aumentar la ley de un lingote
DESCRIPTION
todo sobre joyeriaTRANSCRIPT
COMO AUMENTAR LA LEY DE UN LINGOTE Fórmula matemática: A = (a-b).P O (Ley > - ley <)* Peso = liga 999 - a 0999 – Ley > A- Metal fino u oro puro que se añade. a. Ley que se quiere obtenerb. Ley que tiene el lingoteP. Peso del lingoteEjemplo: Llevar a 916/000 un kilo de oro de 750/000:
A= (916-750) x 1000 = 166 x 1000 =1976.19 gr 0 .999 - 916 84 1 gr de ag 0.925= 0.333 gr de ag .999
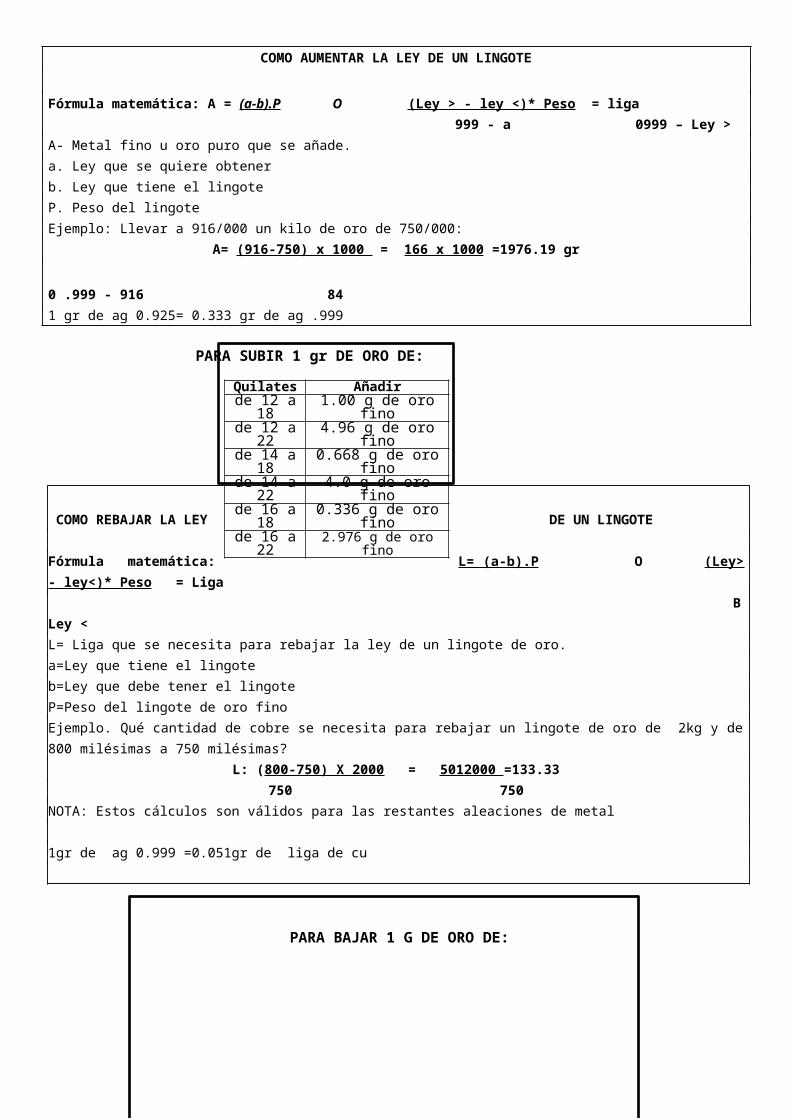
PARA SUBIR 1 gr DE ORO DE:
COMO REBAJAR LA LEY DE UN LINGOTE
Fórmula matemática: L= (a-b).P O (Ley> - ley<)* Peso = Liga B Ley <L= Liga que se necesita para rebajar la ley de un lingote de oro.a=Ley que tiene el lingoteb=Ley que debe tener el lingoteP=Peso del lingote de oro finoEjemplo. Qué cantidad de cobre se necesita para rebajar un lingote de oro de 2kg y de 800 milésimas a 750 milésimas?
L: (800-750) X 2000 = 5012000 =133.33750 750
NOTA: Estos cálculos son válidos para las restantes aleaciones de metal
1gr de ag 0.999 =0.051gr de liga de cu
PARA BAJAR 1 G DE ORO DE:
Quilates Añadirde 12 a 18 1.00 g de oro finode 12 a 22 4.96 g de oro finode 14 a 18 0.668 g de oro finode 14 a 22 4.0 g de oro finode 16 a 18 0.336 g de oro finode 16 a 22 2.976 g de oro fino
Quilates Añadir22 a 20 0.0896 g de liga22 a 19 10.158 g de liga22 a 18 0.2213 g de liga22 a 16 0.3753 g de liga22 a 14 0.5711 g de liga22 a 12 0.832 g de liga20 a 18 0.1106 g de liga20 a 16 0.2507 g de liga20 a 14 0.4288 g de liga20 a 12 0.6665 g de liga18 a 16 0.1441 g de liga18 a 14 0.2864 g de liga18 a 12 0.5 g de liga
Quilates Añadir24 a 23 0.0438 g de liga24 a 22 0.0917 g de liga24'a 21 0.1428 g de liga24 a 20 0.20047 g de liga24 a 19 0.2642 g de liga24 a 18 0.3333 g de liga24 a 17 0.4124 g de liga24 a 16 0.5015 g de liga24 a 15 0.6 g de liga24 a 14 0.7152 g de liga24 a 13 0.8484 g de liga24 a 12 1.00 g de liga22 a 21 0.0468 g de liga
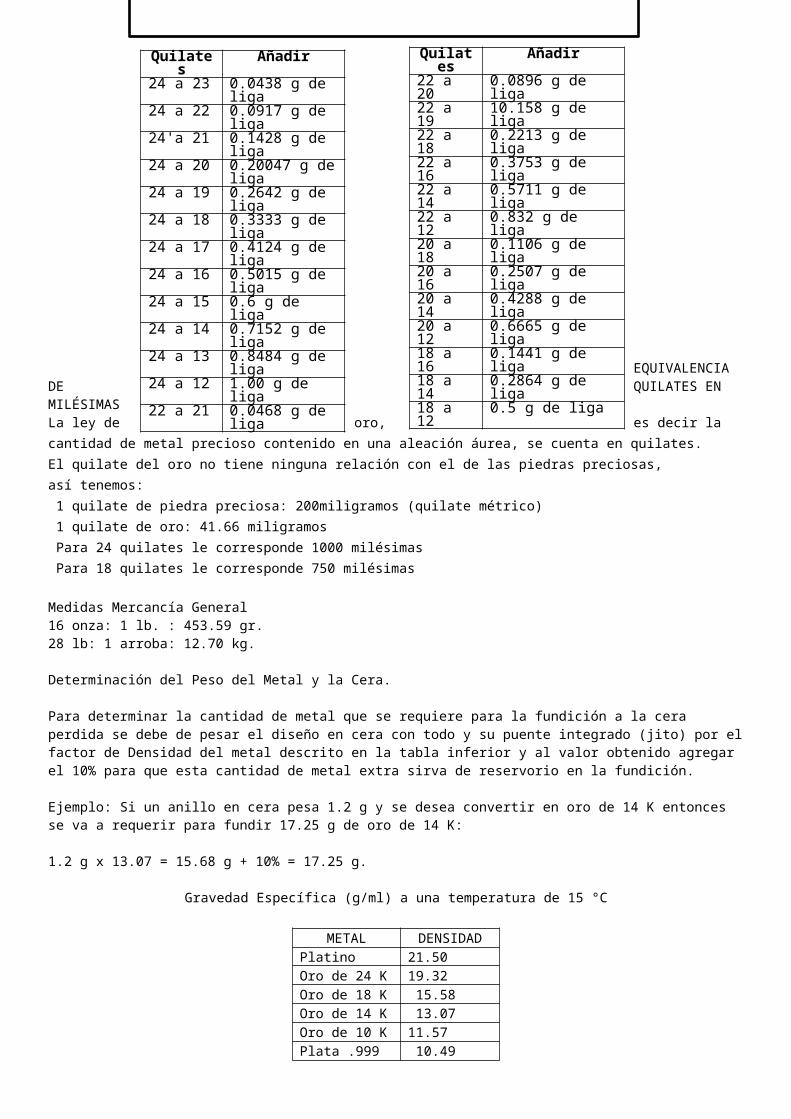
EQUIVALENCIA DE QUILATES EN MILÉSIMASLa ley de oro, es decir la cantidad de metal precioso contenido en una aleación áurea, se cuenta en quilates.El quilate del oro no tiene ninguna relación con el de las piedras preciosas, así tenemos: 1 quilate de piedra preciosa: 200miligramos (quilate métrico) 1 quilate de oro: 41.66 miligramos Para 24 quilates le corresponde 1000 milésimas Para 18 quilates le corresponde 750 milésimas
Medidas Mercancía General16 onza: 1 lb. : 453.59 gr.28 lb: 1 arroba: 12.70 kg.
Determinación del Peso del Metal y la Cera.
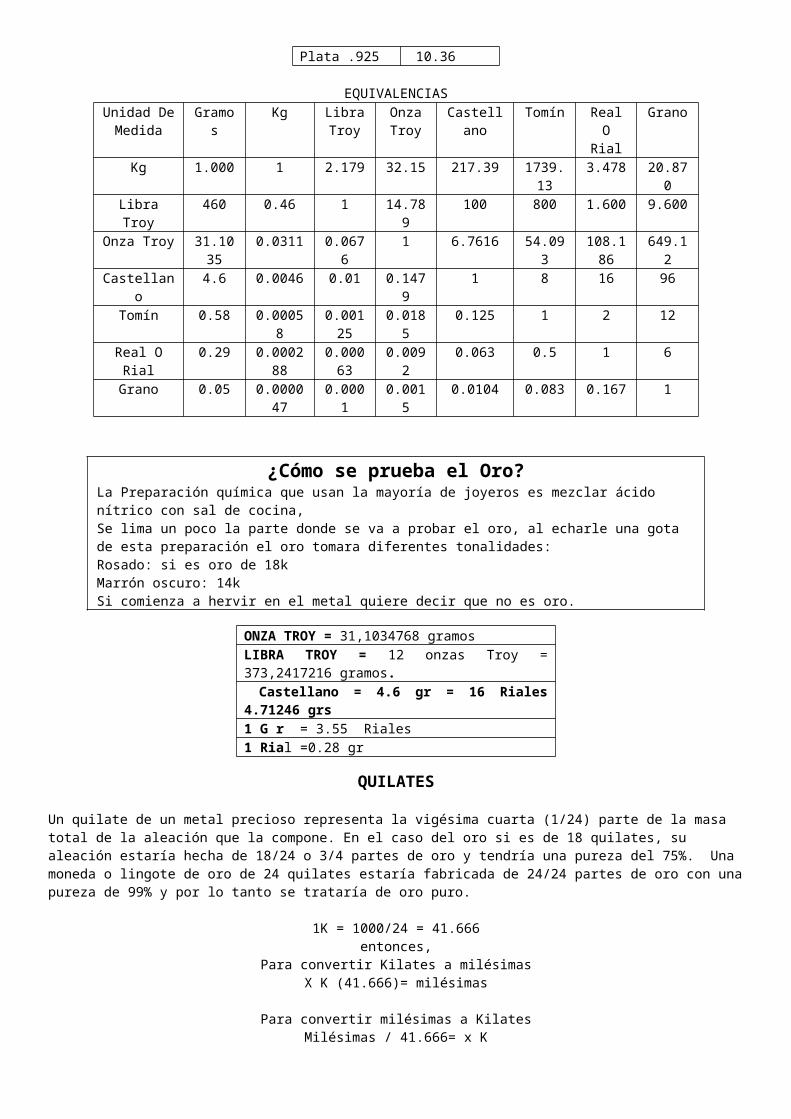
Para determinar la cantidad de metal que se requiere para la fundición a la cera perdida se debe de pesar el diseño en cera con todo y su puente integrado (jito) por el factor de Densidad del metal descrito en la tabla inferior y al valor obtenido agregar el 10% para que esta cantidad de metal extra sirva de reservorio en la fundición. Ejemplo: Si un anillo en cera pesa 1.2 g y se desea convertir en oro de 14 K entonces se va a requerir para fundir 17.25 g de oro de 14 K: 1.2 g x 13.07 = 15.68 g + 10% = 17.25 g.
Gravedad Específica (g/ml) a una temperatura de 15 °C
METAL DENSIDADPlatino 21.50Oro de 24 K 19.32Oro de 18 K 15.58Oro de 14 K 13.07Oro de 10 K 11.57Plata .999 10.49Plata .925 10.36
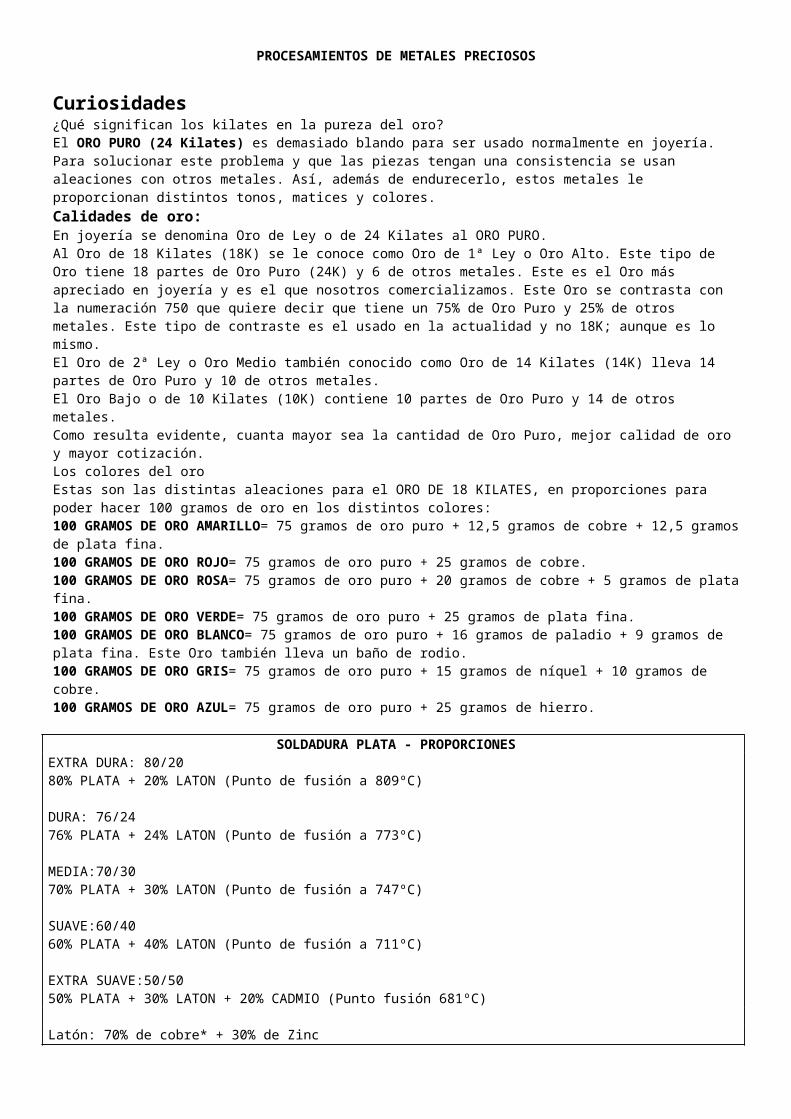
EQUIVALENCIASUnidad De
MedidaGramos Kg Libra
TroyOnza Troy
Castellano Tomín Real O Rial
Grano
Kg 1.000 1 2.179 32.15 217.39 1739.13 3.478 20.870Libra Troy 460 0.46 1 14.789 100 800 1.600 9.600Onza Troy 31.1035 0.0311 0.0676 1 6.7616 54.093 108.186 649.12Castellano 4.6 0.0046 0.01 0.1479 1 8 16 96
Tomín 0.58 0.00058 0.00125 0.0185 0.125 1 2 12Real O Rial 0.29 0.000288 0.00063 0.0092 0.063 0.5 1 6
Grano 0.05 0.000047 0.0001 0.0015 0.0104 0.083 0.167 1
¿Cómo se prueba el Oro?La Preparación química que usan la mayoría de joyeros es mezclar ácido nítrico con sal de cocina,Se lima un poco la parte donde se va a probar el oro, al echarle una gota de esta preparación el oro tomara diferentes tonalidades:Rosado: si es oro de 18kMarrón oscuro: 14kSi comienza a hervir en el metal quiere decir que no es oro.
ONZA TROY = 31,1034768 gramosLIBRA TROY = 12 onzas Troy = 373,2417216 gramos. Castellano = 4.6 gr = 16 Riales 4.71246 grs1 G r = 3.55 Riales1 Rial =0.28 gr
QUILATES
Un quilate de un metal precioso representa la vigésima cuarta (1/24) parte de la masa total de la aleación que la compone. En el caso del oro si es de 18 quilates, su aleación estaría hecha de 18/24 o 3/4 partes de oro y tendría una pureza del 75%. Una moneda o lingote de oro de 24 quilates estaría fabricada de 24/24 partes de oro con una pureza de 99% y por lo tanto se trataría de oro puro.
1K = 1000/24 = 41.666entonces,
Para convertir Kilates a milésimasX K (41.666)= milésimas
Para convertir milésimas a KilatesMilésimas / 41.666= x K
PROCESAMIENTOS DE METALES PRECIOSOS
Curiosidades¿Qué significan los kilates en la pureza del oro?El ORO PURO (24 Kilates) es demasiado blando para ser usado normalmente en joyería. Para solucionar este problema y que las piezas tengan una consistencia se usan aleaciones con otros metales. Así, además de endurecerlo, estos metales le proporcionan distintos tonos, matices y colores.Calidades de oro: En joyería se denomina Oro de Ley o de 24 Kilates al ORO PURO.Al Oro de 18 Kilates (18K) se le conoce como Oro de 1ª Ley o Oro Alto. Este tipo de Oro tiene 18 partes de Oro Puro (24K) y 6 de otros metales. Este es el Oro más apreciado en joyería y es el que nosotros comercializamos. Este Oro se contrasta con la numeración 750 que quiere decir que tiene un 75% de Oro Puro y 25% de otros metales. Este tipo de contraste es el usado en la actualidad y no 18K; aunque es lo mismo.El Oro de 2ª Ley o Oro Medio también conocido como Oro de 14 Kilates (14K) lleva 14 partes de Oro Puro y 10 de otros metales.El Oro Bajo o de 10 Kilates (10K) contiene 10 partes de Oro Puro y 14 de otros metales.Como resulta evidente, cuanta mayor sea la cantidad de Oro Puro, mejor calidad de oro y mayor cotización.Los colores del oro Estas son las distintas aleaciones para el ORO DE 18 KILATES, en proporciones para poder hacer 100 gramos de oro en los distintos colores:100 GRAMOS DE ORO AMARILLO= 75 gramos de oro puro + 12,5 gramos de cobre + 12,5 gramos de plata fina.100 GRAMOS DE ORO ROJO= 75 gramos de oro puro + 25 gramos de cobre.100 GRAMOS DE ORO ROSA= 75 gramos de oro puro + 20 gramos de cobre + 5 gramos de plata fina.100 GRAMOS DE ORO VERDE= 75 gramos de oro puro + 25 gramos de plata fina.100 GRAMOS DE ORO BLANCO= 75 gramos de oro puro + 16 gramos de paladio + 9 gramos de plata fina. Este Oro también lleva un baño de rodio.100 GRAMOS DE ORO GRIS= 75 gramos de oro puro + 15 gramos de níquel + 10 gramos de cobre.100 GRAMOS DE ORO AZUL= 75 gramos de oro puro + 25 gramos de hierro.
SOLDADURA PLATA - PROPORCIONESEXTRA DURA: 80/2080% PLATA + 20% LATON (Punto de fusión a 809ºC)
DURA: 76/2476% PLATA + 24% LATON (Punto de fusión a 773ºC)
MEDIA:70/3070% PLATA + 30% LATON (Punto de fusión a 747ºC)
SUAVE:60/4060% PLATA + 40% LATON (Punto de fusión a 711ºC)
EXTRA SUAVE:50/5050% PLATA + 30% LATON + 20% CADMIO (Punto fusión 681ºC)
Latón: 70% de cobre* + 30% de Zinc
CURADO DE LA PIEDRA PÓMEZ1-Se busca una superficie lisa, se adiciona agua y se frota la piedra pómez en forma circular. Comenzaremos a apreciar la aparición de una macilla en el suelo que comenzará a tapar los múltiples poros que contiene la piedra, se hará lo mismo por todos los lados de la misma. 2-Después de esto, se busca una superficie de baldosín en la cual se hace la misma operación para que el acabado sea más fino.3-Se deja secar, y posteriormente aplicamos calor por medio del equipo de acetileno en el área de fundición.
CURADO DE LA PIEDRA POMEZ1-Se utiliza una superficie abrasiva y agua para alisar las caras de la piedra, se van soltando unos residuos que sirven para sellar los poros. Al verificar que la piedra esta lisa y tiene sus poros cerrados, se deja secar al sol.2-A continuación se prepara una solución de yeso bien aguada, la cual se aplica a las caras de la piedra terminando de sellar los poros. Verificar que el yeso solo se aplique en los poros, para no tener que invertir tiempo retirándolo al siguiente paso.3-Con ayuda de una lija #400 se retiran los excesos de yeso en la superficie y se terminan de pulir las caras de la piedra.4-Para finalizar se aplica calor en la superficie con un soplete, curando la piedra y extrayendo algunos fragmentos que saltan de ella por acción del calor. En el momento que al aplicar calor ya no salten fragmentos de la piedra, se puede dar por terminado el proceso
CURADO DE CRISOLES DE FUNDICIÓN DE METALES – PREPARACIÓNPara una mayor duración de los crisoles. Antes de usar un crisol por primera vez es muy importante "curarlos" a fin de evitar que se agrieten o se quiebren, por lo demás que tendrán mucha más duraciónLa forma de curar el crisol es la siguiente:1-Preparar una mezcla de 50/50 de bórax y ácido bórico (si solo cuentas con uno de los dos, no hay problema, lo puedes hacer también). El bórax es ligeramente más fluido que el ácido bórico cuando se funde.2-Llenar el crisol con la mezcla a 1/3 de su capacidad si es un crisol chico y a1/4 del volumen si es un crisol grande.3- Colocar el crisol con la mezcla en el interior del horno y calentar este hasta que se funda. Con cuidado inclinar el crisol con el objeto de que la mezcla fundida se impregne en las paredes del crisol. Si la mezcla no "camina" es debido a que se ha comenzado a solidificar. Se debe de regresar nuevamente al interior del horno hasta que se funda nuevamente.4-Una vez que el interior del crisol se ha cubierto, se debe de verter fuera del crisol el exceso de la mezcla. Dejar que el crisol se enfrié a temperatura ambiente.Nota: Es importante comenzar a calentar el crisol de manera lenta para que la humedad que contenga este tenga tiempo de evaporarse, de lo contrario si se calienta muy rápido se puede fracturar este.
CURADO DE UN CRISOLMATERIALES: Crisol de arcilla (económico)1-Bórax Agua cocida (agua hervida y enfriada)PROCEDIMIENTO: Se toma el crisol de arcilla, se recomienda repasar los bordes y alisarlos con una lima o papel lija. Posteriormente, se le vierte un poco de agua cocida para mojar el crisol por fuera y por dentro, luego se deja una posita en el crisol y se le espolvorea el bórax por todas partes. En la posita de agua trata de formar una pasta de bórax que se debe ir frotando por todo el crisol y cada cierto tiempo echarle más agua en pequeñas cantidades y espolvorea más bórax.Por último se deja que se seque el crisol para que el bórax penetre en este y posteriormente se calienta el crisol con el soplete para que el bórax se funda y cubra de manera uniforme todo el recipiente
SOLDADURAS DE ORO - PROPORCIONESORO 18 KTES: ORO 18K. = 3,50 gr. + PLATA FINA = 1,50 gr. + COBRE = 0,25 gr.ORO 14 KTES:ORO 14K. = 2,00 gr. + PLATA FINA = 0,50 gr.
Cualquier otro tipo de Quilataje:ORO de los quilates que se quiere soldar = 4,00 gr.+ PLATA FINA = 1,00 gr.

PROCESAMIENTOS DE METALES PRECIOSOS
Principales características del Metal
Brillo: Los metales tienen brillo propio, especialmente después del pulido.
Conductividad: Conduce bien el calor y la electricidad.
Densidad: Es la relación entre la masa de un cuerpo sólido o líquido y la masa del agua o la temperatura ambiente.
Maleabilidad: Capacidad de transformarse en láminas finas por medio del laminado o el martillado. Por ejemplo el oro puede ser laminado en hojas hasta 0,0001 mm. de espesor.
Ductilidad: El metal puede ser estirado en finos hilos. Así el oro por ejemplo, puede ser reducido a finos hilos lo suficiente para bordar.
Elasticidad: Capacidad oponer resistencia a la deformación y de retomar la forma original cuando cesa la oposición al esfuerzo. Se trata de la misma propiedad del elástico.
Resistencia: Capacidad de resistir a un determinado peso sin romperse.
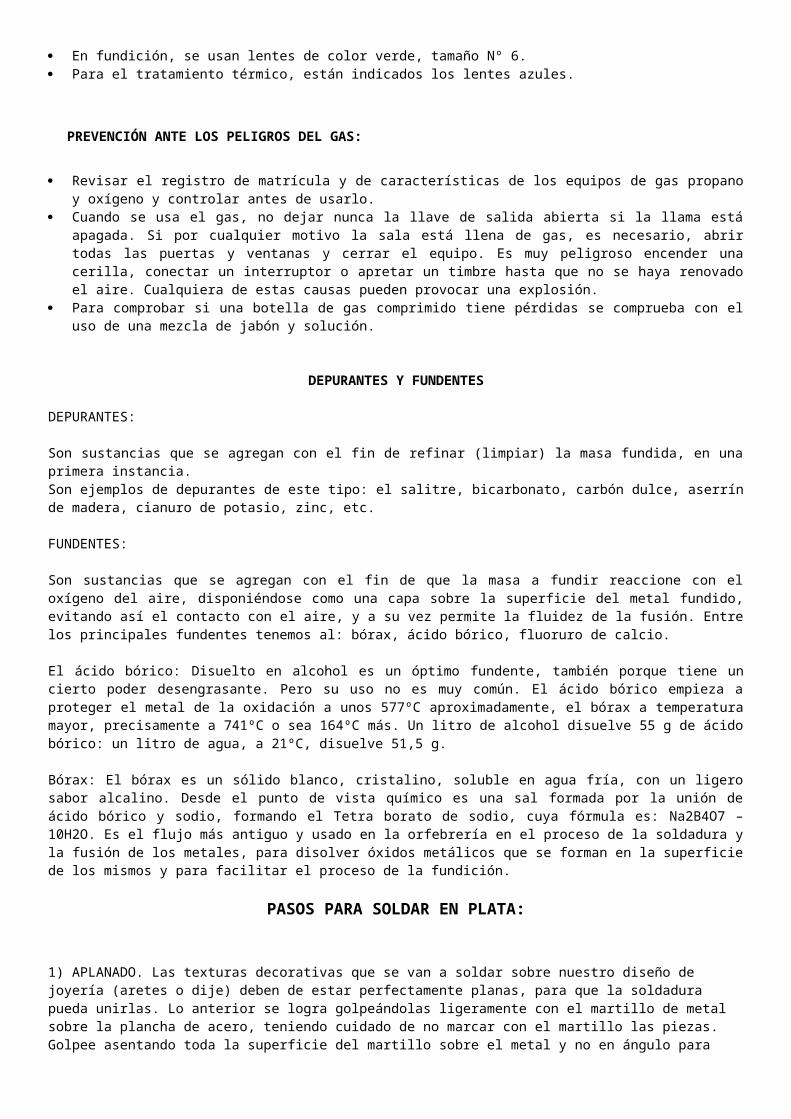
Elementos Símbolo Peso Atómico
Densidad gr/ml
Punto De Ebullición
Punto De Fusión
Tracción Elasticidad
Oro Au 79 19.3 2970 1061 2.5 81Plata Ag 47 10.5 2212 962 2.5 80
Aluminio Al 11 2.97 2450 140 2-2.9Estaño Sn 50 7.3 2270 231.9 1.5Bronce 8.9 2567 830 300-905Cobre Cu 29 8.96 2595 1083 3 110
Platino Pt 79 21.45 4530 1769 3.5Plomo Pl. 82 11.4 1725 327.4 1.5 16
Zinc Zn 30 7.14 906 419.5 2.5Hierro Fe 26 7.56 3000 1536 4 100190Níquel Ni 28 8.9 2730 1453 4paladio Pd 46 12.02 3930 1552 4.75
FUNDICION
Es una operación que permite lograr la fusión de los metales. Se realiza muy comúnmente en la preparación de las aleaciones preciosas, en las soldaduras y en las recuperaciones, las que se pueden realizar muy artesanalmente o con instrumentos y equipos especiales dependiendo del tipo de compresa y su volumen de producción. Es el primer paso para elaborar una pieza de joyería y orfebrería y dependiendo de su forma, la fusión y el vaciado serán en hilo o chapa a través de una lingotera o por micro fusión a la cera perdida.
PROCESO DE EJECUACIÓN
PASO 1: Pese los metales para obtener la aleación necesaria.OBSERVACIONES: Recorte el metal en pedazos para facilitar su fusión y colocarlos luego de pesarse en un crisol. Primero se colocará el metal de mayor punto de fusión.
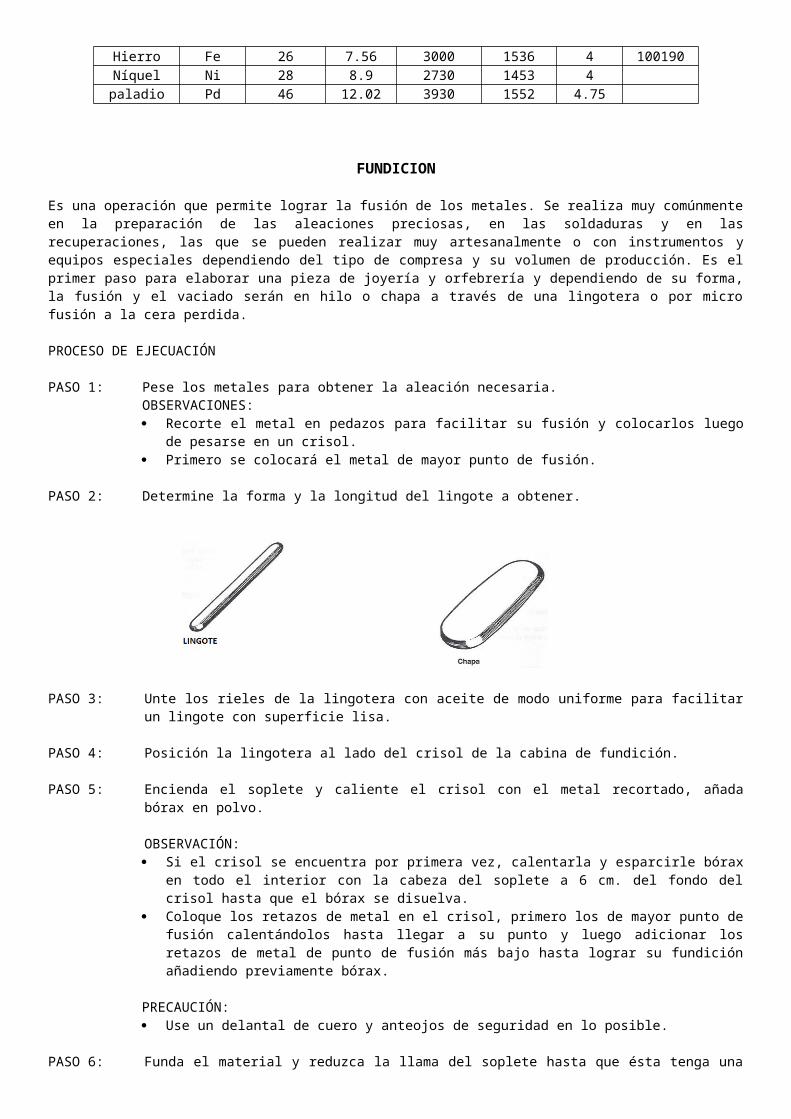
PASO 2: Determine la forma y la longitud del lingote a obtener.
PASO 3: Unte los rieles de la lingotera con aceite de modo uniforme para facilitar un lingote con superficie lisa.
PASO 4: Posición la lingotera al lado del crisol de la cabina de fundición.
PASO 5: Encienda el soplete y caliente el crisol con el metal recortado, añada bórax en polvo.
OBSERVACIÓN: Si el crisol se encuentra por primera vez, calentarla y esparcirle bórax en todo el interior con la cabeza
del soplete a 6 cm. del fondo del crisol hasta que el bórax se disuelva. Coloque los retazos de metal en el crisol, primero los de mayor punto de fusión calentándolos hasta
llegar a su punto y luego adicionar los retazos de metal de punto de fusión más bajo hasta lograr su fundición añadiendo previamente bórax.
PRECAUCIÓN: Use un delantal de cuero y anteojos de seguridad en lo posible.
PASO 6: Funda el material y reduzca la llama del soplete hasta que ésta tenga una punta amarillenta removiendo lentamente el crisol.
OBSERVACIÓN: Si la lija no estuviera totalmente fundida, continúe aplicándole la llama reducida hasta obtener una
mixtura homogénea y brillante. Añada salitre para limpiarlo y bórax para aclarar al metal líquido y seguir aplicándole calor hasta que
el metal corra como un mercurio.
PASO 7: Vaciar el material a la lingotera.
Asegure el crisol con la tenaza en la mano izquierda y mantenga la llama del soplete con la mano derecha sobre el borde del crisol.
PRECAUCIÓN: La lingotera debe ser calentada a la par porque se aplica calor al crisol para fundir.
PASO 8: Vaciar el metal fundido del crisol a la lingotera llevando con suavidad por el canto de la misma y se obtendrá un metal fundido que adquiere la forma de hilo o chapa.
OBSERVACIÓN: No olvidar seguir aplicando fuego sobre el borde del crisol hasta lograr el vaciado total. Esta operación debe ser de inmediato y con flujo continuo.
PASO 9: Retire el lingote de la lingotera y después enfríe en agua corriente, lava y seque.
OBSERVACIÓN: Solamente en casos que la barra presente una superficie oxidada o tenga bórax adherido se sumergirá
el lingote a una solución acidulada. En caso de inmersión al ácido enjuague bien y seque el lingote en aserrín.
PRECAUCIÓN: Use delantal, máscara de filtro y anteojos de seguridad.
MANTENIMIENTO PREVENTIVO EN LA FUNDICIÓN
Para un funcionamiento continuo y perfecto del soplete, se recomienda limpiar alrededor de la aguja inyectora de gas que permite limpiar la boquilla. Para esto se usa un pincel pequeño, redondo, de cerdas duras embebidas en gasolina o kerosene.
Los anteojos de protección deben estar limpios antes de usarse, para obtener mejor visualización. Deben protegerse los anteojos con la funda protectora para evitar los choques. Se debe evitar contacto directo con las piezas calientes.
OBSERVACIONES:
En fundición, se usan lentes de color verde, tamaño Nº 6. Para el tratamiento térmico, están indicados los lentes azules.
PREVENCIÓN ANTE LOS PELIGROS DEL GAS:
Revisar el registro de matrícula y de características de los equipos de gas propano y oxígeno y controlar antes de usarlo.
Cuando se usa el gas, no dejar nunca la llave de salida abierta si la llama está apagada. Si por cualquier motivo la sala está llena de gas, es necesario, abrir todas las puertas y ventanas y cerrar el equipo. Es muy peligroso encender una cerilla, conectar un interruptor o apretar un timbre hasta que no se haya renovado el aire. Cualquiera de estas causas pueden provocar una explosión.
Para comprobar si una botella de gas comprimido tiene pérdidas se comprueba con el uso de una mezcla de jabón y solución.
DEPURANTES Y FUNDENTES
DEPURANTES:
Son sustancias que se agregan con el fin de refinar (limpiar) la masa fundida, en una primera instancia.Son ejemplos de depurantes de este tipo: el salitre, bicarbonato, carbón dulce, aserrín de madera, cianuro de potasio, zinc, etc.
FUNDENTES:
Son sustancias que se agregan con el fin de que la masa a fundir reaccione con el oxígeno del aire, disponiéndose como una capa sobre la superficie del metal fundido, evitando así el contacto con el aire, y a su vez permite la fluidez de la fusión. Entre los principales fundentes tenemos al: bórax, ácido bórico, fluoruro de calcio.
El ácido bórico: Disuelto en alcohol es un óptimo fundente, también porque tiene un cierto poder desengrasante. Pero su uso no es muy común. El ácido bórico empieza a proteger el metal de la oxidación a unos 577ºC aproximadamente, el bórax a temperatura mayor, precisamente a 741ºC o sea 164ºC más. Un litro de alcohol disuelve 55 g de ácido bórico: un litro de agua, a 21ºC, disuelve 51,5 g.
Bórax: El bórax es un sólido blanco, cristalino, soluble en agua fría, con un ligero sabor alcalino. Desde el punto de vista químico es una sal formada por la unión de ácido bórico y sodio, formando el Tetra borato de sodio, cuya fórmula es: Na2B4O7 – 10H2O. Es el flujo más antiguo y usado en la orfebrería en el proceso de la soldadura y la fusión de los metales, para disolver óxidos metálicos que se forman en la superficie de los mismos y para facilitar el proceso de la fundición.
PASOS PARA SOLDAR EN PLATA:
1) APLANADO. Las texturas decorativas que se van a soldar sobre nuestro diseño de joyería (aretes o dije) deben de estar perfectamente planas, para que la soldadura pueda unirlas. Lo anterior se logra golpeándolas ligeramente con el martillo de metal sobre la plancha de acero, teniendo cuidado de no marcar con el martillo las piezas. Golpee asentando toda la superficie del martillo sobre el metal y no en ángulo para evitar marcar las piezas.
2) LIMPIEZA. Es muy importante que las piezas que se van a soldar se encuentren limpias y libres de grasa (especialmente de la crema de las manos) ya que de lo contrario la soldadura no podrá adherirse. Se recomienda lavarse las manos con jabón antes de trabajar la joyería.
Para ver si una superficie de plata posee grasa, se le pone una gota de agua. Si esta se extiende, significa que se encuentra limpia, si permanece abultada en forma de gota, nos está indicando que la superficie posee grasa.
La grasa se puede eliminar calentando un poco la superficie con el soplete. El fuego quema y evapora la grasa.
Una vez limpias y planas las texturas que se van a soldar se colocan sobre la superficie del ladrillo.
3) CORTE DE SOLDADURA. La soldadura de plata se debe de cortar en cuadritos pequeños de aproximadamente 1 a 2 mm, utilizando las tijeras para metal. De la misma manera que en el inciso anterior, se recomienda no manipular la soldadura con manos sucias.
El tamaño de la soldadura para las texturas decorativas chicas deben ser mucho menor. Aproximadamente 1/4 parte mas pequeña que el de la textura que se le va a aplicar.
Coloque los cuadritos de soldadura (aprox.20) de una tapón de refresco de metal y está en su área de soldado.
4) FUNDENTE. Para que la soldadura pueda adherirse a la plata se necesita una solución llamada "Fundente".
Existen dos tipos de fundentes:
a) Fundentes líquidos (Ej.: Soldek)
b) Fundentes en pasta (Ej.:: Bórax, Atíncar en polvo, etc.). Ambos son buenos y es la preferencia de cada quien cual usar.Independientemente del fundente que se emplee, éste se debe de aplicar con un pincel fino sobre una de las superficie de las piezas que se van a soldar.
Recuerde, si el fundente no se extiende uniformemente, significa que la superficie de plata posee grasa y esta se tiene que eliminar.
Después de aplicar el fundente sobre la superficie de las texturas decorativas y de la lámina de plata, séquelo con el soplete usando calor ligero.
Los fundentes en pasta (ejemplo: Bórax y Atíncar en polvo) cuando se secan con fuego, pueden en un principio “crecer” como "espuma" para posteriormente bajarse y dar un aspecto de esmalte. Así mismo, van a adquirir al inicio un color blanquecino opaco, a diferencia de los fundentes líquidos, que van de transparentes a semiopacos conforme se aumenta la temperatura de la plata.
Para mantener el fundente limpio y evitar su evaporación, hay que guardarlo en un recipiente pequeño que posea tapa hermética. El fundente en pasta con el tiempo se puede ir secando y endureciéndose. Si esto sucede, se le puede adicionar un poquito de agua para reconstituir su textura original.
Aplique con el pincel fundente sobre una de las superficies de las texturas decorativas y séquelo con el soplete usando calor ligero.
5) SOLDADURA y TEXTURAS. Usando las pinzas de relojero de punta fina, se colocan sobre el ladrillo de soldar y de manera separadas las texturas decorativas previamente aplanadas e impregnadas de fundente en una de sus caras.
La superficie que tiene el fundente ya seco, se coloca hacia arriba y sobre ésta se pone uno o más cuadritos de soldadura dependiendo del tamaño de la textura de plata.
Cuando se funde un cuadrito de soldadura de 2 mm de tamaño, se extiende aproximadamente 5 mm a su alrededor. Tomando esto en consideración, disponga del número de soldaduras necesarias para que cuando estas se fundan cubran en un 90% la superficie de su textura decorativa.
Recuerde distribuir de manera uniforme la soldadura. No llene de soldadura la superficie, ya que con el calor del soplete, el exceso se extenderá fuera del diseño dando un mal aspecto a la joyería.
Para poner la soldadura en las texturas de plata tipo perlas, se procede de la siguiente manera: Se aplica fundente sobre la parte plana o inferior de la perla, luego se coloca esta sobre el pedacito de soldadura que esta sobre el ladrillo y la cual debe de ser aproximadamente la mitad del tamaño de la basa de la perla.
Posteriormente, se calienta con el soplete de manera paulatina hasta ver como la soldadura se funde y se incorpora a la perla. En este momento se retira inmediatamente el soplete Este mismo procedimiento se puede aplicar a texturas hechas con alambre, como son tiritas, espirales, etc.
Notas sobre el soplete portátil:Debido a que este tipo de soplete no se pude inclinar mucho por el riesgo de que la flama se convierta en tipo dragón (ver lección 2). Se puede inclinar ligeramente el área de soldado con el objeto de compensar esta falta de inclinación del soplete.
6) CALENTAMIENTO. Encienda el soplete, abriendo poquito la llave del gas. Posteriormente regule la flama a forma de cono.
De manera individual, caliente paulatinamente una textura decorativa que posea en su superficie la soldadura. Al ir elevando la temperatura de la pieza, note el cambio en la coloración del fundente. Mantenga el extremo de la boquilla del
soplete a una distancia de aproximadamente 6 a 8 cm de la pieza que está calentando.
Caliente toda la textura de manera uniforme, no concentre el calor en la soldadura o acerque demasiado el fuego al diseño. Al irse incrementando paulatinamente la temperatura, la soldadura se va a comenzar a fundir. Al iniciarse este proceso, no retire el fuego, con calma siga calentando de manera constante la pieza hasta que todas las soldaduras que contiene se comiencen a extender formando cada una, un montículo sobre la superficie de la plata. En este momento retire el fuego.
Si las texturas decorativas son muy pequeños como por ejemplo de 4mm, utilice solo un cuadrito de soldadura de aproximadamente 1 mm, esto será suficiente. En éstos casos, la cantidad y el tiempo de exposición de calor será mucho menor que un diseño más grande.
El proceso de soldado es sencillo, solo se requiere un poco de práctica para controlar la intensidad del fuego.
Realice el proceso anterior en cada una de las texturas decorativas a las que le colocó soldadura en su superficie.
7) SOLDADO. Terminado con el inciso anterior, coloque sobre el ladrillo el diseño principal de joyería (arete y/o dije) en donde se van a soldar las texturas decorativas. Aplique fundente y séquelo con el soplete. A esta pieza no se le pone soldadura. Aplique nuevamente fundente a las texturas decorativas, solo del lado que posee la soldadura adherida.
Divida en 3 grupos las piezas que va a utilizar como textura decorativa. Utilizando las pinzas de relojero, coloque sobre la superficie del diseño el primer grupo de texturas, poniendo la cara que posee la soldadura hacia abajo, en contacto con la lámina de plata del diseño principal (aretes o dije). Arregle las texturas de la manera definitiva, esto es, en la forma en como usted desea que se vean en su diseño de joyería ya terminado.
Recuerde dejar un espacio libre en donde posteriormente se va a soldar el bisel que sujetará la piedra.
Encienda su soplete y regule la flama para que el cono de fuego comience a calentar uniforme y paulatinamente toda la pieza. Recuerde mantener el fuego a una distancia constante de unos 6 a 8 cm entre la orilla del soplete y el diseño, esto le dará más control sobre la fusión de la soldadura.
Observe el cambio de color del fundente al ir incrementando la temperatura ya que esto es una información que con el tiempo le permitirá “leer” la temperatura en que la soldadura comienza a fundirse. Con algunos tipos de fundentes, el color en un inicio es blanco, luego se transforma en verde opaco con forme se incrementa la temperatura de la pieza da plata y justo antes de que la soldadura comience a extenderse se vuelve transparente.
La soldadura se expande primeramente sobre la superficie más caliente, por ello es importante calentar las piezas despacio y uniformemente. Si una de las piezas es más grande que la otra, ésta va a requerir de más tiempo de calentamiento que la pequeña.
Procure no calentar la soldadura directamente con el soplete. La soldadura se va a fundir y a extender cuando la temperatura de la pieza en que se encuentre haya alcanzado su punto de fusión.
Continúe calentando toda la pieza hasta que vea que la soldadura de cada una de las texturas decorativas "haya corrido" (se expande).
Sin retirar el fuego del diseño, observe cada una de las texturas para ver si la soldadura que poseen ya se fundió. Esto se puede apreciar en forma de un borde dorado (soldadura fundida) alrededor de cada textura; en ese momento retire inmediatamente el fuego de la pieza, de lo contrario la soldadura se extenderá hacia áreas adyacentes.
Nota: Si su diseño de joyería posee un marco, es importante que se suelde este primero, antes que las texturas decorativas pequeñas.
Si ya termino de soldar el primer grupo de texturas decorativas, enfríe el diseño, tomándolo con las pinzas de relojero, sumérjalo en agua.
Verifique con sus dedos que todas las texturas estén bien soldadas y no se caen. Seque la pieza con un trapo, aplique fundente nuevamente sobre la superficie del diseño y repita los pasos de este inciso con los restantes grupo de texturas.
Repita el proceso de soldado anterior hasta que termine de unir todas las texturas decorativas a su diseño.
Nota: Si no hay suficiente fundente en las superficies que se van a unir, la soldadura no puede trabajar. El fundente se cae con el agua, por lo que es importante después de enfriar el diseño volver a aplicarlo en todas las superficies que se deseen unir.
Si una textura se encuentra parcialmente soldada al diseño principal, pero posee una sección levantada, coloque el diseño sobre la placa de acero y con cuidado, golpee esta superficie levantada con el martillo. Esta acción va a hacer que la pieza se aplane.
Aplíquele nuevamente fundente y caliéntela para que la soldadura que ya posee se extienda completamente por su superficie.
Una vez que se hayan terminado de soldar todos los elementos decorativos, enfríe la pieza en agua usando las pinzas. Si necesita realizar más uniones repita el procedimiento a partir del paso No. 5.RECOCIDO
Para lograr el recocido de los metales, es necesario dominar el significado de las diferentes tonalidades que afectan bajo la acción del calor.-
Así el rojo oscuro, será el índice del recocido de la plata, oro y latón, este último, no deberá calentarse por encima de los 540 grados centígrados, ya que contiene zinc y este,
A esa temperatura se volatiliza. En cambio, el cobre podrá calentarse hasta que adopte el color rojo salmón sin que resulte afectado.-
Cuando se efectúa el recocido de la plata o el aluminio, este deberá calentarse hasta que tome color rosa mate, siendo preferible que se haga esta operación en un lugar muy iluminado para distinguir bien la parte recocida de las que no lo están.-
También es preciso, tener en cuenta el comportamiento de un mismo metal de acuerdo a la temperatura que se lo someta.-
Así; por ejemplo, si la plata se calienta más allá de los 655 grados centígrados y se la enfría lentamente, en lugar de ablandarse se endurece.-
Es justo entonces para que esto no ocurra, calentarla hasta los 760 grados centígrados y enfriarla instantáneamente en un recipiente con agua.-
En caso de no poder efectuar este rápido enfriamiento, será necesario no calentarla más allá de los 650 grados centígrados, para poder así, enfriarla lentamente bajo la acción de una corriente de aire frio. La blandura conseguida en esta forma, si bien inferior a la otra, resulta suficiente para diversas tareas.-
EJERCICIOS: CÁLCULO DE ALEACIONES DE METALES PRECIOSOS
Resuelva los siguientes problemas1. Calcular la cantidad de liga que se debe añadir a una barra de 56 gramos de oro fino para bajarlo a 18K.2. Hallar la cantidad de plata fina que debe añadir a una barra de oro fino de 10 gramos para obtener oro amarillo de 18
quilates. Aplicar la fórmula porcentual.3. Queremos rebajar la ley a una barra de 32 gramos de 18k a 12k. Qué cantidad de liga debo añadir.4. Si tenemos 120 gramos de 21 kilates y queremos convertirlo a la ley de kilates. ¿Cuántos gramos de liga agregaremos?5. Hallarla cantidad de oro fino que debo agregar a una chapa de 25 gramos de oro de ley de 14 kilates para que nos de
oro de 18 kilates. 6. Si tenemos 250 gramos de plata fina y queremos bajarle a ley a 0,970 ¿Qué cantidad de cobre debemos agregarle?7. Calcular la cantidad de liga que debemos añadir a 65 gramos de plata 0,970 para bajarle la ley a 0,9258. Si tenemos 250 gramos en monedas de cinco décimos y queremos subir su ley a 950 ¿Qué cantidad de plata fina
debemos añadir?
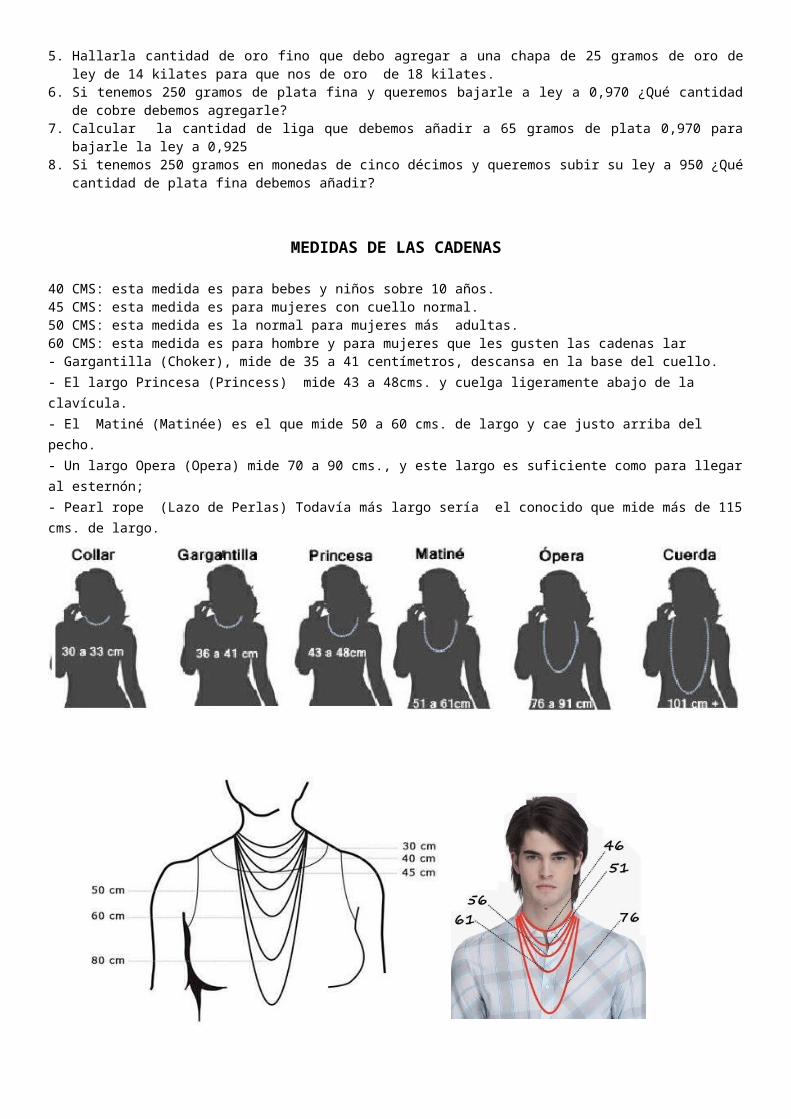
MEDIDAS DE LAS CADENAS
40 CMS: esta medida es para bebes y niños sobre 10 años.45 CMS: esta medida es para mujeres con cuello normal.50 CMS: esta medida es la normal para mujeres más adultas.60 CMS: esta medida es para hombre y para mujeres que les gusten las cadenas lar - Gargantilla (Choker), mide de 35 a 41 centímetros, descansa en la base del cuello.- El largo Princesa (Princess) mide 43 a 48cms. y cuelga ligeramente abajo de la clavícula.- El Matiné (Matinée) es el que mide 50 a 60 cms. de largo y cae justo arriba del pecho.- Un largo Opera (Opera) mide 70 a 90 cms., y este largo es suficiente como para llegar al esternón;- Pearl rope (Lazo de Perlas) Todavía más largo sería el conocido que mide más de 115 cms. de largo.
¿Cómo elegir el collar en función de la forma de tu cara y tu complexión?
Si tu rostro es pequeño o redondeado. En este caso lo que debes hacer es estilizarlo con collares alargados, que lleguen por debajo de tu pecho. Descarta las gargantillas, ya que acortan aún más tu cara.
Si tu cuello es corto. En el caso de que tengas el cuello más bien corto, prefiere los collares largos y extra-largos, con el fin de darle verticalidad a tu look y alargar tu cuello.
Si tienes el rostro alargado. Si este es tu caso, inclínate por collares cortos o tipo gargantilla, logrando con ello disminuir lo alargado de tu cara.
Si tu cuello es largo. Nuevamente debes seguir con el mismo sentido, lleva collares más bien cortos o gargantillas para compensar las longitudes.
Si tienes un cuello delgado. Aquí lo ideal es llevar collares medios. Evita los collares demasiado finos ya que acentúan aún más la delgadez de tu cuello, evita también accesorios muy gruesos, ya que contrastarán demasiado con tu cuello fino. La idea es dar volumen a esta zona con sutileza.
Tu cuello es ancho. Descarta los collares gruesos. En su lugar, luce accesorios de medidas media a pequeña. Tampoco te inclines por un collar demasiado delgado para que no evidencie el tamaño del cuello.
Pequeñas generalidades:
- Si eres alta y de complexión grande, elige collares gruesos y largos.– Si eres menudita, inclínate por collares finos y pequeños. Para crear la sensación de una mayor talla de pecho, luce complementos que caigan a mitad del escote o por debajo del pecho.– Si eres de estatura más bien baja, escoge collares cortos pero delgados que aporten verticalidad. Si eres alta puedes llevar collares largos.
LAS MEDIDAS ESTÁNDAR EN PULSERAS
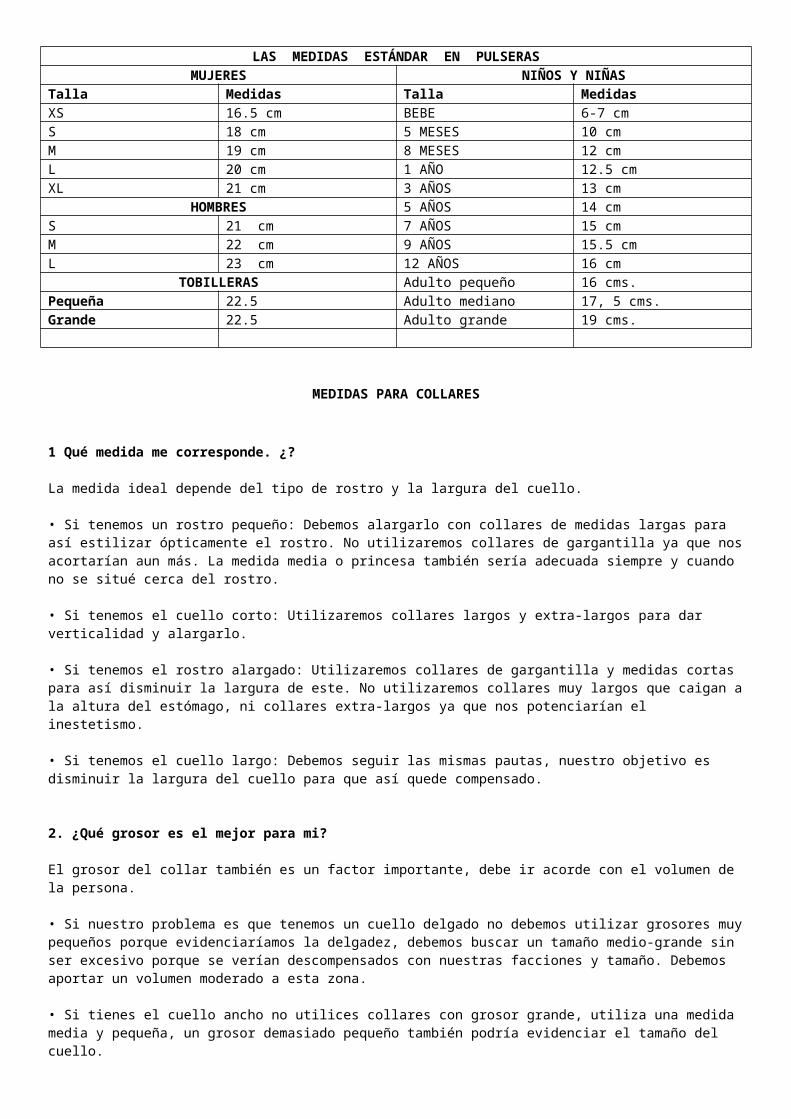
LAS MEDIDAS ESTÁNDAR EN PULSERASMUJERES NIÑOS Y NIÑAS
Talla Medidas Talla MedidasXS 16.5 cm BEBE 6-7 cmS 18 cm 5 MESES 10 cmM 19 cm 8 MESES 12 cmL 20 cm 1 AÑO 12.5 cmXL 21 cm 3 AÑOS 13 cm
HOMBRES 5 AÑOS 14 cmS 21 cm 7 AÑOS 15 cmM 22 cm 9 AÑOS 15.5 cmL 23 cm 12 AÑOS 16 cm
TOBILLERAS Adulto pequeño 16 cms.Pequeña 22.5 Adulto mediano 17, 5 cms.Grande 22.5 Adulto grande 19 cms.
MEDIDAS PARA COLLARES
1 Qué medida me corresponde. ¿?
La medida ideal depende del tipo de rostro y la largura del cuello.
• Si tenemos un rostro pequeño: Debemos alargarlo con collares de medidas largas para así estilizar ópticamente el rostro. No utilizaremos collares de gargantilla ya que nos acortarían aun más. La medida media o princesa también sería adecuada siempre y cuando no se situé cerca del rostro.
• Si tenemos el cuello corto: Utilizaremos collares largos y extra-largos para dar verticalidad y alargarlo.
• Si tenemos el rostro alargado: Utilizaremos collares de gargantilla y medidas cortas para así disminuir la largura de este. No utilizaremos collares muy largos que caigan a la altura del estómago, ni collares extra-largos ya que nos potenciarían el inestetismo.
• Si tenemos el cuello largo: Debemos seguir las mismas pautas, nuestro objetivo es disminuir la largura del cuello para que así quede compensado.
2. ¿Qué grosor es el mejor para mi? El grosor del collar también es un factor importante, debe ir acorde con el volumen de la persona.
• Si nuestro problema es que tenemos un cuello delgado no debemos utilizar grosores muy pequeños porque
evidenciaríamos la delgadez, debemos buscar un tamaño medio-grande sin ser excesivo porque se verían descompensados con nuestras facciones y tamaño. Debemos aportar un volumen moderado a esta zona.
• Si tienes el cuello ancho no utilices collares con grosor grande, utiliza una medida media y pequeña, un grosor demasiado pequeño también podría evidenciar el tamaño del cuello.
3. Consejos a tener en cuenta: • Si eres una persona de volumen grande utiliza volúmenes grandes o medios y collares largos.
• Si eres una persona menuda utiliza volúmenes medios y pequeños.
• Si te gustaría aumentar el volumen del pecho utiliza complementos que caigan a mitad de escote o bien por debajo.
• Si tienes una gran estatura te puedes permitir llevar collares largos.
• Las personas de baja estatura deben utilizar complementos que aporten verticalidad como de líneas rectas.
• Si quieres crear un punto de atención sitúa el final del collar donde desees.
• Si tu figura corporal es redondeada intenta romper esta monotonía con complementos de linealidad recta y viceversa.
• No utilices muchos complementos juntos, puede darte una imagen recargada y descompensada.
LAS SIGUIENTES MEDIDAS DE GROSOR SON LAS QUE SE RECOMIENDAN EN LOS DIVERSOS DISEÑOS DE JOYERÍA.Lamina para Anillos y Argollas de MatrimonioMujer: 6.0 X 1.2 mm en Plata6.0 X 1.0 mm en OroHombre: 10.0 X 1.5 mm en Plata10.0 X 1.25mm en Oro.Lamina para Bisel o Engaste:Plata: 0.90 a 1.0 mm (para asiento escarbado)0.50 a 0.6 mm (sin escarbar)Oro: 0.70 a 1.0 mm (para asiento escarbado)0.45 a 0.5 mm (sin escarbar)Alambre para Ganchos para Aretes:0.70 a 0.80 mm X 35 mm de largoLamina para Brazaletes:1.0; 1.5; 2.0 mm para brazaletes sólidos 0.80 para brazaletes huecos.Lamina para Repujado:Plata: 0.50 a 0.60 mm Oro: 0.40 a 0.45 mm
Alambre para Eslabones - Anillos de Argollitas:Plata: 0.90 a 1.00 mmOro: 0.80 a 0.90 mm
Para determinar el peso de secciones o chapas rectangulares o cuadradas
(largo x ancho x espesor x densidad) / 1000
DENSIDAD DE LOS METALES PRECIOSOS
PLATINO: 21.45 g/cm3
RODIO: 12.41 g/cm3
PALADIO: 12.O2 g/cm3
PLATA: 10.5 g/cm3
ORO: 19,3 g/cm3
TAMAÑO DE LA LÁMINA PARA HACER UN ANILLO La siguiente tabla proporciona la longitud de la lámina que se debe usar para hacer un anillo.Ejemplo:Para hacer un anillo del No. 6 1/2 con una lámina de plata de grosor del No. 18 se va a requerir una longitud de 55.9 mm (o 5.59 cm) de lámina (del No. 18), para que cuando esta sea doblada en círculo nos de el tamaño exacto del anillo deseado.Nota: Adicionar a los valores de la Tabla Inferior 0.5 mm a la longitud de la lámina descrita en el cuadro inferior si el anillo de tipo banda es más ancho de 4 mm.
Fórmula para Calcular el Tamaño de la LáminaLa Fórmula que se emplea para calcular los datos de la Tabla superior es:(D)(Pi) + 3 veces G = L (*) D = Diámetro interno del anillo (anillera)Pi = 3.1416G = Grosor de la laminaL = Longitud de la lamina(*) Si el ancho del anillo es igual o mayor a 4 mm, agregarle a la longitud final de la lámina 1 mm extra.Nota:Circunferencia o Perímetro = (diámetro) (Pi)El área de una Circunferencia = (Pi)(radio al cuadrado)
No Anillo
USACircun-ferencia (m m.)
12
(2.1mm)
14
(1.6 mm)
16
(1.3mm)
18
(1mm)
20
(0.8 mm)
22
(0.6 mm)
24
(0.51mm)
Grosor de la lámina en (mm)
1 39.0 45.5 44.0 43.0 42.1 41.5 40.8 40.51 1/4 39 6 46.2 44.6 43.6 42.7 42.1 41.5 41 11 1/2 40.2 468 45.2 44 3 43.3 42.7 42 1 41.81 1/3 40 8 47.4 45.8 44.9 44.0 43 3 42 7 42.4
2 41.5 48.0 46.5 45.5 44.6 44 0 43 3 43.021/4 42.1 48.7 47 1 46.2 45.2 44,6 44.0 43.62 1/2 42.7 49.3 47.7 46.8 45.8 45.2 44.6 44.32 1/3 43.4 49.9 48.4 47 4 46 5 45.8 45.2 44 9
3 44.0 50.6 49.0 48.0 47,1 46.5 45.8 45 53 1/4 44.6 51 2 49 6 48.7 47.7 47 1 46 5 46 23 1/2 45.2 51 8 50.2 49.3 48.4 47 7 47.1 46 83 1/3 45 9 52 4 50.9 499 49.0 48.4 47.7 47 4
4 46.5 53.1 51 5 50.6 49.6 49.0 48 3 48.04 1/4 47.1 53.7 52.1 51 2 50.2 49.6 49.0 48 74 1/2 47,8 54.3 52.8 51 8 50.9 50 2 49.6 49 34 1/3 48.4 55.0 534 52 4 51.5 50.9 50.2 49.9
5 49.0 556 54.0 53 1 52.1 51 5 50.9 50 65 1/4 49.6 56.2 54 6 53.7 52.8 52 1 51.5 51.25 1/2 50.3 56.8 55.3 54.3 53.4 52 7 52 1 51.85 1/3 50 9 57.5 55 9 55.0 54.0 53 4 52 8 52 4
6 51.5 58.1 56.5 55.6 54.6 54.0 53.4 53 16 1/4 52.2 58 7 57.1 56 2 55 3 54.6 54.0 53.76 1/2 52.8 593 57 8 56.8 55 9 55 3 546 54 36 1/3 53.4 60.0 58.4 57.5 56.5 55.9 55.3 55.0
7 54.0 60.6 59.0 58.1 57 1 56.5 55.9 55.67 1/4 54.7 61 2 59 7 58 7 57.8 57.1 565 56 27 1/2 55.3 61 9 60 3 59 3 58.4 57 8 57 1 56.87 1/3 55.9 62.5 60.9 60.0 59.0 58.4 57 8 57 5
8 56.6 63 1 61 5 60 6 59.7 59 0 58 4 58 18 1/4 57.2 63.7 62.2 61 2 60.3 59.7 59 0 58 78 1/2 578 64 4 62.8 61 9 609 60.3 59 7 59.3
8 1/3 58.4 65.0 63.4 62 5 61 5 60.9 60 3 60.09 59 1 65.6 64 1 63.1 62.2 61.5 60 9 60.0
9 1/3 59.7 66.3 64 7 63 7 62 8 62.2 61 5 61 29 1/2 60.3 66.9 65.3 64 4 63 4 62.8 62 2 61 99 1/3 60.9 67 5 65 9 65 0 64.1 63 4 62 8 62 510 61.6 68 1 666 656 64.7 64.1 63 4 63 1
10 1/4 62.2 68 8 67 2 66 3 65.3 64.7 64 1 63 710 1/2 62.8 69 4 67.8 66.9 65 9 65 3 64 7 64 410 1/4 63.5 700 68.5 67 5 66 6 65 9 65.3 65 0
11 64.1 70 7 69 1 68.1 67 2 66.6 65 9 65 6111/4 64.7 7 1 3 69 7 68 8 67 8 67 2 66.6 66 311 1/2 65.3 71.9 70.3 69 4 68 5 67.8 67 2 66 911 1/3 66.0 72.5 71 0 700 69 1 68 5 67 8 67.5
12 66.6 73.2 71.6 70.7 69.7 69.1 68 5 68 1121/4 67.2 73.8 72 2 71 3 /O 3 69 7 69.1 68 812 1/2 67.9 74 4 72.8 71 9 71.0 70.3 69 7 69 412 1/3 68.5 75 0 73.5 72.5 71 6 71.0 70.3 7 0 0
13 69.1 75.7 74 1 73 2 72 2 71.6 61 0 70,7
Diametro interioren milimetros
Palotatum®
13 mm nº 1
13,3 mm nº 2
13,6 mm nº 3
14 mm nº 4
14,3 mm nº 5
14,6 mm nº 6
15 mm nº 7
15,3 mm nº 8
15,6 mm nº 9
15,9 mm nº 10
16,2 mm nº 11
16,5 mm nº 12
16,9 mm nº 13
17,2 mm nº 14
17,5 mm nº 15
17,8 mm nº 16
18,1 mm nº 17
18,4 mm nº 18
Diametro interioren milimetros
Palotatum®
18,7 mm nº 19
19 mm nº 20
19,3 mm nº 21
19,6 mm nº 22
20 mm nº 23
20,3 mm nº 24
20,6 mm nº 25
20,9 mm nº 26
21,3 mm nº 27
21,7 mm nº 28
22 mm nº 29
22,3 mm nº 30
22,6 mm nº 31
22,9 mm nº 32
23,2 mm nº 33
23,5 mm nº 34
23,8 mm nº 35
24,1 mm nº 36
TIPOS DE SEGUETAS QUE SE RECOMIENDAN USAR DEPENDIENDO DEL GROSOR DEL METAL QUE SE DESEA CORTAR.
Tamañode
Segueta
Grosorde Seguetaen Pulgadas
Profundidadde Corte de
Segueta
No. Dientes de la
Seguetapor Pulgada
Lamina de metal
Recomendada Gauge - Grosor
Tamaño del orificio para introducir la
segueta
8/0 .0063" .0126" 89.0 hasta el 26 807/0 .0067" .0130" 84.0 24–26 806/0 .0070" .0140" 76.0 24 79
5/0 .0080" .0157" 71.0 22–24 784/0 .0086" .0175" 66.0 22 773/0 .0095" .0190" 61.0 22 762/0 .0103" .0204" 56.0 20–22 751/0 .0110" .0220" 53.5 18–22 731 .0120" .0240" 51.0 18–20 712 .0134" .0276" 43.0 16–18 703 .0140" .0290" 40.5 16–18 684 .0150" .0307" 38.0 16–18 675 .0158" .0331" 35.5 16 656 .0173" .0370" 33.0 14 587 .0189" .0400" 30.5 12 578 .0197" .0440" 28.0 12 55
Limpieza de joyería de plata
ROCEDIMIENTO: Limpieza electrolítica sin aportación externa de corriente:
1) Las piezas empañadas se introducen en un recipiente de aluminio, donde se hierven en una solución de carbonato de sodio. La cantidad de solución a utilizar debe ser suficiente para que pueda cubrir holgadamente las piezas a limpiar.
Al entrar en contacto el aluminio y la plata, a través de la solución, debido a la diferencia de potencial existente entre ambos metales, se forma una pequeña corriente eléctrica en la que el aluminio actúa como polo negativo y la plata es el positivo. En el polo negativo se disuelve el aluminio, mientras que en el positivo se desprende hidrógeno.
El hidrógeno que se forma reduce el sulfuro de plata a plata metálica. Así, de esta forma tan sencilla, se logra que en un brevísimo espacio de tiempo el sulfuro de plata se convierta en plata metálica y las piezas queden perfectamente limpias.
La plata nielada y las llamadas piezas (oxidadas), cuyas cavidades presentan tonos obscuros, no deben limpiarse por este procedimiento, porque quedarían totalmente blanqueadas.
2) Substituyendo el carbonato de sodio por bicarbonato, sal y jabón Si no se dispone de carbonato de sodio, puede utilizarse una solución diluida formada por:· Bicarbonato de sodio· Cloruro de sodio o sal común· un poco de jabón.
Se calienta hasta alcanzar el punto de ebullición. Después de hervir de 3 a 5 minutos, las piezas recuperan su bonito color blanco.
El conjunto se deja en reposo durante algunos minutos y, seguidamente, se separan las piezas de la solución, se enjuagan en agua corriente y se secan frotándolas con un paño de franela, hasta que se abrillantan.
Afilado de limas Afilado de limas. Las limas y escofinas con el uso pierden el corte y es necesario adquirir nuevas ya que se piensa que devolverles el corte es imposible
MATERIALES:Limas sin corte, detergente líquido, ácido sulfúrico, agua lluvia o destilada, soda cáustica recipientes de vidrio o plástico resistentes al ácido con profundidad suficiente para sumergir las limas, trapo o estopa, soplete de gas o quemador de estufa a gas.
PROCEDIMIENTO:1. Lavar las limas en el detergente líquido y enjuagarlas para retirar todo resto de jabón.
2. Preparar una solución de ácido sulfúrico y agua destilada (h2so4 + agua) al 60% (dos partes de ácido por tres de agua) suficiente para que cubra la parte estriada de las limas.
3. Sumergir las limas controlando visualmente la acción del ácido sobre el oxido del hierro y sobre el mismo metal.
4. Retirar las limas del ácido y sumergirlas en una solución de soda cáustica al 50% de agua para detener la reacción del ácido sobre el metal. Controlar visualmente la reacción y retirarla de la solución en el momento en que se haya equilibrado la reacción de la base sobre el ácido. Se sumerge inmediatamente en un recipiente con agua destilada y se agitan para retirar todo rastro de soda sobre las limas.
5. Secar las herramientas con la estopa o el trapo
6. Simultáneamente se debe tener el soplete o el quemador de gas encendido para mediante calentamiento moderado secar completamente las limas,
7. Imprimar las limas con algún producto antioxidante.
La acción del ácido sobre el metal corroe las crestas de las limas dándole nuevamente perfiles filosos y de tal manera prolongando la vida de las limas.