control interno de la calidad analitica
DESCRIPTION
qcTRANSCRIPT

CONTROL INTERNO DE LA CALIDAD ANALÍTICA
REFLEXIONES CRÍTICAS
Enrique Fernández Pardo
II JORNADA DE CALIDAD EN LOS
LABORATORIOS DE ANÁLISIS CLÍNICOS
DE CASTILLA LA MANCHA.
PALACIO DE BENACAZÓN. TOLEDO
17 de junio 2009
CONTROL DE CALIDAD Y
ANALISTAS CLÍNICOS
• ÚNICOS PROFESIONALES
SANITARIOS QUE HAN CONTROLADO
VOLUNTARIAMENTE LA CALIDAD
DE SU TRABAJO
• DESDE HACE MÁS DE 50 AÑOS
OBJETIVO DE CALIDAD
• INFORMACIÓN CLÍNICAMENTE ÚTIL
DATO DE CALIDAD
TIEMPO ADECUADO
INFORME INTERPRETABLE

PROCESO ANALÍTICO
• FASE PREANALÍTICA
• FASE ANALÍTICA• FASE POSTANALÍTICA
FASE ANALÍTICASu calidad dependerá de:
• MÉTODO: elección, evaluación, implantación,
mantenimiento y control
• PREPARACIÓN Y ELECCIÓN DE
REACTIVOS Y CALIBRADORES
• EJECUCIÓN CORRECTA DE LA TÉCNICA
• BUEN USO DEL APARATAJE
BUEN PROFESIONAL
¿ POR QUÉ ESTABLECER UN
PROCEDIMIENTO DE CONTROL ?
• LEY
• PROFESIONALIDAD
• ÉTICA
SEGURIDADPRESTIGIO
SATISFACCIÓN
CONTROL INTERNOOBJETIVOS
• ACEPTAR O RECHAZAR SERIES ANALÍTICAS EN FUNCIÓN DE LOS RESULTADOS DE LOS CONTROLES
• QUE EL ERROR COMETIDO NUNCA SEA MAYOR QUE EL INHERENTE AL MÉTODO EN SÍ (SITUACIÓN DE ESTABILIDAD)

CONTROL INTERNOIMPLANTACIÓN
APLICACIÓN DEL CICLO
DE DEMING:
PLAN
DO
CHECK
ACT
DOCUMENTACIÓN
DOCUMENTACIÓN (I)
• PROCEDIMIENTO DE CONTROL– INSTRUCCIONES
– SERIE, Nº DE CONTROLES Y REGLA DE CONTROL
– LÍMITES DE CONTROL
• REGISTROS DE EJECUCIÓN– DE RECONSTITUCIÓN
– DE PROCESADO
– DE REVISIÓN
– DE MEDIDAS CORRECTORAS
DOCUMENTACIÓN (II)
• REGISTRO DE DATOS– NUMÉRICOS DE CONTROLES
– LEVEY-JENNINGS
– ESTABILIDAD DE LOS MÉTODOS (CRITERIOS DE
WESTGARD)
– RECALIBRACIONES

FASE ANALÍTICA
• ALMA MATER DE LA PROFESIÓN
– DESNORTACIÓN DE MUCHOS ANALISTAS– ABANDONO– DELEGACIÓN EXCESIVA
• LIBROS – POCA TÉCNICA ANALÍTICA– MUCHA FISIOPATOLOGÍA
• FORMACIÓN CONTINUADA MUY POCO ESPECIALIZADA
• EXÁMENES DE LA ESPECIALIDAD MUY POCO ESPECIALIZADOS

FASE ANALÍTICA
• SU CALIDAD SE ASUME, EN LUGAR DE ASEGURARLA O GARANTIZARLA
• SE PRESUPONE QUE ESTÁ SUPERADA Y QUE MERECEN ATENCIÓN SÓLO LAS OTRAS FASES DEL PROCESO
• PRESENTA SIN EMBARGO GRANDES DIFICULTADES COMO PONE DE MANIFIESTO LA APLICACIÓN DE ALGUNA ESPECIFICACIÓN DE CALIDAD EN LAS GRÁFICAS DEL ESTADO DEL ARTE
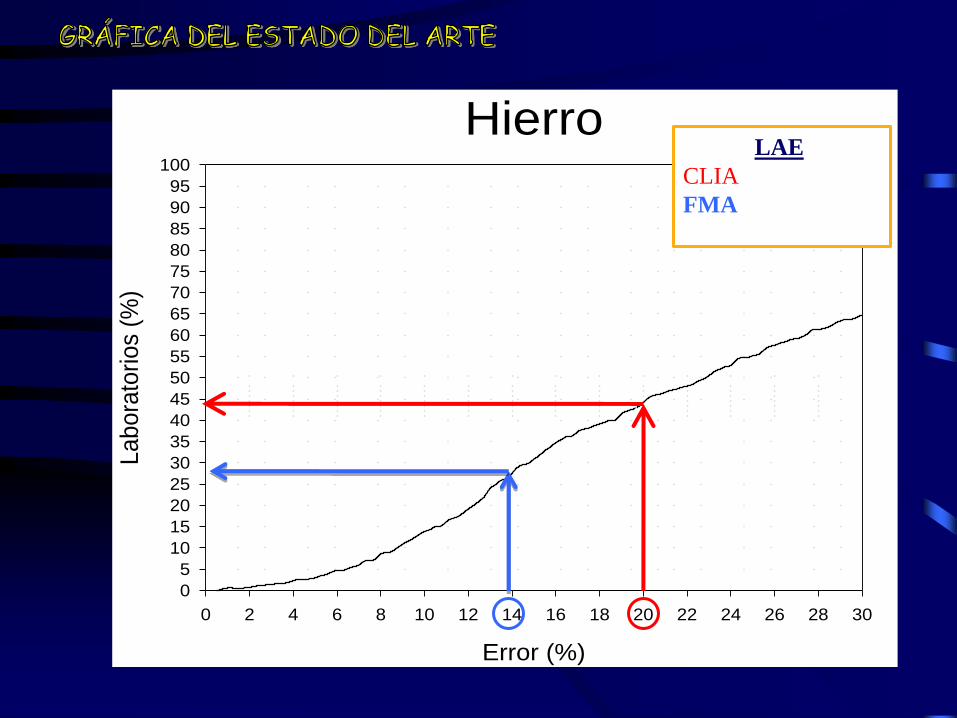
Hierro
Error (%)
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
La
bo
rato
rio
s (%
)
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100LAE
CLIA
FMA
CONTROL INTERNOIMPLANTACIÓN
LA CONSIDERACIÓN DE RUTINA PROVOCA
UNOS GRAVES PROBLEMAS EN LA
IMPLANTACIÓN DEL CONTROL INTERNO.
SE REFLEXIONA POCO Y SE TOMAN
ACCIONES SIN MUCHO SENTIDO. NO SE
CREE VERDADERAMENTE EN EL CONTROL
DE CALIDAD.

CONTROL INTERNOPLANIFICACIÓN
1. ELECCIÓN DE LOS CONTROLES
2. ANÁLISIS PREVIO
CÁLCULOS ESTADÍSTICOS
ELABORACIÓN DE LAS GRÁFICAS
3. ESTABLECIMIENTO DEL P. DE CONTROL– LA REGLA DE CONTROL ( CON SUS LÍMITES)
– NÚMERO DE CONTROLES
– SERIE ANALÍTICA

CONTROL INTERNO
PLANIFICACIÓN
A.PREVIO-ESTADÍSTICA-GRÁFICA
• LOS CÁLCULOS DEBERÁN SER REALIZADOS POR CADA LABORATORIO
• DATOS INDIVIDULIZADOS
• NO IMPORTABLES
CONTROL INTERNOPLANIFICACIÓN
1. ELECCIÓN DE LOS CONTROLES
2. ANÁLISIS PREVIO
CÁLCULOS ESTADÍSTICOS
ELABORACIÓN DE LAS GRÁFICAS
3. ESTABLECIMIENTO DEL P. DE CONTROL (exige el conocimiento de la legislación ) :
– LA REGLA DE CONTROL ( CON SUS LÍMITES)– NÚMERO DE CONTROLES– SERIE ANALÍTICA

PROCEDIMIENTO DE CONTROLLA SERIE ANALÍTICA
POCOS LABORATORIOS LA TIENEN DEFINIDA
PRERROGATIVA IRRENUNCIABLE DEL ANALISTA
TAMAÑO ADECUADO PARA NO COMPROMETER LA TOMA DE DECISIONES
CONSIDERAR LOS LABORATORIOS DE URGENCIAS
EVITAR CONTRADICCIONES CON LOS FABRICANTES DE EQUIPOS
REGLAS DE CONTROL (I)
• NORMAS CUYA APLICACIÓN PERMITE EL
ACEPTAR O RECHAZAR UNA SERIE EN
FUNCIÓN DE UN LÍMITE DE ERROR PARA
EL CONTROL
• CADA REGLA FIJA UN LÍMITE DE ERROR:
EN GENERAL UN MÚLTIPLO DE S , PARA
UNO O VARIOS CONTROLES
REGLAS DE CONTROL (II)PODER ESTADÍSTICO: PDE y PFR
• DETECTAN ERROR (EN SITUACIÓN DE INESTABILIDAD DEL MÉTODO) CON UNA DETERMINADA PROBABILIDAD (PDE)
• EXISTE LA POSIBILIDAD DE FALSA ALARMA QUE PUEDE DAR LUGAR A UN FALSO RECHAZO DE LA SERIE (PFR)
• SITUACIÓN IDEAL
– 100 % PDE
– 0 % PFR
• SE ESTUDIAN MEDIANTE LAS CURVAS DE POTENCIA
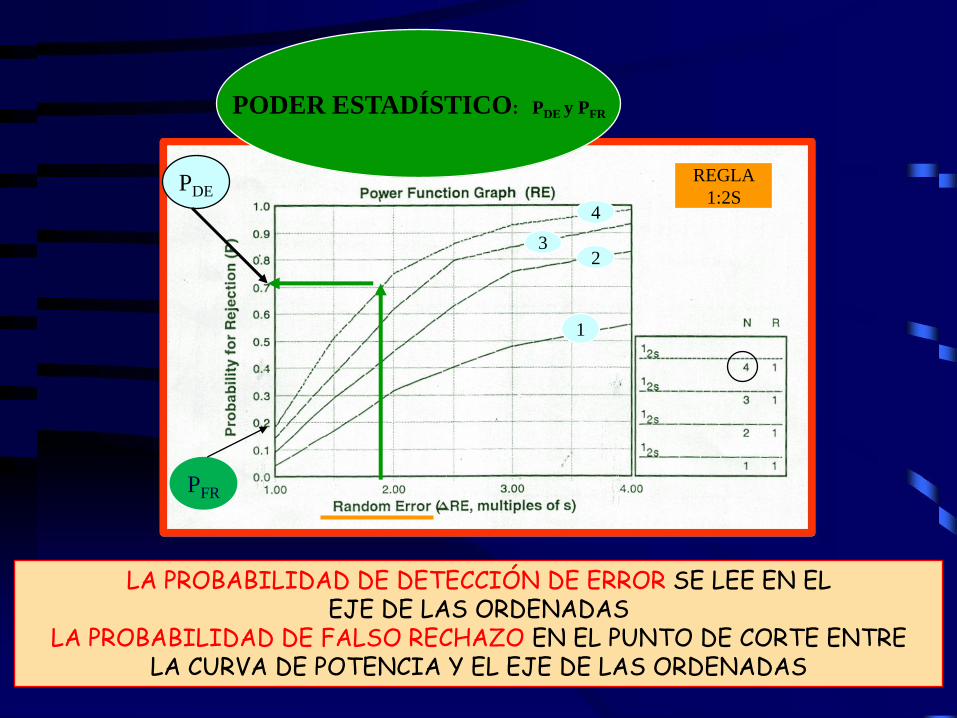
REGLA
1:2SPDE
PFR
PODER ESTADÍSTICO: PDE y PFR
1
23
4
LA PROBABILIDAD DE DETECCIÓN DE ERROR SE LEE EN EL EJE DE LAS ORDENADAS
LA PROBABILIDAD DE FALSO RECHAZO EN EL PUNTO DE CORTE ENTRELA CURVA DE POTENCIA Y EL EJE DE LAS ORDENADAS
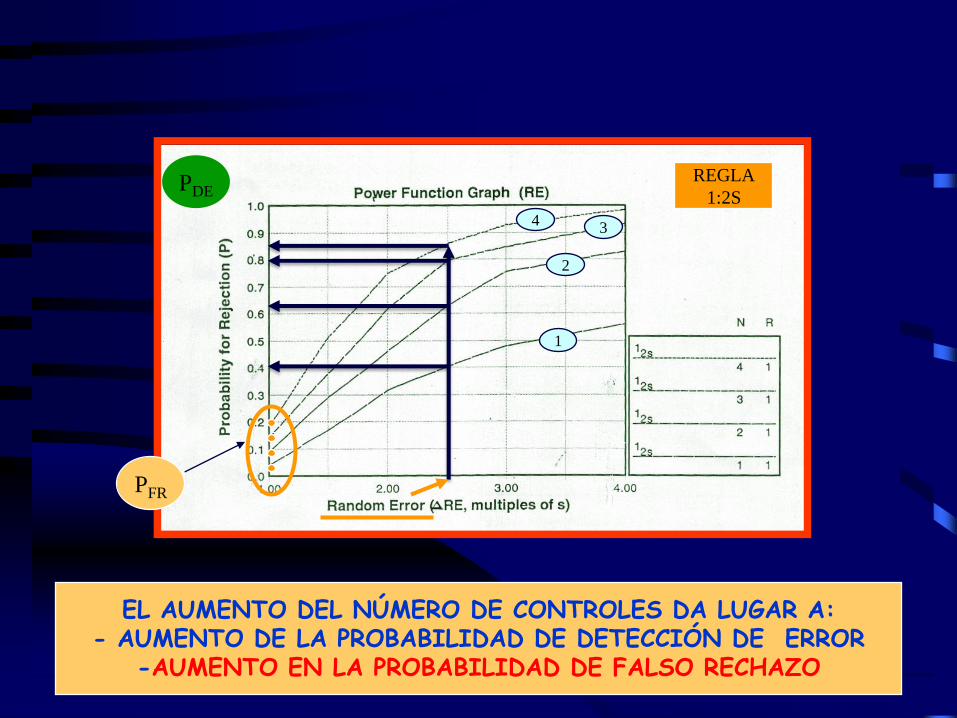
REGLA
1:2SPDE
PFR
EL AUMENTO DEL NÚMERO DE CONTROLES DA LUGAR A:- AUMENTO DE LA PROBABILIDAD DE DETECCIÓN DE ERROR
-AUMENTO EN LA PROBABILIDAD DE FALSO RECHAZO
1
2
34
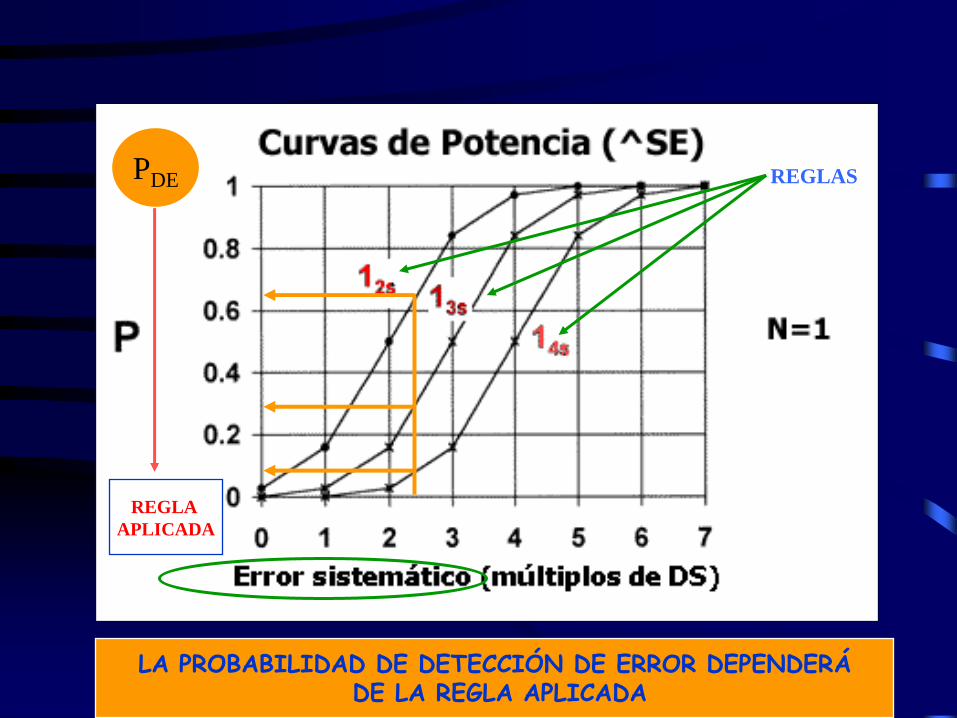
REGLASPDE
REGLA
APLICADA
LA PROBABILIDAD DE DETECCIÓN DE ERROR DEPENDERÁDE LA REGLA APLICADA
PROCEDIMIENTO DE CONTROL
LA PROBABILIDAD DE DETECCIÓN
DE ERROR (PDE) ASÍ COMO LA DE UN
FALSO RECHAZO (PFR) DE UNA SERIE
DEPENDE DE:• LA REGLA APLICADA (SENSIBILIDAD)
• DEL NÚMERO DE CONTROLES
• DEL TAMAÑO DEL ERROR EN MÚLTIPLOS DE LA DESVIACIÓN TÍPICA

PROCEDIMIENTO DE CONTROLLA SELECCIÓN DE REGLAS
• ES UNA PRERROGATIVA DE CADA
ANALISTA
– ESCOGE LA REGLA BAJO SU RESPONSABILIDAD
Y SABIENDO LO QUE BUSCA
• ES UN PROCESO IMPORTANTE PORQUE:
– ALGUNAS SON INCAPACES DE DETECTAR
ERRORES DE IMPORTANCIA CLÍNICA
– OTRAS DAN LUGAR A UN ALTO PORCENTAJE
DE FALSOS RECHAZOS (ECONOMÍA Y TIEMPO)
PROCEDIMIENTO DE CONTROLNÚMERO DE CONTROLES POR SERIE
PRERROGATIVA MEDITADA E IRRENUNCIABLE
EL MENOR NÚMERO POSIBLE: economía y tiempo
SIN SOBREPASAR NUNCA LOS QUE INDICA EL PROCEDIMIENTO DOCUMENTADO DE CONTROL: PFR
NO CORRIGEN LAS INESTABILIDADES DE LOS MÉTODOS ANALÍTICOS
PROCEDIMIENTOS DE
CONTROL HABITUALES
• NO TIENEN EN CUENTA:
– LOS LAE (ESPECIFICACIONES DE CALIDAD)
– LA BONDAD O NO DEL MÉTODO ANALÍTICO
– EL QUE SATISFAGA O NO LAS NECESIDADES CLÍNICAS
• NO SE GARANTIZA QUE SE TRABAJE CON UN ERROR INFERIOR A UNOS LÍMITES
SON PUES PROCESOS INCOMPLETOS
¿PODEMOS ESTABLECER UN
PROCEDIMIENTO DE CONTROL QUE
DETECTE UN ERROR ANALÍTICO
SUPERIOR A UNOS LÍMITES DADOS?
QUE ESTÉ RELACIONADO CON ESPECIFICACIONES DE LA CALIDAD
PROCEDIMIENTO DE CONTROLSELECCIÓN DE REGLAS EN FUNCIÓN DE UNOS LÍMITES ADMISIBLES
DE ERROR
• OPSpecs CHARTS DE WESTGARD (GRÁFICAS DE ESPECIFICACIONES OPERATIVAS)
• EN FUNCIÓN DE LA
– PRECISIÓN
– SESGO DEL MÉTODO Y LOS
– REQUERIMIENTOS DE CALIDAD O LAE (PROPIOS O AJENOS)
• SE SELECCIONA UNA REGLA DE CONTROL– CON UN NÚMERO DE CONTROLES
– UNA PROBABILIDAD CONOCIDA DE DETECTAR CUANDO SE SOBREPASAN LOS LAE
– UNA PROBABILIDAD CONOCIDA DE FALSO RECHAZO
• GARANTÍA DE CUMPLIR LOS LAE

Especificaciones operativas
WESTGARD
LAE PEDSERIE
Especificaciones operativas
WESTGARD
LAE PEDSERIE
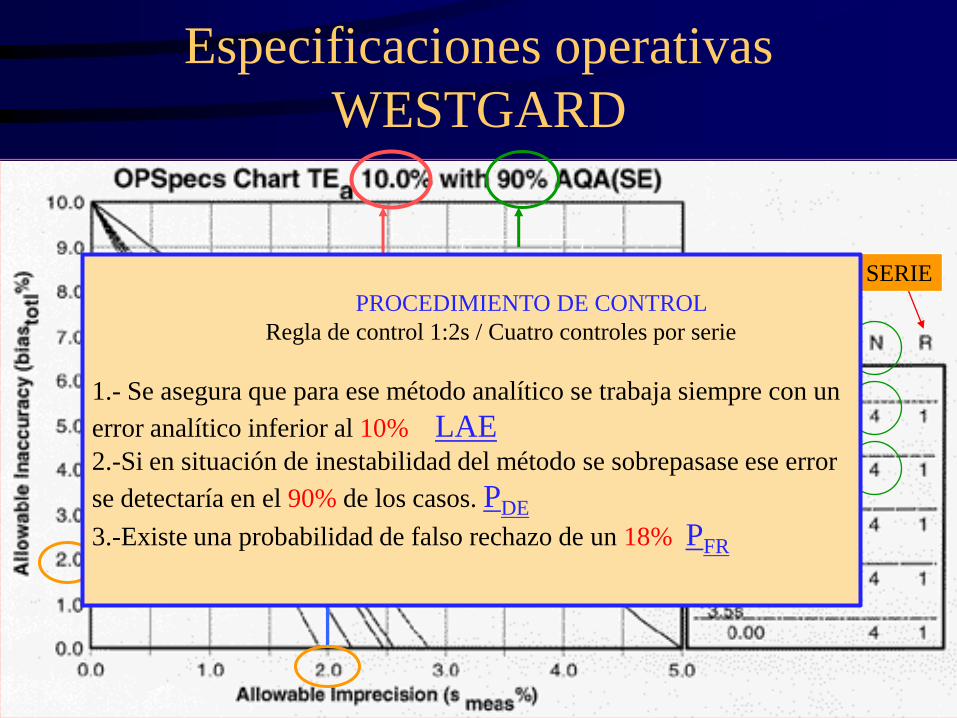
PROCEDIMIENTO DE CONTROL
Regla de control 1:2s / Cuatro controles por serie
1.- Se asegura que para ese método analítico se trabaja siempre con un
error analítico inferior al 10% LAE2.-Si en situación de inestabilidad del método se sobrepasase ese error
se detectaría en el 90% de los casos. PDE
3.-Existe una probabilidad de falso rechazo de un 18% PFR
Especificaciones operativas
WESTGARD
LAE PEDSERIE
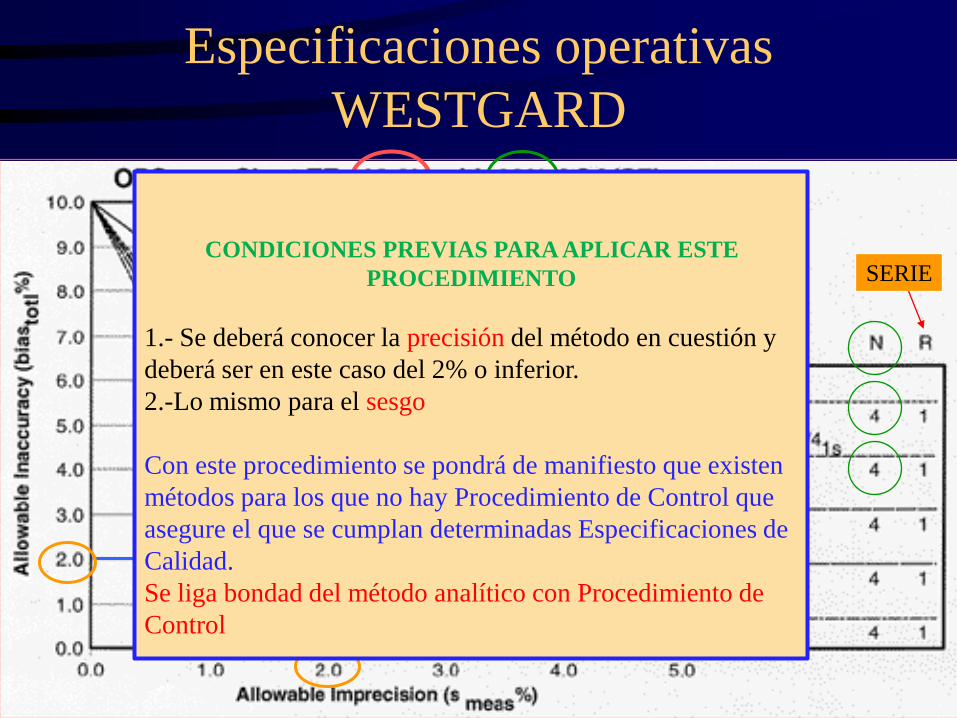
CONDICIONES PREVIAS PARA APLICAR ESTE
PROCEDIMIENTO
1.- Se deberá conocer la precisión del método en cuestión y
deberá ser en este caso del 2% o inferior.
2.-Lo mismo para el sesgo
Con este procedimiento se pondrá de manifiesto que existen
métodos para los que no hay Procedimiento de Control que
asegure el que se cumplan determinadas Especificaciones de
Calidad.
Se liga bondad del método analítico con Procedimiento de
Control
PROCEDIMIENTOS DE CONTROLREGLAS DE CONTROL
HABITUALES:1: 2s para N = 1
1:2.5s para N > 1
1: 3s para N > 1
POCO HABITUALES:MULTIRREGLA DE WESTGARD
LAS OBTENIDAS DE LAS OPSpecs CHARTS DE WESTGARD (GRÁFICAS DE ESPECIFICACIONES OPERATIVAS)

PROCEDIMIENTOS DE CONTROL
1:2s
• CONTROL DE USO MUY HABITUAL
• LÍMITES– UN CONTROL > + 2 SD (RECHAZO)
• LIMITACIONES
– NO ÚTIL PARA N>1– PDE BAJA
– EL AUMENTO DE PDE AUMENTANDO NCONLLEVA UN AUMENTO DE PFR
– NO TIENE EN CUENTA LOS LAE
• GRÁFICA DE LEVEY-JENNINGS

PFR
5% N=1
9% N=2
14% N=3
PFR
18 % N=4
46% N=12
64% N=20
N=1
N=2
PROCEDIMIENTO DE CONTROLMULTIRREGLAS DE WESTGARD
• DESARROLLADO EN 1981
• MEJORA LAS PDE Y LAS PFR
• CONJUNTO DE REGLAS SENSIBLES TANTO AL E. ALEATORIO COMO AL SITEMÁTICO
• INTERPRETACIÓN MÁS ESTRUCTURADA
• GRÁFICA DE LEVEY-JENNINGS
• SU APLICACIÓN A VECES PRECISA VARIAS SERIES
• PREFERIBLE UTILIZAR REGLAS SIMPLES

PROCEDIMIENTOS DE CONTROLOBTENIDO DE LAS OPS
• CONTROL DE USO MUY POCO EXTENDIDO
• EXIGE:– EL CONOCIMIENTO DE LA PRECISIÓN Y DEL SESGO
– EL ESTABLECIMIENTO DE UNOS LAE
– TENER LAS TABLAS DE WESTGARD DE OPS
• VENTAJAS– PDE Y PFR SELECCIONADA POR EL USUARIO
– TIENE EN CUENTA LOS LAE
– PONE EN EVIDENCIA MALOS MÉTODOS ANALÍTICOS
– GARANTIZA EL TRABAJAR CON UN ERROR INFERIOR A UNOS LÍMITES
• NÚMERO DE CONTROLES– OBTENIDO DE LAS GRÁFICAS OPS

CONTROL INTERNOIMPLANTACIÓN
APLICACIÓN DEL CICLO
DE DEMING:
PLAN
CHECK
ACT
DO
CONTROL INTERNOEJECUCIÓN
• TRAS LA COMPROBACIÓN DEL BUEN ESTADO DEL SISTEMA ANALÍTICO
– CONTROLES INICIALES DE FUNCIONAMIENTO
• PROCESADO DE LOS CONTROLES EN CADA SERIE ANALÍTICA
– SITUACIÓN ALEATORIA Y CONOCIDA DENTRO DE LA SERIE
CONTROL INTERNOIMPLANTACIÓN
APLICACIÓN DEL CICLO
DE DEMING:
PLAN
DO
ACT
CHECK

CONTROL INTERNOCOMPROBACIÓN
QUE LOS CONTROLES NO SUPERAN
LOS LÍMITES ESTABLECIDOS Y
PERFECTAMENTE DOCUMENTADOS

CONTROL INTERNOIMPLANTACIÓN
APLICACIÓN DEL
CICLO DE DEMING:
PLAN
DO
CHECK
ACT
CONTROL INTERNOACTUACIÓN
EN FUNCIÓN DE LA APLICACIÓN DE LA REGLA SE
PRODUCE:
RECHAZO DE LA SERIE MEDIDAS CORRECTORAS CONTROLES DE FUNCIONAMIENTO
REINICIO DE LA SERIE Y REPETICIÓN DEL TRABAJO ANALÍTICO
EVITAR MALAS PRÁCTICAS: repeticiones, nuevas reconstituciones y modificaciones de resultados
ACEPTACIÓN DE LA SERIE

Deberá poder contestar a preguntas
semejantes a las que aparecen en las próximas
diapositivas.
Deberá poder demostrar que el
procedimiento de control documentado se
cumple.
EL ANALISTA RESPONSABLE DE UN CONTROL
INTERNO BIEN IMPLANTADO
PREGUNTAS (I)
¿CÓMO ESTÁ ESTABLECIDA LA SERIE?
¿CUÁNTOS CONTROLES POR SERIE Y QUÉ REGLA SE APLICA?
¿QUÉ INSTRUCCIONES SE APLICARÁN?
¿QUIÉN RECONSTITUYÓ LOS CONTROLES Y A QUÉ HORA?
¿QUIÉN LOS PROCESÓ Y LOS REVISÓ?
¿QUÉ MEDIDAS CORRECTORAS SE TOMARON?
PREGUNTAS (II)
¿QUÉ ESTABILIDAD (CRITERIOS DE WESTGARD) TIENE TAL O CUÁL MÉTODO EN EL ÚLTIMO MES?
¿QUÉ ESTADÍSTICOS BÁSICOS OFRECEN TAL O CUÁL MÉTODO EN EL ÚLTIMO TRIMESTRE?
¿QUÉ ESPECIFICACIONES DE CALIDAD SE APLICAN?
¿QUÉ PRECISIÓN Y SESGO OFRECE TAL O CUAL MÉTODO?
¿EL PROCEDIMIENTO DE CONTROL ASEGURA EL CUMPLIMIENTO DE ALGÚN LAE?

CONTROL INTERNOREFLEXIONES CRÍTICAS
FIN
BIBLIOGRAFÍA (I)
• Levey S.and Jennings E.R. The use of control
charts in the Clinical Laboratory. Am J of Clin
Path 1950; 1059-1066
• Westgard JO. Power functions for statistical
control rule. Clin Chem 1979; 25: 863-869
• Westgard JO. Simulation and modeling for
optimizing quality control and improving
analytical quality assurance. Clin Chem 1992; 38:
175-178

BIBLIOGRAFÍA (II)
• Westgard JO. A multi-rule Shewhart chart for
quality control in clinical chemistry. Clin Chem
1981; 27: 493-501
• U.S.Dept. of Health and Human Services.
Medicare, Medicaid, and CLIA Programs:
Regulations implementing the Clinical Laboratory
Improvement Amendements of 1988 (CLIA).
Final Rule. Fed Regist 1992; 57: 7002-186
BIBLIOGRAFÍA (III)
• OPSpecs Manual. Operating Specifications
for precision, Accuracy, and quality Control
Westgard JO.1996 WQC
• Uldall A. Quality Assurance in Clinical
Chemistry. Scand J Clin Lab Invest 1987;
47 (Supp 187) 1:94
BIBLIOGRAFÍA (IV)
• Control Interno de la Calidad: Principios y
Definiciones. Documento del NCCLS C24-A Vol.
11 nº 6. 1991. Barnett RN.
• Westgard JO. Charts of Operational Specifications
(“OPSpecs Charts”) for assessing the Precision,
Accuracy, and quality Control Needed to Satisfy
Proficiency Testing Performance Criteria. Clin
Chem 1992; 38: 1226-33

BIBLIOGRAFÍA (V)
• J.Morancho y E.Fernández Pardo.Gráficas
del estado del arte extraídas del PSEC.
Utilización para la selección de
especificaciones de calidad. An Clin
2002;27(3):101-134

ASEVERACIONES
• ÚNICOS PROFESIONALES CON QC
• CONDICIÓN PREVIA:BUEN PROFESIONAL
• IMPLANTACIÓN: CORRECTA , METÓDICA Y
REFLEXIONADA
• OBJETIVO PRINCIPAL: RECHAZO DE SERIES SIN
CALIDAD
• CONDICIONES QUE DIFICULTAN LA
IMPLANTACIÓN: EL ABANDONO DE LA FASE
ANALÍTICA Y LA ASUNCIÓN DE QUE LA FA ESTÁ
SUPERADA

REFLEXIONES CRÍTICAS (I)
• CATEGORÍA DE PROCESO RUTINARIO
• IMPORTACIÓN DE ESTADÍSTICOS
• SIN DEFINIR LA SERIE ANALÍTICA
• SIN REFLEXIONAR SOBRE LA REGLA DE
CONTROL
• SIN FIJAR UN NÚMERO CONSTANTE DE
CONTROLES POR SERIE
REFLEXIONES CRÍTICAS(II)
• PROCEDIMIENTOS DE CONTROL
INCOMPLETOS
• USO ABUSIVO DE LA REGLA 1:2s EN
FUNCIÓN DE SU ALTA TASA DE FALSOS
RECHAZOS
• INCLUMPIMIENTO DEL OBJETIVO
PRIORITARIO: RECHAZO DE SERIES
• CARENCIA DE DOCUMENTACIÓN