desarrollo de un sistema automatizado para la...
TRANSCRIPT

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
1
DESARROLLO DE UN SISTEMA AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS
DE ACERO

2
DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
3
1.ÍNDICE
2.AGRADECIMIENTOS .................................................................................... 5
3. RESUMEN ................................................................................................... 7
4. INTRODUCCIÓN ......................................................................................... 11
5. OBJETIVOS ................................................................................................. 15
6. DISEÑO ...................................................................................................... 17
6.1 DISEÑO CAD ................................................................................................................................................ 17
6.2 DISEÑO DE LÓGICA ..................................................................................................................................... 24
6.3 DISEÑO HMI ................................................................................................................................................ 28
6.4 SIMULACIÓN GRÁFICA ................................................................................................................................ 31
6.5 SIMULACIÓN Y CONEXIÓN INTERNA .......................................................................................................... 34
7. RESULTADOS Y DISCUSIÓN ........................................................................ 37
8. PLANIFICACIÓN TEMPORAL Y PRESUPUESTO ............................................. 41
9. CONCLUSIONES ......................................................................................... 47
10. BIBLIOGRAFÍA .......................................................................................... 49
11. ANEXOS……..………………………………………………………………………………………….50

4

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
5
2.AGRADECIMIENTOS
Me gustaría agradecer a mi familia el esfuerzo que ha hecho por otorgarme una educación eficaz.
Agradecer a la universidad y los docentes la posibilidad de realizar este grado y desarrollo académico.
Al profesor Juan de Juanes por confiar en mí para desarrollar este proyecto y orientarme durante
toda su elaboración
Pero en especial me gustaría dedicar este trabajo a tres personas muy importantes en todo lo que
aquí se refleja directa o indirectamente. A mi abuelo, ya que a él se debe la elección de estudiar
ingeniería industrial, que desde bien pequeño hizo despertar en mi el gusto por la mecánica, la
industria, la fabricación, pero sobre todo por el saber. Él me enseñó a superarme académicamente y
a no conformarme con observar el mundo sino entenderlo y comprobar cómo funciona. Las otras
dos dedicatorias son para los dos pilares fundamentales en los que me he apoyado durante estos
años, uno me ayudó a introducirme en este mundo y mantenerme a flote, y el otro me ha dado las
fuerzas necesarias para acabar. Blanca e Irene, gracias.

6
DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
7
3. RESUMEN
Los sistemas virtuales han sufrido una constante y vertiginosa evolución en los últimos años, tanto es así que han ido cobrando una importancia muy a la altura de sus posibilidades. Abre un abanico enorme de opciones de maniobra reduciendo en gran medida los recursos utilizados, la eficiencia de los procesos y el coste económico temporal que esto pueda suponer. En la industria, especialmente en la automovilística y la aeronáutica, se lleva años implementando este nuevo tipo de técnicas. Se centran principalmente en poder ver las consecuencias y requerimientos de distintos procesos de fabricación o montaje. Se ha producido una evolución en la forma de entender las etapas de diseño y fabricación de un producto. Si tradicionalmente las etapas de diseño, montaje y puesta en marcha se han llevado siempre de forma secuencial, ahora no tiene por qué ser así. Para ello vamos a utilizar una ventaja productiva como son los entornos virtuales, que en un período de tiempo muy breve se han desarrollado hasta ofrecer posibilidades que se sitúan muy cerca de la realidad. Se consigue adelantar la puesta en marcha a la etapa de diseño, la única condición es que deberá tratarse de una puesta en marcha virtual. Aunque a priori pueda generar desconfianza numerosos estudios demuestran que las simulaciones se acercan al caso real de manera sorprendente y muy efectiva. Dentro de la propia etapa de diseño aparece una situación parecida. Si bien, en el desarrollo clásico, la etapa de diseño mecánico precedía y condicionaba severamente el diseño de control automático, ahora se busca una coexistencia de ambas etapas donde el diseño pueda adaptarse a los requerimientos de las dos intentando alcanzar el óptimo. Para ello se usan herramientas de entornos virtuales que nos permite aunar diversas ramas del diseño desde las primeras etapas de éste. Se consigue explotar al máximo el potencial de cada equipo de diseño, que trabajarán de forma sinérgica.
Este proyecto se ha planteado como una comprobación de la verdadera dificultad y efectividad que supone aplicar estas nuevas metodologías a una parte del proceso de fabricación de una pieza simple.
El trabajo se centra en la puesta en marcha virtual (virtual comissioning) de una célula de fabricación de casquillos de acero. Esta práctica cada día más frecuente y extendida consiste en el desarrollo a nivel virtual de un proceso de fabricación o montaje, no sólo de la parte gráfica si no de la lógica del controlador, de forma que después ésta pueda ser volcada a un PLC real y funcione correctamente.
Se trata de un trabajo realmente amplio puesto que abarca el ámbito de la simulación, la emulación y modelaje. El objetivo de esta idea es poder desarrollar un proceso de fabricación y montaje en una realidad virtual en la que se puedan modificar los elementos y actuadores sin ningún tipo de coste, a fin de ajustar máquinas, procesos y tiempos antes de la compra y montaje de los mismos. Supone un gran ahorro económico ya que elimina las correcciones de diseño a posteriori y la creación de prototipos físicos, así como la compra innecesaria de dispositivos que después pueden no adaptarse a nuestro diseño retocado o no cumplir con las especificaciones previstas. Por otro lado también supone un ahorro de tiempo ya que las posibles modificaciones se realizaran más rápidamente en el entorno virtual que en el real. Para ello el proyecto se subdivide en tres procesos básicos.
El diseño CAD (diseño asistido por ordenador). Se basa en el uso de un amplio rango de herramientas computacionales que asisten a ingenieros, arquitectos y diseñadores para crear en entornos completamente virtuales representaciones de piezas que pueden estar tanto en dos dimensiones como en tres. Para ello se cuenta con distintas herramientas de dibujo y modelaje. Además en las últimas versiones se han implementado las opciones de dotar de color a las piezas, añadir sus

RESUMEN
8
propiedades mecánicas o incluso aplicarles todas las propiedades de un material en concreto puesto que incluyen librerías con los materiales más comunes.
En este caso se ha realizado con el programa CATIA. En esta plataforma se ha ensamblado la célula de fabricación mencionada anteriormente. Partiendo del diseño de la pieza a fabricar se han reunido los modelos CAD de los distintos componentes necesarios para la fabricación.
Como la idea base de este proyecto es representar un caso real los componentes no han sido diseñados desde cero, en su mayoría, sino que han sido suministrados por la propia empresa que los vende, que cuenta con un catálogo virtual de prácticamente todas sus piezas, realizado con muchísimo detalle.
Algunas de las piezas usadas, aquellas más específicas para nuestro caso y difícilmente implementables en otros procesos, sujeciones o acoples especiales para el diseño, han sido diseñadas desde cero usando este mismo programa.
La otra parte del diseño CAD, después de reunir todas las piezas necesarias, es el ensamblado. Éste consiste en la unión de las distintas piezas aplicando restricciones físicas entre ellas del tipo de coincidencia de elementos geométricos, tales como ejes de revolución, paralelismo o distancia fija entre ejes y caras, etc.
El diseño de la lógica que rige el proceso ha sido creado usando el programa TIA Portal de Siemens. En este programa se permite crear tanto un PLC virtual con los requisitos deseados, dentro del catálogo de Siemens, como un HMI (Interfaz hombre-máquina) conectados entre sí para poder obtener una simulación completa de todo el proceso sin necesidad de ningún elemento físico. Como simulador utiliza un bloque llamado PLC.Sim en el que se pueden forzar tanto entradas como salidas. En el caso del PLC mediante el uso de diagramas de escalera se ha desarrollado un programa implementable de forma directa en el PLC real en el que a través de las señales externas recibidas por los sensores es capaz de generar una señal de salida para activar los actuadores electroneumáticos necesarios en cada situación para el proceso de fabricación del casquillo.
Por otro lado en el caso del HMI se ha intentado desarrollar una interfaz lo más parecida posible a la que aparecería en una máquina real con el marketing y la imagen corporativa que podría dar la empresa que lo suministrase, usando un entorno lo más visual posible.
La simulación gráfica de todo el conjunto se ha llevado a cabo usando DELMIA. Este programa pertenece al grupo CAM (Computer Aid Manufacturing). Basándose en la simulación de movimientos, la programación secuencial o el diseño de rutinas de fabricación, nos permite establecer numerosas posibilidades de montaje o funcionamiento. Cuenta con un módulo dedicado a establecer señales externas que podrán ser alteradas directamente en el programa o de forma ajena al programa, que será el caso que se va a implantar forzando las señales mediante PLC Sim. Los pasos que se han seguido en la utilización de DELMIA se dividen en montaje, programación y simulación. El montaje nos permitirá convertir a mecanismo todo el conjunto. Existen distintos tipos de uniones como la rígida o la articulada, cilíndrica, giratoria, prismática… Posteriormente se procede a programar el comportamiento del mecanismo en función de las señales externas, anteriormente mencionadas. El diagrama GRAFCET será la herramienta para este fin. Por último se realizan las conexiones virtuales pertinentes con las variables así como la designación de estas.
A partir de este momento se puede realizar la conexión de todos los programas que permita realizar la puesta en marcha virtual (Virtual commissioning). Una vez conectados los programas aparecerán nuevos errores o imprecisiones que se podrán corregir antes de invertir dinero en material físico.

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
9
Para la conexión se utilizan KEPServerEx y NetttoPLCSim ambos programas lo que posibilitan es conectar las distintas aplicaciones a través de una conexión en red. NetttoPLCSim actua como comunicador de PLCSim ya que este no contempla la posibilidad de conectarse exteriormente con ningún programa, su función es únicamente la de poder simular a través de TIAPortal y Step7. Por su parte KEPServerEx actua de servidor de información de las variables e intercambia esta con los distintos programas. Se pueden considerar como el enlace y transporte de información imprescindibles para poder llegar al fin último del proyecto que no es otro que el de establecer la simulación integrada de todos los factores del proceso de fabricación.

10

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
11
4. INTRODUCCIÓN
El futuro de la planificación de plantas productivas está evolucionando a pasos agigantados. El concepto de fábrica virtual simplifica el trabajo de los ingenieros de planta y les proporciona soluciones técnicas para un prototipo virtual con las mismas características geométricas, estáticas y dinámicas que tendrá la planta real en el futuro. La ingeniería, las pruebas y la construcción de la fábrica pueden ser chequeadas vía simulación virtual. Esto permite desarrollar distintas propuestas y diseños y pronosticar su funcionalidad, eficiencia y posibilidad de materialización en el caso real sin necesidad de invertir ninguna cantidad de dinero en maquetas o productos, que más adelante puede que vayamos a descartar. Por tanto se consigue reducir el tiempo de puesta en marcha, adelantar el inicio de la producción y reducir tiempos muertos. Los numerosos artículos escritos en los últimos años sobre “digital factories“ (fábricas digitales) ofrecen un punto de vista optimista sobre esta nueva práctica y sus posibilidades de desarrollo. Sin embargo, pese a todas estas ventajas que se plantean, actualmente, aún falta una inversión económica importante por parte de las empresas e introducirse de una forma más popular en el sector. Las empresas de software ofertan soluciones bastante particulares que se quedan aún lejos de asentar un mercado amplio y general de este tipo de soluciones. Los principales puntos débiles son la alta complejidad, el alto coste de implantación al proceso de diseño tradicional, la variedad de empresas que ofertan productos de virtual commissioning con sus correspondientes problemas de incompatibilidad entre ellos, y el mantenimiento necesario. Provocan así, todos estos factores, la falta de presencia de estas tecnologías en los proyectos actuales.
El virtual commissioning fue implantado por primera vez por General Motors a principios de los años 90. Esta marca automovilística fue pionera en la técnica, comenzando por emular los procesos de lógica. Rápidamente dio pie a la formación de una industria que incluía ya software creado con el único fin de emular procesos. A partir de ahí empresas como ISG Virtuos, Emulate3D o Siemens PLM Software han desarrollado novedosos programas centrados en el virtual commissioning para distintos sectores de producción y almacenes. La razón por la que está corriente se inició en el sector del automóvil es la apremiante necesidad de optimizar el proceso productivo tanto en la fabricación de los componentes del automóvil como en su ensamblaje. Según aumentó la competitividad en el sector se convirtieron en críticos aspectos como el tiempo de producción y el coste de ésta. Aparecieron así cadenas de montaje optimizadas al máximo, por lo que para su ejecución se requerían numerosas horas de diseño, montaje, pruebas, reajustes y cambios de diseño. Todo esto suponía mucho tiempo en cada paso y numerosas horas de espera para los que dependían del trabajo previo de otros. Al poder empezar a emular los procesos se consiguió ver los primeros errores de diseño sin necesidad de hacer pruebas físicas ni montajes. Por lo tanto se podían solapar procesos de diseño y pruebas reduciendo así el tiempo total, lo que suponía una ventaja con respecto a la competencia.
En el diseño de procesos industriales todas las actividades de ingeniería mecánica, electrónica y de software están estrechamente relacionadas entre sí. En la medida en que se facilite su integración se puede observar grandes cambios en el resultado final del proyecto. Por eso el diseño debe variar continuamente según los conflictos que puedan aparecer entre las distintas restricciones de cada una de las partes, teniendo en cuenta siempre el comportamiento real del sistema. Debe facilitar la sinergia entre los departamentos involucrados en lugar de resaltar las diferencias y limitaciones que pueda haber. A pesar de estas ideas, actuales y acertadas, la mayor parte de la industria sigue procesos secuenciales donde cada parte del diseño está claramente diferenciada de las demás y el final del trabajo de una implica el inicio de la siguiente (Figura 1). Esto supone una limitación muy importante a la hora de crear una sinergia entre los departamentos.

INTRODUCCIÓN
12
Figura 1
A menudo son los ingenieros mecánicos los que dirigen el proceso de diseño, ya que generalmente son los más expertos en los productos y su proceso de fabricación. Además, tienen los conocimientos necesarios para asentar las bases en cuanto a componentes mecánicos y electrónicos. El sistema es por lo tanto diseñado por ellos de forma progresiva en su parte mecánica tratando de adaptarse a las posibles necesidades que puedan aparecer. Sin embargo, los ingenieros de control son apartados en esta primera parte del diseño y de la distribución de planta. Su trabajo comienza en las últimas etapas, donde se les pide que desarrollen programas de control capaces de adecuarse a las especificaciones definidas previamente por los ingenieros mecánicos. Es un trabajo muy detallado agrupado en los pasos últimos del diseño o incluso en la puesta en marcha.
Esta forma de trabajar supone que aparezcan numerosas ocasiones en las que la falta de comunicación entre los ingenieros mecánicos, electrónicos y los ingenieros de control, provoca pérdida de información sobre el producto o el proceso con sus consecuente errores o pérdida de la optimización de los recursos. De esta manera los ingenieros de control únicamente tienen la posibilidad de realizar cambios mínimos en el diseño mecánico. Los inconvenientes de esta forma de organizarse han sido estudiados y bien definidos, especialmente en casos donde la lógica y las estrategias de control se han visto obligadas a ser demasiado complejas o sofisticadas. También hay que dejar claro que es fundamental centrarse en crear unas bases que asienten lo que debe ser el proceso. Esto sólo puede ser llevado a cabo por expertos ingenieros mecánicos, que son los conocedores de los distintos procesos de fabricación o producción. Pero es igual de necesario controlar las máquinas y actuadores a fin de poder optimizar el proceso y crear ciclos de producción efectivos.
Es aquí donde aparece una nueva forma de trabajar, la puesta en marcha virtual (virtual commissioning). Numerosas herramientas nos ofrecen la posibilidad de crear entornos virtuales en los que probar los software de control sin necesidad de esperar al montaje de la instalación. Aparece así un entorno multidisciplinario donde la ingeniería mecánica y de control encuentran una total vía de comunicación que ahora si da lugar a una sinergia que posteriormente se verá reflejada en el resultado final. Se propone por lo tanto una nueva forma de entender el proceso de diseño, donde la parte mecánica se desarrolle en un entorno completamente virtual con multitud de recursos que permitan simular y explorar las distintas posibilidades desarrollando todo el potencial. Introducir las simulaciones en el proceso desde sus primeras etapas permite, tanto a ingenieros mecánicos como de control, evaluar el comportamiento de la célula, validando los diseños, soluciones, adaptaciones al comportamiento u observando posibles fallos de concepto (Figura 2). Se hace posible evaluar el comportamiento de cada una de las variables mecánicas en conjunción con los elementos electrónicos de control, que podría variar en gran medida de los que se les había supuesto a la hora del diseño. Centrándose en las especificaciones funcionales, posibilita el poder desarrollar y combinar distintos metodos adaptativos a los procesos de fabricación estandar. Por otra parte, se crean prototipos virtuales que pueden ser almacenados para ser reutilizados en futuros proyectos, la

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
13
transferencia de conocimientos es perfectamente controlable y permite crear bases de datos con multitud de ejemplos y soluciones que sirvan de inspiración o como recurso estandar facilmente adaptable. Por esta razón el uso de herramientas de puesta en marcha virtual representa una ventaja estratégica en la validación y selección de soluciones realmente implementables en un verdadero diseño mecánico.
Figura 2
En resumen, el virtual commissioning se ha convertido en herramienta indispensable para la ingeniería de planta, consiguiendo construir réplicas de los equipos de producción y procesos en un entorno virtual 3D e interactivo con todo detalle de sistemas mecánicos, eléctricos, hidráulicos y neumáticos. La cadena de producción puede ser puesta en marcha virtualmente semanas o incluso meses antes de su montaje y con gran calidad y exactitud.
Aparecen proyectos de ingeniería de planta pioneros en este ambiente. La creación de la planta para el tratamiento del gas natural líquido hecha en Noruega es una de las más grandes del mundo. El control y la automatización se llevaron a cabo usando el programa “800xA Extended Automation” desarrollado por ABB. La complejidad de la planta es elevada y a su vez se le suma la introducción de nuevos procesos. Debido a las dificultades técnicas que planteaba el proyecto se decidió realizar los chequeos, ensayos y la puesta en marcha virtual usando un simulador de alta calidad. El software consistía en un simulador de procesos de fabricación de Kongsberg Process Simulation y un emulador de Melody System que es el controlador activo del 800xA. Uno de los retos de este proyecto era el hecho de que la ingeniería, los test mediante la puesta en marcha virtual y los ensayos de operaciones se realizaron desde distintas ciudades noruegas. Necesitaron tomar medidas que aseguraran la cohesión del proyecto. Esta afectó a la manera de trabajar ya que cobraba gran importancia la gestión de datos y resultados. Se debía conseguir resultados armónicos que pudieran ser archivados sin perderse. La simulación virtual les ofreció la posibilidad de cumplir la expectativas del proyecto.

INTRODUCCIÓN
14
Otro ejemplo es BMW. Este gigante de la industria automovilística ha descubierto los beneficios que encierra la digitalización de los procesos de fabricación de la mano de Tecnomatix. Esta alianza empresarial, como fruto de la iniciativa de BMW en la estrategia de “digital manufacturing”, busca aumentar la flexibilidad de toda la producción mundial de la marca (Figura 3). Esta flexibilidad permitirá a las plantas no verse afectadas por la fluctuación de la demanda en relación a los distintos modelos de la marca.
Figura 3
Joachim Wiesmueller, director general de procesos integrados de tecnología de fabricación y planificación de material de operacional de BMW declara que están desarrollando un sistema que les permitirá hacer todo el plan de fabricación de un producto simultáneamente en varias plantas y que también hará posible almacenar, dirigir y comunicar los procesos de producción y métodos. Uno de los objetivos de BMW es crear una estructura multifuncional, de tal forma que cuando un modelo es incorporado a la cadena de montaje los robots y las herramientas conserven la misma disposición y sólo se deba cambiar los programas de control. Recientemente se ha probado un primer prototipo: se consigió usando Tecnomatix eM-Planner que parte de la fabricación del BMW Serie 3 fuese diseñada en la actual línea de producción sin cambiar accesorios ni herramientas. Con las nuevas herramientas que les ha proporcionado Tecnomatix eMPower reciben una cantidad de información que no tenían antes (Figura 4). Eso les permite analizar y documentar todas las estructuras, productos, procesos tecnologías y resultados en función de coste, duración, producción calidad, etc. Wiesmueller declara: “Ésto nos proporciona un perfil con el que podremos comparar continuamente el desarrollo de nuevos productos, sus etapas de diseño y ver como de bien se integrarían en las cadenas de montaje ya existentes”.
Figura 4

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
15
5. OBJETIVOS
Este proyecto parte con tres objetivos claros a desarrollar como Trabajo Fin de Grado: diseño gráfico virtual, diseño lógico de proceso y de HMI y, por último, emulación conjunta de todos los sistemas. Además, como proyecto para poder introducir el sistema de puesta en marcha virtual dentro del proceso tradicional de trabajo los expertos formulan los siguientes requerimientos básicos:
Código de control real: Un código tanto para los PLCs como para los robots o la HMI que sirva para el control real del proceso pero con algunas modificaciones temporales que permitan la simulación de éste en un entorno virtual, ya que, por ejemplo, no contaremos con las señales emitidas por los sensores físicos y por lo tanto habrá que forzarlas.
Herramientas reales de ingeniería: es básico el uso de lenguajes y herramientas ya existentes en el mundo ingenieril que nos podrán aportar experiencia previa y elementos ya creados como las librerías o soluciones estándar. La introducción de elementos completamente innovadores pueden llegar a perjudicar la eficiencia de esta práctica.
Integrabilidad: El entorno virtual que crearemos deberá ser lo más parecido posible al real que encontraremos después con el fin de asegurarnos de que aquello que ha funcionado en el entorno virtual y ha parecido una buena solución, a la hora de implementarlo en el caso real siga siendo igual de eficaz.
Compatibilidad: Las existencia de diversas marcas de componentes, así como las nuevas actualizaciones que puedan aparecer a corto plazo nos obligan a crear un sistema que sea lo más compatible posible con todas ellas.
Controladores virtuales: Los controladores virtuales tanto de PLCs como de robots deberán estar lo suficientemente desarrollados como para asegurar el uso completo de los programas corridos en la máquina virtual en sus homónimos físicos.
Optimización del proceso de puesta en marcha de un conjunto productivo: debe suponer un ahorro de tiempo tanto en el proceso de diseño de producto como de su fabricación.
Centrándose ahora en los objetivos particulares que se han establecido para este proyecto universitario:
El primer objetivo abarca el diseño gráfico virtual de la estación de fabricación y se considera necesario alcanzar una representación lo más fiel posible de lo que será más adelante la estación en sí. Se deberán introducir componentes comerciales prácticamente en su totalidad y alcanzar un grado de detalle y acabado bastante alto. El resultado debe ser tanto representativo como atractivo a la vista.
El segundo objetivo, que era el diseño lógico de proceso y de HMI, abarca el desarrollo de un código capaz de controlar el proceso de fabricación según se requiere y le creación de un HMI profesional, intuitivo y visualmente atractivo. Además se debe establecer la conexión virtual entre el código del PLC, el HMI y el emulador de PLC simulando las conexiones reales.
El tercer y último objetivo es aunar todo el trabajo anterior en la herramienta de simulación Delmia que nos permita llevar acabo el proceso concreto de puesta en marcha en un entorno virtual, pudiendo obtener así una simulación de como se comportará la estación tras su montaje real.

16

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
17
6. DISEÑO
6.1 DISEÑO CAD
Todo el diseño gráfico para construir la célula de mecanizado en el entorno virtual se ha llevado a cabo usando el programa de diseño asistido por ordenador CATIA, de Dassault Systèmes. Este programa cuenta con numerosos años de experiencia y destaca como uno de los más punteros del sector. Se empleado la versión 15 release 21 (V15R21).
Las soluciones de CATIA Engineering permiten crear cualquier tipo de ensamblajes 3D para prácticamente todos los procesos de ingeniería mecánica. Abordan los requisitos específicos de una amplia variedad de sectores y procesos y cubren, por ejemplo, piezas forjadas o de fundición, operaciones de moldeado e inyección de piezas de plástico, diseño y fabricación de piezas de materiales compuestos, diseño de piezas de chapa metálica y operaciones de cierre avanzadas. Los procesos predefinidos de CATIA permiten a los ingenieros mejorar de forma considerable la productividad, no solo en cuanto a la finalización más rápida del diseño mecánico, sino también a la reducción del tiempo de aplicación de los cambios en el modelado en 3D (Figura 5).
Figura 5

DISEÑO
18
El primer paso para iniciar este proceso es crear un modelo virtual tridimensional de la pieza que se desea mecanizar, tanto del producto inicial (cilindro macizo) como la pieza ya fabricada (casquillo de acero, Figura 6). Esta pieza se compone de un cuerpo principal con forma cilíndrica de 150mm de alto y cuya base tiene un diámetro de 100mm y un agujero pasante con dos diámetros distintos, un primer diámetro de 50mm y otro mayor de 80mm y 75mm de profundidad desde la base. En el Anexo I se porporciona su plano de fabricación.
Figura 6
Tras determinar las dimensiones de la pieza se procede a encontrar una célula de mecanizado capaz de llevar a cabo las operaciones pertinentes. Se decide dividir el proceso de cada pieza en cinco pasos, lo cual lo dota de mayor eficiencia. En el primer paso el cilindro macizo es colocado en el plato giratorio, en la segunda etapa se le realiza un taladrado pasante con el diámetro pequeño de 50mm, en la tercera etapa espera, en la cuarta se realiza el segundo taladrado de mayor diámetro 80mm y en la quinta, otra vez en la posición inicial, es retirado y llevado a la cola de salida. También se toma la decisión de equipar todo el proceso con actuadores neumáticos.
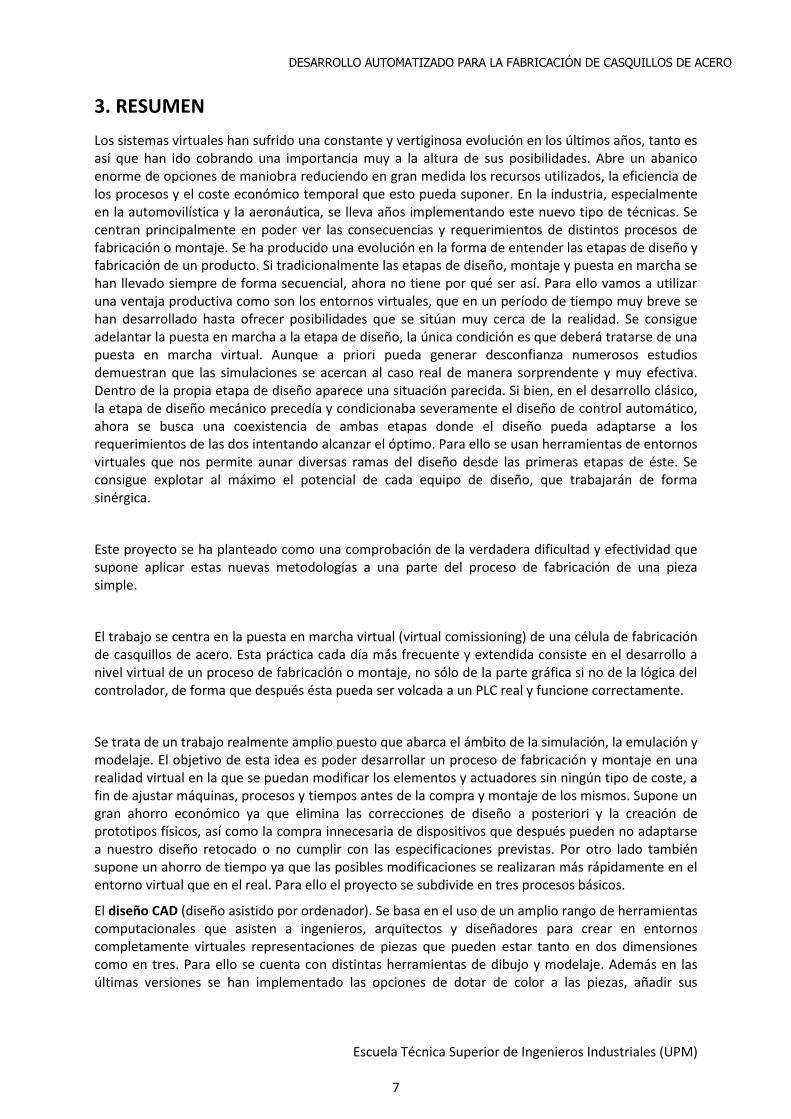
Como primera idea se piensa en una base cúbica giratoria según un eje paralelo al suelo y en dos unidades de taladrado colocadas en posición horizontal (Figura 7). Tras valorar las posibles dificultades que puede suponer el sostener una pieza sometida a la acción gravitatoria se plantea colocar el eje de giro en dirección perpendicular al suelo. Se opta por una mesa giratoria y dos taladros verticales.
DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
19
Figura 7
Como vía de entrada de las piezas en bruto y salida de la pieza mecanizada se usarán dos cintas de rodillos.
Una vez diseñado el primer boceto de la célula de mecanizado el siguiente paso será encontrar componentes comerciales que se adecuen a nuestro diseño. Para ello se han aprovechado las facilidades que empresas del sector de la fabricación como Festo o Bosch nos ofrecen al disponer de un catálogo online de sus productos con sus correspondientes modelos en archivo “.prt”. Usando los asistentes que también incorporan en sus webs se puede saber cuál de sus productos se adecua más a las necesidades de longitud de carrera y fuerza en el caso de los pistones, o velocidad de giro y detección de posiciones en el caso de plato giratorio.
Figura 8
Se escoge así el plato giratorio DHTG-90 (Figura 8) de Festo que cuenta con un sistema de giro capaz de detectar 4 posiciones, a 90o cada una respecto de la anterior. Este plato viene dotado de una base circular a la que acoplaremos una extensión que nos permita alojar todo el utillaje necesario. Para seleccionar el componente se han tenido en cuenta el número de posiciones, la velocidad de giro, la inercia resistente admitida y las dimensiones de la base. Todo ello viene especificado en la documentación proporcionada por el proveedor (Anexo II).
Como medio de sujeción de las piezas a mecanizar Festo oferta un juego de mordazas (Figura 9) neumáticas de sección circular con un recorrido de 5mm y una presión máxima de 6bar. El casquillo apoyará contra una pieza que se ha diseñado de manera exclusiva para este proyecto dotada de una base que le permite acoplarse al plato giratorio y que se adapta de forma ergonómica a la pieza. Sus planos de fabricación se encuentran en el Anexo III. El distribuidor central GF (Figura 10) permite controlar las mordazas de forma simultánea simplificando así tanto el control como el equipamiento.

DISEÑO
20
Las especificaciones técnicas de la mordaza y distribuidor se proporcionan en el Anexo IV y el Anexo V respectivamente.
Figura 9 Figura 10
Para manipular las piezas surgieron varias opciones. El uso de un manipulador por vacío se rechazó debido a la forma de la pieza una vez mecanizada. La incorporación de sofisticados sistemas de manipulación supone un gasto excesivo e innecesario. El uso de una pinza parece la opción más convincente. Entre una pinza de dos dedos y una de tres, la de dos se rechaza por la complejidad de sujetar la pieza primaria. Finalmente se ha optado por utilizar una pinza de tres dedos HGDD 80 (Figura 11) con garras de caucho ya que era el modelo que cumplía más requisitos. Se trata de una pinza de accionamiento neumático con dos únicas posiciones, abierto y cerrado. La documentación con sus características aprace en el Anexo VI.
Figura 11
Para mover la Pinza se ha diseñado un sistema de dos actuadores, uno en dirección horizontal y otro en vertical que permiten desplazar la pinza tanto del punto de localización en el plato a las colas de entrada y salida como de arriba abajo. Se trata del pistón neumático ADN-40-100 (Anexo VII). Para su elección se ha tenido en cuenta la longitud de carrera, de forma que se pudiera abarcar todo el conjunto en un espacio adecuado; la detección de posiciones, puesto que para el pistón vertical basta con los dos finales de carrera pero para el actuador lineal se necesita poder establecer tres posiciones distintas, dos finales de carrera y una posición intermedia; la presión de trabajo ya que todo el sistema deberá funcionar con la misma; la fuerza máxima en la cabeza del pistón, que nos dirá si podemos mover o no los aparatos deseados; y la conexión a otras piezas. El modelo escogido ha sido el actuador lineal DDLI40600. Sus especificaciones técnicas vienen descritas en el Anexo VIII.

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
21
Se ha diseñado un conector específico para poder adaptar la pinza al pistón que permite su movimiento vertical. Sus dimensiones vienen especificadas en el Anexo IX.
Para el taladrado se han añadido dos unidades de taladrado compactas BE-335-3313 (Anexo X) que nos permiten controlar tanto la velocidad de giro como la de avance. Se trata de dos unidades iguales en las que cambiará el diámetro de la broca, 50mm ó 80mm (Figura 12). Como cada agujero tiene una profundidad distinta se considera más oportuno usar dos unidades de taladrado iguales y modificar la altura a la que se instalan en lugar de variar el producto. Se han diseñado 4 orificios en la base del plato giratorio para que el taladro pueda sobresalir sin dañarlo.
Figura 12
Para ubicar todos los actuadores se han utilizado perfiles de aluminio Bosch (Figura 13) obtenidos de su página web Bosch Rexroth, con los que se ha construido una plataforma.
Figura 13
Una vez obtenidos todos los productos estudiados se procede a su ensamblaje virtual. Mediante coincidencias de ejes de revolución, contacto entre caras, ángulo entre superficies o distancia entre caras paralelas se ensamblan las piezas y conjuntos y se construye la célula virtual.
Se prescinde en este caso de la incorporación de tornillos o remaches ya que en el modelo virtual no serán de ninguna utilidad y supondría un tiempo y trabajo desperdiciado.
Se incorpora colores a las piezas a fin de hacerlas más identificables y buscando también un acabado visualmente más atractivo.
Una muy buena opción que permite el programa es la de modificar las piezas de forma individual y poder ver el resultado en el conjunto completo en vista real. Esto ha resultado muy útil a la hora de diseñar las piezas especiales. También nos hemos aprovechado de estas ventajas con los subconjuntos. De esta forma se abre el subconjunto específico que queremos manipular, por ejemplo el pistón vertical de la pinza, podremos ahora extraer o introducir el bulón y observar los

DISEÑO
22
resultados en el conjunto total, para así poder ver si la disposición que hemos creado en la célula es compatible con las piezas seleccionadas y sus dimensiones.
Durante el proceso de ensamblaje se retoca el diseño bien por errores de concepto espacial o por falta de cohesión entre las piezas. Estos errores son fácilmente subsanables pues en el mismo ensamblaje se puede sustituir una pieza por otra sin modificar el resto del conjunto. A su vez se pueden crear distintos subconjuntos que facilitaran el manejo de los productos y su edición (Figuras 14-17).
Es aquí donde se ve una de las primeras ventajas comentadas anteriormente. Se puede obtener una primera idea visual de cómo quedará la célula, el espacio que ocupara y los adaptadores necesarios, así como su exacta adaptación. Todo ello ahorrando tiempo ya que se consigue con unos simples clics y no es necesario esperar hasta la fase de prototipado o incluso la de montaje; y ahorrando coste pues no hemos tenido que comprar ningún actuador ni fabricar ninguna pieza.
El resultado final de la célula se puede observar en la figura 18.
Figura 14 Figura 15
Figura 16 Figura 17

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
23
Figura 18

DISEÑO
24
6.2 DISEÑO DE LÓGICA
Una vez terminado el diseño CAD se procede a iniciar el diseño lógico. Para ello se usa el programa que oferta Siemens, TIA Portal v13 con Simatic Step 7 (Figura 19).
TIA Portal forma parte de todo el potencial de Totally Integrated Automation. El software optimiza todos sus procedimientos de procesamiento, operación de máquinas y planificación. Cuenta con una intuitiva interfaz de usuario, sencillez en sus funciones y completa transparencia de datos. Los datos y proyectos preexistentes pueden integrarse fácilmente, lo cual supone un punto fuerte en la inversión a largo plazo.
Figura 19
En primer lugar hay que explicar que si el diseño CAD era el cuerpo de la célula y todos los componentes físicos, el diseño lógico abarca el cerebro del sistema. Para ello se basa en la recepción de señales externas, el procesamiento de estas señales para generar respuestas, y la generación y emisión de estas respuestas. Todo ello mediante ciclos ejecutados de forma continua y repetitiva en apenas unos pocos milisegundos. Los medios para todo este proceso serán sensores externos para generar las señales, PLCs para procesarlas y actuadores para generar las respuestas.
A la hora de escoger un PLC nos basaremos en su potencia y el número de entradas y salidas que pueda admitir. En este caso se ha utilizado un único PLC, el CPU S7-312 ofertado por Siemens con 32 entradas y salidas digitales y conexión MPI/PROFIBUS DP. Memoria de trabajo 32 KB; 0,2 ms/1000 instrucciones; interfaz MPI; configuración en una fila hasta 8 módulos; comunicación S7 (FBs/FCs cargables)
Los elementos electrónicos empleados son:
-Interruptores: Se activa cuando hay un 1 en el elemento que representa; esto es, una entrada (para captar información del proceso a controlar), una variable interna o un bit de sistema.
-||-

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
25
-Interruptores negados: Se activa cuando hay un 0 en el elemento que representa; esto es, una entrada (para captar información del proceso a controlar), una variable interna o un bit de
sistema. -|/|- -Marcas: Tienen tanto bobinas como contactos asociados a las mismas de los tipos vistos en el punto anterior. Su número de identificación suele oscilar, en general, entre 0 y 255. Su utilidad fundamental es la de almacenar información intermedia para simplificar esquemas y
programación. -(M)- -Biestables: multivibrador capaz de permanecer en uno de dos estados posibles durante un tiempo indefinido en ausencia de perturbaciones.
-Retardo a la conexión: La operación Temporizador de retardo a la conexión cuenta el tiempo al estar activada la entrada de habilitación. Si el valor actual (Txxx) es mayor o igual al valor de preselección (PT), se activa el bit de temporización. El valor actual del temporizador de retardo a la conexión se borra cuando la entrada de habilitación está desactivada.
-Retardo a la desconexión: La operación Temporizador de retardo a la desconexión cuenta el tiempo al estar desactivada la entrada de habilitación. Si el valor actual (Txxx) es mayor o igual al valor de preselección (PT), se desactiva el bit de temporización. El valor actual del temporizador de retardo a la conexión se borra cuando la entrada de habilitación está activada.
-Impulso:
-Detector de flanco de subida: Devuelve un 1 cuando la entrada cambia de 0 a 1. Vuelve a 0 si
continúa la entrada en 1 o cambia a 0. -|P|- -Detector de flanco de bajada: Devuelve un 1 cuando la entrada cambia de 1 a 0. Vuelve a 0 si
continúa la entrada en 0 o cambia a 1. -|N|-
A la hora de escribir el código es imprescindible prestar mucha atención a las situaciones en las que se deberá ejecutar cada orden. Muchos de los problemas que han surgido a la hora de programar han sido debidos a planteamientos de situaciones iguales para dos movimientos opuestos. A diferencia del programador, el PLC piensa en variables de estado, sin importarle lo que haya sucedido antes, a no ser que utilices funciones muy específicas. Por ello para unos casos usaremos unos sensores que den pie a ejecutar una orden y en otros casos similares usaremos otra combinación distinta de los mismos pero que nos permita establecer dos estados distintos.
El ciclo automático y secuencial que se desea implantar es el siguiente:
-Movimiento horizontal de pinza robótica hasta la pila de entrada: la pinza viene de descargar la pieza mecanizada y procede a situarse sobre la pieza bruta. Estado: SPINZABTA-SB-BON-BSTOP y ↑SPINZA (flanco de subida del sensor de pinza en posición A)-SB-BON-BSTOP

DISEÑO
26
-Descenso de la pinza: la pinza baja para recoger la pieza sin mecanizar. Estado: SPINZABTA-SFCA-noSPINB
-Cierre de pinza: los dedos colocados de forma estratégica aprisionan la pieza sin verse obstaculizados por el resto de la pila. Estado: SPINB-SFCA
-Ascenso de pinza: la pinza sube portando la pieza. Estado: SPINZCERRDA-SFCA-noSPINZA
-Movimiento horizontal de pinza hasta la célula de mecanizado en la posición de entrada del plato giratorio: el actuador lineal traslada la pinza con la pieza al final de carrera opuesto, justo encima del utillaje de pieza situado en el plato. Estado: SPINZA-SFCA-SPINZCERRDA
-Descenso de pinza: la pinza baja para descargar. Estado: SFCC-noPIEZAHECHA
-Apertura de pinza: Se descarga la pieza. Estado: SPINB-SFCC-noPIEZAHECHA-noSPINZABTA
-Ascenso de pinza: la pinza sube para permitir el giro del plato sin obstaculizar. Estado: SPINZABTA-SFCC
-Giro de 90º del plato: el plato gira un cuarto de vuelta lo que nos permite tener cuatro piezas dentro del proceso de mecanizado, optimizando tiempos y recursos. Estado: SFCC-↑SPINZA
-Cierre de mordazas: se sujetan las piezas contra el soporte para evitar desplazamientos en el giro o el taladrado. Estado: GIRO
-Arranque y descenso de taladros: cada taladro bajará la profundidad deseada para el vaciado que se requiere. Estado: SG
-Ascenso y parada de taladros: primero se retiran los taladros y posteriormente se apagarán por cuestiones mecánicas. Estado: STB1 Y STB2
-Apertura de mordazas: se liberan de nuevo las piezas. Estado:
-Descenso de pinza: la pinza baja de nuevo para recoger una pieza ahora ya mecanizada. Estado: PMORDAZA-PIEZAHECHA
-Cierre de pinza: sujeción de la pieza. Estado: SPINB-SPINZCERRDA
-Ascenso de pinza: la pinza sube cargando la pieza mecanizada. Estado: SPINZCERR-PIEZAHECHA
-Movimiento horizontal de pinza hasta pila de salida: el actuador lineal traslada la pinza desde el final de carrera izquierdo a la posición intermedia en la que se encuentra la pila de salida. Estado: SPINZA-SPINZA
-Descenso de pinza: la pinza desciende sobre la cinta de rodillos de salida. Estado: SB-SPINZCERRDA-SPINB
-Apertura de pinza: se libera la pinza. Estado: SPINB-SB
-Ascenso de pinza: la pinza vuelve a la posición inicial. Estado: SB-SPINZABTA-SPINZA
Como desde el inicio el proyecto tiene una finalidad de estudio previo a la aplicación del caso, para simular el proceso no se cuenta con los sensores utilizados en el programa y no se pueden activar para poder comprobar lo programado y chequear los errores. Por ello se ha escrito un código en el que se van forzando los sensores según la secuencia esperada de movimientos de forma automática. Corre así, de forma paralela al cuerpo principal del código y se combina con los pulsadores, que sí que se forzaran de forma manual, para poder simular todo el proceso de forma virtual. Este programa requiere también un ajuste de los tiempos aproximados empleados en cada movimiento y la sincronización entre los distintos subprocesos. Por lo tanto, deberá ajustarse a la realidad haciendo saltar algunos sensores de forma secuencial, como pueden ser el sensor de pinza abierta o cerrada, y

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
27
otros de forma permanente durante procesos complementarios, como puede ser el sensor de posición horizontal de la pinza mientras se produce la carga o descarga de la pieza. El código utilizado se encuentra en el Anexo XI.
A modo inicial, antes de simular el conjunto entero de archivos y programas con DELMIA se establecieron unos tiempos aproximados para cada proceso.
Proceso Tiempo (s)
Subir/Bajar pinza 2
Abrir/Cerrar pinza 1
Movimiento de SFCA a SB y viceversa 3
Movimiento de SB a SFCC y viceversa 3
Giro 6
Subir/Bajar taladros 4
Posteriormente se ha visto que DELMIA establece esta duración de 5 segundos para cualquier movimiento que deba realizar ya que desconoce los mecanismos y sus tiempos de reacción. Se considera que los tiempos, aún no siendo exactamente los reales, sirven para el propósito que debe desempeñar.
Se da el caso de que si se programan los tiempos exactos entre la secuencia de los distintos sensores no se llega a dar la situación para arrancar el proceso. Un ejemplo es: la pinza debe abrirse (1 seg) y cuando active el sensor de pinza abierta, y estando ya el de pinza abajo, arrancará la subida de la pinza, quedando este último sensor, pinza abajo, apagado. En la realidad el sensor de pinza abajo no se apagará hasta que no se inicie la subida. Pero en la temporización si se activa el sensor de pinza abajo únicamente durante el segundo que tarda en abrirse la pinza, la simultaneidad da lugar a que en ningún momento estén ambos sensores encendidos puesto que el sensor de pinza abajo al estar programado no espera a que se inicie la acción para apagarse. La solución para este fallo ha sido programar el encendido de los sensores durante medio segundo más de lo que lo estarían en realidad. Esta cuantía, medio segundo, es lo suficiente grande como para eliminar el problema y lo suficiente pequeña como para no originar una situación conflictiva de sensores.
El código escrito para controlar el ciclo de sensores se presenta en el Anexo XII.
Además del ciclo normal de trabajo descrito anteriormente, se incorporan tres funciones de seguridad obligatorias, parada, parada de emergencia y rearme.
Mediante el pulsador de parada se activa una señal que permitirá terminar el ciclo actual de trabajo, una vez finalizado se quedará en espera antes de recoger otra nueva pieza a mecanizar. Esta función permite detener la estación de forma segura, sin dejar ninguna operación a medias. Responde a la necesidad de parar la máquina para hacer una reparación, mantenimiento o al final de la jornada.
El pulsar la seta de emergencia todos los pistones, actuadores o motores se detienen de inmediato. Responde a la necesidad de parar la máquina en caso de una situación de emergencia en la que una persona pueda resultar herida o se puedan producir daños graves. En este caso la parada debe ser inmediata sea cuál sea el estado de la máquina.
La función de rearme tiene como finalidad devolver a la estación a la situación inicial tras una para de emergencia y dejarla en condiciones de reanudar el trabajo. Por lo tanto situará la pinza a la altura del sensor de fin de carrera A del actuador lineal, arriba y abierta, y girará el plato hasta la posición correcta.

DISEÑO
28
Durante el proceso de programación han ido apareciendo errores de compilación o de ejecución. El proceso para solventar estos errores ha sido siempre igual. En el caso de errores de compilación el programa cuenta con un glosario de ayuda muy amplio donde viene una explicación detallada de cada elemento, su funcionamiento, el modo de conexión, las variables necesarias y el tipo de estas. En el caso de errores de funcionamiento se ha utilizado un proyecto borrador en el que se ha incorporado únicamente el segmento que nos ocasionaba problemas y se adaptado de forma que pudiera ser forzado de manera simple a través del PLC Sim para comprobar la manera de actuar, que en ocasiones no coincidía con la que se pensaba.
Cabe indicar que en la parte fundamental de creación de código lo que se ha utilizado para comprobar el correcto funcionamiento del procesador ha sido el programa PLCSim (Figura20). Este simulador ofrece una imagen de las entradas y salidas de modo que observando cuales se encienden se puede revisar que se activa todo en el orden adecuado y durante el tiempo necesario. Se ha procedido así para simplificar el proceso de chequeo y por la inexistencia de la posibilidad de conectarse con el modelo virtual en esa etapa del diseño.
Figura 20
6.3 DISEÑO HMI
HMI son las siglas inglesas para denominar la interfaz hombre-máquina. Para este caso se ha escogido una pantalla básica de 10” con conexión PROFIBUS.
La finalidad del HMI es facilitar al operario el control y supervisión de la máquina. Para ello se muestran las distintas variables de interés y su evolución a lo largo del proceso de forma simplificada y gráfica. Como además se trata de pantallas táctiles su manejo será completamente intuitivo.
Para este caso se incorpora una representación gráfica de los movimientos que está ejecutando la célula en cada proceso y un contador que informe del número de piezas mecanizadas desde su arranque.
TIA Portal ofrece un gran abanico de recursos gráficos para poder desarrollar nuestra HMI según nuestras necesidades. Existe una librería de botones que nos permite incorporarlos en el espacio gráfico de la pantalla y asociarlos con la variable que escojamos. De esta manera podemos programar que al tocar el botón se transmita al PLC una señal de conexión en ese interruptor. Otra opción es asignar imágenes a variables, estas pueden ser tanto formas geométricas de distintos

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
29
colores como imágenes importadas desde archivos externos. Según la relación que establezcamos con la variable designada se podrá controlar la visibilidad de la imagen en función de que la variable esté o no encendida, que parpadee o incluso que se mueva.
Este apartado aunque abarca gran parte técnica, a la hora de gestionar variables, conexiones, eventos, etc; tiene una componente comercial muy importante en la que el marketing supone una baza constante. Cada vez más, la competencia es muy ajustada en el sector industrial y a menudo se proporcionan soluciones de este tipo a empresarios que desconocen muchos de los aspectos técnicos aquí tratados. Sin embargo todo el mundo es capaz de evaluar la presentación del sistema. Por lo tanto, una interfaz bien desarrollada gráficamente con elementos vistosos y claramente reconocibles al mismo tiempo puede hacer que un cliente se decante por nuestra opción. Un experto en marketing puede aconsejarnos sobre la mejor colocación de cada elemento, las pantallas que deben dar acceso a cada contenido o la forma de aunar el espíritu de la empresa en nuestro layout, consiguiendo así, marcar la diferencia con respecto a la competencia. En este trabajo consideramos que ese aspecto esta fuera de nuestro alcance de estudio aunque sería muy interesante implementarlo en trabajos futuros.
Para este proyecto se ha optado por usar cuatro pantallas informativas que compongan toda la interfaz.
La pantalla de Inicio actúa como pantalla de acceso al resto de imágenes (Figura 21).
Figura 21
Presionando la tecla de función uno (F1) se traslada a la pantalla que sirve de interfaz del proceso (Figura 22). En esta pantalla se ha decidido representar imágenes esquematizadas del proceso que irán coloreando el elemento que se encuentra en movimiento, asignando cada imagen a la variable que activa cada actuador. El botón circular verde actuará de ON, el rojo de OFF y la seta de emergencia se asignará a la parada de emergencia, el botón gris está asociado a la variable de rearme (REAR) para rearmar el sistema tras la parada de emergencia.

DISEÑO
30
Figura 22
La pantalla de Ayuda, presionando la tecla de función dos (F2) da información sobre el funcionamiento del HMI (Figura 23).
Figura 23
Presionando la tecla de función tres (F3) se accede a la pantalla de Errores ha sido diseñada para mostrar los mensajes de error o avisos emitidos por el PLC en caso de funcionamiento incorrecto (Figura 24).

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
31
Figura 24
Todas las pantallas cuentan con la funcionalidad del botón de función uno para volver a la pantalla inicial.
El código diseñado se encuentra en el Anexo XIII.
Para su simulación TIA Portal nos permite conectar virtualmente PLC y HMI a través de PLC Sim.
6.4 SIMULACIÓN GRÁFICA
La simulación permite aunar el trabajo realizado anteriormente con el fin de poder encontrar errores de diseño o posibles mejoras a realizar. El proceso de simulación se divide a su vez en tres apartados. Un primer apartado será el ensamblaje como mecanismo del diseño CAD que se había creado. El segundo apartado consiste en establecer una rutina de simulación y programar todos los movimientos en función de las señales de entrada que se detecten. El tercer paso será conectar, a través de programas auxilares, los distintos programas principales que se han usado.
6.4.1 Mecanismo
A partir de ahora se usará DELMIA (Figura 25). DELMIA es una aplicación de optimización de toma de decisiones que permite aumentar las cadenas de suministro a nivel mundial mientras aumenta el nivel de calidad, reaccionar inmediatamente ante una interrupción en la cadena de suministro con el fin de cumplir los objetivos de rendimiento, reducir los costes de producción relacionados con los inventarios y la repetición de tareas, crear un nivel superior de productividad y seguridad. Con DELMIA, se puede diseñar y realizar pruebas en un entorno de producción simulado. Una vez finalizado el proceso, se puede planificar, producir y gestionar de forma eficiente todos los recursos, desde el personal y la producción hasta la entrega al cliente.

DISEÑO
32
Figura 25
Con DELMIA se puede experimentar de forma virtual la producción completa de la fábrica: se puede analizar el impacto del diseño o decidir cómo satisfacer la demanda global, entre muchas otras cosas. Estas actividades de simulación permiten abordar y cambiar los procesos de la mejor forma para reaccionar rápidamente ante la competencia o beneficiarse de las nuevas oportunidades del mercado. Las funciones de fabricación digital de DELMIA amplían la visualización a la fabricación más allá del producto y proporcionan la capacidad de simular los procesos de fabricación incluso antes de que existan las plantas y líneas de producción físicas. El concepto de producto se puede analizar para determinar el mejor enfoque de fabricación mediante la demostración de las consideraciones en la planta, tales como los enfoques de fabricación y el flujo del material en las fases tempranas del desarrollo del producto. Las aplicaciones de fabricación digital de DELMIA ofrecen experiencia en ergonomía, mecanizado, planificación y simulación de procesos, gestión de fabricación, recursos de fabricación y robótica.
En cuanto a la gestión de operaciones de fabricación de DELMIA, el programa a transformar las operaciones de producción globales para lograr y mantener la excelencia. Este objetivo se alcanza mediante la mejora de la visibilidad, el control y la sincronización de las operaciones de fabricación y de los procesos de la cadena de suministro a escala global.
En primer lugar se debe crea un nuevo mecanismo a partir de un conjunto de piezas. Para poder manejarlas como un solo mecanismo se deben crear las restricciones de movimiento entre ellas, estableciendo antes de todo una pieza que quedará fija en el espacio. Se tiene entonces restricciones de movimientos, prismáticas, cilíndricas, giratorias, etc; la combinación de estas nos permite articular el conjunto adaptándonos a cualquier requerimiento. Debido a los modelos de mecanismos que se deben simular, las restricciones que se han establecido son de tres tipos.
La restricción prismática obliga a seleccionar una línea y un plano de cada pieza. Se restringe por tanto el movimiento relativo entre ambas piezas a una sola dirección. Esa dirección se designa mediante la línea escogida y para restringir la rotación alrededor de ese eje se seleccionan dos planos adyacentes que se mantendrán así durante todo el movimiento. Esta restricción se ha implantado en el movimiento del actuador línea, del pistón elevador de la pinza y de los dedos de la pinza.

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
33
La restricción giratoria permite el giro alrededor de un eje seleccionado. Esta restricción es la implementada en el plato giratorio.
La unión fija restringe el movimiento relativo entre dos piezas en todos sus grados de libertad. Nos permite simular los conectores y las uniones físicas de los tornillos. Se ha usado, por ejemplo, para unir el pistón elevador con la pinza.
Una vez completado este paso se deberán establecer los límites de movimientos. Para ello se establece la carrera de los actuadores lineales y se establecen los límites no superables durante la simulación. Este paso correspondería a la colocación de los sensores de final de carrera en la realidad. Quedan establecidos por tanto la carrera lateral de la pinza, la carrera vertical, la apertura y cierre de los dedos de la pinza, y el recorrido de las mordazas. El plato giratorio no tendrá límite de giro.
Ahora ya se podrá controlar el mecanismo sin pasarse de los límites físicos que se encontrarían en la realidad.
6.4.2 Device Task
El siguiente paso es establecer los movimientos que debe realizar el mecanismo. Aparece aquí una limitación que nos impone el programa. A la hora de simular se puede guardar la posición final e inicial del mecanismo. De tal manera se programa que al activarse el actuador o actuadores responsables el mecanismo realice los movimientos pertinentes para llegar a la posición final. Esto da lugar a que si se activan las señales correctas se realizará el movimiento y en caso contrario se quedará esperando a la situación programada. Sin embargo en la realidad podría darse que le fueran enviadas entradas incorrectas en cuyo caso podría realizar movimientos erróneos que en el programa nunca se verán reflejados. Se considera, sin embargo, un error subsanable mediante un buen trabajo en la etapa anterior de programación del PLC.
Se establecen todas las posiciones que deberá alcanzar el mecanismo, una por cada movimiento.
6.4.3 Grafcet
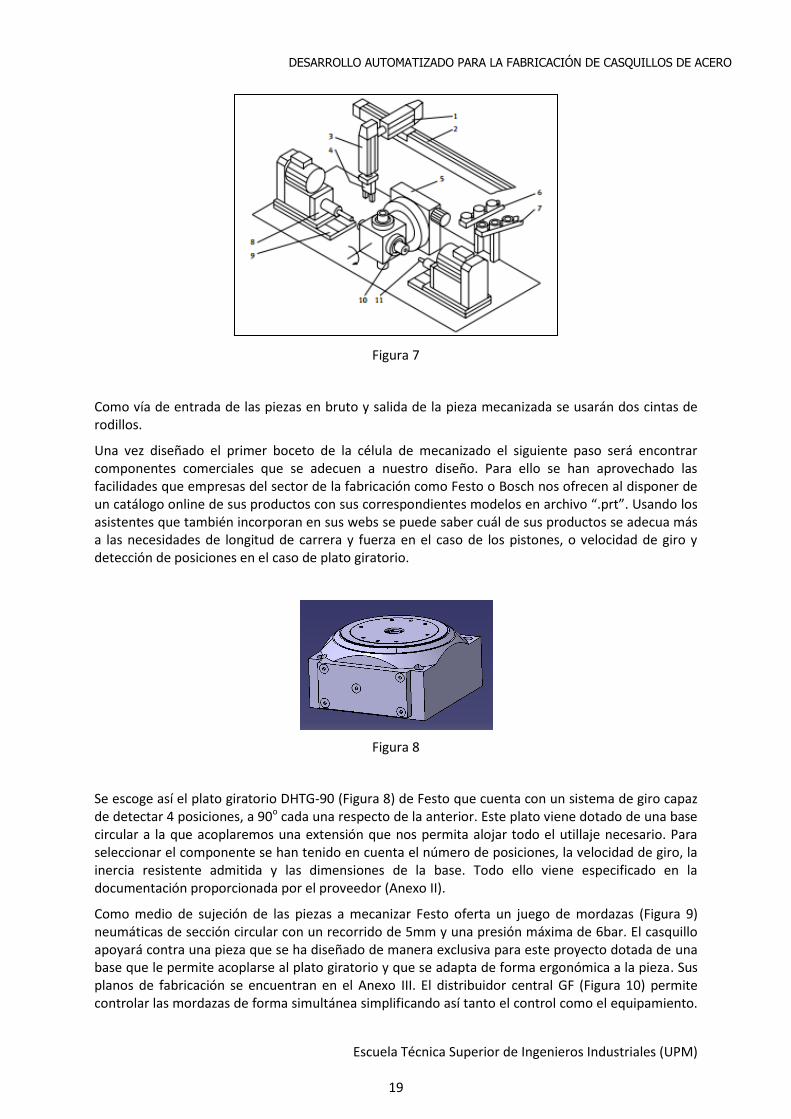
Es necesario establecer un GRAFCET para controlar la simulación (Figura 26). Básicamente, el GRAFCET, es un modelo de representación gráfica, de los sucesivos comportamientos de un sistema lógico, predefinido por sus entradas y salidas. También, es un grafo, o diagrama funcional normalizado, que permite hacer un modelo del proceso a automatizar, contemplando entradas, acciones a realizar, y los procesos intermedios que provocan estas acciones. Inicialmente fue propuesto para documentar la etapa secuencial de los sistemas de control de procesos a eventos discretos. No fue concebido como un lenguaje de programación de autómatas, sino un tipo de Grafo para elaborar el modelo pensando en la ejecución directa del automatismo o programa de autómata. Varios fabricantes en sus autómatas de gama alta hacen este paso directo, lo que lo ha convertido en un potente lenguaje gráfico de programación para autómatas, adaptado a la resolución de sistemas secuenciales. En la actualidad no tiene una amplia difusión como lenguaje, puesto que la mayoría de los autómatas no pueden programarse directamente en este lenguaje, a diferencia del Lenguaje Ladder. Pero se ha universalizado como herramienta de modelado que permite el paso directo a programación, también con Ladder.
En el GRAFCET de este ejemplo se ha creado una etapa inicial en la que el mecanismo se colocará en la posición inicial. A partir de ahí esperará a que se activen las señales de los actuadores para avanzar a cada posición. Durante todo el proceso si se activara la señal de emergencia (EM) se pararía el movimiento y quedaría esperando a la señal de rearme (REAR) para volver de nuevo a la posición inicial y volver a estar operativo. Si se activara la señal de parada (STOP) terminaría el ciclo y posteriormente quedaría parado.
Otra parte imprescindible de este apartado es establecer los puertos de comunicación, tanto de entrada como salida, y atribuirles nombre.
DISEÑO
34
Figura 26
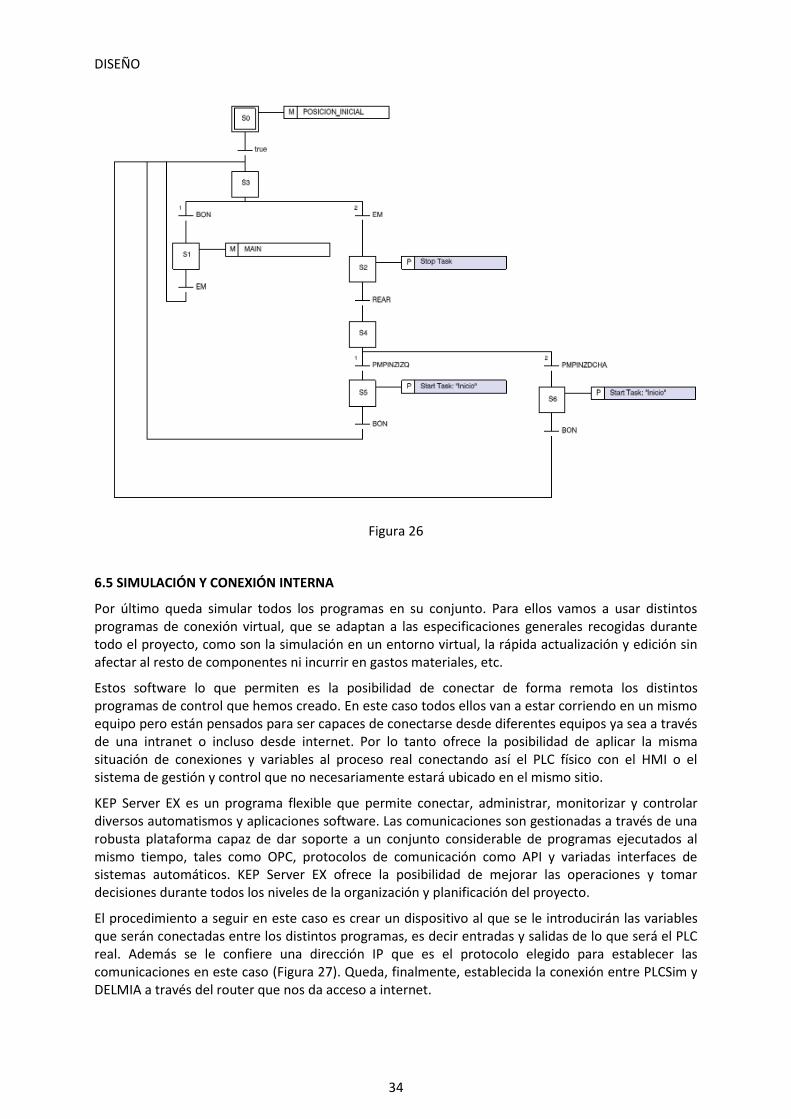
6.5 SIMULACIÓN Y CONEXIÓN INTERNA
Por último queda simular todos los programas en su conjunto. Para ellos vamos a usar distintos programas de conexión virtual, que se adaptan a las especificaciones generales recogidas durante todo el proyecto, como son la simulación en un entorno virtual, la rápida actualización y edición sin afectar al resto de componentes ni incurrir en gastos materiales, etc.
Estos software lo que permiten es la posibilidad de conectar de forma remota los distintos programas de control que hemos creado. En este caso todos ellos van a estar corriendo en un mismo equipo pero están pensados para ser capaces de conectarse desde diferentes equipos ya sea a través de una intranet o incluso desde internet. Por lo tanto ofrece la posibilidad de aplicar la misma situación de conexiones y variables al proceso real conectando así el PLC físico con el HMI o el sistema de gestión y control que no necesariamente estará ubicado en el mismo sitio.
KEP Server EX es un programa flexible que permite conectar, administrar, monitorizar y controlar diversos automatismos y aplicaciones software. Las comunicaciones son gestionadas a través de una robusta plataforma capaz de dar soporte a un conjunto considerable de programas ejecutados al mismo tiempo, tales como OPC, protocolos de comunicación como API y variadas interfaces de sistemas automáticos. KEP Server EX ofrece la posibilidad de mejorar las operaciones y tomar decisiones durante todos los niveles de la organización y planificación del proyecto.
El procedimiento a seguir en este caso es crear un dispositivo al que se le introducirán las variables que serán conectadas entre los distintos programas, es decir entradas y salidas de lo que será el PLC real. Además se le confiere una dirección IP que es el protocolo elegido para establecer las comunicaciones en este caso (Figura 27). Queda, finalmente, establecida la conexión entre PLCSim y DELMIA a través del router que nos da acceso a internet.

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
35
Por otra parte el simulador PLCSIM de Siemens no tiene la capacidad de salir al exterior. Sin embargo, existe un programa que hace de pasarela entre el simulador y el protocolo s7 Ethernet. El software se llama Nettoplcsim (Figura 28). Esto permite conectar el PLC simulado con otras entidades como lo son OPC o Drivers propietarios de sistemas SCADA para conectarlos a las HMI (Figura 29). Tal como se aprecia en la siguiente imagen, con Step7 se realiza la carga de la lógica y hardware empleado al simulador S7 PLCSIM v5.4. NetToPLCSim utiliza el puerto 102 y realiza la conversión de trama para que esta pueda salir a los dispositivos clientes como Intouch, WinCC y OPC en general. Por último DELMIA proporciona un módulo que permite conectar las señales de entrada con señales externas generadas por otros programas, en este caso KEP Server EX (Figura 30).
Figura 27
Figura 28

DISEÑO
36
Figura 29
Figura 30

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
37
7. RESULTADOS Y DISCUSIÓN
Los resultados de todo el proceso de diseño divididos inicialmente según cada parte del proceso son:
7.1 Estructura de la célula de mecanizado
Gracias al proceso de virtual commissioning se ha podido obtener un modelo virtual que nos permite calcular el espacio necesario para ubicar la célula dentro de todo el proceso de fabricación de esta forma si bien ya se sabe el emplazamiento de la cadena de montaje se consigue una optimización del espacio y el diseño geométrico de la línea. Si por el contrario aún no se conoce la ubicación del proceso de fabricación, gracias al modelo virtual se puede escoger la nave industrial que se adapte exactamente a nuestros requerimientos físicos, pudiendo así abaratar coste.
En este caso concreto el tamaño ocupado por toda la célula consiste en una superficie de 1,7m2 y 1,3m de altura.
En cuanto al tiempo invertido para el diseño se podría dividir en 3 partes. Es necesario realizar un primer boceto perfectamente a mano alzada con la idea que se quiere llevar a cabo para con seguir el resultado final de la pieza. Este tiempo será imprescindible tanto en el uso de puesta en marcha virtual como cuando se utilicen métodos clásicos. A continuación se necesita seleccionar los productos comerciales que se necesitan y se procede a conseguir un modelo 3D virtual de los mismos, que no siempre será del todo accesible y puede llevar tiempo encontrar el modelo concreto. Una vez seleccionados y conseguidos los modelos virtuales de los componentes comerciales queda su montaje o ensamblaje virtual y el diseño de piezas especiales de conexión o adaptabilidad. En la medida en que los componentes comerciales sean compatibles entre sí se reducirá el tiempo de diseño de las piezas especiales. Siempre se debe contar con posibles cambios de diseño a medida que se avanza en el conjunto del proyecto.
Para este proyecto se ha invertido un total de 129 horas en el tiempo de diseño virtual, repartidas en 9 horas para el boceto, 33 horas en elegir los componentes comerciales y conseguir su modelo cad, 57 horas para el ensamblaje y 30 para el diseño de piezas especiales. Por supuesto estas horas se verían disminuidas en futuros proyectos en los que se cuente con alguna experiencia. También hay que tener en cuenta que el tiempo invertido en cambios de diseño variará en función de la eficacia y experiencia del ingeniero encargado en diseñar la célula.
7.2 Código de control de la célula de mecanizado
Finalmente se ha conseguido un código de control que permite a los componentes actuar según lo previsto ante las condiciones externas que se presentan. En este caso el virtual commissioning no aporta nada distinto durante la fase inicial de programación ya que el código escrito también tendrá que ser realizado de la misma manera por el método clásico. La diferencia vendrá marcada cuando, una vez esté completo, llegue la hora de comprobarlo con el diseño virtual. En su mayoría el código se ha podido desarrollar comprobando si funcionaba a través del PLCSim. Únicamente han sido necesarios pequeñas modificaciones tras conectarlo con el modelo virtual. Es el caso del tiempo que se había previsto como duración de cada proceso y que se ha tenido que modificar ya que DELMIA emplea 5 segundos en cada movimiento que realiza. Para la máquna real eso no influye ya que esa parte del código no será implementada.
El tiempo empleado en este caso para la programación se ve afectado en gran medida por la necesidad de crear el código que lance las señales de los sensores. Se reparte en 12 horas para programar el ciclo de sensores, 24 horas para el programa de control. Se consigue el mismo efecto forzando estas señales mediante TIA Portal que mediante la programación en GRAFCET de DELMIA.
Sin embargo, el tiempo repercutirá en procesos distintos lo cual puede suponer una diferencia muy notable en el caso de trabajo en equipo divido en subtareas. Además, si se desea forzar los sensores en TIA Portal se deberá temporizar las señales calculando el tiempo que deberían estar encendidas o

RESULTADOS Y DISCUSIÓN
38
apagadas, esto implica mayor complejidad de código pero permite comprobar el funcionamiento del éste únicamente con TIA Portal y PLCSim. Por otro lado, forzar los sensores en DELMIA cuando finalice cada movimiento es más simple a través del GRAFCET, pero requerirá tener configurado el modelo simulable y necesitará correr al mismo tiempo TIA Portal, PLCSim y DELMIA. En este caso se ha optado por escribir el código de TIA Portal que fuerce las entradas. Ha sido necesario debido al no paralelismo entre los distintos procesos de diseño, lo que provoca que cuando se estaba escribiendo el código no se disponía del modelo simulable. Una ventaja que si puede suponer esta opción es que permite finalizar el proyecto limitándose al modelo virtual no simulable y al código del PLC, en el caso de que se trate de un proyecto cuyo único objetivo sea el diseño físico de la estación y del programa del PLC.
Por otra parte también se debe añadir el tiempo invertido en el desarrollo de la HMI, 24 horas. Nos encontramos en la misma situación de antes pues también usa las señales emitidas por los sensores. Como se han forzado los sensores desde el PLC se puede simular el PLC con el HMI sin necesidad de conectar más programas que TIA Portal y PLCSim. Como se ha optado por hacer una HMI más funcional que visualmente atractiva se considera que en un proyecto real se precisaría más tiempo y recursos para ello, probablemente una persona especializada en marketing. Se ha decidido que ese aspecto esta fuera de nuestro alcance de estudio, ya que dedicarle tiempo o esfuerzo a ello no repercutiría en las conclusiones técnicas derivadas de este estudio.
7.3 Puesta en marcha virtual
La puesta en marcha de la estación en un entorno virtual sería el objetivo principal de un proyecto como este desarrollado en un entorno profesional. Se ha conseguido alcanzarlo de forma satisfactoria. Se ha podido comprobar que las salidas activadas correspondían al funcionamiento esperado de la máquina, pero esta vez en lugar de comprobar su activación en la imagen ofrecida por PLCSim podemos observar una simulación de los movimientos que se ejecutarán en la realidad, así como la interacción entre las distintas piezas que nos puede ayudar a detectar colisiones en las trayectorias o imposibilidades físicas. Un detalle que no se ha simulado debido a su complejidad, y sobre todo a su simplicidad en el caso real es el movimiento de las piezas en las cintas de rodillos. Se considera que ese movimiento es fácilmente controlable y previsible y que su simulación consumiría recursos de forma ineficiente. La configuración de los distintos elementos para poder poner en marcha virtualmente el conjunto a supuesto un trabajo de 33 horas.
Otro aspecto a tener en cuenta sería el uso de material de protección para la instalación real, también se ha interpretado que era mejor omitirlo puesto que simplifica la vista de la célula y su adición posterior no interfiere en el proceso de trabajo. Este material estaría compuesto por vayas de seguridad que delimiten la zona de trabajo y que no sean accesibles en caso de estar la maquinaria trabajando, pantallas transparentes situadas hasta una altura aproximada de 2 metros que nos permitan observar el ciclo de funcionamiento de la estación evitándonos impactos por la proyección de viruta o elementos desprendidos. Para su colocación deben ser estudiadas a fondo todas las posibles trayectorias a fin de cubrir todo el espacio susceptible de ser ocupado por los actuadores.
Tras analizar los resultados conseguidos en cada apartado de trabajo se quiere verificar de forma más incipiente que se hayan alcanzado los objetivos propuestos al inicio del proyecto.
Se ha obtenido un código de control real que se puede implementar directamente gracias a haber divido el código en las líneas dedicadas a la simulación de sensores y las dedicadas al funcionamiento de la célula.
Hemos contado con herramientas de ingeniería de rigurosa actualidad, consolidadas en el ámbito de la simulación y diseño industrial como son CATIA y DELMIA de la empresa Dassault System o TIA Portal de Siemens, que cuentan con formatos estandarizados y compatibles con otros programas del sector.

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
39
La integrabilidad debería ser absoluta ya que la mayor parte de los productos utilizados, proceden de la base de datos del proveedor, lo que asegura una relación fiable con el producto final. En el caso del programa de control sucede lo mismo. Tanto el software como el hardware pertenecen a la misma empresa y han sufrido una evolución conjunta a lo largo de todos estos años.
En cuanto al ahorro de tiempo es dificil de cuantificar ya que para hacerlo con exactitud se debería haber establecido un proyecto paralelo utilizando el método tradicional. Sin embargo, lo que si se puede destacar son ciertos hechos que han acontecido a lo largo del trabajo de diseño que pueden ser indicios de un aumento de eficiencia en el proceso. Durante todo el transcurso del proyecto las distintas etapas que se han marcado y que aparecen reflejadas en la programación no han transcurrido de forma completamente secuencial, si no que continuamente se ha tenido que trabajar en todas ellas de forma que estas se han ido solapando. Es inevitable que para empezar con ciertas etapas primero se debe haber iniciado otras previas, marcadas como predecesoras, pero eso no quiere decir que se hayan iniciado forzosamente tras concluir absolutamente la previa. Como el proceso de diseño requiere adaptarse a numerosas restricciones impuestas por todos los sectores de que se compone, a menudo se han tenido que retocar o rediseñar partes previas. Es por esto que se considera más eficiente la puesta en marcha virtual, pues ya desde el momento del diseño se pueden encontrar problemas que surgirán más adelante en la fabricación de piezas, en el montaje de las mismas o en la operabilidad de la célula. Detectando estos fallos de forma prematura y trabajando en un entorno virtual sólo supondrá un coste de recursos en el sentido de coste de mano de obra, pero se habrá ahorrado la compra de productos inservibles para nuestro conjunto, la necesidad de retocar piezas una vez fabricadas a medida o de sobredimensionar componentes, que en el método tradicional nos asegurarán su eficacia sin evidenciar que se podría estar incurriendo en un decrimento de la eficiencia.

40

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
41
8. PLANIFICACIÓN TEMPORAL Y PRESUPUESTO
Un presupuesto aproximado referido únicamente al trabajo de desarrollo de la puesta en marcha
virtual de una célula de mecanizado para casquillos de acero, sin incurrir en los costes de instalación
real, podría desglosarse en recursos informáticos y de personal.
En cuanto al software utilizado, el presupuesto ofertado por Siemens para adquirir TIA Portal con
Simatic Step 7 asciende a un total de 1900€. El programa KEP Server Ex vende su licencia a un total
de 1100€.
Las licencias que proporciona Dassault Systèmes para Catia y DELMIA suponen 70000€ la de Catia y
21000€ la de DELMIA.
El gasto de personal calculando un salario aproximado de 30€/hora y un total de 231 horas,
supondría un gasto aproximado de 6930€.
A continuación se muestra el diagrama de Gantt generado para todas las etapas que se han llevado a
cabo durante la realización del proyecto.

PROGRAMACIÓN TEMPORAL Y PRESUPUESTO
42

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
43

PROGRAMACIÓN TEMPORAL Y PRESUPUESTO
44

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
45

PROGRAMACIÓN TEMPORAL Y PRESUPUESTO
46

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
47
9. CONCLUSIONES
Una vez concluido el desarrollo del proyecto y tras haber manejado los distintos recursos disponibles para ello, se quieren destacar las distintas conclusiones obtenidas con el fin de resaltar los puntos fuertes y débiles del virtual commissioning.
Al inicio del trabajo de diseño no supone un cambio frente a la vía tradicional de trabajo puesto que los primeros pasos esenciales se deben llevar a cabo de la misma manera. Aunque es cierto que no supone un punto a favor de la puesta en marcha virtual sí que es conveniente destacar que tampoco supone una pega. Según se avanza en el diseño aparecen las primeras diferencias observándose una mejor experiencia en el entorno virtual que permitirá compartir el diseño con distintos grupos de trabajo de una manera rápida y precisa. Todo el mundo podrá tener el diseño en la pantalla de su equipo mientras se discuten los detalles. Esto parece un gran avance conseguido con la virtualización del modelo, que hará olvidar el uso el escáner o el fax. Aporta, por lo tanto, esta práctica desde el punto de vista del diseño gráfico operabilidad entre los distintos miembro del equipo de proyecto. Se consigue un proceso abierto y constante fruto del trabajo en equipo.
En cuanto al proceso lógico, agiliza los tiempos. Suprime la tradicional práctica de escribir el código en el equipo, cargarlo en el hardware y probarlo, buscando los fallos para posteriormente tratar de arreglarlo y volver a empezar. Esto puede llegar a convertirse en una práctica tediosa y lenta. No siempre se tiene el hardware cerca de donde se desarrolla el software. Con la ayuda de programas como el usado para este trabajo, se simplifica ese procedimiento, un simple botón permite probar el software en el propio equipo y obtener un análisis de los resultados. De esta forma, se está ahorrando tiempo de diseño. Si bien cabría destacar como un aspecto negativo que el no disponer de los sensores de forma física para que envíen las señales de entrada requeridas supone un sobreesfuerzo del programador que en caso contrario podría evitarse. Valorando aspectos positivos y negativos se concluye que el ahorro económico es evidente.
La parte de simulación supone un hecho completamente innovador, si bien los anteriores procesos tenían su homólogo en el proceso tradicional, la simulación del conjunto en el entorno virtual no es equiparable a ninguna práctica. Supone un avance enorme el conocer cuál será el acabado final sin invertir nada en componentes o piezas. Por otro lado el poder simular conexiones simplifica enormemente el trabajo ya que o bien con conexión a una intranet o bien mediante internet nos permite compartir información entre distintos equipos que pueden estar o no en la misma sala de forma inmediata. Esto implica una reducción de costes en viajes o transferencia de archivos, incluso en licencias de los programas. Ningún equipo necesitará un programa con el que no trabaje asiduamente por el mero hecho de querer simular el proceso.
Una vez analizado los pros y contras de cada subproyecto, parece adecuado destacar las conclusiones generales obtenidas como fruto de este trabajo. Queda claro, que cuanto más grande sea el proyecto que se quiere simular, cuanta más gente trabaje en él y más repartido este el trabajo entre distintas delegaciones aparecen de manera más evidente las ventajas que presenta la puesta en marcha virtual. En un mundo cada día más globalizado esta práctica permite llevar a cabo un proceso de diseño en el que todo el mundo trabaje de manera constante y conjunta desde el inicio hasta el final, rompiendo las barreras impuestas anteriormente donde cada equipo recibía el trabajo del anterior y debía ajustarse en la medida de lo posible a las decisiones que estos hubiesen tomado. Se deja entonces, con el método tradicional, muy poco espacio al cambio en el diseño una vez finalizada una etapa pudiendo incurrir en altos gastos de rectificado o de redimensionado. Con la nueva práctica durante todo el proceso se puede tener acceso al trabajo del resto de equipos siendo así un proceso compartido y dirigido entre todos, donde cada uno dará las indicaciones pertinentes en su especialidad que podrán ser discutidas y evaluadas por el conjunto.

CONCLUSIONES
48
La otra conclusión importante obtenida con este estudio es la manera en que se simplifica las correcciones en el diseño, en todo momento se pueden alterar dimensiones o suprimir unos equipos por otros. Recae menos responsabilidad por lo tanto en el trabajo previo y el diseño puede ir evolucionando durante todo el proyecto, lo que hace más fácil alcanzar el óptimo. Al no estar trabajando en ningún momento con productos reales el coste de estos es nulo hasta el momento del montaje en planta, y consecuentemente tampoco se ve reflejado en las modificaciones que hayan surgido.
Por último se intenta hacer una valoración comercial de lo que el virtual commissioning supone para el cliente. Se estima que un cliente queda más satisfecho si puede ver un ejemplo claro de lo que se pretende implantar en su fábrica que si simplemente se le muestran planos en dos dimensiones que a una persona no familiarizada en el ambiente técnico le puede costar interpretar. Con la puesta en marcha en virtual se alcanza un nivel gráfico en las presentaciones y simulaciones que dejan de manifiesto lo que se pretende implantar dando una visión desde todas las perspectivas posibles, que cualquier persona, con cualificación técnica o no, pueda entender.

DESARROLLO AUTOMATIZADO PARA LA FABRICACIÓN DE CASQUILLOS DE ACERO
Escuela Técnica Superior de Ingenieros Industriales (UPM)
49
10. BIBLIOGRAFÍA
Engineering method for adaptive manufacturing systems design. - Marcello Pellicciari · Angelo O. Andrisano · Francesco Leali · Alberto Vergnano
An evolutionary approach for the industrial introduction of virtual commissioning.- Dr. Rainer Drath & Peter Weber, Nicolas Mauser.
Virtual commissioning of larger LNG plant with the DCS “800XA“ BY ABB. -Herbert Krause
Tecnomatix weaves its e-Manufacturing web. - Brian Rooks
http://www.industry.siemens.com/
http://www.deingenieria.com/
http://www.ignogantes.net/
http://es.wikipedia.org/
http://www.3ds.com/
http://www.youtube.com/


ANEXO I

AD
B
C
A
D
3
3
2
2
4
4
1
1
This drawing is our property; it can't be reproduced or communicated without our written agreement.
SCALE
1:2
DRAWING NUMBER CASQUILLO DE ACERO
SHEET 1/1
SIZE A4
CÉLULA DE FABRICACIÓN
DE CASQUILLOS DE ACERO
CHECKED BY:
XXX
DATE:
XXX
DESIGNED BY: C Uceda
DATE:
18/06/2015
A_
B_
C_
D_
E_
F_
G_
H_
I_
80
50
150
100
75
Isometric view
Scale: 1:3
ANEXO II

Reservado el derecho de modificación – 2014/086 � Internet: www.festo.com/catalogue/...
Platos divisores DHTGHoja de datos
-N- Tamaño
65, 90, 140, 220
División
2, 3, 4, 6, 8, 12, 24
Datos técnicos generales
Tamaño 65 90 140 220
Conexión neumática M5 Gx
Construcción Acoplamiento de corona dentada
Piñón y cremallera
Movimiento guiado
Funcionamiento Doble efecto
Tipo de fijación Con taladro pasante y casquillo para centrar
Posición de montaje Indistinta
Amortiguación Carrera ajustable del amortiguador, línea característica de amortiguación dura
División 2, 3, 4, 6, 8, 12, 24 3, 4, 6, 8, 12, 24
Momento de giro con 6 bar [Nm] 2,1 4,4 18,1 58,9
Paralelismo del plato1) [mm] 0,04
Excentricidad axial del plato2) [mm] 0,02
Concentricidad del plato3) [mm] 0,02
Precisión de repetición del ángulo
de giro
[°] 0,03
Momento de inercia máximo
admisible, sin estrangulación4)
[kgm2] 0,016 0,03 0,3 2,5
Duración de ciclos sin estrangulación � 8
Detección de posiciones Para detectores inductivos
Peso del producto [kg] 2,0 4,5 10 24
1) Paralelismo de la superficie del plato en relación con el apoyo del cuerpo
2) Medición en la superficie, en el borde de plato en relación con el apoyo del cuerpo
3) Medición en el diámetro interior del plato en relación con el cuerpo
4) En funcionamiento estrangulado, el momento de inercia de la masa puede aumentarse en un 50 por ciento. En ese caso la duración del amortiguador es menor. El momento de inercia de la masa depende de la
división y de la frecuencia de conmutación (� 9)
-H- Importante
En combinación con el conjunto para
el funcionamiento basculante, puede
controlarse el giro del disco hacia la
derecha mediante un estrangulador
interno.
El giro del disco hacia la izquierda
debe controlarse externamente
a través de una válvula de estran
gulación y antirretorno adicional.
Condiciones de funcionamiento y del entorno
Fluido de trabajo Aire comprimido según ISO 85731:2010 [7:4:4]
Nota sobre el fluido de trabajo/
mando
Es posible el funcionamiento con aire comprimido lubricado (lo cual requiere seguir utilizando aire lubricado)
Presión de funcionamiento [bar] 4 … 8
Temperatura ambiente [°C] 5 … 60
Temperatura de almacenamiento [°C] –20 … +80
Clase de protección IP54
Clase de resistencia a la corrosión1) 2
1) Clase de resistencia a la corrosión 2 según norma de Festo 940 070
Válida para piezas expuestas a moderado peligro de corrosión. Piezas exteriores en contacto directo con substancias usuales en entornos industriales, tales como disolventes, detergentes o lubricantes,
con superficies principalmente decorativas.

Reservado el derecho de modificación – 2014/0812 � Internet: www.festo.com/catalogue/...
Platos divisores DHTGHoja de datos
Dimensiones Datos CAD disponibles en � www.festo.com
Tamaño 90
1 Conexión de aire comprimido:
desbloquear y girar (funciona
miento pendular: desbloquear)
2 Conexión de aire comprimido:
bloquear y retroceso
(funcionamiento pendular:
bloquear)
3 Tapón de cierre; (en funciona
miento pendular: girar hacia la
derecha la conexión de aire
comprimido)
4 Tapón de cierre; (en funciona
miento pendular: girar hacia la
izquierda la conexión de aire
comprimido)
5 Consulta invertida para giro
hacia la derecha (posición
normal de la consulta para giro
hacia la izquierda)
6 Consulta en posición normal
para giro hacia la derecha
(posición invertida para la
consulta del giro hacia la
izquierda)
7 Bloqueo de consulta
8 Regulador de caudal
9 Ajuste de la amortiguación en
la posición final de la opera
ción de giro, con giro hacia la
izquierda y en funcionamiento
pendular (sin función en caso
de giro a la derecha)
aJ Ajuste de la amortiguación en
la posición final de la opera
ción de giro, con giro hacia la
derecha y en funcionamiento
pendular (sin función en caso
de giro a la izquierda)
aA Bloqueo de la amortiguación
en las posiciones finales con
2,5 Nm

2014/08 – Reservado el derecho de modificación 13� Internet: www.festo.com/catalogue/...
Platos divisores DHTGHoja de datos
Tamaño B13)
±2
B2 D1
D2
D31)
D41)
D5 D6
H8
D7 D8
H8
D9
D10
90 80 100 109 90 75 14,5 Gx 10 M8 12 10,5 6,4
Tamaño D11 D12
H8
D13 D14
H8
D15 D16
H8
EE H1
±0,5
H2 H3 H4 H5
90 M3 3 M4 4 M5x0,5 20 M5 70 64,4 52 48 4
Tamaño H6 H7 H8 H9 H11 H12 H13 L1
™
±0,1
L21)
™
L3 L4 L52)
max
90 10,75 10,25 33,75 34,25 38,25 29,25 16,75 130 110 9,5 4 10
Tamaño L6 L7 L8 L9 L10 L11 L12 T1
±1
T2
min
T3 T4
min
90 12 32 36 35,5 43 25 6,7 2 16,5 12 8
Tamaño T5
+0,1
T6
min
T7 T8 T9
min
T10
min
T11
min
T12 W1 W2 W3
90 2,6 16 6,5 6 5 8 11 5,5 60° 45° 90°
1) Tolerancia entre taladros para centrar: ±0,02
Tolerancia entre los taladros roscados y los rebajes: ±0,2
2) Saliente máximo del ajuste de la amortiguación
3) 0,1 +0,05 rebaje

2014/08 – Reservado el derecho de modificación 17� Internet: www.festo.com/catalogue/...
Platos divisores DHTGAccesorios
Distribuidor giratorio
GF-…, sencillo
GF-…-2, múltiple
Dimensiones Datos CAD disponibles en � www.festo.com
Con distribuidor giratorio GF-… (simple) y conjunto de adaptación DADG-AK-… Con distribuidor giratorio GF-x-2 (múltiple)
y conjunto de adaptación DADG-AK-220-2G18, para tamaño 220
1 Conexión exterior de aire comprimido con DHTG-65/90
2 Conexión interior de aire comprimido con DHTG-140/220
ma
x.
20
Tamaño D2 D10
+0,2
EE1 EE2 H2
Máx.
H5
±1
ß 1
DADG-AK-65-1G18
GF-x-M529 40 M5 Gx 15 127,5 17
DADG-AK-90-1G18
GF-x-M539 40 M5 Gx 15 142,5 17
DADG-AK-140-1G14
GF-¼-x64 40 Gx G¼ 20 155,5 17
DADG-AK-220-1G12
GF-½-¼104 60 G¼ G½ 20 187,5 27

ANEXO III

AD
B
C
A
D
3
3
2
2
4
4
1
1
This drawing is our property; it can't be reproduced or communicated without our written agreement.
SCALE
1:2
DRAWING NUMBER
SUJECCIÓN FIJA
SHEET 1/1
SIZE A4
CÉLULA DE FABRICACIÓN
DE CASQUILLOS DE ACERO
CHECKED BY:
XXX
DATE:
XXX
DESIGNED BY: C Uceda
DATE:
18/06/2015
A_
B_
C_
D_
E_
F_
G_
H_
I_
50 R
50
30
19.55
100
VISTA SUPERIOR
AA'
A A'
80
20
10
15
10
30
5R
270
R
Isometric view
ANEXO IV

2014/10 – Reservado el derecho de modificación 7� Internet: www.festo.com/catalogue/...
Módulos de sujeción EVHoja de datos
Dimensiones Datos CAD disponibles en � www.festo.com
Módulo de sujeción, ejecución redonda
1 Carrera máxima contra tope
2 Superficie de apriete
Superficie de
sujeción
(diámetro)
[mm]
B1 B2 B3 D1
D2
D3 D4
D5
H1 H2 H3 H4 L1 L2
12 29 16,5 13 3,5 2 M3 6,5 3 10,5 3 4 3,5 25 18
16 33 18,5 15 3,5 2 M3 6,5 7 10,5 4 4 3,5 29 22
20 37 20,5 16,5 4,5 2 M3 6,5 11 10,5 4 4 3,5 33 25
25 42 23 18,5 5,5 2 M3 6,5 16 10,5 4 4 3,5 38 28
32 49 26,5 21 5,5 2 M3 6,5 23 10,5 5 4 3,5 45 34
40 57 30,5 25 5,5 2 M3 6,5 31 10,5 5 4 2,5 53 42
50 67 35,5 29 5,5 2 M3 6,5 41 10,5 5 4 2,5 63 49
63 80 42 34 5,5 2 M3 6,5 54 10,5 5 4 2,5 76 60
Referencias: módulo de sujeción, ejecución rectangular Referencias: módulo de sujeción, ejecución redondo
Superficie de
sujeción
Carrera Nº de
artículo
Tipo Superficie de
sujeción (diámetro)
Carrera Nº de
artículo
Tipo
[mm] [mm] [mm] [mm]
10x30 3 151 993 EV-10/30-3 12 3 150 681 EV-12-3
15x40 4 13 289 EV-15/40-4 16 4 150 682 EV-16-4
15x63 4 13 290 EV-15/63-4 20 4 150 683 EV-20-4
20x75 5 13 291 EV-20/75-5 25 4 150 684 EV-25-4
20x120 5 13 292 EV-20/120-5 32 5 150 685 EV-32-5
20x180 5 13 293 EV-20/180-5 40 5 184 857 EV-40-51)
50 5 184 858 EV-50-51)
63 5 184 859 EV-63-51)
1) Sin cobre, sin PTFE ni silicona
ANEXO V

2013/07 – Reservado el derecho de modificación 3� Internet: www.festo.com/catalogue/...� Internet: www.festo.com/catalogue/...
Distribuidor giratorio GFHoja de datos – Paso giratorio simple
Paso giratorio simple
1 entrada, 4 salidas-Q- Temperatura
–10 … +80 °C
-L- Presión
–0,95 … +10 bar
Especificaciones técnicas
Toma neumática 1 Gx G¼ G½
Toma neumática 2 M5 Gx G¼
Posición de montaje Indistinta
Velocidad máx. [1/min] 3 000 3 000 2 500
Fuerza radial máxima [N] 150 150 250
Fuerza axial máxima [N] 50 50 50
Par de apriete admisible [Nm] 10 15 40
Condiciones de funcionamiento y del entorno
Presión de funcionamiento
en todo el margen de
temperatura
[bar] –0,95 … +10
Fluido de trabajo Aire comprimido según ISO 8573-1:2010 [7:–:–]
Indicación sobre el fluido de
funcionamiento / de pilotaje
Es posible el funcionamiento lubricado
Temperatura ambiente [°C] –10 … +80
Clase de resistencia a la corrosión1) 1
1) Clase de resistencia a la corrosión 1 según norma de Festo 940 070: componentes poco expuestos a corrosión. Protección para transporte y almacenamiento. Piezas con superficies sin fines decorativos, por ejemplo,
por encontrarse en el interior o detrás de tapas o recubrimientos.
-H- Importante
Si las revoluciones superan las
1.000 rpm, es recomendable utilizar
únicamente aire comprimido
lubricado.
Si no se dispone de aire comprimido
lubricado, deberá renovarse el aceite
lubricante en el depósito cada
300 horas de funcionamiento.
Materiales
Cuerpo Latón
Eje Acero de aleación fina

Reservado el derecho de modificación – 2013/074 � Internet: www.festo.com/catalogue/...
Distribuidor giratorio GFHoja de datos – Paso giratorio simple
Dimensiones Datos CAD disponibles en� www.festo.com
Conexión de
entrada
Diámetro
nominal
Conexión de
salida
D3
∅
D4
∅
D5
∅
D6
∅
L1 L2 L3 L4 L5 ß
D1 [mm] D2 -1
Gx 4,1 M5 9 14,5 40 30 64 15,5 6,5 7 1 17
G¼ 8 Gx 16 17 40 30 65,5 17 8 9,5 1,5 17
G½ 15 G¼ 20 26,5 60 45 90 24 10,5 14,5 1,5 27
Referencias
Conexión neumática Caudal nominal normal qN con 6 bar> 0 bar Peso N° art. Tipo
1> 2.1 1> 2.X abierto
1 2 [l/min] [l/min] [g]
Gx M5 490 2 250 400 539290 GF-x-M5
G¼ Gx 1 730 4 050 370 539291 GF-¼-x
G½ G¼ 4 050 14 130 1 190 539292 GF-½-¼


ANEXO VI

Reservado el derecho de modificación – 2014/106 � Internet: www.festo.com/catalogue/...
Pinzas de tres dedos HGDD encapsuladaHoja de datos
Función
Doble efecto
HGDD-…
-N- Tamaño
35 … 80 mm
-T- Carrera
4 … 12 mm
-W- www.festo.com
Función – variantes
De simple efecto o
Con aseguramiento de la fuerza de
sujeción …
… al abrir HGDD-…-G1
… al cerrar HGDD-…-G2
Datos técnicos generales
Tamaño 35 40 50 63 80
Construcción Plano inclinado
Movimiento guiado
Funcionamiento Doble efecto
Funcionamiento de la pinza 3 puntos
Cantidad de dedos 3
Masa máxima por dedo externo1) [g] 57 130 276 440 790
Carrera por mordaza [mm] 4 6 8 10 12
Conexión neumática M5 M5 Gx Gx Gx
Conexión neumática del aire de barrido M3 M3 M5 M5 Gx
Conexión neumática, boquilla de lubricación M3 M3 M5 M5 M5
Precisión de repetición2) [mm] 0,03 0,05
Máxima precisión de sustitución [mm] 0,2
Frecuencia máx. de trabajo [Hz] 4
Simetría de las mordazas [mm] 0,2
Detección de posiciones Para detectores de proximidad
Tipo de fijación Con taladro pasante y pasador de ajuste
Con rosca interior y pasador de ajuste
Posición de montaje Indistinta
1) Datos válidos para funcionamiento sin estrangulación
2) Desviación de la posición final bajo condiciones de funcionamiento constantes y 100 movimientos seguidos; desviación concéntrica en relación con el eje central
Condiciones de funcionamiento y del entorno
Presión mín. de funcionamiento
HGDD-…-A [bar] 3
HGDD-…-A-G [bar] 4
Presión máx. de funcionamiento [bar] 8
Presión de funcionamiento del aire de
bloqueo
[bar] 0 … 0,5
Fluido de trabajo Aire comprimido según ISO 85731:2010 [7:4:4]
Nota sobre el fluido de trabajo/mando Es posible el funcionamiento con aire comprimido lubricado (lo cual requiere seguir utilizando aire lubricado)
Temperatura ambiente1) [°C] +5 … +60
Clase de resistencia a la corrosión2) 2
1) Tener en cuenta las condiciones de funcionamiento de los detectores
2) Clase de resistencia a la corrosión 2 según norma de Festo 940 070
Válida para piezas expuestas a moderado peligro de corrosión. Piezas exteriores en contacto directo con substancias usuales en entornos industriales, tales como disolventes, detergentes o lubricantes,
con superficies principalmente decorativas.
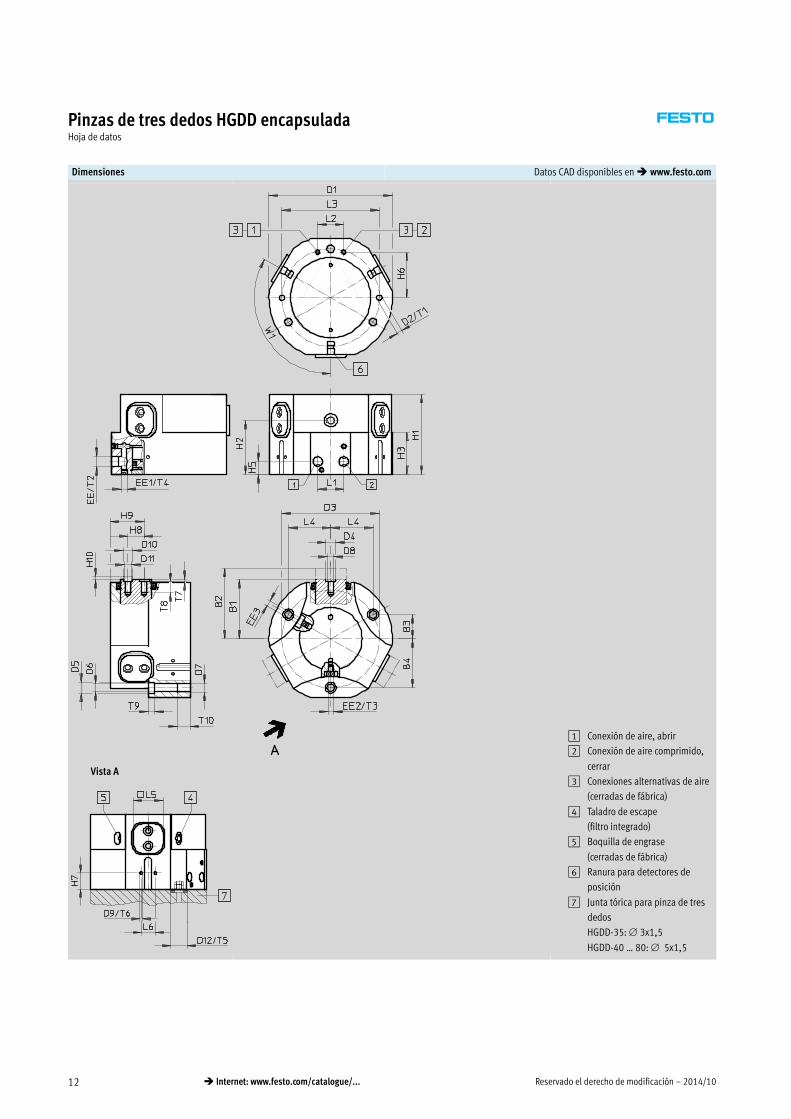
Reservado el derecho de modificación – 2014/1012 � Internet: www.festo.com/catalogue/...
Pinzas de tres dedos HGDD encapsuladaHoja de datos
Dimensiones Datos CAD disponibles en � www.festo.com
1 Conexión de aire, abrir
2 Conexión de aire comprimido,
cerrar
3 Conexiones alternativas de aire
(cerradas de fábrica)
4 Taladro de escape
(filtro integrado)
5 Boquilla de engrase
(cerradas de fábrica)
6 Ranura para detectores de
posición
7 Junta tórica para pinza de tres
dedos
HGDD-35: 3x1,5
HGDD-40 … 80: 5x1,5
Vista A

2014/10 – Reservado el derecho de modificación 13� Internet: www.festo.com/catalogue/...
Pinzas de tres dedos HGDD encapsuladaHoja de datos
Tamaño B1 B2 B3 B4 D1 D2 D3 D4 D5 D6 D7 D8 D9
[mm] 0,5 0,5 0,1 H8 0,1 H8 H13 H13
35 28 32 11 22 58 3 44 5 5,9 3,3 M4 M3 M3
40 36 42 14 28 74 4 56 7 9,4 5,1 M6 M4 M3
50 44,5 52,5 17,5 35 93 5 70 9 10,2 6,8 M8 M6 M3
63 55 65 22,5 45 114 5 90 9 10,2 6,8 M8 M6 M3
80 68 80 28 56 139 6 112 9 13,5 8,4 M10 M6 M3
Tamaño D10 D11 D12 EE EE1 EE2 EE3 H1 H2
-G -G
[mm] h7 +0,2 0,05 0,05
35 5 3,2 6 M5 M3 M3 M3 41 51 29 39
40 7 5,3 8 M5 M5 M3 M3 48,5 66 34,5 52
50 9 6,4 8 Gx M5 M5 M5 58,5 83,5 40,4 65,4
63 9 6,4 8 Gx M5 M5 M5 74 104 50 80
80 9 6,4 8 Gx M5 Gx M5 83,5 120,5 55,5 92,5
Tamaño H3 H5 H6 H7 H81) H9 H10 L1 L2 L3 L4
-G -G
[mm] –0,2 –0,2 0,1 0,1 0,1 0,1 –0,02 –0,3 0,1 0,1 0,02
35 23 33 9 18,5 7 17 7 15,5 1,2 12 15 45 19,05
40 27,5 45 9 25 10 27,5 10 19 1,4 12 18 56 24,25
50 32,5 57,5 12 32 12,5 37,5 12 24,1 1,9 24 18 70 30,31
63 39 69 12 42 16 46 15 31,5 1,9 24 24 90 38,97
80 43 80 12 53 21 58 18 37 1,9 30 30 112 48,5
Tamaño L5 L6 T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 W1
[mm] –0,02 0,1 mín. mín. mín. mín. +0,1 mín. +0,1 mín. +0,2 mín.
35 14 12 5 5 3 3 1,2 4 1,3 5 3,2 8 120°
40 18 12 6 6 3 5 1,2 5 1,6 6 5 10 120°
50 22 12 8 7 6 5 1,2 5 2,1 10 6,1 12 120°
63 28 14 8 7 6 5 1,2 5 2,1 10 6,1 12 120°
80 32 14 10 8 10 5 1,2 5 2,1 10 8 15 120°
1) Tolerancia del taladro para centrar 0,02 mm
Tolerancia del taladro roscado0,1 mm
Referencias
Tamaño Doble efecto De simple efecto o con aseguramiento de la fuerza de sujeción
Sin muelle de compresión Al abrir Al cerrar
[mm] N° art. Tipo N° art. Tipo N° art. Tipo
35 1163037 HGDD-35-A 1163038 HGDD-35-A-G1 1163039 HGDD-35-A-G2
40 1163040 HGDD-40-A 1163041 HGDD-40-A-G1 1163042 HGDD-40-A-G2
50 1163043 HGDD-50-A 1163044 HGDD-50-A-G1 1163045 HGDD-50-A-G2
63 1163046 HGDD-63-A 1163047 HGDD-63-A-G1 1163048 HGDD-63-A-G2
80 1163049 HGDD-80-A 1163050 HGDD-80-A-G1 1163051 HGDD-80-A-G2

Reservado el derecho de modificación – 2014/1016 � Internet: www.festo.com/catalogue/...
Pinzas de tres dedos HGDD encapsuladaAccesorios
Pieza en bruto para dedos
BUB-HGDD
(El suministro incluye 3 unidades)
Material:
Aleación de aluminio
No contiene cobre (exteriormente) ni
PTFE
Conformidad con RoHS
Dimensiones y referencias
Para tamaño B1 B2 B3 D1 D2 D3 D4
[mm] 0,05 H13 H13 H8
35 14 8,5 2 5,9 3,2 5 M3
40 20 14 2 7,4 4,3 7 M3
50 29 23 2 10,4 6,4 9 M3
63 32 26 2 10,4 6,4 9 M3
80 35 26 2 10,4 6,4 9 M3
Para tamaño H1 H2 H31) H4 L1 L2 L3
[mm] 0,05 0,02 0,05
35 60,5 9 7 35 37 3 10
40 77 7 10 50 45 5 10
50 96 11 12 60 55 6 12
63 121 13,5 15 75 64 6 12
80 153,5 15,5 18 100 79,4 10 15
Para tamaño T1 T2 T3 W1 Peso N° art. Tipo
por mordaza en
bruto
[mm] +0,1 [g]
35 3+0,2 1,3 5 30° 57 1180955 BUB-HGDD-35
40 4+0,2 1,6 5 30° 131 1180956 BUB-HGDD-40
50 6,1+0,1 2,1 5 30° 276 1180957 BUB-HGDD-50
63 6,1+0,1 2,1 5 30° 440 1180958 BUB-HGDD-63
80 6,1+0,1 2,1 5 30° 793 1180959 BUB-HGDD-80
1) 0,02 und 0,01 se aplica al taladro para centrar D3
0,1 se aplica a los taladros para centrar D1 y D2

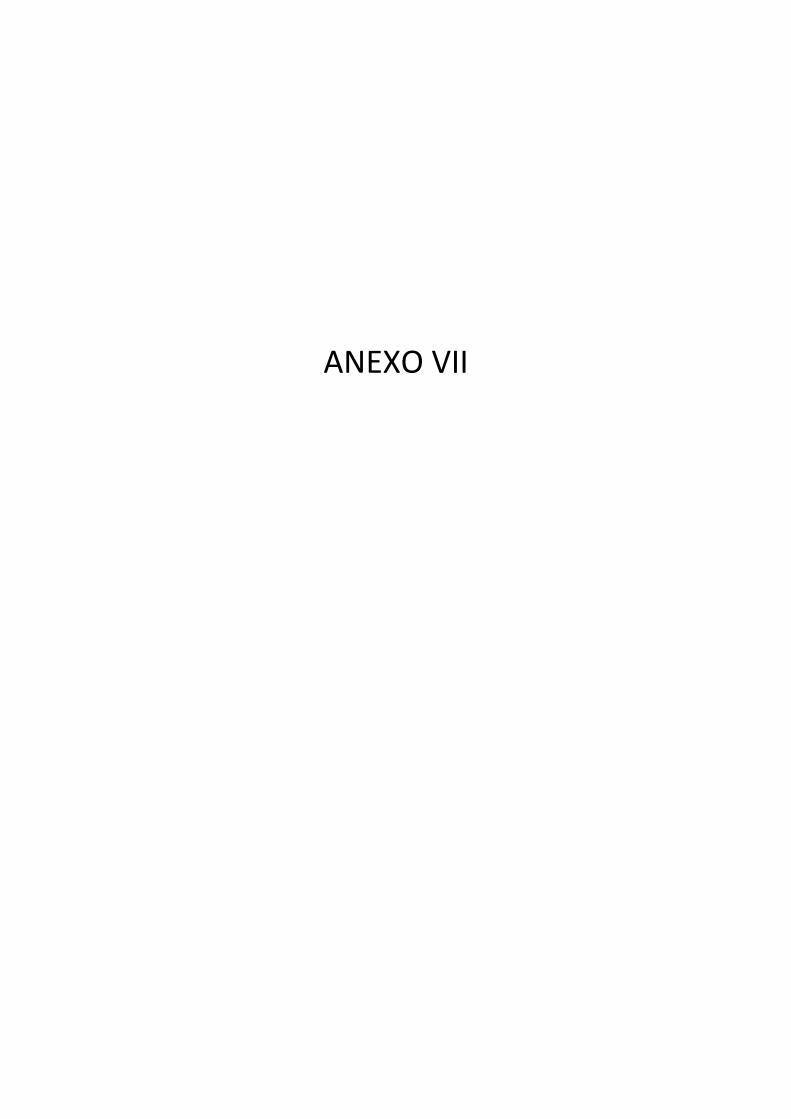
ANEXO VII

2015/01 – Reservado el derecho de modificación 13� Internet: www.festo.com/catalogue/...
Cilindros compactos ADN, ISO 21287Hoja de datos
Función
Amortiguación P
Amortiguación PPS
-N- Diámetro12 … 125 mm
-T- Carrera1 … 500 mm
-W- www.festo.com
Variantes � 3
ADN- … -A-P-A
ADN- … -A-P-A-S20
ADN- … -I-P-A
ADN- … -A-P-A-Q
Datos técnicos generales
Diámetro del émbolo 12 16 20 25 32 40 50 63 80 100 125
Construcción Émbolo
Vástago
Camisa del cilindro
Funcionamiento Doble efecto
Amortiguación
P Anillos/placas de amortiguación elásticos en ambos lados
PPS – Amortiguación neumática autorregulable en ambos lados –
Carrera de amortiguación
PPS [mm] – 3 3,5 4 5 6 7 7,5 10 –
Detección de posiciones Para detectores de proximidad
Tipo de fijación Mediante taladros
Con rosca interior
Con accesorios
Posición de montaje Indistinta
Datos técnicos: tipo básico y variantes
Diámetro del émbolo 12 16 20 25 32 40
Conexión neumática
– M5 M5 M5 M5 Gx Gx
S1 – – – M5 – M5
Vástago con rosca interior
– M3 M4 M6 M6 M8 M8
K5 – – M5 M5 M6 M6
S1 – – – M6 – M10
K5-S1 – – – M5 – M8
Vástago con rosca exterior
– M5 M6 M8 M8 M10x1,25 M10x1,25
K5 M6 M8 M10; M10x1,25 M10; M10x1,25 M10; M12 M10; M12
S1 – – – M8 – M12x1,25
K5-S1 – – – M10; M10x1,25 – M10x1,25; M12
Holgura de giro máxima del vástago [°]
Q 2 1,8 1,6 1,6 1,2 1,2

2015/01 – Reservado el derecho de modificación 19� Internet: www.festo.com/catalogue/...
Cilindros compactos ADN, ISO 21287Hoja de datos
Dimensiones: tipo básico Datos CAD disponibles en � www.festo.com
12 … 63 80 … 125
+ = añadir carrera
� 32 … 63
� 12 … 25 � 12
[mm]
BG
mín.
D1
H9
D5
F9
E EE G J2 J3 LA
+0,2
1217
9
627,5 +0,3
M5
10,5 2 –3,5
16 29 +0,3 11
2,62019,5
9
35,5 +0,3
12
5
25 39,5 +0,3
3226
47 +0,3
Gx
15
6
40 54,5 +0,3
850
27
12
1265,5 +0,3
63 75,5 +0,3
11,580 17
1595,5 +0,6 16,5
2,6100 21,5 113,5 +0,6 21,5 20
125 20 – 134,6 +0,3 G¼ 20 21,15 –
MM PL RT SF T2 TG ZA ZB
[mm]
+0,2 h13 +0,1 ±0,2 ±0,3 +1,2
PPS
+1,3
12 6
6
M45
2,1
1635
39,2–
16 8 7 18 39,7
2010 M5 9
22 37 42,5 42,5
25 26 39 44,5 45,3
3212
8,2
M6 1032,5 44 50 50,6
40 3845
51,1 51,7
5016 M8 13
2,6
46,5 52,7 53,2
63 56,5 49 56,5 57
8020 M10 17
72 54 62,9 63,4
10010,5
89 67 76 76,8
125 25 M12 21 110 81 92 –


ANEXO VIII

Actuador lineal DDLI-40- -Número de artículo: 1463452
Hoja de datos
Ficha de datos técnicos completa: los valores parciales dependen de su configuración.
Característica Propiedades
Carrera 100 ... 2.000 mmDiámetro del émbolo 40 mmAmortiguación P: amortiguación por tope elástico/placa a ambos ladosPosición de montaje indistintoDetección de la posición con sistema de medición de recorrido integradoPresión de funcionamiento 2 ... 8 barModo de funcionamiento de doble efectoFluido Aire comprimido según ISO 8573-1:2010 [6:4:4]Indicación sobre los fluidos de funcionamiento y de mando Sin opción de funcionamiento con lubricaciónMarca CE (ver declaración de conformidad) según la normativa UE sobre EMCClase de resistencia a la corrosión KBK 1Temperatura ambiente -10 ... 60 °CHomologación C-TickFuerza teórica con 6 bar, retroceso 754 NFuerza teórica con 6 bar, avance 754 NTipo de fijación con accesoriosConexión neumática G1/4Indicación sobre el material Exento de cobre y PTFEInformación sobre el material de la tapa Aleación forjable de aluminioInformación sobre el material de las juntas NBR
TPE-U(PU)
1 / 125/11/2014 – Reservado el derecho de modificación – Festo AG & Co. KG
2014/10 – Reservado el derecho de modificación 15� Internet: www.festo.com/catalogue/...
Actuadores lineales DDLI, sistema integrado de medición de recorridoFicha técnica
Pesos [g]
Diámetro del émbolo 25 32 40 63
Peso básico con carrera de 0 mm 1103 1716 2580 8730
Peso adicional por cada 10 mm de carrera 34 43 58 139
Masa móvil 130 227 350 1669
Materiales
Vista en sección
1 2 3
Actuadores lineales
1 Perfil del cuerpo del cilindro Aluminio anodizado
2 Cursor Aluminio anodizado
3 Culata trasera Aluminio pintado
– Juntas NBR, TPE-U(PU)
– Cable PUR
– Nota sobre el material Sin cobre ni PTFE
Conformidad con RoHS
Precisión de repetición x en función de la carrera l
Horizontal
Vertical
Diámetro exterior de los tubos flexibles conectados a racores premontados
Tamaño Carrera Diámetro en [mm]
[mm] 6 8 10 12
DDLI-25 100 … 160 � – – –
225 … 2000 – � – –
DDLI-32 100 � – – –
160 … 2000 – � – –
DDLI-40 100 … 750 – � – –
850 … 2000 – – � –
DDLI-63 100 … 300 – � – –
360 … 450 – – � –
500 … 2000 – – – �

Reservado el derecho de modificación – 2014/1018 � Internet: www.festo.com/catalogue/...
Actuadores lineales DDLI, sistema integrado de medición de recorridoFicha técnica
Dimensiones Datos CAD disponibles en � www.festo.com
+ Añadir carrera
1 Taladro para el pie de fijación
2 Rosca de conexión
3 Longitud del cable 1500 mm
[mm]
B1
0,4
B3
0,2
B4 B5 B6 B7
+0,4
B11 D2
25 45 19 39,1 18 32,5 60,2 9,5 3,3
32 54 19 46 21 40 69,1 9,5 4,3
40 64 21 53 28 49 78,4 9,6 4,3
63 106 24 89 44 83 110,9 21,1 6,3
[mm]
D3
0,2
D4 D5
H7
D6 EE H1 H2 H3
25 5,2 M5 8 M4 Gx 63 57 51
32 5,2 M5 8 M5 Gx 72 66 61,8
40 6,5 M6 10 M5 G¼ 86 78 71,8
63 8,5 M8 12 M8 Gy 131 122 115,2
[mm]
H4 H5 H6 H7 H8 R1 L1 L2
25 19,55 22,5 34,5 5,15 28,7 2,5 200 100
32 23 27 34,5 12,65 30,4 3,5 250 125
40 26,5 32 34,5 16,25 35,5 5 300 150
63 44,5 53 34,5 43,25 61 2 400 200

ANEXO IX
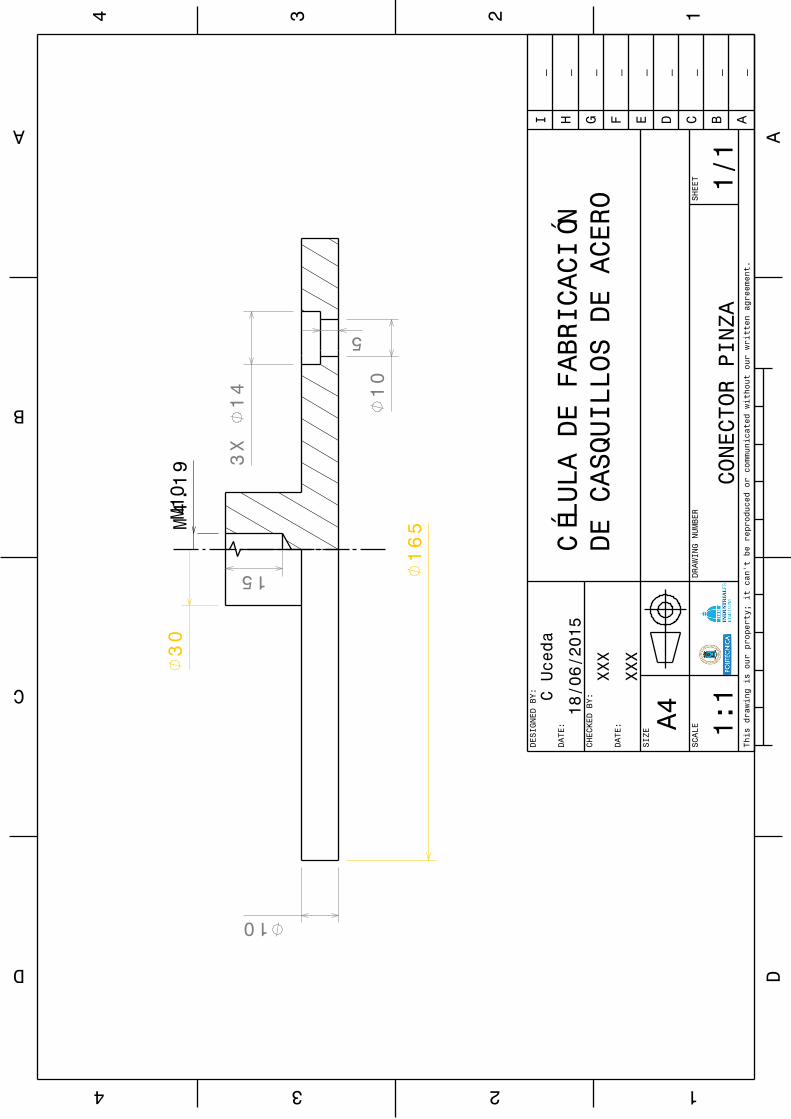
AD
B
C
A
D
3
3
2
2
4
4
1
1
This drawing is our property; it can't be reproduced or communicated without our written agreement.
SCALE
1:1
DRAWING NUMBER
CONECTOR PINZA
SHEET 1/1
SIZE A4
CÉLULA DE FABRICACIÓN
DE CASQUILLOS DE ACERO
CHECKED BY:
XXX
DATE:
XXX
DESIGNED BY: C Uceda
DATE:
18/06/2015
A_
B_
C_
D_
E_
F_
G_
H_
I_
30
4.19
M
14
3X
10
10
15
5
165
M10
ANEXO X

7
Description of the drilling unit
The BE33 consists of a vane motor powered by compressed air, a pneumatic cylinder, and a closed
hydraulic system. The total stroke length can be variably subdivided into rapid advance and working feed over the whole range. The throttle/check valve in the hydraulic system permits exact setting of the feed rate and high speed return. Type and speed: See data label on drilling unit Serial number: See data label on drilling unit
Description: 1. Main inlet port, G1/4" (NPT). Direct air from FRL unit.
2. Start and feed air inlet port, G1/8" (NPT). Direct air from 3/2 valve.
3. Air motor directed exhaust port, G1/4" (NPT). 4. Adjusting nut for drilling depth.
5. Locking screw for nut (4). 6. Adjustment screw for rapid advance and working feed length. 7. Adjustment screw with nut for working feed rate. 8. Hydraulic oil refilling nipple.
9. Seal screw (seals the oil refilling nipple).
10. Hydraulic oil-level indicator. 11. Locking screws för the turning of the upper housing in relation to the bottom housing.
12. Key Chuck or Collet Chuck. 13. Bleeding screw (for hydraulic oil). 14. Nut for attachment.
15. Pneumatic or electric limit switches.

17
Dimensional drawing
Type A mm B mm C mm D mm Weight in Kgs Weight in Lbs
BE 335 472 380 67 94,5 7,1 15,65
BE 337 472 380 67 154,5 7,1 15,65
BE 3313 472 380 67 94,5 7,1 15,65
BE 3326 438 346 33 154,5 6,6 14,55
BE 3333 438 346 33 94,5 6,6 14,55
BE 3360 438 346 33 154,5 6,6 14,55
BE 33210 438 346 33 94,5 6,6 14,55
Multi-spindle head, type A mm B mm C mm D mm Adaptor, weight
Kgs
Adaptor, weight
Lbs
MBKV-402 20 35 117 13 0,5 1,1
VH 042P/ 043P / 043LP / 044P 22 25 97 13 0,5 1,1
MBK-6V2 21 56 117 13 0,5 1,1
MBK-6V3 / 6V4 21 56 121 20 0,5 1,
MBKV-6VR3 21 56 137 20 0,5 1,1
MBKV-602 / 603 / R603 / 604 21 35 127 13 0,5 1,1
VH 062P / 063P / 063LP / 064P 25 34 136 14 0,5 1,1
VH 082P / 083P / 083LP / 084P 28 40 148 14 0,5 1,1

18
Spare parts drawing

19
Spare parts list
BE 33
Pos. Qty Description Part no.
1 1 Motor housing, BE 335, 337, 3313 041U000100
1 1 Motor housing, BE 3326, 3333, 3360, 33210 041U000129
1A 1 Motor housing with quill, BE 335, 337, 3313 041R000051
1A 1 Motor housing with quill, BE 3326, 3333, 3360, 33210 041R000052
2 1 Cushioning housing 041U000101
3 1 Cushioning cover 041U000102
4 1 Quill 041R000103
5 1 Feed piston, complete. 041R000062
6 1 Feed shaft 041U000106
7 1 Cushioning piston 041U000107
8 1 Piston stop with piston lock, complete. 041R000050
9 1 Compensation piston, complete. 041U000109
10 1 Lifting washer 041U000111
11 1 O-ring, 20,0x1,0 Nitril See pos. 51
12 1 Fine feed spindle, complete. 041U000113
13 1 Spindle lock 041U000116
14A 1 Stop, type A 041U000206
14C 1 Stop, type C (standard). 041U000117
15 1 Stop nut, complete. 041R000063
16 1 Washer 041U000119
17 1 Locking ring, complete 041R000049
18 2 Key 041U000121
19 1 Throttle valve with check screw, complete. 041R000061
20A 1 Air motor, BE 335, 3326 041U000138
20B 1 Air motor, BE 337, 3313, 3333, 3360, 33210 041U000137
20C 1 Set of vanes for oil lubricated air motor, pos. 20A or 20B, complete. 041R000031
20C 1 Set of vanes for non-lubricated air motor, pos. 20A or 20B, complete. 041R000029
20D 1 Bearing kit for air motor, see pos. 20A or 20B, complete. 041R000041
21 1 Key Chuck, Ø 0,5 - 6,5 mm (.02 - 1/4'') 041J004003
21 1 Key Chuck, Ø 0,8 - 10,0 mm (.03 - 3/8''), (standard chuck). 041J004002
21 1 Collet Chuck ER11, Ø 1,0 – 8,0 mm (.04 – 5/16'') 040J000122
21 1 Collet Chuck ER20, Ø 1,0 – 15,0 mm (.04 – 9/16'') 040J000121
21 1 Collet Chuck ER32, Ø 2,0 – 20,0 mm (.08 – 13/16'') 040J000124
23 1 Screw, 3x6 DIN 7984 411A121011
24 1 Oil refilling nipple, M6X1, straight. 420A000004
25 1 Seal screw 041U000022
26 2 Screw, MC6S 5x25 FZB 411A121008
27 2 Screw, T6SS 4x8 FZB 411A151145

20
Pos. Qty Description Part no.
28 1 Screw, SK6SS 5X5 Black 411A151209
29 8 Pressure spring, 0,95x6,1x54 See pos. 51
30 1 V-seal, 40x48x45 See pos. 51
31 1 V-seal, DI 075, Black See pos. 51
32 1 V-seal, N3-2 See pos. 51
33 2 V-seal, blue See pos. 51
34 2 O-ring, 50,8x3,53 Nitril See pos. 51
35 2 O-ring, 42,2x3,0 Nitril See pos. 51
36 1 O-ring, 46,04x3,53 Nitril See pos. 51
37 1 O-ring, 8,3x2,4 Nitril See pos. 51
38 1 O-ring, 13,1x2,62 Nitril, BE 335, 336, 3313 See pos. 51
38 1 O-ring, 39,69x3,53 Nitril, BE 3326, 3333, 3360, 33210 See pos. 51
39 1 Scraper See pos. 51
40 1 Bleed screw 041U000127
41 2 Screw, SK6SS 4x4 Black 411A151199
42 1 Ball bearing washer 414A132002
43 1 Chuck Key for Key Chuck pos. 21. Ø 0,5 - 6,5 mm (.02 - 1/4'') 041J004071
43 1 Chuck Key for Key Chuck pos. 21. Ø 0,8 - 10,0 mm (.03 - 3/8'') 041J004072
43 1 Wrench for Collet Chuck Nut pos. 21. ER11. 041J004083
43 1 Wrench for Collet Chuck Nut pos. 21. ER20. 041J004084
43 1 Wrench for Collet Chuck Nut pos. 21. ER32. 043J000002
44 1 Front nut, M55x2 413A192011
47 1 Planetary gear, BE 335, complete. 041R000046
47 1 Planetary gear, BE 337, complete. 041R000037
47 1 Planetary gear, BE 3313, complete. 041R000038
47 1 Planetary gear, BE 3326, complete. 041U000142
47 1 Planetary gear, BE 3333, complete. 041U000141
47 1 Planetary gear, BE 3360, complete. 041U000140
47 1 Planetary gear, BE 33210, complete. 041U000139
47A 1 Bearing kit for Planetary gear BE 335, 337, 3313, complete. 041R000042
47A 1 Bearing kit for Planetary gear BE 3326, 3333, 3360, 33210, complete. 041R000043
49 1 Tool for chuck removal. 041J004047
50 1 Silencer, G 1/4" 057F000502
51 1 Seal kit, complete. 041R000011
55 1 Allen key, NV 5 041J004011
56 1 Screw, T6SS 4x8 FZB 411A151152
57 1 Drive adaptor, VH04, MBK V60-. 041V400198
57 1 Drive adaptor, VH06 och VH08. 041V400199
57 1 Drive adaptor, MBK 6V. 041V400235
58 1 Quill, for multi-spindle head VH042, VH043L, VH044. 041V300098
58 1 Quill, for multi-spindle head VH043-. 041V300219
58 1 Quill, for multi-spindle head VH062, VH063, VH084, MBK V60-. 041V300220

21
Pos. Qty Description Part no.
58 1 Quill, for multi-spindle head MBK 6V2. 041V300100
59 4 Screw, MC6S 6x12 FZB, for VH04. 411A121134
59 4 Screw, MC6S 6x16 FZB, for VH06, VH08, MBK V60-. 411A122039
60 1 Electric limit switch assembly, complete. 041J000008
61 1 Pneumatic limit switch assembly, complete. 041J000028
64 1 Plate 041U000192
65 2 Screw, MF6S 4x12 FZB 411A121038
66 1 Pressure spring, 0,8x4x19,5 416A111024
67 1 Bar 041U000200
68 1 Stop 041U000202
69 1 Screw, MC6S 4x8 FZB 411A121007
70 1 Clip 041U000248
71 2 Cam, for electric limit switch. 041U000193
71 2 Cam, for pneumatic limit switch. 041U000242
72 1 Screw, MC6S 4x22 FZB 411A121006
73 1 Cover, for electric limit switch. 041V400749
73 1 Cover, for pneumatic limit switch. 041V400752
74 2 Screw, MC6S 3x8 black 411A121010
75 2 Washer, BRB 3,2x7x0,5 FZB 414A112001
76 2 Micro-switch, for electric limit switch. 10A 125V AC / 10A 250V AC. 604A000012
76 2 Micro-switch, for pneumatic limit switch. 604A000011
77 2 Screw, MC6S 3x25 FZB 411A121098
78 2 Flat key, TK 8x7x14, for pneumatic limit switch. 415A141008
1 Plug, 7-pole, male. 5 A 300V AC/DC. 504A000006
1 Plug, 7-pole, female. 5 A 300V AC/DC. 504A000007
1 Cable gland 418A260004
1 Cable clamp 420A000119
1 Cable, 7x0,25, length 2,15 m (7.05 Ft). 514A000001

ANEXO XI
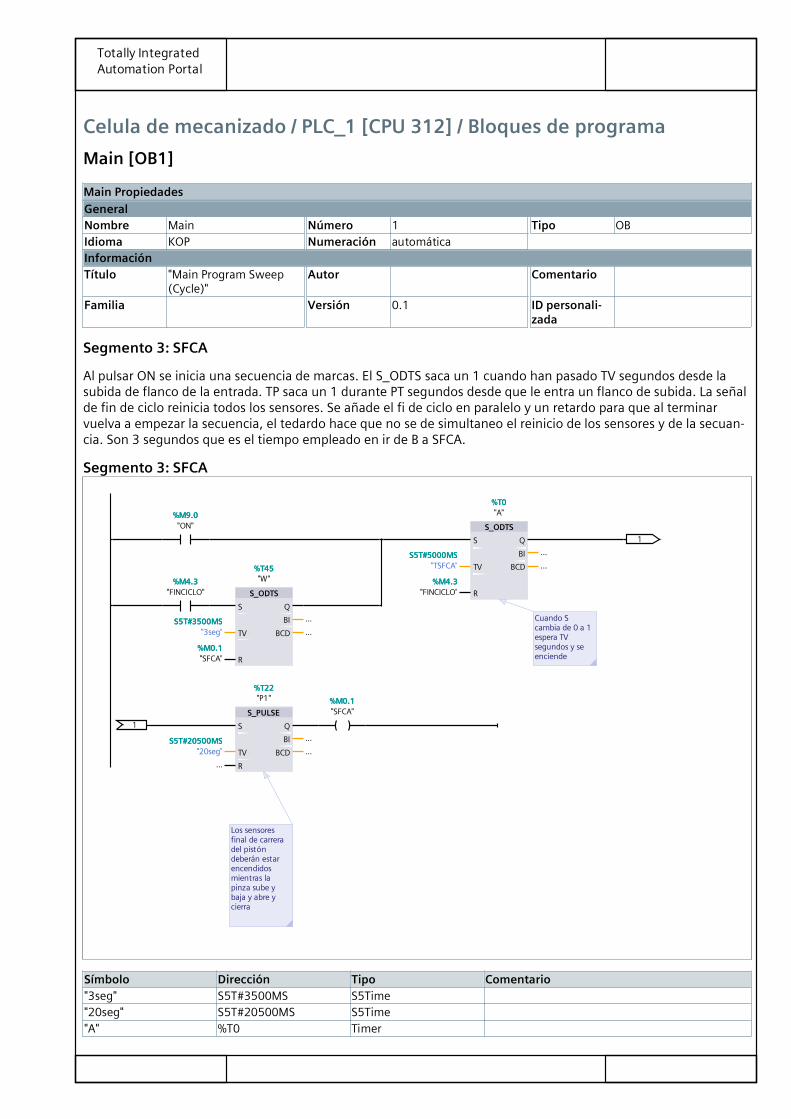
Totally Integrated
Automation Portal
Celula de mecanizado / PLC_1 [CPU 312] / Bloques de programa
Main [OB1]
Main Propiedades
General
Nombre Main Número 1 Tipo OB
Idioma KOP Numeración automática
Información
Título "Main Program Sweep(Cycle)"
Autor Comentario
Familia Versión 0.1 ID personali‐zada
Segmento 3: SFCA
Al pulsar ON se inicia una secuencia de marcas. El S_ODTS saca un 1 cuando han pasado TV segundos desde lasubida de flanco de la entrada. TP saca un 1 durante PT segundos desde que le entra un flanco de subida. La señalde fin de ciclo reinicia todos los sensores. Se añade el fi de ciclo en paralelo y un retardo para que al terminarvuelva a empezar la secuencia, el tedardo hace que no se de simultaneo el reinicio de los sensores y de la secuan‐cia. Son 3 segundos que es el tiempo empleado en ir de B a SFCA.
Segmento 3: SFCA
S_ODTS
S_PULSE
S_ODTS
1
1
"ON"
%M9.0%M9.0 "A"
%T0%T0
"TSFCA"
S5T#5000MSS5T#5000MS
"FINCICLO"
%M4.3%M4.3
...
...
"P1"%T22%T22
"20seg"
S5T#20500MSS5T#20500MS
...
...
...
"SFCA"
%M0.1%M0.1
"FINCICLO"
%M4.3%M4.3 "W"%T45%T45
"3seg"
S5T#3500MSS5T#3500MS
"SFCA"
%M0.1%M0.1
...
...
BI
BCD
R
Q
TV
S
Cuando S cambia de 0 a 1 espera TV segundos y se enciende
Los sensores final de carrera del pistón deberán estar encendidos mientras la pinza sube y baja y abre y cierra
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"3seg" S5T#3500MS S5Time
"20seg" S5T#20500MS S5Time
"A" %T0 Timer

Totally Integrated
Automation Portal
Símbolo Dirección Tipo Comentario
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"ON" %M9.0 Bool Arranca el ciclo
"P1" %T22 Timer
"SFCA" %M0.1 Bool Sensor fin de carrera A
"TSFCA" S5T#5000MS S5Time
"W" %T45 Timer
Segmento 4: SFCA---SPINZABTA
S_ODTS S_PULSE"SFCA"
%M0.1%M0.1 "B"
%T1%T1
"TSPINZABTA"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P2"
%T23%T23
"10seg"
S5T#10500MSS5T#10500MS
...
...
...
"SPINZABTA"
%M0.2%M0.2
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"10seg" S5T#10500MS S5Time
"B" %T1 Timer
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"P2" %T23 Timer
"SFCA" %M0.1 Bool Sensor fin de carrera A
"SPINZABTA" %M0.2 Bool Sensor pinza abierta
"TSPINZABTA" S5T#5000MS S5Time
Segmento 5: SFCA---SPINB
S_ODTS S_PULSE"SPINZABTA"
%M0.2%M0.2 "C"
%T2%T2
"TSPINB"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P3"
%T24%T24
"5seg"
S5T#5500MSS5T#5500MS
...
...
...
"SPINB"
%M0.3%M0.3
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"5seg" S5T#5500MS S5Time
"C" %T2 Timer
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"P3" %T24 Timer
"SPINB" %M0.3 Bool Sensor pinza abajo
"SPINZABTA" %M0.2 Bool Sensor pinza abierta
"TSPINB" S5T#5000MS S5Time
Segmento 6: SFCA---SPINZCERRDA

Totally Integrated
Automation Portal
S_ODTS S_PULSE"SPINB"
%M0.3%M0.3 "D"
%T3%T3
"TSPINZCERRDA"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P4"
%T25%T25
"15seg"
S5T#15500MSS5T#15500MS
...
...
...
"SPINZCERRDA"
%M0.4%M0.4
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"15seg" S5T#15500MS S5Time
"D" %T3 Timer
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"P4" %T25 Timer
"SPINB" %M0.3 Bool Sensor pinza abajo
"SPINZCERRDA" %M0.4 Bool Sensor pinza cerrada
"TSPINZCERRDA" S5T#5000MS S5Time
Segmento 7: SFCA---SPINZA
S_ODTS S_PULSE"SPINZCERRDA"
%M0.4%M0.4 "E"
%T4%T4
"TSPINZA"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P5"
%T26%T26
"5seg"
S5T#5500MSS5T#5500MS
...
...
...
"SPINZA"
%M0.5%M0.5
BCD
BI
Q
R
TV
S
La suma de los TVsde los S_ODTS hasta aquí indicará el PT de SFCA (segmento 3-6)
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"5seg" S5T#5500MS S5Time
"E" %T4 Timer
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"P5" %T26 Timer
"SPINZA" %M0.5 Bool Sensor pinza arriba
"SPINZCERRDA" %M0.4 Bool Sensor pinza cerrada
"TSPINZA" S5T#5000MS S5Time
Segmento 8: SFCA-SFCC
S_ODTS S_PULSE"SPINZA"
%M0.5%M0.5 "F"
%T5%T5
"TSFCC"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P6"
%T27%T27
"45seg"
S5T#46000MSS5T#46000MS
...
...
...
"SFCC"
%M0.6%M0.6
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD

Totally Integrated
Automation Portal
Símbolo Dirección Tipo Comentario
"45seg" S5T#46000MS S5Time
"F" %T5 Timer
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"P6" %T27 Timer
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINZA" %M0.5 Bool Sensor pinza arriba
"TSFCC" S5T#5000MS S5Time
Segmento 9: SFCC---SPINB(1)
S_ODTS S_PULSE"SFCC"
%M0.6%M0.6 "G"
%T6%T6
"TSPINB"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P7"
%T28%T28
"5seg"
S5T#5500MSS5T#5500MS
...
...
...
"SPINB(1)"
%M1.5%M1.5
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"5seg" S5T#5500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"G" %T6 Timer
"P7" %T28 Timer
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINB(1)" %M1.5 Bool Sensor pinza abajo
"TSPINB" S5T#5000MS S5Time
Segmento 10: SFCC---SPINZABTA(1)
S_ODTS S_PULSE"SPINB(1)"
%M1.5%M1.5 "H"
%T7%T7
"TSPINZABTA"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P8"
%T29%T29
"25seg"
S5T#25500MSS5T#25500MS
...
...
...
"SPINZABTA(1)"
%M2.0%M2.0
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"25seg" S5T#25500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"H" %T7 Timer
"P8" %T29 Timer
"SPINB(1)" %M1.5 Bool Sensor pinza abajo
"SPINZABTA(1)" %M2.0 Bool Sensor pinza abierta
"TSPINZABTA" S5T#5000MS S5Time
Segmento 11: SFCC---SPINZA (1)
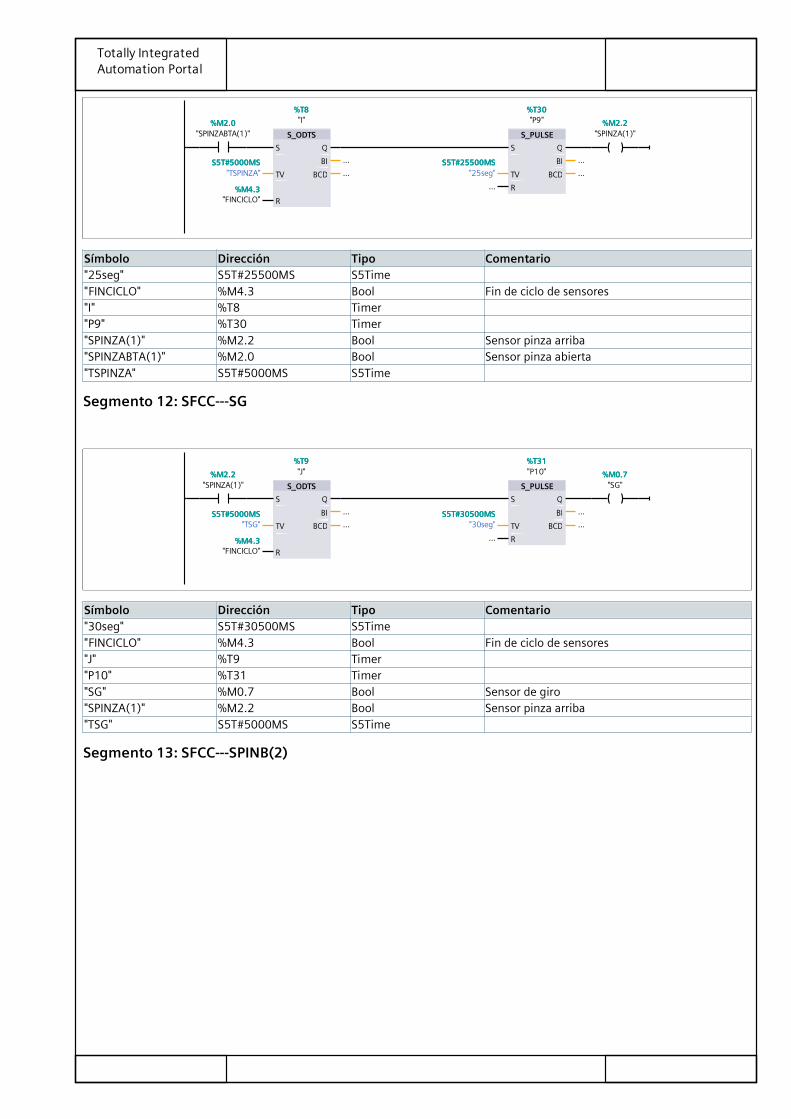
Totally Integrated
Automation Portal
S_ODTS S_PULSE"SPINZABTA(1)"
%M2.0%M2.0 "I"
%T8%T8
"TSPINZA"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P9"
%T30%T30
"25seg"
S5T#25500MSS5T#25500MS
...
...
...
"SPINZA(1)"
%M2.2%M2.2
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"25seg" S5T#25500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"I" %T8 Timer
"P9" %T30 Timer
"SPINZA(1)" %M2.2 Bool Sensor pinza arriba
"SPINZABTA(1)" %M2.0 Bool Sensor pinza abierta
"TSPINZA" S5T#5000MS S5Time
Segmento 12: SFCC---SG
S_ODTS S_PULSE"SPINZA(1)"
%M2.2%M2.2 "J"
%T9%T9
"TSG"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P10"
%T31%T31
"30seg"
S5T#30500MSS5T#30500MS
...
...
...
"SG"
%M0.7%M0.7
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"30seg" S5T#30500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"J" %T9 Timer
"P10" %T31 Timer
"SG" %M0.7 Bool Sensor de giro
"SPINZA(1)" %M2.2 Bool Sensor pinza arriba
"TSG" S5T#5000MS S5Time
Segmento 13: SFCC---SPINB(2)

Totally Integrated
Automation Portal
Segmento 13: SFCC---SPINB(2)
S_ODTS S_ODTS
S_PULSE
1
1
"SG"
%M0.7%M0.7 "V"
%T21%T21
"10seg"
S5T#10500MSS5T#10500MS
"FINCICLO"
%M4.3%M4.3
...
...
"K"
%T10%T10
"TSPINB"
S5T#5000MSS5T#5000MS
"FINCICLO"
%M4.3%M4.3
...
...
"P11"
%T32%T32
"5seg"
S5T#5500MSS5T#5500MS
...
...
...
"SPINB(2)"
%M1.6%M1.6
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"5seg" S5T#5500MS S5Time
"10seg" S5T#10500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"K" %T10 Timer
"P11" %T32 Timer
"SG" %M0.7 Bool Sensor de giro
"SPINB(2)" %M1.6 Bool Sensor pinza abajo
"TSPINB" S5T#5000MS S5Time
"V" %T21 Timer
Segmento 14: SFCC---SPINZCERRDA(1)
S_ODTS S_PULSE"SPINB(2)"
%M1.6%M1.6 "L"
%T11%T11
"TSPINZCERRDA"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P12"
%T33%T33
"15seg"
S5T#15500MSS5T#15500MS
...
...
...
"SPINZCERRDA(1)"
%M4.4%M4.4
BCD
BI
Q
R
TV
S
TIENE QUE AGUANTAR POR LO MENOS HASTA SEGMENTO 17
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"15seg" S5T#15500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"L" %T11 Timer
"P12" %T33 Timer
"SPINB(2)" %M1.6 Bool Sensor pinza abajo
"SPINZCERRDA(1)" %M4.4 Bool Sensor pinza cerrada
"TSPINZCERRDA" S5T#5000MS S5Time
Segmento 15: SFCC---SPINZA(2)
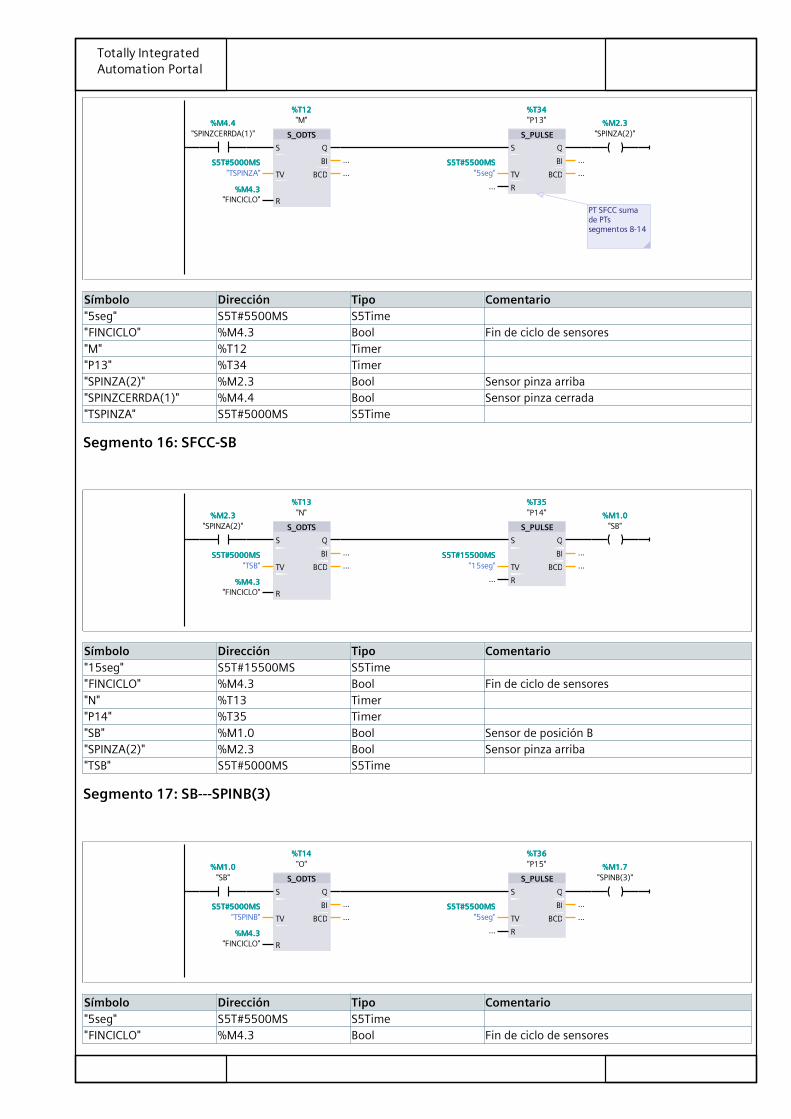
Totally Integrated
Automation Portal
S_ODTS S_PULSE"SPINZCERRDA(1)"
%M4.4%M4.4 "M"
%T12%T12
"TSPINZA"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P13"
%T34%T34
"5seg"
S5T#5500MSS5T#5500MS
...
...
...
"SPINZA(2)"
%M2.3%M2.3
BCD
BI
Q
R
TV
S
PT SFCC suma de PTs segmentos 8-14
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"5seg" S5T#5500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"M" %T12 Timer
"P13" %T34 Timer
"SPINZA(2)" %M2.3 Bool Sensor pinza arriba
"SPINZCERRDA(1)" %M4.4 Bool Sensor pinza cerrada
"TSPINZA" S5T#5000MS S5Time
Segmento 16: SFCC-SB
S_ODTS S_PULSE"SPINZA(2)"
%M2.3%M2.3 "N"
%T13%T13
"TSB"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P14"
%T35%T35
"15seg"
S5T#15500MSS5T#15500MS
...
...
...
"SB"
%M1.0%M1.0
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"15seg" S5T#15500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"N" %T13 Timer
"P14" %T35 Timer
"SB" %M1.0 Bool Sensor de posición B
"SPINZA(2)" %M2.3 Bool Sensor pinza arriba
"TSB" S5T#5000MS S5Time
Segmento 17: SB---SPINB(3)
S_ODTS S_PULSE"SB"
%M1.0%M1.0 "O"
%T14%T14
"TSPINB"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P15"
%T36%T36
"5seg"
S5T#5500MSS5T#5500MS
...
...
...
"SPINB(3)"
%M1.7%M1.7
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"5seg" S5T#5500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores

Totally Integrated
Automation Portal
Símbolo Dirección Tipo Comentario
"O" %T14 Timer
"P15" %T36 Timer
"SB" %M1.0 Bool Sensor de posición B
"SPINB(3)" %M1.7 Bool Sensor pinza abajo
"TSPINB" S5T#5000MS S5Time
Segmento 18: SB---SPINZABTA(2)
S_ODTS S_PULSE"SPINB(3)"
%M1.7%M1.7 "P"
%T15%T15
"TSPINZABTA"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P16"
%T37%T37
"15seg"
S5T#15500MSS5T#15500MS
...
...
...
"SPINZABTA(2)"
%M2.1%M2.1
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"15seg" S5T#15500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"P16" %T37 Timer
"P" %T15 Timer
"SPINB(3)" %M1.7 Bool Sensor pinza abajo
"SPINZABTA(2)" %M2.1 Bool Sensor pinza abierta
"TSPINZABTA" S5T#5000MS S5Time
Segmento 19: SB-SPINZA(3)
S_ODTS S_PULSE"SPINZABTA(2)"
%M2.1%M2.1 "Q"
%T16%T16
"TSPINZA"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P17"
%T44%T44
"5seg"
S5T#5500MSS5T#5500MS
...
...
...
"SPINZA(3)"
%M2.4%M2.4
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"5seg" S5T#5500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"P17" %T44 Timer
"Q" %T16 Timer
"SPINZA(3)" %M2.4 Bool Sensor pinza arriba
"SPINZABTA(2)" %M2.1 Bool Sensor pinza abierta
"TSPINZA" S5T#5000MS S5Time
Segmento 20: TA1-TB1

Totally Integrated
Automation Portal
S_ODTS S_PULSE"SG"
%M0.7%M0.7 "R"
%T17%T17
"TSTB"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P18"
%T39%T39
"1seg"
S5T#1500MSS5T#1500MS
...
...
...
"STB1"
%M1.1%M1.1
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"1seg" S5T#1500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"P18" %T39 Timer
"R" %T17 Timer
"SG" %M0.7 Bool Sensor de giro
"STB1" %M1.1 Bool Sensor taladro 1 abajo
"TSTB" S5T#5000MS S5Time
Segmento 21: TA2-TB2
S_ODTS S_PULSE"SG"
%M0.7%M0.7 "S"
%T18%T18
"TSTB"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P19"
%T40%T40
"1seg"
S5T#1500MSS5T#1500MS
...
...
...
"STB2"
%M1.2%M1.2
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"1seg" S5T#1500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"P19" %T40 Timer
"S" %T18 Timer
"SG" %M0.7 Bool Sensor de giro
"STB2" %M1.2 Bool Sensor taladro 2 abajo
"TSTB" S5T#5000MS S5Time
Segmento 22: TB1-TA1
S_ODTS S_PULSE"STB1"
%M1.1%M1.1 "T"
%T19%T19
"TSTA"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P20"
%T41%T41
"1seg"
S5T#1500MSS5T#1500MS
...
...
...
"STA1"
%M1.3%M1.3
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"1seg" S5T#1500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"P20" %T41 Timer
"STA1" %M1.3 Bool Sensor taladro 1 arriba

Totally Integrated
Automation Portal
Símbolo Dirección Tipo Comentario
"STB1" %M1.1 Bool Sensor taladro 1 abajo
"T" %T19 Timer
"TSTA" S5T#5000MS S5Time
Segmento 23: TB2-TA2
S_ODTS S_PULSE"STB2"
%M1.2%M1.2 "U"
%T20%T20
"TSTA"
S5T#5000MSS5T#5000MS
"FINCICLO"%M4.3%M4.3
...
...
"P21"
%T42%T42
"1seg"
S5T#1500MSS5T#1500MS
...
...
...
"STA2"
%M1.4%M1.4
S
TV
R
Q
BI
BCD
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"1seg" S5T#1500MS S5Time
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"P21" %T42 Timer
"STA2" %M1.4 Bool Sensor taladro 2 arriba
"STB2" %M1.2 Bool Sensor taladro 2 abajo
"TSTA" S5T#5000MS S5Time
"U" %T20 Timer
Segmento 24: FIN CICLO
"SPINZA(3)"
%M2.4%M2.4
"BON"
%M2.5%M2.5
"FINCICLO"
%M4.3%M4.3
Símbolo Dirección Tipo Comentario
"BON" %M2.5 Bool Biestable ON
"FINCICLO" %M4.3 Bool Fin de ciclo de sensores
"SPINZA(3)" %M2.4 Bool Sensor pinza arriba


ANEXO XII

Totally Integrated
Automation Portal
Celula de mecanizado / PLC_1 [CPU 312] / Bloques de programa
Main [OB1]
Main Propiedades
General
Nombre Main Número 1 Tipo OB
Idioma KOP Numeración automática
Información
Título "Main Program Sweep(Cycle)"
Autor Comentario
Familia Versión 0.1 ID personali‐zada
Segmento 1: CONSOLA ARRANQUE
Arranque de sistema con parada, parada de emergencia y rearme
SR"ON"
%M9.0%M9.0 "BON"
%M2.5%M2.5
"STOP"
%M9.1%M9.1
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"BON" %M2.5 Bool Biestable ON
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"ON" %M9.0 Bool Arranca el ciclo
"STOP" %M9.1 Bool Impide que se inicie un nuevo ciclo
Segmento 2: CONSOLA PARADA
SR"STOP"
%M9.1%M9.1 "BSTOP"
%M4.7%M4.7
"ON"
%M9.0%M9.0
S
R1
Q
Símbolo Dirección Tipo Comentario
"BSTOP" %M4.7 Bool Biestable STOP
"ON" %M9.0 Bool Arranca el ciclo
"STOP" %M9.1 Bool Impide que se inicie un nuevo ciclo
Segmento 25: CONTADORPIEZAS

Totally Integrated
Automation Portal
S_CU"SPINZA(3)"
%M2.4%M2.4 "CONTADOR"
%C6%C6
...
...
...
"CUENTA"
%IW63%IW63
"ON"%M9.0%M9.0
CU
S
PV
R
Q
CV
CV_BCD
Símbolo Dirección Tipo Comentario
"CONTADOR" %C6 Counter
"CUENTA" %IW63 Word
"ON" %M9.0 Bool Arranca el ciclo
"SPINZA(3)" %M2.4 Bool Sensor pinza arriba
Segmento 26: REARME
Se rearma quedando la pinza abierta y en la posición de la pila de salida. Sucede al rearmar tras PE o al pulsarSTOP
SR SR
SR
"REAR"
%M9.6%M9.6 "PINZABRIR"
%M3.3%M3.3
"SPINZABTA"
%M0.2%M0.2
"PPINZARRBA"
%M3.1%M3.1
"SPINZA(3)"
%M2.4%M2.4
"REARSTOP"
%M6.3%M6.3
"SB"
%M1.0%M1.0
"SFCA"
%M0.1%M0.1
"SFCA"%M0.1%M0.1 "PMPINZIZQ"
%M2.6%M2.6
S
R1
Q S
R1
Q
S
R1
Q
Símbolo Dirección Tipo Comentario
"PINZABRIR" %M3.3 Bool Abrir pinza
"PMPINZIZQ" %M2.6 Bool Pistón movimiento pinza hacia la izquierda
"PPINZARRBA" %M3.1 Bool Pistón pinza arriba
"REAR" %M9.6 Bool Dispone el conjunto en condiciones de iniciarse
"REARSTOP" %M6.3 Bool
"SB" %M1.0 Bool Sensor de posición B
"SFCA" %M0.1 Bool Sensor fin de carrera A
"SPINZA(3)" %M2.4 Bool Sensor pinza arriba
"SPINZABTA" %M0.2 Bool Sensor pinza abierta
Segmento 27: REAR2

Totally Integrated
Automation Portal
SR"REAR"
%M9.6%M9.6
"SFCA"
%M0.1%M0.1 "PMPINZDCHA"
%M3.2%M3.2
"REARSTOP"
%M6.3%M6.3
"SB"
%M1.0%M1.0
S
R1
Q
Símbolo Dirección Tipo Comentario
"PMPINZDCHA" %M3.2 Bool Pistón movimiento pinza hacia la derecha
"REAR" %M9.6 Bool Dispone el conjunto en condiciones de iniciarse
"REARSTOP" %M6.3 Bool
"SB" %M1.0 Bool Sensor de posición B
"SFCA" %M0.1 Bool Sensor fin de carrera A
Segmento 28: REARME DESPUES DE STOP
activa el rearme tras pulsar STOP
S_OFFDT"BSTOP"
%M4.7%M4.7 "P22"
%T43%T43
"1seg"
S5T#1500MSS5T#1500MS
...
...
...
"REARSTOP"
%M6.3%M6.3
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"1seg" S5T#1500MS S5Time
"BSTOP" %M4.7 Bool Biestable STOP
"P22" %T43 Timer
"REARSTOP" %M6.3 Bool
Segmento 29: ARRANQUE MOVIZQ B-A
En lo sucesivo se consideraran todos los sensores de mismo nombre como uno sóloCuando se pulsa STOP el ciclo finaliza y queda parado, al volver a pulsar ON viniendo de STOP (retardo en OFF) seinicia el ciclo.

Totally Integrated
Automation Portal
SR
P
"SB"
%M1.0%M1.0
"BON"
%M2.5%M2.5
"BSTOP"
%M4.7%M4.7
"SPINZA(3)"
%M2.4%M2.4 "PMPINZIZQ"
%M2.6%M2.6
"SPINZA(3)"
%M2.4%M2.4
"PTRIGSPINZA(3)"
%M5.0%M5.0
"SB"
%M1.0%M1.0
"BON"
%M2.5%M2.5
"BSTOP"
%M4.7%M4.7
"REARSTOP"
%M6.3%M6.3
"BON"
%M2.5%M2.5
"EM"%M9.2%M9.2
"SFCA"
%M0.1%M0.1
S
R1
Q
Símbolo Dirección Tipo Comentario
"BON" %M2.5 Bool Biestable ON
"BSTOP" %M4.7 Bool Biestable STOP
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PMPINZIZQ" %M2.6 Bool Pistón movimiento pinza hacia la izquierda
"PTRIGSPINZA(3)" %M5.0 Bool Variable necesaria para el detector de flanco
"REARSTOP" %M6.3 Bool
"SB" %M1.0 Bool Sensor de posición B
"SFCA" %M0.1 Bool Sensor fin de carrera A
"SPINZA(3)" %M2.4 Bool Sensor pinza arriba
Segmento 30: BAJAR PINZA
SR"SPINZABTA"
%M0.2%M0.2
"SFCA"
%M0.1%M0.1
"SPINB"
%M0.3%M0.3 "PPINZABJO"
%M2.7%M2.7
"SPINB"
%M0.3%M0.3
"SFCA"
%M0.1%M0.1
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PPINZABJO" %M2.7 Bool Pistón pinza abajo
"SFCA" %M0.1 Bool Sensor fin de carrera A
"SPINB" %M0.3 Bool Sensor pinza abajo
"SPINZABTA" %M0.2 Bool Sensor pinza abierta
Segmento 31: CERRAR PINZA

Totally Integrated
Automation Portal
SR"SPINB"
%M0.3%M0.3
"SFCA"
%M0.1%M0.1
"SPINZCERRDA"
%M0.4%M0.4 "PINZCERRAR"
%M3.0%M3.0
"SPINZCERRDA"
%M0.4%M0.4
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PINZCERRAR" %M3.0 Bool Cerrar pinza
"SFCA" %M0.1 Bool Sensor fin de carrera A
"SPINB" %M0.3 Bool Sensor pinza abajo
"SPINZCERRDA" %M0.4 Bool Sensor pinza cerrada
Segmento 32: SUBIR PINZA
Lleva la pieza primaria cargada
SR"SPINZCERRDA"
%M0.4%M0.4
"SFCA"
%M0.1%M0.1
"SPINZA"
%M0.5%M0.5 "PPINZARRBA"
%M3.1%M3.1
"SPINZA"
%M0.5%M0.5
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PPINZARRBA" %M3.1 Bool Pistón pinza arriba
"SFCA" %M0.1 Bool Sensor fin de carrera A
"SPINZA" %M0.5 Bool Sensor pinza arriba
"SPINZCERRDA" %M0.4 Bool Sensor pinza cerrada
Segmento 33: MOV DERECHA
Traslada la pieza primaria al plato giratorio
SR"SFCA"
%M0.1%M0.1
"SPINZA"
%M0.5%M0.5
"SPINZCERRDA"
%M0.4%M0.4 "PMPINZDCHA"
%M3.2%M3.2
"SFCC"
%M0.6%M0.6
"EM"
%M9.2%M9.2
S
R1
Q

Totally Integrated
Automation Portal
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PMPINZDCHA" %M3.2 Bool Pistón movimiento pinza hacia la derecha
"SFCA" %M0.1 Bool Sensor fin de carrera A
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINZA" %M0.5 Bool Sensor pinza arriba
"SPINZCERRDA" %M0.4 Bool Sensor pinza cerrada
Segmento 34: BAJAR PINZA
SR"SFCC"
%M0.6%M0.6
"PIEZAHECHA"
%M4.2%M4.2
"SPINB(1)"
%M1.5%M1.5
"SPINZCERRDA"
%M0.4%M0.4 "PPINZABJO"
%M2.7%M2.7
"SPINB(1)"
%M1.5%M1.5
"SFCC"
%M0.6%M0.6
"PIEZAHECHA"
%M4.2%M4.2
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"PPINZABJO" %M2.7 Bool Pistón pinza abajo
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINB(1)" %M1.5 Bool Sensor pinza abajo
"SPINZCERRDA" %M0.4 Bool Sensor pinza cerrada
Segmento 35: ABRIR PINZA
Descarga
SR"SPINB(1)"
%M1.5%M1.5
"SFCC"
%M0.6%M0.6
"PIEZAHECHA"
%M4.2%M4.2
"SPINZABTA(1)"
%M2.0%M2.0 "PINZABRIR"
%M3.3%M3.3
"SPINZABTA(1)"
%M2.0%M2.0
"SFCC"
%M0.6%M0.6
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"PINZABRIR" %M3.3 Bool Abrir pinza
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINB(1)" %M1.5 Bool Sensor pinza abajo
"SPINZABTA(1)" %M2.0 Bool Sensor pinza abierta
Segmento 36: SUBIR PINZA

Totally Integrated
Automation Portal
SR"SPINZABTA(1)"
%M2.0%M2.0
"SFCC"
%M0.6%M0.6 "PPINZARRBA"
%M3.1%M3.1
"SPINZA(1)"
%M2.2%M2.2
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PPINZARRBA" %M3.1 Bool Pistón pinza arriba
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINZA(1)" %M2.2 Bool Sensor pinza arriba
"SPINZABTA(1)" %M2.0 Bool Sensor pinza abierta
Segmento 37: GIRO
giro de 90º del plato
P
SR
P
"SFCC"
%M0.6%M0.6
"SPINZABTA(1)"
%M2.0%M2.0
"SPINZA(1)"
%M2.2%M2.2
"PTRIGSPINZA(1)"%M5.1%M5.1
"GIRO"
%M3.4%M3.4
"SG"
%M0.7%M0.7
"PTRIGSG"
%M5.2%M5.2
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"GIRO" %M3.4 Bool Girar
"PTRIGSG" %M5.2 Bool Variable necesaria para el detector de flanco
"PTRIGSPINZA(1)" %M5.1 Bool Variable necesaria para el detector de flanco
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SG" %M0.7 Bool Sensor de giro
"SPINZA(1)" %M2.2 Bool Sensor pinza arriba
"SPINZABTA(1)" %M2.0 Bool Sensor pinza abierta
Segmento 38: PIEZA HECHA
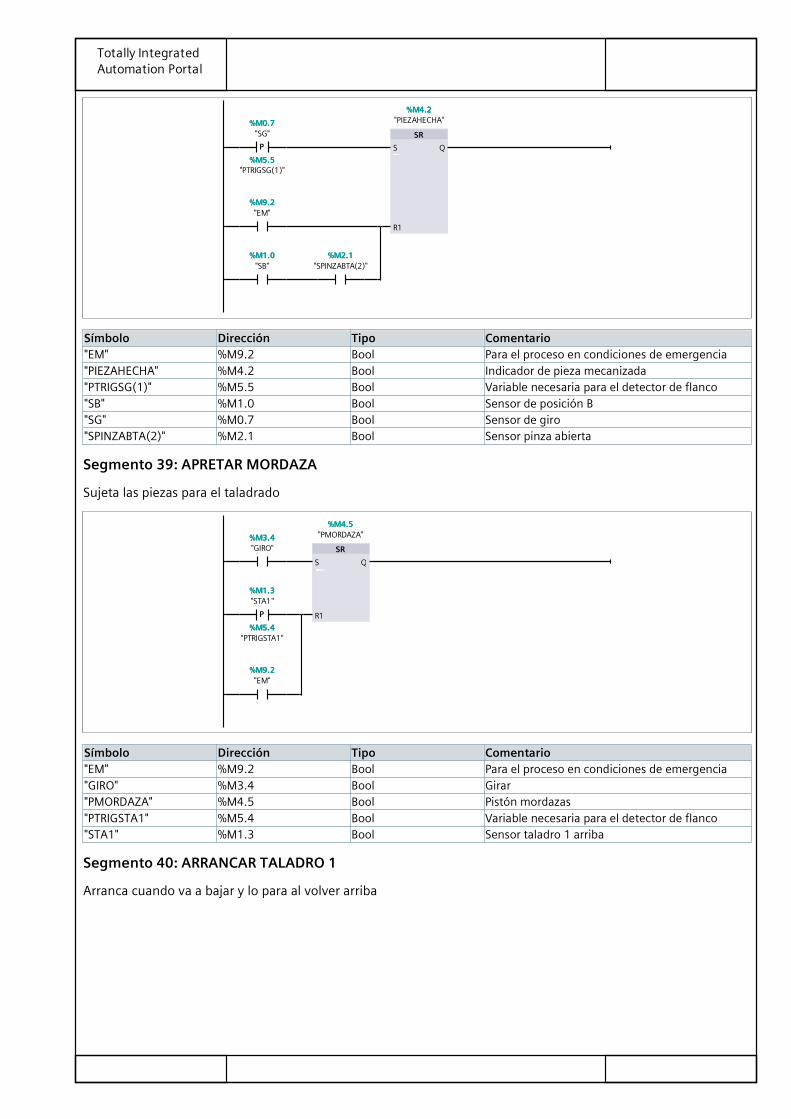
Totally Integrated
Automation Portal
P
SR"SG"
%M0.7%M0.7
"PTRIGSG(1)"%M5.5%M5.5
"PIEZAHECHA"
%M4.2%M4.2
"EM"
%M9.2%M9.2
"SB"
%M1.0%M1.0
"SPINZABTA(2)"
%M2.1%M2.1
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"PTRIGSG(1)" %M5.5 Bool Variable necesaria para el detector de flanco
"SB" %M1.0 Bool Sensor de posición B
"SG" %M0.7 Bool Sensor de giro
"SPINZABTA(2)" %M2.1 Bool Sensor pinza abierta
Segmento 39: APRETAR MORDAZA
Sujeta las piezas para el taladrado
SR
P
"GIRO"
%M3.4%M3.4 "PMORDAZA"
%M4.5%M4.5
"STA1"
%M1.3%M1.3
"PTRIGSTA1"
%M5.4%M5.4
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"GIRO" %M3.4 Bool Girar
"PMORDAZA" %M4.5 Bool Pistón mordazas
"PTRIGSTA1" %M5.4 Bool Variable necesaria para el detector de flanco
"STA1" %M1.3 Bool Sensor taladro 1 arriba
Segmento 40: ARRANCAR TALADRO 1
Arranca cuando va a bajar y lo para al volver arriba

Totally Integrated
Automation Portal
P
SR
P
"SG"
%M0.7%M0.7
"PTRIGSG(2)"%M5.6%M5.6
"MTALADRO1"
%M4.6%M4.6
"STA1"
%M1.3%M1.3
"PTRIGSTA1(1)"
%M6.2%M6.2
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"MTALADRO1" %M4.6 Bool Motor taladro 1
"PTRIGSG(2)" %M5.6 Bool Variable necesaria para el detector de flanco
"PTRIGSTA1(1)" %M6.2 Bool Variable necesaria para el detector de flanco
"SG" %M0.7 Bool Sensor de giro
"STA1" %M1.3 Bool Sensor taladro 1 arriba
Segmento 41: ARRANCAR TALADRO 2
Arranca cuando va a bajar y lo para al volver arriba
P
SR
P
"SG"
%M0.7%M0.7
"PTRIGSG(3)"%M6.1%M6.1
"MTALADRO2"
%M4.1%M4.1
"STA2"
%M1.4%M1.4
"PTRIGSTA2"
%M6.0%M6.0
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"MTALADRO2" %M4.1 Bool Motor taladro 2
"PTRIGSG(3)" %M6.1 Bool Variable necesaria para el detector de flanco
"PTRIGSTA2" %M6.0 Bool Variable necesaria para el detector de flanco
"SG" %M0.7 Bool Sensor de giro
"STA2" %M1.4 Bool Sensor taladro 2 arriba
Segmento 42: BAJA TALADRO 1

Totally Integrated
Automation Portal
P
SR"SG"
%M0.7%M0.7
"PTRIGSG(4)"%M6.5%M6.5
"PTALADROB1"
%M3.5%M3.5
"STB1"
%M1.1%M1.1
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PTALADROB1" %M3.5 Bool Pistón taladro 1 abajo
"PTRIGSG(4)" %M6.5 Bool Variable necesaria para el detector de flanco
"SG" %M0.7 Bool Sensor de giro
"STB1" %M1.1 Bool Sensor taladro 1 abajo
Segmento 43: BAJA TALADRO 2
P
SR"SG"
%M0.7%M0.7
"PTRIGSG(5)"%M6.6%M6.6
"PTALADROB2"
%M3.6%M3.6
"STB2"
%M1.2%M1.2
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PTALADROB2" %M3.6 Bool Pistón taladro 2 abajo
"PTRIGSG(5)" %M6.6 Bool Variable necesaria para el detector de flanco
"SG" %M0.7 Bool Sensor de giro
"STB2" %M1.2 Bool Sensor taladro 2 abajo
Segmento 44: SUBIR TALADRO 1

Totally Integrated
Automation Portal
SR"STB1"
%M1.1%M1.1 "PTALADROA1"
%M3.7%M3.7
"STA1"
%M1.3%M1.3
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PTALADROA1" %M3.7 Bool Pistón taladro 1 arriba
"STA1" %M1.3 Bool Sensor taladro 1 arriba
"STB1" %M1.1 Bool Sensor taladro 1 abajo
Segmento 45: SUBIR TALADRO 2
SR"STB2"
%M1.2%M1.2 "PTALADROA2"
%M4.0%M4.0
"STA2"
%M1.4%M1.4
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PTALADROA2" %M4.0 Bool Pistón taladro 2 arriba
"STA2" %M1.4 Bool Sensor taladro 2 arriba
"STB2" %M1.2 Bool Sensor taladro 2 abajo
Segmento 46: BAJAR PINZA
N
SR"SFCC"
%M0.6%M0.6
"PMORDAZA"
%M4.5%M4.5
"PTRIG12"%M6.4%M6.4
"PIEZAHECHA"
%M4.2%M4.2 "PPINZABJO"
%M2.7%M2.7
"SPINB(2)"
%M1.6%M1.6
"EM"
%M9.2%M9.2
S
R1
Q

Totally Integrated
Automation Portal
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"PMORDAZA" %M4.5 Bool Pistón mordazas
"PPINZABJO" %M2.7 Bool Pistón pinza abajo
"PTRIG12" %M6.4 Bool Variable necesaria para el detector de flanco
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINB(2)" %M1.6 Bool Sensor pinza abajo
Segmento 47: CERRAR PINZA
Recoje la pieza mecanizada
SR"SPINB(2)"
%M1.6%M1.6
"SFCC"
%M0.6%M0.6
"PIEZAHECHA"
%M4.2%M4.2
"SPINZCERRDA(1)"
%M4.4%M4.4 "PINZCERRAR"
%M3.0%M3.0
"SPINZCERRDA(1)"
%M4.4%M4.4
"PIEZAHECHA"
%M4.2%M4.2
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"PINZCERRAR" %M3.0 Bool Cerrar pinza
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINB(2)" %M1.6 Bool Sensor pinza abajo
"SPINZCERRDA(1)" %M4.4 Bool Sensor pinza cerrada
Segmento 48: SUBIR PINZA
SR"SPINZCERRDA(1)"
%M4.4%M4.4
"SPINZA(2)"
%M2.3%M2.3
"PIEZAHECHA"
%M4.2%M4.2
"SFCC"
%M0.6%M0.6 "PPINZARRBA"
%M3.1%M3.1
"SPINZA(2)"
%M2.3%M2.3
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"PPINZARRBA" %M3.1 Bool Pistón pinza arriba
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINZA(2)" %M2.3 Bool Sensor pinza arriba
"SPINZCERRDA(1)" %M4.4 Bool Sensor pinza cerrada

Totally Integrated
Automation Portal
Segmento 49: MOVER IZQ SFCC-SB
Desplaza la pieza a la pila de salida
SR"SPINZA(2)"
%M2.3%M2.3
"SPINZCERRDA(1)"
%M4.4%M4.4
"PIEZAHECHA"
%M4.2%M4.2
"SFCC"
%M0.6%M0.6 "PMPINZIZQ"
%M2.6%M2.6
"SB"
%M1.0%M1.0
"SPINZCERRDA(1)"
%M4.4%M4.4
"SPINB(3)"
%M1.7%M1.7
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"PMPINZIZQ" %M2.6 Bool Pistón movimiento pinza hacia la izquierda
"SB" %M1.0 Bool Sensor de posición B
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINB(3)" %M1.7 Bool Sensor pinza abajo
"SPINZA(2)" %M2.3 Bool Sensor pinza arriba
"SPINZCERRDA(1)" %M4.4 Bool Sensor pinza cerrada
Segmento 50: BAJAR PINZA
SR"SB"
%M1.0%M1.0
"SPINZCERRDA(1)"
%M4.4%M4.4
"SPINB(3)"
%M1.7%M1.7
"PIEZAHECHA"
%M4.2%M4.2 "PPINZABJO"
%M2.7%M2.7
"SPINB(3)"
%M1.7%M1.7
"SB"
%M1.0%M1.0
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"PPINZABJO" %M2.7 Bool Pistón pinza abajo
"SB" %M1.0 Bool Sensor de posición B
"SPINB(3)" %M1.7 Bool Sensor pinza abajo
"SPINZCERRDA(1)" %M4.4 Bool Sensor pinza cerrada
Segmento 51: ABRIR PINZA
Descarga en la pila de salida

Totally Integrated
Automation Portal
SR"SPINB(3)"
%M1.7%M1.7
"SB"
%M1.0%M1.0 "PINZABRIR"
%M3.3%M3.3
"SB"
%M1.0%M1.0
"SPINZABTA(2)"
%M2.1%M2.1
"SPINZA(3)"
%M2.4%M2.4
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PINZABRIR" %M3.3 Bool Abrir pinza
"SB" %M1.0 Bool Sensor de posición B
"SPINB(3)" %M1.7 Bool Sensor pinza abajo
"SPINZA(3)" %M2.4 Bool Sensor pinza arriba
"SPINZABTA(2)" %M2.1 Bool Sensor pinza abierta
Segmento 52: SUBIR PINZA
Fin de ciclo con la pinza abierta y recogida encima de la pila de salida
SR"SB"
%M1.0%M1.0
"SPINZABTA(2)"
%M2.1%M2.1
"SPINZA(3)"
%M2.4%M2.4 "PPINZARRBA"
%M3.1%M3.1
"SPINZA(3)"
%M2.4%M2.4
"EM"
%M9.2%M9.2
S
R1
Q
Símbolo Dirección Tipo Comentario
"EM" %M9.2 Bool Para el proceso en condiciones de emergencia
"PPINZARRBA" %M3.1 Bool Pistón pinza arriba
"SB" %M1.0 Bool Sensor de posición B
"SPINZA(3)" %M2.4 Bool Sensor pinza arriba
"SPINZABTA(2)" %M2.1 Bool Sensor pinza abierta
Segmento 68: SUBIR PINZA
Fin de ciclo con la pinza abierta y recogida encima de la pila de salida
S_OFFDT"SB"
%M1.0%M1.0
"SPINZABTA(2)"
%M2.1%M2.1
"SPINZA(3)"
%M2.4%M2.4 "AM"
%T61%T61
"TSPINZA"
S5T#5000MSS5T#5000MS
...
...
...
"HMIBSUBIR"
%M8.2%M8.2
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"AM" %T61 Timer
"HMIBSUBIR" %M8.2 Bool Variable necesaria para el HMI

Totally Integrated
Automation Portal
Símbolo Dirección Tipo Comentario
"SB" %M1.0 Bool Sensor de posición B
"SPINZA(3)" %M2.4 Bool Sensor pinza arriba
"SPINZABTA(2)" %M2.1 Bool Sensor pinza abierta
"TSPINZA" S5T#5000MS S5Time
ANEXO XIII

Totally Integrated
Automation Portal
Celula de mecanizado / PLC_1 [CPU 312] / Bloques de programa
Main [OB1]
Main Propiedades
General
Nombre Main Número 1 Tipo OB
Idioma KOP Numeración automática
Información
Título "Main Program Sweep(Cycle)"
Autor Comentario
Familia Versión 0.1 ID personali‐zada
Segmento 53: HMI-SFCA-BAJANDO
S_OFFDT"SPINZABTA"
%M0.2%M0.2
"SFCA"
%M0.1%M0.1
"SPINB"
%M0.3%M0.3 "X"
%T46%T46
"TSPINB"
S5T#5000MSS5T#5000MS
...
...
...
"HMIABAJAR"
%M6.7%M6.7
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"HMIABAJAR" %M6.7 Bool Variable necesaria para el HMI
"SFCA" %M0.1 Bool Sensor fin de carrera A
"SPINB" %M0.3 Bool Sensor pinza abajo
"SPINZABTA" %M0.2 Bool Sensor pinza abierta
"TSPINB" S5T#5000MS S5Time
"X" %T46 Timer
Segmento 54: HMI-SFCA-CERRANDO
S_OFFDT"SPINB"
%M0.3%M0.3
"SFCA"
%M0.1%M0.1
"SPINZCERRDA"
%M0.4%M0.4 "Y"
%T47%T47
"TSPINZCERRDA"
S5T#5000MSS5T#5000MS
...
...
...
"HMIAPINZA"
%M7.0%M7.0
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"HMIAPINZA" %M7.0 Bool Variable necesaria para el HMI
"SFCA" %M0.1 Bool Sensor fin de carrera A
"SPINB" %M0.3 Bool Sensor pinza abajo
"SPINZCERRDA" %M0.4 Bool Sensor pinza cerrada
"TSPINZCERRDA" S5T#5000MS S5Time
"Y" %T47 Timer
Segmento 55: HMI-SFCA-SUBIENDO

Totally Integrated
Automation Portal
S_OFFDT"SPINZCERRDA"
%M0.4%M0.4
"SFCA"
%M0.1%M0.1
"SPINZA"
%M0.5%M0.5 "Z"
%T48%T48
"TSPINZA"
S5T#5000MSS5T#5000MS
...
...
...
"HMIASUBIR"
%M7.1%M7.1
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"HMIASUBIR" %M7.1 Bool Variable necesaria para el HMI
"SFCA" %M0.1 Bool Sensor fin de carrera A
"SPINZA" %M0.5 Bool Sensor pinza arriba
"SPINZCERRDA" %M0.4 Bool Sensor pinza cerrada
"TSPINZA" S5T#5000MS S5Time
"Z" %T48 Timer
Segmento 56: HMI-SFCASFCC
Traslada la pieza primaria al plato giratorio
S_OFFDT"SFCA"
%M0.1%M0.1
"SPINZA"
%M0.5%M0.5
"SPINZCERRDA"
%M0.4%M0.4 "AA"
%T49%T49
"TSFCC"
S5T#5000MSS5T#5000MS
...
...
...
"HMISFCA-SFCC"
%M8.3%M8.3
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"AA" %T49 Timer
"HMISFCA-SFCC" %M8.3 Bool Variable necesaria para el HMI
"SFCA" %M0.1 Bool Sensor fin de carrera A
"SPINZA" %M0.5 Bool Sensor pinza arriba
"SPINZCERRDA" %M0.4 Bool Sensor pinza cerrada
"TSFCC" S5T#5000MS S5Time
Segmento 57: HMI-SFCC-BAJANDO
S_OFFDT"SFCC"
%M0.6%M0.6
"PIEZAHECHA"
%M4.2%M4.2
"SPINB(1)"
%M1.5%M1.5
"SPINZCERRDA"
%M0.4%M0.4 "AB"
%T50%T50
"TSPINB"
S5T#5000MSS5T#5000MS
...
...
...
"HMICBAJAR"
%M7.2%M7.2
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"AB" %T50 Timer
"HMICBAJAR" %M7.2 Bool Variable necesaria para el HMI
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINB(1)" %M1.5 Bool Sensor pinza abajo
"SPINZCERRDA" %M0.4 Bool Sensor pinza cerrada
"TSPINB" S5T#5000MS S5Time

Totally Integrated
Automation Portal
Segmento 58: HMI-SFCC-ABRIENDO
Descarga
S_OFFDT"SPINB(1)"
%M1.5%M1.5
"SFCC"
%M0.6%M0.6
"PIEZAHECHA"
%M4.2%M4.2
"SPINZABTA(1)"
%M2.0%M2.0 "AC"
%T51%T51
"TSPINZABTA"
S5T#5000MSS5T#5000MS
...
...
...
"HMICPINZA"
%M7.3%M7.3
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"AC" %T51 Timer
"HMICPINZA" %M7.3 Bool Variable necesaria para el HMI
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINB(1)" %M1.5 Bool Sensor pinza abajo
"SPINZABTA(1)" %M2.0 Bool Sensor pinza abierta
"TSPINZABTA" S5T#5000MS S5Time
Segmento 59: HMI-SFCC-SUBIENDO
S_OFFDT"SPINZABTA(1)"
%M2.0%M2.0
"SFCC"
%M0.6%M0.6 "AD"
%T52%T52
"TSPINZA"
S5T#5000MSS5T#5000MS
...
...
...
"HMICSUBIR"
%M7.4%M7.4
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"AD" %T52 Timer
"HMICSUBIR" %M7.4 Bool Variable necesaria para el HMI
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINZABTA(1)" %M2.0 Bool Sensor pinza abierta
"TSPINZA" S5T#5000MS S5Time
Segmento 60: HMI-GIRO
giro de 90º del plato
P
S_OFFDT"SFCC"
%M0.6%M0.6
"SPINZABTA(1)"
%M2.0%M2.0
"SPINZA(1)"
%M2.2%M2.2
"PTRIGHMI1"%M9.3%M9.3
"AE"
%T53%T53
"TSG"
S5T#5000MSS5T#5000MS
...
...
...
"HMICGIRO"
%M7.5%M7.5
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"AE" %T53 Timer
"HMICGIRO" %M7.5 Bool Variable necesaria para el HMI
"PTRIGHMI1" %M9.3 Bool Variable necesaria para el detector de flanco
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINZA(1)" %M2.2 Bool Sensor pinza arriba

Totally Integrated
Automation Portal
Símbolo Dirección Tipo Comentario
"SPINZABTA(1)" %M2.0 Bool Sensor pinza abierta
"TSG" S5T#5000MS S5Time
Segmento 61: HMI-TALADRO
P
S_OFFDT"SG"
%M0.7%M0.7
"PTRIGHMI2"%M9.4%M9.4
"AF"
%T54%T54
"8seg"
S5T#8500MSS5T#8500MS
...
...
...
"HMITALADROS"
%M7.6%M7.6
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"8seg" S5T#8500MS S5Time
"AF" %T54 Timer
"HMITALADROS" %M7.6 Bool Variable necesaria para el HMI
"PTRIGHMI2" %M9.4 Bool Variable necesaria para el detector de flanco
"SG" %M0.7 Bool Sensor de giro
Segmento 62: HMI-SFCC-BAJANDO
N
S_OFFDT"SFCC"
%M0.6%M0.6
"PMORDAZA"
%M4.5%M4.5
"PTRIGHMI3"%M9.5%M9.5
"PIEZAHECHA"
%M4.2%M4.2 "AG"
%T55%T55
"TSPINB"
S5T#5000MSS5T#5000MS
...
...
...
"HMICBAJAR(1)"
%M7.7%M7.7
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"AG" %T55 Timer
"HMICBAJAR(1)" %M7.7 Bool Variable necesaria para el HMI
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"PMORDAZA" %M4.5 Bool Pistón mordazas
"PTRIGHMI3" %M9.5 Bool Variable necesaria para el detector de flanco
"SFCC" %M0.6 Bool Sensor fin de carrera C
"TSPINB" S5T#5000MS S5Time
Segmento 63: HMI-SFCC-CERRANDO
Recoje la pieza mecanizada
S_OFFDT"SPINB(2)"
%M1.6%M1.6
"SFCC"
%M0.6%M0.6
"PIEZAHECHA"
%M4.2%M4.2
"SPINZCERRDA(1)"
%M4.4%M4.4 "AH"
%T56%T56
"TSPINZCERRDA"
S5T#5000MSS5T#5000MS
...
...
...
"HMICPINZA(1)"
%M8.7%M8.7
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"AH" %T56 Timer
"HMICPINZA(1)" %M8.7 Bool Variable necesaria para el HMI

Totally Integrated
Automation Portal
Símbolo Dirección Tipo Comentario
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINB(2)" %M1.6 Bool Sensor pinza abajo
"SPINZCERRDA(1)" %M4.4 Bool Sensor pinza cerrada
"TSPINZCERRDA" S5T#5000MS S5Time
Segmento 64: HMI-SFCC-SUBIENDO
S_OFFDT"SPINZCERRDA(1)"
%M4.4%M4.4
"SPINZA(2)"
%M2.3%M2.3
"PIEZAHECHA"
%M4.2%M4.2
"SFCC"
%M0.6%M0.6 "AI"
%T57%T57
"TSPINZA"
S5T#5000MSS5T#5000MS
...
...
...
"HMICSUBIR(1)"
%M8.0%M8.0
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"AI" %T57 Timer
"HMICSUBIR(1)" %M8.0 Bool Variable necesaria para el HMI
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINZA(2)" %M2.3 Bool Sensor pinza arriba
"SPINZCERRDA(1)" %M4.4 Bool Sensor pinza cerrada
"TSPINZA" S5T#5000MS S5Time
Segmento 65: HMI-SFCC-SB
Desplaza la pieza a la pila de salida
S_OFFDT"SPINZA(2)"
%M2.3%M2.3
"SPINZCERRDA(1)"
%M4.4%M4.4
"PIEZAHECHA"
%M4.2%M4.2
"SFCC"
%M0.6%M0.6 "AJ"
%T58%T58
"TSB"
S5T#5000MSS5T#5000MS
...
...
...
"HMISFCC-SB"
%M8.4%M8.4
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"AJ" %T58 Timer
"HMISFCC-SB" %M8.4 Bool Variable necesaria para el HMI
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"SFCC" %M0.6 Bool Sensor fin de carrera C
"SPINZA(2)" %M2.3 Bool Sensor pinza arriba
"SPINZCERRDA(1)" %M4.4 Bool Sensor pinza cerrada
"TSB" S5T#5000MS S5Time
Segmento 66: HMI-SB-BAJANDO

Totally Integrated
Automation Portal
S_OFFDT"SB"
%M1.0%M1.0
"SPINZCERRDA(1)"
%M4.4%M4.4
"SPINB(3)"
%M1.7%M1.7
"PIEZAHECHA"
%M4.2%M4.2 "AK"
%T59%T59
"TSPINB"
S5T#5000MSS5T#5000MS
...
...
...
"HMIBBAJAR"
%M8.1%M8.1
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"AK" %T59 Timer
"HMIBBAJAR" %M8.1 Bool Variable necesaria para el HMI
"PIEZAHECHA" %M4.2 Bool Indicador de pieza mecanizada
"SB" %M1.0 Bool Sensor de posición B
"SPINB(3)" %M1.7 Bool Sensor pinza abajo
"SPINZCERRDA(1)" %M4.4 Bool Sensor pinza cerrada
"TSPINB" S5T#5000MS S5Time
Segmento 67: HMI-SB-ABRIENDO
Descarga en la pila de salida
S_OFFDT"SPINB(3)"
%M1.7%M1.7
"SB"
%M1.0%M1.0 "AL"
%T60%T60
"TSPINZABTA"
S5T#5000MSS5T#5000MS
...
...
...
"HMIBPINZA"
%M8.6%M8.6
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"AL" %T60 Timer
"HMIBPINZA" %M8.6 Bool Variable necesaria para el HMI
"SB" %M1.0 Bool Sensor de posición B
"SPINB(3)" %M1.7 Bool Sensor pinza abajo
"TSPINZABTA" S5T#5000MS S5Time
Segmento 69: HMI-SBSFCA
S_OFFDT
P
"SB"
%M1.0%M1.0
"BON"
%M2.5%M2.5
"BSTOP"
%M4.7%M4.7
"SPINZA(3)"
%M2.4%M2.4 "AN"
%T62%T62
"TSFCA"
S5T#5000MSS5T#5000MS
...
...
...
"HMISB-SFCA"
%M8.5%M8.5
"SPINZA(3)"
%M2.4%M2.4
"PTRIGSPINZA(3)"
%M5.0%M5.0
"SB"
%M1.0%M1.0
"BON"
%M2.5%M2.5
"BSTOP"
%M4.7%M4.7
S
TV
R
Q
BI
BCD
Símbolo Dirección Tipo Comentario
"AN" %T62 Timer
"BON" %M2.5 Bool Biestable ON
"BSTOP" %M4.7 Bool Biestable STOP
"HMISB-SFCA" %M8.5 Bool Variable necesaria para el HMI
"PTRIGSPINZA(3)" %M5.0 Bool Variable necesaria para el detector de flanco
"SB" %M1.0 Bool Sensor de posición B

Totally Integrated
Automation Portal
Símbolo Dirección Tipo Comentario
"SPINZA(3)" %M2.4 Bool Sensor pinza arriba
"TSFCA" S5T#5000MS S5Time