papas seleccionadas y se
las almacena a una temperatura que garantice su conservación. Un operario transporta las papas en
una carretilla que tiene una capacidad de 50 kilos hasta la máquina lavadora en un tiempo standart de
5 minutos por viaje. #Operarios……...
Tiempo operario……..
Tiempo de ciclo…………………………………
En la siguiente etapa, las papas son completamente lavadas, no sólo por razones higiénicas, sino
también para evitar la suciedad y tierra. La máquina lavadora es atendida por un operario y tiene una
capacidad de 150 kilos de papa y es preferible que funcione con toda su capacidad, el cargado
manual tarda 5 minutos y la máquina tarda en el lavado un tiempo estándar de 45 minutos por cada
carga, terminado dicho proceso mediante un sistema de volteo automático se descarga sobre una
banda transportadora que lleva las papas lavadas a la sección de pelado.
#Operarios……...# Máquinas….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
La empresa cuenta con 6 máquinas Peladoras semiautomáticas por fricción que son sencillas,
sólidas y de bajo costo, operadas por dos trabajadores (un operario atiende 3 máquinas), el cargado
de las máquinas es automático mediante la cinta transportadora, cada máquina tarda un tiempo
Standard de 8 minutos para pelar 5 kilos de papa. El operario tarda 5 minutos en descargar la
bandeja de papas peladas. El tiempo para trasladarse de una máquina a otra es de 1 minuto.
#Operarios……...# Máquinas….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 10 de 69
Nombre: Fecha:
Carrera: Revisado:
Después de peladas, las papas necesitan ser desorilladas a mano para sacar los residuos, la
cáscara, las áreas decoloradas, manchas negras, el material malo y verdoso, para esto se tiene un
puesto de pelado manual, con 3 operarias que realizan este trabajo, con un rendimiento individual de
50 kilos en 69 minutos. Terminado dicho proceso mediante una banda transportadora se pasan las
papas a la sección de rebanado.
#Operarios……...Rendimiento………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
Las papas peladas son cortadas en rodajas o rebanadas de 1/15 a 1/25 pulgadas por 3 rebanadoras
rotativas, operada por un trabajador, que debe cargar las papas desde la banda transportadora a cada
rebanadora en un tiempo de 14 min. Cada máquina tiene una capacidad de 100 kilos que procesa
automáticamente en 31 minutos. El tiempo para ir de una máquina a otra es de 1 minuto. Las
rebanadoras dejan caer las rodajas de papa a un canal transportador de lavado.
#Operarios……...# Máquinas….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
Este canal tiene una corriente de agua y conforma un sistema de lavado y secado que permite que
las rodajas sean lavadas para remover los excesos de almidón desde la superficie cortada. Después
de lavado, el exceso de agua en la superficie de las rodajas de papa es removido por un chorro
ventilador de aire caliente. Este sistema tiene una capacidad de procesamiento de 150 kilos por hora,
pero si se introduce una cantidad menor el tiempo es el mismo (una Hora). Este sistema es controlado
por un operario durante todo su funcionamiento.
#Operarios……...# Máquinas….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 11 de 69
Nombre: Fecha:
Carrera: Revisado:
Las rodajas pasan mediante un sistema de transporte hasta el interior de las freidoras de la siguiente
sección, que tienen dos freidoras calentadas por tuberías de inmersión de gas así como de unidades
suministradas por cambiadores de calor externo. Hay un sistema transportador especial que empuja
cualquier rebanada flotante debajo de la superficie del aceite y disminuye su avance hasta que ellos
reciban suficiente tratamiento de calor. Cada máquina freidora es operada por un trabajador y logran
freír 100 kilos en 40 minutos, el operador tarda 5 minutos en sacar los 100 kgr de la máquina y
ponerlos en el transportador en enfriamiento.
#Operarios……...# Máquinas….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
Después de la fritura, las rebanadas pasan a un transportador de enfriamiento, donde son
condimentadas con sal y otros saborizantes como jamón, barbacoa, queso, etc., añadidos con equipo
rociador de condimentos. El rendimiento de este enfriado y condimentación es de 10 kilos por minuto,
siempre y cuando esté un operador controlando el proceso. Luego, se pasa mediante un sistema
automático a la máquina envasadora.
# Máquinas……...#Operarios….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
La máquina envasadora empaqueta las papas fritas con un sellado al vacio en bolsitas plásticas de
200 gr. en un tiempo de 1 segundo por bolsita. Posteriormente a medida que van saliendo de la
envasadora, mediante una cinta transportadora pasan a otra sección donde 2 operarios cada uno con
una máquina empaquetadora colocan en forma manual 50 bolsitas en otra bolsa de plástico
termocontraible y las sella en un tiempo de 5 minutos por bolsa. Finalmente las bolsas se llevan en un
carro al almacén final.
# Máquinas……...#Operarios….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 12 de 69
Nombre: Fecha:
Carrera: Revisado:
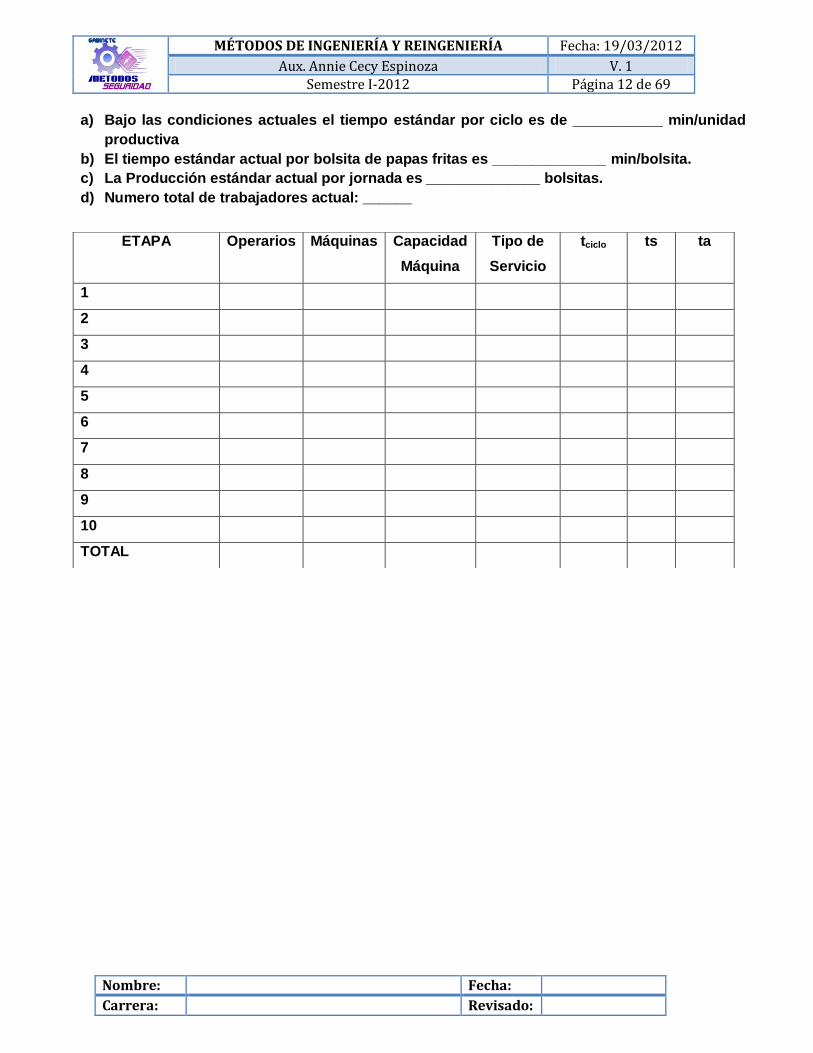
a) Bajo las condiciones actuales el tiempo estándar por ciclo es de ___________ min/unidad
productiva
b) El tiempo estándar actual por bolsita de papas fritas es ______________ min/bolsita.
c) La Producción estándar actual por jornada es ______________ bolsitas.
d) Numero total de trabajadores actual: ______
ETAPA Operarios Máquinas Capacidad
Máquina
Tipo de
Servicio
tciclo ts ta
1
2
3
4
5
6
7
8
9
10
TOTAL
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 13 de 69
Nombre: Fecha:
Carrera: Revisado:
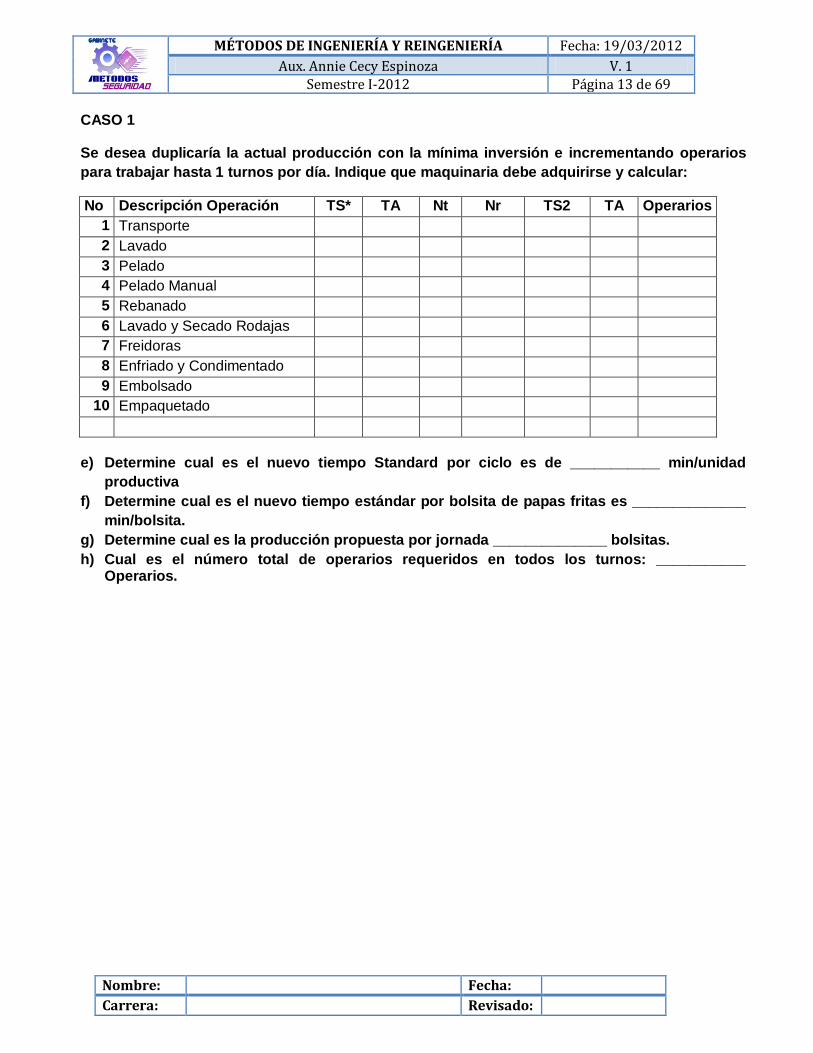
CASO 1
Se desea duplicaría la actual producción con la mínima inversión e incrementando operarios
para trabajar hasta 1 turnos por día. Indique que maquinaria debe adquirirse y calcular:
No Descripción Operación TS* TA Nt Nr TS2 TA Operarios
1 Transporte
2 Lavado
3 Pelado
4 Pelado Manual
5 Rebanado
6 Lavado y Secado Rodajas
7 Freidoras
8 Enfriado y Condimentado
9 Embolsado
10 Empaquetado
e) Determine cual es el nuevo tiempo Standard por ciclo es de ___________ min/unidad
productiva
f) Determine cual es el nuevo tiempo estándar por bolsita de papas fritas es ______________
min/bolsita.
g) Determine cual es la producción propuesta por jornada ______________ bolsitas.
h) Cual es el número total de operarios requeridos en todos los turnos: ___________ Operarios.
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 14 de 69
Nombre: Fecha:
Carrera: Revisado:
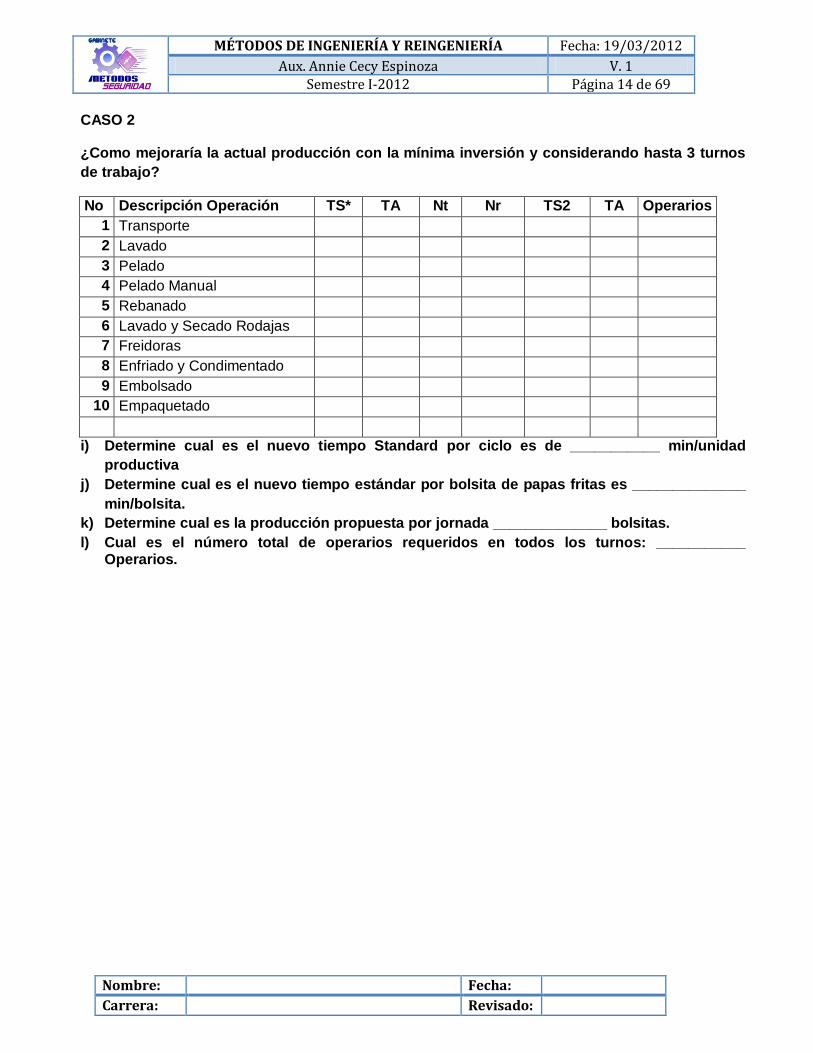
CASO 2
¿Como mejoraría la actual producción con la mínima inversión y considerando hasta 3 turnos
de trabajo?
No Descripción Operación TS* TA Nt Nr TS2 TA Operarios
1 Transporte
2 Lavado
3 Pelado
4 Pelado Manual
5 Rebanado
6 Lavado y Secado Rodajas
7 Freidoras
8 Enfriado y Condimentado
9 Embolsado
10 Empaquetado
i) Determine cual es el nuevo tiempo Standard por ciclo es de ___________ min/unidad
productiva
j) Determine cual es el nuevo tiempo estándar por bolsita de papas fritas es ______________
min/bolsita.
k) Determine cual es la producción propuesta por jornada ______________ bolsitas.
l) Cual es el número total de operarios requeridos en todos los turnos: ___________ Operarios.
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 15 de 69
Nombre: Fecha:
Carrera: Revisado:
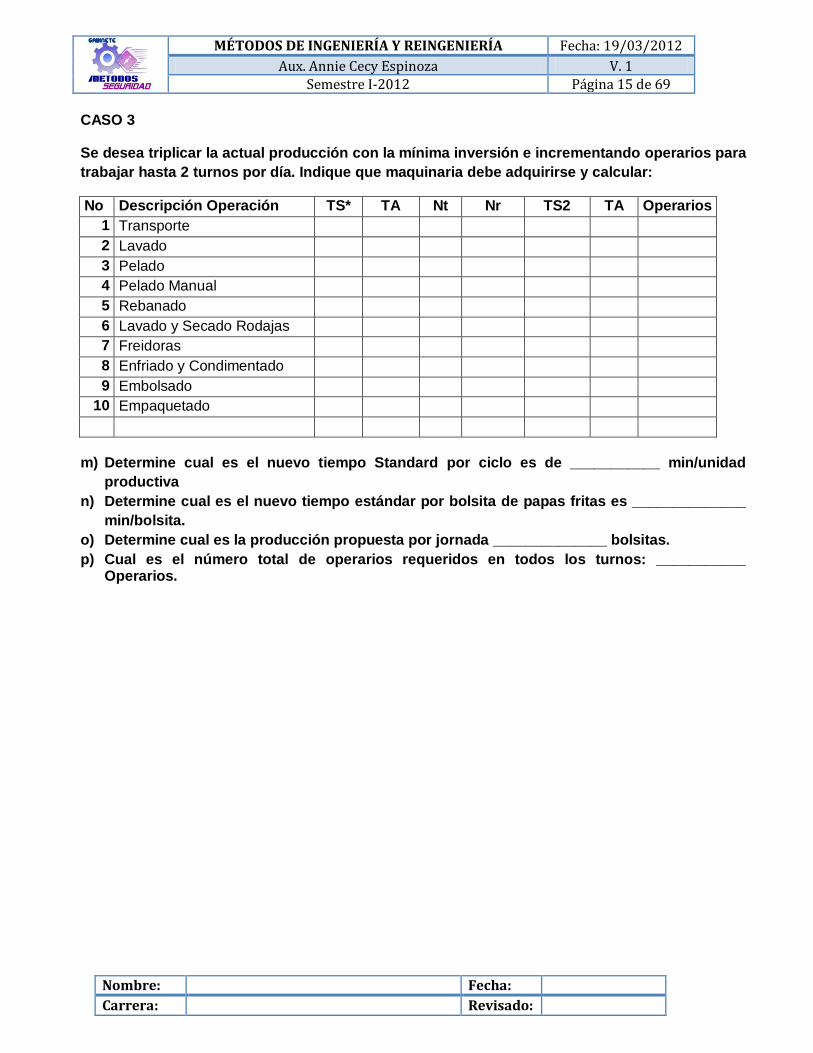
CASO 3
Se desea triplicar la actual producción con la mínima inversión e incrementando operarios para
trabajar hasta 2 turnos por día. Indique que maquinaria debe adquirirse y calcular:
No Descripción Operación TS* TA Nt Nr TS2 TA Operarios
1 Transporte
2 Lavado
3 Pelado
4 Pelado Manual
5 Rebanado
6 Lavado y Secado Rodajas
7 Freidoras
8 Enfriado y Condimentado
9 Embolsado
10 Empaquetado
m) Determine cual es el nuevo tiempo Standard por ciclo es de ___________ min/unidad
productiva
n) Determine cual es el nuevo tiempo estándar por bolsita de papas fritas es ______________
min/bolsita.
o) Determine cual es la producción propuesta por jornada ______________ bolsitas.
p) Cual es el número total de operarios requeridos en todos los turnos: ___________ Operarios.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 16 de 69
Nombre: Fecha:
Carrera: Revisado:
BIDONES
En una fabrica que trabaja un solo turno de 7 horas efectivas, se fabrica tanques de plástico de 300
litros de capacidad, El ingeniero de una planta analizó las cinco etapas básicas del proceso de la
siguiente manera:
La primera etapa consiste en el preparado y mezclado del plástico, para establecer el tiempo
Standard de esta operación, se determino que un operario tiene como tiempo Standard de 10 minutos
en cargar la mezcladora con el material. La máquina mezcladora funciona continuamente para lograr
un mezclado homogéneo durante 30 minutos. La capacidad que tiene esta máquina es de 50 kilos de
material, se recomienda que no funcione con menos.
# Máquinas……...#Operarios….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
El plástico una vez mezclado pasa mediante un sistema neumático a una gran tolva y de allí recién a
la segunda etapa que es la rotación para la conformación del tanque de plásticos, donde el tiempo
Standard de carga y descarga de cada máquina de rotación es 0.30 horas. El tiempo Standard
promedio, que un obrero tarda en trasladarse de una máquina a otra en promedio es 0.05 horas, el
tiempo de rotación requerido para la formación de un tanque de 300 litros es de 1.20 horas. El
trabajador gana Bs.2 por hora y el costo por máquina de rotación es de 3 Bs. /hora. Existe 5
máquinas rotatorias y cada una es atendida por un trabajador. Se sabe que cada máquina requiere
que en su tolva se tenga 10 kilos de plástico para formar un tanque de 300 litros.
# Máquinas……...#Operarios….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
La tercera etapa consiste en la perforación para las tuberías de entradas y salida del tanque,
operación realizada en forma manual con un taladro por una operaria, cuyo tiempo Standard fue de
480 SEGUNDOS por pieza, luego los tanques son colocados en una cinta transportadora de rodillos y
pasan a la cuarta operación.
# Máquinas……...#Operarios….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 17 de 69
Nombre: Fecha:
Carrera: Revisado:
Tiempo de ciclo…………………………………
En la cuarta operación, un operario realiza el colocado de los niples en cada una de las
perforaciones realizadas anteriormente, lo que se hace en forma manual en un tiempo Standard de
16 minutos por cada tanque.
# Máquinas……...#Operarios….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
En la quinta etapa se realiza el estampado de la marca de la fábrica a un costado del tanque de
plástico. Esta operación se la realiza en una máquina de serigrafía semiautomática a la cual se debe
previamente colocar ordenadamente los 5 tanques en forma manual, tarea que el operario realiza en
un tiempo de 90 segundos por tanque, luego se acciona la máquina la cual en un tiempo de 15
minutos estampa la marca en tres colores en cada uno de los 5 tanques que se introducen. Luego el
operario tarda otros 90 segundos en sacar cada tanque de la máquina impresora y colocarlo en un
carro de transporte para llévalos a almacenes.
# Máquinas……...#Operarios….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
Usted deberá determinar la producción actual de tanques que tiene la fábrica por día. (7 horas
efectivas por día).
ETAPA Ts Ta Ts* Nt Nr Ts2 Ta2
1
2
3
4
5
TOTAL
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 18 de 69
Nombre: Fecha:
Carrera: Revisado:
a) Determine cual es el tiempo Standard actual por tanque : _________ Minutos /tanque
b) Determine cual es el tiempo Standard actual por unidad productiva : _________ Minutos
/unidad productiva
c) Determine cual es la producción actual por jornada : _________ Tanques/jornada
Como existe gran demanda para nuestro producto, se le pide que rediseñe y optimice el proceso,
Para lograr la máxima producción posible.
Método propuesto
d).- La producción optimizada ____________________
e).- El número total de trabajadores requeridos según lo optimizado ____________________
Trabajadores.
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 19 de 69
Nombre: Fecha:
Carrera: Revisado:
CHAMPU
El ingeniero de una planta que envasa champú de 1era calidad, determino que se tiene 7 etapas básicas del proceso analizadas de la siguiente manera:
La primera etapa consiste en el mezclado y dilución del concentrado con agua tratada en un homogenizador que tiene una capacidad de 100 litros y el obrero asignado a esta operación la realiza en un tiempo Standard de 10 minutos por carga. El producto pasa a la sección envasado mediante un sistema automatico y se acumula en tanques que alimentan a las envasadoras.
# Máquinas……...#Operarios….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
La segunda etapa es el envasado del champú en frascos de plásticos, la empresa cuenta con 2
envasadoras semiautomáticas que introducen el champu en frascos de plástico de 200 cc y se tiene
un operario para cada máquina. En primer lugar se debe colocar 200 botellas plásticas y su tapas en
su alimentador automático de botellas y tapas en un tiempo de 5 minutos y se pone en funcionamiento
la envasadora que tarda en llenar y tapar 1 botella de 200 cc, un tiempo de 25 segundos. La máquina
funciona automáticamente hasta agotar las botellas y tapas de su sistema de alimentación. El tiempo
estandarizado promedio para ir de una máquina a otra es de 2 minutos. Una vez llenos y tapados los
frascos pasan por un sistema automático hasta la sección en empaque.
# Máquinas……...#Operarios….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
En la 3era. etapa se realiza el empaquetado de cada 10 frascos en plástico TERMO CONTRAIBLE, esta operación se la realiza en una máquina semiautomática a la cual se debe previamente colocar ordenadamente los 10 frascos en forma manual, tarea que el operario realiza en un tiempo de 10 segundos por frasco, luego se acciona la máquina la cual en un tiempo de 3 minutos empaqueta los 10 frascos en plástico termocontraible. Luego se tarda 10 segundos en sacar el paquete de la máquina y colocarlo en un carro de transporte para llevar a almacenes.
# Máquinas……...#Operarios….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 20 de 69
Nombre: Fecha:
Carrera: Revisado:
Tiempo de ciclo…………………………………
Los frascos de plásticos se fabrican en la misma empresa y su proceso es el siguiente:
La primera etapa consiste en el mezclado del polietileno de alta densidad virgen y reciclado conjuntamente con el colorante, para establecer el tiempo standard de esta operación, se determino que un operario tiene como tiempo Standard de 10 minutos en cargar la mezcladora con el material. La máquina mezcladora funciona continuamente para lograr un mezclado homogéneo durante 140 minutos. La capacidad que tiene esta máquina es de 50 kilos de material, se recomienda que no funcione con menos.
# Máquinas……...#Operarios….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
El polietileno una vez mezclado pasa mediante un sistema neumático a una gran tolva y de allí recién a la segunda etapa que es el inyectado del frasco de plásticos, donde el tiempo Standard de carga y descarga de cada inyectora fué determinado por síntesis y es 6 minutos. El tiempo Standard promedio, que un obrero tarda en trasladarse de una a otra en promedio es 0.6 minutos, el tiempo de inyectado hasta culminar la carga es de 24 minutos. El trabajador gana 16 Bs. por jornada de 7 horas y el costo por máquina inyectora es de 3 Bs. /hora. Existe 5 máquinas inyectoras cada una es atendida por un trabajador. Se sabe que cada máquina tiene una capacidad de inyección de 250 gramos y en su tolva entra 10 kilos. En cada inyección se logra formar 1 frasco por máquina (250 gr. por frasco).
# Máquinas……...#Operarios….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 21 de 69
Nombre: Fecha:
Carrera: Revisado:
La tercera etapa es el corte de rebabas de los frascos, realizada en forma manual por una operaria,
cuyo tiempo Standard fue de 1.5 minutos por pieza, luego los frascos son colocados en una cinta
transportadora y pasan a la cuarta operación.
# Máquinas……...#Operarios….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
En la cuarta operación, se fabrican las tapas, en otras dos inyectoras operada por un solo operario cuyo tiempo standard de carga y descarga de cada inyectora es 10 minutos. El tiempo en trasladarse de una máquina a otra en promedio es 20 segundos, el tiempo de inyectado hasta culminar la carga es de 18 minutos. En este caso la capacidad de estas máquinas por cada inyección de 50 gramos y su tolva tiene una capacidad máxima de 5 kilos de material virgen. En cada inyección se logra formar una margarita con 4 tapas en cada máquina (12,5 gr. por tapa). El costo horario del trabajador y de la máquina inyectora es el mismo que en la otra sección. Los Frascos y las tapas pasan a la sección de envase.
# Máquinas……...#Operarios….….Capacidad Máquina………………..
Tiempo operario……..
Tiempo máquina……..
Tiempo de ciclo…………………………………
Usted deberá determinar la producción actual de frascos de champú llenos que tiene la fábrica por día considerando que se trabajan solo 7 horas efectivas por día.
ETAPA Ts Ta Nt Nr Ts2 Ta2
1
2
3
4
5
6
7
TOTAL

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 22 de 69
Nombre: Fecha:
Carrera: Revisado:
a) Determine cual es el tiempo standard actual por frasco de champú lleno: _________
Minutos /frasco
b) Determine cual es el tiempo Standard actual por unidad productiva : _________ Minutos /unidad productiva
c) Determine cual es la producción actual por jornada : _________ Frascos/jornada
MÉTODO PROPUESTO
Como existe gran demanda para nuestro producto, se le pide que rediseñe y optimice el proceso para poder la
máxima producción en 3 turnos de 7 horas efectivas cada uno, cuidando no tener que invertir en nueva
maquinaria y considerando que en cada puesto actualmente, salvo se indique lo contrario, existe un operario.
Haga la optimización y:
d) Explique brevemente sus cambios propuestos en cada etapa y el número de turnos necesarios.
ETAPA Explicación de la propuesta
1
2
3
4
5
6
7
e) Determine cual es el nuevo tiempo Standard por frasco lleno : _________ Minutos /frasco
f) Determine cual es la producción propuesta por jornada : _________ Frascos/jornada
g) Cual es el número total de operarios requeridos en todos los turnos: ___________ Operarios.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 23 de 69
Nombre: Fecha:
Carrera: Revisado:
VINAGRE
En una pequeña planta que fabrica vinagre sintético en botellas de PET de medio litro de capacidad, El ingeniero analizó las etapas básicas del proceso de la siguiente manera: La primera etapa de este proceso, consiste en la dilución del acido acético con el liquido diluyente y colorante, que se realiza en un tanque mezclador que tiene una capacidad de 200 litros, el trabajador que atiende esta máquina tarda un tiempo de 8 minutos en el cargado de los líquidos en el tanque, el tiempo Standard de mezclado para una buena dilución es de 48 minutos. A continuación mediante una bomba, se traspasa el vinagre al tanque de la envasadora. La segunda etapa es el envasado de vinagre que se realiza en forma semimanual por una operaria,
con una máquina envasadora de botellas que tiene un tanque con el vinagre preparado en un tiempo
Standard de 27 segundos por botella, luego las botellas llenas pasan por una cinta transportadora a
la tercera operación.
En la tercera operación, un operario realiza el colocado de las tapas en forma manual a las botellas
de Pet llenas de vinagre y un adhesivo con la marca en un tiempo Standard de 1 minuto por cada
botella. luego las botellas por una cinta transportadora pasan a las empaquetadoras.
La empresa fabrica las botellas soplando las preformas de las botellas de PET, y cuenta con 5 máquinas sopladoras para este tipo de botellas, cada una es atendida por un trabajador. Lo primero que se hace en esta máquina es el cargado de 40 preformas a la sopladora lo que se realiza en forma manual en un tiempo Standard de 12 minutos. El tiempo Standard promedio, que un obrero tarda en trasladarse de una máquina a otra en promedio es 1 minuto, el tiempo de soplado hasta culminar la carga de las 40 preformas es de 48 minutos. El trabajador gana Bs. 2 por hora y el costo por máquina sopladora es de 3 Bs. /hora. Las botellas formadas pasa mediante un sistema automático de descarga a una cinta transportadora que las lleva a la envasadora de vinagres. Las tapas de plástico con su respectivo cintillo de seguridad son también fabricadas en la planta en un proceso que tiene dos etapas básicas. La primera etapa consiste en el mezclado del polietileno de alta densidad virgen y con el colorante, para establecer el tiempo standard de esta operación, se determino que un operario tarda un tiempo Standard de 10 minutos en cargar la mezcladora con el material. La máquina mezcladora funciona continuamente para lograr un mezclado homogéneo durante 130 minutos. La capacidad que tiene esta máquina es de 10 kilos de material, puede funcionar con menos, pero en el mismo tiempo. Luego esta materia prima pasa a las inyectoras de tapas. Las tapas se fabrican en dos inyectoras operada por un solo operario cuyo tiempo standard de carga y descarga de cada inyectora es 20 minutos. El tiempo en trasladarse de una máquina a otra en promedio es 20 segundos, el tiempo de inyectado hasta culminar la carga es de 32 minutos. Cada inyectora tiene una tolva de 5 kilos, pero la capacidad de cada inyección de 50 gramos lo que significa que para procesar el material de su tolva debe realizar 100 inyectados. En cada inyección se logra formar una margarita con 4 tapas en cada máquina (12,5 gr. por tapa). El costo horario del trabajador y de la máquina inyectora es el mismo que en la sección de soplado de botellas PET. En la ultima etapa se realiza el empaquetado, en paquetes de 10 botellas de vinagre en un film de plástico TERMO CONTRAIBLE, esta operación se la realiza en 2 máquinas semiautomática operadas cada una por su operario. A esta máquina se debe previamente colocar ordenadamente las 10

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 24 de 69
Nombre: Fecha:
Carrera: Revisado:
botellas en forma manual, tarea que el operario realiza en un tiempo de 2 minuto, luego se acciona la máquina la cual en un tiempo de 4 minutos empaqueta las 10 botellas en plástico termocontraible. Luego el operario tarda otros 2 minuto en sacar el paquete de la máquina. Se tarda un tiempo promedio de 0.5 minutos en trasladarse de una máquina a otra. Los costos del operario de Bs. 2 por hora y el costo por máquina es de 3 Bs. /hora. Usted deberá determinar la producción actual de botellas que tiene la fábrica por día considerando que se trabajan solo 7 horas efectivas por día.
ETAPA Ts Ta Ts
Mejorado
Nt Nr Ts2 Ta2
DILUCION
ENVASADO
COLOCADO DE TAPAS
SOPLADO BOTELLAS
MEZCLADO
INYECTADO DE TAPAS
EMPAQUETADO
TOTAL
a) Determine cual es el tiempo Standard actual por botella llena de vinagre: _________
Minutos /botella
b) Determine cual es el tiempo Standard actual por unidad productiva : _________ Minutos /unidad productiva
c) Determine cual es la producción actual por jornada : _________ Botellas con vinagre/jornada

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 25 de 69
Nombre: Fecha:
Carrera: Revisado:
Como existe gran demanda para nuestro producto, se le pide que rediseñe y optimice el proceso para poder lograr la máxima producción en tres (3) turnos de 7 horas efectivas cada uno, cuidando en mantener el menor costo, sin tener que invertir en nueva máquinaria y contratando solo el numero de operarios necesarios en cada turno. Haga la optimización y : d) Determine cual es el nuevo tiempo Standard por botella llena de vinagre: _________
Minutos /botella
e) Determine cual es la producción propuesta por jornada : _________ Botellas con vinagre/jornada
f) Cual es el número total de operarios requeridos en todos los turnos: ___________ Operarios.
g) Explique brevemente sus cambios propuestos en cada etapa y el número de turnos necesarios.
ETAPA Explicación de la propuesta
1
2
3
4
5
6
7
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 26 de 69
Nombre: Fecha:
Carrera: Revisado:
ACEITE DE GIRASOL
En una empresa de productos alimenticios se fabrica aceite de girasol, a partir de semillas de girasol
que vienen en sacos de 50 kilos los cuales son transportados desde los campos de cultivo hasta la
empresa en camiones.
En la primera etapa del proceso, se realiza el Descascarillado donde se separan las cascaras de las
semillas y se limpia el grano para asegurar que no posea tierra ni partículas extrañas que perjudiquen
la calidad del aceite. Este proceso se realiza en una máquina que tiene una capacidad equivalente a
los 600 kilos, donde se produce el descascarillado mediante una corriente de aire en un tiempo
estándar de 20 minutos. El cargado a la descascarilladota es manual y un operario tarda un tiempo de
10 minutos en cargar de semillas de girasol a la máquina. Las cáscaras que se obtienen tienen un
peso equivalente a un tercio de lo que entra y se lo utiliza para la alimentación animal. Concluido este
proceso las semillas de girasol limpias y sin cáscara se descargan automáticamente y pasan a través
de una cinta transportadora a las tolvas de las trituradoras.
Para el triturado se tiene dos trituradoras operadas por un solo operario y cada una con una tolva de
alimentación de 400 kilos de capacidad. En esta etapa del proceso se tritura las semillas de girasol y
obtiene una pasta uniforme. El tiempo estándar para el llenado de cada tolva del triturador es de 15
minutos y el tiempo que tarda la máquina para el triturado de los 400 kilos es de 50 minutos, la
descarga de la semilla es automática. El operario camina de una máquina a otra en 2 minutos. Una
vez que se termina de triturar la cantidad de semillas de la tolva, la pasta triturada mediante unas
tuberías neumáticas pasa a las prensas.
Las prensas tienen un rendimiento estándar cuando funcionan de 230 kilos por hora. La empresa
tiene 3 prensas idénticas asignadas con un servicio al azar a dos operario y mediante un muestreo de
trabajo se determino que estas máquinas solo funcionan el 60% del tiempo.
Del prensado se obtiene dos subproductos, el aceite de prensas y la parte sólida denominada torta de
girasol. El aceite extraído es aproximadamente del 25% del peso que entra a las prensas y el restante
es torta sólida. Para los fines del presente estudio se considerará que la densidad del aceite de girasol
es de 1 gramo por centímetro cúbico, es decir un kilo es un litro.
Posteriormente por un sistema neumático se lleva el aceite hasta las centrifugadoras y la torta a una
secadora.
La secadora tiene una capacidad máxima de 300 kilos, pero pueden funcionar con menos carga en
igual tiempo, la torta es secada en las secadoras en un tiempo estándar de 35 minutos por carga de
300 kilos.
Una vez seca la torta de girasol pasa mediante un sistema neumático a un pulverizador que logra
pulverizar la torta seca de girasol en un tiempo Standard de un minuto por cada 10 kilos de torta seca.
Luego mediante un sistema neumático se pasa a las envasadoras que embolsa la torta seca y
pulverizada en sacos de 50 kilos en un tiempo de 5 minutos por bolsa, para su posterior venta como
alimento balanceado para animales.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 27 de 69
Nombre: Fecha:
Carrera: Revisado:
Por otro lado el aceite de las prensas pasa a la centrifugadora, que tiene una capacidad máxima de
100 litros, pero puede funcionar con volúmenes menores siempre y cuando estos no sean menos del
50% de su capacidad máxima ya que es te caso no llegaría a centrifugar adecuadamente. Según los
datos de la empresa se tiene un tiempo Standard de centrifugado de 20 minutos por los 100 litros
introducidos en esta máquina. Con este proceso se separa el aceite y el agua de vegetación, el agua
es el 30 % del volumen que entra a la centrifuga. La descarga de la centrifugadora es muy delicado
por que se debe purgar el agua, el operador que maneja esta máquina lo logra en un tiempo de 12
minutos por cada carga
El aceite que se obtiene de las centrifugadoras se lo transporta mediante bombeo a refinado. El
tiempo estandarizado del refinado del aceite es de 1 minuto por litro bajo las condiciones de la planta,
lográndose obtener un buen aceite de baja acidez.
A continuación el aceite pasa a las envasadoras
Las tres envasadoras con que cuenta la empresa son semiautomáticas e introducen el aceite en
botellas de plástico de 200 cc y se tiene un solo operario para esta operación. En primer lugar se
debe colocar las botellas plásticas en su alimentador automático de botellas y de tapas en un tiempo
de 35 minutos y se pone en funcionamiento la envasadora que tarda en llenar y tapar 250 botellas de
200 cc. cada una, un tiempo de 75 minutos. El tiempo estandarizado promedio para ir de una máquina
a otra es de 2 minutos.
Luego con un sistema automático, las botellas llenas pasan mediante cintas transportadoras hasta el
siguiente puesto, donde se les encajona en cajas de 12 unidades cada una en forma también
automática pero controla por un operario en un tiempo Standard de 2 minutos por cada caja de 12
botellas de aceite.
En esta fabrica se trabaja de lunes a viernes 7 horas efectivas de trabajo y el salario de los
trabajadores es de $us. 4 por hora. El costo de funcionamiento de cualquier máquina es de $us.10
hora.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 28 de 69
Nombre: Fecha:
Carrera: Revisado:
DETERMINAR:
Bajo las condiciones actuales el tiempo estándar por ciclo es de ___________ min/unidad
productiva
El tiempo estándar actual por botella es ______________ min./botella.
La producción estándar de botellas de aceite por día con el método actual es
________Botellas/día (7 horas)
El tiempo estándar actual por bolsa de alimentos para animales es ______________ min./bolsa.
La producción estándar de bolsa de alimento de soya por día con el método actual es
______________ Bolsas/día (7 horas)
ETAPA Ts Ta Ts
Mejorado
Nt Nr Ts2 Ta2
Descascarillado
Triturado
Prensado
Centrif . Extraccion
Refinado
Envasado
Encajonado
TOTAL
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 29 de 69
Nombre: Fecha:
Carrera: Revisado:
Como existe gran demanda para nuestro producto, se le pide que rediseñe y optimice el proceso para poder lograr la máxima producción en 2 turnos de 7 horas efectivas cada uno, cuidando en mantener el menor costo, sin tener que invertir en nueva maquinaria y contratando solo el número de operarios necesarios en cada turno. Haga la optimización y: h) Determine cual es el nuevo tiempo Standard por botella: _________ Minutos /botella
i) Determine cual es la producción propuesta por jornada: _________ Botellas /jornada
j) Determine cual es la producción estándar de bolsa de alimento de soya por día con el
método actual es ______________ Bolsas/día
k) Cual es el número total de operarios requeridos en todos los turnos: ___________ Operarios.
l) Explique brevemente sus cambios propuestos en cada etapa y el número de turnos necesarios.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 30 de 69
Nombre: Fecha:
Carrera: Revisado:
PROCESO DE FABRICACIÓN DE PAPAS FRITAS
En una fábrica mediana se elabora papas fritas embolsadas. Se trabajan 7 horas efectivas por día.
Todos los trabajadores gana 4 $us. por hora y el costo horario de las máquinas es 6 $us/hr. La
descripción del proceso es la siguiente:
En el primer Subproceso, se realiza el lavado de las papas en 3 tolvas lavadoras idénticas atendidas
por dos operarios. Por problemas de agua y del mecanismo de bombeo, mediante un muestreo de
trabajo se determinó que estas maquinas solo funcionan el 60% del tiempo. Cuando funcionan estas
maquinas logran un rendimiento estandarizado por maquina de 100 kilos cada 39 minutos. Las papas
lavadas pasan a la siguiente etapa.
El segundo proceso consiste en el pelado de las papas, para lo cual se tiene 5 peladoras automáticas
de 100 kilos cada una, atendidas por un solo trabajador. El tiempo Standard de carga y descarga
manual de cada maquina es 3 minutos. El tiempo Standard promedio, que un obrero tarda en
trasladarse de una maquina a otra es 30 segundos. Cada máquina peladora tarda un tiempo de 12
minutos en pelar los 100 kilos de su carga. Las papas peladas pasan a la siguiente etapa.
En el tercer subproceso las papas peladas son cortadas en rodajas o rebanadas de 1/15 a 1/25
pulgadas por una rebanadora rotativa, operada por un trabajador y tarda un tiempo Standard de 2
minutos en cargarla y descargar los 100 kilos que tiene de capacidad. La rebanadora funciona durante
4 minutos para rebanar toda su tolva y se detiene automáticamente. Las papas rebanadas pasan a la
siguiente etapa.
El cuarto subproceso consiste en el freído de las rodajas de papa y se tienen seis freidoras calentadas
por tuberías de inmersión de gas así como de unidades suministradas por cambiadores de calor
externo. Hay un sistema transportador especial que empuja cualquier rebanada flotante debajo de la
superficie del aceite y disminuye su avance hasta que ellos reciban suficiente tratamiento de calor.
Cada máquina freidora es operada por un trabajador y logran freír 50 kilos en 40 minutos, pero debe
funcionar con toda su capacidad de 50 kilos. La carga es manual de las rebanadas y se realiza en un
tiempo de 6 minutos, pero la descarga se realiza automáticamente sobre una banda transportadora
donde son condimentadas con sal y otros saborizantes como jamón, barbacoa, queso, etc., añadidos
con equipo rociador de condimentos en forma automática. Luego, se pasa al embolsado. El ir de una
freidora a otra se tarda 3 minutos
Se realiza el embolsado de las papas fritas en bolsas de 200 gr. Para este proceso se cuenta con 2
maquinas empaquetadoras semiautomática operadas cada una por una operaria. Las papas llegan a
las tolvas de las maquinas embolsadoras mediante un sistema de transporte automático. Previamente
la operaria debe colocar el rollo para 500 bolsas en el dispositivo de la maquina embolsadora en un
tiempo de 5 minutos, luego se acciona la maquina empaquetadora que en un tiempo de 18 minutos
logra envasar 500 bolsas, A continuación la misma operaria tarda 2 minutos en sacar el recipiente
donde se descarga las bolsas y reemplaza con otro vacio. El tiempo Standard promedio, que se tarda
en trasladarse de una maquina a otra es 120 segundos.
Un operario del área comercial transporta el recipiente lleno de bolsas a los almacenes.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 31 de 69
Nombre: Fecha:
Carrera: Revisado:
SITUACION ACTUAL
a) Determine cual es el tiempo estándar actual REAL por bolsa : _______Minutos /bolsa
b) Determine cual es el tiempo Standard actual por unidad productiva:_________
c) Determine cual es la producción actual por jornada : ________bolsas/jornada
No Operación TS TS TA TS/R N TS2 TA2
1 LAVADO
2 PELADO
3 REBANADO
4 FREIDO
5 EMBOLSADO
SUMA
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 32 de 69
Nombre: Fecha:
Carrera: Revisado:
Como existe gran demanda para nuestro producto, se le pide que rediseñe y optimice y el proceso
considerando el menor costo posible y busque la máxima producción en 3 turnos de 7 horas efectivas
cada uno cuidando de no tener que invertir en nueva maquinaría y considerando que en cada puesto,
salvo se indique lo contrario, existe un operario. Haga la optimización y:
SITUACION OPTIMIZADA O MEJORADA
d) Determine cual es el nuevo tiempo Standard Real por bolsa : __________ Minutos
/bolsa
e) Determine cual es la producción propuesta por jornada : _________bolsas/jornada
f) Cual es el número total de operarios requeridos en todos los turnos: _______Operarios.
g) Explique brevemente sus cambios propuestos en cada etapa y el número de turnos
necesarios.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 33 de 69
Nombre: Fecha:
Carrera: Revisado:
EMPRESA FINANCIADORA
Un ingeniero de sistemas debe optimizar el sistema administrativo para el otorgamiento de crédito de una empresa financiadora que tiene seis etapas básicas, las que se analizó de la siguiente manera:
La primera etapa consiste en la recepción y registro de las carpetas de solicitudes de financiamiento
que llegar a este centro, y la realiza un funcionario en forma manual en el libro de recepción de correspondencia y lo hace en un tiempo Standard de 180 segundos por carpeta. Al final de la jornada laboral (450 minutos efectivos) un auxiliar administrativo lleva los documentos despachados en cada etapa a la siguiente según la hoja de ruta establecida para el efecto.
En la segunda etapa del proceso, un empleado revisa cada carpeta para ver si tiene todos los
documentos exigidos para el financiamiento, actividad que tiene una tiempo promedio de 5 minutos por solicitud, según los registros se rechaza un tercio de las carpetas presentadas las que se devuelven a la plataforma de atención al cliente. El resto pasan a la siguiente etapa donde se tiene 4 oficiales transcriptores, los que reciben el mismo número de carpetas diariamente.
En la tercera operación, los oficiales transcriptores un realiza el registro del numero de la solicitud,
del monto, plazo, formas de pago de cada carpeta en un programa de computación en un tiempo Standard de 5 minutos por cada documento, y el programa procesa la información y efectúa un análisis de riesgo e imprime un informe confidencial en un tiempo de 8 minutos por solicitud, dicho informe se adjunta a la carpeta, pasando todos los documentos al final del día a los oficiales de crédito.
La cuarta etapa esta a cargo de los oficiales de crédito y existen dos oficiales de crédito en la entidad, los que se reparten el trabajo en forma equitativa. Estos profesionales deben realizar y analizar tanto las garantías de solicitud como en informe confidencial y determinan si se otorga o no el financiamiento. El tiempo Estandarizado para este análisis es de 30 minutos por cada solicitud y la tasa de solicitudes aceptadas es del 90%. Las solicitudes aceptadas pasan a la sección de contabilidad,
En la quinta etapa, y en la sección de contabilidad se procede a la impresión del cheque según el
monto del financiamiento, los que se imprimen en 4 impresoras láser especiales controladas y operadas por 3 funcionarios desde sus computadoras. Pero por el riesgo que implica este documento valorado se utiliza un papel especial que debe ser cargado en cada impresora con todo cuidado, asi como deberá ser descargado de la bandeja de la láser. El un tiempo Standard de carga y descarga de 50 cheques en cada impresora es 10 minutos. El tiempo en trasladarse de una maquina a otra en promedio es 20 segundos, el tiempo de impresión de cada maquina hasta culminar la carga de 50 cheques es de 50 minutos. El costo horario del trabajador es de $us. 10 y de la máquina impresora es $us. 4. Las carpetas con el cheque impreso al final de la jornada pasan a la siguiente etapa.
En la última etapa el Gerente de Créditos debe firmar los cheques, pero por las funciones que
desempeña solo destina una hora al dia para la firma de este tipo de cheques, logrando despachar en este tiempo solo 100 cheques. Como en todos los casos al final de la jornada un mensajero transporta los documentos a la devuelven a la plataforma de atención al cliente., sección que no se considera como parte de este sistema. Usted deberá determinar la número actual de solicitudes despachadas que la sección procesa por día considerando que se trabajan solo 450 minutos efectivos de las 8 horas por día.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 34 de 69
Nombre: Fecha:
Carrera: Revisado:
MÉTODO ACTUAL
a) Determine cual es el tiempo estándar actual por documento : ________Minutos /documento b) Determine cual es la producción actual por jornada : _________ Documentos/jornada
ETAPA Operarios Máquinas Capacidad Máquina Tipo de Servicio
tciclo ts ta
1
2
3
4 5
6
TOTAL
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 35 de 69
Nombre: Fecha:
Carrera: Revisado:
MÉTODO PROPUESTO
Como existe gran numero de ordenes de compra en forma diaria para ser procesados, se le pide que rediseñe y optimice el proceso para lograr la máxima producción en 1 turno de 7 horas efectivas y como máximo 1 hora extra, cuidando en invertir lo mínimo en nuevos equipamientos. Si se logra liberar a operarios en cualquier proceso, estos pueden ser asignados a cualquier puesto salvo al de Jefe administrativo que solo el puede firmar. Debe tener cuidado de mantener relación entre la cantidad producida por jornada y la cantidad producida en cada subproceso o etapa. Haga la optimización considerando que solo se permite como máximo una sola hora extra por día y por puesto : c) Determine cual es el nuevo tiempo Standard por documento : _________ Minutos
/documento d) Determine cual es la producción propuesta por jornada : _________ Documentos/jornada e) Explique brevemente sus cambios propuestos en cada etapa.
ETAPA Ts Ta Nt Nr Ts2 Ta2
1
2
3
4
5
6
TOTAL

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 36 de 69
Nombre: Fecha:
Carrera: Revisado:
ORDENES DE COMPRA
En una gran corporación empresarial, un ingeniero de sistemas determino que para el proceso de procesamiento de ordenes de compras se tienen seis etapas básicas, las que se analizó de la siguiente manera: La primera etapa consiste en la clasificación de las ordenes de compra de otros documentos administrativos que llegar a este centro, se determino que un operario en forma manual logra en un tiempo Standard de 5500 segundos logra seleccionar un lote de 2000 ordenes de compra. (el tamaño de este lote no es rígido, respetando el tiempo Standard unitario) El lote de documentos pasa a la sección de fotocopiado, donde se debe sacar 3 fotocopias a cada documento para su control y procesamiento. En esta sección se tiene 5 fotocopiadoras de alto rendimiento cada una operada por un funcionario. El tiempo Standard de carga de 200 documentos en cada fotocopiadora es de 0,05 Horas y de descarga de las bandejas de cada fotocopiadora es 0.05 Horas. El tiempo Standard promedio, en el que un empleado tarda en trasladarse de una a otra en promedio es 0.01 Horas, el tiempo de fotocopiado de tres ejemplares de los 200 documentos originales que se cargan es de 0.65 Horas. El trabajador gana 16 Bs. por jornada de 7 horas y el costo por máquina inyectora es de 3 Bs. /hora. La tercera etapa es el engrampado de las fotocopias y el respectivo original, realizada en forma
manual por una funcionaria, cuyo tiempo Standard fue de 5 segundos por pieza, luego los
documentos pasan a la cuarta operación.
En la cuarta operación, un operador de computadora realiza el registro del numero del pedido, del monto, motivo y destinatario de cada documento en un tiempo Standard de 12 segundos por cada documento, quedándose con una fotocopia del mismo para respaldo, pasando el resto de cada orden de compra a caja para la elaboración del cheque respectivo. En la quinta etapa consiste en la impresión del cheque que se imprimen en dos impresoras láser especiales controladas y operadas por un solo funcionario desde su computadora. Pero por el riesgo que implica este documento valorado se utiliza un papel especial que debe ser cargado en cada impresora con todo cuidado, asi como deberá ser descargado de la bandeja de la láser. El un tiempo Standard de carga y descarga de 200 cheques en cada impresora es 10 minutos. El tiempo en trasladarse de una maquina a otra en promedio es 20 segundos, el tiempo de impresión de cada maquina hasta culminar la carga de 200 cheques es de 30 minutos. El costo horario del trabajador y de la máquina impresora es el mismo que en la otra sección. En caja se quedan con una fotocopia de la orden y pasan el resto del documento y el cheque impreso a la siguiente etapa. En la sexta etapa se realiza el sellado de los cheques con un SELLO SECO, como medida de seguridad, operación se la realiza en una selladora en forma manual, tarea que el auxiliar administrativo realiza en un tiempo de 5 segundos por cheque, luego el mismo auxiliar lleva todo el lote de documentos incluido los cheques a contabilidad en un tiempo de 10 minutos, donde el Jefe administrativo efectúa la firma del cheque en un tiempo promedio estandarizado 7 segundos por documento y posteriormente un mensajero transporta los documentos a la sección de compras para que se proceda con la adquisición. Usted deberá determinar la número actual de documentos que la sección procesa por día considerando que se trabajan solo 7 horas efectivas por día.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 37 de 69
Nombre: Fecha:
Carrera: Revisado:
MÉTODO ACTUAL
ETAPA Ts Ta Nt Nr Ts2 Ta2
1
2
3
4
5
6
TOTAL
a) Determine cual es el tiempo standard actual por documento : _________ Minutos
/documento
b) Determine cual es la producción actual por jornada : _________ Documentos/jornada

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 38 de 69
Nombre: Fecha:
Carrera: Revisado:
MÉTODO PROPUESTO
Como existe gran numero de ordenes de compra en forma diaria para ser procesados, se le pide que rediseñe y optimice el proceso para poder la máxima producción en 1 turno de 7 horas efectivas y como máximo 1 hora extra, cuidando en invertir lo mínimo en nuevos equipamientos. Actualmente en cada puesto, salvo se indique lo contrario, existe un operario. Si se logra liberar a operarios en cualquier proceso, estos pueden ser asignados a cualquier puesto salvo al de Jefe administrativo que solo el puede firmar. Debe tener cuidado de mantener relación entre la cantidad producida por jornada y la cantidad producida en cada subproceso o etapa.
Haga la optimización considerando que solo se permite como máximo una sola hora extra por día y por puesto : c) Determine cual es el nuevo tiempo Standard por documento : _________ Minutos
/documento
d) Determine cual es la producción propuesta por jornada : _________ Documentos/jornada
e) Explique brevemente sus cambios propuestos en cada etapa.
ETAPA Explicación de la propuesta
1
2
3
4
5
6

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 39 de 69
Nombre: Fecha:
Carrera: Revisado:
CLASIFICACIÓN TIEMPOS
Es el tiempo promedio que el trabajador emplea para realizar una tarea
determinada.
Caso 1. Cuando se tiene de dato un
es el factor de
Nivelación
Escalas de Valoración
Normal
Rasa 133
Bedaux 80
Inglesa 100
Caso 2. Cuando se está ante un caso de
Muestreo de Trabajo
Caso 3. Cuando se está ante un caso de
tiempos MTM
Los tiempos MTM son
tiempos normales
Cuando se tiene como dato o se tiene
calculado un
Para el caso de un
servicio al azar el tiempo
estándar es un dato,
pero debe corregirse
Pasos para corregir el en Muestreo de Trabajo
4. Determinar el
5. Determinar
¡ No Redondear la U.P. para la corrección
6. Calcular el tiempo estándar corregido

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 40 de 69
Nombre: Fecha:
Carrera: Revisado:
CRONOMETRAJE REPETITIVO 0 DE VUELTA A CERO
Este tipo de cronometraje consiste en poner en funcionamiento el cronometro en el momento en que se inicia el primer elemento de la tarea, y se para inmediatamente en el instante que termina este primer elemento, se toma la lectura e inmediatamente se retorna a cero y se pone en funcionamiento para registrar el tiempo del segundo elemento de la tarea y así sucesivamente. E. 1
CICLO 1 CICLO 2 CICLO 3 CICLO 4 CICLO 5
120 130 150 125 120
E. 2
CRONOMETRAJE ACUMULATIVO 0 CONTINUO
Este tipo de cronometraje consiste en poner en funcionamiento el cronometro en el momento en que se inicia el primer elemento de la tarea, y sin parar el cronometro se va tomando tiempos al inicio y fin de cada elemento de la tarea. Para determinar el tiempo de cada elemento se deberá restar la lectura del elemento con la lectura anterior. Se para el cronometro en el momento en que se han tomando las lecturas necesarias. E. 1
CICLO 1 CICLO 2 CICLO 3 CICLO 4 CICLO 5
120 245 375 495 625
CICLO 1 CICLO 2 CICLO 3 CICLO 4 CICLO 5
E. 2
Elem. 1 Elem. 2 Elem. 3 Elem. 4 SUMA Valoración
Ciclo 1 1 3 5 7 90
Ciclo 2 9 11 13 15 85
Elem. 1 Elem. 2 Elem. 3 Elem. 4 SUMA Valoración
Ciclo 1 90
Ciclo 2 85
Elem. 1 Elem. 2 Elem. 3 Elem. 4 SUMA Valoración
Ciclo 1 2 4 8 7 90
Ciclo 2 3 3 11 5 85

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 41 de 69
Nombre: Fecha:
Carrera: Revisado:
PRÁCTICA CLASE
1. En la etapa de descortizado tiene como finalidad decorticar (abrir) la almendra. La operación es
manual y una operaria la ejecuta en 2 etapas, en la primera rompe la cáscara (decortica) y en la otra,
con un estilete, quita la almendra de la cáscara. Actualmente se tiene 5 operarias y para determinar
el tiempo de esta etapa se utilizo la evaluación analítica y el experto determino los siguientes tiempos
normales de los elementos de cada etapa por tonelada de almendra con cáscara y por operaria
Determinar el tiempo estándar del operario considerando tolerancias variables del 18% y una
valoración de 95 puntos en escala inglesa.
Etapas Elemento 1 Elemento 2
Etapa1 60 min 20 min
Etapa 2 70 min
2. En la etapa del ENCAJONADO manual de juguetes colocando etiquetas a cada juguete. Esta
operación se ha visto por conveniente dividirla en 4 elementos. Para la determinación del tiempo
estándar se registraron en forma acumulativa los tiempos cronometrados en minutos de 3 ciclos y se
valoró ciclo por ciclo. La operación es realizada por un operario y como condiciones de trabajo se
tiene que debe estar de pie, en un ambiente con iluminación muy inferior a lo adecuado, es un trabajo
excesivamente monótono y muy aburrido, manipulando objetos con un peso de 50 kilos. En cada ciclo
se coloco etiqueta a un juguete. (Valoración escala inglesa). Determine el Tiempos estándar de la
operación.
Elem. 1 Elem. 2 Elem. 3 Elem. 4 SUMA Valoración
Ciclo 1 1 3 6 12 85
Ciclo 2 13 16 21 28 60
Ciclo 3 30 34 41 46 50
Elem. 1 Elem. 2 Elem. 3 Elem. 4 SUMA Valoración
Ciclo 1 85
Ciclo 2 60
Ciclo 3 50
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 42 de 69
Nombre: Fecha:
Carrera: Revisado:
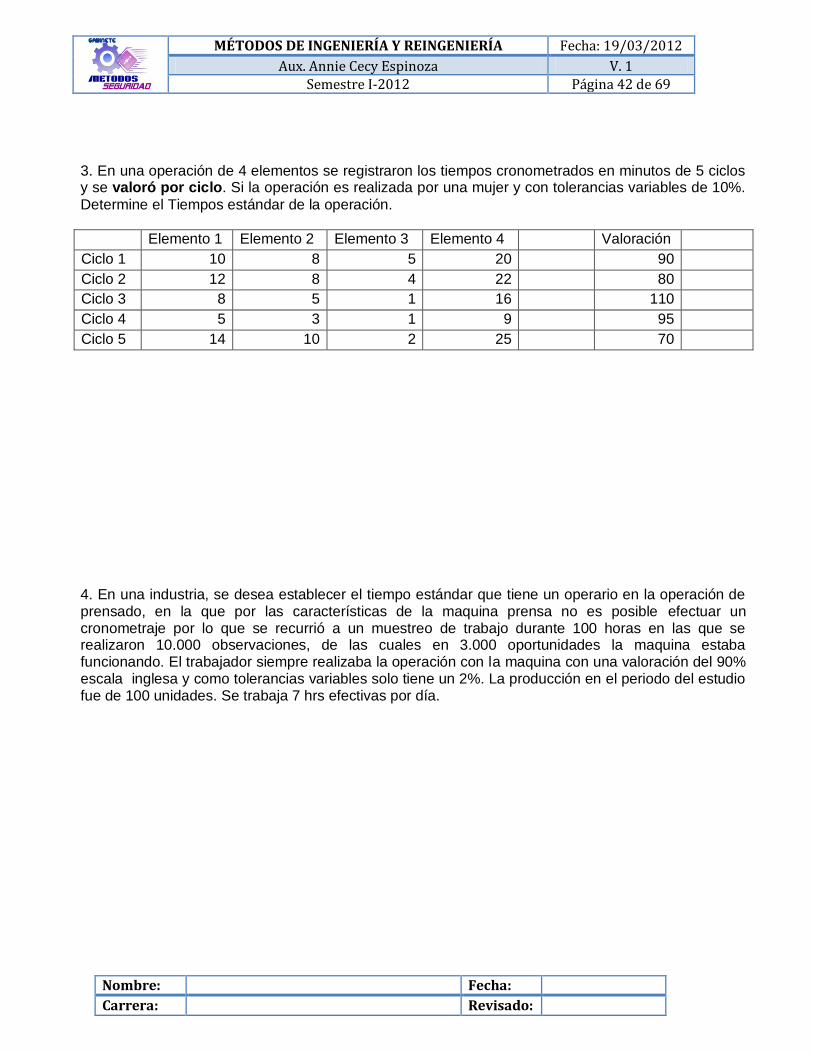
3. En una operación de 4 elementos se registraron los tiempos cronometrados en minutos de 5 ciclos y se valoró por ciclo. Si la operación es realizada por una mujer y con tolerancias variables de 10%.
Determine el Tiempos estándar de la operación.
Elemento 1 Elemento 2 Elemento 3 Elemento 4 Valoración
Ciclo 1 10 8 5 20 90
Ciclo 2 12 8 4 22 80
Ciclo 3 8 5 1 16 110
Ciclo 4 5 3 1 9 95
Ciclo 5 14 10 2 25 70
4. En una industria, se desea establecer el tiempo estándar que tiene un operario en la operación de prensado, en la que por las características de la maquina prensa no es posible efectuar un cronometraje por lo que se recurrió a un muestreo de trabajo durante 100 horas en las que se realizaron 10.000 observaciones, de las cuales en 3.000 oportunidades la maquina estaba funcionando. El trabajador siempre realizaba la operación con la maquina con una valoración del 90% escala inglesa y como tolerancias variables solo tiene un 2%. La producción en el periodo del estudio fue de 100 unidades. Se trabaja 7 hrs efectivas por día.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 43 de 69
Nombre: Fecha:
Carrera: Revisado:
5. Los dulces se envasan en bolsas plásticas de baja densidad con un peso neto de 500 gramos. La maquina llena las bolsas y las sella y es manejada por una operaria. El tiempo de esta operación, se estableció por el sistema MTM y se obtuvo los siguientes movimientos simultáneos, es decir que con cada mano se envasa una bolsa, es decir que con las dos manos se hace dos bolsas. Los movimientos determinados son EF, R14A, G1C3, M18C, AP2, M16A, RL1 (distancia en centímetros).

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 44 de 69
Nombre: Fecha:
Carrera: Revisado:
PRÁCTICA 5 INGENIERÍA INDUSTRIAL
1.- En la sección de mezclado de materia prima de una empresa de calzados plásticos, el PVC y
cantidades insignificantes de colorantes y agentes de espumajeado son mezcladas hasta obtener una
textura consistente, un ingeniero mediante un muestreo del trabajo estableció que esta maquina
trabaja únicamente el 70% del tiempo y en un estudio de muestreo del trabajo durante 100 horas se
ha establecido que se procesaron 10.000 kilos de materia prima. El trabajador operó la maquina con
una valoración de 95 puntos escala inglesa. Para este puesto se ha determinador una tolerancia
variable de 41%. Determine usted:
a) El tiempo estándar que se tiene en la operación de mezclado: ___________ min/kilogramo
b) Cual será el rendimiento de esta sección al día (8 horas): ______________ kilos/dia.
2.- Una empresa cuenta con 6 maquinas de moldeado por inyección directa para fabricar calzados
plásticos, el tiempo normal de cargar cada maquina es 0.12 horas, el tiempo estándar que un obrero
tarda en trasladarse de una maquina a otra en promedio es 0.025 horas, La inyectora tarda un tiempo
Estándar de de 0.75 horas para inyectar a 4 moldes por maquina, es decir 4 calzados. (Cada calzado
pesa 250 gramos) y el tiempo normal de descargar cada maquina es 0.06 horas El trabajador gana 16
Bs. por jornada de 8 horas y el costo por hora de la máquina de comando numérico es de 15 Bs.
/hora. Si se tiene como tolerancias variables el 30 %. Determine:
a) Cuantas maquinas debe asignarse a un trabajador,. ________
b) Cual es el tiempo estándar por cada ciclo: _____________

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 45 de 69
Nombre: Fecha:
Carrera: Revisado:
3.- El colocado de plantillas de fibra autoadhesiva a los calzados es una operación totalmente manual
y el tiempo de esta operación, se estableció por el sistema MTM y se obtuvo los siguientes
movimientos simultáneos, es decir que con cada mano se manipula una plantilla para un calzado, es
decir que con las dos manos se hace un par. Los movimientos determinados son R24B, G1C3,
M30B, P1NSD, TP90, AP2, RL1, M28A (distancia en centímetros). Debiéndose considerar una
tolerancia variable de 39%.PARA OPERARIAS
a) Cual es el tiempo estándar por cada calzado : _____________
4.- En una operación de empaquetado se ha visto por conveniente dividirla en 4 elementos. Para la
determinación del tiempo estándar se registraron en forma acumulativa los tiempos cronometrados en
minutos de 4 ciclos y se valoró ciclo por ciclo. La operación es realizada por una mujer y como
condiciones de trabajo, se tiene que se lo debe hacer de pie, con ruido continuo muy fuerte,
manipulando objetos con un peso de 20 kilos y que es un trabajo muy monótono.
Elemento 1 Elemento 2 Elemento 3 Elemento 4 Valoración
Ciclo 1 10 18 23 43 90
Ciclo 2 55 63 67 89 80
Ciclo 3 97 102 104 120 110
Ciclo 4 134 144 146 171 70
a) Determine el Tiempos Estándar de la operación: _______ min.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 46 de 69
Nombre: Fecha:
Carrera: Revisado:
5.- En una fabrica de calzados plásticos, se trabaja turnos de 8 horas efectivas en una línea de
producción con las siguientes 4 etapas cuyos tiempos estandarizados por carga son :
ETAPA Ts (min)
1.- Mezclado de materia prima 25
2.- Inyectado del calzado 30
3.- Colocado plantilla 15
4.-Empaquetado en bolsa plástica 11
Sabiendo que por cada carga se fabrican 100 calzados determine lo siguiente:
a) Número de calzados que se producen actualmente en 8 horas: ________ calzados.
De acuerdo con la demanda se necesita producir 470 docenas de calzados por día y
considerando la mínima inversión posible en la compra de maquinas, determine usted:
a) Cuantos operarios se necesitan: ________ operarios.
b) Cual es nuevo tiempo Estándar por pieza para la producción anterior: _________ min/calzados
NOTA CUANDO SE HABLA DE UN CALZADO ES SOLO UN ZAPATO NO UN PAR.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 47 de 69
Nombre: Fecha:
Carrera: Revisado:
PRÁCTICA 6 AVIONES
En una fabrica de juguetes de plástico, se trabaja de lunes a viernes un solo turno de solo 420 minutos. La empresa paga a sus operarios $us 5 la hora indistintamente sea el trabajo de día o de noche y el costo promedio por maquina es de 12 $ hora. Con un programa de capacitación ha logrado que sus trabajadores tengan igual eficiencia en cualquier puesto. La empresa fabrica un avión de plástico y por estas navidades se tiene una gran demanda de este juguete de plástico. La materia prima elemental en la producción de los juguetes de plástico, es el polietileno de baja densidad (PBD) que viene en bolsas de 50 kilos, las que se guardan en almacenes de materia prima. El proceso se inicia cuando un operario transporta una bolsa de 50 kilos de Polietileno (PBD) del almacén de materia prima, en una carretilla , hasta la maquina mezcladora en un tiempo normal de 10 minutos por viaje. Como condiciones de trabajo, se tiene que se lo debe hacer de pie, manipulando 50 kilos y que es un trabajo muy monótono. En la mezcladora, el PBD y cantidades insignificantes de colorantes y agentes de espumajeado son mezcladas hasta obtener una mezcla consistente. Esta maquina es atendida por un operario y tiene una capacidad de 100 kilos de mezcla y es preferible que funcione con toda su capacidad. El
cargado manual de los 100 kilos a la mezcladora tiene un tiempo normal de 10 minutos debiendo tener una tolerancia variable de 41%. El mezclado tarda un tiempo estándar de 30 minutos por cada carga, terminado dicho proceso mediante una bomba de absorción la mezcla de PBD pasa automáticamente a un tanque contenedor común que distribuye el material mezclado a las máquinas de moldeado por inyección directa. La empresa cuenta con 4 maquinas de inyección directa, operadas por 2 trabajadoras (una operaria atiende 2 maquinas), el cargado de las maquinas es automático mediante el tanque común y con un sistema de bombas y tuberías, Las maquinas tardan un tiempo Estándar de 5 minutos para inyectar a 4 moldes por maquina, es decir 4 juguetes. (Cada avión pesa 250 gramos). La operaria debe sacar manualmente de los 4 moldes los aviones. El tiempo estándar para ir de una maquina a otra es de 2 minuto. Para determinar el tiempo de descarga de los 4 moldes de la inyectora, se tomo tiempos a los siguientes 5 ciclos bajo cronometraje continuo y con valoración de la actuación en escala inglesa ciclo por ciclo, debiéndose considerar una tolerancia variable solo por estar de pie. En este proceso se ha determinado un elemento manual casual cada 10 ciclos con un tiempo Estándar de 2,3 minutos
1er Ciclo 2do. Ciclo 3er. Ciclo 4to. Ciclo 5to. Ciclo
Tc Fn Tc Fn Tc FN Tc Fn Tc Fn
2,00 0,70 4,50 0,80 8,5 0,50 10,00 1,20 13,00 0,60
Terminada inyeccion, mediante una banda transportadora los juguetes pasan a una mesa de inspección, donde se tiene 3 inspectoras que examina los juguetes visualmente uno por uno en forma simultanea. El tiempo cronometrado promedio de inspección por pieza fue 65 segundos para una operaria que mantuvo una actuación de 80 puntos en escala inglesa, debiéndose considerarse una tolerancia variable solo por estar de pie y que es un trabajo muy monótono y muy aburrido. Realizada la inspección, los juguetes pasan por otra banda transportadora al puesto de trabajo donde se colocan calcamonias. El colocado de una calcamonia o etiquetas autoadhesiva a los juguetes es una operación totalmente manual y se ha determinado mediante sistema MTM los siguientes movimientos simultáneos que se realizan, es decir que con cada mano se manipula un avión: Con cada mano, alcanza las etiquetas que son muy pequeñas por lo que debe agarrarlas bien y que están a una distancia de 20
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 48 de 69
Nombre: Fecha:
Carrera: Revisado:
centímetros, las sujeta para trasladarlas, mueve las etiquetas una distancia de 12 centímetros a una localización exacta donde están los juguetes, enfoca su vista ubicando su posición de los juguetes, luego coloca las etiquetas en posición con ajuste estrecho simétrico y fácil, aplica presión sobre las etiquetas de manera que se adhieran al avión (Caso 2), suelta las etiquetas abriendo los dedos y finalmente las manos alcanzan una localización indefinida a su posición inicial a una distancia de 20 centímetros para iniciar nuevamente con el primer movimiento del ciclo. En esta operación la realiza una operaria con una tolerancia variable de 49%. Luego mediante una banda transportadora los juguetes pasan a la sección de empaquetado, donde se debe empaquetar 1 avión con plástico sobre un cartón en una maquina empaquetadora semimanual, pero esta maquina no funciona normalmente y continuamente falla, por lo que no es posible efectuar un cronometraje. Por lo que se recurrió a un muestreo de trabajo durante 10 horas y se determino que solo funcionaba 80% del tiempo. Durante todo el muestreo, el trabajador siempre mantuvo una valoración del 90% en escala inglesa y la producción en el periodo del estudio fue de 1420 juguetes, y como tolerancias variables se deben considerar que se realizan de pie, manipulando un peso de 5 kilos, con ruido intermitente fuerte por las maquinas, moderadamente monótonos y muy aburrido. Una vez que se tiene el juguete con su plástico se los coloca en carritos manuales que tienen una capacidad de 100 aviones y finalmente son transportadas hasta el almacén de ventas, pero este colocado y transporte lo realiza personal de ventas. MÉTODO ACTUAL
Etapa 1
Etapa 2
Etapa 3
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 49 de 69
Nombre: Fecha:
Carrera: Revisado:
Etapa 4
Etapa 5
Etapa 6
Analice todo el proceso y calcule lo siguiente:
1. Bajo las condiciones actuales el tiempo Estándar por ciclo es de ___________ min/unidad productiva
2. El tiempo Estándar actual por avión es ______________ min/juguete. 3. La Producción estándar actual por jornada es ________________ juguetes.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 50 de 69
Nombre: Fecha:
Carrera: Revisado:
MÉTODO PROPUESTO
Optimice el proceso considerando que se incrementa el tiempo efectivo por turno a los 450 minutos, la gerencia por estos días quiere incrementar la productividad y autoriza la contratación de todo nuevo personal que se requiera, pero no autoriza la compra de ninguna maquinaria adicional, bajo estas nuevas condiciones usted deberá calcular:
4. La máxima producción en 3 turnos: ____________ aviones/3 turnos 5. Bajo las condiciones actuales el tiempo Estándar por ciclo es de ___________ min/unidad
productiva 6. El numero total de operarios en los 3 turnos para la máxima producción posible
_____________ operarios(as)
No Descripción TS TA TS* TA* TS/R N TS2 TA2
1 Transporte
2 Mezclado
3 Inyectado
4 Inspección
5 Colocado calcamonia
6 Empaquetado
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 51 de 69
Nombre: Fecha:
Carrera: Revisado:
PRÁCTICA 7
TALLARINES
“SHIW HAWG", es una empresa que cuenta con una serie de maquinarias y equipos para el
procesamiento y envasado de tallarines instantáneos en TAIWAN. A continuación veremos en detalle
el proceso de elaboración de los tallarines chinos instantáneos, que se consumen adicionando agua al
vaso y calentándolo en microondas.
1. TRANSPORTE DESDE ALMACENES.- La harina de trigo se reciben en los almacenes de la
misma, un operario en un carro montacargas lleva una tonelada en un tiempo normal de 16 minutos a
la planta de procesamiento.
2. PESADO Y TAMIZADO.- La harina en primer lugar es pesada y luego tamizada en un tamiz
rotativo, cuyas perforaciones obedecen a especificaciones predeterminadas. Esta operación la realiza
un operario y el cargado y descargado es manual en un tiempo normal de 8 minutos por tonelada y
el pesador tamizador tarda un tiempo Estándar de 25 minutos por tonelada. Luego La harina es
soplada mediante un sistema de ductos neumáticos a la mezcladora.
3. MEZCLADO.- Esta etapa es semimanual y una operaria la ejecuta en 2 etapas, en la primera se
realiza el mezclado de la harina con otros ingredientes (cantidad no significativa) hasta convertirla en
una pasta; y en la otra, la pasta de harina es colocada dentro de una cámara diseñada especialmente
la cual utiliza calor y presión para convertir automáticamente la pasta en masa. Actualmente se tiene
5 operarias cada una con la maquinaria necesaria y para determinar el tiempo de esta operación se
utilizo la evaluación analítica y el experto determino los siguientes tiempos normales de cada etapa
por tonelada de masa y por operaria
Etapa1 Etapa 2
70 min 80 min
4.-LAMINADO.- En esta etapa se lamina la masa mediante rodillos giratorios a presión. La masa
comienza a adelgazar conforme vaya pasando a través de cada par de rodillos. Esta laminado la
efectúa un solo operador en dos laminadoras de rodillos independientes que tienen una capacidad
de 2,0 toneladas por cada laminadora (NO conviene hacer funcionar la autoclave con menos). Se
tiene un sistema manual para cargar la masa a las laminadoras y el tiempo sintético obtenido por
formula que se requiere para que la laminadora adelgace la masa automáticamente hasta el espesor
y consistencia requerida es de 2 horas. El tiempo Estándar de traslado de una maquina a otra es 0.5
minutos.
Para saber el tiempo normal de la carga se dividió esta tarea en 2 elementos y se analizaron 3 ciclos
bajo cronometraje repetitivo y se valoro por elemento según la siguiente tabla.
Elem. 1 Valoración Elem. 2 Valoración
Ciclo 1 8 80 12 80
Ciclo 2 10 70 8 90
Ciclo 3 13 60 7 100
Una vez lograda el espesor requerido la masa laminada para mediante una banda transportadora a la
siguiente operación.
5. CORTADORA.- Esta etapa, la maquina cortadora por intermedio del giro de su rodillo rotativo,
convierta la masa laminada en tallarines y los corta a una longitud determinada. Se tiene 1 cortadora
con una capacidad de 1000 kilos por hora. Si bien la alimentación de la lamina de masa es
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 52 de 69
Nombre: Fecha:
Carrera: Revisado:
automática, la descarga de sus bandejas es manual. La descarga la realiza un operario que descarga
la maquina en un tiempo cronometrado de 9 minutos con valoración de 90 puntos escala inglesa.
6. TUNEL DE SABORIZADO.-Los tallarines semiformados, pasan mediante una cinta a un túnel, son
cubiertos con una pasta para realzar el sabor del producto final. El sabor del tallarín está determinado
por el sabor de la pasta producida de acuerdo a la fórmula preestablecida y luego se efectúa una
vaporización para que el sabor se impregne en el tallarín. La carga y descarga de este túnel se utiliza
un sistema manual. Para determinar el tiempo se estas operaciones se tomaron tiempos
cronometrados a la operaria (minutos por tonelada) por el sistema acumulativo de 5 ciclos,
estableciéndose una valoración de 75 puntos escala inglesa en todos los ciclos. Luego mediante una
cinta transportadora los tallarines pasan a la freidora. La velocidad de la cinta del túnel permite
procesar dos toneladas de tallarines por hora.
CICLO 1 CICLO 2 CICLO 3 CICLO 4 CICLO 5
45 95 135 180 230
7. FREIDORA.- Se tiene 3 freidoras, todas alimentadas por GLP (Gas Licuado de Petróleo), y tienen
por finalidad freír los tallarines con manteca de cerdo en lugar de aceite vegetal, para disminuir la
tolerancia contra la acidificación que altera el sabor del tallarín. El único encargado de estas maquinas
afirma que estas maquinas van fallado frecuentemente y el porcentaje del tiempo en que una maquina
no trabaja es del 30%, pero cuando trabajan, cada freidora logra freír una tonelada en un tiempo
estándar de 120 minutos, incluyendo su carga y la descarga a recipientes de acero inoxidable.
Terminado dicho proceso se lleva los recipientes con tallarines fritos a la cámara de refrigeración.
8. REFRIGERACION.- Esta etapa se realiza para permitir que el aceite se sature, y de esta manera
mejorar el sabor de los tallarines. El tiempo de permanencia en la cámara de refrigeración que se
considera adecuado para que se consiga este propósito determinado por síntesis es de una hora. En
menos tiempo no se logra la saturación deseada. No se tiene problemas con el espacio en la cámara
de refrigeración. Pasado este tiempo se pasa a la siguiente etapa.
9. ENVASADO.- El tallarín instantáneo saborizado se envasa en vasos plásticas con un peso neto de
100 gramos de tallarín por vaso, en cuatro maquinas cerradoras-selladoras cada una manejada por
una operaria. El tiempo de esta operación, se estableció por el sistema MTM y se obtuvo los
siguientes movimientos simultáneos, es decir que con cada mano se envasa una vaso, es decir que
con las dos manos se hace dos vasos. Los movimientos determinados son EF, R14A, G1C3, M18C,
RL1, M16A, AP2, RL1 (distancia en centímetros).
Se ha establecido para todas las operaciones, una tolerancia variable total del 21% para hombres y
39% para mujeres. En esta fábrica se trabaja solo 6 horas efectivas por día de lunes a viernes. El
salario por hora de cualquier operario es de $us. 4 y el costo maquina promedio de cualquier maquina
es de $us. 5 por hora.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 53 de 69
Nombre: Fecha:
Carrera: Revisado:
MÉTODO ACTUAL
Calcule los siguientes incisos:
1.- El tiempo estándar actual por vaso : _____________________________ min/vaso
2.- El tiempo estándar actual por ciclo_______________________________ min/ciclo
3.- La producción actual ________________ vasos
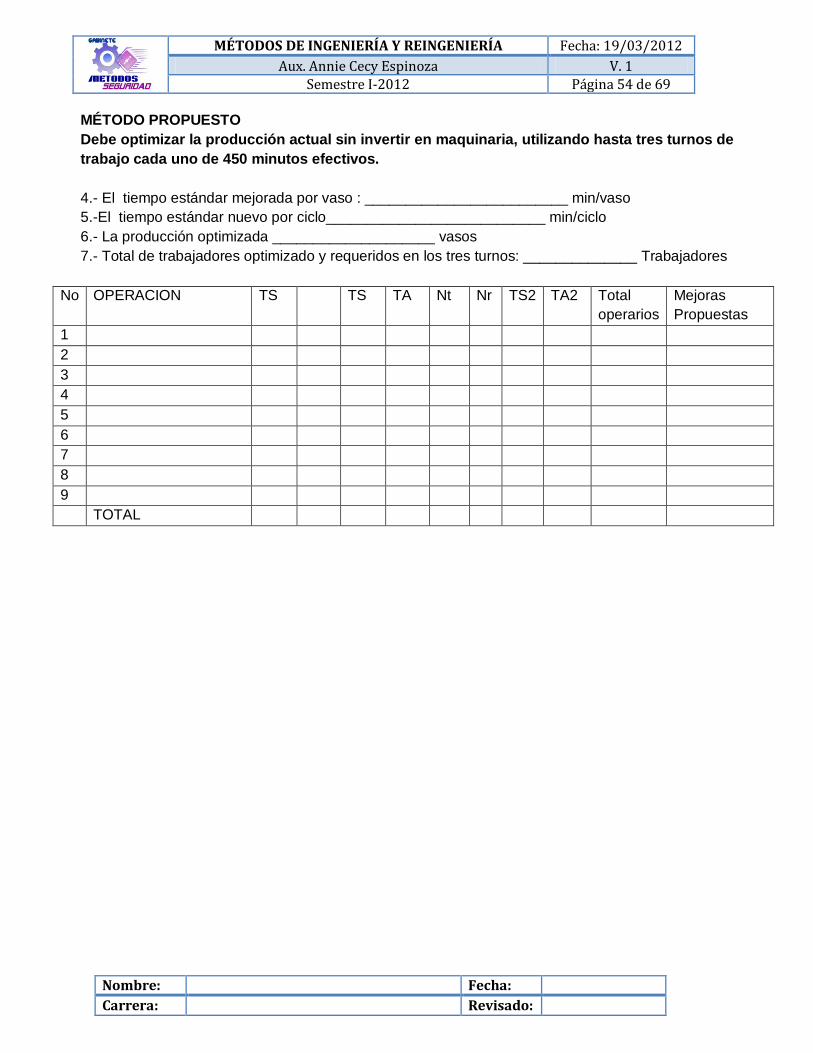
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 54 de 69
Nombre: Fecha:
Carrera: Revisado:
MÉTODO PROPUESTO
Debe optimizar la producción actual sin invertir en maquinaria, utilizando hasta tres turnos de
trabajo cada uno de 450 minutos efectivos.
4.- El tiempo estándar mejorada por vaso : _________________________ min/vaso
5.-El tiempo estándar nuevo por ciclo___________________________ min/ciclo
6.- La producción optimizada ____________________ vasos
7.- Total de trabajadores optimizado y requeridos en los tres turnos: ______________ Trabajadores
No OPERACION TS TS TA Nt Nr TS2 TA2 Total
operarios
Mejoras
Propuestas
1
2
3
4
5
6
7
8
9
TOTAL

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 55 de 69
Nombre: Fecha:
Carrera: Revisado:
PRÁCTICA 8 INGENIERÍA INDUSTRIAL CAPSULAS RESFRIO
En una empresa farmacéutica se fabrica cápsulas para el resfrío, se trabaja de lunes a viernes 7 horas efectivas de trabajo y el costo de la mano de obra es de Bs. 10 por hora, el costo de funcionamiento de cualquier maquina es de Bs.16 hora. El componente principal es el ácido acetilsalicilico concentrado (importado). En la primera etapa del proceso, el ácido pasa a un molino mezclador homogenizador que tiene una capacidad de 400 kilos, donde se introduce 300 kilos de ácido acetilsalicilico que llega del almacén de materias primas, y además de 80 kilos de maleato de clorofeniramina, 20 kilos de clorihidrato de fenilpanolamina y trazas de otros excipientes que se almacenan en la sección. El tiempo normal de atención del operario por maquina es de 8 minutos y el homogenizador tarda un tiempo estándar de 55 minutos por carga. Una vez homogenizada la mezcla, mediante una tubería neumática se pasa la mezcla a las tolvas de las maquinas encapsuladoras. La empresa cuenta con 4 encapsuladoras semiautomáticas cada una con una capacidad de 100 kg y operadas por 4 operarios. El tiempo en que una maquina tarda en producir 2000 cápsulas de 50 gr. es de 45 minutos. Para saber el tiempo normal de descarga, puesto que la carga es automática por la tubería neumática, se analizaron 3 ciclos bajo cronometraje repetitivo y se valoro por ciclo según la siguiente tabla. El tiempo Estándar de caminar de una maquina a otra es 1 minuto.
Tc Valoración
Ciclo 1 10 80
Ciclo 2 9 90
Ciclo 3 15 60
Una vez descargadas, las cápsulas llenas pasan mediante cintas transportadoras hasta el siguiente puesto, donde se realiza una inspección automática y computarizada mediante un scaner especial y un dispositivo que separa las cápsulas con fallas. Esta inspección tiene un tiempo Sintético de 1 segundo por capsula. Las cápsulas son embotelladas en frascos plásticos que se fabrican en la empresa en una línea semimanual que tiene 4 puestos de trabajo operadas por 4 operarios con las siguientes capacidades o rendimientos normales:
OPERACION Pzas/hora
Soplado de frascos plast. 80
Corte de rebabas 160
Serigrafia 300
Termofijación y secado 200
Los frascos plásticos antes de ser llenados con medicamentos son inspeccionadas al 100 % por una operaria muy especializada en este tipo de control, cuyo tiempo se estableció por el sistema MTM y se obtuvo los siguientes movimientos, lográndose inspeccionar con ambas manos un solo frasco. EF, R28B, G1C3, M24C, EF, TM180, M28B, RL1 (DISTANCIA EN CENTÍMETROS) Una vez inspeccionados los frascos pasan, por cinta transportadora, al alimentador de una maquina llenadora y tapadora semimanual que introduce 50 cápsulas por frasco y los tapa automáticamente (las tapas son importadas). La maquina llenadora y tapadora, tiene fallas y solo funciona el 85% del tiempo. Para determinar el tiempo de esta operación durante 40 horas de análisis, el operador de esta maquina logró llenar y

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 56 de 69
Nombre: Fecha:
Carrera: Revisado:
tapar 3200 frascos con una actuación normal. Luego de esto, mediante una banda transportadora los frascos pasan a las mesas de encajonado. En el encajonado, cada frasco se lo colocan en una caja individual. En esta operación se tiene 2 operarias y para determinar el tiempo se tomaron tiempos cronometrados a una operaria (en segundos por frasco) por el sistema acumulativo de 5 ciclos, estableciéndose una valoración de 120 puntos escala inglesa en todos los ciclos. Luego mediante una cinta transportadora las cajas pasan a la empaquetadora.
CICLO 1 CICLO 2 CICLO 3 CICLO 4 CICLO 5
120 245 375 495 625
Finalmente las cajas son empaquetadas en forma manual por una operaria con papel plastificado impreso con la marca de la empresa. Cada paquete contiene de 10 cajas de una botella o frasco cada una. Para establecer el tiempo de esta operación un experto determino por el método de la evaluación analítica un tiempo normal de 10 minutos por paquete de 10 cajas. Posteriormente estos paquetes son transportados en carritos al almacén de productos terminados. Para determinar la tolerancia variable en todos los puestos se debe considerar que se esta de pie, la iluminación es sumamente inadecuada, trabajo fino de gran cuidado, ruido intermitente fuerte, proceso que requiere amplia atención y muy aburrido tanto para varones como para damas. MÉTODO ACTUAL
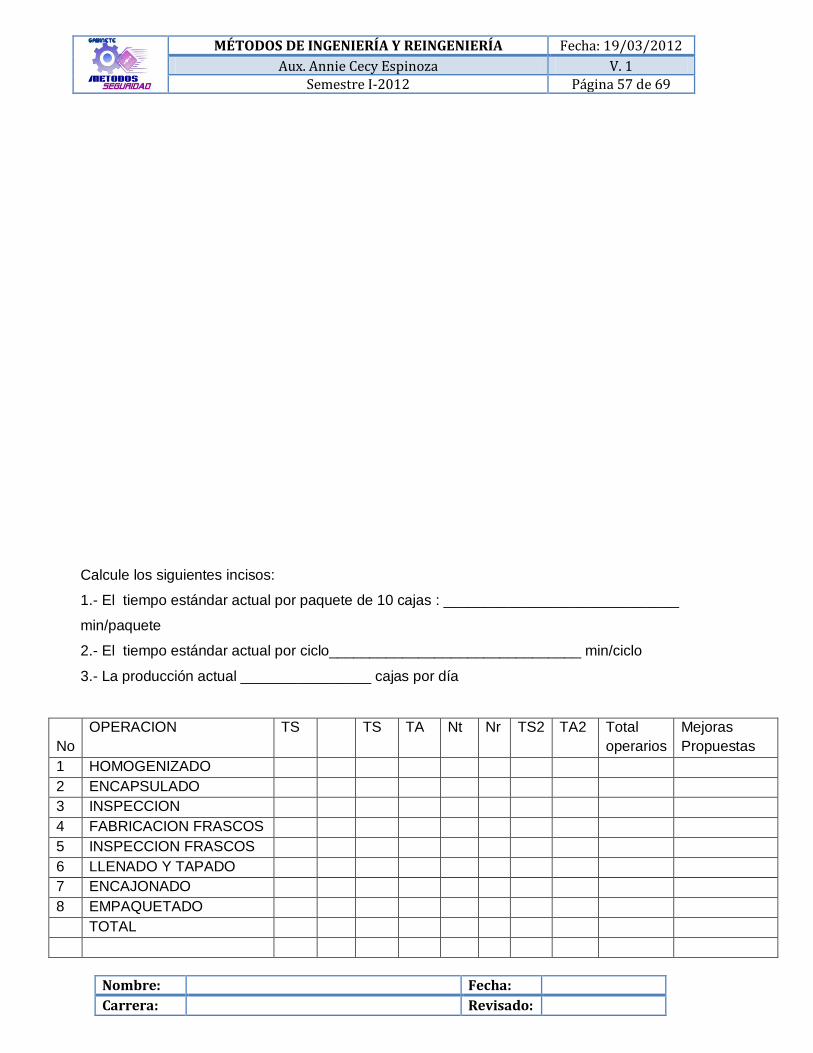
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 57 de 69
Nombre: Fecha:
Carrera: Revisado:
Calcule los siguientes incisos:
1.- El tiempo estándar actual por paquete de 10 cajas : _____________________________
min/paquete
2.- El tiempo estándar actual por ciclo_______________________________ min/ciclo
3.- La producción actual ________________ cajas por día
No
OPERACION TS TS TA Nt Nr TS2 TA2 Total
operarios
Mejoras
Propuestas
1 HOMOGENIZADO
2 ENCAPSULADO
3 INSPECCION
4 FABRICACION FRASCOS
5 INSPECCION FRASCOS
6 LLENADO Y TAPADO
7 ENCAJONADO
8 EMPAQUETADO
TOTAL

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 58 de 69
Nombre: Fecha:
Carrera: Revisado:
MÉTODO PROPUESTO
Debe optimizar la producción actual sin invertir en maquinaria, utilizando hasta dos turnos de
trabajo cada uno de 450 minutos efectivos.
4.- El tiempo estándar mejorado por paquete de 10 cajas : _________________________
min/paquete
5.-El tiempo estándar nuevo por ciclo___________________________ min/ciclo
6.- La producción optimizada ____________________ cajas por dia
7.- Número requerido de trabajadores por jornada: ____________________ trabajadores
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 59 de 69
Nombre: Fecha:
Carrera: Revisado:
PRÁCTICA 9 LECHE
En una comunidad rural se ha instalado una pequeña planta procesadora de leche donde se trabaja de lunes a viernes solo un turno de 7 horas efectivas. Como los trabajadores son socios de la empresa se determino pagar solo $us 8 por hora indistintamente sea el trabajo de día o de noche. Se ha calculado que el costo promedio por maquina es de 12 $ hora. Esta empresa ha suscrito un contrato con el municipio con el fin de dotar bolsitas de leche saborizada para que sean distribuidas como desayuno escolar en las escuelas del municipio. Es por este motivo que esta planta se limita solo a producir este producto y tiene un proceso de producción barato ya que es semiautomático. La leche que es la materia prima es suministrada por los socios de la empresa diariamente y viene en tachos lecheros de 50 litros y se los guardan en un almacén refrigerado. El proceso se inicia cuando un operario transporta un tacho lechero de 50 litros del almacén refrigerado, en una carretilla , hasta la maquina pasteurizadora en un tiempo normal de 10 minutos por viaje. Como condiciones de trabajo, se tiene que se lo debe hacer de pie, manipulando 50 kilos y que es un trabajo muy monótono. En la pasteurizadora, se da un tratamiento térmico a la leche que destruye los microorganismos lácteos elevando la leche a elevadas temperaturas durante 15 a 30 segundos y después se la enfría rápidamente. Esta maquina es atendida por un operario y tiene una capacidad de 200 litros de leche y es preferible que funcione con toda su capacidad. El cargado manual de los 100 litros a la
pasteurizadora tiene un tiempo normal de 3 minutos debiendo tener una tolerancia variable de 41%. El pasteurizado tarda un tiempo estándar de 30 minutos por cada carga, terminado dicho proceso mediante una bomba de absorción la leche pasteurizada pasa automáticamente a un tanque contenedor común que distribuye la leche mediante tuberías a los homogenizadores. El homogenizado estabiliza la emulsión de grasa y la mantiene uniformemente dispersa en el liquido, además confiere un sabor mas dulce y una textura mas suave a la leche. La empresa cuenta con 4 maquinas de homogenizado de 50 litros cada una, operadas por 2 trabajadoras (una operaria atiende 2 maquinas), el cargado de las homogenizadoras es automático mediante el tanque común y con un sistema de bombas y tuberías, Cada maquinas tardan un tiempo Estándar de 60 minutos para homogenizar su carga de 50 litros. La operaria debe descargar la homogenizadora accionado una bomba manual que vacia el homogenizador y lleva la lecha a un tanque para el saborizado. El tiempo estándar para trasladarse de una maquina a otra es de 5 minutos. Para determinar el tiempo de descarga de los homogenizadores, se efectuó las siguientes 5 observaciones bajo cronometraje repetitivo y con valoración de la actuación en escala inglesa, debiéndose considerar una tolerancia variable solo por estar de pie.
1era Observ. 2a Observ 3ra Observ 4ta Observ 5ta Observ
Tc Fn Tc Fn Tc FN Tc Fn Tc Fn
19,00 0,60 14,00 0,90 16,00 0,75 10,00 1,20 15,00 0,80
La leche homogenizada mediante las bombas manuales pasa a 2 tanque de mezclado de 100 litros de capacidad cada uno con su operaria. Esta operación se la denomina saborización de la leche, donde se tiene 2 operadoras quienes adicionara colorantes, azúcar y saborizantes mezclando y controlando los grados brix de la leche. El tiempo cronometrado promedio para la adición y mezclado de los aditivos indicados por tanque fue 45 minutos para una operaria quien mantuvo una actuación de 80 puntos en escala inglesa, debiéndose considerarse una tolerancia variable solo por estar de pie y que es un trabajo muy monótono y muy aburrido. Realizada la saborización, la leche con sabor pasa por medio de un bombeo automático a el tanque de las maquinas envasadoras.
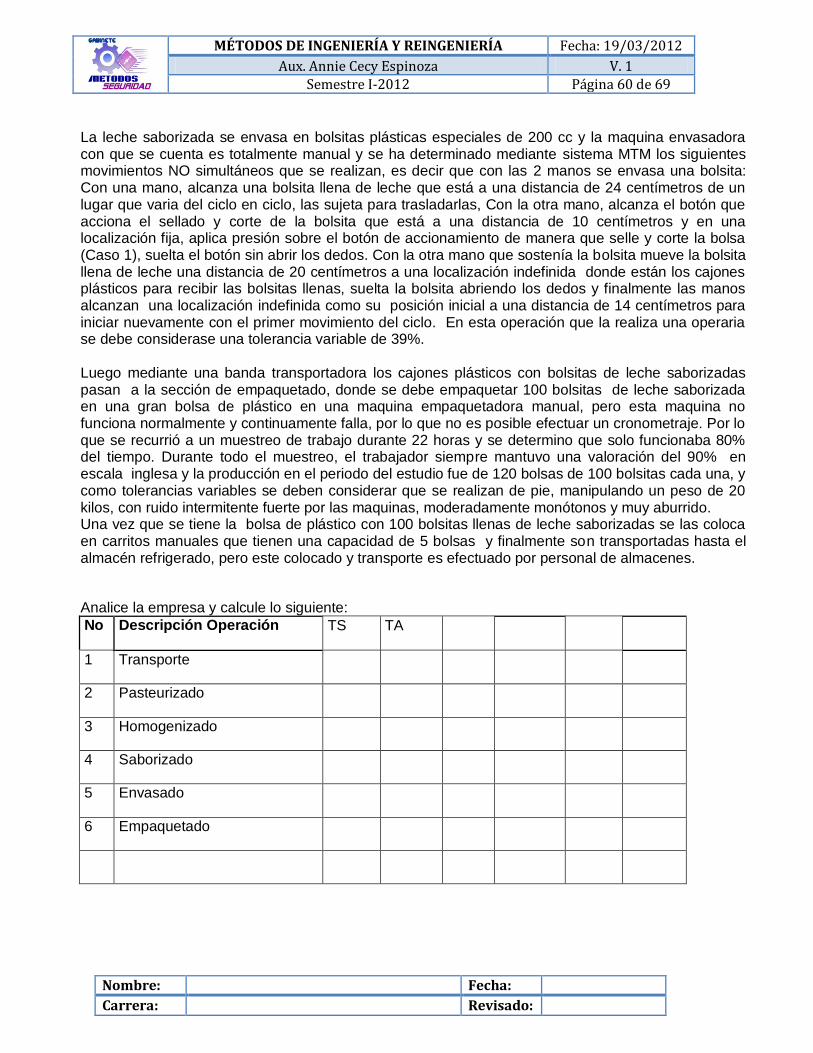
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 60 de 69
Nombre: Fecha:
Carrera: Revisado:
La leche saborizada se envasa en bolsitas plásticas especiales de 200 cc y la maquina envasadora con que se cuenta es totalmente manual y se ha determinado mediante sistema MTM los siguientes movimientos NO simultáneos que se realizan, es decir que con las 2 manos se envasa una bolsita: Con una mano, alcanza una bolsita llena de leche que está a una distancia de 24 centímetros de un lugar que varia del ciclo en ciclo, las sujeta para trasladarlas, Con la otra mano, alcanza el botón que acciona el sellado y corte de la bolsita que está a una distancia de 10 centímetros y en una localización fija, aplica presión sobre el botón de accionamiento de manera que selle y corte la bolsa (Caso 1), suelta el botón sin abrir los dedos. Con la otra mano que sostenía la bolsita mueve la bolsita llena de leche una distancia de 20 centímetros a una localización indefinida donde están los cajones plásticos para recibir las bolsitas llenas, suelta la bolsita abriendo los dedos y finalmente las manos alcanzan una localización indefinida como su posición inicial a una distancia de 14 centímetros para iniciar nuevamente con el primer movimiento del ciclo. En esta operación que la realiza una operaria se debe considerase una tolerancia variable de 39%. Luego mediante una banda transportadora los cajones plásticos con bolsitas de leche saborizadas pasan a la sección de empaquetado, donde se debe empaquetar 100 bolsitas de leche saborizada en una gran bolsa de plástico en una maquina empaquetadora manual, pero esta maquina no funciona normalmente y continuamente falla, por lo que no es posible efectuar un cronometraje. Por lo que se recurrió a un muestreo de trabajo durante 22 horas y se determino que solo funcionaba 80% del tiempo. Durante todo el muestreo, el trabajador siempre mantuvo una valoración del 90% en escala inglesa y la producción en el periodo del estudio fue de 120 bolsas de 100 bolsitas cada una, y como tolerancias variables se deben considerar que se realizan de pie, manipulando un peso de 20 kilos, con ruido intermitente fuerte por las maquinas, moderadamente monótonos y muy aburrido. Una vez que se tiene la bolsa de plástico con 100 bolsitas llenas de leche saborizadas se las coloca en carritos manuales que tienen una capacidad de 5 bolsas y finalmente son transportadas hasta el almacén refrigerado, pero este colocado y transporte es efectuado por personal de almacenes.
Analice la empresa y calcule lo siguiente:
No Descripción Operación TS TA
1 Transporte
2 Pasteurizado
3 Homogenizado
4 Saborizado
5 Envasado
6 Empaquetado
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 61 de 69
Nombre: Fecha:
Carrera: Revisado:
MÉTODO ACTUAL
1. Bajo las condiciones actuales el tiempo Estándar por ciclo es de ___________ min/unidad productiva
2. El tiempo Estándar actual por bolsita de leche saborizada ______________ min/bolsita. 3. La Producción estándar actual por jornada es ________________ bolsitas.
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 62 de 69
Nombre: Fecha:
Carrera: Revisado:
MÉTODO PROPUESTO
4. Optimice y calcule la máxima producción en 3 turnos: ____________ bolsitas/3 turnos El tiempo Estándar mejorado por bolsita de leche saborizada ______________ min/bolsita

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 63 de 69
Nombre: Fecha:
Carrera: Revisado:
PRÁCTICA 10 TOALLAS HIGIENICAS
La empresa Peruana “MIMOSA” fabrica toallas higiénicas para mujer. Trabaja solo 6 horas efectivas
por día de lunes a viernes. El salario por hora de cualquier operario es de 4 Soles y el costo maquina
promedio de cualquier maquina es de 5 Soles por hora. Se ha establecido para todas las operaciones,
una tolerancia variable total del 21% para hombres y 29% para mujeres. A continuación se detalla
cada etapa del proceso.
En la primera etapa del proceso, se realiza el triturado de la pulpa de papel en tres maquinas
trituradoras de pulpa que convierte la pulpa en una pelusa semejante al algodón. Cada una de las tres
maquinas trituradoras tiene su operario. Estas maquinas cuentan cada una con un dispositivos de
alimentación que tiene una capacidad de 200 kilos de pulpa. El tiempo normal para el llenado del
dispositivo de alimentación de la trituradora es de 15 minutos y el tiempo que tarda la maquina en
convertir automáticamente en pelusa su carga es de 60 minutos. La descarga es automática. El
operario camina de una maquina a otra en 3 minutos. Toda la pelusa producida por las 3 trituradoras
pasa mediante una cinta a la siguiente etapa.
La segunda etapa es el moldeado de la pelusa suavizada de pulpa en tiras o bandas, lo que se logra
en una máquina de moldeado automático de toallas. La maquina moldeadora mediante un sistema de
rodillos jala y concentra la pelusa de manera de lograr una tira larga con la misma concentración y
espesor. La producción Estándar establecida para esta maquina es 1 toneladas por hora. A pesar de
ser automática, el funcionamiento es controlado por un operario. Se obtiene una tira continua de
pelusa que por una cinta transportadora pasa a la siguiente etapa.
En la tercera etapa, se tiene dos operarios con dos máquina de moldeado semejantes a la anterior,
pero en este caso, la maquina moldeadora jala y concentra algodón absorbente en vez de la pelusa
de pulpa, lográndose una tira larga concentrada pero con la espesor menor. En este caso las
maquinas no son enteramente automáticas puestos que el operario debe cargar manualmente la
tolva de alimentación que tiene una capacidad de 100 kilos de algodón. Para calcular el tiempo del
operario de esta etapa se determino un tiempo cronometrado para el llenado del dispositivo de
alimentación de 16 minutos con una valoración de 110 escala inglesa y el tiempo Estándar en que la
maquina convierte toda su carga en la lamina de algodón es de 45 minutos. El operario camina de
una maquina a otra en 3 minutos. La descarga es automática a través de un dispositivo que coloca la
lámina de algodón absorbente por encima y otra por debajo de la tira de pelusa obtenida en el
anterior proceso. Se logra una capa de algodón por encima, al medio pelusa de pulpa y por debajo
otra vez algodón. (La proporción en peso es la tercera parte del peso de la pelusa).
En la cuarta etapa, se tiene una maquina que coloca una cinta de polietileno impermeable solo sobre
el lado superior de la tira formada y corta la tira en la longitud que tendrá la toalla. El rollo de la cinta
de polietileno impermeable que se utiliza pesa 20 kilos y alcanza para 100.000 toallas higiénicas. La
producción automática y Estándar establecida para esta maquina es el equivalente a 50.000 toallas
higiénicas por hora. Para saber el tiempo normal en el que una operaria coloca el rollo de cinta en la
maquina, se dividió esta operación manual en 2 elementos y se analizaron 2 ciclos bajo cronometraje
repetitivo y se valoro por ciclo según la siguiente tabla.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 64 de 69
Nombre: Fecha:
Carrera: Revisado:
Elem. 1 Elem. 2 Valoración
Ciclo 1 3 11 80
Ciclo 2 4 13 90
En la quinta etapa, se coloca cada pieza cortada dentro de un tubo de tela no tejida, que sujeta a la
toalla en su conjunto. Se tiene 2 maquinas embutidoras cada una con una capacidad equivalente a
410 kilos de toallas higiénicas en proceso, y cada maquina cuenta con dos operarias. Las dos cargan
una a una las toallas cortadas en el dispositivo de alimentación de la maquina. El tiempo
cronometrado para que una operaria coloque una pieza en el dispositivo es de 0,2 segundos con
valoración de 90 puntos escala inglesa, y además, deben colocar entre las dos, el rollo de tela no
tejida que logra pesar 75 kilos en otro dispositivo de cada maquina para que se pueda realizar
automáticamente el embutido de las toallas, en un tiempo normal de 6 minutos. La maquina tarda un
tiempo estándar de 95 minutos, hasta culminar de embutir los 410 kilos de toallas en proceso y
terminar también el rollo de tela no tejida. El tiempo Estándar de ir de una maquina a otra es de 1
minutos.
La sexta etapa es el pegado a la toalla de un papel de silicona usando un adhesivo de alta
temperatura. Cuando este papel es liberado, durante el uso, el adhesivo permite fijar la toalla a la ropa
interior. La maquina puede colocar papel adhesivo a 10 toallas higiénicas por segundo. El rollo de
papel de silicona que se utiliza pesa 30 kilos y alcanza para 100.000 toallas higiénicas. Para
determinar el tiempo que se tarda el colocar o cambiar el rollo a la maquina, se tomaron tiempos
cronometrados a la operaria (minutos por 100000 toallas) por el sistema de vuelta a cero de 4 ciclos,
estableciéndose una valoración de 85 puntos escala inglesa en todos los ciclos. Luego mediante una
cinta transportadora las toallas embutidas dentro el tubo de tela no tejida pasan al cortado.
CICLO 1 CICLO 2 CICLO 3 CICLO 4
44 42 44 46
En esta 7ma. etapa, las toallas individuales que aún están unidas en conjunto son cortadas en piezas.
Se tiene 3 maquinas cortadoras que tienen por finalidad prensar uniendo la tela no tejida en los
extremos de la toalla y cortan individualmente las mismas. El único encargado de estas maquinas
afirma que estas maquinas van fallado frecuentemente y el porcentaje del tiempo en que una maquina
no trabaja es del 20%, pero cuando trabajan, cada maquina logra cortar 100.000 toallas en un tiempo
estándar de 145 minutos, incluyendo su carga y descarga. Terminado dicho proceso mediante una
cinta transportadora las toallas cortadas pasan al embolsado. En este punto cada toalla llega a pesar
10 gramos.
A medida que van saliendo de la cortadora, 5 operarias colocan en forma manual 1 bolsitas plástica a
cada toalla. El tiempo de esta operación, se estableció por el sistema MTM y se obtuvo los siguientes
movimientos simultáneos, es decir que con cada mano se manipula una toalla y se la coloca en una
bolsita. Los movimientos determinados son EF, R10B, G3, M8C, RL1 (distancia en centímetros).
Finalmente, las toallas higiénicas en sus bolsas individuales pasan mediante una banda al embolsado
donde una operaria coloca 20 toallas en una bolsa plástica grande y mediante un pedal pone en
funcionamiento la maquina empaquetadora y sella las bolsas. El tiempo estándar de este
empaquetado es de 2 segundos por bolsa. Posteriormente las bolsas son transportadas hasta el
almacén de ventas por personal de ventas.

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 65 de 69
Nombre: Fecha:
Carrera: Revisado:
MÉTODO ACTUAL
Calcule los siguientes incisos:
1.- El tiempo estándar actual por bolsa : _____________________________ min/bolsa
2.- El tiempo estándar actual por ciclo_______________________________ min/ciclo
3.- La producción actual ________________ toallas
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 66 de 69
Nombre: Fecha:
Carrera: Revisado:
MÉTODO PROPUESTO
Debe mejorar el método actual sin invertir en maquinaria, utilizando hasta dos turnos de 450
minutos efectivos.
4.- La producción optimizada ____________________ toallas higiénicas.
5.- El número total de trabajadores en los dos turnos ____________________ Trabajadores.
No OPERACION TS TS TA Nt Nr TS2 TA2 Total
operarios
Mejoras
Propuestas
1
2
3
4
5
6
7
8
9
TOTAL

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 67 de 69
Nombre: Fecha:
Carrera: Revisado:
CEDULAS DE IDENTIDAD
Se desea optimizar el proceso de renovación de cedulas de identidad para lo cual se analizo el proceso actual
considerado como antiguo, que tiene siete etapas básicas, cuyos detalles son los siguientes:
La primera etapa consiste en la venta de valorados realizada por un funcionario. El tiempo cronometrado para
esta operación es de 30 segundos por persona y la actuación del funcionario fue valorada con 110 puntos en
escala RASA.
La segunda etapa es la búsqueda de los registros de antecedentes para cada solicitud de renovación, realizada
en forma manual e individual por una funcionaria, en los archivos de antecedentes de la institución. Para
determinar el tiempo de esta etapa se procedió a medir un tiempo cronometrado que fue 6 minutos por
antecedente, pero con un factor de nivelación de 0.85, La tolerancia variable para esta operación es la
establecida para todo el proceso. Luego los documentos pasan a la cuarta etapa u operación.
En la tercera operación, un funcionario dactilógrafo realiza el llenado a maquina de los datos en la cédula,
actualiza los antecedentes y toma las huellas digitales al interesado. Para determinar su tiempo Standard, se
cronometró (en minutos) lotes de 5 CEDULAS durante 3 ciclos con el sistema vuelta a cero y se valoro en
escala inglesa ciclo por ciclo. Esta tarea se dividió en 3 elementos y se valoro por ciclo. Pasando luego las
cedulas a la siguiente etapa para la foto.
Elemento 1 Elemento 2 Elemento 3 Valoración
Ciclo 1 3 7 12 125
Ciclo 2 5 10 14 90
Ciclo 3 7 11 15 80
En la cuarta etapa otro funcionario toma una fotografía al interesado con sus respectivo numero de cedula, con
una cámara digital en un tiempo normal de 3 minutos por foto. La impresión de la foto se efectúa en tres
impresoras láser especiales controladas y operadas por el mismo funcionario. Como las impresoras utilizan un
papel especial, este debe ser cargado y descargado manualmente en cada impresora con todo cuidado por el
operador, en un tiempo normal de 6 minutos por lote de 10 fotos. El tiempo estándar de impresión de cada
maquina, es de 10 fotos en 12 minutos. El tiempo de ir de una impresora a otra es despreciable. Las fotos
impresas pasan a la siguiente etapa.
En la quinta etapa se realiza el pegado de las fotos a los carnets según el número respectivo. La operación de
pegado de fotos se hace en forma manual, tarea que la realiza una auxiliar administrativa. Para establecer el
tiempo requerido para el pegado de una foto, se ha utilizado la técnica del MTM, para lo cual los movimientos
determinados por documento son R24B, G1C3, M30B, P1NSD, AP2, M28A, RL1, (distancia en centímetros y
suplemento variable del 14%). Luego otra funcionaria lleva todo el lote de cédulas con fotos pegadas al Director
departamental de identificación en un tiempo estandarizado promedio (ida y vuelta) de 5 minutos, independiente
del tamaño de lote.
La sexta etapa se realiza en la Dirección Departamental de identificación donde el director firma la cedula de
identidad y mediante un muestreo del trabajo se ha determinado que el Director efectúa la firma del cheque en
un tiempo promedio normal de 8 segundos por cedula. Pero solo logra destinar el 50% del tiempo de la
jornada de trabajo a la firma de cedulas. Finalmente se pasa las cedulas firmadas a la siguiente etapa para su
plastificado.
Las cedulas firmadas pasan a la sección de plastificado. En esta sección se tiene 3 plastificadoras de alto
rendimiento cada una operada por un funcionario. El tiempo normal de carga de 25 cedulas en cada

MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 68 de 69
Nombre: Fecha:
Carrera: Revisado:
plastificados es de 0,1 Horas y el de descarga de las bandejas de cada plastificadota es 0.05 Horas. El tiempo
Standard para trasladarse de una maquina a otra en promedio es 0.01 Horas, el tiempo Standard de plastificado
de las 25 cedulas que se cargan es de 0.50 Horas. El funcionario gana 16 Bs. por jornada de 8 horas y el costo
por máquina es de 10 Bs. /hora. Finalmente se llevan las cedulas al mesón de entrega a los interesados.
Usted deberá determinar la número actual de cedulas de identificación que se procesa por día considerando que
se trabajan solo 8 horas efectivas por día. Como tolerancia variable debe considerarse que el trabajo es
mayormente de pie, con una posición ligeramente incomoda, iluminación muy inferior a lo recomendado, ruido
intermitente muy fuerte y de alto volumen generado por las personas que se atiende, esfuerzo mental
moderadamente complicado y moderadamente monótono, en los puestos que requieran este dato y no se lo
especifica.
MÉTODO ACTUAL
a) Determine cual es el tiempo standard actual por cedula : _________ Minutos /cedula
b) Determine cual es la producción actual por jornada : _________ cedulas/jornada
ETAPA Ts Ts Ta Nt Nr Ts2 Ta2
TOTAL
MÉTODOS DE INGENIERÍA Y REINGENIERÍA Fecha: 19/03/2012
Aux. Annie Cecy Espinoza V. 1 Semestre I-2012 Página 69 de 69
Nombre: Fecha:
Carrera: Revisado:
MÉTODO PROPUESTO
Como existe gran numero de renovaciones de cedulas de identidad por el referéndum revocatorio, se le pide
que rediseñe y optimice el proceso para poder lograr la máxima producción en un turno de 8 horas efectivas,
aumentando el numero de funcionarios necesarios en cada puesto considerando que solo el Director
Departamental de Identificación puede firmar las cedulas y en este puesto no puede aumentarse otro
funcionario.
c) Determine cual es el nuevo tiempo Standard por cedula : _________ Minutos /cedula
d) Determine cual es la producción propuesta por jornada : _________ Cedulas/jornada
e) Cual es el numero total de funcionarios requeridos para la producción propuesta : _______
funcionarios.