alineamiento de equipos rotativos
TRANSCRIPT
TECSUP – PFR Mantenimiento Industrial II
107
Unidad V
AALLIINNEEAAMMIIEENNTTOO DDEE EEQQUUIIPPOOSS RROOTTAATTIIVVOOSS
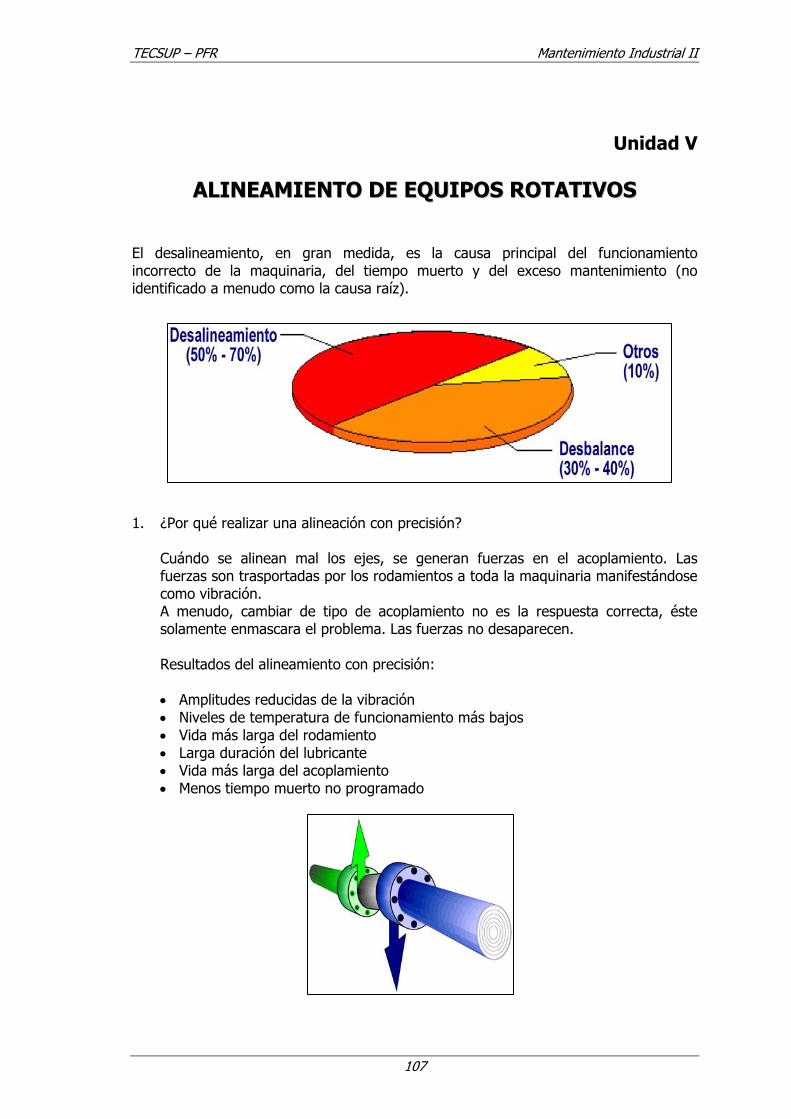
El desalineamiento, en gran medida, es la causa principal del funcionamiento incorrecto de la maquinaria, del tiempo muerto y del exceso mantenimiento (no identificado a menudo como la causa raíz).
1. ¿Por qué realizar una alineación con precisión? Cuándo se alinean mal los ejes, se generan fuerzas en el acoplamiento. Las fuerzas son trasportadas por los rodamientos a toda la maquinaria manifestándose como vibración. A menudo, cambiar de tipo de acoplamiento no es la respuesta correcta, éste solamente enmascara el problema. Las fuerzas no desaparecen.
Resultados del alineamiento con precisión:
• Amplitudes reducidas de la vibración • Niveles de temperatura de funcionamiento más bajos • Vida más larga del rodamiento • Larga duración del lubricante • Vida más larga del acoplamiento • Menos tiempo muerto no programado

Mantenimiento Industrial II TECSUP – PFR
108
1. INSPECCIONES PRELIMINARES
1.1 ERRORES DE LAS MÁQUINAS ACOPLADAS
En sentido técnico las máquinas acopladas están constituidas por más de una máquina. Para obtener unidades funcionales operativas necesitamos una máquina de mando, una de operación y un elemento de unión o reducción. La unión mecánica entre los ejes de las máquinas y la transferencia del par rotativo se logran con los acoplamientos (Figura 5.1)
Figura 5.1
Hay dos temas de importancia especial cuando se alinean ejes de máquinas:
• Los acoples deben ser fabricados con precisión, y montados de forma
que los errores radiales, de corregimiento axial, y de paso de unión resulten dentro de tolerancias admisibles.
• Las máquinas deben resultar precisamente alineadas de forma que sus ejes y las líneas de centro de sus ejes estén en una misma línea.
De no llenarse estos requisitos, aparecerán tensiones, fuerzas restrictivas, y vibraciones durante el funcionamiento de las máquinas acopladas, que irán en detrimento de la vida de los ejes, acoples, rodamientos, y la fundación. Si la alineación y los errores de acoplamiento exceden las tolerancias, los resultados serán daños en los cojinetes y acoples, deformaciones de ejes, y fatiga prematura de los materiales. Según las estadísticas de daños, la alineación y los errores de acople son la segunda causa más común de daños, siguiendo al desequilibrio de rotores. Tales daños pueden ser evitados en el mantenimiento correctivo mediante el alineamiento de las máquinas. Tal como el equilibrado, el alineamiento busca incrementar la seguridad, expectativa de vida en servicio, y disponibilidad de las máquinas. Ambos son medidas correctivas, y no son solo técnicamente necesarias, sino rentables desde el punto de vista económico.
TECSUP – PFR Mantenimiento Industrial II
109
2. PRINCIPIOS BÁSICOS DE ALINEAMIENTO
Durante la operación es posible que los ejes de máquina:
• Estén desalineados • Pierdan el alineamiento, o • Sólo estén alineados en ciertas condiciones de operación.
Y los factores que lo causan pueden ser:
• Errores en los acoplamientos • Errores de alineamiento.
Como regla, los errores de acoplamiento se deben a defectos de fabricación, y los de alineamiento a montaje o ensamblado incorrectos.
2.1 ERRORES EN EL ACOPLAMIENTO
En los acoplamientos se pueden presentar tres tipos de error:
• Errores de faceado (corrimiento angular axial) • Errores de centrado (corrimiento radial), y • Errores en el paso de unión.
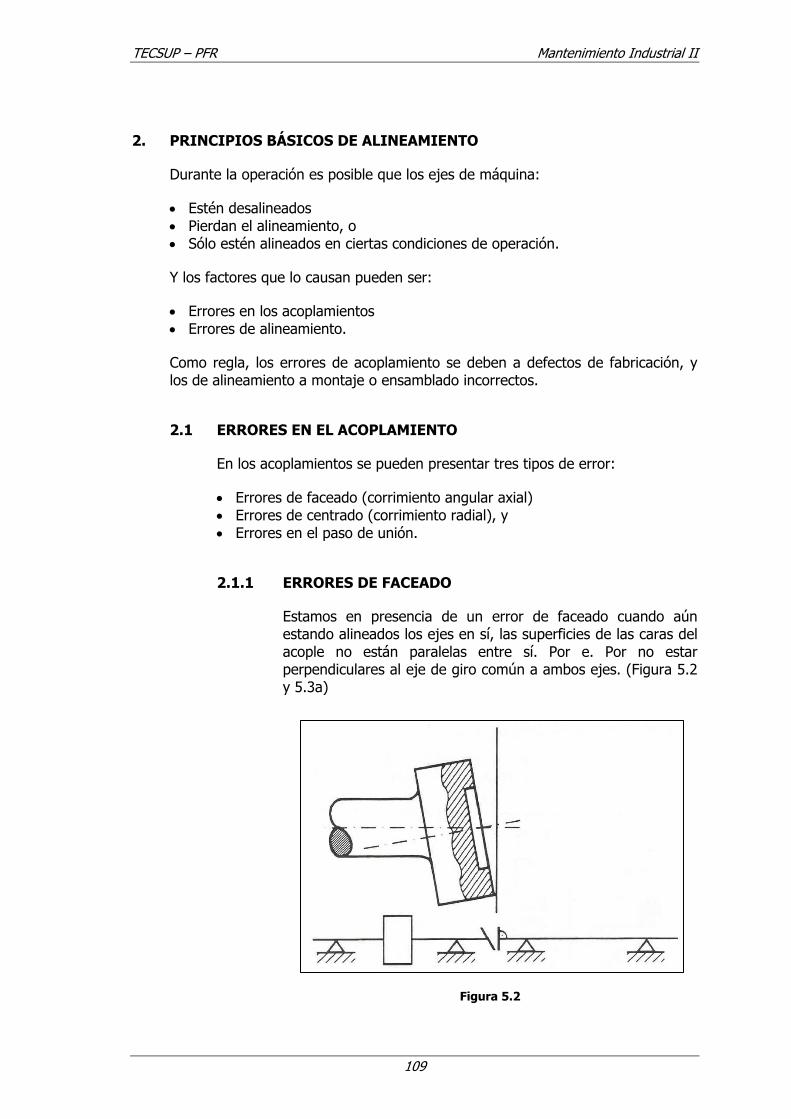
2.1.1 ERRORES DE FACEADO
Estamos en presencia de un error de faceado cuando aún estando alineados los ejes en sí, las superficies de las caras del acople no están paralelas entre sí. Por e. Por no estar perpendiculares al eje de giro común a ambos ejes. (Figura 5.2 y 5.3a)
Figura 5.2
Mantenimiento Industrial II TECSUP – PFR
110
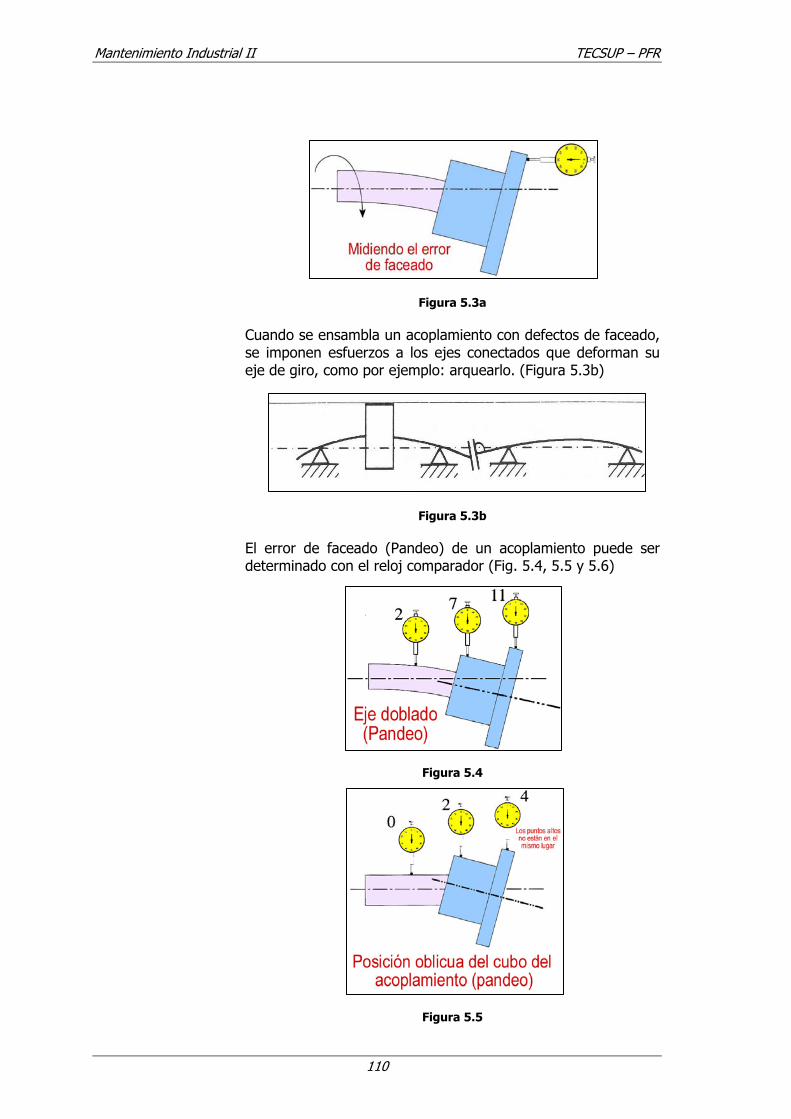
Figura 5.3a
Cuando se ensambla un acoplamiento con defectos de faceado, se imponen esfuerzos a los ejes conectados que deforman su eje de giro, como por ejemplo: arquearlo. (Figura 5.3b)
Figura 5.3b
El error de faceado (Pandeo) de un acoplamiento puede ser determinado con el reloj comparador (Fig. 5.4, 5.5 y 5.6)
Figura 5.4
Figura 5.5
TECSUP – PFR Mantenimiento Industrial II
111
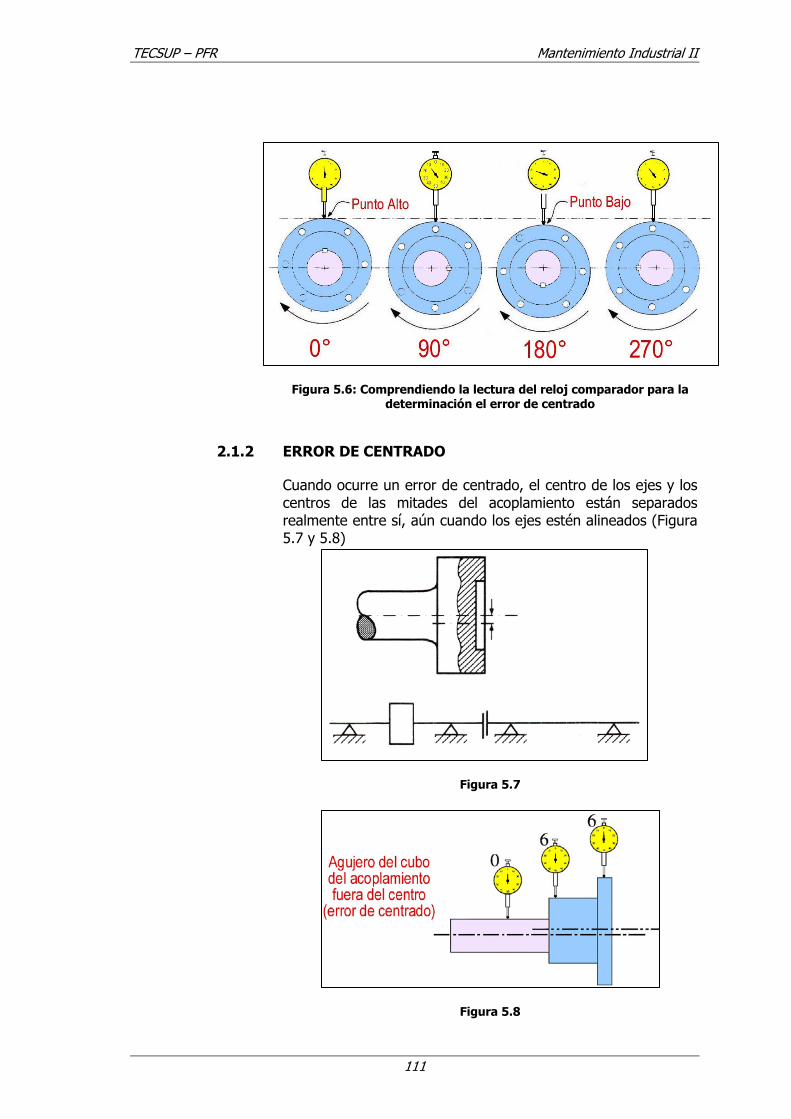
Figura 5.6: Comprendiendo la lectura del reloj comparador para la
determinación el error de centrado
2.1.2 ERROR DE CENTRADO
Cuando ocurre un error de centrado, el centro de los ejes y los centros de las mitades del acoplamiento están separados realmente entre sí, aún cuando los ejes estén alineados (Figura 5.7 y 5.8)
Figura 5.7
Figura 5.8
Mantenimiento Industrial II TECSUP – PFR
112
En este caso también se imponen fuerzas cuando los ejes son unidos solidariamente, y los ejes giran deformados (Figura 5.9).
Figura 9
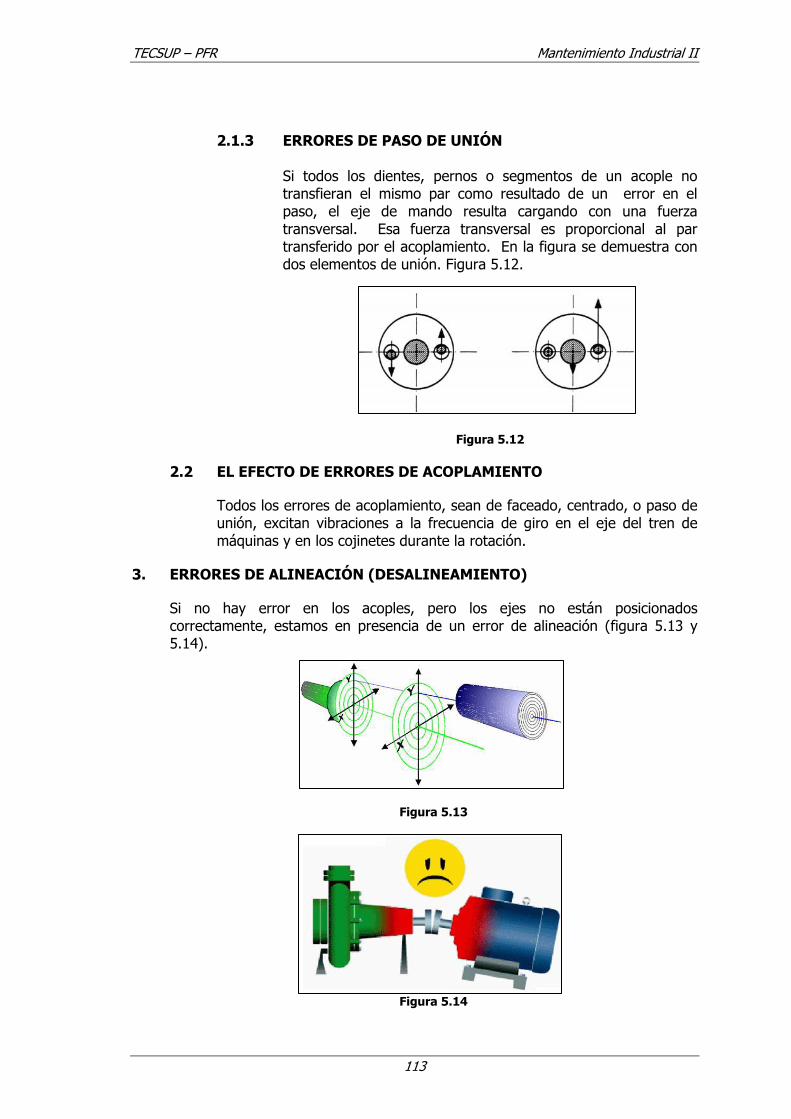
El error de centrado (Corrimiento radial) de un acoplamiento puede ser determinado con el reloj comparador (Figura 5.10 y 5.11)
Figura 5.10
Figura 5.11
Tabla 5.1
Guía deTolerancias de posión recomendados
Velocidasd de laMáquina (RPM)
Tolerancia MáximaLectura total en el Reloj
0 - 1800 0.005" (0.127 mm)
1800 - 3600 0.002" (0.05 mm)
3600 a más Menos de 0.002" (0.05 mm)
TECSUP – PFR Mantenimiento Industrial II
113
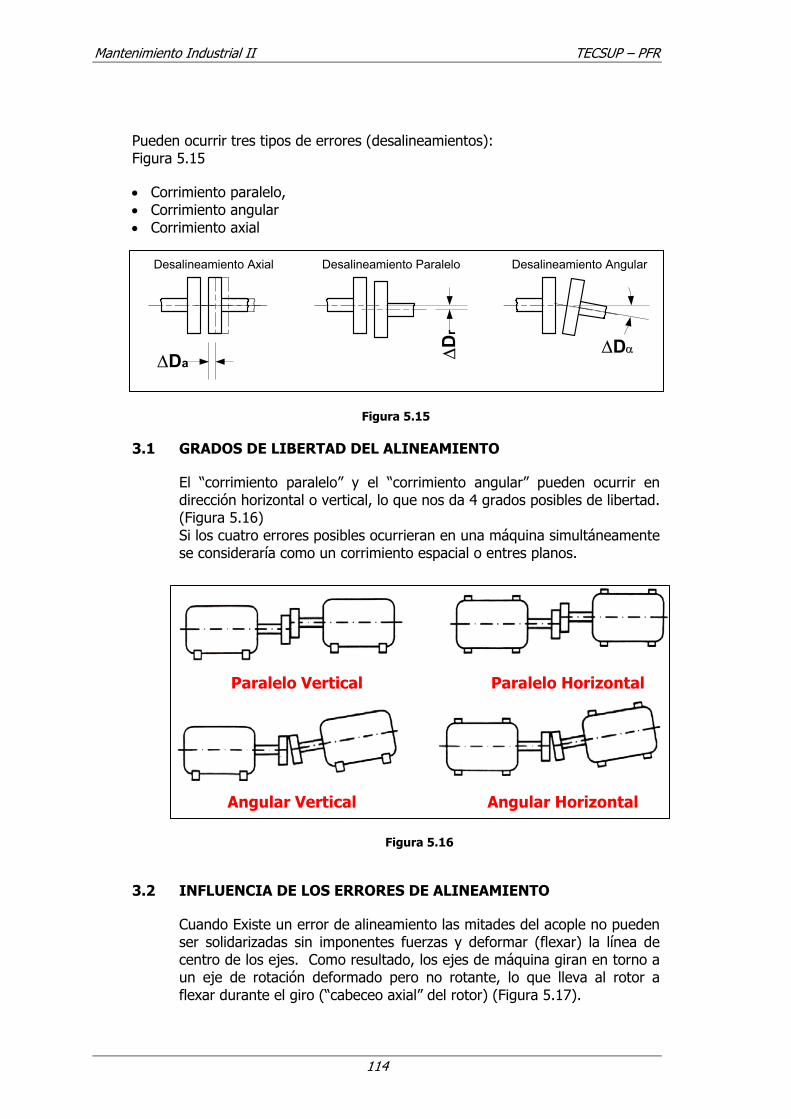
2.1.3 ERRORES DE PASO DE UNIÓN Si todos los dientes, pernos o segmentos de un acople no transfieran el mismo par como resultado de un error en el paso, el eje de mando resulta cargando con una fuerza transversal. Esa fuerza transversal es proporcional al par transferido por el acoplamiento. En la figura se demuestra con dos elementos de unión. Figura 5.12.
Figura 5.12
2.2 EL EFECTO DE ERRORES DE ACOPLAMIENTO
Todos los errores de acoplamiento, sean de faceado, centrado, o paso de unión, excitan vibraciones a la frecuencia de giro en el eje del tren de máquinas y en los cojinetes durante la rotación.
3. ERRORES DE ALINEACIÓN (DESALINEAMIENTO)
Si no hay error en los acoples, pero los ejes no están posicionados correctamente, estamos en presencia de un error de alineación (figura 5.13 y 5.14).
Figura 5.13
Figura 5.14
Mantenimiento Industrial II TECSUP – PFR
114
Pueden ocurrir tres tipos de errores (desalineamientos): Figura 5.15
• Corrimiento paralelo, • Corrimiento angular • Corrimiento axial
Figura 5.15
3.1 GRADOS DE LIBERTAD DEL ALINEAMIENTO
El “corrimiento paralelo” y el “corrimiento angular” pueden ocurrir en dirección horizontal o vertical, lo que nos da 4 grados posibles de libertad. (Figura 5.16) Si los cuatro errores posibles ocurrieran en una máquina simultáneamente se consideraría como un corrimiento espacial o entres planos.
Figura 5.16
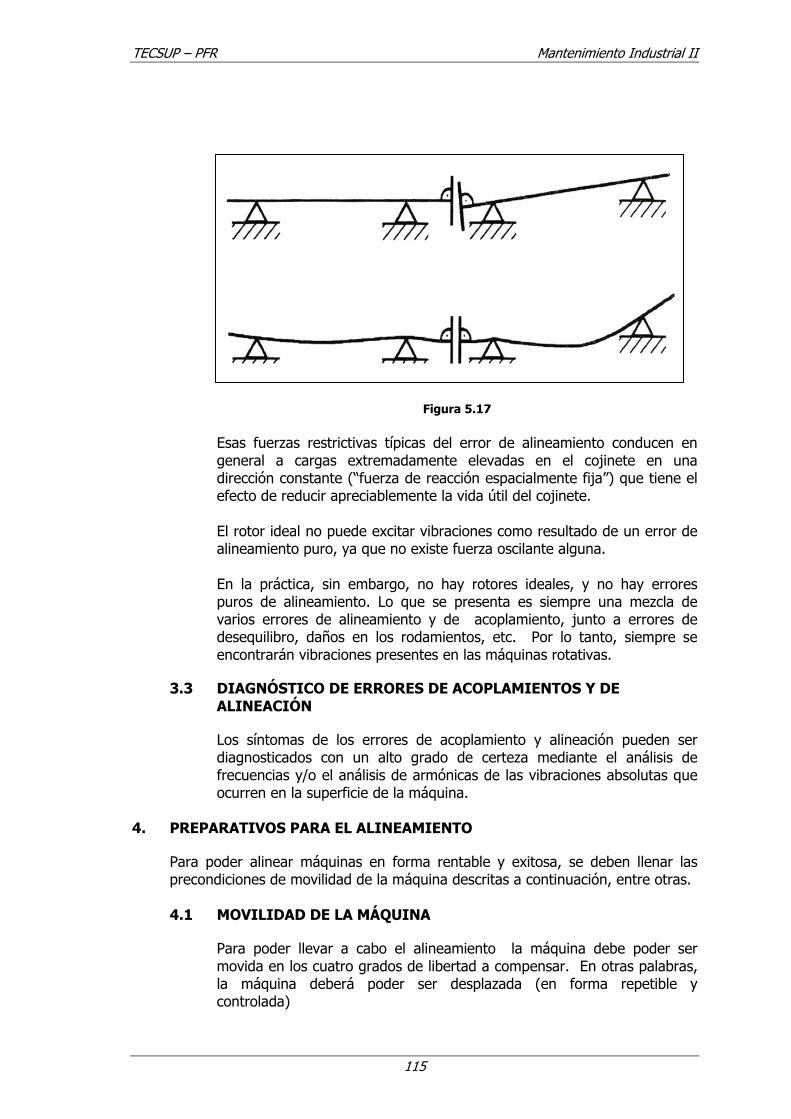
3.2 INFLUENCIA DE LOS ERRORES DE ALINEAMIENTO
Cuando Existe un error de alineamiento las mitades del acople no pueden ser solidarizadas sin imponentes fuerzas y deformar (flexar) la línea de centro de los ejes. Como resultado, los ejes de máquina giran en torno a un eje de rotación deformado pero no rotante, lo que lleva al rotor a flexar durante el giro (“cabeceo axial” del rotor) (Figura 5.17).
∆D
r
∆Da
Desalineamiento Axial Desalineamiento Paralelo Desalineamiento Angular
∆Dα
Paralelo Vertical Paralelo Horizontal
Angular Vertical Angular Horizontal
TECSUP – PFR Mantenimiento Industrial II
115
Figura 5.17
Esas fuerzas restrictivas típicas del error de alineamiento conducen en general a cargas extremadamente elevadas en el cojinete en una dirección constante (“fuerza de reacción espacialmente fija”) que tiene el efecto de reducir apreciablemente la vida útil del cojinete. El rotor ideal no puede excitar vibraciones como resultado de un error de alineamiento puro, ya que no existe fuerza oscilante alguna. En la práctica, sin embargo, no hay rotores ideales, y no hay errores puros de alineamiento. Lo que se presenta es siempre una mezcla de varios errores de alineamiento y de acoplamiento, junto a errores de desequilibro, daños en los rodamientos, etc. Por lo tanto, siempre se encontrarán vibraciones presentes en las máquinas rotativas.
3.3 DIAGNÓSTICO DE ERRORES DE ACOPLAMIENTOS Y DE
ALINEACIÓN
Los síntomas de los errores de acoplamiento y alineación pueden ser diagnosticados con un alto grado de certeza mediante el análisis de frecuencias y/o el análisis de armónicas de las vibraciones absolutas que ocurren en la superficie de la máquina.
4. PREPARATIVOS PARA EL ALINEAMIENTO
Para poder alinear máquinas en forma rentable y exitosa, se deben llenar las precondiciones de movilidad de la máquina descritas a continuación, entre otras. 4.1 MOVILIDAD DE LA MÁQUINA
Para poder llevar a cabo el alineamiento la máquina debe poder ser movida en los cuatro grados de libertad a compensar. En otras palabras, la máquina deberá poder ser desplazada (en forma repetible y controlada)
Mantenimiento Industrial II TECSUP – PFR
116
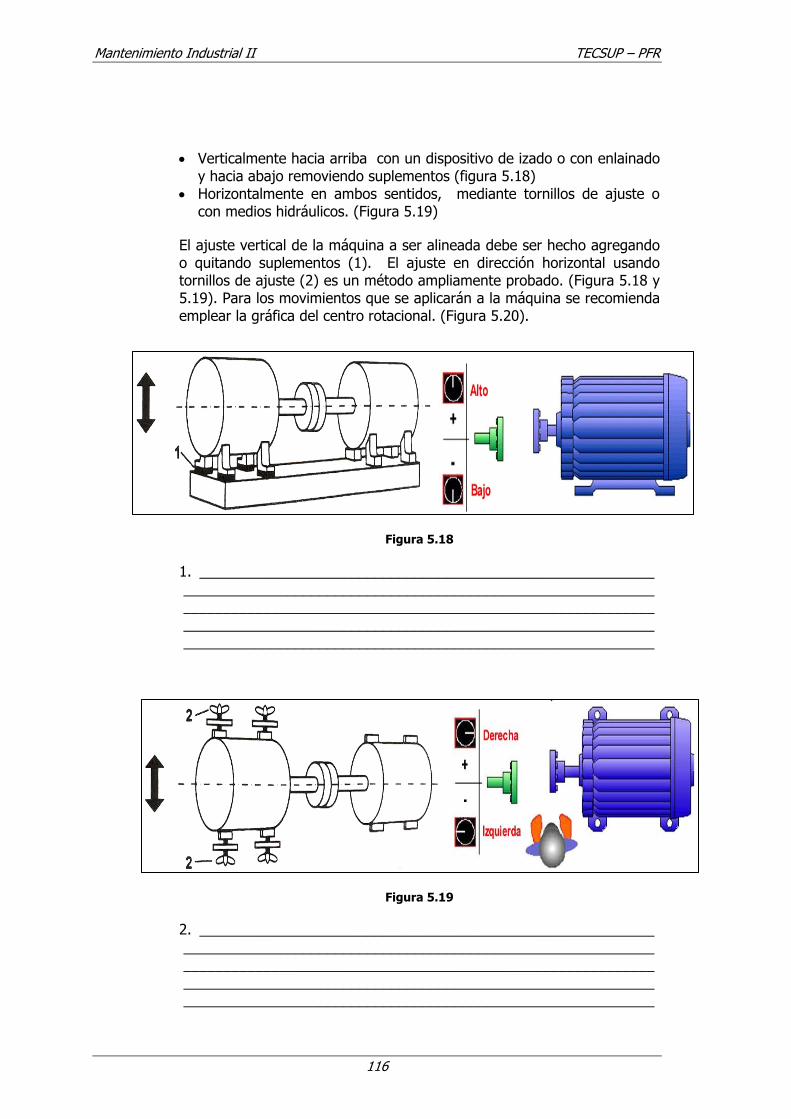
• Verticalmente hacia arriba con un dispositivo de izado o con enlainado
y hacia abajo removiendo suplementos (figura 5.18) • Horizontalmente en ambos sentidos, mediante tornillos de ajuste o
con medios hidráulicos. (Figura 5.19)
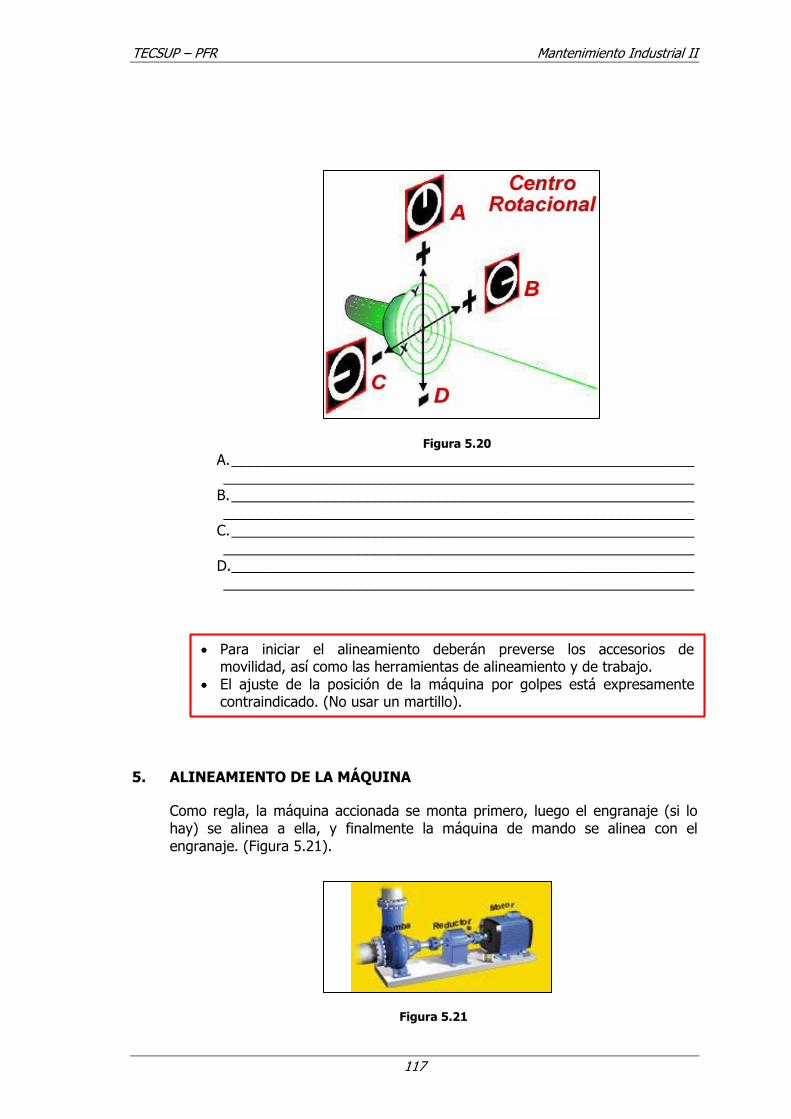
El ajuste vertical de la máquina a ser alineada debe ser hecho agregando o quitando suplementos (1). El ajuste en dirección horizontal usando tornillos de ajuste (2) es un método ampliamente probado. (Figura 5.18 y 5.19). Para los movimientos que se aplicarán a la máquina se recomienda emplear la gráfica del centro rotacional. (Figura 5.20).
Figura 5.18
1. _________________________________________________________ ___________________________________________________________ ___________________________________________________________ ___________________________________________________________ ___________________________________________________________
Figura 5.19
2. _________________________________________________________ ___________________________________________________________ ___________________________________________________________ ___________________________________________________________ ___________________________________________________________
TECSUP – PFR Mantenimiento Industrial II
117
Figura 5.20
A.__________________________________________________________ ___________________________________________________________
B.__________________________________________________________ ___________________________________________________________
C.__________________________________________________________ ___________________________________________________________
D.__________________________________________________________ ___________________________________________________________
5. ALINEAMIENTO DE LA MÁQUINA
Como regla, la máquina accionada se monta primero, luego el engranaje (si lo hay) se alinea a ella, y finalmente la máquina de mando se alinea con el engranaje. (Figura 5.21).
Figura 5.21
• Para iniciar el alineamiento deberán preverse los accesorios de movilidad, así como las herramientas de alineamiento y de trabajo.
• El ajuste de la posición de la máquina por golpes está expresamente contraindicado. (No usar un martillo).
Mantenimiento Industrial II TECSUP – PFR
118
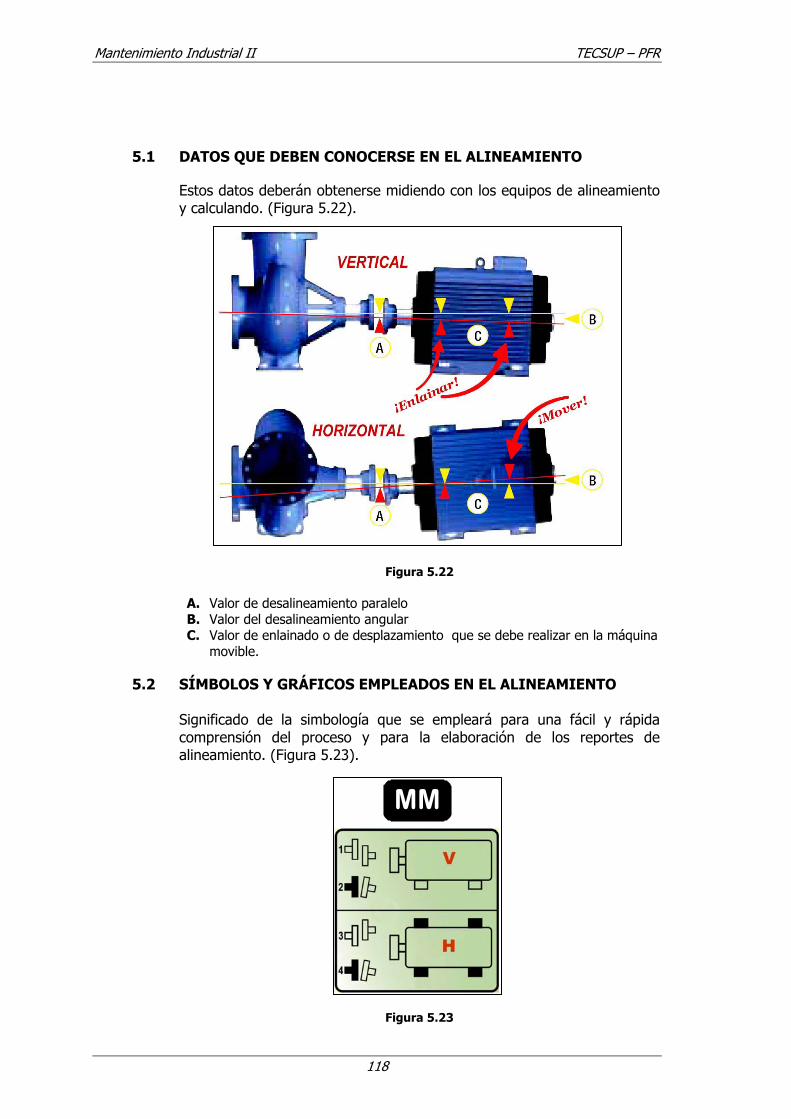
5.1 DATOS QUE DEBEN CONOCERSE EN EL ALINEAMIENTO
Estos datos deberán obtenerse midiendo con los equipos de alineamiento y calculando. (Figura 5.22).
Figura 5.22
A. Valor de desalineamiento paralelo B. Valor del desalineamiento angular C. Valor de enlainado o de desplazamiento que se debe realizar en la máquina
movible.
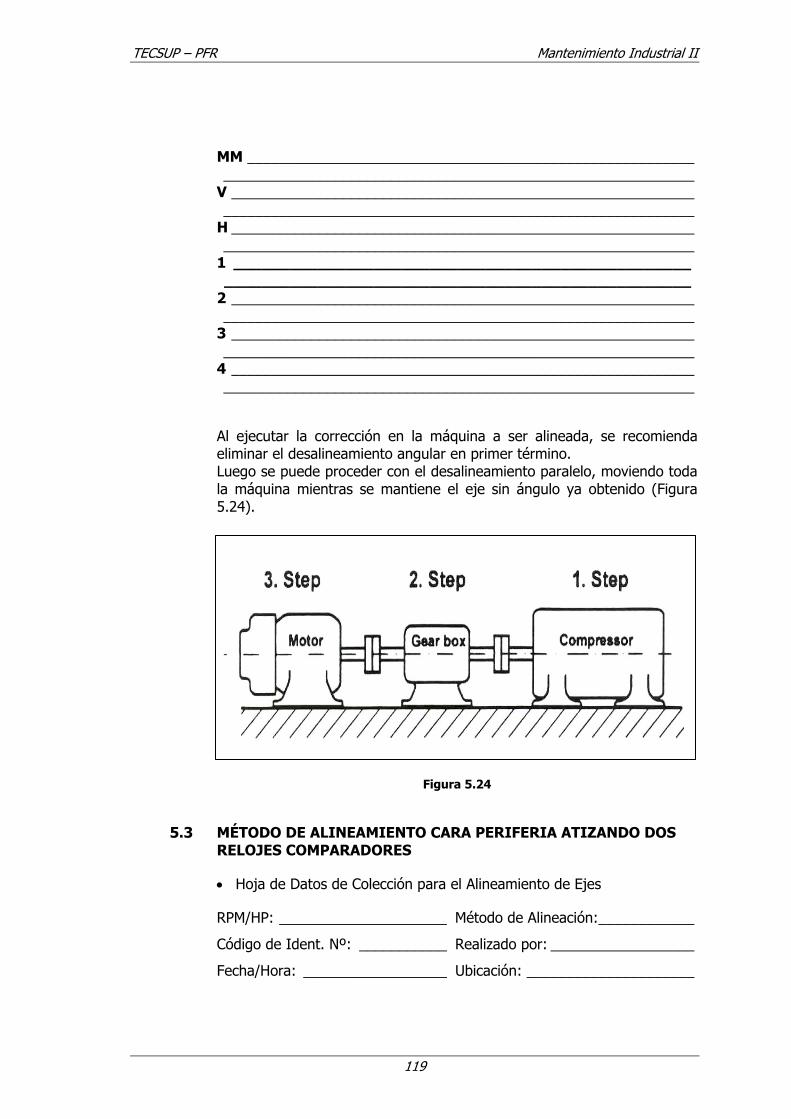
5.2 SÍMBOLOS Y GRÁFICOS EMPLEADOS EN EL ALINEAMIENTO Significado de la simbología que se empleará para una fácil y rápida comprensión del proceso y para la elaboración de los reportes de alineamiento. (Figura 5.23).
Figura 5.23
MM
TECSUP – PFR Mantenimiento Industrial II
119
MM ________________________________________________________ ___________________________________________________________
V __________________________________________________________ ___________________________________________________________
H __________________________________________________________ ___________________________________________________________
1 _________________________________________________ __________________________________________________
2 __________________________________________________________ ___________________________________________________________
3 __________________________________________________________ ___________________________________________________________
4 __________________________________________________________ ___________________________________________________________
Al ejecutar la corrección en la máquina a ser alineada, se recomienda eliminar el desalineamiento angular en primer término. Luego se puede proceder con el desalineamiento paralelo, moviendo toda la máquina mientras se mantiene el eje sin ángulo ya obtenido (Figura 5.24).
Figura 5.24
5.3 MÉTODO DE ALINEAMIENTO CARA PERIFERIA ATIZANDO DOS RELOJES COMPARADORES
• Hoja de Datos de Colección para el Alineamiento de Ejes
RPM/HP: _____________________ Método de Alineación:____________
Código de Ident. Nº: ___________ Realizado por: __________________
Fecha/Hora: __________________ Ubicación: _____________________
Mantenimiento Industrial II TECSUP – PFR
120
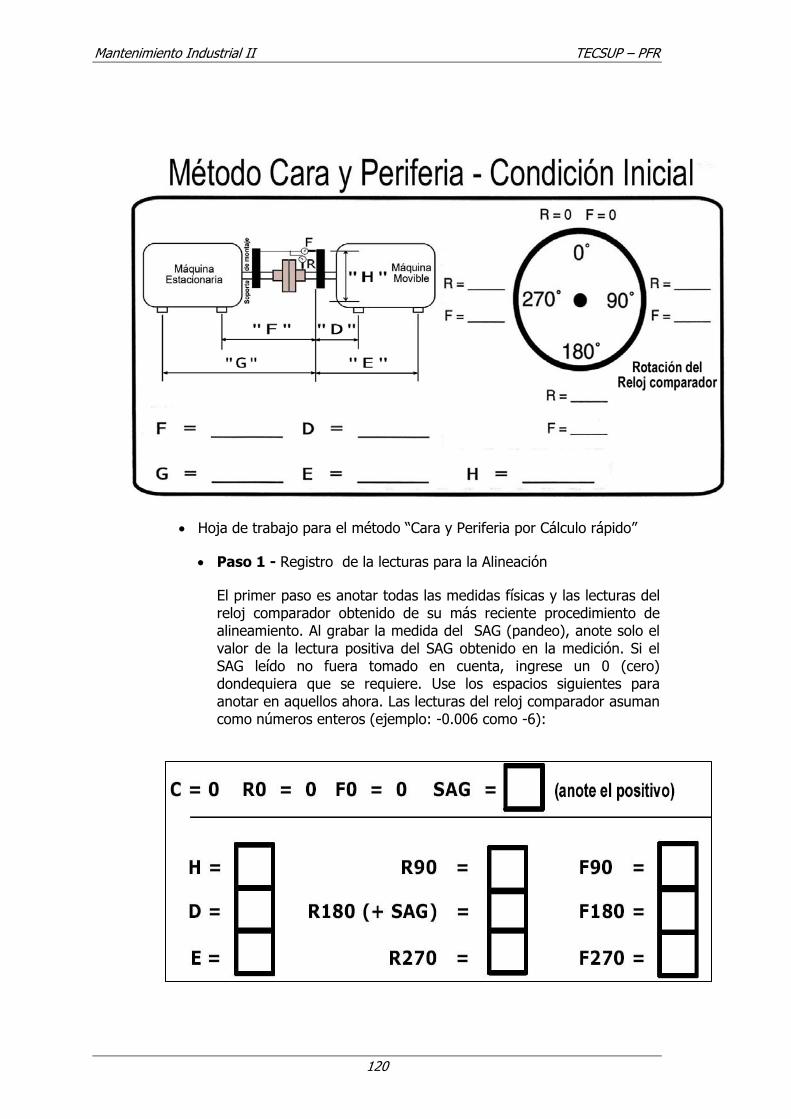
• Hoja de trabajo para el método “Cara y Periferia por Cálculo rápido”
• Paso 1 - Registro de la lecturas para la Alineación
El primer paso es anotar todas las medidas físicas y las lecturas del reloj comparador obtenido de su más reciente procedimiento de alineamiento. Al grabar la medida del SAG (pandeo), anote solo el valor de la lectura positiva del SAG obtenido en la medición. Si el SAG leído no fuera tomado en cuenta, ingrese un 0 (cero) dondequiera que se requiere. Use los espacios siguientes para anotar en aquellos ahora. Las lecturas del reloj comparador asuman como números enteros (ejemplo: -0.006 como -6):
TECSUP – PFR Mantenimiento Industrial II
121
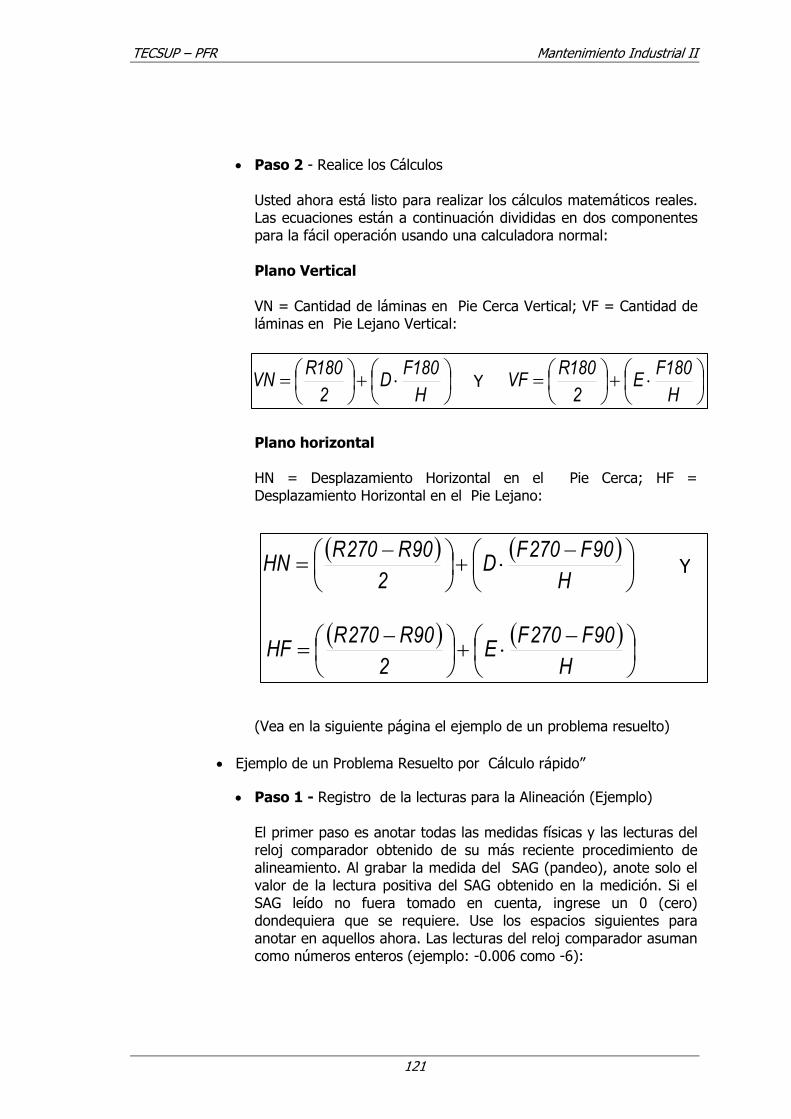
• Paso 2 - Realice los Cálculos Usted ahora está listo para realizar los cálculos matemáticos reales. Las ecuaciones están a continuación divididas en dos componentes para la fácil operación usando una calculadora normal: Plano Vertical VN = Cantidad de láminas en Pie Cerca Vertical; VF = Cantidad de láminas en Pie Lejano Vertical:
Plano horizontal HN = Desplazamiento Horizontal en el Pie Cerca; HF = Desplazamiento Horizontal en el Pie Lejano:
(Vea en la siguiente página el ejemplo de un problema resuelto)
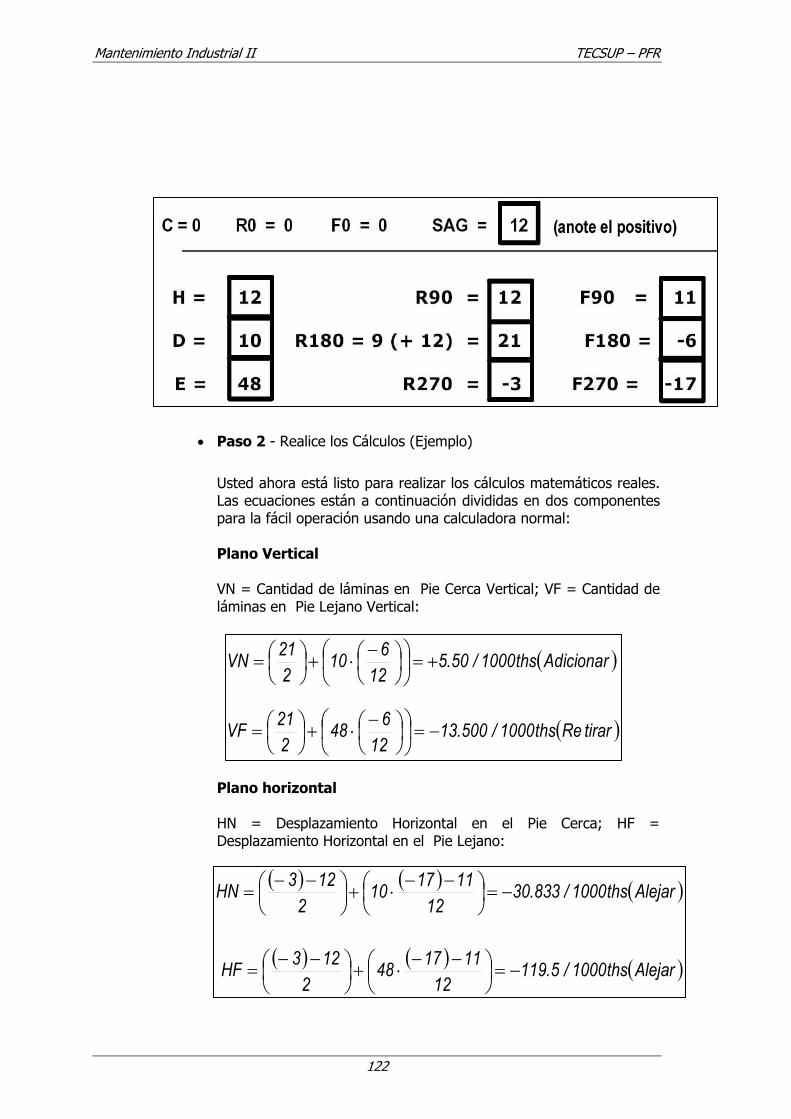
• Ejemplo de un Problema Resuelto por Cálculo rápido”
• Paso 1 - Registro de la lecturas para la Alineación (Ejemplo)
El primer paso es anotar todas las medidas físicas y las lecturas del reloj comparador obtenido de su más reciente procedimiento de alineamiento. Al grabar la medida del SAG (pandeo), anote solo el valor de la lectura positiva del SAG obtenido en la medición. Si el SAG leído no fuera tomado en cuenta, ingrese un 0 (cero) dondequiera que se requiere. Use los espacios siguientes para anotar en aquellos ahora. Las lecturas del reloj comparador asuman como números enteros (ejemplo: -0.006 como -6):
⋅+
=
H180FD
2180RVN
⋅+
=
H180FE
2180RVFY
( ) ( )
−
⋅+
−
=H
90F270FD2
90R270RHN
( ) ( )
−
⋅+
−
=H
90F270FE2
90R270RHF
Y
Mantenimiento Industrial II TECSUP – PFR
122
• Paso 2 - Realice los Cálculos (Ejemplo)
Usted ahora está listo para realizar los cálculos matemáticos reales. Las ecuaciones están a continuación divididas en dos componentes para la fácil operación usando una calculadora normal: Plano Vertical VN = Cantidad de láminas en Pie Cerca Vertical; VF = Cantidad de láminas en Pie Lejano Vertical:
Plano horizontal HN = Desplazamiento Horizontal en el Pie Cerca; HF = Desplazamiento Horizontal en el Pie Lejano:
( )Adicionarths1000/50.512
610221VN +=
−⋅+
=
( )tirarReths1000/500.1312
648221VF −=
−⋅+
=
( ) ( ) ( )Alejarths1000/833.3012
1117102
123HN −=
−−
⋅+
−−
=
( ) ( ) ( )Alejarths1000/5.11912
1117482
123HF −=
−−
⋅+
−−
=
TECSUP – PFR Mantenimiento Industrial II
123
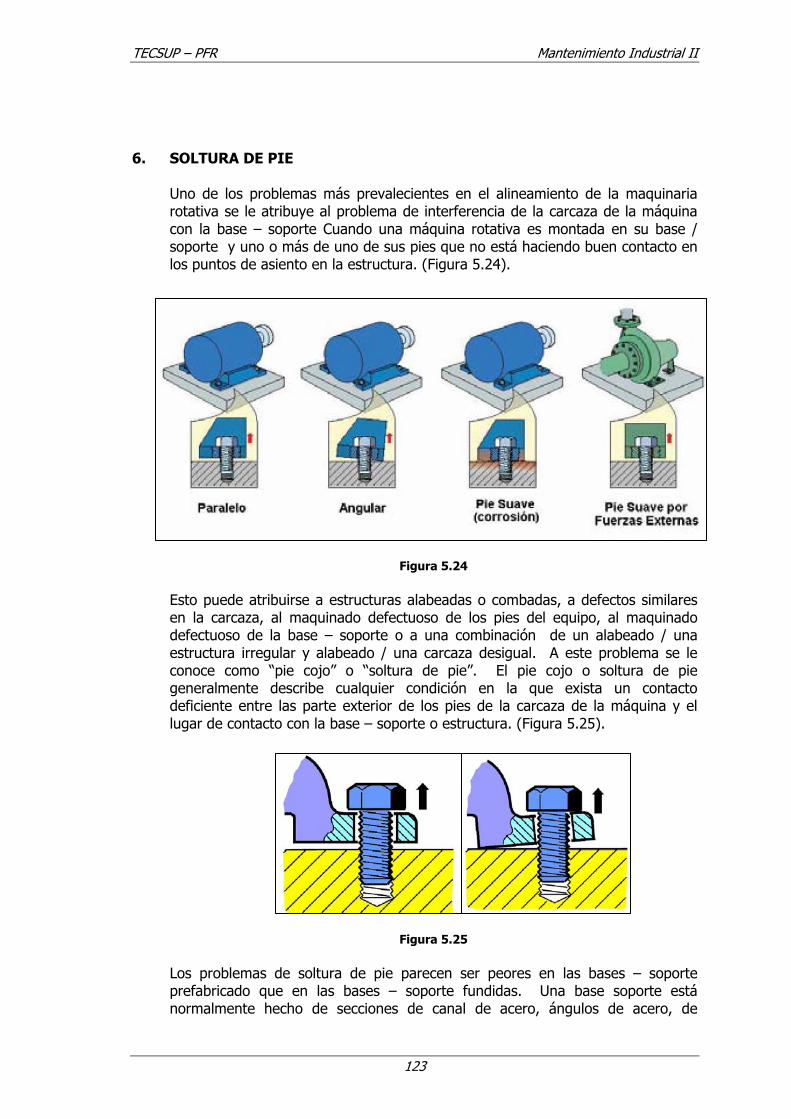
6. SOLTURA DE PIE
Uno de los problemas más prevalecientes en el alineamiento de la maquinaria rotativa se le atribuye al problema de interferencia de la carcaza de la máquina con la base – soporte Cuando una máquina rotativa es montada en su base / soporte y uno o más de uno de sus pies que no está haciendo buen contacto en los puntos de asiento en la estructura. (Figura 5.24).
Figura 5.24
Esto puede atribuirse a estructuras alabeadas o combadas, a defectos similares en la carcaza, al maquinado defectuoso de los pies del equipo, al maquinado defectuoso de la base – soporte o a una combinación de un alabeado / una estructura irregular y alabeado / una carcaza desigual. A este problema se le conoce como “pie cojo” o “soltura de pie”. El pie cojo o soltura de pie generalmente describe cualquier condición en la que exista un contacto deficiente entre las parte exterior de los pies de la carcaza de la máquina y el lugar de contacto con la base – soporte o estructura. (Figura 5.25).
Figura 5.25
Los problemas de soltura de pie parecen ser peores en las bases – soporte prefabricado que en las bases – soporte fundidas. Una base soporte está normalmente hecho de secciones de canal de acero, ángulos de acero, de

Mantenimiento Industrial II TECSUP – PFR
124
tuberías o de vigas en I. Estas piezas se sueldan para construir la estructura. La posibilidad de hacer cortes a 45 ó 90° con exactitud para luego soldarlas es escasa. Sin embargo, tampoco las bases – soporte fundidas están exentas de estos problemas Incluso en las bases – soportes fundidas en arena cuyos pies han sido maquinados, es posible que durante que durante el proceso de instalación la estructura haya sido distorsionada cuando ésta se estaba posicionando en el pedestal de concreto introduciendo un problema de soltura de pie. 6.1 ¿POR QUÉ PREOCUPARNOS DE LA SOLTURA DE PIE?
Hay dos razones importantes por la que éstas se deben corregir:
• Dependiendo en que secuencia se ajusten los pernos de anclaje, la
línea central de rotación puede cambiar a distintas posiciones, provocando la dificultad de alinear la maquinaria.
• El ajuste de cualquier perno de anclaje que no esté haciendo buen
contacto provocará en la carcaza de la máquina una distorsión de las luces y tolerancias pre-fijadas en componentes críticos tales como cojinetes, sellos radiales, sellos mecánicos, anillos de desgaste en las bombas, sellos de compresores, entrehierros de armadura / estator de los motores, etc.
La analogía con la pata coja o corta de las cuatro que tiene una silla es demasiado simple y no refleja la verdadera naturaleza de lo que le ocurre a la maquinaria. Las patas de una silla normalmente se asientan haciendo un contacto puntual en el suelo. Si las patas de nuestra maquinaria rotativa estuvieran haciendo un contacto puntual, entonces cualquier problema de pie flojo podría corregirse utilizando tres patas tal como se puede encontrar en un trípode. (Figura 5.26).
Figura 5.26
Es importante reconocer que los pies de nuestra maquinaria no hacen un contacto puntual. En lugar de ello, hay cuatro (o más) superficies de pies, aparentemente, todas planas en las carcazas de nuestras máquinas tratando de coincidir con cuatro (o más) superficies en la base – soporte. Es frecuente, que cuando tratamos de hacer coincidir los lados inferiores de los pies de una máquina con los puntos de contacto en la base – soporte, se presente una condición no paralela, muy compleja, en forma de cuña y que no puede corregirse con las lainas del stock.
NO EXISTE NINGUNA SIMILITUD DE
POSICIONAMIENTO
TECSUP – PFR Mantenimiento Industrial II
125
Adicionalmente, es probable que una condición de soltura de pie exista en todos los puntos de apoyo de los pies. No se está diciendo que la maquinaria esté suspendida libremente en el espacio, sólo que los pies no están haciendo buen contacto en la base – soporte. Una amplia variedad de condiciones puede existir. La maquinaria puede cabecear de extremo a extremo o a través de las diagonales entre esquinas. No es común ver tres de los pies asentar bien y la cuarta no. Es posible que se tenga que se tenga “filos de contacto” en la parte interior de la pata y que la parte exterior de esa pata presente una luz.
6.2 CORRECCIÓN DE UNA CONDICIÓN DE SOLTURA DE PIE
• Alivie o descargue todos los esfuerzos en la carcaza de la máquina y base – soporte.
• Verificación del cabeceo de la carcaza y medición de la luz alrededor de los pernos de anclaje.
• Corrección de la soltura de pie. • Verificación de la corrección en la soltura de pie.
PASO 1:
Alivie o descargue los esfuerzos en la carcaza y la base – soporte
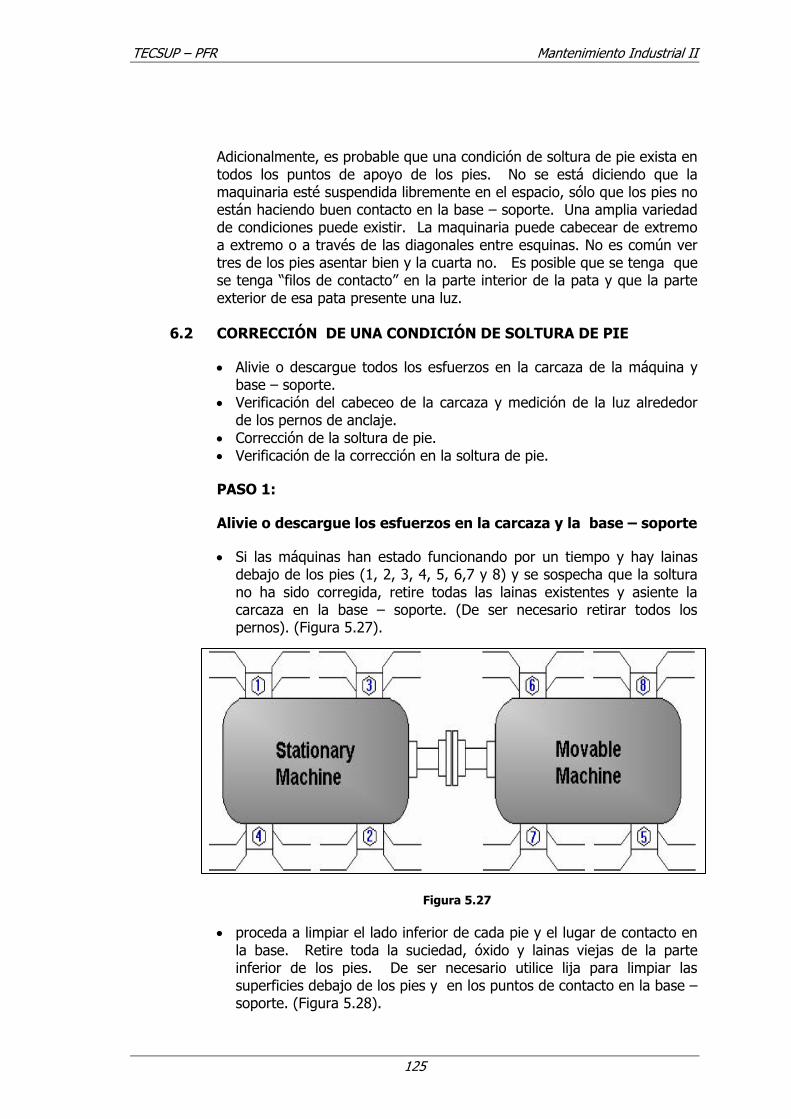
• Si las máquinas han estado funcionando por un tiempo y hay lainas
debajo de los pies (1, 2, 3, 4, 5, 6,7 y 8) y se sospecha que la soltura no ha sido corregida, retire todas las lainas existentes y asiente la carcaza en la base – soporte. (De ser necesario retirar todos los pernos). (Figura 5.27).
Figura 5.27
• proceda a limpiar el lado inferior de cada pie y el lugar de contacto en la base. Retire toda la suciedad, óxido y lainas viejas de la parte inferior de los pies. De ser necesario utilice lija para limpiar las superficies debajo de los pies y en los puntos de contacto en la base – soporte. (Figura 5.28).
Mantenimiento Industrial II TECSUP – PFR
126
Figura 5.28
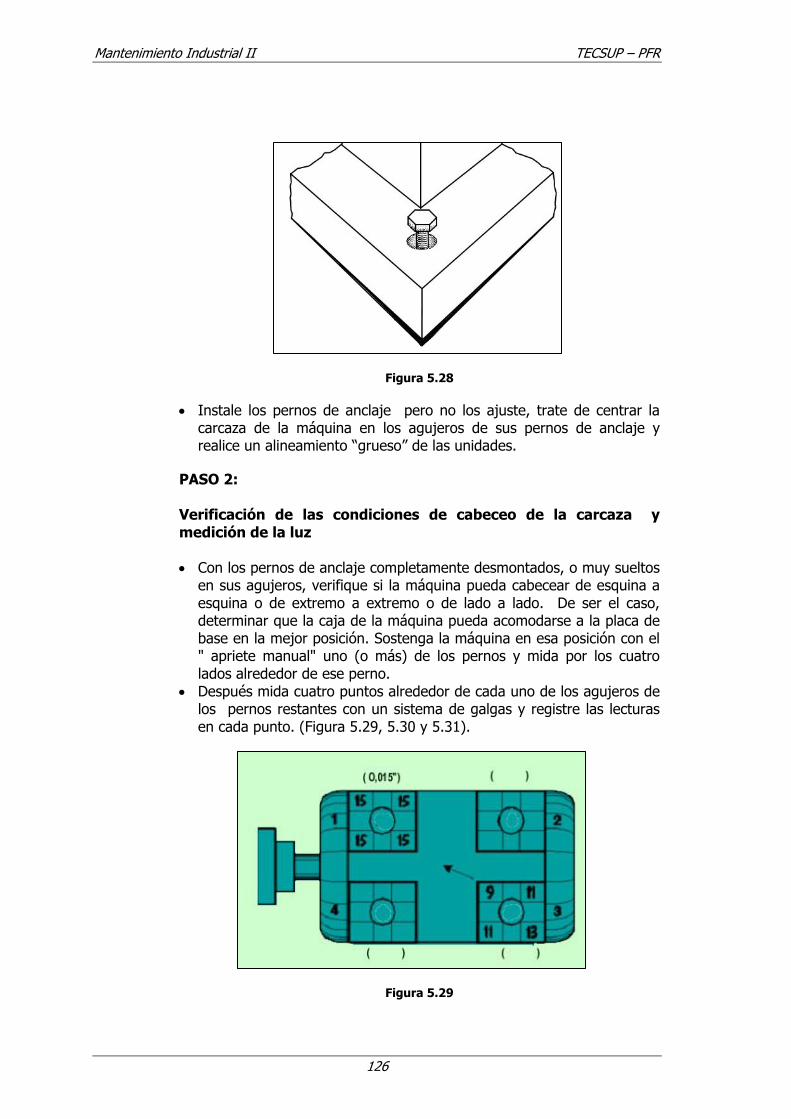
• Instale los pernos de anclaje pero no los ajuste, trate de centrar la
carcaza de la máquina en los agujeros de sus pernos de anclaje y realice un alineamiento “grueso” de las unidades.
PASO 2: Verificación de las condiciones de cabeceo de la carcaza y medición de la luz • Con los pernos de anclaje completamente desmontados, o muy sueltos
en sus agujeros, verifique si la máquina pueda cabecear de esquina a esquina o de extremo a extremo o de lado a lado. De ser el caso, determinar que la caja de la máquina pueda acomodarse a la placa de base en la mejor posición. Sostenga la máquina en esa posición con el " apriete manual" uno (o más) de los pernos y mida por los cuatro lados alrededor de ese perno.
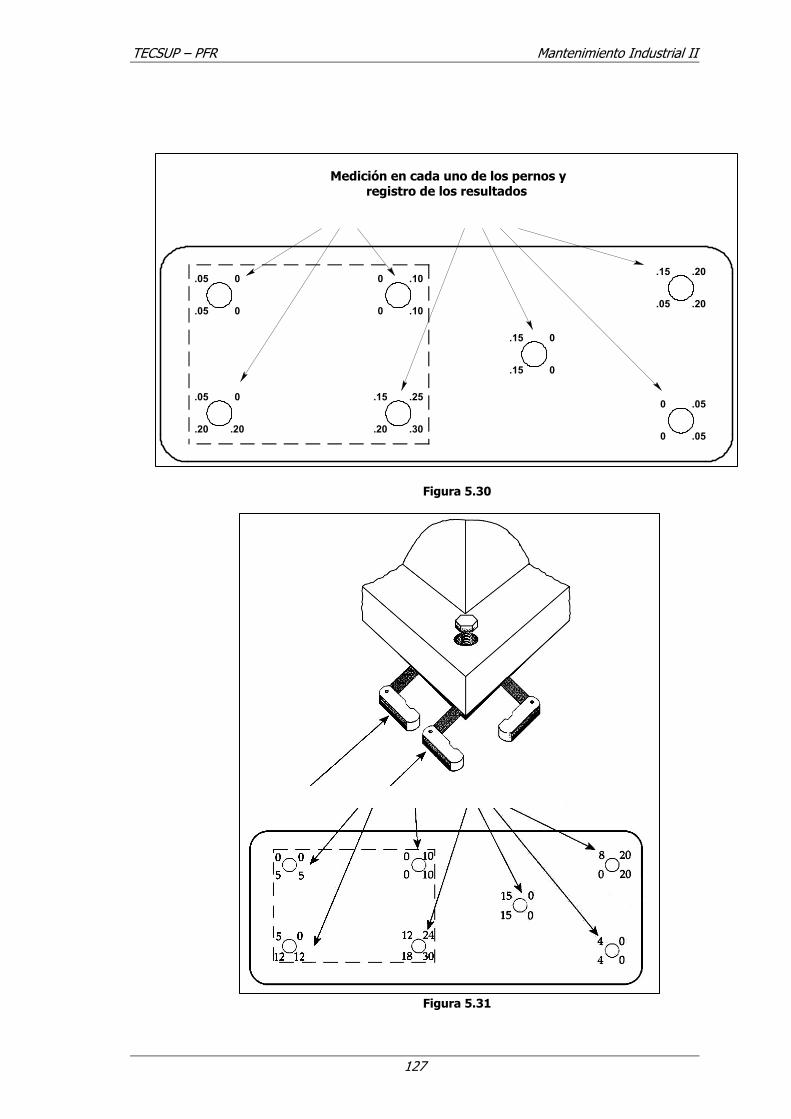
• Después mida cuatro puntos alrededor de cada uno de los agujeros de los pernos restantes con un sistema de galgas y registre las lecturas en cada punto. (Figura 5.29, 5.30 y 5.31).
Figura 5.29
TECSUP – PFR Mantenimiento Industrial II
127
Figura 5.30
Figura 5.31
.05
.05 0
0
.05
.20 .20
0
0
0 .10
.10
.15
.20 .30
.25
.15
.15 0
0
.15
.05 .20
.20
0
0 .05
.05
Medición en cada uno de los pernos y registro de los resultados
Mantenimiento Industrial II TECSUP – PFR
128
PASO 3: Corrección de la soltura de pie
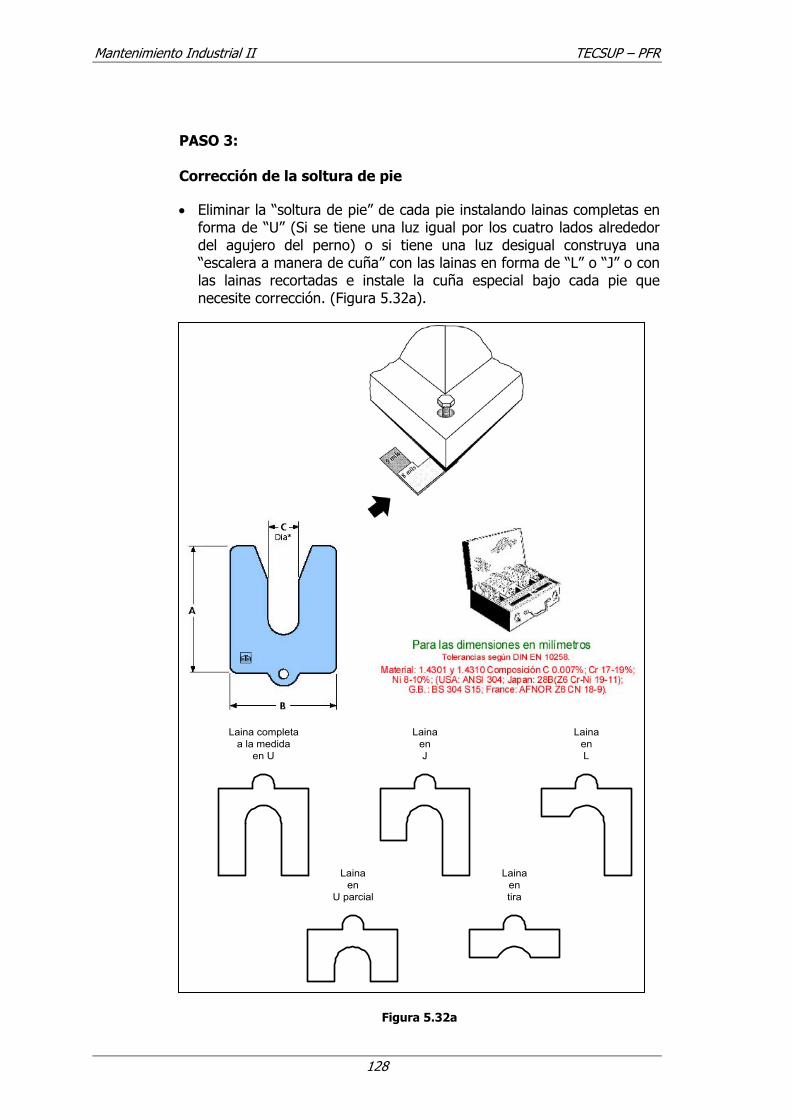
• Eliminar la “soltura de pie” de cada pie instalando lainas completas en
forma de “U” (Si se tiene una luz igual por los cuatro lados alrededor del agujero del perno) o si tiene una luz desigual construya una “escalera a manera de cuña” con las lainas en forma de “L” o “J” o con las lainas recortadas e instale la cuña especial bajo cada pie que necesite corrección. (Figura 5.32a).
Figura 5.32a
Laina completaa la medida
en U
LainaenJ
LainaenL
Lainaen
U parcial
Lainaentira
TECSUP – PFR Mantenimiento Industrial II
129
• Si se tienen que construir una “escalera de lainas” con lainas en forma
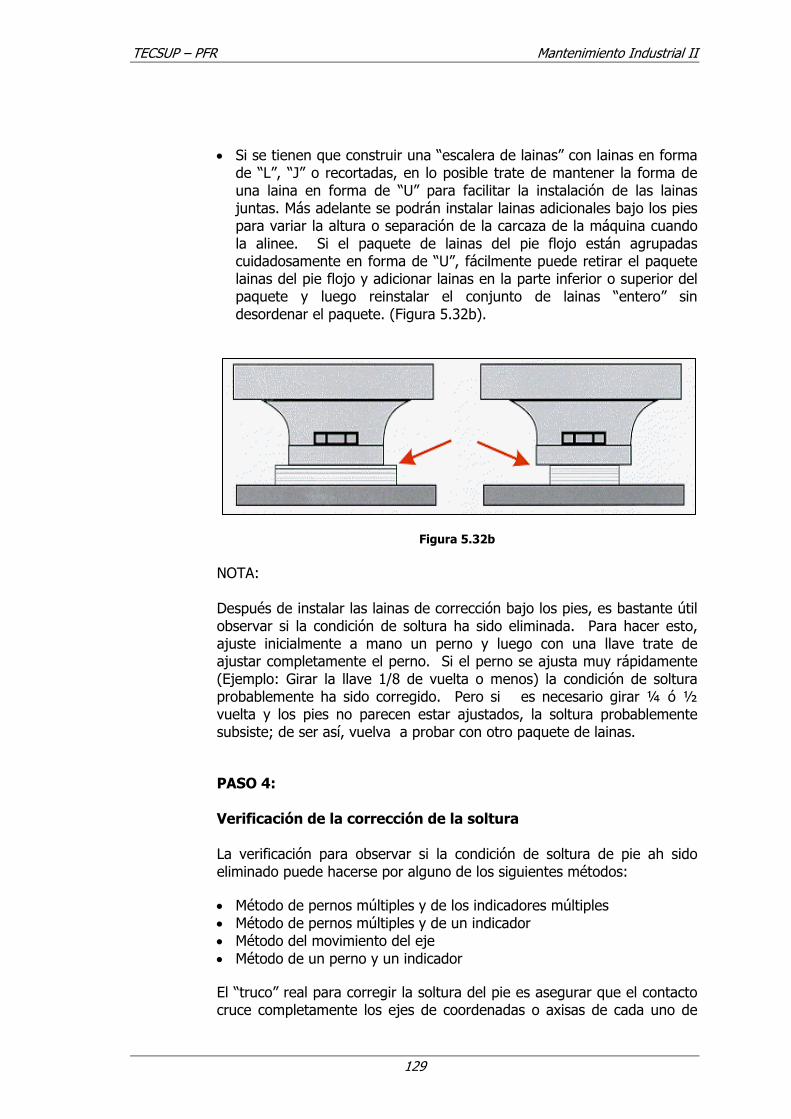
de “L”, “J” o recortadas, en lo posible trate de mantener la forma de una laina en forma de “U” para facilitar la instalación de las lainas juntas. Más adelante se podrán instalar lainas adicionales bajo los pies para variar la altura o separación de la carcaza de la máquina cuando la alinee. Si el paquete de lainas del pie flojo están agrupadas cuidadosamente en forma de “U”, fácilmente puede retirar el paquete lainas del pie flojo y adicionar lainas en la parte inferior o superior del paquete y luego reinstalar el conjunto de lainas “entero” sin desordenar el paquete. (Figura 5.32b).
Figura 5.32b
NOTA: Después de instalar las lainas de corrección bajo los pies, es bastante útil observar si la condición de soltura ha sido eliminada. Para hacer esto, ajuste inicialmente a mano un perno y luego con una llave trate de ajustar completamente el perno. Si el perno se ajusta muy rápidamente (Ejemplo: Girar la llave 1/8 de vuelta o menos) la condición de soltura probablemente ha sido corregido. Pero si es necesario girar ¼ ó ½ vuelta y los pies no parecen estar ajustados, la soltura probablemente subsiste; de ser así, vuelva a probar con otro paquete de lainas.
PASO 4: Verificación de la corrección de la soltura La verificación para observar si la condición de soltura de pie ah sido eliminado puede hacerse por alguno de los siguientes métodos:
• Método de pernos múltiples y de los indicadores múltiples • Método de pernos múltiples y de un indicador • Método del movimiento del eje • Método de un perno y un indicador
El “truco” real para corregir la soltura del pie es asegurar que el contacto cruce completamente los ejes de coordenadas o axisas de cada uno de
Mantenimiento Industrial II TECSUP – PFR
130
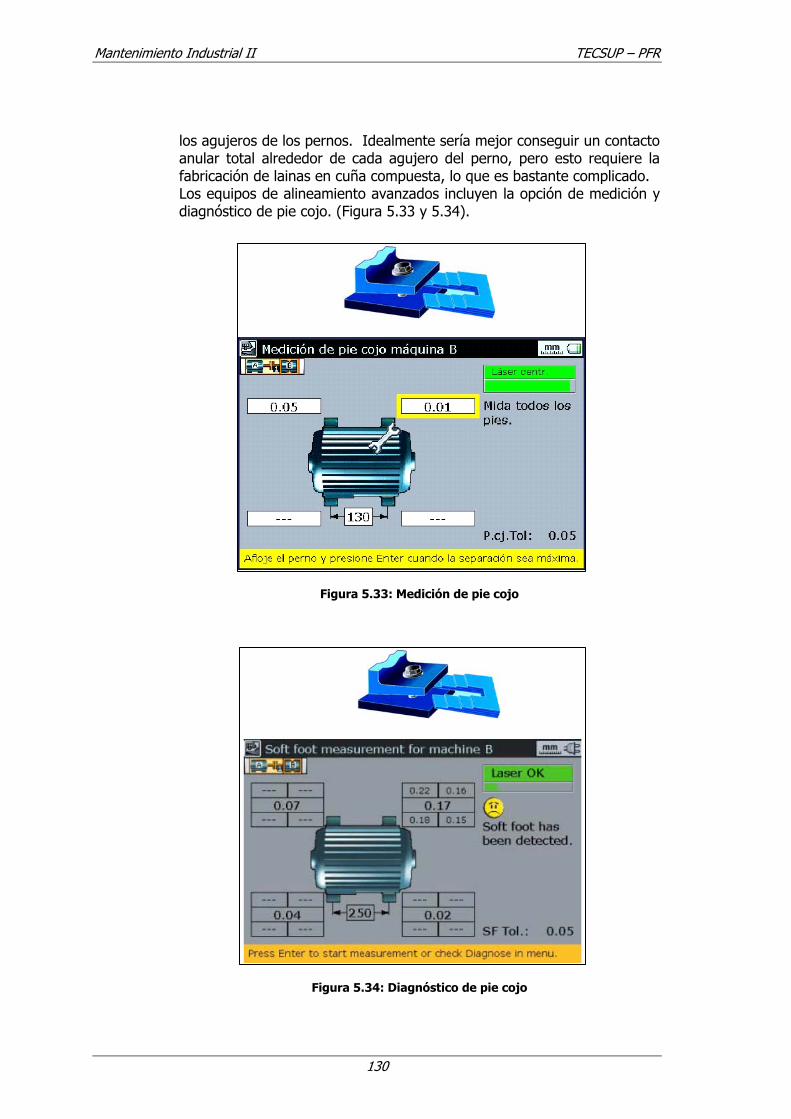
los agujeros de los pernos. Idealmente sería mejor conseguir un contacto anular total alrededor de cada agujero del perno, pero esto requiere la fabricación de lainas en cuña compuesta, lo que es bastante complicado. Los equipos de alineamiento avanzados incluyen la opción de medición y diagnóstico de pie cojo. (Figura 5.33 y 5.34).
Figura 5.33: Medición de pie cojo
Figura 5.34: Diagnóstico de pie cojo
TECSUP – PFR Mantenimiento Industrial II
131
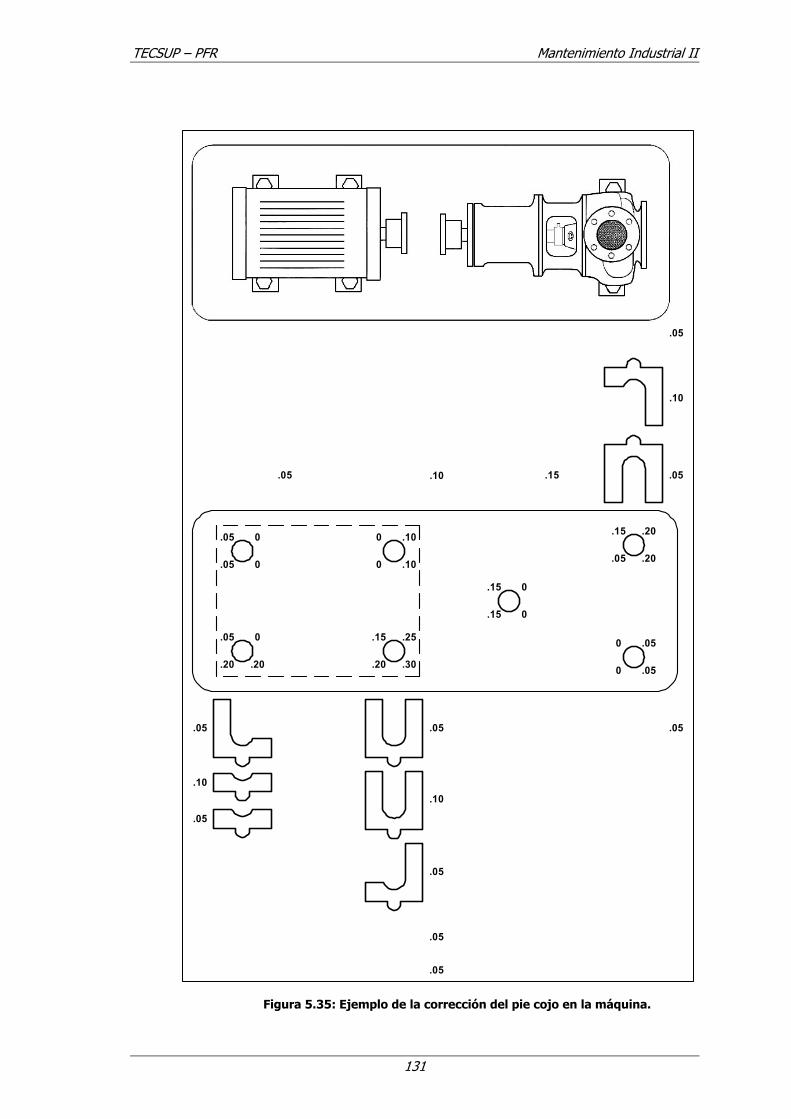
Figura 5.35: Ejemplo de la corrección del pie cojo en la máquina.
.05
.05 0
0
.05
.20 .20
0
0
0 .10
.10
.15
.20 .30
.25
.15
.15 0
0
.15
.05 .20
.20
0
0 .05
.05
.05
.10
.05
.10.05 .15
.05
.10
.05
.05
.10
.05
.05
.05
.05
Mantenimiento Industrial II TECSUP – PFR
132
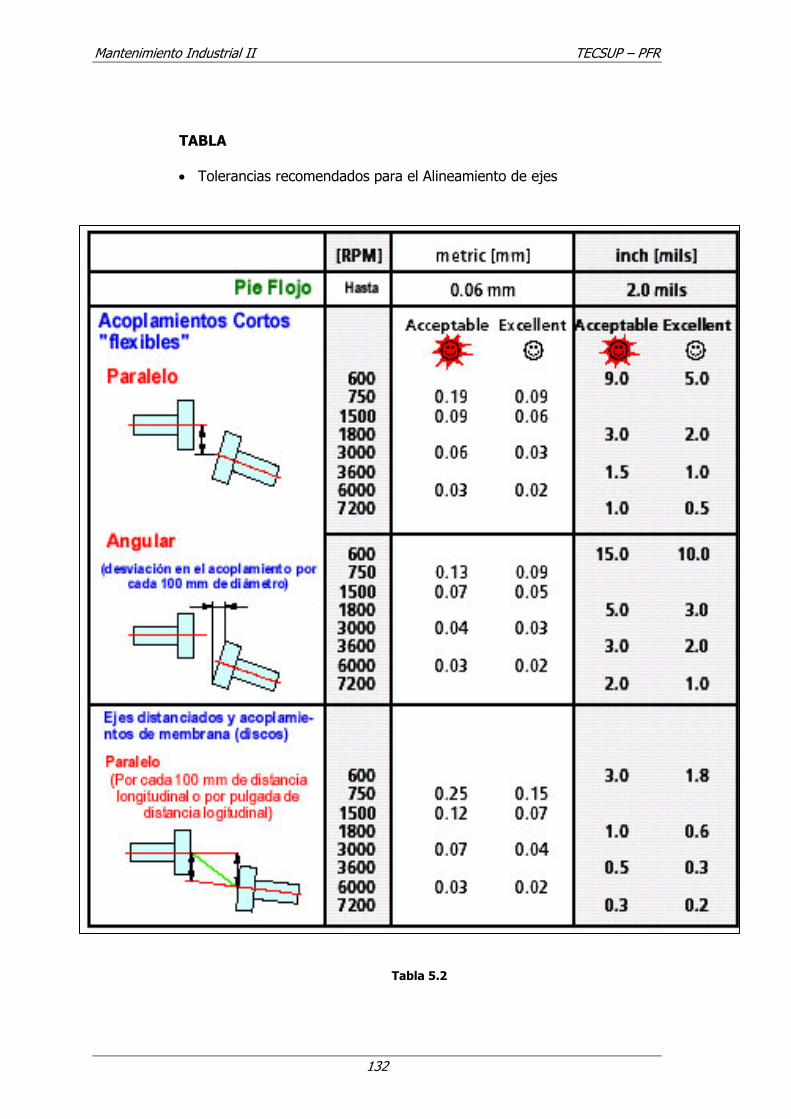
TABLA • Tolerancias recomendados para el Alineamiento de ejes
Tabla 5.2
TECSUP – PFR Mantenimiento Industrial II
133
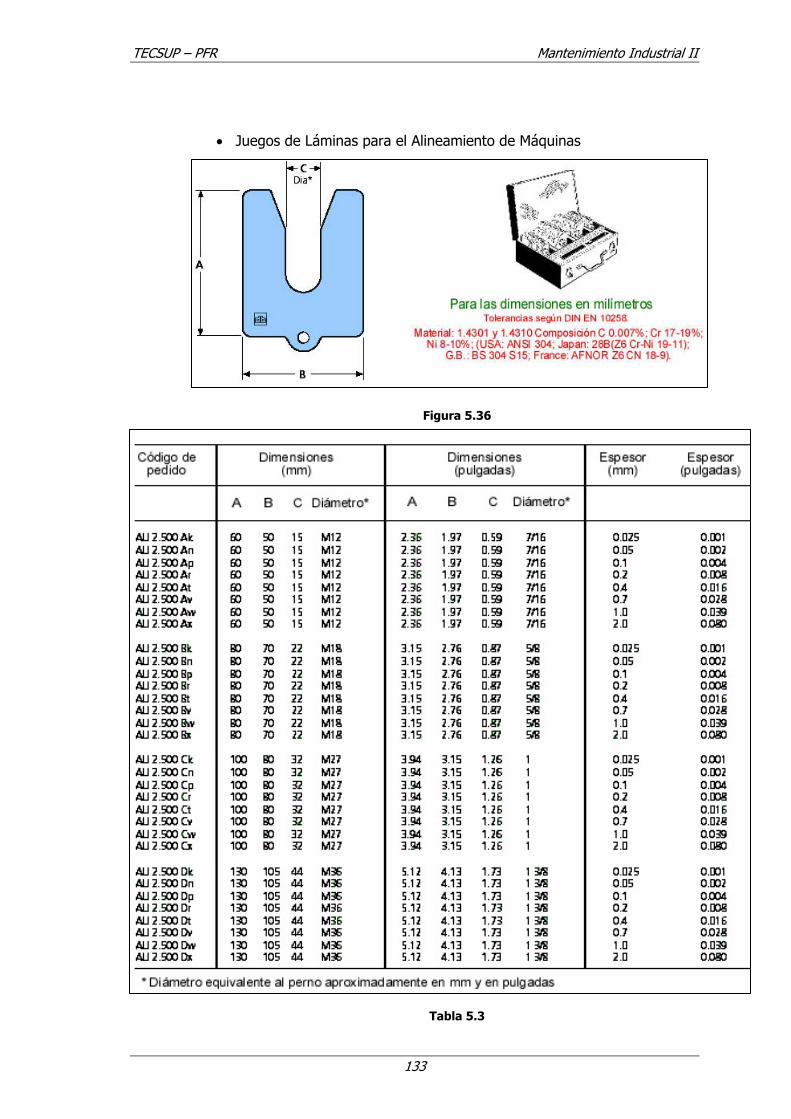
• Juegos de Láminas para el Alineamiento de Máquinas
Figura 5.36
Tabla 5.3
Mantenimiento Industrial II TECSUP – PFR
134
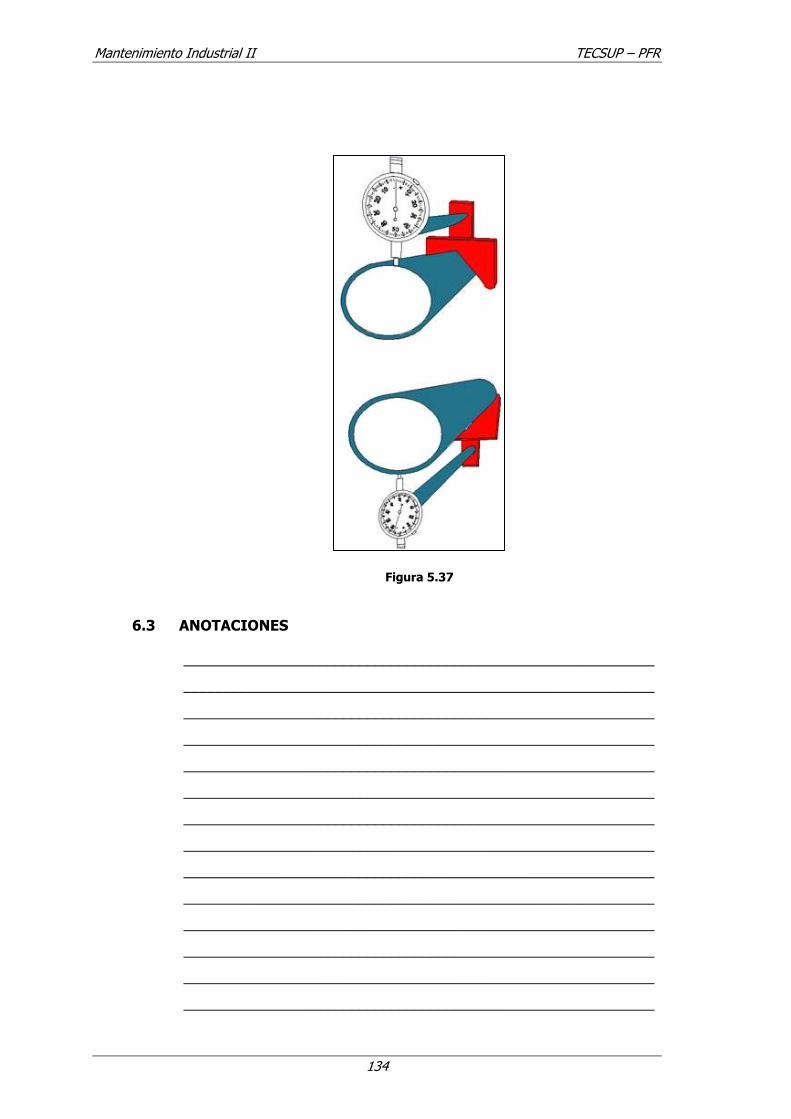
Figura 5.37
6.3 ANOTACIONES
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________