el proyecto seleccionado para la entrega propuesta es una “línea de...
TRANSCRIPT

1. Layout con dimensiones de conjunto:
El proyecto seleccionado para la entrega propuesta es una “Línea de Producción de
Ladrillos Arcillosos”, y en esta primera parte se llevará a cabo el análisis del conjunto desde un
punto de vista esquemático, analizando la disposición de los elementos, el funcionamiento
básico del conjunto y las especificaciones asociadas a todos los elementos funcionales, tanto los
aspectos dimensionales como los operativos.
En la primera imagen contigua (“Esquema general de línea”) se observa una distribución
esquemática del conjunto donde podemos observar los elementos funcionales representados
de forma aproximada y sin intención alguna de representar la distribución final del conjunto.
Observamos cuatro zonas básicas en las que podría dividirse el conjunto. Una primera
parte de alimentación y mezclado donde se procederá al llenado de tres depósitos medidores
de arcilla, agua y aleantes. Estos depósitos una vez llenados (actividad ajena al estudio realizado)
se verterá sobre el tanque mezclador donde pasará un tiempo determinado hasta
homogeneizarse la mezcla. La segunda parte se podría entender como una zona de extrusión,

donde un tornillo sin fin recogerá la mezcla homogeneizada para comprimirla y extruirla a través
de un perfil rectangular con el que se obtendrá la forma deseada. En la tercera parte se llevará
a cabo la división del bloque de extrusión mediante la utilización de cinco válvulas capacitadas
con herramientas de corte apropiado en sus extremos. La cuarta zona se puede entender como
una etapa de secado donde las piezas ya seccionadas pasarán a través de un horno térmico de
resistencias donde las piezas se endurecerán durante un tiempo determinado.
Todo el transporte entre las zonas de extrusión, corte y secado se llevará a cabo a través
de cintas transportadoras motorizadas y temporizadas. La idea fundamental de la línea de
producción es la realización de ciclos de seis ladrillos cada vez que el operario active el ciclo. Esto
se conseguirá a partir de controlar las mezclas asociadas para dichos seis ladrillos, tiempos
necesarios de mezclado y extrusión para la cantidad estipulada, y tiempos justos de activación
de las cintas de transporte para el correcto transporte y secado de los ladrillos.
A continuación, se llevará a cabo un análisis más exhaustivo de cada una de las cuatro
zonas, analizando la forma operativa precisa de la zona y los componentes asociados a cada una
de estas etapas para poder analizar cada uno de estos aspectos más profundamente
posteriormente.
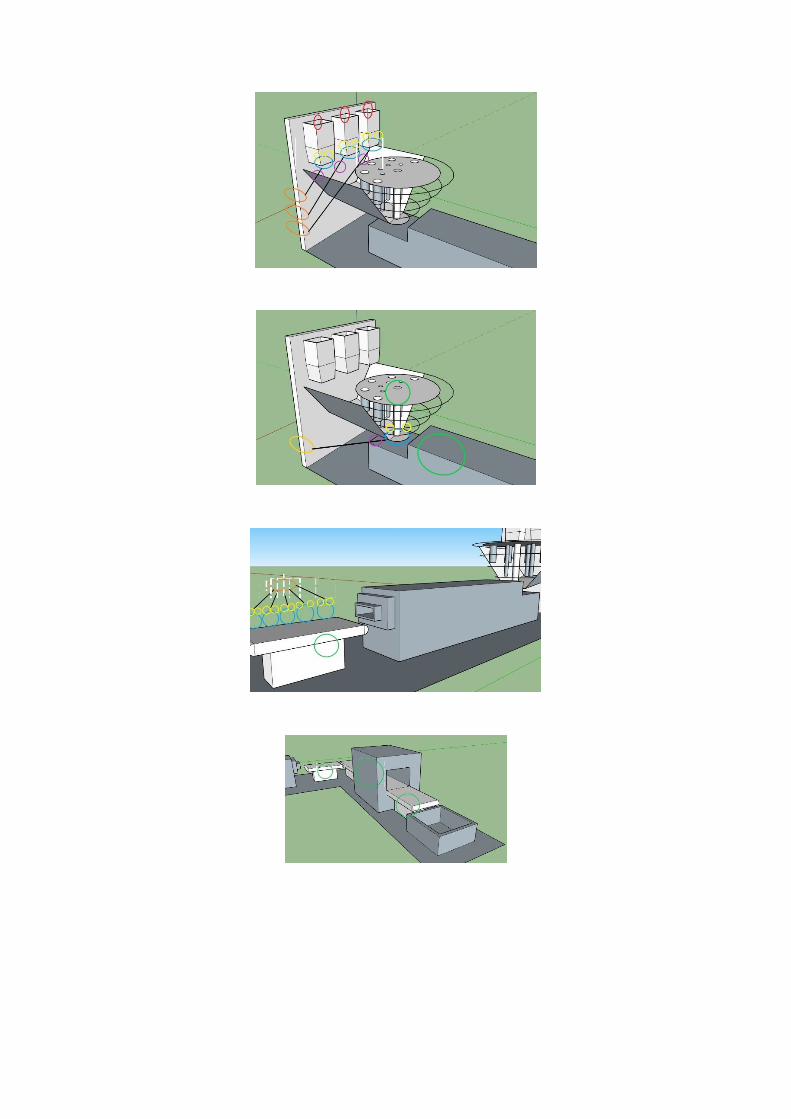
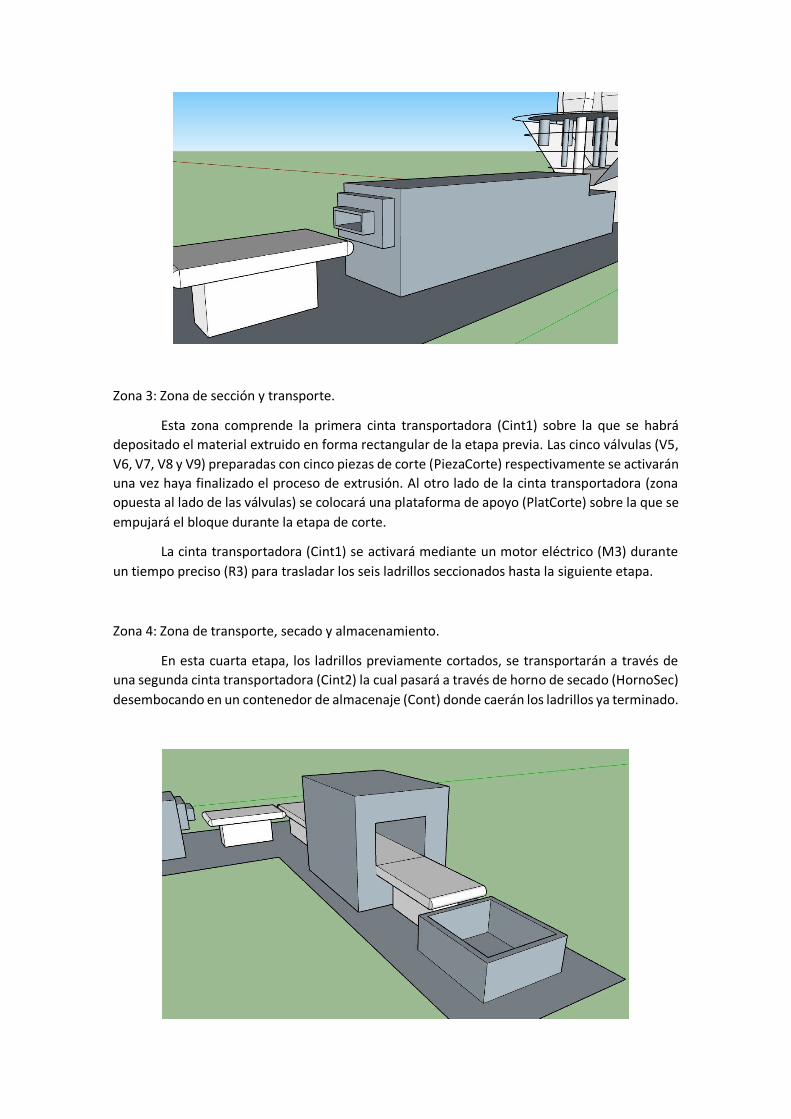
Antes de analizar cada una de las zonas del proceso, se han creado unos modelos en 3D
(programa utilizado: “SketchUp 2018”) que dan lugar a una idea más clara del posicionamiento
general de la maquinaria. Observamos en las fotos contiguas tres vistas desde diversos ángulos
(alzado derecho, frontal e izquierdo) con algunos rasgos distintivos a comentar, como por
ejemplo la zona de mezclado que se ha optado por seccionar parcialmente para que se visualice
su funcionamiento interno.

Zona 1: Abastecimiento y mezcla.
De izquierda a derecha, respecto al alzado, tenemos un depósito de arcilla (Dep1), otro
de agua (Dep2) y un tercero de aleantes (Dep3) para mejorar las propiedades de la mezcla. Estos
depósitos irán anclados a la pared del centro de producción mediante cuatro anclajes de
seguridad (AnclDep) y estarán alimentados por la zona superior según la demanda disponible de
la fábrica.
La liberación de materia de cada uno de los depósitos estará controlada por tres válvulas
neumáticas de apertura (V1, V2 y V3) que se abrirán cuando cada uno de los sensores asociados
al nivel de llenado del propio depósito (S1, S2 y S3) envíen la señal de que la materia requerida
de cada depósito ya está acumulada.
La apertura de las tres válvulas supondrá la caída de los materiales sobre un depósito
troncocónico (Dep4) donde, a través de un motor eléctrico (M1), se llevará a cabo la
homogenización de la mezcla durante un tiempo concreto (R1). Una vez homogeneizada la
mezcla, se liberará a través de la válvula neumática (V4), pasando así la mezcla a la siguiente
etapa. Se debe comentar que las paletas de mezclado tendrán distribución circular y todo el
depósito de mezcla (Dep4) estará apoyado en el suelo de la fábrica sobre unos soportes de acero
de alta resistencia (SoportDep4).
Zona 2: Zona de extrusión.
En esta zona se llevará a cabo la extrusión de la materia previamente homogeneizada a
través de un tornillo (TorExtr) sin fin alimentado directamente desde la salida del depósito de
mezcla (Dep4). Dicho tornillo será activado mediante un motor eléctrico (M2) y actuará un
tiempo previamente estimado (R2) según la mezcla disponible en la etapa previa para una
completa extrusión de la misma. Esta maquinaria estará apoyada sobre el suelo mediante unos
soportes de acero de alta resistencia (SoportTorn).
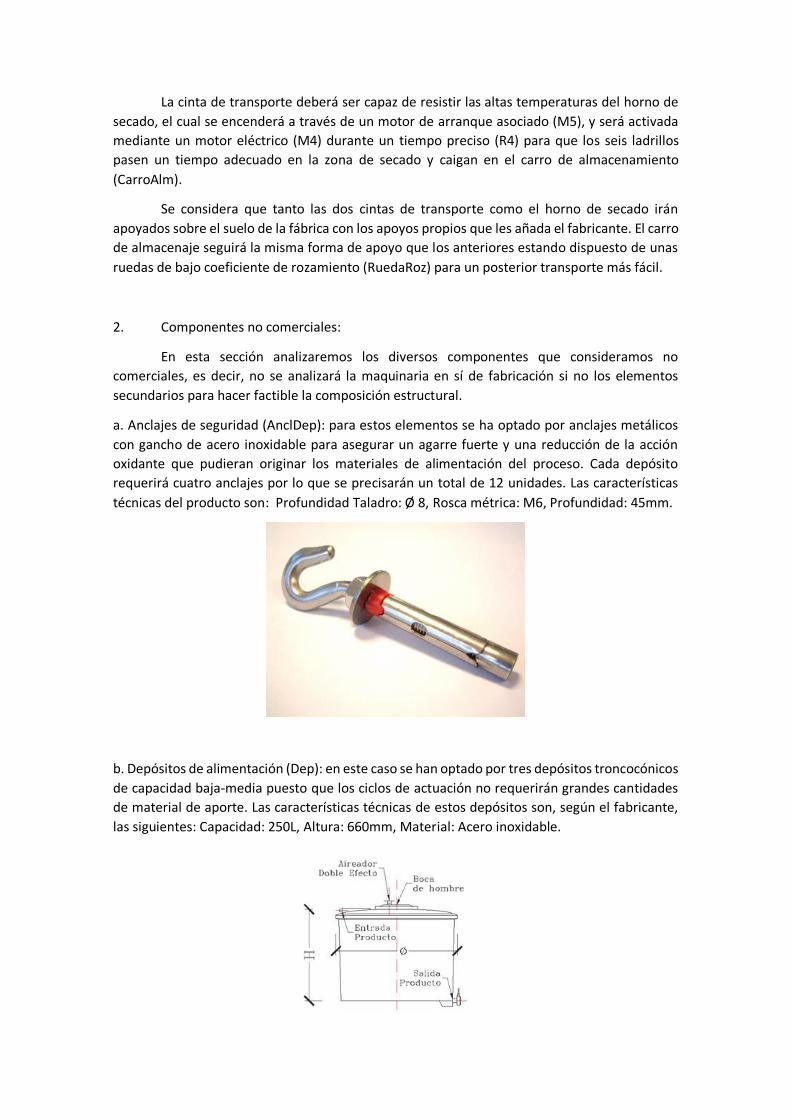
Zona 3: Zona de sección y transporte.
Esta zona comprende la primera cinta transportadora (Cint1) sobre la que se habrá
depositado el material extruido en forma rectangular de la etapa previa. Las cinco válvulas (V5,
V6, V7, V8 y V9) preparadas con cinco piezas de corte (PiezaCorte) respectivamente se activarán
una vez haya finalizado el proceso de extrusión. Al otro lado de la cinta transportadora (zona
opuesta al lado de las válvulas) se colocará una plataforma de apoyo (PlatCorte) sobre la que se
empujará el bloque durante la etapa de corte.
La cinta transportadora (Cint1) se activará mediante un motor eléctrico (M3) durante
un tiempo preciso (R3) para trasladar los seis ladrillos seccionados hasta la siguiente etapa.
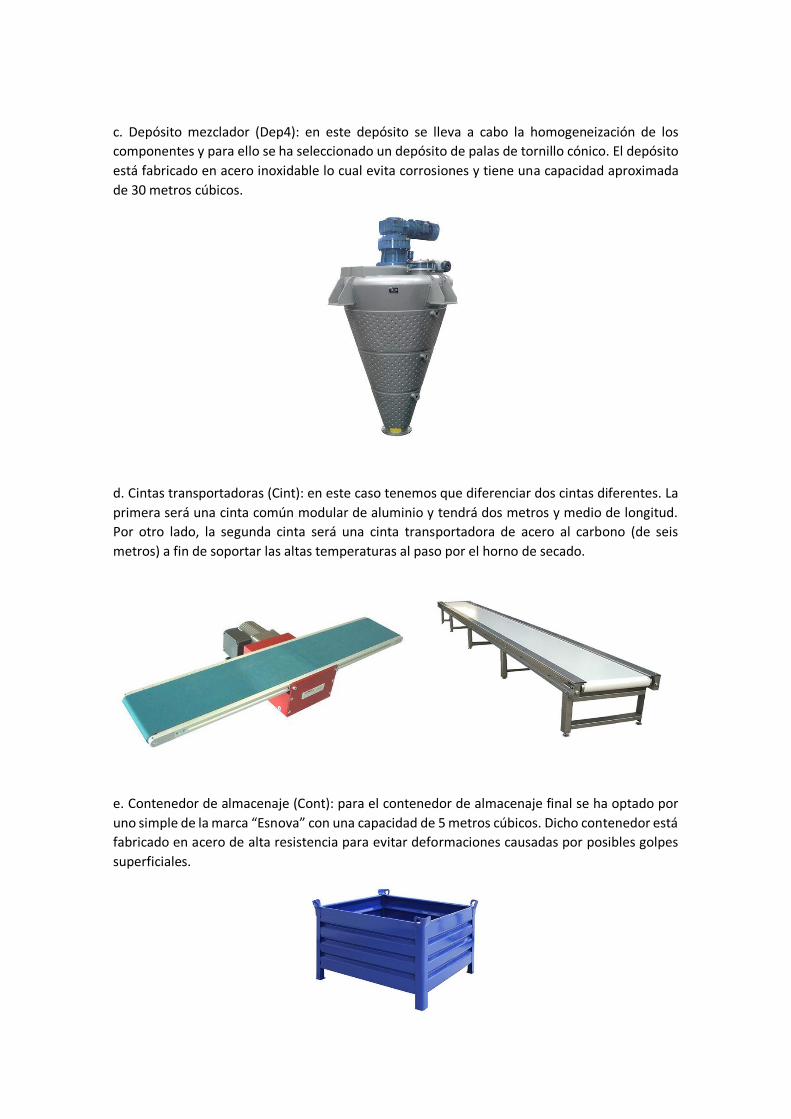
Zona 4: Zona de transporte, secado y almacenamiento.
En esta cuarta etapa, los ladrillos previamente cortados, se transportarán a través de
una segunda cinta transportadora (Cint2) la cual pasará a través de horno de secado (HornoSec)
desembocando en un contenedor de almacenaje (Cont) donde caerán los ladrillos ya terminado.
La cinta de transporte deberá ser capaz de resistir las altas temperaturas del horno de
secado, el cual se encenderá a través de un motor de arranque asociado (M5), y será activada
mediante un motor eléctrico (M4) durante un tiempo preciso (R4) para que los seis ladrillos
pasen un tiempo adecuado en la zona de secado y caigan en el carro de almacenamiento
(CarroAlm).
Se considera que tanto las dos cintas de transporte como el horno de secado irán
apoyados sobre el suelo de la fábrica con los apoyos propios que les añada el fabricante. El carro
de almacenaje seguirá la misma forma de apoyo que los anteriores estando dispuesto de unas
ruedas de bajo coeficiente de rozamiento (RuedaRoz) para un posterior transporte más fácil.
2. Componentes no comerciales:
En esta sección analizaremos los diversos componentes que consideramos no
comerciales, es decir, no se analizará la maquinaria en sí de fabricación si no los elementos
secundarios para hacer factible la composición estructural.
a. Anclajes de seguridad (AnclDep): para estos elementos se ha optado por anclajes metálicos
con gancho de acero inoxidable para asegurar un agarre fuerte y una reducción de la acción
oxidante que pudieran originar los materiales de alimentación del proceso. Cada depósito
requerirá cuatro anclajes por lo que se precisarán un total de 12 unidades. Las características
técnicas del producto son: Profundidad Taladro: Ø 8, Rosca métrica: M6, Profundidad: 45mm.
b. Depósitos de alimentación (Dep): en este caso se han optado por tres depósitos troncocónicos
de capacidad baja-media puesto que los ciclos de actuación no requerirán grandes cantidades
de material de aporte. Las características técnicas de estos depósitos son, según el fabricante,
las siguientes: Capacidad: 250L, Altura: 660mm, Material: Acero inoxidable.
c. Depósito mezclador (Dep4): en este depósito se lleva a cabo la homogeneización de los
componentes y para ello se ha seleccionado un depósito de palas de tornillo cónico. El depósito
está fabricado en acero inoxidable lo cual evita corrosiones y tiene una capacidad aproximada
de 30 metros cúbicos.
d. Cintas transportadoras (Cint): en este caso tenemos que diferenciar dos cintas diferentes. La
primera será una cinta común modular de aluminio y tendrá dos metros y medio de longitud.
Por otro lado, la segunda cinta será una cinta transportadora de acero al carbono (de seis
metros) a fin de soportar las altas temperaturas al paso por el horno de secado.
e. Contenedor de almacenaje (Cont): para el contenedor de almacenaje final se ha optado por
uno simple de la marca “Esnova” con una capacidad de 5 metros cúbicos. Dicho contenedor está
fabricado en acero de alta resistencia para evitar deformaciones causadas por posibles golpes
superficiales.

f. Tornillo sin fin extrusor (TorExtr): con este aparato procedente de la marca “Buhler” se
consigue conformar la mezcla homogeneizada en forma de bloque rectangular mediante el uso
de un tornillo sin fin compresor que actúa en el interior.
g. Horno de secado (HornoSec): dicha máquina alcanzará altas temperaturas para finalizar la
conformación de los ladrillos, pudiendo ser así almacenados posteriormente. Se optado
igualmente por un producto de la marca “Buhler” con el que se podrá eliminar el excedente de
humedad sin comprometer la resistencia mecánica de los ladrillos.
3. Componentes comerciales:
En esta sección se llevará a cabo el estudio de los componentes comerciales
fundamentales que permiten las diversas acciones de la línea de automatización. Para la
selección de estos se ha optado por el catálogo de la empresa FESTO.
3.1 Cilindros de doble efecto: se requerirán cuatro unidades para el control de apertura de los
depósitos de alimentación, y otros cinco para la zona de corte. Se ha optado en este caso por
“Cilindro normalizado DSBC” con las siguientes características:
Cilindros universales
Perfil estándar con dos ranuras para sensores
Numerosas variantes
Diámetro: 32, 40, 50, 63, 80, 100, 125 mm
Carrera: 1 ... 2800 mm
Fuerza: 483 ... 7363 N
Doble efecto
Detección de posiciones
Amortiguación fija / regulable / autorregulable

3.2 Sensores de posición: en este caso serán necesarios 19 sensores de fin e inicio de carrera
para los cilindros de doble efecto, 3 para los depósitos da alimentación y 4 extras para el control
en las zonas de mezcla, extrusión, posicionamiento para el corte y fin de operación de corte. Se
ha optado en este caso por “Transmisor de posición SMAT” con las siguientes características:
Zonas de detección 50 mm, hasta 40 mm
Salida analógica 0 ... 10 V, 0 ... 20 mA
Conexión eléctrica M8
Reproducibilidad ±0,064 mm, +/-0,1mm
3.3 Reguladores de caudal con antirretorno: serán necesarias 8 unidades a fin de controlar las
velocidades de salida y recogida de los cuatro cilindros que controlan la apertura y cierre de
caudales. Se ha optado en este caso por “Válvula reguladora de caudal GRLO” con las siguientes
características:
Conexión M3, M5
Racores de 3, 4 mm
Caudal 0 ... 40 l/min
Válvula reguladora de caudal.
3.4 Motores de arranque: serán necesarios 5 motores de arranque para iniciar el cada uno de
los procesos asociados (mezclado, extrusión, dos cintas transportadoras y horno de secado). Se
ha optado en este caso por “Servomotor EMME-AS” con las siguientes características:
Tamaños 40, 60, 80, 100
Par de apriete 1,4 ... 30 Nm

Tensión 360 ... 565 V DC
Corriente nominal 0,7 ... 4,1 A
Cable apropiado para motor
Brida apropiada para motor.
3.5 Electroválvulas 5/2 NA: serán necesarias 7 unidades capacitadas con control eléctrico y
muelle de recuperación para poder controlar así todos los cilindros del sistema (5 unidades)
además de las señales del control de mando (2 unidades). Las que se encargan de controlar las
señales de mando son de tipo 3/2 por lo que se ha elegido un tipo de producto que permite la
conmutación entre el tipo 5/2 y el 3/2. Se ha optado en este caso por “Electroválvulas VSNC”
con las siguientes características:
Conexión: G1/4, NPT 1/4
Caudal: 900 ...1000 l/min
Tensión: 12, 24, 48 V DC, 24, 48, 120, 230 V AC
Patrón de conexiones según Namur, según VDE/VDI 3845
Accionamiento eléctrico, servopilotaje
Recuperación por muelle mecánico
Numerosos sistemas magnéticos, IEC Ex, FM EX
Conmutación posible de función de 5/2 vías a función de 3/2 vías
3.5 Unidad de mantenimiento: se requiere una unidad de mantenimiento para un mejor control
de la presión de servicio, así como un riguroso control del caudal de entrada al sistema. Se ha
optado por “Unidad de mantenimiento MSE6” con las siguientes características:
Unidad de mantenimiento inteligente, para un funcionamiento energéticamente eficiente de equipos neumáticos
Conexión: G1/2
Caudal: 4500 l/min
Control de fugas de presión
Medición de presión
Medición de caudal
Medición de consumo
Conexión de bus de campo
4. Secuencia de accionamientos del sistema:
Encontramos en el sistema propuesto un panel de control de mandos con dos únicos
accionamientos, un pulsador de marcha (PM) con el que iniciaremos toda la secuencia
productiva, y un segundo pulsador con autoenclavamiento de emergencia (PE) con el que se
detendrán todas las acciones del sistema.
A causa de la complejidad del proceso productivo seleccionado en sí, no tiene sentido
el establecimiento de pulsadores de paro y rearme, puesto que, en caso de parada de
emergencia, todas las acciones que deberían llevarse a cabo para recomponer el sistema son
plenamente humanas. Además, no tendría sentido tampoco un pulsador de paro puesto que el
proceso de producción depende directamente del factor tiempo, y una detención (por ejemplo,
en el interior del horno de secado) podría suponer grandes desventajas al producto final.
Por esta razón, se ha configurado el sistema de tal forma que tras accionar el botón de
parada de emergencia y llevar a cabo las tareas de recuperación pertinentes, el sistema se
rearmará automáticamente (sin necesidad de pulsador alguno). Este rearme consistirá en el
cierre de todas las compuertas de paso de caudal, detención de los motores que estén siendo
accionados y reprogramación de todos los contadores del sistema.
Para entender el funcionamiento del sistema propuesto de una forma más clara, se
expone a continuación un breve mapeo de las principales señales que intervienen en el proceso,
las cuales deberán analizarse en los diversos esquemas de “Automation Studio” propuestos.
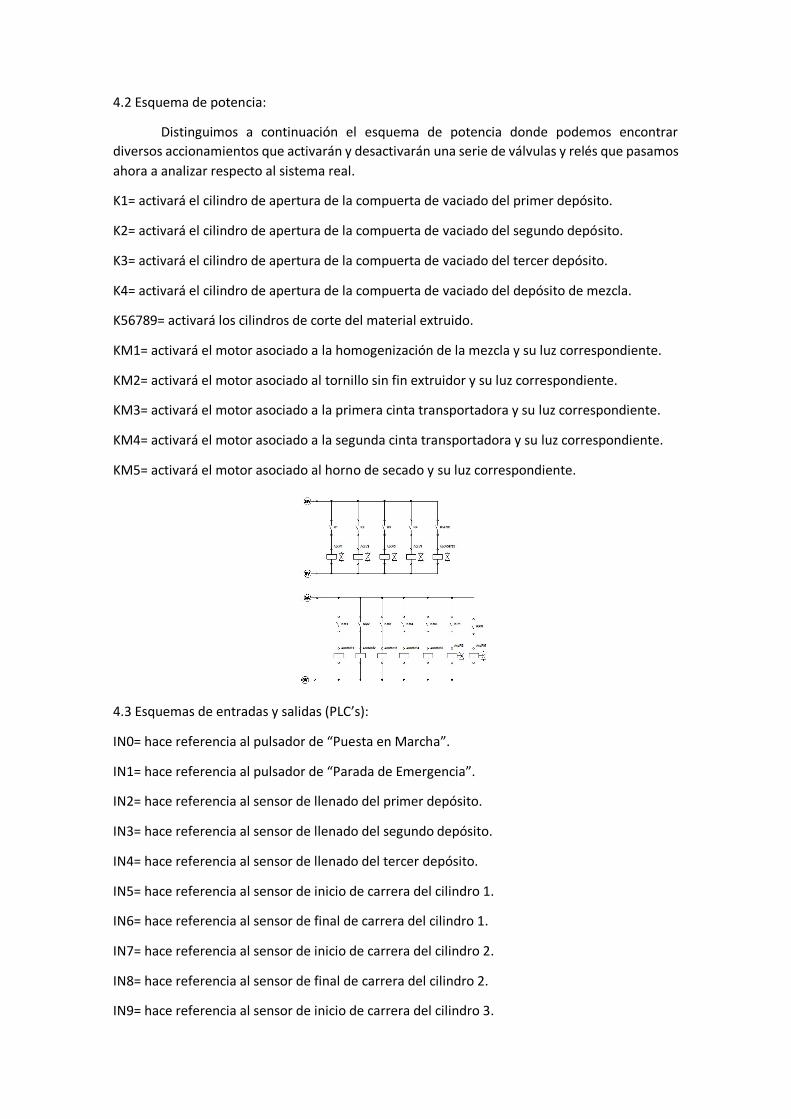
4.1 Esquema electroneumático:
En dicho apartado se observa una representación esquemática de la distribución de
elementos del sistema donde, por imposibilidad representativa a causa del planteamiento en
tres dimensiones del sistema, se pretende aun así transmitir la idea de la distribución básica de
los componentes.
4.2 Esquema de potencia:
Distinguimos a continuación el esquema de potencia donde podemos encontrar
diversos accionamientos que activarán y desactivarán una serie de válvulas y relés que pasamos
ahora a analizar respecto al sistema real.
K1= activará el cilindro de apertura de la compuerta de vaciado del primer depósito.
K2= activará el cilindro de apertura de la compuerta de vaciado del segundo depósito.
K3= activará el cilindro de apertura de la compuerta de vaciado del tercer depósito.
K4= activará el cilindro de apertura de la compuerta de vaciado del depósito de mezcla.
K56789= activará los cilindros de corte del material extruido.
KM1= activará el motor asociado a la homogenización de la mezcla y su luz correspondiente.
KM2= activará el motor asociado al tornillo sin fin extruidor y su luz correspondiente.
KM3= activará el motor asociado a la primera cinta transportadora y su luz correspondiente.
KM4= activará el motor asociado a la segunda cinta transportadora y su luz correspondiente.
KM5= activará el motor asociado al horno de secado y su luz correspondiente.
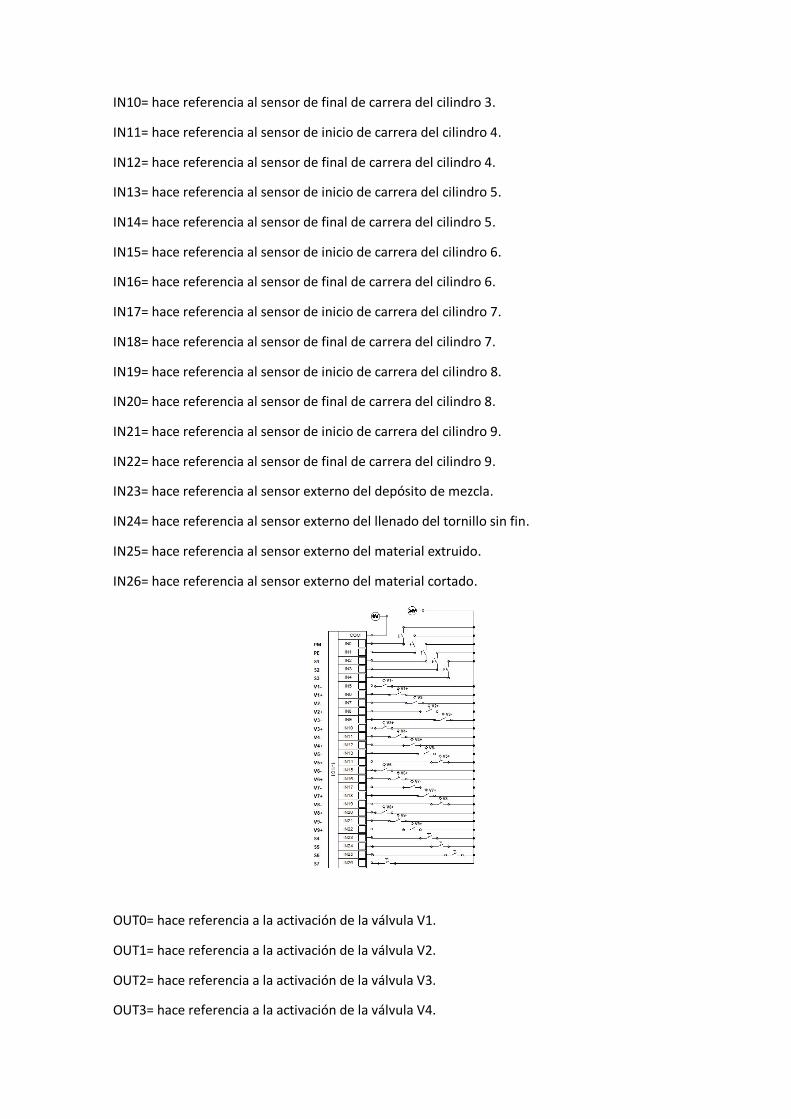
4.3 Esquemas de entradas y salidas (PLC’s):
IN0= hace referencia al pulsador de “Puesta en Marcha”.
IN1= hace referencia al pulsador de “Parada de Emergencia”.
IN2= hace referencia al sensor de llenado del primer depósito.
IN3= hace referencia al sensor de llenado del segundo depósito.
IN4= hace referencia al sensor de llenado del tercer depósito.
IN5= hace referencia al sensor de inicio de carrera del cilindro 1.
IN6= hace referencia al sensor de final de carrera del cilindro 1.
IN7= hace referencia al sensor de inicio de carrera del cilindro 2.
IN8= hace referencia al sensor de final de carrera del cilindro 2.
IN9= hace referencia al sensor de inicio de carrera del cilindro 3.
IN10= hace referencia al sensor de final de carrera del cilindro 3.
IN11= hace referencia al sensor de inicio de carrera del cilindro 4.
IN12= hace referencia al sensor de final de carrera del cilindro 4.
IN13= hace referencia al sensor de inicio de carrera del cilindro 5.
IN14= hace referencia al sensor de final de carrera del cilindro 5.
IN15= hace referencia al sensor de inicio de carrera del cilindro 6.
IN16= hace referencia al sensor de final de carrera del cilindro 6.
IN17= hace referencia al sensor de inicio de carrera del cilindro 7.
IN18= hace referencia al sensor de final de carrera del cilindro 7.
IN19= hace referencia al sensor de inicio de carrera del cilindro 8.
IN20= hace referencia al sensor de final de carrera del cilindro 8.
IN21= hace referencia al sensor de inicio de carrera del cilindro 9.
IN22= hace referencia al sensor de final de carrera del cilindro 9.
IN23= hace referencia al sensor externo del depósito de mezcla.
IN24= hace referencia al sensor externo del llenado del tornillo sin fin.
IN25= hace referencia al sensor externo del material extruido.
IN26= hace referencia al sensor externo del material cortado.
OUT0= hace referencia a la activación de la válvula V1.
OUT1= hace referencia a la activación de la válvula V2.
OUT2= hace referencia a la activación de la válvula V3.
OUT3= hace referencia a la activación de la válvula V4.
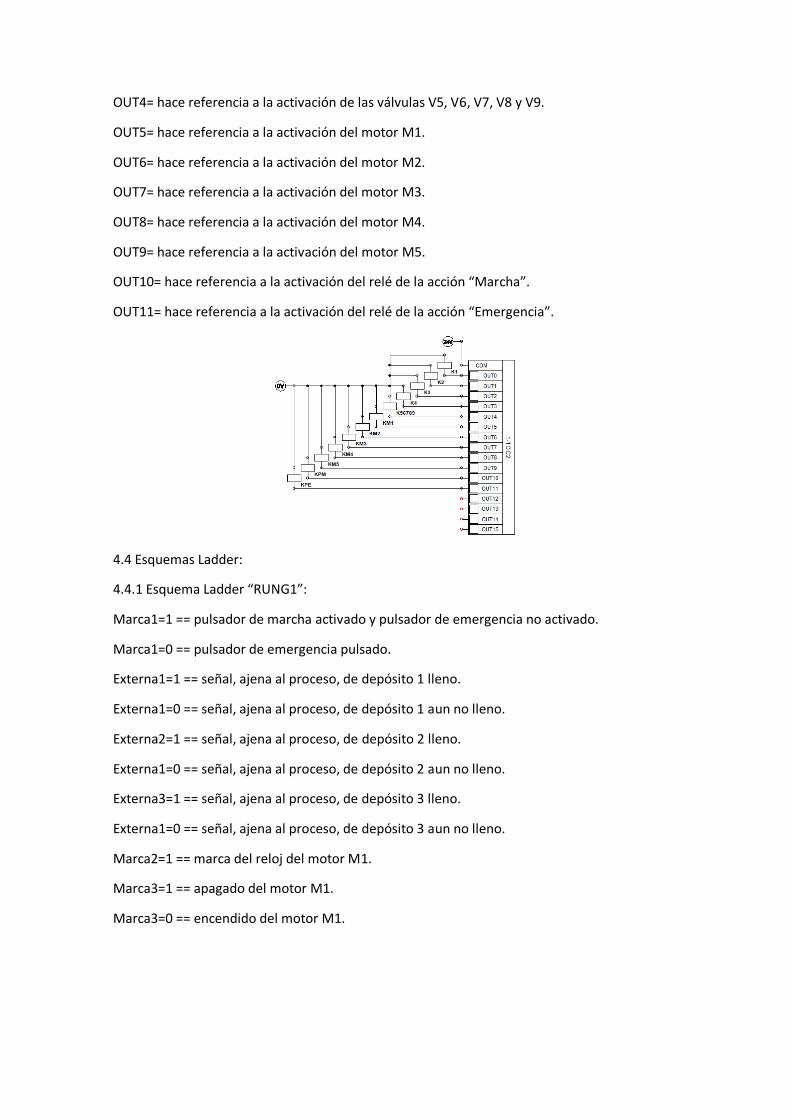
OUT4= hace referencia a la activación de las válvulas V5, V6, V7, V8 y V9.
OUT5= hace referencia a la activación del motor M1.
OUT6= hace referencia a la activación del motor M2.
OUT7= hace referencia a la activación del motor M3.
OUT8= hace referencia a la activación del motor M4.
OUT9= hace referencia a la activación del motor M5.
OUT10= hace referencia a la activación del relé de la acción “Marcha”.
OUT11= hace referencia a la activación del relé de la acción “Emergencia”.
4.4 Esquemas Ladder:
4.4.1 Esquema Ladder “RUNG1”:
Marca1=1 == pulsador de marcha activado y pulsador de emergencia no activado.
Marca1=0 == pulsador de emergencia pulsado.
Externa1=1 == señal, ajena al proceso, de depósito 1 lleno.
Externa1=0 == señal, ajena al proceso, de depósito 1 aun no lleno.
Externa2=1 == señal, ajena al proceso, de depósito 2 lleno.
Externa1=0 == señal, ajena al proceso, de depósito 2 aun no lleno.
Externa3=1 == señal, ajena al proceso, de depósito 3 lleno.
Externa1=0 == señal, ajena al proceso, de depósito 3 aun no lleno.
Marca2=1 == marca del reloj del motor M1.
Marca3=1 == apagado del motor M1.
Marca3=0 == encendido del motor M1.

4.4.2 Esquema Ladder “RUNG2”:
Marca4=1 == apagado del motor M2.
Marca4=0 == encendido del motor M2.
Marca5=1 == marca del reloj del motor M2.
4.4.3 Esquema Ladder “RUNG3”:
Marca6=1 == apagado del motor M3.
Marca6=0 == encendido del motor M3.
Marca7=1 == marca del reloj del motor M3.
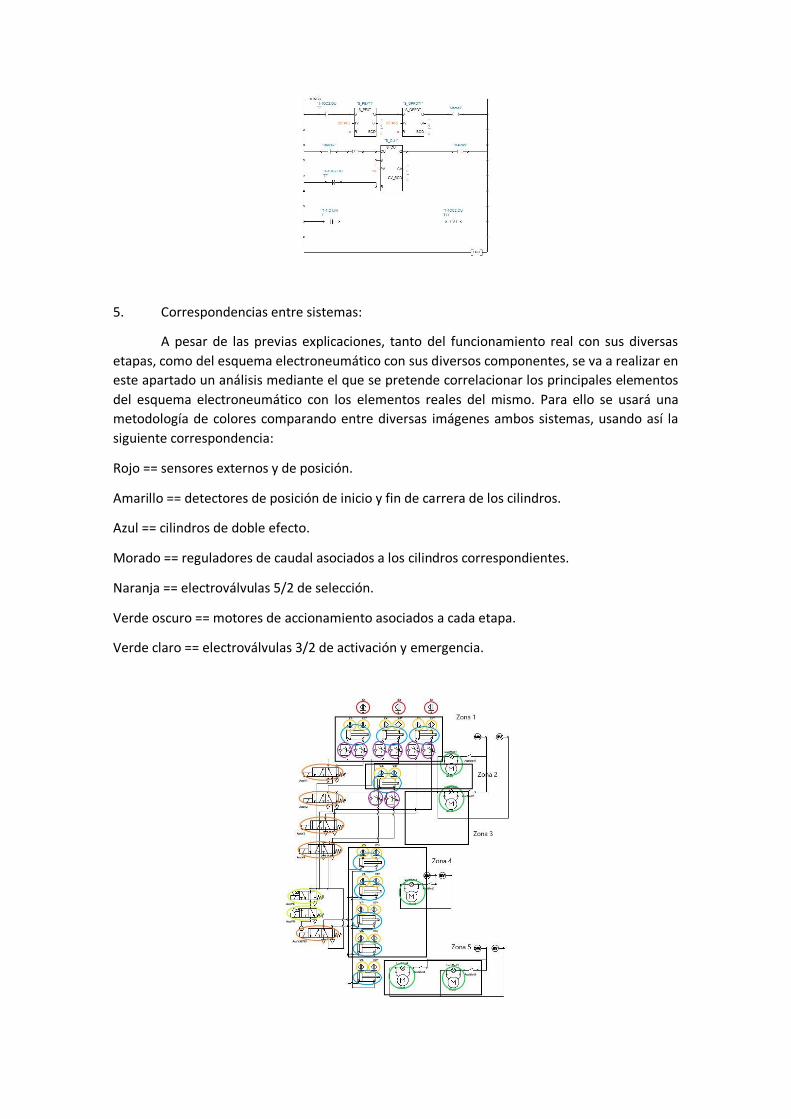
5. Correspondencias entre sistemas:
A pesar de las previas explicaciones, tanto del funcionamiento real con sus diversas
etapas, como del esquema electroneumático con sus diversos componentes, se va a realizar en
este apartado un análisis mediante el que se pretende correlacionar los principales elementos
del esquema electroneumático con los elementos reales del mismo. Para ello se usará una
metodología de colores comparando entre diversas imágenes ambos sistemas, usando así la
siguiente correspondencia:
Rojo == sensores externos y de posición.
Amarillo == detectores de posición de inicio y fin de carrera de los cilindros.
Azul == cilindros de doble efecto.
Morado == reguladores de caudal asociados a los cilindros correspondientes.
Naranja == electroválvulas 5/2 de selección.
Verde oscuro == motores de accionamiento asociados a cada etapa.
Verde claro == electroválvulas 3/2 de activación y emergencia.