universidad autÓnoma de nuevo leÓn facultad de …eprints.uanl.mx/2328/1/1080223905.pdf · 4.3.1...
TRANSCRIPT

UNIVERSIDAD AUTÓNOMA DE NUEVO LEÓN
FACULTAD DE INGENIERÍA MECÁNICA Y ELÉCTRICA
“Efecto de aglutinantes orgánicos e inorgánicos sobre arenas angulares para la fabricación de corazones de
fundición”
POR: CLAUDIA EUGENIA CANALES NÁÑEZ.
EN OPCIÓN AL GRADO DE LICENCIATURA EN INGENIERÍA DE MATERIALES
CIUDAD UNIVERSITARIA SEPTIEMBRE 2011

UNIVERSIDAD AUTÓNOMA DE NUEVO LEÓN
FACULTAD DE INGENIERÍA MECÁNICA Y ELÉCTRICA
“Efecto de aglutinantes orgánicos e inorgánicos sobre arenas angulares para la fabricación de corazones de
fundición”
POR: CLAUDIA EUGENIA CANALES NÁÑEZ.
EN OPCIÓN AL GRADO DE LICENCIATURA EN INGENIERÍA DE MATERIALES
CIUDAD UNIVERSITARIA SEPTIEMBRE 2011
UNIVERSIDAD AUTONÓMA DE NUEVO LEÓN
FACULTAD DE INGENIERÍA MECÁNICA Y ELÉCTRICA
Los miembros del comité de tesis recomendamos que la tesis “Efecto de
aglutinantes orgánicos e inorgánicos sobre arenas angulares para la
fabricación de corazones de fundición” realizada por la alumna Claudia
Eugenia Canales Náñez con matricula 1341452, sea aceptada para su
defensa como opción al grado de Ingeniero en Materiales.
El Comité de Tesis
____________________________ ____________________________ Asesor Revisor
Dr. José Luis Cavazos García M.C. Ma. De Jesús Nañez Rdz
________________________________
Revisor
M.C. Dante A. Jiménez Domínguez
________________________________
Vo.Bo.
M.C. Arnulfo Treviño Cubero
Subdirector Académico
“ALERE FLAMMAM VERITATIS”
San Nicolás de los Garza, N.L., Septiembre del 2011
DEDICATORIA
A mis padres Mara y Antonio, por todo su amor y
comprensión, por aconsejarme y apoyarme siempre para salir adelante, y por todos los esfuerzos que han hecho por mí y por mis hermanos a lo largo de nuestras vidas.
A mí querido hermano Adrián, por ser mi ejemplo a seguir.
A mis hermanas del alma, Marcela y Sofía, por estar siempre conmigo.
A mi otra hermana, Emma Esquivias, por todo su apoyo, confianza y cariño.

AGRADECIMIENTOS
A la Universidad Autónoma de Nuevo León y a la Facultad de Ingeniería
Mecánica y Eléctrica donde he vivido una gran etapa de mi vida y hecho
grandes amigos.
Al Dr. José Talamantes Silva por permitirme formar parte de su equipo de
trabajo y por el apoyo brindado a lo largo de mi estancia en NEMAK.
Al Dr. Alberto Esquivel, Miguel Ramírez, Gilberto García y Aldo Sáenz por su
valiosa ayuda en la realización de esta tesis.
Al Dr. Abraham Velasco y a Juan Pablo Velázquez por todo su apoyo y por
sus conocimientos aportados en este trabajo.
A mis colegas y amigos de arenas Gil, Aldo, Beto, Elena, Dr. Abraham, JPV,
Mike, Hibra, David, Pedro y Alex, a todos ustedes gracias por su amistad, por
todos los buenos momentos que pasamos juntos y por hacer del trabajo un
pasatiempo divertido.
A todos los ingenieros y practicantes del departamento de Investigación y
Desarrollo de NEMAK, especialmente a Marcos Cardoso, Lazarito, Efrén
Carrera, Pablito de la Garza y Alex González, gracias por su amistad y por
hacer muy agradable mi estancia en R&D.
Al Dr. José Luis Cavazos García, al M.C. Dante Jiménez y a la M.C. María de
Jesús Náñez Rodríguez, les agradezco su apoyo y el tiempo que invirtieron
en ser mis asesores.
Al Ing. José Luis Tijerina González, por sus consejos, asesorías y sobre todo
por su amistad.

También quiero agradecer a Priscila Contreras, Irene Treviño, Sarahi
Gaxiola, Victoria Campos, Javi Garza, Alejandro Morales, Carlos Pereyra,
Arturo Haro, Anahi Ávila y José Angel Ramírez, por estar siempre que los
necesito.
Para finalizar agradezco a mis compañeros de generación Reneé Guerrero y
Carlos Segura, por todo su apoyo y porque sin ustedes no hubiera podido
llegar hasta aquí.

ÍNDICE GENERAL
CAPITULO I: INTRODUCCIÓN Pág.
1 Introducción. 1
CAPITULO II: ANTECEDENTES Pág.
2.1 Arenas. 3
2.1.1 Arena Sílice. 3
2.1.2 Tipos de arena. 4
2.1.3 Clasificación de las arenas. 5
2.1.4 Propiedades de las arenas. 6
2.2 Corazones. 8
2.2.1 Variables a verificar de la mezcla arena-aglutinante. 9
2.3 Sistemas de aglutinación química. 10
2.3.1 Clasificación de los sistemas de aglutinación en
orgánicos e inorgánicos. 11
2.3.2 Clasificación de los sistemas de aglutinación en
base al mecanismo catalizador. 11
2.3.3 Clasificación de los sistemas de aglutinación en
base al mecanismo de curado. 12
2.4 Procesos de fabricación de corazones. 12
2.4.1 Proceso de caja fría. 13
2.4.1.1 Resinas fenólicas - uretánicas (Caja fría). 14
2.4.2 Proceso de caja caliente. 15
2.4.2.1 Sistemas de resina de caja caliente. 16
2.5 Aglutinantes orgánicos. 17
2.5.1 Sistema de resina orgánica base agua. 17
2.6 Aglutinantes inorgánicos. 19
2.6.1 Principios fundamentales de los aglutinantes inorgánicos. 20
2.6.2 Silicatos. 21
2.6.2.1 Reacción de polimerización de los silicatos. 21
2.6.2.2 Proceso de deshidratación. 23
2.6.3 Fabricación de corazones con resina inorgánica. 24
2.6.4 Principales ventajas y desventajas de los aglutinantes
Inorgánicos. 26
CAPITULO III: DESARROLLO EXPERIMENTAL Pág.
3.1 Introducción. 28
3.2 Caracterización de la arena. 29
3.2.1 Distribución granulométrica y cantidad de finos. 29
3.2.2 L.O.I. 30
3.2.3 Medición de pH. 31
3.2.4 Microscopía óptica. 32
3.3 Caracterización de la mezcla arena - aglutinante. 34
3.3.1 Desarrollo de resistencias. 34
3.3.2 Procedimiento y equipo utilizado para la
elaboración de probetas. 36
3.3.3 Elaboración de probetas por caja caliente. 37
3.3.4 Análisis de propiedades mecánicas. 38
3.3.5 Cámara de humedad 39
3.3.2 Microscopía electrónica de barrido (SEM). 41
CAPITULO IV: RESULTADOS Y DISCUCIÓN Pág.
4.4 Introducción. 42
4.2 Caracterización de las arenas. 42
4.2.1 Distribución granulométrica. 43
4.2.2 L.O.I. 44
4.2.3 Medición de pH. 45

4.2.4 Microscopía óptica. 46
4.3 Caracterización de la mezcla arena - aglutinante. 49
4.3.1 Desarrollo de resistencia. 49
4.3.2 Desarrollo de resistencia en cámara húmeda. 56
4.3.3 Caracterización por microscopía electrónica de barrido. 59
CAPITULO V: CONCLUSIONES Y RECOMENDACIONES Pág.
5.1 Conclusiones. 67
5.2 Recomendaciones. 67
REFERENCIAS 68
APENDICES 69
LISTA DE FIGURAS 83
LISTA DE TABLAS 86
1
Capítulo I
Introducción
Hoy en día la industria automotriz se enfrenta a una nueva serie de normas
ambientales internacionales y debido a esto ha sido necesario optimizar e
innovar en los procesos de fabricación de piezas fundidas.
Así como el metal a utilizar en la producción de piezas fundidas es de vital
importancia, los corazones de arena representan otro factor importante en la
industria de la fundición ya que son los encargados de formar los huecos que
tendrán las piezas vaciadas.
Los corazones comúnmente están hechos de una mezcla de arena sílica
con diferentes tipos de aglutinantes y se obtienen mediante distintos procesos
de fabricación.
Nemak S.A. es una empresa especializada en la producción de cabezas,
monoblocks y otros componentes para la industria automotriz. Actualmente
Nemak se ha visto en la necesidad de desarrollar nuevos sistemas de
aglutinantes orgánicos e inorgánicos que sean amigables con el medio
ambiente y que a su vez generen moldes y corazones de buena calidad.
En estudios anteriores se ha demostrado que los aglutinantes orgánicos e
inorgánicos presentan buenas propiedades en corazones fabricados con
arenas de tipo redonda y debido a las ventajas que estos sistemas de
2
aglutinación proporcionan se ha decidido evaluar el efecto de estos
aglutinantes sobre arenas de tipo angular.
Para poder cumplir con este objetivo, se estudiarán cada tipo de arena
mediante distintas pruebas y técnicas utilizadas a nivel laboratorio, además de
evaluar el desarrollo de resistencia a 40 % y 90% de humedad en las probetas
fabricadas con las diferentes mezclas de arena-aglutinante.

3
Capítulo II
Arenas
2.1 Arenas
La arena es un material inorgánico compuesto de sustancias minerales
constituidas por agregados pétreos, y comprenden un rango granulométrico de
0.06 a 2 mm. El término de arena no identifica al mineral que compone los
granos, así que se debe hacer referencia al nombre del componente principal,
por ejemplo: la arena sílice, que es la más empleada en el proceso de
fundición, y su composición química la constituye integralmente el bióxido de
silicio SiO2.
2.1.1 Arena Sílice
Las arenas de sílice (SiO2) se acumularon por el depósito de arena a lo
largo de las costas de antiguos mares. Donde estos depósitos fueron
enterrados bajo una gruesa capa de sedimento posterior se consolidaron para
formar piedra arenisca. El levantamiento y desplazamiento de la superficie de la
tierra en algunas áreas ha expuesto capas de piedra arenisca que afloran y
surgen a través de la superficie de la tierra. Además, en lugares donde ha
existido una fuerte erosión de los materiales que cubre la piedra arenisca, la
delgada capa de recarga que la cubre permite su extracción con facilidad.
4
La arena sílice está constituida, fundamentalmente, por granos de cuarzo
(SiO2). Este es uno de los minerales más duros que se encuentran en la
naturaleza y de mayor abundancia, y presenta características refractarias. [1] La
arena sílice es empleada para la fabricación de moldes y corazones utilizados
en fundición, por las siguientes razones:
Es la más abundante en la naturaleza.
Altamente refractarias.
Resistente al ataque químico.
Por tener compatibilidad con la mayoría de los aglutinantes orgánicos
e inorgánicos.
Por su bajo costo en relación con otras arenas. [1,2]
Los yacimientos en el territorio mexicano de las minas de arena sílice se
localizan a lo largo de la costa del golfo de México, en Veracruz, y Tamaulipas,
también se encuentran en Puebla, Guanajuato, San Luis Potosí, Nuevo León,
Durango, Zacatecas y Coahuila. Existen arenas de grano redondo que se
localizan en Estados Unidos principalmente en el área de Oklahoma y también
en zonas cercanas a los grandes lagos. [3]
2.1.2 Tipos de arenas
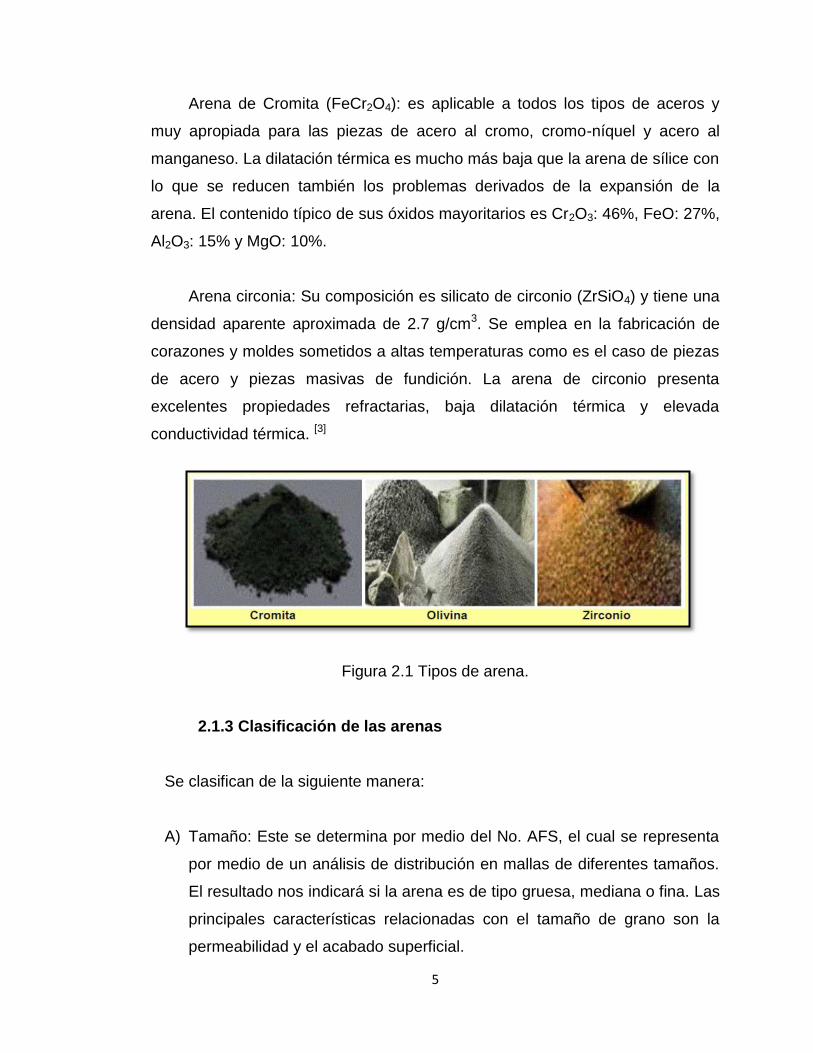
Existen otras arenas que compiten con la arena sílice para usarse como
material refractario y de moldeo, en particular la olivina, cromita y circonia
mostradas en la figura 2.1.
Arena olivina: Mineral principalmente compuesto por silicatos de magnesio
y hierro, encontrada en su estado natural en la fosferita. Su aplicación en la
industria de la fundición es principalmente para metales no ferrosos, ya que
presenta buena refractariedad. La composición típica expresada en óxidos es
MgO: 48%, SiO2: 41% y Fe2O3: 8%.
5
Arena de Cromita (FeCr2O4): es aplicable a todos los tipos de aceros y
muy apropiada para las piezas de acero al cromo, cromo-níquel y acero al
manganeso. La dilatación térmica es mucho más baja que la arena de sílice con
lo que se reducen también los problemas derivados de la expansión de la
arena. El contenido típico de sus óxidos mayoritarios es Cr2O3: 46%, FeO: 27%,
Al2O3: 15% y MgO: 10%.
Arena circonia: Su composición es silicato de circonio (ZrSiO4) y tiene una
densidad aparente aproximada de 2.7 g/cm3. Se emplea en la fabricación de
corazones y moldes sometidos a altas temperaturas como es el caso de piezas
de acero y piezas masivas de fundición. La arena de circonio presenta
excelentes propiedades refractarias, baja dilatación térmica y elevada
conductividad térmica. [3]
Figura 2.1 Tipos de arena.
2.1.3 Clasificación de las arenas
Se clasifican de la siguiente manera:
A) Tamaño: Este se determina por medio del No. AFS, el cual se representa
por medio de un análisis de distribución en mallas de diferentes tamaños.
El resultado nos indicará si la arena es de tipo gruesa, mediana o fina. Las
principales características relacionadas con el tamaño de grano son la
permeabilidad y el acabado superficial.

6
B) Forma: Esta es una característica principal para la producción de
corazones debido a que de esta dependerá en gran parte el consumo de
resinas, existen básicamente 3 formas de grano (figura 2.2):
1. Angular: arena que presenta aristas y caras planas.
2. Subangular: arena que presenta bordes redondeados, picos, vértices
y caras planas.
3. Redondo: arena de bordes redondeados y con apariencia esférica. [2]
La mejor arena para fabricar corazones es la de grano redondo ya que
requiere la menor cantidad de resina, debido a su menor área superficial.
Figura 2.2 Morfología de los granos de arena.
2.1.4 Propiedades de las arenas
A) Densidad: Entre mayor sea la cantidad de granos que se puedan unir
entre un volumen determinado, mayor será la densidad y más fuerte serán
los moldes y corazones. Entre más redondos sean los granos, mejor será
la compactación y mayor su densidad. [4]

7
B) Temperatura: El rango oscila entre 18 y 30° C, si no se tiene un buen
control sobre la temperatura puede producir los siguientes efectos:
A temperatura mayor de 30° C acelera la reacción de las resinas, se
acorta la vida de banco y disminuye la fluidez de la mezcla durante el
soplado.
A temperaturas menores a 18° C en la arena retarda la reacción de
las resinas, provocando corazones crudos, disminuye la eficiencia del
mezclado en el molino al incrementar la viscosidad de las resinas.
C) Humedad: La presencia de humedad mayor de 0.2% en la arena no es
recomendable debido a que el agua reacciona con la resina, y como
consecuencia degrada sus propiedades disminuyendo la vida de banco y
la resistencia del corazón. Las principales fuentes de contaminación de
humedad en la arena y del proceso mismo son:
Silos y tolvas mal sellados.
Alta humedad relativa ambiental.
D) pH y ADV: Esta característica indica el grado de acidez o alcalinidad de la
arena. El pH es un indicador de las impurezas encontradas en la arena.
Por esta razón se debe determinar el pH de las arenas, debido a que
arenas muy básicas tienden a acortar la vida de banco de la mezcla. El
valor de la demanda de acida (ADV), determina las sustancias alcalinas
solubles en ácido.
E) L.O.I.: El valor de esta medición indica la cantidad de resina adherida a los
granos de arena después de la calcinación, si el índice de LOI es alto, se
producirán problemas en las piezas.

8
F) Fluidez: Está relacionada con la compactibilidad, ya que se define como la
capacidad de la arena para fluir y llenar la cavidad del molde bajo la
acción de la fuerza de compactación. El conocer el valor de fluidez nos
dará un indicio de la aptitud de la arena para el moldeo. [4]
2.2 Corazones
Los corazones son insertos que se colocan en el molde para formar los
huecos que tendrá la fundición, comúnmente están hechos con una mezcla de
arena sílice y diferentes aglutinantes (figura 2.3). Esta mezcla de arena-resina
es inyectada de manera uniforme dentro de las cajas por una corriente de alta
presión.
Figura 2.3 Corazones de arena.
Las propiedades que se deben de tener para obtener buenos corazones
son: que resista la presión que el metal ejerce en el momento del vaciado, que
permita la salida de los gases de combustión y pirólisis del propio corazón en el
momento del vaciado, que permita la contracción del metal en el momento de la
solidificación durante el enfriamiento de la pieza y que mantenga la precisión en
las dimensiones de la pieza vaciada.
9
2.2.1 Variables a verificar de la mezcla arena-aglutinante
A) Vida de banco: Es el periodo de tiempo durante el cual una mezcla de
arena-aglutinante mantiene sus propiedades para ser usada. La
especificación es mínimo 0.55 MPa (80 psi) de resistencia a una hora de
almacenamiento de la mezcla.
B) Desarrollo de resistencia: Es la resistencia que se espera obtener en el
corazón almacenado durante cierto tiempo, es un indicador de la
resistencia del corazón desde su fabricación hasta su uso.
C) Resistencia en caliente: Es la resistencia de la mezcla de arena a altas
temperaturas. Este tipo de pruebas permiten evaluar la estabilidad térmica
de los aglutinantes ya reaccionados y con ello poder prevenir los posibles
problemas que puedan presentar los corazones en el momento del
vaciado. Estos posibles problemas son: inclusiones no metálicas por
presencia de arena suelta en el molde, suciedad en el molde, problemas
de desarenado, etc.
D) Resistencia a la humedad: Se refiere a la habilidad de la arena del
corazón en retener su forma y dimensiones a ciertas condiciones de
humedad en el ambiente. Además de hacer que el corazón tenga la
suficiente resistencia para ser manejado, las resistencias en caliente y a la
humedad; además deben ayudar al corazón a resistir la presión del metal
caliente durante el vaciado.
E) Evolución de gases: Se refiere a la cantidad de gas que la mezcla de
arena-aglutinante ya reaccionada puede generar una vez que el metal es
introducido al molde, el riesgo que existe es que este gas no encuentre
salida a través del corazón o metal y una vez ya solidificado este gas
quede atrapado en la pieza como defectos por porosidad.
10
F) Permeabilidad: Esta prueba se realiza directamente en el corazón ya
obtenido y permite conocer el grado de compactación de los granos de
arena. Este parámetro nos permite saber la facilidad con la que los gases
generados durante el vaciado puedan pasar a través del corazón y no
quedar atrapados, generando o incrementando el defecto conocido como
porosidad por gas.
G) Contenido de finos: Un alto contenido de finos (mayor a 10%) incrementa
el área de superficie a recubrir, ocasionando menores resistencias y
reduciendo la permeabilidad de los gases. Generan corazones débiles,
rotos y esponjosos.
H) pH y ADV: Altos valores de pH y demanda de acido incrementan la
velocidad de reacción de las resinas y neutralizan una porción de las
mismas. Generan corazones débiles.
I) Colapsabilidad: Habilidad de la arena aglutinada de disgregarse después
de que el molde ha sido vaciado, es la habilidad que presenta para el
desmoldeo.
J) Fluidez: Capacidad de la mezcla de arena-aglutinante para pasar con
facilidad desde la tolva hasta las cavidades del molde. [3]
2.3 Sistemas de aglutinación química
Los sistemas de resina se han desarrollado constantemente desde su
introducción a mediados de la década de 1940. El proceso de moldeo
predominante durante esta época consistía en moldeo con arena en verde, los
corazones de arena eran fabricados principalmente mediante un proceso de
curado en horno con arena aglomerada con aceite. Este método de moldeo con
aceite fue usado para construir paquetes de moldeo, que consiste en piezas
11
seccionadas que al unirlas forman un molde. Este método presentaba mejores
características dimensionales en sus piezas que las obtenidas con el moldeo en
verde.
El desarrollo de los sistemas de moldeo tomó vertiginosos cambios
después de la segunda guerra mundial. Los sistemas curados con calor, los
sistemas de resina por moldeo en cascara (Shell) y sistemas endurecidos por
gas dióxido de carbono-silicato fueron introducidos en la década de 1950. En
décadas posteriores se utilizaron resinas curadas en caja caliente, sistemas de
auto - fraguado (que curan sin la necesidad de calor) y procesos como el de
caja fría. Actualmente existen tres formas de clasificar los diferentes procesos
de aglutinación, las cuales son: en la base de su composición química, al
mecanismo catalizador y al mecanismo físico de curado.
2.3.1 Clasificación de los sistemas de aglutinación en
orgánicos e inorgánicos
Los sistemas de aglutinación inorgánicos son aquellos que no contienen
carbono en su estructura molecular. Estos sistemas están basados en la
tecnología de los silicatos y fosfatos / óxido metal. Todos los demás sistemas
utilizados son orgánicos.
2.3.2 Clasificación de los sistemas de aglutinación en base al
mecanismo catalizador
Esta clasificación está dada con base en la forma en que el sistema es
químicamente catalizado. Sistemas de aglutinamiento tipo ácido (pH<7), son
curados mediante la adición de material alcalino y sistemas de aglutinamiento
básico (pH>7), son curados mediante la adición de material ácido. Existen
también otros sistemas de aglutinamiento químico curados por varios
mecanismos que son independientes de un pH.
12
2.3.3 Clasificación de los sistemas de aglutinación en base al
mecanismo del curado
Esta clasificación se basa en la forma en la cual los moldes y corazones
son físicamente curados, Tabla 2.1. En el sistema de caja fría, el curado se
lleva a cabo poniendo la mezcla en contacto con un catalizador vaporizado.
Otro sistema es el de caja caliente, el cual consiste en poner en contacto la
mezcla con una fuente de calor de curado. Finalmente el sistema no horneado
el cual consiste en mezclar todos los componentes con un catalizador líquido
que reacciona a temperatura ambiente. [4]
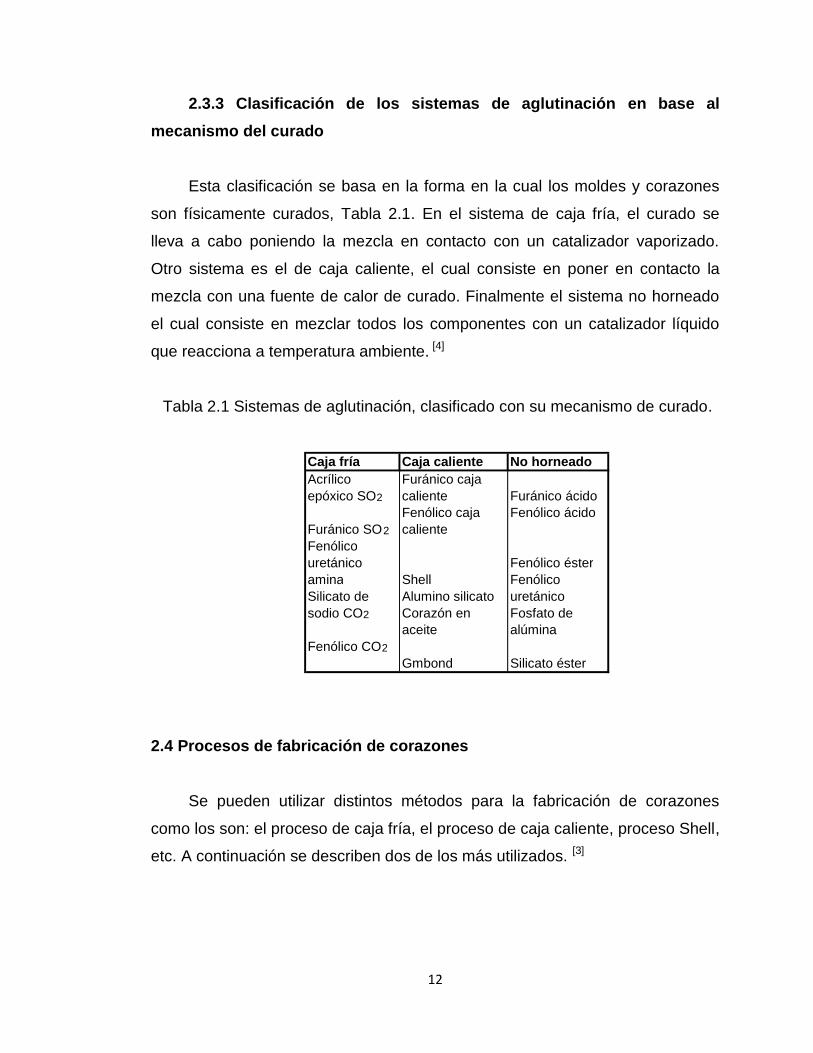
Tabla 2.1 Sistemas de aglutinación, clasificado con su mecanismo de curado.
2.4 Procesos de fabricación de corazones
Se pueden utilizar distintos métodos para la fabricación de corazones
como los son: el proceso de caja fría, el proceso de caja caliente, proceso Shell,
etc. A continuación se describen dos de los más utilizados. [3]
Caja fría Caja caliente No horneado Acrílico Furánico caja epóxico SO 2 caliente Furánico ácido
Fenólico caja Fenólico ácido Furánico SO 2 caliente Fenólico uretánico Fenólico éster amina Shell Fenólico Silicato de Alumino silicato uretánico sodio CO 2 Corazón en Fosfato de
aceite alúmina Fenólico CO 2
Gmbond Silicato éster

13
2.4.1 Proceso de caja fría
Este proceso inició su desarrollo a finales de los años 60’s, buscando
principalmente la reducción en los tiempos de producción de corazones, los
procesos anteriores requerían de mucho tiempo para el secado y
endurecimiento de los corazones.
El nombre de caja fría fue asignado originalmente al sistema fenol-uretano
/amina, pero recientemente se ha ampliado para cualquier proceso que utilice
un catalizador en estado gaseoso, en la cual los corazones se curan dentro de
una caja o moldes a temperatura ambiente.
Ventajas:
No requiere de calentamiento para el curado del corazón.
Alta precisión dimensional.
Alta productividad.
Excelente fluidez de la mezcla arena / resina.
Los principales componentes de este proceso son:
1. Arena: Puede ser arena nueva o arena recuperada del proceso.
2. Resinas y Aditivos: Las resinas son las sustancias semisólidas,
translucidas o transparentes que se solidifican o espesan al contacto
con el aire, la mayoría son insolubles en agua.
3. Gas catalizador: Se inyecta en forma gaseosa a la caja de
corazones.
4. Gas acarreador o aire seco: Transporta la amina gaseosa del
vaporizador a la caja de corazones. Purga el excedente de gas
catalizador durante la fabricación del corazón. El aire debe de estar a
un mínimo de 40° C.

14
Las resinas son la materia prima que se utiliza para la fabricación de
corazones, que son añadidos a la arena y que formarán la mezcla utilizada en
las máquinas sopladoras. El proceso típico cumple la secuencia de: soplado,
gaseado, purga y extracción del corazón.
2.4.1.1 Resinas fenólicas – uretánicas (Caja fría)
Este sistema aglutinante se compone de tres partes:
A) Resina Fenólica (parte 1): Fenol – formaldehído, solventes y aditivos.
B) Isocianato (parte 2): Isocianato, solventes y aditivos.
C) Catalizador (parte 3): Amina terciaria en forma de gas.
El componente reactivo es el formaldehído el cual a su vez, aporta el
grupo hidroxilo (-OH), que durante la reacción de polimerización, reacciona con
el grupo isocianato (-NCO) de la parte II para formar un poliuretano (figura 2.4).
Figura 2.4 Reacción del proceso fenólico/uretánico.
El propósito de los solventes es reducir la viscosidad de la resina, para
proveer una buena fluidez y un rápido y eficiente recubrimiento de la arena.
También incrementan la reactividad de la resina.
Los aditivos constituyen menos del 10% de las resinas y son usados para
mejorar el desmoldado, aumentar la resistencia a la humedad de los corazones
y mejorar la vida de banco.

15
El gas catalizador se inyecta en forma de gas a la caja, el cual pasa a
través de la mezcla de arena y resinas, actuando como acelerador de la
reacción que genera al poliuretano, produciendo un corazón resistente. Las
aminas más utilizadas son la trietilamina y la dimetil etilamina. [3]
2.4.2 Proceso de caja caliente
Como indica el nombre en este proceso se debe aplicar calor para que la
resina reaccione y de forma al corazón. Esta tecnología inició utilizando los
sistemas furánicos, debido a que su reacción de polimerización es muy rápida
en presencia de calor y esto fue una de las principales razones porque se
desarrollaron los furanos como un sistema de resina de caja caliente, para tener
una alternativa al proceso Shell (Croning).
En la actualidad el proceso de caja caliente no solo utiliza resinas
furánicas si no también resinas fenólicas y combinaciones de ambas (furánicas
y fenólicas), además los nuevos sistemas de resinas ecológicas como el
GMBOND® (GMB), resinas inorgánicas (INO) y Nemak Binder® (NB) utilizan el
proceso caja caliente para eliminar el agua presente en la mezcla arena resina
para formar el corazón.
El proceso de caja caliente tienen una secuencia típica de soplado, curado
y extracción. Es muy importante que primero se mezcle el catalizador con la
arena por un minuto, después de este tiempo se adiciona la resina y se mezcla
por otro minuto. Una vez lista, la mezcla es introducida por medio de aire a
presión al herramental (caja de corazones) previamente calentado, la mezcla
comienza a reaccionar al momento de entrar en contacto con el herramental
caliente, el tiempo de curado dependerá de la resistencia requerida por el
corazón para poder ser extraído del herramental sin fracturarse. La temperatura
de trabajo para el proceso de caja caliente es de 180 a 280°C; esta temperatura
16
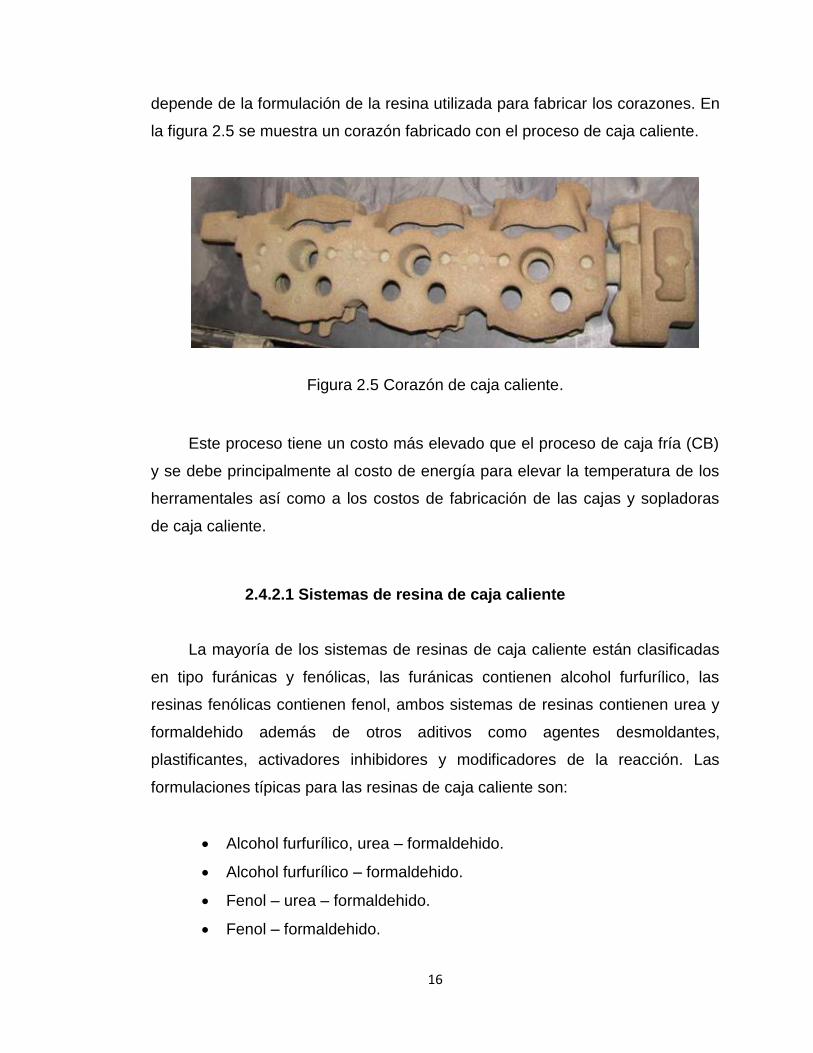
depende de la formulación de la resina utilizada para fabricar los corazones. En
la figura 2.5 se muestra un corazón fabricado con el proceso de caja caliente.
Figura 2.5 Corazón de caja caliente.
Este proceso tiene un costo más elevado que el proceso de caja fría (CB)
y se debe principalmente al costo de energía para elevar la temperatura de los
herramentales así como a los costos de fabricación de las cajas y sopladoras
de caja caliente.
2.4.2.1 Sistemas de resina de caja caliente
La mayoría de los sistemas de resinas de caja caliente están clasificadas
en tipo furánicas y fenólicas, las furánicas contienen alcohol furfurílico, las
resinas fenólicas contienen fenol, ambos sistemas de resinas contienen urea y
formaldehido además de otros aditivos como agentes desmoldantes,
plastificantes, activadores inhibidores y modificadores de la reacción. Las
formulaciones típicas para las resinas de caja caliente son:
Alcohol furfurílico, urea – formaldehido.
Alcohol furfurílico – formaldehido.
Fenol – urea – formaldehido.
Fenol – formaldehido.
17
Las resinas furánicas reaccionan más rápido que las resinas fenólicas y
también proporcionan mejor desarenado y menos olores. Las resinas con altos
contenidos de alcohol furfurílico son usualmente las más reactivas, las resinas
fenólicas son térmicamente más estables que la resinas furánicas y tienen
mayor resistencia mecánica.
Generalidades de la reacción
La reacción en los sistemas de caja caliente se basan en una reacción de
condensación, el agua es separada de una red tridimensional y puede ser
resumida en los siguientes pasos:
1. Reacción de condensación, formación de agua.
2. La reacción es catalizada por un ácido cuya función es endurecer.
3. La reacción es promovida por el calor.
2.5 Aglutinantes Orgánicos
En los últimos años se han desarrollo resinas orgánicas base agua con
diferentes composiciones químicas en las cuales el principio es el mismo,
hidratar el aglutinante para después deshidratarlo por medio del herramental o
aire caliente. A continuación se describe uno de los sistemas mencionados.
2.5.1 Sistema de resina orgánica base agua
Entre los sistemas de resina actualmente utilizados existe un sistema
aglomerante para arena basado en proteínas solubles en agua derivadas de
una fuente natural renovable. Las materias primas son procesadas y purificadas
para dar a la resina características que permitan usarlo como aglomerante de
arenas, la resina no es tóxica y es ambientalmente benigno; su composición lo

18
hace no flamable. Las características ya mencionadas permite tener una
degradación térmica superior, poderse disolver en agua y ser completamente
no tóxico. Estas propiedades producen beneficios que, a lo largo del ciclo
completo de los corazones hacen a este sistema posiblemente más económico
y definitivamente amigable ecológicamente en referencia con los actuales
sistemas aglomerantes convencionales.
El aglomerante es una combinación de muchas moléculas polipéptidas y
largas cadenas de aminoácidos. Una importante cualidad de ésta resina es que
es soluble en agua, esto permite que el mecanismo de endurecido puede ser
reversible si agua es agregada de nuevo a la proteína.
Este proceso es muy similar al de resinas inorgánicas, es decir se agrega
agua al sistema en este caso a la arena, la reacción se lleva a cabo cuando el
corazón es deshidratado. El biopolímero forma ligas entre cada grano mientras
que el agua es removida del corazón para formar una estructura cristalina. La
figura 2.6 muestra los puentes entre granos de arena.
Figura 2.6 Puentes de resina orgánica base agua entre granos de arena.
19
El puente está determinado por la cantidad de resina agregada para la
fabricación de alguna probeta o corazones, y las propiedades mecánicas como
resistencia a la tensión estarán directamente relacionados con los parámetros
de operación.
Ventajas
Facilidad en el desarenado.
Reducción de emisiones.
Materias primas independientes del petróleo.
Reuso o reciclaje de la arena.
Desventajas
La proteína desprende un olor característico cuando es expuesto al
calor.
La habilidad de éste sistema de disolverse en agua es ventajosa solo
cuando se tenga la necesidad de realizar operaciones para llevar a cabo un
desarenado muy eficiente. [4]
2.6 Aglutinantes Inorgánicos
La decisión de usar sistemas químicos aglutinantes para moldes y
corazones de arena en una operación de fundición está basada en la
evaluación de muchos factores. Algunos de estos factores a considerar son la
producción, los costos de operación, calidad, impacto ambiental, equipo, entre
otros. El principal logro en la decisión de este proceso es el de producir piezas
de fundición de buena calidad al más bajo costo con los recursos disponibles.
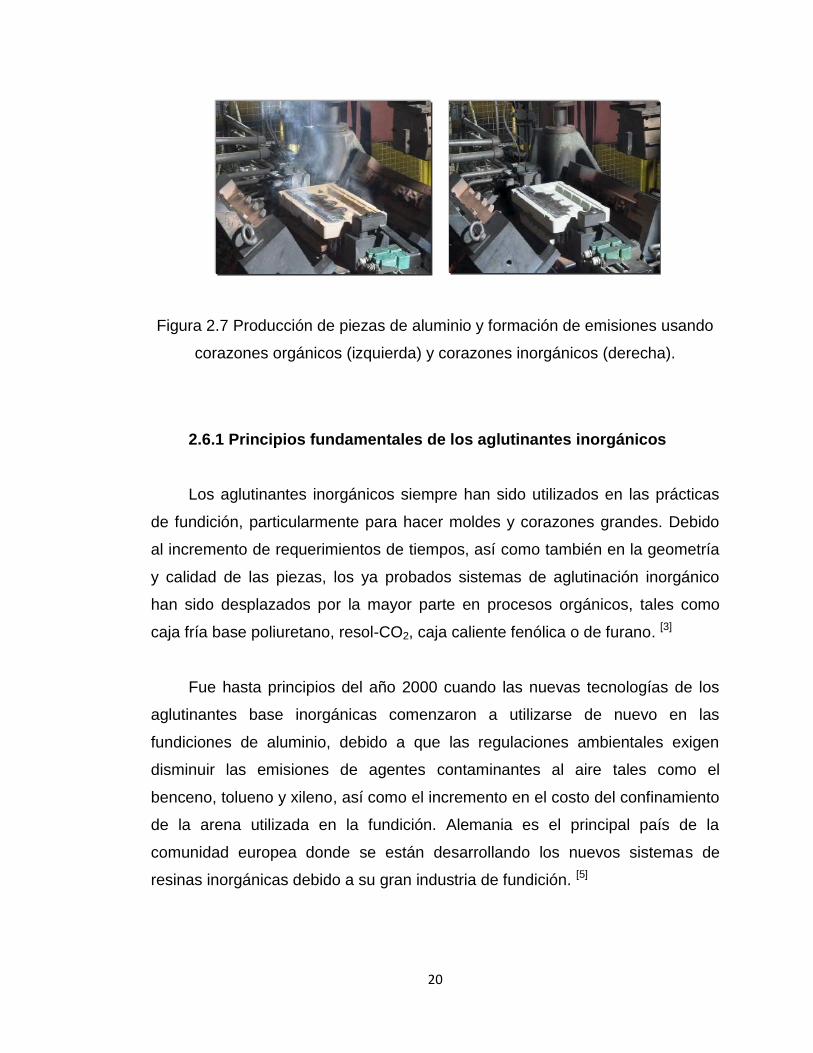
En la figura 2.7 se muestra una comparación en la producción de piezas de
aluminio usando corazones orgánicos e inorgánicos, en esta imagen se puede
apreciar la ausencia de emisiones al aire usando corazones inorgánicos.
20
Figura 2.7 Producción de piezas de aluminio y formación de emisiones usando
corazones orgánicos (izquierda) y corazones inorgánicos (derecha).
2.6.1 Principios fundamentales de los aglutinantes inorgánicos
Los aglutinantes inorgánicos siempre han sido utilizados en las prácticas
de fundición, particularmente para hacer moldes y corazones grandes. Debido
al incremento de requerimientos de tiempos, así como también en la geometría
y calidad de las piezas, los ya probados sistemas de aglutinación inorgánico
han sido desplazados por la mayor parte en procesos orgánicos, tales como
caja fría base poliuretano, resol-CO2, caja caliente fenólica o de furano. [3]
Fue hasta principios del año 2000 cuando las nuevas tecnologías de los
aglutinantes base inorgánicas comenzaron a utilizarse de nuevo en las
fundiciones de aluminio, debido a que las regulaciones ambientales exigen
disminuir las emisiones de agentes contaminantes al aire tales como el
benceno, tolueno y xileno, así como el incremento en el costo del confinamiento
de la arena utilizada en la fundición. Alemania es el principal país de la
comunidad europea donde se están desarrollando los nuevos sistemas de
resinas inorgánicas debido a su gran industria de fundición. [5]

21
2.6.2 Silicatos
Las soluciones de silicato son solución alcalinas que tienen un pH de 9 a
11 y están formadas de SiO2 y M2O cuya fórmula es xSiO2yM2O, M puede ser
sodio (Na), potasio (K) o litio (Li), la principal diferencia entre las soluciones de
silicatos se encuentra en la relación entre estos dos compuestos SiO2 y M2O la
cual puede variar desde 2:1 hasta 3:1 y tiene una influencia directa sobre las
propiedades de la solución y de los corazones. También se pueden preparar
mezclas de varios silicatos para mejorar la estabilidad química y viscosidad de
la solución.
El incrementar la concentración de silicato en la solución tiene diferentes
efectos como el aumento de la viscosidad de la solución y la resistencia
mecánica de los corazones, aumenta la resistencia a la humedad y la
resistencia térmica de los corazones.
El agregar aditivos a la solución de silicato tiene como objetivo disminuir la
viscosidad de la solución, mejorar el acabado superficial de la pieza,
incrementar la estabilidad dimensional de los corazones, aumentar la vida útil
de la mezcla, mejorar la plasticidad de los corazones, acelerar el proceso de
deshidratación para disminuir el tiempo de fabricar los corazones, estos aditivos
pueden ser fosfatos, boratos, sulfatos, polioles, silicones, etc.
2.6.2.1 Reacción de polimerización de los silicatos
Los silicatos de sodio pueden experimentar cuatro distintas reacciones
químicas: hidratación/deshidratación, gelación/polimerización, precipitación y
modificación de la carga superficial. Estas reacciones permiten al silicato actuar
como un aglutinante en película, aglutinante en una matriz o aglutinante
químico.

22
Hidratación/Deshidratación: Como el agua es removida del silicato líquido,
el silicato llega a ser progresivamente más viscoso. La remoción de una relativa
pequeña cantidad de agua convertirá al silicato líquido en una película de vidrio.
Los silicatos líquidos con una relación en peso de 3:2 están mejores adaptados
para actuar como un aglutinante en película. Un contenido más bajo de álcali de
un silicato de relación 3:2 tiene menos afinidad por el agua y por lo mismo
puede secarse más rápido, pero para lograr más resistencia al agua, algo de
calor o algún reactivo químico se necesitaría.
Gelación/Polimerización: Las reacciones de gelación/polimerización
ocurren rápidamente cuando el pH del silicato líquido cae por debajo de 10.7,
ya que los silicatos de sodio reaccionan con compuestos ácidos. Las especies
de silicato comienzan entrecruzándose para formar polímeros hasta formar un
“gel”. Cuando se acidifican silicatos disueltos de concentraciones relativamente
diluidas se pueden formar “soles” activados. El grado de polimerización de los
aniones de las soluciones de silicato de sodio depende de la concentración de
la solución, la temperatura, pH y otros factores. Aunque el enlace formado por
el silicato polimerizado no es tan fuerte como el enlace formado por
deshidratación, éste tiene un mayor grado de resistencia al agua. Esta reacción
puede jugar un rol en la aglomeración, donde la superficie del material siendo
aglomerado se acidifica o el material siendo aglomerado es expuesto a un
ambiente alto de CO2. Algunas compuestos pueden ser añadidos al silicato
para inducir a la gelación/polimerización, tales como ácidos orgánicos, ésteres o
carbonatos. La adición de éstos compuestos que inducen a la polimerización es
muy común en la industria de la fundición. Un silicato de relación 3:2 es el mejor
para promover la reacción de gelación/polimerización.
Reacción de Precipitación: Los silicatos solubles reaccionan
instantáneamente con cationes metálicos multivalentes para formar el
correspondiente precipitado de silicato metálico insoluble. Ejemplos de iones
metálicos comunes que son reactivos con el silicato son: Ca2+, Mg2+, Zn2+, Cu2+,

23
Fe3+, etc. Si el material a ser aglomerado contiene una significante cantidad de
cationes en su superficie, el silicato puede actuar como un aglutinante químico.
Las cenizas volantes son un ejemplo de un material que puede ser enlazado
químicamente con silicato. Este tipo de reacciones puede usarse para formar
pigmentos y compuestos que pueden utilizarse como extensores o selladores
por medio de un intercambio iónico, catalizadores, absorbentes, etc. El cloruro
de calcio reacciona instantáneamente con soluciones de silicato. Las superficies
de cemento Portland son endurecidas y se hacen menos porosas cuando se
aplica una solución de silicato a pisos o paredes.
Interacción con compuestos orgánicos: Relativamente pocos compuestos
orgánicos son compatibles con soluciones de silicato soluble concentrado.
Solventes polares pueden causar una separación de fase o deshidratación.
Para compuestos como la glicerina, sorbitol de azúcar y etilenglicol son
miscibles y algunas veces se usan como humectantes y ayudan a plastificar la
película de silicato. Los agentes de ésteres orgánicos son utilizados para
producir un retraso en el tiempo de gelación de las soluciones de silicato. [3]
2.6.2.2 Proceso de deshidratación
El proceso de deshidratación depende de la relación o módulo de
componentes químicos utilizados en la fabricación de la resina y la temperatura
del proceso, entre mayor sea la relación óxido de sodio – óxido de silicato y la
temperatura, el agua se separará más rápidamente.
El proceso de endurecimiento incluye fases químicas y físicas: El silicato
de sodio precipita al cambiar el pH y subsecuentemente gana estabilidad como
resultado de la deshidratación (figura 2.8).

24
Características del proceso:
La reacción es reversible.
Los corazones quedan libres de agua, por lo que tienen una mayor
capacidad de almacenamiento.
Las resistencias que se obtienen son muchos mayores, solo se agregan
pequeñas cantidades de aglutinantes.
No se produce carbonato de sodio, por lo que no se forman gases a
temperaturas de fundición.
Figura 2.8 Proceso de deshidratación del aglutinante base silicato.
2.6.3 Fabricación de corazones con resina inorgánica
La fabricación de corazones con la resina inorgánica al igual que todos los
sistemas de aglutinación química inicia con el mezclado de la arena con la
resina. Posteriormente la mezcla es colocada en la placa de soplo. La mezcla
es introducida en la caja de corazones mediante una presión de aire.
Usualmente la caja de corazones se encuentra en un rango de temperatura
entre los 80 y 200°C, esta temperatura dependerá del sistema empleado.
H2O
Agua silicato Puentes de silicato
25
Debido a que la reacción química para la formación del corazón
desprende agua es necesario utilizar calor, para acelerar el proceso de
deshidratación del corazón y remover el agua generada por la reacción química.
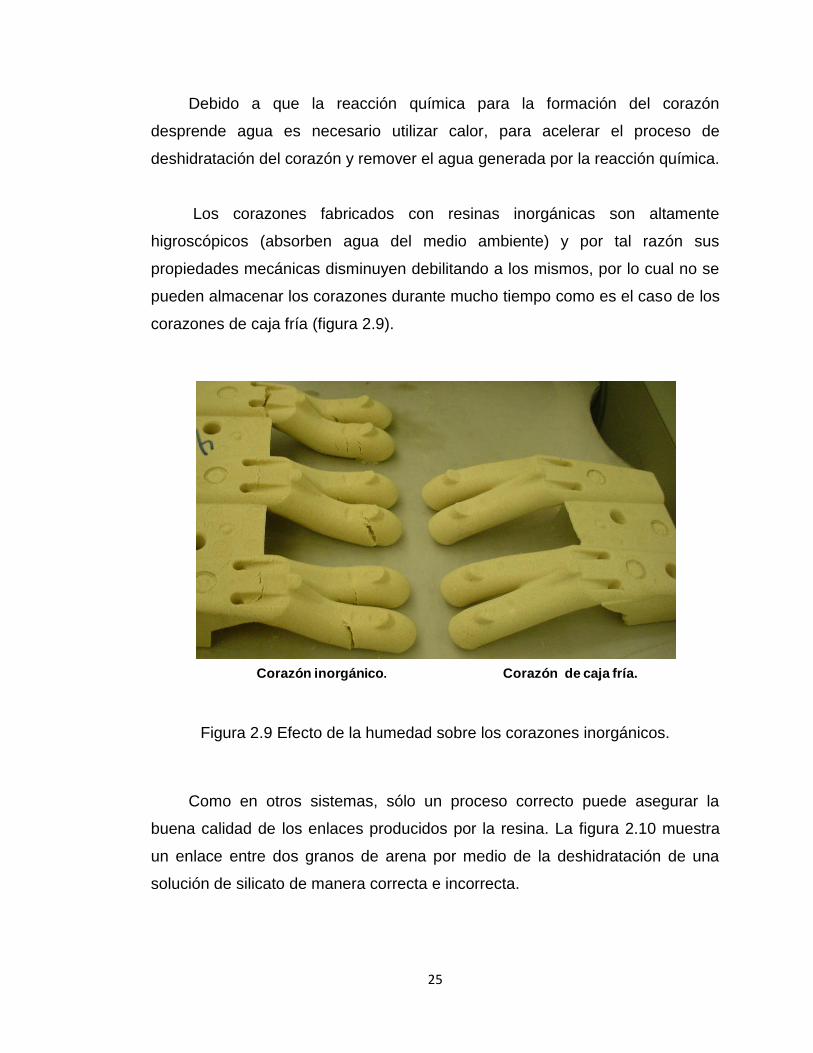
Los corazones fabricados con resinas inorgánicas son altamente
higroscópicos (absorben agua del medio ambiente) y por tal razón sus
propiedades mecánicas disminuyen debilitando a los mismos, por lo cual no se
pueden almacenar los corazones durante mucho tiempo como es el caso de los
corazones de caja fría (figura 2.9).
Figura 2.9 Efecto de la humedad sobre los corazones inorgánicos.
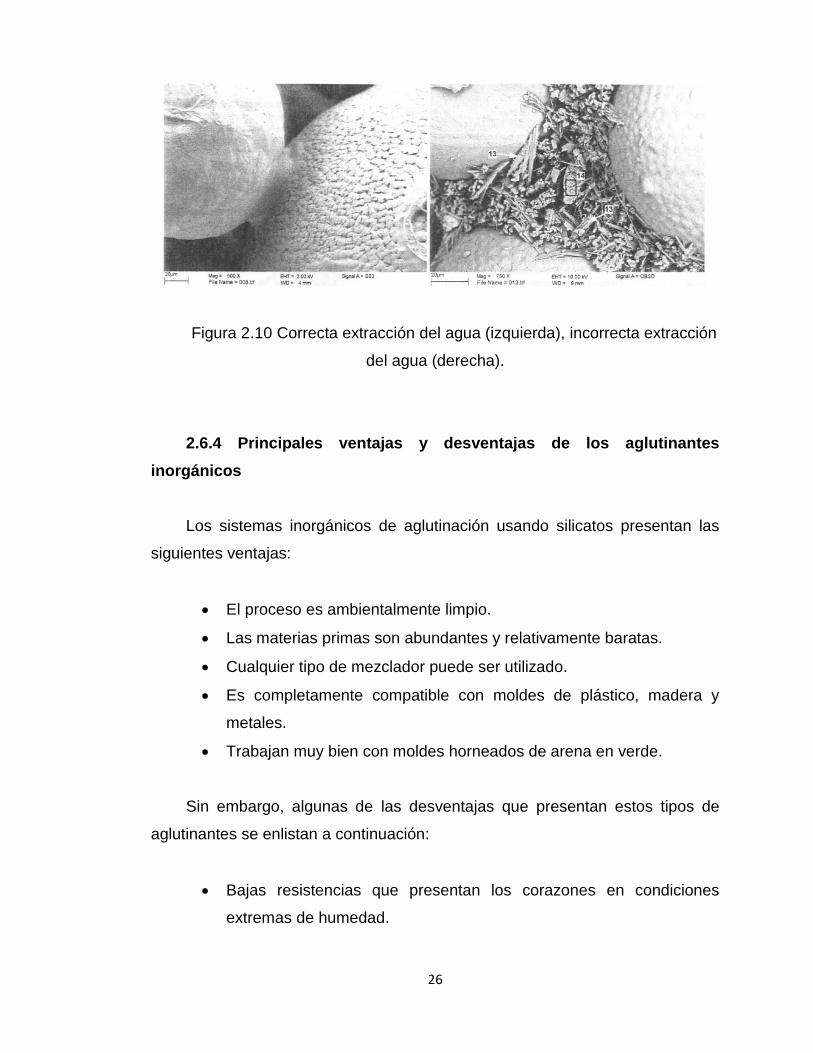
Como en otros sistemas, sólo un proceso correcto puede asegurar la
buena calidad de los enlaces producidos por la resina. La figura 2.10 muestra
un enlace entre dos granos de arena por medio de la deshidratación de una
solución de silicato de manera correcta e incorrecta.
Corazón inorgánico. Corazón de caja fría.
26
Figura 2.10 Correcta extracción del agua (izquierda), incorrecta extracción
del agua (derecha).
2.6.4 Principales ventajas y desventajas de los aglutinantes
inorgánicos
Los sistemas inorgánicos de aglutinación usando silicatos presentan las
siguientes ventajas:
El proceso es ambientalmente limpio.
Las materias primas son abundantes y relativamente baratas.
Cualquier tipo de mezclador puede ser utilizado.
Es completamente compatible con moldes de plástico, madera y
metales.
Trabajan muy bien con moldes horneados de arena en verde.
Sin embargo, algunas de las desventajas que presentan estos tipos de
aglutinantes se enlistan a continuación:
Bajas resistencias que presentan los corazones en condiciones
extremas de humedad.
27
Los corazones que presentan puentes o canales delgados tienden a
agrietarse con facilidad, debido a su fragilidad.
Mal desarenado.
Arena pegada en las piezas metálicas, sobre todo en aquellas partes
donde el desarenado fue malo.
Recuperación de la arena con silicato, debido a que los granos de
arena quedan con capas de silicato de sodio, lo que hace que el pH
de la arena aumente.

28
Capítulo III
Desarrollo Experimental
3.1 Introducción
El objetivo de este trabajo es evaluar el comportamiento de las arenas
angulares, utilizando aglutinantes orgánicos e inorgánicos mediante distintas
pruebas y técnicas de laboratorio, con el propósito de obtener resultados que
comprueben si dichas arenas y aglutinantes son factibles para la fabricación de
corazones.
El proceso experimental se dividió en dos partes:
1. Caracterización de las arenas mediante:
AFS y porcentaje de finos.
L.O.I.
Medición de pH.
Microscopía óptica.
2. Caracterización de la mezcla arena – aglutinante mediante:
Verificación de las propiedades mecánicas:
o Desarrollo de resistencias a la tensión en cámara húmeda.
o Desarrollo de resistencias a la tensión en condiciones de laboratorio.
Microscopía electrónica de barrido.
29
3.2 Caracterización de la arena
3.2.1 Distribución granulométrica y cantidad de finos
El análisis granulométrico se lleva a cabo por medio del método AFS
(American Foundrymen Society) que utiliza el agitador de cribas “Ro-tap” para
obtener las distribuciones granulométricas que contiene cada tipo de arena.
El procedimiento consiste en hacer un muestreo de la arena llamado
cuarteo; después se toma una muestra que puede pesar de 25 g a 30 g y esta
se coloca en el agitador de mallas.
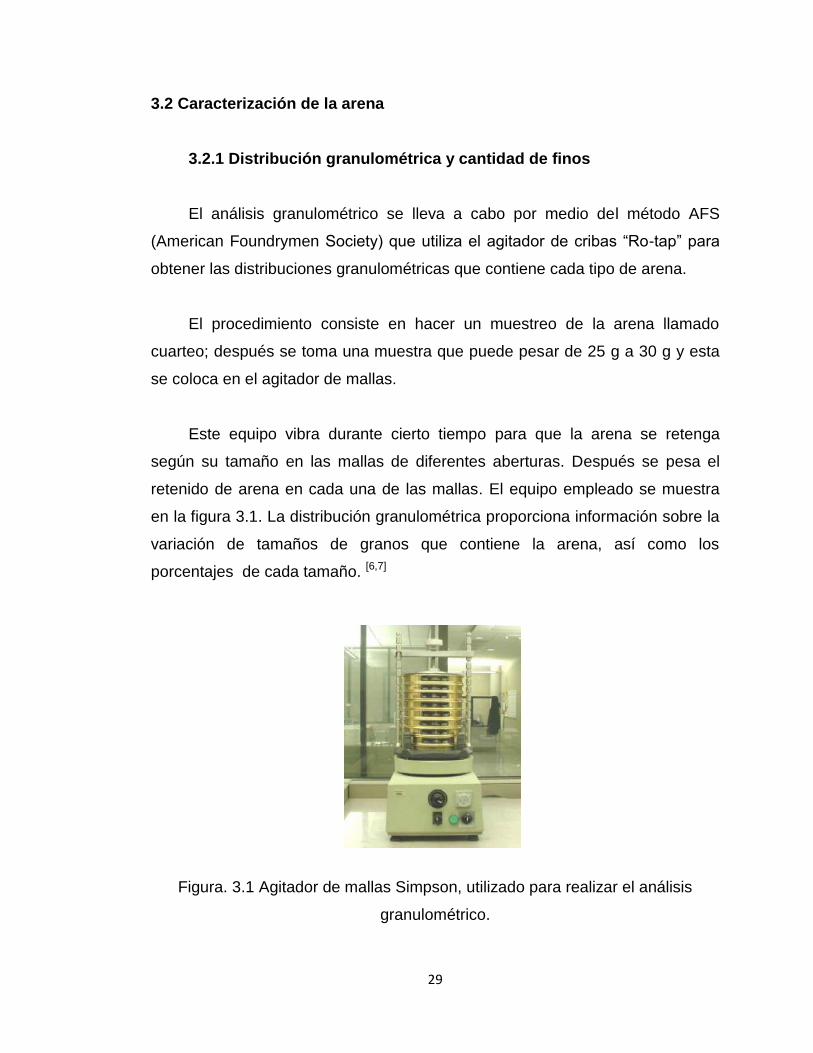
Este equipo vibra durante cierto tiempo para que la arena se retenga
según su tamaño en las mallas de diferentes aberturas. Después se pesa el
retenido de arena en cada una de las mallas. El equipo empleado se muestra
en la figura 3.1. La distribución granulométrica proporciona información sobre la
variación de tamaños de granos que contiene la arena, así como los
porcentajes de cada tamaño. [6,7]
Figura. 3.1 Agitador de mallas Simpson, utilizado para realizar el análisis
granulométrico.

30
3.2.2 L.O.I.
El análisis de pérdidas por ignición fue utilizado para conocer el contenido
de material orgánico presente en la arena. El procedimiento consiste en colocar
de 4 a 6 g de arena seca en un crisol de porcelana pesado previamente. Se
coloca el crisol en una mufla a 980 ± 5°C durante 1 hora (figura 3.2). Después
de extraer el crisol de la mufla se pesa en una balanza analítica para calcular el
contenido de orgánicos (L.O.I.), de acuerdo a la siguiente fórmula: [9]
% LOI =
x 100
Peso 1: peso del crisol vacio.
Peso 2: peso del crisol + arena antes de calcinar.
Peso 3: peso del crisol + arena después de calcinar.
Figura 3.2 Mufla para realizar pruebas de perdidas por ignición.

31
3.2.3 Medición de pH
La medición de pH se realiza siguiendo un procedimiento establecido de
laboratorio, el cual indica que a una muestra de 50 g de arena se agreguen 100
ml de agua destilada, se agita por un lapso de 5 minutos y se toma la lectura del
valor final, la lectura está indicada por un equipo específico mostrado en la
figura 3.3 llamado medidor de pH.
Figura. 3.3 Medidor de pH.
Altos contenidos de pH y demanda de ácido incrementan la velocidad de
reacción de las resinas y neutralizan una porción de las mismas, acortando la
vida útil de la mezcla arena-resina, generando corazones débiles. [10]
32
3.2.4 Microscopía óptica
La forma del grano es una de las características fundamentales para la
producción de corazones de arena, debido a que de ésta dependerá el
consumo de resinas. Como ya se ha mencionado, existen tres formas de grano:
angular, subangular y redondo. [3]
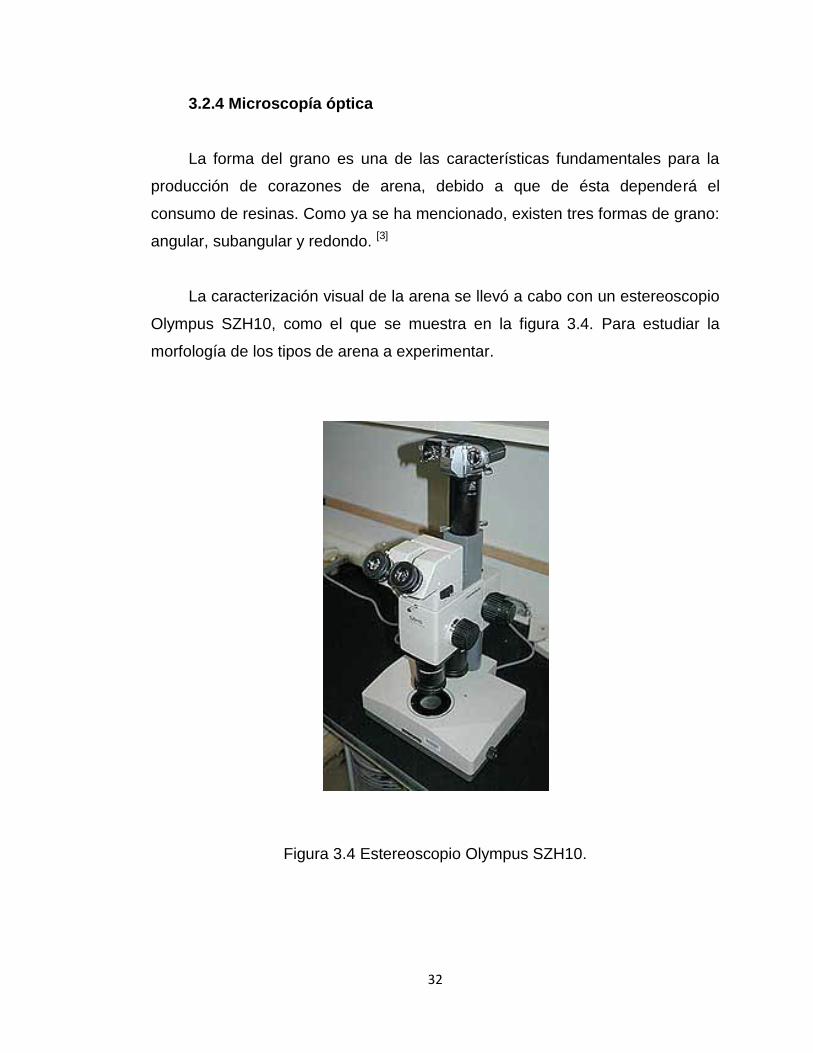
La caracterización visual de la arena se llevó a cabo con un estereoscopio
Olympus SZH10, como el que se muestra en la figura 3.4. Para estudiar la
morfología de los tipos de arena a experimentar.
Figura 3.4 Estereoscopio Olympus SZH10.
33
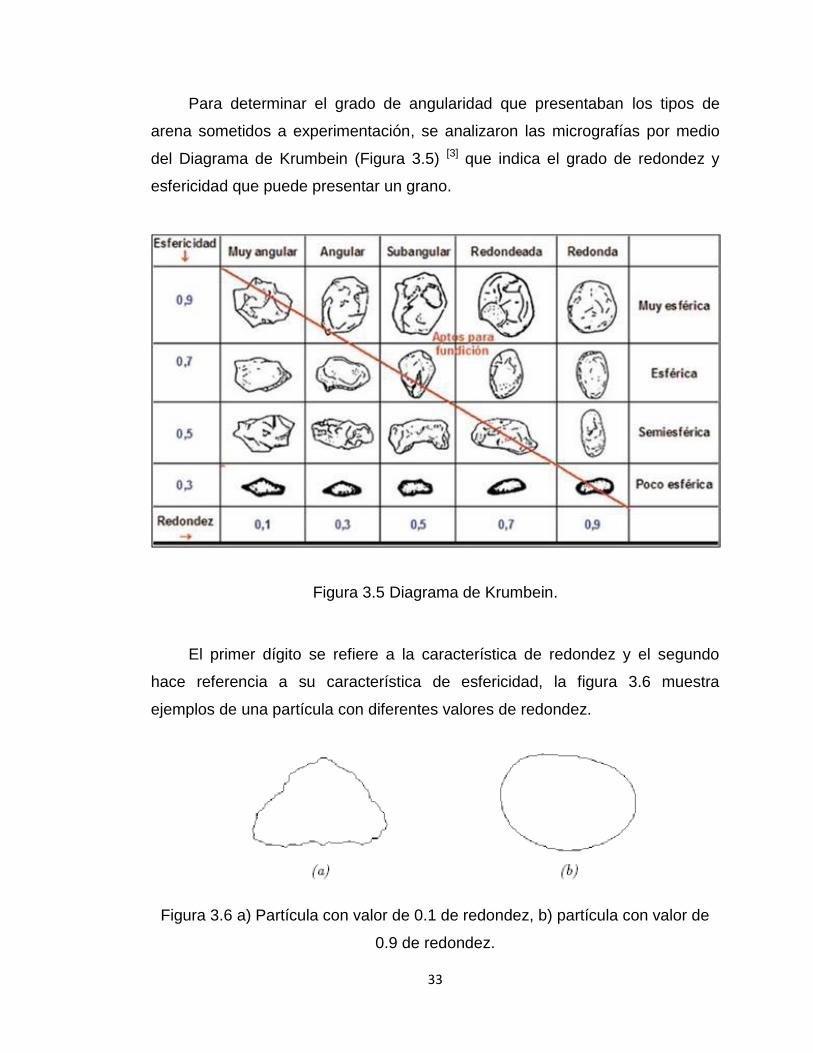
Para determinar el grado de angularidad que presentaban los tipos de
arena sometidos a experimentación, se analizaron las micrografías por medio
del Diagrama de Krumbein (Figura 3.5) [3] que indica el grado de redondez y
esfericidad que puede presentar un grano.
Figura 3.5 Diagrama de Krumbein.
El primer dígito se refiere a la característica de redondez y el segundo
hace referencia a su característica de esfericidad, la figura 3.6 muestra
ejemplos de una partícula con diferentes valores de redondez.
Figura 3.6 a) Partícula con valor de 0.1 de redondez, b) partícula con valor de
0.9 de redondez.
34
3.3 Caracterización de la mezcla arena-aglutinante
3.3.1 Desarrollo de resistencias
Identificación de variables:
Tipos de aglutinante.
o Orgánico (NB)
o Inorgánico (NIB)
o Híbrido (NHB)
Tipos de arenas.
o Weserkies
o BO56
o H31
o H32
o H33
o Arena de Monterrey (MTY)
Humedad Relativa.
o 90%
o 40%
Identificación de parámetros de pruebas:
% de aglutinante, (dependiendo de cada tipo).
Presión de soplo.
Temperatura y tiempo de curado.
Condiciones ambientales de temperatura y % de humedad.

35
Para el desarrollo de resistencias se realizaron 54 pruebas, fabricando 648
probetas con los 6 tipos de arena y los 3 tipos de aglutinante. Se evaluaron las
resistencias a la tensión a 3 diferentes tiempos, a dos difrentes porcentajes de
humedad y a una temperatura ambiente de 25°C. En la Tabla 3.1 se muestra el
diseño de experimentos en el que se basó para evaluar el desarrollo de
resistencia de las probetas.
Tabla 3.1. Diseño de experimentos para el desarrollo de resistencia.
Diseño de experimentos Condiciones
Aglutinante Repeticiones
Total de pruebas
Huemdad Relativa (%) Tiempo (hr)
6 Tipos de arena
NB 3 18
90
0
1
24
40
0
1
24
NIB 3 18
90
0
1
24
40
0
1
24
NHB 3 18
90
0
1
24
40
0
1
24

36
3.3.2 Procedimiento y equipo utilizado para la elaboración de
probetas
El procedimiento para la fabricación y análisis de probetas es a partir de
una mezcla de arena – aglutinante.
Se comienza pesando en un recipiente metálico 1400 g de la arena a
analizar, y a continuación se adiciona a la arena de uno por uno la cantidad de
resina y aditivos necesarios para formar la mezcla de arena a utilizar. Se agita
en un mezclador de arena Hobart (figura 3.7) por espacio de 45 segundos para
cada uno de los aditivos y/o resinas y es muy importante asegurarse que no
queden grumos en la mezcla.
Teniendo ya la mezcla de arena-aglutinante, se pasa a soplar para
obtener de 10 a 12 probetas para sus posteriores ensayos mecánicos.
Figura 3.7 Mezclador de arena – aglutinante Hobart.
37
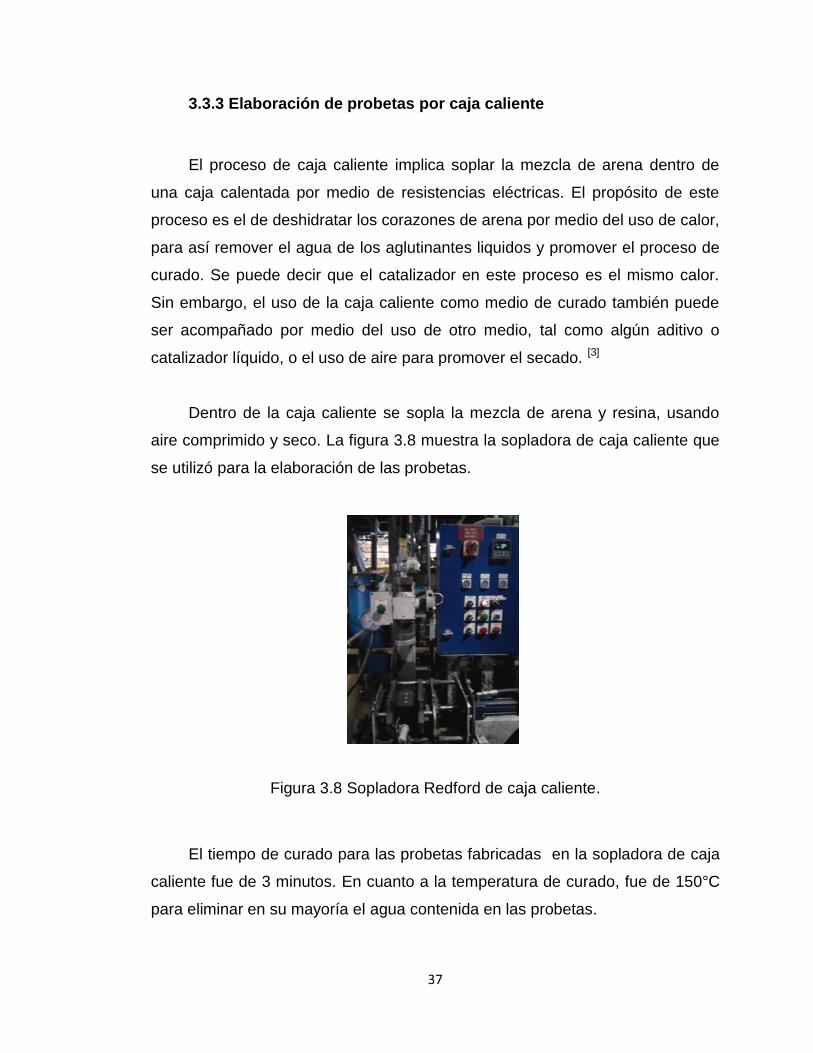
3.3.3 Elaboración de probetas por caja caliente
El proceso de caja caliente implica soplar la mezcla de arena dentro de
una caja calentada por medio de resistencias eléctricas. El propósito de este
proceso es el de deshidratar los corazones de arena por medio del uso de calor,
para así remover el agua de los aglutinantes liquidos y promover el proceso de
curado. Se puede decir que el catalizador en este proceso es el mismo calor.
Sin embargo, el uso de la caja caliente como medio de curado también puede
ser acompañado por medio del uso de otro medio, tal como algún aditivo o
catalizador líquido, o el uso de aire para promover el secado. [3]
Dentro de la caja caliente se sopla la mezcla de arena y resina, usando
aire comprimido y seco. La figura 3.8 muestra la sopladora de caja caliente que
se utilizó para la elaboración de las probetas.
Figura 3.8 Sopladora Redford de caja caliente.
El tiempo de curado para las probetas fabricadas en la sopladora de caja
caliente fue de 3 minutos. En cuanto a la temperatura de curado, fue de 150°C
para eliminar en su mayoría el agua contenida en las probetas.

38
3.3.4 Análisis de propiedades mecánicas
Las propiedades mecánicas son las propiedades más importantes que van
a tener los moldes y corazones de arena, esta propiedad implica la capacidad
para ser manejados, transportados, ensamblados y de resistencia en el
momento del vaciado. Cualquier agrietamiento o porosidad en el corazón puede
ocasionar que éste se colapse al momento de ser utilizado. La capacidad de
almacenamiento del corazón tiene que ser lo suficientemente alta como para
resistir varios días sin ser usado en las condiciones de humedad relativa
presentes en el ambiente. [3]
Las condiciones a las que fueron sometidas las probetas para evaluar sus
propiedades mecánicas fueron las siguientes:
Resistencia inmediata: es la resistencia mecánica que presenta la probeta
inmediatamente después que ha sido fabricada, esta debe cumplir un
mínimo de 0.55 MPa requeridos por especificación. [4]
Desarrollo de resistencia: es la resistencia mecánica que presenta la
probeta después de un tiempo de fabricación expuesto a temperatura y
humedad relativa del laboratorio, (se recomienda un valor mínimo de 1.03
MPa). En este caso, el ensayo fue realizado a una hora y a 24 horas
despues de la fabricación de la probeta. [4]
Desarrollo de resistencia a alta humedad relativa: es la resistencia
mecánica que presenta la probeta después de un tiempo de fabricación
expuesto a temperatura de 25°C y una humedad relativa de 90%. En este
caso, el ensayo fue realizado a una hora y a 24 horas después de la
fabricación de la probeta.

39
Las probetas de tensión usadas en estos ensayos tienen las dimensiones
que se muestran en la figura 3.9 y es de acuerdo a la norma AFS número
107-00-S.
Figura 3.9 Probetas de tensión. [11]
3.3.5 Cámara de Humedad
Para realizar las pruebas mecánicas a diferentes porcentajes de humedad
relativa, se utiliza una cámara húmeda como la que es mostrada en la figura
3.10, en donde se puede controlar el porciento de humedad y la temperatura.
El método para utilizar este equipo consiste en meter las probetas que se
quieren analizar, cerrar la compuerta de la cámara, y controlar la temperatura a
25°C y al porcentaje de humedad que se desee, para después de ciertas horas
retirar las probetas y evaluar sus propiedades mecánicas.

40
Figura 3.10 Cámara Húmeda.
Las probetas de resistencia a la tensión fueron ensayadas en el
tensómetro mostrado en la figura 3.11.
Figura 3.11 Tensómetro digital para probetas Simpson Gerosa.

41
3.3.6 Microscopía Electrónica de Barrido (SEM)
El SEM (Scanning Electron Microscope) es un tipo de microscopio
electrónico que muestra la superficie de una muestra mediante un barrido con
un haz de electrones de alta energía. Los electrones interactúan con los átomos
para producir señales que contienen información acerca de la topografía de la
superficie de la muestra.
En el presente trabajo se aplica esta técnica para observar los tipos de
puentes existentes entre los granos por el aglutinante, de acuerdo al método
usado. [3] En la figura 3.12 se muestra una imagen del microscopio que se
utilizó para esta parte de la experimentación.
Figura 3.12 Microscopio electrónico de barrido.

42
Capítulo IV
Resultados y discusión
4.1 Introducción
En este capítulo se analizan y discuten los resultados obtenidos en las
diferentes pruebas realizadas a cada tipo de arena para su caracterización, así
como el desarrollo de resistencias de las diferentes mezclas de arena-
aglutinante y sus micrografías obtenidas mediante microscopía electrónica de
barrido (SEM).
4.2 Caracterización de las arenas
Para poder comparar el efecto que tendrán los aglutinantes sobre las
arenas angulares utilizadas en la presente experimentación, primeramente se
tuvieron que conocer las características de cada una de ellas mediante distintas
pruebas utilizadas a nivel laboratorio. Los resultados obtenidos se comparan
con la arena MTY de tipo redondo que es utilizada actualmente por la empresa
Nemak para la fabricación de corazones.
El objetivo de experimentar con arenas de tipo angular es obtener
resultados que justifiquen que dichas arenas y aglutinantes podrán ser
utilizadas para la producción de corazones, así que es importante observar las
características de las arenas antes y después de ser pasadas por los 3
sistemas de aglutinantes.

43
4.2.1 Distribución granulométrica
La distribución granulométrica proporciona información que indica si la
arena es de tipo gruesa, mediana o fina. Antes de cada análisis de AFS
(American Foundrymen Society), las arenas fueron agitadas en sus respectivas
tinas de depósito para evitar la segregación, después fueron vaciadas en un
cuarteador metálico con el fin de tener muestras homogéneas de cada tipo de
arena y por último cada muestra fue cribada en el analizador de mallas. La tabla
4.1 muestra los valores de AFS de cada una de las arenas así como su
porcentaje de finos después de ser cribadas.
Tabla 4.1 Valores de AFS y porcentaje de finos de las arenas.
Los valores mostrados anteriormente indican que las arenas H31, H32 y
principalmente la arena Weserkies son de tipo gruesa, obteniendo un
porcentaje de finos de casi 0, las arenas Bo56 y H33 son de tipo fina,
obteniendo un porcentaje de finos de 1.5 y 1.2, a comparación de la arena MTY
(de grano redondo), que usamos de referencia, obtiene un porcentaje de finos
de 0.5 y es de tipo mediano.
AFS % de finos
Weserkies
Bo56
50
H31
0
57 1.5
MTY
Tipo de arena
22
0.5
40 0
45H32
H33
0.4
56 1.2

44
En el apéndice A se muestran las gráficas de distribución granulométrica
obtenidas para cada tipo de arena.
4.2.2 L.O.I.
El análisis de pérdidas por ignición (L.O.I.) es útil para conocer el
contenido de material orgánico que está presente en la arena, cuando es nueva
alrededor del 98 % de su composición química es bióxido de sílicio, el resto es
material orgánico, carbonatos y arcillas que provienen de la mina donde se
extrajo y cuando se trata de arena recuperada, el contenido orgánico presente
es el residual del aglutinante que se usó en el proceso y que no se quemó
durante la recuperación térmica.
En esta parte de la experimentación, las arenas se analizaron tal y como
son usadas durante el proceso de fabricación de corazones, en las que solo la
MTY es arena recuperada. En la tabla 4.2 se muestran los resultados obtenidos
de las pruebas de L.O.I.
Tabla 4.2 Valores de L.O.I. de las arenas.
% L.O.I.Tipo de arena
Weserkies 0.20
Bo56 0.10
H31 0.12
H32 0.18
H33 0.12
MTY 0.03

45
Los valores mostrados anteriormente indican que las arenas angulares
presentan un % de L.O.I. más alto a diferencia de la arena MTY, esto es debido
a que son arenas nuevas que no han pasado por un proceso de recuperación
térmico y que naturalmente aún contienen compuestos orgánicos.
4.2.3 Medición de pH
El pH es un parámetro que mide la pureza química de la arena y
determina su grado de acidez o alcalinidad. En algunos casos la arena con
carácter alcalino es perjudicial durante el proceso, como cuando se mezcla con
resinas de caja fría porque aceleran drásticamente la reacción entre las resinas
y disminuyen el tiempo de almacenaje de la mezcla arena-aglutinante.
Figura 4.1 Valores de pH de las arenas.
En la Figura 4.1 se muestran los valores de pH obtenidos en cada arena,
donde se puede observar que las angulares presentan un pH neutro a
diferencia de la MTY recuperada que presenta un pH más alcalino, esto se
debe a que durante el proceso de recuperación térmica se generan
7.00 7.10 7.01 7.15 7.15
8.70
Weserkies Bo56 H31 H32 H33 MTY
pH de las arenas

46
componentes de naturaleza alcalina como el óxido de calcio (CaO), alúmina
(Al2O3), y óxido de magnesio (MgO), entre otros. En el apéndice B se muestran
respectivamente los análisis químicos de cada tipo de arena.
4.2.4 Microscopía óptica
En las siguientes figuras se muestra la forma de grano de las arenas
analizadas en este proyecto, las cuales fueron clasificadas mediante el
diagrama de redondez y esfericidad de Krumbein. [3]
Figura 4.2 Micrografía de la arena Weserkies a 20x.
La figura 4.2 muestra los granos de la arena Weserkies los cuales son
descritos como muy angulares y muy esféricos por sus múltiples aristas y caras
planas, y según el diagrama de Krumbein se le ha asignado un valor de 0.19,
no se aprecia la presencia de granos finos.
47
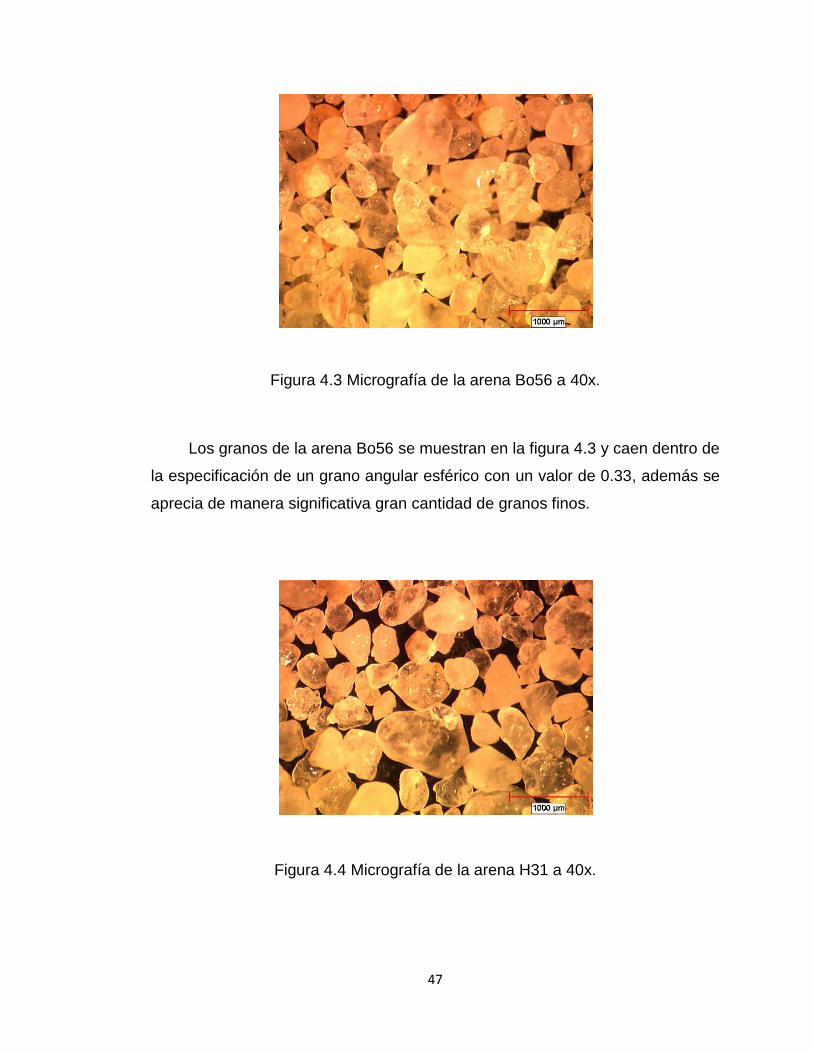
Figura 4.3 Micrografía de la arena Bo56 a 40x.
Los granos de la arena Bo56 se muestran en la figura 4.3 y caen dentro de
la especificación de un grano angular esférico con un valor de 0.33, además se
aprecia de manera significativa gran cantidad de granos finos.
Figura 4.4 Micrografía de la arena H31 a 40x.
48
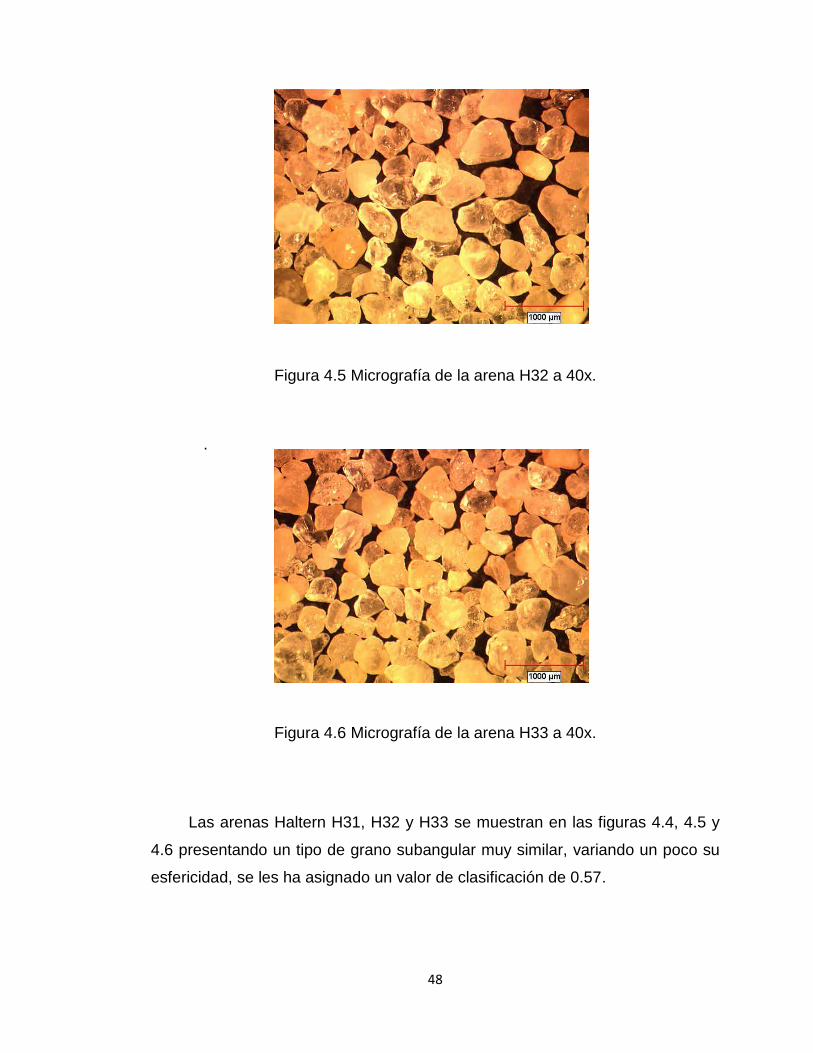
Figura 4.5 Micrografía de la arena H32 a 40x.
.
Figura 4.6 Micrografía de la arena H33 a 40x.
Las arenas Haltern H31, H32 y H33 se muestran en las figuras 4.4, 4.5 y
4.6 presentando un tipo de grano subangular muy similar, variando un poco su
esfericidad, se les ha asignado un valor de clasificación de 0.57.

49
Figura 4.7 Micrografía de la arena MTY a 40x.
En cuanto a los granos de la arena MTY (Figura 4.7), estos presentan una
forma redonda muy esférica obteniendo el valor máximo de 0.99.
4.3 Caracterización de la mezcla arena-aglutinante
4.3.1 Desarrollo de resistencia
El desarrollo de resistencia de los corazones es una prueba muy
importante que se realiza para evaluar cuanto resistirá un corazón conforme
pasan las horas; Este tiende a incrementarse con el tiempo debido a que el
entrecruzamiento de las cadenas en la reacción de polimerización no se lleva a
cabo al 100% al momento de curado en la fabricación de corazones y probetas,
por lo que, los puentes del aglutinante seguirán desarrollándose y
endureciéndose entre los granos de arena después de ser fabricados. A
continuación se muestran los resultados obtenidos a 40% de humedad relativa
en un periodo de 0, 1 y 24 horas de almacenaje para cada tipo de aglutinante.

50
En la figura 4.8 con aglutinante orgánico, los resultados muestran un
aumento en las resistencias conforme pasa el tiempo, sin embargo las
propiedades inmediatas obtenidas fueron bajas y en desarrollo de resistencia
no se obtuvieron resultados que garanticen el buen manejo de los corazones.
En este caso las bajas propiedades obtenidas no se deben a la forma angular
de los granos ya que la arena MTY de grano redondo tampoco presentó buenos
resultados, la causa más probable es que se necesite incrementar el porcentaje
de resina para garantizar un mejor recubrimiento entre los granos de arena.
Figura 4.8 Desarrollo de resistencia de las diferentes arenas mezcladas con
aglutinante orgánico.
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
0 1 24
Re
sist
en
cia
(MP
a)
Tiempo (hr)
Bo56 - NB - 40
H31 - NB - 40
H32 - NB - 40
H33 - NB - 40
MTY - NB - 40
Weserkies - NB - 40
51
0.0
0.5
1.0
1.5
2.0
2.5
3.0
0 1 24
Re
sist
en
cia
(MP
a)
Tiempo (hr)
Bo56 - NIB - 40
H31 - NIB - 40
H32 - NIB - 40
H33 - NIB - 40
MTY - NIB - 40
Weserkies - NIB - 40
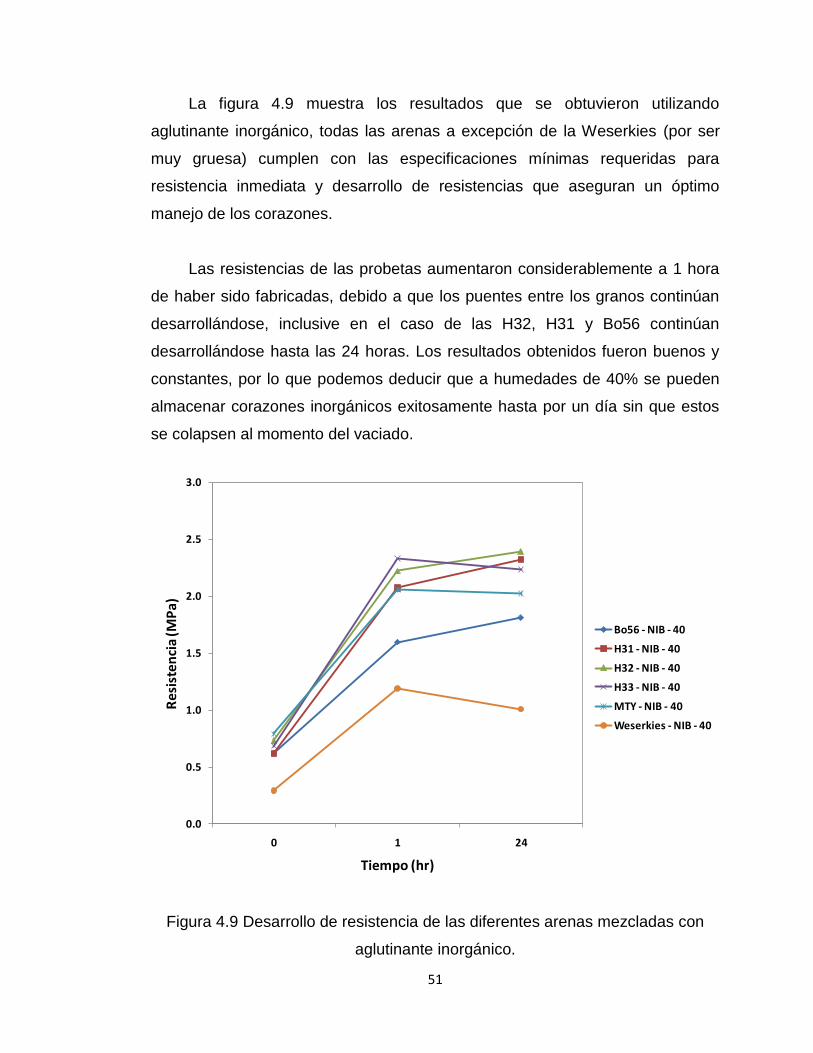
La figura 4.9 muestra los resultados que se obtuvieron utilizando
aglutinante inorgánico, todas las arenas a excepción de la Weserkies (por ser
muy gruesa) cumplen con las especificaciones mínimas requeridas para
resistencia inmediata y desarrollo de resistencias que aseguran un óptimo
manejo de los corazones.
Las resistencias de las probetas aumentaron considerablemente a 1 hora
de haber sido fabricadas, debido a que los puentes entre los granos continúan
desarrollándose, inclusive en el caso de las H32, H31 y Bo56 continúan
desarrollándose hasta las 24 horas. Los resultados obtenidos fueron buenos y
constantes, por lo que podemos deducir que a humedades de 40% se pueden
almacenar corazones inorgánicos exitosamente hasta por un día sin que estos
se colapsen al momento del vaciado.
Figura 4.9 Desarrollo de resistencia de las diferentes arenas mezcladas con
aglutinante inorgánico.

52
En la figura 4.10 se presentan los resultados obtenidos con aglutinante
híbrido, de 0 a 1 hora hay gran aumento de resistencias, obteniendo como
resistencia máxima 1.8 MPa. A las 24 horas las propiedades disminuyen un
poco, debido a que los puentes entre los granos de arena dejan de
desarrollarse y de endurecer. Las propiedades obtenidas con el aglutinante
híbrido fueron buenas, la mayoría de las arenas superaron las especificaciones
en resistencia inmediata y desarrollo de resistencia.
Figura 4.10 Desarrollo de resistencia de las diferentes arenas mezcladas con
aglutinante híbrido.
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
0 1 24
Re
sist
en
cia
(MP
a)
Tiempo (hr)
Bo56 - NHB - 40
H31 - NHB - 40
H32 - NHB - 40
H33 - NHB - 40
MTY - NHB - 40
Weserkies - NHB - 40
53
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Bo56 H31 H32 H33 MTY Weserkies
Res
iste
nci
a (M
Pa)
Arena
NB
NHB
NIB
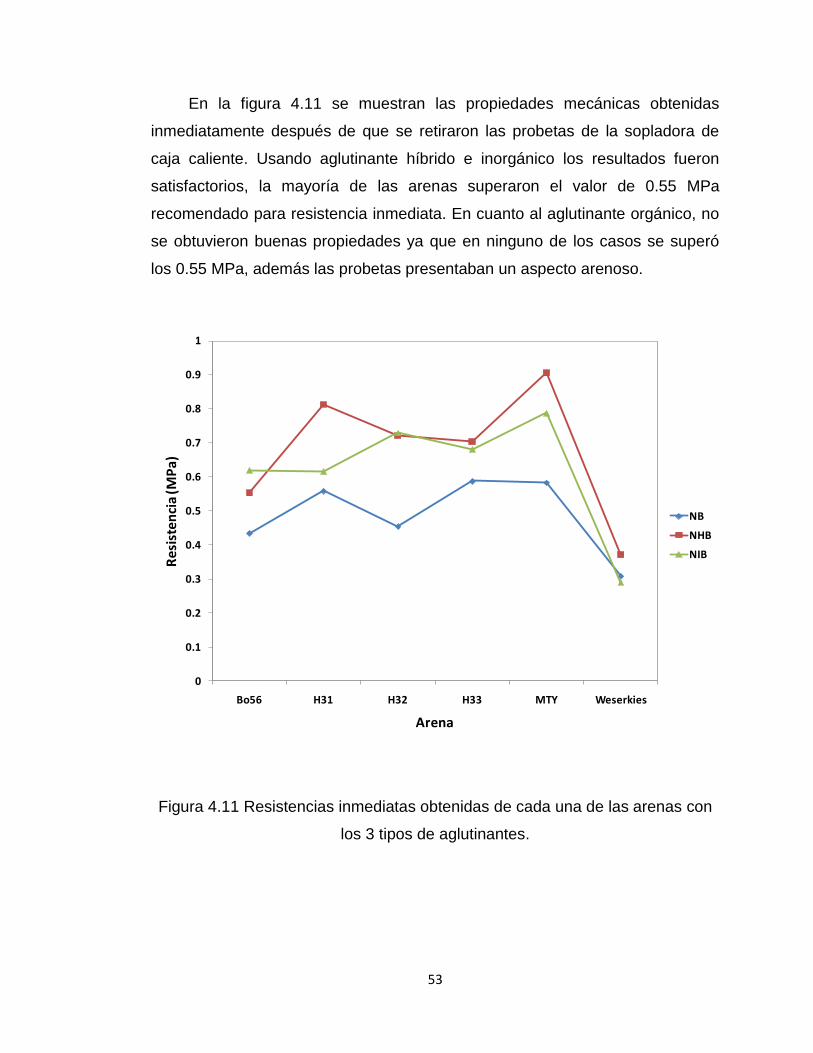
En la figura 4.11 se muestran las propiedades mecánicas obtenidas
inmediatamente después de que se retiraron las probetas de la sopladora de
caja caliente. Usando aglutinante híbrido e inorgánico los resultados fueron
satisfactorios, la mayoría de las arenas superaron el valor de 0.55 MPa
recomendado para resistencia inmediata. En cuanto al aglutinante orgánico, no
se obtuvieron buenas propiedades ya que en ninguno de los casos se superó
los 0.55 MPa, además las probetas presentaban un aspecto arenoso.
Figura 4.11 Resistencias inmediatas obtenidas de cada una de las arenas con
los 3 tipos de aglutinantes.

54
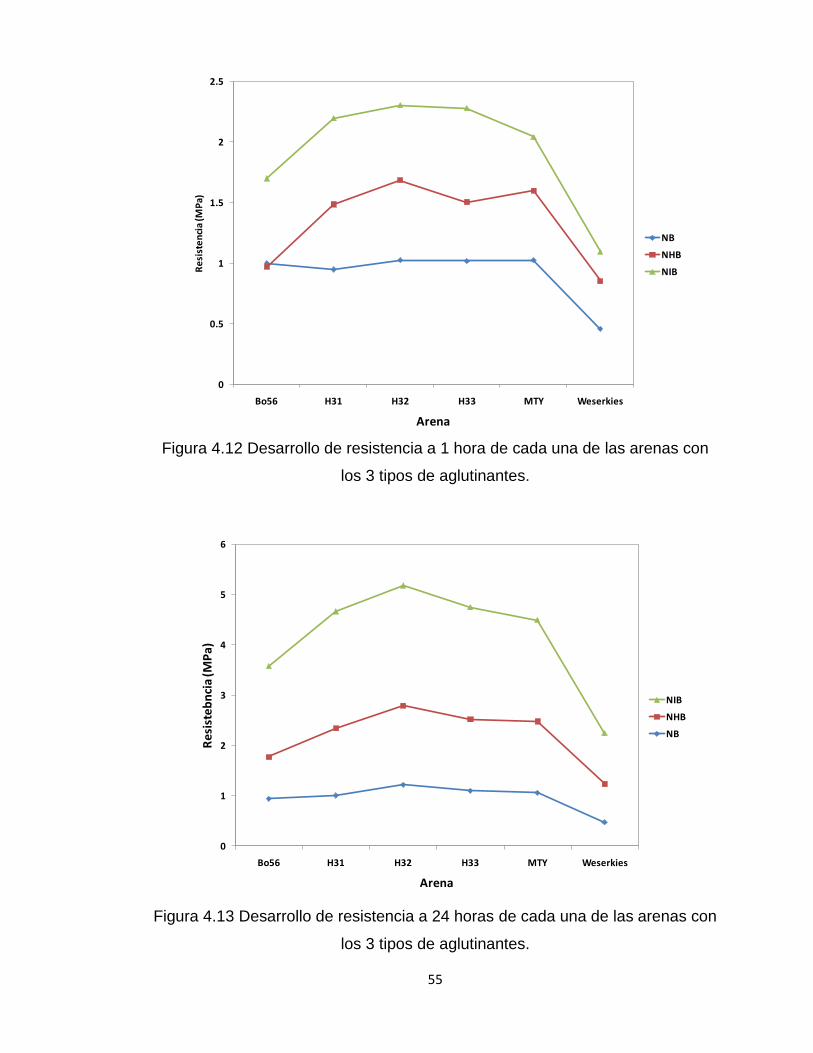
Los resultados que muestran las figuras 4.12 y 4.13 indican que a 1 y 24
horas la mayoría de las arenas cumplen o superan el valor mínimo de 1.03 MPa
recomendado para desarrollo de resistencia, sin embargo las mejores
propiedades se obtuvieron con el aglutinante inorgánico que superan a los otros
dos tipos de aglutinantes, esto se debe a que el enlace que presenta el
inorgánico es más fuerte que el del aglutinante orgánico.
En el desarrollo de resistencia, todas las probetas independientemente del
aglutinante con el que fueron fabricadas, presentaron un incremento de
resistencias de 0 a 1 horas, inclusive en el caso de algunas arenas con
inorgánico el incremento continuó hasta las 24 horas. Principalmente esto es
debido a que el entrecruzamiento de aglutinantes que forman los puentes entre
los granos, continúan desarrollándose y se hacen más fuertes a la hora de
haber sido fabricadas, esto explica el incremento de la resistencia a la tensión
en las probetas.
Las mejores propiedades se obtuvieron con las arenas Haltern y MTY
debido a que las Haltern presentan una morfología de grano no tan angular y en
el caso de la MTY un grano redondo. En cuanto a la arena Weserkies, no
superó los valores mínimos de resistencia con ninguno de los tres tipos de
aglutinante debido a que presenta una morfología de grano muy angular y es de
tamaño muy gruesa.
Los aglutinantes con mejores resultados a 40% de humedad fueron el
híbrido y principalmente el inorgánico, obteniendo valores óptimos que
aseguran que los corazones resistirán su manejo, esto es debido a que el
enlace que forma el aglutinante inorgánico es más fuerte que el del orgánico
que presentó los peores resultados en esta parte de la experimentación.
55
Figura 4.12 Desarrollo de resistencia a 1 hora de cada una de las arenas con
los 3 tipos de aglutinantes.
Figura 4.13 Desarrollo de resistencia a 24 horas de cada una de las arenas con
los 3 tipos de aglutinantes.
0
0.5
1
1.5
2
2.5
Bo56 H31 H32 H33 MTY Weserkies
Re
sist
en
cia
(MP
a)
Arena
NB
NHB
NIB
0
1
2
3
4
5
6
Bo56 H31 H32 H33 MTY Weserkies
Re
sist
eb
nci
a (M
Pa)
Arena
NIB
NHB
NB

56
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 1 24
Re
sist
en
cia
(MP
a)
Tiempo (hr)
Bo56 - NB - 90
H31 - NB - 90
H32 - NB - 90
H33 - NB - 90
MTY - NB - 90
Weserkies - NB - 90
4.3.2 Desarrollo de resistencia en cámara húmeda
El desarrollo de resistencia en cámara húmeda se realiza para evaluar el
efecto de la humedad sobre las propiedades mecánicas de los corazones en
condiciones extremas de almacenaje (90% de humedad relativa en un periodo
de 1 y 24 horas). Los resultados obtenidos a se muestran a continuación.
En la figura 4.14 se muestran los resultados con aglutinante orgánico. Las
propiedades obtenidas con este aglutinante a 90% de humedad son muy malas
y ninguna de las arenas cumple con el valor recomendado de 1.03 MPa para
desarrollo de resistencias. Después de la hora de almacenamiento se puede
observar un decremento en las resistencias, esto es debido a que los
corazones a ese tiempo ya contienen mucha humedad y ocasiona que los
puentes que unen a los granos comiencen a debilitarse por la formación de
grietas provocando la disminución de propiedades mecánicas en las probetas.
Figura 4.14 Desarrollo de resistencia de las diferentes arenas mezcladas con
aglutinante orgánico.
57
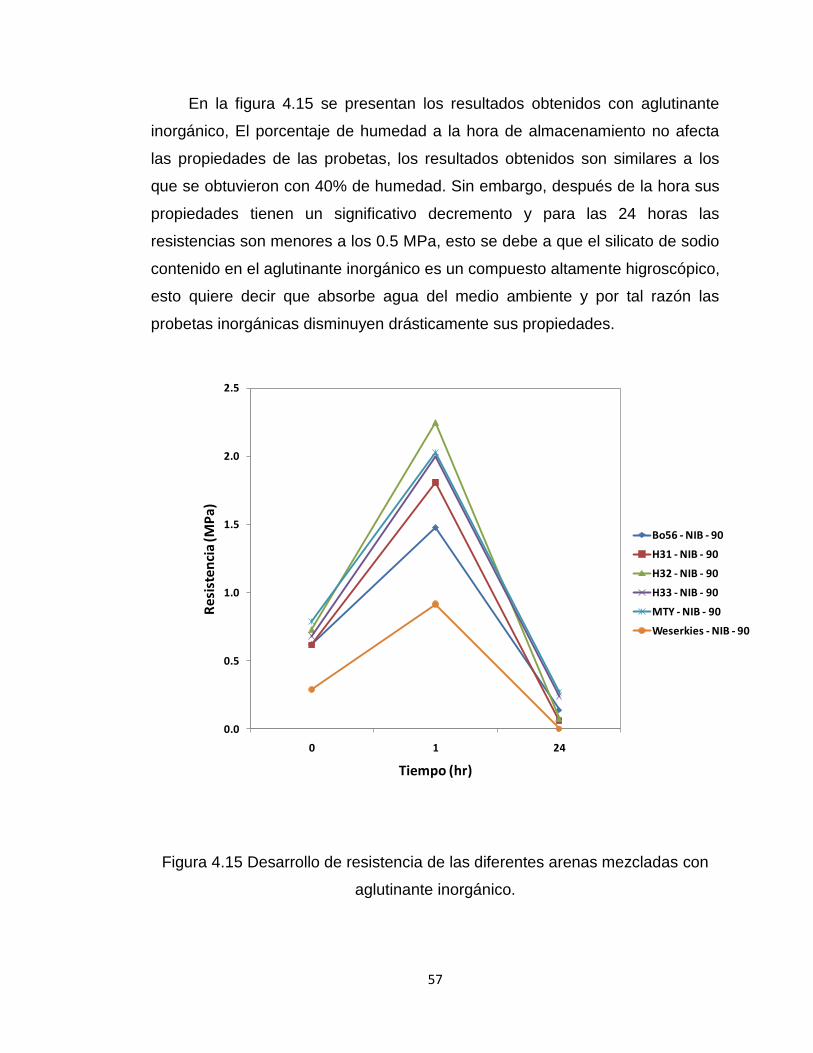
En la figura 4.15 se presentan los resultados obtenidos con aglutinante
inorgánico, El porcentaje de humedad a la hora de almacenamiento no afecta
las propiedades de las probetas, los resultados obtenidos son similares a los
que se obtuvieron con 40% de humedad. Sin embargo, después de la hora sus
propiedades tienen un significativo decremento y para las 24 horas las
resistencias son menores a los 0.5 MPa, esto se debe a que el silicato de sodio
contenido en el aglutinante inorgánico es un compuesto altamente higroscópico,
esto quiere decir que absorbe agua del medio ambiente y por tal razón las
probetas inorgánicas disminuyen drásticamente sus propiedades.
Figura 4.15 Desarrollo de resistencia de las diferentes arenas mezcladas con
aglutinante inorgánico.
0.0
0.5
1.0
1.5
2.0
2.5
0 1 24
Re
sist
en
cia
(MP
a)
Tiempo (hr)
Bo56 - NIB - 90
H31 - NIB - 90
H32 - NIB - 90
H33 - NIB - 90
MTY - NIB - 90
Weserkies - NIB - 90

58
Los resultados en la figura 4.16 con aglutinante híbrido muestran que las
resistencias obtenidas no son buenas ya que solo la arena MTY pasa el valor
de 1.03 MPa a la hora de almacenaje. Debido a que el aglutinante híbrido
también contiene una cantidad de silicato de sodio se presenta un
comportamiento similar al del aglutinante inorgánico, las propiedades bajan
drásticamente después de 1 hora obteniendo resistencias menores a 0.3 MPa a
24 hrs.
Figura 4.16 Desarrollo de resistencia de las diferentes arenas mezcladas con
aglutinante híbrido.
La humedad relativa afecta seriamente el desarrollo de resistencia de las
probetas independientemente del tipo de aglutinante que se use para su
fabricación. Las probetas fabricadas disminuyeron sus propiedades debido a
que el agua es el principal solvente en estos 3 tipos de aglutinantes, es decir
0.0
0.2
0.4
0.6
0.8
1.0
1.2
0 1 24
Re
sist
en
cia
(MP
a)
Tiempo (hr)
Bo56 - NHB - 90
H31 - NHB - 90
H32 - NHB - 90
H33 - NHB - 90
MTY - NHB - 90
Weserkies - NHB - 90
59
que los aglutinantes ya deshidratados vuelven a hidratarse al absorber la
humedad contenida en el ambiente, ocasionando que los puentes que unen a
los granos comiencen a debilitarse formando defectos como grietas y porosidad
que darán como resultado bajas resistencias mecánicas.
Con los resultados obtenidos en esta parte de la experimentación
podemos deducir que, a altos contenidos de humedad es imposible mantener
corazones con buenas resistencias por más de una hora.
4.3.3 Caracterización por microscopía electrónica de barrido
Por presentar las mejores propiedades, las probetas con 40% de humedad
fueron analizadas mediante microscopía electrónica de barrido con la finalidad
de observar las características de los puentes existentes entre los granos
formados por los tres tipos de aglutinante, esto nos ayudará a entender mejor
los resultados que se obtuvieron en las pruebas de desarrollo de resistencias.
Aglutinante Orgánico (NB)
En las figuras 4.17 y 4.18 se pueden observar con claridad que el
aglutinante orgánico no forma puentes uniformes o bien forma puentes muy
pequeños que darán como resultado bajas resistencias en los corazones. La
falta de uniformidad en los puentes es debido a la viscosidad que presenta este
tipo de aglutinante y a la forma angular de los granos de arena, esto provoca
que el aglutinante no se arrastre o escurra de manera homogénea.
Una uniformidad del aglutinante sobre los granos de arena permitirá que
las resistencias sean altas, ya que todos los granos se estarán recubriendo
completamente y los puentes formados serán fuertes y más difíciles de separar.

60
Figura 4.17 Micrografía por SEM. Puentes entre los granos de arena Weserkies
con aglutinante orgánico.
Figura 4.18 Micrografía por SEM. Puentes entre los granos de arena H32 con
aglutinante orgánico.

61
En la figura 4.19 se logró captar la huella que dejó el desprendimiento de
un puente, en este caso formado por aglutinante orgánico. Si los puentes que
se forman son pequeños o no uniformes será más fácil que se desprendan
ocasionando bajas resistencias y reduciendo significativamente la durabilidad
de los corazones.
Figura 4.19 Micrografía por SEM. Puentes entre los granos de arena H31 con
aglutinante orgánico.
62
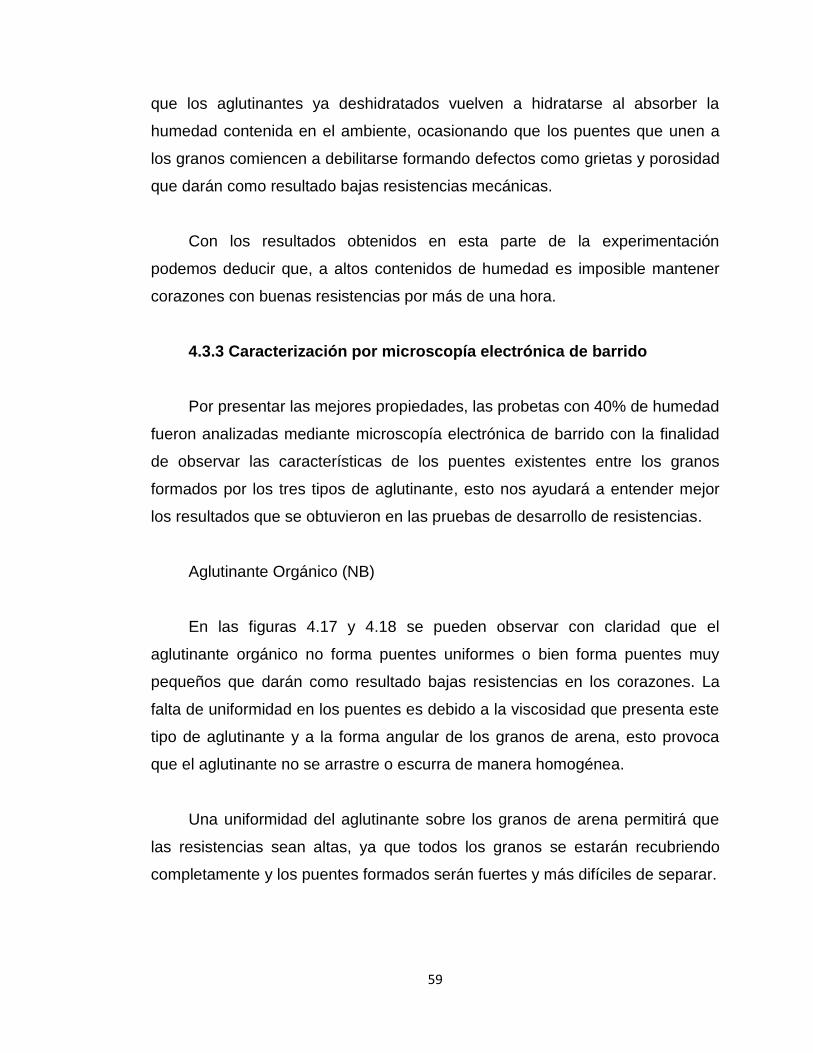
Aglutinante Inorgánico (NIB)
En la figura 4.20 se puede apreciar que el aglutinante inorgánico que
recubre a los granos de arena se encuentra esparcido de manera homogénea,
esto debido a que este tipo de aglutinante, no es tan viscoso como el orgánico y
a que la arena MTY es de grano redondo lo que permite que el aglutinante se
arrastre más fácil y se ese extienda mejor formando puentes más grandes y con
un alto grado de uniformidad.
Figura 4.20 Micrografía por SEM. Puentes entre los granos de arena MTY con
aglutinante inorgánico.
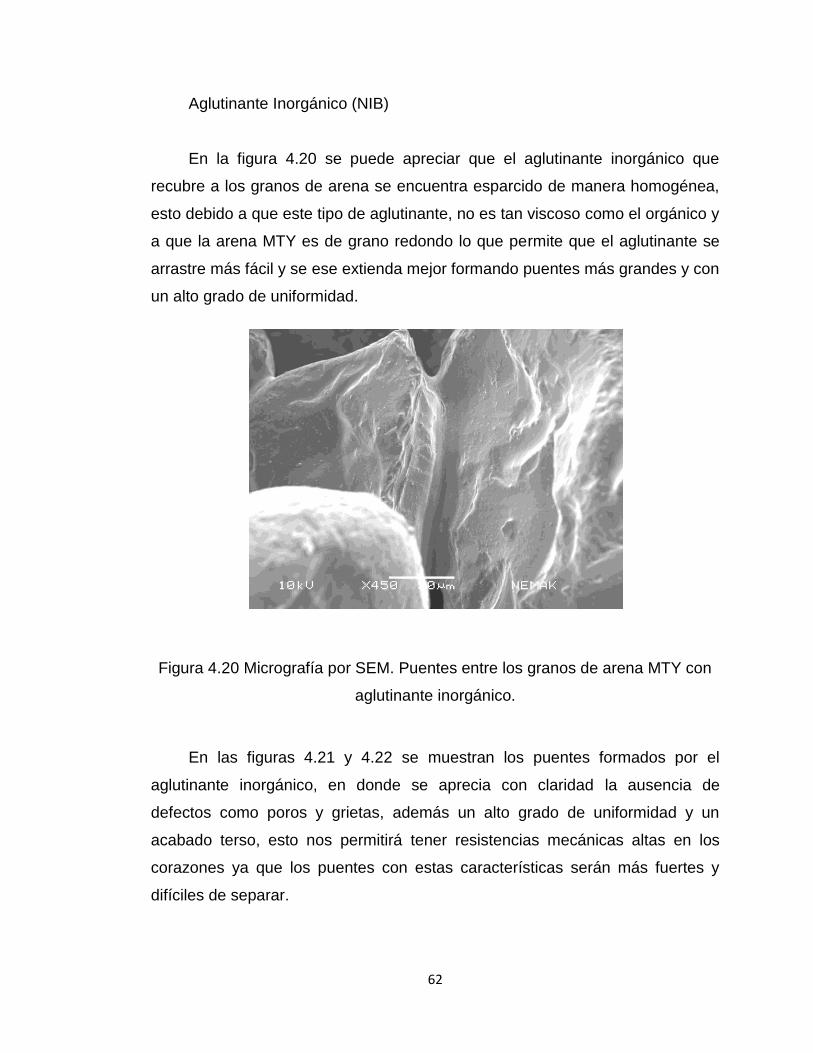
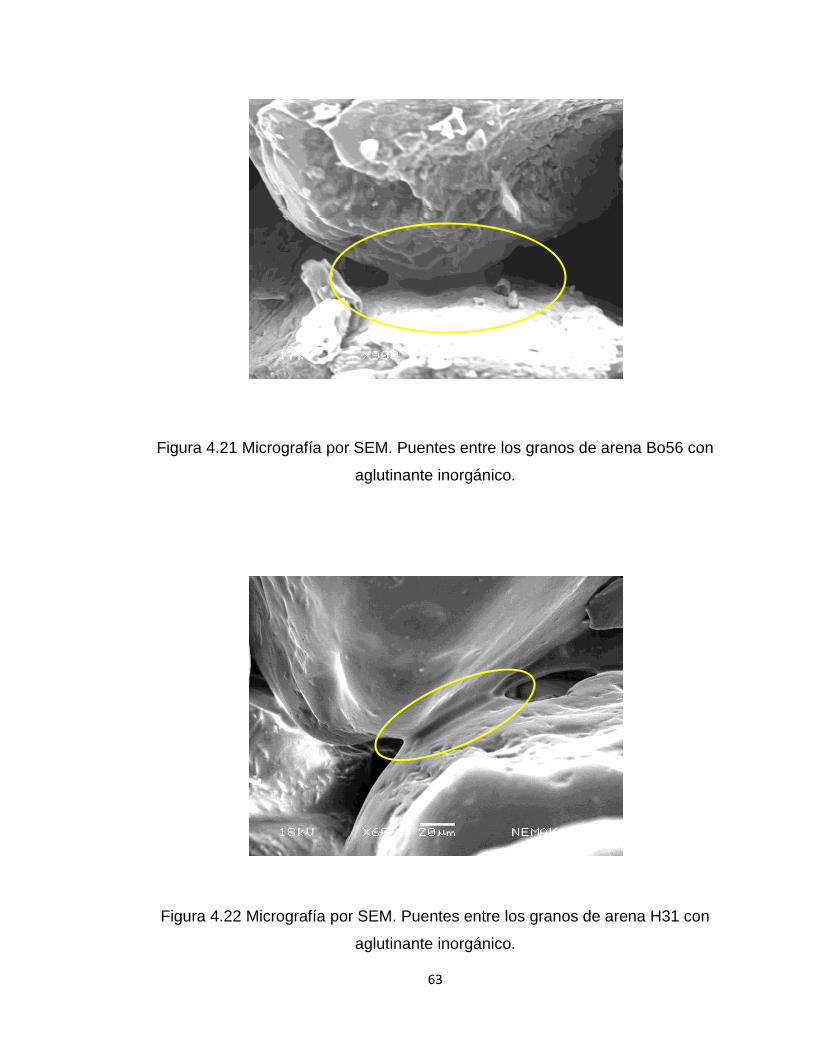
En las figuras 4.21 y 4.22 se muestran los puentes formados por el
aglutinante inorgánico, en donde se aprecia con claridad la ausencia de
defectos como poros y grietas, además un alto grado de uniformidad y un
acabado terso, esto nos permitirá tener resistencias mecánicas altas en los
corazones ya que los puentes con estas características serán más fuertes y
difíciles de separar.
63
Figura 4.21 Micrografía por SEM. Puentes entre los granos de arena Bo56 con
aglutinante inorgánico.
Figura 4.22 Micrografía por SEM. Puentes entre los granos de arena H31 con
aglutinante inorgánico.

64
La presencia de grietas y poros hacen que las resistencias disminuyan
considerablemente, y esto puede deberse al proceso de curado, a las
condiciones ambientales, al tiempo que ha pasado desde la fabricación del
corazón y al trato que ha recibido éste después de su fabricación. En la figura
4.23 se muestra la micrografía obtenida de un puente de aglutinante inorgánico
en donde se logró captar la presencia de grietas.
Figura 4.23 Micrografía por SEM. Puente agrietado entre los granos de arena
H32 con aglutinante inorgánico.
65
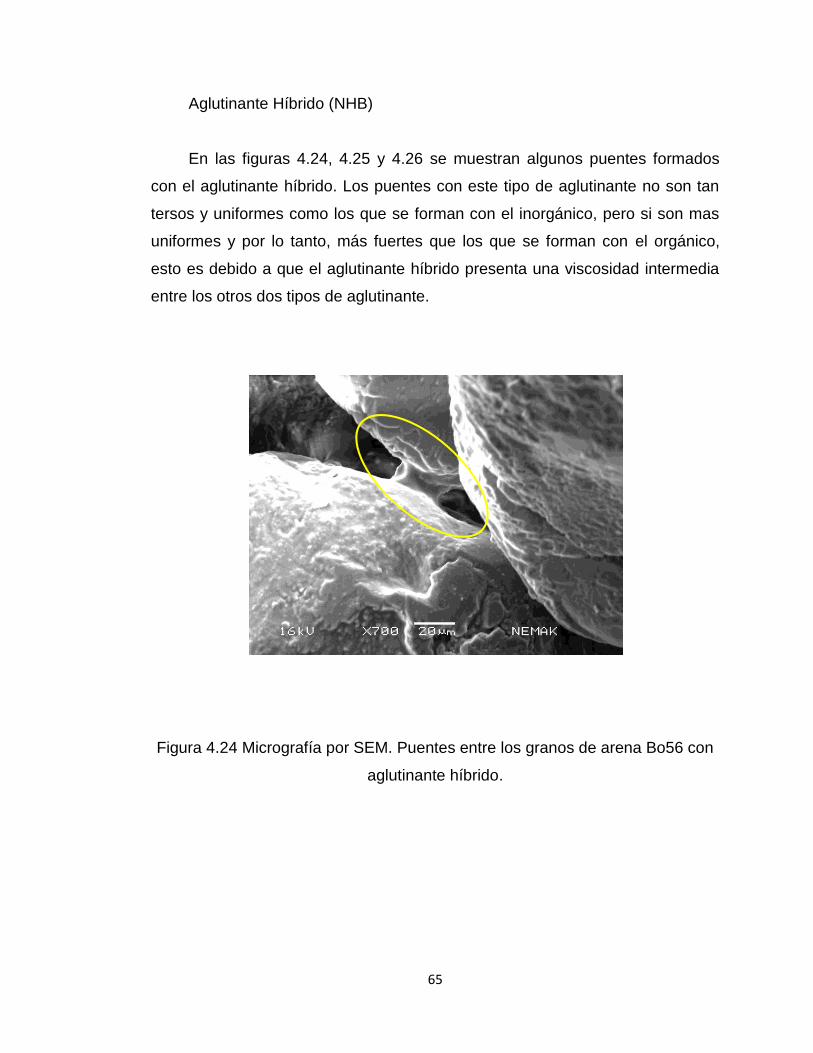
Aglutinante Híbrido (NHB)
En las figuras 4.24, 4.25 y 4.26 se muestran algunos puentes formados
con el aglutinante híbrido. Los puentes con este tipo de aglutinante no son tan
tersos y uniformes como los que se forman con el inorgánico, pero si son mas
uniformes y por lo tanto, más fuertes que los que se forman con el orgánico,
esto es debido a que el aglutinante híbrido presenta una viscosidad intermedia
entre los otros dos tipos de aglutinante.
Figura 4.24 Micrografía por SEM. Puentes entre los granos de arena Bo56 con
aglutinante híbrido.

66
Figura 4.25 Micrografía por SEM. Puentes entre los granos de arena H32 con
aglutinante híbrido.
Figura 4.26 Micrografía por SEM. Puentes entre los granos de arena H33 con
aglutinante híbrido.

67
Capítulo V
Conclusiones y Recomendaciones
5.1 Conclusiones
Utilizando aglutinante inorgánico y 40% de humedad, todas las arenas
presentaron las mejores propiedades mecánicas.
De las arenas, las Haltern presentaron mejores propiedades mecánicas.
Por su tamaño y presentar una morfología de grano muy angular, la arena
Weserkies no presentó buenos resultados bajo ninguna condición en
desarrollo de resistencias.
A 90% de humedad se presentan bajas resistencias mecánicas
ocasionando que los corazones se debiliten, agrieten y en algunos casos
se colapsen.
5.2 Recomendaciones
Realizar una caracterización de los tres tipos de aglutinante con diferentes
técnicas a nivel laboratorio.
Hacer pruebas con las arenas Haltern y los tres tipos de aglutinante a
mayor escala (nivel planta), evaluando el desarenado de las piezas
después del vaciado.
Realizar estudios con diferentes aditivos que ayuden a mejorar las
resistencias mecánicas a altas condiciones de humedad.

68
Referencias
[1].- “Efecto de los aditivos en la conductividad térmica de una mezcla de
arena empleada en la fabricación de moldes y corazones por el proceso de
caja fría”. M.C. Alberto Esquivel Herrera.
[2].- Juan Pablo Velázquez, “Proceso de corazones Nemak”, Nemak S.A.
México, 1997.
[3].- “Desarrollo de un aglutinante inorgánico para la producción de
corazones de arena en la industria automotriz”. M.C. Aldo Alberto Sáenz
Valdez.
[4].- “Arenas alternativas para la fabricación de moldes y corazones en la
fundición de aluminio”. M.C. Emma Lizzet Cedillo Saucedo.
[5].- “Desarrollo de un aglutinante orgánico para la fabricación de moldes y
corazones de arena”. Dr. Alberto Esquivel Herrera.
[6].- Método de laboratorio R&D, Nemak S.A. “Análisis de granulometría de
arena”, clave ME-ID-108.
[7].- “Mold and core test handbook”, 3rd Edition, AFS GFN Pag 1-11
[8].- Método de laboratorio R&D, Nemak S.A. “Obtención de una muestra
por cuarteo”, clave ME-LA-15.
[9].- Método de laboratorio R&D, Nemak S.A. “Análisis de pérdidas por
ignigción (L.O.I.)”, clave ME-ID-111.
[10].- Método de laboratorio R&D, Nemak S.A. “Análisis de pH de la arena”,
clave ME-ID-109.
[11].- “Mold and core test handbook”, 3rd Edition AFS Pag 1-13 Norma 107-
00-S.

69
Apéndice A
AFS y porcentaje de finos
0
10
20
30
40
50
60
70
20 30 40 50 70 100 140 200 270 Fondo
% R
ete
nid
o
Número de malla
Arena Weserkies
Figura A1. Distribución granulométrica de la arena Weserkies.
0
5
10
15
20
25
30
35
40
20 30 40 50 70 100 140 200 270 Fondo
% R
rete
nid
o
Número de malla
Arena Bo56
Figura A2. Distribución granulométrica de la arena Bo56.

70
0
5
10
15
20
25
30
35
40
45
50
20 30 40 50 70 100 140 200 270 Fondo
% R
rete
nid
o
Número de malla
Arena H31
Figura A3. Distribución granulométrica de la arena H31.
0
5
10
15
20
25
30
35
40
45
50
20 30 40 50 70 100 140 200 270 Fondo
% R
ete
nid
o
Número de malla
Arena H32
Figura A4. Distribución granulométrica de la arena H32.

71
0
5
10
15
20
25
30
35
40
45
50
20 30 40 50 70 100 140 200 270 Fondo
% R
ete
nid
o
Número de malla
Arena H33
Figura A5. Distribución granulométrica de la arena H33.
0
5
10
15
20
25
30
35
40
45
20 30 40 50 70 100 140 200 270 Fondo
% R
ete
nid
o
Número de malla
Arena MTY
Figura A6. Distribución granulométrica de la arena MTY.

72
Apéndice B
Análisis químico de las arenas
Tabla B1. Análisis químico realizado en los laboratorios Fairchild, S.A.

73
Apéndice C
Análisis de varianza del desarrollo
de resistencias
Análisis de la Resistencia Inmediata. Two-way ANOVA: Resistencia (MPa) versus Arena, Aglutinante Source DF SS MS F P
Arena 5 2.06109 0.412218 53.62 0.000
Aglutinante 2 0.68722 0.343610 44.69 0.000
Interaction 10 0.31629 0.031629 4.11 0.000
Error 90 0.69192 0.007688
Total 107 3.75652
S = 0.08768 R-Sq = 81.58% R-Sq(adj) = 78.10%
Individual 95% CIs For Mean Based on
Pooled StDev
Arena Mean -+---------+---------+---------+--------
Bo56 0.535454 (--*-)
H31 0.662510 (--*--)
H32 0.634624 (-*--)
H33 0.657224 (--*--)
MTY 0.758576 (--*-)
Weserkies 0.322598 (--*-)
-+---------+---------+---------+--------
0.30 0.45 0.60 0.75
Individual 95% CIs For Mean Based on
Pooled StDev
Aglutinante Mean -----+---------+---------+---------+----
NB 0.487344 (----*---)
NHB 0.677812 (---*---)
NIB 0.620337 (----*---)
-----+---------+---------+---------+----
0.490 0.560 0.630 0.700
Tukey Simultaneous Tests
Response Variable Resistencia (MPa)
All Pairwise Comparisons among Levels of Arena
Arena = Bo56 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H31 0.1271 0.03347 3.796 0.0034
H32 0.0992 0.03347 2.963 0.0429
H33 0.1218 0.03347 3.638 0.0057
MTY 0.2231 0.03347 6.666 0.0000
Weserkies -0.2129 0.03347 -6.360 0.0000
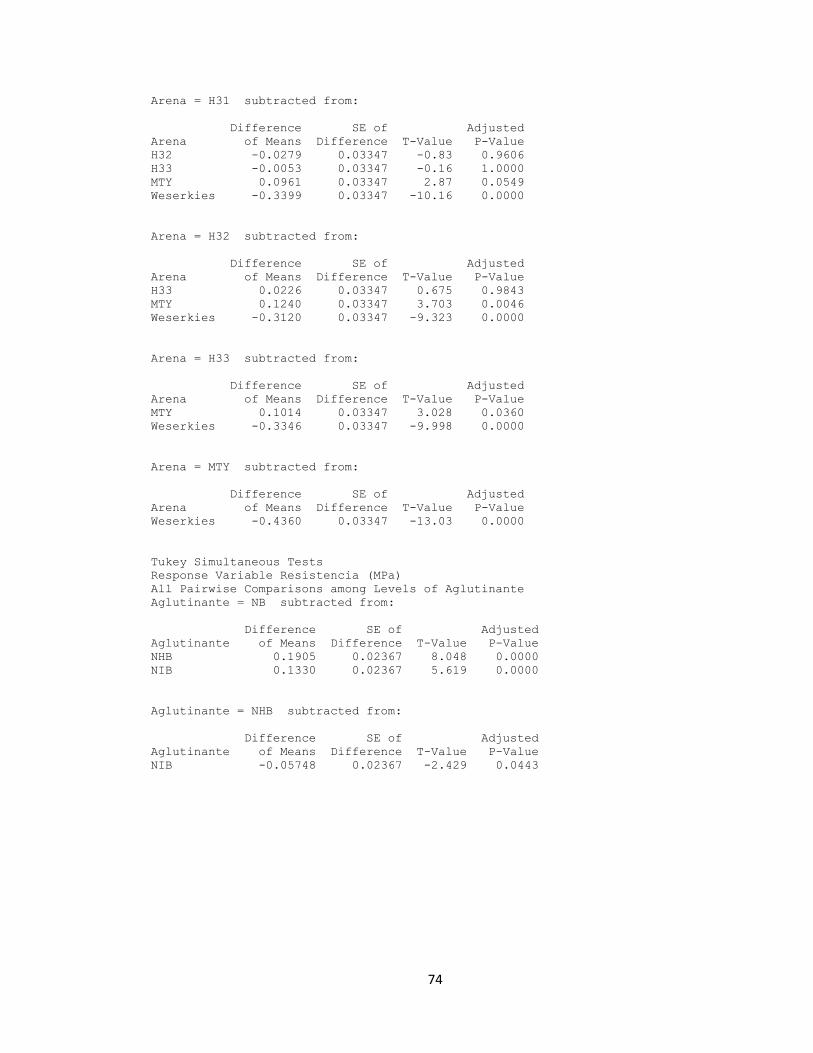
74
Arena = H31 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H32 -0.0279 0.03347 -0.83 0.9606
H33 -0.0053 0.03347 -0.16 1.0000
MTY 0.0961 0.03347 2.87 0.0549
Weserkies -0.3399 0.03347 -10.16 0.0000
Arena = H32 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H33 0.0226 0.03347 0.675 0.9843
MTY 0.1240 0.03347 3.703 0.0046
Weserkies -0.3120 0.03347 -9.323 0.0000
Arena = H33 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
MTY 0.1014 0.03347 3.028 0.0360
Weserkies -0.3346 0.03347 -9.998 0.0000
Arena = MTY subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
Weserkies -0.4360 0.03347 -13.03 0.0000
Tukey Simultaneous Tests
Response Variable Resistencia (MPa)
All Pairwise Comparisons among Levels of Aglutinante
Aglutinante = NB subtracted from:
Difference SE of Adjusted
Aglutinante of Means Difference T-Value P-Value
NHB 0.1905 0.02367 8.048 0.0000
NIB 0.1330 0.02367 5.619 0.0000
Aglutinante = NHB subtracted from:
Difference SE of Adjusted
Aglutinante of Means Difference T-Value P-Value
NIB -0.05748 0.02367 -2.429 0.0443
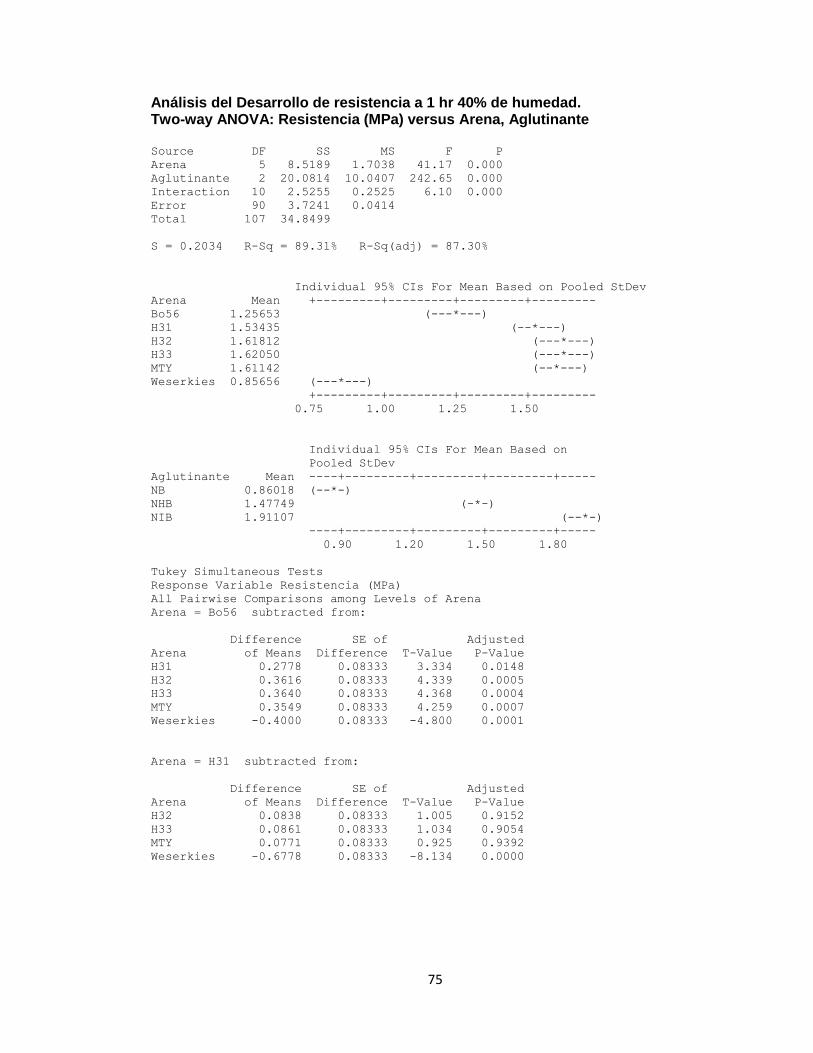
75
Análisis del Desarrollo de resistencia a 1 hr 40% de humedad. Two-way ANOVA: Resistencia (MPa) versus Arena, Aglutinante Source DF SS MS F P
Arena 5 8.5189 1.7038 41.17 0.000
Aglutinante 2 20.0814 10.0407 242.65 0.000
Interaction 10 2.5255 0.2525 6.10 0.000
Error 90 3.7241 0.0414
Total 107 34.8499
S = 0.2034 R-Sq = 89.31% R-Sq(adj) = 87.30%
Individual 95% CIs For Mean Based on Pooled StDev
Arena Mean +---------+---------+---------+---------
Bo56 1.25653 (---*---)
H31 1.53435 (--*---)
H32 1.61812 (---*---)
H33 1.62050 (---*---)
MTY 1.61142 (--*---)
Weserkies 0.85656 (---*---)
+---------+---------+---------+---------
0.75 1.00 1.25 1.50
Individual 95% CIs For Mean Based on
Pooled StDev
Aglutinante Mean ----+---------+---------+---------+-----
NB 0.86018 (--*-)
NHB 1.47749 (-*-)
NIB 1.91107 (--*-)
----+---------+---------+---------+-----
0.90 1.20 1.50 1.80
Tukey Simultaneous Tests
Response Variable Resistencia (MPa)
All Pairwise Comparisons among Levels of Arena
Arena = Bo56 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H31 0.2778 0.08333 3.334 0.0148
H32 0.3616 0.08333 4.339 0.0005
H33 0.3640 0.08333 4.368 0.0004
MTY 0.3549 0.08333 4.259 0.0007
Weserkies -0.4000 0.08333 -4.800 0.0001
Arena = H31 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H32 0.0838 0.08333 1.005 0.9152
H33 0.0861 0.08333 1.034 0.9054
MTY 0.0771 0.08333 0.925 0.9392
Weserkies -0.6778 0.08333 -8.134 0.0000
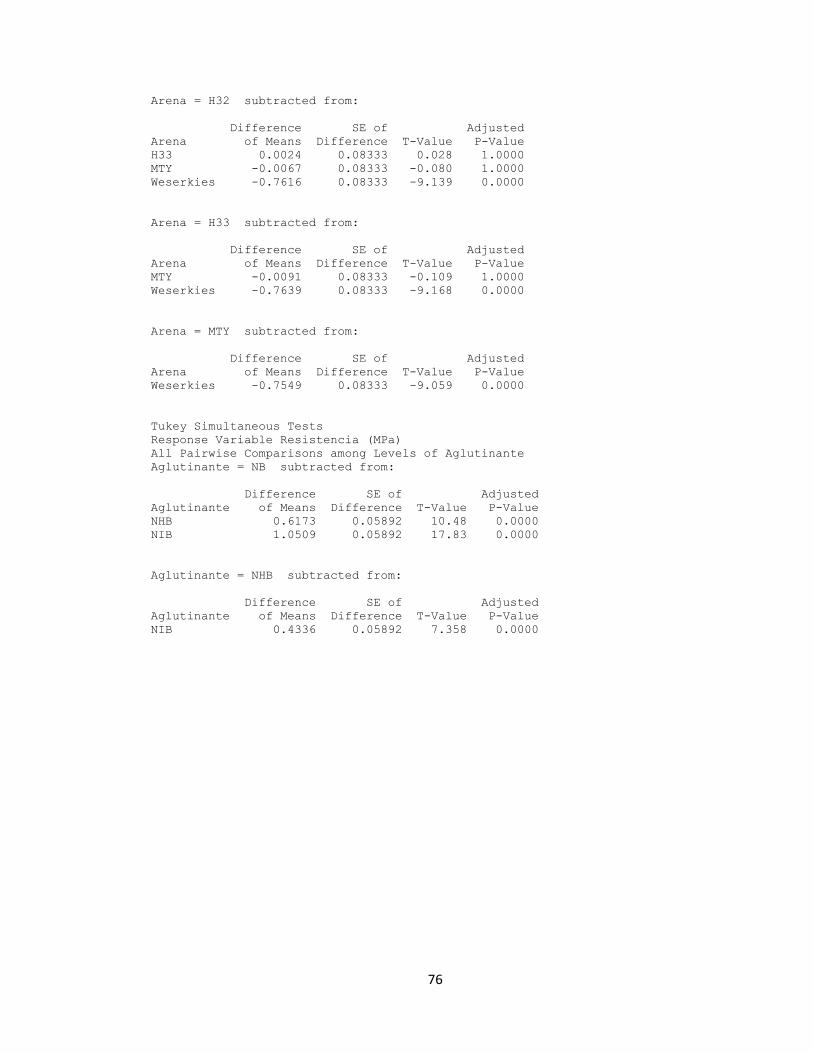
76
Arena = H32 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H33 0.0024 0.08333 0.028 1.0000
MTY -0.0067 0.08333 -0.080 1.0000
Weserkies -0.7616 0.08333 -9.139 0.0000
Arena = H33 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
MTY -0.0091 0.08333 -0.109 1.0000
Weserkies -0.7639 0.08333 -9.168 0.0000
Arena = MTY subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
Weserkies -0.7549 0.08333 -9.059 0.0000
Tukey Simultaneous Tests
Response Variable Resistencia (MPa)
All Pairwise Comparisons among Levels of Aglutinante
Aglutinante = NB subtracted from:
Difference SE of Adjusted
Aglutinante of Means Difference T-Value P-Value
NHB 0.6173 0.05892 10.48 0.0000
NIB 1.0509 0.05892 17.83 0.0000
Aglutinante = NHB subtracted from:
Difference SE of Adjusted
Aglutinante of Means Difference T-Value P-Value
NIB 0.4336 0.05892 7.358 0.0000
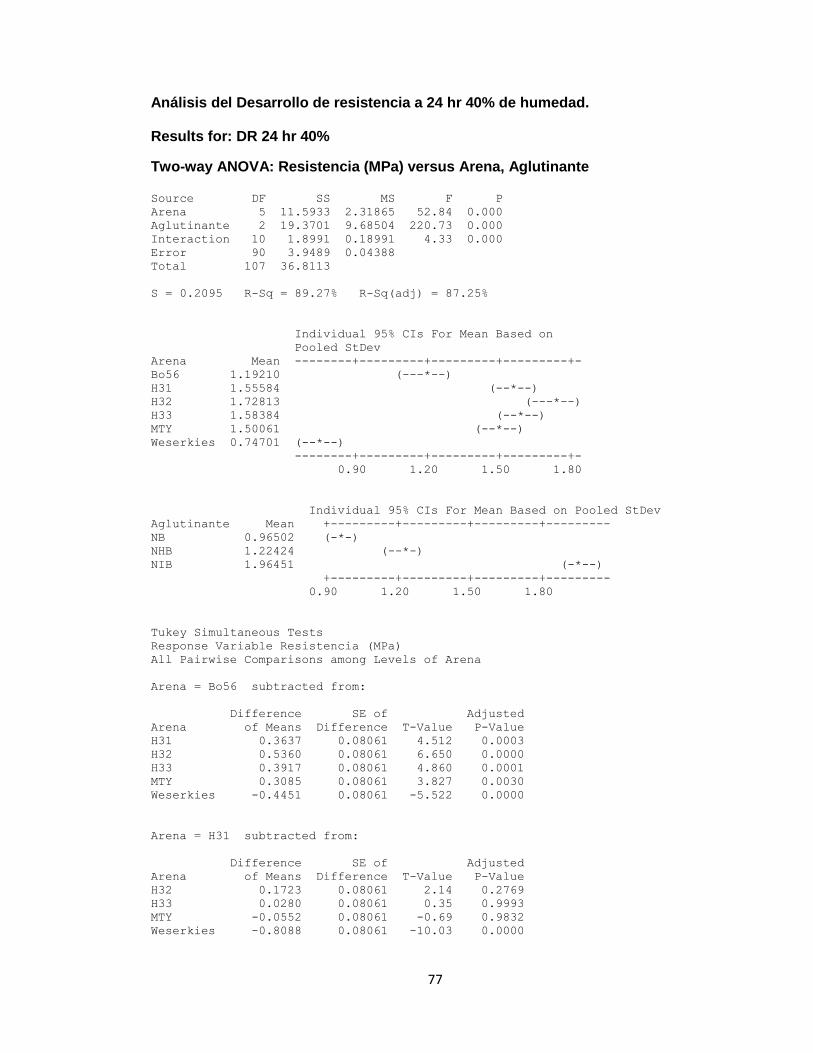
77
Análisis del Desarrollo de resistencia a 24 hr 40% de humedad. Results for: DR 24 hr 40%
Two-way ANOVA: Resistencia (MPa) versus Arena, Aglutinante Source DF SS MS F P
Arena 5 11.5933 2.31865 52.84 0.000
Aglutinante 2 19.3701 9.68504 220.73 0.000
Interaction 10 1.8991 0.18991 4.33 0.000
Error 90 3.9489 0.04388
Total 107 36.8113
S = 0.2095 R-Sq = 89.27% R-Sq(adj) = 87.25%
Individual 95% CIs For Mean Based on
Pooled StDev
Arena Mean --------+---------+---------+---------+-
Bo56 1.19210 (---*--)
H31 1.55584 (--*--)
H32 1.72813 (---*--)
H33 1.58384 (--*--)
MTY 1.50061 (--*--)
Weserkies 0.74701 (--*--)
--------+---------+---------+---------+-
0.90 1.20 1.50 1.80
Individual 95% CIs For Mean Based on Pooled StDev
Aglutinante Mean +---------+---------+---------+---------
NB 0.96502 (-*-)
NHB 1.22424 (--*-)
NIB 1.96451 (-*--)
+---------+---------+---------+---------
0.90 1.20 1.50 1.80
Tukey Simultaneous Tests
Response Variable Resistencia (MPa)
All Pairwise Comparisons among Levels of Arena
Arena = Bo56 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H31 0.3637 0.08061 4.512 0.0003
H32 0.5360 0.08061 6.650 0.0000
H33 0.3917 0.08061 4.860 0.0001
MTY 0.3085 0.08061 3.827 0.0030
Weserkies -0.4451 0.08061 -5.522 0.0000
Arena = H31 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H32 0.1723 0.08061 2.14 0.2769
H33 0.0280 0.08061 0.35 0.9993
MTY -0.0552 0.08061 -0.69 0.9832
Weserkies -0.8088 0.08061 -10.03 0.0000
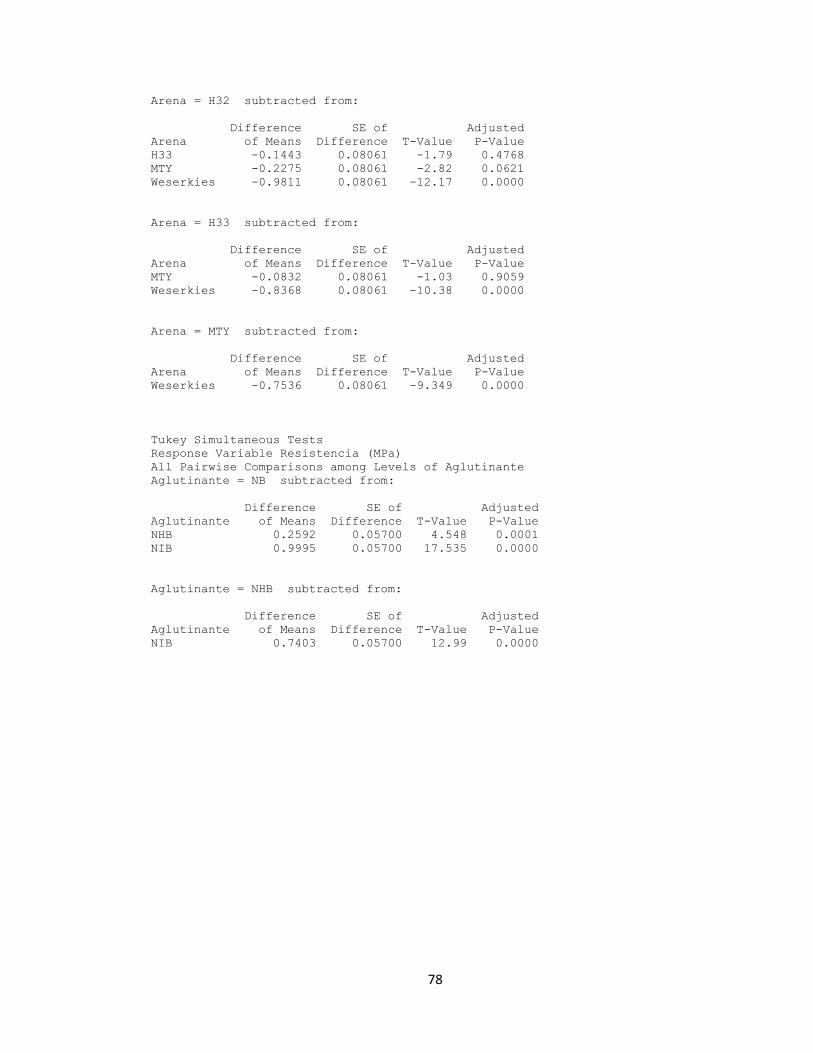
78
Arena = H32 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H33 -0.1443 0.08061 -1.79 0.4768
MTY -0.2275 0.08061 -2.82 0.0621
Weserkies -0.9811 0.08061 -12.17 0.0000
Arena = H33 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
MTY -0.0832 0.08061 -1.03 0.9059
Weserkies -0.8368 0.08061 -10.38 0.0000
Arena = MTY subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
Weserkies -0.7536 0.08061 -9.349 0.0000
Tukey Simultaneous Tests
Response Variable Resistencia (MPa)
All Pairwise Comparisons among Levels of Aglutinante
Aglutinante = NB subtracted from:
Difference SE of Adjusted
Aglutinante of Means Difference T-Value P-Value
NHB 0.2592 0.05700 4.548 0.0001
NIB 0.9995 0.05700 17.535 0.0000
Aglutinante = NHB subtracted from:
Difference SE of Adjusted
Aglutinante of Means Difference T-Value P-Value
NIB 0.7403 0.05700 12.99 0.0000
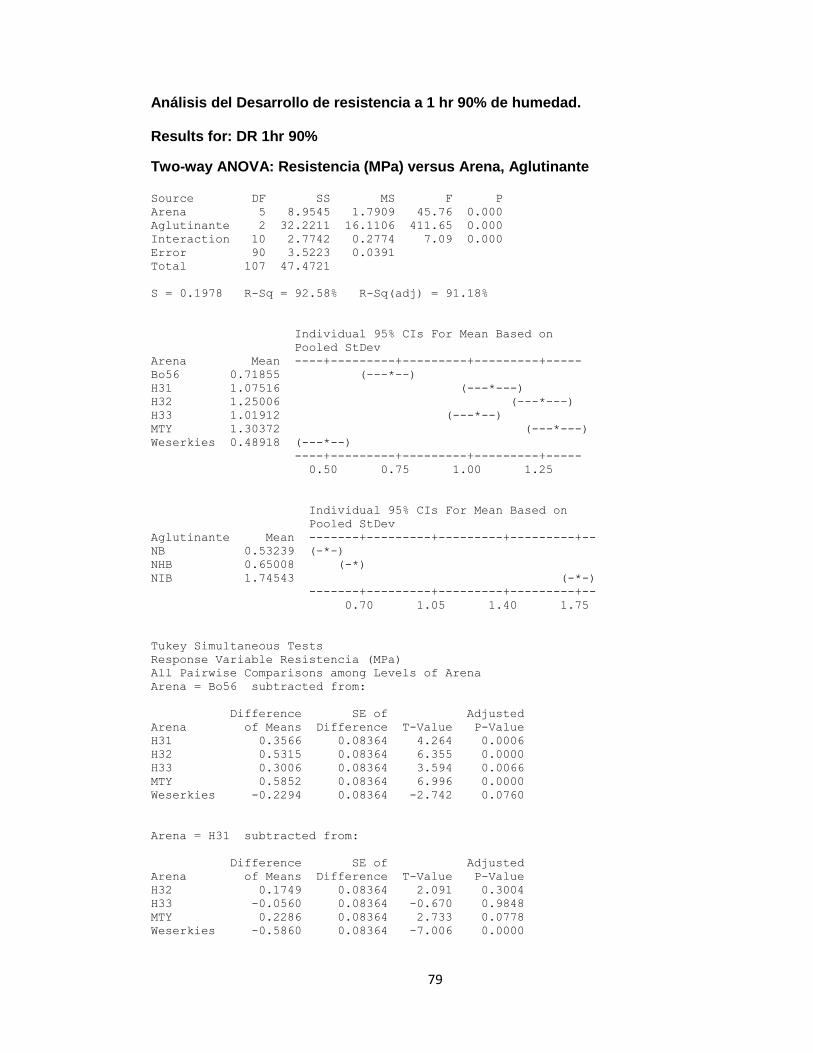
79
Análisis del Desarrollo de resistencia a 1 hr 90% de humedad. Results for: DR 1hr 90%
Two-way ANOVA: Resistencia (MPa) versus Arena, Aglutinante Source DF SS MS F P
Arena 5 8.9545 1.7909 45.76 0.000
Aglutinante 2 32.2211 16.1106 411.65 0.000
Interaction 10 2.7742 0.2774 7.09 0.000
Error 90 3.5223 0.0391
Total 107 47.4721
S = 0.1978 R-Sq = 92.58% R-Sq(adj) = 91.18%
Individual 95% CIs For Mean Based on
Pooled StDev
Arena Mean ----+---------+---------+---------+-----
Bo56 0.71855 (---*--)
H31 1.07516 (---*---)
H32 1.25006 (---*---)
H33 1.01912 (---*--)
MTY 1.30372 (---*---)
Weserkies 0.48918 (---*--)
----+---------+---------+---------+-----
0.50 0.75 1.00 1.25
Individual 95% CIs For Mean Based on
Pooled StDev
Aglutinante Mean -------+---------+---------+---------+--
NB 0.53239 (-*-)
NHB 0.65008 (-*)
NIB 1.74543 (-*-)
-------+---------+---------+---------+--
0.70 1.05 1.40 1.75
Tukey Simultaneous Tests
Response Variable Resistencia (MPa)
All Pairwise Comparisons among Levels of Arena
Arena = Bo56 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H31 0.3566 0.08364 4.264 0.0006
H32 0.5315 0.08364 6.355 0.0000
H33 0.3006 0.08364 3.594 0.0066
MTY 0.5852 0.08364 6.996 0.0000
Weserkies -0.2294 0.08364 -2.742 0.0760
Arena = H31 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H32 0.1749 0.08364 2.091 0.3004
H33 -0.0560 0.08364 -0.670 0.9848
MTY 0.2286 0.08364 2.733 0.0778
Weserkies -0.5860 0.08364 -7.006 0.0000

80
Arena = H32 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H33 -0.2309 0.08364 -2.761 0.0725
MTY 0.0537 0.08364 0.642 0.9875
Weserkies -0.7609 0.08364 -9.097 0.0000
Arena = H33 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
MTY 0.2846 0.08364 3.403 0.0120
Weserkies -0.5299 0.08364 -6.336 0.0000
Arena = MTY subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
Weserkies -0.8145 0.08364 -9.738 0.0000
Tukey Simultaneous Tests
Response Variable Resistencia (MPa)
All Pairwise Comparisons among Levels of Aglutinante
Aglutinante = NB subtracted from:
Difference SE of Adjusted
Aglutinante of Means Difference T-Value P-Value
NHB 0.1177 0.05914 1.990 0.1200
NIB 1.2130 0.05914 20.510 0.0000
Aglutinante = NHB subtracted from:
Difference SE of Adjusted
Aglutinante of Means Difference T-Value P-Value
NIB 1.095 0.05914 18.52 0.0000

81
Análisis del Desarrollo de resistencia a 24 hr 90% de humedad. Results for: DR 24hr 90%
Two-way ANOVA: Resistencia (MPa) versus Arena, Aglutinante Source DF SS MS F P
Arena 5 0.59708 0.11942 28.83 0.000
Aglutinante 2 2.56717 1.28359 309.86 0.000
Interaction 10 0.20664 0.02066 4.99 0.000
Error 90 0.37282 0.00414
Total 107 3.74371
S = 0.06436 R-Sq = 90.04% R-Sq(adj) = 88.16%
Individual 95% CIs For Mean Based on
Pooled StDev
Arena Mean --+---------+---------+---------+-------
Bo56 0.211056 (--*---)
H31 0.217453 (---*---)
H32 0.233541 (---*---)
H33 0.273492 (---*---)
MTY 0.336081 (---*---)
Weserkies 0.090168 (--*---)
--+---------+---------+---------+-------
0.080 0.160 0.240 0.320
Individual 95% CIs For Mean Based on
Pooled StDev
Aglutinante Mean -+---------+---------+---------+--------
NB 0.444597 (-*--)
NHB 0.106639 (-*-)
NIB 0.129660 (-*-)
-+---------+---------+---------+--------
0.10 0.20 0.30 0.40
Tukey Simultaneous Tests
Response Variable Resistencia (MPa)
All Pairwise Comparisons among Levels of Arena
Arena = Bo56 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H31 0.0064 0.02537 0.252 0.9999
H32 0.0225 0.02537 0.886 0.9490
H33 0.0624 0.02537 2.461 0.1461
MTY 0.1250 0.02537 4.927 0.0001
Weserkies -0.1209 0.02537 -4.764 0.0001
Arena = H31 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H32 0.0161 0.02537 0.634 0.9882
H33 0.0560 0.02537 2.209 0.2431
MTY 0.1186 0.02537 4.675 0.0001
Weserkies -0.1273 0.02537 -5.016 0.0000
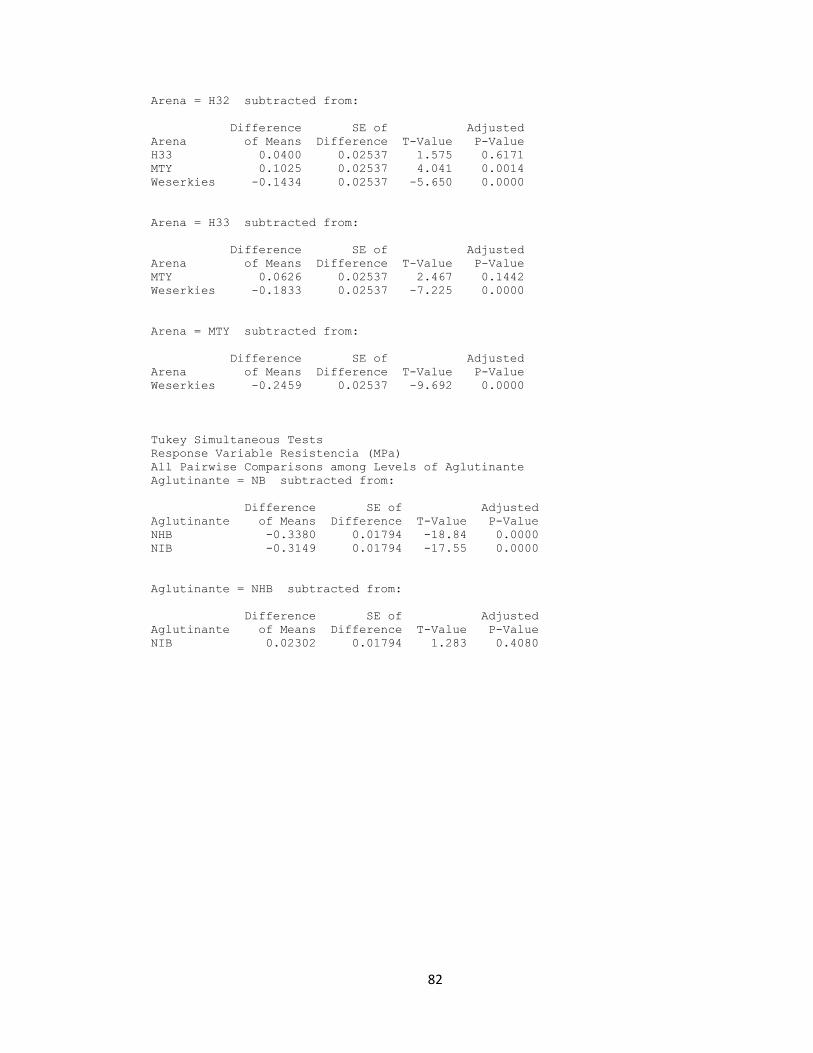
82
Arena = H32 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
H33 0.0400 0.02537 1.575 0.6171
MTY 0.1025 0.02537 4.041 0.0014
Weserkies -0.1434 0.02537 -5.650 0.0000
Arena = H33 subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
MTY 0.0626 0.02537 2.467 0.1442
Weserkies -0.1833 0.02537 -7.225 0.0000
Arena = MTY subtracted from:
Difference SE of Adjusted
Arena of Means Difference T-Value P-Value
Weserkies -0.2459 0.02537 -9.692 0.0000
Tukey Simultaneous Tests
Response Variable Resistencia (MPa)
All Pairwise Comparisons among Levels of Aglutinante
Aglutinante = NB subtracted from:
Difference SE of Adjusted
Aglutinante of Means Difference T-Value P-Value
NHB -0.3380 0.01794 -18.84 0.0000
NIB -0.3149 0.01794 -17.55 0.0000
Aglutinante = NHB subtracted from:
Difference SE of Adjusted
Aglutinante of Means Difference T-Value P-Value
NIB 0.02302 0.01794 1.283 0.4080

83
LISTA DE FIGURAS
CAPITULO II Pág.
Figura 2.1 Tipos de arena 5
Figura 2.2 Morfología de los granos de arena 6
Figura 2.3 Corazones de arena 8
Figura 2.4 Reacción del proceso fenólico/uretánico 14
Figura 2.5 Corazón de caja caliente 16
Figura 2.6 Puentes de resina orgánica base agua entre granos
de arena 18
Figura 2.7 Producción de piezas de aluminio y formación de
emisiones usando corazones orgánicos (izquierda) y
corazones inorgánicos (derecha) 20
Figura 2.8 Proceso de deshidratación del aglutinante base silicato 24
Figura 2.9 Efecto de la humedad sobre los corazones inorgánicos 25
Figura 2.10 Correcta extracción del agua (izquierda), incorrecta
extracción del agua (derecha) 26
CAPITULO III Pág.
Figura 3.1 Agitador de mallas Simpson, utilizado para realizar el
análisis granulométrico 29
Figura 3.2 Mufla para realizar pruebas de perdidas por ignición 30
Figura 3.3 Medidor de pH 31
Figura 3.4 Estereoscopio Olympus SZH10 32
Figura 3.5 Diagrama de Krumbein 33
Figura 3.6 a) Partícula con valor de 0.1 de redondez, b) partícula
con valor de 0.9 de redondez 33
Figura 3.7 Mezclador de arena – aglutinante Hobart 36
Figura 3.8 Sopladora Redford de caja caliente 37

84
Figura 3.9 Probetas de tensión 39
Figura 3.10 Cámara Húmeda 40
Figura 3.11 Tensómetro digital para probetas Simpson Gerosa 40
Figura 3.12 Microscopio electrónico de barrido 41
CAPITULO IV Pág.
Figura 4.1 Valores de pH de las arenas 45
Figura 4.2 Micrografía de la arena Weserkies a 20x 46
Figura 4.3 Micrografía de la arena Bo56 a 40x 47
Figura 4.4 Micrografía de la arena H31 a 40x 47
Figura 4.5 Micrografía de la arena H32 a 40x 48
Figura 4.6 Micrografía de la arena H33 a 40x 48
Figura 4.7 Micrografía de la arena MTY a 40x 49
Figura 4.8 Desarrollo de resistencia de las diferentes arenas
mezcladas con aglutinante orgánico 50
Figura 4.9 Desarrollo de resistencia de las diferentes arenas
mezcladas con aglutinante inorgánico 51
Figura 4.10 Desarrollo de resistencia de las diferentes arenas
mezcladas con aglutinante híbrido 52
Figura 4.11 Resistencias inmediatas obtenidas de cada una de las
arenas con los 3 tipos de aglutinantes 53
Figura 4.12 Desarrollo de resistencia a 1 hora de cada una de las
arenas con los 3 tipos de aglutinantes 55
Figura 4.13 Desarrollo de resistencia a 24 horas de cada una de las
arenas con los 3 tipos de aglutinantes 55
Figura 4.14 Desarrollo de resistencia de las diferentes arenas
mezcladas con aglutinante orgánico 56
Figura 4.15 Desarrollo de resistencia de las diferentes arenas
mezcladas con aglutinante inorgánico 57

85
Figura 4.16 Desarrollo de resistencia de las diferentes arenas
mezcladas con aglutinante híbrido 58
Figura 4.17 Micrografía por SEM. Puentes entre los granos de arena
Weserkies con aglutinante orgánico 60
Figura 4.18 Micrografía por SEM. Puentes entre los granos de arena
H32 con aglutinante orgánico 60
Figura 4.19 Micrografía por SEM. Puentes entre los granos de arena
H31 con aglutinante orgánico 61
Figura 4.20 Micrografía por SEM. Puentes entre los granos de arena
MTY con aglutinante inorgánico 62
Figura 4.21 Micrografía por SEM. Puentes entre los granos de arena
Bo56 con aglutinante inorgánico 63
Figura 4.22 Micrografía por SEM. Puentes entre los granos de arena
H31 con aglutinante inorgánico 63
Figura 4.23 Micrografía por SEM. Puente agrietado entre los granos
de arena H32 con aglutinante inorgánico 64
Figura 4.24 Micrografía por SEM. Puentes entre los granos de arena
Bo56 con aglutinante híbrido 65
Figura 4.25 Micrografía por SEM. Puentes entre los granos de arena
H32 con aglutinante híbrido 66
Figura 4.26 Micrografía por SEM. Puentes entre los granos de arena
H33 con aglutinante híbrido 66
APENDICES Pág.
Figura A1. Distribución granulométrica de la arena Weserkies 69
Figura A2. Distribución granulométrica de la arena Bo56 69
Figura A3. Distribución granulométrica de la arena H31 70
Figura A4. Distribución granulométrica de la arena H32 70
Figura A5. Distribución granulométrica de la arena H33 71
Figura A6. Distribución granulométrica de la arena MTY 71
86
LISTA DE TABLAS
CAPITULO II Pág.
Tabla 2.1 Sistemas de aglutinación, clasificado con su mecanismo
de curado. 12
CAPITULO III Pág.
Tabla 3.1 Diseño de experimentos para el desarrollo de resistencia 35
CAPITULO IV Pág.
Tabla 4.1 Valores de AFS y porcentaje de finos de las arenas 43
Tabla 4.2 Valores de L.O.I. de las arenas 44
APENDICES Pág.
Tabla B1. Análisis químico realizado en los laboratorios Fairchild, S.A. 72