introducciÓn - biblioteca virtual ujap | just … · 1.4.2 proceso de soplado pet en alpla de...
TRANSCRIPT
1
INTRODUCCIÓN
Una economía globalizada, mercados altamente competitivos y un entorno
variable donde la velocidad del cambio sobrepasa nuestra capacidad de respuesta la
cual nos lleva a analizar y estudiar una serie de variables que quizá tiempos atrás no
eran de tanto revuelo como ahora. Particularmente, la imperativa necesidad de
redimensionar la industria implica para el mantenimiento, retos y oportunidades que
merecen ser valoradas. El mantenimiento produce un bien real que se puede apreciar
en la capacidad de producir con calidad, seguridad y rentabilidad, brindando también
la confiabilidad y disponibilidad de los equipos.
Debido a que el ingreso proviene de la venta de un producto la empresa centra
sus esfuerzos a la mejora de la producción. El mantenimiento es una tarea que se hace
cada vez más necesaria al querer producir continuamente, es por esto que con el paso
del tiempo este concepto se torna más amplio y se hace cada vez más importante si
queremos conservar nuestra producción y paralelamente mantener los equipos en
condiciones óptimas.
Es por esto que la Empresa ALPLA de Venezuela, S.A, planta Valencia, ha
decidido mejorar sus tareas de mantenimiento con el fin de mejorar las condiciones
de trabajo de los equipos, y por ende aumentar su eficiencia.
Con esta propuesta se busca disminuir el número de paradas no programadas
en las líneas, brindándole a la empresa un incremento de su producción y reducir las
pérdidas que se ocasionan en el tiempo inoperativo de un equipo.
2
CAPÍTULO I
LA EMPRESA
ALPLA de Venezuela, S.A. se encuentra ubicada en la Carretera Nacional
Guácara San Joaquín, Estado Carabobo, al lado de la empresa Alimentos Heinz.
ALPLA tiene como actividad principal la elaboración de envases y tapas plásticas,
con un volumen de producción que supera los 45 millones de unidades de envases y
tapas plásticas fabricadas al mes. El departamento de Inyección de Polietileno
Tereftalato (PET). En general, la empresa posee actualmente una capacidad instalada
de 34 máquinas, entre las cuales están máquinas de inyección de plástico, sopladoras
y etiquetadoras, en la planta de San Joaquín, 02 en la planta de Barcelona, 05 más en
la planta de Valencia y 02 en Planta Maracaibo, Estado Zulia. ALPLA posee una
nómina que alcanza los 340 trabajadores entre las cuatro plantas.
1.1 Reseña Histórica:
ALPLA es una empresa de origen austriaco, fundada por Alwin y Helmuth
Lehner en la ciudad de Hard en 1955, Para el Año 1964 ALPLA funda su primera
filial fuera de Austria en Markdorf, Alemania, luego en 1968, hace la gran apertura de
la primera planta de ALPLA en América, ubicada en Carretera Nacional Guacara -
San Joaquín CC ALPLA Nivel 0 Local 0 Zona San Joaquín. Carabobo / Venezuela,
denominándose ALPLA DE VENEZUELA, S.A.
El 04 de Octubre de 1968, Alwin y Helmut Lehner, por medio de un consorcio
austriaco adquieren una empresa local de nombre Teningen ubicada en la Avenida
Las Palmas, Boleíta Caracas, con un capital social totalmente pagado, en sus inicios
se dedicó a fabricar juguetes de plástico manteniendo la tradición de Teningen,
3
siguiendo la iniciativa de introducir sus productos en la industria doméstica, introdujo
al mercado venezolano su famosa botella de plástico manufacturada por primera vez
en el año 1956, en un principio por ser un nuevo tipo de empaque plástico de muy
buena aceptación por el consumidor, tuvo lugar un crecimiento acelerado y de
manera continua, hasta que sus instalaciones fueron insuficientes viéndose precisado
a adquirir un terreno y posterior construcción de una planta en el Municipio San
Joaquín, Estado Carabobo, mudándose allí en el año 1973.
Para el año 1976 ALPLA contaba con 3 plantas de producción a nivel mundial
con más de 1200 empleados. Es en el año 1986 cuando se funda la primera planta IN
HOUSE de ALPLA en Italia, en 1988 ALPLA Austria inaugura el ALPLA Global
Technical Center (TC), en su sede localizada en Hard, posteriormente en el año 1990
se expande por Europa a países como Rusia, República Checa y Polonia. Para el 2007
ALPLA inaugura su planta número 100 en Tianjin, china.
En la actualidad ALPLA cuenta con 134 empresas en 37 países alrededor del
mundo, con más de 12.000 empleados.
1.2 Misión de la Empresa:
Cubrir y cumplir todas las expectativas y exigencias del cliente, teniendo en
cuenta como eje principal llenar todos los requisitos de buena calidad y entrega a
tiempo de sus productos.
1.3 Visión de la Empresa:
Innovar el mercado con nuevas alternativas de empaque en lo que se refiere a
envases y tapas plásticos.
1.4 Proceso Productivo:
ALPLA de Venezuela S.A se encarga de la producción de envases y tapas
plásticas, así como es productor de preformas de Polietileno Tereftalato (PET), los

4
procesos que realiza la empresa para la producción de cada uno de sus productos se
describen a continuación:
1.4.1 Proceso de Inyección PET:
El proceso de inyección PET se emplea para producir artículos de plástico,
consiste básicamente en transportar material termoplástico, que se encuentra en forma
de grano, pasando por un proceso de plastificación donde se funde para luego ser
inyectado en las cavidades del molde de preforma.
Al llegar el conteiner con la materia prima PET en estado sólido granular, este
se descarga en los silos que se encuentran dentro de ALPLA Venezuela S.A planta
San Joaquín, el proceso de descarga dura de 4 a 5 horas por conteiner, ya que cada
uno puede almacenar entre 22.000 a 23.000 toneladas de materia prima. Una vez
hecha la descarga la materia prima pasa por unos secadores para deshumedecerla, ya
que el PET tiene la característica de absorber la humedad del medio ambiente, la
temperatura con la que trabajan los secadores va de 160 a 180 ºC.
Luego la materia prima va bajando por un tornillo sin fin o husillo, donde la
temperatura varía de 145 a 155 ºC al comienzo del husillo, hasta llegar al final del
mismo donde la temperatura aumenta a 275 o 290 ºC. Esto se hace con la finalidad de
poder fundir el material homogenizado, y así proceder al proceso de inyección.
El proceso de inyección se realiza por medio de una máquina HUSKY la cual
cuenta con un molde de 48 cavidades que trabaja con un ciclo de 16 segundos. En el
que se encuentra incluido el sistema de enfriamiento a una temperatura menor de 9ºC,
esto con la finalidad de darle firmeza a la pieza.
Una vez finalizado el proceso de inyección se llenan cestas metálicas o cajas
de cartón con el producto final, las preformas que serán vendidas se embalan en
cestas metálicas para que al momento de ser trasladadas no sufran mayores daños, por

5
consiguiente, las preformas que serán de uso interno en la planta se embalan en cajas
de cartón, debido a que no se trasladaran fuera de la empresa.
Las cestas metálicas y las cajas de cartón usadas para el embalaje y posterior
transporte de las preformas, son traídas de un almacén, donde se guardan en orden y
plegadas de tal forma que ocupen el menor espacio posible dentro del almacén. De
igual forma las cajas de cartón son armadas para su uso, ya que estas vienen dobladas
del almacén. El proceso de soplado aquí descrito se puede apreciar a groso modo con
aquellos datos de mayor relevancia en la Figura 1 (Diagrama de proceso Productivo).
Durante el llenado de cada caja los inspectores de control de calidad PET
deben realizar las inspecciones de calidad pertinentes para aprobar la producción.
Toman las muestras de inspección por atributos y variables.
Después de llenada una caja de cartón esta se tapa y se fleja, las cestas
metálicas después de ser llenadas solo se amarran, luego, ambas son llevadas al
almacén de producto terminado para ser despachadas a los clientes, dicho almacén se
divide en Almacén de producto Semi-terminado para las cajas de cartón y Almacén
de producto terminado para las cestas metálicas.
1.4.2 Proceso de Soplado PET en ALPLA de Venezuela S.A planta Valencia:
Este proceso se realiza por medio de una máquina de soplado y estirado,
donde la materia prima son preformas de Polietileno Tereftalato (PET), estas se
colocan en una tolva, donde se hacen llegar a la máquina de soplado y estirado por
medio de un riel que recibe el nombre de Riel de Carga.
Se pone en marcha la máquina sopladora marca SIDEL con la finalidad de
realizar los ajustes de proceso pertinentes, como: ajustes del riel de carga según
tamaño de la preforma, ajustes de receta según el tipo de botella que se desee soplar,
ajustes en la rueda de transferencia de salida, según el tipo de botella soplada se

6
ajusta para que este transfiera la botella soplada hasta el riel del transportador
neumático, entre otros.
Las botellas sopladas son introducidas a un transportador neumático marca
Zecchetti por medio de la rueda de transferencia de salida, los transportadores
neumáticos se encargan de llevar la botella hasta la sección de etiquetado, donde se
les coloca la etiqueta según el tipo de producto que contendrá la botella, dicho
etiquetado se realiza en etiquetadoras marca KRONES. Luego las botellas son
transportadas a la zona de llenado en FEMSA Coca-Cola, el proceso por el que pasa
la preforma PET (materia prima de la botella terminada) una vez se encuentra
almacenada en cestas metálicas y hasta ser un producto terminado listo para
almacenar el producto que contendrá, es fácilmente apreciable en la Figura 1
(Diagrama de Proceso Productivo).
1.4.3 Diagrama de Proceso Productivo de Preformas PET y Botellas Plásticas:
Figura 1. Diagrama de Proceso Productivo de Preformas PET y Botellas Plásticas.
Fuente: Archivos de ALPLA.
7
1.4.4 Proceso de Soplado Convencional:
Se realiza por medio de una máquina sopladora, donde la materia prima es
resina, esta se transporta por medio de tuberías desde el departamento de materia
prima hasta la máquina sopladora como se muestra en la Figura 2, en el área de
dosificación en la misma máquina, se regula el porcentaje de resina y porcentaje de
masterbach (colorante), el cual dependerá de las especificaciones del cliente. Esta
mezcla de resina y masterbach pasa por el proceso de plastificación y entra en el
molde, donde es soplado y finalmente sale el producto terminado.
1.4.5 Proceso de Inyección Tapas:
Este proceso se realiza por medio de una máquina inyectora, dichas máquinas
son usadas para fabricar diferentes tipos de productos sólidos mediante la inyección
directa del plástico para formar el producto terminado, entre los productos que
pueden ser fabricados con la maquinaria de inyección se encuentran envases, botellas
de plástico, utensilios domésticos, así como tapas, unos de los productos fabricados
en ALPLA de Venezuela.
La máquina posee un dosificador donde la materia prima que es resina, es
transportada por tuberías como se muestra en la Figura 2 y llega a la máquina
inyectora específicamente al dosificador, el cual regula el porcentaje de resina y
porcentaje de masterbach (colorante), que dependerá de las especificaciones
requeridas por el cliente. Esta mezcla de resina y masterbach pasa por el proceso de
plastificación y entra en el molde donde es inyectada y finalmente sale el producto
terminado al que el operario realiza el primer chequeo visual, posteriormente control
de calidad realiza las inspecciones mediante las especificaciones establecidas, de
aprobarse la producción se procede al embalaje y posterior despacho del producto
terminado al cliente.

8
1.4.6 Diagrama de Proceso Productivo Soplado Convencional y Tapas Plásticas:
Figura 2. Proceso Productivo de Envases y Tapas Plásticas.
Fuente: Archivos de ALPLA.
1.5 Organigrama de ALPLA de Venezuela S.A:
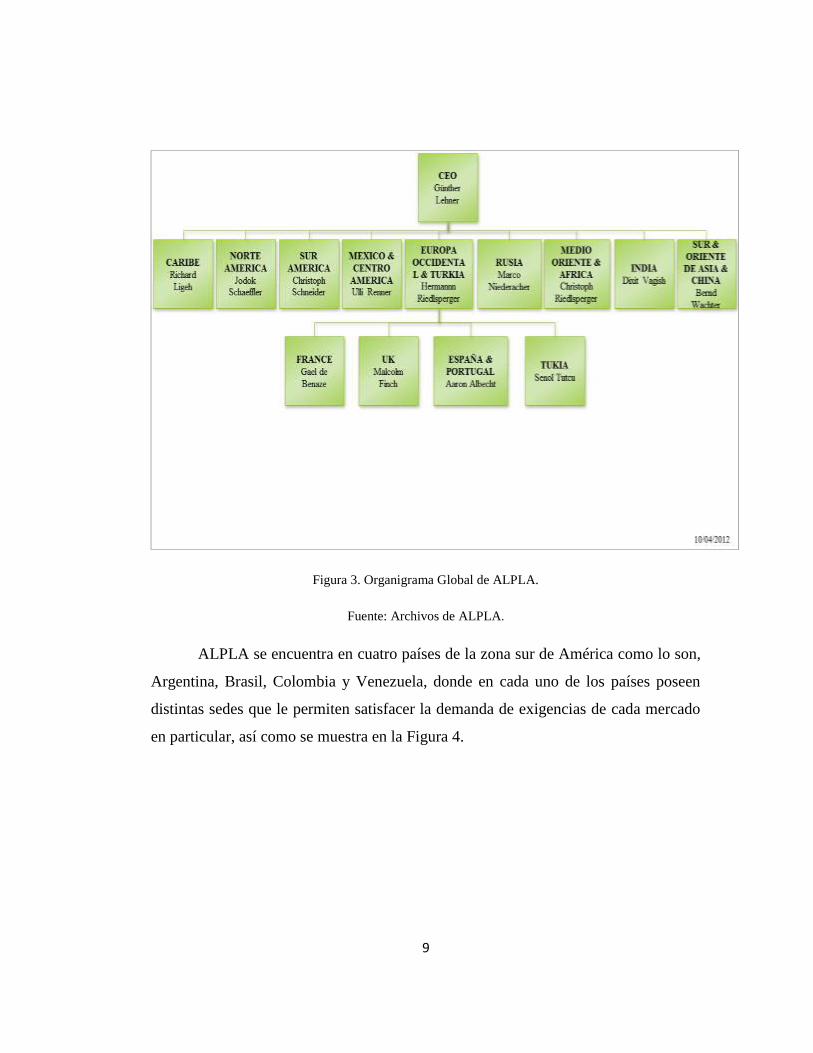
ALPLA se encuentra presente en 37 países a nivel mundial, cada zona
geográfica consta de una gerencia regional asignada, que vela por el correcto
funcionamiento de las plantas a su cargo, como se puede apreciar en la Figura 3,
donde se observan las principales zonas geográficas donde se encuentra distribuida
ALPLA a nivel mundial junto con el nombre del encargado de la gerencia de dicha
región.
9
Figura 3. Organigrama Global de ALPLA.
Fuente: Archivos de ALPLA.
ALPLA se encuentra en cuatro países de la zona sur de América como lo son,
Argentina, Brasil, Colombia y Venezuela, donde en cada uno de los países poseen
distintas sedes que le permiten satisfacer la demanda de exigencias de cada mercado
en particular, así como se muestra en la Figura 4.

10
Figura 4. Presencia de ALPLA en Sudamérica.
Fuente: Archivos de ALPLA.
Para América del Sur ALPLA cuenta con un gerente regional tal como se
muestra en la Figura 5, encargado de la dirección de todas las plantas presentes en
dicha parte del continente americano.

11
Figura 5. Distribución de ALPLA en el Sur de América.
Fuente: Archivos de ALPLA.
ALPLA de Venezuela se encuentra distribuida en cuatro plantas repartidas a
lo largo y ancho del territorio nacional como se muestra en la Figura 6, Planta
Valencia, un IN HOUSE, ubicado en la ciudad de Valencia, Edo. Carabobo, Planta
Barcelona, un IN HOUSE, ubicado en la ciudad de Barcelona, Edo. Anzoátegui,
Planta Maracaibo, un IN HOUSE, ubicado en ciudad de Maracaibo, Edo. Zulia, y la
que sería la planta matriz o la planta principal de ALPLA de Venezuela S.A, Planta
San Joaquín, ubicada en el municipio San Joaquín del Edo. Carabobo.

12
Figura 6. Distribución y Localización de ALPLA de Venezuela S.A. en el Territorio Nacional.
Fuente: Archivos de ALPLA.
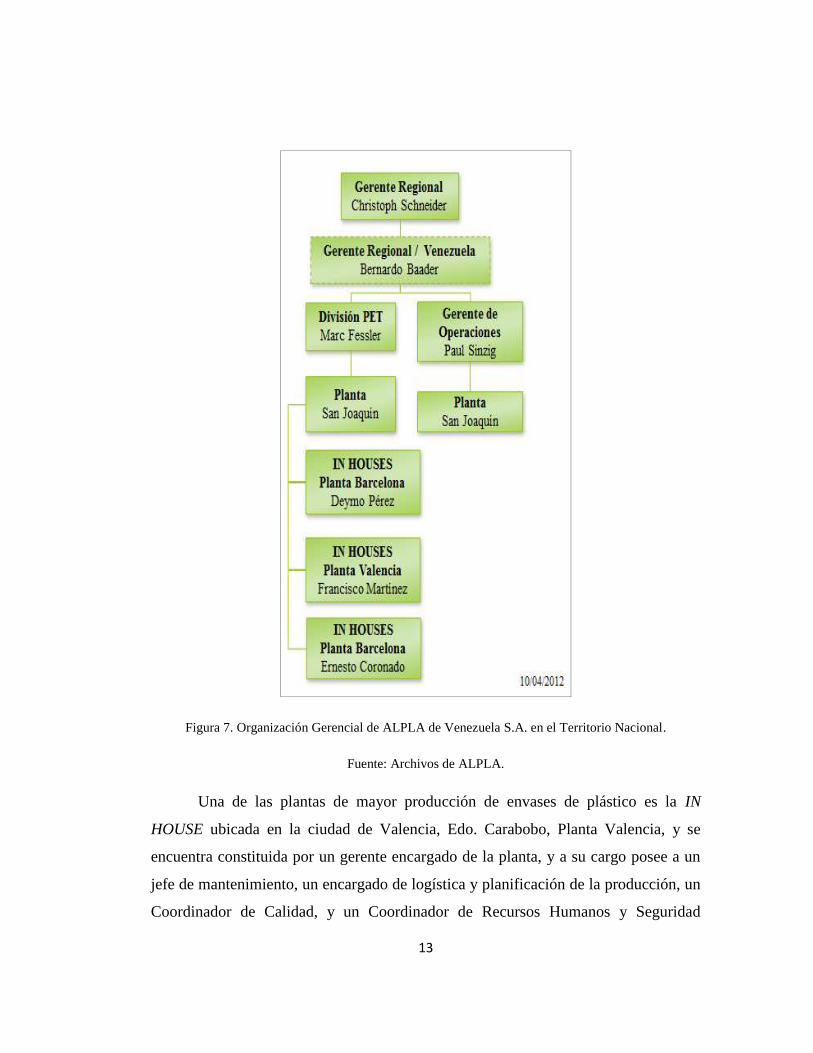
La distribución u Organización gerencial de la región nacional se puede
apreciar representada en la Figura 7, donde se muestra como principal responsable al
gerente de la de toda la zona sur de América Christoph Schneider.
13
Figura 7. Organización Gerencial de ALPLA de Venezuela S.A. en el Territorio Nacional.
Fuente: Archivos de ALPLA.
Una de las plantas de mayor producción de envases de plástico es la IN
HOUSE ubicada en la ciudad de Valencia, Edo. Carabobo, Planta Valencia, y se
encuentra constituida por un gerente encargado de la planta, y a su cargo posee a un
jefe de mantenimiento, un encargado de logística y planificación de la producción, un
Coordinador de Calidad, y un Coordinador de Recursos Humanos y Seguridad
14
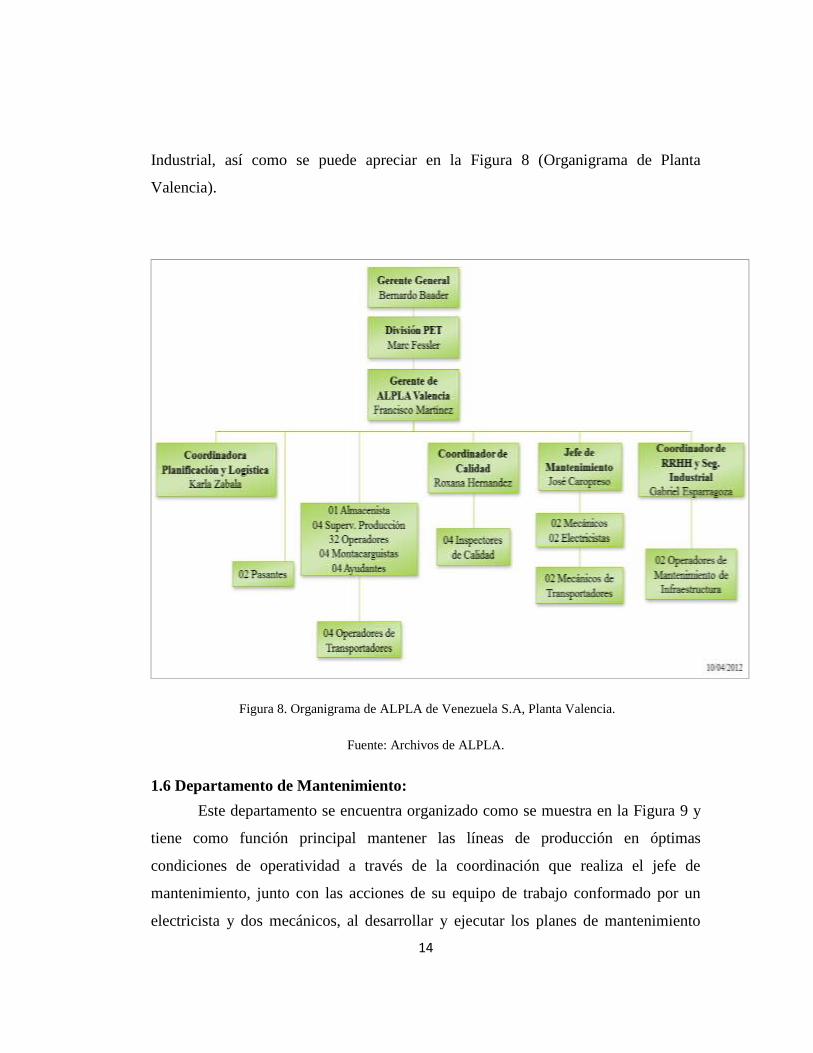
Industrial, así como se puede apreciar en la Figura 8 (Organigrama de Planta
Valencia).
Figura 8. Organigrama de ALPLA de Venezuela S.A, Planta Valencia.
Fuente: Archivos de ALPLA.
1.6 Departamento de Mantenimiento:
Este departamento se encuentra organizado como se muestra en la Figura 9 y
tiene como función principal mantener las líneas de producción en óptimas
condiciones de operatividad a través de la coordinación que realiza el jefe de
mantenimiento, junto con las acciones de su equipo de trabajo conformado por un
electricista y dos mecánicos, al desarrollar y ejecutar los planes de mantenimiento

15
necesarios. El método de trabajo del departamento es a través de la realización de
mantenimientos preventivos, donde se busca mantener la máquina operativa la mayor
cantidad de tiempo posible, programando los mantenimientos en intervalos de 7 días,
intercalando un mantenimiento corto que implica una parada de trabajo de
aproximadamente 4 a 5 horas, y un mantenimiento largo que implica una para de
trabajo de la máquina de hasta 8 horas, generando así una lista de los repuestos que se
van a reemplazar y una lista de equipos, herramientas y materiales con la que se va a
trabajar. Para la ejecución del mantenimiento se debe tener primero la aprobación del
Jefe de mantenimiento a través del Formato de Orden de Trabajo, que varía según el
tipo de mantenimiento que le corresponda a la máquina, el modelo de la misma, o el
tipo de mantenimiento a realizar que puede ser preventivo o correctivo según sea el
caso. Una vez aprobada o emitida la Orden de Trabajo se procede a realizar el
mantenimiento, el cual es ejecutado por los mecánicos o electricistas, y como último
paso se procede a entrega del equipo en óptimas condiciones de operatividad.
A continuación se muestra la estructura organizativa para el Departamento de
Mantenimiento:
1.6.1 Jefe de Mantenimiento:
Es el responsable de administración y la toma de decisiones en el
departamento, coordina los planes de mantenimiento preventivo en conjunto con el
gerente de la planta, de la misma manera monitorea la ejecución de los
mantenimientos preventivos y le reporta directamente al gerente de la planta.
1.6.2 Electricistas:
Es un profesional que realiza instalaciones y reparaciones relacionadas con la
electricidad, especialmente en máquinas e iluminación, trabajan con materiales,
herramientas, manuales y equipos de verificación y control, entre los que se
encuentran el muy conocido Multímetro o Tester, las acciones o tareas siempre deben
ser realizadas tomando todas las precauciones y normas de seguridad para la
16
realización de cualquier mantenimiento, le reporta directamente al Jefe de
Mantenimiento.
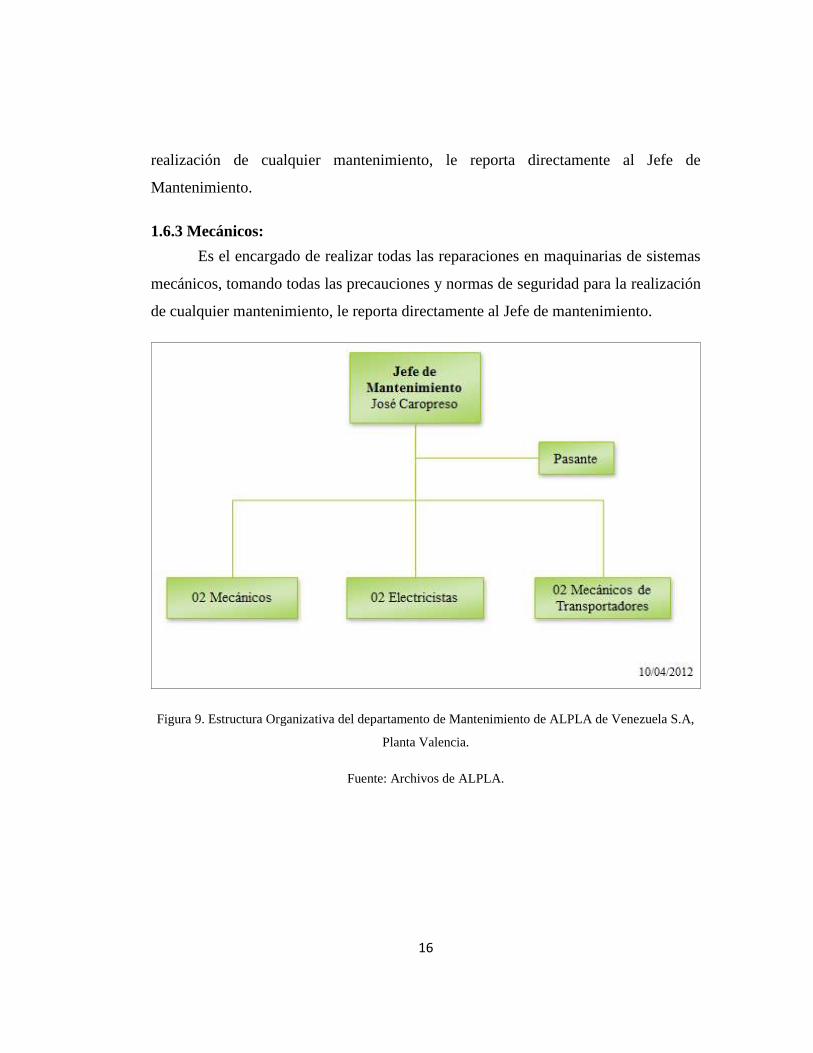
1.6.3 Mecánicos:
Es el encargado de realizar todas las reparaciones en maquinarias de sistemas
mecánicos, tomando todas las precauciones y normas de seguridad para la realización
de cualquier mantenimiento, le reporta directamente al Jefe de mantenimiento.
Figura 9. Estructura Organizativa del departamento de Mantenimiento de ALPLA de Venezuela S.A,
Planta Valencia.
Fuente: Archivos de ALPLA.
17
CAPÍTULO II
EL PROBLEMA
2.1 Identificación del Problema:
En la empresa ALPLA de Venezuela S.A, planta Valencia, el desempeño y la
seguridad del personal en el momento que estos realizan sus tareas de mantenimiento
es esencial, unido con la búsqueda de aumentar la efectividad de sus líneas de
producción, donde se presentan fallas para las cuales no se cuenta con un plan de
acción, es por esto que surge la problemática de reestructurar y optimizar el manual
de mantenimiento mecánico de los equipos asociados a las líneas de producción, para
así satisfacer los estándares de seguridad y minimizar los tiempos de parada de los
equipos en planta.
2.2 Planteamiento del Problema:
La empresa ALPLA de Venezuela S.A, planta Valencia, es una empresa de
producción de envases plásticos reconocida tanto a nivel nacional, como mundial.
Con la misión de cubrir, cumplir y satisfacer todas las exigencias y demandas de su
cliente y brindarle a la vez la más alta calidad como la innovación de sus productos.
Para lograr este fin toda empresa tiene la necesidad de planificar e
implementar programas de mantenimiento para sus activos, que tiene como función
principal la conservación de los equipos de producción, para asegurar que estos se
encuentren operando constantemente y por el mayor tiempo posible, en óptimas
condiciones de seguridad y confiabilidad. La optimización de estas tareas ha
demostrado ser una fuente de grandes ahorros e importante aumentos de la
disponibilidad de los equipos, ya que se encarga de la programación de actividades
18
operativas y periódicas, en cuanto a las inspecciones, ajustes, lubricación, recambio,
limpieza, entre otras.
Sin embargo la empresa presenta una condición poco favorable, en la cual se
observan fallas repetitivas de diversos tipos, pudiéndose agrupar en fallas eléctricas,
mecánicas y de producción. La frecuencia con las que ocurren dichas fallas trae como
consecuencia detenciones inútiles y tiempos prolongados de inoperatividad de los
equipos, perdiendo así la capacidad de mantenerse operativos y causando
reparaciones costosas. De esta forma se reduce en gran escala la vida útil de los
equipos, lo cual representa inversiones elevadas para la empresa, ya que la
longevidad de los equipos depende principalmente del cuidado y mantenimiento de
todas las partes que lo conforman.
Otra gran consecuencia de estas fallas y paradas se ve reflejada en la presencia
de excesivos tiempos inactivos o tiempos muertos, los cuales afectan negativamente
en la productividad de la empresa, ya que es un tiempo restante no empleado en la
transformación, preparación u otras actividades complementarias. Estos tiempos
muertos a su vez generan altos costos dentro de la empresa, teniendo al personal
ocioso por un periodo de tiempo determinado.
Las tasas de rendimiento de producción se ven directamente afectadas, al
perder o disminuir los equipos su capacidad de realizar la funciones designadas, estas
fallas e inconsistencias en la operación influye también en la calidad de los productos,
ya que al presentar estos una variación originan una producción defectuosa, la cual le
causa una pérdida económica a la empresa.
La elevada demanda del producto exige a la empresa a mantener los equipos
en funcionamiento por lapsos prolongados, para asegurar de esa manera la
producción constante de sus productos, reduciendo considerablemente los tiempos de
mantenimiento ya sea preventivo o correctivo dando origen a la optimización y

19
reestructuración del plan de mantenimiento que se adapte a las condiciones de
producción y a los equipos operativos de la líneas de producción de planta.
2.3 Formulación del Problema:
¿Se podrán eliminar las paradas innecesarias en las líneas de producción de
ALPLA de Venezuela S.A, planta Valencia, con una reestructuración del manual de
mantenimiento mecánico de los equipos asociados a las líneas de producción?
2.4 Objetivo de la Investigación.
2.4.1 Objetivo General:
Optimizar el manual de mantenimiento preventivo de los equipos que
conforman las líneas de producción de ALPLA de Venezuela S.A, planta Valencia.
2.4.2 Objetivo Específicos:
Recopilar información de los equipos de las líneas de producción.
Generar un árbol de equipos a fin de establecer un orden lógico de la
participación de los equipos en el proceso productivo.
Identificar los equipos de las líneas de producción.
Realizar un estudio de criticidad para así establecer la prioridad de los equipos
en las líneas.
Optimizar el manual de mantenimiento mecánico de los equipos asociados a
las líneas de producción, haciendo un mayor enfoque en los equipos que
presenten mayor índice de criticidad.

20
2.5 Justificación:
Todo equipo dentro de una empresa requiere de un mantenimiento periódico
para llevar a cabo eficazmente todas sus funciones y a su vez alargar su vida útil. Este
proyecto se considera necesario para mejorar la confiabilidad de los equipos,
elevando los niveles de eficiencia y disminuyendo así las paradas no programadas y
los costos del mantenimiento correctivo.
La optimización del manual busca sintetizar las acciones de mantenimiento de
los equipos presentes en las líneas de producción de ALPLA de Venezuela S.A,
planta Valencia, así como también generar un historial de los mismos, creando
procedimientos en los cuales los trabajadores estén en la capacidad de realizar un
mejor trabajo de mantenimiento preventivo, reduciendo la posibilidad de accidentes,
y que también estén informados de las condiciones de trabajo para así mantenerse
alerta en el entorno laboral.
El manual en si ayudará a los trabajadores a tener los documentos donde se
detalle el paso a paso de los procedimientos y de las herramientas adecuadas que se
utilizan en el proceso para garantizar el correcto mantenimiento de los equipos,
disminuyendo las paradas que no son programadas debido a un mantenimiento
correctivo por causa de mala práctica de mantenimiento, reduciendo de igual manera
el tiempo de ejecución del mismo sin que esto perjudique de alguna manera a los
trabajadores.
2.6 Alcance:
La reestructuración del manual de mantenimiento mecánico se realizará
dentro de la empresa ALPLA de Venezuela S.A, Planta Valencia, en el área de
soplado PET (máquinas SIDEL) y en el área de etiquetado (máquinas KRONES),
donde se realizará un estudio previo de las cinco líneas de producción, luego se
codificarán sus elementos y se hará un estudio de criticidad, para así enfocar la
21
optimización y reestructuración del plan de mantenimiento preventivo en los equipos
con mayor índice de criticidad de las líneas de producción.
2.7 Limitaciones:
La información a manejar para el desarrollo de este proyecto depende de las
políticas e la empresa referidas a la confidencialidad de información.
La exigencia de la producción dificulta la parada de los equipos para la
recolección de información en cuanto al desarmado o desensamblado de algún
elemento del mismo, y aunque las líneas tienen un tiempo de parada para
mantenimiento es complicado obtener alguna información.

22
CAPÍTULO III
MARCO REFERENCIAL CONCEPTUAL
3.1 Antecedentes:
Pacheco, A (2007). Propuesta de mejora para la línea de producción del
número parte 2002688 (DANEVEN DIVISIÓN SH-FUNDICIONES C.A.) Informe
de Pasantía presentado en la Escuela de Ingeniería Industrial, Universidad José
Antonio Páez. Esta propuesta la llevó a cabo en el Departamento de Ingeniería
Industrial, en donde desarrolló un proyecto en la máquina 4-103-2, el área de Noyeria
Osborn, con el objeto de elaborar un plan de mejoras que le permitiera cumplir con el
estándar de producción. Para ello usó técnicas y herramientas tales como: diagrama
causa-efecto, el diagrama Pareto, y estudios de tiempo, en las actividades de los
operadores que representaban cuellos de botellas, tomando en cuenta además, los
tiempos de ocio de los trabajadores. Como resultado el estudio logró un balance de
línea que le permitió cumplir con el estándar de producción, sin embargo, Pacheco
menciona que el mismo puede ser mejorado, ya que todavía existen diferencias con el
tiempo estándar, y creo un plan de acción integral de mantenimiento, en donde
participa el personal, como son: operadores, lideres, supervisores y departamento de
mantenimiento, el cual toma en cuenta aspectos desde la entrada de materiales,
herramientas y hasta seguridad. Pacheco menciona que con este plan se podrían
eliminar hasta un 30% de las paradas no planificadas, y se prevé que exista un
aumento en la productividad del 30%.
Carlos Dorta (2010), en su trabajo de grado titulado “Diseño de un plan de
mantenimiento para la línea de producción de mostaza plástico en la empresa de
alimentos Heinz C.A, ubicada en San Joaquín Edo. Carabobo”. Presentado en la

23
Escuela de Ingeniería Mecánica, Universidad José Antonio Páez, tuvo como
propósito construir un plan de mantenimiento que ayudara a mejorar la disponibilidad
de la línea de producción y aumentar su mantenibilidad, para cumplir con los niveles
de exigencia de producción.
Diego Ruiz Pigliacampo (2012). En su Informe de Pasantías, presentado en la
Escuela de Ingeniería Mecánica, Universidad José Antonio Páez, basado en el ahorro
de consumo energético llevado a cabo en la empresa ALPLA de Venezuela S.A,
Planta Valencia. Su principal objetivo fue disminuir el consumo energético de la
planta, donde ejecuto una serie de pasos para lograr ese objetivo, realizó un
diagnostico del sistema eléctrico de las diferentes zonas de la planta, selecciono los
equipos de trabajo o equipos críticos a las cuales se le realizaría el estudio y por
ultimo diseño un conjunto de acciones correctivas para ajustar la curva de consumo
real al teórico.
3.2 Bases Teóricas.
3.2.1 Manual de Procedimientos:
Según Fincowsky, F y Benjamín, E (2007), un manual de procedimientos es
un documento que describe las actividades que deben seguirse para realizar una tarea,
bien sea de ajuste, lubricación, proceso o mantenimiento de una máquina.
3.2.1.1 Utilidad del Manual:
Según Álvarez, M (2008), los aspectos más relevantes en lo que a utilidad del
manual de procedimiento se refiere:
Ayuda a reducir los tiempos referentes al adiestramiento y capacitación del
personal ya que describen en forma detallada las actividades a realizarse en
cada puesto.
Sirve para el análisis o revisión de los procedimientos de un sistema.
24
Controla el cumplimiento de las rutinas de trabajo y evita la alteración de las
mismas.
Facilita las labores de auditoría, evaluación del control interno y su
evaluación.
Aumenta la eficiencia de los empleados, ya que les indica lo que deben hacer
y cómo deben hacerlo.
Ayuda a la coordinación de actividades.
Construye una base de para el análisis posterior del trabajo y el mejoramiento
de los sistemas, procedimientos y métodos.
3.2.2 Línea de Producción:
Una línea de producción es el conjunto armonizado de diversos subsistemas
como son: neumáticos, hidráulicos, mecánicos, electrónicos, etc. Todos estos con una
finalidad en común: transformar o integrar materia prima en otros productos.
3.2.2.1 Conformación de una Línea de Producción:
Recepción de materias primas.
Intervención de mano de obra requerida.
Transformación de la materia prima.
Etapa de inspección y prueba.
Almacenamiento.
Transporte.

25
3.2.3 Mantenimiento:
Según Mora, L. (2009). El papel del mantenimiento es incrementar la
confiabilidad de los sistemas de producción al realizar actividades, tales como
planeación, organización, control y ejecución de métodos de conservación de los
equipos, y sus funciones van más allá de las reparaciones. Su valor se aprecia en la
medida en que éstas disminuyan como resultado de un trabajo planificado y
sistemático con apoyo y recursos de una política integral de los directivos.
Los elementos comunes encontrados en los países nórdicos indican que la
gestión de mantenimiento necesita tener parámetros comunes para su buen
funcionamiento. Tales como definir unos objetivos claros para su mejor
funcionamiento, adoptar adecuados sistemas de información para la toma de
decisiones, planear y controlar las actividades relevantes de mantenimiento, entrenar
e investigar mucho alrededor de la gestión tecnológica de mantenimiento, etc. Todos
estos parámetros se requieren para alcanzar niveles óptimos en sus procesos de
mantenimiento industrial.
La prolongación o la recuperación de las funciones de la maquinaria están
directamente relacionadas con el mantenimiento. Sus objetivos son prevenir eventos
indeseables y evitarlos, recobrar para el servicio los mecanismos que han fallado y, en
general, asegurar la disponibilidad apropiada para la producción.
La función que cumple mantenimiento es la de procurar el buen estado de los
equipos para la adecuada función de producir bienes en las organizaciones, mediante
la sistematización de la información como el medio eficaz para el buen desempeño de
la organización.
Tipos de Acciones de Mantenimiento:
Según Mora, L. (2009). Los tipos de acciones de mantenimiento son:

26
Acciones Correctivas:
El mantenimiento correctivo consiste en la pronta reparación de la falla y se
considera de corto plazo. Las personas encargadas de reportar la ocurrencia de las
averías son los propios operarios de las máquinas o equipos y las reparaciones
corresponden al personal de mantenimiento. Exige, para su eficacia, una buena y
rápida reacción de la reparación (recursos humanos asignados, herramientas,
repuestos, elementos de transporte, etc.) la reparación propiamente dicha es rápida y
sencilla, así como su control y puesta en marcha.
El principal inconveniente que presenta este tipo de acción de mantenimiento
consiste en que el usuario detecta la falla cuando el equipo está en servicio, en el
preciso momento en que pierde su funcionalidad, ya sea al ponerlo en marcha o
durante su utilización.
Existen dos tipos de tareas no planeadas de orden correctivo:
1. El desvare, que consiste en aplicar una reparación inmediata al equipo para
devolverlo a la condición de trabajo u operación, pero no necesariamente a sus
condiciones estándar. Se aplica en urgencias donde no se debe paralizar el
proceso operativo.
2. Reparación correcta y definitiva, para la cual se tienen experiencias previas
similares y se conoce la causa raíz de la falla. Esta reparación devuelve la
máquina a sus condiciones estándar de producción y mantenimiento.
Una tarea de mantenimiento correctivo típica consta de las siguientes
actividades:
1. Detección de la falla.
2. Localización de la falla.

27
3. Desmontaje.
4. Recuperación o sustitución.
5. Montaje.
6. Pruebas.
7. Verificación.
Acciones Modificativas:
La tarea no planeada, denominada acción modificativa, es una versión
superior y desarrollada de las acciones correctivas. Y sucede cuando en forma
continua se aplican reparaciones que no surten efecto en la recuperación de la
funcionalidad del equipo. Entonces es cuando se da lugar a la aplicación de algunos
instrumentos básicos o avanzados de mantenimiento, con el fin de determinar la razón
primaria de la condición fuera del estándar.
Una vez se encuentra la causa raíz del problema, se procede a aplicar políticas
de control mediante la realización de modificaciones en el equipo o el sistema, a
través de la utilización de conceptos y acciones propias de la ingeniería de diseño.
Estos hechos en forma sistemática se reconocen como procesos de acciones
modificativas de mantenimiento.
Cuando la modificación no se hace como consecuencia de un estado de falla,
sino con el fin de mejorar la productividad o elevar la confiabilidad del equipo,
también califica como acción modificativa, pero en su versión del elemento de
producción.
Las acciones modificativas de mantenimiento intentan eliminar las causas de
las fallas. Dichas acciones consisten en mejorar el diseño de los equipos, ya sea por
28
envejecimiento o por obsolescencia tecnológica, en hacerles modificaciones que
permitan una mayor vida útil o/y una mejora productividad de los bienes que fabrica.
Acciones Preventivas:
En las acciones preventivas lo que realmente interesa es el estado inicial en
condición de funcionalidad y el momento previo a la situación fuera del estándar.
La función principal del mantenimiento preventivo es conocer el estado actual
de los equipos mediante los registros de control llevados en cada uno de ellos, y en
coordinación con el departamento de programación, para realizar la tarea preventiva
en momento más oportuno.
El mantenimiento preventivo se puede clasificar en dos versiones, una de ellas
basadas en el tiempo, es decir, en la frecuencia de inspección, y la segunda basada en
la condición de desgaste (o denominada condición de estado), encontrada en la
última revisión.
Las acciones preventivas se basan en analizar periódicamente el estado de los
elementos de las máquinas, para planear de una forma lógica las tareas proactivas. Su
gran ventaja consiste en que permite organizar las actividades en forma anticipada,
con la cual se optimizan los recursos.
Sus principales ventajas frente a otros tipos de tareas de mantenimiento son:
1. Evita averías mayores como consecuencia de pequeñas fallas.
2. Prepara las herramientas y repuestos.
3. Aprovecha realizar las reparaciones en el momento más oportuno tanto para
producción como para mantenimiento.
4. Distribuye el trabajo de mantenimiento optimizando la cuadrilla de
reparación.
29
5. Disminuye la frecuencia de los paros, pero los aprovecha para realizar varias
reparaciones diferentes al mismo tiempo.
Acciones Predictivas:
La revisión y el estudio permanente de las variables internas o externas,
asociadas (directa o indirectamente) al proceso de operación de una máquina, permite
diagnosticar el comportamiento futuro en tiempo real de la posible aparición de fallas
o situaciones fuera de las condiciones estándar, con el fin de evitarlas a toda costa y
alargar los periodos de funcionalidad del equipo y, por ende, de la vida útil total.
El mantenimiento predictivo estudia la evolución temporal de ciertos
parámetros para asociarlos a la ocurrencia de fallas, con el fin de determinar en qué
periodo de tiempo esa situación va a generar escenarios fuera de los estándares, para
planificar todas las tareas proactivas con tiempo suficiente, para que esa avería no
cause consecuencias graves ni genere paradas imprevistas de equipos.
El mantenimiento predictivo basa sus principios en el conocimiento
permanente del estado y la operatividad de los equipos, mediante la medición de
diferentes variables.
La principal ventaja radica en la velocidad de detección de la avería (en forma
anticipada y temprana al hecho), mientras que en otros cosos solo es posible
establecer una frecuencia. A su vez, las acciones predictivas incorporan algunas
variables que aumentan la información del estado del equipo. La cantidad de
información que proporciona este tipo de mantenimiento, sumado a la rapidez con
que se mida la información, supera ampliamente a las acciones de mantenimiento
descritas anteriormente.
Algunas de las ventajas del mantenimiento predictivo son:
1. Reduce el tiempo de parada al conocerse exactamente el órgano de falla.
30
2. Permite seguir la evolución de un defecto en el tiempo.
3. Optimiza la gestión del personal de mantenimiento.
4. Realiza la verificación de la condición de estado y monitoreo en tiempo real
de la maquinaria, tanto la que se realiza en forma periódica como la que se
hace de carácter eventual.
5. Maneja y analiza un registro de información histórica vital a la hora de la
toma de decisiones técnicas en los equipos.
6. Define los límites de tendencia relativos a los tiempos de falla o aparición de
condiciones no estándar.
7. Posibilita la toma de decisiones sobre la parada de una línea de máquinas en
momentos críticos.
8. Facilita la confección de formas internas de funcionamiento, o compra de
nuevos equipos.
9. Provee el conocimiento del historial de actuaciones, para ser utilizado por
mantenimiento correctivo.
El principal inconveniente del mantenimiento predictivo es económico. Para
cada máquina es necesaria la instalación de equipos de medición de parámetros que
puedan ser: presión, pérdidas de carga, caudales, consumos energéticos, caídas de
temperatura, ruidos, vibraciones, agrietamientos, etc.
3.2.4 Árbol de equipos:
Según Rey, F (2008), cuando hablamos de un árbol de equipos o de la
estructuración de los mismos de una manera arbórea, no referimos a distribuir de
manera organizada un conjunto de elementos relacionados entre sí con el fin de
31
obtener una organización jerarquizada de los mismos y tener una idea de su función
dentro del grupo al que pertenecen y su importancia en el mismo.
Una simple lista de todos los motores, bombas, sensores, etc. De la planta no
es útil ni práctica. Una lista de estas características no es más que una lista de datos,
no es una información (hay una diferencia importante entre datos e información). Si
queremos elaborar una lista de equipos realmente útil, debemos expresar esta lista en
forma de estructura arbórea, en la que se indiquen las relaciones de dependencia de
cada uno de los ítems con los restantes.
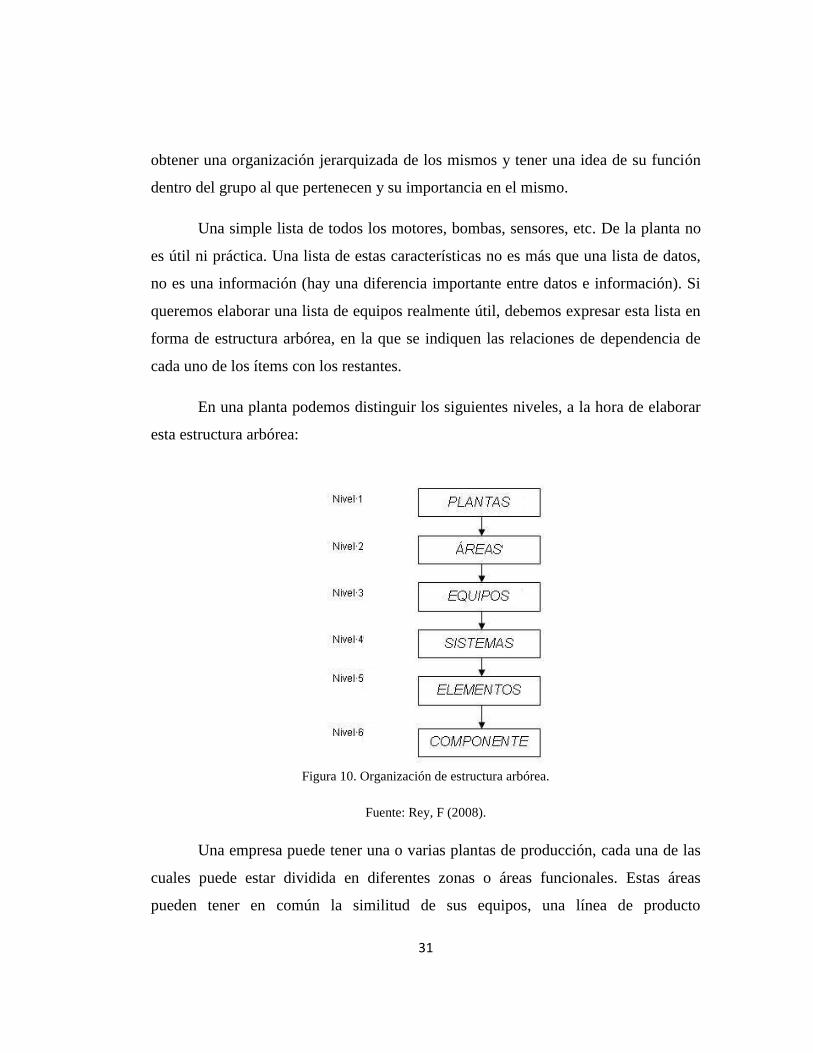
En una planta podemos distinguir los siguientes niveles, a la hora de elaborar
esta estructura arbórea:
Figura 10. Organización de estructura arbórea.
Fuente: Rey, F (2008).
Una empresa puede tener una o varias plantas de producción, cada una de las
cuales puede estar dividida en diferentes zonas o áreas funcionales. Estas áreas
pueden tener en común la similitud de sus equipos, una línea de producto
32
determinada o función. Cada una de estas áreas estará formada por un conjunto de
equipos, iguales o diferentes, que tienen una entidad propia. Cada equipo, a su vez,
está dividido en una serie de sistemas funcionales, que se ocupan de una misión
dentro de él. Los sistemas a su vez se descomponen en elementos. Los componentes
son partes más pequeñas de los elementos, y son las partes que habitualmente se
sustituyen en una reparación.
Definamos en primer lugar que entendemos por cada uno de estos términos:
Planta: Centro de trabajo. Ej.: Empresa X, Planta Valencia.
Área: Zona de la planta que tiene una característica común (centro de
coste, similitud de equipo, línea de producción). Ej.: Área servicio
generales, Área hornos, Área Línea 1.
Equipo: Cada una de las unidades productivas que componen el área,
que constituyen un conjunto único.
Sistema: Conjunto de elemento que tienen una función común dentro
de un equipo.
Elemento: Cada una de las partes que integran un sistema. Ej.: el motor
de la bomba de lubricación de un compresor. Es importante diferenciar
elemento y equipo. Un equipo puede estar conectado o dar servicio a
más de un equipo. Un elemento, en cambio, solo puede pertenecer a un
equipo. Si el ítem que tratamos de identificar puede estar conectado o
dar servicio simultáneamente a más de un equipo, será un equipo, y no
un elemento. Así, si una bomba de lubricación sólo lubrica un
compresor, se trata de un elemento del compresor. Si en cambio, se
trata de una bomba que envía aceite de lubricación a varios
33
compresores (sistema de lubricación centralizado), se tratará en
realidad de otro equipo, y no de un elemento de alguno de ellos.
Componentes: Partes en que pueden subdividirse un elemento. Ej.: el
rodamiento de un motor.
Nota: Existe un problema al determinar cómo clasificar las redes de distribución de
determinados fluidos, como el agua de refrigeración, el aire comprimido, el agua
contra-incendios, la red de vacío, etc. Una posible alternativa es considerar toda la red
como un equipo, y cada una de las válvulas y tuberías como elementos de ese equipo.
Es una solución discutible, pero muy práctica.
3.2.5 Codificación:
Una de las formas en que los datos pueden ser capturados precisa y
eficientemente es mediante un empleo como conocimiento de varios códigos. El
proceso de poner datos ambiguos o problemáticos en unos cuantos dígitos o letras
fácilmente capturables es llamado codificación.
La codificación ayuda a que el analista de sistemas alcance el objetivo de
eficiencia, debido a que los datos que son codificados requieren menos tiempo para
su captura y reducen la cantidad de conceptos capturados. La codificación también
puede ayudar en el reordenamiento adecuado de los datos en un punto posterior del
proceso de transformación de datos.
Según Castro, (2006). Existen algunos pasos para codificación de equipos en
planta, y se expresa lo siguiente:
“Para realizar la labor de codificación de una forma eficiente y rápida se
establecen ciertos pasos que permiten un resultado más optimo en términos de tiempo
y alcance de lo que se requieren como departamento de mantención y empresa.
34
Estos pasos son los siguientes:
1. Identificar todos los equipos que requieren ser codificados.
2. Coordinar con producción y planificación la fechas de detención de las
maquinas y líneas. De esta forma se realizar la recogida de información sin
afectar la producción ni incomodar el flujo diario de trabajo de los operarios y
de las máquinas.
3. Conocer la función que realiza cada máquina, su línea de trabajo, el orden en
que realiza las operaciones, etc.
4. Realizar un “layout” de las máquinas o líneas.
5. Definir subconjuntos principales en las máquinas.
6. Establecer el orden de codificación de la máquina basado en sus subconjuntos.
7. Realizar la recogida de información basada en el orden asignado.
8. Visualizados los equipos que componen los subconjuntos, se realiza una hoja
de datos de cada uno de estos equipos, se captura la información de sus placas
de fabricación e información técnica de importancia para las mantenciones.
9. Se ordena la información recogida.
10. Asignación ubicaciones técnicas a cada uno de los equipos según los cinco
niveles establecidos, tratando de no repetir ninguna ubicación técnica que ya
se halla establecido.
11. Asignación de códigos a los equipos según el patrón establecido, cuidando de
no repetir ningún código que ya se halla establecido en el sistema”.
35
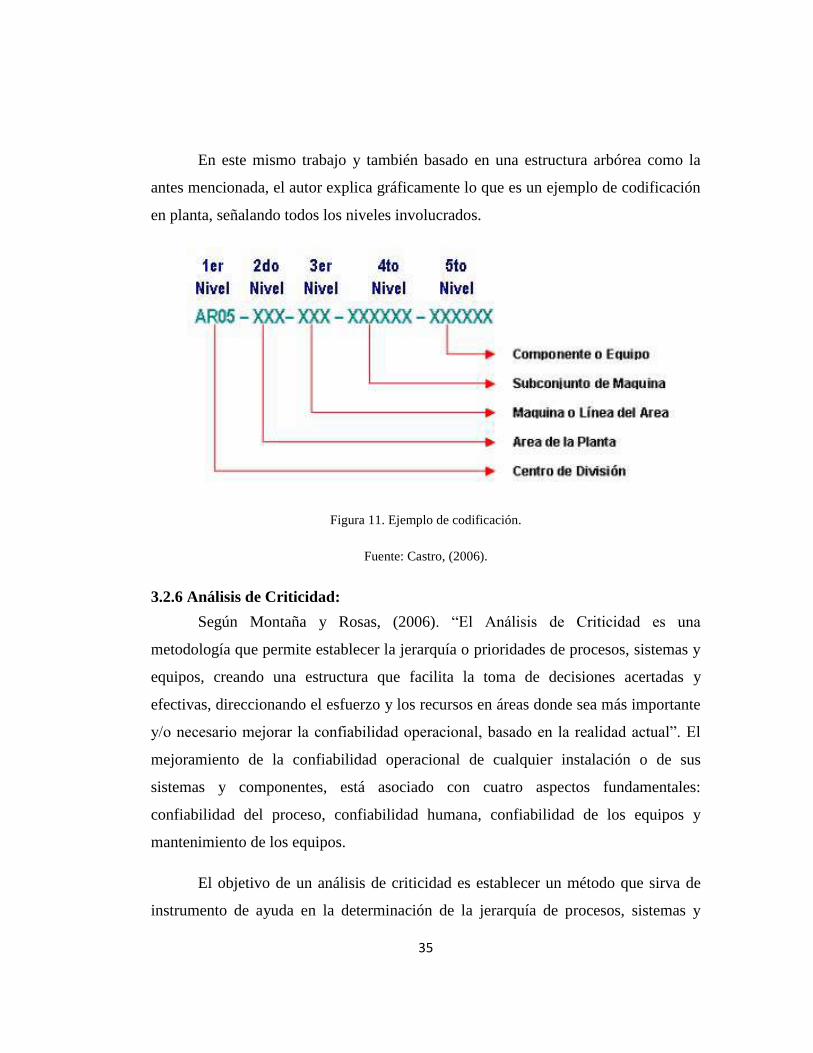
En este mismo trabajo y también basado en una estructura arbórea como la
antes mencionada, el autor explica gráficamente lo que es un ejemplo de codificación
en planta, señalando todos los niveles involucrados.
Figura 11. Ejemplo de codificación.
Fuente: Castro, (2006).
3.2.6 Análisis de Criticidad:
Según Montaña y Rosas, (2006). “El Análisis de Criticidad es una
metodología que permite establecer la jerarquía o prioridades de procesos, sistemas y
equipos, creando una estructura que facilita la toma de decisiones acertadas y
efectivas, direccionando el esfuerzo y los recursos en áreas donde sea más importante
y/o necesario mejorar la confiabilidad operacional, basado en la realidad actual”. El
mejoramiento de la confiabilidad operacional de cualquier instalación o de sus
sistemas y componentes, está asociado con cuatro aspectos fundamentales:
confiabilidad del proceso, confiabilidad humana, confiabilidad de los equipos y
mantenimiento de los equipos.
El objetivo de un análisis de criticidad es establecer un método que sirva de
instrumento de ayuda en la determinación de la jerarquía de procesos, sistemas y
36
equipos de una planta compleja, permitiendo subdividir los elementos en secciones
que puedan ser manejadas de manera controlada y auditable.
3.2.6.1 Pasos para la aplicación del análisis de criticidad:
Según Montaña y Rosas, (2006). “Existen ciertos pasos necesarios para
aplicar el estudio de criticidad, lo cuales son:
1. Identificación de los sistemas o elementos a estudiar.
2. Definir el alcance y objetivo para el estudio.
3. Selección del personal a entrevistar.
4. Informar al personal sobre la importancia del estudio.
5. Recolección de datos.
6. Verificación y análisis de datos.
7. Resultados.
3.3 Definición de Términos Básicos.
Empresa: Es una organización, institución o industria dedicada a las
actividades o persecución de fines económicos o comerciales para satisfacer
las necesidades de bienes y servicios de los demandantes.
Indicadores: Es la medida cuantitativa o la observación cualitativa que permite
identificar cambios en el tiempo y cuyo propósito es determinar qué tan bien
está funcionando un sistema, dando la voz de alerta sobre la existencia de un
problema y permitiendo tomar medidas para solucionarlo, una vez se tenga
claridad sobre las causas que lo generaron.
Pareto: Consiste en un gráfico de barras similar al histograma que se conjuga
con un ojiva o curva de tipo creciente y que representa en forma decreciente el

37
grado de importancia o peso que tienen los diferentes factores que afectan a
un proceso, operación o resultado. Se utilizan para buscar las causas
principales de los problemas y establecer la prioridad de las soluciones.
Gestión: Es la disciplina que se encarga de organizar y de administrar los
recursos de manera tal que se pueda concretar todo el trabajo requerido por un
proyecto dentro del tiempo y del presupuesto disponible.
Confiabilidad: Es la probabilidad de que un equipo desempeñe
satisfactoriamente las funciones para las cuales se diseña durante un periodo
de tiempo especifico y bajo condiciones normales de operación, ambientales y
del entorno.
Disponibilidad: Es la probabilidad de un sistema de estar en funcionamiento o
listo para funcionar en el momento o instante que es requerido
Condiciones de operación: Son las circunstancias en las que se espera que el
equipo funcione; incluye factores como ubicación geográfica donde se espera
que el equipo opere, el medio ambiente, vibraciones, transporte,
almacenamiento, cantidad de la carga, etc.
Mantenibilidad: Es la probabilidad de que un equipo, elemento, máquina o
dispositivo, puedan regresar nuevamente a su estado de funcionamiento
normal después de una avería, falla o interrupción productiva.
Actividad: Es el conjunto de acciones que se realizan para cumplir las metas
de un programa o subprograma de operación, que consiste en la ejecución de
ciertos procesos o tareas mediante la utilización de los recursos humanos,
materiales, técnicos, y financieros asignados a la actividad con un costo
determinado.
38
Fallas: Hace referencia a un defecto, falta o al incumplimiento de una función
específica por parte de un elemento determinado.
Costos de operación: Es todas aquellas valoraciones monetarias de la suma de
recursos destinadas a la administración, operación y funcionamiento de un
organismo, empresa o entidad pública.
Estrategia: Son los principios y rutas fundamentales que orientarán el proceso
administrativo para alcanzar los objetivos a los que se desea llegar, una
estrategia muestra como una institución pretende llegar a esos objetivos. Se
pueden distinguir tres tipos de estrategias, de corto, mediano y largo plazos
según el horizonte temporal.
Máquina: Es un conjunto de elementos móviles y fijos cuyo funcionamiento
posibilita aprovechar, dirigir, regular o transformar energía o realizar un
trabajo con un fin determinado.
Herramienta: Es un objeto elaborado a fin de facilitar la realización de una
tarea mecánica que requiere de la aplicación correcta de energía.
Optimizar: Es buscar la mejor manera de realizar una actividad determinada.
Normas: son una serie de reglas que deben ser respetadas y que permiten
ajustar ciertas conductas o actividades.
Ajuste: La unión, adaptación o acomodación de una cosa respecto de otra que
está estrechamente vinculada a la primera y que de este modo permite el
correcto funcionamiento entre ellas.
Lubricación: Proceso en el que un fluido se introduce entre las superficies en
contacto de dos cuerpos con movimiento relativo que rozan unidos por una
carga, y este fluido forma una película de separación física entre las
39
superficies de los cuerpos, que reduce la fuerza de deslizamiento y con ello el
desgaste mutuo.
Limpieza: se dice que en un lugar hay limpieza cuando se registra ausencia de
suciedad alguna. La misión de la limpieza será la de disminuir y exterminar
aquellos microorganismos tanto de la piel, en el caso de referirnos a la
limpieza de un individuo, como de los objetos inanimados que nos rodean,
tales como los de un mueble, de un piso, entre otros.
40
CAPÍTULO IV
FASES METODOLÓGICAS
En la búsqueda del desarrollo y cumplimiento de los objetivos específicos que
rigen el comportamiento de esta investigación y que a su vez procuran hacer cumplir
con los objetivos generales de la misma, se plantean una serie de estrategias a seguir
que conforman las fases metodológicas de la investigación, como siguen:
4.1 Fase I: Recopilar información de los equipos de las líneas de producción.
Estrategia a seguir:
4.1.1 Realizar entrevista al gerente, los mecánicos y los operadores para saber
en qué estado se encuentran los equipos asociados a las líneas de producción.
4.1.2 Buscar información de interés de la placa de los equipos.
4.1.3 Recolectar información con respecto al tema de los manuales de los
equipos.
4.2 Fase II: Generar un árbol de equipos a fin de establecer un orden lógico de la
participación de los equipos en el proceso productivo.
Estrategia a seguir:
4.2.1 Observar el proceso productivo de la planta para así poder generar un
árbol de equipos lógico, con respecto a las etapas que se van llevando a cabo
en el proceso de producción.

41
4.3 Fase III: Identificar los equipos de las líneas de producción.
Estrategia a seguir:
4.3.1 Realizar la identificación de los equipos de las líneas de producción, en
base a los datos recopilados en la fase anterior.
4.3.2 Proponer una codificación de los equipos, para organizar de mejor
manera la información de los equipos, desglosando la codificación de la
siguiente manera:
Nivel I: Denominación de la planta.
Nivel II: Identificación de la línea de producción.
Nivel III: Equipo del cual se está hablando en la línea de producción.
Nivel IV: Elemento del equipo anteriormente mencionado.
Nota: (El código puede ser presentado parcialmente, es decir si solo nos queremos
referir a un equipo, sin especificar su elemento, solo hacemos uso de los niveles que
sean necesarios).
4.4 Fase IV: Realizar un estudio de criticidad para así establecer la prioridad de
los equipos en las líneas.
Estrategia a seguir:
4.4.1 El estudio de criticidad se desarrollará mediante los pasos descritos en el
capitulo anterior.
4.4.2 Se les realizará una encuesta al personal mecánico, como los son el jefe
de mantenimiento y personal mecánico, a supervisores de operación y a los
operarios de los equipos.

42
4.5 Fase V: Optimizar el manual de mantenimiento mecánico de los equipos
asociados a las líneas de producción, haciendo un mayor enfoque en los equipos
que presenten mayor índice de criticidad.
Estrategia a seguir:
4.5.1 Centrar el manual de mantenimiento en 4 tareas, las cuales son
lubricación, inspección y ajuste, recambio y limpieza.
4.5.2 Identificar los puntos importantes para la realización de estas tareas.
4.5.3 Establecer una ruta adecuada para la realización de labores.
4.5.4 Generar un formato práctico de manera que se pueda llevar fácilmente
un registro de las actividades de mantenimiento en la línea de producción.

43
CAPITULO V
RESULTADOS
5.1 Recopilar información de los equipos de las líneas de producción.
Durante los primeros días de la pasantía, se verificó las condiciones en las
cuales se encontraban las líneas de producción de la planta, y se recopilo información
relativa de los equipos que conforman las mismas. Esta labor se llevó a cabo
mediante:
Inspecciones como parte de un reconocimiento inicial en las cuales el personal
mecánico explicó el proceso productivo enfocado desde el punto de vista de
mantenimiento, incluyendo fallas frecuentes y los métodos más adecuados
para su resolución. Luego, se realizaron inspecciones más a fondo, para
conocer los equipos y su papel en el funcionamiento de cada línea, obteniendo
información relevante en cuanto a la prioridad de los equipos y elementos de
las mismas.
Entrevistas con el personal que labora diariamente en las líneas de producción,
como los mecánicos, supervisores y operadores. Estas entrevistas se realizaron
de manera informal consistiendo en una serie de preguntas tipo feedback
donde se pudieron precisar detalles interesantes sobre las líneas, la influencia
de la participación en las mismas, y la repercusión de las fallas en la
producción.
Recopilación de información directamente de las placas de las maquinas
asociadas a las líneas de producción.

44
Revisión de los manuales de fábrica de los equipos de las líneas para obtener
información de ayuda con respecto al tema para el desarrollo del trabajo.
Se recibieron los planos de la empresa (layout) mostrados en la figura 12,
realizados anteriormente por la empresa, donde se pudo distinguir la
distribución de las líneas con sus respectivos equipos, así como una
codificación simple para identificar los mismos.

45
Figura 12. Layout de ALPLA de Venezuela S.A, Planta Valencia.
Fuente: Archivos de ALPLA.
46
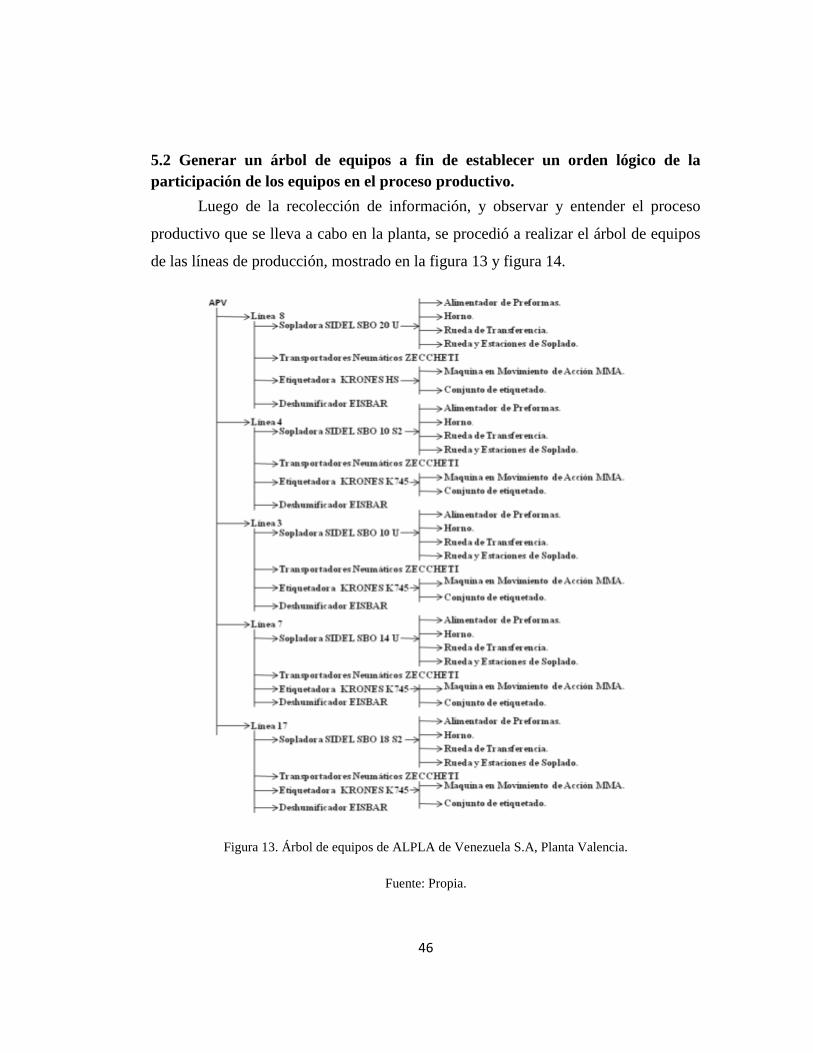
5.2 Generar un árbol de equipos a fin de establecer un orden lógico de la
participación de los equipos en el proceso productivo.
Luego de la recolección de información, y observar y entender el proceso
productivo que se lleva a cabo en la planta, se procedió a realizar el árbol de equipos
de las líneas de producción, mostrado en la figura 13 y figura 14.
Figura 13. Árbol de equipos de ALPLA de Venezuela S.A, Planta Valencia.
Fuente: Propia.
47
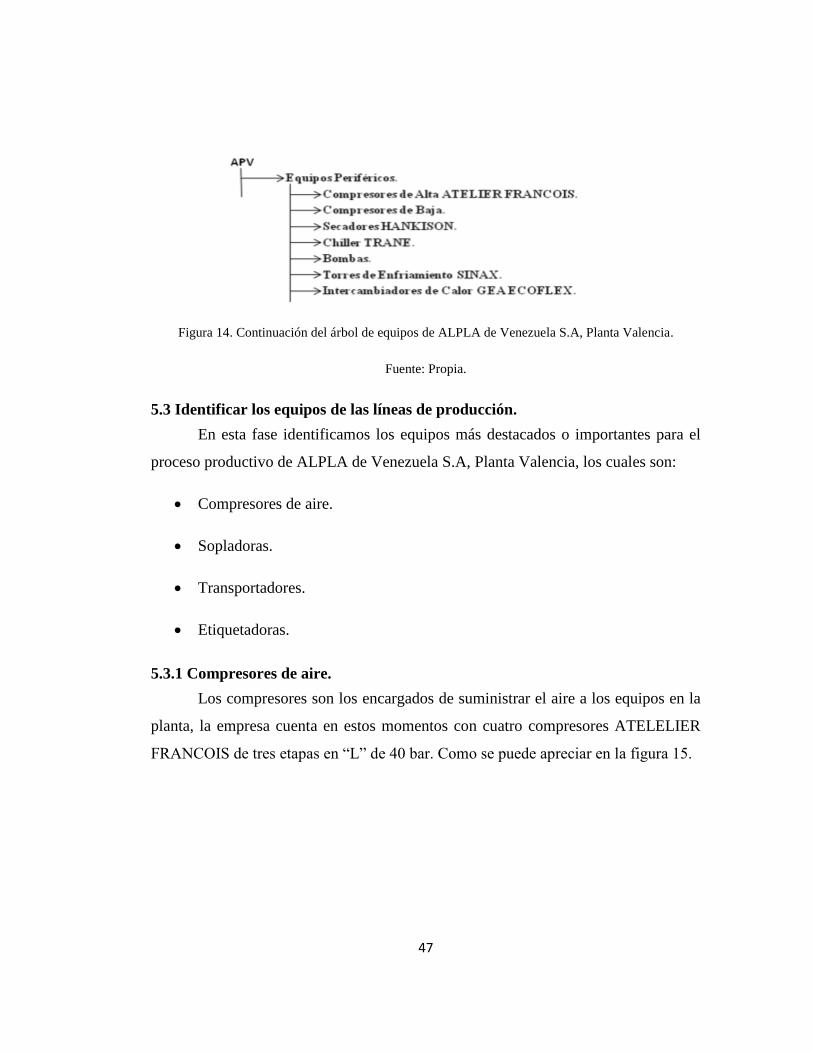
Figura 14. Continuación del árbol de equipos de ALPLA de Venezuela S.A, Planta Valencia.
Fuente: Propia.
5.3 Identificar los equipos de las líneas de producción.
En esta fase identificamos los equipos más destacados o importantes para el
proceso productivo de ALPLA de Venezuela S.A, Planta Valencia, los cuales son:
Compresores de aire.
Sopladoras.
Transportadores.
Etiquetadoras.
5.3.1 Compresores de aire.
Los compresores son los encargados de suministrar el aire a los equipos en la
planta, la empresa cuenta en estos momentos con cuatro compresores ATELELIER
FRANCOIS de tres etapas en “L” de 40 bar. Como se puede apreciar en la figura 15.

48
Figura 15. Detalle de Compresor de 40 bar ATELIER FRANCOIS.
Fuente: Archivos ALPLA.
Constan con dos compresores modelo CE46B y dos CE68A, presentados en
las Figuras 16 y 17. Los modelos CE46B están equipados con un motor eléctrico de
250 Kw, que gira a una velocidad de 500 RPM y maneja un caudal FAD de 1320
m3/H y CFM de 777. Los CE68A, poseen un motor de 330 Kw, gira a una velocidad
de 400 RPM y maneja un caudal FAD 2100 m3/H y CFM de 1236. Aunque los
compresores son modelos diferentes el principio de funcionamiento es el mismo; dos
bielas, una en posición vertical y otra en posición horizontal mueven los pistones que
son los encargados de absorber y de comprimir el aire en las distintas etapas, estas
etapas cuentan con válvulas de admisión y de descarga, estos compresores son de tres
etapas, donde en la primera el aire se comprime hasta una presión de de 4,5 bar, en la
segunda a 15 bar y en la tercera a 40 bar. Cada compresor cuenta con
intercambiadores de calor pirotubulares a la salida de cada etapa los cuales se utilizan
para disminuirle la temperatura al aire.

49
Figura 16. Compresor CE46B de 40 bar ATELIER FRANCOIS.
Fuente: Propia.
Figura 17. Compresor CE68A de 40 bar ATELIER FRANCOIS.
Fuente: Propia.

50
Cada compresor está equipado con un secador HANKISON de 40 bar, el cual
se encarga del tratamiento final del aire, filtrado y secado, antes de ser enviado a las
líneas. Mostrado en la Figura 18.
Figura 18. Secador HANKISON.
Fuente: Propia.
Los compresores cuentan con un sistema de enfriamiento hidráulico, para así
mantener la temperatura de los compresores en óptimas condiciones de trabajo, el
cual está constituido por un tanque de almacenamiento y tres bombas que se encargan
de la circulación del agua en los compresores para mantener una temperatura estable
en ellos. Dos de las bombas manejan un caudal de 80 m3/H y la tercera 32 m
3/H, la
presión de bombeo de cada bomba es de 5 bar, y la temperatura del agua bombeada a
la entrada de los compresores es de 26°C aproximadamente, ya que por las
condiciones de trabajo y las ambientales esta puede variar. Ver Figura 19.
51
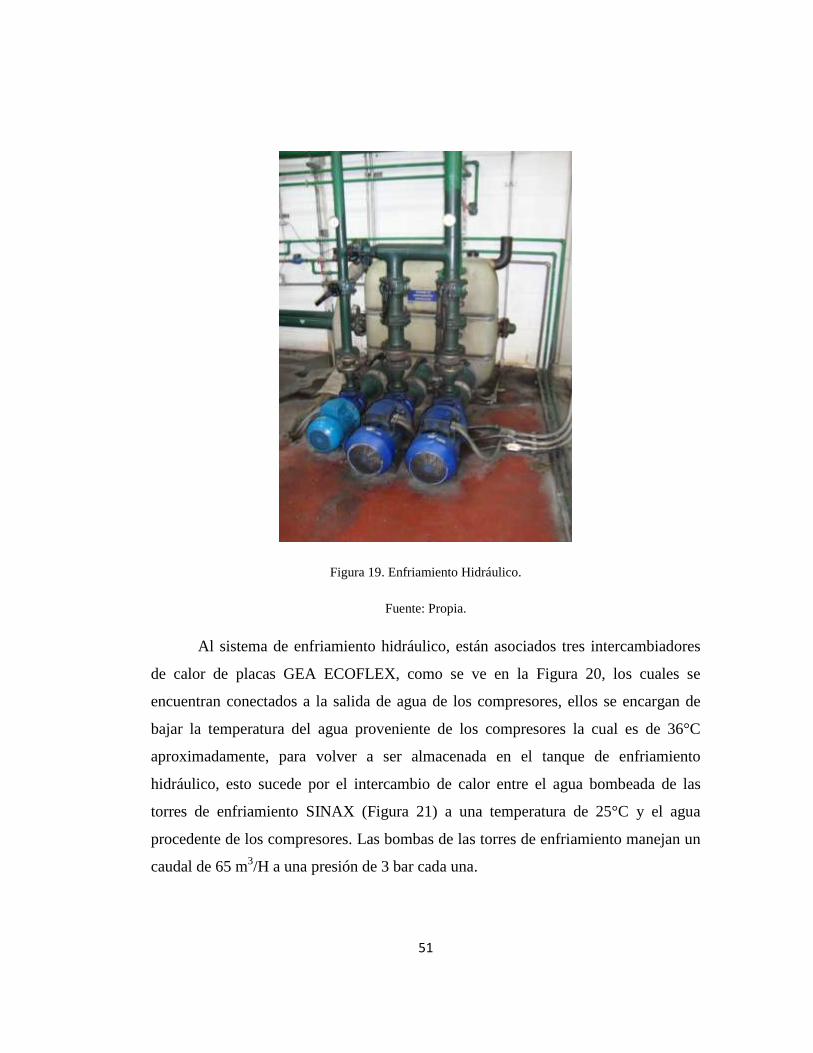
Figura 19. Enfriamiento Hidráulico.
Fuente: Propia.
Al sistema de enfriamiento hidráulico, están asociados tres intercambiadores
de calor de placas GEA ECOFLEX, como se ve en la Figura 20, los cuales se
encuentran conectados a la salida de agua de los compresores, ellos se encargan de
bajar la temperatura del agua proveniente de los compresores la cual es de 36°C
aproximadamente, para volver a ser almacenada en el tanque de enfriamiento
hidráulico, esto sucede por el intercambio de calor entre el agua bombeada de las
torres de enfriamiento SINAX (Figura 21) a una temperatura de 25°C y el agua
procedente de los compresores. Las bombas de las torres de enfriamiento manejan un
caudal de 65 m3/H a una presión de 3 bar cada una.

52
Figura 20. Intercambiadores de calor GEA ECOFLEX.
Fuente: Propia.
Figura 21. Torre de enfriamiento SINAX.
Fuente: Propia.
53
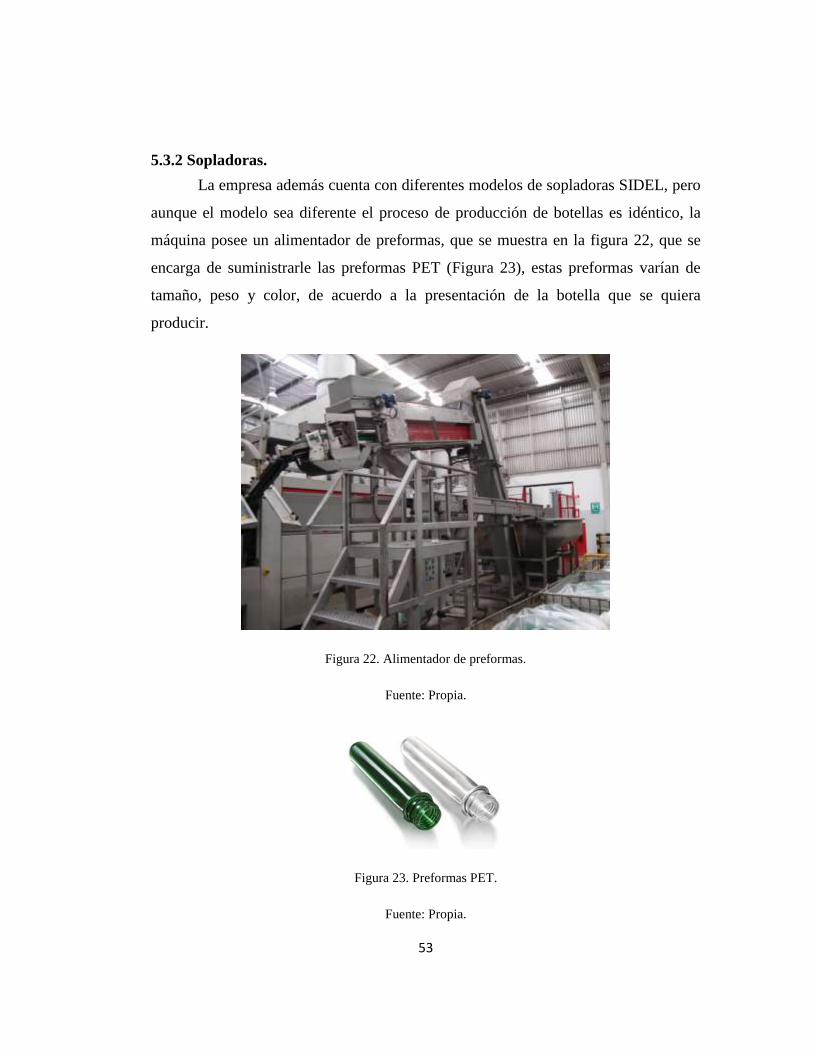
5.3.2 Sopladoras.
La empresa además cuenta con diferentes modelos de sopladoras SIDEL, pero
aunque el modelo sea diferente el proceso de producción de botellas es idéntico, la
máquina posee un alimentador de preformas, que se muestra en la figura 22, que se
encarga de suministrarle las preformas PET (Figura 23), estas preformas varían de
tamaño, peso y color, de acuerdo a la presentación de la botella que se quiera
producir.
Figura 22. Alimentador de preformas.
Fuente: Propia.
Figura 23. Preformas PET.
Fuente: Propia.
54
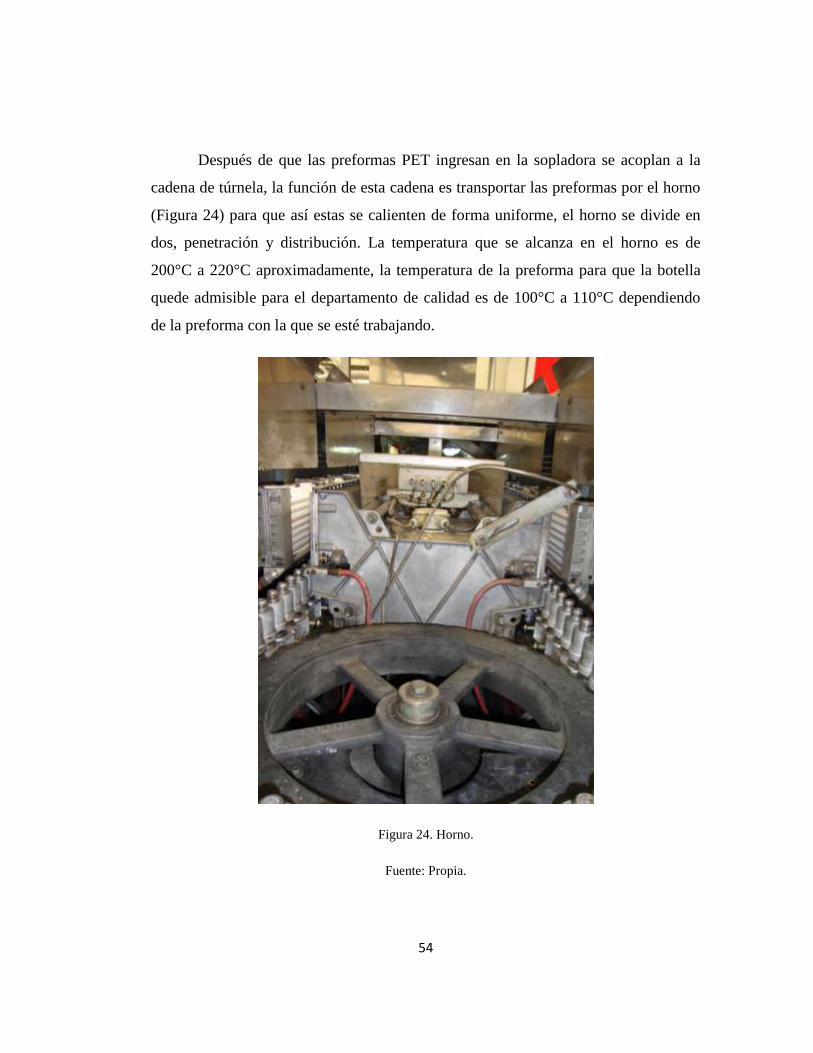
Después de que las preformas PET ingresan en la sopladora se acoplan a la
cadena de túrnela, la función de esta cadena es transportar las preformas por el horno
(Figura 24) para que así estas se calienten de forma uniforme, el horno se divide en
dos, penetración y distribución. La temperatura que se alcanza en el horno es de
200°C a 220°C aproximadamente, la temperatura de la preforma para que la botella
quede admisible para el departamento de calidad es de 100°C a 110°C dependiendo
de la preforma con la que se esté trabajando.
Figura 24. Horno.
Fuente: Propia.

55
Después de finalizar el recorrido del horno las preformas PET son sujetadas
por las pinzas de la transferencia de preforma (ver Figura 25) , la cual posiciona a
cada preforma en la cavidad del molde (Figura 26) correspondiente, en la rueda de
soplado, mostrada en la Figura 27, para así continuar con el proceso productivo, en
este paso las preformas son deformadas mediante, una varilla de estirado conectada a
un cilindro neumático, donde primero se inyecta con una presión de presoplado de 4
bar a 7 bar y luego la presión de soplado aumenta a 30 bar. Dependiendo del pedido
del cliente los moldes pueden ser cambiados para realizar una presentación diferente
de botella.
Figura 25. Transferencia de preformas y botellas I.
Fuente: Propia.

56
Figura 26. Molde de presentación Contour 2L (Coca-Cola 2L).
Fuente: Propia.
Figura 27. Rueda y estaciones de soplado.
Fuente: Propia.

57
Por último al finalizar el soplado de la botella, pasa a la transferencia de
botellas para salir de la máquina y pasar al transportador y seguir el proceso. Figura
28. La velocidad de producción de botellas o candencia de las máquinas que se
encuentran en las líneas de producción está entre 10000 Botellas/hora (B/H) y 30000
B/H, la velocidad de estas máquinas depende de la presentación de botella que se
desee producir, mientras más pequeña sea la botella la velocidad de producción será
mayor.
Figura 28. Transferencia de preformas y botellas II.
Fuente: Propia.
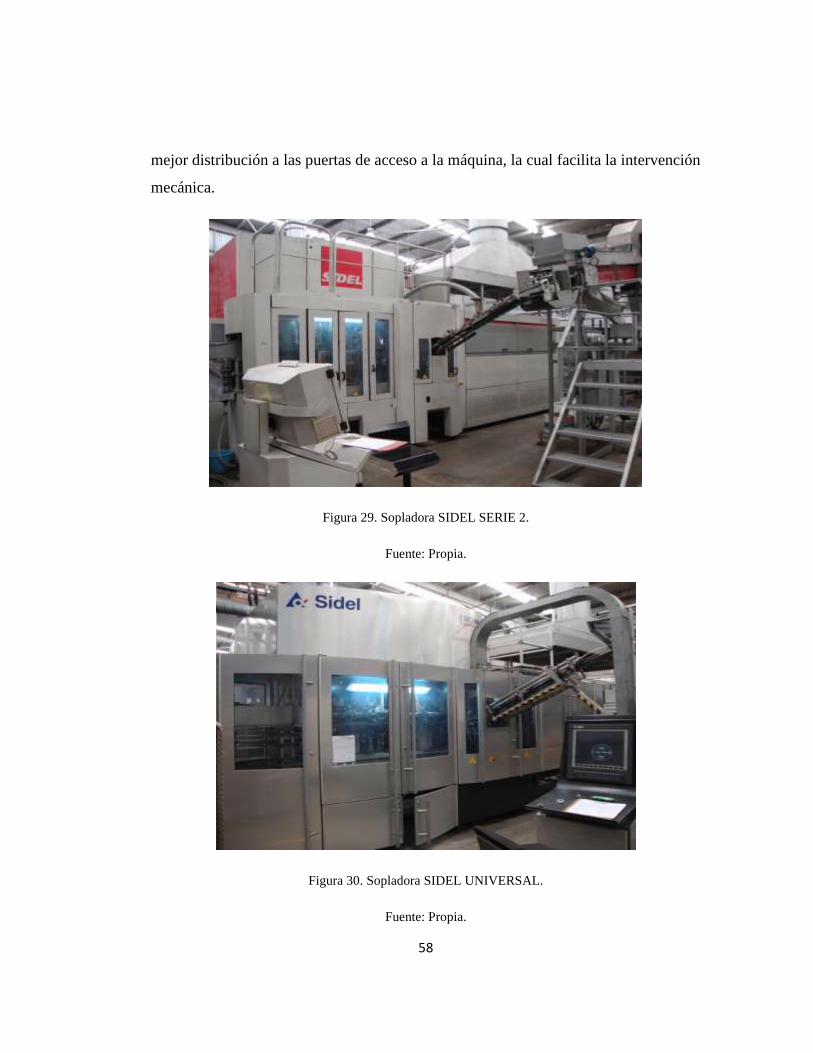
La planta cuenta con dos modelos de sopladoras SIDEL SERIE 2 (Figura 29),
y SIDEL UNIVERSAL (Figura 30), cada línea posee su máquina, en la línea 8 opera
la maquina SIDEL SBO 20 UNIVERSAL (el numero indica la cantidad de molde que
posee), línea 4 SIDEL SBO 10 SERIE 2, línea 3 SIDEL SBO 10 UNIVERSAL, línea
7 SIDEL 14 UNIVERSAL y línea 17 SBO 18 SERIE 2. La diferencia entre estos dos
modelos es que algunas piezas son de diferente material y diferente medida, y el
diseño del armazón es distinto, en donde a la SIDEL UNIVERSAL, se le da una
58
mejor distribución a las puertas de acceso a la máquina, la cual facilita la intervención
mecánica.
Figura 29. Sopladora SIDEL SERIE 2.
Fuente: Propia.
Figura 30. Sopladora SIDEL UNIVERSAL.
Fuente: Propia.

59
Las sopladoras cuentan con un sistema de refrigeración de agua helada para
los moldes, el cual evita que la botella después de ser estirada y soplada quede
adherida a las caras del molde facilitando la extracción de la botella por las pinzas.
Figura 31. Chille TRANE.
Fuente: Propia.
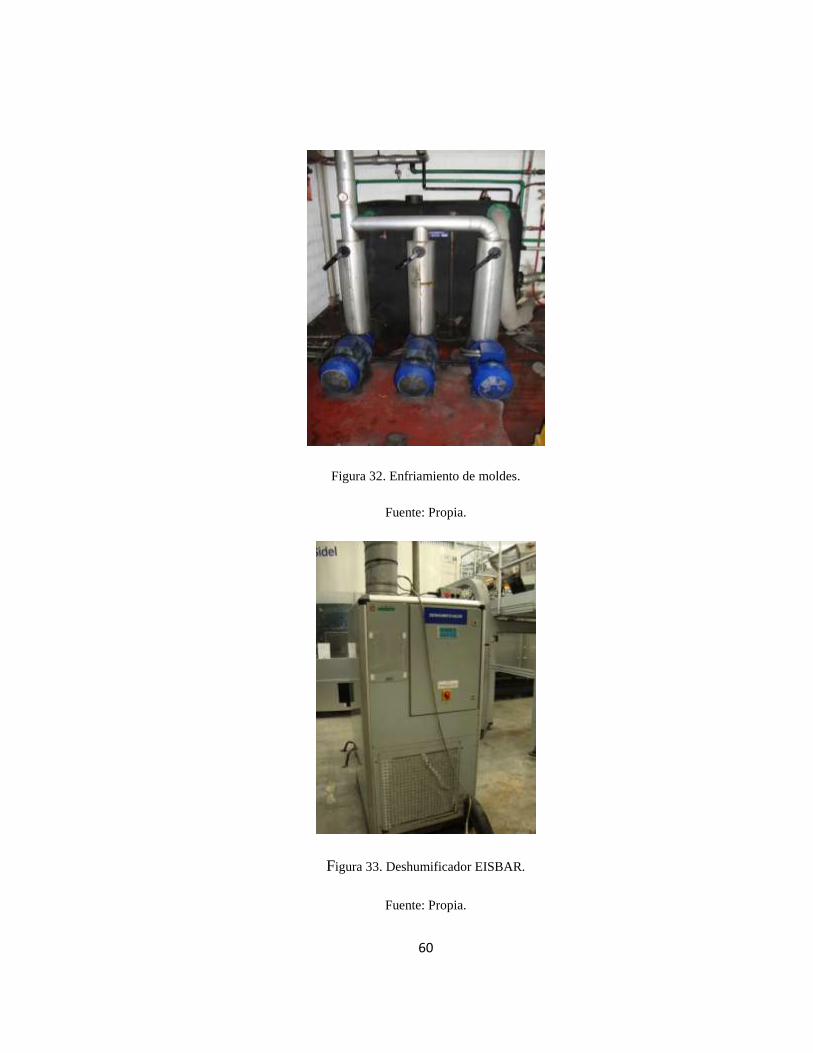
Este sistema lo componen tres chiller TRANE (Figura 31), un tanque de
almacenamiento y tres bombas, como se aprecia en la Figura 32, la temperatura del
agua bombeada a las sopladoras está en un rango comprendido entre los 5°C y 10°C,
dicha temperatura puede variar por las condiciones ambientales y de trabajo, y la
presión de bombeo de cada bomba es de 6 bar.
Las sopladoras también cuentan con equipos deshumificadores EISBAR, los
cuales se encargan de extraer la humedad del aire dentro de la sopladora y de evitar la
condensación del agua en las piezas de la rueda de soplado (Figura 33).
60
Figura 32. Enfriamiento de moldes.
Fuente: Propia.
Figura 33. Deshumificador EISBAR.
Fuente: Propia.
61
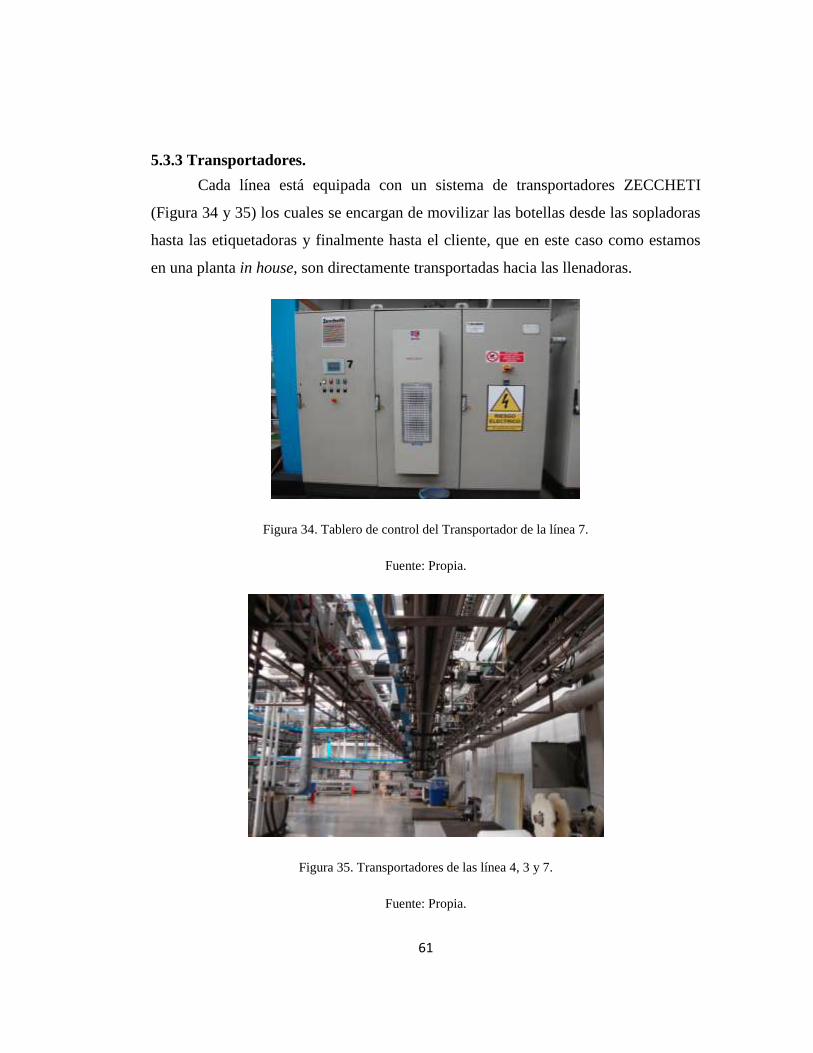
5.3.3 Transportadores.
Cada línea está equipada con un sistema de transportadores ZECCHETI
(Figura 34 y 35) los cuales se encargan de movilizar las botellas desde las sopladoras
hasta las etiquetadoras y finalmente hasta el cliente, que en este caso como estamos
en una planta in house, son directamente transportadas hacia las llenadoras.
Figura 34. Tablero de control del Transportador de la línea 7.
Fuente: Propia.
Figura 35. Transportadores de las línea 4, 3 y 7.
Fuente: Propia.

62
5.3.4 Etiquetadoras.
El último paso por el cual deben de pasar las botellas en la línea de
producción de ALPLA de Venezuela S.A, planta Valencia, es por las máquinas
etiquetadoras KRONES (Figura 36), estos equipos se dividen en dos partes, una
denominada máquina en movimiento de acción (MMA) y la segunda denominada
conjunto de etiquetado.
Figura 36. Etiquetadora KRONES.
Fuente: Propia.
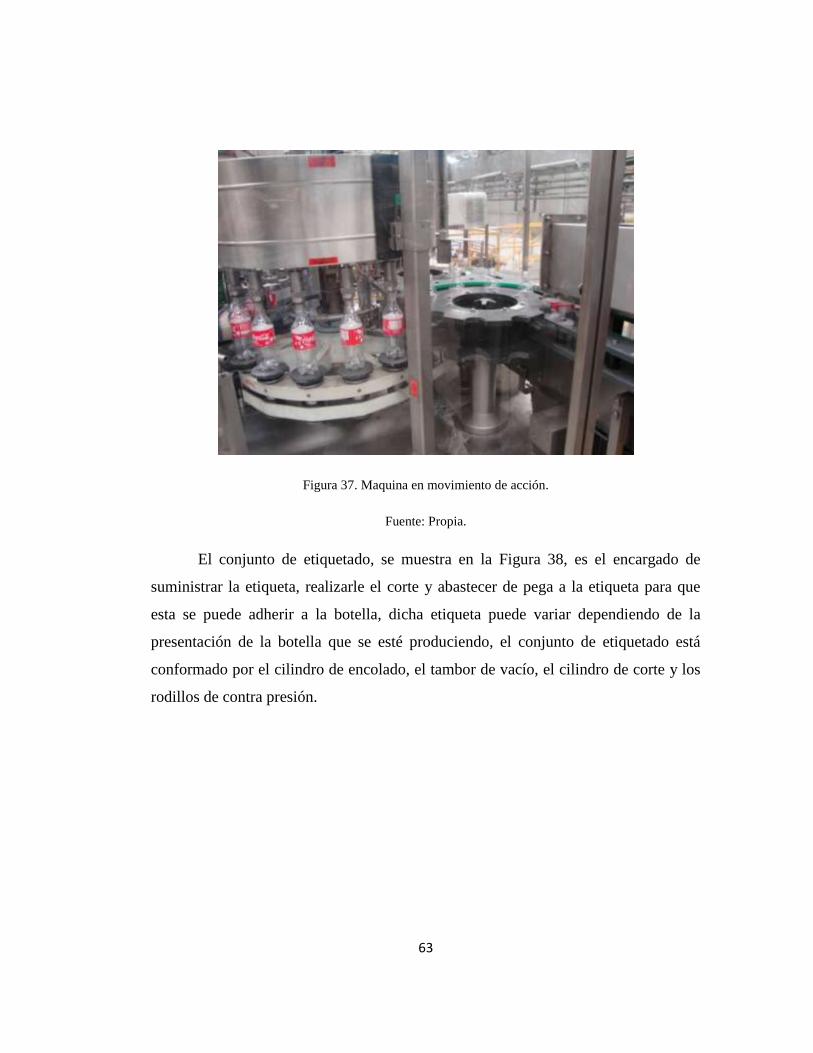
La MMA es la encargada de hacer circular las botellas por la etiquetadora,
como se puede observar en la Figura 37, la MMA se puede sub-dividir en rueda de
entrada, carrusel y rueda de salida. Las máquina KRONES que se encuentran en la
planta se clasifican en dos posiciones, posición 3 y posición 4. Se les de esta
clasificación por el sentido de giro del carrusel, las máquinas donde el carrusel gire a
la izquierda es de posición 3 y los que giren hacia la derecha posición 4.
63
Figura 37. Maquina en movimiento de acción.
Fuente: Propia.
El conjunto de etiquetado, se muestra en la Figura 38, es el encargado de
suministrar la etiqueta, realizarle el corte y abastecer de pega a la etiqueta para que
esta se puede adherir a la botella, dicha etiqueta puede variar dependiendo de la
presentación de la botella que se esté produciendo, el conjunto de etiquetado está
conformado por el cilindro de encolado, el tambor de vacío, el cilindro de corte y los
rodillos de contra presión.

64
Figura 38. Conjunto de etiquetado.
Fuente: Propia.
5.3.5 Codificación.
Después de la exhaustiva identificación de los equipos se propone una
modificación a la codificación que actualmente tienen registrado en la planta, la cual
va acorde con el árbol de equipos de la planta, y con la cual se obtiene una
información más concreta al momento de hablar de un equipo. A continuación se
muestran las dos codificaciones (actual y propuesta) con sus respectivos niveles y la
especificación de que información brinda cada uno de los niveles.
Figura 39. Codificación actual de los equipos de ALPLA de Venezuela S.A, Planta Valencia.
Fuente: Propia.

65
Figura 40. Propuesta para la codificación de los equipos de ALPLA de Venezuela S.A, Planta
Valencia.
Fuente: Propia.
Ejemplo para la codificación propuesta de los equipos en planta:
VAL-L08-SBO 20U-TRANS-PINZ
Codificación en la cual se indica la localidad de la planta, ya que en
Venezuela ALPLA cuenta con cuatro plantas, en este caso planta Valencia; línea a la
que pertenece el equipo, en esta ocasión es la línea 8; especificación del equipo que
para este ejemplo es la sopladora; el elemento del equipo en el que se especifica la
transferencia de preformas; por último el componente, que para este modelo es la
pinza.
Hay que tener en cuenta, que si solo queremos definir un equipo de la planta,
sin mencionar su elemento, el código estará estructurado por los niveles que sean
necesarios.
5.4 Realizar un estudio de criticidad para así establecer la prioridad de los
equipos en las líneas.
En esta fase trabajando conjuntamente con el jefe de mantenimiento y los
supervisores de producción, se definen los equipos a los cuales se les va a realizar la
reestructuración y actualización del manual de mantenimiento preventivo, la cual se
basa en la frecuencia de falla de todo tipo que presentan los equipos y por el tiempo
de inoperatividad de los equipos, ya que estos factores influyen en la eficiencia de las
líneas de producción.
66
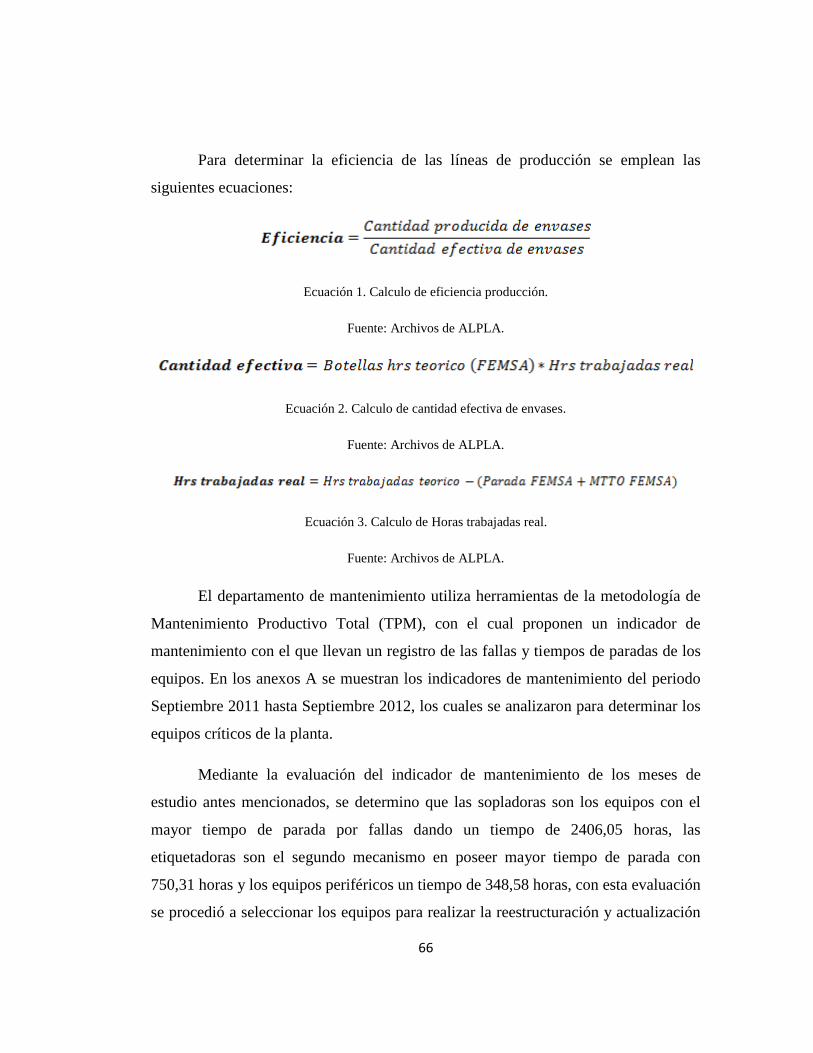
Para determinar la eficiencia de las líneas de producción se emplean las
siguientes ecuaciones:
Ecuación 1. Calculo de eficiencia producción.
Fuente: Archivos de ALPLA.
Ecuación 2. Calculo de cantidad efectiva de envases.
Fuente: Archivos de ALPLA.
Ecuación 3. Calculo de Horas trabajadas real.
Fuente: Archivos de ALPLA.
El departamento de mantenimiento utiliza herramientas de la metodología de
Mantenimiento Productivo Total (TPM), con el cual proponen un indicador de
mantenimiento con el que llevan un registro de las fallas y tiempos de paradas de los
equipos. En los anexos A se muestran los indicadores de mantenimiento del periodo
Septiembre 2011 hasta Septiembre 2012, los cuales se analizaron para determinar los
equipos críticos de la planta.
Mediante la evaluación del indicador de mantenimiento de los meses de
estudio antes mencionados, se determino que las sopladoras son los equipos con el
mayor tiempo de parada por fallas dando un tiempo de 2406,05 horas, las
etiquetadoras son el segundo mecanismo en poseer mayor tiempo de parada con
750,31 horas y los equipos periféricos un tiempo de 348,58 horas, con esta evaluación
se procedió a seleccionar los equipos para realizar la reestructuración y actualización

67
de los manuales de mantenimiento mecánico, donde se designaron las sopladoras
SIDEL y las etiquetadoras KRONES para este trabajo, después de esta selección se
procedió a realizar un estudio de criticidad a estos equipos para precisar en los
elementos más críticos de estas máquinas.
Este estudio de criticidad se realizo mediante encuestas (figura 50 y figura
51), que se le realizaron:
Jefe de mantenimiento.
Supervisor de producción.
Mecánicos.
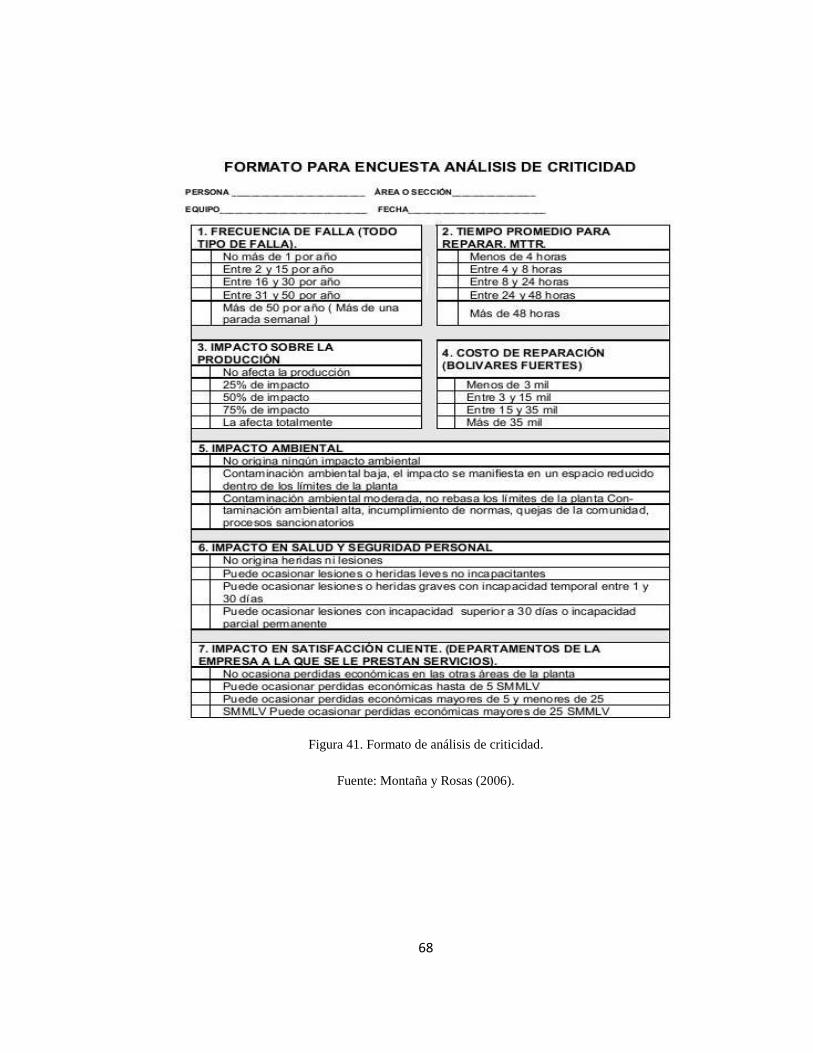
La encuesta está conformada por siete tópicos a tratar, los cuales son:
Frecuencia de todo tipo de fallas.
Tiempo promedio para reparar.
Impacto sobre la producción.
Costo de reparación.
Impacto ambiental.
Impacto en la salud y seguridad personal.
Impacto en satisfacción del cliente.
En base a estos factores, se puede obtener la información de la criticidad del
elemento que se está evaluando, ya que con este formato se cubren las posibles
consecuencias que tenga un elemento específico a fallar.
68
Figura 41. Formato de análisis de criticidad.
Fuente: Montaña y Rosas (2006).
69
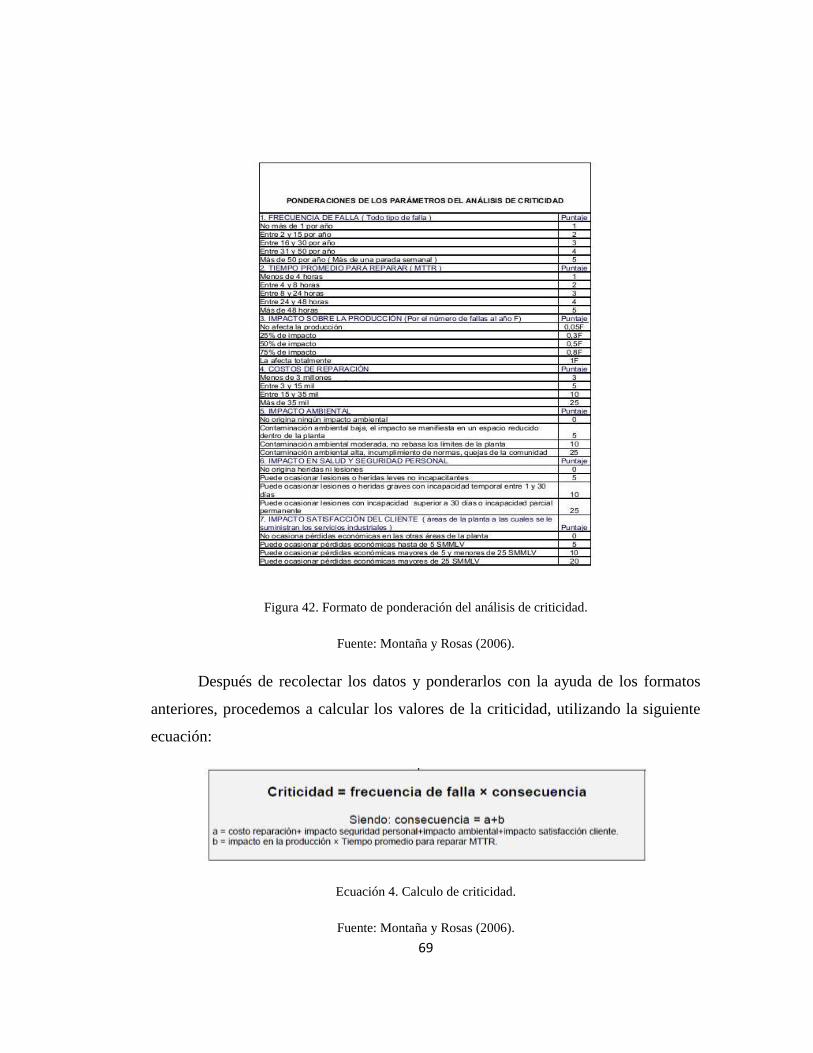
Figura 42. Formato de ponderación del análisis de criticidad.
Fuente: Montaña y Rosas (2006).
Después de recolectar los datos y ponderarlos con la ayuda de los formatos
anteriores, procedemos a calcular los valores de la criticidad, utilizando la siguiente
ecuación:
Ecuación 4. Calculo de criticidad.
Fuente: Montaña y Rosas (2006).
70
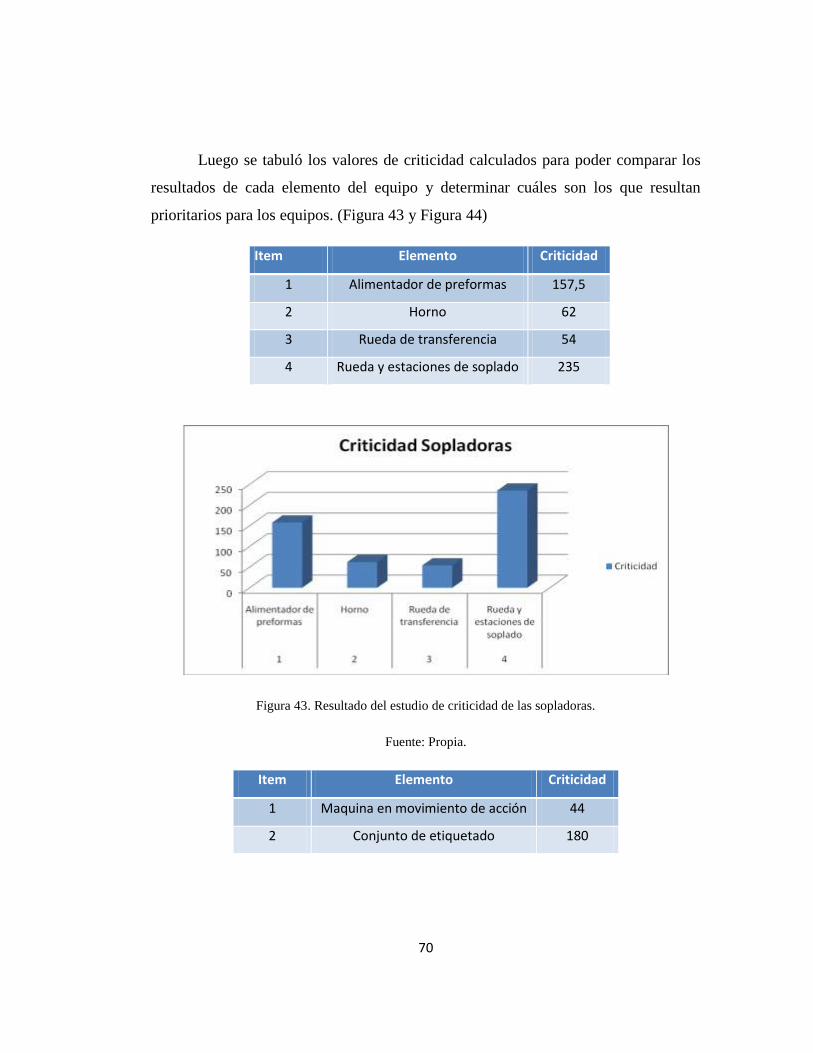
Luego se tabuló los valores de criticidad calculados para poder comparar los
resultados de cada elemento del equipo y determinar cuáles son los que resultan
prioritarios para los equipos. (Figura 43 y Figura 44)
Item Elemento Criticidad
1 Alimentador de preformas 157,5
2 Horno 62
3 Rueda de transferencia 54
4 Rueda y estaciones de soplado 235
Figura 43. Resultado del estudio de criticidad de las sopladoras.
Fuente: Propia.
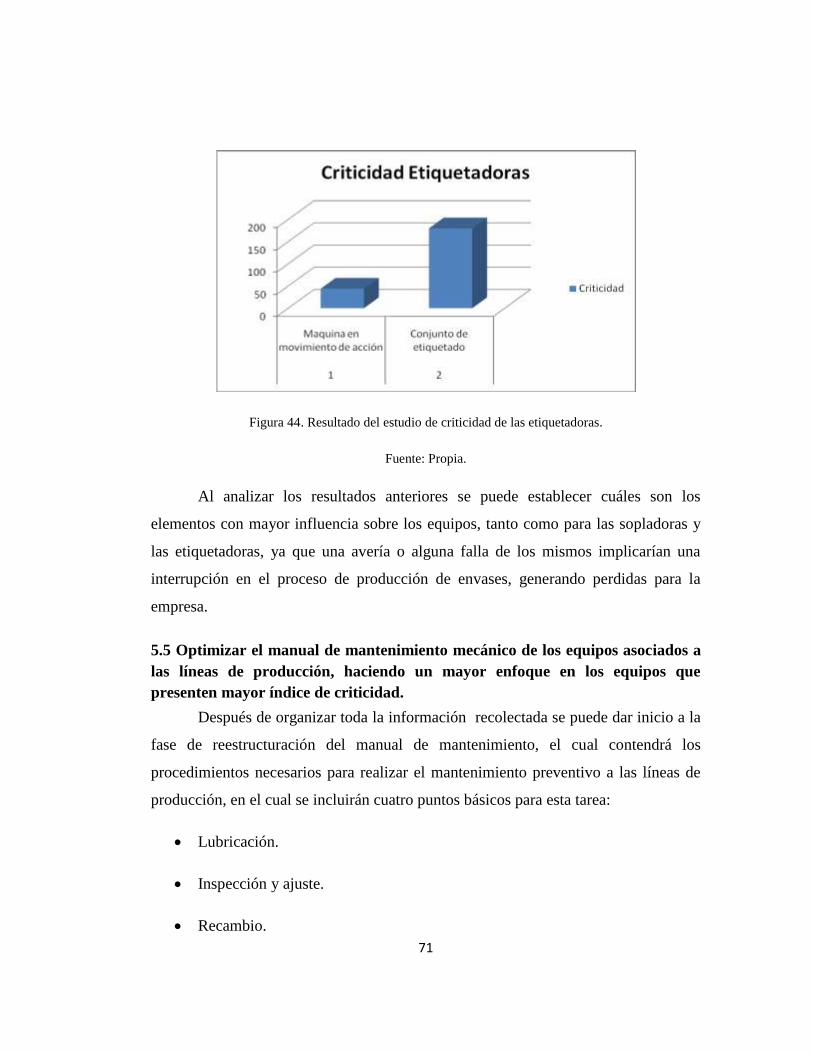
Item Elemento Criticidad
1 Maquina en movimiento de acción 44
2 Conjunto de etiquetado 180
71
Figura 44. Resultado del estudio de criticidad de las etiquetadoras.
Fuente: Propia.
Al analizar los resultados anteriores se puede establecer cuáles son los
elementos con mayor influencia sobre los equipos, tanto como para las sopladoras y
las etiquetadoras, ya que una avería o alguna falla de los mismos implicarían una
interrupción en el proceso de producción de envases, generando perdidas para la
empresa.
5.5 Optimizar el manual de mantenimiento mecánico de los equipos asociados a
las líneas de producción, haciendo un mayor enfoque en los equipos que
presenten mayor índice de criticidad.
Después de organizar toda la información recolectada se puede dar inicio a la
fase de reestructuración del manual de mantenimiento, el cual contendrá los
procedimientos necesarios para realizar el mantenimiento preventivo a las líneas de
producción, en el cual se incluirán cuatro puntos básicos para esta tarea:
Lubricación.
Inspección y ajuste.
Recambio.
72
Limpieza.
Para estos cuatros procesos se elaboro un patrón de generación de rutas y de
elaboración de procedimientos. Rutas de proceso en las cuales se indica la manera y
frecuencia de realización de una tarea en específico, así como un formato en el cual
plasmar dichas acciones.
El plan de mantenimiento preventivo se basa en cuatro puntos básicos, que
estos a su vez serán la base de la documentación que sea generada, por esto una
óptima creación de las rutas de trabajo y las fichas de intervención de mantenimiento
van a ser garantía de que el manual sea práctico y preciso.
5.5.1 Lubricación:
Al realizar esta fase se espera prolongar la vida útil de los equipos, ya que la
lubricación es necesaria para el buen funcionamiento de los mecanismos, sin una
adecuada lubricación los equipos sufrirían daños que podrían llegar a ser
irreversibles.
Para esta tarea se genero una ruta ordenada donde se establece la acción a
realizar, la frecuencia con la cual se debe realizar la misma y un código para buscar la
ficha de intervención en el manual de prácticas operativas de mantenimiento
(MPOM). (Ver Figura 45 y Figura 47)
En los Anexos B se encuentra el MPOM completo donde se encuentran todas
las operaciones de lubricación con sus respectivas fichas de intervención.
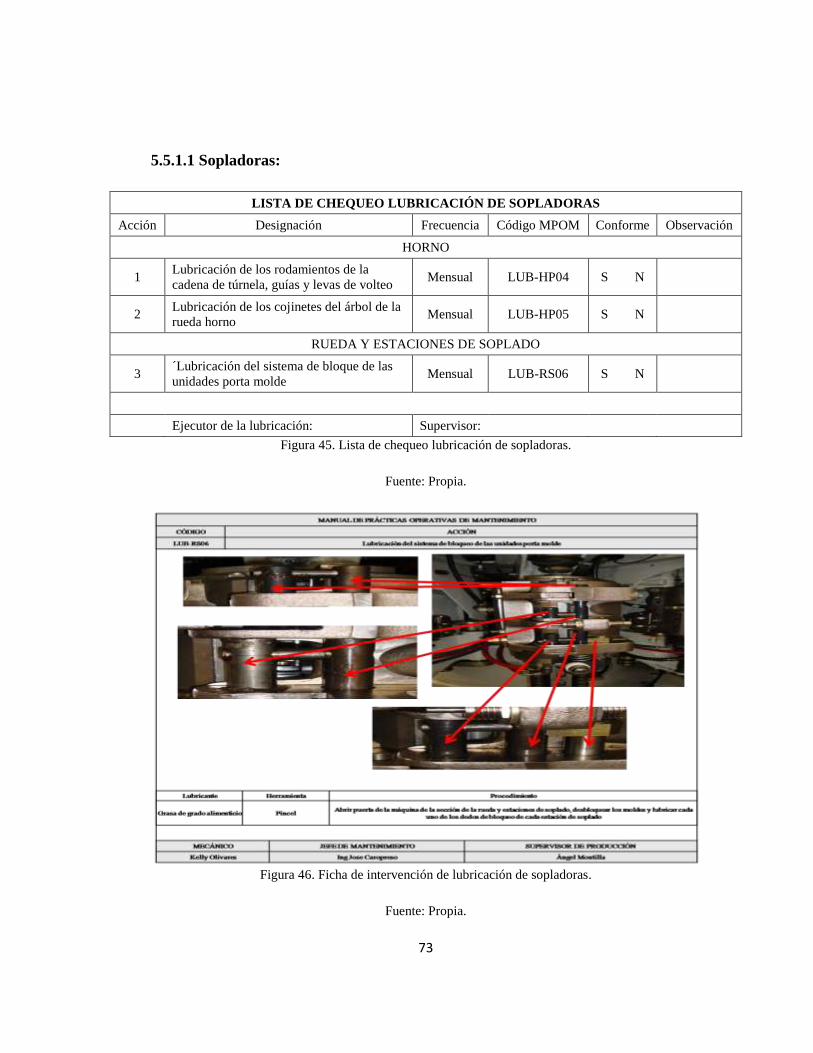
Cada acción está identificada con un código con el cual se registra una ficha
en el MPOM (Figura 46 y Figura 48), donde se describe información técnica para
brindar la mayor ayuda posible y reducir el tiempo empleado por el encargado de la
lubricación en realizar dicha tarea.
73
5.5.1.1 Sopladoras:
LISTA DE CHEQUEO LUBRICACIÓN DE SOPLADORAS
Acción Designación Frecuencia Código MPOM Conforme Observación
HORNO
1 Lubricación de los rodamientos de la
cadena de túrnela, guías y levas de volteo Mensual LUB-HP04 S N
2 Lubricación de los cojinetes del árbol de la
rueda horno Mensual LUB-HP05 S N
RUEDA Y ESTACIONES DE SOPLADO
3 ´Lubricación del sistema de bloque de las
unidades porta molde Mensual LUB-RS06 S N
Ejecutor de la lubricación: Supervisor:
Figura 45. Lista de chequeo lubricación de sopladoras.
Fuente: Propia.
Figura 46. Ficha de intervención de lubricación de sopladoras.
Fuente: Propia.

74
5.5.1.2 Etiquetadoras:
LISTA DE CHEQUEO LUBRICACIÓN DE ETIQUETADORAS
Acción Designación Frecuencia Código MPOM Conforme Observación
MMA
1 Lubricación del árbol articulado del tornillo sin
fin Mensual LUB-MMA04 S N
MOTORIZACIÓN
2 Lubricación de los ejes de la etiquetadora Mensual LUB-MT01 S N
Ejecutor de la lubricación: Supervisor:
Figura 47. Lista de chequeo lubricación de etiquetadoras.
Fuente: Propia.
Figura 48. Ficha de intervención de lubricación de etiquetadoras.
Fuente: Propia.

75
5.5.2 Inspección y ajuste:
Si lubricar los equipos nos ayuda a mantenerlos operativos y en condiciones
óptimas de trabajo, la tarea de inspección y ajuste no es menos importante, ya que nos
garantiza que las funciones que realiza la máquina durante su jornada no varíen y
estén dentro de los rangos permitidos, evitando que ocurran desgastes innecesarios
debidos a alguna variación en el funcionamiento del equipo.
Al igual que la lubricación el proceso de inspección y ajuste viene de la mano
con una ruta de procedimientos ordenada (Ver anexo B) donde se establecen las
frecuencias de las acciones a realizarse y un código para identificar la ficha MPOM,
para así ofrecer una guía al encargado de ejecutar las labores de inspección y ajuste.
(Ver Figura 49, 50, 51, 52)
5.5.2.1 Sopladoras:
LISTA DE CHEQUEO INSPECCIÓN Y AJUSTE DE SOPLADORAS
Acción Designación Frecuencia Código MPOM Conforme Observación
ALIMENTADOR DE PREFORMAS
1 Inspección y ajuste de correa dentada de giro de los
rodillos orientadores Semanal IYA-AP01 S N
2 Inspección y ajuste de la banda elevadora de preformas Semanal IYA-AP02 S N
HORNO
3 Inspección y ajuste de lámparas de 2500 y 3000 W Semanal IYA-HP01 S N
RUEDA DE TRANSFERENCIA
4 Inspección y ajuste de los rodamientos de los brazos de
transferencia Semanal IYA-TP01 S N
5 Inspección y ajuste de las pinzas de transferencia Semanal IYA-TP02 S N
MOTORIZACIÓN
6 Inspección y ajuste de las correas y tensores Semanal IYA-MT01 S N
Ejecutor: Supervisor:
Figura 49. Lista de chequeo inspección y ajuste de sopladoras.
Fuente: Propia.

76
Figura 50. Ficha de intervención de inspección y ajuste de sopladoras.
Fuente: Propia.
5.5.2.2 Etiquetadoras:
LISTA DE CHEQUEO INSPECCIÓN Y AJUSTE DE ETIQUETADORAS
Acción Designación Frecuencia Código MPOM Conforme Observación
MMA
1 Inspección y ajuste del sincronismo del
MMA y el conjunto de etiquetado Quincenal IYA-MMA04 S N
Ejecutor: Supervisor:
Figura 51. Lista de chequeo inspección y ajuste de etiquetadoras.
Fuente: Propia.
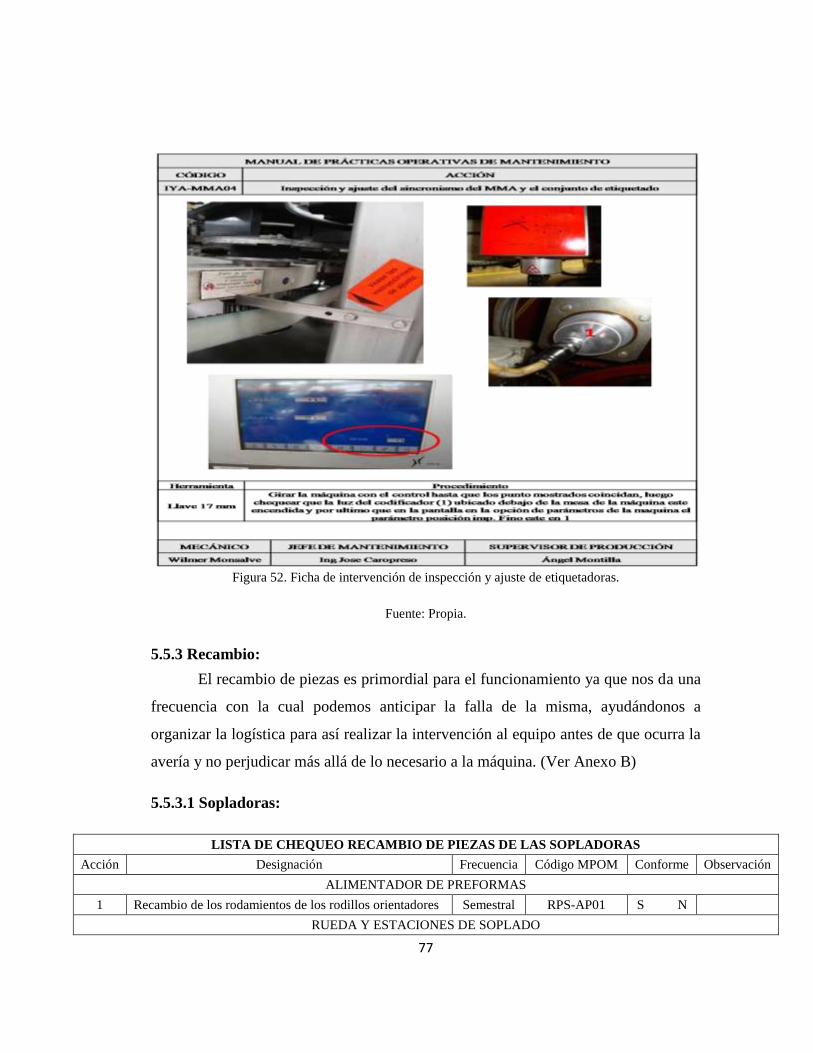
77
Figura 52. Ficha de intervención de inspección y ajuste de etiquetadoras.
Fuente: Propia.
5.5.3 Recambio:
El recambio de piezas es primordial para el funcionamiento ya que nos da una
frecuencia con la cual podemos anticipar la falla de la misma, ayudándonos a
organizar la logística para así realizar la intervención al equipo antes de que ocurra la
avería y no perjudicar más allá de lo necesario a la máquina. (Ver Anexo B)
5.5.3.1 Sopladoras:
LISTA DE CHEQUEO RECAMBIO DE PIEZAS DE LAS SOPLADORAS
Acción Designación Frecuencia Código MPOM Conforme Observación
ALIMENTADOR DE PREFORMAS
1 Recambio de los rodamientos de los rodillos orientadores Semestral RPS-AP01 S N
RUEDA Y ESTACIONES DE SOPLADO
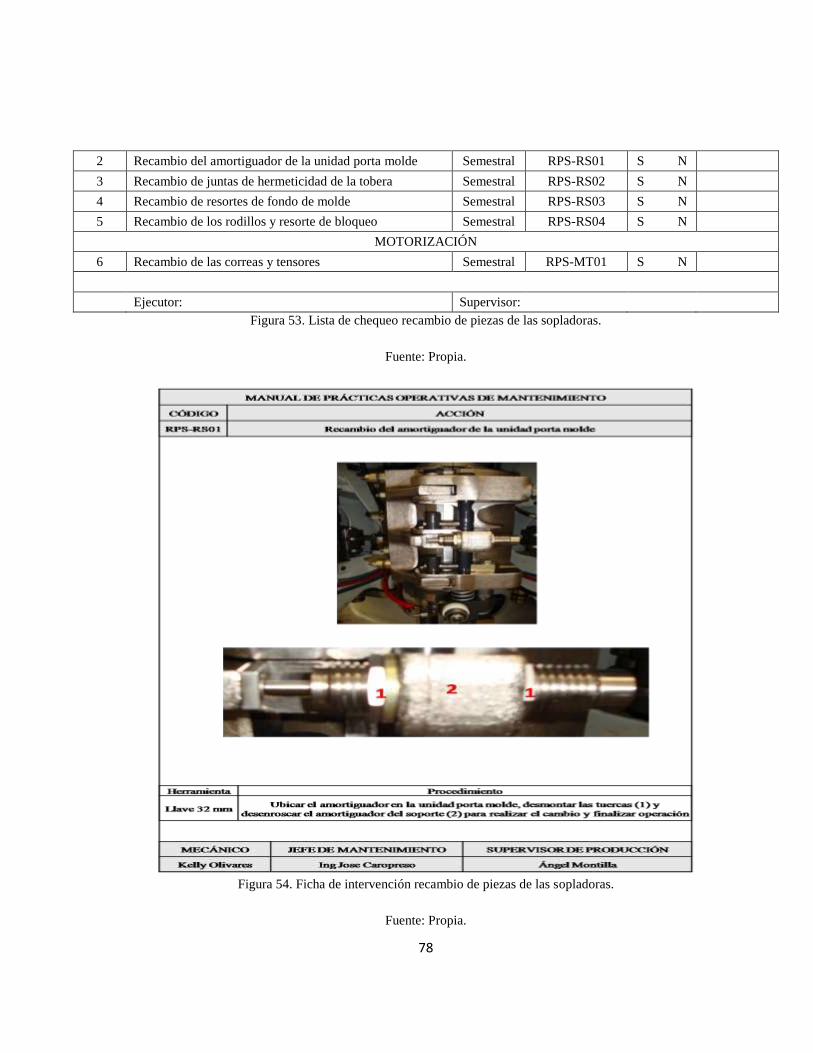
78
2 Recambio del amortiguador de la unidad porta molde Semestral RPS-RS01 S N
3 Recambio de juntas de hermeticidad de la tobera Semestral RPS-RS02 S N
4 Recambio de resortes de fondo de molde Semestral RPS-RS03 S N
5 Recambio de los rodillos y resorte de bloqueo Semestral RPS-RS04 S N
MOTORIZACIÓN
6 Recambio de las correas y tensores Semestral RPS-MT01 S N
Ejecutor: Supervisor:
Figura 53. Lista de chequeo recambio de piezas de las sopladoras.
Fuente: Propia.
Figura 54. Ficha de intervención recambio de piezas de las sopladoras.
Fuente: Propia.

79
5.5.3.2 Etiquetadoras:
LISTA DECHEQUEO RECAMBIO DE PIEZAS DE LAS ETIQUETADORAS
Acción Designación Frecuencia Código MPOM Conforme Observación
OTROS
1 Recambio del silenciador de la bomba de vacio Mensual RPE-OT01 S N
Ejecutor: Supervisor:
Figura 55. Lista de chequeo recambio de piezas de las etiquetadoras.
Fuente: Propia.
Figura 56. Ficha de intervención recambio de piezas de las etiquetadoras.
Fuente: Propia.

80
5.5.4 Limpieza:
Es importante mantener los equipos limpios para evitar la contaminación de
las botellas principalmente y de los lubricantes, ya que si la botella trae dentro algún
residuo o partícula los inspectores de calidad rechazan el producto, generando
pérdidas para la empresa. (Anexo B)

81
CONCLUSIONES
El análisis y diagnostico de las condiciones de los equipos de producción
dentro de la empresa ALPLA de Venezuela S.A, Planta Valencia permitió concluir
que:
Con la información suministrada por los técnicos y operarios de los equipos,
sumada con la información brindada por los manuales de los equipos, fueron
de gran ayuda e importancia para definir correctamente la restructuración de
los planes de mantenimiento.
El análisis y observación del proceso productivo nos permitió elaborar un
árbol de equipos lógico, mediante el cual se logro identificar cada equipo y
conocer su función en el proceso productivo, como también dividir cada
equipo en elementos, para así enfocar las acciones de mantenimiento
correctamente hacia el elemento que presente fallas para prevenirlas o
erradicarlas.
La organización y mejoramiento de la documentación implica una mejora en
la calidad de manejo de los equipos, ya que proporciona información valiosa
para los trabajadores en la planta, esto se hace mediante la identificación y
codificación de equipos, esto ayuda también a la organización del almacén de
repuestos, ya que mediante la codificación de los equipos se puede organizar
de la mejor manera, para que en el momento de preparar la logística para la
intervención de un equipo, conseguir los repuestos rápido y fácilmente.
Mediante el análisis de criticidad se determinaron los equipos más relevantes
para estudiar y a los cuales se les aplico la restructuración y optimización. El
análisis de criticidad le permite a la empresa orientar sus recursos donde sea

82
más necesarios, logrando así una forma más eficiente y rápida para solventar
los problemas en los equipos.
Con la restructuración y optimización del manual de mantenimiento se le
facilita información a los mecánicos y operadores de las máquinas, la cual
ayuda al trabajador a realizar su labor diaria en la planta, buscando disminuir
los tiempos de inoperatividad de los equipos por desconocimiento de los
trabajadores en realizar las acciones de mantenimiento. Y obtener un historial
de los equipos para establecer un control estadístico de las causas de las fallas
que permitirá elaborar estrategias adecuadas para la solución de imprevistos.

83
RECOMENDACIONES
Luego de las conclusiones obtenidas en la elaboración del presente estudio es
necesario indicar algunas recomendaciones que cubrirían algunos detalles que
ayudaría a la mejora de la empresa:
Implementar el manual de mantenimiento. Aplicando las acciones de
mantenimiento de manera efectiva, para preservar la vida de los equipos y
disminuir las paradas de los mismos.
Capacitación y entrenamiento de los trabajadores de la planta, mediante
cursos, talleres y actividades que enriquezcan su nivel de conocimiento.
Realizar actualizaciones y ajustes que ayuden a mejorar el plan de
mantenimiento, según las necesidades que los equipos vayan presentando, con
el fin de preservar la eficacia del plan de mantenimiento.
Efectuar reuniones periódicas con el Departamento de Mantenimiento y el
Departamento de producción, con el propósito de evaluar el funcionamiento
de los equipos de las líneas de producción, para corregir problemas
ocasionales que se detecten.
Concientizar a los mecánicos y operadores de la importancia de su trabajo en
la empresa, para mantenerlos atentos a los signos o indicios de fallas, ya que
ellos son los que día a día están al lado de los equipos y pueden notar
cualquier cambio negativo en el proceso productivo.
.
84
REFERENCIAS BIBLIOGRAFÍCAS
Hernández, R. (2007). Fundamentos de Metodología de la Investigación.
México: McGraw Hill.
Fincowsky, F.; Benjamín, E. (2007). Organización de empresa: análisis, diseño y
estructura. México: McGraw Hill.
Álvarez, M. (2008). Manual para elaborar manuales de políticas y procedimientos.
México: Panorama Editorial.
Rey, F. (2008). Mantenimiento Total de la Producción TPM: proceso de implantación
y desarrollo. España: Fundación Confemetal.
Castro, E. (2006). Proceso de Codificación de Equipos y Aplicación del Sistema SAP
en la Gestión del Mantenimiento en Ampliación de la Planta Arauco
Remanufactura Tres Pinos. Valdivia Chile.
Montaña, L.; Rosas, E. (2006). Diseño de un sistema de mantenimiento con base en
análisis de criticidad y análisis de modos y efectos de falla en la planta de
coque de fabricación primaria en la empresa Acerías paz del río S.A.
Colombia.
Mora, L. (2009). Mantenimiento – Planeamiento, Ejecución y Control.
México: Alfaomega editorial.

85
ANEXOS

86
ANEXOS A
87
ANEXOS B
88
ÍNDICE
CONTENIDO…………………………………..……………………………….…pp
INTRODUCCIÓN ........................................................................................................ 1
CAPÍTULO I ............................................................................................................... 2
LA EMPRESA .............................................................................................................. 2
1.1 Reseña Histórica: ............................................................................................ 2
1.2 Misión de la Empresa: .................................................................................... 3
1.3 Visión de la Empresa: ..................................................................................... 3
1.4 Proceso Productivo: ........................................................................................ 3
1.5 Organigrama de ALPLA de Venezuela S.A: ...................................................... 8
1.6 Departamento de Mantenimiento: ..................................................................... 14
CAPÍTULO II ........................................................................................................... 17
EL PROBLEMA ......................................................................................................... 17
2.1 Identificación del Problema:.............................................................................. 17
2.2 Planteamiento del Problema: ............................................................................. 17
2.3 Formulación del Problema: ............................................................................... 19
2.4 Objetivo de la Investigación. ............................................................................. 19
2.4.1 Objetivo General: ........................................................................................ 19
2.4.2 Objetivo Específicos: .................................................................................. 19
2.5 Justificación: ...................................................................................................... 20
2.6 Alcance: ............................................................................................................. 20
2.7 Limitaciones: ..................................................................................................... 21
CAPÍTULO III .......................................................................................................... 22
MARCO REFERENCIAL CONCEPTUAL .............................................................. 22
3.1 Antecedentes: .................................................................................................... 22
89
3.2 Bases Teóricas. .................................................................................................. 23
3.2.1 Manual de Procedimientos: ........................................................................ 23
3.2.2 Línea de Producción: .................................................................................. 24
3.2.3 Mantenimiento: ........................................................................................... 25
3.2.4 Árbol de equipos: ........................................................................................ 30
3.2.5 Codificación: ............................................................................................... 33
3.2.6 Análisis de Criticidad: ................................................................................ 35
3.3 Definición de Términos Básicos. ...................................................................... 36
CAPÍTULO IV .......................................................................................................... 40
FASES METODOLÓGICAS ..................................................................................... 40
4.1 Fase I: Recopilar información de los equipos de las líneas de producción. ...... 40
4.2 Fase II: Generar un árbol de equipos a fin de establecer un orden lógico de la
participación de los equipos en el proceso productivo. ........................................... 40
4.3 Fase III: Identificar y codificar los equipos de las líneas de producción. ......... 41
4.4 Fase IV: Realizar un estudio de criticidad para así establecer la prioridad de los
equipos en las líneas. ............................................................................................... 41
4.5 Fase V: Reestructurar el manual de mantenimiento mecánico de los equipos
asociados a las líneas de producción, haciendo un mayor enfoque en los equipos
que presenten mayor índice de criticidad. ............................................................... 42
CAPITULO V ............................................................................................................ 43
RESULTADOS ........................................................................................................... 43
5.1 Recopilar información de los equipos de las líneas de producción. .................. 43
5.2 Generar un árbol de equipos a fin de establecer un orden lógico de la
participación de los equipos en el proceso productivo. ........................................... 46
5.3 Identificar y codificar los equipos padres de las líneas de producción. ............ 47
5.3.1 Compresores de aire.................................................................................... 47
5.3.2 Sopladoras. .................................................................................................. 53
90
5.3.3 Transportadores. ......................................................................................... 61
5.3.4 Etiquetadoras. ............................................................................................. 62
5.3.5 Codificación. ............................................................................................... 64
5.4 Realizar un estudio de criticidad para así establecer la prioridad de los equipos
en las líneas. ............................................................................................................ 65
5.5 Reestructurar el manual de mantenimiento mecánico de los equipos asociados a
las líneas de producción, haciendo un mayor enfoque en los equipos que presenten
mayor índice de criticidad. ...................................................................................... 71
5.5.1 Lubricación: ................................................................................................ 72
5.5.2 Inspección y ajuste: ..................................................................................... 75
5.5.3 Recambio: ................................................................................................... 77
5.5.4 Limpieza: .................................................................................................... 80
CONCLUSIONES ..................................................................................................... 81
RECOMENDACIONES ........................................................................................... 83
BIBLIOGRAFÍA ....................................................................................................... 84
ANEXOS .................................................................................................................... 85