estandarización y adecuación tecnológica de las líneas de
TRANSCRIPT
Universidad de La Salle Universidad de La Salle
Ciencia Unisalle Ciencia Unisalle
Ingeniería de Alimentos Facultad de Ingeniería
1-1-2006
Estandarización y adecuación tecnológica de las líneas de Estandarización y adecuación tecnológica de las líneas de
producción de lácteos en la empresa Inversiones La Catira producción de lácteos en la empresa Inversiones La Catira
ubicada en el municipio de Cumaral ubicada en el municipio de Cumaral
Sandra Bibiana Valero Pérez Universidad de La Salle, Bogotá
Follow this and additional works at: https://ciencia.lasalle.edu.co/ing_alimentos
Citación recomendada Citación recomendada Valero Pérez, S. B. (2006). Estandarización y adecuación tecnológica de las líneas de producción de lácteos en la empresa Inversiones La Catira ubicada en el municipio de Cumaral. Retrieved from https://ciencia.lasalle.edu.co/ing_alimentos/115
This Trabajo de grado - Pregrado is brought to you for free and open access by the Facultad de Ingeniería at Ciencia Unisalle. It has been accepted for inclusion in Ingeniería de Alimentos by an authorized administrator of Ciencia Unisalle. For more information, please contact [email protected].

ESTANDARIZACIÓN Y ADECUACIÓN TECNOLÓGICA DE LAS LINEAS DE PRODUCCIÓN DE LACTEOS EN LA EMPRESA INVERSIONES LA CATIRA
UBICADA EN EL MUNICIPIO DE CUMARAL.
SANDRA BIBIANA VALERO PEREZ
UNIVERSIDAD DE LA SALLE FACULTAD DE INGENIERIA DE ALIMENTOS
BOGOTÁ D.C 2006
ESTANDARIZACIÓN Y ADECUACIÓNTECNOLÓGICA DE LAS LINEAS DE PRODUCCIÓN DE LACTEOS EN LA EMPRESA INVERSIONES LA CATIRA
UBICADA EN EL MUNICIPIO DE CUMARAL.
SANDRA BIBIANA VALERO PEREZ
Trabajo de grado para optar al título de Ingeniero de Alimentos
Director CARLOS BELLO PEREZ
Ingeniero Industrial
UNIVERSIDAD DE LA SALLE FACULTAD DE INGENIERIA DE ALIMENTOS
BOGOTÁ D.C 2006

Bogotá D.C, 24 de octubre de 2006
Nota de aceptación:
Firma del presidente jurado
Firma del jurado
Firma del jurado

Dedico especialmente este triunfo a
Dios por permitirme existir en esta
historia y a mis padres queridos Melco
y Ceci por el esfuerzo, la esperanza y
el amor que me ofrecen,
introduciéndome en la realidad,
forjando a una hija que involucra su
yo…

AGRADECIMIENTOS
La autora expresa sus más sinceros agradecimientos a todas aquellas personas
que intervinieron en el desarrollo del presente estudio.
Lexy Mirella Quintero, Ingeniera Química por su invaluable apoyo y orientación
que me permitió direccionar concretamente el fundamento del presente trabajo.
Melquisedecc Valero Chacon, Gerente general de Inversiones la Catira por su
apertura expectante que facilito la ejecución de todo el estudio desarrollado.
Marcos Martínez Mora, Gerente Administrativo de Inversiones la Catira por todo el
apoyo en la consecución de la documentación interna de la empresa y su
orientación visionaria que me permitió adquirir una postura en el análisis de todos
los factores que intervienen en el funcionamiento de la empresa.
Carlos Bello Pérez, Ingeniero Industrial por el apoyo en la dirección del trabajo y
los aportes a través de sus escritos que fundamentaron la teoría del trabajo.
Cecilia y Maria Pérez, por el apoyo emocional y el amor brindado durante el
desarrollo del trabajo y de la carrera.
A todos y cada uno de los operarios de Inversiones la Catira por la colaboración
en las actividades desarrolladas en la planta de producción.
A mis amigos los universitarios de Comunión y Liberación especialmente a
Andrea por la concreción de la amistad que me permite vivir intensamente lo real
“viviendo por amor de algo que esta sucediendo ahora”.

A mis amigas Jeimmy y Samia, por su compañía durante la carrera que espero no
se acabe aquí y permanezca siempre, especialmente a jeimmy por la
incondicionalidad de su amistad, su sinceridad, su dedicación, y su cariño que me
permitió no desvanecer en la etapa final del trabajo.
A mi familia “mis primas queridas” las quiero y adelante en este camino que están
comenzando.

TABLA DE CONTENIDO
Pág.
1 OBJETIVOS 1
1.1 OBJETIVO GENERAL 1
1.2 OBJETIVOS ESPECÍFICOS 1
2 MARCO DE REFERENCIA 2
2.1 ÁREAS Y SUBÁREAS QUE INTEGRAN LA GESTIÓN DE LA
PRODUCCIÓN
3
2.1.1 El producto 3
2.1.2 La planta 3
2.1.3 Los procesos 4
2.1.4 Los programas 4
2.1.5 El personal 5
2.2 Estandarización o uníformación 5
2.3 Estudio de tiempos 8
2.4 Equipamiento de la planta 10
2.5 FACTORES QUE AFECTAN EL DISEÑO DE PLANTA 12
2.5.1 Requerimientos especiales en los procesos 14
2.6 DISTRIBUCIÓN DE PLANTA 14
2.6.1 Criterios para una buena distribución 15
2.6.2 Ventajas de una buena distribución 17
3 DIAGNOSTICO 18
3.1 ADMINISTRACIÓN 18
3.1.1 Historia de la empresa 18
3.1.2 Licencias de funcionamientos registros y patentes 20
3.1.3 Estructura organizacional 21

3.2 PRODUCCIÓN 23
3.2.1 MATERIAS PRIMAS 23
3.2.1.1 Leche 23
3.2.1.2 Cuajo 28
3.2.1.3 Cloruro de Calcio 28
3.2.1.4 Cultivos lácticos 29
3.2.1.5 Sal 30
3.2.1.6 Colorantes y saborizantes 30
3.2.2 DESCRIPCIÒN DE LOS PROCESOS ACTUALES 31
3.2.2.1 Producción de queso tipo Mozzarella 31
3.2.2.2 Producción de queso tipo campesino 32
3.2.2.3 Producción de yogurt 33
3.2.3 INFRAESTRUCTURA 35
3.2.4 SERVICIOS INDUSTRIALES 37
3.2.4.1 Producción de vapor 37
3.2.4.2 Energía eléctrica 37
3.2.4.3 Agua de proceso 38
3.2.4.4 Combustibles 38
3.2.5 CAPACIDAD INSTALADA 40
3.2.5.1 Producción de queso tipo Mozzarella 40
3.2.5.2 Producción de queso tipo campesino 40
3.2.5.3 Producción de yogurt 42
3.2.6 MEDIO AMBIENTE Y SEGURIDAD INDUSTRIAL 44
3.2.6.1 Desechos sólidos, efluentes y emisiones 44
3.2.6.2 Seguridad industrial 45
3.2.7 CALIDAD 46
3.2.7.1 Sistemas de gestión de calidad 46
3.2.7.2 Control de materia prima 47

3.2.7.2 Control de producto terminado 48
3.3 DIAGRAMA DE SIMBOLOS DE EQUIPOS EN LOS
PROCESOS
49
3.3.1 Diagrama de símbolos de equipos para el proceso del queso
tipo Mozzarella
49
3.3.2 Diagrama de símbolos de equipos para el proceso del queso
tipo Campesino
52
3.3.3 Diagrama de símbolos de equipos para el proceso del yogurt 55
3.4 DIAGRAMA DE BLOQUES Y CORRIENTES DE PROCESO 58
3.4.1 Diagrama de bloques para el proceso del queso tipo
Mozzarella
58
3.4.2 Diagrama de bloques para el proceso del queso tipo
Campesino
59
3.4.3 Diagrama de bloques para el proceso del yogurt 60
3.5 BALANCES DE MATERIA Y ENERGIA 61
3.5.1 Balances de materia 61
3.5.1.1 Balance de materia para el queso tipo Mozzarella 61
3.5.1.2 Balance de materia para el queso tipo Campesino 63
3.5.1.3 Balance de materia para el yogurt 65
3.5.2 Balances de energía 67
3.5.2.1 Balance de energía para el queso tipo Mozzarella 67
3.5.2.2 Balance de energía para el queso tipo Campesino 68
3.5.2.3 Balance de energía para el yogurt 69
3.6 DISTRIBUCIÒN ACTUAL DE LA PLANTA DE PRODUCCIÒN 70
3.7 DIAGRAMA DE OPERACIONES Y RECORRIDOS DE LOS
PROCESOS ACTUALES
70
3.7.1 Queso tipo Mozzarella 70
3.7.2 Queso tipo Campesino 75
3.7.3 yogurt 78
3.8 DIAGRAMA DE RECORRIDOS Y OPERACIONES DE
PUESTOS DE TRABAJO FIJOS
82
3.8.1 Queso tipo Mozzarella 82
3.8.2 Queso tipo Campesino 85
3.8.3 Yogurt 88
3.9 PRODUCTO TERMINADO, EMBALAJE, TRANSPORTE Y
DISTRIBUCIÒN
91
3.10 ANALISIS DE LAS CONDICIONES ESTUDIADAS 93
3.10.1 Balances de materia 93
3.10.2 Distribución actual de la planta de producción 94
3.10.3 Tiempo de recorrido de materia prima 94
3.10.3.1 Queso tipo Mozzarella 94
3.10.3.2 Queso tipo Campesino 95
3.10.3.3 Yogurt 96
3.10.4 TIEMPOS DE RECORRIDO DE OPERARIOS 96
3.10.4.1 Queso tipo Mozzarella 96
3.10.4.2 Queso tipo Campesino 96
3.10.4.3 Yogurt 97
3.10.5 EMPAQUE DE PRODUCTO TERMINADO 97
3.11 DIAGNOSTICO GENERAL 99
4 PROPUESTA DE ESTANDARIZACIÒN 102
4.1 Estructura organizacional 102
4.2 Procesos 103
4.3 Capacidad instalada 104
4.3.1 Análisis de la capacidad actual de los equipos en la planta 106
4.3.2 Propuesta de un generador de vapor 106
4.4 Distribución actual de la planta de producción 109

4.5 Empaque de producto terminado 115
4.5.1 Adopción del sistema de empaque al vacío para las líneas de
queso tipo Mozzarella y Campesino
115
4.6 Tabla de valoración económica 116
5 MEJORAS DESARROLLADAS 119
5.1 Estandarización de las líneas de producción 119
5.2 Estructura organizacional 120
5.3 Adecuación tecnológica 123
5.4 VENTAJAS DEL PROYECTO 125
6 CONCLUSIONES 131
7 RECOMENDACIONES 133
8 BIBLIOGRAFIA 135

LISTA DE TABLAS
Pag.
3.1 Registro sanitario de los productos 20
3.2 Localización de los proveedores de leche 25
3.3 Balance de materiales en el proceso del queso tipo Mozzarella 61
3.4 Estructura del proceso desde la materia en el queso tipo
Mozzarella
62
3.5 Balance de materiales en el proceso del queso tipo Campesino 63
3.6 Estructura del proceso desde la materia en el queso tipo
Campesino
64
3.7 Balance de materiales en el proceso del yogurt 65
3.8 Estructura del proceso desde la materia en el yogurt 66
3.9 Manejo de las energías empleadas en el proceso del queso tipo
Mozzarella
67
3.10 Manejo de las energías empleadas en el proceso del queso tipo
Campesino
68
3.11 Manejo de las energías empleadas en el proceso del yogurt 69
3.12 Áreas destinas al proceso del queso tipo Mozzarella 70
3.13 Áreas destinas al proceso del queso tipo Campesino 75
3.14 Áreas destinas al proceso del yogurt 78
3.15 Diagnostico general 99
4.1 Capacidades de equipos utilizados en la planta 105
4.2 Posibles proveedores de la empacadora al vacío propuesta 117
4.3 Valoración económica sin proyección de las adecuaciones 118

propuestas
5.1 Ventajas del proyecto 125
LISTA DE FIGURAS
Pag.
3.1 Organigrama de la empresa Inversiones la Catira 22
3.2 Disponibilidad de la leche en los últimos tres años 26
3.3 Destino de materia prima en el año 2004 26
3.4 Destino de materia prima en el año 2005 27
3.5 Diagrama de símbolos de equipos para la producción de queso
tipo Mozzarella
51
3.6 Diagrama de símbolos de equipos para la producción de queso
tipo campesino
54
3.7 Diagrama de símbolos de equipos para la producción de yogurt 57
3.8 Diagrama de bloques para la producción de queso tipo Mozzarella 58
3.9 Diagrama de bloques para la producción de queso tipo
Campesino
59
3.10 Diagrama de bloques para la producción de yogurt 60
3.11 Distribución actual de la planta de producción 71
3.12 Diagrama de recorrido de materiales para el queso tipo
Mozzarella y Campesino
72
3.13 Diagrama de operaciones para el queso tipo Mozzarella 73
3.14 Diagrama de operaciones para el queso tipo Campesino 76
3.15 Diagrama de recorrido de materiales para el yogurt 79
3.16 Diagrama de operaciones para el yogurt 80
3.17 Diagrama de operaciones de puestos de trabajo fijos para el
queso tipo Mozzarella
82

3.18 Diagrama de recorrido de puestos de trabajo fijos para el queso
tipo Mozzarella
84
3.19 Diagrama de operaciones de puestos de trabajo fijos para el
queso tipo Campesino
85
3.20 Diagrama de recorrido de puestos de trabajo fijos para el queso
tipo Campesino
87
3.21 Diagrama de operaciones de puestos de trabajo fijos para el
yogurt
88
3.22 Diagrama de recorrido de puestos de trabajo fijos para el yogurt 90
4.1 Catalogo de capacidades de calderas COLMAQUINAS S.A 107
4.2 Propuesta de distribución de la planta de producción 112
4.3 Diagrama de recorridos de materiales propuesto para el queso
tipo Mozzarella y Campesino
113
4.4 Diagrama de recorrido de materiales propuesto para el yogurt 114

LISTA DE FOTOS
Pag.
3.1 Empaques actuales para los quesos tipo Mozzarella y Campesino 91
3.2 Envases actuales para el yogurt 92
3.3 Selladora actual 98
3.4 Productos empacados con el sistema actual 98
5.1 Productos empacados con el sistema al vacío 124
5.2 Maquina empacadora al vacío adoptada 124
LISTA DE ANEXOS
Pág.
I Balances de energía en los procesos 138
II Cálculos para el dimensionamiento del generador de vapor 152
III Manual de proceso para la producción de queso tipo Mozzarella 156
IV Manual de proceso para la producción de queso tipo Campesino 170
V Manual de proceso para la producción de yogurt 183

INTRODUCCION
Recientemente nuestro país, concluyó las negociaciones del Tratado de Libre
Comercio con los Estados Unidos (TLC), acuerdo comercial que permite
reglamentar el intercambio entre los países firmantes, con el fin de impulsar el
desarrollo económico, aumentando las exportaciones de productos y servicios de
Colombia. A raíz de lo anterior, el TLC se convierte en una oportunidad para que
los industriales y empresarios de todos los sectores de la economía nacional y
especialmente en este caso el sector agroindustrial, ingresen competitivamente
con productos y servicios a los mercados de los países firmantes del tratado; por
consiguiente las empresas,(sin importar el tamaño de la misma) deben prepararse
para mejorar el producto y/o servicio que ofrecen, garantizando la fabricación de
un producto con mayor eficiencia, mas calidad, mejor tecnología y precios
competitivos.
INVERSIONES LA CATIRA LTDA es una empresa procesadora de lácteos,
ubicada en el Municipio de Cumaral Meta. Cuenta con más de 22 años de
experiencia y en los últimos años ha alcanzado el liderazgo regional, logrando de
esta manera expandir sus perspectivas, hacia nuevos mercados que garantizan
su solidez empresarial. Con el crecimiento en la demanda de los productos,
evidenciado en el aumento de los volúmenes de producción, la empresa requiere
estudiar las líneas de producción con el fin de organizar operaciones, controlar
variables dentro de los procesos, adaptar nuevas tecnologías, que le permitan
optimizar su desempeño y aumentar la capacidad de producción.

Dicho estudio es el objeto del presente trabajo; la estandarización y adecuación
tecnológica para las líneas de producción en INVERSIONES LA CATIRA
constituye una herramienta básica que puede ser aplicada al entorno productivo
de la empresa con la finalidad de garantizar las condiciones anteriormente
citadas. Para esto fue necesario desarrollar dos etapas mostradas a continuación:
En la primera etapa del proyecto se presenta el marco de referencia que
contextualiza todo el estudio realizado. Así mismo se muestra un diagnostico de
las condiciones actuales de la empresa. Dicho diagnostico abarca el área
administrativa y productiva de la misma, en esta parte se evidencian las fortalezas
y debilidades que la empresa posee frente a los diversos factores que la
constituyen, con el propósito de mostrar la importancia de la aplicabilidad del
estudio presente. Del mismo modo muestra técnicamente los procesos y
procedimientos utilizados en las diferentes líneas de producción; así como se
muestra el análisis a las condiciones estudiadas, que permitieron proponer las
soluciones reales para la empresa.
La segunda etapa del presente estudio comprende las soluciones propuestas que
la empresa demandaba para satisfacer el objetivo primordial de estandarizar
procesos y adecuar tecnologías; con la propuesta de dichas soluciones para la
empresa, se procedió a adaptar las que fueran mas accequibles en concordancia
a la capacidad económica de la misma. Por último se presentan las conclusiones
y recomendaciones del proyecto, con el fin de indicar la necesidad de nuevos
estudios en la empresa que satisfagan las necesidades no abarcadas en el objeto
del presente estudio.

1
1. OBJETIVOS
1.1 OBJETIVO GENERAL
• Estandarizar los procesos y adecuar las tecnologías de las líneas de producción de
lácteos en la empresa INVERSIONES LA CATIRA.
1.2 OBJETIVOS ESPECÍFICOS
• Desarrollar diagramas de flujo para las líneas de producción de lácteos.
• Establecer los balances de materia y energía de los procesos existentes.
• Proponer nuevas tecnologías que mejoren la capacidad de producción y el
desempeño operacional de la planta.
• Elaborar los manuales de proceso para quesos y yogurt.
• Proponer un rediseño de planta de acuerdo con la secuencia lógica de los procesos.
2
2 . MARCO DE REFERENCIA
Ciertos cambios continuos que ocurren en el entorno industrial y de negocios, deben
estudiarse desde el punto de vista económico y práctico. Estos incluyen la globalización del
mercado y de la fabricación, la estratificación de las corporaciones en un esfuerzo por ser
más competitivas sin deteriorar la calidad, el crecimiento del uso de computadoras en todas
las facetas de una empresa y la expansión sin límite de las aplicaciones informáticas. La
única posibilidad para que una empresa o negocio crezca y aumente su rentabilidad es
aumentar la productividad.
La sección de producción de una industria puede llamarse su corazón; si la actividad de
esta sección se interrumpe, toda la industria deja de ser productiva. El departamento de
producción incluye actividades de ingeniería de métodos, estándares de estudio de tiempos
y diseño del trabajo; estas técnicas dan como resultado incrementos en la productividad de
la empresa, de ahí que se constituyan como factor esencial a estudiar dentro de las
actividades de una empresa.1
1 Freivalds, A., Y Niebel. , B. ingeniería industrial, métodos, estándares y diseño del trabajo.
México: Alfaomega,1994.p.3

2.1 ÁREAS Y SUBÁREAS QUE INTEGRAN LA GESTIÓN DE LA
PRODUCCIÓN
2.1.1 El producto
El producto es el resultado más palpable de la interrelación entre mercadotecnia y
producción; no basta que el consumidor necesite el producto: la organización debe tener la
capacidad para producirlo. Por tanto, todas las funciones de la compañía deben concordar
en asuntos tales como rendimiento, estética, calidad y confiabilidad, cantidad, precio de
venta o costos de producción, fechas de entrega.
Para ponerse de acuerdo sobre los puntos anteriores se debe tener conocimiento de los
factores externos, como las necesidades del mercado, la situación cultural prevaleciente,
las limitaciones externas y los requerimientos ambientales, simultáneamente se deben
examinar diversos aspectos internos como la compatibilidad de un nuevo producto con los
sistemas de producción y las instalaciones existentes, y si dicho producto aumentará
excesivamente la variedad de actividades dentro de la producción.
2.1.2 La planta
Para fabricar el producto se requiere algún tipo de planta, tanto en términos de
construcciones como en equipo. Esta planta, que representa la mayor parte de los activos
fijos de la organización, debe satisfacer las necesidades del producto, del mercado, del
operario y de la organización, y debe continuar haciéndolo durante todo el tiempo que se
tengan previstas las necesidades del consumidor. Es necesario tener en cuenta en este
factor necesidades como:
• Demandas futuras previsibles
• Diseño y distribución de las construcciones
3

4
• Rendimiento y confiabilidad del equipo
• Continuidad del rendimiento
• Seguridad de las instalaciones y de la operación
• Responsabilidad social
Estos puntos deben tomarse en cuenta junto con las limitaciones financieras, fiscales,
políticas y culturales impuestas por el medio en el que se desenvolverá la producción.
2.1.3 Los procesos
La decisión de fabricar el producto se toma conjugando las necesidades técnicas y
organizativas del producto, de la organización y del personal. Al decidir sobre un proceso es
necesario examinar factores tales como:
• Capacidad disponible
• Habilidades disponibles
• Tipo de producción
• Distribución de la planta y del equipo
• Seguridad
• Necesidades de mantenimiento
• Costos previstos
2.1.4 Los programas
Las tablas que fijan las fechas de entrega de los productos terminados son la otra expresión
visible de la interacción entre producción y mercadotecnia, ya que no se concretan en
establecer los plazos de entrega sino que también determinan con eficacia el flujo de
efectivo, ese control primario de la viabilidad organizacional. Los calendarios de entrega,
generan calendarios de:
5
• Compras
• Fabricación
• Mantenimiento
• Pagos
• Almacenaje
• Transporte
2.1.5 El personal
La producción, de principio a fin, depende del personal, al igual que los productos del
hombre, el hombre mismo es variable: en intelecto, en capacidad, y en expectativas. Pese
al aumento de las funciones especializadas, la expresión más evidente de la política
relacionada con el personal tiene lugar dentro de la unidad de producción misma, ya que es
aquí donde se concentra el grueso de la gente. Por tanto el gerente de producción debe
tomar parte en aspectos como:
• Salarios
• Seguridad
• Condiciones laborales
• Motivación
• Sindicatos
• Educación y capacitación
2.2 ESTANDARIZACIÓN O UNIFORMACIÓN
La estandarización es la normalización o uniformación de productos, máquinas, equipos,
herramientas, actividades, medidas y métodos o procedimientos de producción.
El estándar es una norma establecida o modelo aceptado que se aplica a la medición,
6
estructura, método, resultado u otras características de los bienes tangibles o de las
acciones.
Los estándares, de acuerdo a su alcance, pueden ser:
• Internacionales
• Nacionales
• Empresariales
• Departamentales
• Personales
De acuerdo con las propiedades de los materiales, pueden aplicarse a:
• Pesas y medidas
• Propiedades químicas o físicas
• Características aparentes
• Funcionamiento de los productos
Los estándares también pueden estar relacionados con el método o funcionamiento de
hombres y organizaciones:
• Sistemas y procedimientos
• Estructuras de organización
• Condiciones de operación
• Costos
Las ventajas derivadas de la estandarización son, entre otras, las siguientes2:
• Disminución de los costos de mantenimiento
• Disminución de desperdicios
• Mejor control de calidad
2 Montaño, Agustín. Administración de la producción. México: Trillas, 1988.p.21

7
• Aplicación a la producción en serie o en masa
Generalmente un proceso de producción incluye documentación como la siguiente:
• Una serie de programas detallados de acción que especifican todas las dimensiones y
montaje del producto
• Especificaciones detalladas que cubren todas las soluciones químicas o de otros
procesos aplicados al producto.
• “instrucciones de trabajo”, paso a paso, que indican exactamente en que secuencia
debe realizarse cada operación del producto, en que maquina y en que departamento.
• Una serie de instrucciones de inspección que específica en que puntos exactos de la
producción el producto debe inspeccionarse o someterse a prueba; cómo debe
llevarse a cabo esa inspección y los correspondientes criterios de aceptación o
rechazo.
• Un plan de entrenamiento que defina las técnicas básicas y el ejercicio especifico de
tareas debe suministrárseles a los empleados, antes de calificar para realizar la
correspondiente actividad.
La estandarización de los procedimientos de trabajo es importante para verificar que todos
los trabajadores, actuales y futuros, utilicen las mejores formas para llevar a cabo
actividades relacionadas con el proceso. Cuando cada persona lo realiza en forma
diferente, es muy difícil, si no imposible, efectuar mejoramientos importantes dentro del
proceso. La estandarización es uno de los primeros pasos para mejorar cualquier proceso.
Esto se logra mediante el uso de procedimientos acertados.
Deben existir procedimientos para realizar la mayor parte de las actividades. Estos
muestran a la gerencia y a los colaboradores como funciona el proceso y como se ejecutan
las actividades. Estos procedimientos deben:
• Ser realistas con base en un análisis cuidadoso
• Definir responsabilidades

8
• Establecer limites de autoridad
• Cubrir situaciones de emergencia
• No estar expuestos a diferentes interpretaciones
• Ser de fácil comprensión
• Explicar cada uno de los documentos, su objetivo y utilización
• Definir requisitos de entrenamiento
• Establecer estándares mínimos de desempeño
Con frecuencia los procedimientos incluyen un diagrama de flujo, además de las
instrucciones escritas. Todo el personal debe recibir copias y, posteriormente, debe
entrenarse en los procedimientos. A menos que estos métodos se comuniquen
debidamente, no tendrán utilidad alguna. Igualmente, los procedimientos se deben revisar y
actualizar con regularidad.
Aunque la meta no es generar gran cantidad de papeleo Administrativo innecesario, existe
una forma óptima de realizar una tarea y ésta debe ser el “estándar”. Los estándares
también establecen límites de autoridad y responsabilidad y deben comunicarse a los
empleados. La estandarización requiere que la documentación indique como va a
efectuarse el proceso, que entrenamiento requiere el personal y en que consiste el
desempeño aceptable.3
2.3 ESTUDIO DE TIEMPOS
Uno de los factores que intervienen en la productividad de una empresa es el estudio de
tiempos; tres elementos ayudan a determinarlos: las estimaciones, los registros históricos y
los procedimientos de medición del trabajo.
Los estándares de tiempo establecidos con precisión hacen posible producir mas en una
planta dada, e incrementan la eficiencia del equipo y el personal operativo. Los estándares
3 Harringnton, H. J. Mejoramiento de los procesos de la empresa. Bogotá: Mc Graw Hill,
1993.p.172

9
mal establecidos, aunque mejor que no tener estándares, conducen a costos altos,
disentimientos del personal, y quizás fallas de toda la empresa.
Los estándares razonables tienen muchas aplicaciones que pueden significar la diferencia
entre el éxito o el fracaso del negocio. Las compañías deben usar los estándares para
planear sus objetivos, comparar métodos alternativos, desarrollar una distribución de planta
efectiva, determinar capacidades, comprar nuevos equipos, balancear la fuerza de trabaja
con el trabajo disponible, controlar la producción, implantar nuevos incentivos e instituir
costos estándar y controles de presupuesto.
El estudio de tiempos es una técnica para establecer un tiempo estándar permitido para
realizar una tarea dada. Esta técnica se basa en la medición del contenido del trabajo con el
método prescrito, con los debidos suplementos por fatiga y por retrasos personales e
inevitables.
Deben cumplirse ciertos requerimientos fundamentales antes de tomar un estudio de
tiempos. Por ejemplo el operario debe estar familiarizado con una nueva tarea a desarrollar
antes de estudiar la operación, además el método debe estandarizarse en todos los puntos
en que se use antes de iniciar el estudio. A menos que todos los detalles del método y las
condiciones de trabajo se hayan estandarizado.
El equipo mínimo para llevar a cabo un programa de estudio de tiempos incluye un
cronómetro, una tabla, las formas para el estudio y una calculadora de bolsillo. También
puede ser útil un equipo de videograbación4.
El estudio de tiempos es una técnica de observación directa, en el cual un ingeniero
experimentado observa al trabajador, toma los tiempos de lo que esta haciendo, y “califica”
el trabajo. Debe darse al operario una explicación clara sobre la razón por la que se miden
los tiempos, si se realiza la toma de tiempos en una forma perfectamente abierta y si se ha
dado al operario suficiente tiempo para estabilizarse en un tiempo ordenado de trabajo, el
estudio de tiempos garantizará la efectividad y la eficiencia en las aplicaciones
anteriormente citadas.5
4 Freivalds, A., Y Niebel. , B., Op. Cit, p.316. 5 Lockyer, Keith, Op. Cit, p.207.
10
2.4 EQUIPAMIENTO DE LA PLANTA6
La compra de cualquier equipo invariablemente debe justificarse sobre bases económicas, y
su costo recuperarse en el precio de venta de las mercancías fabricadas o de los servicios
ofrecidos. Cuando se decide considerar la compra o fabricación de una pieza o equipo,
debe efectuarse un estudio del caso. Este se realiza convenientemente en dos etapas:
primero un examen técnico o de utilización reducirá la variedad de equipos elegibles a
proporciones manejables, y en segundo lugar un análisis económico o de costos
determinará, en caso necesario cual de las diversas alternativas técnicas igualmente
aceptables es la más económica.
Se deben tener en cuenta los siguientes factores al escoger un nuevo equipo destinado a la
producción:
Capacidad. La capacidad de una máquina necesita ser suficiente para el propósito
contemplado durante el futuro previsible, y en este contexto debe consultarse el pronóstico
a largo plazo, particularmente cuando el costo es oneroso. Si bien es imprudente comprar
una máquina que pronto quede sobrecargada, casi con certeza es innecesariamente
costoso comprar una de muchísima mayor capacidad de la que se llegue a requerir, a
menos que haya otros factores determinantes. Pueden intervenir otros factores, pero en el
caso mencionado debería escogerse la máquina de menor capacidad si la capacidad es el
único criterio.
Confiabilidad. La paralización de la planta puede ser costosa y además alteraría las fechas
de entrega, por lo cual es importante la confiabilidad del equipo. El contacto con otros
usuarios, de ser posible, a menudo es muy útil en un caso así.
Servicio posventa. Debe comprobarse la disponibilidad de un buen servicio posventa
Facilidad de mantenimiento. Los costos de mantenimiento necesitan ser siempre tan bajos
6 Ibid., p.135

11
como sea posible, y una maquina difícil de reparar no solo tendrá un alto costo de
mantenimiento, si no también inducirá a realizar el mantenimiento en forma inapropiada.
Preparación. El tiempo complementario es costoso y reduce el tiempo de operación de la
planta, de manera que debe considerarse la facilidad con que se prepara el equipo.
Compatibilidad. Siempre que sea posible, un nuevo equipo debe ser de un tipo similar o
idéntico al ya existente. La simplificación resultante.
Seguridad. El equipo necesita ser seguro, y aunque ahora es muy raro encontrar un equipo
inseguro en el mercado, el estudio de este aspecto vale la pena. Los accidentes son
costosos porque hacen bajar la producción, deterioran la moral y provocan malas relaciones
laborales. La obligación de prevenirlos recae totalmente en la empresa, tanto por ley como
por humanidad.
Facilidad de instalación. Este punto se pasa por alto fácilmente, para después descubrir que
las puertas de acceso son demasiado bajas, o que la maquina nueva exceda la carga
permisible sobre el piso durante la instalación.
Entrega. La situación de la entrega necesita ser analizada para comprobar que las fechas
prometidas de entrega coincidan con las necesidades de la organización. Vale la pena
hacer una investigación acerca de la confiabilidad del proveedor a este respecto.
Estado de desarrollo. El equipo de diseño reciente a veces se comercializa antes de
finalizar o estabilizar completamente el diseño. Las garantías de cumplimiento son
sumamente convenientes, aunque debe reconocerse que ninguna garantía compensa la
perdida de prestigio que trae consigo faltar a las promesas de entrega.
Disponibilidad del equipo auxiliar. Gran parte de la nueva y compleja maquinaria actual solo
puede aprovecharse plenamente si se emplea una amplia gama de equipo auxiliar, y la
disponibilidad de este equipo puede dictar a menudo la selección de la maquinaria. Esto
sucede particularmente con las computadoras y las maquinas controladas por computadora,

12
las cuales tienen un valor mínimo sin su “software” correspondiente.
Efecto en la organización existente. Algunas maquinas nuevas, al instalarse, imponen
cambios en la organización existente. La planeación anticipada es vital, y con frecuencia se
centraliza en el departamento de control de producción y el de planeación de la producción.
Costo. Existen diversas formas para efectuar un análisis económico, y de entenderse que
sea cual fuere la técnica que se aplique, debe aplicarse consistentemente a todo el equipo.
Un análisis económico es más útil al diferenciar entre los diferentes equipos de la planta
que al determinar una cifra exacta para el costo absoluto de la planta.
2.5 FACTORES QUE AFECTAN EL DISEÑO DE PLANTA7
El diseño minucioso de una construcción debe ser hecho por una persona preparada,
basándose en un instructivo o sumario preparado por el cliente, el sumario deberá indicar:
• Espacio requerido, tanto inmediata como potencialmente
• Fecha máxima de terminación
• Calidad y duración del nuevo edificio
• Emplazamiento propuesto
• Costo máximo
Todos los puntos anteriores deberán reducirse en forma explicita de los planes a largo plazo
de la organización; si no se obtiene así, podría ser que el edificio de “utilidad inmediata” se
convierta a la larga en un estorbo para la compañía.
Durante el desarrollo del estudio necesario para el diseño de una nueva construcción,
pueden surgir varios puntos que requieran decisión gerencial, los cuales deben resolverse
teniendo bien presente la utilización futura de la planta. Entre los problemas estarán los
siguientes:
Tamaño. La identificación con un lugar de trabajo y la confianza en el, son fuerzas
poderosas que incrementan la productividad. Mientras mayor sea la unidad, más difícil será
7 Ibid., p.115

13
conciliar estas fuerzas. Todo el mundo ha experimentado alguna vez con aflicción la
sensación de ser “una pequeña pieza de maquinaria”. Por lo común, mientras mas pequeña
sea la unidad casi siempre resulta mejor crear varias pequeñas unidades discretas que una
grande. Las economías de escala, tan acariciadas por los economistas, a menudo son
ilusorias.
Acceso. El libre movimiento de las mercancías hacia adentro y hacia fuera es tan
importante como el libre movimiento dentro de la planta. Por tanto el diseñador deberá
conocer la frecuencia prevista y el peso de todos los bienes que circulen entre la unidad y
su entorno.
Iluminación. Siempre que sea posible es conveniente proporcionar iluminación natural con
vista al exterior, por lo que deben evitarse las oficinas y departamentos cerrados. Debe
tenerse cuidado en controlar los destellos y la distracción hacia el exterior; algunas
autoridades favorecen la utilización de paredes de vidrio opaco con una franja de visibilidad.
La efectividad de la iluminación puede mejorarse eligiendo colores claros para las paredes y
techos y usando colores contrastantes en la planta y los accesorios.
Ventilación y calefacción. La ventilación y calefacción son problemas que, particularmente
en los edificios pequeños y estrechos, se tratan con frecuencia en forma puramente casual,.
Se supone que las ventanas deben ser adecuadas para proporcionar aire fresco, pero las
corrientes de aire con todas sus molestas consecuencias son muy comunes. El problema
en conjunto requiere ser considerado al iniciarse el diseño: los costos de la calefacción
representan a menudo una parte sustancial del costo total de operación, por lo que debe
hacerse el máximo esfuerzo por conservar y distribuir en forma útil tanto el calor como el
aire fresco.
Servicios. Una estimación esencial que se requiere antes de iniciar el diseño es el tipo y la
cantidad de potencia y demás suministros que se usaran. El gas, el agua, la electricidad y el
aire comprimido necesitan estar disponibles en la medida necesaria, y deben tomarse
providencias para instalar terminales por computadora, teléfonos, sistemas de sonorización
y sistemas de alarma contra incendio. Los sistemas de prevención y control de incendios,
deben interconstruirse y no instalarse con posterioridad.

14
Eliminación de desperdicios. Inevitablemente, las unidades de producción generan
desperdicios, las consecuencias sociales de las descargas incontroladas de desperdicios,
se están haciendo evidentes en forma rápida y lamentable, por lo cual todos los productos
de desecho y emisiones deben dispersarse con rapidez y sin causar daños o
inconvenientes a nadie. Deben consultarse los reglamentos locales, ya que pueden existir
restricciones a la emisión de humo, al uso de ríos como receptores de aguas negras u otros
reglamentos especiales.
2.5.1 Requerimientos especiales de los procesos
Si es posible, desde el principio se debe informar al arquitecto sobre cualquier
requerimiento especial de los procesos. Algunos requerimientos son:
• Necesidad de un control de temperatura, particularmente preciso, como en los
departamentos de calibración o medición.
• Necesidad de pisos estables, como en los laboratorios, donde la transmisión de
vibraciones puede alterar las lecturas de los instrumentos y ocasionar una perdida
considerable de tiempo y esfuerzo.
• Necesidad de iluminación personal
• Necesidad de algún servicio especial
2.6 DISTRIBUCIÓN DE LA PLANTA8
La palabra distribución comprende tanto la colocación del equipo en cada departamento
como la disposición de los departamentos en el emplazamiento de la planta. En un sentido
amplio, una planta puede distribuirse de dos maneras, ya sea tratando de satisfacer las
necesidades del producto (distribución orientada al producto) o de satisfacer las
8 Ibid., p.123

15
necesidades del proceso (distribución orientada al proceso). Probablemente las
organizaciones, cuando soy muy pequeñas, con una distribución orientada al producto, y
conforme aumentan de tamaño tienden a derivar hacia una distribución orientada al
proceso, en la creencia de que tal distribución permitirá hacer mejor uso de los recursos
físicos.
2.6.1 Criterios para una buena distribución
Si bien las técnicas empleadas para determinar la distribución son las que se usan
normalmente en ergonomía, el proceso es de naturaleza creativa y no puede establecerse
con una finalidad dada; en él la experiencia desempeña una función muy importante. Por
otra parte no es posible definir una buena distribución con algún grado de precisión. Sin
embargo hay ciertos criterios que pueden satisfacer una buena distribución, los cuales se
analizan a continuación.
Flexibilidad máxima. Una buena distribución se puede modificar rápidamente para afrontar
las circunstancias cambiantes. En este contexto debe prestarse particular atención a los
puntos de abastecimiento, los cuales deben ser amplios y de fácil acceso.
Coordinación máxima. La recepción y envío en cualquier departamento debe planearse de
la manera más conveniente para los departamentos remitentes o receptores. La distribución
debe considerarse como un conjunto y no por áreas separadas.
Utilización máxima del volumen. Una planta debe considerarse como un cubo, ya que hay
espacio utilizable arriba del piso. Debe utilizarse el máximo el volumen disponible: se puede
instalar transportadores a una altura superior a la de la cabeza y usarse como almacenes
móviles para trabajos en proceso, o pueden suspenderse herramientas y equipos del techo.

16
Visibilidad máxima. Todos los hombres y materiales deben ser fácilmente observables en
todo momento: no debe haber “escondrijos” en los que puedan extraviarse los objetos. Este
criterio a veces es difícil de satisfacer, particularmente cuando se adquiere una planta ya
existente.
Accesibilidad máxima. Todos los puntos de servicio y mantenimiento deben tener acceso
fácil. Por ejemplo no debe colocarse una máquina contra una pared impidiendo que una
pistola engrasadora alcance fácilmente las graseras. En tales circunstancias es probable
que el mantenimiento se haga descuidadamente, o en el mejor de los casos que ocupe un
tiempo excesivo.
Distancia mínima. Todos lo movimientos deben ser a la vez necesarios y directos. El
manejo del trabajo incrementa el costo de este pero no su valor; consecuentemente deben
evitarse los movimientos innecesarios o circulares. Una falla muy común es quitar el
material de un banco de trabajo y llevarlo a un lugar de almacenamiento temporal mientras
espera pasar finalmente al punto siguiente de almacenamiento.
Manejo mínimo. El manejo optimo es el manejo nulo, pero cuando es inevitable debe
reducirse al mínimo usando transportadores, montacargas, toboganes o rampas, el material
que se esta trabajando debe mantenerse a la altura del trabajo, y nunca colocarse en el
piso si ha de tener que levantarse después.
Incomodidad mínima. Las corrientes de aire, la iluminación deficiente, la luz solar excesiva,
el calor, el ruido, las vibraciones y los olores deben reducirse al mínimo, y si es posible
contrarrestarse. Las incomodidades aparentemente triviales generan a menudo dificultades
desproporcionadamente grandes respecto a la incomodidad misma.
Seguridad máxima. Debe incluirse salvaguardas contra fuego, humedad, robo y deterioro
general, hasta donde sea posible, en la distribución original, en lugar de incluir
posteriormente puertas y barreras.

17
2.6.2 Ventajas de una buena distribución
Una distribución que satisfaga las condiciones anteriormente descritas, tendrá las siguientes
ventajas respecto a otra que no la satisfaga:
• El tiempo y costo del proceso general se minimizara reduciendo el manejo innecesario
e incrementando en general la eficacia de todo el trabajo.
• La supervisión del personal y el control de la producción se simplificaran eliminando
los rincones ocultos donde tanto hombres como materiales puedan permanecer
indebidamente.
• Los cambios de programa se facilitaran mucho.
• La producción total de una planta dada será lo mas alta posible, empleando al máximo
el espacio disponible.
• Se fomentara un sentimiento de unidad entre los empleados evitando la segregación
innecesaria.
• Se mantendrá la calidad de los productos mediante métodos de producción más
seguros y mejores.

18
3 . DIAGNOSTICO
Para entrar en relación con el objeto del proyecto, es necesario conocer el método impuesto
por el. Analizar el entorno administrativo de la empresa y los factores asociados a la
producción, facilitan el análisis de las condiciones con el fin de proponer una respuesta a las
falencias encontradas en relación a las necesidades reales.
El presente capitulo muestra un análisis detallado de todos y cada uno de los factores
involucrados en los procesos productivos. Demostrando la importancia del proyecto y la
aplicabilidad de la adopción de nuevas tecnologías que intervengan en el desarrollo
empresarial en INVERSIONES LA CATIRA.
3.1 ADMINISTRACION
3.1.1 Historia de la empresa
INVERSIONES LA CATIRA LTDA nació como una famiempresa en la región del
piedemonte llanero a principios de los años 80’s a partir de la necesidad de transformar los
excedentes de la venta de leche en productos con mayor valor agregado y mayor tiempo de
duración.
En el año 1983 se adquirió un terreno ubicado en el kilómetro 21 sobre la vía Villavicencio –
Cumaral para iniciar la construcción de la planta de quesos, con recursos obtenidos de un
crédito que otorgó el FONDO DE DESARROLLO RURAL DRI. Hacia octubre del mismo
año el establecimiento fue registrado en la CAMARA DE COMERCIO DE VILLAVICENCIO,
bajo el número de matricula 10680 con el nombre de QUESILLOS LA GRANJITA.
Entre los años 1984 y 1994 la microempresa se mantuvo en un periodo donde sin ninguna
visión ni conocimiento sobre la evolución de los mercados, transformaba el 100% de la
19
materia prima adquirida en la producción de quesillo. Gracias al programa de apoyo
diseñado por el SENA, se generó entre los directivos de la empresa un CAMBIO DE
ACTITUD que dio inicio a la etapa de DESARROLLO de la planta.
En aquella década la organización dispuso de toda su capacidad para sostener la
producción de quesillo y legalizar los productos ante las entidades correspondientes, fue así
como se tramitaron los registros de marca en la SUPERINTENDENCIA DE INDUSTRIA Y
COMERCIO, los productos en el INSTITUTO NACIONAL DE VIGILANCIA DE
MEDICAMENTOS Y ALIMENTOS (INVIMA) y el código de barras en el INSTITUTO
COLOMBIANO DE CODIFICACIÓN Y AUTOMATIZACIÓN COMERCIAL. Por otra parte, Se
elaboró el REGLAMENTO INTERNO DE TRABAJO, y el de HIGIENE Y SEGURIDAD
INDUSTRIAL.
En el mes de Noviembre de 1999, se cambió de razón social a LACTEOS LA GRANJITA y
se constituyó la empresa INVERSIONES LA CATIRA LTDA. A finales del año 2000, se
aumentó el portafolio de productos, con la producción de Queso Campesino, yogurt, kumis
y Arequipes entre otros. De igual manera, se diseñó un plan estratégico corporativo con
miras a mantener la supervivencia de la empresa, dadas las circunstancias en las que se
encontraba la economía del país. Dicho plan contemplaba el inicio de una etapa
organizacional que permitiera generar una cultura empresarial. Se definió LA VISION Y LA
MISIÓN de la empresa, se promovió un clima laboral con expectativas de desarrollo para el
personal y se inició el manejo del concepto de IMAGEN CORPORATIVA.
Actualmente, El PLAN ESTRATÉGICO contempla la concentración de esfuerzos en la
consolidación de una CULTURA DE PRODUCCIÓN CON CALIDAD, que permita competir
en el mercado con DIFERENCIACIÓN DE LOS PRODUCTOS. Para este propósito, se ha
elaborado un plan de acciones que busca desarrollar el PLAN ESTRATEGICO, el cual
incluye un ambicioso programa DE ASEGURAMIENTO DE LA CALIDAD.
A partir de esta iniciativa, surge la necesidad de buscar apoyo tecnológico para normalizar
todos los procesos de la planta. Así se da inicio al desarrollo del presente proyecto de
grado, que busca adecuar las tecnologías y estandarizar las líneas de producción en la
empresa.

20
3.1.2 Licencias de funcionamiento, registros y patentes
INVERSIONES LA CATIRA es una sociedad limitada según escritura publica Nº 5096 del
25 de noviembre de 1999; su objeto social es comprar, transportar, importar y vender leche
e insumos para la producción de lácteos, así como de elaborar, comercializar, transportar,
vender y exportar productos derivados de la leche.
La existencia y representación legal de INVERSIONES LA CATIRA se encuentra vigente
mediante registro mercantil renovado el 29 de marzo de 2004. De igual manera la empresa
cuenta con un numero de identificación tributaria otorgado por la DIRECCION DE
IMPUESTOS Y ADUANAS NACIONALES. Adicionalmente, INVERSIONES LA CATIRA
cuenta con el registro sanitario concedido por el INSTITUTO NACIONAL DE VIGILANCIA
DE MEDICAMENTOS Y ALIMENTOS (INVIMA) vigente hasta el 4 de marzo de 2008, y en
cuanto los registros para sus productos se encuentran registrados ante la misma entidad
(Tabla 3.1).
Tabla 3.1 Registro sanitario de los productos
PRODUCTO EXPEDIENTE OBJETO VIGENCIA
QUESO SEMIDURO - SEMIGRASO
QUESO CAMPESINO
219776 Fabricar y vender el producto quesillo
semiduro semigraso, y queso campesino
4/3/2008
KUMIS ENTERO
12926074
Fabricar y vender el producto kumis entero marca LA CATIRA. 19/12/2011
GELATINA 1917430 Fabricar y vender gelatina con
sabores a: fresa, naranja, limón, piña, uva, lulo y mango
13/03/2011
YOGURT ENTERO 19912754 Fabricar y vender yogurt entero
marca LA CATIRA 10/10/2010

21
3.1.3 Estructura Organizacional
La estructura organizacional de INVERSIONES LA CATIRA es de manera limitada, es
decir, existe un acuerdo entre dos o más personas que se obligan a hacer un aporte en
dinero, en trabajo o en otros bienes apreciables en dinero, para desarrollar una determinada
actividad, con el fin de repartirse entre sí las utilidades obtenidas por la empresa y está
representada por la junta de socios como se indica en el organigrama.
Dentro de la organización jerárquica de INVERSIONES LA CATIRA (Figura 3.1) se
encuentra:
El Revisor fiscal, que soporta toda la parte contable de la empresa ante las entidades
gubernamentales.
El Gerente, Subgerente y Asistente de gerencia, que desarrollan las estrategias de la
empresa en concordancia a la misión y la visión de la misma.
Los coordinadores de producción y ventas, encargados de la realización de los procesos
para las diferentes líneas de producción y del posicionamiento de la marca en los diferentes
mercados dentro de la región o fuera de ella.
Los coordinadores de contabilidad y almacén, establecen una estrecha relación entre la
producción de la empresa y los inventarios de insumos y producto terminado existentes.
Los operarios, que desarrollan funciones específicas en la elaboración de quesos, yogures,
empaque y servicios generales.
Los coordinadores de ventas, encargados de la entrega al consumidor del producto final.

22
INVERSIONES LA CATIRA LTDAORGANIGRAMA
REVISORIA FISCAL
DEPARTAMENTOGESTION DE LA CALIDAD
DULCERIA
QUESOS
POSTRES Y PANADERIA
BEBIDAS LACTEAS
JUGOS
DEPARTAMENTOPRODUCCION
CONTABILIDAD TESORERIA HIGIENE Y SEG. IND. ADMON TALENTO HUMANO
ARHIVO Y CORRESPONDENCIA
DEPARTAMENTOADMINISTRATIVO Y FINANCIERO
COMERCIALIZACION
TELEMERCADEO
DISTRIBUCION
VENTAS
PUNTO DE VENTA
DEPARTAMENTOCOMERCIALIZACION Y VENTAS
GERENTE
JUNTA DE SOCIOS
Figura 3.1 Organigrama de la empresa INVERSIONES LA CATIRA.
De manera general, se puede decir que INVERSIONES LA CATIRA es una empresa
legalmente constituida, con una sólida estructura administrativa y contable, que le permite
manejar y direccionar estratégicamente la empresa permitiéndole posicionarse en el
mercado con productos altamente competitivos. Para el cumplimiento de los objetivos
trazados por la misma, la empresa cuenta con el recurso humano adecuado, que garantiza
el ambiente laboral necesario para el funcionamiento de todas y cada una de las actividades
administrativas, productivas y comerciales de la empresa.
23
3.2 PRODUCCION
3.2.1 MATERIAS PRIMAS
3.2.1.1 Leche
Keating define la leche como: “el producto del ordeño higiénico, efectuado completa y
profundamente, en una o mas hembras de ganado lechero bien alimentado y en buen
estado de salud.”1
En cuanto a la composición de la leche. Neira y López nos informan:
Esta formada aproximadamente por un 87.5% de agua y 12.5% de sólidos o materia seca
total cuyos principales componentes son: lactosa, proteínas, grasa y minerales.
El agua constituye la fase continua de la leche y es el medio de soporte para sus
componentes sólidos.
La lactosa es el azúcar de la leche disacárido formado por glucosa y galactosa, físicamente
se encuentra en la misma en solución verdadera, es poco soluble en agua.
Desde el punto de vista nutritivo, los prótidos constituyen la parte más importante de la
leche por poseer todos los aminoácidos tanto esenciales como no esenciales para el
hombre. Del total de proteínas de la leche el 78% esta formado por la caseína, el 17% por
proteínas solubles principalmente la lactoalbúmina y la lactoglobulina y el 5% por sustancias
nitrogenadas no proteicas como la urea, creatina, creatinina y amoniaco. Físicamente la
mayoría se encuentran en forma de suspensión coloidal.
La materia grasa es el componente de la leche que más varía debido a factores como la
raza, edad, alimentación, salud e intervalos de ordeño del animal. El 97% de la grasa de la
1 Keating Francis, Patrick. Introducción a la lactología. México: Limusa, 1999.p.15.
24
leche esta formada por triglicéridos, diglicéridos y monoglicéridos, 0.5 a 1% por fosfolípidos
y sustancias asociadas a la materia grasa como son los esteroles; los glóbulos grasos se
encuentran dispersos en emulsión en la fase acuosa y tienden a subir por su baja densidad
dándose el desnatado espontáneo.
Las sales minerales se encuentran en forma soluble e insoluble y en forma orgánica e
inorgánica, la alteración en la composición se debe a procesos infecciosos o patológicos del
animal, la leche es deficiente en hierro y rica especialmente en calcio, fósforo, magnesio,
potasio y sodio.
Las vitaminas son sustancias orgánicas que se encuentran en la leche en pequeñas
cantidades pero tienen una gran importancia nutritiva, en la leche se encuentran las
vitaminas liposolubles (A, D, E, K) que dependen de factores exógenos como la luz y la
alimentación por tanto varían un poco en su contenido, las vitaminas hidrosolubles como
(complejo B, PP, H, C) son biosintetizadas por las bacterias del rumen. Se inactivan por el
calor, luz, oxigeno. Su contenido se modifica según el tratamiento térmico y el derivado
lácteo donde se encuentren2.
INVERSIONES LA CATIRA cuenta con 6 rutas de leche (Tabla 3.2) provenientes de las
fincas lecheras de la región que abastecen diariamente una demanda Promedio de 5000
l/día, destinados al procesamiento de las diferentes líneas de producción. El porcentaje de
materia prima destinado para las líneas de producción objeto de este proyecto se
distribuyen así: producción de queso tipo mozzarrella 68%, producción de queso tipo
Campesino 21%, producción de yogurt entero 3%; el resto de la cantidad de leche recibida
se destina a la producción de dulces de leche y otros derivados. Estas rutas se dividen por
sectores de acuerdo a la ubicación de los proveedores.
2NEIRA, B., E. Y LOPEZ T., J. Guía técnica para la elaboración de productos lácteos.
Colombia: Litoenzas, 2003.p.3.

25
Tabla 3.2 Localización de los proveedores de leche
RUTA LOCALIZACION
RUTA 1 (30 Km. de recorrido) Veredas Caney medio y santa ana.
RUTA 2 (50 Km. de Recorrido) Vereda los Alpes
RUTA 3 (40Km. De recorrido) Vereda Veracruz
RUTA 4 (50 Km de recorrido) Vereda Rancherías
RUTA 5 (60 Km. De recorrido) Vereda Guajaray
A lo largo del año la disponibilidad de la leche en cuanto a la cantidad varía (Figura 3.2) esta
grafica muestra la disponibilidad de la leche mes por mes en los últimos tres años; también
refleja periodos de “abundancia” y “escasez”; estos periodos pueden atribuirse a la época
en que las vacas “paren” sus crías, en donde hay sobreaumento en la producción lechera,
En el periodo de “escasez” la producción de leche disminuye debido a la disminución en el
nacimiento de nuevas crías. Cubides manifiesta: “la temperatura influye negativamente en
las vacas lecheras, estudios realizados demuestran que la cantidad de leche producida
disminuye rápidamente cuando la temperatura se eleva por encima de los 27º C, pues
causa una subalimentacion por perdida de apetito”3 esto explica en cierta parte otro de los
factores en la disminución de la producción de leche en las razas lecheras.
3 RODRIGUEZ, V. citado por GIL, Germán. Efecto del tipo racial en bovinos de las razas
pardo suizo y holstein y sus cruces, sobre la calidad composicional y producción lechera en
la hacienda el vergel. Tesis: Universidad de la salle. 2004 p. 39.

26
0
50000
100000
150000
200000
1 3 5 7 9 11Mes
Litro
s de
lech
eAño 2003
Año 2004
Año 2005
Figura 3.2 Disponibilidad de leche en los últimos tres años
Del mismo modo el comportamiento de la leche en cuanto a la disponibilidad en los últimos
tres años según el grafico anterior, presenta un comportamiento atípico que evidencia la
inestabilidad de la materia prima y su incidencia en los niveles de producción para las líneas
de producción estudiadas en el presente trabajo, como se muestra a continuación (Figuras
3.3 y 3.4), que reflejan evidentemente una inestabilidad en lo volúmenes de producción en
los últimos dos años.
80020800408006080080800
100800120800140800160800180800
1 3 5 7 9 11Mes
Litro
s
producciónMozzarrella
ProducciónCasmpesino
ProducciónYogurt
Figura 3.3 Destino de la materia prima en el año 2004

27
80020800408006080080800
100800120800140800160800
1 3 5 7 9 11Mes
Litro
s Produccion deMozzarella
Produccion deCampesino
Produccion deyogurt
Figura 3.4 Destino de la materia prima en el año 2005
Precio. Los precios del litro de leche varían de acuerdo a la ruta; estos dependen de la
distancia entre la planta y la finca lechera, ya que el tiempo transcurrido entre el ordeño y la
entrega en planta es un factor que favorece el desarrollo de microorganismos que causan
alteraciones fisicoquímicas en la leche (acidez). Por tanto, a menor valor de acidez, el
precio de la leche aumenta, otorgando al proveedor un incentivo por calidad.
Cada proveedor tributa una cuota de fomento lechero exigido por la federación de
ganaderos FEDEGAN que corresponde al 0.75% del valor del litro. A continuación se
especifican los precios por litro de leche para las distintas rutas:
Para el año 2005 el valor promedio del litro de leche en la región correspondió a $535/litro.
El precio del transporte por litro varía desde $120/litro para la ruta más lejana hasta $40/litro
para los proveedores más próximos a la planta.
Unos de los problemas evidenciado a través de este diagnostico y demostrado (figura 3.2)
radica en la disponibilidad de la materia prima a lo largo del año, debido a que se presentan
grandes fluctuaciones que no permiten establecer un volumen estable de producción, ni
mantener un plan de producción adecuado que permita ofrecer los mismos volúmenes de
producto en todas las épocas del año; una de las causas de estas fluctuaciones además de
el periodo de “abundancia” y “escasez” de la leche radica en la inestabilidad de los
proveedores, que disponen de la leche en funcionalidad del precio por litro, vendiendo la
leche al “mejor postor” debido a la aparición de empresas informales dentro de la región que

28
ofrecen mejores precios causando crisis en cuanto a la disponibilidad de la materia prima en
INVERSIONES LA CATIRA. Esto evidencia una falta de organización en la negociación con
los proveedores y una adecuada planeación de la producción lo que amerita un estudio
detallado con el fin de detener en cierta forma la inestabilidad de la producción.
3.2.1.2 Cuajo
El cuajo es un agente coagulador extraído del estomago de los terneros o cabritos
lactantes.4 El principio activo del cuajo es la quimosina (o renina), que es una enzima
proteolítica que tiene la propiedad de hidrolizar los enlaces peptídeos de las proteínas. El
cuajo es utilizado en INVERSIONES LA CATIRA para la producción de queso tipo
mozzarrella y queso campesino, el tipo de cuajo es granulado para queso tipo mozzarrella y
liquido para queso campesino. La cuajada producida por estos tipos de cuajo es bastante
elástica, de textura cerrada y homogénea.
INVERSIONES LA CATIRA tiene como proveedor de los diferentes tipos de cuajo un
distribuidor directo, que proporciona asesoria permanente en el uso del producto,
proporcionando a la empresa la confianza suficiente al garantizar un producto de poder
constante de coagulación, buena conservación, estar exento de bacterias y enzimas
perjudiciales que interfieran en el proceso de coagulación de las proteínas.
3.2.1.3 Cloruro de Calcio
Las sales de calcio en INVERSIONES LA CATIRA son utilizadas en la producción de queso
tipo mozzarrella y tipo campesino, con el propósito de que al ser adicionadas a la leche
faciliten la acción efectiva del cuajo, mejoren el rendimiento, aceleren la salida del suero, y
proporcionen mejor retención de la grasa y otros sólidos
4 KEATING, Op. Cit, p.185.

29
Las sales de calcio se presentan en forma granulada, y cuentan con un proveedor directo
que proporciona un insumo en condiciones óptimas de calidad.
3.2.1.4 Cultivos lácticos
En INVERSIONES LA CATIRA los cultivos lácticos se emplean en la producción de queso
tipo mozzarrella y en la producción de yogurt entero.
El tipo de cultivo utilizado en la producción de queso tipo mozzarrella se utiliza como cultivo
madre incubado diariamente a partir de leche esterilizada y cultivo mesófilo, que se adiciona
a la leche fresca al iniciar el proceso de producción. De acuerdo con Keating “Las bacterias
presentes en este tipo de cultivo confieren a la leche las bacterias de tipo necesario en el
queso, asegura el desarrollo del acido en la leche que promueve la acción del cuajo,
mantiene la fermentación láctica de la cuajada durante todo el tiempo necesario, asegura el
pH característico del queso y preparan el medio del queso para la acción seleccionada de
los microorganismos y sus enzimas durante la maduración”.5
El cultivo es proporcionado por un distribuidor directo y contiene los mesófilos streptococcus
lactis y streptococcus cremoris. Estas tiene la capacidad de fermentar la lactosa con
producción de acido láctico, produciendo aroma conjunto a la producción de acido acético
En la producción de yogurt entero. Los lactocultivos son utilizados para producir la
fermentación de la leche, por la acción de los microorganismos como el Streptococcus
thermophilus y el Lactobacillus bulgaricus. Estos microorganismos toman la lactosa como
fuente de energía produciendo acido láctico durante la reacción, estos cultivos son
proporcionados a INVERSIONES LA CATIRA por un distribuidor directo que garantiza la
efectividad del producto.
5 Ibid., p.178.

30
3.2.1.5 Sal
La sal en INVERSIONES LA CATIRA es utilizada en los procesos de producción de queso
tipo mozzarrella y queso tipo campesino, para conferirle a la cuajada el “sabor”
dependiendo de la cantidad especificada en la formulación de cada proceso. La empresa se
abastece de los almacenes de cadena en la región.
3.2.1.6 Colorantes y saborizantes
Los colorantes y saborizantes son utilizados únicamente en la producción de yogurt entero,
en la caracterización de cada uno de los sabores ofrecidos por el portafolio de la empresa;
en los que se destacan sabores a mora, fresa, guanábana, melocotón y mango. Un
distribuidor directo es el encargado de proveer los colorantes y saborizantes utilizados en
este proceso; proporcionando a la empresa el apoyo técnico necesario en el correcto uso
de estos insumos.
INVERSIONES LA CATIRA cuenta con proveedores confiables para el abastecimiento de
los insumos en las diferentes líneas de producción, este abastecimiento se realiza
gradualmente debido a que estos productos tiene un nivel de permanencia prolongado
dentro de la empresa debido a que las cantidades utilizadas en el proceso de producción
son pequeñas, a medida que los insumos se van acabado, el personal del departamento de
compras hace la reposición del mismo, por tanto se manejan inventarios reducidos de estos
insumos dentro de la empresa.
31
3.2.2 DESCRIPCIÓNES DE LOS PROCESOS ACTUALES
3.2.2.1 Producción de queso tipo mozzarella
Recepción de la materia prima. La leche es adquirida de los hatos lecheros provenientes de
las veredas circundantes a la planta. El recibo de la leche se hace de 8 a 11:30 de la
mañana.
Filtrado. Una vez que la leche es descargada en la planta, se filtra a través de lienzos y
luego se lleva a un tanque de recepción.
Análisis fisicoquímicos y organolépticos. Se realizan análisis a la leche cruda de acidez
aceptada en un rango de 15 a 21°Th, densidad aceptada en un rango de 1.029 a 1.033
g/cm3 y sólidos no grasos aceptada en un rango de 8.6 s.n.g como valor mínimo en la leche.
Pasterización. La leche es sometida a tratamiento térmico por medio de un pasteurizador de
placas a una temperatura de retención de 72°C por 15 segundos, con el fin de disminuir la
carga microbiana e inactivar enzimas.
Inoculación. Se adiciona un cultivo madre de 84° Th de acidez elaborado a partir de
mesófilos; dejándolo actuar de 30 a 40 minutos.
Cuajado. Se adiciona el cuajo y el suero ácido para que las proteínas de la leche se
coagulen formando la cuajada, esperando a que la leche este en su punto óptimo de
cuajado (consistencia firme). Para después desuerarla.
Maduración. Se deja la cuajada en reposo hasta que esta obtenga el punto de acidez
determinado (46°Th).

32
Hilado. La cuajada se funde en marmitas a vapor adicionando sal hasta llegar al punto de
hilado óptimo.
Pesado y moldeo. El queso es pesado, moldeado, enfriado a temperatura ambiente y
posteriormente llevado a refrigeración.
Empacado. El queso se desmolda y se empaca en las diferentes presentaciones
comerciales (500 gr., 1000 gr. y 2500 gr.). Una vez empacado, es almacenado en
refrigeradores a temperaturas bajas de 4º C.
3.2.2.2 Producción de queso tipo campesino.
Recepción de la leche. Se registra la hora de llegada, las condiciones fisicoquímicas y el
volumen de leche cruda recibida.Se realizan análisis a la leche cruda de acidez aceptada en
un rango de 15 a 21°Th, densidad aceptada en un rango de 1.029 a 1.033 g/cm3 y sólidos
no grasos aceptada en un rango de 8.6 s.n.g como valor mínimo en la leche.
Filtrado. El volumen de leche destinado a la elaboración de queso tipo campesino, es
filtrado sobre lienzos y bombeado hacia la centrifuga con el fin de retirar parte de la grasa
de la leche.
Estandarizado. Se estandariza el contenido graso a un valor de 2.8% de con el fin de
reducir la cantidad de grasa dentro del producto final.
Pasterización. La leche es sometida a tratamiento térmico por medio de un pasterizador de
placas a una temperatura de retención de 72°C por 15 segundos, con el fin de disminuir la
carga microbiana.
Adición de cloruro. Se adiciona cloruro de calcio 20g por cada 100 litros, con el fin de
conferir a la leche el calcio perdido en el proceso pasterización.

33
Cuajado. La leche se lleva a los tanques de cuajado y por medio de una enzima coagulante
diferente a la utilizada en la producción de queso tipo Mozzarella, las proteínas de la leche
se precipitan formando coágulos.
Cortado. Cuando la leche ha adquirido una textura firme, se realizan cortes verticales y
horizontales a la cuajada y se deja en reposo durante 5 minutos.
Agitación. Transcurrido este tiempo. La cuajada es agitada manualmente con movimientos
suaves hasta lograr un grano de cuajada de menor tamaño.
Salado. Parte del suero es retirado del queso; y se adiciona sal en la cantidad formulada.
Moldeado. El queso es introducido en moldes mediante prensado manual con el fin de darle
la forma del recipiente.
Enfriamiento. El queso ya moldeado se cubre con un lienzo esterilizado y se lleva a
refrigeración por espacio de 8 horas.
Empacado. Transcurrido el tiempo de refrigeración, el queso es empacado en las
presentaciones requeridas, según el orden de producción.
3.2.2.3 Producción de yogurt
Recepción. La leche cruda es recibida en planta y el personal encargado registra la
cantidad de leche recibida, determina las características fisicoquímicas iniciales y realiza el
trasiego de la leche por medio de una manguera plástica grado alimenticio desde los
vehículos hasta el tanque de recepción.
Estandarización. El contenido de grasa en la leche es reducido a 2.5%, por medio de una
centrifuga de discos, con el fin de alcanzar las especificaciones para yogurt entero definidas
en el decreto 2310 de 1986.

34
Adición de azúcar. Se adiciona a la leche la cantidad de azúcar en un porcentaje del 10%
del volumen total de leche utilizada.
Pasterización. La leche es bombeada al pasteurizador donde se realiza el tratamiento
térmico a la leche con una temperatura de retención de 84°C, con el fin de disminuir la
carga bacteriana de la mezcla.
Inoculación. La leche se lleva a una marmita donde se realiza la inoculación del cultivo de
mesófilos streptococcus thermophilus y lactobacillus bulgáricos en proporciones
iguales, a una temperatura aproximada de 45ºC.
Fermentación. El producto a fermentar es introducido en cantinas de aluminio que se
cubren con sacos de cartón para mantener la temperatura constante de 45ºC. Se permite
allí la fermentación hasta que la acidez del yogurt determinada por titulación alcance el
valor formulado.
Caracterización. El yogurt es caracterizado en sabores a mora, fresa, guanábana,
melocotón, mango y envasado en las presentaciones comerciales manteniendo una cadena
de refrigeración a una temperatura de 4º C antes de ser destinado al consumidor final.
Los procesos productivos en INVERSIONES LA CATIRA se realizan de manera adecuada
según el proceso de elaboración de los productos como el queso y las leches fermentadas,
se manejan volúmenes bajos de producto terminado dentro del inventario debido a que el
producto es distribuido rápidamente y no permanece durante un tiempo prolongado dentro
de los cuartos fríos de almacenamiento. Una observación detallada de los procedimientos
actuales de producción ratifica que no existen procedimientos estandarizados que
garanticen la uniformidad del producto y el estricto seguimiento y control a las operaciones
de producción y a las variables de proceso que intervienen dentro de las tres líneas de
producción (queso mozzarrella, queso campesino, yogurt). Del mismo modo hay etapas del
proceso dentro de la línea de producción de quesos que necesitan ser reevaluadas con el
fin de rediseñar algunas metodologías y adecuar algunas tecnologías que ameritan una
propuesta consecuente con la expansión de los mercados que viene adelantando la
empresa.

35
3.2.3 Infraestructura.
La planta de proceso de INVERSIONES LA CATIRA esta ubicada en el Km. 21 que de
Villavicencio conduce al Municipio de Cumaral, en un lugar alejado de focos de insalubridad
o contaminación. Las áreas están totalmente separadas de cualquier tipo de vivienda y no
son utilizadas como dormitorio
La construcción de 192 m2 esta hecha en ladrillo macizo, con columnas en hierro y cemento,
las paredes están recubiertas de estucos y pintadas en pintura de aceite, en el área de
proceso las paredes están cubiertas en baldosa para facilitar las operaciones de limpieza y
desinfección. Los materiales de la edificación son resistentes al medio ambiente y a prueba
de roedores.
La edificación consta de las áreas de oficina, recepción de materia prima, producción,
laboratorio y servicios sanitarios. Los accesos y alrededores de la planta se encuentran
limpios de materiales inadecuados, en buen estado y libres de aguas estancadas.
La planta presenta algunas deficiencias en cuanto a áreas exteriores, protección contra
contaminantes físicos y biológicos, servicios comunes y distribución de las áreas de
proceso, evidenciadas por:
• La zona de recepción de la leche, no presenta un adecuado aislamiento de protección
contra el libre acceso de animales o personas debido a que se encuentra ubicada en
la parte externa de la planta.
• Las puertas, ventanas y claraboyas no evitan adecuadamente la entrada de polvo y el
ingreso de plagas; las tuberías no se encuentran identificadas según lo establecen las
normas internacionales.

36
• Los servicios sanitarios destinados al personal de la planta están aislados, pero no
están separados por sexo, ni dotados con los elementos para la higiene personal
(jabón líquido, toallas desechables o secador eléctrico).
• No existen vestieres en número suficiente, separados por sexo, ventilados, en buen
estado y alejados del área de proceso. Se nota también la ausencia de casilleros
individuales, con el propósito de guardar los objetos personales de los empleados
mientras realizan el proceso de producción.
• La edificación de la planta procesadora esta construida de manera secuencial al
proceso; no obstante los procesos para la producción de queso y yogurt están
debidamente separados, pero no durante toda la etapa proceso; además, no se
encuentran señalizadas las áreas de acceso y circulación de personal, servicios,
seguridad y salidas de emergencia. En consecuencia la distribución inadecuada de
equipos y áreas, no favorece el desarrollo de los procesos, afectando la calidad del
producto final, ante la posibilidad de presentarse contaminación cruzada.
Las deficiencias evidencian la falencia que posee la empresa en cuanto a los recursos
físicos exigidos por el Decreto 3075 de 1997 contenidos en los literales D, E, F y H; que
especifican la separación de las operaciones susceptibles a ser contaminadas, el diseño de
áreas destinadas para el almacenamiento de insumos y empaques, además del diseño de
áreas que protejan la materia prima de los contaminantes del ambiente. INVERSIONES LA
CATIRA es conciente de esto por tanto esta en disposición de recibir una propuesta que
rediseñe la planta y que responda adecuadamente a las necesidades de los procesos de
producción, no obstante el proyecto tendrá que acomodarse a los recursos económicos que
destine la empresa para tal fin.

37
3.2.4 SERVICIOS INDUSTRIALES.
3.2.4.1 Producción de vapor
La planta demanda vapor para el funcionamiento de las marmitas utilizadas en el hilado del
queso tipo mozzarrella, el pasterizador de placas, y la desinfección de utensilios destinados
a la producción.
El generador de vapor utilizado para los procesos en INVERSIONES LA CATIRA, es una
caldera pirotubular vertical. El funcionamiento del equipo es totalmente automático; la
combustión se realiza mediante un quemador de tiro forzado.
El combustible utilizado es A.C.P.M. El consumo de combustible es de 2.25 galones / hora.
La alimentación del agua a la caldera se realiza mediante bombeo desde un tanque de
almacenamiento. La llama pasa a través de los tubos y por transferencia de calor generado
por combustión del ACPM se realiza la evaporación del agua.
La construcción de la caldera cumple con la aplicación de las normas ASME según
especificaciones del proveedor. La capacidad de la misma es de 7.5 cav (caballos de
vapor), el peso neto de la caldera es de 1110 libras. Posee un diámetro de 0.73 m y su
altura es de 1.75 m.
El vapor se produce a 180° F con un flujo de 259lb/hr.
3.2.4.2 Energía eléctrica.
La planta eléctrica en INVERSIONES LA CATIRA es utilizada en ausencia de la electricidad
pública para satisfacer los requerimientos de energía en el desarrollo de los procesos y el
normal funcionamiento de los equipos.

38
La planta eléctrica genera 31.5 Kw. Y tiene capacidad para 300 bombillos
aproximadamente, cuenta con un motor Perkins de 34 cva y 1800 RPM. Es trifásica, el
tanque de almacenamiento de combustible es de 38 galones de ACPM, destinado para 12
horas de funcionamiento; el peso es de 750 kilos.
3.2.4.3 Agua de proceso.
El agua es utilizada en INVERSIONES LA CATIRA, para alimentar el generador de vapor, el
pasteurizador lento, y realizar todas las operaciones de limpieza y desinfección de la planta
y utensilios, servicios sanitarios entre otros. El consumo de agua aproximado es de
10m3/día.
El agua es suministrada a través del servicio publico de acueducto y alcantarillado y por otra
parte es extraída de un pozo profundo de aproximadamente 13m bajo tierra ubicado en las
áreas próximas a la planta, que por bombeo es almacenada en un tanque de 13 m3. Y
desde allí es transportada hacia los diferentes procesos. El agua proveniente del acueducto
satisface la mitad del consumo diario, mientras que la cantidad restante es abastecida por el
pozo.
En consecuencia se puede decir que el agua destinada a los procesos en INVERSIONES
LA CATIRA es agua cruda puesto que no es sometida a ningún proceso de tratamiento
según lo establece el decreto 2105 de 1983 expedido por el Ministerio de Salud, lo que
puede ocasionar un mínimo de riesgo en la desinfección de los equipos y utensilios que
entran directamente en contacto con la materia prima y el producto terminado destinado al
consumo humano.
3.2.4.4 Combustibles.
Los combustibles utilizados en INVERSIONES LA CATIRA, son destinados en el normal
funcionamiento de la planta eléctrica y el generador de vapor. El combustible utilizado para
esta maquinaria es el A.C.P.M; la empresa se abastece de proveedores cercanos a la
planta de producción.

39
En cuanto a los servicios industriales, INVERSIONES LA CATIRA se abastece
normalmente y la maquinaria y equipos utilizados para tal fin son los adecuados, sin
embargo se necesita revisar la producción de vapor generada por la caldera actual, debido
a que el aumento de la producción demanda una cantidad de vapor mayor que la generada
actualmente, esto se ve evidenciado en la demora en los procesos esperando que la
caldera vuelva y cargue las tuberías con vapor para continuar con el proceso de producción.

40
3.2.5 CAPACIDAD INSTALADA
3.2.5.1 Producción de queso tipo mozzarella y campesino
Tanque de recepción de leche
Material de construcción Acero inoxidable
Caudal de paso 2000 L/h
Dimensiones 0.81m ancho * 0.81m alto*0.47m profundo
Función básica Almacenar durante la recepción la leche cruda de las
camionetas transportadoras
Clarificadora
Material de construcción Cromo y níquel
Caudal de paso 5000 L/h; aprovechado 2000L/h
Potencia 2.2 Kw.
Peso 250 Kg. aprox.
Accesorio Bomba centrifuga, 3500 R.P.M caudal:2000L/h, Motor: 3Hp
Función básica Separar y retirar partículas ajenas a la leche y grasa.
Tanque de balanceo
Material de construcción Acero inoxidable
Capacidad 120 L
Diámetro externo 0.54m
Función básica controlar la cantidad de leche equilibrando lo almacenado
con lo bombeado al pasteurizador
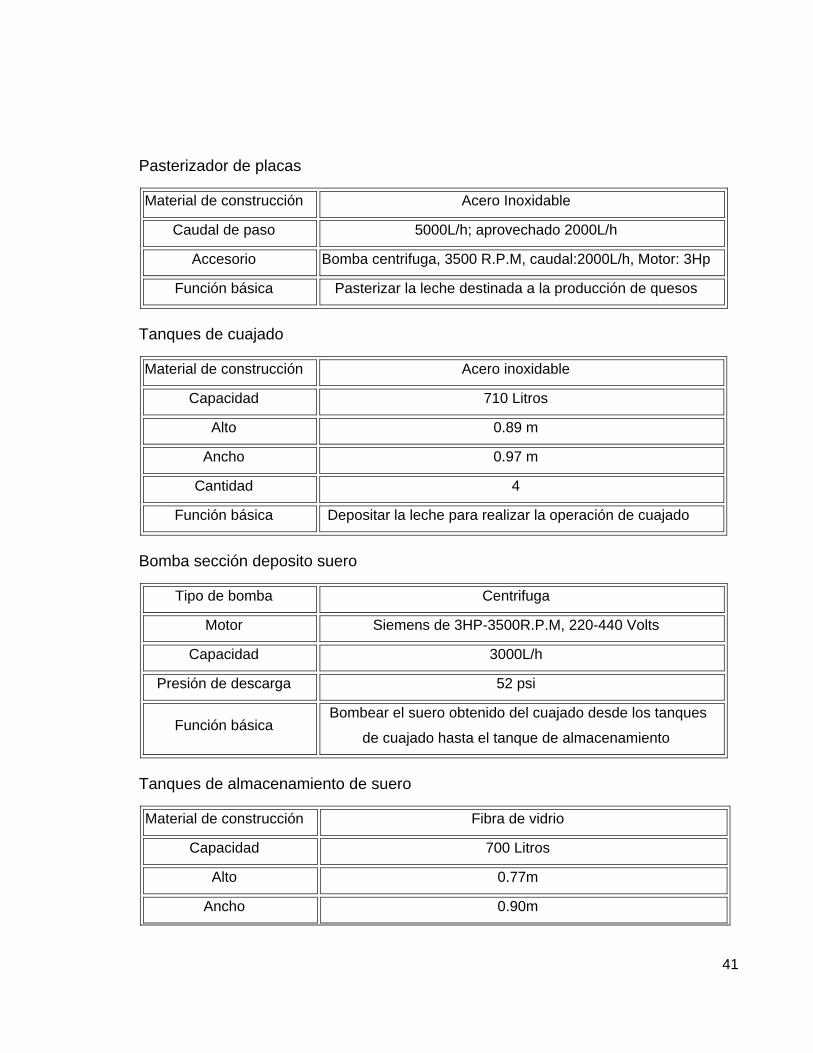
41
Pasterizador de placas
Material de construcción Acero Inoxidable
Caudal de paso 5000L/h; aprovechado 2000L/h
Accesorio Bomba centrifuga, 3500 R.P.M, caudal:2000L/h, Motor: 3Hp
Función básica Pasterizar la leche destinada a la producción de quesos
Tanques de cuajado
Material de construcción Acero inoxidable
Capacidad 710 Litros
Alto 0.89 m
Ancho 0.97 m
Cantidad 4
Función básica Depositar la leche para realizar la operación de cuajado
Bomba sección deposito suero
Tipo de bomba Centrifuga
Motor Siemens de 3HP-3500R.P.M, 220-440 Volts
Capacidad 3000L/h
Presión de descarga 52 psi
Función básica Bombear el suero obtenido del cuajado desde los tanques
de cuajado hasta el tanque de almacenamiento
Tanques de almacenamiento de suero
Material de construcción Fibra de vidrio
Capacidad 700 Litros
Alto 0.77m
Ancho 0.90m
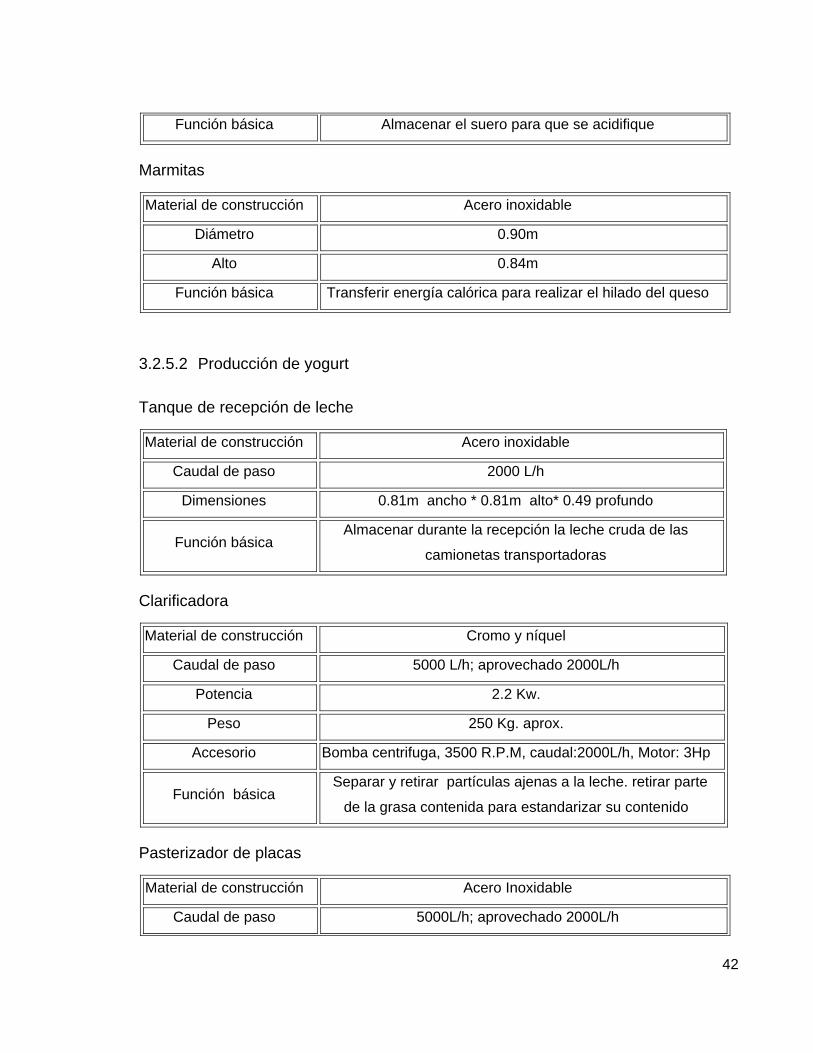
42
Función básica Almacenar el suero para que se acidifique
Marmitas
Material de construcción Acero inoxidable
Diámetro 0.90m
Alto 0.84m
Función básica Transferir energía calórica para realizar el hilado del queso
3.2.5.2 Producción de yogurt
Tanque de recepción de leche
Material de construcción Acero inoxidable
Caudal de paso 2000 L/h
Dimensiones 0.81m ancho * 0.81m alto* 0.49 profundo
Función básica Almacenar durante la recepción la leche cruda de las
camionetas transportadoras
Clarificadora
Material de construcción Cromo y níquel
Caudal de paso 5000 L/h; aprovechado 2000L/h
Potencia 2.2 Kw.
Peso 250 Kg. aprox.
Accesorio Bomba centrifuga, 3500 R.P.M, caudal:2000L/h, Motor: 3Hp
Función básica Separar y retirar partículas ajenas a la leche. retirar parte
de la grasa contenida para estandarizar su contenido
Pasterizador de placas
Material de construcción Acero Inoxidable
Caudal de paso 5000L/h; aprovechado 2000L/h

43
Accesorio Bomba centrifuga, 3500 R.P.M, caudal:2000L/h, Motor: 3Hp
Función básica Pasterizar la leche destinada a la producción de quesos
Tanques de mezclado
Material de construcción Acero Inoxidable
Capacidad 335 Litros
Alto 0.52m
Ancho 0.70m
Función básica Contener la leche para la operación de mezclado
Cantinas de Maduración
Material de construcción Aluminio
Capacidad 40L
Alto 0.81m
Diámetro 0.26m
Función básica Contener el yogurt durante la operación de maduración
Cuartos fríos de almacenamiento
Material de construcción Acero inoxidable
Capacidad 4 ton cada uno
Área 19m2
Función básica Mantener en refrigeración el producto terminado
Motor 3H.P , 2H.P respectivamente
Cantidad 2
De acuerdo a lo expuesto, la capacidad instalada en INVERSIONES LA CATIRA esta en
condiciones de manejar un volumen aproximado de 5000l/h; sin embargo el volumen
aprovechado es de 2000l/h, esta capacidad depende de la demanda que tienen cada uno
de los productos ofrecidos por el portafolio de la empresa y por otra parte por la capacidad

44
de producción de vapor ofrecida por la caldera actual; lo que hace necesario un
dimensionamiento al equipo con el fin de establecer un tipo de caldera que cumpla con los
requerimientos de la planta en cuanto a la producción de vapor se refiere.
3.2.6 MEDIO AMBIENTE Y SEGURIDAD INDUSTRIAL
3.2.6.1 Desechos sólidos, efluentes y emisiones
INVERSIONES LA CATIRA maneja diferentes tipos de desechos resultantes de la
operación industrial y comercial de la empresa, dentro de estos se encuentran los desechos
sólidos como las basuras, envases, empaques desechables, residuos de materia prima en
equipos entre otros.
Dentro del material orgánico producido por la planta encontramos el material resultante de
desechos y sobrantes en procesos como los residuos generados al realizar la operación de
clarificación de la leche, estos desechos se generan en la centrifuga, equipo destinado para
dicha operación, a una razón promedio de 0.78 Kg. /dia.
Dentro del material inorgánico producido se encuentra el material resultante de empaques,
etiquetas y envases producidos de las operaciones de empaque y envasado de quesos tipo
mozzarella, tipo campesino y yogurt respectivamente.
El manejo de estos desechos esta contemplado en INVERSIONES LA CATIRA dentro de
un sistema de gestión de calidad, específicamente dentro del programa de manejo de
residuos sólidos, que especifica la disposición de los mismos garantizando, la recolección
periódica a través de la entidad municipal encargada del acopio y posterior tratamiento de
los desechos.
Los efluentes dentro de la planta de producción en INVERSIONES LA CATIRA son
originados por sueros que resultan de la coagulación de la cuajada dentro de los procesos
de producción de quesos, de lavados de cantinas y baldes utilizados en la producción de
yogurt, así mismo son el resultado de las operaciones de limpieza y desinfección de la
planta de producción y del funcionamiento de los servicios sanitarios de la misma.

45
El suero es generado a una razón promedio de 3200 l/día, posteriormente es transportado
por bombeo a tanques de almacenamiento con capacidad de 700L donde a través de un
comprador externo es utilizado como alimento para cerdos.
Las aguas residuales son llevadas a un campo de infiltración en inmediaciones a la planta
que cuenta con un tanque colector de aguas residuales dotado de trampas para grasas que
permite la adecuada disposición de las aguas residuales. Además cuenta con un sistema de
tuberías de conducción independientes para aguas negras y aguas residuales de los
diferentes procesos.
Las emisiones de gas son producidas por la combustión del A.C.P.M utilizado por el
generador de vapor, es emitida a la atmósfera a través de la chimenea de la caldera.
3.2.6.2 Seguridad industrial
INVERSIONES LA CATIRA LTDA establece dentro de sus prioridades la implementación y
el desarrollo de un Programa de Salud Ocupacional apoyado a nivel gerencial, encaminado
a velar por el completo bienestar físico, mental y social de los trabajadores ofreciendo
lugares de trabajo seguros y adecuados; minimizando la ocurrencia de accidentes de
trabajo y de enfermedades profesionales para bien de los trabajadores.
La empresa cuenta con un asesor externo que diseña, monta y pone en marcha el
programa de salud ocupacional dirigido a los empleados e instalaciones de la planta,
basado en los diferentes lineamientos constitucionales, convenios internacionales de la OIT
(Organización Internacional del trabajo), resoluciones y decretos como el decreto 614 de
1984, la resolución 2013 de 1986 del Ministerio de Trabajo que reglamentan las bases para
la organización y administración de la Salud Ocupacional, así como la organización, de los
comités de medicina, higiene y seguridad industrial respectivamente.
Por otra parte la empresa cuenta con un reglamento general de higiene y seguridad
industrial de acuerdo a lo estipulado en la Resolución 2400 de 1979 expedido por el
46
Ministerio de Trabajo, que garantizan el cumplimiento de las disposiciones legales vigentes,
tendientes a garantizar los mecanismos que aseguren una adecuada y oportuna
prevención de los accidentes de trabajo y enfermedades profesionales dentro de la
empresa.
3.2.7 CALIDAD
3.2.7.1 Sistemas de gestión de Calidad
Desde el año 2003 hasta la fecha, INVERSIONES LA CATIRA esta implementando un
sistema de gestión de calidad basado en las Buenas Practicas de Manufactura, con el fin de
garantizar la calidad en sus instalaciones, procesos, operaciones, personal manipulador y
factores relacionados con actividades afines a la producción. La empresa cuenta con los
diferentes programas de saneamiento exigidos por el Decreto 3075 de 1997 entre los que
se destacan el programa de limpieza y desinfección, control de plagas, manejo de residuos
sólidos y líquidos entre otros; estos se encuentran debidamente documentados y
soportados dentro del área administrativa de la empresa. Así mismo el modelo H.A.C.C.P
se desarrolla e implementa, con el fin de garantizar la inocuidad de la materia prima,
manteniéndola a lo largo del proceso productivo en la diferentes líneas de producción con el
fin de reflejarlo en el producto final.
Anualmente la empresa elabora un programa de capacitación con una duración de 50 horas
como mínimo en temas relacionados con educación sanitaria, prácticas higiénicas,
manipulación de alimentos, procedimientos de limpieza y desinfección y recomendaciones
específicas para el desempeño del personal de planta. La capacitación en la empresa es
desarrollada apoyándose en primera instancia en el personal interno: coordinador de
producción y asistente técnico de producción., así mismo cuenta con apoyo del Sena,
Regional Meta, por la oficina de saneamiento del hospital del Municipio de Cumaral y
profesionales en el área de alimentos.

47
3.2.7.2 Control de Materia Prima
La leche que llega a la planta es controlada diariamente en INVERSIONES LA CATIRA a
través de pruebas de laboratorio sencillas que determinan la calidad de la leche, dentro de
estas pruebas encontramos las siguientes:
Densidad. Según el decreto 2437 de 1983 expedido por el Ministerio de salud ahora
Ministerio de la Protección Social; Esta prueba se realizar con el fin de detectar posibles
adulteraciones en la leche, comparando por medio del aerómetro la densidad patrón que
según el decreto debe arrojar un resultado ente 1.030 y 1.033 g/cm3 contra la densidad
arrojada en la lectura.
Índice lactométrico. Se determina por medio del refractómetro de Bertuzzi, el resultado
arroja el extracto seco desengrasado en porcentaje. Según el decreto el resultado arrojada
debe obtener un valor mínimo de 8.3% m/m.
Acidez titulable. La leche es titulada con una solución de NaOH, en presencia de un
indicador como la fenoftaleina, algunos autores afirman que estos valores están dados por
los sólidos de la leche que le pueden conferir carácter acido como son la caseína, los
citratos, fosfatos; valores mayores indican leches muy ricas en sólidos o la actuación de
bacterias sobre la lactosa produciendo acido láctico u otros ácidos6. Según el decreto
anteriormente citado los valores para la acidez de la leche cruda deben oscilar entre 14 y
19° Th
Harinas y almidones. Esta prueba es utilizada con el fin de detectar adulteración de la leche
por medio de harinas y almidones con el fin de aumentar sólidos en la misma, se determina
a través de una sustancia indicadora como el lugol. El decreto expresa que esta prueba
debe arrojar un resultado negativo.
6 NEIRA, B., E. Y LOPEZ T., J. Guía técnica para la elaboración de productos lácteos.
Colombia: Litoenzas, 2003.p.23.
48
Los demás insumos utilizados para la producción, son garantizados según las
especificaciones del fabricante, y no existe ningún método en la empresa que controle la
calidad de los mismos.
3.2.7.3 Control de producto terminado
El control de calidad para el producto terminado en INVERSIONES LA CATIRA se realiza a
través de exámenes microbiológicos de rutina ejecutados a través de un laboratorio externo
certificado (NULAB LTDA.) en la Ciudad de Bogotá que trimestralmente recoge las
muestras de productos como el queso mozzarella, campesino y yogurt. Además a estos
exámenes la Secretaria de Salud a través de funcionarios del hospital del Municipio de
Cumaral recoge mensualmente, muestras de productos con el fin de analizar sus
características y emitir un concepto de acuerdo a la legislación sanitaria vigente.
49
3.3 DIAGRAMAS DE SÍMBOLOS DE EQUIPOS EN LOS PROCESOS
3.3.1 Diagrama de símbolos de equipos para el proceso de queso tipo Mozzarella
Para la producción de queso tipo Mozzarrella en INVERSIONES LA CATIRA (Figura 3.5), la
leche llega en las camionetas transportadoras y es descargada por gravedad a un tanque
de recepción en acero inoxidable a una razón de 2500 l/h. luego es transportada por medio
de una bomba centrifuga con un caudal de 2000l/h, que la lleva hacia la clarificadora con el
fin de realizar la operación de clarificación de la leche, este equipo cuenta con un indicador
de presión, que controla la presión de descarga de la leche al equipo. Después de realizar
la operación de clarificación, una bomba centrifuga con un caudal de 2000l/h, trasporta la
leche clarificada hasta un tanque de balanceo en acero inoxidable con capacidad para 120l
que controla la cantidad de leche, equilibrando lo almacenado en el tanque con lo
bombeado al equipo.
Después de esta operación la leche entra al pasterizador de placas, dotado con 3
indicadores de temperatura, que controlan la temperatura de entrada del vapor, la
temperatura de entrada del agua y la temperatura de salida de la leche. Después de realizar
la operación de pasterización a la leche, esta es transportada por medio de una bomba
centrifuga de 2000l/h y a través de tuberías en acero inoxidable, controladas por 4 válvulas
de compuerta que regulan el flujo de entrada de la leche hacia 4 tanques de mezclado en
acero inoxidable con capacidad para 700l/h ;donde se deposita la leche pasterizada para
realizar la operación de cuajado, en esta operación por medio de un agitador manual se
mezcla la leche con las demás corrientes de entrada, esperando la coagulación de las
proteínas y la recuperación del suero obtenido de dicha operación.
Después de haberse realizado la coagulación de la proteínas de la leche y obtener la
cuajada destinada al proceso de producción de queso tipo mozzarrella, el suero resultante
de dicha operación es transportado a través de una tubería unida a los 4 tanques de
mezclado, y una bomba centrifuga de 2000l/h; hacia un tanque de almacenamiento de
suero en fibra de vidrio con capacidad para 700l/h ubicado en la parte exterior de la planta;

50
el paso del suero hacia dicho tanque esta regulado por una válvula de compuerta accionada
manualmente por un operario.
La cuajada sigue el proceso de producción de queso tipo Mozzarrella y es llevada
manualmente por los operarios hacia 2 tanques de doble chaqueta en acero inoxidable con
un diámetro de 0.9m en donde se adicionan las ultimas corrientes de entrada, y se
transfiere energía calórica a través del vapor suministrado por la caldera con el fin de
realizar la operación de hilado de la cuajada. Realizada esta operación el queso es llevado
manualmente hacia la operación de moldeo y posteriormente es llevado hacia un cuarto en
donde es madurado y al mismo tiempo enfriado a temperatura ambiente para después
llevarlo a la operación de empaque y posterior almacenamiento en los cuartos fríos.
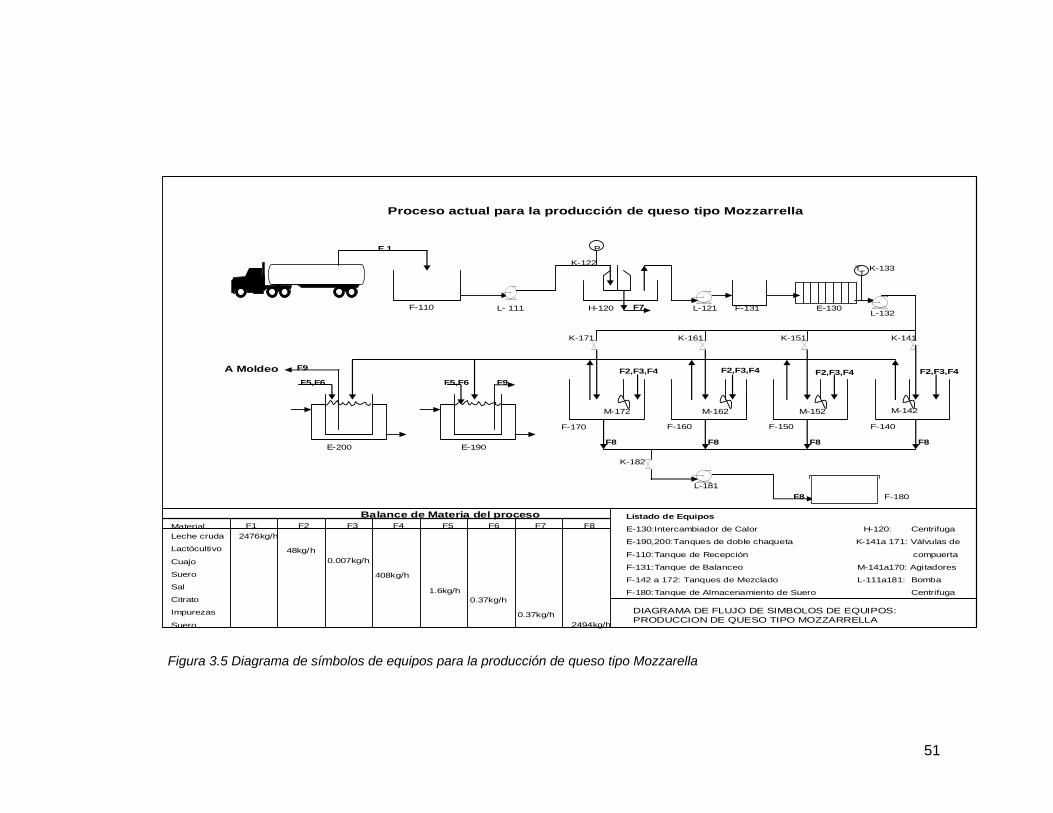
51
Balance de Materia del procesoMaterial
F-110 L- 111 H-120 L-121 F-131 E-130L-132
F-140
K-141
M-142
F-150F-160F-170
M-152M-162M-172
K-151K-161K-171
F-180L-181
K-182
E-190E-200
F 1
F2,F3,F4F2,F3,F4F2,F3,F4F2,F3,F4
F8 F8 F8 F8
F8
F5,F6F5,F6
F9
F9
DIAGRAMA DE FLUJO DE SIMBOLOS DE EQUIPOS: PRODUCCION DE QUESO TIPO MOZZARRELLA
Leche cruda
Lactócultivo
Cuajo
Suero
Sal
Citrato
Impurezas
Suero
F1 F2 F3 F4 F5 F6 F7 F8
Proceso actual para la producción de queso tipo Mozzarrella
F7
Listado de Equipos
E-130:Intercambiador de Calor H-120: Centrifuga
E-190,200:Tanques de doble chaqueta K-141a 171: Válvulas de
F-110:Tanque de Recepción compuerta
F-131:Tanque de Balanceo M-141a170: Agitadores
F-142 a 172: Tanques de Mezclado L-111a181: Bomba
F-180:Tanque de Almacenamiento de Suero Centrifuga
A Moldeo
2476kg/h
48kg/h0.007kg/h
408kg/h
1.6kg/h0.37kg/h
0.37kg/h2494kg/h
P
TT
K-122K-133
Figura 3.5 Diagrama de símbolos de equipos para la producción de queso tipo Mozzarella

52
3.3.2 Diagrama de símbolos de equipos para el proceso de queso tipo
Campesino
para la producción de queso tipo Campesino en INVERSIONES LA CATIRA (Figura
3.6), la leche llega en las camionetas transportadoras y es descargada por gravedad a
un tanque de recepción en acero inoxidable a una razón de 2500l/h. luego es
transportada por medio de una bomba centrifuga con un caudal de 2000l/h que la
lleva hacia la clarificadora con el fin de realizar la operación de clarificación de la leche
y estandarización de la materia grasa en la misma, este equipo cuenta con un
indicador de presión, que controla la presión de descarga de la leche al equipo.
Después de realizar la operación de clarificación y estandarización, una bomba
centrifuga con un caudal de 2000l/h, trasporta la leche clarificada hasta un tanque de
balanceo en acero inoxidable con capacidad para 120l que controla la cantidad de
leche, equilibrando lo almacenado en el tanque con lo bombeado al equipo. Después
de esta operación la leche entra al pasterizador de placas, dotado con 3 indicadores
de temperatura, que controlan la temperatura de entrada del vapor, la temperatura de
entrada del agua y la temperatura de salida de la leche.
Después de realizar la operación de pasterización a la leche, esta es transportada por
medio de una bomba centrifuga de 2000l/h y a través de una tubería en acero
inoxidable, controlada por 1 válvula de compuerta que regula el flujo de entrada de la
leche hacia 1 tanque de mezclado en acero inoxidable con capacidad para 700l;donde
se deposita la leche pasterizada para realizar la operación de cuajado, en esta
operación por medio de un agitador manual se mezcla la leche con las demás
corrientes de entrada, esperando la coagulación de las proteínas y la recuperación del
suero obtenido de dicha operación.
Después de haberse realizado la coagulación de la proteínas de la leche y obtener la
cuajada destinada al proceso de producción de queso tipo Campesino, el suero
resultante de dicha operación es transportado a través de una tubería unida al tanque
de mezclado, y una bomba centrifuga de 2000l/h; hacia un tanque de almacenamiento
de suero en fibra de vidrio con capacidad para 700l/h ubicado en la parte exterior de la

53
planta; el paso del suero hacia dicho tanque esta regulado por una válvula de
compuerta accionada manualmente por un operario.
La cuajada sigue el proceso de producción de queso tipo Campesino y es llevada
manualmente por los operarios hacia una mesa de moldeo en acero inoxidable, en
donde se deposita en los moldes utilizados para dicha operación y se llenan con el
peso calculado para dichos recipientes. Realizada esta operación el queso es llevado
manualmente hacia un cuarto en donde es desuerado para después llevarlo a la
operación de empaque y posterior almacenamiento en los cuartos fríos.

54
Balance de Materia del procesoMaterial
F-110 L-111H-120 L-121 F-131 E-130 L-132
F-140
K-141
M-142
F-150L-151
K-152
F1
F5,F6
F2,F3,F4,
F7
Leche cruda
Sal
Cloruro
Cuajo
Impurezas
crema
suero
F1 F2 F3 F4 F5 F6 F7
Proceso actual para la producción de queso tipo Campesino
A Moldeo F8
DIAGRAMA DE FLUJO DE SIMBOLOS DE EQUIPOS: PRODUCCION DE QUESO TIPO CAMPESINO
Listado de Equipos
E-130:Intercambiador de Calor H-120:Centrifuga
F-110:Tanque de recepción K-141,152:Válvula de compuerta
F-131:Tanque de Balanceo M-142:Agitador
F-140:Tanque de mezclado L-11,121,132,151:Bombas
F-150:Tanque de almacenamiento de suero Centrifugas
722kg/h13kg/h
0.13kg/h0.010kg/h
0.109kg/h
5.7kg/h
626kg/h
P
TK-122 K-133
Figura 3.6 Diagrama de símbolos de equipos para la producción de queso tipo Campesino

55
3.3.3 Diagrama de símbolos de equipos para el proceso de yogurt
para la producción de Yogurt entero en INVERSIONES LA CATIRA (Figura 3.7), la
leche llega en las camionetas transportadoras y es descargada por gravedad a un
tanque de recepción en acero inoxidable a una razón de 2500l/h. luego es
transportada por medio de una bomba centrifuga con un caudal de 2000l/h que la
lleva hacia la clarificadora con el fin de realizar la operación de clarificación de la leche
y estandarización de la materia grasa en la misma, este equipo cuenta con un
indicador de presión, que controla la presión de descarga de la leche al equipo.
Después de realizar la operación de clarificación y estandarización, una bomba
centrifuga con un caudal de 2000l/h, transporta la leche clarificada hasta 1 tanques de
mezclado en acero inoxidable con capacidad para 1400l, en donde se le adicionan las
dos primeras corrientes de entrada. Seguido a esto otra bomba centrifuga con un
caudal de 2000l/h, transporta la mezcla a un tanque de balanceo en acero inoxidable
con capacidad para 120l/h que controla la cantidad de leche, equilibrando lo
almacenado en el tanque con lo bombeado al equipo. Después de esta operación la
leche entra al pasterizador de placas, dotado con 3 indicadores de temperatura, que
controlan la temperatura de entrada del vapor, la temperatura de entrada del agua y la
temperatura de salida de la mezcla.
Después de realizar la operación de pasterización a la leche, esta es transportada por
medio de una bomba centrifuga de 2000l/h y a través de una manguera tipo
alimenticio hacia 2 tanques de mezclado en acero inoxidable con capacidad para
340l; donde se deposita la leche pasterizada para realizar la operación de inoculación,
en esta operación por medio de un agitador manual se mezcla la leche con las
siguientes corrientes de entrada, realizando la inoculación del cultivo.
Seguido a la operación de inoculación, la mezcla es llevada por bombeo a razón de
2000l/h hacia unas cantinas de aluminio con capacidad para 42l cada una, para
someter la mezcla a la operación de incubación durante aproximadamente 8 horas.
Realizada esta operación, las cantinas son llevadas a un cuarto frío de
almacenamiento con un área de 19m2 dotado con un indicador de temperatura, que
56
regula las condiciones de almacenamiento, con el fin de detener la producción de
acidez causada por los microorganismos inoculados; y almacenar el producto hasta el
momento de la Saborización.
Al día siguiente las cantinas son llevadas del cuarto frío de almacenamiento, hasta el
área destinada a la saborización del producto con el fin de caracterizar el producto de
acuerdo a los sabores establecidos por la planeación de la producción dentro de la
empresa, después de dicha operación, el yogurt es llevado a envasado y almacenado
posteriormente en los cuartos fríos de almacenamiento.

57
Balance de Materia del Proceso
F-110 L-111H-120 L-121
F-130L-131
F-142E-140L-141
F-150F-160L-161
F1
F7
F2,F3
F4,F5F4,F5
E-180
Material
Leche cruda
Azúcar
Agua
Conservante
Cultivos
Saborizante
impurezas
F1 F2 F3 F4 F5 F6 F7
Proceso actual para la producción de yogurt
F-170
F6
F8
DIAGRAMA DE FLUJO DE SIMBOLOS DE EQUIPOS: PRODUCCION DE YOGURT ENTERO
Listado de Equipos
E-140:Intercambiador de Calor F-150,160:Tanques de inoculación
E-180:Enfriador F-170,190:Tanques de almacenamiento
F-110:Tanque de recepción H-120:Centrifuga
F-130:Tanque de Mezclado L-11,121,131,141,161:Bombas
F-142:Tanque de balanceo Centrifugas
F-190
825kg/h90kg/h
120kg/h0.18kg/h
0.2kg/h1.15kg/h
0.12kg/h
p
T
A envasado
TT
K-122
K-143
K-181
Figura 3.7 Diagrama de símbolos de equipos para la producción de yogurt

58
3.4 DIAGRAMAS DE BLOQUES Y CORRIENTES DE
PROCESO
3.4.1 Diagrama de Bloques para el proceso de queso tipo mozzarrella
3.4.2 Diagrama de Bloques para el proceso de queso tipo Campesino
Figura 3.8 Diagrama de bloques para el proceso del queso tipo Mozzarella

59
3.4.2 Diagrama de Bloques para el proceso de queso tipo Campesino
Figura 3.9 Diagrama de bloques para el proceso del queso tipo Campesino

60
3.4.3 Diagrama de Bloques para el proceso de yogurt
Figura 3.10 Diagrama de bloques para el proceso del yogurt

61
3.5 BALANCES DE MATERIA Y ENERGÍA
3.5.1.1 Balance de Materia para el queso tipo Mozzarrella
F1: Leche Cruda F2: Lactócultivo F3: Cuajo en polvo F4: Suero Acido F5: Sal F6: Citrato de Sodio F7: Impurezas F8: Suero perdido en el desuerado F9: Vapor de Agua F10: Queso Mozzarrella Base de cálculo: 1 hora BALANCE GLOBAL F1+F2+F3+F4+F5+F6 = F7+F8+F9+F10 Tabla 3.3 Balance de Materiales en el proceso del queso tipo Mozzarella
F (l/h) DEN(Kg/l) M(Kg/h)
F1 2400 1,032 2476,80
F2 48 1,017 48,82
F3 0,00795
F4 405 1,0093 408,77
F5 1,638
F6 0,378
Total Entradas 2936 F7 0,374
F8 2472 1,0093 2495
F9 161
F10 280
Total Salidas 2936
%3.11%100*8.2476
280%100*dim ===kg
kgntradacorrienteealidacorrientesientoren
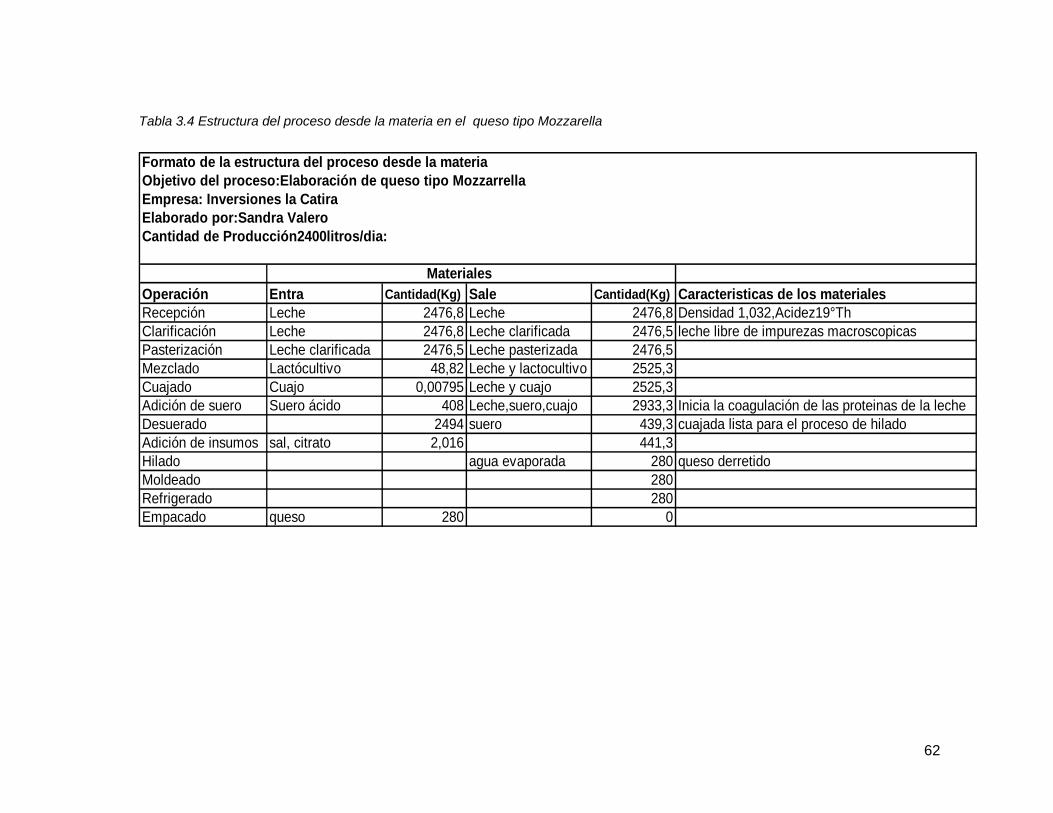
62
Tabla 3.4 Estructura del proceso desde la materia en el queso tipo Mozzarella
Formato de la estructura del proceso desde la materiaObjetivo del proceso:Elaboración de queso tipo MozzarrellaEmpresa: Inversiones la CatiraElaborado por:Sandra ValeroCantidad de Producción2400litros/dia:
MaterialesOperación Entra Cantidad(Kg) Sale Cantidad(Kg) Caracteristicas de los materialesRecepción Leche 2476,8 Leche 2476,8 Densidad 1,032,Acidez19°Th Clarificación Leche 2476,8 Leche clarificada 2476,5 leche libre de impurezas macroscopicasPasterización Leche clarificada 2476,5 Leche pasterizada 2476,5Mezclado Lactócultivo 48,82 Leche y lactocultivo 2525,3Cuajado Cuajo 0,00795 Leche y cuajo 2525,3Adición de suero Suero ácido 408 Leche,suero,cuajo 2933,3 Inicia la coagulación de las proteinas de la lecheDesuerado 2494 suero 439,3 cuajada lista para el proceso de hiladoAdición de insumos sal, citrato 2,016 441,3Hilado agua evaporada 280 queso derretidoMoldeado 280Refrigerado 280Empacado queso 280 0
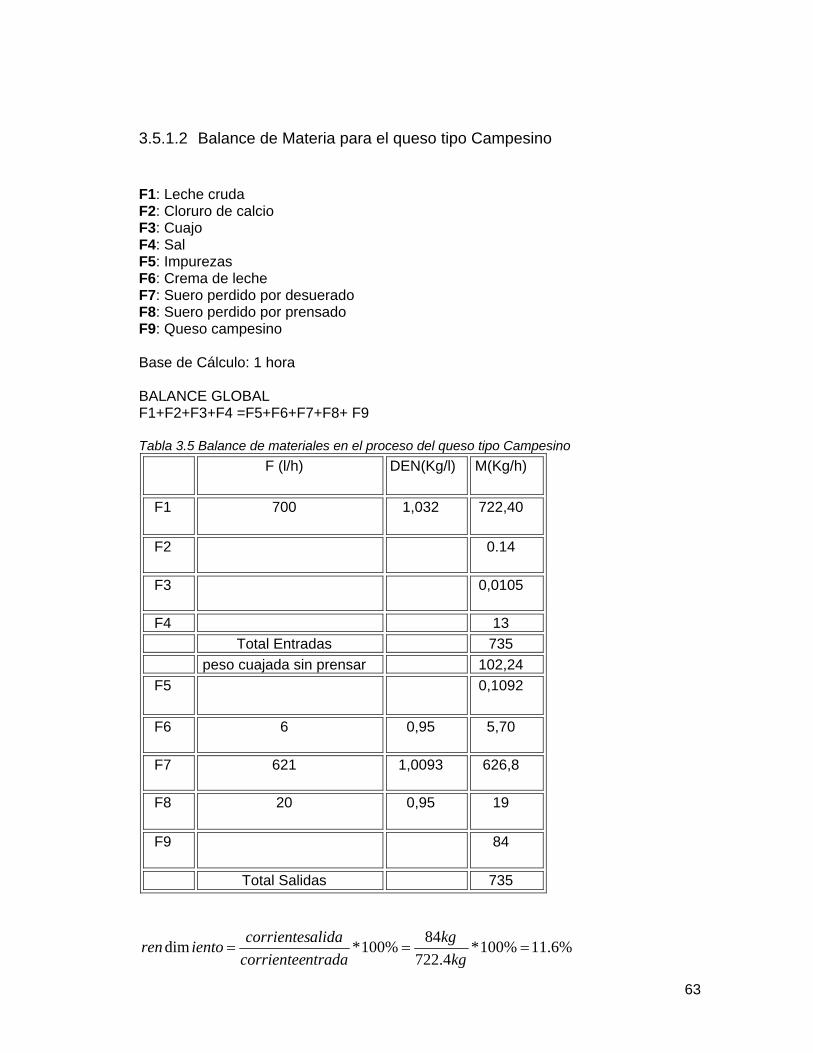
63
3.5.1.2 Balance de Materia para el queso tipo Campesino
F1: Leche cruda F2: Cloruro de calcio F3: Cuajo F4: Sal F5: Impurezas F6: Crema de leche F7: Suero perdido por desuerado F8: Suero perdido por prensado F9: Queso campesino Base de Cálculo: 1 hora BALANCE GLOBAL F1+F2+F3+F4 =F5+F6+F7+F8+ F9 Tabla 3.5 Balance de materiales en el proceso del queso tipo Campesino
F (l/h) DEN(Kg/l) M(Kg/h)
F1 700 1,032 722,40
F2 0.14
F3 0,0105
F4 13 Total Entradas 735 peso cuajada sin prensar 102,24
F5 0,1092
F6 6 0,95 5,70
F7 621 1,0093 626,8
F8 20 0,95 19
F9 84
Total Salidas 735
%6.11%100*4.722
84%100*dim ===kg
kgntradacorrienteealidacorrientesientoren

64
Tabla 3.6 Estructura desde la materia en el proceso actual de queso tipo Campesino
Formato de la estructura del proceso desde la materiaObjetivo del proceso:Elaboración de queso tipo CampesinoEmpresa: Inversiones la CatiraElaborado por:Sandra ValeroCantidad de Producción700litros/dia:
MaterialesOperación Entra Cantidad(Kg) Sale Cantidad(Kg) Caracteristicas de los materialesRecepción Leche 722,4 Leche 722,4 Densidad 1,032,Acidez19°Th Clarificación Leche 722,4 Leche clarificada 722,3 leche libre de impurezas macroscopicasEstd Materia Grasa Leche 722,4 Leches estd 716,7 Leche semidescremadaPasterización Leche estd 716,7 Leche pasterizada 716,7Mezclado Cloruro de Calcio 0,14 Leche y lactocultivo 716,8Cuajado Cuajo 0,0105 Leche y cuajo 716,8 Inicio de la coagualcion de las prot de la lecheDesuerado Suero 90Salado Sal 13 103MoldeadoDesuerado Suero 84RefrigeradoEmpacado queso 84 0

65
3.5.1.3 Balance de Materia para el Yogurt F1: Leche cruda F2: Azúcar F3: Conservante F4: Cultivos Lácticos F5: Saborizante F6: Impurezas F7: Agua Evaporada F8: Yogurt Base de Cálculo: 1 hora BALANCE GLOBAL F1+F2+F3+F4+F5 = F6+F7 + F8 Tabla 3.7 Balance de materiales en el proceso del yogurt
F (L/h) DEN(Kg/L) M(Kg/h)
F1 800 1,032 825,60
F2 90,00
F3 0,1800
F4 0,2000
F5 1,1500
Total Entradas 917
F6 0,1248
F7 33.3
F8 840 1,052 883,68
Total Salidas 917
%107%100*6.8257.883%100*dim ===kgkg
ntradacorrienteealidacorrientesientoren
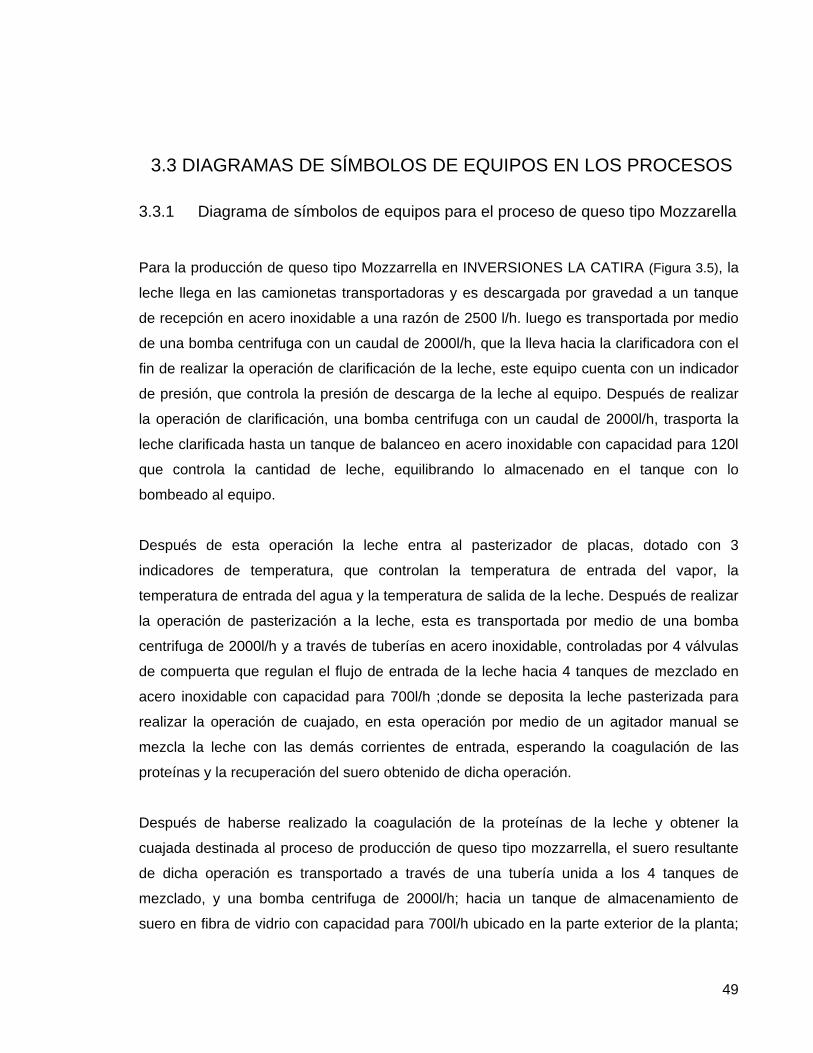
49
3.3 DIAGRAMAS DE SÍMBOLOS DE EQUIPOS EN LOS PROCESOS
3.3.1 Diagrama de símbolos de equipos para el proceso de queso tipo Mozzarella
Para la producción de queso tipo Mozzarrella en INVERSIONES LA CATIRA (Figura 3.5), la
leche llega en las camionetas transportadoras y es descargada por gravedad a un tanque
de recepción en acero inoxidable a una razón de 2500 l/h. luego es transportada por medio
de una bomba centrifuga con un caudal de 2000l/h, que la lleva hacia la clarificadora con el
fin de realizar la operación de clarificación de la leche, este equipo cuenta con un indicador
de presión, que controla la presión de descarga de la leche al equipo. Después de realizar
la operación de clarificación, una bomba centrifuga con un caudal de 2000l/h, trasporta la
leche clarificada hasta un tanque de balanceo en acero inoxidable con capacidad para 120l
que controla la cantidad de leche, equilibrando lo almacenado en el tanque con lo
bombeado al equipo.
Después de esta operación la leche entra al pasterizador de placas, dotado con 3
indicadores de temperatura, que controlan la temperatura de entrada del vapor, la
temperatura de entrada del agua y la temperatura de salida de la leche. Después de realizar
la operación de pasterización a la leche, esta es transportada por medio de una bomba
centrifuga de 2000l/h y a través de tuberías en acero inoxidable, controladas por 4 válvulas
de compuerta que regulan el flujo de entrada de la leche hacia 4 tanques de mezclado en
acero inoxidable con capacidad para 700l/h ;donde se deposita la leche pasterizada para
realizar la operación de cuajado, en esta operación por medio de un agitador manual se
mezcla la leche con las demás corrientes de entrada, esperando la coagulación de las
proteínas y la recuperación del suero obtenido de dicha operación.
Después de haberse realizado la coagulación de la proteínas de la leche y obtener la
cuajada destinada al proceso de producción de queso tipo mozzarrella, el suero resultante
de dicha operación es transportado a través de una tubería unida a los 4 tanques de
mezclado, y una bomba centrifuga de 2000l/h; hacia un tanque de almacenamiento de
suero en fibra de vidrio con capacidad para 700l/h ubicado en la parte exterior de la planta;
50
el paso del suero hacia dicho tanque esta regulado por una válvula de compuerta accionada
manualmente por un operario.
La cuajada sigue el proceso de producción de queso tipo Mozzarrella y es llevada
manualmente por los operarios hacia 2 tanques de doble chaqueta en acero inoxidable con
un diámetro de 0.9m en donde se adicionan las ultimas corrientes de entrada, y se
transfiere energía calórica a través del vapor suministrado por la caldera con el fin de
realizar la operación de hilado de la cuajada. Realizada esta operación el queso es llevado
manualmente hacia la operación de moldeo y posteriormente es llevado hacia un cuarto en
donde es madurado y al mismo tiempo enfriado a temperatura ambiente para después
llevarlo a la operación de empaque y posterior almacenamiento en los cuartos fríos.
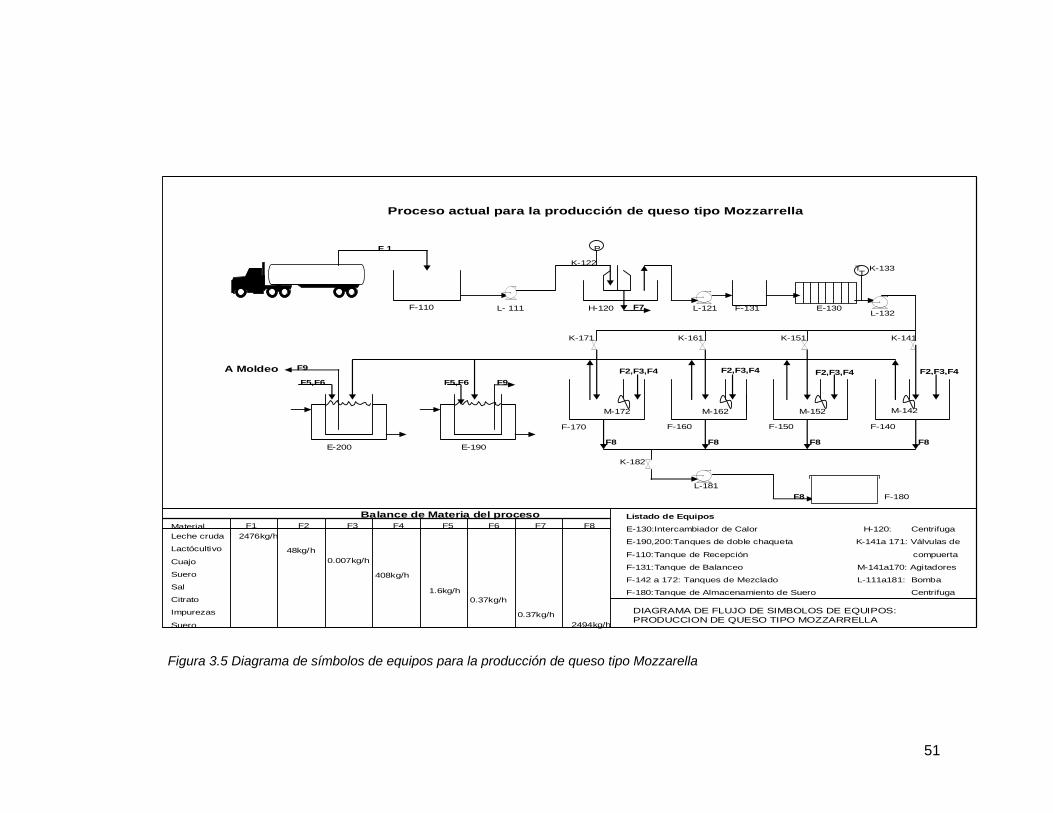
51
Balance de Materia del procesoMaterial
F-110 L- 111 H-120 L-121 F-131 E-130L-132
F-140
K-141
M-142
F-150F-160F-170
M-152M-162M-172
K-151K-161K-171
F-180L-181
K-182
E-190E-200
F 1
F2,F3,F4F2,F3,F4F2,F3,F4F2,F3,F4
F8 F8 F8 F8
F8
F5,F6F5,F6
F9
F9
DIAGRAMA DE FLUJO DE SIMBOLOS DE EQUIPOS: PRODUCCION DE QUESO TIPO MOZZARRELLA
Leche cruda
Lactócultivo
Cuajo
Suero
Sal
Citrato
Impurezas
Suero
F1 F2 F3 F4 F5 F6 F7 F8
Proceso actual para la producción de queso tipo Mozzarrella
F7
Listado de Equipos
E-130:Intercambiador de Calor H-120: Centrifuga
E-190,200:Tanques de doble chaqueta K-141a 171: Válvulas de
F-110:Tanque de Recepción compuerta
F-131:Tanque de Balanceo M-141a170: Agitadores
F-142 a 172: Tanques de Mezclado L-111a181: Bomba
F-180:Tanque de Almacenamiento de Suero Centrifuga
A Moldeo
2476kg/h
48kg/h0.007kg/h
408kg/h
1.6kg/h0.37kg/h
0.37kg/h2494kg/h
P
TT
K-122K-133
Figura 3.5 Diagrama de símbolos de equipos para la producción de queso tipo Mozzarella
52
3.3.2 Diagrama de símbolos de equipos para el proceso de queso tipo
Campesino
para la producción de queso tipo Campesino en INVERSIONES LA CATIRA (Figura
3.6), la leche llega en las camionetas transportadoras y es descargada por gravedad a
un tanque de recepción en acero inoxidable a una razón de 2500l/h. luego es
transportada por medio de una bomba centrifuga con un caudal de 2000l/h que la
lleva hacia la clarificadora con el fin de realizar la operación de clarificación de la leche
y estandarización de la materia grasa en la misma, este equipo cuenta con un
indicador de presión, que controla la presión de descarga de la leche al equipo.
Después de realizar la operación de clarificación y estandarización, una bomba
centrifuga con un caudal de 2000l/h, trasporta la leche clarificada hasta un tanque de
balanceo en acero inoxidable con capacidad para 120l que controla la cantidad de
leche, equilibrando lo almacenado en el tanque con lo bombeado al equipo. Después
de esta operación la leche entra al pasterizador de placas, dotado con 3 indicadores
de temperatura, que controlan la temperatura de entrada del vapor, la temperatura de
entrada del agua y la temperatura de salida de la leche.
Después de realizar la operación de pasterización a la leche, esta es transportada por
medio de una bomba centrifuga de 2000l/h y a través de una tubería en acero
inoxidable, controlada por 1 válvula de compuerta que regula el flujo de entrada de la
leche hacia 1 tanque de mezclado en acero inoxidable con capacidad para 700l;donde
se deposita la leche pasterizada para realizar la operación de cuajado, en esta
operación por medio de un agitador manual se mezcla la leche con las demás
corrientes de entrada, esperando la coagulación de las proteínas y la recuperación del
suero obtenido de dicha operación.
Después de haberse realizado la coagulación de la proteínas de la leche y obtener la
cuajada destinada al proceso de producción de queso tipo Campesino, el suero
resultante de dicha operación es transportado a través de una tubería unida al tanque
de mezclado, y una bomba centrifuga de 2000l/h; hacia un tanque de almacenamiento
de suero en fibra de vidrio con capacidad para 700l/h ubicado en la parte exterior de la

53
planta; el paso del suero hacia dicho tanque esta regulado por una válvula de
compuerta accionada manualmente por un operario.
La cuajada sigue el proceso de producción de queso tipo Campesino y es llevada
manualmente por los operarios hacia una mesa de moldeo en acero inoxidable, en
donde se deposita en los moldes utilizados para dicha operación y se llenan con el
peso calculado para dichos recipientes. Realizada esta operación el queso es llevado
manualmente hacia un cuarto en donde es desuerado para después llevarlo a la
operación de empaque y posterior almacenamiento en los cuartos fríos.

54
Balance de Materia del procesoMaterial
F-110 L-111H-120 L-121 F-131 E-130 L-132
F-140
K-141
M-142
F-150L-151
K-152
F1
F5,F6
F2,F3,F4,
F7
Leche cruda
Sal
Cloruro
Cuajo
Impurezas
crema
suero
F1 F2 F3 F4 F5 F6 F7
Proceso actual para la producción de queso tipo Campesino
A Moldeo F8
DIAGRAMA DE FLUJO DE SIMBOLOS DE EQUIPOS: PRODUCCION DE QUESO TIPO CAMPESINO
Listado de Equipos
E-130:Intercambiador de Calor H-120:Centrifuga
F-110:Tanque de recepción K-141,152:Válvula de compuerta
F-131:Tanque de Balanceo M-142:Agitador
F-140:Tanque de mezclado L-11,121,132,151:Bombas
F-150:Tanque de almacenamiento de suero Centrifugas
722kg/h13kg/h
0.13kg/h0.010kg/h
0.109kg/h
5.7kg/h
626kg/h
P
TK-122 K-133
Figura 3.6 Diagrama de símbolos de equipos para la producción de queso tipo Campesino

55
3.3.3 Diagrama de símbolos de equipos para el proceso de yogurt
para la producción de Yogurt entero en INVERSIONES LA CATIRA (Figura 3.7), la
leche llega en las camionetas transportadoras y es descargada por gravedad a un
tanque de recepción en acero inoxidable a una razón de 2500l/h. luego es
transportada por medio de una bomba centrifuga con un caudal de 2000l/h que la
lleva hacia la clarificadora con el fin de realizar la operación de clarificación de la leche
y estandarización de la materia grasa en la misma, este equipo cuenta con un
indicador de presión, que controla la presión de descarga de la leche al equipo.
Después de realizar la operación de clarificación y estandarización, una bomba
centrifuga con un caudal de 2000l/h, transporta la leche clarificada hasta 1 tanques de
mezclado en acero inoxidable con capacidad para 1400l, en donde se le adicionan las
dos primeras corrientes de entrada. Seguido a esto otra bomba centrifuga con un
caudal de 2000l/h, transporta la mezcla a un tanque de balanceo en acero inoxidable
con capacidad para 120l/h que controla la cantidad de leche, equilibrando lo
almacenado en el tanque con lo bombeado al equipo. Después de esta operación la
leche entra al pasterizador de placas, dotado con 3 indicadores de temperatura, que
controlan la temperatura de entrada del vapor, la temperatura de entrada del agua y la
temperatura de salida de la mezcla.
Después de realizar la operación de pasterización a la leche, esta es transportada por
medio de una bomba centrifuga de 2000l/h y a través de una manguera tipo
alimenticio hacia 2 tanques de mezclado en acero inoxidable con capacidad para
340l; donde se deposita la leche pasterizada para realizar la operación de inoculación,
en esta operación por medio de un agitador manual se mezcla la leche con las
siguientes corrientes de entrada, realizando la inoculación del cultivo.
Seguido a la operación de inoculación, la mezcla es llevada por bombeo a razón de
2000l/h hacia unas cantinas de aluminio con capacidad para 42l cada una, para
someter la mezcla a la operación de incubación durante aproximadamente 8 horas.
Realizada esta operación, las cantinas son llevadas a un cuarto frío de
almacenamiento con un área de 19m2 dotado con un indicador de temperatura, que

56
regula las condiciones de almacenamiento, con el fin de detener la producción de
acidez causada por los microorganismos inoculados; y almacenar el producto hasta el
momento de la Saborización.
Al día siguiente las cantinas son llevadas del cuarto frío de almacenamiento, hasta el
área destinada a la saborización del producto con el fin de caracterizar el producto de
acuerdo a los sabores establecidos por la planeación de la producción dentro de la
empresa, después de dicha operación, el yogurt es llevado a envasado y almacenado
posteriormente en los cuartos fríos de almacenamiento.

57
Balance de Materia del Proceso
F-110 L-111H-120 L-121
F-130L-131
F-142E-140L-141
F-150F-160L-161
F1
F7
F2,F3
F4,F5F4,F5
E-180
Material
Leche cruda
Azúcar
Agua
Conservante
Cultivos
Saborizante
impurezas
F1 F2 F3 F4 F5 F6 F7
Proceso actual para la producción de yogurt
F-170
F6
F8
DIAGRAMA DE FLUJO DE SIMBOLOS DE EQUIPOS: PRODUCCION DE YOGURT ENTERO
Listado de Equipos
E-140:Intercambiador de Calor F-150,160:Tanques de inoculación
E-180:Enfriador F-170,190:Tanques de almacenamiento
F-110:Tanque de recepción H-120:Centrifuga
F-130:Tanque de Mezclado L-11,121,131,141,161:Bombas
F-142:Tanque de balanceo Centrifugas
F-190
825kg/h90kg/h
120kg/h0.18kg/h
0.2kg/h1.15kg/h
0.12kg/h
p
T
A envasado
TT
K-122
K-143
K-181
Figura 3.7 Diagrama de símbolos de equipos para la producción de yogurt

58
3.4 DIAGRAMAS DE BLOQUES Y CORRIENTES DE
PROCESO
3.4.1 Diagrama de Bloques para el proceso de queso tipo mozzarrella
3.4.2 Diagrama de Bloques para el proceso de queso tipo Campesino
Figura 3.8 Diagrama de bloques para el proceso del queso tipo Mozzarella

59
3.4.2 Diagrama de Bloques para el proceso de queso tipo Campesino
Figura 3.9 Diagrama de bloques para el proceso del queso tipo Campesino
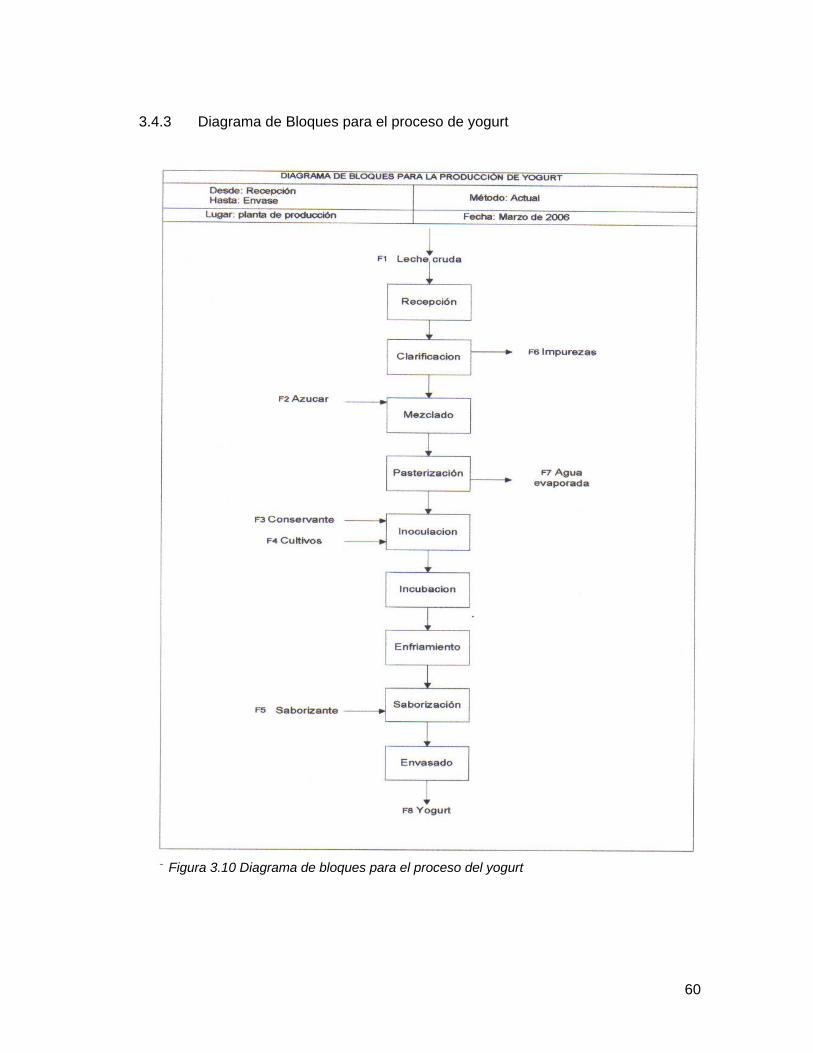
60
3.4.3 Diagrama de Bloques para el proceso de yogurt
Figura 3.10 Diagrama de bloques para el proceso del yogurt
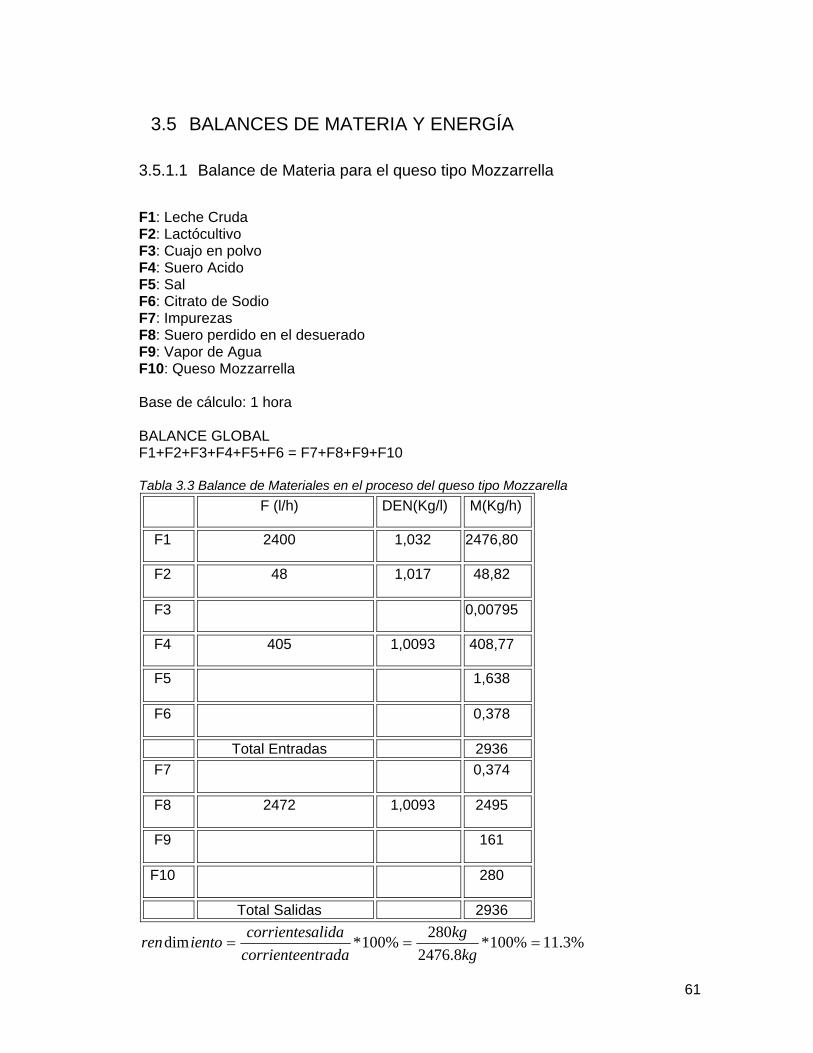
61
3.5 BALANCES DE MATERIA Y ENERGÍA
3.5.1.1 Balance de Materia para el queso tipo Mozzarrella
F1: Leche Cruda F2: Lactócultivo F3: Cuajo en polvo F4: Suero Acido F5: Sal F6: Citrato de Sodio F7: Impurezas F8: Suero perdido en el desuerado F9: Vapor de Agua F10: Queso Mozzarrella Base de cálculo: 1 hora BALANCE GLOBAL F1+F2+F3+F4+F5+F6 = F7+F8+F9+F10 Tabla 3.3 Balance de Materiales en el proceso del queso tipo Mozzarella
F (l/h) DEN(Kg/l) M(Kg/h)
F1 2400 1,032 2476,80
F2 48 1,017 48,82
F3 0,00795
F4 405 1,0093 408,77
F5 1,638
F6 0,378
Total Entradas 2936 F7 0,374
F8 2472 1,0093 2495
F9 161
F10 280
Total Salidas 2936
%3.11%100*8.2476
280%100*dim ===kg
kgntradacorrienteealidacorrientesientoren

62
Tabla 3.4 Estructura del proceso desde la materia en el queso tipo Mozzarella
Formato de la estructura del proceso desde la materiaObjetivo del proceso:Elaboración de queso tipo MozzarrellaEmpresa: Inversiones la CatiraElaborado por:Sandra ValeroCantidad de Producción2400litros/dia:
MaterialesOperación Entra Cantidad(Kg) Sale Cantidad(Kg) Caracteristicas de los materialesRecepción Leche 2476,8 Leche 2476,8 Densidad 1,032,Acidez19°Th Clarificación Leche 2476,8 Leche clarificada 2476,5 leche libre de impurezas macroscopicasPasterización Leche clarificada 2476,5 Leche pasterizada 2476,5Mezclado Lactócultivo 48,82 Leche y lactocultivo 2525,3Cuajado Cuajo 0,00795 Leche y cuajo 2525,3Adición de suero Suero ácido 408 Leche,suero,cuajo 2933,3 Inicia la coagulación de las proteinas de la lecheDesuerado 2494 suero 439,3 cuajada lista para el proceso de hiladoAdición de insumos sal, citrato 2,016 441,3Hilado agua evaporada 280 queso derretidoMoldeado 280Refrigerado 280Empacado queso 280 0

63
3.5.1.2 Balance de Materia para el queso tipo Campesino
F1: Leche cruda F2: Cloruro de calcio F3: Cuajo F4: Sal F5: Impurezas F6: Crema de leche F7: Suero perdido por desuerado F8: Suero perdido por prensado F9: Queso campesino Base de Cálculo: 1 hora BALANCE GLOBAL F1+F2+F3+F4 =F5+F6+F7+F8+ F9 Tabla 3.5 Balance de materiales en el proceso del queso tipo Campesino
F (l/h) DEN(Kg/l) M(Kg/h)
F1 700 1,032 722,40
F2 0.14
F3 0,0105
F4 13 Total Entradas 735 peso cuajada sin prensar 102,24
F5 0,1092
F6 6 0,95 5,70
F7 621 1,0093 626,8
F8 20 0,95 19
F9 84
Total Salidas 735
%6.11%100*4.722
84%100*dim ===kg
kgntradacorrienteealidacorrientesientoren
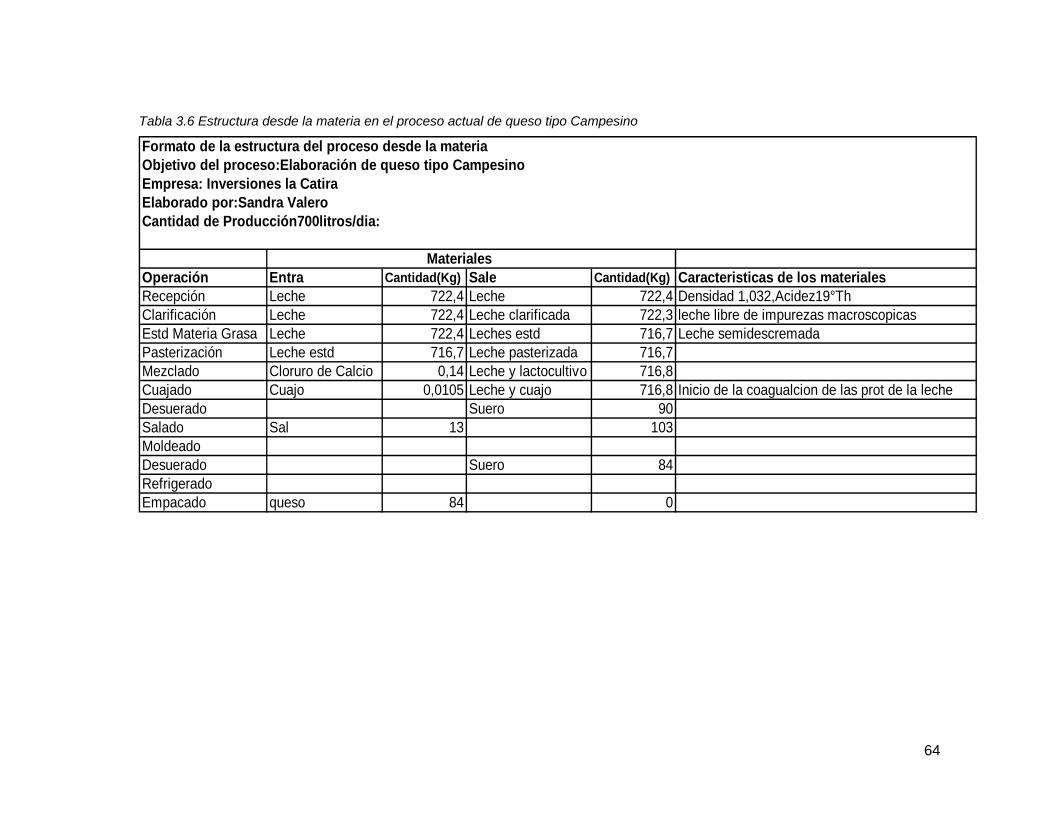
64
Tabla 3.6 Estructura desde la materia en el proceso actual de queso tipo Campesino
Formato de la estructura del proceso desde la materiaObjetivo del proceso:Elaboración de queso tipo CampesinoEmpresa: Inversiones la CatiraElaborado por:Sandra ValeroCantidad de Producción700litros/dia:
MaterialesOperación Entra Cantidad(Kg) Sale Cantidad(Kg) Caracteristicas de los materialesRecepción Leche 722,4 Leche 722,4 Densidad 1,032,Acidez19°Th Clarificación Leche 722,4 Leche clarificada 722,3 leche libre de impurezas macroscopicasEstd Materia Grasa Leche 722,4 Leches estd 716,7 Leche semidescremadaPasterización Leche estd 716,7 Leche pasterizada 716,7Mezclado Cloruro de Calcio 0,14 Leche y lactocultivo 716,8Cuajado Cuajo 0,0105 Leche y cuajo 716,8 Inicio de la coagualcion de las prot de la lecheDesuerado Suero 90Salado Sal 13 103MoldeadoDesuerado Suero 84RefrigeradoEmpacado queso 84 0

65
3.5.1.3 Balance de Materia para el Yogurt F1: Leche cruda F2: Azúcar F3: Conservante F4: Cultivos Lácticos F5: Saborizante F6: Impurezas F7: Agua Evaporada F8: Yogurt Base de Cálculo: 1 hora BALANCE GLOBAL F1+F2+F3+F4+F5 = F6+F7 + F8 Tabla 3.7 Balance de materiales en el proceso del yogurt
F (L/h) DEN(Kg/L) M(Kg/h)
F1 800 1,032 825,60
F2 90,00
F3 0,1800
F4 0,2000
F5 1,1500
Total Entradas 917
F6 0,1248
F7 33.3
F8 840 1,052 883,68
Total Salidas 917
%107%100*6.8257.883%100*dim ===kgkg
ntradacorrienteealidacorrientesientoren

66
Tabla 3.8 Estructura del proceso desde la materia en el yogurt
Formato de la estructura del proceso desde la materiaObjetivo del proceso:Elaboración de YogurtEmpresa: Inversiones la CatiraElaborado por:Sandra ValeroCantidad de Producción800litros/dia:
MaterialesOperación Entra Cantidad(Kg) Sale Cantidad(Kg) Caracteristicas de los materialesRecepción Leche 825,6 Leche 825,6 Densidad 1,032,Acidez19°Th Clarificación Leche 825,6 Leche clarificada 825,4 leche libre de impurezas macroscopicasMezclado Leche 825,4 leche+azuc 915,4 leche edulcoradaPasterización Leche mezclada 915,4 agua evaporada 882,1Inoculacion Cultivos, consvt 882,1 Leche,lactoc,cons 882,5Incubación 882,5 882,5 Inicio de la fermentación lácticaEnfriamientoSaborización Saborizante 1,1 883,5Envasado Yogurt 883,6 0

66
Tabla 3.8 Estructura del proceso desde la materia en el yogurt
Formato de la estructura del proceso desde la materiaObjetivo del proceso:Elaboración de YogurtEmpresa: Inversiones la CatiraElaborado por:Sandra ValeroCantidad de Producción800litros/dia:
MaterialesOperación Entra Cantidad(Kg) Sale Cantidad(Kg) Caracteristicas de los materialesRecepción Leche 825,6 Leche 825,6 Densidad 1,032,Acidez19°Th Clarificación Leche 825,6 Leche clarificada 825,4 leche libre de impurezas macroscopicasMezclado Leche 825,4 leche+azuc 915,4 leche edulcoradaPasterización Leche mezclada 915,4 agua evaporada 882,1Inoculacion Cultivos, consvt 882,1 Leche,lactoc,cons 882,5Incubación 882,5 882,5 Inicio de la fermentación lácticaEnfriamientoSaborización Saborizante 1,1 883,5Envasado Yogurt 883,6 0

67
3.5.2 BALANCES DE ENERGÍA
3.5.2.1 Balance de energía para el queso tipo Mozzarella (…ver cálculos
realizados en el anexo I…)
Tabla 3.9 Manejo de las energías empleadas en el proceso del queso tipo mozzarella.
OPERACIÓN CLASE DE ENERGIA
SERVICIO INDUSTRIAL CONSUMO
Recepción
Humana Ninguno Ninguno
Transporte a la clarificadora
Mecánica Energía eléctrica 2,68Kw-h
Clarificación
Mecánica Energía eléctrica 2,59Kw-h
Transporte al pasterizador
Mecánica Energía eléctrica 2,68Kw-h
Pasterización
Térmica Agua fría, Vapor 1561956Kj
Transporte a los tanques
Mecánica Energía eléctrica 0,74Kw-h
Mezclado
Humana Ninguno Ninguno
Cuajado
Humana Ninguno Ninguno
Adición de suero
Humana Ninguno Ninguno
Desuerado
Mecánica Energía eléctrica 1,49Kw-h
Maduración
No cuantificada No cuantificada Ninguno
Hilado
Humana, térmica Vapor 68661Kj
Moldeado
Humana Ninguno Ninguno
Refrigerado
Térmica 22075Kj
Refrigerado
Eléctrica Energía eléctrica 55.92Kw-h
Empacado
Eléctrica Energía eléctrica 0.08Kw-h

68
3.5.2.2 Balance de energía para el queso tipo Campesino (…ver cálculos
realizados en el anexo I…)
Tabla 3.10 Manejo de las energías empleadas en el proceso del queso tipo Campesino.
OPERACIÓN CLASE DE ENERGIA
SERVICIO INDUSTRIAL CONSUMO
Recepción
Humana Ninguno Ninguno
Transporte a la clarificadora
Mecánica Energía eléctrica 0,782Kw-h
Clarificación, Estandarización
Mecánica Energía eléctrica 0,756Kw-h
Transporte al pasterizador
Mecánica Energía eléctrica 0,782Kw-h
Pasterización
Térmica Agua fría, Vapor 494919Kj
Transporte a los tanques
Mecánica Energía eléctrica 0,11Kw
Mezclado
Humana Ninguno Ninguno
Cuajado
Humana Ninguno Ninguno
Desuerado
Mecánica Energía eléctrica 0,44Kw-h
Moldeado, prensado
Humana Ninguno Ninguno
Refrigerado
Térmica 6720Kj
Refrigerado
Eléctrica 42,50Kw-h
Empacado
Eléctrica Energía eléctrica 0.08Kw-h
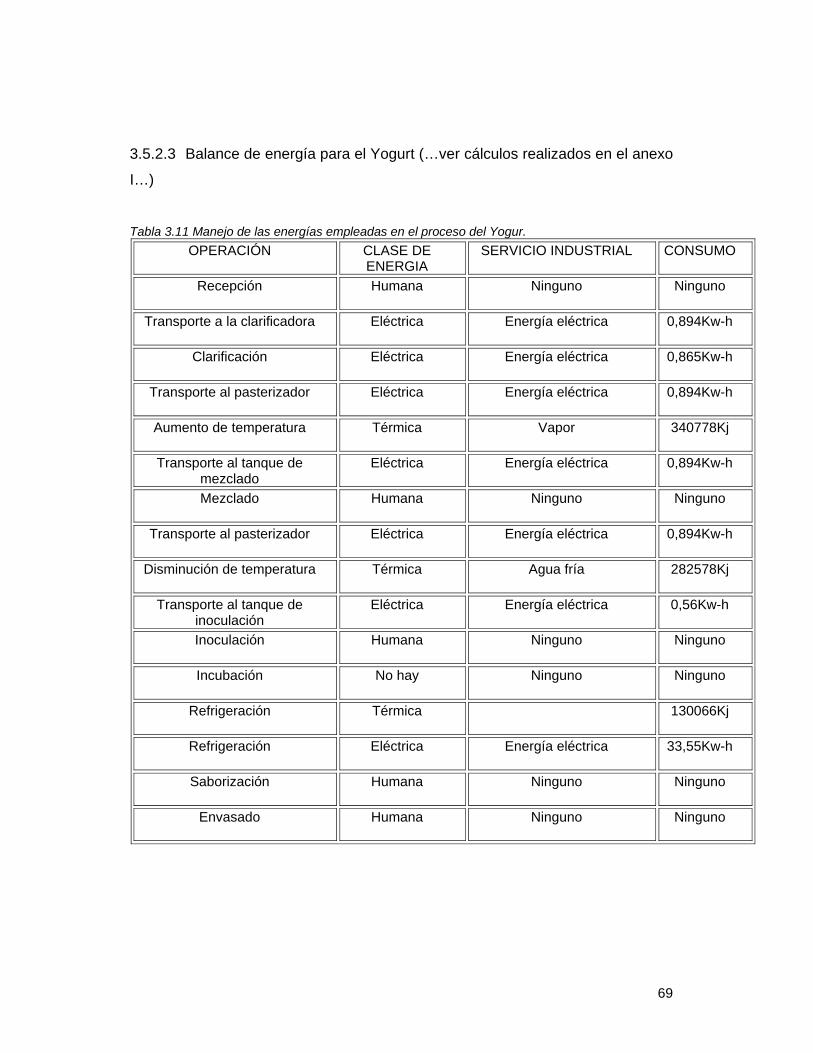
69
3.5.2.3 Balance de energía para el Yogurt (…ver cálculos realizados en el anexo
I…)
Tabla 3.11 Manejo de las energías empleadas en el proceso del Yogur.
OPERACIÓN CLASE DE ENERGIA
SERVICIO INDUSTRIAL CONSUMO
Recepción
Humana Ninguno Ninguno
Transporte a la clarificadora
Eléctrica Energía eléctrica 0,894Kw-h
Clarificación
Eléctrica Energía eléctrica 0,865Kw-h
Transporte al pasterizador
Eléctrica Energía eléctrica 0,894Kw-h
Aumento de temperatura
Térmica Vapor 340778Kj
Transporte al tanque de mezclado
Eléctrica Energía eléctrica 0,894Kw-h
Mezclado
Humana Ninguno Ninguno
Transporte al pasterizador
Eléctrica Energía eléctrica 0,894Kw-h
Disminución de temperatura
Térmica Agua fría 282578Kj
Transporte al tanque de inoculación
Eléctrica Energía eléctrica 0,56Kw-h
Inoculación
Humana Ninguno Ninguno
Incubación
No hay Ninguno Ninguno
Refrigeración
Térmica 130066Kj
Refrigeración
Eléctrica Energía eléctrica 33,55Kw-h
Saborización
Humana Ninguno Ninguno
Envasado
Humana Ninguno Ninguno

70
3.6 DISTRIBUCIÓN ACTUAL DE LA PLANTA DE PRODUCCIÓN
(…VÉASE FIGURA 3.11…)
3.7 DIAGRAMAS DE OPERACIONES Y RECORRIDOS DE LOS
PROCESOS ACTUALES
3.7.1 Queso tipo mozzarrella (…ver figura 3.12…)
Tabla 3.12 Áreas destinadas al proceso del queso tipo mozzarella
NÚMERO AREA
1 Recepción de materia prima
2 Laboratorio de control de calidad
3 Clarificación
4 Pasterización
5 Mezclado, cuajado, madurado de la
cuajada 6 Mezclado, cuajado,
madurado de la cuajada
7 Hilado
8 Moldeado
9 Enfriado
10 Refrigerado
11 Empacado
12 Almacenado

71

72
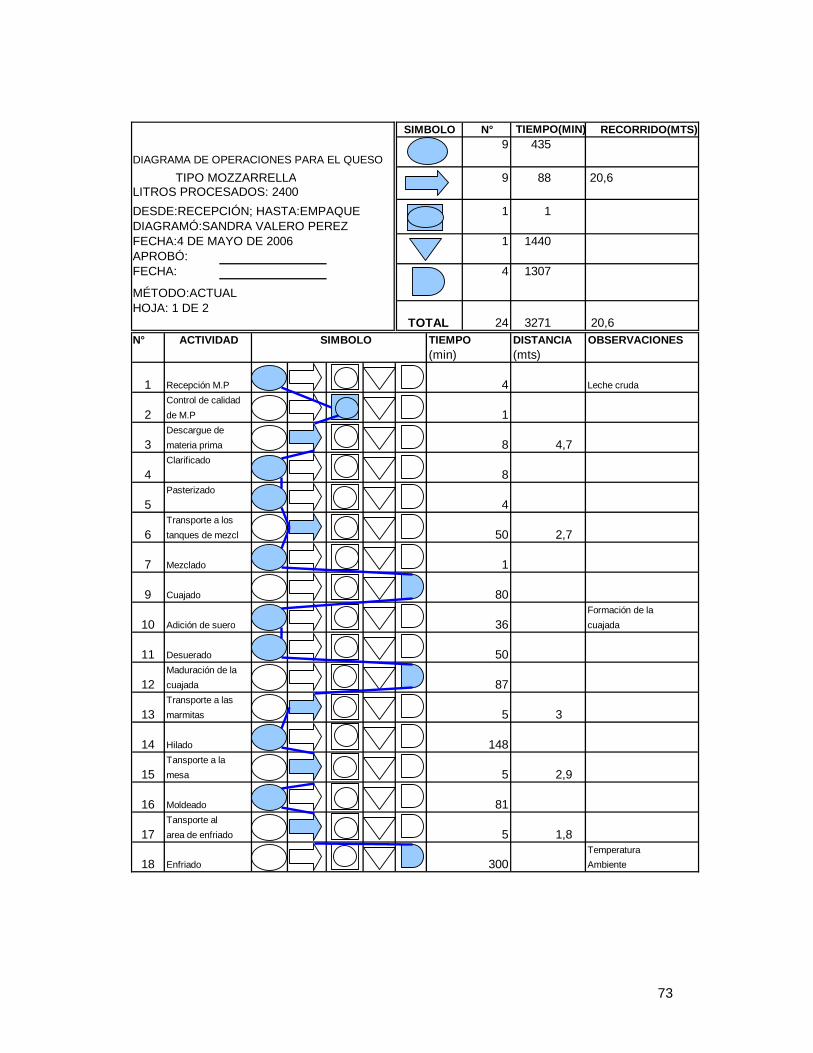
73
SIMBOLO N° TIEMPO(MIN) RECORRIDO(MTS)
9 435DIAGRAMA DE OPERACIONES PARA EL QUESO
TIPO MOZZARRELLA 9 88 20,6LITROS PROCESADOS: 2400DESDE:RECEPCIÓN; HASTA:EMPAQUE 1 1DIAGRAMÓ:SANDRA VALERO PEREZFECHA:4 DE MAYO DE 2006 1 1440APROBÓ: FECHA: 4 1307
MÉTODO:ACTUALHOJA: 1 DE 2
TOTAL 24 3271 20,6N° ACTIVIDAD SIMBOLO TIEMPO DISTANCIA OBSERVACIONES
(min) (mts)
1 Recepción M.P 4 Leche crudaControl de calidad
2 de M.P 1Descargue de
3 materia prima 8 4,7Clarificado
4 8Pasterizado
5 4Transporte a los
6 tanques de mezcl 50 2,7
7 Mezclado 1
9 Cuajado 80Formación de la
10 Adición de suero 36 cuajada
11 Desuerado 50Maduración de la
12 cuajada 87Transporte a las
13 marmitas 5 3
14 Hilado 148Tansporte a la
15 mesa 5 2,9
16 Moldeado 81Tansporte al
17 area de enfriado 5 1,8Temperatura
18 Enfriado 300 Ambiente

74
N° ACTIVIDAD SIMBOLO TIEMPO DISTANCIA OBSERVACIONES(MIN) (MTS)
Transporte a los 19 cuartos frios 5 0,5
20 Refrigerado 840Transporte al area
21 de empacado 5 2,5
22 Empacado 107 ManualTransporte a los
23 cuartos frios 5 2,5un dia de
24 Almacenado 1440 almacenamiento
Figura 3.13 Diagrama de operaciones para el queso tipo mozzarrella

75
3.7.2 Queso tipo Campesino (…ver figura 3.12…)
Tabla 3.13 Áreas destinadas al proceso del queso tipo campesino
NÚMERO AREA
1 Recepción de materia prima
2 Laboratorio de control de calidad
3 Clarificación
4 Pasterización
5 Mezclado, cuajado desuerado
6 Moldeado, prensado
7 Volteado
8 Refrigerado
9 Empacado
10 Almacenado

76
SIMBOLO N° TIEMPO(MIN) RECORRIDO(MTS)8 57,5
DIAGRAMA DE OPERACIONES PARA EL QUESO TIPO CAMPESINO 7 27 24,4LITROAS PROCESADOS:700DESDE:RECEPCIÓN; HASTA:EMPAQUE 1 1DIAGRAMÓ:SANDRA VALERO PEREZFECHA:4 DE MAYO DE 2006 1 1440APROBÓ: FECHA: 3 1220MÉTODO:ACTUALHOJA: 1 DE 2
TOTAL 20 2745 24,4N° ACTIVIDAD SIMBOLO TIEMPO DISTANCIA OBSERVACIONES
(MIN) (MTS)
1 Recepción de M.P 1,5 Leche crudaControl de calidad
2 de M.P 1Descargue de
3 materia prima 2,5 4,7
4 Clarificación 2,5
5 Pasterización 1,5Transporte a los
6 tanques de mezcl 14,5 2,7
7 Mezclado 1Formación de
9 Cuajado 20 la cuajada
10 Desuerado 22Transporte a la
11 mesa de prensa 2 1Moldeado
12 Prensado 9Transporte al área
13 de volteado 2 5,5

77
N° ACTIVIDAD SIMBOLO TIEMPO DISTANCIA OBSERVACIONES(MIN) (MTS)
Temperatura14 Volteado 60 Ambiente
Transporte a los 15 cuartos frios 2 5,5
16 Refrigerado 1140Transporte al área
17 de empacado 2 2,5
18 Empacado 20 ManualTransporte a los
19 cuartos frios 2 2,5un dia de
20 Almacenado 1440 almacenamiento
Figura 3.14 Diagrama de operaciones para el queso tipo campesino
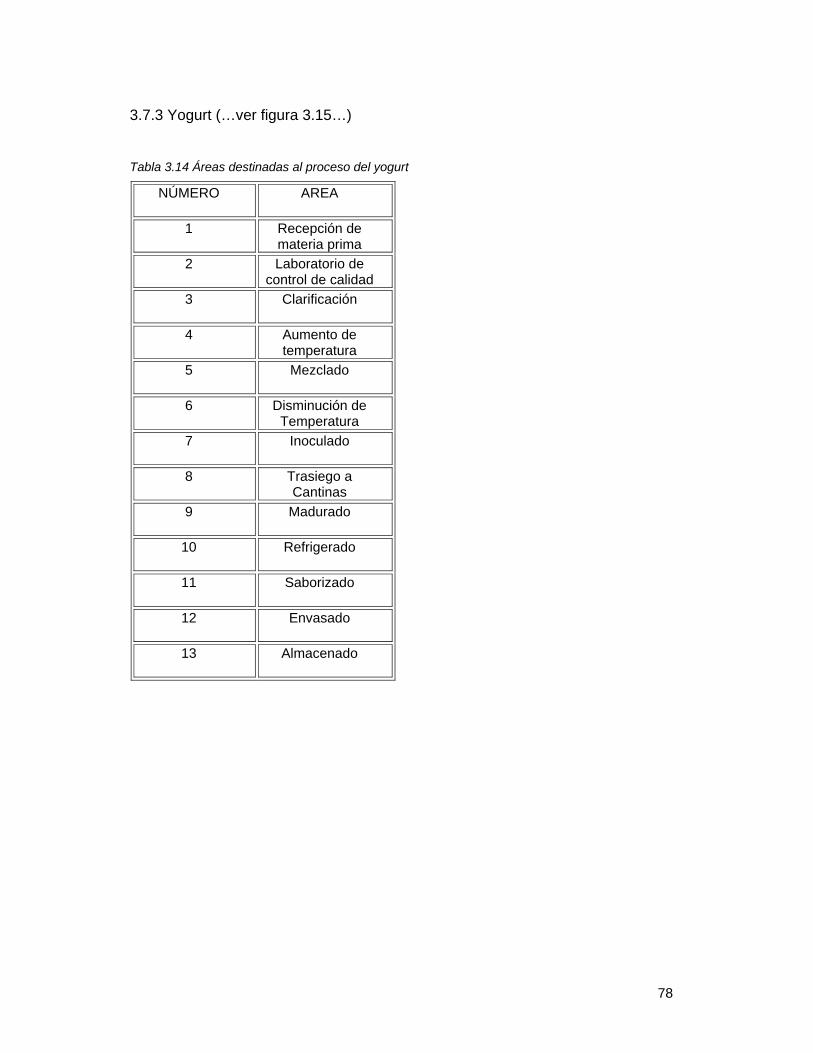
78
3.7.3 Yogurt (…ver figura 3.15…)
Tabla 3.14 Áreas destinadas al proceso del yogurt
NÚMERO AREA
1 Recepción de materia prima
2 Laboratorio de control de calidad
3 Clarificación
4 Aumento de temperatura
5 Mezclado
6 Disminución de Temperatura
7 Inoculado
8 Trasiego a Cantinas
9 Madurado
10 Refrigerado
11 Saborizado
12 Envasado
13 Almacenado
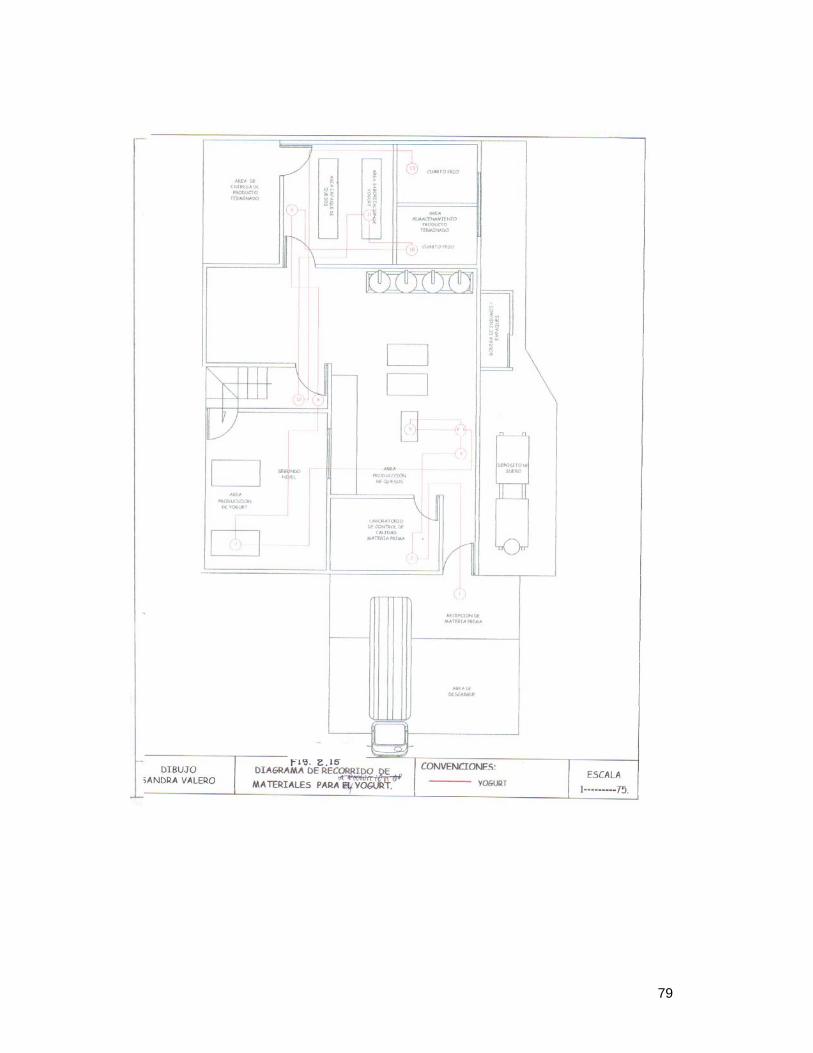
79

80
SIMBOLO N° TIEMPO(MIN) RECORRIDO8 133
DIAGRAMA DE OPERACIONES PARA EL YOGURTLITROS PROCESADOS:800 7 40 41
DESDE:RECEPCIÓN; HASTA:ENVASADO 2 1,5DIAGRAMÓ:SANDRA VALERO PEREZFECHA:4 DE MAYO DE 2006 2 2340APROBÓ: FECHA: 2MÉTODO:ACTUAL 460HOJA: 1 DE 2
TOTAL 21 2974 41N° ACTIVIDAD SIMBOLO TIEMPO DISTANCIA OBSERVACIONES
(MIN) (MTS)
1 Recepción de M.P 1,5 Leche crudaControl de calidad
2 de M.P 1Descargue de
3 materia prima 2,5 4,7
4 Clarificación 2,5
5 Mezclado 1 Adición de azucarAumento de
6 temperatura 1,5
7 Reposo 40Disminución de
8 temperatura 1,5Transporte al
9 tan de inoculación 12,5 6,8control de temperatura
10 Inoculación 0,5 de inoculaciónTrasiego a
11 cantinas 12,5Transporte al
12 área de madurac 5 7,5
13 Madurado 420Transporte a los
14 cuartos frios 5 3
15 Enfriado 900 Inactivación de cepasTransporte al
16 área de saborizad 5 1
17 Saborizado 53

81
N° ACTIVIDAD SIMBOLO TIEMPO DISTANCIA OBSERVACIONES(MIN) (MTS)
Transporte al18 área de envasado 5 7
19 Envasado 60Transporte a los
20 cuartos frios 5 11
21 Almacenado 1440 un dia de almacenamiento
Figura 3.16 Diagrama de operaciones para el yogurt

82
3.8 DIAGRAMA DE RECORRIDOS Y OPERACIONES DE
PUESTOS DE TRABAJO FIJOS
3.8.1 Queso tipo Mozzarrella
SIMBOLO N° TIEMPO(MIN) RECORRIDO
10 451DIAGRAMA DE OPERACIONES PARA PUESTOS DE TRABAJO (QUESO TIPO MOZZARRELLA) 8 21 51LITROS PROCESADOS:2400
1 1DIAGRAMÓ:SANDRA VALERO PEREZFECHA:4 DE MAYO DE 2006 0 0APROBÓ: FECHA: 0 0MÉTODO:ACTUALHOJA: 1 DE 2 OPERARIOS:2 TOTAL 19 473 51N° ACTIVIDAD SIMBOLO TIEMPO DISTANCIA OBSERVACIONES
(Operario 1) (MIN) (MTS)Alistamiento de
1 empq e insumos 45Transporte hasta
2 el laboratorio 0,3 25,9Transporte hasta
3 cuartos frios 0,2 10,8Transp queso al
4 área de empaque 5 2,5Empacado del
5 Queso 107 Empaque manualTransporte hasta
6 área de moldeo 0,1 2
7 Moldeado 81N° ACTIVIDAD SIMBOLO TIEMPO DISTANCIA OBSERVACIONES
(Operario 2) (MIN) (MTS)Recepción de
1 leche 1,5Transporte muestr
2 laboratorio c.c 0,25 1,6Analisis de Análisis
3 muestra 1 básicosAccionamiento de
4 la clarificadora 0,16Accionamiento del
5 pasterizador 0,16
6 Mezclado 0,5
7 Cuajado 0,5
8 Desuerado 50Transporte hasta
9 el área de hilado 5 3

83
N° ACTIVIDAD SIMBOLO TIEMPO DISTANCIA OBSERVACIONES (Operario 2) (MIN) (MTS)
10 Hilado 148Transporte hasta
11 área de moldeo 5 2,9Transporte hasta
12 área de enfriado 5 2
Figura 3.17 Diagrama de operaciones de puestos de trabajo fijos para el queso tipo mozzarella

84

85
3.8.2 Queso tipo Campesino
SIMBOLO N° TIEMPO(MIN) RECORRIDO11 146
DIAGRAMA DE OPERACIONES PARA PUESTOS DE TRABAJO (QUESO TIPO CAMPESINO) 9 14 61LITROS PROCESADOS:700
1 1DIAGRAMÓ:SANDRA VALERO PEREZFECHA:4 DE MAYO DE 2006 0APROBÓ: FECHA: 0MÉTODO:ACTUALHOJA: 1 DE 2 OPERARIOS:2 TOTAL 21 161 61N° ACTIVIDAD SIMBOLO TIEMPO DISTANCIA OBSERVACIONES
(Operario 1) (MIN) (MTS)Alistamiento de
1 empq e insumos 30Transporte hasta
2 el laboratorio 0,3 25,9Transporte hasta
3 cuartos frios 0,2 10,8transp queso al
4 área de empaque 2 2,5Empacado del
5 Queso 20 Empaque manualTransporte hasta
6 mesa de moldes 0,2 4alistamiento de
7 moldes 60Transp mold hasta
6 mesa de prensa 5 3,3N° ACTIVIDAD SIMBOLO TIEMPO DISTANCIA OBSERVACIONES
(Operario 2) (MIN) (MTS)Recepción de
1 leche 2,5Transporte muestr
2 laboratorio c.c 0,25 1,6Analisis de Análisis
3 muestra 1 básicosAccionamiento de
4 la clarificadora 0,16Accionamiento del
5 pasterizador 0,16
6 Mezclado 0,16
7 Cuajado 0,16
8 Desuerado 22Transporte hasta
9 mesa prensado 2 1

86
10 Prensado 9Transporte hasta
11 área de volteado 2 5,3
12 volteado 2Transporte a los
13 cuartos frios 2 6,5
Figura 3.19 Diagrama de operaciones de puestos de trabajo fijos para el queso tipo campesino

87

88
3.8.3 Yogurt
SIMBOLO N° TIEMPO(MIN) RECORRIDO
10 147DIAGRAMA DE OPERACIONES PARA PUESTOS DE TRABAJO (YOGURT) 10 58,7 74,5LITROS PROCESADOS:800
1 1DIAGRAMÓ:SANDRA VALERO PEREZFECHA:4 DE MAYO DE 2006 0APROBÓ: FECHA: 0MÉTODO:ACTUALHOJA: 1 DE 2 OPERARIOS:2 TOTAL 21 206 74,5N° ACTIVIDAD SIMBOLO TIEMPO DISTANCIA OBSERVACIONES
(Operario 1) (MIN) (MTS)Alistamiento de
1 empq e insumos 30Transporte hasta
2 el laboratorio 0,25 25,9Transporte hasta
3 cuartos frios 0,2 10,8Transp yogurt al
4 área de saboriza 5 2,5
5 Saborizado 53 Envasado manualTransporte hasta
6 área de envasado 5 4
7 envasado 60Transporte P.T
8 a cuartos frios 5 6,5N° ACTIVIDAD SIMBOLO TIEMPO DISTANCIA OBSERVACIONES
(Operario 2) (MIN) (MTS)Recepción de
1 leche 1,5Transporte muestr
2 laboratorio c.c 0,25 1,6Analisis de Análisis
3 muestra 1 básicosAccionamiento de
4 la clarificadora 0,16Adición de azucar
5 y conservante 1Accionamiento de
6 pasterizador 0,16transporte hasta
7 tanque de reposo 13 1,2Accionamiento de
8 pasterizador 0,16

89
Accionamiento de9 bomba centrifuga 0,16 3
Transporte hasta10 tanque de inocula 12,5 11
11 Inoculación 0,5Trasiego a
12 cantinas 12,5 5Transporte al
13 área de madurado 5 3
Figura 3.21 Diagrama de operaciones de puestos de trabajo fijos para el yogurt
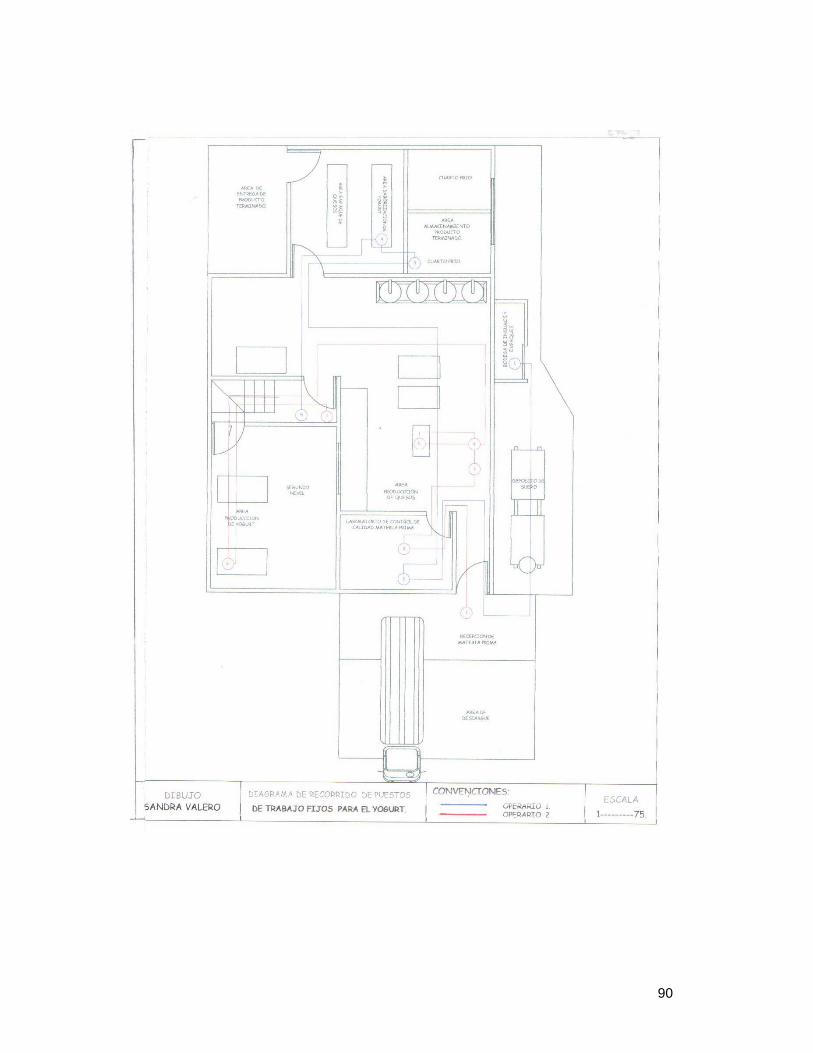
90

91
3.9 PRODUCTO TERMINADO EMBALAJE, TRANSPORTE Y
DISTRIBUCIÓN
El empaque utilizado en los quesos tipo mozzarrella y Campesino en INVERSIONES LA
CATIRA, tiene como función principal preservar, contener, informar, expresar y proteger el
producto que contiene. En los procesos actuales, INVERSIONES LA CATIRA utiliza para tal
fin bolsas de Polipropileno grado alimenticio. Termoplástico comercial obtenido por la
polimerización del propileno, posee excelentes propiedades impermeables, alta
transparencia y brillo que lo hace especialmente apto en las diferentes aplicaciones de
empaque. El polipropileno es uno de los materiales más rígidos comparado con la mayoría
de los termoplásticos; posee una excelente compatibilidad con el medio ambiente que lo
hace un material fácil de reciclar. Además de las características anteriormente expuestas,
es uno de lo polímeros de bajo costo existentes en el mercado, en consecuencia las
empresas lo adquieren, obteniendo beneficios económicos en esta etapa de producción.
La presentación utilizada para el empaque de
los quesos, están en unidades de 250,
500,1250 y 2500 gr. para el queso tipo
Mozzarrella; para el queso tipo campesino las
presentaciones están en unidades de
500,1000 y 2000 gr. El diseño del empaque
esta dado por impresión flexográfica en la
bolsa, a dos tintas para la leyenda y el
logotipo de la empresa.
Foto 3.1 Empaques actuales para los quesos tipo Mozzarella y Campesino

92
El material utilizado para el envase del yogurt, son garrafas de polietileno; termoplástico
comercial producido a través del etileno derivado del petróleo o del gas natural, este
material posee excelente barrera a la humedad, resiste las bajas temperaturas, es higiénico
y seguro, es inerte a los ataques de los productos químicos y es catalogado como un
termoplástico económico. Las presentaciones comerciales están dadas en garrafas de
1000, 2000 y 4000 c.c; el diseño del envase viene acompañado por la adhesión al mismo
de una etiqueta impresa con las especificaciones respectivas de acuerdo a las normativas
exigidas para el rotulado de alimentos.
Foto 3.2 Envases actuales para el yogurt
El objetivo de utilizar un transporte adecuado para los productos terminados, es conservar
las propiedades fisicoquímicas y microbiológicas de los mismos durante su transporte,
distribución y comercialización. El propósito en INVERSIONES LA CATIRA es mantener la
cadena de frío de los productos durante esta etapa, hasta llegar al consumidor final; para
cumplir con dichos objetivos la empresa cuenta con un vehiculo tipo furgón isotérmico con
capacidad para 2.5 toneladas, dotado con un sistema de refrigeración que le permite a los
productos mantener la temperatura ideal que oscila entre los 0 y 4°C, con el fin de evitar la
proliferación de microorganismos que pueden ocasionar alteración a los mismos o daños en
los empaques y envases.
La distribución de los productos se realiza semanalmente desde INVERSIONES LA
CATIRA hacia todos los canales de distribución; los productos son exhibidos bajo las
condiciones de refrigeración anteriormente expuestas; durante las actividades de
comercialización de los productos se garantiza el mantenimiento de las condiciones
sanitarias en colaboración con las personas naturales o jurídicas que realizan esta
actividad.

93
3.10 ANÁLISIS DE LAS CONDICIONES ESTUDIADAS
3.10.1 Balances de Materia
En cuanto a los balances de materia realizados parea el queso tipo Mozzarrella y
Campesino, se encontraron rendimientos del orden del 11% para los dos tipos de queso. De
acuerdo a la literatura consultada1 el rendimiento teórico para quesos frescos esperado esta
alrededor del 10 y el 13% de acuerdo al tipo de leche y a la zona de producción de la
misma; observando claramente que el porcentaje restante se pierde en la operación de
desuerado debido a que el proceso se lleva a cabo mediante la coagulación de las
proteínas de la leche encontradas dentro de la misma en el orden del 3.5%.2
Esto nos muestra que las operaciones para la producción de este tipo de quesos en
INVERSIONES LA CATIRA, alcanzan el rendimiento normal; lo que facilita la
estandarización de la producción en cuanto a los procesos de producción se refiere.
En cuanto al balance de materia realizado para la producción de yogurt, se encontró un
rendimiento del 107% puesto que este proceso es un proceso fermentativo, en donde no
ocurre ninguna precipitación de algunos de los compuestos orgánicos encontrados en la
leche. De la misma manera, las operaciones realizadas actualmente facilitan la
estandarización de la producción para esta línea dentro de la empresa.
1 Manual de elaboración de quesillo. Instituto de Ciencia y Tecnología de Alimentos.
Universidad Nacional de Colombia. P.26 2NEIRA, B., E. Y LOPEZ T., J. Guía técnica para la elaboración de productos lácteos.
Colombia: Litoenzas, 2003.p.3.

94
3.10.2 Distribución actual de la planta de producción
En cuanto a la distribución de la planta actual, de acuerdo a la figura xxx encontramos que
el área de empaque de quesos y el área de saborización de yogurt no están debidamente
separados; lo que favorece considerablemente la contaminación cruzada por parte de los
quesos frescos que se empacan simultáneamente a través del personal manipulador, hacia
el yogurt saborizado en el mismo lugar producto considerado de alta sensibilidad a ser
contaminado por diversos factores de origen físico, químico o biológico.
Esta falencia hace replantear el diseño de las instalaciones físicas actuales, que
proporcione nuevas áreas para empacado de queso, almacenamiento de insumos y
empaques; puesto que la bodega actual se encuentra a las afueras de la planta incurriendo
en tiempos de trabajo innecesarios debido a la distancia entre la bodega y la planta de
producción; además, estas instalaciones no son las apropiadas para el almacenamiento de
los insumos que entran en contacto directo con la materia prima destinada a la producción
de la líneas dentro de la empresa.
Del mismo modo se expondrá en el capitulo siguiente, el diseño de áreas apropiadas para
el personal como baños, dotados con vestieres puesto que en las condiciones actuales
existe un solo baño para hombres y mujeres, en ausencia de casilleros y duchas que
faciliten un ambiente digno de trabajo entre los empleados, en concordancia al decreto 3075
de 1997 expedido por el Ministerio de Salud, ahora Ministerio de la Protección Social, en los
literales D, F, G Y H.
3.10.3 Tiempo de recorrido de Materia Prima
3.10.3.1 Queso tipo Mozzarrella
El tiempo y recorrido de Materia prima para la producción de queso tipo Mozzarrella fue
calculado para la leche que pasa a través de todas las operaciones de producción en la
actividad diaria distribuyéndose de la siguiente manera:
Operaciones: 435 minutos

95
Transporte: 88 minutos
Inspecciones: 1 minuto
Almacenamiento: 1440 minutos
Demoras: 1307 minutos
Con un recorrido de 20.6 metros para 2400 litros procesados.
3.10.3.2 Queso tipo Campesino
El tiempo y recorrido de Materia prima para la producción de queso tipo Campesino fue
calculado para la leche que pasa a través de todas las operaciones de producción en la
actividad diaria distribuyéndose de la siguiente manera:
Operaciones: 57.5 minutos
Transporte: 27 minutos
Inspecciones: 1 minuto
Almacenamiento: 1440 minutos
Demoras: 1220 minutos
Con un recorrido de 24.4 metros para 700 litros procesados
3.10.3.3 Yogurt
El tiempo y recorrido de Materia prima para la producción de yogurt fue calculado para la
leche que pasa a través de todas las operaciones de producción en la actividad diaria
distribuyéndose de la siguiente manera:
Operaciones: 133 minutos
Transporte: 40 minutos
Inspecciones: 1.5 minutos
Almacenamiento: 2340 minutos
Demoras: 460 minutos
96
Con un recorrido de 41 metros para 800 litros procesados
Lo anterior evidencia que todos los 3 procesos de producción necesitan unas demoras
significativas para llevar a cabo el proceso productivo, y que la materia prima recorre una
distancia considerable dentro de toda la planta de producción lo que hace considerar un
estudio detallado con el fin de reorganizar las operaciones, Mecanizar la operaciones
manuales, utilizar instalaciones mecánicas mas eficientes y hacer mas eficiente las
operaciones de las instalaciones mecánicas existentes.
3.10.4 tiempos y recorridos de operarios
El tiempo utilizado por los operarios en las actividades de producción fue calculado en una
base de trabajo diario con la sumatoria de 2 empleados para cada una de las líneas de
producción en un turno de 8 horas de trabajo distribuyéndose de la siguiente forma: (las
demoras no fueron consideradas debido a q se analizo solamente los movimientos de los
operarios en 1 día de trabajo).
3.10.4.1 Queso tipo Mozzarrella
Operaciones: 451 minutos
Transporte: 21 minutos
Inspecciones: 1minutos
Para un total de 473 minutos para dos operarios con 51 metros de recorrido
3.10.4.2 Queso tipo Campesino
Operaciones: 146 minutos
Transporte: 14 minutos
Inspecciones: 1minutos
97
Para un total de 161 minutos para dos operarios con 61 metros de recorrido
3.10.4.3 Yogurt
Operaciones: 147 minutos
Transporte: 58 minutos
Inspecciones: 7 minutos
Para un total de 206 minutos para dos operarios con 74 metros de recorrido
En concordancia a lo anterior los operarios con mas tiempo en el proceso de producción
son los operarios que trabajan en la producción de queso tipo mozzarrella en cambio los
operarios en el queso tipo campesino, no presentan tiempos de trabajo excesivos por el
contrario presentan tiempos de ocio que lo dedican a realizar diferentes tareas dentro de la
planta como apoyar al proceso de producción de yogurt o queso tipo mozzarrella. No
obstante la posibilidad de eliminar una suboperación, eliminar un movimiento no efectivo,
eliminar o acortar un retraso proporcionaría a la empresa un adelanto significativo para
diseñar los métodos de trabajo adecuados.
3.10.5 Empaque de producto terminado
El sistema actual de sellado para las bolsas de los dos tipos de queso se cataloga como un
sistema manual y obsoleto en concordancia con los adelantos tecnológicos adoptados por
la mayoría de las empresas productoras de alimentos, esta operación se realiza por medio
de una selladora de mesa con termostato para polipropileno, accionada por pedal a través
de la movilización mecánica de un operario y la transferencia de calor a través del
termostato y la película de teflón hacía la bolsa de empaque. Al ser sellada la bolsa
mediante este sistema, el aire permanece atrapado dentro de esta y el producto,
favoreciendo la proliferación de microorganismos causantes del deterioro del producto. Por
otra parte la presentación del producto es poco atractiva frente al tipo de consumidores que

98
lo adquieren; en consecuencia se crea la necesidad de proponer la adopción de nuevas
tecnologías que mejoren dicha operación, como se expondrá en el capitulo siguiente.
Foto 3.3 Selladora actual Foto 3.4 Productos empacados con el Sistema actual

99
3.11 DIAGNOSTICO GENERAL
Tabla 3.15 Diagnostico general
FACTOR DIAGNOSTICO
Administración Empresa legalmente constituida, con una
sólida estructura administrativa y contable,
que le permite manejar y direccionar
Estratégicamente la empresa, permitiéndole
posicionarse en el mercado con productos
competitivos
Estructura organizacional No existe un cargo que coordine el buen
funcionamiento y el estricto control de las
labores involucradas a la producción
Materia prima Disponibilidad de materia prima inestable,
que no permite ofrecer volúmenes iguales
de producto a lo largo del año, ni diseñar
una planeación a la producción
Insumos Se encuentran proveedores confiables para
el abastecimiento de los insumos en las
diferentes líneas de producción
Procesos Los procesos se realizan de manera
adecuada, sin embargo no existen
procedimientos estandarizados que
garanticen la uniformidad del producto y el
estricto seguimiento y control a las
operaciones de producción
Infraestructura Las instalaciones actuales evidencian
falencias en concordancia al decreto 3075
de 1997, de acuerdo a los factores
expuestos en el capitulo anterior
Capacidad instalada La capacidad instalada dentro de las
instalaciones de la planta de 5000 l/h, es

100
suficiente de acuerdo al volumen diario
manejado de 2000 l/h
Generador de vapor El generador actual que provee 259 lb de
vapor por hora no abastece la demanda de
acuerdo a los cálculos realizados que
muestran un requerimiento de 814 libras de
vapor por hora
Cuartos fríos de almacenamiento Las áreas destinadas para el
almacenamiento de producto terminado y
producto en proceso, son insuficientes de
acuerdo a los volúmenes
manejados , lo que hace que los productos
terminados y productos en
proceso se almacenen en un mismo lugar,
favoreciendo la contaminación cruzada
Seguridad industrial Existe un programa de salud ocupacional
encaminado a velar por el bienestar físico,
mental y social de los trabajadores, que
minimizan la ocurrencia de los accidentes
de trabajo
Calidad Dentro de la empresa se viene
implementando un sistema de gestión de
Calidad basado en las Buenas Practicas de
Manufactura
Balances de materia
Los rendimientos para las líneas de
producción son los adecuados lo que facilita
el diseño de los manuales de proceso con
el fin de estandarizar las operaciones de
producción
Distribución actual de la planta de
producción
La distribución actual de la planta de
producción, no per0ite producir en
condiciones adecuadas que garanticen el

101
desarrollo de las actividades de acuerdo a
la secuencia lógica de los procesos
Tiempo de recorrido de materia prima Los procesos atraviesan demoras
significativas que hacen considerar un
estudio detallado con el fin de reorganizar
las operaciones
Tiempo de recorrido de operarios Con el estudio realizado a las operaciones
actuales, se plantea la oportunidad de
eliminar una suboperación, un movimiento
no efectivo, o acortar un retraso
Embalaje de producto terminado Sistema actual de sellado es considerado
como un sistema obsoleto en concordancia
a los adelantos tecnológicos existentes

102
4. PROPUESTA DE ESTANDARIZACIÓN
De acuerdo al análisis realizado en el capitulo anterior, lo siguiente es una propuesta de
mejoramiento planteado como medida de solución a las falencias evidenciadas por medio
del diagnostico y la verificación técnica realizada en el capitulo anterior. Aunque dicha
propuesta mejorará significativamente las condiciones de operación dentro de la empresa,
deberá estar sujeta a las condiciones económicas de la misma y a diversos factores
influyentes en la ejecución total del proyecto.
4.1 ESTRUCTURA ORGANIZACIONAL
Dentro de la figura administrativa en INVERSIONES LA CATIRA, de acuerdo a lo expuesto
en el organigrama de la empresa, se observan los diferentes departamentos con sus
respectivos cargos; especialmente en el departamento de producción se especifican las
diferentes áreas que lo conforman, sin embargo en la realidad no existen unas funciones
que coordinen el buen funcionamiento y el estricto control de las labores de producción, lo
que hace que el departamento mas importante de acuerdo con el objeto de la empresa, no
controle los productos, las operaciones destinadas a la producción, el inventario de materias
primas y productos terminados, el control de pedidos, la planeación de la producción entre
otros.
Por eso se hace necesario la creación de un puesto de trabajo que intervenga en los
factores anteriormente citados, INVERSIONES LA CATIRA deberá estar dispuesto a crear
un nuevo cargo que garantice todos y cada uno de los factores involucrados en la
producción.

103
4.2 PROCESOS
4.2.1 Elaboración de manuales de proceso para quesos y yogurt (…ver anexo III, IV
Y V…)
Para que un proceso productivo sea organizado y aplicado dentro del entorno de la
empresa, requiere que sea estudiado a fondo y que se examinen todas y cada una de las
variables que intervienen en el. Para esto se necesita un documento que muestre de forma
concreta y sencilla, las condiciones de operación adecuadas para llevar a cabo dicho
proceso de manera estandarizada, sin importar el día de operación, ni la persona que lo
ejecute.
INVERSIONES LA CATIRA, venia adelantando dentro de su Sistema de Gestión de
Calidad, los procesos operativos estándar requeridos en el Manual de Limpieza y
Desinfección, Manual de Residuos Sólidos y Líquidos entre otros; para que la
documentación contemplada en el Sistema de Gestión de Calidad tuviera un soporte más
real, se hace necesario la realización de los manuales de proceso para las líneas de
producción estudiadas en el presente proyecto, para realizar los manuales de proceso se
analizaron las siguientes condiciones:
Objetivo. El objetivo del manual de proceso es fundamental para entender el propósito
primordial de seguir las indicaciones puestas allí con el fin de alcanzar las metas
propuestas.
Alacanze. El alcanze delimita el área específica en que el manual tiene aplicación con el fin
de evitar malinterpretaciones con respecto a las demás áreas de procesos.
Definiciones. Debido a que el manual esta diseñado para capacitar a los operarios actuales
y los posibles que ingresen a la empresa, es necesario familiarizarlo con las definiciones
comunes que requieren un entendimiento previo.

104
Abreviaturas. El significado de las abreviaturas debe estar presente dentro del manual
debido a que estas unidades de medida se manejan a lo largo de todo los procesos.
Elementos de seguridad. Es necesario aclarar los elementos necesarios para llevar a cabo
cualquier proceso de producción en el área de alimentos conforme lo especifica el decreto
3075 de 1997 expedido por el Ministerio de Salud.
Precauciones. Es necesario concientizar a los operarios con el fin de evitar accidentes, la
importancia del perfecto estado mecánico de los equipos involucrados en el proceso.
Documentos de referencia. Se citan los documentos de referencia involucrados en la
elaboración del manual con el fin de que el operario pueda consultarlos en cualquier
momento.
Diagrama. Con el diagrama de flujo se muestra el proceso con todas las operaciones
necesarias para llevarlo a cabo, tales operaciones no pueden ser sustituidas por otras, y
necesitan ser realizadas en el estricto orden en el que se presentan. En el diagrama se
especifica de manera breve las operaciones que se deben realizar para el control del
producto terminado, sin embargo dichas observaciones son mostradas en el presente
trabajo. Poner esto en recomendaciones
Procedimientos. Son las instrucciones de trabajo paso a paso que indican exactamente en
que secuencia debe realizarse cada operación del producto, en que maquina y en que
departamento.
Tiempo estándar. Se muestra el tiempo estándar determinado para realizar las operaciones
contenidas dentro del manual, teniendo en cuenta, el ritmo de trabajo, el esfuerzo, y la
habilidad del operario utilizado en el estudio.
Formatos. Los formatos contenidos en el manual de proceso son utilizados para controlar la
cantidad de leche que se destina al proceso, de igual manera se controlan las operaciones
y la cantidad de producto final resultante al finalizar todas las operaciones del proceso.
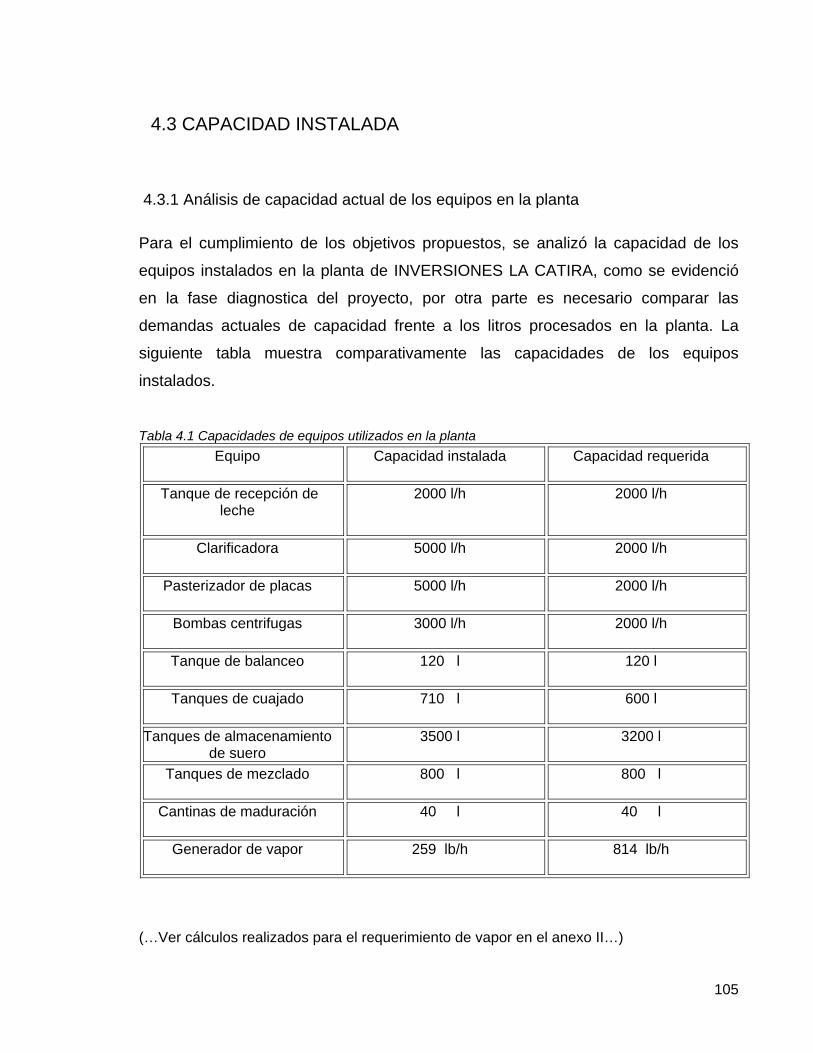
105
4.3 CAPACIDAD INSTALADA
4.3.1 Análisis de capacidad actual de los equipos en la planta
Para el cumplimiento de los objetivos propuestos, se analizó la capacidad de los
equipos instalados en la planta de INVERSIONES LA CATIRA, como se evidenció
en la fase diagnostica del proyecto, por otra parte es necesario comparar las
demandas actuales de capacidad frente a los litros procesados en la planta. La
siguiente tabla muestra comparativamente las capacidades de los equipos
instalados.
Tabla 4.1 Capacidades de equipos utilizados en la planta
Equipo
Capacidad instalada Capacidad requerida
Tanque de recepción de leche
2000 l/h 2000 l/h
Clarificadora
5000 l/h 2000 l/h
Pasterizador de placas
5000 l/h 2000 l/h
Bombas centrifugas
3000 l/h 2000 l/h
Tanque de balanceo
120 l 120 l
Tanques de cuajado
710 l 600 l
Tanques de almacenamiento de suero
3500 l 3200 l
Tanques de mezclado
800 l 800 l
Cantinas de maduración
40 l 40 l
Generador de vapor
259 lb/h 814 lb/h
(…Ver cálculos realizados para el requerimiento de vapor en el anexo II…)
106
4.3.2 Propuesta de adopción de un nuevo generador de vapor
De acuerdo a la tabla anterior, la capacidad de la mayoría de los equipos cumplen
con los requerimientos de producción. Sin embargo el generador de vapor no cuenta
con la capacidad requerida en las líneas de producción por tanto se muestra una
propuesta para la adquisición de un nuevo generador que satisfaga las necesidades
de vapor actuales y las posibles frente a las proyecciones de la empresa.
Las Calderas o Generadores de vapor son instalaciones industriales que, aplicando el calor
de un combustible sólido, líquido o gaseoso, vaporizan el agua para aplicaciones en la
industria. El vapor o el agua caliente se producen mediante la transferencia de calor del
proceso de combustión que ocurre en el interior de la caldera, elevando, de esta manera, su
presión y su temperatura.3
Con el generador de vapor actual utilizado para los procesos en INVERSIONES LA
CATIRA, (caldera pirotubular vertical de 7.5BHP “ver diagnostico, capitulo I”) se suministra a
la planta una cantidad de 259libras de vapor/h, para el funcionamiento de las marmitas
utilizadas en el hilado del queso tipo mozzarrella, el pasterizador de placas utilizado en
todas las líneas de producción, y la desinfección de utensilios necesarios en los diferentes
procesos.
Dado que dicho generador de esta funcionado desde hace mas de 15 años dentro de la
empresa, y que durante este lapso de tiempo, INVERSIONES LA CATIRA ha
experimentado un aumento en el portafolio de productos ofertados y un posterior
incremento en la demanda de los mismos, se necesita un requerimiento de vapor más alto
que el suministrado por el generador actual. Por esto se realizó una propuesta de
dimensionamiento para un nuevo generador de acuerdo a la demanda de vapor para cada
línea de proceso.
3 Cabrera Gerardo. Dimensionamiento de calderas pirotubulares. Cali: Corporación
universitaria de occidente. 1995.p.1

107
Realizando los cálculos (ver anexo II) se obtiene un dimensionamiento para una caldera de
23.5BHP
Para obtener las especificaciones técnicas de las calderas ofrecidas por la industria se
utilizó el catalogo de capacidades de calderas suministrado por la empresa COLMAQUINAS
S.A, mostrado a continuación:
Figura 4.1 Catalogo de capacidades de calderas COLMAQUINAS S.A

108
En concordancia al catalogo anterior y al pronostico a largo plazo dictaminado por la
gerencia de la empresa, se concluye que la caldera que más se ajusta a las necesidades de
la planta es una caldera pirotubular horizontal de 30 BHP de acuerdo a los siguientes
parámetros de selección.
Dado que no hay una capacidad que se ajuste estrictamente a los 23 BHP dimensionados,
se escoge la caldera inmediatamente superior, por tanto la caldera con capacidad de
30BHP, previendo de acuerdo al pronóstico a largo plazo que la caldera no sea
sobredimensionada, ni sobrecargada.
Las calderas pirotubulares son las más utilizadas en la industria láctea, especialmente en
aquellas que necesitan trabajar a bajas presiones de operación para generar el vapor,
puesto que las calderas acuotubulares generalmente son utilizadas para obtener elevadas
presiones y rendimientos. Estas calderas son manejadas principalmente en centrales
eléctricas, refinerías e ingeníos azucareros.
La forma horizontal de la caldera se debe a que la caldera actual (de forma vertical) posee
un menor rendimiento frente a la caldera horizontal; debido a que la horizontal posee un
doble paso, es decir, los gases producidos por la combustión a través del quemador, pasan
a lo largo de la caldera y se detienen al encontrar la parte interior de la carcaza, estos gases
se devuelven a través de los tubos de la caldera y posteriormente son expulsados por la
chimenea. Esto sucede a raíz de que al aumentar el número de pasos se incrementa la
cantidad de calor recuperado por el vapor. Por otra parte, la caldera vertical, desplaza los
gases producidos por la combustión, a lo alto de la misma a través de los tubos e
inmediatamente son expulsados por la chimenea hacia el aire exterior.
Se propone entonces la anterior propuesta con el fin de que INVERSIONES LA CATIRA
gestione los recursos necesarios para la adquisición a mediano plazo de una nueva caldera
que solucione la demanda de vapor en la parte de producción; de igual manera, cuando la
empresa lo requiera, se estudiara el proveedor mas conveniente a suministrarla de acuerdo
a un estudio previo en donde se examine la confiabilidad, el servicio pos venta, la facilidad
de instalación, el tiempo de entrega, el costo, entre otros aspectos, que establezcan el
proveedor adecuado para suministrar dicho generador.

109
4.4 DISTRIBUCIÓN DE LA PLANTA DE PRODUCCIÓN
A lo largo del presente estudio se ha evidenciado la necesidad de un rediseño de planta
dentro de las instalaciones de producción dentro de la empresa; para esto, se estudió
detenidamente los 9 factores involucrados dentro del diseño de planta, para diseñar un
modelo de adecuación que satisficiera las necesidades reales de la empresa.
Factor material. Este factor tuvo gran relevancia al momento de realizar el diseño de planta
propuesto, debido a que el material procesado en la producción de queso tipo mozzarrella
y campesino, con el material procesado en el yogurt, se cruzaban en las operaciones de
empaque y saborización respectivamente, lo que favorece la contaminación cruzada y el
hacinamiento de operarios en esta área en el momento de realizar dichas operaciones. Por
tal razón se diseña el área de empaque de quesos como un área independiente donde solo
se realiza la operación de empacado en las líneas de producción de quesos. Por otra parte
la readecuación de la entrada de las camionetas transportadoras de leche se justifica por la
misma razón anterior es decir, el área de recepción de leche no esta lo suficientemente
aislada del medio exterior, por tanto se traslada a una superficie que facilite el techado de
esta área con el fin de evitar la contaminación del producto.
Del mismo modo, las materias primas e insumos que requieran ser almacenados, deberán
almacenarse en sitios adecuados que eviten su contaminación y alteración; puesto que la
bodega de insumos y empaque se encuentra en un área externa a la planta, dentro del
diseño propuesto se incluye una nueva área dentro de las instalaciones con el propósito de
evitar la contaminación de los insumos y proporcionar un mayor control de los empaques
utilizados.
Factor maquinaria. Para el diseño del área de empaque de quesos propuesto, se tuvo en
cuenta el factor maquinaria, puesto que dentro de esta área se involucra la adopción de la
empacadora al vacío utilizada para dicha operación; dicho análisis tuvo en cuenta, la
capacidad de la maquina, la áreas requeridas para operar y realizar el proceso, el flujo
requerido para mejorar la eficiencia, del sistema y el diseño de conexiones necesarias para
que la maquina pueda entrar en funcionamiento. De la misma manera se evaluó el área
requerida donde se instalaría el nuevo generador de vapor en concordancia a los
parámetros anteriormente citados.
110
Factor hombre. El diseño propuesto tuvo en cuenta los puestos de trabajo involucrados en
las nuevas áreas, con el fin de dimensionar un espacio en donde los operarios desempeñen
su función lo mas cómodo posible, facilitando el libre movimiento de los mismos al realizar
dicha operación, del mismo modo se tuvo en cuenta los muebles requeridos en la zona de
almacenamiento de insumos y empaques con el fin de facilitar a los operarios la limpieza y
desinfección de los muebles y utensilios involucradas en el diseño.
Factor movimiento. Para el diseño propuesto se tomo en cuenta el factor movimiento, dado
que la materia prima fija las condiciones bajo las cuales debe operar el sistema; todos los
movimientos realizados en la producción de quesos se realizan de manera horizontal
puesto que las instalaciones son en un solo piso, el diseño propuesto sigue con el enfoque
de las instalaciones actuales por tanto las actividades con la propuesta siguen
desarrollando la forma horizontal de los movimientos.
El diseño del corredor desarrollado en el diseño propuesto, tuvo en cuenta el
desplazamiento de los materiales y las personas que se trasladan de los cuartos de
almacenamiento hasta la zona de empaque de quesos, para esto se analizo el tipo de
transporte que utiliza el queso hasta el área de empaque, que es un carro rodante
accionado por un operario.
Factor espera. De acuerdo al pronostico de la empresa a mediano plazo, los cuartos fríos
de almacenamiento para producto en proceso y producto terminado no estarán acordes con
los volúmenes de producción manejados; por tanto el diseño propuesto especifica una
nueva área para el almacenamiento de producto terminado, con el propósito de que las
áreas existentes se conviertan en áreas de almacenamiento para producto en procesos
únicamente.
Factor servicio. En el diseño propuesto el factor servicio se analizó de acuerdo al personal,
dado que las instalaciones sanitarias existentes no cumplen con los requisitos mínimos que
brinden un entorno agradable y faciliten una cultura higiénica de los operarios; por tal razón,
se diseñaron nuevas instalaciones sanitarias, externas a la planta, separadas por sexo,
dotadas con duchas, casilleros y demás utensilios asociados a la higiene personal del
trabajador.

111
Factor edificio. Para el diseño propuesto se sigue con el diseño actual de las instalaciones,
es decir las nuevas áreas se construirán con materiales resistentes, recubiertas con
pinturas impermeables, no absorbentes y de fácil limpieza y desinfección, del mismo modo
se tendrá en cuenta la iluminación la ventilación, la protección contra el medio exterior y
demás aspectos a evaluar en el momento de la construcción.
Factor legislación. El diseño propuesto tuvo en cuenta el decreto 3075 de 1997 expedido
por el Ministerio de Salud, ahora Ministerio de la Protección Social. En el capitulo I literales
e, f, h y r que disponen las especificaciones para las nuevas instalaciones propuestas.
Factor cambio. Dado que INVERSIONES LA CATIRA es una empresa que esta dispuesta a
aceptar el cambio de los condiciones actuales de operación, se propone por tanto todo el
rediseño mostrado a continuación que beneficiara las condiciones, generando una mayor
productividad y un bienestar a sus empleados.
A continuación se muestran los diseños propuestos para las instalaciones de acuerdo a las
condiciones anteriormente citadas en las figuras (4.2, 4.3 y 4.4)

112
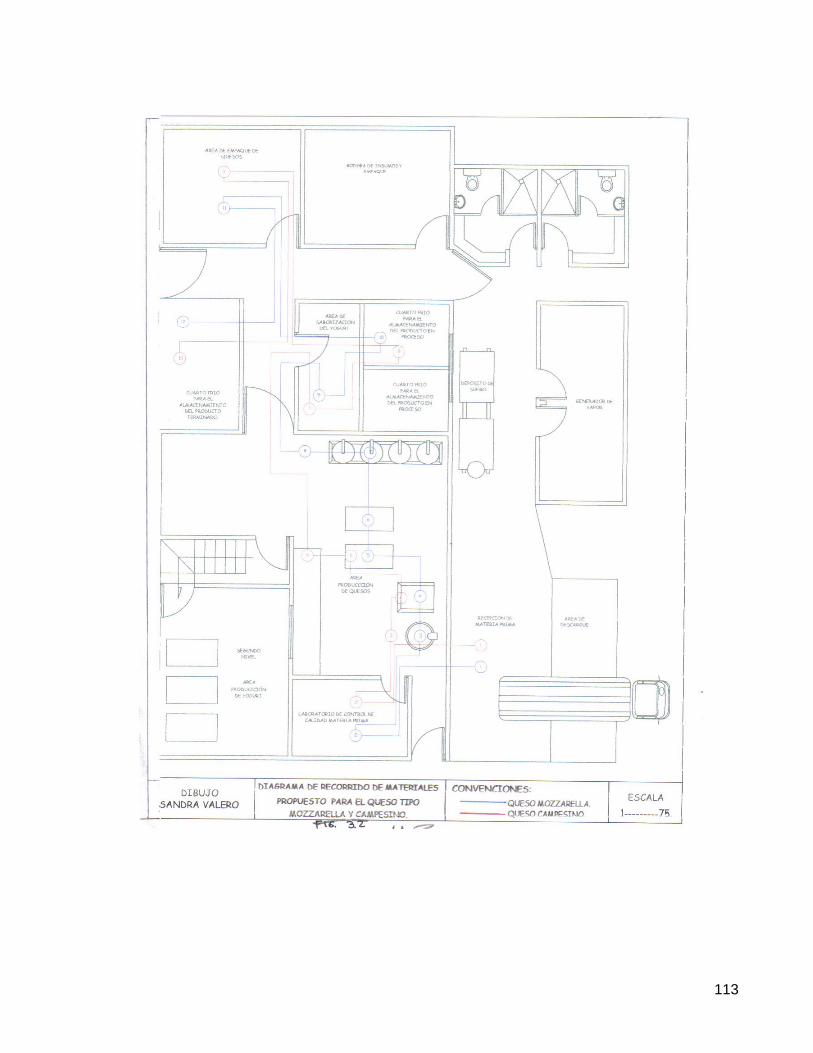
113

114

115
4.5 EMPAQUE DE PRODUCTO TERMINADO
4.5.1 Adopción del sistema de empaque al vacío para las líneas de queso tipo
mozzarella y Campesino
El sistema de conservación que se está adoptando desde hace varios años a nivel
comercial, es el empaque al vacío. El fundamento del sistema radica en la eliminación de un
alto porcentaje de microorganismos aérobios (necesitan del oxígeno para vivir), debido a la
extracción del aire que se le aplica al empaque. Sin embargo, si las condiciones de higiene
no son las óptimas, el producto que se obtendrá será el resultado de las prácticas previas al
empaque. El problema del sistema de empaque utilizado en INVERSIONES LA CATIRA es
que no cuenta con una barrera contra las bacterias del ambiente, y este es el punto más
importante para asegurar la calidad y la vida del producto. Por otra parte, el empaque al
vacío ofrece esta barrera contra las bacterias del ambiente, con lo que asegura que el
producto llegue en condiciones óptimas hasta el consumidor; del mismo modo el empaque
al vacío, es más higiénico, le da mayor vida al producto, lo hace más fácil de manipular y de
transportar.
De acuerdo a los balances de materia expuestos en el capitulo anterior, INVERSIONES LA
CATIRA maneja un volumen diario de producto a empacar de 280 kg/día para el queso tipo
Mozzarella y 84 Kg/día para el queso tipo Campesino; estos volúmenes dependen de la
producción diaria dentro de la empresa en concordancia a la planeación de la producción,
pero por lo general los volúmenes diarios de producto a empacar, oscilan alrededor de
estos valores.
De acuerdo al estudio de tiempos realizado, para la operación de empacado en estas dos
líneas de producción, se estimó un tiempo de 107 minutos para el queso tipo Mozzarella, y
20 minutos para el queso tipo Campesino, dado que estas dos líneas son empacadas
simultáneamente por dos operarios que necesitan luego ocuparse en otras operaciones de
producción en cada una de estas dos líneas de productos, se estimo una maquina
empacadora al vacío con capacidad de empacar aproximadamente 200 kg por hora, si se
tiene en cuenta que esta operación se viene realizando actualmente en un tiempo de 2
horas con la selladora actual.

116
Para obtener las especificaciones técnicas de las maquinas empacadoras ofrecidas por la
industria, se realizó una entrevista directa con asesores comerciales de diferentes
empresas, JAVAR LTDA que proporcionan este tipo de maquinas; de acuerdo al análisis
realizado por los asesores en concordancia a los factores anteriormente citados y al
pronostico a largo plazo que proporciona la empresa en cuanto a los volúmenes de
producción, se muestran a continuación las diferentes opciones:

117
Tabla 4.2 Posibles proveedores de la empacadora al vacío Referencia Características Proveedor
Dz -400 2 SB
Empacadora al vacío de doble cámara
Permite almacenar Productos sin transferencia
de sabores. Conserva el aspecto de los
alimentos contra la degradación exterior.
Aumenta considerablemente la
duración de los alimentos crudos o cocinados y sin
perdida de peso. Capacidad de la bomba 1 x
20m3. Dimensiones de la
cámara(mm) 400x370x115
JAVAR LTDA
DZ-500 2 ES Empacadora al vacío
Tipo de operación semiautomática.
Dimensiones de la cámara (mm) 580x550x110
Panel de control análogo/ parada de emergencia
Tamaño del selle 50 cm Potencia requerida de 2
voltios Caudal de la bomba 20m3/hr
2 barras de sellado, una a cada lado
Peso de 186 Kg
COMEK LTDA
Maquina empacadora al vacío
415/16
Compartimiento de empaquetado al vacío adaptable a atmósfera
modificada Construcción en acero
inoxidable Peso de 140 Kg
Dimensiones de la cámara (mm) 450x370x115
tapa convexa presión de vacío -0.1 Map
INDUSTRIAS TAYLOR S.A

118
Se propone entonces el anterior análisis con el fin de que INVERSIONES LA CATIRA
gestione los recursos necesarios para la adquisición a corto plazo de una empacadora al
vacío que solucione los problemas evidenciados en el capitulo anterior; de igual manera,
cuando la empresa lo requiera, se estudiara el proveedor mas conveniente a suministrarla
de acuerdo a un estudio previo en donde se examine la confiabilidad, el servicio pos venta,
la facilidad de instalación, el tiempo de entrega, el costo, entre otros aspectos, que
establezcan el proveedor adecuado para suministrar dicho equipo.
4.6 TABLA DE VALORACIÓN ECONÓMICA
La siguiente tabla muestra la valoración económica realizada a las propuestas diseñadas
con el fin de concientizar a la empresa de la importancia que representan dichas
adecuaciones, a fin de empezar a gestionar los recursos y/o las entidades financieras que
puedan respaldar tal inversión.
Tabla 4.3 Valoración económica sin proyección de las adecuaciones propuestas
Propuesta
Valor en pesos sin proyección
Empacadora al vacío
15.000.000
Caldera pirotubular horizontal
40.000.000
Infraestructura
40.000.000
Total inversión
95.000.000

119
5. MEJORAS DESARROLLADAS
A continuación se muestran los adelantos, adoptados por INVERSIONES LA CATIRA en
cuanto a las mejoras propuestas para dar cumplimiento a los objetivos del presente trabajo.
5.1 ESTANDARIZACIÓN DE LÍNEAS DE PRODUCCIÓN
Para dar respuesta al objetivo de estandarización de las líneas de producción en
INVERSIONES LA CATIRA, se diseñaron los manuales de proceso, para la producción de
queso tipo mozzarrella, queso tipo campesino y yogurt; se sobreentiende que el desarrollo
de estos manuales no tendrían ningún valor, si no se contara con un herramienta que
materialice y ponga en marcha el objetivo del manual, que es realizar los procedimientos
conforme están escritos, y hacer de estos una rutina diaria involucrando un cambio de
mentalidad por parte de los operarios.
Es necesario, comunicar los manuales de procesos a los operarios involucrados en estas
líneas de producción con el fin de familiarizarlos con los procedimientos contemplados en
el; para esto se realizo un plan de capacitación, en donde se definieron las técnicas básicas
y el ejercicio especifico de tareas, así mismo se propuso a la administración, la realización
de la inducción hacia los nuevos operarios que eventualmente se incorporen a la empresa
con el fin de ponerlos al tanto de las condiciones de trabajo a realizar para no entorpecer el
trabajo adelantado, y facilitar el seguimiento a la estandarización de los procesos.
Los manuales de proceso (ver anexos 3, 4 y 5), fueron realizados con base en el decreto
3075 de 1997 y con el visto bueno de un auditor externo de calidad proporcionado por el
Servicio Nacional de Aprendizaje (SENA) regional Meta, que asesora a la empresa en el
desarrollo del Sistema de Gestión de la calidad.

120
4.2 ESTRUCTURA ORGANIZACIONAL
INVERSIONES LA CATIRA es conciente de la necesidad de mantener las operaciones de
producción estandarizadas mediante los Manuales de proceso realizados, por tal razón a
creado a partir de mayo de 2006 un nuevo cargo dentro de la planta de producción para
limitar responsabilidades y funciones especificas que garanticen la adopción de dichos
manuales, y el control estricto de todas las etapas de producción dentro de las diferentes
líneas de producto.
Para esto se ha creado el cargo coordinador de producción que entra a ser parte formal
de la nomina de la empresa, y de la estructura jerárquica encontrada en el cronograma
actual de la empresa. Dentro de las funciones y responsabilidades se encuentran las
siguientes:
FUNCION GENERAL
Garantizar mediante el monitoreo de los procesos y procedimientos establecidos que los
productos terminados cumplan los requisitos legales y los exigidos por el cliente,
disponiendo de productos terminados para su entrega oportuna.
FUNCIONES ESPECÍFICAS
• Supervisar las labores de aseo y mantenimiento de la planta.
• Preparar el programa de producción.
• Controlar el alistamiento de la planta física y los equipos verificando su estado de
funcionamiento.
• Monitorear el desarrollo de los procesos de producción.
• Monitorear la ejecución de los procedimientos establecidos y proponer mejoras
continuamente.
• Vigilar el alistamiento, pesaje y medición de las materias primas e insumos para
desarrollar los procesos de producción. conforme a los programas de ventas.

121
• Coordinar con el Almacenista el empaque de la producción en las diferentes líneas y
presentaciones conforme a los pedidos de ventas, garantizando unas existencias
mínimas disponibles.
• Coordinar con el personal a su cargo el alistamiento de las bolsas, y envases
verificando que se haya impreso en ellos el número de lote y fecha de vencimiento
correctamente.
• Coordinar con el Almacenista para que permanentemente haya existencia de
insumos y los elementos necesarios para desarrollar los procesos diarios de
producción.
• Elaborar los informes de producción y de asistencia de personal
• Reportar al Gerente y/o subgerente las novedades en los procesos de producción.
• Responder por el buen funcionamiento de la planta eléctrica, cuartos fríos, caldera y
bomba del agua.
• Mantenerse permanentemente actualizado y proponer temas de capacitación para sus
colaboradores, sobre temas relacionados con la producción de los derivados lácteos
que se procesan.
• Las demás que le asigne el superior jerárquico y que correspondan a la naturaleza y
objeto de su cargo.
COMPETENCIA DEL CARGO
EDUCACIÓN
Ingeniería de Alimentos.
EXPERIENCIA
Un año de experiencia en cargos similares
FORMACION
Cursos en producción y manejo de alimentos.
Cursos en aplicación del método HACCP

122
HABILIDADES Y DESTREZAS
• Conocimientos técnicos en equipos como: calderas, plantas eléctricas, clarificadora,
pasterizadoras, medición, manejo de insumos y aditivos para procesamiento de
productos lácteos y reactivos químicos.
• Ser extremadamente cuidadoso en las precisiones para determinar y controlar pesos
y medidas.
• Capacidad de análisis, interpretación y diseño de flujogramas de proceso.
• Excelentes relaciones interpersonales y de liderazgo.
• Poseer conocimientos sobre Sistemas de Gestión de la Calidad.
• Iniciativa
RESPONSABILIAD POR
• En errores por falta de observación sobre el funcionamiento de los equipos y la
verificación y control de los procesos puede generar perdidas a la empresa.
• Responder por los procesos y calidad de todas las líneas de producción a su cargo.
• Equipos de laboratorio, maquinaria, equipos y utensilios utilizados en los procesos de
producción.
• Supervisión a todo el personal de producción.
• Ser discreto y confiable en la forma en que se desarrollan los procesos de la
producción.

123
5.3 ADECUACIÓN TECNOLÓGICA
Para dar cumplimiento al objetivo de adecuación tecnológica, INVERSIONES LA CATIRA
gestionó los recursos económicos para la adquisición de la empacadora al vacío DZ-402SB
proporcionada por INDUSTRIAS JAVAR LTDA de acuerdo al estudio de las cotizaciones
realizado por la administración de la empresa y no especificados en el presente trabajo.
Este empacadora fue el equipo que más se ajusto a las necesidades de la empresa,
particularmente llamo la atención debido a que posee una doble cámara que aumenta su
rendimiento, este factor la sitúa en ventaja frente a los demás equipos observados; debido a
que este sistema operativo facilita que el operario introduzca el siguiente bache de
producto, simultáneamente el equipo va realizando el vacío y sellado al bache de producto
anterior.
Dicha empacadora empezó a funcionar normalmente dentro de las instalaciones realizando
la operación de empacado de quesos tipo mozzarrella y campesino, disminuyendo los
tiempos de ejecución de la operación, aumentando la vida de anaquel de los productos, y
mejorando considerablemente la presentación del mismo.

124
Foto 5.1 productos empacados con el sistema al vacío
Foto 5.2 Maquina empacadora al vacío adaptada
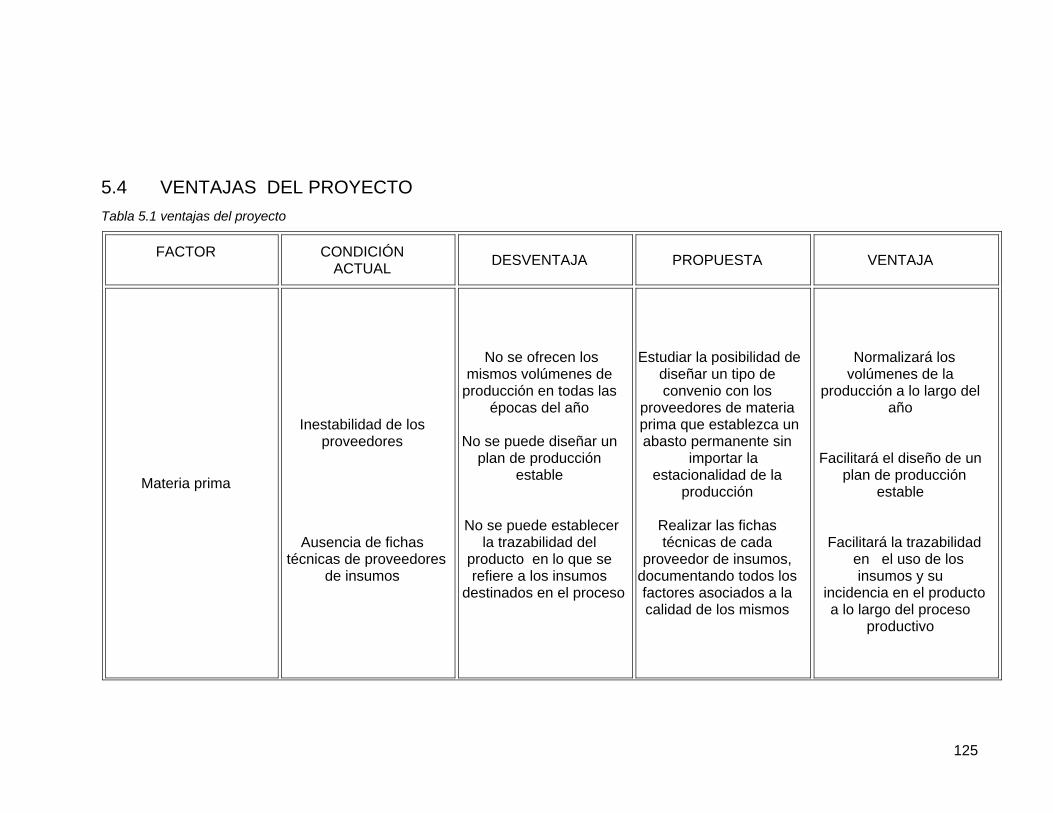
125
5.4 VENTAJAS DEL PROYECTO Tabla 5.1 ventajas del proyecto
FACTOR
CONDICIÓN ACTUAL DESVENTAJA PROPUESTA VENTAJA
Materia prima
Inestabilidad de los proveedores
Ausencia de fichas técnicas de proveedores
de insumos
No se ofrecen los mismos volúmenes de
producción en todas las épocas del año
No se puede diseñar un
plan de producción estable
No se puede establecer la trazabilidad del
producto en lo que se refiere a los insumos
destinados en el proceso
Estudiar la posibilidad de diseñar un tipo de convenio con los
proveedores de materia prima que establezca un abasto permanente sin
importar la estacionalidad de la
producción
Realizar las fichas técnicas de cada
proveedor de insumos, documentando todos los factores asociados a la calidad de los mismos
Normalizará los volúmenes de la
producción a lo largo del año
Facilitará el diseño de un plan de producción
estable
Facilitará la trazabilidad en el uso de los
insumos y su incidencia en el producto
a lo largo del proceso productivo

126
Infraestructura
Aislamiento inadecuado de la zona de recepción
Servicios sanitarios inadecuados
Área de bodega de insumos y empaque
fuera de la planta
Falta de separación en los procesos de
saborización de yogurt y empaque de quesos
En el momento de la descarga del producto ocurre contaminación
biológica debido a que el área de recepción de leche no se encuentra
techada
Los servicios sanitarios no garantizan el bienestar de los
operarios, ni facilitan las practicas higiénicas
dentro de los mismos
Los insumos y empaques destinados
en los procesos son contaminados en el
momento de ser transportados a la planta
de producción; del mismo modo se incurre en tiempos innecesarios por parte del operario al
recorrer mayor distancia entre la
bodega de insumos y la planta de producción
Trasladar el área de recepción de materia prima hacia una zona que facilite el techado
del área destinada
Diseño de áreas destinadas para la
higiene personal de los operarios
Diseño de áreas de almacenamiento
(cuartos fríos) exclusivamente para producto terminados
Diseño de áreas destinadas para la
bodega de insumos y producto terminado
respectivamente dentro de la planta de
producción
Garantizará la protección frente a una posible
contaminación física y biológica de la leche en la
operación de recepción
Garantizará el desarrollo de
hábitos higiénico dentro del personal manipulador,
proporcionando del mismo modo bienestar entre los
mismos
La capacidad de almacenamiento de la
Planta aumentará de 12 toneladas a 24 toneladas, favoreciendo la separación de productos terminados con productos en proceso
Garantizará la inocuidad
de los insumos y empaques evitando su
posible contaminación al momento de ser
trasladados de la bodega hasta la planta
Se recorrerá una menor

127
Se presenta contaminación cruzada
debido a que la operación de empaque
de quesos se realiza simultáneamente a la
operación de saborización de yogurt
Diseño de un área destinada para el
empaque de quesos tipo
Mozzarrella y Campesino
distancia acortando los tiempos en la realización
de la operación
Evitará la contaminación cruzada desde la línea de
producción
de quesos hacia la línea de producción de yogurt,
de igual modo proporcionará espacios adecuados para la libre
movilización del personal involucrado en las dos
actividades
Servicios industriales
Capacidad del generador de vapor insuficiente
Se incurren en tiempos de espera innecesarios, debido a que hay que esperar a que la
caldera vuelva a generar el vapor para
seguir con las operaciones de
producción en las etapas de pasterización de la
leche
Realizar una propuesta de dimensionamiento
para la adquisición de un nuevo generador de
vapor
Se proporcionará a la planta 814 lb vapor/hr,
que es el vapor requerido para los procesos
asociados a la producción, proporcionando así la disminución de los
tiempos de espera en el inicio de las actividades
Procesos
Falta de estandarización de los procesos
no hay uniformidad en la realización de las operaciones de
producción
No se encuentran los formatos de proceso que
Diseñar y desarrollar dentro de las
Se garantiza la estandarización en la
realización de los procedimientos
asociados a la producción
Se organiza la

128
documenten el seguimiento
a las operaciones durante el proceso
El producto no cuenta
con la garantía de que es
realizado bajo condiciones estándares
de fabricación
instalaciones de la
planta los Manuales de proceso para las líneas de queso Mozzarrella, Campesino y yogurt
documentación facilitando el desarrollo del Sistema
de Gestión de Calidad
Se estandariza el trabajo de los empleados,
facilitando la ejecución de funciones especificas
Empaque
Sistema actual de
empacado obsoleto
El aire permanece atrapado entre la bolsa
y el producto, favoreciendo la proliferación de
microorganismos causantes del deterioro
del producto
La presentación del producto hace que sea poco atractiva frente al tipo de consumidores que lo adquieren y al
tipo de almacenes donde se comercializa
Proponer la adopción del sistema de empaque al vacío para las líneas de queso tipo Mozzarrella y
Campesino
Se prolonga la vida útil de los quesos tipo
Mozzarrella y Campesino pasando de 20 a 30 días a la fecha de expedición del
producto
La presentación del producto es mejorada
considerablemente

129
Figura administrativa
Ausencia de un cargo
que coordine el departamento de
producción
no se puede realizar un adecuado control de las operaciones destinadas
a la producción
no se pueden verificar y documentar la cantidad
de productos terminados
Ausencia de un control de inventarios de
productos terminados e insumos
No se puede realizar la supervisión a las labores de aseo y desinfección
dentro de la planta
No hay control en la asistencia de los
empleados
Proponer la creación del cargo de coordinador de
producción
Permite el control permanente de las
operaciones destinadas a la producción
Facilita la documentación y verificación del control
de inventarios de insumos, producto
terminado, empaques y demás materiales destinados a la
producción
Proporciona el estricto control y supervisión a las
operaciones de aseo y desinfección de la planta
Se controlan las causas de ausentismo en la
empresa

130
No se puede vigilar el alistamiento, pesaje y
medición de las materias primas e insumos para
desarrollar los procesos de producción
Se vigila
permanentemente todos los factores y
procedimientos involucradas en la producción de las
diferentes líneas que maneja la empresa
131
6. CONCLUSIONES
• INVERSIONES LA CATIRA es una empresa sólida; que ha Adquirido en los últimos
años una solvencia empresarial, que le permite posicionarse como la empresa líder en
el segmento de los lácteos en el departamento del Meta. Al aplicar las propuestas
diseñadas, se garantizó la continuidad a los logros ya obtenidos consiguiendo el
mejoramiento contínuo de todos los factores asociados a la producción.
• Por medio del diseño y desarrollo de los Manuales de Proceso en las líneas de
producción de quesos Tipo Mozzarrella, Campesino y Yogurt, se logró la
estandarización de los procedimientos y el control de las variables involucradas en el
mismo, lo que le permitió al departamento de producción conseguir mayor control en
los procesos, concientización de responsabilidades internas por parte de los operarios,
facilidad en la ejecución de funciones especificas, disminución en tiempos de
operación y mayor organización de los puestos de trabajo.
• Los Manuales de Proceso y los formatos establecidos dentro de los manuales, se
diseñaron con el fin de mostrar las instrucciones de trabajo paso a paso, indicando
exactamente en que secuencia debe realizarse cada operación dentro del proceso; los
formatos permitieron el manejo adecuado de la información a fin de evitar la perdida
de datos útiles en el control del proceso. Dichos manuales estarán sujetos a cambios,
cuando el proceso lo requiera y cuando en las condiciones de trabajo se establezca la
adopción de nuevos métodos que mejoren la eficiencia y la productividad dentro de la
planta de producción.
• Con la adecuación tecnológica del sistema de empaque al vacío para las líneas de
queso tipo Mozzarrella y Campesino la vida útil del producto se prolongó; la fecha de
vencimiento en condiciones óptimas de almacenamiento, aumentó de 20 días, a 30
días a la fecha de expedición del producto. Del mismo modo las devoluciones por
deterioros microbiológicos, causados por la aparición de mohos dentro del empaque,
132
disminuyeron en un 90%; originando mayor confiabilidad al producto en la etapa de
almacenamiento y mejorando la presentación del mismo, tornándolo más atractivo
frente al nicho de consumidores al que se oferta.
• Mediante la creación del cargo de coordinador de producción, se proporcionó a este
departamento un mayor control sobre las actividades relacionadas; viéndose
reflejadas en el adecuado manejo de los inventarios de insumos y producto terminado,
verificación de pedidos conforme la orden de producción, seguimiento y control de las
operaciones de limpieza y desinfección entre otros. Igualmente se creó un medio
propicio de comunicación entre los empleados y la dirección administrativa de la
empresa, garantizando un ambiente digno de trabajo de modo tal que influya en el
aumento de la productividad en la empresa.
• Con la implementación de las propuestas presentadas, INVERSIONES LA CATIRA
cuenta con una garantía tecnológica y de calidad en los procesos que avala las
características del producto, los procedimientos, las tecnologías e infraestructuras
disponibles para su obtención; del mismo modo el proyecto significó un adelanto
importante en la consecución del certificado en Buenas Practicas de Manufactura que
la empresa desea obtener a mediano plazo.

133
7. RECOMENDACIONES
• Se recomienda la adquisición de un nuevo generador de vapor, que proporcione el
vapor requerido en cada una de las líneas de producción, acortando los tiempos de
espera en el inicio de las actividades. Por otra parte con la adquisición del generador,
INVERSIONES LA CATIRA aumentará volúmenes de producción, logrando la
expansión de sus mercados influyendo lógicamente en el incremento de las utilidades
por ventas de la empresa.
• Se recomienda la ejecución del diseño propuesto en lo que respecta a la adecuación
de las instalaciones, esto permitirá garantizar la inocuidad de los insumos y empaques
destinados a la producción, evitará la contaminación cruzada desde la operación de
empacado de quesos, hacia la operación de saborización de yogurt.
• Con la ejecución al diseño de las nuevas áreas la planta se disminuye la distancia de
recorrido desde la bodega de insumos y empaques hacia las áreas destinadas para su
utilización; del mismo modo destina los espacios necesarios para la libre movilización
del personal desapareciendo el hacinamiento formado en la realización de las dos
actividades simultáneamente.
• Con la adecuación de las instalaciones sanitarias propuestas, el personal manipulador
contará con un ambiente digno de trabajo que garantiza el desarrollo de hábitos
higiénicos dentro de los empleados.
• Se recomienda analizar la posibilidad de realizar un estudio detallado en la
consecución de materia prima, con el fin de garantizar volúmenes de leche estables
que faciliten la planeación de la producción en INVERSIONES LA CATIRA.
• Se recomienda diseñar métodos de trabajo adecuados dentro de los procesos
productivos existentes, con el fin de eliminar una suboperación, un movimiento no
efectivo, o acortar un retraso.

134
• Se recomienda estudiar la factibilidad de la adopción de un laboratorio fisicoquímico y
microbiológico, a fin de garantizar la liberación del producto terminado.
• Se recomienda iniciar el desarrollo de auditorias externas con el fin de evidenciar los
aspectos a mejorar, necesarios en la consecución de la certificación en Buenas
Prácticas de Manufactura.
• Se recomienda iniciar un programa de capacitación quincenal con el fin de verificar la
efectividad y aplicabilidad de los Manuales de Proceso diseñados.
• Se recomienda iniciar el proceso de gestión de los recursos económicos necesarios,
para la adopción de las recomendaciones anteriormente propuestas.
• Se recomienda contratar un Ingeniero/a de Alimentos para el cargo de coordinador de
producción.
135
8. BIBLIOGRAFIA
FREIVALDS, A., Y NIEBEL. , B. ingeniería industrial, métodos, estándares y diseño del
trabajo. México: Alfaomega, 1994.p.3
MONTAÑO, Agustín. Administración de la producción. México: Trillas, 1988.p.21
HARRINGNTON, H. J. Mejoramiento de los procesos de la empresa. Bogotá: Mc Graw Hill,
1993.p.172
KEATING Francis, Patrick. Introducción a la lactología. México: Limusa, 1999.p.15.
NEIRA, B., E. Y LOPEZ T., J. Guía técnica para la elaboración de productos lácteos.
Colombia: Litoenzas, 2003.p.3.
Manual de elaboración de quesillo. Instituto de Ciencia y Tecnología de Alimentos.
Universidad Nacional de Colombia. P.26
CABRERA Gerardo. Dimensionamiento de calderas pirotubulares. Cali: Corporación
universitaria de occidente. 1995.p.1
VARNAM Alan, SUTHERLAND jane. Leche y productos lácteos. España: Acribia, 1994
291, 365p.
VEISSEYRE Roger. Lactología Técnica. España: Acribia, 1980 288, 377p
BELLO PEREZ, C. Manual de la producción. Ed. Ecoe Ediciones. Bogotá 2002.
ALAIS, Charles. Ciencia de la leche. San José: IIC. p. 13-14,37-38,340
136
BATTY J., FILKMAN. S, Fundamentos de la ingeniería de alimentos. México: Continental
S.A.1989. P 305-307
PRIETO Lena, Manual de procesos industriales volumen I Y II. Bogotá: Pontificia
Universidad Javeriana. 2004
REVILLA Aurelio, Tecnología de la leche, Procesamiento Manufactura y Análisis. México:
Instituto Interamericano de Cooperación para la Agricultura. 1985
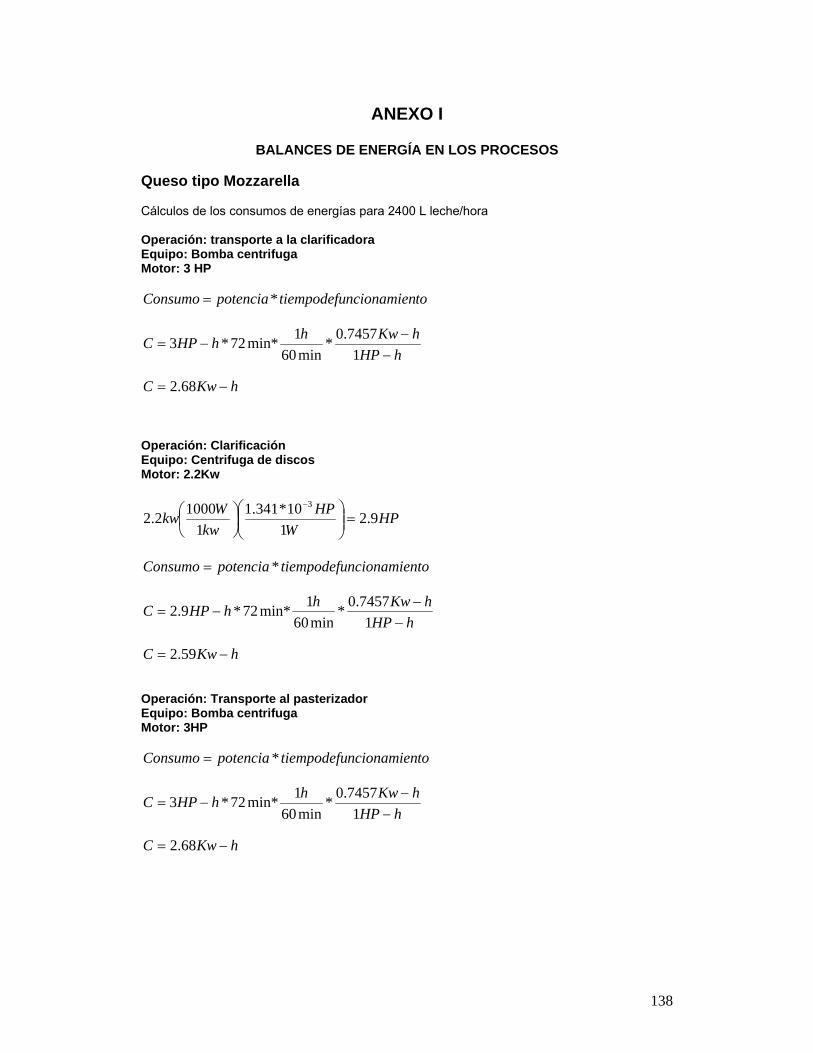
138
ANEXO I
BALANCES DE ENERGÍA EN LOS PROCESOS Queso tipo Mozzarella Cálculos de los consumos de energías para 2400 L leche/hora Operación: transporte a la clarificadora Equipo: Bomba centrifuga Motor: 3 HP
toncionamientiempodefupotenciaConsumo *=
hHPhKwhhHPC
−−
−=1
7457.0*min60
1min*72*3
hKwC −= 68.2
Operación: Clarificación Equipo: Centrifuga de discos Motor: 2.2Kw
HPW
HPkw
Wkw 9.2110*341.1
110002.2
3
=⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎠⎞
⎜⎝⎛ −
toncionamientiempodefupotenciaConsumo *=
hHPhKwhhHPC
−−
−=1
7457.0*min60
1min*72*9.2
hKwC −= 59.2
Operación: Transporte al pasterizador Equipo: Bomba centrifuga Motor: 3HP
toncionamientiempodefupotenciaConsumo *=
hHPhKwhhHPC
−−
−=1
7457.0*min60
1min*72*3
hKwC −= 68.2

139
Operación: Pasterización Equipo: Pasterizador de placas Presión del vapor suministrado por la caldera: 30Psi T = 121.3° C Leyendo las temperaturas respectivas tenemos:
Hf = 218.9lb
Btu
Hg =1164 lb
Btu
-Q vapor = Q leche clarificada
)()( 12 TTmCpHgHfmv −=−−
( ) ( )
( )
Kgmv
KjKgKjmv
KjKg
lbBtuKj
lbBtumv
CCKg
KjKglb
Btumv
69.166
39543113.2372
395431453.01*
11137*1.945
2970*894.3*8.247611649.218
=
=
=−−
°−°
=−−

140
( ) CCKg
KjKgQ
tCpmQ
KjQ
CCKg
KjKgQ
Kgl
lm
tCpmQ
KjQtCpmQ
KjQKgKjKgQ
VapormQ
adalecheenfri
adalecheenfri
agua
agua
leche
lecheKgaguaagua
agua
tadalechecalen
tadalechecalen
Vapor
Vapor
Vapor
°−°
=
Δ=
=
°°
=
==
Δ=
=Δ=
=
=
=
3470*894.3*8.2476
**
423907
29*186.4*3492
3492800
2400*1164
**
395431**
3.395410
13.2372*69.166
*λ
KjQQQ
KjQ
total
total
adalecheenfri
1561956
7.347207
=∑=
=
Operación: Transporte a los tanques Equipo: Bomba centrifuga Motor: 3HP
hKwChHP
hKwhhHPC
toncionamientiempodefuPotenciaConsumo
−=−
−−=
=
74.01
7457.0*min60
1min*20*3
*
Operación: Desuerado Equipo: Bomba centrifuga Motor: 3HP
hKwChHP
hKwhhHPC
toncionamientiempodefuPotenciaConsumo
−=−
−−=
=
49.11
7457.0*min60
1min*40*3
*

141
Operación: Hilado Equipo: Tanques de doble chaqueta (Marmitas) Vapor alimentado a las marmitas P = 20 Psi T = 108.3°C
Hf = 1156lb
Btu
Hg = 196 lb
Btu
QcuajadaQvapor =−
)()( 12 TTmCphfhgmv −=−−
Para hallar el Calor específico de la cuajada se utilizó:
CKgKjCp
CKgKjCp
CKgKjCp
CKgKjCp
CKgKjCp
agua
ceniza
CHO
grasa
proteina
°=
°=
°=
°=
°=
186.4
128.1
585.1
011.2
031.2
Composición de la cuajada: Agua 61%, Proteína 15.30%, grasa 17.40%, CHO 4.20%, Cenizas 2.10%
CKgKjCpcuajada °
= 304.3
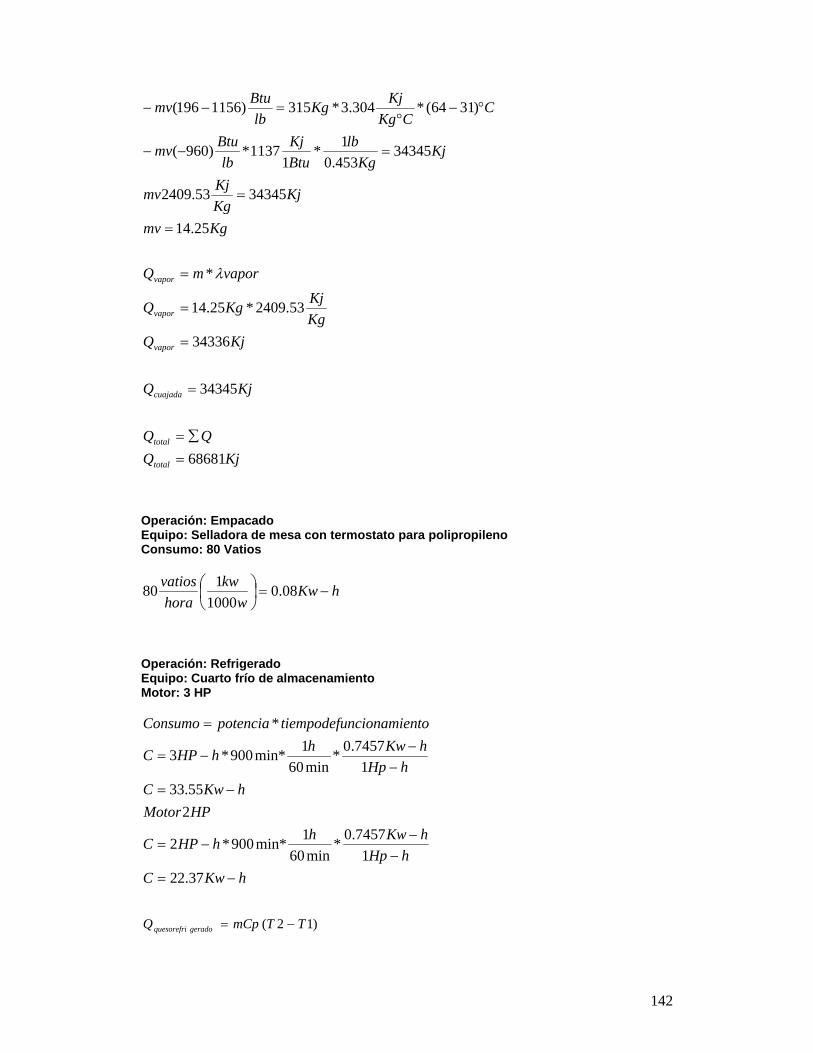
142
KjQQQ
KjQ
KjQKgKjKgQ
vapormQ
Kgmv
KjKgKjmv
KjKg
lbBtuKj
lbBtumv
CCKg
KjKglb
Btumv
total
total
cuajada
vapor
vapor
vapor
68681
34345
34336
53.2409*25.14
*
25.14
3434553.2409
34345453.01*
11137*)960(
)3164(*304.3*315)1156196(
=∑=
=
=
=
=
=
=
=−−
°−°
=−−
λ
Operación: Empacado Equipo: Selladora de mesa con termostato para polipropileno Consumo: 80 Vatios
hKww
kwhoravatios
−=⎟⎠⎞
⎜⎝⎛ 08.01000
180
Operación: Refrigerado Equipo: Cuarto frío de almacenamiento Motor: 3 HP
hKwChHp
hKwhhHPC
HPMotorhKwC
hHphKwhhHPC
toncionamientiempodefupotenciaConsumo
−=−
−−=
−=−
−−=
=
37.221
7457.0*min60
1min*900*2
255.33
17457.0*
min601min*900*3
*
)12( TTmCpQ geradoquesorefri −=

143
Por análisis bromatológico se determino la composición del queso tipo mozzarrella: agua 49.25%, grasa 23.73%, proteína 15.87%, CHO 8.31% Cenizas 2.84%
CKgKjCp ozzarrellaquesotipom °
= 0246.3
KjQ
CCKg
KjKgQ
geradoquesorefri
geradoquesorefri
2.22075
)429(*024.3*292
=
°−°
=
Queso tipo Campesino Cálculos de los consumos de energías para 700 L leche/hora Operación: transporte a la clarificadora Equipo: Bomba centrifuga Motor: 3 HP
toncionamientiempodefupotenciaConsumo *=
hHPhKwhhHPC
−−
−=1
7457.0*min60
1min*21*3
hKwC −= 782.0
Operación: Clarificación, Estandarización Equipo: Centrifuga de discos Motor: 2.2Kw
HPW
HPkw
Wkw 9.2110*341.1
110002.2
3
=⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎠⎞
⎜⎝⎛ −
toncionamientiempodefupotenciaConsumo *=
hHPhKwhhHPC
−−
−=1
7457.0*min60
1min*21*9.2
hKwC −= 756.0
Operación: Transporte al pasterizador Equipo: Bomba centrifuga Motor: 3HP
toncionamientiempodefupotenciaConsumo *=
hHPhKwhhHPC
−−
−=1
7457.0*min60
1min*21*3

144
hKwC −= 782.0
Operación: Pasterización Equipo: Pasterizador de placas Presión del vapor suministrado por la caldera: 30Psi T = 121.3° C Leyendo las temperaturas respectivas tenemos:
Hf = 218.9lb
Btu
Hg =1164 lb
Btu
-Q vapor = Q leche Estandarizada
)()( 12 TTmCpHgHfmv emadalechedescr −=−−
( ) ( )
( )
Kgmv
KjKgKjmv
KjKg
lbBtuKj
lbBtumv
CCKg
KjKglb
Btumv
94.48
11610413.2372
116104453.01*
11137*1.945
2970*92.3*4.72211649.218
=
=
=−−
°−°
=−−
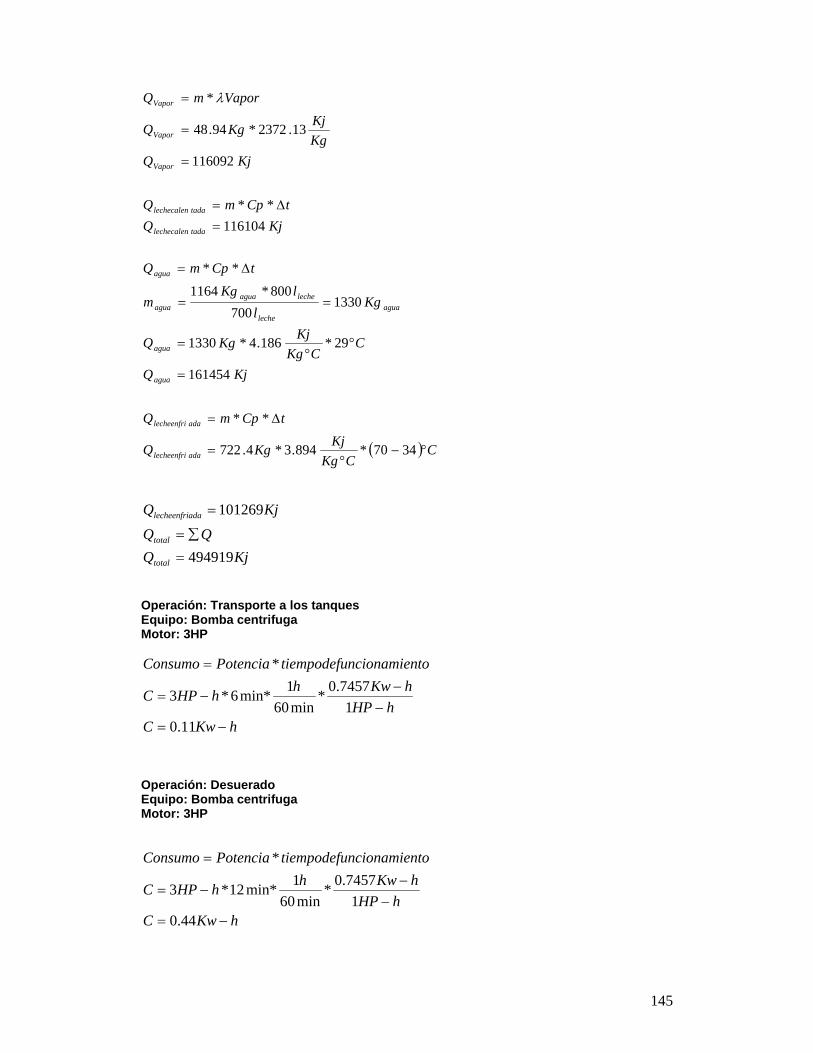
145
( ) CCKg
KjKgQ
tCpmQ
KjQ
CCKg
KjKgQ
Kgl
lKgm
tCpmQ
KjQtCpmQ
KjQKgKjKgQ
VapormQ
adalecheenfri
adalecheenfri
agua
agua
agualeche
lecheaguaagua
agua
tadalechecalen
tadalechecalen
Vapor
Vapor
Vapor
°−°
=
Δ=
=
°°
=
==
Δ=
=Δ=
=
=
=
3470*894.3*4.722
**
161454
29*186.4*1330
1330700
800*1164
**
116104**
116092
13.2372*94.48
* λ
KjQQQ
KjQ
total
total
adalecheenfri
494919
101269
=∑=
=
Operación: Transporte a los tanques Equipo: Bomba centrifuga Motor: 3HP
hKwChHP
hKwhhHPC
toncionamientiempodefuPotenciaConsumo
−=−
−−=
=
11.01
7457.0*min60
1min*6*3
*
Operación: Desuerado Equipo: Bomba centrifuga Motor: 3HP
hKwChHP
hKwhhHPC
toncionamientiempodefuPotenciaConsumo
−=−
−−=
=
44.01
7457.0*min60
1min*12*3
*
146
Operación: Empacado Equipo: Selladora de mesa con termostato para polipropileno Consumo: 80 Vatios
hKww
kwhoravatios
−=⎟⎠⎞
⎜⎝⎛ 08.01000
180
Operación: Refrigerado Equipo: Cuarto frío de almacenamiento Motor: 3 HP
hKwChHp
hKwhhHPC
toncionamientiempodefupotenciaConsumo
−=−
−−=
=
50.421
7457.0*min60
1min*1140*3
*
Para hallar el Calor específico del queso tipo campesino se utilizó:
CKgKjCp
CKgKjCp
CKgKjCp
CKgKjCp
CKgKjCp
agua
ceniza
CHO
grasa
proteina
°=
°=
°=
°=
°=
186.4
128.1
585.1
011.2
031.2
)12( TTmCpQ geradoquesorefri −=
Por análisis bromatológico se determino la composición del queso tipo campesino: agua 58.36%, grasa 14.73%, proteína 15.39%, CHO 7.53% Cenizas 3.99%
CKgKjCp oampequesotipoc °
= 20.3sin
KjQ
CCKg
KjKgQ
geradoquesorefri
geradoquesorefri
6720
)429(*20.3*84
=
°−°
=

147
Yogurt Cálculos de los consumos de energías para 800 L leche/hora Operación: transporte a la clarificadora Equipo: Bomba centrifuga Motor: 3 HP
toncionamientiempodefupotenciaConsumo *=
hHPhKwhhHPC
−−
−=1
7457.0*min60
1min*24*3
hKwC −= 894.0
Operación: Clarificación Equipo: Centrifuga de discos Motor: 2.2Kw
HPW
HPkw
Wkw 9.2110*341.1
110002.2
3
=⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎠⎞
⎜⎝⎛ −
toncionamientiempodefupotenciaConsumo *=
hHPhKwhhHPC
−−
−=1
7457.0*min60
1min*24*9.2
hKwC −= 865.0
Operación: Transporte al pasterizador Equipo: Bomba centrifuga Motor: 3HP
toncionamientiempodefupotenciaConsumo *=
hHPhKwhhHPC
−−
−=1
7457.0*min60
1min*24*3
hKwC −= 894.0
Operación: Aumento de temperatura Equipo: Pasterizador de placas

148
Presión del vapor suministrado por la caldera: 30Psi T = 121.3° C Leyendo las temperaturas respectivas tenemos:
Hf = 218.9lb
Btu
Hg =1164 lb
Btu
-Q vapor = Q leche clarificada
)()( 12 TTmCpHgHfmv −=−−
( ) ( )
( )
Kgmv
KjKgKjmv
KjKg
lbBtuKj
lbBtumv
CCKg
KjKglb
Btumv
83.71
17038913.2372
170388453.01*
11137*1.945
2982*894.3*6.82511649.218
=
=
=−−
°−°
=−−
KjQQQ
KjQtCpmQ
KjQKgKjKgQ
VapormQ
total
total
tadalechecalen
tadalechecalen
Vapor
Vapor
Vapor
340778
170388**
170390
13.2372*83.71
*
=∑=
=Δ=
=
=
= λ
Operación: transporte al tanque de mezclado Equipo: Bomba centrifuga Motor: 3 HP
toncionamientiempodefupotenciaConsumo *=
hHPhKwhhHPC
−−
−=1
7457.0*min60
1min*24*3
hKwC −= 894.0

149
Operación: Transporte al pasterizador Equipo: Bomba centrifuga Motor: 3HP
toncionamientiempodefupotenciaConsumo *=
hHPhKwhhHPC
−−
−=1
7457.0*min60
1min*24*3
hKwC −= 894.0
Operación: Disminución de Temperatura Equipo: Pasterizador de placas Q agua =- Q Mezcla
)()12( 21 TTmCpTTmCp mezclaagua −=− Para hallar el Cp de la mezcla se utilizo:
CKgKjCp
CKgKj
CKgKjCp
CKgKj
CKgKjCp
CpmCpmCp
mezcla
mezcla
mezcla
lechelecheazucarazucarmezcla
°=
°+
°=
°+
°+=
+=
59.3
50.30085.0
894.3*90.026.1*087.0098.0
**
( )
Kgm
KjKgKjm
KjKgKjm
CCKg
KjKgCCKg
Kjm
agua
agua
agua
agua
1164
1412763.121
1412763.121
8244*59.3*6.1035)29*186.4(
=
=
=
°−°
=°°

150
KjQQQ
KjQ
tCpmQ
KjQ
CCKg
KjKgQ
TTCpmQ
total
total
iadamezclaenfr
iadamezclaenfr
Vapor
agua
agua
282578
141276
**
141302
29*186.4*1164
)12(**
=∑=
=
Δ=
=
°°
=
−=
Operación: Transporte al tanque de inoculación Equipo: Bomba centrifuga Motor: 3HP
toncionamientiempodefupotenciaConsumo *=
hHPhKwhhHPC
−−
−=1
7457.0*min60
1min*15*3
hKwC −= 56.0
Operación: Refrigerado Equipo: Cuarto frío de almacenamiento Motor: 3 HP
hKwChHp
hKwhhHPC
toncionamientiempodefupotenciaConsumo
−=−
−−=
=
55.331
7457.0*min60
1min*900*3
*
Para hallar el Calor específico del yogurt se utilizó:

151
CKgKjCp
CKgKjCp
CKgKjCp
CKgKjCp
CKgKjCp
agua
ceniza
CHO
grasa
proteina
°=
°=
°=
°=
°=
186.4
128.1
585.1
011.2
031.2
)12( TTmCpQ igeradoyogurtrefr −=
Por análisis bromatológico se determino la composición del yogurt: agua 80.1%, grasa 1.87%, proteína 2.4%, CHO 15.22% Cenizas 0.41%
CKgKjCpyogurt °
= 68.3
KjQ
CCKg
KjKgQ
igeradoyogurtrefr
yogurt
130066
)444(*68.3*6.883
=
°−°
=

152
ANEXO II
CALCULOS PARA EL DIMENSIONAMIENTO DEL GENERADOR DE VAPOR
Vapor necesario en el proceso del queso tipo Mozzarrella Operación: Pasterización Equipo: Pasterizador de placas Presión del vapor suministrado por la caldera actual: 30Psi T = 121.3° C Leyendo las temperaturas respectivas tenemos:
Hf = 218.9lb
Btu
Hg =1164 lb
Btu
-Q vapor = Q leche clarificada
)()( 12 TTmCpHgHfmv −=−−
( ) ( )
( )
Kgdevapormv
KjKgKjmv
KjKg
lbBtuKj
lbBtumv
CCKg
KjKglb
Btumv
69.166
39543113.2372
395431453.01*
11137*1.945
2970*894.3*8.247611649.218
=
=
=−−
°−°
=−−
Operación: Hilado Equipo: Tanques de doble chaqueta (Marmitas) Vapor alimentado a las marmitas por el generador actual P = 20 Psi T = 108.3°C
Hf = 1156lb
Btu
Hg = 196 lb
Btu
QcuajadaQvapor =−
)()( 12 TTmCphfhgmv −=−−
Para hallar el Calor específico de la cuajada se utilizó:

153
CKgKjCp
CKgKjCp
CKgKjCp
CKgKjCp
CKgKjCp
agua
ceniza
CHO
grasa
proteina
°=
°=
°=
°=
°=
186.4
128.1
585.1
011.2
031.2
Composición de la cuajada: Agua 61%, Proteína 15.30%, grasa 17.40%, CHO 4.20%, Cenizas 2.10%
CKgKjCpcuajada °
= 304.3
Kgdevapormv
KjKgKjmv
KjKg
lbBtuKj
lbBtumv
CCKg
KjKglb
Btumv
25.14
3434553.2409
34345453.01*
11137*)960(
)3164(*304.3*315)1156196(
=
=
=−−
°−°
=−−
Vapor necesario en el proceso del queso tipo Campesino Operación: Pasterización Equipo: Pasterizador de placas Presión del vapor suministrado por la caldera: 30Psi T = 121.3° C Leyendo las temperaturas respectivas tenemos:
Hf = 218.9lb
Btu
Hg =1164 lb
Btu
-Q vapor = Q leche Estandarizada
)()( 12 TTmCpHgHfmv emadalechedescr −=−−

154
( ) ( )
( )
Kgdevapormv
KjKgKjmv
KjKg
lbBtuKj
lbBtumv
CCKg
KjKglb
Btumv
94.48
11610413.2372
116104453.01*
11137*1.945
2970*92.3*4.72211649.218
=
=
=−−
°−°
=−−
Vapor necesario en el proceso del yogurt Operación: Aumento de temperatura Equipo: Pasterizador de placas Presión del vapor suministrado por la caldera: 30Psi T = 121.3° C Leyendo las temperaturas respectivas tenemos:
Hf = 218.9lb
Btu
Hg =1164 lb
Btu
-Q vapor = Q leche clarificada
)()( 12 TTmCpHgHfmv −=−−
( ) ( )
( )
Kgdevapormv
KjKgKjmv
KjKg
lbBtuKj
lbBtumv
CCKg
KjKglb
Btumv
83.71
17038913.2372
170388453.01*
11137*1.945
2982*894.3*6.82511649.218
=
=
=−−
°−°
=−−
Operación: Esterilización de cantinas Instrumento: Manguera para el transporte de vapor Se determino a través de la experiencia la necesidad de vapor utilizada en la operación de esterilización de cantinas en la producción de yogurt, se procedió a esterilizar una cantina a través de la manguera para el transporte de vapor por un tiempo de 2 minutos, como se procede normalmente en el proceso, seguido a esto la cantina fue tapada herméticamente con la respectiva tapa y se condenso el contenido de vapor utilizado en dicha operación, concluyendo que el vapor utilizado por unidad de tiempo es el mismo condensado en esta fase, por tanto se cálculo la necesidad de vapor necesario para una cantidad de 20 cantinas

155
utilizadas en el proceso objeto de el presente estudio; los resultados obtenidos son mostrados a continuación: Tiempo de exposición Vapor condensado por cantina Vapor condesado necesario
para 20 cantinas 2 minutos 0.3 Kg 6 Kg Se realizó, la sumatoria de vapor para los tres procesos utilizados en INVERSIONES LA CATIRA, teniendo en cuenta que los procesos son realizados por baches que empiezan casi simultáneamente, por tanto por una hora de operación se demanda vapor de la siguiente manera: Producción de queso tipo Mozzarella
Producción de queso tipo Campesino
Producción de yogurt Vapor Total
166.69Kg 48.94Kg 71.83Kg 14.25Kg 6 Kg ∑ 180.94Kg ∑ 48.94Kg ∑ 77.83Kg 307.66Kg La necesidad de vapor por hora en un día de operación con un turno de 8 horas es de
horaKgdevapor66.307
hlb
hlb
hKg 27.67866.307 =⇒
Para dimensionar la caldera se tuvo en cuenta el siguiente factor de conversión
hlbvaporBHP 5.341 =
Se sobrecálculo un porcentaje del 20% como factor de seguridad
hlbvaporcálculadovaporsobre 92.813=
ANEXO III
156
MANUAL DE PROCESO PARA LA PRODUCCIÓN DE
QUESO TIPO MOZZARELLA
INVERSIONES Manual de proceso Página : 1 de 13LA CATIRA Generalidades
fecha:Elaboró: Reviso: Aprobó
OBJETIVOProporcionar al operario practico en quesos en la empresaINVERSIONES LA CATIRA una herramienta guia que especifique los parámetros estandarizados para la producción de queso tipo Mozzarella
ALCANZEEl presente manual aplica al área de producción de queso tipo Mozzarrella en la empresa INVERSIONES LA CATIRA
RESPONSABLEOperario práctico en quesos
DEFINICIONESCorte: Accion realizada a traves de liras que permite obtener coagulos de cuajada pequeños con el fin de facilitar el desuerado
Desuerado:acción de retirar el suero con el fin de separar la cuajada
Pasterización:Tratamiento térmico aplicado a la leche para disminuir Microorganismos perjudiciales para el consumidor, sin alterar suscaracterísticas escenciales, ni su valor nutritivo Queso fresco:producto higienizado, sin madurar, que despues de fabricadoesta listo para el consumo
ABREVIATURASGramo:grMililítro:mlLitro:lGrados Thorner:°ThGrados centígrados:°C

INVERSIONES Manual de proceso Página : 2 de 13LA CATIRA Generalidades
fecha:Elaboró: Reviso: Aprobó
ELEMENTOS DE SEGURIDAD A UTILIZAR EN EL PROCESOOverol de color blanco, gorro, tapabocas, botas de caucho de color blanco,delantal plastico color blanco
PRECAUCIONESRevisar periodicamente las instalaciones eléctricas,motores eléctricos y arrancadoresRevisar periódicamente estado mecánico y de funcionamiento de la Clarificadora, el pasterizador, cuartos frios, planta eléctrica, válvulas y estado de las instalaciones fisícas
DOCUMENTOS DE REFERENCIADecreto 3075 de 1997 del Ministerio de Salud (Min Protección Social)
Resolución 2310 de 1986 del Ministerio de Salud (Min Protección Social)
Tecnología de quesos frescos ICTA Universidad Nacional de Colombia
Guía técnica para la elaboración de productos lácteos Neira B.,E.,Lopéz T.,J

INVERSIONES Manual de proceso Página : 3 de 13LA CATIRA Diagrama
fecha:Elaboró: Reviso: Aprobó

INVERSIONES Manual de proceso Página : 4 de 13LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
ALISTAMIENTO DE PLANTA
1 Inspeccione el estado higienico de la planta2 Aliste los desinfectantes, detergentes y utensilios para desarrollar la desinfección de la planta3 Prepare los detergentes y desinfectantes según las indicaciones y recomendaciones hechas por el fabricante (ver IT 001)4 Ejecute la correspondiente tarea (ver IT 001)5 Inspeccione la efectividad del alistamiento de planta
RECEPCION DE LECHEMaquinaria y equipo a utilizarTanque para recepción de leche, jarra y regla metalica, agitador, manguera para el trasiego
1 Registre hora de llegada del vehiculo2 Inspeccione el estado de la leche (ver IT 002)3 Determine la acidez de la leche (ver IT 002)Rango de aceptación 16-20°Th3 Determine el contenido de sólidos no grasos (ver IT 002)Rango de aceptación 8,5-9,5 S.N.G4 Determine la densidad de la leche (ver IT 002)Rango de aceptación 1,030-1,033 g/ml5 Realize pruebas especificas en caso de sospecha (ver IT 002)6 Determine y registre la cantidad de leche contenida en los recipientes7 Trasiegue la leche desde el vehiculo hasta el tanque de recepción8 Despache la cantidad de leche para cada proceso

INVERSIONES Manual de proceso Página : 5 de 13LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
CLARIFICACION Maquinaria y equipo a utilizarCentrifuga de discos, Bomba centrifuga, Tuberias en acero inoxidable
1 Inspeccione el estado higienico y mecánico de la clarificadora2 Inicie la marcha del motor de la centrifuga 3 Controle permanentemente la operación de la maquina según el manual de la maquina4 Detenga el funcionamiento de la centrifuga, terminada la labor
PASTERIZACIONMaquinaria y equipo a utilizarPasterizador de placas, tanque balanceo en acero inoxidable, bomba centrifuga, tuberia en acero inoxidable
1 Inspeccione el estado higieno y mecanico del pasterizador segúnel manual de operación2 Inicie el funcionamiento del pasterizador, accionando la válvula de compuerta para llenar el tanque de balanceo con el fin recircularla3 opere el arrancador de la bomba de agua caliente4 Ajuste la temperatura e inicie la pasterización abriendo o cerrando laválvula de vapor5 Inicie el recorrido de la leche operando la bomba de alimentación deltanque de balanceo6 Controle permanentemente la temperatura de pasterización ajustando la válvula del paso de vapor; mas paso si la temperatura se encuentra por debajo del rango 80°C, de lo contrario disminuya el paso si la temperatura se se encuentra por encima de los 82°C

INVERSIONES Manual de proceso Página : 6 de 13LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
7 Controle la temperatura de llegada de la leche al tanque de mezcladosi esta por encima de 55°C abra el paso a la válvula de agua fria o delo contrario cierre el paso a la válvula hasta obtener la temperatura de 55°C8 Detenga el funcionamiento del pasterizador al terminar la labor oprimiendoel interruptor de la bomba de agua caliente y de alimentación del tanque debalanceo
ADICIONAR INSUMOS Y CUAJARMaquinaria y equipo a utilizarTanques de mezclado en acero inoxidable, tuberia en acero inoxidable conreguladores de paso(válvulas de compuerta), agitadores en acero inoxidable
1 Calcule y adicione a la tina de cuajado xx l de láctocultivo por cada 100 litrosde leche2 Deje en reposo durante xx minutos 3 Calcule y adicione al tanque de mezclado xx ml de cuajo de fuerza 1:125000 de origen microbiano por cada 100 litros de leche4 Deje en reposo durante xx minutos
INVERSIONES Manual de proceso Página : 7 de 13LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
ADICION DE SUERO ACIDOMaquinaria y equipo a utilizarAgitadores manuales
1 Tome la ácidez del suero almacenado del dia anterior (ver IT 003) 2 Tome la ácidez de la mezcla con el láctocultivo y el cuajo3 Realize el cálculo del suero a adicionar mediante el cálculo del cruce de mezclas (cuadro de pearson ver IT003) 4 Adicione el suero calculado a la mezcla contenida en el tanque de mezcladorealizando la operación de agitación contínuamente
DESUERADO Y MADURACION Maquinaria y equipo a utilizarLiras de corte, malla, bomba centrifuga, agitador manual
1 Agite la cuajada durante 10 minutos iniciando con movimientos suaves yaumente la velocidad progresivamente formando un grano de cuajada firme, o hasta obtener un grano de cuajada bien definido2 Vacie la cuajada sobre una malla en acero inoxidable para retirar la mayor cantidad posible de suero, agitando manualmente en forma rápida(utilizar guantes de caucho previamente desinfectados)3 Translade la cuajada a las canastillas plasticas, dejandolas en reposo sobre el tanque de mezclado, hasta que la cuajada alcanze un Ph de xx4 Accione la bomba centrifuga para transladar el suero al tanque dealmacenamiento de suero

INVERSIONES Manual de proceso Página : 8 de 13LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
HILADOMaquinaria y equipo a utilizarTanques de doble chaqueta, palas en acero inoxidable
1 Introduzca xx kilos de cuajada en la marmita de hilado2 Accione la valvula reguladora del flujo de vapor3 Realize movimientos circulares utilizando las palas en acero por un tiempo dexx minutos4 Adicione xx de cloruro de cloruro de sodio5 Contínue los movimientos circulares, hasta obtener el punto de hilado de la cuajada6 En caso de no obtener el punto de hilado, consulte el plan de calidad e informe al coordinador de producción para establecer la conducta a seguir
MOLDEADOMaquinaria y equipo a utilizarMoldes en acero, mesa en acero, balanza electrónica, ventilador
1 Deposite la masa de queso sobre el mesón en acero inoxidable enfriandolaa traves del ventilador y movimientos circulares con la mano(utilize guantes de caucho previamente esterilizados)2 Introduzca el queso en los moldes de acero, cerciorandose del peso del queso a introducir en el molde3 Translade los moldes apilados uno encima del otro al área de enfriado yMadurado del queso4 Déjelos en esta área por un tiempo de 5 horas

INVERSIONES Manual de proceso Página : 9 de 13LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
REFRIGERADOMaquinaria y equipo a utilizarCuartos frios de almacenamiento
1 Translade los moldes apilados con el contenido de 1 molde con 4 bloques de queso al cuarto frío2 permita el proceso de enfriamiento durante 16 horas como minímo
EMPACADOMaquinaria y equipo a utilizarSelladora manual
1 Aliste los empaques colocando lote y fecha de vencimiento2 Translade el queso de los cuartos fríos al área de empaque3 Controle la producción (ver procedimiento de control producto no conforme )4 Empaque en las presentaciones solicitadas según orden de producción5 Cuente la producción y llene el registro de producción
REFRIGERADOMaquinaria y equipo a utilizarCuartos frios de almacenamiento
1 Translade los moldes apilados con el producto terminado al cuarto frío 2 Permita el proceso de refrigeracion durante 24 horas o hasta que sea recogido por el camion transportador
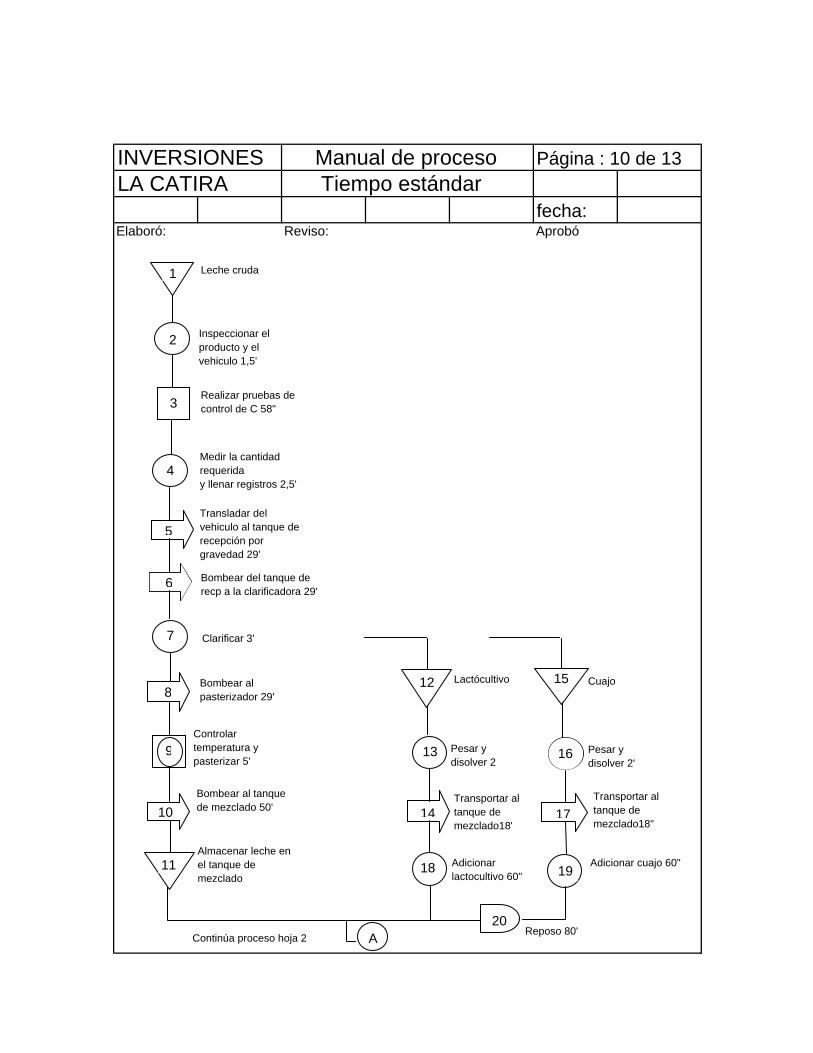
INVERSIONES Manual de proceso Página : 10 de 13LA CATIRA Tiempo estándar
fecha:Elaboró: Reviso: Aprobó
Leche cruda
Inspeccionar elproducto y el vehiculo 1,5'
Realizar pruebas de control de C 58"
Medir la cantidad requeriday llenar registros 2,5'
Transladar del vehiculo al tanque de recepción por gravedad 29'
Bombear del tanque de recp a la clarificadora 29'
Clarificar 3'
Bombear al pasterizador 29'
Controlar temperatura y pasterizar 5'
Bombear al tanque de mezclado 50'
Almacenar leche en el tanque de mezclado
Lactócultivo
Pesar y disolver 2
Transportar al tanque de mezclado18"
Adicionar lactocultivo 60"
Cuajo
Pesar y disolver 2'
Transportar al tanque de mezclado18"
Adicionar cuajo 60"
Reposo 80'Continúa proceso hoja 2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
18
15
16
17
19
20A

INVERSIONES Manual de proceso Página : 11 de 13LA CATIRA Tiempo estándar
fecha:Elaboró: Reviso: Aprobó
Continuación hoja 1
Adicionar suero acido 41'
Reposo 10'
Desuerar 45'
Moldear 80'
Transportar al área de enfriado 5
Enfriado 300'
Refrigerado 14 hrs
Empaques
Alistamiento de empaques40'
Transporte al área de empaque5'
Transporte al área de empaque 5'
Empacado 95
Transporte al cuarto frío 5'Almacenamiento 24 hrs
A
21
22
23
25
26
27
28
29
30
31
32
333435
Hilar 138'24

INVERSIONES Manual de proceso Página : 12 de 13LA CATIRA Formatos
fecha:Elaboró: Reviso: Aprobó
FORMATO DE RECEPCIÓN DE LECHE
PROVEEDOR HORA CANTIDAD RECIBIDA RESULTADOS PRUEBAS RUTINARIAS
LLEGADA LITROS BOTELLAS ACIDEZ DENSIDAD SNG
DISTRIBUCION POR PROCESO
PROCESO CANTIDAD EN LITROS OBSERVACIONES
MOZZARRELLA
CAMPESINO
YOGURT
CULTIVO
AREQUIPE
PANELITAS
POSTRES
NOMBRE FIRMA

INVERSIONES Manual de proceso Página : 13 de 13LA CATIRA Formatos
fecha:Elaboró: Reviso: Aprobó
FORMATO DE CONTROL DE PRODUCCION
INSUMOS INSUMOS PROVEEDOR LOTE CANTIDAD
Láctocultivo(L)
Cuajo(g)
Cloruro de sodio(kg)
OPERACIONES PROCESO HORA TEMPERATURA
Clarificación
Inicio pasterización
Adición de Láctocultivo
Adición de cuajo
Adición de suero y desuerado
Hilado
Moldeado Refrigerado
PRODUCCION 2500 g Observaciones
Cantidad de moldes
PRODUCTO FINAL 250 g 500 g 1250 g 2500 g
CANTIDAD
OBSERVACIONES
NOMBRE FIRMA
ANEXO IV
170

INVERSIONES Manual de proceso Página : 1 de 12LA CATIRA Generalidades
fecha:Elaboró: Reviso: Aprobó
OBJETIVOProporcionar al operario practico en quesos en la empresaINVERSIONES LA CATIRA una herramienta guia que especifique los parámetros estandarizados para la producción de queso tipo Campesino
ALCANZEEl presente manual aplica al área de producción de queso tipo Campesino en la empresa INVERSIONES LA CATIRA
RESPONSABLEOperario práctico en quesos
DEFINICIONESCorte: Accion realizada a traves de liras que permite obtener coagulos de cuajada pequeños con el fin de facilitar el desuerado
Desuerado:acción de retirar el suero con el fin de separar la cuajada
Pasterización:Tratamiento térmico aplicado a la leche para disminuir Microorganismos perjudiciales para el consumidor, sin alterar sus características esenciales, ni su valor nutritivoQueso fresco:producto higienizado, sin madurar, que despues de fabricadoesta listo para el consumo
ABREVIATURASGramo:grMililítro:mlLitro:lGrados Thorner:°ThGrados centígrados:°C

INVERSIONES Manual de proceso Página : 2 de 12LA CATIRA Generalidades
fecha:Elaboró: Reviso: Aprobó
ELEMENTOS DE SEGURIDAD A UTILIZAR EN EL PROCESOOverol de color blanco, gorro, tapabocas, botas de caucho de color blanco,delantal plastico color blanco
PRECAUCIONESRevisar periodicamente las instalaciones eléctricas,motores eléctricos y arrancadoresRevisar periódicamente estado mecánico y de funcionamiento de la Clarificadora, el pasterizador, cuartos frios, planta eléctrica, válvulas y estado de las instalaciones fisícas
DOCUMENTOS DE REFERENCIADecreto 3075 de 1997 del Ministerio de Salud (Min Protección Social)
Resolución 2310 de 1986 del Ministerio de Salud (Min Protección Social)
Tecnología de quesos frescos ICTA Universidad Nacional de Colombia
Guía técnica para la elaboración de productos lácteos Neira B.,E.,Lopéz T.,J

INVERSIONES Manual de proceso Página : 3 de 12LA CATIRA Diagrama
fecha:Elaboró: Reviso: Aprobó

INVERSIONES Manual de proceso Página : 4 de 12LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
ALISTAMIENTO DE PLANTA
1 Inspeccione el estado higienico de la planta2 Aliste los desinfectantes, detergentes y utensilios para desarrollar la desinfección de la planta3 Prepare los detergentes y desinfectantes según las indicaciones y recomendaciones hechas por el fabricante (ver IT 001)4 Ejecute la correspondiente tarea (ver IT 001)5 Inspeccione la efectividad del alistamiento de planta
RECEPCION DE LECHEMaquinaria y equipo a utilizarTanque para recepción de leche, jarra y regla metalica, agitador, manguera para el trasiego
1 Registre hora de llegada del vehiculo2 Inspeccione el estado de la leche (ver IT 002)3 Determine la acidez de la leche (ver IT 002)Rango de aceptación 16-20°Th3 Determine el contenido de sólidos no grasos (ver IT 002)Rango de aceptación 8,5-9,5 S.N.G4 Determine la densidad de la leche (ver IT 002)Rango de aceptación 1,030-1,033 g/ml5 Realize pruebas especificas en caso de sospecha (ver IT 002)6 Determine y registre la cantidad de leche contenida en los recipientes7 Trasiegue la leche desde el vehiculo hasta el tanque de recepción8 Despache la cantidad de leche para cada proceso

INVERSIONES Manual de proceso Página : 5 de 12LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
CLARIFICACION Y ESTANDARIZACIONMaquinaria y equipo a utilizarCentrifuga de discos, Bomba centrifuga, Tuberias en acero inoxidable
1 Inspeccione el estado higienico y mecánico de la clarificadora2 Inicie la marcha del motor de la centrifuga 3 Ajuste las perillas y válvulas para retirar el 3% de la grasa 4 Controle permanentemente la operación de la maquina según el manual de la maquina4 Detenga el funcionamiento de la centrifuga, terminada la labor
PASTERIZACIONMaquinaria y equipo a utilizarPasterizador de placas, tanque balanceo en acero inoxidable, bomba centrifuga, tuberia en acero inoxidable
1 Inspeccione el estado higieno y mecanico del pasterizador segúnel manual de operación2 Inicie el funcionamiento del pasterizador, accionando la válvula de compuerta para llenar el tanque de balanceo con el fin recircularla3 opere el arrancador de la bomba de agua caliente4 Ajuste la temperatura e inicie la pasterización abriendo o cerrando laválvula de vapor5 Inicie el recorrido de la leche operando la bomba de alimentación deltanque de balanceo6 Controle permanentemente la temperatura de pasterización ajustando la válvula del paso de vapor; mas paso si la temperatura se encuentra por debajo del rango 80°C, de lo contrario disminuya el paso si la temperatura se se encuentra por encima de los 82°C

INVERSIONES Manual de proceso Página : 6 de 12LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
7 Controle la temperatura de llegada de la leche al tanque de mezcladosi esta por encima de 55°C abrir el paso a la válvula de agua fria o delo contrario cierre el paso a la válvula hasta obtener la temperatura de 55°C8 Detenga el funcionamiento del pasterizador al terminar la labor oprimiendoel interruptor de la bomba de agua caliente y de alimentación del tanque debalanceo
ADICION DE INSUMOS Y CUAJADOMaquinaria y equipo a utilizarTanques de mezclado en acero inoxidable, tuberia en acero inoxidable conreguladores de paso(válvulas de compuerta), agitadores en acero inoxidable
1 Calcule y adicione a la tina de cuajado xx g de cloruro por cada 100 litrosde leche2 Deje en reposo durante xx minutos para lograr la ionización de la leche contenida en el tanque de mezclado3 Calcule y adicione al tanque de mezclado xx ml de cuajo de fuerza 1:125000 de origen microbiano por cada 100 litros de leche4 Deje en reposo durante xx minutos5 Observe que la cuajada se separe de las paredes del tanque, como forma de establecer el punto de cuajado6 En caso de no obtener el punto de cuajado, consulte el plan de calidad e informe al coordinador de producción para establecer la conducta a seguir

INVERSIONES Manual de proceso Página : 7 de 12LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
CORTE, DESUERADO Y SALADOMaquinaria y equipo a utilizarLiras de corte, malla, bomba centrifuga, agitador manual
1 Haga cortes verticales y horizontales a la cuajada a una distancia de 1-1,5Cm entre cortes, utilizar lira2 Deje en reposo durante 5 minutos3 Agite la cuajada durante 10 minutos iniciando con movimientos suaves yaumente la velocidad progresivamente formando un grano de cuajada firme, o hasta obtener un grano de cuajada bien definido4 calcule y retire el suero en una proporción del 60% de la leche utilizadausando una malla para separar el grano del suero, accionando la bomba centrifuga5Calcule y adicione sal en una proporción de xx Kg por cada 100 litros de leche utilizada
MOLDEADO Y DESUERADOMaquinaria y equipo a utilizarMoldes plasticos, cajas plasticas, plasticos separadores, malla en acero inox
1 Vacie la cuajada sobre una malla en acero inoxidable para retirar la mayor cantidad posible de suero, agite manualmente en forma rápida(utilize guantes de caucho previamente desinfectados)2 Llene los moldes y presione manualmente la cuajada para dar la forma,verifique la temperatura del grano y el peso de cada molde según la orden de producción3 deposite los moldes en cajas plasticas cubriendolos con peliculas deplastico previamente esterilizados con el fin de evitar la caida de suero proveniente de las cajas que estan apiladas una encima de otra y evitar el contacto directo del queso con el frío5 lleve las cajas plasticas apiladas al área de volteado

INVERSIONES Manual de proceso Página : 8 de 12LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
VOLTEADO1 Voltee el Molde iniciando la operación a los 15 minutos, repita esta operación durante 40 minutos
REFRIGERADOMaquinaria y equipo a utilizarCuartos frios de almacenamiento
1 Translade las cajas apiladas con el contenido de 6 moldes por cada caja al cuarto frío2 permita el proceso de enfriamiento durante 16 horas como minímo
EMPACADOMaquinaria y equipo a utilizarSelladora manual
1 Aliste los empaques colocando lote y fecha de vencimiento2 Translade el queso de los cuartos fríos al área de empaque3 Controle la producción (ver procedimiento de control producto no conforme )4 Empaque en las presentaciones solicitadas según orden de producción5 Cuente la producción y llene el registro de producción
REFRIGERADOMaquinaria y equipo a utilizarCuartos frios de almacenamiento
1 Translade las cajas apiladas con el producto terminado al cuarto frío 2 Permita el proceso de refrigeracion durante 24 horas o hasta que sea recogido por el camion transportador
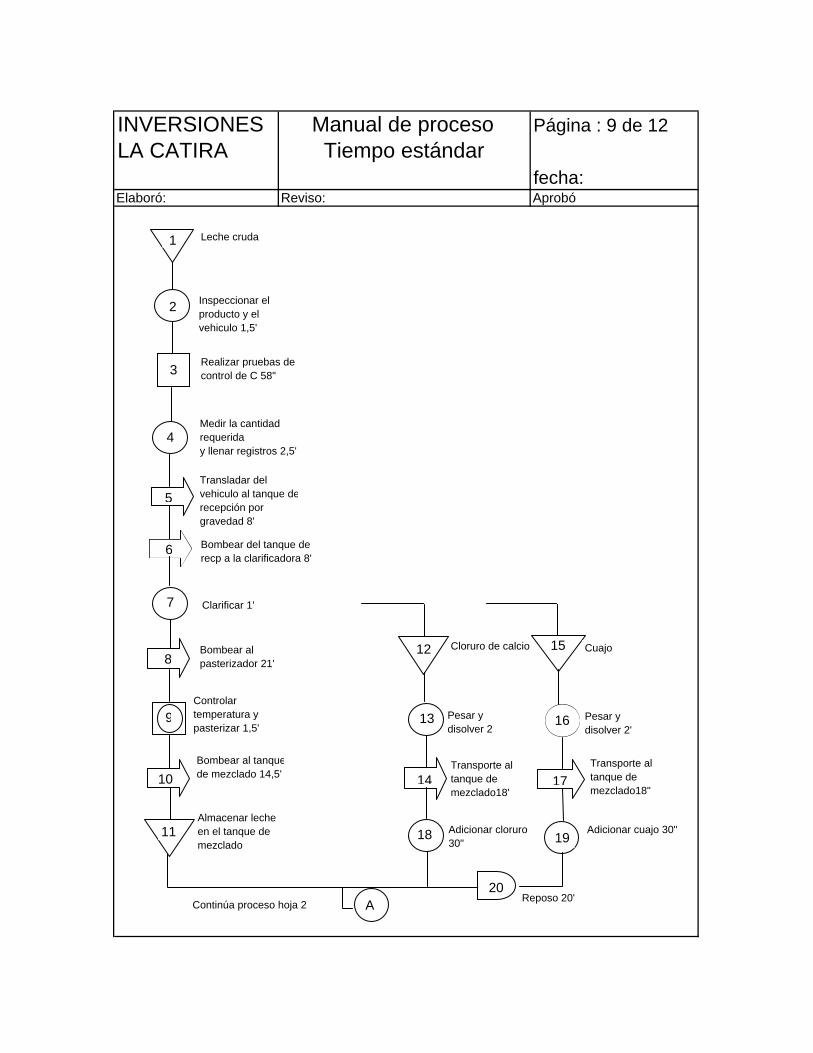
INVERSIONES Manual de proceso Página : 9 de 12LA CATIRA Tiempo estándar
fecha:Elaboró: Reviso: Aprobó
Leche cruda
Inspeccionar elproducto y el vehiculo 1,5'
Realizar pruebas de control de C 58"
Medir la cantidad requeriday llenar registros 2,5'
Transladar del vehiculo al tanque derecepción por gravedad 8'
Bombear del tanque de recp a la clarificadora 8'
Clarificar 1'
Bombear al pasterizador 21'
Controlar temperatura y pasterizar 1,5'
Bombear al tanquede mezclado 14,5'
Almacenar leche en el tanque de mezclado
Cloruro de calcio
Pesar y disolver 2
Transporte al tanque de mezclado18"
Adicionar cloruro 30"
Cuajo
Pesar y disolver 2'
Transporte al tanque de mezclado18"
Adicionar cuajo 30"
Reposo 20'Continúa proceso hoja 2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
18
15
16
17
19
20A

INVERSIONES Manual de proceso Página :10 de 12LA CATIRA Tiempo estándar
fecha:Elaboró: Reviso: Aprobó
Continuación hoja 1
Realizar cortes verticales a la cuajada 5'
Reposo 5'
Desuerar 22
Transportar a la mesa de moldeo 2'
Moldear y prensar 9'
Transportar al área de volteado 2
Voltear 40
Refrigerar 19 hrs
Empaques
Alistar empaques25'
Transportar al área de empaque2'
Transportar al área de empaque 2'
Empacar 27'
Transportar al cuarto frío 2'Almacenar 24 hrs
A
21
22
23
24
25
26
27
28
29
30
31
32
33335

INVERSIONES Manual de proceso Página :11 de 12LA CATIRA Formatos
fecha:Elaboró: Reviso: Aprobó
FORMATO DE RECEPCIÓN DE LECHE
PROVEEDOR HORA CANTIDAD RECIBIDA RESULTADOS PRUEBAS RUTINARIAS
LLEGADA LITROS BOTELLAS ACIDEZ DENSIDAD SNG
DISTRIBUCION POR PROCESO
PROCESO CANTIDAD EN LITROS OBSERVACIONES
MOZZARRELLA
CAMPESINO
YOGURT
CULTIVO
AREQUIPE
PANELITAS
POSTRES
NOMBRE FIRMA
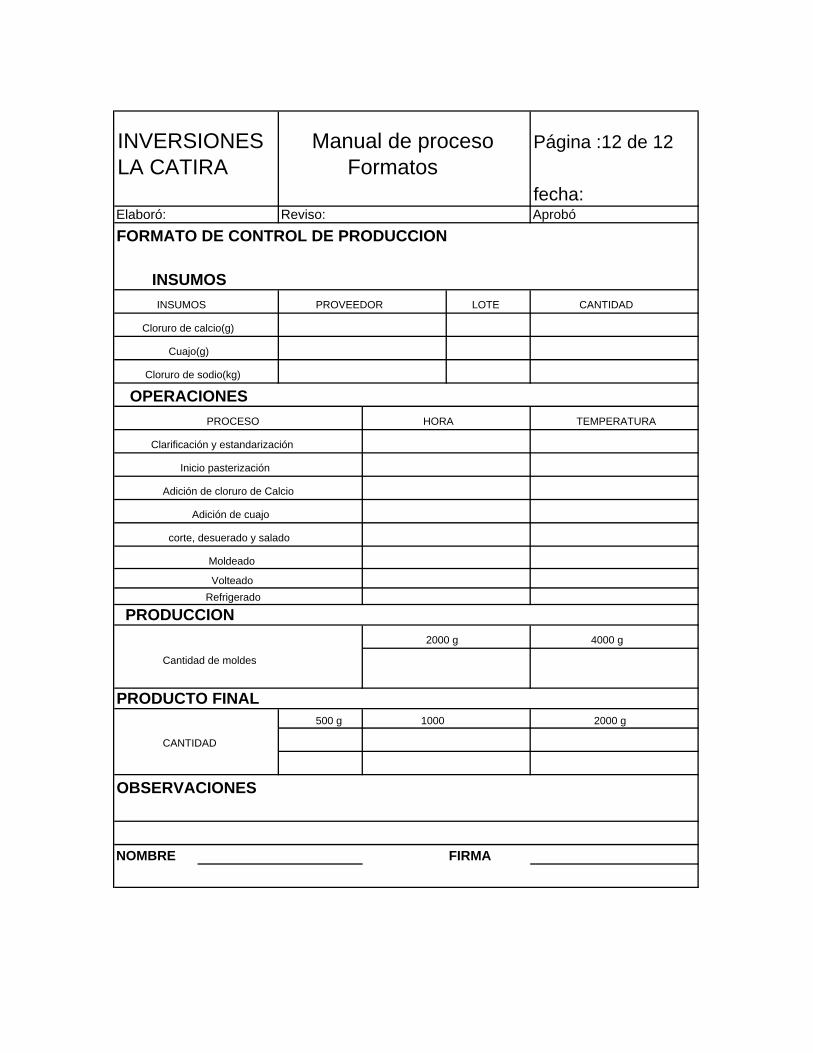
INVERSIONES Manual de proceso Página :12 de 12LA CATIRA Formatos
fecha:Elaboró: Reviso: Aprobó
FORMATO DE CONTROL DE PRODUCCION
INSUMOS INSUMOS PROVEEDOR LOTE CANTIDAD
Cloruro de calcio(g)
Cuajo(g)
Cloruro de sodio(kg)
OPERACIONES PROCESO HORA TEMPERATURA
Clarificación y estandarización
Inicio pasterización
Adición de cloruro de Calcio
Adición de cuajo
corte, desuerado y salado
Moldeado
Volteado Refrigerado
PRODUCCION 2000 g 4000 g
Cantidad de moldes
PRODUCTO FINAL 500 g 1000 2000 g
CANTIDAD
OBSERVACIONES
NOMBRE FIRMA

ANEXO V
183

INVERSIONES Manual de proceso Página : 1 de 11LA CATIRA Generalidades
fecha:Elaboró: Reviso: Aprobó
OBJETIVOProporcionar al operario practico en yogurt en la empresaINVERSIONES LA CATIRA una herramienta guia que especifique los parámetros estandarizados para la producción de yogurt
ALCANZEEl presente manual aplica al área de producción de yogurten la empresa INVERSIONES LA CATIRA
RESPONSABLEOperario práctico en yogurt
DEFINICIONES
Cultivos lácticos: microorganismos seleccionados empleados en la industria lechera para la elaboración de leches fermentadas,quesos,mantequillas etc
Inoculación:operación en donde se adiciona a la leche los cultivos lácticosnecesarios para la producción de yogurt
Incubación:tiempo necesario para que los cultivos lácticos actúen dentro decondiciones adecuadas, con el fin de obtener la fermentación de la leche
Leche fermentada: producto obtenido a partir de leche pasterizada, coagulada por la acción de bacterias y/o levaduras, las cuales deben ser abundantes y viables en el producto final
Pasterización:Tratamiento térmico aplicado a la leche para disminuir Microorganismos perjudiciales para el consumidor, sin alterar sus características escenciales, ni su valor nutritivo
INVERSIONES Manual de proceso Página : 2 de 11LA CATIRA Generalidades
fecha:Elaboró: Reviso: Aprobó
ABREVIATURASGramo:grMililítro:mlLitro:lGrados Thorner:°ThGrados centígrados:°C
ELEMENTOS DE SEGURIDAD A UTILIZAR EN EL PROCESOOverol de color blanco, gorro, tapabocas, botas de caucho de color blanco,delantal plastico color blanco
PRECAUCIONESRevisar periodicamente las instalaciones eléctricas,motores eléctricos y arrancadoresRevisar periódicamente estado mecánico y de funcionamiento de la Clarificadora, el pasterizador, cuartos frios, planta eléctrica, válvulas y estado de las instalaciones fisícas
DOCUMENTOS DE REFERENCIADecreto 3075 de 1997 del Ministerio de Salud (Min Protección Social)
Resolución 2310 de 1986 del Ministerio de Salud (Min Protección Social)
Guía técnica para la elaboración de productos lácteos Neira B.,E.,Lopéz T.,J

INVERSIONES Manual de proceso Página : 3 de 11LA CATIRA Diagrama
fecha:Elaboró: Reviso: Aprobó

INVERSIONES Manual de proceso Página : 4 de 11LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
ALISTAMIENTO DE PLANTA
1 Inspeccione el estado higienico de la planta2 Aliste los desinfectantes, detergentes y utensilios para desarrollar la desinfección de la planta3 Prepare los detergentes y desinfectantes según las indicaciones y recomendaciones hechas por el fabricante (ver IT 001)4 Ejecute la correspondiente tarea (ver IT 001)5 Inspeccione la efectividad del alistamiento de planta
RECEPCION DE LECHEMaquinaria y equipo a utilizarTanque para recepción de leche, jarra y regla metalica, agitador, manguera para el trasiego
1 Registre hora de llegada del vehiculo2 Inspeccione el estado de la leche (ver IT 002)3 Determine la acidez de la leche (ver IT 002)Rango de aceptación 16-20°Th3 Determine el contenido de sólidos no grasos (ver IT 002)Rango de aceptación 8,5-9,5 S.N.G4 Determine la densidad de la leche (ver IT 002)Rango de aceptación 1,030-1,033 g/ml5 Realize pruebas especificas en caso de sospecha (ver IT 002)6 Determine y registre la cantidad de leche contenida en los recipientes7 Trasiegue la leche desde el vehiculo hasta el tanque de recepción8 Despache la cantidad de leche para cada proceso

INVERSIONES Manual de proceso Página : 5 de 11LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
CLARIFICACION Maquinaria y equipo a utilizarCentrifuga de discos, Bomba centrifuga, Tuberias en acero inoxidable
1 Inspeccione el estado higienico y mecánico de la clarificadora2 Inicie la marcha del motor de la centrifuga 3 Controle permanentemente la operación de la maquina según el manual de la maquina4 Detenga el funcionamiento de la centrifuga, terminada la labor
ADICION DE INSUMOSMaquinaria y equipo a utilizarTanque de mezclado, agitadores en acero inoxidable
1 Calcule y aliste la cantidad de Azúcar necesario para el proceso xx kilos por cada 100 litros de leche, llévelos al área de proceso2 Adicionelos a la leche y agite la mezcla constantemente, use el agitador
PASTERIZACIONMaquinaria y equipo a utilizarPasterizador de placas, tanque balanceo en acero inoxidable, bomba centrifuga, tuberia en acero inoxidable
1 Inspeccione el estado higieno y mecanico del pasterizador segúnel manual de operación2 Inicie el funcionamiento del pasterizador, accionando la válvula de compuerta para llenar el tanque de balanceo con el fin recircularla3 opere el arrancador de la bomba de agua caliente4 Ajuste la temperatura e inicie la pasterización abriendo o cerrando laválvula de vapor

INVERSIONES Manual de proceso Página : 6 de 11LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
5 Inicie el recorrido de la leche operando la bomba de alimentación deltanque de balanceo6 Controle permanentemente la temperatura de pasterización ajustando la válvula del paso de vapor; mas paso si la temperatura se encuentra por debajo del rango 80°C, de lo contrario disminuya el paso si la temperatura se se encuentra por encima de los 82°C
ADICION DE CULTIVOS Y CONSERVANTEMaquinaria y equipo a utilizarTuberia en acero, agitador manual, termómetro
1 Cérciorese que la leche este contenida dentro del tanque de mezclado a unatemperatura de xx ° Centígrados2 Cálcule y pese el cultivo láctico y el conservante xx gramos por cada 100 litros de leche para el cultivo y xx gramos por cada 100 litros de lechepara el conservante
TRASIEGO A CANTINASMaquinaria y equipo a utilizarManguera de plástico grado alimenticio, cantinas en alumínio
1Translade las cantinas de alumínio previamente esterilizadas al área de trasiego (ver IT 001)2 Cérciorese de que la manguera de plástico se encuentre debidamente esterilizada, conectela en la parte inferior del tanque de inoculado3 deposite el otro extremo de la manguera dentro de las cantinas de alumínio4 tenga especial precaución en esta operación evitando cualquier tipo de contaminación (ver programa de educación sanitaria)5 tape las cantinas con sus respectivas tapas previamente esterilizadasver (IT 001)6 translade las cantinas al área de maduración, a una temperatura de XX° Centigrados permita esta operación durante un tiempo aproximado de 7 horas
INVERSIONES Manual de proceso Página : 7 de 11LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
RefrigeraciónMaquinaria y equipo a utilizarelementos de laboratorio, cuartos fríos de almacenamiento
1 Transcurrido el tiempo de maduración del yogurt, tome la acidez del mismoverificando que alcanze un valor de XX ° Thorner (ver IT 002)1 Al obtener este valor translade las cantinas al cuarto frio 2 Permita el proceso de enfriamiento durante 16 horas como minímo
SABORIZACIONMaquinaria y equipo a utilizarAgitador manual
1 Cálcule y pese el saborizante dependiendo de la orden deproducción de acuerdo a la siguiente especificaciónxx gramos por cantina del saborizante de melocotón xx gramos por cantina del saborizante de mora xx gramos por cantina del saborizante de fresa 2 Adicione a la cantina el saborizante especifíco, agitando contínuamente
ENVASADO
1 Translade las cantinas al área de envasado de yogurt2 Translade los envases previamente listos al área de envasado3 Envase en las diferentes presentaciones según la orden de producción, tenga especial precaución en esta operación evitando cualquier tipo de contaminación (ver programa de educación sanitaria)
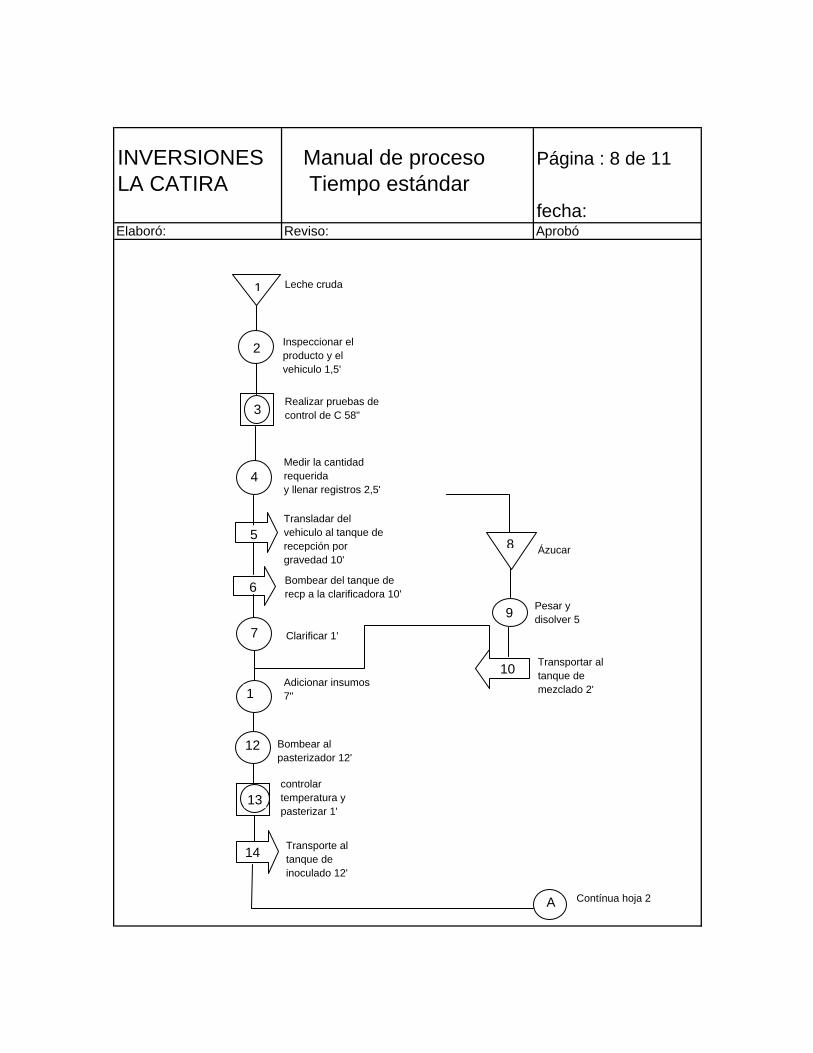
INVERSIONES Manual de proceso Página : 8 de 11LA CATIRA Tiempo estándar
fecha:Elaboró: Reviso: Aprobó
Leche cruda
Inspeccionar elproducto y el vehiculo 1,5'
Realizar pruebas de control de C 58"
Medir la cantidad requeriday llenar registros 2,5'
Transladar del vehiculo al tanque de recepción por gravedad 10'
Bombear del tanque de recp a la clarificadora 10'
Clarificar 1'
Adicionar insumos 7"
Bombear al pasterizador 12'
controlar temperatura y pasterizar 1'
Ázucar
Pesar y disolver 5
Transportar al tanque de mezclado 2'
1
2
3
4
5
6
7
8
9
1410
14 Transporte al tanque de inoculado 12'
A Contínua hoja 2
11
12
13

INVERSIONES Manual de proceso Página : 9 de 11LA CATIRA Tiempo estándar
fecha:Elaboró: Reviso: Aprobó
AContinuación hoja 1
18 Adicionar cultivos y conservante 30"
Trasegar a cantinas 12'
Transladar al área de maduración 5'
Madurar 7 hrs
Refrigerar 15 hrs
Saborizar 48'
Transportar al área de envasado 5'
Envasado 58'
Transportar a los cuartos frios 5'
Almacenar 24 hrs
cultivo y conservante
Pesar 2'
Transportar al área deinoculado 18"
15
16
17
19
20
2
22
26
27
28
Saborizante
Pesar 2'
Transportar al área de saborizado 18"
2
24
25
29
3
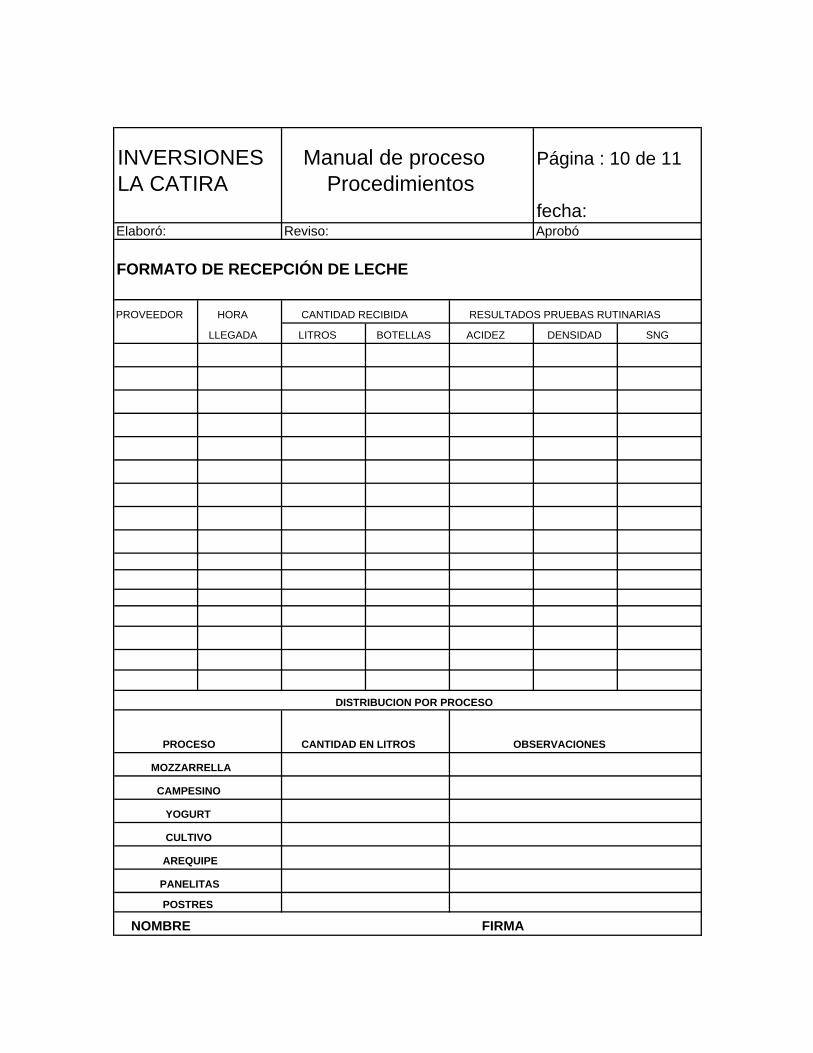
INVERSIONES Manual de proceso Página : 10 de 11LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
FORMATO DE RECEPCIÓN DE LECHE
PROVEEDOR HORA CANTIDAD RECIBIDA RESULTADOS PRUEBAS RUTINARIAS
LLEGADA LITROS BOTELLAS ACIDEZ DENSIDAD SNG
DISTRIBUCION POR PROCESO
PROCESO CANTIDAD EN LITROS OBSERVACIONES
MOZZARRELLA
CAMPESINO
YOGURT
CULTIVO
AREQUIPE
PANELITAS
POSTRES
NOMBRE FIRMA

INVERSIONES Manual de proceso Página : 11 de 11LA CATIRA Procedimientos
fecha:Elaboró: Reviso: Aprobó
FORMATO DE CONTROL DE PRODUCCION
INSUMOS INSUMOS PROVEEDOR LOTE CANTIDAD
Ázucar(Kg)
Benzoato de sodio(g)
Saborizante(ml)
OPERACIONES PROCESO HORA TEMPERATURA
Clarificación
Inicio pasterización
Adición de Láctocultivos
Adición de conservante
Inicio de maduración
Enfriamiento
Saborizado Refrigerado
PRODUCCION 42 lts Observaciones
Cantidad de cantinas
PRODUCTO FINAL 1000c.c 2000 c.c 4000 c.c
CANTIDAD
OBSERVACIONES
NOMBRE FIRMA