fcaw3
TRANSCRIPT

Equipo necesario
• Fuente de poder.• Sistema de alimentación de alambre.• Fuente de gas de protección y sistema de
regulación de gas.• Antorcha.• Pinza de tierra.• Cables de conexión.

Fuente de poder
• Proporciona la energía eléctrica con las características adecuadas para establecer y mantener el arco.

Fuente de poder
• Las más populares son las de corriente directa voltaje constante (CV).
• Se recomienda que la capacidad sea de 300 A mínimo y un ciclo de trabajo 100%.
• Debe ser capaz de incrementos unitarios de voltaje.

Alimentadores
• Tienen la función de proporcionar una alimentación continua y uniforme de alambre a una velocidad previamente seleccionada.

Alimentadores
• Se prefieren los de velocidad constante en conjunto con las máquinas CV.
• La velocidad de alimentación de alambre determina el amperaje aplicado al electrodo.
• Es preferido el uso de rodillos (estriados) moleteados.

Antorcha
• Tiene la función de conducir la corriente eléctrica, el gas de protección y el electrodo.

Antorcha
• Se recomienda una capacidad mínima de 400 A.
• Existen modelos enfriados por aire y por agua.• Lo que busca un operador es la fácil
manipulación, comodidad, poco peso y durabilidad.

Gas de protección
• Puede ser suministrado a partir de cilindros o tubería proveniente de un manifold.– Se emplean reguladores flujómetros para ajustar el
volumen de gas necesario para una adecuada protección.– Es importante que el regulador flujómetro tenga la
capacidad suficiente para manejar el gasto requerido.
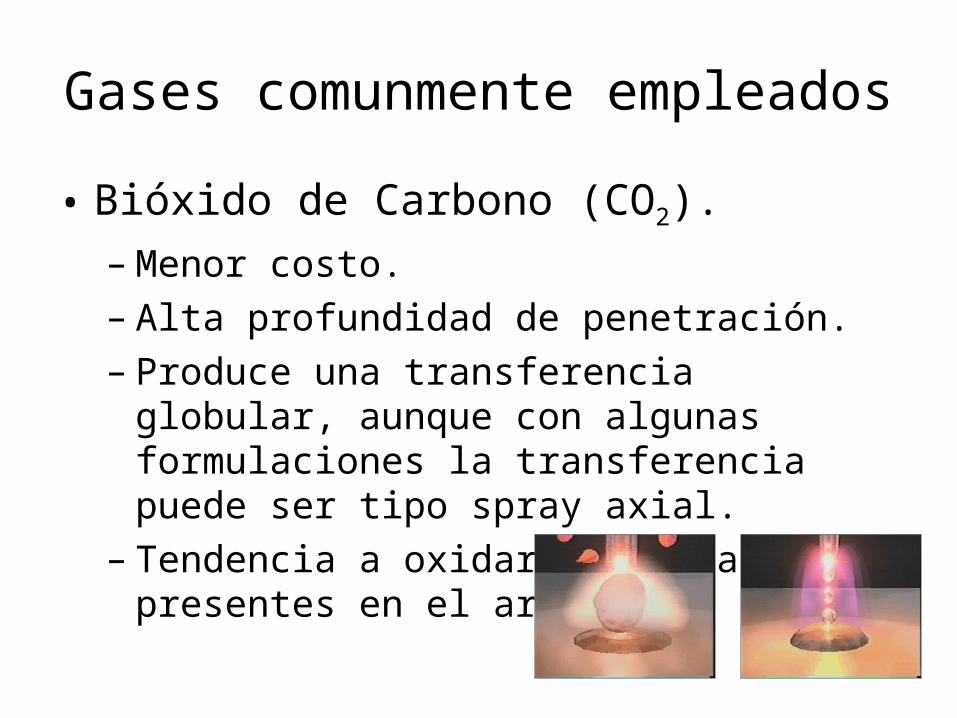
Gases comunmente empleados
• Bióxido de Carbono (CO2).– Menor costo.– Alta profundidad de penetración.– Produce una transferencia globular, aunque con
algunas formulaciones la transferencia puede ser tipo spray axial.
– Tendencia a oxidar los metales presentes en el arco.

Gases comunmente empleados
• Mezclas de Argón y CO2.– 75-25 y 80-20 son las más empleadas, no se
recomienda mayor contenido de argón ya que se pierde la capa de escoria.
– Incrementan la eficiencia de los desoxidantes del fundente.
– Se obtiene mayor resistencia a la tensión y límite de cedencia que con CO2.
– Para soldar fuera de posición, es más cómodo para el soldador.

Cables y pinza de tierraA Longitud de cable en el circuito -
A.W.G. 60´ 100´ 150´ 200´ 300´ 400´
100 4 4 4 2 1 1/0 150 2 2 2 1 2/0 3/0 200 2 2 1 1/0 3/0 4/0 250 2 2 1/0 2/0 300 1 1 2/0 3/0 350 1/0 1/0 3/0 4/0 400 1/0 1/0 3/0 450 2/0 2/0 4/0 500 2/0 2/0 4/0 400 4/0 4/0 800 4/0 (2) 4/0 (2) 1200 4/0 (3) 4/0 (3)
Operación automática (100% Ciclo de trabajo)

Polaridad
• Determina el sentido de flujo del fluido eléctrico.– La mayoría de los alambres protegidos por gas
emplean DCEP (Invertida o DC+), produce una mejor penetración.
– La polaridad directa (DCEN o DC-) se utiliza con algunos alambres autoprotegidos.

Amperaje
• La cantidad de corriente aplicada a un electrodo es proporcional a la velocidad de alambre seleccionada.
• Determina la tasa de depósito, la penetración, el tamaño y la forma del cordón.
Amperaje
• Un alto amperaje produce una alta penetración y un cordón de perfíl de gran convexidad.
• Una insuficiente cantidad de alambre produce una transferencia globular con excesiva salpicadura y pobre penetración.

WFS vs. corriente (E71T-1M)
0
200
400
600
800
125 175 225 275 325 400
Corriente (A)
Vel
. d
e A
lam
bre
(i
pm
) 0.035” 0.045”
0.052”
0.062”

Voltaje
• Determina la longitud de arco. Está en función del amperaje deseado.
• Para un valor de corrriente determinado, produce el mejor arco.
• Afecta principalmente la altura del refuerzo de soldadura y el ancho del cordón.

Relación V-A
20
23
26
29
32
200 225 250 300 350 400
Corriente (A)
Volt
aje
(V
)
75% Ar - 25% CO75% Ar - 25% CO22
100% CO2100% CO2

Velocidad de avance
• Está controlada por el operador y determina en gran medida el tamaño del cordón de soldadura.
• Afecta la penetración y la forma del cordón.• Determina la cantidad de calor suministrado a la
pieza de trabajo:
Q = A * V / TS Q es calor.A es Amperaje.V es Voltaje.TS es velocidad de avance.

Ventajas del proceso
• Produce uniones de alta calidad a bajo costo y menor esfuerzo que el proceso SMAW.
• Es más indulgente que el proceso GMAW.• Más flexible que el proceso de arco
sumergido.– Depósitos de soldadura de excelente calidad.– Cordones tersos y uniformes, excelente
apariencia.

Ventajas del proceso
• Excelente contorno de cordones de filete horizontal.
• En algunos aceros se puede soldar sobre un amplio rango de espesores.
• Elevado factor de operación.• Alta tasa de depósito.• Relativamente alta eficiencia del electrodo.

Ventajas del proceso
• Se requiere menor limpieza inicial que con proceso GMAW.
• Se reduce la distorsión en relación con el proceso SMAW.
• Se puede aplicar sobre juntas de preparación económica.
• Arco visible, fácil de usar.• Alta tolerancia a contaminantes que pueden causar
agrietamiento. • Alta resitencia al agrietamiento bajo el cordón.
Limitaciones del proceso
• Hasta la fecha, está limitado a materiales ferrosos y base níquel.
• Produce una capa de escoria que debe ser removida.• En base peso, los electrodos tubulares son más
costosos que los sólidos.• El equipo es más costoso y complicado que el de
proceso SMAW; sin embargo, el incremento en la productividad lo compensa.
• La protección del gas puede afectarse por las corrientes de aire.

Calidad de soldaduraProblemas comunes
• Inclusiones de escoria
• Porosidad
• Fusión incompleta
Escoria del cordón anterior Velocidad de avance errática Angulo de avance inadecuado
Flujo de gas insuficiente o inadecuado Ráfagas de viento que eliminan la
protección de gas Corriente, voltaje y ESO excesivos
Velocidad de avance muy alta Insuficiente amperaje de soldadura
Calidad de soldaduraProblemas comunes
• Socavado
• Porosidad de agujero de gusano
Excesivo amperaje de soldadura Voltaje demasiado alto Velocidad de avance alta
Causado por humedad o azufre en el acero
Limpiar la superficie de la junta Precalentar para eliminar la humedad

Aplicaciones, ejemplos

Aplicaciones, ejemplos

Aplicaciones, ejemplos

Aplicaciones, ejemplos


