cnc practica
DESCRIPTION
practica de cncTRANSCRIPT
Materia: Manufactura Asistida por Computadora
Maestro: Reynaldo Ledesma Jaime
IMEM 10° “B”JAIME ERIC GARCIA CRUZ
Practica del TREBOL Y PLACA en CNC y descripción del programa.
Valle de Santiago Gto, a 2 de Octubre de 2015
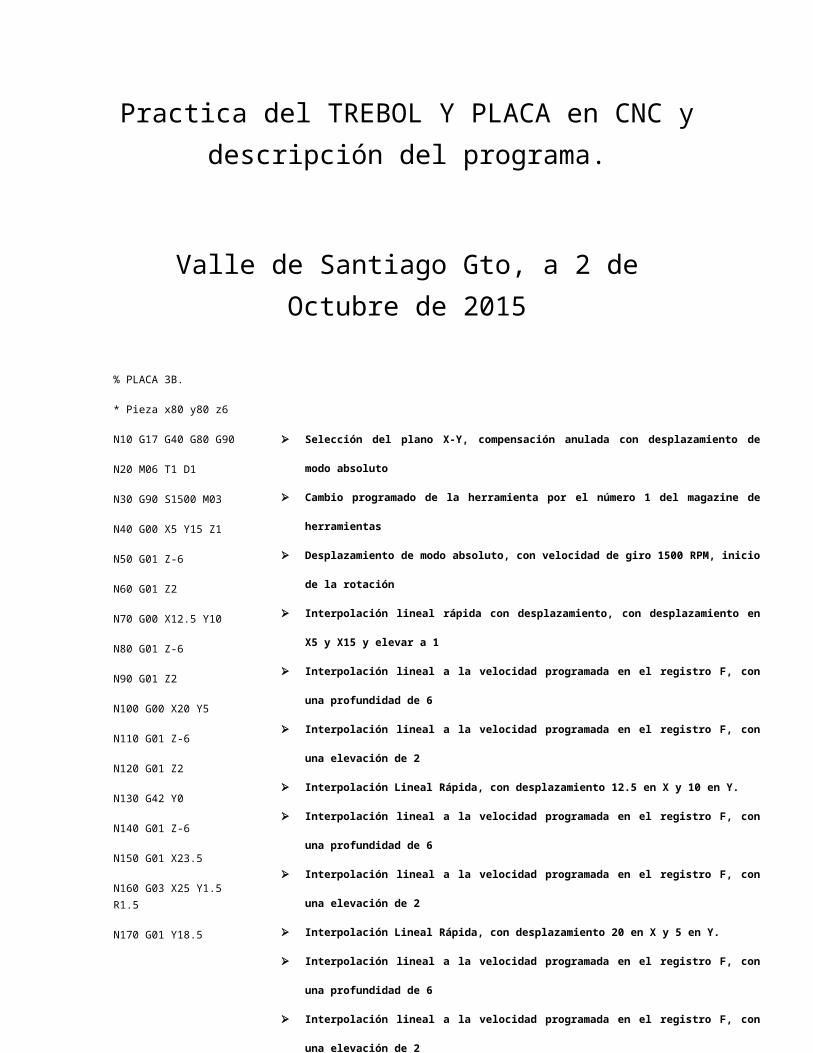
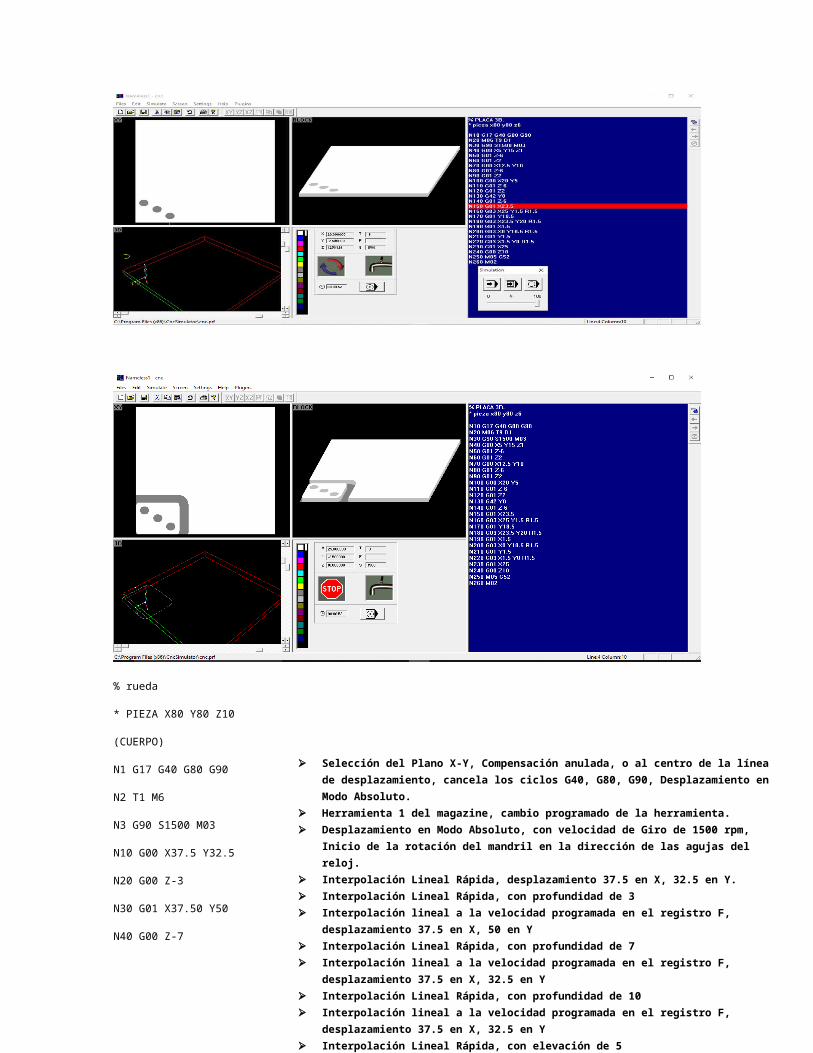
% PLACA 3B.
* Pieza x80 y80 z6
N10 G17 G40 G80 G90
N20 M06 T1 D1
N30 G90 S1500 M03
N40 G00 X5 Y15 Z1
N50 G01 Z-6
N60 G01 Z2
N70 G00 X12.5 Y10
N80 G01 Z-6
N90 G01 Z2
N100 G00 X20 Y5
N110 G01 Z-6
N120 G01 Z2
N130 G42 Y0
N140 G01 Z-6
N150 G01 X23.5
N160 G03 X25 Y1.5 R1.5
N170 G01 Y18.5
N180 G03 X23.5 Y20 R1.5
N190 G01 X1.5
N200 G03 X0 Y18.5 R1.5
N210 G01 Y1.5
N220 G03 X1.5 Y0 R1.5
N230 G01 X25
N240 G00 Z10
N250 M05 G52
N260 M02
Selección del plano X-Y, compensación anulada con desplazamiento de modo absoluto
Cambio programado de la herramienta por el número 1 del magazine de herramientas
Desplazamiento de modo absoluto, con velocidad de giro 1500 RPM, inicio de la rotación
Interpolación lineal rápida con desplazamiento, con desplazamiento en X5 y X15 y elevar a 1
Interpolación lineal a la velocidad programada en el registro F, con una profundidad de 6
Interpolación lineal a la velocidad programada en el registro F, con una elevación de 2
Interpolación Lineal Rápida, con desplazamiento 12.5 en X y 10 en Y.
Interpolación lineal a la velocidad programada en el registro F, con una profundidad de 6
Interpolación lineal a la velocidad programada en el registro F, con una elevación de 2
Interpolación Lineal Rápida, con desplazamiento 20 en X y 5 en Y.
Interpolación lineal a la velocidad programada en el registro F, con una profundidad de 6
Interpolación lineal a la velocidad programada en el registro F, con una elevación de 2
Compensación a la Derecha de la línea de desplazamiento, con desplazamiento 0 en Y
Interpolación lineal a la velocidad programada en el registro F, con una profundidad de 6
Interpolación lineal a la velocidad programada en el registro F, con desplazamiento 23.5 en X.
Movimiento Circular en el sentido anti-horario con desplazamiento 25 en X, 1.5 en Y, y radio de 1.5
Interpolación lineal a la velocidad programada en el registro F, con desplazamiento 18.5 en Y
Movimiento Circular en el sentido anti-horario con desplazamiento 23.5 en X, 20 en Y, y radio de 1.5
Interpolación lineal a la velocidad programada en el registro F, con desplazamiento 1.5 en X.
Movimiento Circular en el sentido anti-horario con desplazamiento 0 en X, 18.5 en Y, y radio de 1.5
Interpolación lineal a la velocidad programada en el registro F, con desplazamiento 1.5 en X.
Movimiento Circular en el sentido anti-horario con desplazamiento 1.5 en X, 0 en Y, y radio de 1.5
Interpolación lineal a la velocidad programada en el registro F, con desplazamiento 25 en X.
Interpolación Lineal Rápida, con desplazamiento con una elevación de 10
Detención de la rotación del mandril,
Fin del programa.
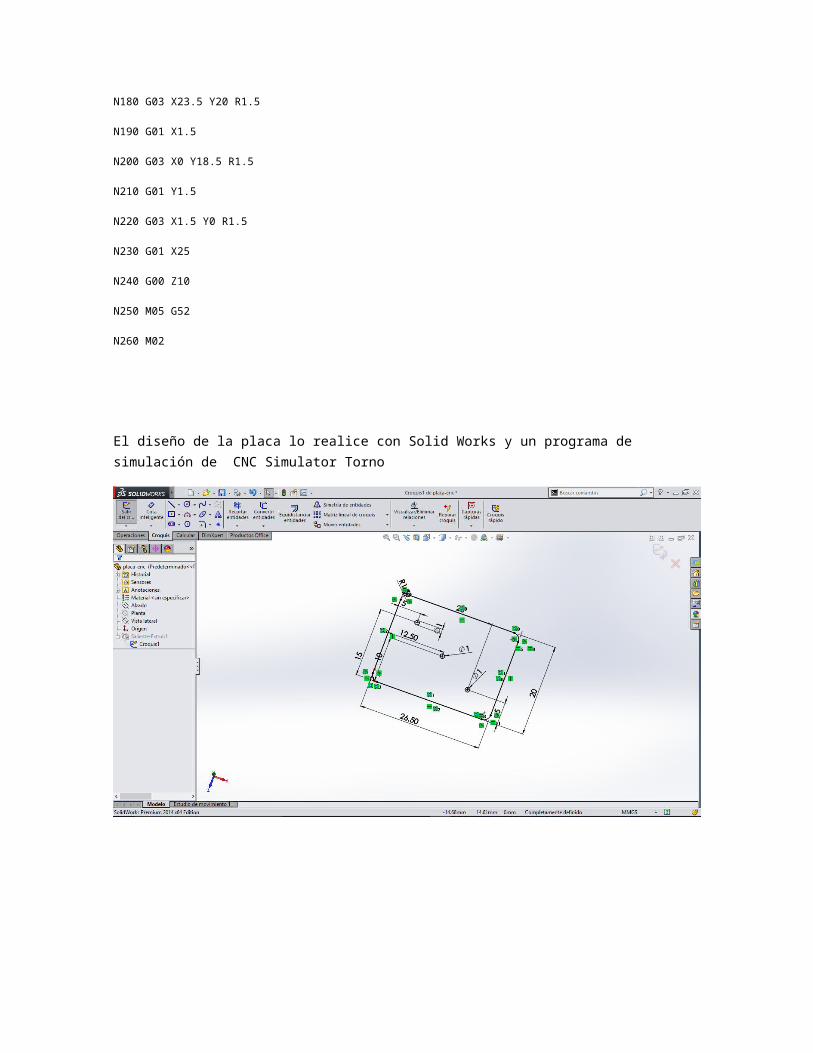
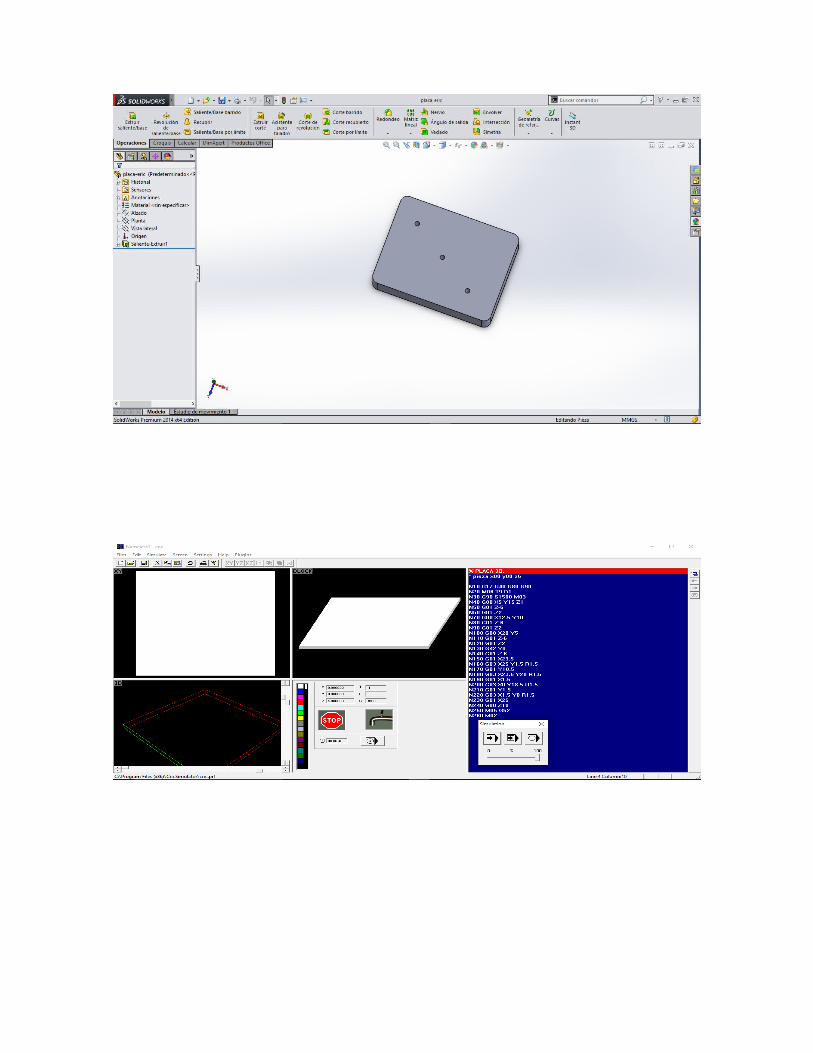
El diseño de la placa lo realice con Solid Works y un programa de simulación de CNC Simulator Torno
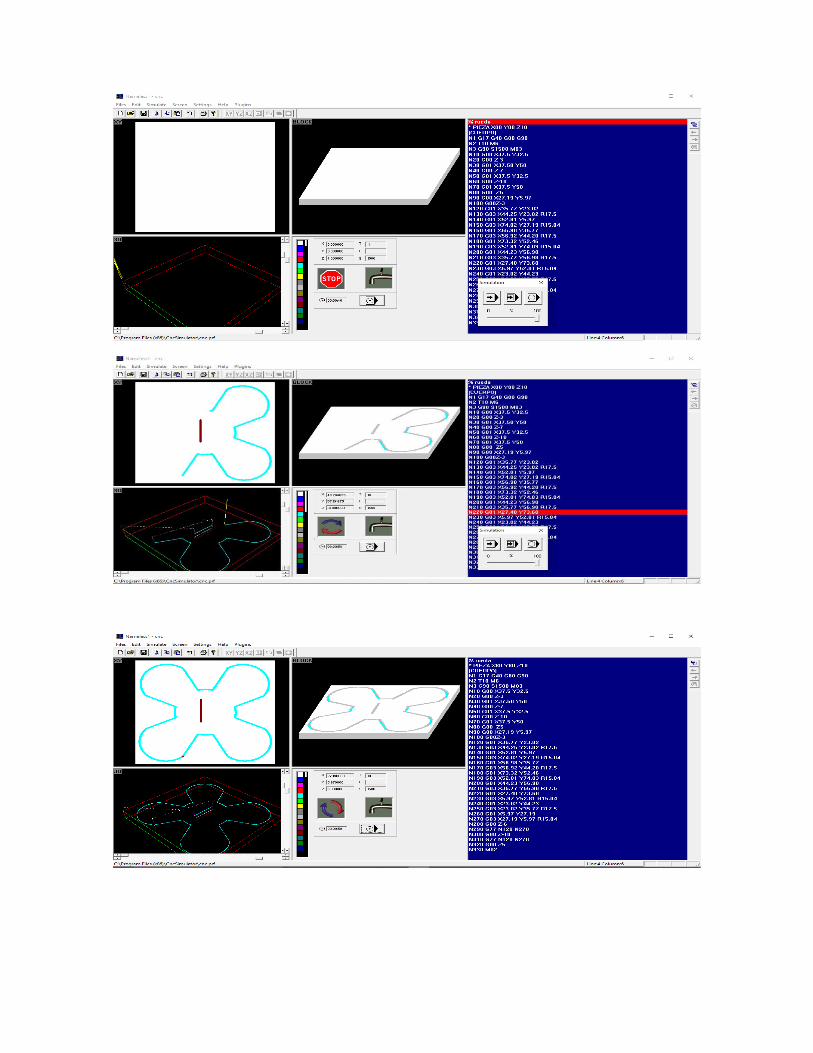
% rueda
* PIEZA X80 Y80 Z10
(CUERPO)
N1 G17 G40 G80 G90
N2 T1 M6
N3 G90 S1500 M03
N10 G00 X37.5 Y32.5
N20 G00 Z-3
N30 G01 X37.50 Y50
N40 G00 Z-7
N50 G01 X37.5 Y32.5
N60 G00 Z-10
N70 G01 X37.5 Y50
N80 G00 Z5
N90 G00 X27.19 Y5.97
N100 G00Z-3
N120 G01 X35.77 Y23.02
N130 G03 X44.25 Y23.02 R17.5
N140 G01 X52.81 Y5.97
N150 G03 X74.02 Y27.19 R15.04
N160 G01 X56.98 Y35.77
N170 G03 X56.92 Y44.20 R17.5
N180 G01 X73.32 Y52.46
N190 G03 X52.81 Y74.03 R15.04
N200 G01 X44.23 Y56.98
N210 G03 X35.77 Y56.98 R17.5
N220 G01 X27.40 Y73.60
N230 G03 X5.97 Y52.81 R15.04
N240 G01 X23.02 Y44.23
N250 G03 X23.02 Y35.77 R17.5
N260 G01 X5.97 Y27.19
N270 G03 X27.19 Y5.97 R15.04
Selección del Plano X-Y, Compensación anulada, o al centro de la línea de desplazamiento, cancela los ciclos G40, G80, G90, Desplazamiento en Modo Absoluto.
Herramienta 1 del magazine, cambio programado de la herramienta. Desplazamiento en Modo Absoluto, con velocidad de Giro de 1500 rpm, Inicio de la rotación del
mandril en la dirección de las agujas del reloj. Interpolación Lineal Rápida, desplazamiento 37.5 en X, 32.5 en Y. Interpolación Lineal Rápida, con profundidad de 3 Interpolación lineal a la velocidad programada en el registro F, desplazamiento 37.5 en X, 50 en Y Interpolación Lineal Rápida, con profundidad de 7 Interpolación lineal a la velocidad programada en el registro F, desplazamiento 37.5 en X, 32.5 en Y Interpolación Lineal Rápida, con profundidad de 10 Interpolación lineal a la velocidad programada en el registro F, desplazamiento 37.5 en X, 32.5 en Y Interpolación Lineal Rápida, con elevación de 5 Interpolación lineal rápida, desplazamiento 27.19 en X, 5.97 en Y Interpolación Lineal Rápida, con profundidad de 3 Interpolación lineal a la velocidad programada en el registro F, desplazamiento 35.77 en X, 27.02 en Y Movimiento Circular en el sentido anti-horario 44.25 en X, 23.02 en Y, radio de 17.5 Interpolación lineal a la velocidad programada en el registro F, desplazamiento 52.81 en X, 5.97 en Y Movimiento Circular en el sentido anti-horario desplazamiento 74.02 en X, 27.19 en Y, radio de 15.04 Interpolación lineal a la velocidad programada en el registro F, desplazamiento 56.98 en X, 35.77 en Y Movimiento Circular en el sentido anti-horario desplazamiento 56.92 en X, 44.20 en Y, radio de 17.5 Interpolación lineal a la velocidad programada en el registro F, desplazamiento 73.32 en X, 52.46 en Y Movimiento Circular en el sentido anti-horario desplazamiento 52.81 en X, 74.03 en Y, radio de 15.04 Interpolación lineal a la velocidad programada en el registro F, desplazamiento 44.23 en X, 56.98 en Y Movimiento Circular en el sentido anti-horario desplazamiento 35.77 en X, 56.98 en Y, radio de 17.5 Interpolación lineal a la velocidad programada en el registro F, desplazamiento 27.40 en X, 73.60 en Y Movimiento Circular en el sentido anti-horario desplazamiento 5.97 en X, 52.81 en Y, radio de 15.04 Interpolación lineal a la velocidad programada en el registro F, desplazamiento 23.02 en X, 44.23 en Y Movimiento Circular en el sentido anti-horario desplazamiento 23.02 en X, 35.77 en Y, radio de 17.5 Interpolación lineal a la velocidad programada en el registro F, desplazamiento 5.97 en X, 27.19 en Y Movimiento Circular en el sentido anti-horario desplazamiento 27.97 en X, 5.97 en Y, radio de 15.04 Interpolación Lineal Rápida, con profundidad de 6 Acoplamiento del 4º Eje W o del 5º Eje V con su asociado, secuencia 120 y 270 Interpolación Lineal Rápida, con profundidad de 1 Acoplamiento del 4º Eje W o del 5º Eje V con su asociado. Secuencia 120 y 270 Interpolación Lineal Rápida, con elevación de 5 Fin del programa
N280 G00 Z-6
N290 G77 N120 N270
N300 G00 Z-10
N310 G77 N120 N270
N320 G00 Z5
N330 M02
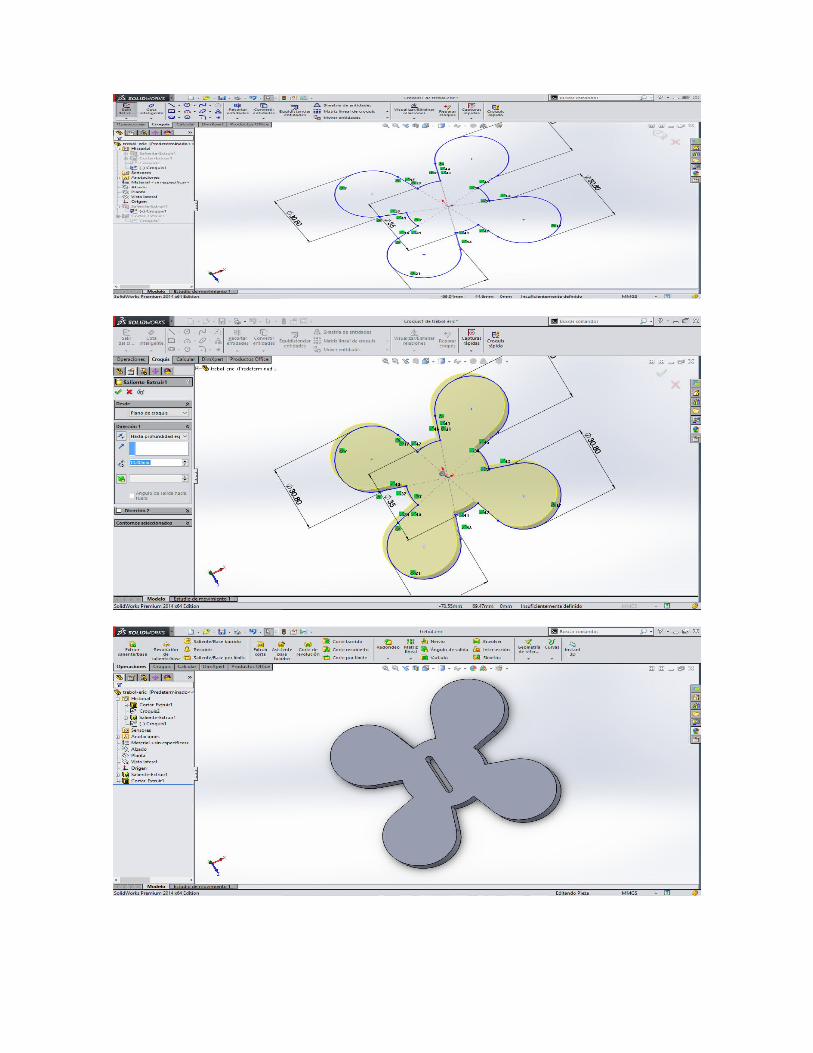
El diseño del trébol al igual que al anterior lo realice con Solid Works y un programa de simulación de CNC Simulator Torno además de una pequeña muestra en Reuter de la universidad
CONCLUCIONES
En esta práctica creo que lo importante es conocer cada uno de los diferentes significados de los códigos g y m además de los diferentes herramentales que se pueden utilizar dentro del maquinado de piezas, además de que pudimos comprender que hay ciertas funciones que son primordiales conocer antes de que el operario pueda realizar cualquier trabajo que éste desee.
Los ciclos fijos son comandos de mucha ayuda para el usuario ya que te “ahorran” cierta complejidad al momento de programar, además de que el poder cambiar de herramienta en plena programación hace más fácil el poder realizar trabajos que nos tomarían días incluso semanas. Espero poder no solo simular una máquina herramienta CNC sino también poder ver físicamente como va cambiando un producto mediante los comandos que vayamos metiendo.