estudio de la viabilidad en la producción de compost y
TRANSCRIPT

Estudio de la viabilidad en la producción de
compost y biogás a partir de residuos de la cadena
de restaurantes WOK.
Proyecto de Grado
Por
WILLIAM DAVID FONSECA JARAMILLO
SEBASTIAN GOMEZ BETANCOURT
Presentado a la Oficina de Estudios de Pregrado de
Universidad de los Andes
En cumplimiento parcial de los requisitos para el título de
INGENIERO QUÍMICO
[OCTUBRE de 2013]
Asesor
ROCIO SIERRA, M.Sc, Ph.D
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA QUÍMICA
BOGOTÁ D.C

2
Estudio de la viabilidad en la producción de
compost y biogás a partir de residuos de la cadena
de restaurantes WOK.
Proyecto de Grado
Por
WILLIAM DAVID FONSECA JARAMILLO
SEBASTIAN GOMEZ BETANCOURT
Presentado a la Oficina de Estudios de Pregrado de
Universidad de los Andes
En cumplimiento parcial de los requisitos para el título de
INGENIERO QUÍMICO
Aprobado por
ROCIO SIERRA, M.Sc, Ph.D
FELIPE MUÑOZ Ph.D
[OCTUBRE de 2013]

3
ABSTRACT
Research in production viability of compost and biogas from waste of restaurants
WOK.
(Octubre de 2013)
William David Fonseca Jaramillo; Sebastián Gómez Betancourt, Universidad de los Andes,
Colombia.
Asesora: Dr. Rocio Sierra Ramírez
The bacterial bio-degradation of organic waste represents an interesting topic at a scientific
and industrial level, due to the market value of the products involved in this process. There
are two main types of bio-degradation: aerobic and anaerobic.This work aims to evaluate
both types through the most representative processes, of which compost and biogas are the
products, starting from waste food generated by Wok® restaurants.For the compost
production, the results from a previous study were scaled up200 times. The experiment set
up has been completed in 220 L capacity tanks,into which air was fed to the tanks daily
during 30 min, at a rate of 0.2 L/min/kg; obtaining a conversion of 35%, which is a positive
result in comparison with the 25% of (Murillo, 2012). On the other hand, for the biogas
production, two bio-digesters were set up using two tanks of 56 L in order to produce
methane through a batch model, and four 1.2 L bio-digesters were set up in a
countercurrent system. Using this experimental approach, we aimed to compare the
methane production of both methods, and sought to determine the viability of the
countercurrent model at a macro scale.

4
RESUMEN
Estudio de la viabilidad en la producción de compost y biogás a partir de residuos de la
cadena de restaurantes WOK.
(Octubre de 2013)
William David Fonseca Jaramillo; Sebastián Gómez Betancourt, Universidad de los Andes,
Colombia.
Asesora: Dr. Rocio Sierra Ramírez
La degradación bacteriana de residuos orgánicos es un tema de sumo interés a nivel
industrial y científico, pues la metabolización de estos desechos generalmente produce
compuestos de un alto valor agregado. Existen dos clases principales de degradación: la
aerobia, y la anaerobia. En este estudio se busca evaluar los dos procesos más
representativos de degradación aerobia y anaerobia, estudiando la posibilidad de la
producción industrial de compost y biogás a partir de los residuos orgánicos característicos
de los restaurantesWok®.En cuanto a la producción de fertilizantes, se tuvieron en cuenta
resultados reportados en estudios anteriores escalados 200 veces, para lo cualserealizóun
montaje a meso-escala en tambores de 220 L. Además, se implementó la técnica de
aireación en pilas estáticas con una corriente de aire alimentada a 0.2 L/min/kg, 1 vez al día
durante media hora; obteniendo una conversión del 35%, mayor a la esperada de 25%
(Murillo, 2012).Por otro lado, en cuanto a la digestión anaerobia, se realizó la construcción
de dos bio-reactores herméticos de 56 L para la producción de biogás en lotes y la
implementación de cuatro bio-digestores de 1.2 L en un modelo contracorriente; con esto se
buscó comparar la producción de metano de los procesos batch y contracorriente, así como
determinar la viabilidad del modelo contracorriente a nivel industrial.

5
DEDICATORIA Y AGRADECIMIENTOS
El trabajo actual es dedicado especialmente a nuestros padres y familiares quienes nos han
apoyado desde un principio para poder llegar a esta instancia de nuestros estudios. Ya que
ellos siempre han estado presentes para apoyarnos y dirigirnos moral y psicológicamente.
A familiares y amigos que en el transcurso de la vida universitaria nos prestaron su ayuda
para permanecer en este difícil trayecto, y así lograr hoy en día el triunfo que nos da paso
para continuar en este recorrido al que llamamos vida.
Agradecimiento especialmente a Dios quien guio y nos dio fortaleza para seguir adelante en
cada obstáculo presentado. Al mismo tiempo gran agradecimiento a la profesora Rocio
Sierra quien en los diferentes cursos tomados y ahora en este trabajo compartió de sus
conocimientos con nosotros, siendo una guía en el transcurso de la carrera. A los demás
profesores del plantel del departamento de ingeniería química quienes han construido de
nosotros los seres responsables que hoy somos. Y por último, y con la misma importancia,
a los técnicos de los laboratorios quienes ayudaron al proceso experimental del trabajo
actual, ya que sin su ayuda muchas de las cosas ejecutadas no hubieran podido ser
realizadas.

6
TABLA DE CONTENIDO
ABSTRACT ........................................................................................................................... 3
RESUMEN ............................................................................................................................. 4
DEDICATORIA Y AGRADECIMIENTOS ......................................................................... 5
TABLA DE CONTENIDO .................................................................................................... 6
LISTA DE FIGURAS ............................................................................................................ 8
LISTA DE TABLAS .............................................................................................................. 9
CAPITULO 1
1. Introducción .................................................................................................................. 10
1.1. Compost ..................................................................................................................... 12
1.2. Biogás ........................................................................................................................ 14
1.3. Sustratos .................................................................................................................... 16
1.4. Normatividad ............................................................................................................. 17
CAPITULO 2
2. Metodología .................................................................................................................. 18
2.1. Construcción de composteras. ................................................................................... 18
2.2. Construcción de los bio-digestores ............................................................................ 19
2.3. Preparación de los sustratos. ...................................................................................... 20
2.4. Análisis de calidad para los sustratos ........................................................................ 21
2.5. Método experimental ................................................................................................. 22
CAPITULO 3
3. Resultados ..................................................................................................................... 25
3.1. Compost ..................................................................................................................... 25
3.2. Biogás ........................................................................................................................ 32
CAPITULO 4
4. Discusión y análisis de resultados ................................................................................ 35
4.1. Compostaje ................................................................................................................ 35
4.2. Biogás ........................................................................................................................ 38
4.3. Biogás - Contracorriente ............................................................................................ 39

7
CAPITULO 5
5. Conclusiones ................................................................................................................. 41
CAPITULO 6
6. Bibliogafía .................................................................................................................... 43
CAPITULO 7
7. Anexos .......................................................................................................................... 46
Anexo 1. Método de mínimos cuadrados para polinomios de orden n. ............................... 46
Anexo2. Resultados experimentales Caneca 1. .................................................................... 50
Anexo3. Resultados experimentales Caneca 2. .................................................................... 52
Anexo4. Resultados experimentales con media aritmética Caneca 1. ................................. 53
Anexo5. Resultados experimentales con media aritmética Caneca 2. ................................. 54

8
LISTA DE FIGURAS
Figura 1. Proceso de digestión anaerobia. (Bouallagui, Ben Cheikh, Marouani, & Hamdi, 2003)
Figura 2. Fases de un sistema de compostaje aerobio (Benedetti, y otros, 2007).
Figura 3. Prototipo de sistema de aireación.
Figura 4. Estructura física de una compostera terminada.
Figura 5 Partes del biodigestor.
Figura 6. Configuración de los tanques en contracorriente
Figura 7. Sistema de Round-Robin (Murillo, 2012)
Figura 8. Fermentaciones a contracorriente y batch (Fu & Holtzapple, 2009).
Figura 9. Perfil de temperatura de las muestras. a) Caneca1 b) Caneca 2.
Figura 10. Perfil de temperatura de las muestras en promedio.a) Caneca1 b) Caneca2.
Figura 11. Ajuste de datos por medio del método de mínimos cuadrados.a) Caneca 1 b) Caneca 2.
Figura 12. Perfil de pH de las muestras. a) Caneca 1 b) Caneca 2.
Figura 13. Perfil de contenido de humedad de las muestras. a) Caneca 1 b) Caneca 2.
Figura 14. Perfil de pH de las muestras en promedio. a) Caneca 1 b) Caneca 2.
Figura 15. Perfil de contenido de humedad de las muestras en promedio. a) Caneca 1 b) Caneca 2.
Figura 16. Ajuste de datos de pH por medio del método de mínimos cuadrados. a) Caneca 1 b)
Caneca 2.
Figura 17. Ajuste de datos de contenido de humedad por medio del método de mínimos cuadrados.
a) Caneca 1 b) Caneca 2.
Figura 18. Compost al final del proceso.
Figura 19. Evolución del espectrograma de Biogás en el tiempo.
Figura 20: Producción de biogás en el tiempo.
Figura 21: Evolución del espectrograma del biogás en el tiempo.
Figura 22: Prueba de Salmonella.
Figura 23. Perfiles de temperatura ambiente.

9
LISTA DE TABLAS
Tabla 1. Ventajas del uso del compost en suelos.
Tabla 3. Características reactor.
Tabla 4. Parámetros y limitantes de compost según la NTC 5167.
Tabla 5. Características de Biogás al final del proceso.
Tabla 6. Modelos para temperatura.
Tabla 7. Modelos para comportamiento de pH.
Tabla 8. Modelos para comportamiento de contenido de humedad.
Tabla 9. Resultados NTC 5167.
Tabla 10: Resultados de la prueba de probeta invertida.
Tabla 11: Error relativo porcentual verdadero de la medición.
10
Capítulo 1
1. Introducción
En la actualidad, es común hablar sobre el desarrollo de nuevas tecnologías para la
reutilización de los desechos producidos por la humanidad. Todos estos avances son
derivados de la problemática ambiental que se ha exacerbado durante los ultimos años. Para
Colombia, un país en via de desarrollo, es importante introducir estas tecnologías,
especialmente en lo que concierne a ciudades de mayor densidad de población. Para estos
desechos producidos es posible encontrar diferentes usos que contribuyen al ecosistema.
Dos de los usos más difundidos y aceptados son: la producción de compost para uso en
cultivos como fertilizante, y la producción de biogás como fuente combustible. En ambas
aplicaciones, la basura sufre una degradación orgánica por agentes microbianos, en los
cuales se presentaran resultados en la producción de metabolitos intermedios.(Lee, y otros,
2004)
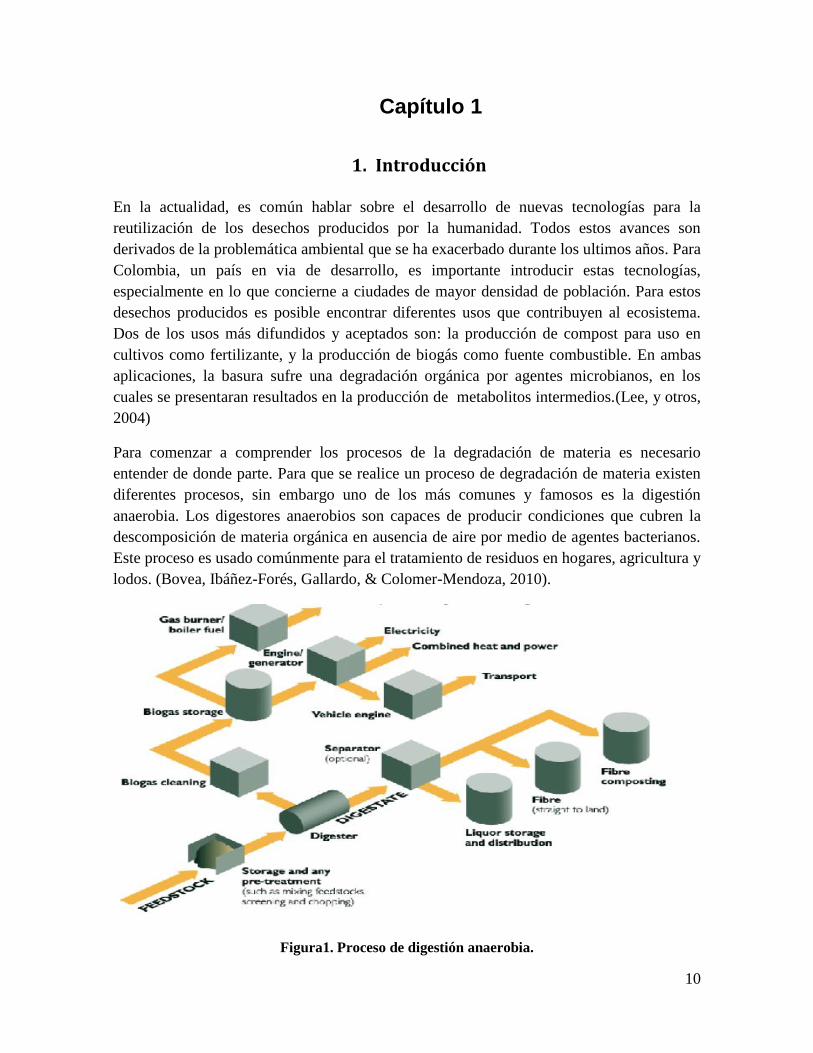
Para comenzar a comprender los procesos de la degradación de materia es necesario
entender de donde parte. Para que se realice un proceso de degradación de materia existen
diferentes procesos, sin embargo uno de los más comunes y famosos es la digestión
anaerobia. Los digestores anaerobios son capaces de producir condiciones que cubren la
descomposición de materia orgánica en ausencia de aire por medio de agentes bacterianos.
Este proceso es usado comúnmente para el tratamiento de residuos en hogares, agricultura y
lodos. (Bovea, Ibáñez-Forés, Gallardo, & Colomer-Mendoza, 2010).
Figura1. Proceso de digestión anaerobia.

11
La forma en la cual este proceso a una manera industrial se desarrolla se podría explicar de
la siguiente manera; el proceso de digestión toma lugar en un calentamiento en un
recipiente sellado en la cual se garantice la ausencia de aire. Estas condiciones garantizan
que el inoculo utilizado pueda llegar a fermentar la materia orgánica. Al hacer énfasis en la
ausencia de aire, se quiere buscar que el sistema logre una condición total de ausencia de
oxígeno, y con ello lograr que las bacterias sobrevivan y elaboren su proceso en única
presencia de nitrógeno. Además, de las condiciones dichas es necesario garantizar que la
mezcla en el digestor sea constantemente mezclada y calentada para con ello homogenizar
el sistema, creando las condiciones ideales. Una manera gráfica de expresar este proceso
puede verse en la Figura 1. (Sahlström, 2003).
La digestión anaerobia puede dividirse en dos tipos de procesos estas son: digestión
mesofilica, este proceso consiste en calentar la mezcla en aproximadamente 30-35°C
manteniendo la mezcla ene l digestor por un tiempo aproximado de 15 a 30 días. Este tipo
de digestión anaerobia tiene a ser un proceso más robusto y tolerante que la digestión
termofilica. Sin embargo, la producción de gas es baja la digestión es mucho más larga y
puede necesitar etapas de separación. El siguiente tipo de digestión es la mencionada
digestión termofilica, para este proceso es necesario calentar la mezcla a 55°C y tener un
tiempo de residencia de la materia orgánica en un rango de 12 a 14 días. Este proceso
garantiza una producción elevada de gas, una velocidad de descomposición mucho mayor,
mejor terminación de calidad en cuanto a patógenos y virus que la digestión mesofilica. Las
debilidades para el uso de este proceso son la necesidad de tecnología costosa, alto
requerimiento energético y el alto grado de monitoreo y operación (Kalamdhad, Singh, Ali,
Khwairakpam, & Kazmi, 2009).
A continuación se presentan listados los problemas y beneficios comunes de la digestión
anaerobia en u contexto general. (Chang & Hsu, 2008)
Beneficios ambientales.
- Balance energético.
- Reducción de gases invernadero.
- Desplazamiento del uso de combustibles fósiles consumibles.
- Reciclaje de nutrientes.
- Reducción de polución.
- Reducción de acumulación de residuos.
- Ayuda de combustible para granjas orgánicas.
- Distribución eficiente de la electricidad.
12
Beneficios económicos.
- Utilización de sistemas económicos de manejo de basuras.
- Reducción en la propagación de enfermedades.
- Genera incentivos financieros.
- Producción de biogás y energía.
- Producción de compost y fertilizantes.
- Desarrollo de la economía local.
- Reducción de patógenos.
Problemas potenciales.
- Alto grado de inversión.
- Emisiones potenciales en tierra, agua y aire.
- Incremento en los movimientos de tráfico.
- Alto grado de contaminación auditiva.
- Presencia de patógenos y virus perjudiciales para la salud humana.
- Presencia de patógenos y virus perjudiciales para la salud animal.
- Alto grado de contaminación visual.
Sin embargo, hoy en día la electricidad y la producción de calor son los beneficios de la
digestión anaerobia. Además, otros beneficios de la producción de biogás incluyen la
reducción de olores, la mineralización de nitrógeno orgánico, la reducción de patógenos, la
disminución de gases de efecto invernadero y un mejor manejo de residuos orgánicos.
(Ramírez, Nuñez, Islas, & García, 2011).
1.1. Compost
El compostaje es la descomposición biológica y estabilización de sustratos orgánicos, bajo
condiciones que permitan el desarrollo de temperaturas termófilas como resultado del calor
producido por la actividad biológica, para producir al final un material que es estable, libre
de patógenos, semillas de plantas y puede ser benéficamente aplicado a la tierra (Haug,
1993).
Las técnicas existentes apuntan al control de las condiciones como la temperatura y la
humedad, de manera que se asegure la óptima actividad microbiana de descomposición de
los residuos. Los tambores rotativos se imponen como un tipo de composteras eficientes a
la hora de asegurar agitación, aeración y mezcla del compost, para producir un material
final uniforme, sin problemas de olor o lixiviados indeseados (Kalamdhad, et al., 2009).
13
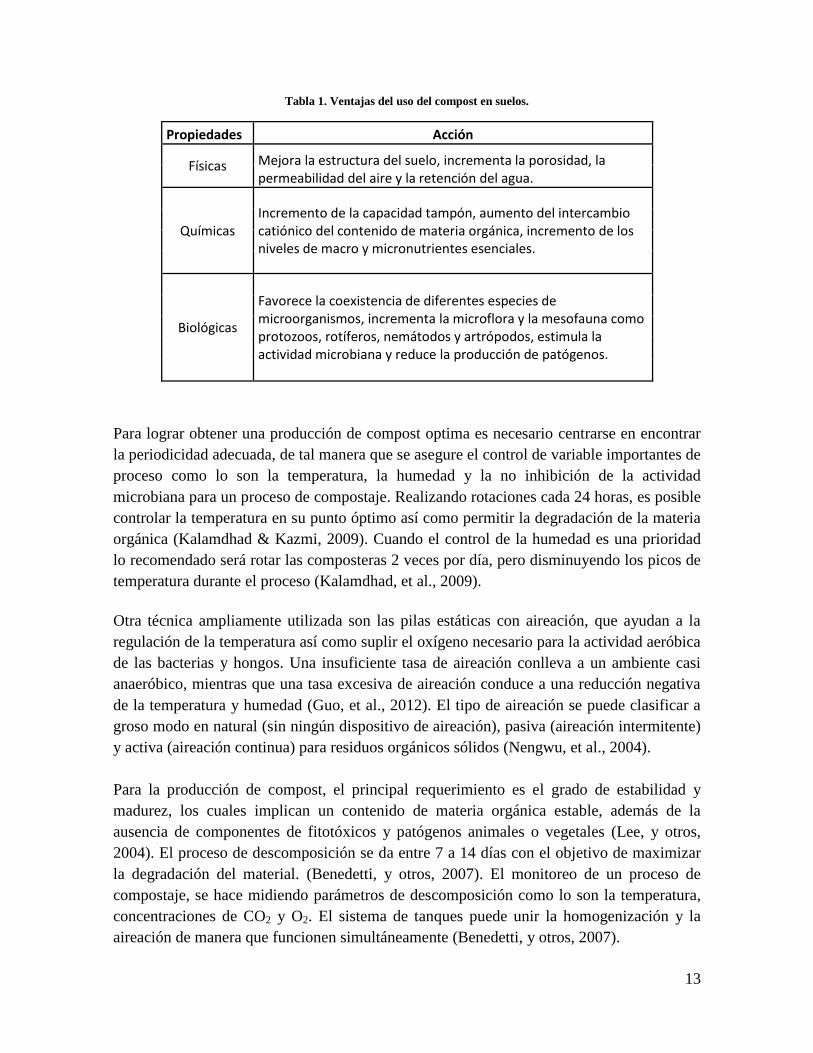
Tabla 1. Ventajas del uso del compost en suelos.
Propiedades Acción
Físicas Mejora la estructura del suelo, incrementa la porosidad, la permeabilidad del aire y la retención del agua.
Químicas Incremento de la capacidad tampón, aumento del intercambio catiónico del contenido de materia orgánica, incremento de los niveles de macro y micronutrientes esenciales.
Biológicas
Favorece la coexistencia de diferentes especies de microorganismos, incrementa la microflora y la mesofauna como protozoos, rotíferos, nemátodos y artrópodos, estimula la actividad microbiana y reduce la producción de patógenos.
Para lograr obtener una producción de compost optima es necesario centrarse en encontrar
la periodicidad adecuada, de tal manera que se asegure el control de variable importantes de
proceso como lo son la temperatura, la humedad y la no inhibición de la actividad
microbiana para un proceso de compostaje. Realizando rotaciones cada 24 horas, es posible
controlar la temperatura en su punto óptimo así como permitir la degradación de la materia
orgánica (Kalamdhad & Kazmi, 2009). Cuando el control de la humedad es una prioridad
lo recomendado será rotar las composteras 2 veces por día, pero disminuyendo los picos de
temperatura durante el proceso (Kalamdhad, et al., 2009).
Otra técnica ampliamente utilizada son las pilas estáticas con aireación, que ayudan a la
regulación de la temperatura así como suplir el oxígeno necesario para la actividad aeróbica
de las bacterias y hongos. Una insuficiente tasa de aireación conlleva a un ambiente casi
anaeróbico, mientras que una tasa excesiva de aireación conduce a una reducción negativa
de la temperatura y humedad (Guo, et al., 2012). El tipo de aireación se puede clasificar a
groso modo en natural (sin ningún dispositivo de aireación), pasiva (aireación intermitente)
y activa (aireación continua) para residuos orgánicos sólidos (Nengwu, et al., 2004).
Para la producción de compost, el principal requerimiento es el grado de estabilidad y
madurez, los cuales implican un contenido de materia orgánica estable, además de la
ausencia de componentes de fitotóxicos y patógenos animales o vegetales (Lee, y otros,
2004). El proceso de descomposición se da entre 7 a 14 días con el objetivo de maximizar
la degradación del material. (Benedetti, y otros, 2007). El monitoreo de un proceso de
compostaje, se hace midiendo parámetros de descomposición como lo son la temperatura,
concentraciones de CO2 y O2. El sistema de tanques puede unir la homogenización y la
aireación de manera que funcionen simultáneamente (Benedetti, y otros, 2007).

14
Figura 2. Fases de un sistema de compostaje aerobio (Benedetti, y otros, 2007).
De forma general el proceso de compostaje se puede dividir en cuatro etapas principales: la
fase mesofílica, la termofílica, la fase de enfriamiento y la fase de maduración (Ver
Figura2).
La fase mesofílica consiste en la digestión de los compuestos de degradación rápida por los
microorganismos mesófilos, además esta fase se caracteriza por darse en un rango de
temperatura de 25-40 °C. En la fase termofílica los microorganismos de la fase anterior
desaparecen y nuevos microorganismos termófilos aparecen. Estos microorganismos
ayudan a la degradación de la materia orgánica. Esta fase se da en un rango de temperaturas
de 35-65 °C. La fase de enfriamiento es donde los microorganismos mesófilos reaparecen
haciendo que los termófilos detengan su actividad. Para esta fase se obtendrá una
disminución en la temperatura constante durante el proceso. Por último, la fase de
maduración es aquella en donde la actividad microbiana se detiene y por ende la
degradación de materia también. La materia resultante es aquella que no se degrada de
manera fácil dejando como último sustrato lignina entre otros. (Benedetti, y otros, 2007).
1.2. Biogás
El biogás es el producto del proceso de digestión anaerobia, donde como resultado se
obtiene que los materiales orgánicos sean descompuestos por las bacterias en condiciones
anaerobias. En este gas es posible diferencias gases como los son: metano, dióxido de
carbono, sulfuro de hidrogeno, amoniaco, nitrógeno, hidrogeno y diversos compuestos
orgánicos.

15
El biogás que se produce por medio de procesos de degradación, se compone en gran
medida de metano y dióxido de carbono, además de diferentes impurezas. Para la prueba de
producción de biogás se requiere que este tenga un contenido mayor al 45% de metano
(Deublein & Steinhauser) para generar llama. Para controlar estos contenidos se necesita
tener en cuenta los siguientes parámetros:
Materia orgánica con alto contenido de grasas, esto da una cadena larga de
hidrocarbonos que ayudan a la calidad del gas. Además, la cantidad de metano
puede incrementar dado el número de carbonos presentes en el sustrato.
Tener en cuenta que es un proceso de largo plazo, donde la cantidad de metano
presente incrementa al final del proceso.
Para que el proceso de fermentación tenga una mayor velocidad, se necesita que el
material en el biodigestor sea homogéneamente activado.
Se necesita que la materia orgánica ingresada pase por un proceso de molienda
antes de comenzar el proceso.
Una presión alta puede significar un alto contenido de CO2 disuelto en agua. Esto da
una influencia positiva en la calidad del gas.
Siguiendo lo anteriormente dicho es posible obtener biogás con una calidad aceptable,
partiendo de desechos orgánicos. (Deublein & Steinhauser)
De igual manera es importante tener en cuenta que este es un proceso que se da por medio
de digestión anaerobia en la que prima la descomposición de la materia orgánica en un
sistema ausente de oxígeno y la presencia total o parcial de nitrógeno, como ya se
mencionó anteriormente. La relación necesaria entre estos dos componentes deberá ser de
4:1, con ellos se garantizara el medio suficiente para la supervivencia de los
microorganismos anaerobios y además se puede obtener un gas de calidad (Deublein &
Steinhauser). Una característica importante de este proceso es que con la digestión de más
de un substrato en el mismo digestor puede establecerse una sinergia positiva y al agregar
nutrientes puede soportar el crecimiento microbiano. Durante la digestión anaerobia en un
tanque con agitación continua a 35 °C, es posible encontrar que al aumentar la materia
orgánica de 20% a 50% genera un aumento en el perfil de metano desde 230 a 450 L (a
condiciones normales)/kg agregado. (El-Mashad & Zhang, 2010).
La bioconversión de la materia orgánica en metano requiere de cuatro pasos y cinco grupos
distintos de microorganismos. El primer paso es la hidrólisis, donde los polímeros
orgánicos como proteínas, polisacáridos y las grasas, se hidrolizan a los monómeros
correspondientes. Esto se debe a la acción de enzimas producidas por bacterias
fermentativas. El segundo paso, la fermentación, los monómeros se convierten en ácidos
grasos volátiles y alcoholes. Siguiente a la fermentación, la acetogénesis, los ácidos grasos
volátiles se convierten en acetato e hidrogeno por la acción de bacterias acetogénicas
estrictas productoras de hidrogeno; estas bacterias acetogénicas crecen mediante

16
asociaciones sintróficas con bacterias metanogénicas hidrogenotróficas, que mantienen la
presión parcial del hidrogeno. Ya finalmente en el cuarto paso, la metanogénesis, requiere
de bacterias acetoclásticas metanogénicas para convertir el acetato en metano y dióxido de
carbono. En la metanogénesis aproximadamente el 70% de metano es producido por
metanógenos acetoclásticos. La producción de biogás puede verse afectada por factores de
operación tales como el tiempo de retención hidráulico y el grado de contacto entre el
sustrato de entrada y la población de bacterias, el pH, la temperatura, la naturaleza del
sustrato, la carga orgánica, demanda química, la relación carbono nitrógeno. (Ramirez,
Nuñez, Islas, & Garcia, 2011).
1.3. Sustratos
Existen diferentes tipos de materias las cuales pueden clasificarse en diferentes grupos,
como se ve en la Tabla 2. Los diferentes usos de las materias pueden aplicarse en diferentes
campos de la actividad humana.
Tabla 2. Tipo de materias.
Tipo de clasificación
Tipo de residuos
Según su origen Doméstico, comercial, institucional, construcción y demolición, servicios
municipales zonas de plantas de tratamiento, industriales y agrícolas.
Según su grado de
descomposición
Biodegradables: Los microorganismos descomponedores de la naturaleza los transforman en micro nutrientes, como los residuos orgánicos, el papel y el
cartón. Están formados por recursos naturales renovables.
No biodegradables: Los microorganismos descomponedores de la naturaleza no los pueden transformar en micro nutrientes porque están formados de recursos naturales no renovables que se formaron hace millones de años,
latas y chatarras y vidrio.
Según su uso y disposición final
Residuos reciclables: se pueden volver a transformar en materia prima para nuevos productos como el papel, cartón, vidrio, plástico y objetos metálicos.
Residuos orgánicos: pueden ser transformados en abono orgánico por el proceso de compostaje o lombricultura como los residuos de alimentos,
estiércol de animales residuos de jardinería.
Desechos: no pueden volver a usarse, debido a que ya no tienen vida util por su deterioro o contaminación y deben ir a un sitio de vertido o relleno
sanitario como son el icopor, los pañales, papel higiénico, toallas sanitarias, empaques sucios de alimentos, barridos de calles, empaques de alimentos
contaminados, entre otros.
17
Hay muchos residuos orgánicos que se pueden utilizar en la digestión anaerobia. Las
industrias generan residuos de suero de leche que se producen en mayor volumen. Muchas
industrias pequeñas no tienen la capacidad tecnológica para el tratamiento o reutilización de
la materia orgánica. De igual manera este problema es centrado en las industrias que se
dedican en el ámbito de alimentos. Debido al problema de la alta concentración de sal y la
estabilidad del proceso pobre en residuos, la codigestion de diferentes materiales puede
mejorar el proceso de digestión anaerobia, ya que se puede afinar el equilibrio de nutrientes
con la fuente de carbono.
El estiércol contiene aproximadamente 2% de nitrógeno, 3% de fosforo y un porcentaje de
conversión en metano de más del 80%. Este estiércol se emplea en la fertilización y los
tratamientos para la producción de metano y diferentes fertilizantes para el suelo. También
el aserrín, la paja de arroz, el Jacinto de agua y otros materiales vegetales con 63 a 67% de
metano, se pueden utilizar para el mismo fin. (Ramírez, Nuñez, Islas, & García, 2011)
1.4. Normatividad
Con respecto a la regulación y control de los procesos anteriormente descritos, se establece
la normativa en Colombia para la producción de compost. En cuanto a la producción de
biogás, la normativa es poca o ausente en Colombia; lo que sí es regulado, es su uso como
combustible vehicular y su almacenamiento en diferentes establecimientos, además de su
forma de almacenamiento.
La normativa para la calidad de compost puede encontrarse en la norma técnica colombiana
5167. En esta norma es posible encontrar la reglamentación para las limitaciones para el
uso de materiales orgánicos, los parámetros físico-químicos, límites de metales pesados y
parámetros de análisis microbiológicos. El cumplimiento de la normatividad se verificará
en este estudio.

18
Capítulo 2
2. Metodología
2.1. Construcción de composteras.
Para poder obtener una clara identificación de las 4 etapas por las que pasa el compost se
retoma trabajos elaborados anteriormente (Murillo, 2012), de allí es posible identificar el
tipo de compostera a utilizar después de un diseño experimental ya corroborado.
Para el trabajo actual se usará una pila estática con aireación introducida
perpendicularmente hacia el centro, superficie y fondo del reactor. Este procedimiento es
necesario debido al escalamiento realizado del reactor, puesto que por su aumento en la
geometría la aireación con el sistema que se realizó en literatura (Murillo, 2012) no
garantizaba la completa distribución de aire.debido a esto el sistema de aireación
fuerediseñado; en éste, el aire se introduce a los tambores a 0.2 L/min durante 20 minutos,
simultáneamente con una homogeneización completa de la mezcla.
La compostera tiene una geometría de 1 m de alto y 57 cm de diámetro, esta fue construida
a partir de una caneca con las características mostradas en la Tabla 3. En la ¡Error! No se
encuentra el origen de la referencia.3se puede observar el esquema del sistema de
aireación, y en la ¡Error! No se encuentra el origen de la referencia.4 se observa las
modificaciones físicas realizadas, además se ilustra la compostera finalizada.
Tabla 3. Características reactor.
Material Polietileno de alta densidad
Capacidad 55 gal
Espesor 2 mm
Peso 10.5 kg
Altura 98 cm
Ancho 57 cm
Figura 3. Prototipo de sistema de aireación.

19
Figura 4. Estructura física de una compostera terminada.
2.2. Construcción de los bio-digestores - Batch
La elaboración delosbio-digestores batch se realizó incorporando dos manómetros que
permitieran estimar la presión soportada por cada reactor. Además cada manómetro ayudó
a reportar la presencia del gas en losbio-digestores, así como la cantidad de gas extraída en
cada muestreo. Para controlar el flujo de salida del gas al reactor se incorpora una
manguera unida a una válvula de bola, como se muestra en la Figura5.Para prevenir fugas
por el cierre de la tapa se realiza un sello de silicona. Es necesario resaltar que para cada
una de las uniones se utilizan sellos herméticos, con el fin de prevenir fugas y caídas de
presión en el reactor.
Para el almacenamiento del gas se utilizan neumáticos de 10 pulgadas lo que facilita su
transporte y al mismo tiempo se reducen posibilidades de fuga. Para facilitar el ingreso del
gas en el neumático, a la salida de la manguera se acopla una boquilla tipo bola para inflar
neumáticos, esto es posible verlo en la Figura.
Figura5. Partes del biodigestor.

20
- Contracorriente
Los reactores fueron construidos en base a los recipientes característicos delequipo
encargado de la centrifugación, los cuales fueron modificados para facilitar el
almacenamiento y extracción del biogás. Se implementaron dos corchos en cada reactor: el
primero, más grande, para tapar los tanques de manera que el gas no seescapara; y el
segundo, montado sobre un tubo de ensayo abierto en ambos extremos que atravesaba el
primer corcho (como se ve en la Figura 6),para extraer el gas utilizando una aguja. Además
de esto, el sistema se aseguró con dos tapas rosca, de manera que ninguno de los corchos
fuera expulsado debido a la presión del sistema.
Figura6. Configuración de los tanques en contracorriente
2.3. Preparación de los sustratos. - Compostaje
Para la preparación de los sustratos se tienen en cuenta los resultados reportados en la
literatura (Murillo, 2012), allí se enuncia que la configuración optima en la que se obtuvo
compost de calidad alta es el uso de 80% de materia orgánica y lo demás de aserrín. Estos
porcentajes representan la proporción en peso que debe llevar la compostera. Además de
estas proporciones la materia orgánica recibe un pre tratamiento, el cual consiste en pasar
esta materia por un proceso de molienda, de tal manera que no se tengan trazas sólidas con
área mayor a 16cm2. Esto facilitará la descomposición de la materia, debido a que con ellos
se aumenta el área de reacción en la materia orgánica.
Para la producción de sustrato para el biodigestor se utiliza el mismo procedimiento que se
realiza para el compost. Estos procedimientos varían en el inóculo a utilizar; para la
producción de biogás es necesario utilizar un inóculo con alto contenido de bacterias
metanogénicas. Este inóculo es posible encontrarlo en el estiércol de animales. (Ramírez,
Nuñez, Islas, & García, 2011)

21
En ambos procesos es necesario realizar la homogenización de la mezcla. Para ello se
sugiere que después de realizar la molienda de la materia orgánica, revolver el contenido
con el inoculo por 15 minutos continua y vigorosamente.
2.4. Análisis de calidad para los sustratos - Compost
Como se dijo anteriormente, la calidad de compost será estimada a partir de los limitantes
que se exigen en la norma técnica colombiana 5167. Estos parámetros serán medidos en el
transcurso de la degradación de la materia orgánica y al final del proceso. Los parámetros a
evaluar y sus rangos de aceptación se resumen en la Tabla 4.
Tabla 4. Parámetros y limitantes de compost según la NTC 5167.
Parámetro Nomenclatura Limitación
Contenido de cenizas máximo (%) P1 50≤ P1<60
70≥ P1>60
Contenido de humedad (%) (Origen vegetal) P2 50≤ P2<35
70≥ P2>35
Contenido de humedad (%) (Mezcla vegetal-animal) P3 50≤ P3<35
70≥ P3>35
Contenido de carbono orgánico oxidable (%) P4 10≤ P4<15
20≥ P4>15
P2O5 y K2O (%) P5P P5P <1
P5K P5K<1
Capacidad de intercambio catiónico mínimo (meq/g) P6 25≤P6<30
45≥P6>30
Capacidad de retención de humedad mínimo (% del peso de
la muestra)
P7 100≤ P6 < 150
pH P8 4≤ P8<8
9≥ P8>8
Densidad máxima (g/cm3) P9 P9 < 0.6
Límite máximo de metales pesados (ppm). PAs PAs> 41
PCd PCd> 39
PCr PCr>1200
PHg PHg> 17
PNi PNi> 420
PPb PPb> 300
Contenido de Nitrógeno P10 Caracterizar
Niveles máximos de patógenos PS ausente en menos
de 25g
PE PE> 1000UFC/g

22
- Biogás
Aunque no se tiene una normativa que permita establecer los limitantes de los parámetros y
concentraciones en Colombia, sin embargo se encontró en la literatura cantidades óptimas a
las cuales el biogás producido debería llegar (Zhang, y otros, 2006). Estos valores son
mostrados en la Tabla 5.
Tabla 5. Características de Biogás al final del proceso.
Parámetro Unidad Valor medio
Contenido de metano medio % 73.2
Contenido de CO2 medio % 26.9
Destrucción de solidos volátiles % 80.6
pH medio al final de la digestión - 7.57
Producción de metano L/g SV 0.440
Producción de Biogás L/g SV 0.600
2.5. Método experimental - Compostaje
Debido a que la alimentación de sólidos frescos es necesaria, se verificará la efectividad
de implementar un sistema Round-Robin mostrado en la Figura7. Se definirán tiempos
de residencia del compost en cada pila, según estos sean afectados por las etapas de
compostaje. Se confrontaran los resultados obtenido con un diagrama de Grantt, en
donde se evidenciara de forma más clara los tiempos de operación.
Figura7. Sistema de Round-Robin (Murillo, 2012)

23
- Digestión en contracorriente
En cuanto a la obtención de biogás Se realizaron dos procesos de fermentación, uno en
batch y el otro en contracorriente, como se ve en la Figura 8. El sistema en contracorriente
fue montado de acuerdo con la siguiente configuración.El primer tanque recibe la biomasa
sólida fresca (10g por traslado de masa) y de él sale el líquido con mayor concentración de
sales de carboxilato.El segundo tanque recibe la biomasa sobrante del primer reactor, lo que
produce un exceso de masa respecto a un peso objetivo, este exceso se traslada al siguiente
reactor; al mismo tiempo, el lixiviado de este reactor se traslada al primero. El tercer
reactor recibe biomasa del segundo y entrega al cuarto; además, el residuo líquido se
traslada al segundo reactor. Finalmente, el cuarto digestor recibe biomasa del tercero y
produce biomasa digerida; a éste reactor entra agua fresca.
El traslado de masa se realiza de acuerdo con este esquema, en donde los balances de
materia son:
Para el primer reactor:
Para los reactores intermedios, en este caso 2 y 3:
Para el último reactor, en este caso cuarto, reactor:
En donde:
=Masa sobrante del reactor n. En donde n=1,2,3…r
=Masa inicial del reactor n.
=Peso objetivo (135g).
=Alimento fresco (10g).
El arranque del proceso se hace mediante el llenado de los tanques con una mezcla
homogénea, en donde todos deben pesar 135g con la biomasa fresca, y a todos se les añade
agua fresca hasta alcanzar los 200mL. Luego se realiza un traslado de masa diario,
separando las fases sólida y líquida mediante un ciclo de centrifugación a 4500rpm durante
20 minutos, y se analizan los gases dos veces por semana durante un mes. Los tanques se
almacenan a 35°C en una incubadora a 10rpm para garantizar un mezclado constante y las
condiciones óptimas de crecimiento de bacterias (Sahlström, 2003).

24
Figura8. Fermentaciones a contracorriente y batch (Fu & Holtzapple, 2009).

25
Capítulo 3
3. Resultados 3.1. Compost
Realizando el seguimiento de la temperatura, pH y contenido de humedad en las dos
diferentes composteras por un determinado tiempo, es posible obtener el comportamiento
de estas variables y de allí concluir si el proceso ha funcionado a cabalidad. Para
monitorear el proceso de una manera rigurosa, así como práctica, se decidió tomar
múltiples muestras diarias, dividiendo el volumen de los tambores en tres zonas principales:
superior, central e inferior. La temperatura ha sido monitoreada por medio de tres
termocuplas ubicadas en las tres zonas, además la medición de estas temperaturas es diaria
con anterioridad a realizar el proceso de volteo y aireamiento de las canecas. Para
monitorear pH y contenido de humedad se toman muestras de cada zona y se miden sus
valores en laboratorio. Igual que la temperatura el seguimiento de estas variables es diaria
antes de realizar el procedimiento de volteo y aireación de la mezcla.
Agregando aproximadamente 120 kg de mezcla preparada en cada caneca se comienza el
proceso de compostaje. Es necesario resaltar la necesidad de la calidad de la mezcla, es
decir, en la etapa de pre tratamiento descartar elementos de gran tamaño como lo son
semillas de mango, trozos de carne grandes, huesos, cascaras de frutas muy grandes, etc. El
fin de esta selectividad es como ya anteriormente se dijo hacer énfasis en la
homogenización del proceso. Luego, Los tambores cargados se dejaron en pausa por una
semana sin aplicar ninguna condición con el fin de simular la fase de alimentación de
residuos frescos que se propuso en el modelo cuasi continuo de Round-Robin. De allí, los
resultados obtenidos se presentan a continuación.
Figura9. Perfil de temperatura de las muestras. a) Caneca1 b) Caneca 2.
0
20
40
60
80
0 10 20 30
Tem
pe
ratu
ra [
°C]
Tiempo [dia]
Caneca 1
Superior
Central
Inferior
0
20
40
60
80
0 5 10 15 20 25 30
Tem
pe
ratu
ra [
°C]
Tiempo[dia]
Caneca 2
Superior
Central
Inferior
26
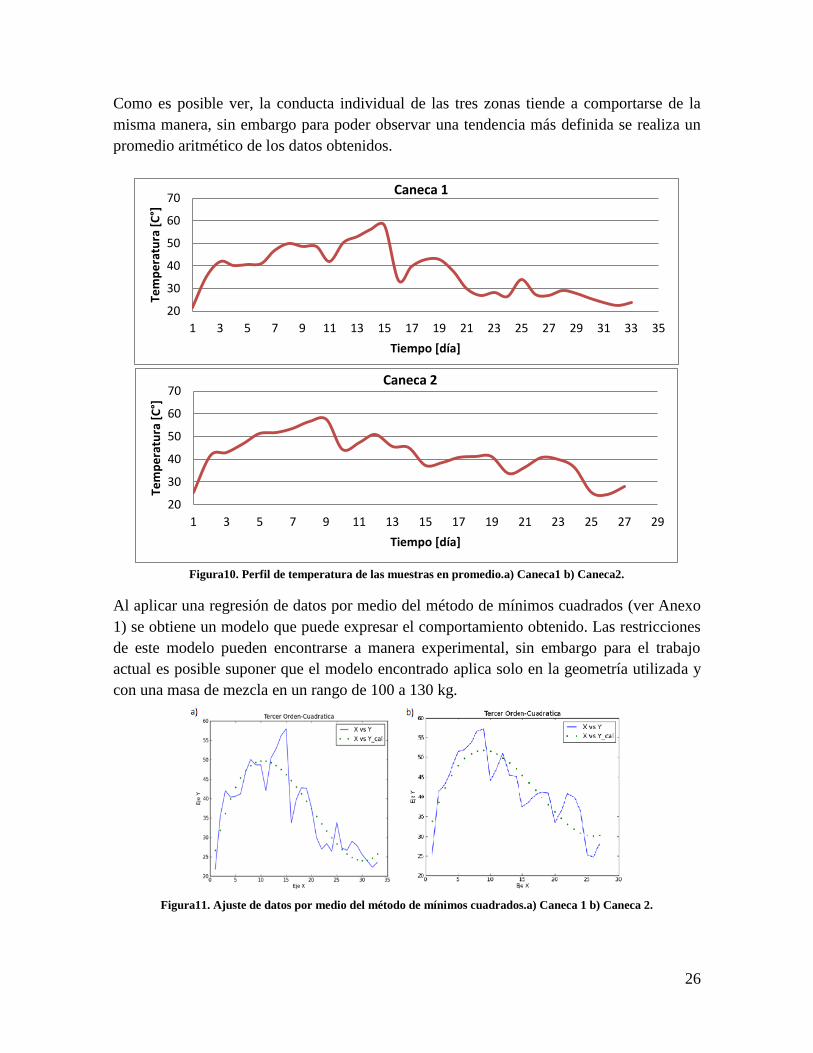
Como es posible ver, la conducta individual de las tres zonas tiende a comportarse de la
misma manera, sin embargo para poder observar una tendencia más definida se realiza un
promedio aritmético de los datos obtenidos.
Figura10. Perfil de temperatura de las muestras en promedio.a) Caneca1 b) Caneca2.
Al aplicar una regresión de datos por medio del método de mínimos cuadrados (ver Anexo
1) se obtiene un modelo que puede expresar el comportamiento obtenido. Las restricciones
de este modelo pueden encontrarse a manera experimental, sin embargo para el trabajo
actual es posible suponer que el modelo encontrado aplica solo en la geometría utilizada y
con una masa de mezcla en un rango de 100 a 130 kg.
Figura11. Ajuste de datos por medio del método de mínimos cuadrados.a) Caneca 1 b) Caneca 2.
20
30
40
50
60
70
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35
Tem
pe
ratu
ra [
C°]
Tiempo [día]
Caneca 1
20
30
40
50
60
70
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
Tem
pe
ratu
ra [
C°]
Tiempo [día]
Caneca 2

27
Los modelos obtenidos para la temperatura corresponden a:
Tabla 6. Modelos para temperatura.
Caneca Modelo
1
2
Ahora bien realizando el procedimiento anterior para pH y contenido de humedad, ya que
estas variables también indican el comportamiento del proceso, se obtienen los siguientes
resultados.
Figura12. Perfil de pH de las muestras. a) Caneca 1 b) Caneca 2.
Figura13. Perfil de contenido de humedad de las muestras. a) Caneca 1 b) Caneca 2.
Ahora bien realizando el promedio aritmético para los dos casos anteriormente ilustrados se
obtiene un comportamiento más claro y similar al ilustrado en la literatura (Benedetti, y
otros, 2007).

28
Figura14. Perfil de pH de las muestras en promedio. a) Caneca 1 b) Caneca 2.
Figura15. Perfil de contenido de humedad de las muestras en promedio. a) Caneca 1 b) Caneca 2.
3
4
5
6
7
8
9
1 4 7 10 13 16 19 22 25 28 31 34
pH
Tiempo [día]
pH
3
5
7
9
1 4 7 10 13 16 19 22 25 28
pH
Tiempo [día]
35.00%
45.00%
55.00%
65.00%
75.00%
1 4 7 10 13 16 19 22 25 28 31 34
Hu
me
dad
[%
]
Tiempo [día]
35.00%
45.00%
55.00%
65.00%
75.00%
1 4 7 10 13 16 19 22 25 28
Hu
me
dad
[%
]
Tiempo [día]

29
Al practicar el ajuste de los datos por medio del mismo método de la temperatura se
obtienen los modelos y ajuste mostrados a continuación.
Figura16. Ajuste de datos de pH por medio del método de mínimos cuadrados. a) Caneca 1 b) Caneca 2.
Figura17. Ajuste de datos de contenido de humedad por medio del método de mínimos cuadrados. a) Caneca 1 b)
Caneca 2.
Tabla 7. Modelos para comportamiento de pH.
Caneca Modelo
1
2
Tabla 8. Modelos para comportamiento de contenido de humedad.
Caneca Modelo
1
2

30
Al final del proceso se obtuvieron 38,9 Kg y 42,3Kg de compost. Esto quiere decir que se
obtuvo un rendimiento del 32,42% y 35,25% para las canecas 1 y 2 respectivamente.
- Análisis de compost obtenido, según la NTC 5167
Se realizaron los análisis estipulados en la NTC 5167 para cada una de las muestras
obtenidas. Antes a realizar el procedimiento de cada prueba es necesario realizar una
preparación de las muestras. Dicha preparación consiste en los siguientes pasos:
1. Secado de la muestra en un horno a 105°C durante 24 horas.
2. Molienda de la muestra.
3. Tamizado de la muestra, por un tamiz n° 35 ASTM.
4. Cuarteo de la muestra
Además de la preparación anteriormente mencionada es necesario realizar el procedimiento
de pasta saturada a las muestras, esto es debido a que las muestras resultantes son solidas.
Las pruebas recomendadas para realizar al producto final obtenido son las ilustradas en la
Tabla 4, sin embargo a continuación se muestran las pruebas realizadas al producto en el
trabajo actual. Estas pruebas se realizaron en base a la metodología ya empelada en trabajos
anteriores (Murillo, 2012).
Determinación de cenizas: Por medio de la calcinación de las muestras en un
horno a 650°C durante 4 horas, con una hora posterior de reposo en el desecador.
Los cálculos se realizan por diferencia de pesos.
Determinación % Humedad: Secado de la muestra a 105°C durante 24, y cálculo
por medio de diferencia de pesos.
Contenido de carbono orgánico oxidable: Se utilizó el método de Walkey Black,
basado en el cálculo del Dicromato no reducido en una reacción con Ácido
Sulfúrico, Ácido Ortofosfórico, Dicromato de Potasio y agua. Se titula la muestra
con Sulfato Ferroso Amónico para cuantificar la cantidad de carbono.
Retención de humedad: Se implementó un método en el cual se registra el
volumen necesario de agua para lograr el punto de equilibrio, en el cual la muestra
no absorbe ni desplaza más agua, llamado pasta saturada.
pH: Luego de crear la pasta saturada, se introdujo el electrodo para registrar los
puntos de pH.
Nitrógeno total: Con el procedimiento de Kjeldahl, que cuenta con las etapas de
digestión, destilación y titulación se logró determinar la concentración de nitrógeno.
Determinación de enterobacterias: Se realizó un enriquecimiento previo y
posterior siembra de los inóculos en agar McConkey, con incubación a 37°C
durante 48 horas. Se realizaron diluciones de hasta 10-5
con una réplica para tener
un conteo más acertado.

31
Presencia de Salmonella spp: Se implementaron dos enriquecimientos, el primero
no selectivo y el segundo selectivo, con la posterior siempre en agar McConkey y
una incubación durante 48 horas a 37°C.
Las muestras tomadas para realizar estas pruebas son una mezcla de cada zona en la caneca.
Aunque, debido a la homogeneidad en el proceso se debería esperar que al tomar la muestra
de una sola zona esta tenga el mismo comportamiento y el mismo resultado que las demás
zonas, pero para evitar problemas asociados a la no homogeneidad del proceso se realiza la
mezcla dicha, en la Figura 17 es posible ver la muestra después de la preparación ya
mencionada. Los resultados obtenidos de las pruebas realizadas se enlistan a continuación.
Tabla 9. Resultados NTC 5167.
Caneca 1 Caneca 2
Cenizas (%) 7,57% 9,40%
Humedad (%) 34,36% 36,52%
C oxidable ( % BH) 35.5 % 36.6 %
Retención de humedad (p/v%) 169 % 205 %
pH 7,777 7,291
N (% BH) 2.3 % 2.1 %
Enterobacterias (UFC/g) 100 0
Salmonella spp Ausente Ausente
Figura 18. Compost al final del proceso.

32
3.2. Biogás - Batch
Para analizar el biogás, se utiliza un Espectrómetro de masas, el cual discierne entre los
pesos moleculares de los diferentes compuestos dentro del gas. Este equipo permite
observar la presencia o ausencia de un compuesto (o varios del mismo peso) en un gas de
composición desconocida. Sin embargo, el equipo no presenta los porcentajes de dichos
compuestos, por lo que la caracterización es de carácter cualitativo, no cuantitativo.
El gas se analizó una vez por semana durante un mes, los resultados se presentan a
continuación:
Figura 19. Evolución del espectrograma de Biogás en el tiempo

33
Como se puede ver en la Figura19, el primer día de producción, justo después de que se
carga la mezcla a los tanques, el gas dentro de los digestores está compuesto por nitrógeno
(28 amu) y oxígeno (32 amu), lo que era de esperarse si tenemos en cuenta que la carga se
hace según el sistema convencional (no en atmósfera inerte). En la segunda semana, el
espectrograma evidencia un rápido incremento en el contenido de CO2 y una disminución
en los niveles de O2, lo cual respalda la teoría (Bouallagui, Ben Cheikh, Marouani, &
Hamdi, 2003). En la tercera semana, se puede observar cómo aumenta la producción de
metano, mientras que la de CO2 disminuye. Finalmente, en la cuarta semana de
seguimiento, uno de los reactores presenta un contenido de metano relativamente alto, así
como un estancamiento en la producción de dióxido de carbono; mientras que el otro
reactor presenta un espectro similar al inicial, con un contenido importante de oxígeno y
nitrógeno. Este último, cabe aclarar, sufrió una pérdida de presión debida a una fuga
proveniente de la falla de uno de los sellos del tanque, lo que explica el comportamiento
descrito anteriormente si tenemos en cuenta el intercambio gaseoso entre el reactor y la
atmósfera.
Figura 20: Producción de biogás en el tiempo
Por otro lado, como se puede ver en la Figura 20, la producción de biogás disminuye a
medida que pasa el tiempo con una tendencia exponencial. Esto se debe a que al principio
tenemos una sobreproducción de dióxido de carbonoen la fase de acidogénesis bacteriana,
además de que el dióxido disuelto en el agua se libera (Bouallagui, Ben Cheikh, Marouani,
& Hamdi, 2003). Luego, en las fases de acetogénesis y metanogénesis la producción
disminuye significativamente.
Metanogénesis
Acetogénesis Hidrólisis y Acidogénesis

34
- Contracorriente
Figura21: Evolución del espectrograma del biogás en el tiempo
Como puede observarse en la Figura21, el biogás producido mediante el sistema
contracorriente está conformado, básicamente, por nitrógeno, metano y dióxido de carbono.
Sin embargo, es difícil observar el comportamiento de la producción de metano, cuando,
evidentemente, la mayor parte del gas es nitrógeno. Como el nitrógeno es el componente
dominante, las variaciones de dióxido de carbono y metano no son significativas en
aparienciaal ser observadas mediante un método cualitativo, como lo es la espectrometría
de masas, por lo que es indispensable realizar un análisis de composición. La razón por la
cual el componente dominante es el nitrógeno, cabe aclarar, es que cada traslado de materia
se realiza en atmósfera inerte, y para esto se vacía el contenido gaseoso de los tanques y
éstos se llenan con nitrógeno industrial.

35
Capítulo 4
4. Discusión y análisis de resultados
4.1. Compostaje De acuerdo con los perfiles obtenidos a partir del seguimiento del proceso de compostaje,
es posible realizar una serie de observaciones:
Con la medición de temperatura se quería comprobar la actividad microbiana
representada por las altas temperaturas, y el efecto de la aplicación de cada
condición en la temperatura de la biomasa. La teoría indica que el proceso de
compostaje debe pasar por diferentes fases de acuerdo a la temperatura registrada
(Fase mesofílica, termofílica, segunda mesofílica y maduración) (Insam & de
Bertoldi, 2007). De acuerdo a lo observado en la Figura10, es posible identificar las
anteriores fases mencionadas. A pesar de las fluctuaciones observadas se observa
como la temperatura en su etapa inicial (fase mesofilica) tiende aumentar teniendo
un valor inicial de aproximadamente 20 °C y culminando la fase en
aproximadamente 45 °C. Siguiente a esta fase, se observa el pico máximo de
temperatura, allí es donde se concluye que la fase termofilicaesta presente y el
proceso de compostaje sigue su curso según lo esperado. Finalmente, la fase de
enfriamiento, donde las bacterias mesofilas se reactivan se da cuando la temperatura
tiene a disminuir a medida que el tiempo avanza hasta su estabilización donde la
fase de madurez comienza. Esta situación es clara en las dos canecas sin embargo la
caneca dos presenta menos fluctuaciones debido a que esta se inició en un tiempo
posterior a la uno. Como consecuencia, en la caneca dos se implementó las
correcciones de aireación que no se implementaron en la uno desde el principio.
Un resultado agregado que se puede encontrar es la inclusión de un modelo para
sistemas que tengan las mismas características al realizado en el trabajo actual. Con
los modelos presentados en la Tabla 6 es posible acercar el comportamiento de la
temperatura en un intervalo de tiempo de un mes y medio.
Gracias a los perfiles obtenidos de temperatura en ambos casos es posible
corroborar el efectivo procedimiento de compostaje, ahora bien para lograr
establecer la viabilidad de esta producción es necesario realizar un estudio
comparativo del producto final con la normatividad vigente.
Con la medición diaria del pH se buscaba encontrar el buen comportamiento del
compost a lo largo del tiempo, para ello se observó el efecto de la temperatura en
esta variable y con ello la identificación de las diferentes fases del proceso en la

36
producción de compost. Los resultados obtenidos demuestran nuevamente cómo en
la caneca 2 se obtiene un proceso mucho más rápido y claro. Esto es posible
concluirlo debido a que el comportamiento de la función pH presenta menos
fluctuaciones y además su crecimiento es coherente de acuerdo a los estudios
reportados en la literatura (Insam & de Bertoldi, 2007)(ver Figura 14). Sin
embargo, es importante mencionar que las fluctuaciones presentadas en los dos
casos es debido a los niveles de acidez que presenta el aserrín, además de ello un
componente presente en la materia orgánica de cantidad considerable son cascaras
de limón las cuales presentan niveles de acidez alta. Estos ambientes mencionados
además de otros factores externos a la variable, causan que el comportamiento del
pH no sea 100% igual a la literatura, sin embargo la tendencia es la misma
(decreciente). Como conclusión se obtiene que el pH y sus niveles de basicidad y
acidez son dados por la naturaleza de los componentes presentes en la mezcla,
además que los resultados obtenidos en los perfiles son satisfactorios y demuestran
la viabilidad del proceso.
Al igual que la temperatura para pH se encuentra un modelo el cual se ajusta de
manera más exacta a los resultados reportados en la literatura (ver Tabla 7), sin
embargo es preciso resaltar que esta medición es un soporte a la medición de
temperatura el cual otorga un valor mas exacto para la diferenciación de las fases.
Finalmente, los resultados obtenidos en cuanto al contenido de humedad en las
muestras son bastante inestables. Es decir, el comportamiento que se tendría que
esperar, una línea constante con una tendencia a decrecer (similar a una línea recta
con pendiente negativa), no se presenta y se tienen bastantes fluctuaciones
considerables en los datos. Sin embargo, los resultados obtenidos demuestran el
comportamiento esperado, ignorando los picos presentes.
La razón por la cual se presentan estos aumentos de contenido de humedad en las
muestras podría deberse al flujo de la fase liquida presente en las canecas, además
de la relación con la temperatura de la caneca el cual aporta un factor importante a
considerar en este fenómeno. En el momento en que se comenzó la fase termofilica
en las tapas de ambas canecas, se notó la presencia de una película liquida que
generaba un ciclo de líquido en las canecas, es decir la cantidad de vapor de agua
contenido en las muestras que se evaporaba se recirculaba a esta debido a la
ausencia de un canal de salida en el sistema. Una forma de ver este fenómeno es
observando la Figura 13 donde la parte con menor porcentaje de humedad es la
superior y la mayor la zona inferior.
En conclusión, para un trabajo futuro es recomendable mantener un flujo constante
de aireación que ayude a dispersar el vapor de agua por los agujeros de aireación
37
laterales o incluir un sistema de tapa cónica con canales laterales que ayuden al
estancamiento de la fase liquida evitando su recirculación a la mezcla.
Al realizar la pruebas mostradas en la Tabla 9 es posible darse cuenta que la calidad del
compost es satisfactoria, aunque con algunos factores fuera de la norma. Para el porcentaje
de humedad se obtienen valores por encima del 20% nivel máximo aceptado, sin embargo
los valores obtenido pueden disminuirse ya sea realizando las sugerencias ya mencionadas
o secando las muestra disminuyendo su contenido de humedad.
En cuanto al porcentaje de cenizas obtenido, se podría considerar admisible aunque este se
encuentre por debajo de los estándares. Este porcentaje encontrado en parte es satisfactorio
debido a que si se obtuviera un alto contenido de cenizas significaría un bajo contenido de
materia orgánica en la muestra, un índice positivo para los resultados obtenidos.En el
proceso de degradación, los microrganismos realizan la transformación de la materia
orgánica, reduciéndola a material inorgánico que no pueden consumir. Es allí que se
concluye que la mezcla obtenida en el proceso era en gran parte materia orgánica.
Con respecto a los resultados obtenidos para pH se obtuvieron valores deseados ya que
estos se encuentran cercanos a valores neutros, es decir cercanos a 7. Evaluando estos
valores con la norma técnica es posible ver que el valor del pH obtenido se encuentra entre
el rango propuesto de 4 a 8. Sin embargo, es necesario tener en cuenta que los valores de
pH dependen altamente de los requerimientos del suelo para el tipo de cultivo que se
requiere.
Uno de las características positivas que tiene el compost se presenta cuando es aplicado a la
tierra, esta característica se presenta en la elevación de la capacidad de retención de
humedad. Se estima el compost debe hacer retención de humedad cercano a su propio peso,
permitiendo una mayor estancia de la humedad y reduciendo la necesidad de agua (Murillo,
2012). En las dos canecas el porcentaje de retención de agua fue completamente apacible,
para el trabajo actual se encontró que en la caneca dos se presentaba un porcentaje de
retención del 200% aproximadamente.
En lo referente al porcentaje de carbono, los resultados son igualmente favorables, ya que
se obtienen valores por encima del 15%. El carbono se relaciona con la sustentabilidad de
los sistemas agrícolas afectando las propiedades del suelo relacionadas con el rendimiento
sostenido de los cultivos. Además, esta variable es posible vincularla con la cantidad y
disponibilidad de nutrientes del suelo.
Al realizar el conteo de enterobacterias los resultados obtenidos son de acuerdo a lo
esperado, ya que el aserrín a diferencia de los estiércoles no posee la cantidad de agentes
bacteriológicos. Sin embargo en la caneca 1 se presentaron enterobacterias no superiores a
lo que permite la norma. La presencia de estas bacterias podría justificarse a posible
contaminación de las muestras ya sea en el área de proceso o al momento de realizar las

38
pruebas. De mismo modo en la determinación de la presencia o ausencia de salmonella se
encontró que para las dos canecas este patógeno era ausente esto se puede observar en la
Figura 22.
Figura22: Prueba de Salmonella
4.2. Biogás
En cuanto al proceso Batch, la evolución del espectrograma (Figura19) coincide con los
resultados esperados, ya que la primera semana tenemos un rápido incremento de dióxido
de carbono, lo que evidencia el paso de la hidrólisis a la acidogénesis en el sistema
bacteriano. En la hidrólisis, los carbohidratos (como el arroz y la pasta) se degradaron a
azúcares simples, las grasas a ácidos grasos, y las proteínas (como el pescado y los
mariscos) a aminoácidos. Luego, en la acidogénesis, estos tres productos se descomponen
en ácidos carbónicos, alcohol y dióxido de carbono; y es por esto que en la segunda semana
se ve un incremento significativo en el contenido de , cuya señal corresponde a los
44amu en el espectrograma. Por otro lado, en los datos de la tercer semana se ve un
incremento en el dióxido de carbono y el metano (16 amu), lo que demuestra que el proceso
pasó por la acetogénesis, en la que los ácidos carbónicos y el alcohol se convierten en ácido
acético y más dióxido de carbono; y comenzó la metanogénesis, en la que el ácido acético y
los ácidos grasos volátiles (VFA) son metabolizados por las arqueo bacterias
metanogénicas para producir metano. Finalmente, en la cuarta semana se ve cómo en el
reactor 1 el nivel de metano aumenta hasta tener una participación significativa en la
composición del gas; mientras que el otro sufre una fuga y no es posible observar la última
etapa del proceso.
Al finalizar la cuarta semana, se hace uso de un infrarrojo para determinar los porcentajes
de metano y dióxido de carbono. Se hacen tres mediciones, y el equipo reporta un
porcentaje de 43% y 51% . Sin embargo, se tiene una incertidumbre del12% de la
medición, que proviene de la imposibilidad de calibrar el equipo con un error verdadero

39
menor a±6%, ya que para un gas estandarizado de composición 50:50 metano y dióxido el
equipo reportaba 46% y 56% respectivamente. Aunque con una incertidumbre importante,
este resultado demuestra una eficiencia pobre en la conversión a metano, lo que puede
deberse a dos razones principales:
La primera, que los residuos orgánicos de WOK® tienen un bajo contenido de
grasas, las cuales se encuentran casi exclusivamente en la piel de salmón y las
salsas, que corresponden a un porcentaje mínimo en comparación con los tallos de
los vegetales,el arroz, la pasta, las cáscaras y semillas de fruta, entre otros. Ahora
bien, las grasas, debido a las largas cadenas carbónicas catabolizables, son un
sustrato ideal para la producción de metano; mientras que los azúcares simples y los
carbohidratos producen alcohol y sales carboxílicas.
La segunda, que la preparación de las muestras no se hace con un inoculo puro, así
que el número de especies de microorganismos metanogénicos depende únicamente
del coctel de bacterias presente en la boñiga de vaca. La producción de metano está
ligada exclusivamente a las arqueo bacterias metanogénicas, así que la presencia de
múltiples especies de bacterias es determinante a la hora de realizar una digestión
eficiente.
4.3. Biogás - Contracorriente
Ahora bien, en cuanto al proceso a contracorriente, de los espectrogramas es imposible
sacar alguna conclusión, ya que estos no muestran ningún comportamiento claro en el perfil
de metano o dióxido de carbono. Al realizar el análisis, que se hizo tres veces por semana
durante dos semanas, no se tuvo en cuenta que la mayor parte del gas presente en los
tanques era nitrógeno, debido a que cada traslado de materia se hacía en atmósfera inerte, y
la producción de gas diaria se estimaba mucho menor a 1 litro, que corresponde al espacio
libre del tanque; es decir, la cantidad inicial de nitrógeno en los reactores.
Debido esto, se realizó una prueba de probeta invertida para determinar la cantidad de gas
producida por cada digestor. Los tanques se dejaron reposar durante 3 días, sin realizar
traslados de materia, y los resultados fueron los siguientes:

40
Tabla 10: Resultados de la prueba de probeta invertida
Volumen de gas producido [mL]
Tanque 3 días 1 día
1 185 61,667
2 156 52
3 98 32,667
4 60 20
Lo que quiere decir que, en un día, los volúmenes de biogás producido representan el
6.17%, 5.20%, 3.27%, 2.00% del volumen de nitrógeno en cada reactor respectivamente.
De esta forma, se puede concluir que es necesario realizar un análisis detallado de la
composición del gas para determinar el desempeño del sistema en contracorriente. Por este
motivo se considera la posibilidad de utilizar el infrarrojo. Sin embargo, si tenemos en
cuenta que el error verdadero de este equipo es de ±6%, por la propagación de error se
puede decir que, teniendo en cuenta el peso del gas producido en el gas total del tanque, la
incertidumbre de la medición en los tanques sería de:
Tabla 11: Error relativo porcentual verdadero de la medición
Peso Error relativo
1 0,0617 97%
2 0,0520 115%
3 0,0327 184%
4 0,0200 300%
Debido a esto, la medición con el infrarrojo queda descartada, y se concluye que los datos
sólo serían confiables con un método de análisis más exacto y preciso, como lo es la
cromatografía de gases.

41
Capítulo 5
5. Conclusiones
Con respecto a los resultados obtenidos en el compost es adecuado volver a mencionar los
aspectos de diseño en las canecas. Para evitar problemas de formación de película acuosa
en las tapas, se sugiere incorporar al diseño un sistema cónico con canal en las tapas, o si no
es posible lo primero realizar una aireación más continua para poder lograr un
comportamiento estable en la humedad.
Una característica importante en el control de la temperatura y por ende en el control de las
demás variables es la temperatura en el exterior. Esta variable externa es importante tenerla
en cuenta, debido a que en registros tomados en el área de trabajo esta variable presentaba
influencia en la temperatura de las canecas (ver Figura23). Cuando en el ambiente la
temperatura tenía variaciones negativas o positivas están se presentaban reflejadas en
variaciones de la misma forma en las canecas, de allí se pueden justificar las fluctuaciones
en las gráficas expuestas en las ilustraciones anteriores.
Figura 23. Perfiles de temperatura ambiente.
En un principio la tasa de aireación resulto siendo ineficiente, para ello se implementó un
aumento en esta variable y con ello observando resultados positivos. El resultado de este
cambio se reflejó en los resultados obtenidos para la caneca 1 en comparación a la 2. Para
la caneca 2 los resultados obtenidos son mucho más claros y rápidos, manteniendo una
estrecho parecido con los comportamientos encontrados en la literatura. Al finalizar el
proceso, se obtuvo una conversión del 35,25% y 32,42%; así que la tasa de producción es
mayor a la esperada según los resultados de (Murillo, 2012), en donde la conversión es del
25%.
Por otro lado, en cuanto a los resultados de la digestión anaerobia, resulta evidente que un
análisis por medio de cromatografía de gases es necesario, ya que el error relativo
porcentual verdadero de la medición por infrarrojo es de 12% para el sistema Batch, y va
10
15
20
25
0 10 20 30 40 50
Tem
pe
ratu
ra [
°C]
Tiempo [dia]
T amb

42
desde 97% hasta 300% en el sistema contracorriente. Por esta razón, es recomendable
aumentar la cantidad de reactores de dicho experimento y realizar el análisis
cromatográfico. Sin embargo, gracias al sistema en Batch es posible decir que los residuos
de WOK® no tienen una composición óptima para una conversión adecuada de metano,
pues el contenido de cadenas lipídicas y ácidos grasos es pobre, mientras que el contenido
de azúcares simples produce un alto grado de ácidos carboxílicos y sus sales derivadas.
Adicional a esto, la preparación de la mezcla inicial con un coctel rico en bacterias
metanogénicas podría optimizar la producción de metano y aumentar la eficiencia del
proceso.
Ahora bien, en cuanto al volumen de gas producido en el proceso batch, se tiene que la
producción diaria en la fase de metanogénesis es de alrededor de 5L (Figura 20); valor que,
para un reactor de 42L de sustrato, es relativamente bajo. Esto demuestra, de nuevo, que la
composición de los desechos no es ideal, y que esto podría compensarse en cierta medida
con la preparación de la mezcla adicionando un coctel rico en bacterias metanogénicas.

43
Capítulo 6
6. Bibliogafía
Norma Tecnica Colombiana 5167 BogotáColombia
A review of survival of pathogenic bacteria in organic waste used in biogas
plants2003Bioresource Technology 87161-166
Benedetti, A., Bidlingmainer, W., Böhm, R., Chang, M., Chiumenti, A., Civilini, M., y
otros. (2007). Compost science an technology. Boston: Elservier.
Bovea, M., Ibáñez-Forés, V., Gallardo, A., & Colomer-Mendoza, F. (2010). Environmental
assessment of alternative municipal solid waste management strategies. A Spanish case
study. Waste Management , 2383–2395.
C.Chapra, S., & Canale, R. P. Métodos numéricos para ingenieros. McGrowHill.
Chang, J., & Hsu, T.-E. (2008). Effects of compositions on food waste composting.
Bioresource technology , 8068-8074.
Deublein, D., & Steinhauser, A. Biogas from waste and renewable resources. Wiley-VCH.
Díaz, L., & Savage, G. (2007). Factors that Affect the Process. En L. Díaz, M. de Bertoldi,
W. Bidlingmaier, & E. Stentiford, Compost Science and Technology (págs. 49-64). Boston:
Elsevier.
El-Mashad, H. M., & Zhang, R. (2010). Biogas production from co-digestion of dairy
manure and food waste. 8.
Fong, M., Wong, J., & Wong, M. (1999). Review on evaluation of compost maturity and
stability of solid waste. Shangai Environ. Sci. , 91-93.
Fu, Z., & Holtzapple, M. T. (2009). Fermentation of sugarcane bagase and chicken manure
to calcium carboxylates under thermophilic conditions. Human press .
Guo, R., Guoxue, L., Jiang, T., Schuchardt, F., Chen, T., & Zhao, Y. (2012). Effect of
aeration rate, C/N ratio and moisture content on the stability and maturity of compost.
Bioresource technology , 171-178.
Haug, R. T. (1993). The practical Handbook of Compost Engineering. Boca Raton: Lewis
Publishers.
Household organic waste composting using bins with different types of passive
aeration.2011Resources, Conservation and Recycling 548-553

44
Insam, H., & de Bertoldi, M. (2007). Microbiology of the composting process. En L. Diaz,
M. de Bertoldi, W. Bidlingmaier, & E. Stentiford, Compost Science and Technology (págs.
31-34). Boston: Elservier.
Kalamdhad, A. S., & Kazmi, A. (2009). Effects of turning frequency on compost stability
and some chemical characteristics in a rotary drum composter. Chemosphere , 1327-1334.
Kalamdhad, A. S., Singh, Y. K., Ali, M., Khwairakpam, M., & Kazmi, A. (2009). Rotary
drum composting of vegetable waste and tree leaves. Bioresource technology , 6442-6450.
Laner, D., Fellner, J., & Brunner, P. H. (2009). Flooding of municipal solid waste landfills
— An environmental hazard? Science of the Total Environment , 3674-3680.
Lee, J.-J., Park, R.-D., Kim, Y.-W., Shim, J.-H., Chae, D.-H., Rim, Y.-S., y otros. (2004).
Effect of food waste compost on microbial population, soil enzyme activity and lettuce
growth. 8.
Mesophilic biogas production from fruit and vegetable waste in a tubular
digester2003Bioresource Technology 8685-89
Murillo, J. S. (2012). Estudio de viabilidad técnica de la producción de compost a partir de
los residuos orgánicos de la cadena de restaurantes Wok. Bogota.
Nengwu, Z., Changyan, D., Yuanzhu, X., & Huiyue, Q. (2004). Performance characteristics
of three aeration systems in the swine manure composting. Bioresource Technology , 319-
326.
Propagated fixed-bed-mixed-acid fermentation: Part I: Effect of volatile solid loading rate
and agitation at high pH2011Bioresource Technology 10592-10601
Ramirez, J. M., Nuñez, R. R., Islas, H. J., & Garcia, M. T. (2011). Tratamiento anaerobio
de desechos lácticos y estiércol de cabra. Ingenieria e investigacion , 31 (1).
Ramírez, J. M., Nuñez, R. R., Islas, H. J., & García, M. T. (2011). Tratamiento anaerobio
de desechos lácticos y estiércol de cabra. Ingenieria e investigacion , 31 (1).
Unidad Administrativa Especial de Servicios Publicos. (2010). Programa para la gestión
de los residuos sólidos organicos para la ciudad de Bogotá. Versión 2.
UTCC. (2004). Interventoría para la operación del RSDJ. Bogotá.
Yuan, H., Chini, A. R., Lu, Y., & Shen, L. (2012). A dynamic model for assessing the
effects of management strategies on the reduction of construction and demolition waste.
Waste Management , 521-531.

45
Zhang, R., El-Mashad, H. M., Hartman, K., Wang, F., Liu, G., Choate, C., y otros. (2007).
Characterization of food waste as feedstock for anaerobic digestion. Bioresource
Technology (98), 929-935.
Zhang, R., Mashad, H. M., Hartman, K., Wang, F., Liu, G., Choate, C., y otros. (2006).
Characterization of food waste as feedstock for anaerobic digestion. ELSEVIER , 6-7.

46
CAPITULO 7
7. Anexos
Anexo 1. Método de mínimos cuadrados para polinomios de orden n.
El procedimiento de mínimos cuadrados extendido para un ajuste de datos con un
polinomio de orden superior, como el siguiente caso:
De este polinomio es posible obtener la suma de los cuadrados de los residuos derivando la
siguiente expresión del despeje algebraico de la variable e.
∑( )
Ahora bien derivando la ecuación anterior para las variables desconocidas como
se obtiene las siguientes expresiones.
∑( )
∑ ( )
∑ (
)
Igualando las anteriores ecuaciones a 0 y al mismo tiempo organizando los diferentes
términos es posible obtener las siguientes expresiones:
( ) ∑ ∑ ∑
∑ ∑ ∑
∑
∑ ∑
∑ ∑
De las anteriores ecuaciones se es posible concluir que las tres ecuaciones expresadas
anteriormente son lineales y tienen en común tres incógnitas. Los coeficientes de las
incógnitas se pueden evaluar de manera directa a partir de los datos obtenidos

47
experimentalmente. Para resolver el sed de ecuaciones ilustrado anteriormente se e posible
utilizar diferentes métodos numéricos, obteniendo con ello los valores de los coeficientes
para la ecuación del problema.
El caso explicado y desarrollado anteriormente de dos dimensiones se puede extender a un
orden n-ésimo de la siguiente manera:
Ahora bien para desarrollar un algoritmo en computadora para la regresión es posible
seguir los pasos expuestos a continuación.
1. Introducir el orden del polinomio sujeto al ajuste.
2. Integre el número de datos, n.
3. Si n > m+1, continue.
4. Calcule los elementos de la ecuación normal en la forma de una matriz aumentada.
5. Resuelva la matriz aumentada para las incógnitas, por un método de eliminación.
6. Imprimir resultados.
Un problema potencial asociado con la implementación de regresión de polinomios en la
computadora es que las ecuaciones normales algunas veces están mal condicionadas. Esto
es en particular cierto para versiones de orden superior. Para esos casos, los coeficientes
calculados podrían ser altamente sensibles al error de redondeo y en consecuencia los
resultados pueden ser inexactos. (C.Chapra & Canale)
El pseudocódigo utilizado en el trabajop actual se expone a continuación, es necesario
resaltar que este se implementó en Python.
#Libreria para manejar matrices
import numpy as np
#Libreria para manejar graficas
import pylab as plt
def orden_3 (A):
#Creacion de lista de valores de X y Y
X=A[:,0]
#Y toma valores de la segunda columna de A
Y=A[:,1]
#Pide el tamano del arreglo A
'------------------------------Orden 3 cuadratica------------------------------------'
#matriz inicial
O=np.zeros((4,4))
Vector=np.zeros((4,1))
#cantidad de datos
Ash=A.shape

48
n=Ash[0]
#Calculo de las potencias y sumatorias
X2=pow(X,2)
X3=pow(X,3)
X4=pow(X,4)
X5=pow(X,5)
X6=pow(X,6)
suma_x=np.sum(X)
suma_x2=np.sum(X2)
suma_x3=np.sum(X3)
suma_x4=np.sum(X4)
suma_x5=np.sum(X5)
suma_x6=np.sum(X6)
#almacenamiento de los valores en O
O[0,0]=n
O[0,1]=suma_x
O[0,2]=suma_x2
O[0,3]=suma_x3
O[1,0]=suma_x
O[1,1]=suma_x2
O[1,2]=suma_x3
O[1,3]=suma_x4
O[2,0]=suma_x2
O[2,1]=suma_x3
O[2,2]=suma_x4
O[2,3]=suma_x5
O[3,0]=suma_x3
O[3,1]=suma_x4
O[3,2]=suma_x5
O[3,3]=suma_x6
#calculo de las operaciones y sumatorias
XY=X*Y
X2Y=X2*Y
X3Y=X3*Y
suma_y=np.sum(Y)
suma_xy=np.sum(XY)
suma_x2y=np.sum(X2Y)
suma_x3y=np.sum(X3Y)
#almacenamiento de los valores en Vector
Vector[0,0]=suma_y
Vector[1,0]=suma_xy
Vector[2,0]=suma_x2y
Vector[3,0]=suma_x3y
#solucion del sistema
Soluci=np.linalg.solve(O,Vector)
print 'Parametros para la aproximacion cuadratica Orden
3:','a0:',Soluci[0],'a1:',Soluci[1],'a2:',Soluci[2],'a3:',Soluci[3]
# Calculo de los Y_Cal
Y_cal=np.zeros((n,1))
i=0
while i<=n-1:

49
#solucion del sistema
Soluci=np.linalg.solve(O,Vector)
print 'Parametros para la aproximacion cuadratica Orden
3:','a0:',Soluci[0],'a1:',Soluci[1],'a2:',Soluci[2],'a3:',Soluci[3]
# Calculo de los Y_Cal
Y_cal=np.zeros((n,1))
i=0
while i<=n-1:
Y_cal[i]=Soluci[0]+Soluci[1]*X[i]+Soluci[2]*pow(X[i],2)+Soluci[3]*pow(X[i],3)
i=i+1
''' Calculo del r2'''
#promedio de Y
Y_med=(np.sum(Y))/n
#Pide el tamano del arreglo Y_C1
u=n-1
l=0
st=0
sr=0
# calculos de St y Sr apra encontrar el r**2
while u>=l:
st=pow((Y[l]-Y_med),2)+st
sr=pow((Y[l]-Y_cal[l]),2)+sr
l=l+1
R2=(st-sr)/st
print ' R**2 para la funcion:',' ', R2
# Graficas
fig3=plt.figure()
plt.plot(X,Y,'-')
plt.plot(X,Y_cal,'.')
plt.legend(['X vs Y','X vs Y_cal'])
plt.xlabel('Eje X')
plt.ylabel('Eje Y')
plt.title('Tercer Orden-Cuadratica')
plt.savefig('Orden_3_cuadratica.png')

50
Anexo2. Resultados experimentales Caneca 1.
Caneca I
Superior Central Inferior
Día T pH MC T pH MC T pH MC
1 21.6 3.92 71.00% 23.5 3.92 71.00% 20.2 3.92 71.00%
2 43.6 3.975 67.00% 39.1 4.24 71.79% 23.7 4.202 68.00%
3 46.3 5.17 62.17% 42.3 4.13 69.89% 37.5 4.12 73.98%
4 46.3 6.39 60.05% 44.7 4.29 67.25% 30.1 4.14 70.99%
5 46.75 6.827 61% 36.5 4.332 64.52% 38.5 3.978 70.04%
6
7
8 48.1 6.811 61.20% 37.7 4.813 64.42% 37.8 4.471 69.65%
9 60.5 7.154 60.54% 37 4.797 62.82% 43.1 4.297 64.78%
10 61.7 7.226 58.92% 41.2 4.94 61.90% 47.3 4.864 66.05%
11 49 7.828 56.61% 52 6.634 60.62% 45 4.785 64.62%
12 55 8.063 53.46% 46 6.956 52.41% 45 6.097 65.35%
13
14
15 36 8.588 44.54% 48 7.9 50.00% 42 5.972 65.58%
16 50 8.57 43.14% 52.5 8.135 47.69% 48.8 5.4 64.49%
17 45.6 8.406 54.42% 60.3 8.082 63.20% 52.5 5.264 64.16%
18 57 8.766 59.16% 63 8.843 54.68% 48.5 6.844 61.65%
19 58 8.82 55.40% 63.2 8.8 42.00% 52.7 7.14 59.60%
20
21
22 30.1 8.907 54.86% 38.5 8.868 50.62% 32.4 8.845 51.40%
23 35.1 8.879 49.93% 45.8 9.042 51.43% 38.4 8.606 59.86%
24 37.4 9.092 50.97% 39.8 9.009 51.74% 51.1 7.54 62.21%
25 36.4 9.182 49.98% 38.7 8.819 51.41% 52.9 8.224 57.88%
26 31.6 9.195 47.71% 35.2 8.939 50.99% 46.1 8.514 53.40%
27
28
29 22.1 9.081 45.69% 28.6 8.846 50.41% 39.1 8.974 44.47%
30 23.1 9.082 42.95% 25.3 8.958 46.85% 32.5 8.952 51.46%
31 27.2 9.147 44.10% 27.9 8.911 49.90% 30.1 8.76 55.82%
32 26.2 9.167 49.30% 25.3 9.168 49.61% 27.7 9.138 48.67%
33 32.4 9.082 48.45% 35.2 9.002 47.91% 33.9 9.112 48.50%
34
35
36 27.00 9.08 41.91% 27.00 9.07 39.47% 27.80 8.84 58.04%
37 24.00 9.03 44.26% 31.00 8.93 45.88% 25.00 8.85 52.02%
38 25.00 9.08 45.24% 33.00 9.04 46.80% 29.00 9.04 52.02%

51
39 25.00 9.05 45.30% 30.00 9.95 48.43% 28.50 8.96 51.65%
40 25.00 9.11 45.27% 27.50 9.02 46.07% 24.20 8.82 58.76%
41
42
43 23.20 9.04 45.31% 24.40 9.01 45.17% 24.20 8.97 52.70%
44 21.90 9.18 42.60% 22.20 9.17 43.92% 22.80 9.10 43.21%
45 23.20 8.39 50.59% 24.50 9.09 39.73% 23.00 9.08 41.33%
Ti: Temperatura
MC: contenido de humedad

52
Anexo3. Resultados experimentales Caneca 2.
Caneca II
Superior Central Inferior
Día T pH MC T pH MC T pH MC
1 24.3 4.264 59.33% 27.7 4.15 62.23% 24 4.171 64.080%
2 43.1 6.017 61.23% 41.5 4.981 60.73% 39.8 4.519 63.500%
3 41 6.141 58.93% 45.5 4.404 62.21% 43 4.18 64.590%
4 46 6.248 57.11% 52 5.432 56.64% 43 4.108 62.810%
5
6
7 48 7.574 46.50% 57 7.42 41.73% 49 4.656 63.22%
8 55.2 7.858 51.30% 57.7 7.294 54.40% 42.5 6.015 59.00%
9 54 8.156 51.07% 60.2 7.862 46.53% 47 7.11 54.29%
10 55 8.809 51.15% 64 8.711 52.56% 51.2 7.939 38.81%
11 56.7 8.889 50.06% 62.1 8.8 51.90% 53.2 8.03 52.10%
12
13
14 46.2 8.709 48.94% 41.3 8.729 39.53% 44.9 8.744 49.00%
15 48.9 8.896 46.70% 49.1 8.715 47.39% 43.9 6.729 61.25%
16 45.9 8.829 50.29% 56.9 6.752 57.60% 49.9 8.769 47.01%
17 37.1 8.57 46.06% 42.6 8.639 47.58% 56.6 8.591 47.10%
18 39.7 8.831 44.62% 38.5 8.846 42.89% 57.3 8.728 39.42%
19
20
21 28.7 8.769 35.29% 36.1 8.836 39.64% 47.5 8.791 40.84%
22 29.8 8.793 36.01% 38.3 8.794 40.11% 47.7 8.932 36.03%
23 35.6 8.766 31.79% 42.3 8.799 36.90% 44.1 8.806 38.70%
24 30.6 8.886 42.17% 43.1 8.844 42.08% 50.2 8.824 37.13%
25 35.1 8.456 40.63% 40.2 8.039 41.56% 47.9 8.634 37.42%
26
27
28 26 8.814 37.54% 37 8.864 39.43% 37.6 8.848 40.09%
29 27 8.876 37.95% 39 8.907 48.84% 43 8.978 50.79%
30 34 8.859 39.15% 43 8.893 40.03% 45.6 8.821 43.81%
31 32 9.002 36.94% 44 8.925 37.09% 44 8.928 42.87%
32 31.2 8.885 38.11% 39 8.882 36.43% 39 8.926 41.61%
33
34
35 23.5 8.986 34.92% 26.2 8.927 36.82% 26.4 8.739 63.03%
36 22.9 9.006 38.58% 27 8.978 38.82% 24.3 8.979 43.55%
37 25.3 8.988 40.12% 30.2 9.073 38.85% 29.1 8.995 49.76%

53
Anexo4. Resultados experimentales con media aritmética Caneca 1.
Valores medios Caneca I
Día T pH MC
1 21.77 3.92 0.71
2 35.47 4.14 0.69
3 42.03 4.47 0.69
4 40.37 4.94 0.66
5 40.58 5.05 0.65
6 41.20 5.37 0.65
7 46.87 5.42 0.63
8 50.07 5.68 0.62
9 48.67 6.42 0.61
10 48.67 7.04 0.57
11 42.00 7.49 0.53
12 50.43 7.37 0.52
13 52.80 7.25 0.61
14 56.17 8.15 0.58
15 57.97 8.25 0.52
16 33.67 8.87 0.52
17 39.77 8.84 0.54
18 42.77 8.55 0.55
19 42.67 8.74 0.53
20 37.63 8.88 0.51
21 29.93 8.97 0.47
22 26.97 9.00 0.47
23 28.40 8.94 0.50
24 26.40 9.16 0.49
25 33.83 9.07 0.48
26 27.27 9.00 0.46
27 26.67 8.94 0.47
28 29.00 9.05 0.48
29 27.83 9.32 0.48
30 25.57 8.98 0.50
31 23.93 9.00 0.48
32 22.30 9.15 0.43
33 23.57 8.85 0.44
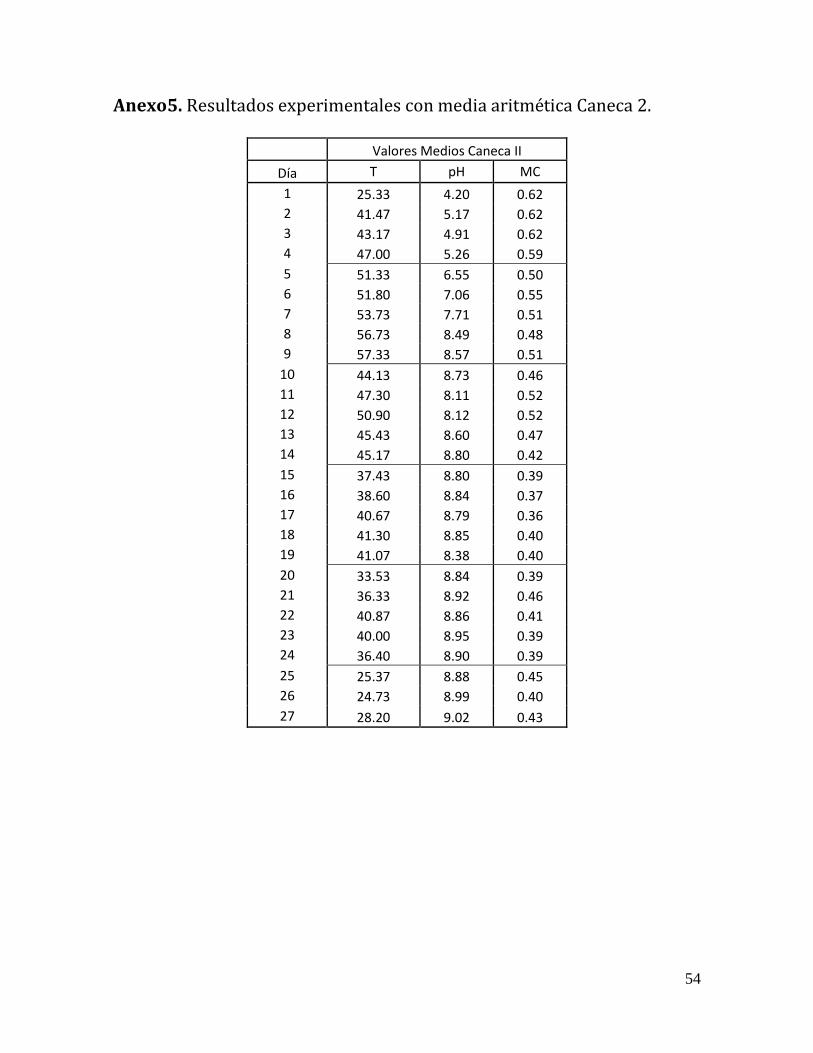
54
Anexo5. Resultados experimentales con media aritmética Caneca 2.
Valores Medios Caneca II
Día T pH MC
1 25.33 4.20 0.62
2 41.47 5.17 0.62
3 43.17 4.91 0.62
4 47.00 5.26 0.59
5 51.33 6.55 0.50
6 51.80 7.06 0.55
7 53.73 7.71 0.51
8 56.73 8.49 0.48
9 57.33 8.57 0.51
10 44.13 8.73 0.46
11 47.30 8.11 0.52
12 50.90 8.12 0.52
13 45.43 8.60 0.47
14 45.17 8.80 0.42
15 37.43 8.80 0.39
16 38.60 8.84 0.37
17 40.67 8.79 0.36
18 41.30 8.85 0.40
19 41.07 8.38 0.40
20 33.53 8.84 0.39
21 36.33 8.92 0.46
22 40.87 8.86 0.41
23 40.00 8.95 0.39
24 36.40 8.90 0.39
25 25.37 8.88 0.45
26 24.73 8.99 0.40
27 28.20 9.02 0.43