caractemsticasyproprndadesderecub~oscon ... sección de estudios de posgrado einvestigación, esime,...
TRANSCRIPT

64 Revista Latinoamericana de Metalurgia y Materiales, Vol. 21, N° 2, 2001, 64-68.
CARACTEmSTICASYPROprnDADESDERECUB~OSCONALEACIÓN INCONEL 600ySTELLITE.
M. c. Sáaehez', F. Palacios', A. Márquez , L. Hernández', P. VillegasI, G. VillaI•
l. Sección de Estudios de Posgrado e Investigación, ESIME, IPN Departamento de Mecánica.2. Instituto Nacional de Investigación Nuclear, Gerencia de Ciencia de Materiales. S
alazar, Edo. de México. avinfer@ starmedia.com
Resumen;
El trabajo presenta el estudio sobre las propiedades metalúrgicas y mecánicas de dos aleaciones, Inconel 600 y stellite,clasificadas dentro del grupo de aleaciones de alta dureza o superaleaciones; las cuales fueron depositadas mediante el procesode soldadura eléctrica con arco metálico y electrodo revestido (SMA W) y fueron analizadas mediante microscopía electrónica(SEM), difractometria, pruebas de abrasión y dureza. Se observó la relación entre la microestructnra y las propiedades delrecubrimiento (dureza, resistencia a la abrasión, entre otras ).
Palabras Clave: Stellite, Inconel 600, Austenita, Abrasion. Carburos, Recubrimiento duro.
Abstracf:
The present work studies the metallurgical and mechanicaI properties of two alloys, InconeI 600 and stellite, whích are withinthe group ofhígh hardness aIloys or superalloys, which are deposíted through the electrical weld process to the metallic are withcoated electrode (SMA W) and thereinafter analyzed tbrough electron microscopy, diffractometry and of abrasion and hardnesstests. The relationship between the microstructnre and the final properties of the coatíng (hardness and abrasíon wear resis-tance) was observed,
Keywords: Stellite, Inconel 600, austenitic, abrasion, carbide, hard coating.
1.Introducción
Los recubrimiento s duros sobre metales blandos tienenuna gran importancia en los componentes de equipossometidos a diferentes tipos de servicio. Estosrecubrimientos tienen una amplia aplicación en la industriapetroquímica, generación de energía eléctrica, movimientode tierras e industria nuclear.
La aplicación de recubrimientos duros sobre las superfi-cies consiste en depositar alguna clase de aleación especialsobre una parte metálica, mediante alguno de los diversosmétodos de aplicación de soldadura, para formar unasuperficie que resista a la abrasión, el calor, el impacto y lacorrosión, o sus combinaciones [1].
Un grupo importante de aleaciones para el servicio decorrosión y alta temperatura está basado en el elementoníquel. Uno de los atributos más importantes del níquel,con respecto a la formación de aleaciones resistentes a lacorrosión, es su compatibilidad metalúrgica con otrosmetales tales como cobre, cromo, molibdeno, y hierro. Lasaleaciones de níquel son. en general, austeníticas; sinembargo, pueden estar sujetas a la precipitaciónintermetálica y a la formación de fases de carburo al someterseal envejecimiento.
Las aleaciones de cobalto son químicamente menoscomplejas que las aleaciones de níquel, siendo másparecidas a los aceros inoxidables. La constitución de fasesde la mayoría de las superaleaciones de cobalto consiste enuna matriz continua cúbica de cara centrada (fcc), llamadaausteníta o gama (y); una o más fases de carburo; laprecipitación infrecuente de estructnra hexagonal compacto(hcp), llamada martensita o s.Sín embargo, es comúnencontrar únicamente la fase y y carburos ensuperaleaciones de cobalto bien diseñadas, la resistenciaen aleaciones de cobalto siendo obtenida principalmente através de una combinación de efectos entre la soluciónsólida y la precipitación de carburos[2J.
El objetivos de este trabajo fue estudiar las fases queprovocan los diferentes niveles de endurecimiento en losrecubrimientos con aleación de Inconel y SteIlite.
4. Procedimiento Experimental
4.1 Pn:paración del muestra:
El metal base utilizado es un acero de bajo carbono ASTM-A36 (tablal); la placa utilizada para el depósito fue cortadacon las siguientes dimensiones, 200 x 200 x 25.4 mm, Se utilizó
M C. Sánchez y col. /Revista Latinoamericana de Metalurgia y Materiales 65
electrodo revestido con diámetro 4.8 mm, ERNiCR (tabla 2) yERCoCr, (tabla 3).
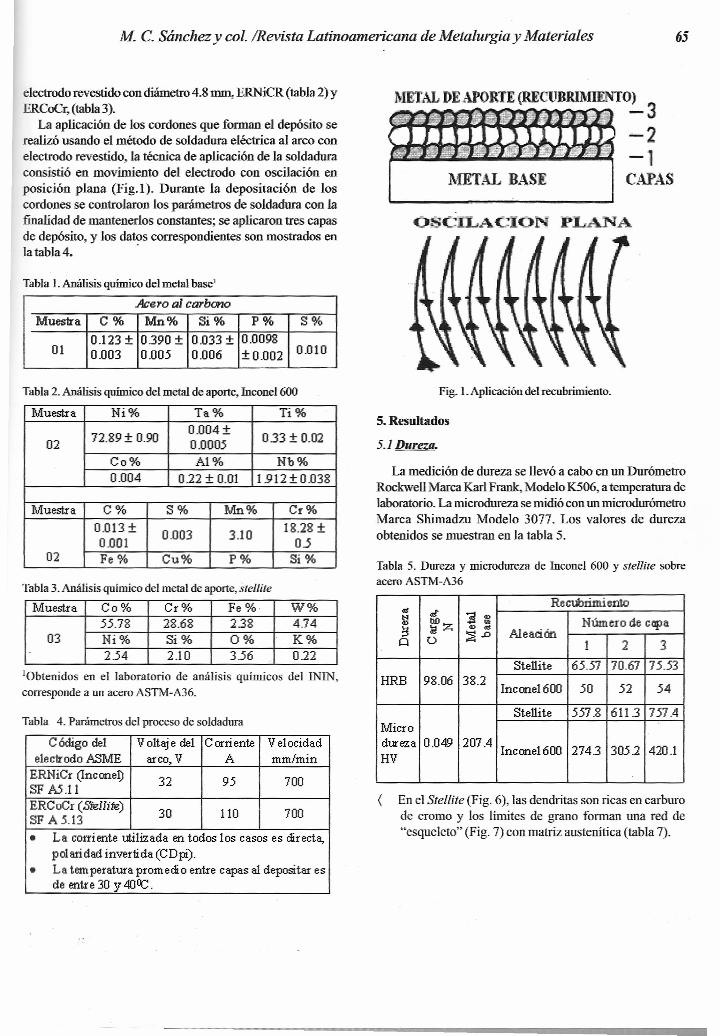
La aplicación de los cordones que forman el depósito serealizó usando el método de soldadura eléctrica al arco conelectrodo revestido, la técnica de aplicación de la soldaduraconsistió en movimiento del electrodo con oscilación enposición plana (Fig.l). Durante la depositación de loscordones se controlaron los parámetros de soldadura con lafinalidad de mantenerlos constantes; se aplicaron tres capasde depósito, y los datos correspondientes son mostrados enla tabla 4. .
Tabla l. Análisis químico del metal base'Acero al carbono
Mues1ra C% Mn% Si% P% S%OJ23± 0390± 0.033 ± 0.0098
01 0.003 0.00.5 0.006 ±0.002 0.010
Tabla 2. Análisis químico del metal de aporte, Inconel 600
Muestra Ni% Ta% Ti%
12.89± 0.900.004±
033 ± 0.0202 0.000.5Co% A1% Nb%0.004 022 ± 0.01 1912 ± 0.038
Muestra C% S% Mn% Cr%0.013 ± 0.003 3.10 18.28 ±0.001 05
02 Fe% Cu% P% Si%
Tabla 3.Análisis químico del metal de aporte, stellite
MuesUa Co% Cr% Fe% W%.5.5.78 28.68 238 4.74
03 Ni% Si % 0% K%2.54 2.10 3.56 022
'Obtenidos en el laboratorio de análisis químicos del ININ,corresponde a un acero ASTM-A36.
Tabla 4. Parámetros del proceso de soldadura
Código del Voltaje del Corriente Velocidadelectr odo ASME arco, V A mm/min
ERNiCr (Inconel) 32 95 700SF A5J 1ERCoCr (SteIlite)
30 110 700SF A 5.13
• La corriente utilizada en todos los casos es directa,polaridad invertida (CDpi).
• La tem peratura promedio entre capas al depositar esde entre 30 y 4OC(;.
~~AL DE~,()RTE~REt't~~rt~O~ 3-2-1
METAL BASE CAPAS
OSctLAcIoN PLANA
Fig, l. Aplicación del recubrimiento.
5. Resultados
5.1 Dureza.La medición de dureza se llevó a cabo en un Durómetro
Rockwell Marca Karl Frank, Modelo K506, a temperatura delaboratorio. La microdureza se midió con un microdurómetroMarca Shimadzu Modelo 3077. Los valores de durezaobtenidos se muestran en la tabla 5.
Tabla 5. Dureza y microdureza de Inconel 600 y stellite sobreacero ASTM-A36
Re cubrimi entoos «f S ~N.., rfz Número de capa~ ., .s
AleaciónQ O ::g.o
1 2 3Stellite 65.57 70.67 7.5.53
HRB 98.06 38.2Incone1600 50 52 .54
Stellite 557.8 611.3 757.4Microdurez.a 0.049 207.4
Incone1600 2743 3Q5.2 .420.1HV
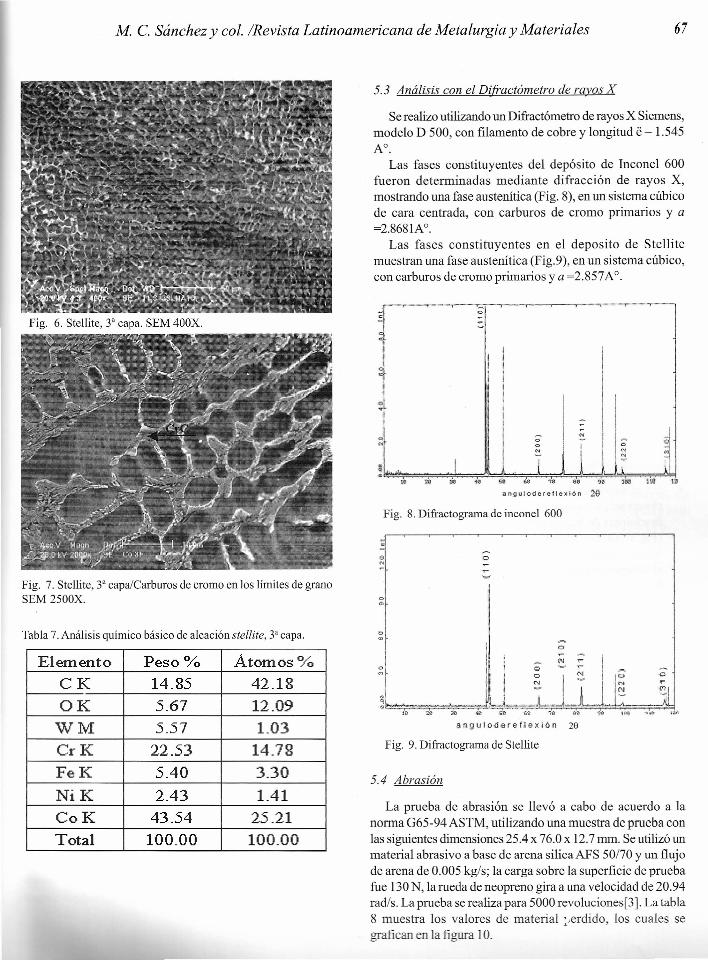
< En el Stellite (Fig. 6), las dendritas son ricas en carburode cromo y los límites de grano forman una red de"esqueleto" (Fig. 7) con matriz austenítica (tabla 7).
66 Revista Latinoamericana de Metalurgia y Materiales, Vol. 21, N° 2,2001.
5.2 Estudio de la microestructura
a) Microscopía óptica.
Se utilizo un microscopio Metalográfico marca Versamet,modelo Unión 647.• El estudio de microscopia óptica muestra una estructura
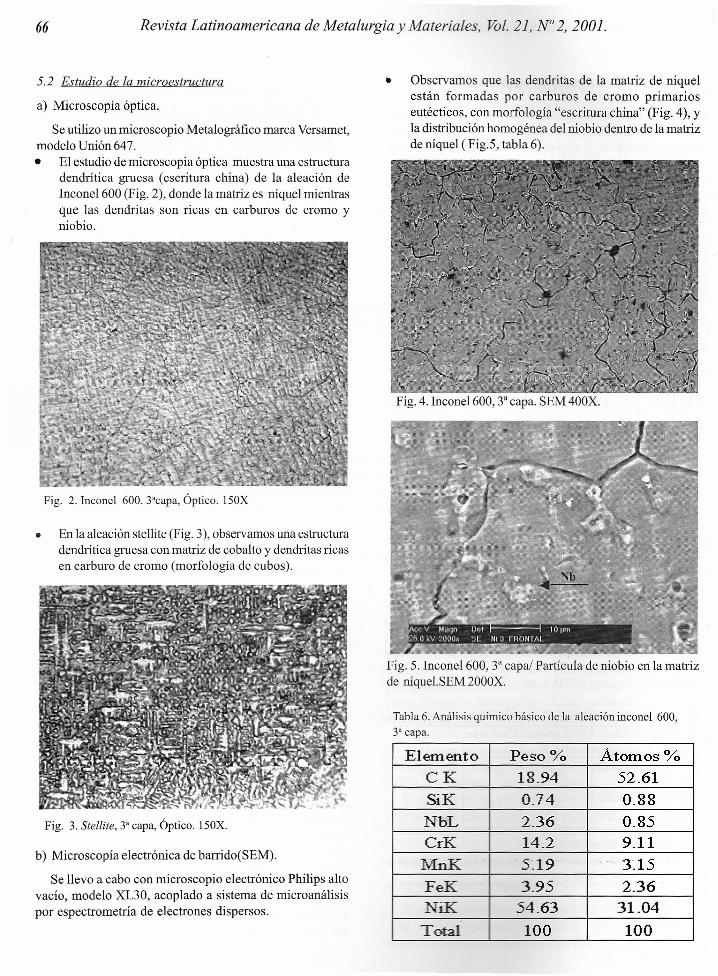
dendrítica gruesa (escritura china) de la aleación deInconel600 (Fig. 2), donde la matriz es níquel mientrasque las dendritas son ricas en carburos de cromo yniobio.
Fig. 2. Inconel 600. 3'capa, Óptico. 150X
• En la aleación stellite (Fig. 3), observamos una estructuradendrítica gruesa con matriz de cobalto y dendritas ricasen carburo de cromo (morfología de cubos).
Fig. 3. Stellite, 3' capa, Óptico. 150X.
b) Microscopía electrónica de barrido(SEM).
Se llevo a cabo con microscopio electrónico Philips altovacío, modelo XL30, acoplado a sistema de microanálisispor espectrometría de electrones dispersos.
• Observamos que las dendritas de la matriz de níquelestán formadas por carburos de cromo primarioseutécticos, con morfología "escritura china" (Fig. 4), Yla distribución homogénea del niobio dentro de la matrizde níquel (Fig.5, tabla 6).
Fig. 4. Inconel600, 33 capa. SEM 400X.
Fig. 5. Inconel600, 33 capa! Partícula de niobio en la matrizde níquel.SEM 2000X.
Tabla 6. Análisis químico básico de la aleación inconel 600,3' capa.
Elemento Peso ~o Átomos ~o
CK 18.94 52.61SiK 0.74 0.88NbL 2.36 0.85CrK 142 9.11MnK 5.19 3-.15FeK 3.95 2.36NiK 54.63 31.04Total 100 100
M C. Sánchez y col. /Revista Latinoamericana de Metalurgia y Materiales 67
Fig. 6. Stellite, 3' capa. SEM 400X.
Fig. 7. Stellite, 3"capa/Carburas de cromo en los límites de granoSEM 2500X.
Tabla 7.Análisis químico básico de aleación stellite, 3' capa.
Elemento Peso % Átomos I}~
CK 14.85 42.18OK 5.67 12.09
WM 5.57 1.03
CrK 22.53 14.78FeK 5.40 3.30
NiK 2.43 1.41
CoK 43.54 25.21Total 100.00 100.00
5.3 Análisis con el Difraclómelro de rayos X
Se realizo utilizando un Difractómetro de rayos X Siemens,modelo D 500, con filamento de cobre y longitud e - 1.545AO.
Las fases constituyentes del depósito de Inconel 600fueron determinadas mediante difracción de rayos X,mostrando una fase austenítica (Fig. 8), en un sistema cúbicode cara centrada, con carburas de cromo primarios y a=2.8681Ao.
Las fases constituyentes en el deposito de Stellitemuestran una fase austenítica (Fig.9), en un sistema cúbico,con carburas de cromo primarios y a =2.857 A0.
f';-ee-
~.-Jo •• l« ~
f '" 3U .'~I
«
~I~., I
",' 51 '" ~ ..' '* ''{ii' ., o. ,,., ~x. lA!
Fig. 8. Difractograma de inconel 600
¡¡
"" o«- ~~
";;:; ~~c· .- ~ ,."'""'o
jN I~ {;>
:;..,
~I~I .~... •• do ... -100' .,~-1D* Xl. ~,
1IIlQulollerefl&i<:IÓIl 20
Fig. 9. Difractograma de Stellite
5.4 Abrasión
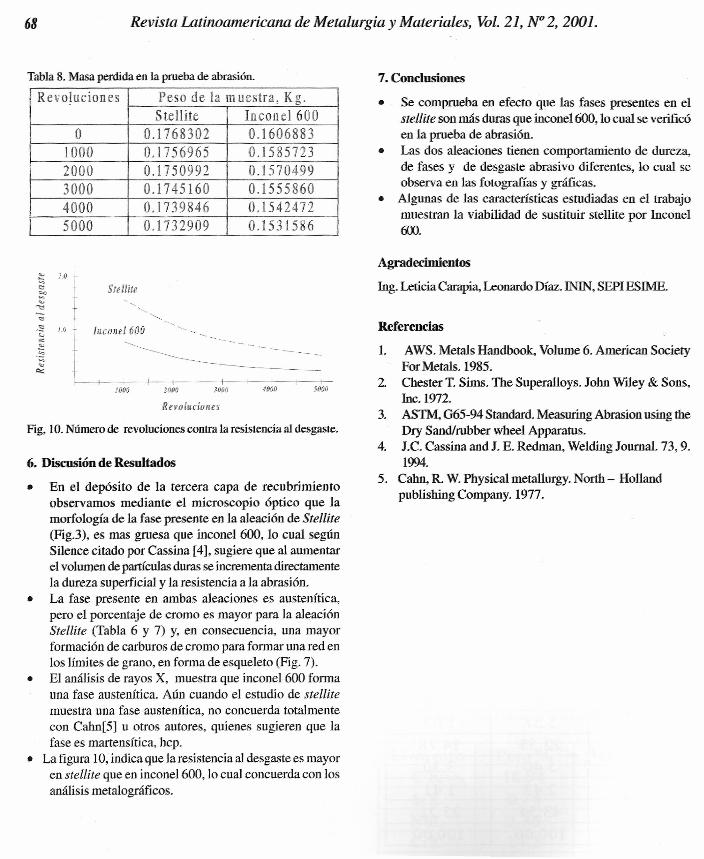
La prueba de abrasión se llevó a cabo de acuerdo a lanorma G65-94 ASTM, utilizando una muestra de prueba conlas siguientes dimensiones 25.4 x 76.0 x 12.7 mm. Se utilizó unmaterial abrasivo a base de arena silica AFS 50170 y un flujode arena de 0.005 kg/s; la carga sobre la superficie de pruebafue l30N, la rueda de neopreno gira a una velocidad de 20.94rad/s. La prueba se realiza para 5000 revoluciones[3]. La tabla8 muestra los valores de material :-erdido, los cuales segrafican en la figura 10.
68 Revista Latinoamericana de Metalurgia y Materiales, Vol. 21, N° 2,2001.
Tabla 8. Masa perdida en la prueba de abrasión.
Revoluciones Peso de la 111 uestra, Kg.Stellite Inconel 600
O 0.1768302 0.16068831000 0.1756965 0.15857232000 0.1750992 0.15704993000 0.1745160 0.15558604000 0.1739846 0.15424725000 0.1732909 0.1531586
soco
Stellíte
{Ilcollel600
4QDO30M
Revoluciones
Fig, 10.Número de revoluciones contra la resistencia al desgaste.
6. Discusión de ResnItados
• En el depósito de la tercera capa de recubrimientoobservamos mediante el microscopio óptico que lamorfología de la fase presente en la aleación de Stellite(Fig.J), es mas gruesa que inconel 600, lo cual segúnSílence citado por Cassína [4], sugiere que al aumentarel volumen de partículas duras se íncrernenta directamentela dureza superficial y la resistencia a la abrasión,
• La fase presente en ambas aleaciones es austenítica,pero el porcentaje de cromo es mayor para la aleaciónStellíte (Tabla 6 y 7) y, en consecuencia, una mayorformación de carbures de cromo para formar una red enlos límites de grano, en forma de esqueleto (Pig. 7).
• El análisis de rayos X, muestra que inconel 600 formauna fase austenítica. Aún cuando el estudio de stellitemuestra una fase austenítica, no concuerda totalmentecon Cahn[5] u otros autores, quienes sugieren que lafase es rnartensítica, hcp.
• La figura 10, indica que la resistencia al desgaste es mayoren stellíte que en incone1600, lo cual concuerda con losanálisis metalográficos.
7. Conclusiones
• Se comprueba en efecto que las fases presentes en elstellíte son más duras que ínconeI600, lo cual se verificóen la prueba de abrasión.
• Las dos aleaciones tienen comportamiento de dureza,de fases y de desgaste abrasivo diferentes, lo cual seobserva en las fotografías y gráficas.
• Algunas de las características estudiadas en el trabajomuestran la viabilidad de sustituir stellite por Incone1«n
Agradecimientos
Ing. Leticia Carapia, Leonardo Díaz. ININ, SEPI ESIME.
Referencias
L AWS. Metals Handbook, Volume 6. American SocietyFor Metals. 1985.
2. Chester T. Sims, The Superalloys, Jobn Wdey & Sons,Inc.1972.
3. ASTM, G65-94 Standard Measuríng Abrasion using theDry Sand/rubber wheel Apparatns.
4. J.C. Cassína and J. E. Redman, Welding Journal. 73, 9.1994.
5. Cabn, R. W. Physícal metallurgy. North - HollandpublíshingCompany.1977.