desarrollo de un puesto de envasado …wikifab.dimf.etsii.upm.es/wikifab/images/c/cf/tfg... · esto...
TRANSCRIPT
Sergio Chico González
DESARROLLO DE UN PUESTO DE ENVASADO AUTOMATIZADO, BASADO EN ACCIONAMIENTOS ELECTRONEUMÁTICOS,
Y PUESTA EN MARCHA VIRTUAL DEL MISMO
Tutor: Juan de Juanes Márquez Sevillano
Julio 2015
TRABAJO FIN DE GRADO
Grado en Ingeniería en
Tecnologías Industriales
AGRADECIMIENTOS
A mi tutor del Trabajo de Fin de Grado, el Dr. Ing. Juan de Juanes Márquez, por ofrecerme
la oportunidad de trabajar en un tema de actualidad, en el sector de la fabricación y la
ingeniería de procesos.
A Rodrigo Pablos Bejarano, por su valiosa información sobre sistemas de comunicación
entre dispositivos.
A mis padres, hermano, y Eva Felipe, por su constante apoyo durante el desarrollo del
proyecto.


RESUMEN
i
RESUMEN
INTRODUCCIÓN
En el mercado actual, sobre todo en el sector industrial, los clientes exigen cada vez más
innovación pero también buscan un buen precio, un tiempo de entrega lo más ajustado
posible, respeto con el medioambiente y una alta fiabilidad del producto.
Por estas razones, el ciclo de vida de los productos se va acortando y, por tanto, aquel que
no sea capaz de depurar al máximo el proceso de producción se puede ver fuera del
mercado. Por otro lado, y consiguiendo un resultado opuesto, la tendencia actual es al
manejo de cada vez más datos en un proyecto. Del intento de mejorar esta situación
problemática surge el concepto de emulación o virtual commissioning.
La emulación es ir un paso más allá de la simulación. Se trabaja con una réplica de la
realidad, lo que permite la validación del hardware y el software en un entorno virtual,
acortando los procesos de corrección de errores, validaciones contractuales y la obtención
de la capacidad de producción de la planta real, gracias a la gran cantidad de pruebas que
se puede realizar sobre la virtual.
OBJETIVOS
En este trabajo se desarrollará una metodología que permita aplicar estas ideas a una
planta industrial, llevando a cabo la puesta en marcha virtual de una planta de botes de
pintura. Este proyecto surge en el departamento de Fabricación pero incluye también
conocimientos de ingeniería de sistemas, automática y diseño. Teniendo en cuenta esto, se
mirará hacia unos objetivos:
Una de las principales ventajas que supone el uso de la emulación es que la fase de
verificación se puede adelantar. Siguiendo con esta línea, uno de los objetivos que
se busca al desarrollar esta metodología es poder empezar a trabajar en la
ingeniería de sistemas mucho antes de lo que se hace en un proyecto convencional,
intentando implementarla en la propia fase de diseño. De esta forma, posibles
errores que surjan pueden ser solventados de manera temprana, ahorrando costes.
Mediante el empleo del Virtual Commissioning se busca acortar la puesta en marcha
de la célula de fabricación, de forma que la necesidad actual de poner el producto a
disposición del cliente lo antes posible se vea satisfecha.
Se pretende ahondar en el manejo de las herramientas de fabricación digital, que
permitan desarrollar este tipo de metodología.
El objetivo final del proyecto es desarrollar un demostrador de esta metodología o
emulador. Se pretende con ello demostrar que hay varios enfoques posibles para

RESUMEN
ii
poner en práctica el virtual commissioning, además de poder ser ejecutado
aprovechando los recursos tecnológicos de los que dispone la empresa.
PUESTA EN MARCHA VIRTUAL DE UNA PLANTA DE BOTES DE
PINTURA.
El transcurso de este apartado pretende tener un enfoque práctico. Se va a ir desarrollando
un emulador de manera paralela a las distintas fases de aplicación del virtual commissioning
en la práctica industrial. De esta manera, un esquema de la puesta en marcha virtual será:
Fig 1. Esquema del emulador en correspondencia con las etapas del proyecto
Diseño de la planta 3D
Para el diseño de la planta de botes de pintura, como para cualquier otra fase de diseño, se
han seguido una serie de pasos con el objetivo de cumplir los requisitos necesarios para una
buena emulación. La planta a estudiar puede ser dividida en dos subcélulas: célula de
tapado y célula de envasado. Para cada una de ellas el procedimiento ha sido el mismo.
Un primer paso es conocer la tecnología existente para saber cómo se realiza en la industria
actual, aquello que se va a intentar representar en un entorno virtual. Una vez se tiene una
idea previa, se puede comenzar con la realización de unos primeros croquis, en los que
queden plasmados los accionamientos que se utilizarán, así como un primer layout de la
planta.
Los siguientes pasos pueden discernir de unos proyectos a otros pero, en este caso, dado
que la planta virtual debe ser lo más real posible, la estrategia será utilizar el mayor número
de elementos comerciales posible. De este modo, se consigue un ahorro de costes y un
ahorro de tiempo de diseño. La selección de estos elementos se debe realizar en primer
lugar, dado que los fabricantes suelen ofrecer una gama determinada, a la cual se deberán
amoldar los demás elementos del diseño.
RESUMEN
iii
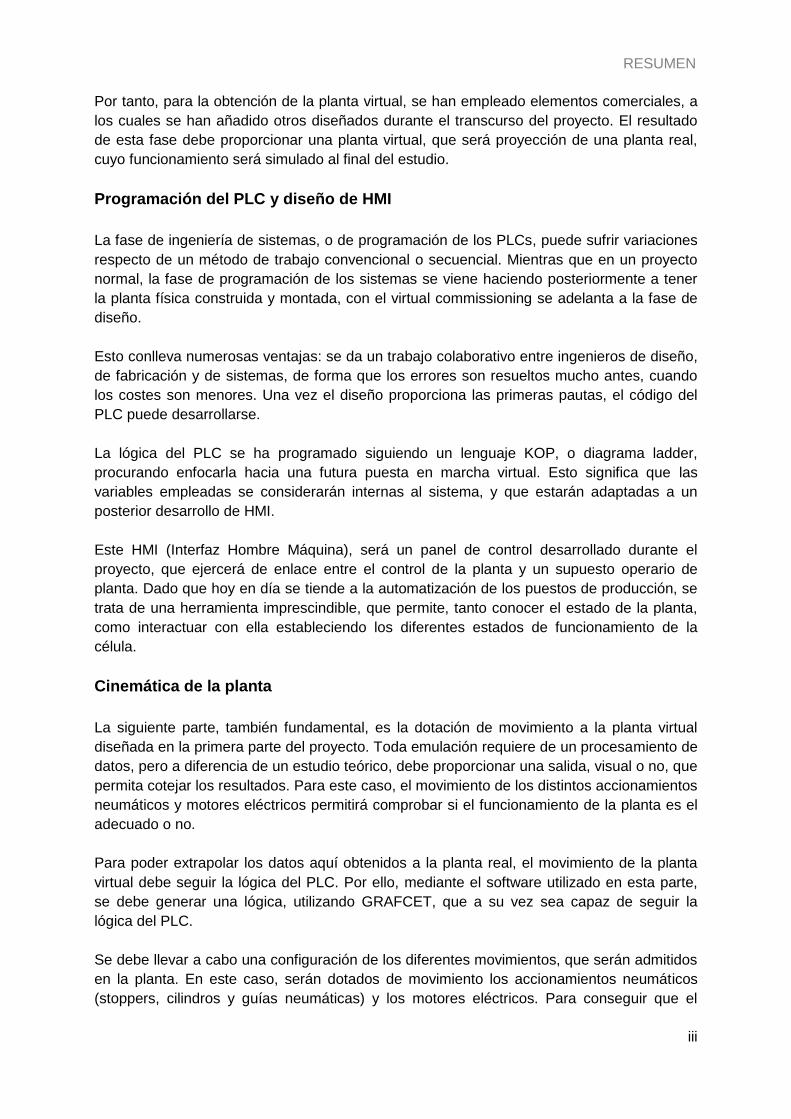
Por tanto, para la obtención de la planta virtual, se han empleado elementos comerciales, a
los cuales se han añadido otros diseñados durante el transcurso del proyecto. El resultado
de esta fase debe proporcionar una planta virtual, que será proyección de una planta real,
cuyo funcionamiento será simulado al final del estudio.
Programación del PLC y diseño de HMI
La fase de ingeniería de sistemas, o de programación de los PLCs, puede sufrir variaciones
respecto de un método de trabajo convencional o secuencial. Mientras que en un proyecto
normal, la fase de programación de los sistemas se viene haciendo posteriormente a tener
la planta física construida y montada, con el virtual commissioning se adelanta a la fase de
diseño.
Esto conlleva numerosas ventajas: se da un trabajo colaborativo entre ingenieros de diseño,
de fabricación y de sistemas, de forma que los errores son resueltos mucho antes, cuando
los costes son menores. Una vez el diseño proporciona las primeras pautas, el código del
PLC puede desarrollarse.
La lógica del PLC se ha programado siguiendo un lenguaje KOP, o diagrama ladder,
procurando enfocarla hacia una futura puesta en marcha virtual. Esto significa que las
variables empleadas se considerarán internas al sistema, y que estarán adaptadas a un
posterior desarrollo de HMI.
Este HMI (Interfaz Hombre Máquina), será un panel de control desarrollado durante el
proyecto, que ejercerá de enlace entre el control de la planta y un supuesto operario de
planta. Dado que hoy en día se tiende a la automatización de los puestos de producción, se
trata de una herramienta imprescindible, que permite, tanto conocer el estado de la planta,
como interactuar con ella estableciendo los diferentes estados de funcionamiento de la
célula.
Cinemática de la planta
La siguiente parte, también fundamental, es la dotación de movimiento a la planta virtual
diseñada en la primera parte del proyecto. Toda emulación requiere de un procesamiento de
datos, pero a diferencia de un estudio teórico, debe proporcionar una salida, visual o no, que
permita cotejar los resultados. Para este caso, el movimiento de los distintos accionamientos
neumáticos y motores eléctricos permitirá comprobar si el funcionamiento de la planta es el
adecuado o no.
Para poder extrapolar los datos aquí obtenidos a la planta real, el movimiento de la planta
virtual debe seguir la lógica del PLC. Por ello, mediante el software utilizado en esta parte,
se debe generar una lógica, utilizando GRAFCET, que a su vez sea capaz de seguir la
lógica del PLC.
Se debe llevar a cabo una configuración de los diferentes movimientos, que serán admitidos
en la planta. En este caso, serán dotados de movimiento los accionamientos neumáticos
(stoppers, cilindros y guías neumáticas) y los motores eléctricos. Para conseguir que el
RESUMEN
iv
emulador funcione correctamente, cada uno de los movimientos permitidos debe ir asociado
a una variable del PLC o a una combinación de ellas.
Conexión de las distintas partes
Hasta ahora, se han desarrollado los bloques principales de los que consta el emulador, que
permitirá llevar a la práctica el virtual commissioning. Pero no sería posible llegar al
entendimiento de las partes, sin las conexiones o vínculos que se explican a continuación.
Uno de los problemas que puede surgir es la dificultad de exportación de información por
parte del PLC virtual. La programación del PLC se llevó a cabo mediante TIA Portal,
software de Siemens y se utilizó PLCSim como PLC virtual. Este simulador de PLC no es
capaz de exportar las variables, por lo que se debe establecer un camino de conexión
alternativo con la planta virtual, diseñada en Catia pero configurada en Delmia.
Se va a utilizar una tecnología OPC, que puede definirse como un conjunto de estándares
de comunicación, en el campo de control y supervisión de procesos industriales. Esta
tecnología, en otras palabras, hace posible el intercambio de información entre distintos
dispositivos o sistemas de automatización. Será un lugar intermedio, en el cual, el PLC debe
volcar la información, y al cual, Delmia deberá acceder para utilizarla.
Desde el lado del PLC virtual, se debe posibilitar que el controlador pueda exportar sus
variables al OPC, para ello, se hace necesario el uso de otra herramienta informática,
Nettoplcsim. Desde el otro lado, la conexión planta virtual-OPC tampoco es directa: se han
de definir unos puertos en Delmia, que sirvan de conexión entre la lógica en GRAFCET de la
planta y las variables volcadas en el OPC, por parte del PLC.
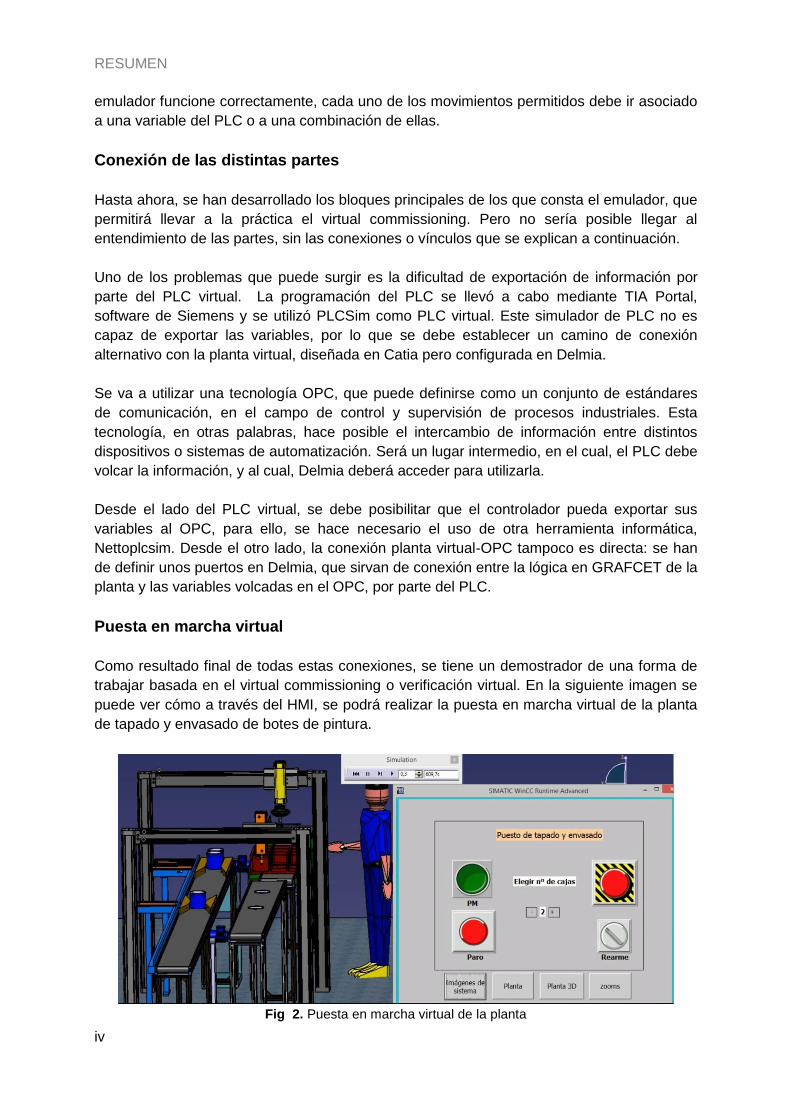
Puesta en marcha virtual
Como resultado final de todas estas conexiones, se tiene un demostrador de una forma de
trabajar basada en el virtual commissioning o verificación virtual. En la siguiente imagen se
puede ver cómo a través del HMI, se podrá realizar la puesta en marcha virtual de la planta
de tapado y envasado de botes de pintura.
Fig 2. Puesta en marcha virtual de la planta
RESUMEN
v
CONCLUSIONES
Del desarrollo de este proyecto se pueden extraer algunas conclusiones, tanto a nivel de
ejecución como intentando extrapolar ideas y resultados a futuros estudios:
Se puede tener que hacer frente a varias dificultades, como ha ocurrido en este
trabajo, pero gracias a esta metodología de trabajo, se pueden solucionar en una
fase del proyecto en la cual, no suponen un aumento elevado de los costes ni un
retraso en el plazo de finalización previsto.
Para aprovechar las ventajas del virtual commissioning, es importante ser estrictos a
la hora de proyectar la realidad en las diferentes herramientas informáticas. Cuanto
mayor sea la semejanza entre el mundo real y el virtual, la obtención de resultados
será más rápida y, además, estos resultados serán más fácilmente extrapolables a
la realidad.
El método desarrollado en esta memoria puede resultar útil en situaciones diferentes
y, atendiendo a esto, la manera de aplicarlo puede ser diferente. Cuando se quiere
empezar desde cero un proyecto industrial, puede ser beneficioso el adentrarse en
el virtual commissioning empleando un entorno totalmente virtual (como el que es
objeto de estudio en este proyecto). Cuando se pretende llevar a cabo una
modificación o una ampliación, también encontraremos útil esta herramienta pero,
en este caso, puede emplearse una combinación de elementos virtuales con
elementos físicos, aprovechando las ventajas que ofrece cada parte.
Uno de los principales objetivos de la aplicación de estas metodologías es,
precisamente, el adelantar la salida del producto al mercado, adaptándose a los
ciclos de vida más cortos y a un mercado cada vez más exigente.
A nivel de trabajo, la ejecución de este proyecto ha requerido el empleo de gran
cantidad de herramientas informáticas, ampliamente utilizadas en el sector
industrial, y que abarcan varias ramas de la ingeniería dentro de un proyecto.
Palabras Clave: PLC, HMI, Virtual Commissioning, OPC, puesta en marcha virtual.
Códigos UNESCO: 331001, 331005, 331101, 331117, 331322

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 1
Índice de contenidos
1. INTRODUCCIÓN .............................................................................................................. 3
1.1 Emulación .............................................................................................................. 4
1.2 Situación actual del Virtual Commissioning. ...................................................... 5
1.3 Nuevas aportaciones ............................................................................................ 7
2. OBJETIVOS ...................................................................................................................... 9
3. METODOLOGÍA ..............................................................................................................11
3.1 Catia v5 r21 ................................................................................................................11
3.2 TIA Portal v13 ............................................................................................................15
3.2.1 Características y ventajas de TIA Portal frente a otros programas de
automatización ..............................................................................................................16
3.2.2 Programación del PLC. Lenguaje KOP .................................................................20
3.3 S7-PLCSIM .................................................................................................................20
3.4 OPC Server ................................................................................................................22
3.4.1 KEPServerEx .......................................................................................................23
3.4.2 OPC SIEMENS. SIMATIC NET ............................................................................24
3.5 Net To PLCSim ..........................................................................................................24
3.6 Delmia v5r21 ..............................................................................................................25
3.6.1 Fabricación digital.................................................................................................25
3.6.2 Gestión, planificación y optimización de las operaciones de la fabricación ...........26
3.6.3 Otras funcionalidades ...........................................................................................26
4. DESARROLLO DE LA PUESTA EN MARCHA VIRTUAL ...............................................29
4.1 Diseño 3D de la célula de tapado y envasado. .......................................................29
4.1.1 Subcélula de tapado .............................................................................................30
4.1.2 Subcélula de envasado ........................................................................................39
4.1.3 Visión general .......................................................................................................43
4.2. Programación del PLC .............................................................................................47
4.2.1 Programa real .......................................................................................................47
4.2.2 Programación de PLC enfocada al desarrollo del emulador .................................51
4.2.3 Estados del sistema .............................................................................................59
4.3 Diseño y desarrollo del HMI .....................................................................................60
4.3.1 HMI MP 277 10” Touch ........................................................................................60
4.4 Dotación de movimiento al diseño 3D .....................................................................64
4.4.1 Definición de los mecanismos. .............................................................................65
4.4.2 Definición de la lógica de movimiento. GRAFCET. ...............................................66
4.5 Conexión de la planta con el PLC ............................................................................70
4.5.1 Conexión PLC-OPC Server ..................................................................................70
4.5.2 Conexión OPC-Planta virtual ................................................................................75
4.6 Puesta en marcha virtual de la planta de botes de pintura ....................................78
5. CONCLUSIONES ............................................................................................................81
6. IMPACTO SOCIAL DEL PROYECTO..............................................................................83

2 Escuela Técnica Superior de Ingenieros Industriales, UPM
7. PLANIFICACIÓN TEMPORAL ........................................................................................85
8. PRESUPUESTO ..............................................................................................................89
9. BIBLIOGRAFÍA ...............................................................................................................91
10. Índice de figuras ...........................................................................................................93
11. Índice de tablas ............................................................................................................94
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 3
1. INTRODUCCIÓN
Este trabajo surge de la enorme competitividad existente en el entorno empresarial. Las
empresas deben luchar por mantenerse en una posición de liderazgo dentro del sector
correspondiente. Esto es aún más acusado en el sector industrial. En una era en la que la
tecnología avanza a un ritmo vertiginoso, la innovación por parte de nuevas empresas está a
la orden del día. Cada vez más, los clientes exigen innovación, pero además buscan un
buen coste, un tiempo de entrega lo más ajustado posible, respeto con el medioambiente y
una alta fiabilidad del producto.
Como consecuencia de lo anterior, el ciclo de vida de los productos se va acortando y por
tanto, aquel que no sea capaz de depurar al máximo el proceso de producción se puede ver
fuera del mercado. Una de las cosas en las que se debe trabajar es precisamente el propio
proceso.
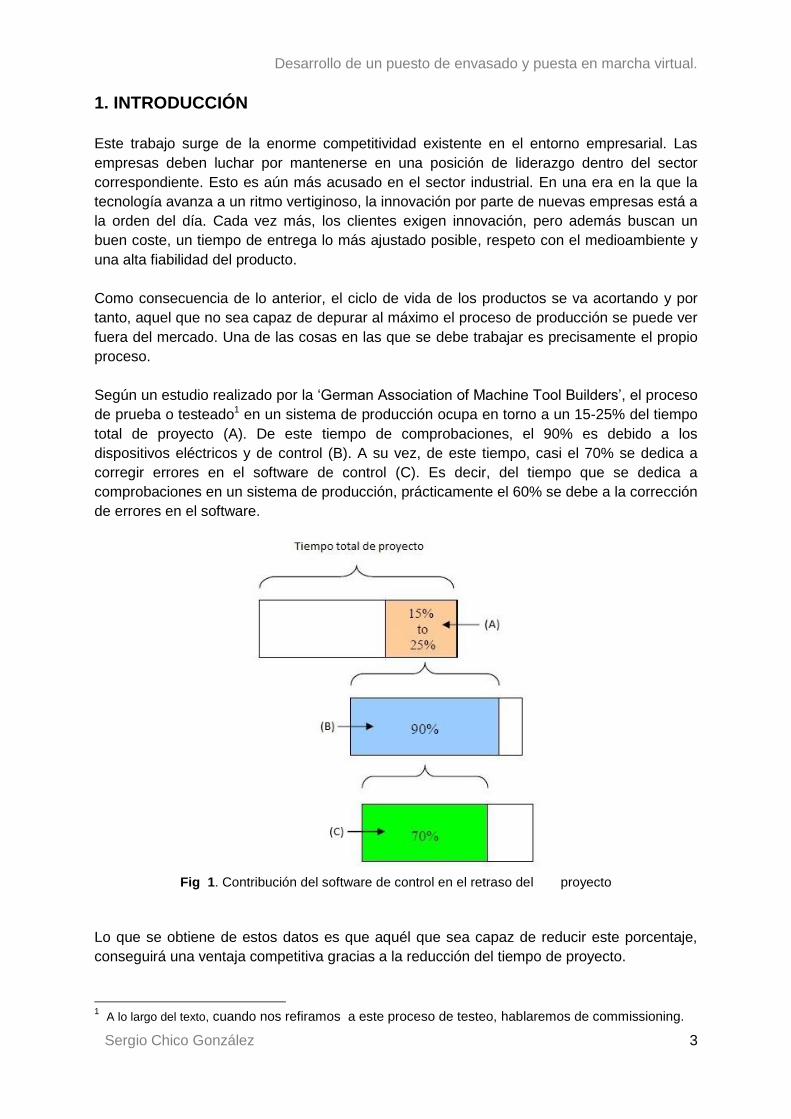
Según un estudio realizado por la ‘German Association of Machine Tool Builders’, el proceso
de prueba o testeado1 en un sistema de producción ocupa en torno a un 15-25% del tiempo
total de proyecto (A). De este tiempo de comprobaciones, el 90% es debido a los
dispositivos eléctricos y de control (B). A su vez, de este tiempo, casi el 70% se dedica a
corregir errores en el software de control (C). Es decir, del tiempo que se dedica a
comprobaciones en un sistema de producción, prácticamente el 60% se debe a la corrección
de errores en el software.
Fig 1. Contribución del software de control en el retraso del proyecto
Lo que se obtiene de estos datos es que aquél que sea capaz de reducir este porcentaje,
conseguirá una ventaja competitiva gracias a la reducción del tiempo de proyecto.
1 A lo largo del texto, cuando nos refiramos a este proceso de testeo, hablaremos de commissioning.
4 Escuela Técnica Superior de Ingenieros Industriales, UPM
La tendencia de las empresas en la búsqueda de la optimización de procesos y mejora del
producto es a la introducción de mayor información tecnológica. A modo de ejemplo,
mientras que en décadas anteriores, en el diseño de piezas se trabajaba sobre todo con
geometría, en estos momentos se trabaja con mucha más información en el propio software
de diseño; se añade información tecnológica: material de la pieza (densidad), acabados
superficiales, comportamiento mecánico, etc. Esto se traduce en una mayor complejidad de
manejo de datos que, si se quieren incluir en el software de control, conseguiremos un
efecto contrario al deseado. Mayor complejidad llevará a mayor número de errores y a
mayor tiempo de comprobaciones.
Del intento de mejorar esta situación problemática surge el concepto de emulación2, que
forma parte de un nuevo conjunto de herramientas y cuyo objetivo es facilitar el acceso a la
información por parte de todos los departamentos de la empresa. La herramienta PLM3
busca precisamente la integración de tecnologías y la interoperabilidad. Se verá más
adelante cómo los principales desarrolladores de software de diseño tratan de desarrollar
este tipo de herramientas
1.1 Emulación
De la emulación se puede decir que es ir un paso más allá de la simulación. Mientras que
una simulación clásica trabaja con el análisis de un sistema, la emulación se centra tanto en
el software como en el hardware que intervienen en las operaciones de la instalación a
estudiar. A este conjunto software-hardware, se le suele denominar ‘Material Flow Control’
(MFC).
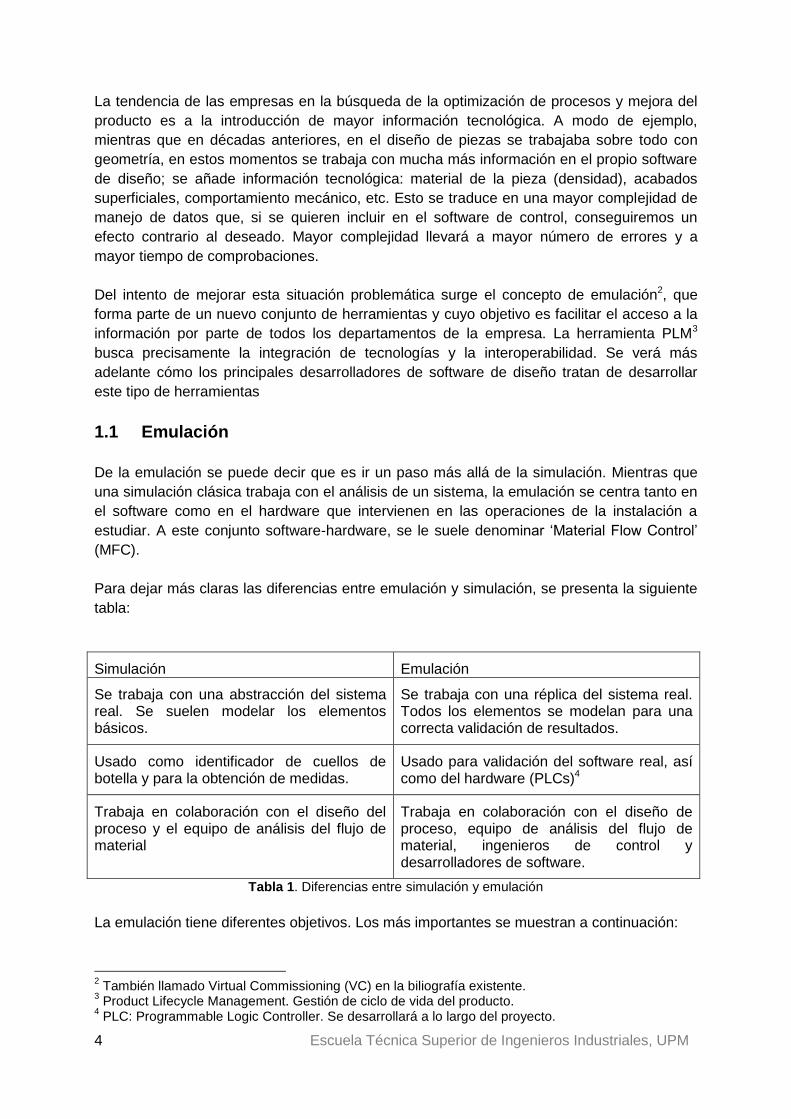
Para dejar más claras las diferencias entre emulación y simulación, se presenta la siguiente
tabla:
Simulación Emulación
Se trabaja con una abstracción del sistema real. Se suelen modelar los elementos básicos.
Se trabaja con una réplica del sistema real. Todos los elementos se modelan para una correcta validación de resultados.
Usado como identificador de cuellos de botella y para la obtención de medidas.
Usado para validación del software real, así como del hardware (PLCs)4
Trabaja en colaboración con el diseño del proceso y el equipo de análisis del flujo de material
Trabaja en colaboración con el diseño de proceso, equipo de análisis del flujo de material, ingenieros de control y desarrolladores de software.
Tabla 1. Diferencias entre simulación y emulación
La emulación tiene diferentes objetivos. Los más importantes se muestran a continuación:
2 También llamado Virtual Commissioning (VC) en la biliografía existente.
3 Product Lifecycle Management. Gestión de ciclo de vida del producto.
4 PLC: Programmable Logic Controller. Se desarrollará a lo largo del proyecto.
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 5
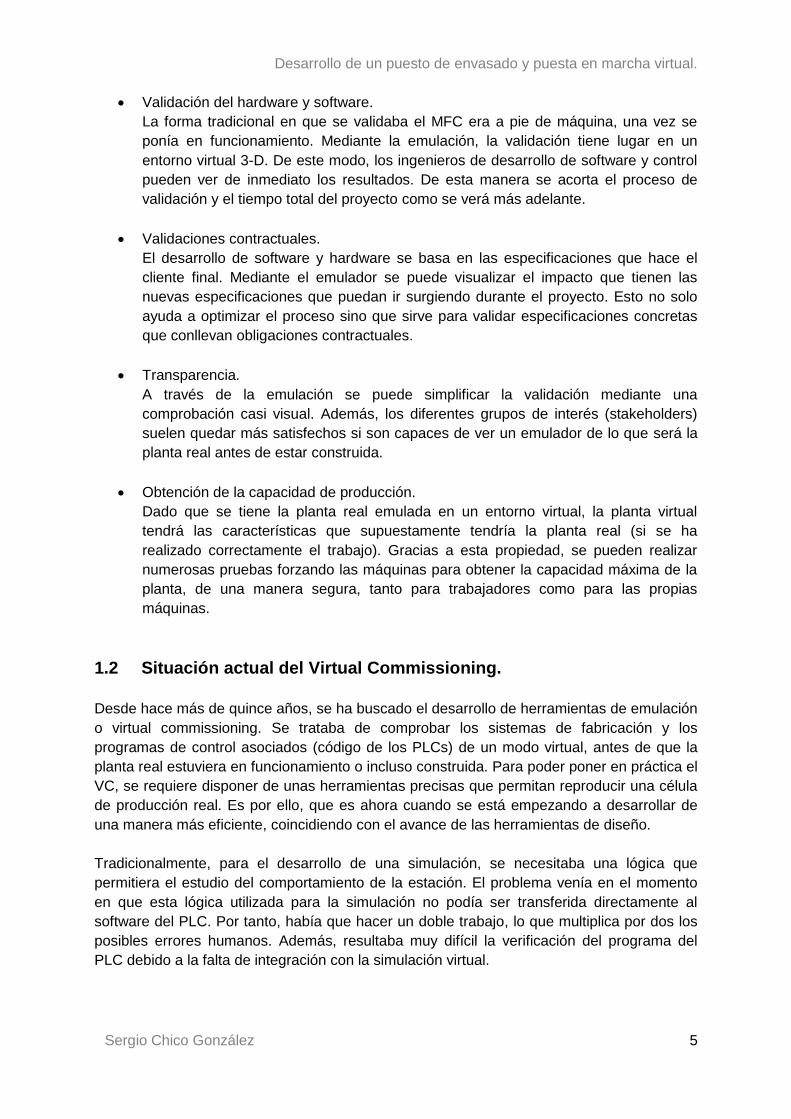
Validación del hardware y software.
La forma tradicional en que se validaba el MFC era a pie de máquina, una vez se
ponía en funcionamiento. Mediante la emulación, la validación tiene lugar en un
entorno virtual 3-D. De este modo, los ingenieros de desarrollo de software y control
pueden ver de inmediato los resultados. De esta manera se acorta el proceso de
validación y el tiempo total del proyecto como se verá más adelante.
Validaciones contractuales.
El desarrollo de software y hardware se basa en las especificaciones que hace el
cliente final. Mediante el emulador se puede visualizar el impacto que tienen las
nuevas especificaciones que puedan ir surgiendo durante el proyecto. Esto no solo
ayuda a optimizar el proceso sino que sirve para validar especificaciones concretas
que conllevan obligaciones contractuales.
Transparencia.
A través de la emulación se puede simplificar la validación mediante una
comprobación casi visual. Además, los diferentes grupos de interés (stakeholders)
suelen quedar más satisfechos si son capaces de ver un emulador de lo que será la
planta real antes de estar construida.
Obtención de la capacidad de producción.
Dado que se tiene la planta real emulada en un entorno virtual, la planta virtual
tendrá las características que supuestamente tendría la planta real (si se ha
realizado correctamente el trabajo). Gracias a esta propiedad, se pueden realizar
numerosas pruebas forzando las máquinas para obtener la capacidad máxima de la
planta, de una manera segura, tanto para trabajadores como para las propias
máquinas.
1.2 Situación actual del Virtual Commissioning.
Desde hace más de quince años, se ha buscado el desarrollo de herramientas de emulación
o virtual commissioning. Se trataba de comprobar los sistemas de fabricación y los
programas de control asociados (código de los PLCs) de un modo virtual, antes de que la
planta real estuviera en funcionamiento o incluso construida. Para poder poner en práctica el
VC, se requiere disponer de unas herramientas precisas que permitan reproducir una célula
de producción real. Es por ello, que es ahora cuando se está empezando a desarrollar de
una manera más eficiente, coincidiendo con el avance de las herramientas de diseño.
Tradicionalmente, para el desarrollo de una simulación, se necesitaba una lógica que
permitiera el estudio del comportamiento de la estación. El problema venía en el momento
en que esta lógica utilizada para la simulación no podía ser transferida directamente al
software del PLC. Por tanto, había que hacer un doble trabajo, lo que multiplica por dos los
posibles errores humanos. Además, resultaba muy difícil la verificación del programa del
PLC debido a la falta de integración con la simulación virtual.

6 Escuela Técnica Superior de Ingenieros Industriales, UPM
El siguiente paso, por tanto, fue intentar solventar este problema. Volvo Car Corporation fue
una de las primeras empresas en involucrarse en el desarrollo del virtual commissioning,
buscando poder hacer todo el proceso de verificación de una manera virtual sin tener que
acudir a la propia fábrica. Se dieron cuenta de que reducían el tiempo previo a la producción
y que por tanto, podían dedicar más tiempo a lo que era la fabricación, propiamente dicha,
de los vehículos.
Esta, es una de las principales ventajas de aplicar la emulación. Queda reflejada en la
siguiente figura.
Fig 2. Impacto positivo de la emulación en la línea de tiempo de proyecto
A pesar de las ventajas que parece tener el empleo de la emulación en la empresa, a día de
hoy, no todas las empresas siguen este tipo de sistemas, sobre todo si hablamos de
pequeñas empresas, las cuales no pueden acceder a las posibles mejoras económicas dado
que no están dispuestas a realizar la inversión necesaria en software e investigación.

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 7
Ya se mencionó que compañías automovilísticas como Volvo, Audi o Mercedes fueron de
las primeras en darse cuenta de la ventaja competitiva que suponía el virtual commissioning.
Actualmente, aquellas empresas manufactureras que, como dijimos al principio, quieren ser
capaces de mantenerse en el mercado, empiezan a trabajar de este modo.
1.3 Nuevas aportaciones
Una vez conocido el marco en el que se trabajará, se va a ver en qué consistirá el contenido
de este trabajo y en qué puntos se centrará, tratando de referenciarlo respecto al estado
actual de la tecnología.
Hay cuatro maneras principales de enfocar la fase de verificación antes de la puesta en
marcha de la planta:
(1) Verificación tradicional empleando tanto el sistema de control real como el sistema a
automatizar real.
(2) Hardware-in-the-Loop (HIL), en el que se utiliza un sistema de control o PLC real
pero una planta simulada.
(3) Reality-in-the-Loop (RIL), en el que se emplea un Sistema PLC simulado y una
planta real.
(4) Software-in-the-Loop (SIL) en el que tanto el PLC como la planta son virtuales.
Fig 3. Distintos enfoques de la fase de verificación: 1: Tradicional; 2: HIL; 3: RIL; 4: SIL

8 Escuela Técnica Superior de Ingenieros Industriales, UPM
En este trabajo se va a realizar un desarrollo de la forma SIL, dado que se trabajará con un
PLC virtual (PlcSim5) y con una planta simulada. A lo largo de este proyecto, se va a
desarrollar un emulador para un puesto de tapado y envasado de botes de pintura; se va a
realizar la puesta en marcha virtual de la célula mediante el empleo del virtual
commissioning ejecutado de una manera poco habitual. Como se ha dicho anteriormente,
todo será virtual dado que no se va a contar con PLCs reales y, además, se integrarán
distintos softwares de distintas compañías.
El esquema que se sigue para la realización de la puesta en marcha virtual es el siguiente:
Fig 4. Esquema del emulador de la célula de tapado y envasado de botes de pintura
5 Se desarrollará más en profundidad en Metodología
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 9
2. OBJETIVOS
Este trabajo surge en el departamento de Fabricación aunque incluye también
conocimientos de ingeniería de sistemas, automática y diseño. Como se ha comentado
anteriormente, en el trabajo se llevará a cabo la puesta en marcha virtual de un puesto de
tapado y envasado de botes de pintura.
Para la construcción del emulador, se siguen una serie de pasos que se desarrollarán a lo
largo del proyecto, pero siempre mirando hacia unos objetivos:
Como ya se comentó en el apartado 1.2, una de las principales ventajas que supone
el uso de la emulación consistía en que la fase de depuración y verificación se podía
adelantar, de modo que se reducía considerablemente el tiempo general de
proyecto. Acorde con esto, uno de los objetivos de este trabajo es desarrollar una
metodología (es importante recalcar que, a pesar de que luego se ponga en práctica
a través de un emulador concreto, el objeto principal es el estudio de una
metodología) que permita empezar a trabajar en la ingeniería de sistemas de
fabricación mucho antes de lo que se ha estado haciendo hasta ahora. Se debe
intentar implementar en la misma fase de diseño de la planta. De este modo,
posibles errores que puedan surgir, podrán ser solventados desde etapas tempranas
del proyecto, sin necesidad de esperar a que la planta esté en funcionamiento. Algo
a tener en cuenta es que en un proyecto, realizar un cambio en una fase tardía es
más costoso que realizarlo en una etapa anterior.
En la introducción se hizo referencia a la competitividad del mercado y a la
necesidad de poner el producto a disposición del cliente lo antes posible. Es por ello
que, mediante el desarrollo de la metodología comentada en el punto anterior, se
busca acortar el tiempo de puesta en marcha de la célula de fabricación. A pesar de
que en este proyecto el concepto de virtual commissioning se vaya a aplicar a un
sistema de fabricación, esto abre muchas puertas a su uso en diferentes ámbitos
científico-tecnológicos como pudiera ser la medicina.
Se quiere ahondar en el manejo de las herramientas de fabricación digital, que
permitan desarrollar este tipo de metodología, centrando los esfuerzos en aquellas
que permitan llevar a cabo la puesta en marcha virtual de un sistema de fabricación.
Otro objetivo de este trabajo, aquél que se ha llevado gran parte del tiempo de
ejecución del proyecto, es el desarrollo de un emulador o demostrador basado en
aplicaciones comerciales, que se presentarán a lo largo del documento. Se quiere
con esto demostrar que hay varias opciones de poner en práctica el virtual
commissioning y que no es un método cerrado con pocas posibilidades. De hecho,
en este trabajo se mezclarán herramientas de distintas compañías (Siemens,
Dassault Systèmes, Kepware Technologies), intentando demostrar que se puede
intentar abordar el virtual commissioning desde distintos puntos de vista y que por
tanto es algo que la empresa puede intentar ponerlo en práctica con los recursos de
que dispone.

10 Escuela Técnica Superior de Ingenieros Industriales, UPM

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 11
3. METODOLOGÍA
Cuando se habla de emulador, se debe aclarar que no se trata de una sola aplicación que
se desarrolla por un departamento sino que, como ya se comentó en la introducción (Tabla
1), integra el trabajo de varios departamentos y por lo tanto integrará distintas herramientas.
Fig 5. Integración de etapas en Virtual Commissioning
3.1 Catia v5 r216
Catia es un programa de diseño que se basa en la plataforma 3DEXPERIENCE de Dassault
Systèmes.
Dassault Systèmes ha decidido desarrollar sus productos v6 de un modo diferente a lo que
ha venido haciendo hasta ahora. Todas las versiones anteriores trabajan con ficheros, es
6 V5: Versión 5; r21: Release 21, indica el número de actualización dentro de una misma versión.
Fig 7. Catia Fig 6. Plataforma 3DExperience

12 Escuela Técnica Superior de Ingenieros Industriales, UPM
decir, el trabajo realizado se va guardando en archivos de distintas extensiones, que se
almacenan en el ordenador de trabajo o en un elemento de memoria externa. De este modo,
cuando se quería compartir información se tenía que compartir el archivo completo junto con
todos los archivos de los que dependía. Este modo de trabajo ha cambiado, pues la versión
v6 trabaja contra una base de datos. Con esto se consigue que toda la información se
encuentre reunida en un único sitio pudiendo dar distintos permisos de acceso a la distinta
información, atendiendo al puesto de trabajo de cada uno de los trabajadores.
A pesar de las ventajas que parece tener Catia v6, en este trabajo se usa Catia v5 r21, dado
que no son necesarias estas características para el desarrollo que se quiere llevar a cabo.
Las soluciones de CATIA Engineering permiten crear cualquier tipo de ensamblajes 3D para
prácticamente todo proceso de ingeniería, motivo por el cual es una herramienta muy buena
para la recreación del sistema de fabricación real.
Ofrece una serie de ventajas concretas muy útiles para el desarrollo del trabajo:
Se pueden crear todo tipo de piezas en 3D, así como croquis en 2D y 3D básicos o
ensamblajes industriales completamente detallados.
Diseño relacional irrompible: Se trata de una forma de gestionar los vínculos entre
los objetos y los comportamientos relacionados en ensamblajes configurados. Ésta
es una característica muy importante que ahorra mucho tiempo al diseñador,
permitiendo actualizar un conjunto mediante la actualización de piezas concretas de
ese ensamblaje.
Dispone de muchos módulos diferentes que permiten al diseñador aprovecharse de
características de diseño propias de algún tipo de piezas concretas como por
ejemplo moldes, chapas, instalaciones eléctricas o el nuevo módulo de yeso.
Fig 8. Módulo Mechanical Design

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 13
Además de diferentes módulos de diseño, Catia dispone de gran variedad de
módulos que permiten añadir información al modelo. Se puede añadir, por ejemplo,
información tecnológica y de fabricación mediante el módulo de Knowledgeware o
información cinemática mediante DMU.
Fig 9. Módulo Knowledgeware
Catia se puede convertir en una herramienta de simulación por sí misma. Mediante
módulos de Machining se pueden hacer simulaciones de fabricación, haciendo
funciones de CAM, o simulaciones de movimiento de conjunto. En este caso, la
función que permite añadir cinemática o simular no se usará, ya que como se verá
más adelante, se utiliza otro software de la compañía Dassault Systèmes que es
específico para ello.
La función que cumple Catia en este proyecto es la de realizar el diseño de una célula
industrial; la célula de tapado y envasado de botes de pintura. Para ello, los módulos
concretos con los que se va a trabajar son:

14 Escuela Técnica Superior de Ingenieros Industriales, UPM
Fig 10. Sketcher
El Part Design y el Assembly Design, ambos dentro de Mechanical Design. Para el trabajo
con el Part Design, se puede trabajar de varias formas: cuando se quiere diseñar la pieza
desde cero, se trabaja con el sketcher, en el cual se realiza un primer boceto en un plano
para después aplicarle la operación adecuada para convertirlo en un sólido 3D (en este
caso, dado que también se puede trabajar con los propios bocetos o superficies). También
se puede trabajar con elementos normalizados, es decir, basándose en los propios archivos
que las empresas de componentes pueden ofrecer. Desarrollaremos este apartado más
adelante en el trabajo.
Se va a trabajar también con el Knowledge Advisor, dentro de Knowledgeware. Se utilizará
para establecer relaciones entre distintas piezas, de forma que si se modifica una de ellas,
cambiarán las demás. Mediante este módulo, se pueden establecer reglas, fórmulas o
parámetros que permiten añadir una componente tecnológica al diseño.
Fig 11. Knowledge advisor: Fórmulas, tabla de diseño y parámetros.

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 15
Cada cuerpo o pieza individual se guardará con una extensión .CATPart. Cada uno de estos
cuerpos está constituido por un conjunto de medidas y restricciones, las cuales se pueden
utilizar para establecer relaciones entre los distintos CATParts. En la figura 11 se puede ver
un ejemplo de aplicación de fórmulas, tabla de diseño y parámetros. Para el ejemplo del
emulador que se quiere desarrollar en este trabajo, se utilizarán las fórmulas para relacionar
por ejemplo, las dimensiones del suelo y de la pared de la instalación.
Una vez se tienen los distintos elementos que forman el conjunto, se trabaja con el
assembly design para establecer la posición relativa de las diferentes piezas formando el
conjunto final con la extensión .CATProduct. El diseño de las piezas se puede afrontar de
dos maneras diferentes: en primer lugar, generar los CATParts en el origen de coordenadas
de la pieza y después establecer su posición en el assembly utilizando el compás y la paleta
de restricciones. Otra opción es dibujar las piezas directamente atendiendo al origen de
coordenadas global del conjunto para no tener que recurrir al compás o restricciones. En el
sector aeronáutico se suele trabajar de esta manera debido al gran número de piezas de las
que dispone un avión.
Fig 12. Product en el assembly design.
3.2 TIA Portal v13
Con TIA Portal7, Siemens pone en práctica su visión de ofrecer un marco común de
ingeniería, que permite implantar soluciones de automatización en todos los sectores. Desde
la etapa de diseño, puesta en marcha, operación y mantenimiento, hasta la actualización de
soluciones de automatización, el uso de TIA Portal implica siempre un ahorro de tiempo,
costes y esfuerzos.
7 Totally Integrated Automation Portal.
16 Escuela Técnica Superior de Ingenieros Industriales, UPM
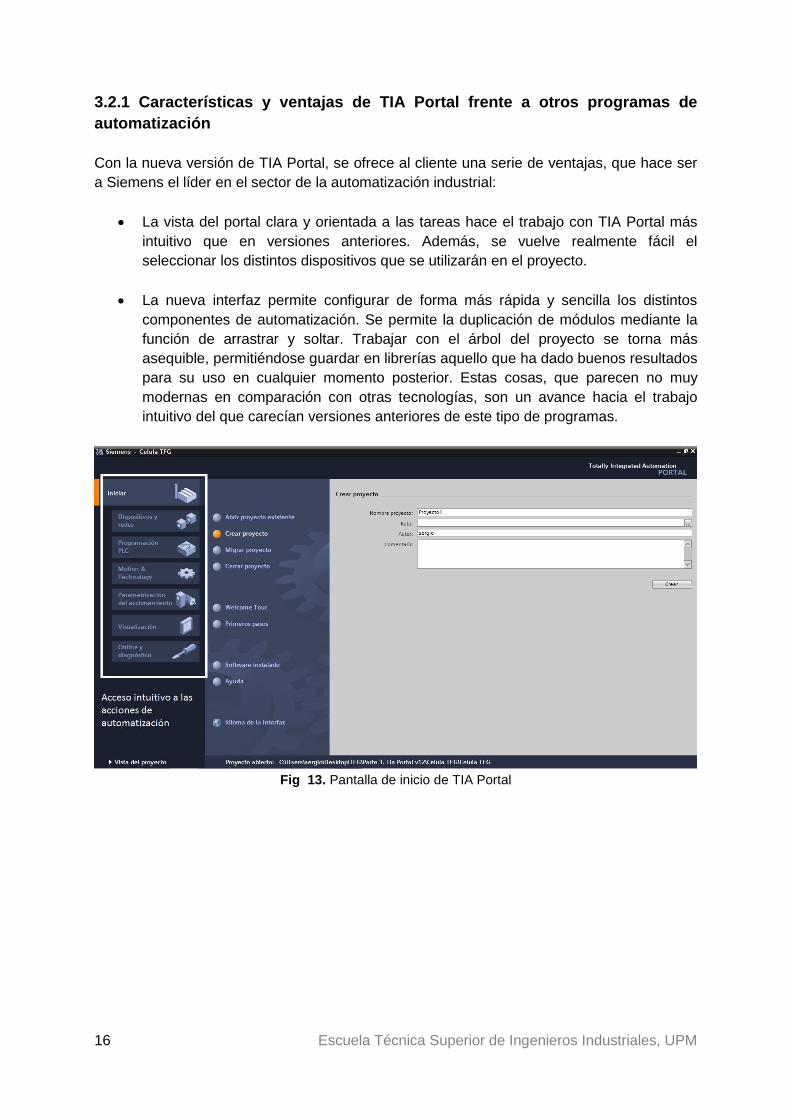
3.2.1 Características y ventajas de TIA Portal frente a otros programas de
automatización
Con la nueva versión de TIA Portal, se ofrece al cliente una serie de ventajas, que hace ser
a Siemens el líder en el sector de la automatización industrial:
La vista del portal clara y orientada a las tareas hace el trabajo con TIA Portal más
intuitivo que en versiones anteriores. Además, se vuelve realmente fácil el
seleccionar los distintos dispositivos que se utilizarán en el proyecto.
La nueva interfaz permite configurar de forma más rápida y sencilla los distintos
componentes de automatización. Se permite la duplicación de módulos mediante la
función de arrastrar y soltar. Trabajar con el árbol del proyecto se torna más
asequible, permitiéndose guardar en librerías aquello que ha dado buenos resultados
para su uso en cualquier momento posterior. Estas cosas, que parecen no muy
modernas en comparación con otras tecnologías, son un avance hacia el trabajo
intuitivo del que carecían versiones anteriores de este tipo de programas.
Fig 13. Pantalla de inicio de TIA Portal

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 17
Fig 14. Selección de dispositivos
Posibilidad de transferir objetos rápidamente arrastrando con el ratón de un
controlador a otro. Es el propio software el que se encarga de asignar las direcciones
automáticamente. Además, se pueden reutilizar objetos en distintos paneles de
operador HMI8, desde los Panel a los Scada9.
La conexión entre distintos dispositivos se facilita bastante gracias a la opción de
poder establecer las conexiones pinchando directamente sobre los puertos
correspondientes de los dispositivos. A pesar de ser más cómodo, esta nueva
versión no pierde potencia técnica y permite un alto grado de personalización en
cuanto a redes se refiere.
Fig 15. Ejemplo de conexión entre PLC y HMI
8 Human Machine Interface (Interfaz Hombre Máquina).
9 Supervisory Control And Data Acquisition (Supervisión, Control y adquisición de datos).
18 Escuela Técnica Superior de Ingenieros Industriales, UPM
Rápida creación y reproducción de variables. Trabajar con la tabla de variables de
TIA Portal resulta muy similar a trabajar con una tabla de Excel; se admite la función
de arrastrado de las celdas para la rápida creación de nuevas variables con sus
posiciones de memorias correspondientes. Otra posibilidad es la exportación e
importación de tabla de variables entre distintos proyectos, pudiéndose utilizar Excel
como intermediario.
Una vez introducidos, los datos siempre están actualizados y disponibles donde se
requieran. Si se modifica una variable en un lugar determinado, el software adapta
automáticamente las ubicaciones de la variable. Se crea una lista con todas las
apariciones de un objeto y siempre está disponible y actualizada. Por ejemplo, si se
modifica una variable en el programa del PLC, en el HMI se actualizará también
automáticamente.
Se admiten varios lenguajes de programación del controlador. Se mantienen los
típicos lenguajes KOP y FUP, además de AWL. Así mismo, ahora también se
admiten lenguajes de alto nivel como S7-SCL o S7-GRAPH para controles
secuenciales. Esto hace que se requiera menos código para el mismo programa y
que personas que conozcan PASCAL o C++ puedan programar los controladores.
Además, TIA Portal incluye el software WinCC Professional que permite la
programación con Visual Basic for Applications (VBA) scripts. Esto hace que el
programador pueda ser más creativo a la hora de configurar el HMI, haciéndolo más
vistoso e intuitivo para el trabajador que lo use a pie de planta.
Permite la programación de los PLCs de las familias S7-1500 y S7-1200, más
modernos que los S7-300 y S7-400. (En la figura 14 se observa cómo se puede
seleccionar el dispositivo de esta gama). Estos nuevos controladores tienen un
menor tiempo de scan por lo que se mejora el control del proceso. TIA Portal,
además, da la posibilidad de migrar antiguos proyectos programados en STEP 7 a
TIA Portal sin necesidad de reprogramar.
Se ofrece en todo momento una visión online del estado operativo de los autómatas.
El búfer de diagnóstico muestra avisos de forma clara y en texto implícito. Todo el
sistema de avisos puede ser configurado por el usuario.
Se consigue la integración de la seguridad sin discontinuidades con SIMATIC STEP
7 Safety. Trata de introducir a la programación de seguridad de una manera similar a
la programación normal. Utiliza un conjunto de librerías certificadas.
Consta de una herramienta denominada SINAMICS Startdrive, que facilita la
integración de los variadores de frecuencia que podemos seleccionar desde el
apartado de selección de dispositivos (Se puede apreciar en la figura 14).
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 19
Simatic S7-1500 Motion permite realizar la ingeniería de todas las aplicaciones con
un único configurador. Incorpora un panel de control y una función Trace10, lo que
favorece la comprobación y optimización de la aplicación.
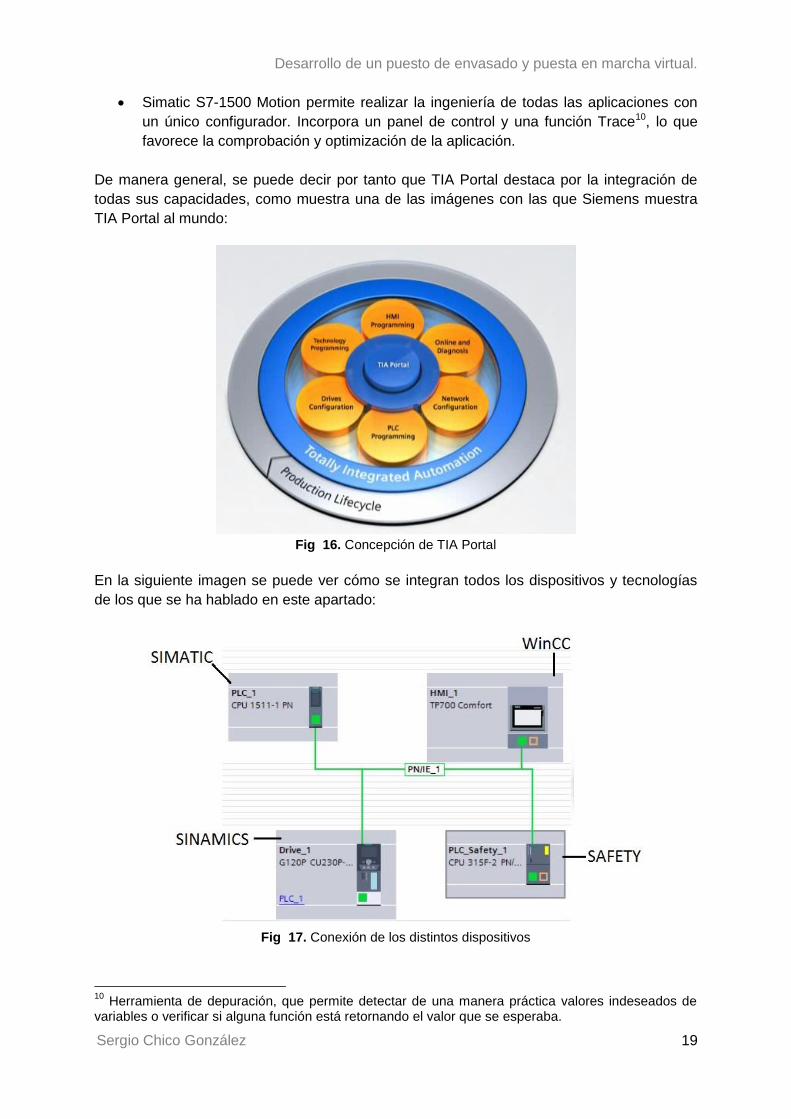
De manera general, se puede decir por tanto que TIA Portal destaca por la integración de
todas sus capacidades, como muestra una de las imágenes con las que Siemens muestra
TIA Portal al mundo:
Fig 16. Concepción de TIA Portal
En la siguiente imagen se puede ver cómo se integran todos los dispositivos y tecnologías
de los que se ha hablado en este apartado:
Fig 17. Conexión de los distintos dispositivos
10
Herramienta de depuración, que permite detectar de una manera práctica valores indeseados de variables o verificar si alguna función está retornando el valor que se esperaba.

20 Escuela Técnica Superior de Ingenieros Industriales, UPM
3.2.2 Programación del PLC. Lenguaje KOP11
Como ya se ha comentado anteriormente, TIA Portal admite diversos lenguajes de
programación. En este trabajo, la programación se ha llevado a cabo mediante el lenguaje
KOP. Este lenguaje tiene la ventaja de ser bastante automático y fácil de revisar a la hora de
buscar errores. Por el contrario, el proceso de escritura del programa puede conllevar más
tiempo que una programación en AWL.
Se verá en detalle más adelante, pero básicamente, en el esquema de programa, se podrán
incluir distintos bloques correspondientes a las principales operaciones tanto lógicas como
matemáticas: contadores, temporizadores, comparadores, etc.
Internamente, el programa asocia a cada elemento una variable, dependiendo del elemento
las variables serán de un tipo o de otro (booleanas, enteras, palabras,…). Las variables,
además de por el tipo, se numeran según la posición que ocupan en el PLC. Así por
ejemplo, la variable I0.1 indica que se trata de una variable de entrada física al PLC por el
rack 0 y posición 1.
3.3 S7-PLCSIM
S7-PLCSIM busca simular una CPU SIMATIC S7 con las imágenes de proceso
correspondientes. Se suele instalar como un complemento opcional del propio TIA Portal. El
programa que se quiere probar, se carga de manera idéntica a un hardware real en la CPU
S7 simulada y allí se ejecuta. La comunicación se basa en la interfaz PROSIM, que se
puede programar con objetos COM.
Fig 18. Interfaz PLCSIM
Mediante el uso de PLCSIM, la detección y corrección de errores de programación se
traslada a una fase temprana del desarrollo de programa. Esto permite:
Acelerar y reducir los costes de la primera puesta en servicio.
Incrementar la calidad del programa.
11
KOP, también conocido como esquema de contactos o ladder logic (en inglés).

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 21
Este simulador de PLC es compatible con todos los lenguajes de programación admitidos en
TIA Portal: KOP, FUP, AWL, S7-GRAPH, CFC, WinCC, etc. Además, es una herramienta
indispensable para aquellos que no dispongan de un PLC real (como es el caso de este
proyecto) durante el transcurso de la puesta en marcha virtual de una planta industrial.
A la hora de la simulación, se permite seleccionar el tipo de conexión que se utilizará:
Fig 19. Conexiones en PLCSIM
Además, PLCSIM permite mostrar por pantalla distintos módulos de variables usados en el
código: estado de variables de entrada supuestas físicas, de salida, marcas, variables
enteras asociadas a contadores y, por lo general, cualquier tipo de variables con las que
trabaja TIA Portal. Aquellas variables que sean de entrada podrán ser marcadas desde la
interfaz, es decir, PLCSIM cumple funciones tanto de lectura como de escritura.
Fig 20. Entradas y salidas en PLCSIM
Será uno de los pilares en los que se base la construcción del emulador para la puesta en
marcha virtual de la célula.
22 Escuela Técnica Superior de Ingenieros Industriales, UPM
3.4 OPC12 Server
OPC es una especificación técnica basada en una tecnología de Microsoft denominada
OLE/ COM13, que define un conjunto de estándares de comunicación en el campo de control
y supervisión de procesos industriales. Esta tecnología hace posible el intercambio de
información y la interoperabilidad entre distintos dispositivos o sistemas de automatización y
control y software de fabricación.
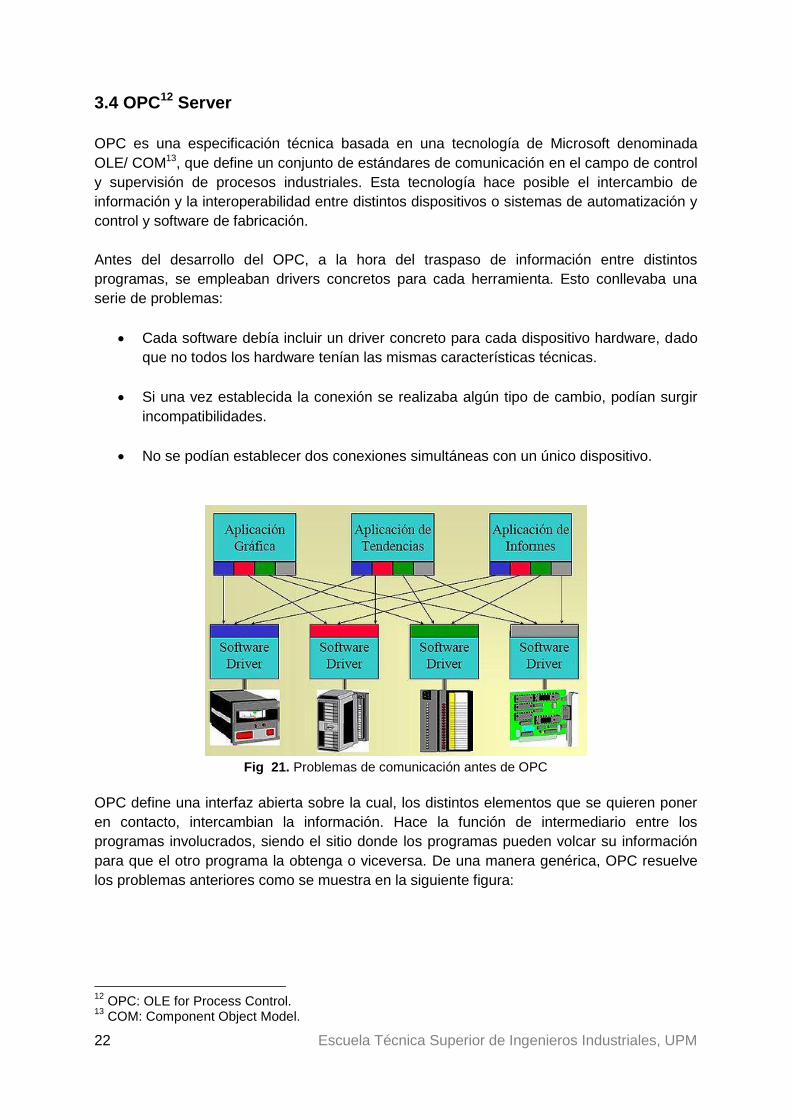
Antes del desarrollo del OPC, a la hora del traspaso de información entre distintos
programas, se empleaban drivers concretos para cada herramienta. Esto conllevaba una
serie de problemas:
Cada software debía incluir un driver concreto para cada dispositivo hardware, dado
que no todos los hardware tenían las mismas características técnicas.
Si una vez establecida la conexión se realizaba algún tipo de cambio, podían surgir
incompatibilidades.
No se podían establecer dos conexiones simultáneas con un único dispositivo.
Fig 21. Problemas de comunicación antes de OPC
OPC define una interfaz abierta sobre la cual, los distintos elementos que se quieren poner
en contacto, intercambian la información. Hace la función de intermediario entre los
programas involucrados, siendo el sitio donde los programas pueden volcar su información
para que el otro programa la obtenga o viceversa. De una manera genérica, OPC resuelve
los problemas anteriores como se muestra en la siguiente figura:
12
OPC: OLE for Process Control. 13
COM: Component Object Model.
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 23
Fig 22. Soluciones del OPC
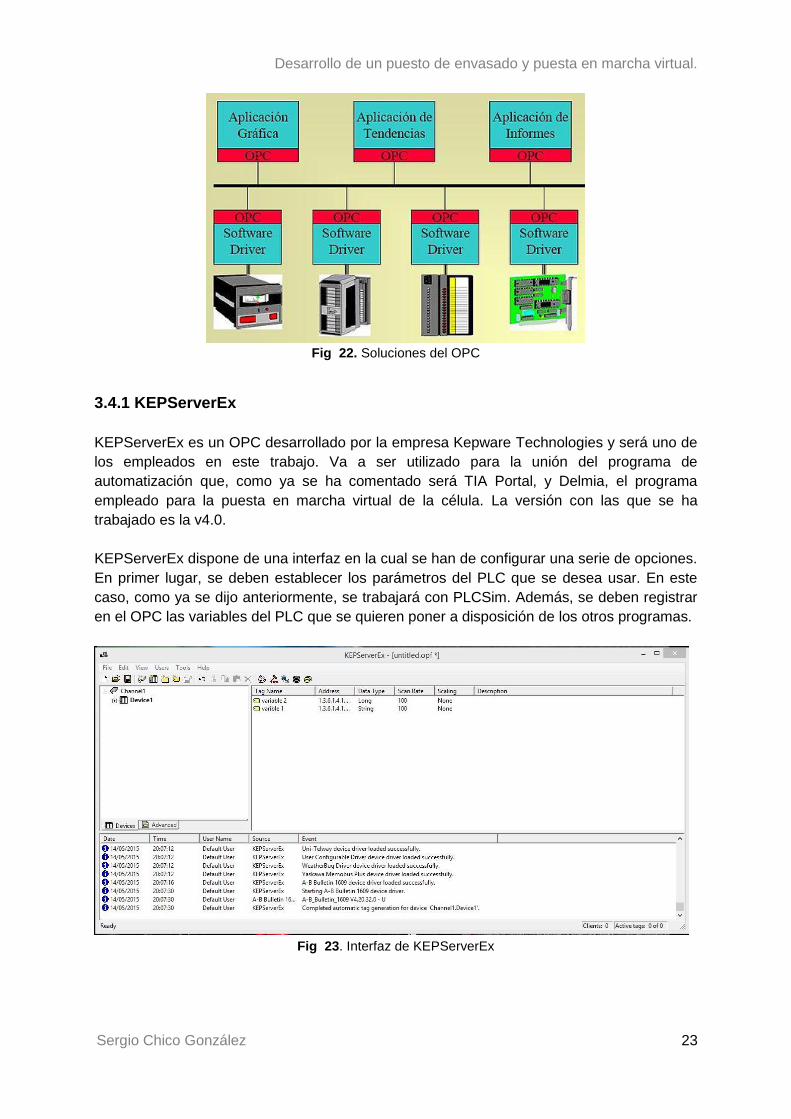
3.4.1 KEPServerEx
KEPServerEx es un OPC desarrollado por la empresa Kepware Technologies y será uno de
los empleados en este trabajo. Va a ser utilizado para la unión del programa de
automatización que, como ya se ha comentado será TIA Portal, y Delmia, el programa
empleado para la puesta en marcha virtual de la célula. La versión con las que se ha
trabajado es la v4.0.
KEPServerEx dispone de una interfaz en la cual se han de configurar una serie de opciones.
En primer lugar, se deben establecer los parámetros del PLC que se desea usar. En este
caso, como ya se dijo anteriormente, se trabajará con PLCSim. Además, se deben registrar
en el OPC las variables del PLC que se quieren poner a disposición de los otros programas.
Fig 23. Interfaz de KEPServerEx
24 Escuela Técnica Superior de Ingenieros Industriales, UPM
La configuración de KEPServerEx para la automatización de la célula de tapado y envasado
de botes de pintura se verá posteriormente en el trabajo.
3.4.2 OPC SIEMENS. SIMATIC NET
Este OPC de Siemens, se instaló a la hora del desarrollo de la puesta en marcha virtual
porque era necesario para que la última parte del enlace, Delmia, fuera capaz de acceder a
la información que PLCSim había subido a KEPServerEx. Se utilizará la versión v12 pero no
es necesario realizar ninguna operación explícita; Delmia lo necesita internamente.
3.5 Net To PLCSim
Nettoplcsim es un programa que tiene como fin hacer de pasarela entre el simulador de
PLC, PLCSim, y otro programa externo, en este caso el OPC. El simulador de PLC o
PLCSim no es capaz de exportar su información al exterior como lo hacen otro tipo de
simuladores. Es por ello, que se ha de utilizar esta herramienta. El PLC simulado podrá ser
conectado a otras entidades como un OPC o Drivers de sistemas SCADA para conectarlos
a las HMI.
El procedimiento a seguir para su correcto funcionamiento es el siguiente: En primer lugar
se debe cargar el programa en el PLCSim. El PLCSim, asume la configuración del hardware
por lo que llevará asociada una dirección IP. El tipo de conexión que se debe indicar en el
PLC virtual es TCP/IP.
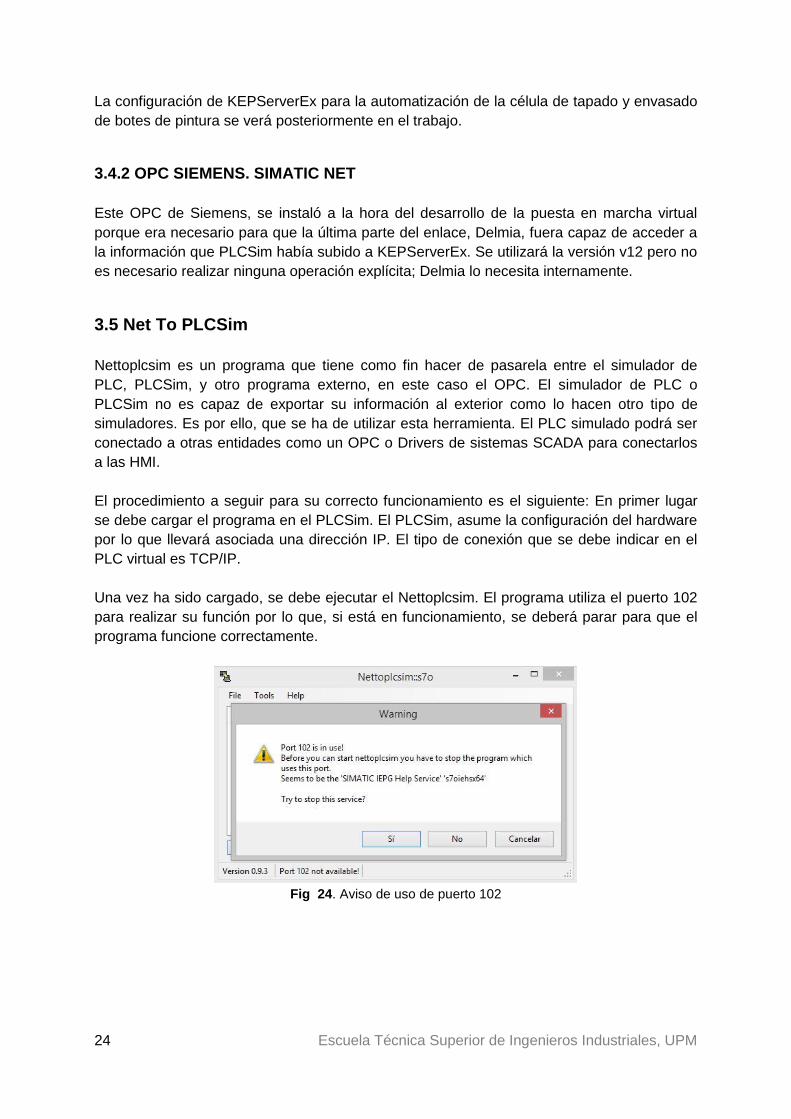
Una vez ha sido cargado, se debe ejecutar el Nettoplcsim. El programa utiliza el puerto 102
para realizar su función por lo que, si está en funcionamiento, se deberá parar para que el
programa funcione correctamente.
Fig 24. Aviso de uso de puerto 102

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 25
Fig 25. Puerto 102 parado
Una vez se prepara el puerto para poder trabajar, se debe configurar el dispositivo PLC, del
cual se quiere emitir la información. Para ello, se deberá establecer la dirección IP del PLC
virtual y la dirección IP de la red que se vaya a emplear. Cuando todo está en
funcionamiento se puede poner en marcha para que la conexión entre PLCSim y OPC se
lleve a cabo correctamente. Más adelante se verá cómo se ha llevado la configuración para
la simulación de la planta de botes de pintura.
3.6 Delmia v5r21
Al igual que Catia, Delmia pertenece a la plataforma 3DExperience desarrollada por
Dassault Systèmes. Todo aquello que se refiere a las versiones del sistema aplica del
mismo modo que para Catia.
Si se ven los objetivos que busca Delmia como programa, se asemejan mucho a lo que
busca el virtual Commissioning de manera más general. Todas las partes involucradas en el
proceso de fabricación, independientemente del nivel de experiencia o de conocimiento de
cada una de las etapas, pueden formar parte de una comunidad en la que todos los
trabajadores se guían por los mismos objetivos. De este hecho, surgen diferentes
funcionalidades de Delmia.
3.6.1 Fabricación digital
Mediante esta herramienta, se trata de dar un paso adelante en cuanto a eficacia en la
fabricación. Mediante la planificación, la simulación y la verificación de los procesos de
fabricación y producción globales, las manufactureras pueden ejecutar distintas pruebas de
manera virtual de la producción completa de la fábrica.
Dado que engloba más tareas aparte de la fabricación o mecanizado, se puede analizar
cómo los distintos diseños pueden satisfacer la demanda global. De esta manera, la
empresa puede ver su producto desde distintos puntos de vista y reaccionar de una manera
rápida a los cambios del sector que, como se ya se dijo al comienzo del trabajo, es uno de
los principales objetivos de hoy en día.
26 Escuela Técnica Superior de Ingenieros Industriales, UPM
3.6.2 Gestión, planificación y optimización de las operaciones de la fabricación
Se busca la continua transformación y actualización de las operaciones de producción
globales, para lograr mantener el mejor nivel de resultados de una manera continuada en el
tiempo. Para ello, se busca un apoyo en la visibilidad, el control y la sincronización de las
operaciones de fabricación y de los procesos de la cadena de suministro.
Fig 26. Planta virtual
Delmia permite dar a las operaciones de fabricación un enfoque o perspectiva empresarial;
ayuda a los fabricantes a mejorar la flexibilidad operativa, lo que permite agrandar el abanico
de posibles proyectos y, por tanto, de posibles clientes.
La ventaja que se deriva de esta buena gestión de las operaciones es la aceleración en la
introducción, el diseño y la fabricación de nuevos productos. Además, permite una mejor
integración en tiempo real de los distintos departamentos, desde la producción hasta la
cadena de suministro. La industria actual tiende a coger este camino con el fin de aumentar
beneficios y exportar productos al extranjero, reduciendo residuos y, por tanto, costes.
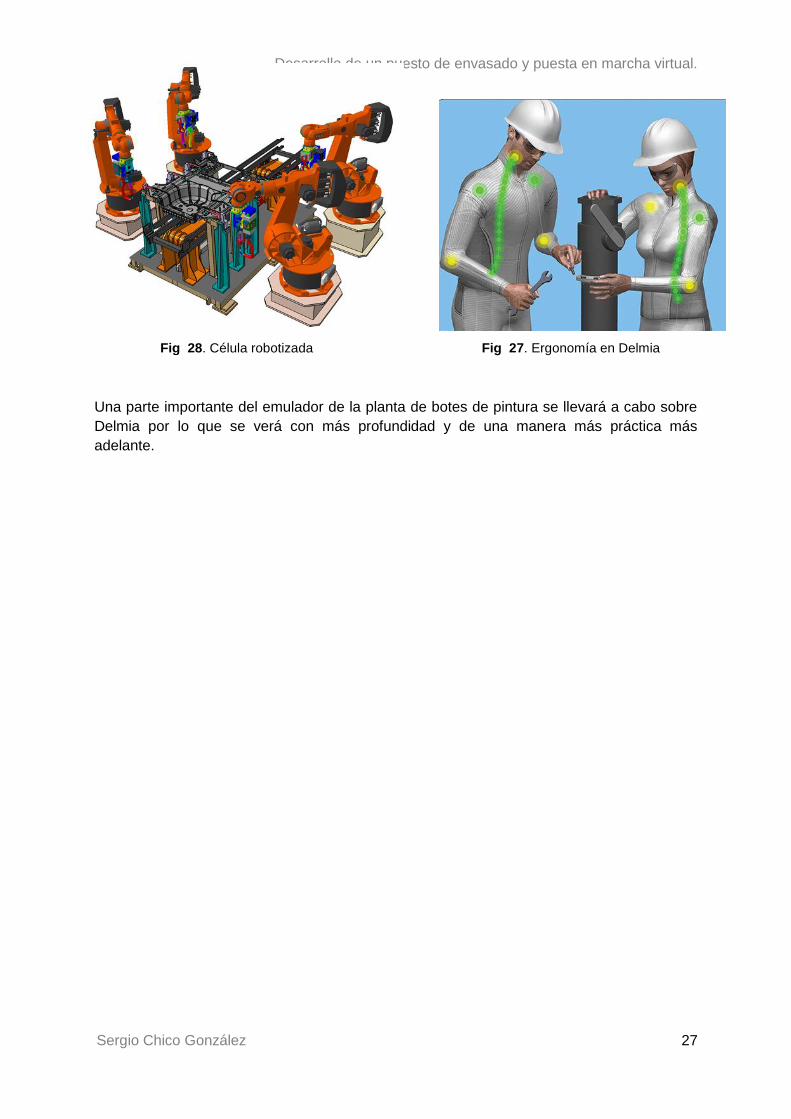
3.6.3 Otras funcionalidades
Grandes empresas como Bombardier, ThyssenKrupp Steel o Hyundai Rotem utilizan Delmia
en el desarrollo de sus productos gracias a otras funcionalidades como pueden ser las de
ergonomía o robótica, ambas muy importantes en la ejecución de una planta de producción.
Mediante el módulo de ergonomía, se puede simular el trabajo de los operarios de la fábrica,
por ejemplo, lo que es muy útil para asegurar la accesibilidad a todos los lugares donde la
actuación de la persona es necesaria, o para asegurar una postura adecuada para el trabajo
sin lesiones. También se tiene un módulo de mecanizado, para poder simular el proceso de
fabricación propiamente dicho y el de robots, que es uno de los más utilizados dado que la
mayor parte de las plantas de producción de automoción o elementos pesados está
constituida por éstos.
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 27
Una parte importante del emulador de la planta de botes de pintura se llevará a cabo sobre
Delmia por lo que se verá con más profundidad y de una manera más práctica más
adelante.
Fig 27. Ergonomía en Delmia
Fig 28. Célula robotizada

28 Escuela Técnica Superior de Ingenieros Industriales, UPM
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 29
4. DESARROLLO DE LA PUESTA EN MARCHA VIRTUAL
Para llegar a este punto, se ha situado el proyecto dentro de un marco o contexto, se han
establecido una serie de objetivos y se ha hablado de las herramientas necesarias para
llevarlo a cabo, pero es en este apartado donde se verá el desarrollo de la metodología de la
que se ha hablado. Se pretende poder unir los distintos conceptos que ya han sido utilizados
a través de las herramientas cuyas ventajas y características para el Virtual Commissioning
ya se han visto.
Se ha decidido orientar este apartado de una manera práctica de forma que las distintas
etapas del diseño industrial se vayan correspondiendo con las distintas etapas de desarrollo
del emulador de la planta de tapado y envasado de botes de pintura.
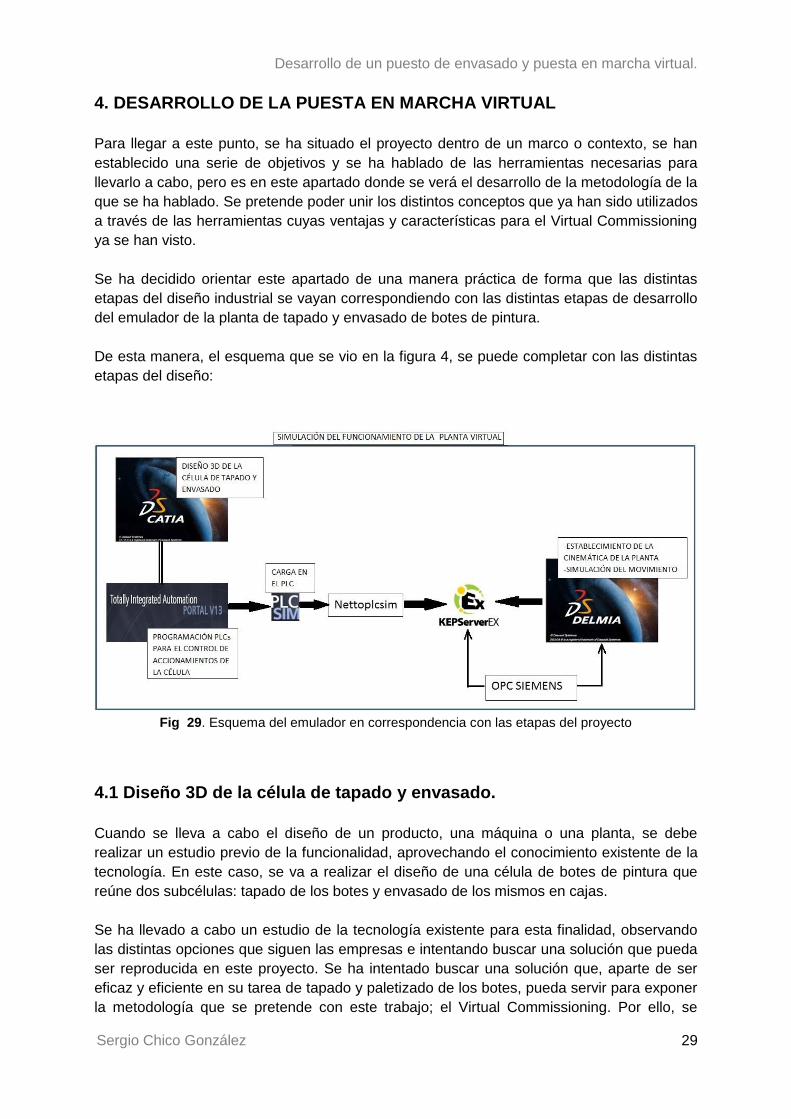
De esta manera, el esquema que se vio en la figura 4, se puede completar con las distintas
etapas del diseño:
Fig 29. Esquema del emulador en correspondencia con las etapas del proyecto
4.1 Diseño 3D de la célula de tapado y envasado.
Cuando se lleva a cabo el diseño de un producto, una máquina o una planta, se debe
realizar un estudio previo de la funcionalidad, aprovechando el conocimiento existente de la
tecnología. En este caso, se va a realizar el diseño de una célula de botes de pintura que
reúne dos subcélulas: tapado de los botes y envasado de los mismos en cajas.
Se ha llevado a cabo un estudio de la tecnología existente para esta finalidad, observando
las distintas opciones que siguen las empresas e intentando buscar una solución que pueda
ser reproducida en este proyecto. Se ha intentado buscar una solución que, aparte de ser
eficaz y eficiente en su tarea de tapado y paletizado de los botes, pueda servir para exponer
la metodología que se pretende con este trabajo; el Virtual Commissioning. Por ello, se
30 Escuela Técnica Superior de Ingenieros Industriales, UPM
busca un diseño en el que los distintos accionamientos sean visibles, así como que el flujo
de producto siga una línea clara.
Por otro lado, el diseño 3D de la planta o célula a emular, como se recalcó en el apartado de
Emulación en la introducción, debe ser lo más real posible para poder trasladar los
resultados de la emulación a la realidad. Si se realizan muchas simplificaciones en el
modelo, la validación de los resultados requerirá de más trabajo. Por ello, en el diseño de
esta célula se ha intentado trabajar con elementos normalizados y comerciales, intentando
establecer las condiciones de la manera más real posible. Trabajar con elementos
comerciales conlleva, además, una serie de ventajas: muchas empresas de maquinaria
proporcionan modelos 3D de sus productos, de manera que se pueden incluir en un diseño
3D. De esta manera, las empresas se aseguran que si el proyecto se lleva a cabo, esos
productos virtuales se les compren a ellos.
Otra ventaja que se deriva de emplear elementos comerciales en el desarrollo de la planta
en 3D, es que se reduce mucho tiempo de trabajo y muchos costes pues no hará falta
dedicar horas de diseñador para reproducir en ordenador la máquina física.
4.1.1 Subcélula de tapado
Como se dijo anteriormente, la célula a emular se divide en una parte de tapado y en otra de
disposición de botes en cajas, cada una de la cual podría considerarse independiente. En
este caso el output de la célula de tapado será el input de la célula de paletizado.
El primer paso en el diseño de la célula fue estudiar la solución que seguían distintas
empresas en cuyo proceso se incluía el cerrado de algún tipo de bote. Para esta primera
parte, se decidió emplear un sistema similar al propuesto por la empresa Tecnoláctea SL14 .
Se llevan a cabo una serie de modificaciones de manera que el emulador sea más intuitivo.
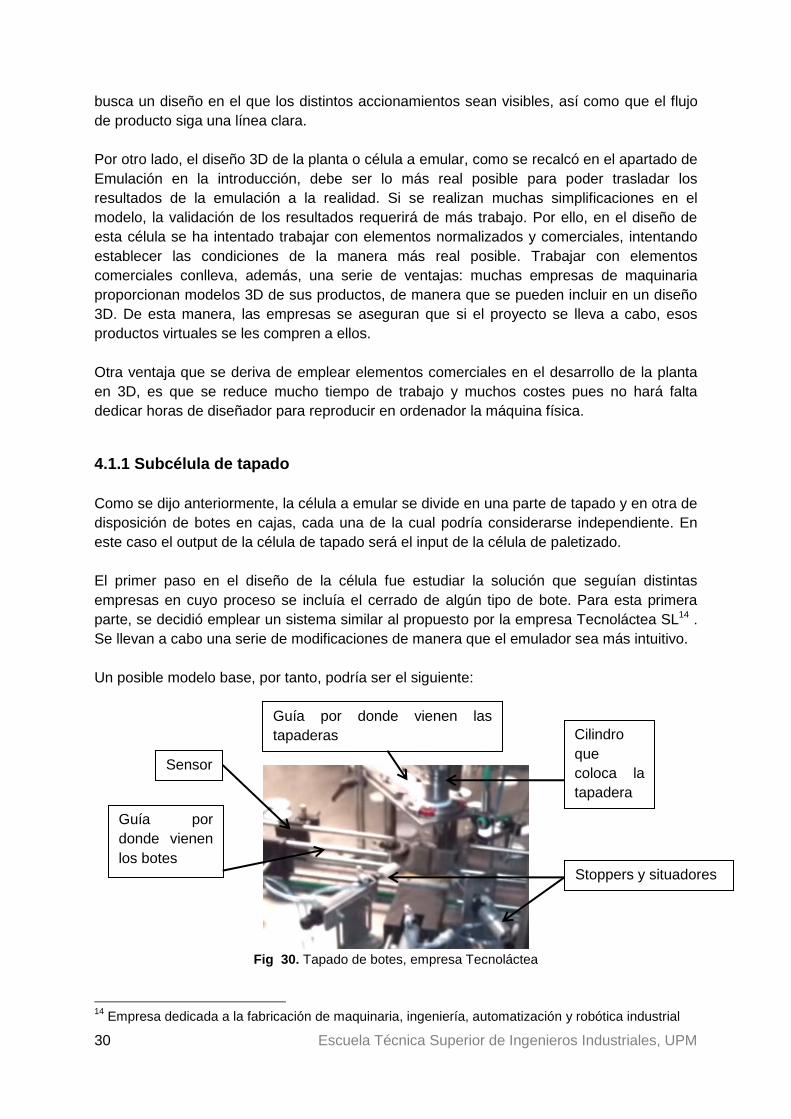
Un posible modelo base, por tanto, podría ser el siguiente:
Fig 30. Tapado de botes, empresa Tecnoláctea
14
Empresa dedicada a la fabricación de maquinaria, ingeniería, automatización y robótica industrial
Stoppers y situadores
Cilindro
que
coloca la
tapadera
Guía por
donde vienen
los botes
Guía por donde vienen las
tapaderas
Sensor
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 31
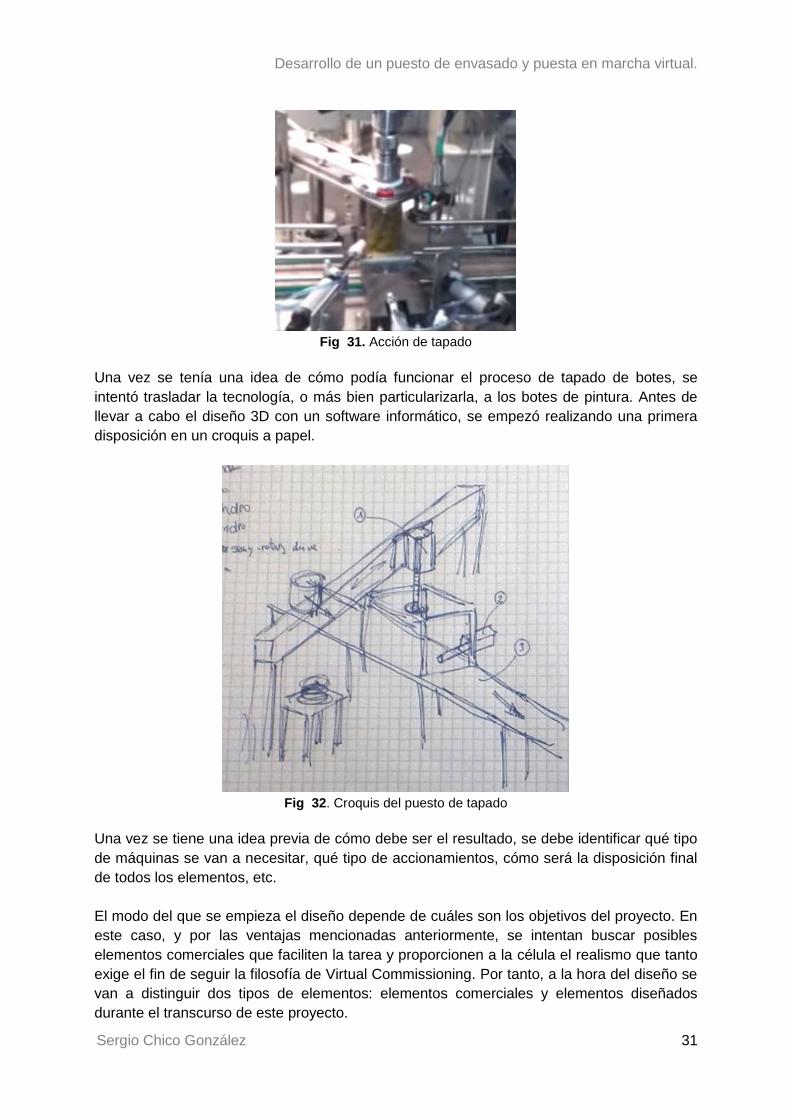
Fig 31. Acción de tapado
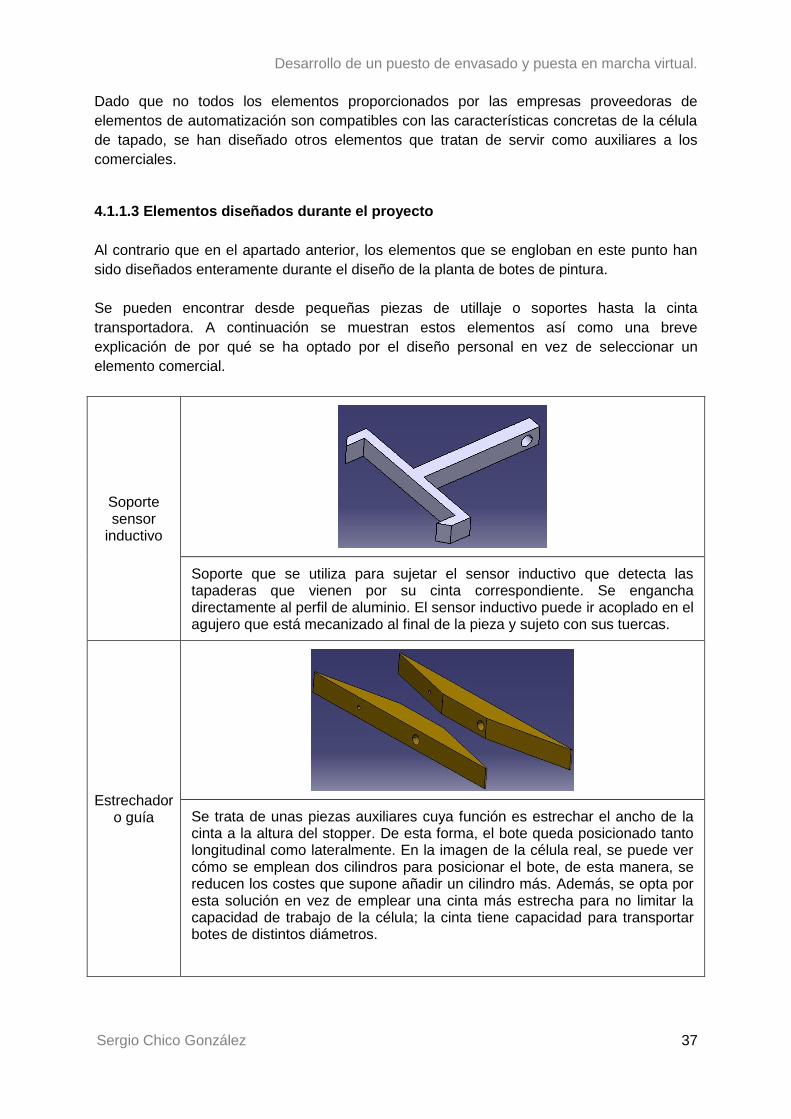
Una vez se tenía una idea de cómo podía funcionar el proceso de tapado de botes, se
intentó trasladar la tecnología, o más bien particularizarla, a los botes de pintura. Antes de
llevar a cabo el diseño 3D con un software informático, se empezó realizando una primera
disposición en un croquis a papel.
Fig 32. Croquis del puesto de tapado
Una vez se tiene una idea previa de cómo debe ser el resultado, se debe identificar qué tipo
de máquinas se van a necesitar, qué tipo de accionamientos, cómo será la disposición final
de todos los elementos, etc.
El modo del que se empieza el diseño depende de cuáles son los objetivos del proyecto. En
este caso, y por las ventajas mencionadas anteriormente, se intentan buscar posibles
elementos comerciales que faciliten la tarea y proporcionen a la célula el realismo que tanto
exige el fin de seguir la filosofía de Virtual Commissioning. Por tanto, a la hora del diseño se
van a distinguir dos tipos de elementos: elementos comerciales y elementos diseñados
durante el transcurso de este proyecto.

32 Escuela Técnica Superior de Ingenieros Industriales, UPM
4.1.1.1 Funcionamiento
El funcionamiento de la célula de tapado es bastante sencillo e intuitivo:
Por un lado, por la cinta larga se aproximan los botes de pintura que se suponen llenos en el
puesto anterior (y que se sale del estudio en este proyecto). Una vez el sensor inductivo los
detecta, hace avanzar el stopper de manera que el bote queda detenido. La cinta no se para
porque será compartida, por lo que el bote debe quedar bien sujeto para evitar oscilaciones
(ver estrechador en el apartado de elementos diseñados durante el transcurso del proyecto,
apartado 4.1.1.3).
Por otro lado, por la cinta corta se aproximan las tapaderas. Una vez el sensor
correspondiente detecta la presencia de una, para la cinta. En este caso, por tanto, no hará
falta ningún tipo de stopper. Cuando la tapa ha sido detectada y la cinta está parada, el
cilindro vertical se desplaza por la guía horizontal hasta situarse encima de la tapa.
Entonces, el cilindro se extiende y mediante una ventosa de vacío agarra la tapa. Una vez
tiene la tapadera, se desplaza de nuevo por la guía y se la coloca al bote que había
quedado detenido.
Cuando la tapadera ya ha sido colocada, el stopper del bote retrocede dejándolo pasar
hasta que llegue el próximo bote. Del mismo modo ocurre con la cinta de las tapaderas. Este
ciclo se repetirá continuamente.
4.1.1.2 Elementos comerciales
Son varios los elementos comerciales que se han empleado en el diseño de la subcélula de
tapado, sobre todo, los elementos de accionamiento neumático y perfilería de la instalación.
Es importante seleccionar los elementos comerciales antes de diseñar las otras piezas pues
las empresas proporcionan los elementos con una serie de medidas fijas, es decir,
normalmente no se permite al cliente seleccionar el tamaño exacto de los productos. Por
supuesto, sí se pueden seleccionar los parámetros principales de cilindros neumáticos,
motores, perfiles de aluminio, etc.

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 33
Elemento comercial
Elemento real Elemento Cad
Cilindro (Festo15) 1646799
DSBG-100-250-PA
Stopper (Festo) 2123090
DSBC-32-300-PPSA
15
Festo: Empresa de automatización basada en soluciones neumáticas y electrónicas.

34 Escuela Técnica Superior de Ingenieros Industriales, UPM
Perfil (Bosch Rexroth)
100x100L
Rodless linear unit (Festo)
175139 DGPL-80-1000-PPV

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 35
Ventosa de vacío
(Festo) VAS-30-1/8-
SI-B
Patas (Bosch
Rexroth16) LEG SET SZ
1
Detalle Cad
BSZ= 352,5 mm A=2,5mm
MSZ= 1120 mm
Patas (Bosch
Rexroth) LEG SET SZ
L1
Detalle Cad
BSZ= 352,5 mm A=2,5mm
MSZ= 1280 mm
16
Perteneciente al grupo Bosch, Rexroth ofrece soluciones de automatización pero también provee de elementos auxiliares para el montaje de una instalación completa.

36 Escuela Técnica Superior de Ingenieros Industriales, UPM
Sensor inductivo (Festo)
Motor para cinta (Bosch
rexroth) SLDASM.1
Tabla 2. Elementos comerciales (Tapado)
Los elementos comerciales han sido seleccionados atendiendo a dos factores:
Dimensiones: Los diferentes elementos deben tener un tamaño real y que permita
unir los distintos elementos sin que ninguno de ellos quede desproporcionado. Es el
caso de las patas de las cintas (patas de dos tamaños para obtener dos alturas
diferentes según transporte los botes o las tapaderas), de la perfilería de aluminio,
que sirve como sujeción para la rodless linear unit, y la medida de los cilindros, que
deben ser capaces tanto de coger las tapaderas como sujetarlas sobre los botes, o
parar el bote que viene por la cinta en el caso de los stoppers.
Características técnicas: En el caso de los cilindros, no solo importará el tamaño sino
la fuerza que puedan ejercer. Dado que el peso con el que van a trabajar es muy
pequeño respecto de sus posibilidades, la selección de cilindros se ha hecho
atendiendo al tamaño principalmente, y una vez seleccionado el tamaño buscando el
de menor fuerza. Para el motor de la cinta, se ha escogido uno de características
técnicas bajas-medias dado que no se busca transportar una carga muy pesada y de
manera muy rápida.
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 37
Dado que no todos los elementos proporcionados por las empresas proveedoras de
elementos de automatización son compatibles con las características concretas de la célula
de tapado, se han diseñado otros elementos que tratan de servir como auxiliares a los
comerciales.
4.1.1.3 Elementos diseñados durante el proyecto
Al contrario que en el apartado anterior, los elementos que se engloban en este punto han
sido diseñados enteramente durante el diseño de la planta de botes de pintura.
Se pueden encontrar desde pequeñas piezas de utillaje o soportes hasta la cinta
transportadora. A continuación se muestran estos elementos así como una breve
explicación de por qué se ha optado por el diseño personal en vez de seleccionar un
elemento comercial.
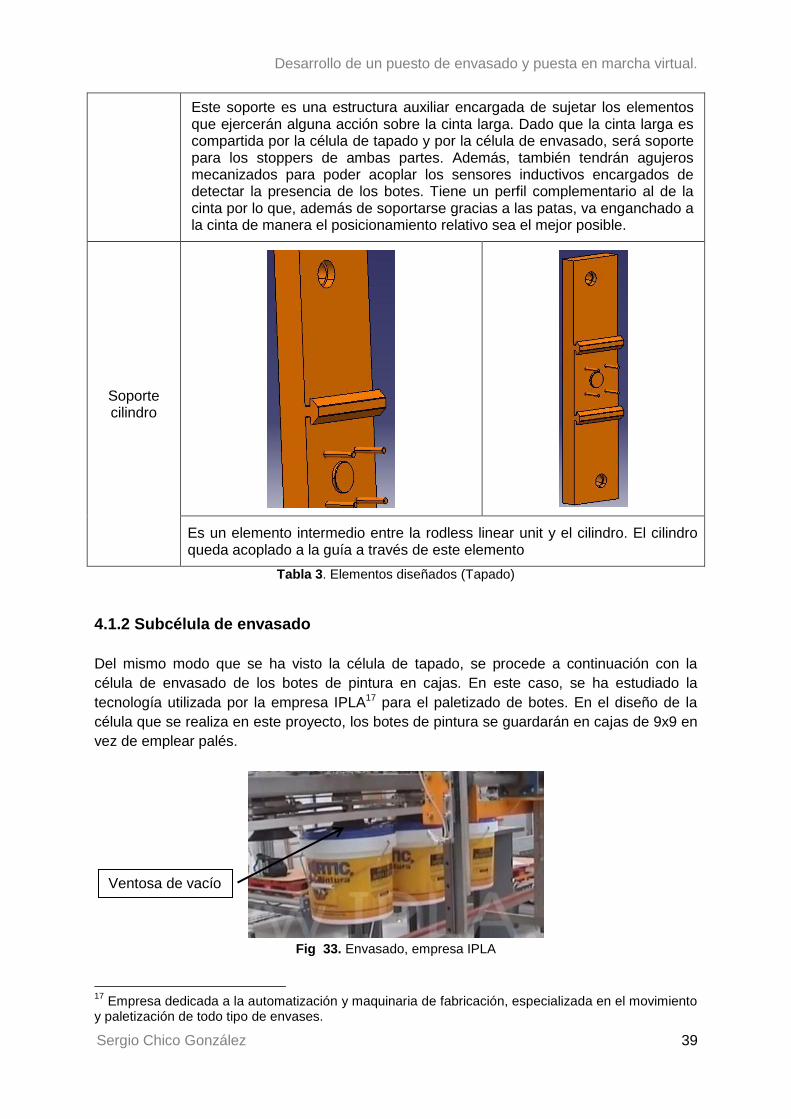
Soporte sensor
inductivo
Soporte que se utiliza para sujetar el sensor inductivo que detecta las tapaderas que vienen por su cinta correspondiente. Se engancha directamente al perfil de aluminio. El sensor inductivo puede ir acoplado en el agujero que está mecanizado al final de la pieza y sujeto con sus tuercas.
Estrechador o guía
Se trata de unas piezas auxiliares cuya función es estrechar el ancho de la cinta a la altura del stopper. De esta forma, el bote queda posicionado tanto longitudinal como lateralmente. En la imagen de la célula real, se puede ver cómo se emplean dos cilindros para posicionar el bote, de esta manera, se reducen los costes que supone añadir un cilindro más. Además, se opta por esta solución en vez de emplear una cinta más estrecha para no limitar la capacidad de trabajo de la célula; la cinta tiene capacidad para transportar botes de distintos diámetros.

38 Escuela Técnica Superior de Ingenieros Industriales, UPM
Cinta
Se ha optado por realizar el diseño de la cinta porque no se han encontrado cintas comerciales que cumplan con las dimensiones exigidas por esta planta. Para su diseño sí se han utilizado las patas de Bosch Rexroth. Se han hecho dos tamaños diferentes de cinta: una más larga que será la que transporta los botes y otra más corta, para las tapaderas. Además, la más larga será la que se encargue de llevar los botes tapados al siguiente puesto. Otra cinta corta se utilizará en el puesto de envasado para el transporte de las cajas llenas de botes. La cinta larga está provista de tres pares de patas mientras que la corta tiene dos. El agujero que tiene en el extremo sirve para poder acoplar el motor. El material de la cinta debe tener una rugosidad que permita desplazar los elementos por fricción.
Soporte para motor
Soporte ideado para sujetar el motor que provee de movimiento a la cinta. El soporte solo se podrá utilizar con el
motor seleccionado dado que el diámetro del soporte se corresponde
con el diámetro del motor.
Soporte cinta larga
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 39
Este soporte es una estructura auxiliar encargada de sujetar los elementos que ejercerán alguna acción sobre la cinta larga. Dado que la cinta larga es compartida por la célula de tapado y por la célula de envasado, será soporte para los stoppers de ambas partes. Además, también tendrán agujeros mecanizados para poder acoplar los sensores inductivos encargados de detectar la presencia de los botes. Tiene un perfil complementario al de la cinta por lo que, además de soportarse gracias a las patas, va enganchado a la cinta de manera el posicionamiento relativo sea el mejor posible.
Soporte cilindro
Es un elemento intermedio entre la rodless linear unit y el cilindro. El cilindro queda acoplado a la guía a través de este elemento
Tabla 3. Elementos diseñados (Tapado)
4.1.2 Subcélula de envasado
Del mismo modo que se ha visto la célula de tapado, se procede a continuación con la
célula de envasado de los botes de pintura en cajas. En este caso, se ha estudiado la
tecnología utilizada por la empresa IPLA17 para el paletizado de botes. En el diseño de la
célula que se realiza en este proyecto, los botes de pintura se guardarán en cajas de 9x9 en
vez de emplear palés.
Fig 33. Envasado, empresa IPLA
17
Empresa dedicada a la automatización y maquinaria de fabricación, especializada en el movimiento y paletización de todo tipo de envases.
Ventosa de vacío
40 Escuela Técnica Superior de Ingenieros Industriales, UPM
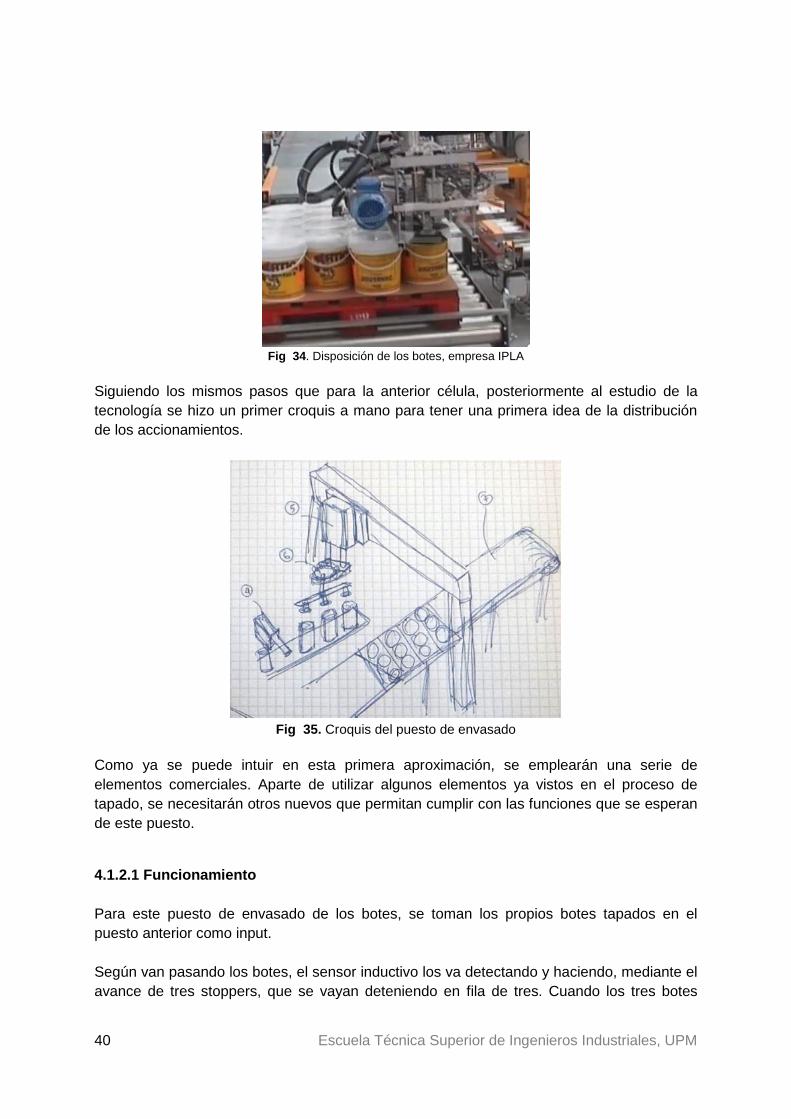
Fig 34. Disposición de los botes, empresa IPLA
Siguiendo los mismos pasos que para la anterior célula, posteriormente al estudio de la
tecnología se hizo un primer croquis a mano para tener una primera idea de la distribución
de los accionamientos.
Fig 35. Croquis del puesto de envasado
Como ya se puede intuir en esta primera aproximación, se emplearán una serie de
elementos comerciales. Aparte de utilizar algunos elementos ya vistos en el proceso de
tapado, se necesitarán otros nuevos que permitan cumplir con las funciones que se esperan
de este puesto.
4.1.2.1 Funcionamiento
Para este puesto de envasado de los botes, se toman los propios botes tapados en el
puesto anterior como input.
Según van pasando los botes, el sensor inductivo los va detectando y haciendo, mediante el
avance de tres stoppers, que se vayan deteniendo en fila de tres. Cuando los tres botes

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 41
están posicionados correctamente, un cilindro vertical se desplaza por la guía hasta situarse
encima. Entonces el cilindro se extiende y con un utensilio de vacío agarra los tres botes.
Cuando los tres botes están agarrados, se suben y, mediante el motor rotativo que va
acoplado en el extremo del vástago, se giran 90º. En esta posición, el cilindro se desplaza
por la guía y deposita los tres botes en una fila de la caja de 9x9. Cuando han sido
depositados, el cilindro sube, el motor rotativo vuelve a su posición original y la caja avanza
por la cinta la distancia que permitirá al cilindro depositar los tres botes siguientes en el
siguiente ciclo.
4.1.2.2. Elementos comerciales
Dado que la estructura general del puesto es similar al anterior, se han utilizado elementos
que ya han sido descritos en el puesto anterior:
Cilindro 1646799 DSBG-100-250-PA.
Stopper 2123090 DSBC-32-300-PPSA.
Perfil de aluminio 100x100L
Rodless linear unit 175139 DGPL-80-1000-PPV.
Ventosa de vacío VAS-30-1/8-SI-B
Patas LEG SET SZ 1
Patas LEG SET SZ L1
Sensor inductivo
Motor para cinta SLDASM.1
Además, se ha empleado un motor rotativo
Elemento comercial Elemento real Elemento CAD
Motor rotativo
Tabla 4. Elementos comerciales (Envasado)
4.1.2.3 Elementos diseñados durante el proyecto
Al igual que con los elementos comerciales, hay elementos diseñados que ya fueron
empleados en el puesto de tapado y que aquí se vuelven a emplear. Son:
Cinta

42 Escuela Técnica Superior de Ingenieros Industriales, UPM
Soporte para motor
Soporte cinta larga
Soporte cilindro
Los elementos diseñados para este nuevo puesto son:
Estrechador o guía para tres botes
Por la misma razón por la que se diseñó una guía para el anterior puesto, ahora se diseña una pero para tres botes. La distancia de separación entre botes deberá ser igual a la separación que tendrán las ventosas y la misma de la caja donde se deben colocar.
Guía lateral cinta caja
Dado que la caja en la cual se deben introducir los botes es más ancha que la cinta, se ha diseñado una guía que se coloca a ras de la cinta y cuyas dimensiones son tales que la caja va ‘encajonada’ sobre las guías. Es una solución que se suele utilizar en la industria pero adaptada a las necesidades de la cinta empleada.
Soporte ventosas
Es un soporte que va cogido al eje de salida del motor rotativo. Tiene tres agujeros mecanizados para introducir las tres ventosas que se utilizarán para sujetar los tres botes de pintura tapados. Como se dijo anteriormente, la distancia entre las ventosas debe ser proporcional a la distancia entre los agujeros del estrechador o de la caja.

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 43
Contenedor
Se trata de un contenedor que se situará al final de la cinta larga. Si hay algún fallo en el transcurso del ciclo y falla algún stopper o la cinta, los botes se depositarán aquí en vez
de caer al suelo.
Soporte motor
rotativo
Es un elemento intermedio entre el vástago del cilindro vertical y el motor rotativo. El acoplamiento de ambos elementos se realiza a través de esta pieza.
Tabla 5. Elementos diseñados (Envasado)
4.1.3 Visión general
Una vez se tienen los elementos que componen las células de tapado y envasado de botes
de pintura, se debe pasar al montaje general de la planta. Para ello, se utilizará el módulo
Assembly Design de Catia.
En el apartado 3.1 de metodología, se habló de los enfoques posibles a la hora del montaje
de un conjunto. Dado que se han empleado piezas comerciales y piezas diseñadas, todas
ellas se han referenciado respecto del origen local de coordenadas. Es por ello que para el
montaje, se deben utilizan las restricciones que ofrece Catia para la situación relativa de las
distintas piezas (Parts), así como el compás.
Fig 36. Elementos básicos para montaje del product
Entre las restricciones posibles se pueden encontrar las de coincidencia, distancia entre
cuerpos, elemento fijo, restricción de contacto, etc.

44 Escuela Técnica Superior de Ingenieros Industriales, UPM
Para la simulación total de la planta también se han diseñado los propios botes de pintura y
la caja:
Bote de pintura
Bote destapado
Tapadera
Caja
Tabla 6. Elementos generales
Tras aplicar todo lo mencionado hasta ahora, el resultado de diseño de la planta de tapado y
envasado de botes de pintura queda de la siguiente forma:
Fig 37. Planta general. Vista 1
Diámetro: 149 mm
Altura: 150 mm
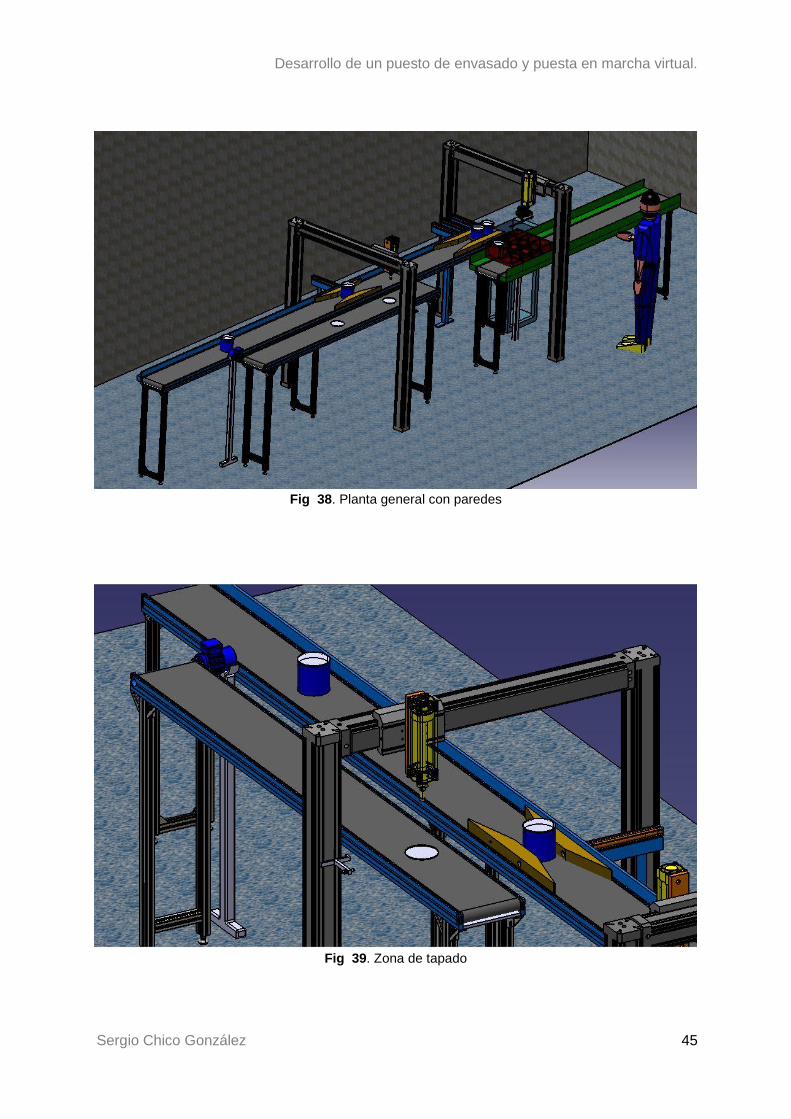
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 45
Fig 38. Planta general con paredes
Fig 39. Zona de tapado
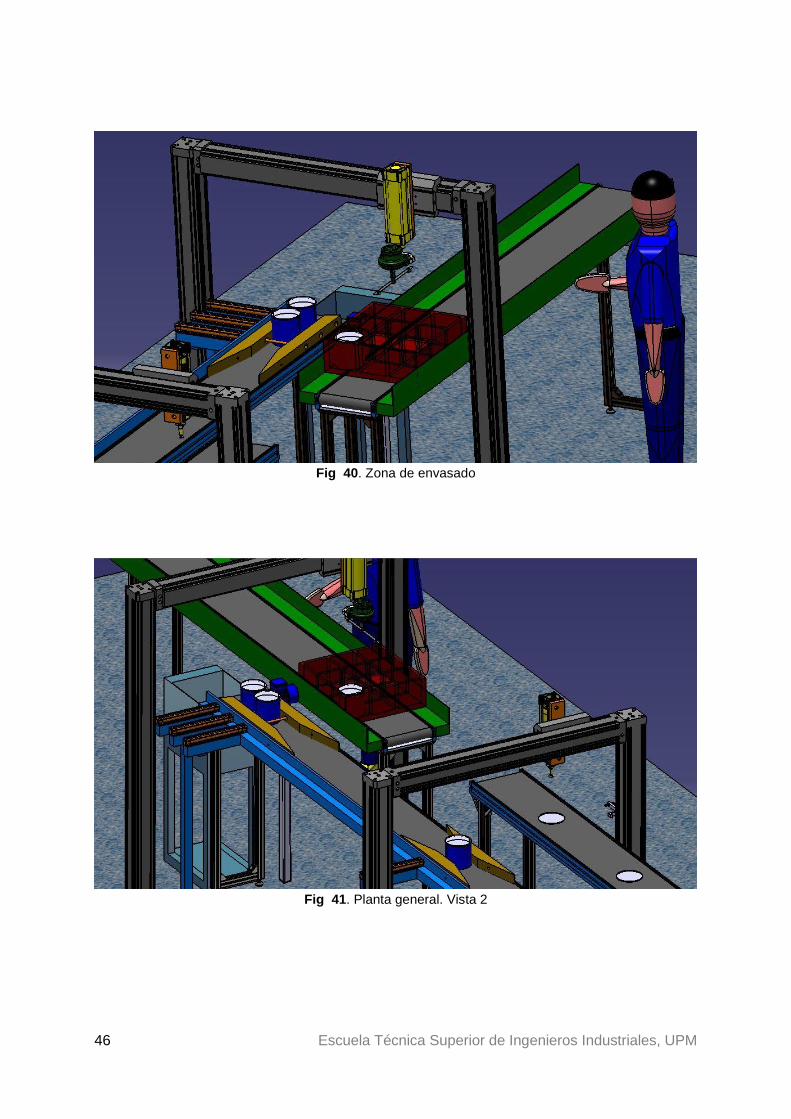
46 Escuela Técnica Superior de Ingenieros Industriales, UPM
Fig 40. Zona de envasado
Fig 41. Planta general. Vista 2
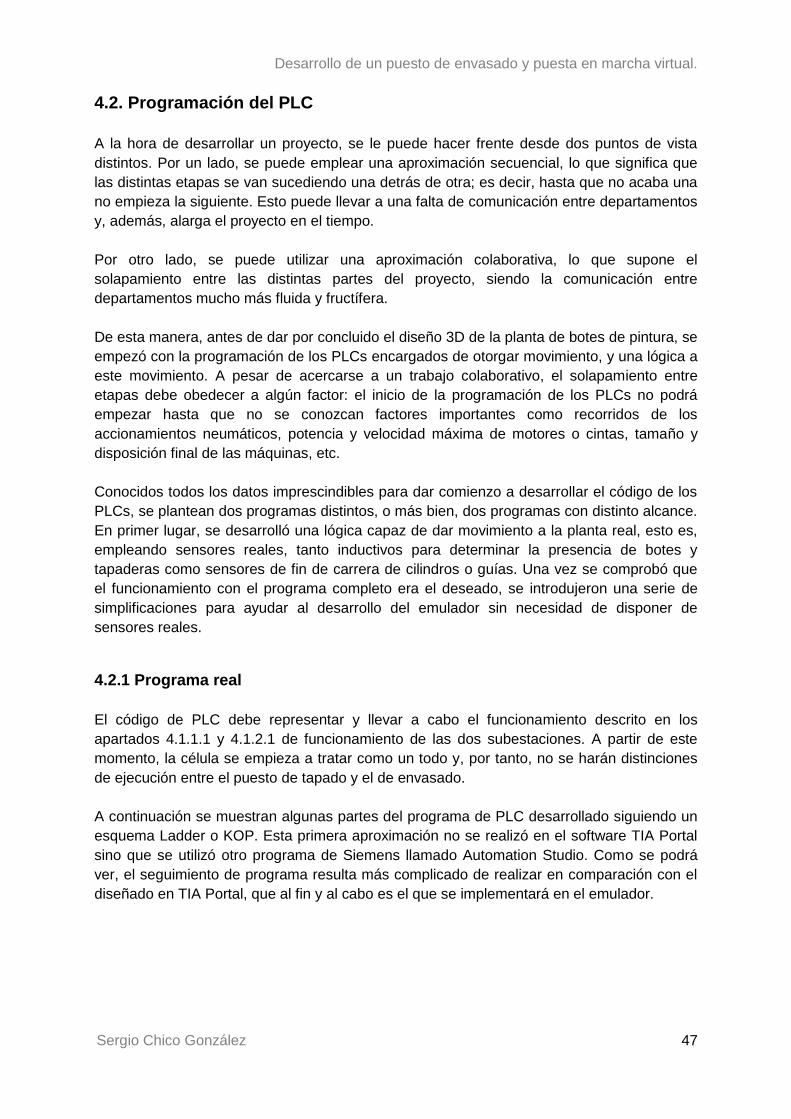
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 47
4.2. Programación del PLC
A la hora de desarrollar un proyecto, se le puede hacer frente desde dos puntos de vista
distintos. Por un lado, se puede emplear una aproximación secuencial, lo que significa que
las distintas etapas se van sucediendo una detrás de otra; es decir, hasta que no acaba una
no empieza la siguiente. Esto puede llevar a una falta de comunicación entre departamentos
y, además, alarga el proyecto en el tiempo.
Por otro lado, se puede utilizar una aproximación colaborativa, lo que supone el
solapamiento entre las distintas partes del proyecto, siendo la comunicación entre
departamentos mucho más fluida y fructífera.
De esta manera, antes de dar por concluido el diseño 3D de la planta de botes de pintura, se
empezó con la programación de los PLCs encargados de otorgar movimiento, y una lógica a
este movimiento. A pesar de acercarse a un trabajo colaborativo, el solapamiento entre
etapas debe obedecer a algún factor: el inicio de la programación de los PLCs no podrá
empezar hasta que no se conozcan factores importantes como recorridos de los
accionamientos neumáticos, potencia y velocidad máxima de motores o cintas, tamaño y
disposición final de las máquinas, etc.
Conocidos todos los datos imprescindibles para dar comienzo a desarrollar el código de los
PLCs, se plantean dos programas distintos, o más bien, dos programas con distinto alcance.
En primer lugar, se desarrolló una lógica capaz de dar movimiento a la planta real, esto es,
empleando sensores reales, tanto inductivos para determinar la presencia de botes y
tapaderas como sensores de fin de carrera de cilindros o guías. Una vez se comprobó que
el funcionamiento con el programa completo era el deseado, se introdujeron una serie de
simplificaciones para ayudar al desarrollo del emulador sin necesidad de disponer de
sensores reales.
4.2.1 Programa real
El código de PLC debe representar y llevar a cabo el funcionamiento descrito en los
apartados 4.1.1.1 y 4.1.2.1 de funcionamiento de las dos subestaciones. A partir de este
momento, la célula se empieza a tratar como un todo y, por tanto, no se harán distinciones
de ejecución entre el puesto de tapado y el de envasado.
A continuación se muestran algunas partes del programa de PLC desarrollado siguiendo un
esquema Ladder o KOP. Esta primera aproximación no se realizó en el software TIA Portal
sino que se utilizó otro programa de Siemens llamado Automation Studio. Como se podrá
ver, el seguimiento de programa resulta más complicado de realizar en comparación con el
diseñado en TIA Portal, que al fin y al cabo es el que se implementará en el emulador.

48 Escuela Técnica Superior de Ingenieros Industriales, UPM
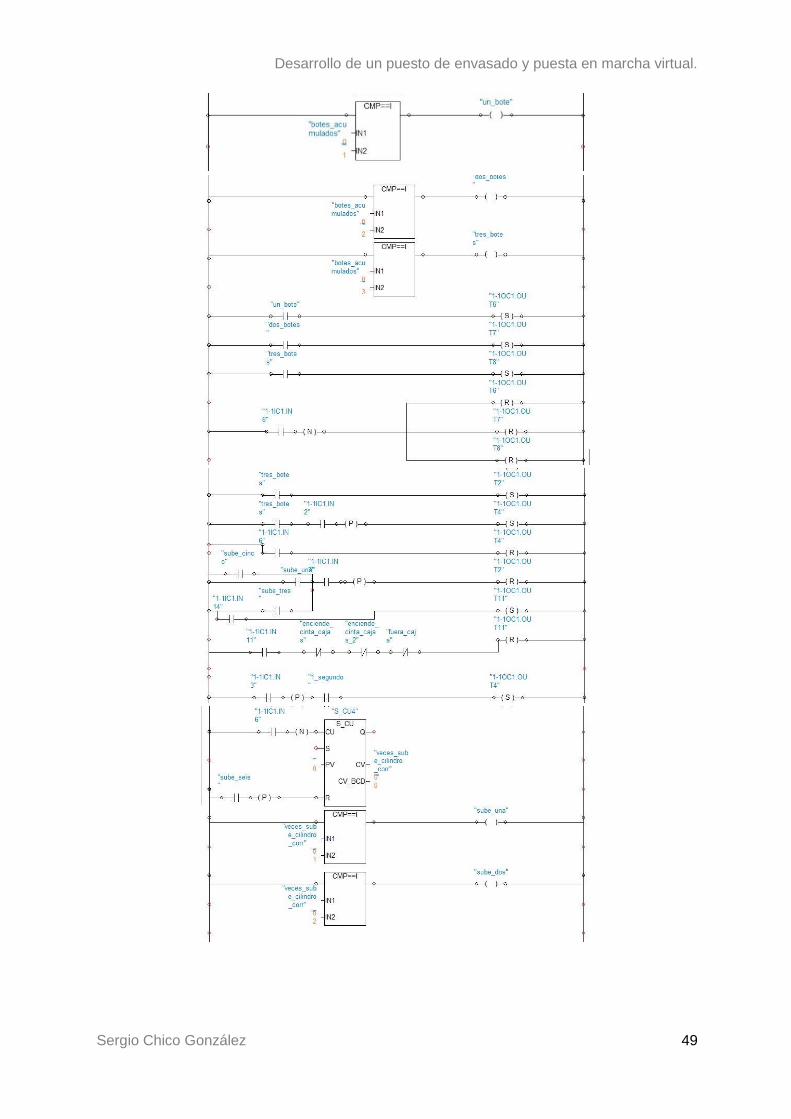
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 49

50 Escuela Técnica Superior de Ingenieros Industriales, UPM
Fig 42. Esquema Ladder planta real

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 51
Para poder comprender el esquema, se adjunta también la tabla de variables, en la cual se
especifica la correspondencia de cada una de ellas con las entradas del PLC. Como se
puede observar, se trata de variables reales dado que los sensores e interruptores son
elementos físicos que necesitan de la periferia física del PLC. Esta es una de las principales
diferencias que se tiene respecto del programa de PLC orientado a la emulación.
Fig 43. Tabla de variables PLC Planta real
Posteriormente, se podrán ver, además de la ya mencionada diferencia, otros aspectos que
difieren en la numeración de las variables en TIA Portal.
4.2.2 Programación de PLC enfocada al desarrollo del emulador
Una vez se consigue reproducir el funcionamiento de la planta real de botes, en este
apartado se podrá ver una manera de simplificar el código para acercarnos al objetivo de
desarrollar un emulador, que escenifique la puesta en marcha virtual de la célula.
Las simplificaciones que se realizan en este proyecto son la consecuencia de realizar todo el
proceso de una manera virtual, sin disponer de ninguno de los elementos reales. Como ya
se dijo en la introducción al Virtual Commissioning, en el proceso de emulación se trata de
trasladar la realidad a un modelo lo más exacto posible. Por ello, si este trabajo fuera un
proyecto real de una empresa, el código a utilizar sería aquél que definiera exactamente las
condiciones operativas de los accionamientos. Con este desarrollo, se trata de definir un
posición tarjeta PLC Elemento mecánico Descripción
IN 0 sensor A+ sensor final de carrera cilindro corredera 1
IN 1 sensor A- sensor cilindro corredera 1 recogido
IN 2 B+ sensor final de carrera cilindro corredera 2
IN 3 B- sensor cilindro corredera 2 recogido
IN 4 C1+ corredera 1 en posición adelantada
IN 5 C1- corredera 1 en posición recogida
IN 6 C2+ corredera 2 en posición adelantada
IN 7 C2- corredera 2 en posición recogida
IN 8 SCL1 Sensor presencia de bote para poner tapa
IN 9 SCL2 Sensor cuenta botes detenidos
IN 10 ST Sensor tapaderas
IN 11 SC Sensor cajas
IN 12 arrancar cinta larga
IN 13 arrancar cinta tapas
IN 14 arrancar cinta cajas
IN 15 D+
OUT 1 Corredera 1
OUT 2 Corredera 2
OUT 3 Cilindro corredera 1
OUT 4 cilindro corredera 2
OUT 5 cilindro para botes 1
OUT 6 cilindro para botes 2
OUT 7 cilindro para botes 3
OUT 8 cilindro para botes 4
OUT 9 Cinta larga
OUT 10 Cinta tapas
OUT 11 Cinta cajas
OUT 12 motor rotativo
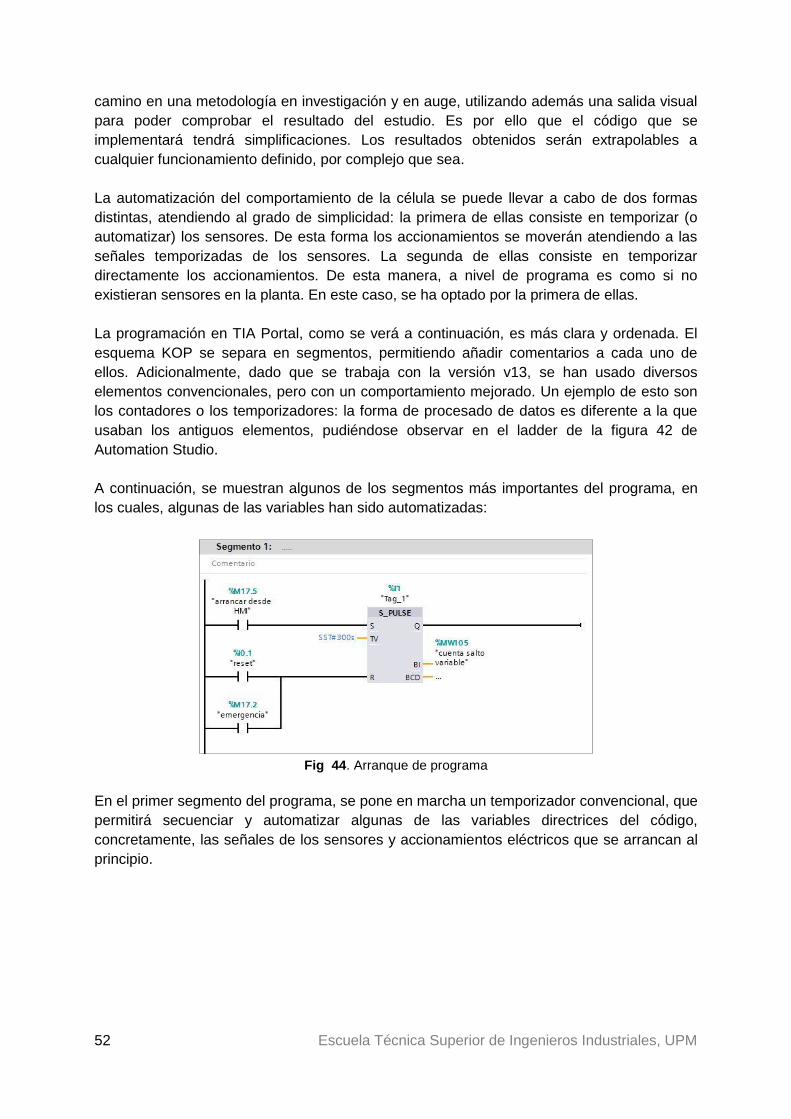
52 Escuela Técnica Superior de Ingenieros Industriales, UPM
camino en una metodología en investigación y en auge, utilizando además una salida visual
para poder comprobar el resultado del estudio. Es por ello que el código que se
implementará tendrá simplificaciones. Los resultados obtenidos serán extrapolables a
cualquier funcionamiento definido, por complejo que sea.
La automatización del comportamiento de la célula se puede llevar a cabo de dos formas
distintas, atendiendo al grado de simplicidad: la primera de ellas consiste en temporizar (o
automatizar) los sensores. De esta forma los accionamientos se moverán atendiendo a las
señales temporizadas de los sensores. La segunda de ellas consiste en temporizar
directamente los accionamientos. De esta manera, a nivel de programa es como si no
existieran sensores en la planta. En este caso, se ha optado por la primera de ellas.
La programación en TIA Portal, como se verá a continuación, es más clara y ordenada. El
esquema KOP se separa en segmentos, permitiendo añadir comentarios a cada uno de
ellos. Adicionalmente, dado que se trabaja con la versión v13, se han usado diversos
elementos convencionales, pero con un comportamiento mejorado. Un ejemplo de esto son
los contadores o los temporizadores: la forma de procesado de datos es diferente a la que
usaban los antiguos elementos, pudiéndose observar en el ladder de la figura 42 de
Automation Studio.
A continuación, se muestran algunos de los segmentos más importantes del programa, en
los cuales, algunas de las variables han sido automatizadas:
Fig 44. Arranque de programa
En el primer segmento del programa, se pone en marcha un temporizador convencional, que
permitirá secuenciar y automatizar algunas de las variables directrices del código,
concretamente, las señales de los sensores y accionamientos eléctricos que se arrancan al
principio.

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 53
Fig 45. Temporización de arranque de cintas
Fig 46. Ejemplo de temporización de un sensor
Cuando se tiene la temporización de la activación de los sensores, se podrán utilizar para
activar a su vez otros elementos lógicos de manera que, ejecutando un proceso en cascada,
se pueda llegar a controlar el accionamiento de los elementos neumáticos de la planta.
A modo de ejemplo, el sensor que controla el paso de tapaderas por la cinta del puesto de
tapado se encarga de activar otro temporizador (en este caso, de nueva generación). La
función de este nuevo temporizador es controlar los sensores de final de carrera de los
cilindros y guías, que son, en su parte final, los responsables de dirigir el funcionamiento de
los elementos neumáticos.
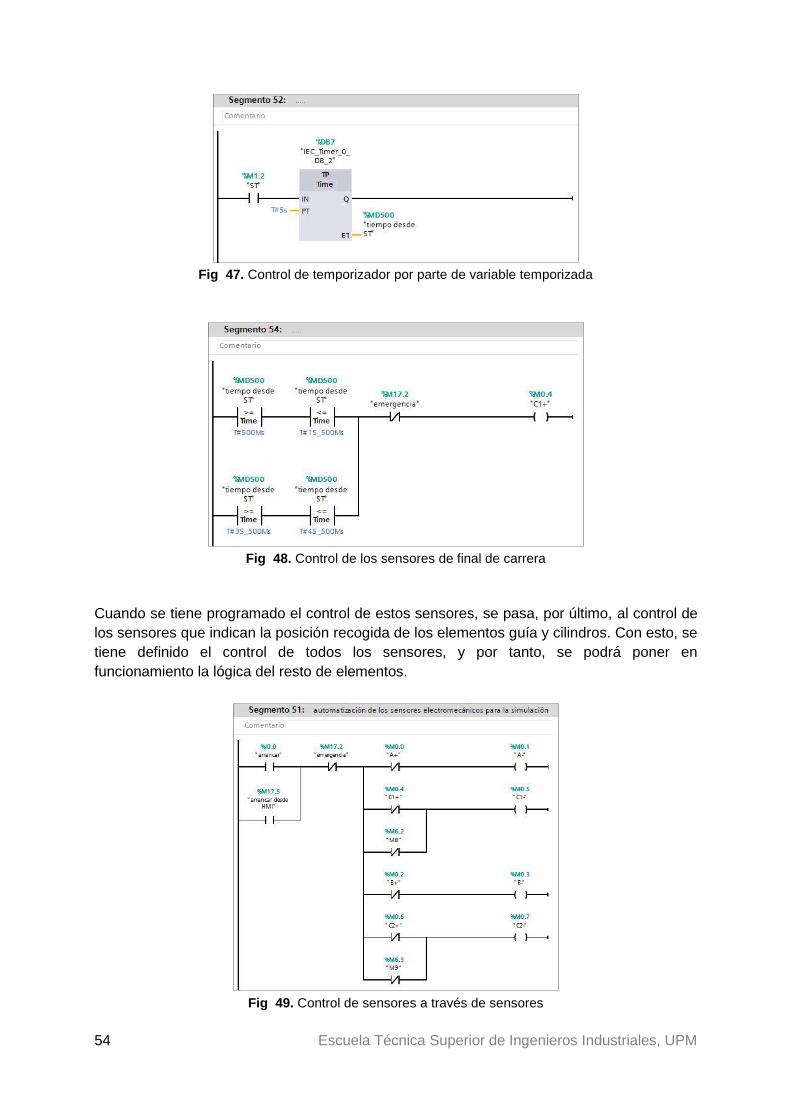
54 Escuela Técnica Superior de Ingenieros Industriales, UPM
Fig 47. Control de temporizador por parte de variable temporizada
Fig 48. Control de los sensores de final de carrera
Cuando se tiene programado el control de estos sensores, se pasa, por último, al control de
los sensores que indican la posición recogida de los elementos guía y cilindros. Con esto, se
tiene definido el control de todos los sensores, y por tanto, se podrá poner en
funcionamiento la lógica del resto de elementos.
Fig 49. Control de sensores a través de sensores

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 55
A modo de resumen del control, se tiene lo siguiente:
Fig 50. Orden del control elementos en el programa de PLC (efecto cascada)
A través de estos pasos, al final se consigue tener el control de los elementos que requieren
de movimiento para su funcionamiento:
Fig 51. Control de elementos neumáticos y eléctricos
Del mismo modo que se hizo con el programa de PLC para la planta real, se adjunta la tabla
de variables empleada en TIA Portal. En ella, se podrán ver algunas variables en cuyo
nombre aparece ‘HMI’, lo que indica que serán variables utilizadas en el posterior desarrollo
del HMI. Como se explicará a continuación, muchas de las variables no son salidas físicas
como se indicó en el apartado anterior sino que son variables internas del sistema.
Las variables internas del sistema, denominadas marcas, son datos que emplea el PLC a
nivel interno y que son diferentes a las salidas físicas. Los motivos por los que se ha llevado
a cabo la programación a través del empleo de marcas son:
El programa se cargará en un PLC virtual y los elementos utilizados también son
virtuales por lo que no hay necesidad de definir los parámetros como si se trabajara
con elementos físicos (se podría hacer, dado que PLCSim permite forzar las
entradas y salidas físicas).

56 Escuela Técnica Superior de Ingenieros Industriales, UPM
Gracias a que los elementos no son físicos, se puede evitar el empleo de entradas y
salidas físicas. El PLC tiene un número limitado de entradas y salidas y si se quiere
aumentar este número, habrá que optar por un dispositivo de gama más alta o añadir
una rack con más puertos. En cualquier caso, esto supone un mayor coste
económico por lo que, si se puede trabajar con marcas, como en este caso, se
intentará hacer.

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 57
Name Path Data Type Logical Address Hmi Visible Hmi Accessible
arrancar cinta larga Tabla de variables estándarBool %M1.4 True True
cinta larga Tabla de variables estándarBool %M3.1 True True
Tag_1 Tabla de variables estándarTimer %T1 True True
arrancar Tabla de variables estándarBool %I0.0 True True
cuenta salto variable Tabla de variables estándarInt %MW105 True True
arrancar cinta tapas Tabla de variables estándarBool %M1.5 True True
arrancar cinta cajas Tabla de variables estándarBool %M1.6 True True
SCL1 Tabla de variables estándarBool %M1.0 True True
SC Tabla de variables estándarBool %M1.3 True True
ST Tabla de variables estándarBool %M1.2 True True
reset Tabla de variables estándarBool %I0.1 True True
SCL2 Tabla de variables estándarBool %M1.1 True True
Tag_2 Tabla de variables estándarBool %M13.0 True True
cilindro para botes 1 Tabla de variables estándarBool %M2.5 True True
M1 Tabla de variables estándarBool %M4.1 True True
C1- Tabla de variables estándarBool %M0.5 True True
corredera 1 Tabla de variables estándarBool %M2.1 True True
cinta tapas Tabla de variables estándarBool %M3.2 True True
M2 Tabla de variables estándarBool %M4.2 True True
cilindro corredera 1 Tabla de variables estándarBool %M2.3 True True
A+ Tabla de variables estándarBool %M0.0 True True
M3 Tabla de variables estándarBool %M4.3 True True
A- Tabla de variables estándarBool %M0.1 True True
C1+ Tabla de variables estándarBool %M0.4 True True
Tag_3 Tabla de variables estándarCounter %C1 True True
Tag_4 Tabla de variables estándarBool %M13.1 True True
sube cilindro corredera Tabla de variables estándarInt %MW100 True True
Tag_5 Tabla de variables estándarCounter %C2 True True
Tag_6 Tabla de variables estándarBool %M13.2 True True
veces A+ Tabla de variables estándarInt %MW102 True True
Tag_7 Tabla de variables estándarBool %M13.3 True True
Tag_8 Tabla de variables estándarCounter %C3 True True
Tag_9 Tabla de variables estándarInt %MW104 True True
botes acumulados Tabla de variables estándarInt %MW103 True True
C2+ Tabla de variables estándarBool %M0.6 True True
un bote Tabla de variables estándarBool %M4.4 True True
dos botes Tabla de variables estándarBool %M4.5 True True
tres botes Tabla de variables estándarBool %M4.0 True True
cilindro para botes 2 Tabla de variables estándarBool %M2.6 True True
cilindro para botes 3 Tabla de variables estándarBool %M2.7 True True
cilindro para botes 4 Tabla de variables estándarBool %M3.0 True True
Tag_11 Tabla de variables estándarBool %M13.4 True True
Tag_10 Tabla de variables estándarBool %M13.5 True True
contador uno Tabla de variables estándarBool %M15.0 True True
corredera 2 Tabla de variables estándarBool %M2.2 True True
B+ Tabla de variables estándarBool %M0.2 True True
Tag_12 Tabla de variables estándarBool %M13.6 True True
cilindro corredera 2 Tabla de variables estándarBool %M2.4 True True
sube una Tabla de variables estándarBool %M4.6 True True

58 Escuela Técnica Superior de Ingenieros Industriales, UPM
sube tres Tabla de variables estándarBool %M5.0 True True
sube cinco Tabla de variables estándarBool %M5.2 True True
Tag_13 Tabla de variables estándarBool %M13.7 True True
C2- Tabla de variables estándarBool %M0.7 True True
cinta cajas Tabla de variables estándarBool %M3.3 True True
enciende cinta cajas Tabla de variables estándarBool %M5.4 True True
enciende cinta cajas 2 Tabla de variables estándarBool %M5.5 True True
fuera cajas Tabla de variables estándarBool %M5.6 True True
Tag_14 Tabla de variables estándarBool %M14.0 True True
B- Tabla de variables estándarBool %M0.3 True True
un segundo Tabla de variables estándarBool %M5.7 True True
Tag_15 Tabla de variables estándarBool %M14.1 True True
sube seis Tabla de variables estándarBool %M5.3 True True
veces sube cilindro correderaTabla de variables estándarInt %MW106 True True
Tag_16 Tabla de variables estándarBool %M14.2 True True
sube dos Tabla de variables estándarBool %M4.7 True True
sube cuatro Tabla de variables estándarBool %M5.1 True True
Tag_17 Tabla de variables estándarTimer %T2 True True
Tag_18 Tabla de variables estándarBool %M14.3 True True
Tag_19 Tabla de variables estándarBool %M14.4 True True
M6 Tabla de variables estándarBool %M6.0 True True
Tag_20 Tabla de variables estándarTimer %T3 True True
M7 Tabla de variables estándarBool %M6.1 True True
motor rotativo Tabla de variables estándarBool %M3.4 True True
Tag_21 Tabla de variables estándarTimer %T4 True True
Tag_22 Tabla de variables estándarBool %M14.5 True True
Tag_23 Tabla de variables estándarTimer %T5 True True
Tag_24 Tabla de variables estándarBool %M14.6 True True
Tag_25 Tabla de variables estándarTimer %T6 True True
Tag_26 Tabla de variables estándarBool %M14.7 True True
tiempo desde ST Tabla de variables estándarTime %MD500 True True
tiempo desde SCL2 3vecesTabla de variables estándarTime %MD600 True True
Tag_28 Tabla de variables estándarTimer %T8 True True
tiempo desde C1+ Tabla de variables estándarInt %MW109 True True
tiempo desde C2+ Tabla de variables estándarInt %MW110 True True
M8 Tabla de variables estándarBool %M6.2 True True
M9 Tabla de variables estándarBool %M6.3 True True
Tag_27 Tabla de variables estándarTimer %T7 True True
Tag_29 Tabla de variables estándarBool %M15.2 True True
Tag_30 Tabla de variables estándarCounter %C4 True True
tres botes +1 Tabla de variables estándarBool %M15.3 True True
Tiempo cinta tapas Tabla de variables estándarInt %MW111 True True
tiempo cintas HMI Tabla de variables estándarInt %MW112 True True
reset ST HMI Tabla de variables estándarBool %M15.4 True True
posicion 1 HMI Tabla de variables estándarBool %M15.5 True True
posicion 2 HMI Tabla de variables estándarBool %M15.6 True True
posicion 3 HMI Tabla de variables estándarBool %M16.0 True True
posicion 4 HMI Tabla de variables estándarBool %M16.1 True True
posicion 5 HMI Tabla de variables estándarBool %M16.2 True True
posicion 6 HMI Tabla de variables estándarBool %M16.3 True True
posicion 7 HMI Tabla de variables estándarBool %M16.4 True True
posicion 8 HMI Tabla de variables estándarBool %M16.5 True True
Tag_32 Tabla de variables estándarBool %M17.0 True True
Tag_33 Tabla de variables estándarBool %M17.1 True True
numero de cajas Tabla de variables estándarInt %MW113 True True
emergencia Tabla de variables estándarBool %M17.2 True True
boton emergencia Tabla de variables estándarBool %M17.3 True True
rearme Tabla de variables estándarBool %M17.4 True True
arrancar desde HMI Tabla de variables estándarBool %M17.5 True True Fig 52. Tabla de variables TIA Portal
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 59
Como se puede observar, el número de variables definidas y utilizadas es mucho mayor que
el mostrado en la figura 43. Esto se debe a que TIA Portal, aparte de las variables de
programa, necesita asociar una variable a cada elemento que almacene información.
Llevarán variables asociadas los temporizadores, los contadores, los comparadores y los
bits que se activan con un flanco de subida o de bajada.
En la tabla de variables, en la tercera columna se indica con qué tipo de variable se está
trabajando. Atendiendo al tipo de variable, en la cuarta columna se indica la dirección de
memoria en la que se encuentra almacenada la variable. Se pueden diferenciar distintas
posiciones de memoria:
M: Establece la variable como interna del sistema. Son las marcas de las que se ha
hablado anteriormente. El tipo de datos que manejan son booleanos.
MW: Se trata de variables internas del sistema de tipo entero. Podrán manejarse con
este tipo de variables los datos asociados a contadores o temporizadores.
T: Variable asociada a un temporizador.
C: Variable asociada a un contador.
4.2.3 Estados del sistema
El programa de PLC debe tener en cuenta los distintos funcionamientos o estados que
tendrá la planta. Debe ser capaz de actuar ante acciones externas, bien por parte de un
operario, bien por parte de un elemento auxiliar. Dicho esto, se exponen a continuación los
estados básicos con los que se suele trabajar en la industria y la manera en la que pueden
entrar en funcionamiento:
Marcha: Este modo indica que el funcionamiento de la planta en un momento dado
es el previsto. Para activarlo, se verá en el siguiente apartado que bastará con
apretar el botón PM. Una vez es activado, se comenzará el llenado de cajas con
botes tapados, hasta que se termine el ciclo predefinido o hasta que una señal
externa así lo requiera
Paro: Se trata de un modo en el que el funcionamiento de la planta se detiene
momentáneamente. En la consola de mando también se dispone del botón
correspondiente.
Parada de emergencia: Cuando se detecta un problema en el sistema, se puede
llevar al estado de emergencia. Un estado de emergencia puede ser activado
normalmente de varias maneras. El operario debe ser capaz de parar la instalación
de manera inmediata ante un fallo, aunque también se puede permitir que sea el
propio sistema ante una advertencia de presostatos u otro tipo de sensores. En caso
de que una ventosa falle, un sensor dé una señal errónea o una caja se desplace
incorrectamente, el funcionamiento se puede ver afectado, pudiendo ocurrir atascos
en las cintas, tensiones excesivas en los stoppers o rotura de algún cilindro. Por ello,
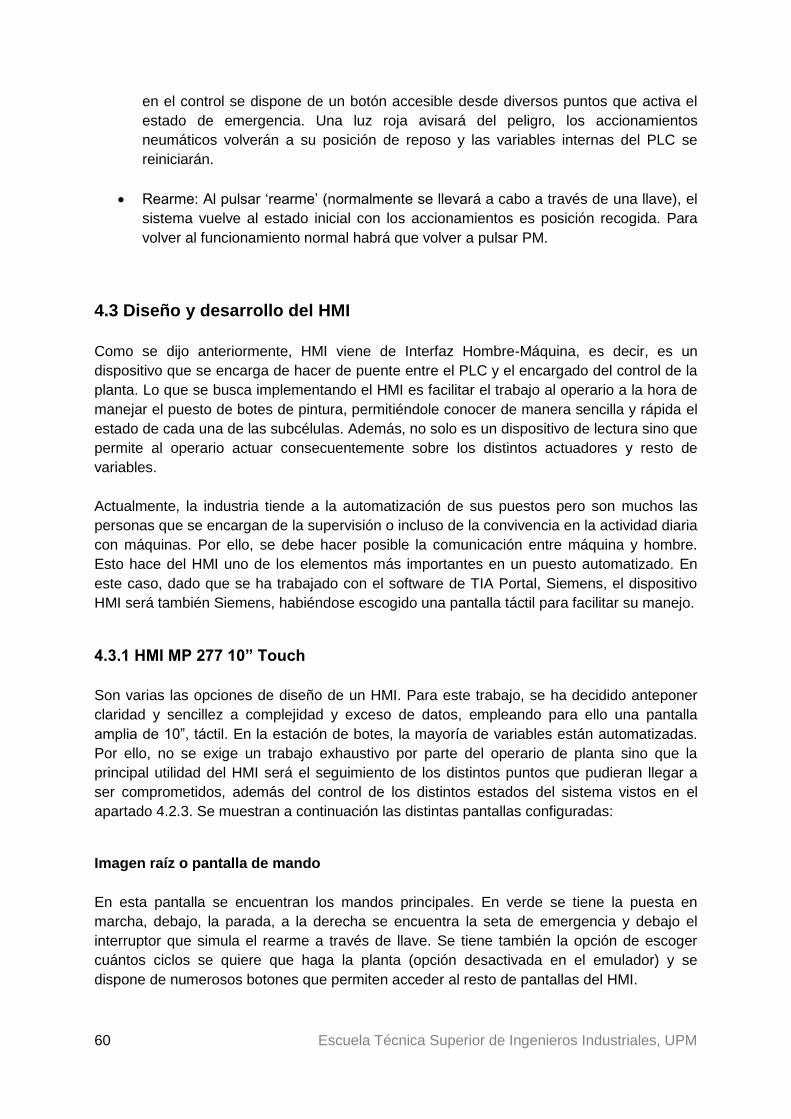
60 Escuela Técnica Superior de Ingenieros Industriales, UPM
en el control se dispone de un botón accesible desde diversos puntos que activa el
estado de emergencia. Una luz roja avisará del peligro, los accionamientos
neumáticos volverán a su posición de reposo y las variables internas del PLC se
reiniciarán.
Rearme: Al pulsar ‘rearme’ (normalmente se llevará a cabo a través de una llave), el
sistema vuelve al estado inicial con los accionamientos es posición recogida. Para
volver al funcionamiento normal habrá que volver a pulsar PM.
4.3 Diseño y desarrollo del HMI
Como se dijo anteriormente, HMI viene de Interfaz Hombre-Máquina, es decir, es un
dispositivo que se encarga de hacer de puente entre el PLC y el encargado del control de la
planta. Lo que se busca implementando el HMI es facilitar el trabajo al operario a la hora de
manejar el puesto de botes de pintura, permitiéndole conocer de manera sencilla y rápida el
estado de cada una de las subcélulas. Además, no solo es un dispositivo de lectura sino que
permite al operario actuar consecuentemente sobre los distintos actuadores y resto de
variables.
Actualmente, la industria tiende a la automatización de sus puestos pero son muchos las
personas que se encargan de la supervisión o incluso de la convivencia en la actividad diaria
con máquinas. Por ello, se debe hacer posible la comunicación entre máquina y hombre.
Esto hace del HMI uno de los elementos más importantes en un puesto automatizado. En
este caso, dado que se ha trabajado con el software de TIA Portal, Siemens, el dispositivo
HMI será también Siemens, habiéndose escogido una pantalla táctil para facilitar su manejo.
4.3.1 HMI MP 277 10” Touch
Son varias las opciones de diseño de un HMI. Para este trabajo, se ha decidido anteponer
claridad y sencillez a complejidad y exceso de datos, empleando para ello una pantalla
amplia de 10”, táctil. En la estación de botes, la mayoría de variables están automatizadas.
Por ello, no se exige un trabajo exhaustivo por parte del operario de planta sino que la
principal utilidad del HMI será el seguimiento de los distintos puntos que pudieran llegar a
ser comprometidos, además del control de los distintos estados del sistema vistos en el
apartado 4.2.3. Se muestran a continuación las distintas pantallas configuradas:
Imagen raíz o pantalla de mando
En esta pantalla se encuentran los mandos principales. En verde se tiene la puesta en
marcha, debajo, la parada, a la derecha se encuentra la seta de emergencia y debajo el
interruptor que simula el rearme a través de llave. Se tiene también la opción de escoger
cuántos ciclos se quiere que haga la planta (opción desactivada en el emulador) y se
dispone de numerosos botones que permiten acceder al resto de pantallas del HMI.
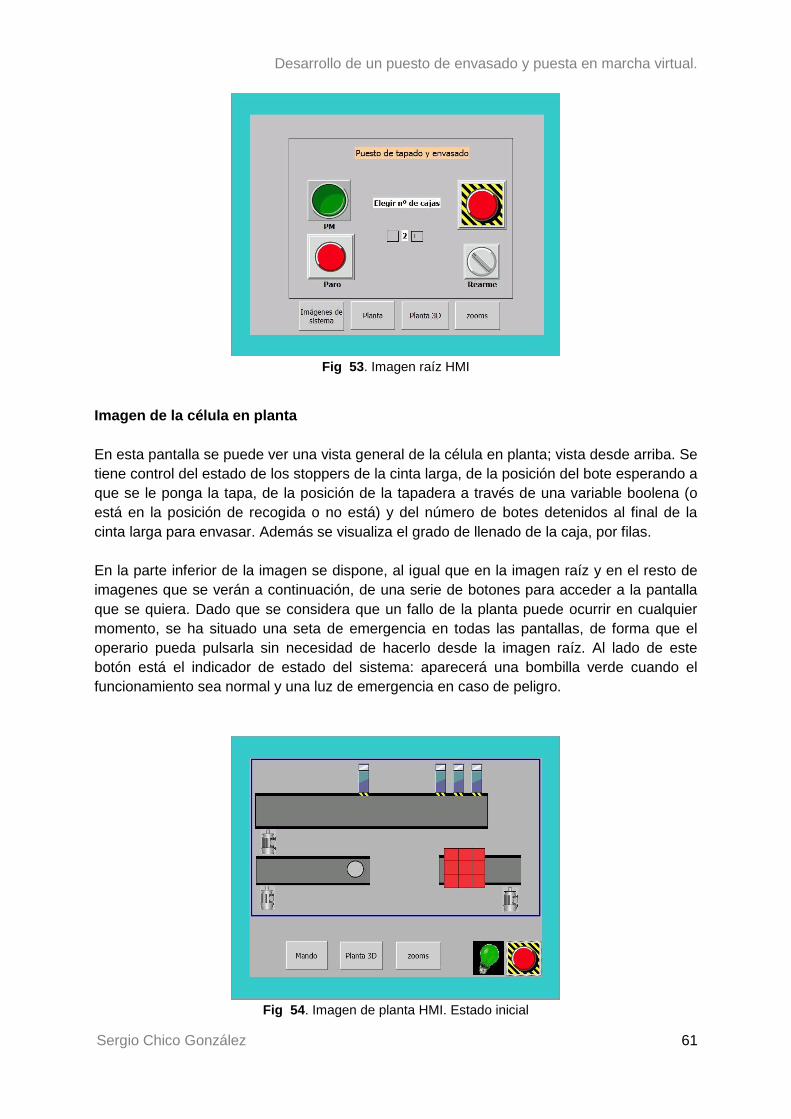
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 61
Fig 53. Imagen raíz HMI
Imagen de la célula en planta
En esta pantalla se puede ver una vista general de la célula en planta; vista desde arriba. Se
tiene control del estado de los stoppers de la cinta larga, de la posición del bote esperando a
que se le ponga la tapa, de la posición de la tapadera a través de una variable boolena (o
está en la posición de recogida o no está) y del número de botes detenidos al final de la
cinta larga para envasar. Además se visualiza el grado de llenado de la caja, por filas.
En la parte inferior de la imagen se dispone, al igual que en la imagen raíz y en el resto de
imagenes que se verán a continuación, de una serie de botones para acceder a la pantalla
que se quiera. Dado que se considera que un fallo de la planta puede ocurrir en cualquier
momento, se ha situado una seta de emergencia en todas las pantallas, de forma que el
operario pueda pulsarla sin necesidad de hacerlo desde la imagen raíz. Al lado de este
botón está el indicador de estado del sistema: aparecerá una bombilla verde cuando el
funcionamiento sea normal y una luz de emergencia en caso de peligro.
Fig 54. Imagen de planta HMI. Estado inicial
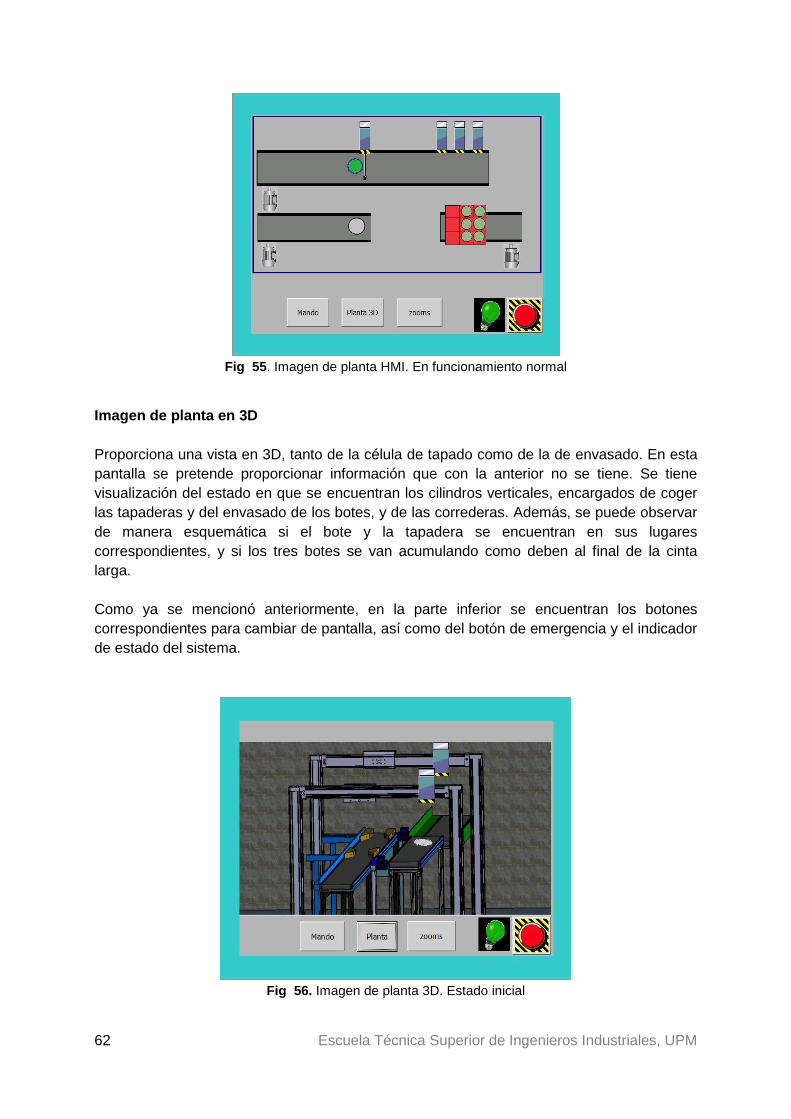
62 Escuela Técnica Superior de Ingenieros Industriales, UPM
Fig 55. Imagen de planta HMI. En funcionamiento normal
Imagen de planta en 3D
Proporciona una vista en 3D, tanto de la célula de tapado como de la de envasado. En esta
pantalla se pretende proporcionar información que con la anterior no se tiene. Se tiene
visualización del estado en que se encuentran los cilindros verticales, encargados de coger
las tapaderas y del envasado de los botes, y de las correderas. Además, se puede observar
de manera esquemática si el bote y la tapadera se encuentran en sus lugares
correspondientes, y si los tres botes se van acumulando como deben al final de la cinta
larga.
Como ya se mencionó anteriormente, en la parte inferior se encuentran los botones
correspondientes para cambiar de pantalla, así como del botón de emergencia y el indicador
de estado del sistema.
Fig 56. Imagen de planta 3D. Estado inicial
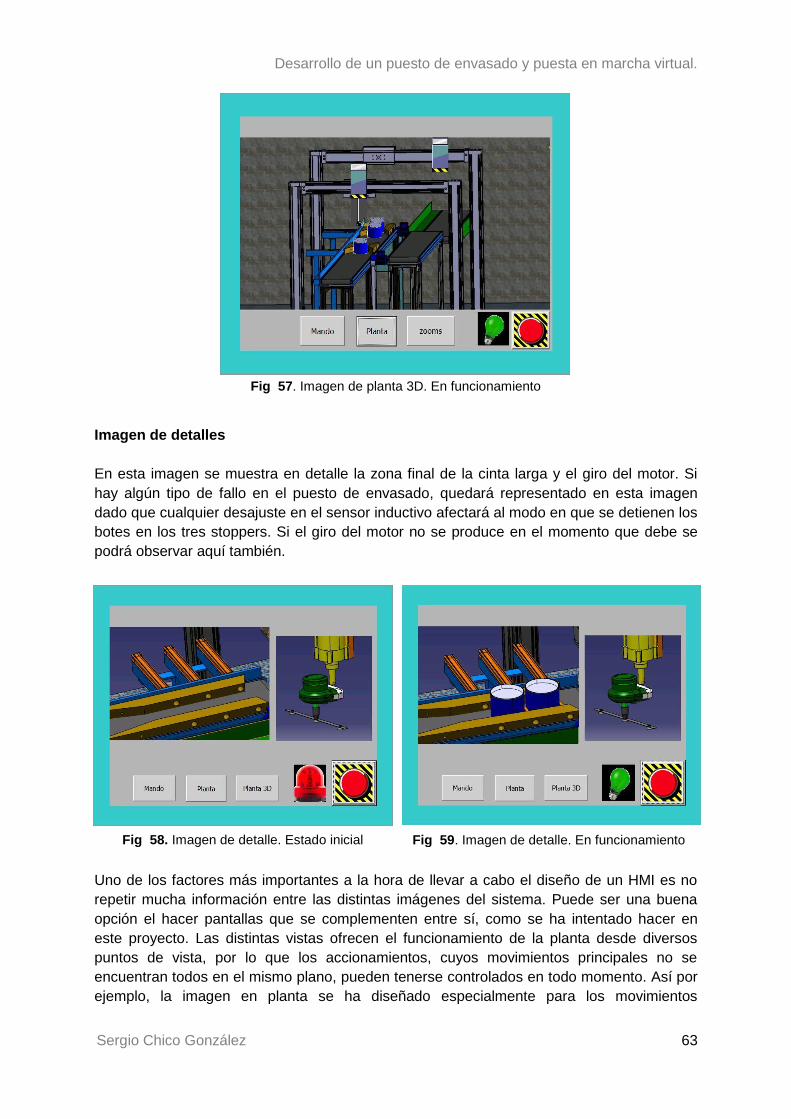
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 63
Fig 57. Imagen de planta 3D. En funcionamiento
Imagen de detalles
En esta imagen se muestra en detalle la zona final de la cinta larga y el giro del motor. Si
hay algún tipo de fallo en el puesto de envasado, quedará representado en esta imagen
dado que cualquier desajuste en el sensor inductivo afectará al modo en que se detienen los
botes en los tres stoppers. Si el giro del motor no se produce en el momento que debe se
podrá observar aquí también.
Uno de los factores más importantes a la hora de llevar a cabo el diseño de un HMI es no
repetir mucha información entre las distintas imágenes del sistema. Puede ser una buena
opción el hacer pantallas que se complementen entre sí, como se ha intentado hacer en
este proyecto. Las distintas vistas ofrecen el funcionamiento de la planta desde diversos
puntos de vista, por lo que los accionamientos, cuyos movimientos principales no se
encuentran todos en el mismo plano, pueden tenerse controlados en todo momento. Así por
ejemplo, la imagen en planta se ha diseñado especialmente para los movimientos
Fig 58. Imagen de detalle. Estado inicial Fig 59. Imagen de detalle. En funcionamiento
64 Escuela Técnica Superior de Ingenieros Industriales, UPM
horizontales, la planta en 3D busca representar los movimientos en vertical, y la última, dar
información más concreta que puede ser útil para el personal.
Imagen de información del sistema
Por último, en esta pantalla se tiene acceso a información correspondiente al sistema y al
propio proyecto: fecha de puesta en marcha, fecha de finalización (si la hubiera),
información del PLC, etc. Esta pantalla suele venir preconfigurada por el propio proveedor.
Fig 60. Imagen de información del sistema
4.4 Dotación de movimiento al diseño 3D
Hasta ahora, se dispone de una planta diseñada en 3D, un programa de PLC, que define el
funcionamiento de esta planta, y un HMI, que permitiría al operario comunicarse con la
planta. Dado que ya se tiene toda la lógica de funcionamiento de los distintos
accionamientos, se está en disposición de poder llevar a cabo la simulación de ese
movimiento en el diseño 3D.
Lo que se pretende en este trabajo, como ya se viene recalcando desde la introducción, no
es simular un movimiento de un diseño CAD atendiendo a unos parámetros definidos en el
programa, sino que se quiere que ese movimiento obedezca a una lógica; a una lógica
definida por un PLC y que en un caso real sería la aplicada en las máquinas reales.
Además, se busca que el movimiento de la planta virtual obedezca de manera instantánea al
programa, que será manejado desde el propio HMI diseñado en el apartado anterior.
Esta parte del proyecto, como ya se mencionó en el apartado de metodología, se realizará
en Delmia v5r21 y se desarrollará en los siguientes puntos.

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 65
4.4.1 Definición de los mecanismos.
En primer lugar, se van a definir los distintos elementos que serán provistos de capacidad de
movimiento. A la hora de ejecutar una emulación, se puede hacer a distintos niveles. Como
en prácticamente cualquier proyecto de diseño o ingeniería, los procesos suelen ser
continuos y cíclicos, que admiten continuas mejoras. Por ello, puede darse el caso en el que
a una empresa no le interese ejecutar una simulación de la planta completa sino que
prefieran centrarse en una zona determinada. Esto no implica que el diseño 3D esté
obedeciendo a una parte determinada del programa de PLC o que solo se esté ejecutando
una parte de este, sino que habrá parte del programa que no lleve asociado el movimiento
correspondiente. Esto es importante ya que la parte ensayada obedece al programa
genérico y real y por tanto se respetan todos los tiempos.
El objetivo final de esta metodología es la emulación de la planta entera y por ello, en este
trabajo se van a definir como mecanismos, y por tanto obtendrán capacidad de movimiento,
todos los elementos principales que fueron definidos en el HMI y que permiten un
funcionamiento completo de la célula. Este es el caso de las correderas neumáticas, de los
cilindros neumáticos verticales, de los stoppers y del motor rotativo.
El demostrador se realizará en vacío, es decir, los botes de pintura no acompañarán a los
accionamientos dado que no serán controlables directamente a través del PLC, sino que su
movimiento viene definido a partir de la interacción con los otros elementos.
Una vez vistos los objetivos, se pasa a ver cómo se ha llevado a cabo la definición de estos
mecanismos de los que se acaba de hablar. Para abarcar los movimientos principales de las
dos subcélulas se han definido seis mecanismos:
Fig 61. Mecanismos de la planta
En primer lugar, cabe decir que un mecanismo se compone de varios elementos: una parte
fija, que servirá de referencia para los elementos móviles, las uniones o juntas, que indican
el tipo de movimiento relativo existente entre los distintos cuerpos de un mecanismo (unión
cilíndrica, prismática, esférica, etc.), los propios cuerpos a unir y parámetros que pueden
definir o acotar el movimiento, como aceleraciones o velocidades. Los distintos mecanismos
definidos para el correcto funcionamiento de la planta de botes son:
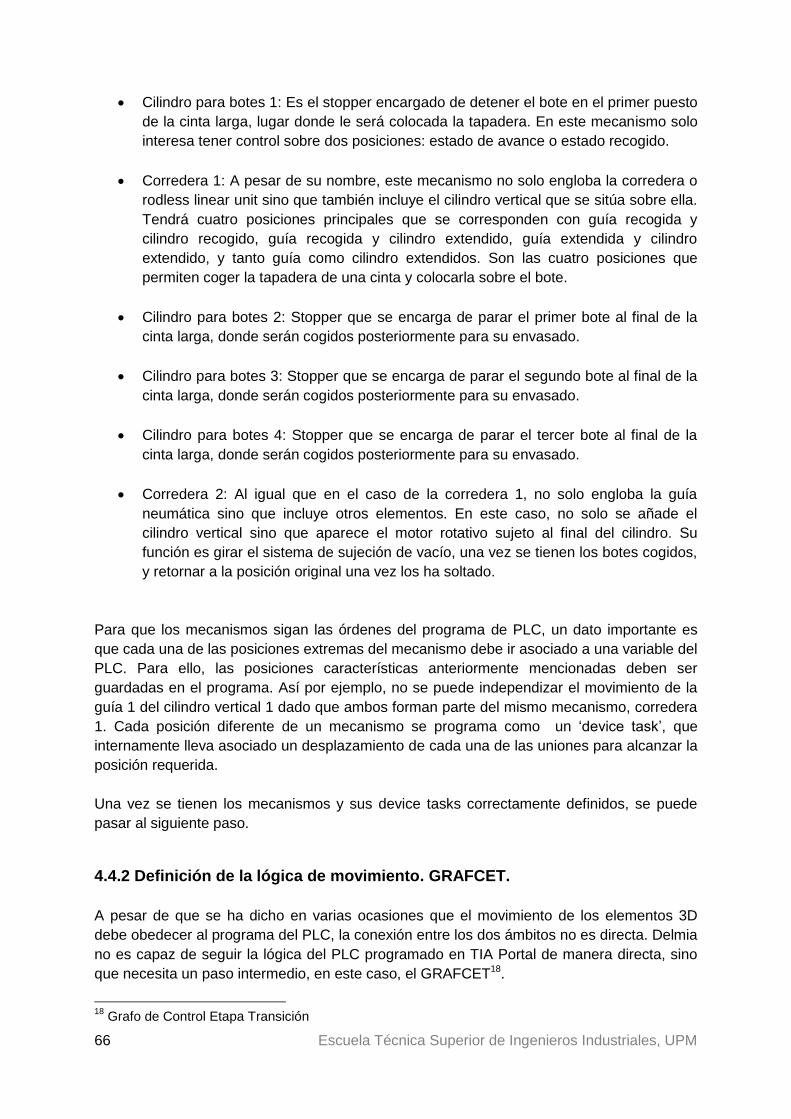
66 Escuela Técnica Superior de Ingenieros Industriales, UPM
Cilindro para botes 1: Es el stopper encargado de detener el bote en el primer puesto
de la cinta larga, lugar donde le será colocada la tapadera. En este mecanismo solo
interesa tener control sobre dos posiciones: estado de avance o estado recogido.
Corredera 1: A pesar de su nombre, este mecanismo no solo engloba la corredera o
rodless linear unit sino que también incluye el cilindro vertical que se sitúa sobre ella.
Tendrá cuatro posiciones principales que se corresponden con guía recogida y
cilindro recogido, guía recogida y cilindro extendido, guía extendida y cilindro
extendido, y tanto guía como cilindro extendidos. Son las cuatro posiciones que
permiten coger la tapadera de una cinta y colocarla sobre el bote.
Cilindro para botes 2: Stopper que se encarga de parar el primer bote al final de la
cinta larga, donde serán cogidos posteriormente para su envasado.
Cilindro para botes 3: Stopper que se encarga de parar el segundo bote al final de la
cinta larga, donde serán cogidos posteriormente para su envasado.
Cilindro para botes 4: Stopper que se encarga de parar el tercer bote al final de la
cinta larga, donde serán cogidos posteriormente para su envasado.
Corredera 2: Al igual que en el caso de la corredera 1, no solo engloba la guía
neumática sino que incluye otros elementos. En este caso, no solo se añade el
cilindro vertical sino que aparece el motor rotativo sujeto al final del cilindro. Su
función es girar el sistema de sujeción de vacío, una vez se tienen los botes cogidos,
y retornar a la posición original una vez los ha soltado.
Para que los mecanismos sigan las órdenes del programa de PLC, un dato importante es
que cada una de las posiciones extremas del mecanismo debe ir asociado a una variable del
PLC. Para ello, las posiciones características anteriormente mencionadas deben ser
guardadas en el programa. Así por ejemplo, no se puede independizar el movimiento de la
guía 1 del cilindro vertical 1 dado que ambos forman parte del mismo mecanismo, corredera
1. Cada posición diferente de un mecanismo se programa como un ‘device task’, que
internamente lleva asociado un desplazamiento de cada una de las uniones para alcanzar la
posición requerida.
Una vez se tienen los mecanismos y sus device tasks correctamente definidos, se puede
pasar al siguiente paso.
4.4.2 Definición de la lógica de movimiento. GRAFCET.
A pesar de que se ha dicho en varias ocasiones que el movimiento de los elementos 3D
debe obedecer al programa del PLC, la conexión entre los dos ámbitos no es directa. Delmia
no es capaz de seguir la lógica del PLC programado en TIA Portal de manera directa, sino
que necesita un paso intermedio, en este caso, el GRAFCET18.
18
Grafo de Control Etapa Transición

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 67
El GRAFCET es un método gráfico que sirve para modelar, sin ambigüedades, el
comportamiento de un automatismo. Por este motivo, el denominado Sequential Flow Chart
(SFC) descrito en la norma IEC 61131-3, lo contempla como modo de programación de un
PLC. A pesar de ello, actualmente se prefieren otros métodos de programación de PLC, más
actualizados y con diversas ventajas (como el ladder).
Por sus características, un GRAFCET puede servir para especificar el comportamiento del
automatismo a diferentes tipos de usuarios. Atendiendo al grado de detalle se distingue
entre Nivel Funcional (definición del comportamiento en términos no técnicos), el Nivel
Tecnológico (solución técnica concreta) y Nivel Operativo (considera los elementos que
manejan el sistema de control, como sensores, actuadores y HMI).
Dado que en este trabajo, el PLC ha sido programado en TIA Portal mediante un esquema
Ladder, en el GRAFCET no se trata de introducir la complejidad del programa sino que esta
reside en el TIA Portal, siendo la función del GRAFCET crear una lógica para que las
variables puedan seguir el programa del PLC. Por ello, únicamente se necesitarán algunos
conceptos básicos de su comportamiento.
4.4.2.1 Elementos básicos del GRAFCET
Las partes básicas del GRAFCET son las Etapas y las Transiciones. En este tipo de
esquema, las Etapas se representan por cuadrados numerados y llevan asociados unas
Acciones. Por su parte, las Transiciones quedan representadas mediante segmentos y
llevan asociados unas Receptividades.
Etapas: hacen referencia a los diferentes estados estables del automatismo. Como
se ha dicho anteriormente, llevan asociadas acciones y pueden estar activas o
inactivas. En todo momento debe haber alguna etapa activa. Durante el
funcionamiento, las etapas van pasando de activas a inactivas, o viceversa, de
acuerdo a unas reglas de evolución.
Transiciones: representan las diferentes opciones de evolución que tiene el
automatismo entre etapas. Para poder pasar de una etapa a otra, el automatismo
debe franquear una transición, que lleva asociadas receptividades.
Acciones: van asociadas a las etapas e indican qué acciones se deben realizar
mientras la etapa correspondiente está activa.
Receptividades: son las condiciones lógicas que se asocian a las transiciones, es
decir, lo que se debe cumplir para estar en disposición de poder pasar de una etapa
a otra.
Arcos: líneas que unen las etapas entre sí, pasando por las transiciones.

68 Escuela Técnica Superior de Ingenieros Industriales, UPM
Fig 62. Ejemplo de GRAFCET
4.4.2.2 Reglas de evolución
Pese a que el número de reglas de evolución de los GRAFCET es muy alto, para este caso
solo se van a utilizar las elementales, que se presentan a continuación:
Regla 1 - Todo Grafcet debe tener al menos una etapa activa en su Estado inicial.
Normalmente representará el estado de reposo del sistema.
Regla 2 - Se dice que una transición está validada cuando todas las etapas inmediatamente
precedentes están activas. Una transición se franquea cuando estando validada, su
receptividad asociada es cierta.
Regla 3 – Cuando una transición se franquea, todas las etapas inmediantamente anteriores
dejan de estar activas y las inmediatamente posteriores pasar a estar activas.
Regla 4 – Si en un momento determinado varias transiciones reúnen las condiciones de ser
franqueadas, este franqueo se producirá simultáneamente.
Regla 5 – Si una etapa es activada y desactivada simultáneamente, permanecerá activa.
La forma en que se ha generado el esquema GRAFCET en Delmia es un poco peculiar
dado que su objetivo es amoldarse a un programa Ladder. En este caso, las acciones de la
mayoría de etapas no se corresponden con una única acción a realizar sino que llevan
asociado otro subgrafcet. De este modo, cuando se activa esa etapa, realmente se está
activando otro GRAFCET, que seguirá las mismas reglas de avance. A continuación se
muestra el Grafcet principal y un ejemplo de subgrafcet. De manera general, como
subgrafcet se han incorporado los diferentes mecanismos con sus diferentes movimientos.
Se ha optado por este modo ante la imposibilidad de controlar los movimientos de diferentes
mecanismos de manera simultánea. En un esquema Grafcet convencional se pueden
asociar varias acciones a una sola etapa pero Delmia puede generar algún tipo de error al
trabajar con distintos mecanismos, por ello se opta por los subgrafcets.
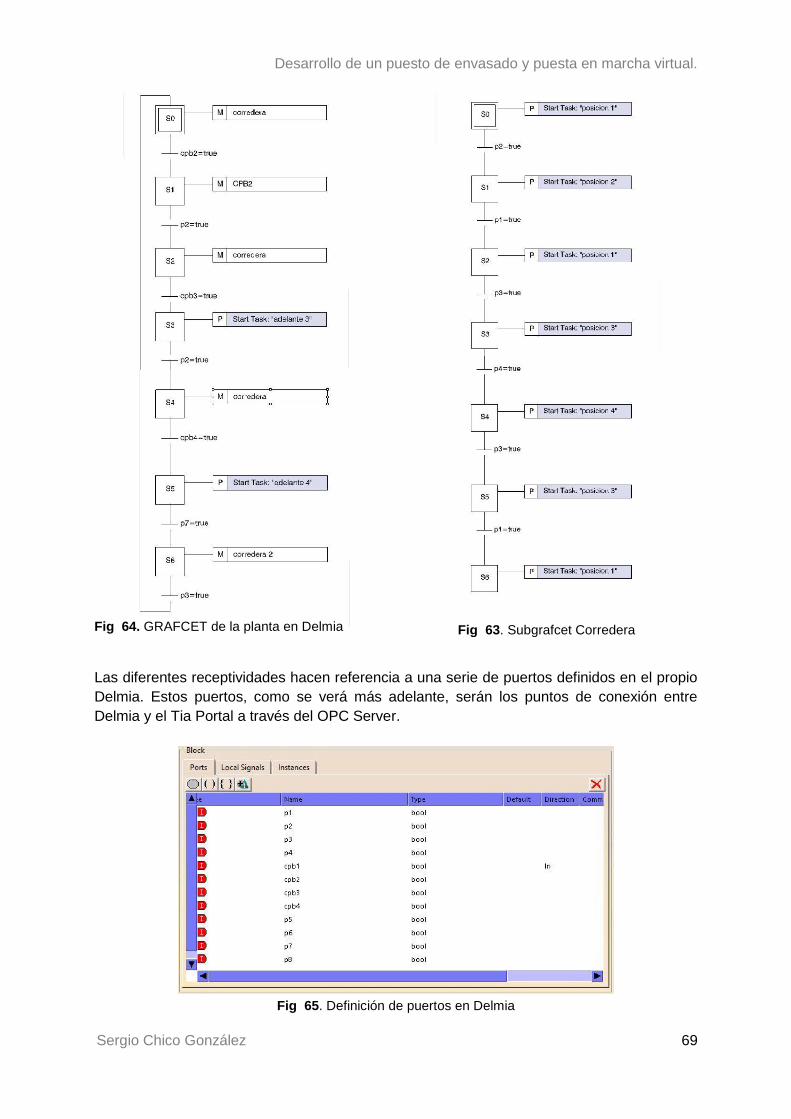
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 69
Fig 64. GRAFCET de la planta en Delmia
Las diferentes receptividades hacen referencia a una serie de puertos definidos en el propio
Delmia. Estos puertos, como se verá más adelante, serán los puntos de conexión entre
Delmia y el Tia Portal a través del OPC Server.
Fig 65. Definición de puertos en Delmia
Fig 63. Subgrafcet Corredera
70 Escuela Técnica Superior de Ingenieros Industriales, UPM
La definición de los puertos se ha hecho de manera que se asemejen lo más posible a las
variables del PLC, de manera que resulte más fácil el trabajo.
A esta altura del proyecto, la planta virtual tiene la capacidad de moverse pero no es capaz
de conectarse con el PLC y, por tanto, no puede moverse de manera autónoma siguiendo la
secuencia impuesta por el automatismo.
4.5 Conexión de la planta con el PLC
Para conseguir precisamente el último paso de la puesta en marcha de la planta virtual, falta
conseguir la unión de las distintas partes del proyecto. Siguiendo con lo que se dijo en la
introducción y en el apartado de metodología, el proceso de conexión entre el PLC y la
planta virtual simulada en Delmia requiere de varios pasos.
4.5.1 Conexión PLC-OPC Server19
El primer paso en la conexión es cargar el programa del PLC desde TIA Portal hasta
PLCSim, es decir, cargar el programa en el PLC virtual. Este paso es bastante sencillo pues
se puede realizar desde TIA Portal, siendo esta una opción del propio programa. Lo único
que hay que tener en cuenta es el tipo de conexión que se realiza. A la hora de ejecutar la
conexión completa entre los distintos softwares se va a emplear una conexión Ethernet
mediante protocolo TCP/IP.
El PLCSim, como se ha comentado anteriormente, no es capaz de exportar datos o
programas, siendo este el principal motivo por el que se debe seguir el procedimiento que se
explica a continuación.
Configuración del OPC (KepServerEx)
Para empezar a configurar el OPC, se debe tener claro el funcionamiento de la planta y
cuáles de las variables del PLC deben ser compartidas con la planta virtual para la correcta
simulación.
Además, en este punto, dado que se tiene el programa cargado en el PLC virtual, se debe
asociar el KepServerEx a ese PLC concreto y no a otro. Para ello, se vincularán a través de
las direcciones IP del controlador y de la red que se esté usando. En la siguiente figura se
pueden ver las variables que serán utilizadas para el funcionamiento de la planta. Como se
dijo en el apartado de diseño, algunas variables no se simularán en este trabajo por el
tiempo que requeriría.
19
En este apartado se supone que se conoce el funcionamiento de estos programas, explicado en el apartado de metodología.
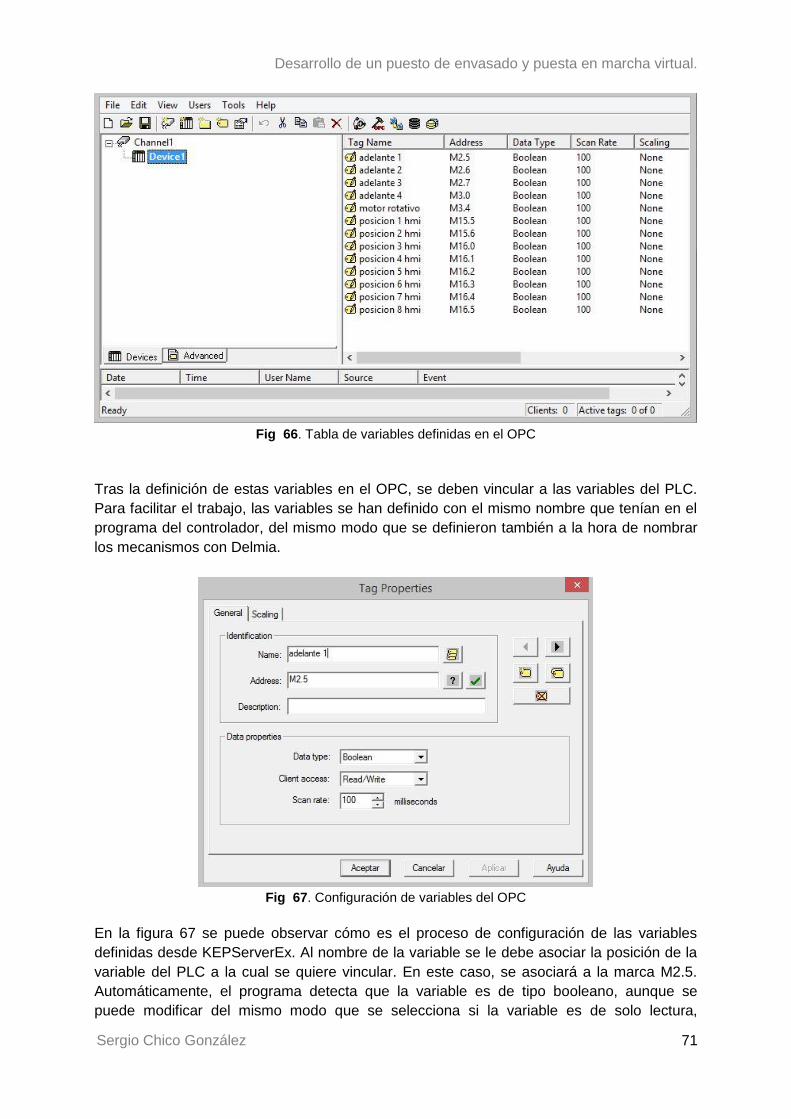
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 71
Fig 66. Tabla de variables definidas en el OPC
Tras la definición de estas variables en el OPC, se deben vincular a las variables del PLC.
Para facilitar el trabajo, las variables se han definido con el mismo nombre que tenían en el
programa del controlador, del mismo modo que se definieron también a la hora de nombrar
los mecanismos con Delmia.
Fig 67. Configuración de variables del OPC
En la figura 67 se puede observar cómo es el proceso de configuración de las variables
definidas desde KEPServerEx. Al nombre de la variable se le debe asociar la posición de la
variable del PLC a la cual se quiere vincular. En este caso, se asociará a la marca M2.5.
Automáticamente, el programa detecta que la variable es de tipo booleano, aunque se
puede modificar del mismo modo que se selecciona si la variable es de solo lectura,
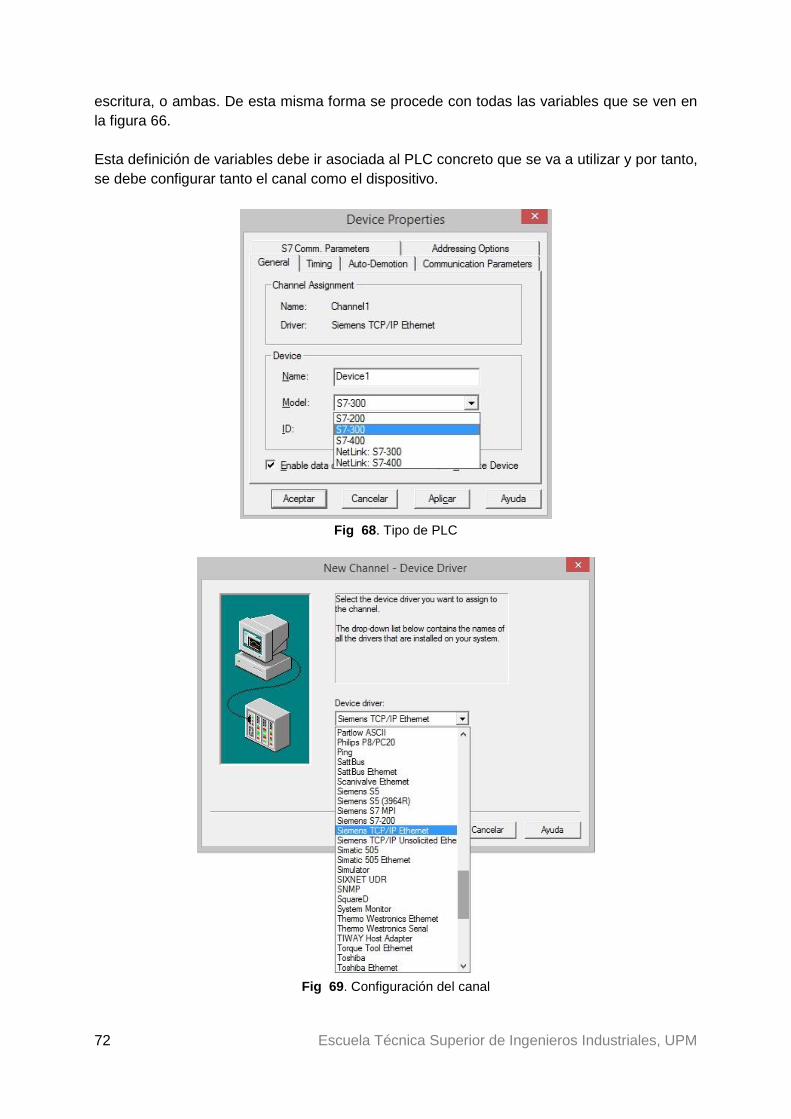
72 Escuela Técnica Superior de Ingenieros Industriales, UPM
escritura, o ambas. De esta misma forma se procede con todas las variables que se ven en
la figura 66.
Esta definición de variables debe ir asociada al PLC concreto que se va a utilizar y por tanto,
se debe configurar tanto el canal como el dispositivo.
Fig 68. Tipo de PLC
Fig 69. Configuración del canal

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 73
Realizados todos estos pasos, el OPC ya está preparado para recibir los datos del PLC
virtual pero el PLC aún no es capaz de mandarlos. Para conseguir resolver este problema y
que el PLC envíe la información al OPC, se utilizará el programa Nettoplcsim.
Exportación de datos del PLC
Del mismo modo que se hizo con el OPC, Nettoplcsim debe saber con qué PLC concreto va
a trabajar y para ello se vuelve a utilizar la dirección IP del controlador y de la red.
Fig 70. Configuración de Nettoplcsim
Tras la configuración, el PLC ya está preparado para comunicarse con el OPC así que se
debe proceder a realizar la conexión. Primero, se pondrá en marcha el KepServerEx,
permitiéndole recibir la información. Posteriormente, se activará el Nettoplcsim, abriendo el
puente entre el PLC y el OPC. Se debe recordar que el programa tiene que ser cargado con
anterioridad. El motivo es que para el correcto funcionamiento de nettoplcsim se debe
detener el puerto 102, que a su vez es necesario para el funcionamiento de TIA Portal.

74 Escuela Técnica Superior de Ingenieros Industriales, UPM
Fig 71. Estado de variables de OPC Server
En la figura 71 se puede ver el estado de las variables una vez se activa el OPC pero
cuando aún no se ha activado el nettoplcsim y por tanto cuando aún no hay entendimiento
entre los dos programas. El estado de las variables es unknown porque no recibe ningún
tipo de señal. Cuando se activa nettoplcsim, el estado de las variables pasa a ser el
correspondiente al del PLC de acorde al funcionamiento normal. En la figura 72 se observa
cómo el estado de las variables pasa de ser unknown a tomar un valor booleano.
Fig 72. Estado de las variables de OPC conectando nettoplcsim
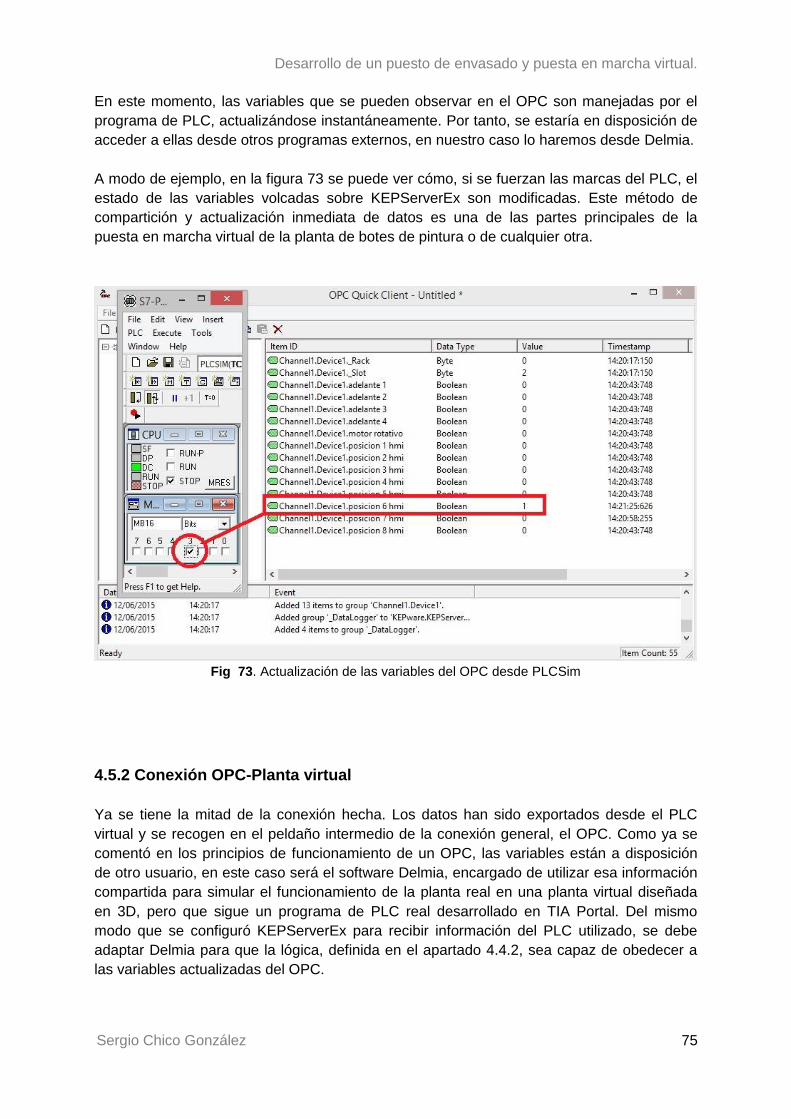
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 75
En este momento, las variables que se pueden observar en el OPC son manejadas por el
programa de PLC, actualizándose instantáneamente. Por tanto, se estaría en disposición de
acceder a ellas desde otros programas externos, en nuestro caso lo haremos desde Delmia.
A modo de ejemplo, en la figura 73 se puede ver cómo, si se fuerzan las marcas del PLC, el
estado de las variables volcadas sobre KEPServerEx son modificadas. Este método de
compartición y actualización inmediata de datos es una de las partes principales de la
puesta en marcha virtual de la planta de botes de pintura o de cualquier otra.
Fig 73. Actualización de las variables del OPC desde PLCSim
4.5.2 Conexión OPC-Planta virtual
Ya se tiene la mitad de la conexión hecha. Los datos han sido exportados desde el PLC
virtual y se recogen en el peldaño intermedio de la conexión general, el OPC. Como ya se
comentó en los principios de funcionamiento de un OPC, las variables están a disposición
de otro usuario, en este caso será el software Delmia, encargado de utilizar esa información
compartida para simular el funcionamiento de la planta real en una planta virtual diseñada
en 3D, pero que sigue un programa de PLC real desarrollado en TIA Portal. Del mismo
modo que se configuró KEPServerEx para recibir información del PLC utilizado, se debe
adaptar Delmia para que la lógica, definida en el apartado 4.4.2, sea capaz de obedecer a
las variables actualizadas del OPC.

76 Escuela Técnica Superior de Ingenieros Industriales, UPM
En esta parte, son dos las conexiones principales que se han de realizar: por un lado se
pondrá en contacto Delmia con el OPC, y por otro, se conectarán los puertos definidos en el
apartado 4.4.2 con las variables del PLC.
Conexión de nivel superior
En primer lugar, se procede a la unión de los softwares en sí, Delmia y KepServerEx. Una
vez se establezca esta unión, se podrá conectar la planta con el PLC a un nivel más bajo
como se verá en el siguiente apartado.
Delmia, como se explicó en el apartado de metodología, es un programa que puede generar
simulaciones de plantas por sí solo dado que admite la programación de lógica interna, la
cual se ha aprovechado para desarrollar esta metodología de emulación. Por este motivo, ya
que el programa no sabe de dónde coger la información, se le debe decir que las variables
no le serán dadas desde el interior sino que tendrá que buscarlas en un servidor OPC. Por
tanto, para comenzar, se ha de asignar el product con el que se quiere trabajar, en este
caso será la planta completa, al servidor.
Fig 74. Conexión de la planta virtual al OPC
En este momento, el programa ya sabe que las variables le serán dadas desde una fuente
externa por lo que ahora se ha de definir cuál será ese dispositivo externo. Cuando se habló
del OPC, se dijo que se utilizarían dos modelos de dos compañías diferentes. El que se va a
usar como intercambio de información es KEPServerEx pero para que Delmia sea capaz de
establecer una conexión con él, es necesario que reconozca un OPC de Siemens.
Fig 75. Sistemas OPC

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 77
Será el OPC Simatic el que permita seguir adelante con las conexiones. El siguiente paso es
establecer el contacto con el dispositivo que se configuró en KepServerEx en el apartado
anterior.
Fig 76. Selección del PLC en Delmia
El paso posterior a establecer esta conexión es la definición de unas variables que serán la
proyección de las variables del OPC en Delmia. Una vez definidas, se establece un vínculo
entre ellas.
Fig 77. Vinculación de las variables del OPC y las de Delmia

78 Escuela Técnica Superior de Ingenieros Industriales, UPM
Conexión de variables y puertos
Ya solo queda el último paso para completar el montaje del demostrador de la puesta en
marcha virtual de la planta. En la siguiente imagen, se puede ver cómo internamente se han
unido los dos campos: el de la planta virtual y el del PLC.
A la izquierda se tienen las variables que acaban de ser definidas en el apartado anterior, y
vinculadas a sus equivalentes en el OPC. A la derecha, se tienen los puertos que fueron
definidos a la hora de establecer la lógica interna de Delmia a través de GRAFCET.
Fig 78. Unión de las variables y los puertos
A pesar de tener disponible la variable ‘motor rotativo’, no se ha establecido un puerto
independiente para ella, pues se ha optado por incluirla dentro de las diferentes posiciones
de la corredera número 2.
4.6 Puesta en marcha virtual de la planta de botes de pintura
Llegados a este punto del proyecto, ya está todo preparado para que se pueda llevar a cabo
la puesta en marcha virtual de la célula de tapado y envasado de botes de pintura. La
ejecución de la simulación se puede realizar de distintas formas. Desde el propio programa
de Delmia se debe acudir al módulo adecuado para realizar la simulación, pero una vez
activado, la forma de controlar la simulación son dos: forzando las variables desde el PLC
(Figura 79) o controlarlo desde el propio HMI (Figura 81).
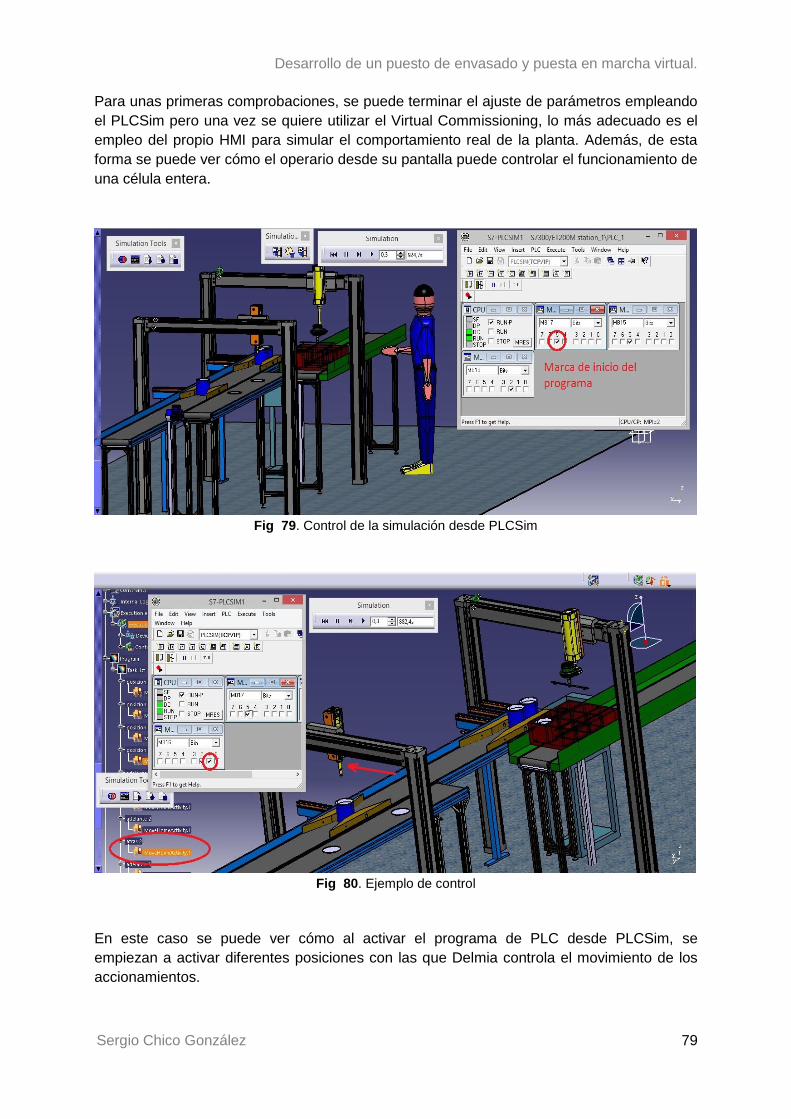
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 79
Para unas primeras comprobaciones, se puede terminar el ajuste de parámetros empleando
el PLCSim pero una vez se quiere utilizar el Virtual Commissioning, lo más adecuado es el
empleo del propio HMI para simular el comportamiento real de la planta. Además, de esta
forma se puede ver cómo el operario desde su pantalla puede controlar el funcionamiento de
una célula entera.
Fig 79. Control de la simulación desde PLCSim
Fig 80. Ejemplo de control
En este caso se puede ver cómo al activar el programa de PLC desde PLCSim, se
empiezan a activar diferentes posiciones con las que Delmia controla el movimiento de los
accionamientos.

80 Escuela Técnica Superior de Ingenieros Industriales, UPM
Fig 81. Control de la célula a través del HMI
Llegados a este punto, todos los elementos desarrollados durante el proyecto se ponen en
común, obteniendo como resultado la puesta en marcha de la planta.
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 81
5. CONCLUSIONES
Para poder extraer conclusiones de este proyecto se deben tener en cuenta algunos
aspectos:
El proyecto ha consistido en el desarrollo de una metodología que permite abordar el
desarrollo de un proyecto industrial convencional de una manera diferente. La
aplicación de esta tecnología busca la superposición de etapas y de esfuerzo,
consiguiendo una reducción de tiempos y costes.
La valoración del proyecto no se podrá realizar, en su totalidad, en términos de estas
mejoras de tiempos y costes, pues eso formaría parte de un nuevo proyecto, cuyo
origen sería precisamente la aplicación de la tecnología desarrollada en este.
Sí se podrán extrapolar las sensaciones y resultados obtenidos para poder hacer
previsiones de resultados y mejoras en el comportamiento de los equipos industriales
que adaptan su forma de trabajar a estas nuevas metodologías.
Por tanto, teniendo en cuenta estos factores, se pueden extraer algunas conclusiones
destacando detalles que se han de tener en cuenta al aplicar este desarrollo:
A la hora del desarrollo del proyecto, en las diferentes etapas, se ha tenido que hacer
frente a numerosas dificultades. Lo importante a destacar de esto es que se han
solucionado en una fase del proyecto en la cual no han supuesto un retraso muy
grande en el transcurso global del proyecto. Como se puede ver en la programación
del proyecto, la superposición de fases intermedias hace que, si como en este caso,
surgen problemas, se puedan resolver sin modificar demasiado la planificación
inicial.
Para aprovechar las ventajas del Virtual Commissioning, se hace necesario una
proyección de la realidad bastante exacta, en los distintos sistemas informáticos. Así
pues, si en el diseño 3D de la planta se incorporan la mayoría de los elementos de
los que dispone la planta real, con mismas dimensiones, materiales o incluso
añadiendo velocidades y aceleraciones a los distintos accionamientos, los resultados
obtenidos de manera virtual serán más fácilmente extrapolables a la célula real.
Esta metodología, a la hora de trasladarla a la industria real, podrá ser aplicada de
diversas maneras. En este proyecto, se ha llevado a cabo un proceso en un entorno
totalmente virtual, es decir, todos los elementos son simulados mediante
aplicaciones informáticas. En una empresa real, si se dispone de ciertos elementos
físicos, se puede seguir un desarrollo intermedio entre Hardware-in-the-Loop y
Reality-in-the-Loop, intentando aprovechar las ventajas de cada uno.
Es importante destacar que el Virtual Commissioning y metodologías como la
desarrollada en este proyecto pueden resultar útiles en situaciones distintas dentro
de una empresa. Puede ser beneficioso empezar a trabajar de esta manera cuando
se quiere empezar desde cero un proyecto industrial, es decir, cuando todavía no se
82 Escuela Técnica Superior de Ingenieros Industriales, UPM
tiene nada construido. Esta es una de las principales utilidades, de la que ya se
habló en la introducción: no hace falta esperar a tener una planta física construida
para empezar a realizar comprobaciones virtuales en ella. Otro caso en el que puede
resultar útil es ante una posible modificación o ampliación de una planta, pues este
método permite probar numerosas situaciones hasta encontrar, si hay alguna, cuál
de ellas puede reportar mayores beneficios a la actividad económica.
Pensando un poco más allá del sector puramente industrial, este tipo de emuladores
pueden ser verdaderamente útiles en otros ámbitos. Un desarrollo más en
profundidad de estas herramientas puede ayudar en labores que involucren alguna
situación de riesgo. Este puede ser el caso de la minería, equipos de rescate, etc.
Centrando la atención en el propio desarrollo del trabajo, se pueden extraer otra serie de
aspectos:
La ejecución de este proyecto ha requerido el empleo de gran cantidad de
herramientas informáticas, ampliamente utilizadas en el sector industrial: la
utilización de herramientas de diseño y simulación como Catia o Delmia, aplicaciones
de la ingeniería de sistemas como TIA Portal o de comunicación y software como
KEPServerEx, OPC Simatic o Nettoplcsim. Por tanto, es un trabajo que engloba
muchos sectores de la ingeniería, permitiendo el aprendizaje de partes clave de cada
uno de ellos.
En el presupuesto se puede ver cómo hay que tener en cuenta que la empresa que
esté dispuesta a seguir esta corriente, debe poder realizar una inversión en software,
en hardware y en personal. Pero también es cierto que se admite cierta flexibilidad.
En este proyecto se ha comprobado cómo se puede adaptar el método a los distintos
fabricantes de software con los que se trabaje. La mentalidad de querer obtener un
beneficio rápido no será satisfecha con este tipo de trabajo pero sí aquella que
piense a medio y largo plazo.

Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 83
6. IMPACTO SOCIAL DEL PROYECTO.
En cada proyecto industrial, una parte muy importante a tener en cuenta son los impactos
que puede tener sobre la sociedad, tanto a nivel socioeconómico como medioambiental.
Este proyecto en concreto, no tiene un impacto directo tan grande como pudieran tenerlo
otros, ya que es un trabajo que podríamos describir como de investigación y desarrollo, cuya
aplicación, en principio, no está englobada en este proyecto y por tanto no será valorada.
Dado que el impacto ambiental de este trabajo ha sido mínimo, se va a hablar del impacto
social. Como cualquier proyecto englobado dentro de la ingeniería de automatización, el
impacto social debe ser tenido en cuenta, pues las condiciones de trabajo de las personas
pueden variar, tanto a nivel de operario de planta, como de oficina. Por un lado, en estos
últimos años, se ha estudiado el beneficio que supone para las empresas el automatizar un
puesto de trabajo. Esto puede llevar a dos situaciones: el trabajador cuyo puesto de trabajo
ha sido automatizado debe cambiar sus tareas, readaptando sus conocimientos, o el
despido del trabajador.
Este desarrollo parte de una fuerte automatización de una planta de botes de pintura, pero
eso no es consecuencia de la aplicación de las herramientas vistas aquí. La aplicación del
virtual Commissioning puede llevar a un cambio en la forma de trabajar respecto de la forma
convencional, y puede hacer necesario una reestructuración en la organización interna.
Debe involucrar desde la gente de planta hasta los directivos, de modo que se convierta en
una filosofía de trabajo. Como todos los cambios, puede generar un primer rechazo por
parte de los integrantes de la empresa, pero si se consigue mantener el estado de ánimo de
los trabajadores, se pueden conseguir beneficios en un futuro.
Por tanto, este proyecto no generaría la desaparición de puestos de trabajo de una manera
directa, pues la planta debe estar automatizada con anterioridad, ya esté físicamente
construida o en proyecto. Puede llevar a un cambio en la manera de trabajar de las
empresas, lo que favorecería una variación en la oferta de empleo. Es decir, a pesar de no
disminuir el número de puestos de empleo de una manera general, puede provocar un
cambio en las especialidades demandadas, llevándose el trabajo desde las zonas de planta
a las oficinas.

84 Escuela Técnica Superior de Ingenieros Industriales, UPM
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 85
7. PLANIFICACIÓN TEMPORAL
Para la planificación temporal del proyecto se ha decidido realizar un diagrama de Gantt, el
cual se muestra en la siguiente página, donde aparece un cronograma con las distintas
tareas realizadas.
Algo a destacar es que las diferentes etapas principales del proyecto exigían un orden
concreto, pero permitían la superposición en el tiempo. Así por ejemplo, el diseño de la
célula en 3D debía ser el primer paso en el proyecto pero antes de finalizarlo, se empezó
con la programación de los PLCs. Del mismo modo, antes de tener el HMI totalmente
cerrado, se empezó a otorgar movimiento a la planta virtual.
Esta manera de trabajar obedece precisamente a un acercamiento al virtual commissioning,
que permite que cada fase del proyecto se sirva de las posibles dificultades de otra de las
fases. Esto es importante, como ya se ha remarcado durante todo el proyecto, porque a la
hora de la aparición de posibles errores, serán solventados con mayor rapidez e
influenciando menos a las restantes partes.
El proyecto fue adjudicado en Octubre, comenzando con una carga de trabajo media el
primer mes. Una vez se empezó con el diseño de la planta, la carga de trabajo fue
aumentando hasta consumir en torno a 320 horas, a fecha de entrega del documento
escrito.
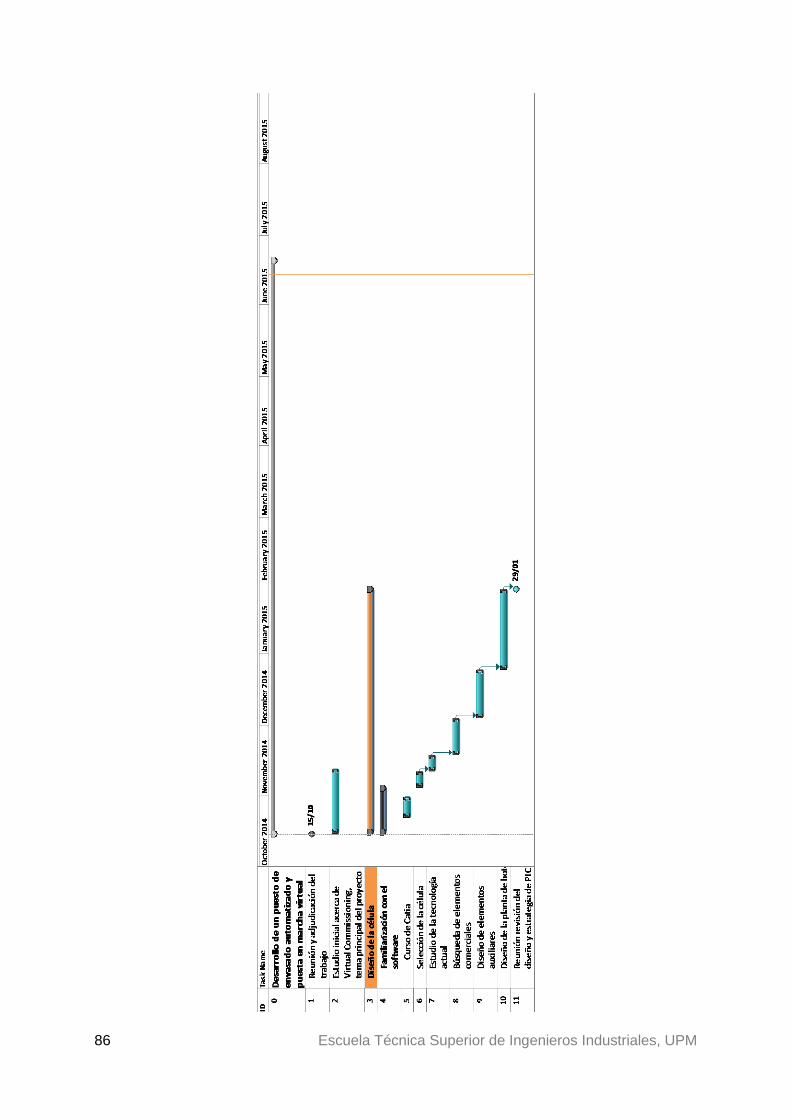
86 Escuela Técnica Superior de Ingenieros Industriales, UPM
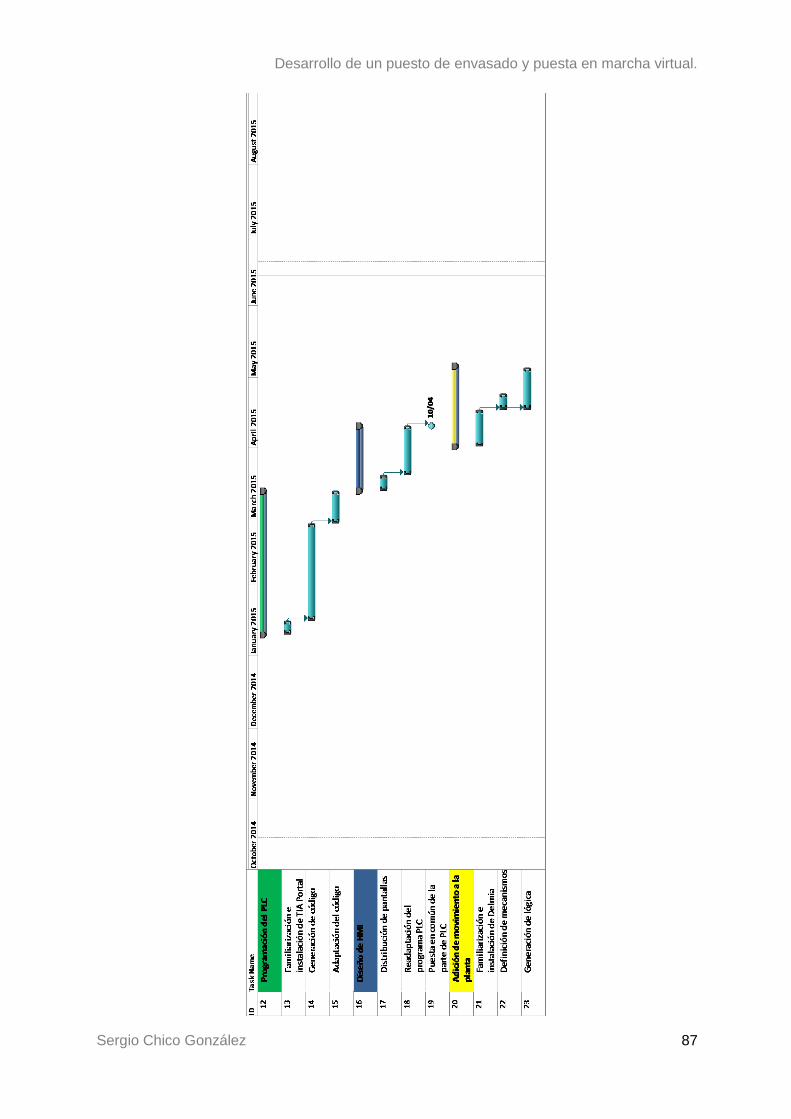
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 87
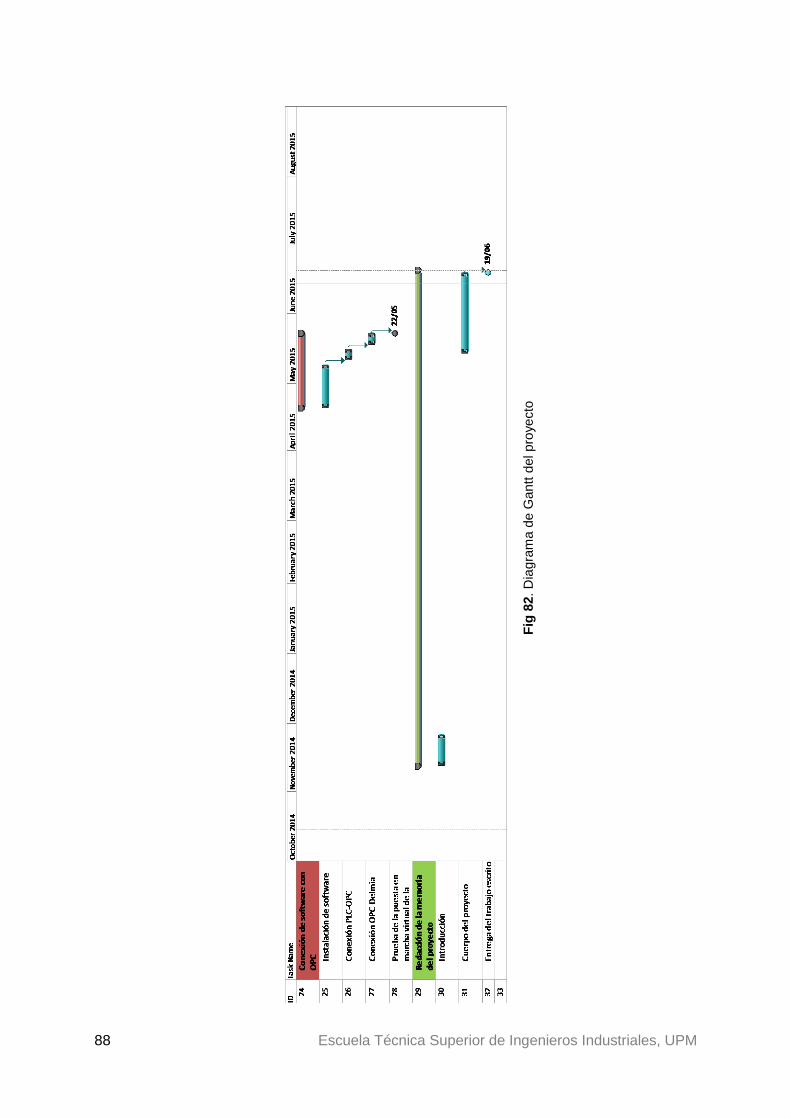
88 Escuela Técnica Superior de Ingenieros Industriales, UPM
Fig 82. Diagrama de Gantt del proyecto
Fig
82. D
iagra
ma d
e G
antt d
el pro
ye
cto
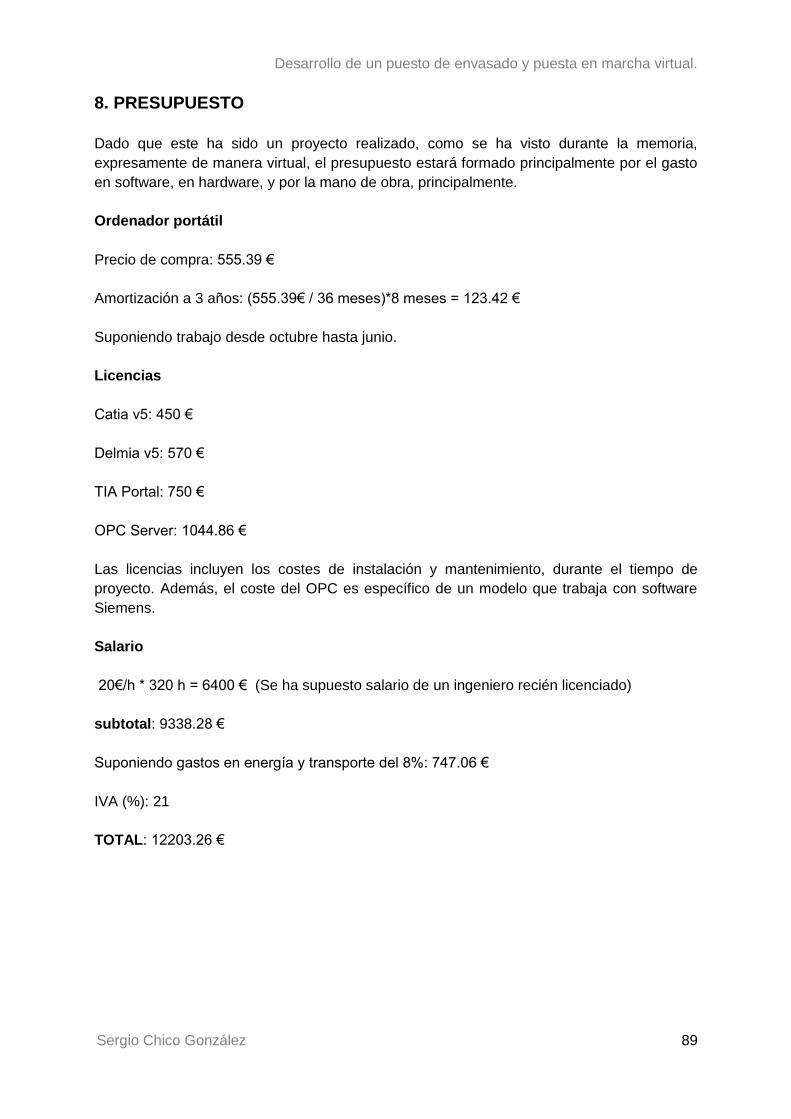
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 89
8. PRESUPUESTO
Dado que este ha sido un proyecto realizado, como se ha visto durante la memoria,
expresamente de manera virtual, el presupuesto estará formado principalmente por el gasto
en software, en hardware, y por la mano de obra, principalmente.
Ordenador portátil
Precio de compra: 555.39 €
Amortización a 3 años: (555.39€ / 36 meses)*8 meses = 123.42 €
Suponiendo trabajo desde octubre hasta junio.
Licencias
Catia v5: 450 €
Delmia v5: 570 €
TIA Portal: 750 €
OPC Server: 1044.86 €
Las licencias incluyen los costes de instalación y mantenimiento, durante el tiempo de
proyecto. Además, el coste del OPC es específico de un modelo que trabaja con software
Siemens.
Salario
20€/h * 320 h = 6400 € (Se ha supuesto salario de un ingeniero recién licenciado)
subtotal: 9338.28 €
Suponiendo gastos en energía y transporte del 8%: 747.06 €
IVA (%): 21
TOTAL: 12203.26 €

90 Escuela Técnica Superior de Ingenieros Industriales, UPM
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 91
9. BIBLIOGRAFÍA
(1) Andersson M, & Helander E. (2010). Automatic generation of PLC programs using
automation designer: Based on simulation studies and function block libraries.
CHALMERS UNIVERSITY OF TECHNOLOGY).
(2) Barrientos A, & Gambao, E. Grafcet. Sistemas de producción automatizados.
Universidad Politécnica de Madrid.
(3) Dzinic, J., & Yao, C. (2013). Simulation-based verification of PLC
programas. Chalmers University of Technology.
(4) European Standard IEC 60848:2002. CENELEC, 2002 (GRAFCET).
(5) Hoffmann P, Schuman R, Maksoud T, & Premier G. (2010, Virtual commissioning of
manufacturing systems, a review and new approaches for simplification. 24th
European Conference on Modelling and Simulation.
(6) International Standard IEC 1131-3. IEC, 1993 (PLC, KOP).
(7) Ramnath V, & Jorgensen A. (2012). Emulation TakingSimulation closer to reality. Isci
2012.
(8) Reinhart G, & Wünsh G. (2002). Economic application of virtual commissioning to
mechatronic production systems.German Academic Society for Production
Engineering (WGP).
(9) Seidel S, Donath U, & Haufe J. (2012). Towards an integrated simulation and virtual
commissioning environment for controls of material handling systems.
Strahilov A (Rücker EKS), Damrath F (Daimler AG). (2014). Energy considerations in
virtual commissioning.
(10) Zheng L, & Nakagawa H. OPC (OLE for process control) specification and its
developments. OPC Council Japan.
(11) www.automation.siemens.com/salesmaterial-
as/brochure/es/brochure_simatic-step7_tia-portal_es.pdf
(12) www.3ds.com
(13) www.kepware.com
(14) www.mag-ias.com
(15) www.ipla.es

92 Escuela Técnica Superior de Ingenieros Industriales, UPM
(16) www.tecnolactea.es
(17) www.xcelgo.com/industries/robotics/
(18) www.plm.automation.siemens.com
(19) www.audi-akademie.de/aka/brand/de/leistungen/it_plm.html
(20) www.festo.com
(21) www.boschrexroth.com
Desarrollo de un puesto de envasado y puesta en marcha virtual.
Sergio Chico González 93
10. Índice de figuras
Fig 1. Contribución del software de control en el retraso del proyecto .............................. 3
Fig 2. Impacto positivo de la emulación en la línea de tiempo de proyecto ........................... 6
Fig 3. Distintos enfoques de la fase de verificación: 1: Tradicional; 2: HIL; 3: RIL; 4: SIL ..... 7
Fig 4. Esquema del emulador de la célula de tapado y envasado de botes de pintura ......... 8
Fig 5. Integración de etapas en Virtual Commissioning .......................................................11
Fig 6. Plataforma 3DExperience ..........................................................................................11
Fig 7. Catia ..........................................................................................................................11
Fig 8. Módulo Mechanical Design ........................................................................................12
Fig 9. Módulo Knowledgeware ............................................................................................13
Fig 10. Sketcher ..................................................................................................................14
Fig 11. Knowledge advisor: Fórmulas, tabla de diseño y parámetros. .................................14
Fig 12. Product en el assembly design. ...............................................................................15
Fig 13. Pantalla de inicio de TIA Portal ................................................................................16
Fig 14. Selección de dispositivos .........................................................................................17
Fig 15. Ejemplo de conexión entre PLC y HMI ....................................................................17
Fig 16. Concepción de TIA Portal ........................................................................................19
Fig 17. Conexión de los distintos dispositivos ......................................................................19
Fig 18. Interfaz PLCSIM ......................................................................................................20
Fig 19. Conexiones en PLCSIM ..........................................................................................21
Fig 20. Entradas y salidas en PLCSIM ................................................................................21
Fig 21. Problemas de comunicación antes de OPC .............................................................22
Fig 22. Soluciones del OPC ................................................................................................23
Fig 23. Interfaz de KEPServerEx .........................................................................................23
Fig 24. Aviso de uso de puerto 102 .....................................................................................24
Fig 25. Puerto 102 parado ...................................................................................................25
Fig 26. Planta virtual ............................................................................................................26
Fig 27. Ergonomía en Delmia ..............................................................................................27
Fig 28. Célula robotizada .....................................................................................................27
Fig 29. Esquema del emulador en correspondencia con las etapas del proyecto ................29
Fig 30. Tapado de botes, empresa Tecnoláctea ..................................................................30
Fig 31. Acción de tapado .....................................................................................................31
Fig 32. Croquis del puesto de tapado ..................................................................................31
Fig 33. Envasado, empresa IPLA ........................................................................................39
Fig 34. Disposición de los botes, empresa IPLA ..................................................................40
Fig 35. Croquis del puesto de envasado .............................................................................40
Fig 36. Elementos básicos para montaje del product ..........................................................43
Fig 37. Planta general. Vista 1 .............................................................................................44
Fig 38. Planta general con paredes .....................................................................................45
Fig 39. Zona de tapado .......................................................................................................45
Fig 40. Zona de envasado ...................................................................................................46
Fig 41. Planta general. Vista 2 .............................................................................................46
Fig 42. Esquema Ladder planta real ....................................................................................50
Fig 43. Tabla de variables PLC Planta real ..........................................................................51
Fig 44. Arranque de programa .............................................................................................52
Fig 45. Temporización de arranque de cintas ......................................................................53
Fig 46. Ejemplo de temporización de un sensor ..................................................................53

94 Escuela Técnica Superior de Ingenieros Industriales, UPM
Fig 47. Control de temporizador por parte de variable temporizada.....................................54
Fig 48. Control de los sensores de final de carrera ..............................................................54
Fig 49. Control de sensores a través de sensores ...............................................................54
Fig 50. Orden del control elementos en el programa de PLC (efecto cascada) ...................55
Fig 51. Control de elementos neumáticos y eléctricos .........................................................55
Fig 52. Tabla de variables TIA Portal ...................................................................................58
Fig 53. Imagen raíz HMI ......................................................................................................61
Fig 54. Imagen de planta HMI. Estado inicial .......................................................................61
Fig 55. Imagen de planta HMI. En funcionamiento normal ..................................................62
Fig 56. Imagen de planta 3D. Estado inicial .........................................................................62
Fig 57. Imagen de planta 3D. En funcionamiento ................................................................63
Fig 58. Imagen de detalle. Estado inicial .............................................................................63
Fig 59. Imagen de detalle. En funcionamiento .....................................................................63
Fig 60. Imagen de información del sistema .........................................................................64
Fig 61. Mecanismos de la planta .........................................................................................65
Fig 62. Ejemplo de GRAFCET .............................................................................................68
Fig 64. GRAFCET de la planta en Delmia ...........................................................................69
Fig 63. Subgrafcet Corredera ..............................................................................................69
Fig 65. Definición de puertos en Delmia ..............................................................................69
Fig 66. Tabla de variables definidas en el OPC ...................................................................71
Fig 67. Configuración de variables del OPC ........................................................................71
Fig 68. Tipo de PLC ............................................................................................................72
Fig 69. Configuración del canal ...........................................................................................72
Fig 70. Configuración de Nettoplcsim ..................................................................................73
Fig 71. Estado de variables de OPC Server ........................................................................74
Fig 72. Estado de las variables de OPC conectando nettoplcsim ........................................74
Fig 73. Actualización de las variables del OPC desde PLCSim ...........................................75
Fig 74. Conexión de la planta virtual al OPC .......................................................................76
Fig 75. Sistemas OPC .........................................................................................................76
Fig 76. Selección del PLC en Delmia ..................................................................................77
Fig 77. Vinculación de las variables del OPC y las de Delmia .............................................77
Fig 78. Unión de las variables y los puertos ........................................................................78
Fig 79. Control de la simulación desde PLCSim ..................................................................79
Fig 80. Ejemplo de control ...................................................................................................79
Fig 81. Control de la célula a través del HMI .......................................................................80
Fig 82. Diagrama de Gantt del proyecto ..............................................................................88
11. Índice de tablas
Tabla 1. Diferencias entre simulación y emulación ................................................................ 4
Tabla 2. Elementos comerciales (Tapado) ...........................................................................36
Tabla 3. Elementos diseñados (Tapado) ..............................................................................39
Tabla 4. Elementos comerciales (Envasado) ........................................................................41
Tabla 5. Elementos diseñados (Envasado) ..........................................................................43
Tabla 6. Elementos generales ..............................................................................................44
