unidad 5: topicos selectos
TRANSCRIPT
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
INSTITUTO TECNOLÓGICO SUPERIOR
DE FELIPE CARRILLO PUERTO
Organismo público descentralizado del gobierno del
estado de quintana Roo
LA TECNOLOGIA Y SU ENTORNO
Unidad 5
Topicos selectos
DOCENTE: ARANDA CUEVAS NIELS
EQUIPO:
Pinzón García José Baltazar
Chan Galaz Jimmy Abigael
Velázquez Chi Luis Enrique
Villegas Ramírez Yamili Isabel
CARRERA: Ingeniería en Gestión Empresarial
GRUPO: “B”
AULA: H-2
SEMESTRE: VII semestre
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
INDICE
INTRODUCCIÓN ........................................................................................................... 2
TÓPICOS SELECTOS .................................................................................................. 3
PLANEACIÓN................................................................................................................. 3
CONTROL DE LA PRODUCCION.............................................................................. 4
TECNOLOGÍAS APLICADAS AL PROCESO DE PRODUCCIÓN........................ 4
AVANCES TECNOLÓGICOS EN EL PROCESO DE PRODUCCIÓN: ................ 7
SIMULADORES ............................................................................................................. 7
TIPOS DE SIMULADORES ......................................................................................... 8
MANEJO DE SIMULADORES ..................................................................................... 9
CONCLUSIÓN.............................................................................................................. 21
INTRODUCCIÓN
Este trabajo se hizo con la finalidad de conocer los tópicos selectos los
cuales consisten de las tecnologías aplicadas a la planeación y control de
la producción, y el manejo de los simuladores dentro de la parte
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
productiva, administrativa, ejecutiva y todas las áreas de la organización
que necesitan una simulación de las funciones que realizan para corregir
errores, en esta carpeta se encuentran temas de importancia para el
conocimiento del alumno, el objetivo de esta investigación es conocer las
tecnologías que se implementan en la planeación de la producción por
parte de la empresa.
TÓPICOS SELECTOS
PLANEACIÓN
La planeación implica crear el futuro desde el presente con una visión
prospectiva, es decir como una prolongación de éste y comprende por lo tanto
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
el
establecimiento anticipado de objetivos, políticas, estrategias, reglas,
procedimientos, programas, presupuestos, pronósticos, etc.
"Planeación" significa desarrollar una estrategia general y un enfoque
detallado para la naturaleza, oportunidad y alcance esperados de la auditoría.
El auditor plantea desempeñar la auditoría de manera eficiente y oportuna
Planeación es la acción y efecto de planear o planificar. También se utilizan
conceptos similares como planeamiento o planificación. Es el proceso y
resultado de planificar una tarea simple o compleja teniendo en cuenta factores
internos y externos orientados a la obtención uno o varios objetivos.
CONTROL DE LA PRODUCCION
Podemos definir el control de producción, como la toma de decisiones y
acciones que son necesarias para corregir el desarrollo de un proceso, de
modo que se apegue al plan trazado. Una definición más amplia, sería:
"Función de dirigir o regular el movimiento metódico de los materiales por todo
el ciclo de fabricación, desde la requisición de materias primas, hasta la
entrega del producto terminado, mediante la transmisión sistemática de
instrucciones a los subordinados, según el plan que se utiliza en las
instalaciones del modo más económico"
TECNOLOGÍAS APLICADAS AL PROCESO DE PRODUCCIÓN
La tecnología no determina la organización del trabajo sino que la refleja y
refuerza su visión previa sobre la división del trabajo que queda incorporada al
diseño tecnológico.
Las tecnologías pueden ser diseñadas y elegidas para que provoquen efectos
directos sobre la organización del trabajo y sobre las funciones y tareas de los
trabajadores. Los efectos de la tecnología sobre el trabajo son hechos
examinados en el diseño de las técnicas de producción, que podían haberse
construido de otro modo, dependiendo de la configuración de las relaciones
sociales en la empresa, es decir de los significados que trabajadores y
empresarios dan a una tecnología de producción concreta. Un mismo artefacto
tecnológico no solo puede ser utilizado de diferentes maneras sino que puede
tener impactos productivos y laborales diferentes.
Los artefactos técnicos son tecnologías políticas o sociales, es decir, buscan
producir un cambio en el comportamiento o acción humana. Son dispositivos
de disciplina miento productores de sujetos para que se comporten como se ha
establecido. Por lo tanto el diseño de artefactos tecnológicos y su implantación
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
en los
procesos
productivos implica adoptar en la innovación una serie de concepciones sobre
el trabajo y los trabajadores.
Considerando la tecnología como producto social, aparecen diferentes formas
de automatización o de estrategias empresariales diferenciadas que persiguen
objetivos económicos y productivos a través de concepciones particulares
sobre el trabajo y los trabajadores.
Dos formas sociales de automatización:
a) Sistemas tecnocéntricos de automatización:
Hacer más que el hombre sin el hombre o lo que es lo mismo, cualquier
solución técnica es más eficaz que las posibles soluciones organizativas o de
gestión.
Esta convicción refleja la búsqueda de una única solución tecnológica posible –
one way taylorista – para el logro de los objetivos empresariales: la eliminación
del trabajo humano, al que se le considera un obstáculo para el logro de los
objetivos empresariales y la tecnología se considera como garantía a esos
obstáculos “La máquina tiene como fin la total certidumbre”. Esta forma social
de innovación tiene como objetivo el establecimiento de una “fábrica sin
hombres” o una “fábrica automática” en lo que presencia de los trabajadores es
reducida al máximo.
Esta apuesta social supone el desarrollo de estrategias de carácter taylorista
basadas:
1. Especialización o división máxima de las tareas de los trabajadores.
2. Control de su actividad para evitar su autonomía en el establecimiento de
ritmos y reglas de producción.
Los sistemas tecnocéntricos pretenden reducir al trabajador a ser un mero
servidor de la máquina, debiendo ser él el que se adapte a los ritmos de esta,
sin poder intervenir.
Implica una descualificación de los trabajadores, puesto que el contenido de las
tareas pasa a ser desempeñado por las máquinas, a las que le traslada su
cualificación. – expropiación del saber obrero –.
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
El
objetivo
del proceso de automatización tecnocéntricos es claro: reemplazar al
trabajador cualificado por la máquina, tan solo manteniendo el trabajo
descualificado.
- Las decisiones teóricas de este tipo de automatización persiguen: la
reducción del contenido intelectual o cualificado de las tareas de los
operadores, que en el diseño tecnológico se traslada a los contenidos de la
máquina.
- La sobreestima la fiabilidad de la máquina.
b) Sistemas antropocéntricos de automatización:
Es un estilo tecnológico que interpreta el papel de los trabajadores como
central, al considerar que son los operadores quienes deben pilotar la
instalación tecnológica para resolver y anticipar problemas e incidentes. Es el
trabajador el que establece la fiabilidad del proceso de producción.
Esta forma social de innovación tecnológica se puede denominar “sistemas de
automatización de integración”:
1. Imagen del trabajo y los trabajadores centrados en la necesidad de su
cualificación como sujetos pensantes y actuantes. Es preciso dejar al operador
un amplio margen de maniobra que le permita tomar iniciativas tanto en tareas
de ejecución como de planificación.
2. Las pericias y conocimientos experimentales que los trabajadores tienen
sobre el funcionamiento y la lógica del sistema de producción transmitida entre
los propios trabajadores. Lo que es importante conocer estos flujos de
transmisión de pericias que son las que permiten sacar los inocentes y la
producción.
3. Está basado en el trabajo cualificado y en las decisiones humanas. Implica
buscar una utilización de la tecnología en que se contemplan los deseos y
necesidades de los trabajadores. Permite el abandono de políticas
organizativas de carácter Taylorista a través de una apuesta por el desarrollo
de las facultades creadoras del operario, que desarrollan nuevas pericias para
afrontar nuevas situaciones de las condiciones particulares del trabajo, que son
fundamentales para lograr los objetivos de producción y calidad, los conceptos
antropocéntricos del trabajo están basados en combinar el trabajo integrado del
trabajo y la experiencia hacia o través de la tecnología.
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
Estos
dos
modelos de automatización responden a concepciones distintas sobre el papel
del trabajador y sus características que los diseñadores e introductores de la
tecnología tienen.
Estas visiones suponen el establecimiento de una alternativa organizativa u
otro, que a través del proceso de toma de decisiones acaban en el
equipamiento tecnológico diseñado.
Una determinada tecnología implica comprometerse con un modelo social.
(Visión tecnocéntricos o antropocéntrica). Aunque es habitual fenómenos de
hibridación entre ambos modelos o extremos.
AVANCES TECNOLÓGICOS EN EL PROCESO DE PRODUCCIÓN:
1. El control numérico: El control de máquinas mediante programas de
ordenador. Ejemplo: corte, taladro, perforación.
2. El control de procesos: Tecnología de información para vigilar el proceso
físico. Ejemplo: nivel de humedad.
3. Los sistemas de visión: Combinación de cámaras y programas de
ordenadores. Ejemplo: Tareas de inspección en procesos de producción de
alimentos
4. Robots: Máquinas flexibles con capacidad de arrastrar, sujetar, agarrar.
5. Sistemas automatizados de recuperación y almacenamiento: Colocación y
retirada de componentes y productos desde zonas designadas en el almacén.
6. Vehículos guiados por ordenador: Utilizados en empresas de fabricación
para mover componentes y equipos de un lugar a otro.
7. Sistemas de fabricación flexible (FMS): Sistemas controlado por ordenador
central que conecta varios centros o estaciones de trabajo informatizados con
sistema automático de manipulación de materiales.
8. fabricación integrada por ordenador: todo el proceso controlado por el
ordenador. Módulos, células, grupos de sistemas, líneas (flexible de
fabricación).
SIMULADORES
Un simulador es un aparato, por lo general informático, que permite la
reproducción de un sistema. Los simuladores reproducen sensaciones y
experiencias que en la realidad pueden llegar a suceder.
Un simulador pretende reproducir tanto las sensaciones físicas
(velocidad, aceleración, percepción del entorno) como el comportamiento de
los equipos de la máquina que se pretende simular. Para simular las
sensaciones físicas se puede recurrir a complejos mecanismos hidráulicos
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
comandados por potentes ordenadores que mediante modelos matemáticos
consiguen reproducir sensaciones de velocidad y aceleración. Para reproducir
el entorno exterior se emplean proyecciones de bases de datos de terreno. A
este entorno se le conoce como "Entorno Sintético".Para simular el
comportamiento de los equipos de la máquina simulada se pueden recurrir
varias técnicas. Se puede elaborar un modelo de cada equipo, se puede utilizar
el equipo real o bien se puede utilizar el mismo software que corre en el equipo
real pero haciéndolo correr en un ordenador más convencional (y por lo tanto
más barato). A esta última opción se la conoce como "Software Rehosteado".
Los simuladores más complejos son evaluados y cualificados por las
autoridades competentes. En el caso de los simuladores de vuelo la
cualificación la realiza la organización de aviación civil de cada país, que
proporciona a cada simulador un código indicando su grado de realismo. En los
simuladores de vuelo de mayor realismo las horas de entrenamiento
contabilizan como horas de vuelo reales y capacitan al piloto para realizar su
labor.
TIPOS DE SIMULADORES
Simulador de conducción: permiten a los alumnos de autoescuela, enfrentarse
con mayor seguridad a las primeras clases prácticas, además de permitirles
practicar de manera ilimitada situaciones específicas (aparcamientos,
incorporaciones desde posiciones de escasa visibilidad, conducción en
condiciones climatológicas adversas, ). Uno de estos simuladores es
SIMESCAR, desarrollado por la firma SIMUMAK.
Simulador de carreras: es el tipo de simulador más popular; se puede conducir
un automóvil, motocicleta, camión, etc. Ejemplos: rFactor, GTR, GT Legends
,toca racer.
Simulador de vuelo o de aviones: permite dominar el mundo de la aviación y
pilotar aviones, helicópteros... Ejemplos: Microsoft Flight Simulator, X-Plane.
Simulador de vuelo de combate: es como el tipo anterior de simulador, pero
especializado en el ámbito militar. Ejemplos: Rise of Flight, IL-2
Sturmovik, Lock On, Digital Combat Simulator.
Simulador de trenes: permite controlar un tren. Ejemplos: Microsoft Train
Simulator, Trainz , BVE Trainsim.
Simulador de vida o de dinámica familiar: permite controlar una persona y su
vida. Ejemplo: Los Sims.
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
Simulador de negocio: permite simular un entorno empresarial. Es posible jugar
diferentes roles dentro de las funciones típicas de un negocio. Ejemplos:
EBSims, Market Place, Flexsim, Emprendiendo.
Simulador político: permite rolear como político. Ejemplos: Las Cortes de
Extremapol, Politica xxi, Simupol, Dolmatovia
Simulador de redes: permite simular redes. Ejemplos: Omnet++, ns2.
Simulador clínico médico: permite realizar diagnósticos clínicos sobre pacientes
virtuales. El objetivo es practicar con pacientes virtuales casos clínicos, bien
para practicar casos muy complejos, preparando al médico para cuando se
encuentre con una situación real o bien para poder observar como un colectivo
se enfrenta a un caso clínico, para poder sacar conclusiones de si se está
actuando correctamente, siguiendo el protocolo de actuación establecido.
Ejemplo: Simulador clínico Mediteca
Simulador musical: permite reproducir sonidos con un instrumento de juguete.
Ejemplo, Guitar Hero, Dj Hero, Band Hero de Activision Blizzard y Rock
Band de Harmonix
Simulador termosolar: permite analizar la influencia de la producción de
electricidad en la modificación de ciertos parámetros en una central solar
termoeléctrica.
Simulador de ciberdefensa: reproduce un entorno en el cual se llevan a cabo
acciones de ataque sobre un sistema de información determinado, pudiendo a
su vez ejecutar acciones defensivas con el objetivo de verificar su eficacia ante
dichos ciberataques. Estos simuladores suelen tener propósitos de
entrenamiento y formación así como de experimentación y validación de
nuevas tecnologías o configuraciones. Los simuladores de ciberdefensa
pueden emplear diferentes técnicas en función del compromiso deseado entre
fidelidad y escalabilidad.
MANEJO DE SIMULADORES
Manufactura: Significa fabricar o producir objetos o mercancías manualmente o
por medios mecánicos. Sin embargo desde el punto de vista moderno envuelve
todas las actividades necesarias para transformar la materia prima en producto
terminado, para entregar el producto al cliente y soportar el desempeño del
producto en el campo. Este concepto de manufactura empieza con el concepto
de la entrega del producto, incluye actividades de diseño y especificaciones y
se extiende hasta la entrega y actividades de ventas, por lo tanto involucra la
integración de todos los sistemas de información.
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
Integración: Este término debe ser visto claramente por los diferentes
departamentos de la empresa sin importar la actividad que estén
desempeñando, por lo tanto la necesidad de información es básica.
Integración significa que la información requerida por cada departamento esté
disponible oportunamente, exactamente en el formato requerido y sin
preguntas. Los datos deben venir directamente de su origen, que incluyen a las
actividades de cada una de las áreas de la empresa.
Las Computadoras son herramientas que se seleccionan para las actividades
de automatización y también pueden ser seleccionadas para la integración
automatizada. Entonces la manufactura CIM se define como el uso de la
tecnología por medio de las computadoras para integrar las actividades de la
empresa.
La tecnología computacional es la tecnología que integra todas las otras
tecnologías CIM. La tecnología computacional incluye todo el rango de
hardware y de software ocupado en el ambiente CIM, incluyendo lo necesario
para las telecomunicaciones. Existe una jerarquía de control en los ambientes
manufactureros, en la cual hay 5 niveles principales que se detallan a
continuación:
Control de máquinas (PLCs)
Control de celdas
Computador de área
Computador de planta
Computador corporativo
El nivel más bajo (1) consiste en productos basados en microprocesadores que
controlan directamente las máquinas. En el segundo nivel, varias máquinas
trabajan en conjunto, y aunque cada una de ellas trabaja con su propio control,
existe un computador central que las maneja. El tercer nivel monitorea
operaciones de un área de la planta, por ejemplo, una línea de ensamblado o
una línea de soldadura robotizada. El computador de planta sirve más para
funciones administrativas, puesto que a pesar de que la planeación debe
hacerse a distintos niveles, siempre existe alguien que los autoriza y divide las
labores en la planta. Finalmente, y al tope de la jerarquía de control,
encontramos el computador corporativo, dentro del cual reside la base de datos
y los programas financieros y administrativos de la empresa. Una de las más
importantes funciones de este computador es organizar la base de datos, de tal
manera que ella pueda ser fácilmente manejada y guardada.
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
Las comunicaciones entre los sistemas son vital en un ambiente moderno de
manufactura. Una jerarquía de computadores que se comunican entre ellos
implica al menos una estandarización en los protocolos de comunicación. Es
así como existen los protocolos MAP y TOP (Manufacturing Automation
Protocol y Technical and Office Protocol), los cuales permiten fluidez en la
integración de los departamentos. Los protocolos son reglas que gobiernan la
interacción entre entidades comunicadas, y deben proveer una serie de
servicios:
Permitir la transmisión de datos entre programas o procesos en la red interna
Tener mecanismos de control entre hardware y software
Aislar a los programadores del resto, cuando éstos lo necesitan
Ser modular, de tal manera que elegir entre protocolos alternativos tenga el
mínimo impacto
Permitir comunicación con otras redes
Al ser creado, el MAP especificó un protocolo funcional de red para la fábrica
misma; en cambio, el TOP lo especificó para el procesamiento de información
en ambientes técnicos y de negocios. Sin embargo, ambos protocolos cumplen
funciones similares y están normalizados por la ISO en conformidad a la
referencia de las "siete capas".
La implementación de un sistema CIM debe verse por el valor de ella como una
herramienta estratégica y no como una mera inversión de capital. Para aquellas
compañías que eligen CIM, los beneficios son reales, y pueden significar la
diferencia entre el éxito y el fracaso.
Para las empresas que estén evaluando la implementación de CIM, existe una
lista de opciones que deberían tener claras:
Constatar la estrategia y los fines del negocio
Comprometerse con la integración total, no solo buscar la excelencia en puntos
aislados o convenientes
Estudiar la compatibilidad entre los sistemas existentes
Comprometerse a manejar toda la información de manera digital
Estar de acuerdo con las normas y estándares existentes
Tener aptitud para aprender del nuevo hardware y software
Tener aptitud para aprender de la experiencia de otras compañías
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
Conocer de las tecnologías JIT y de grupo
Ajustar los departamentos y las funciones de cada uno para manejar una
organización en red
Usar fuentes externas (Universidades, asociaciones profesionales y
consultores)
Identificar potenciales beneficios
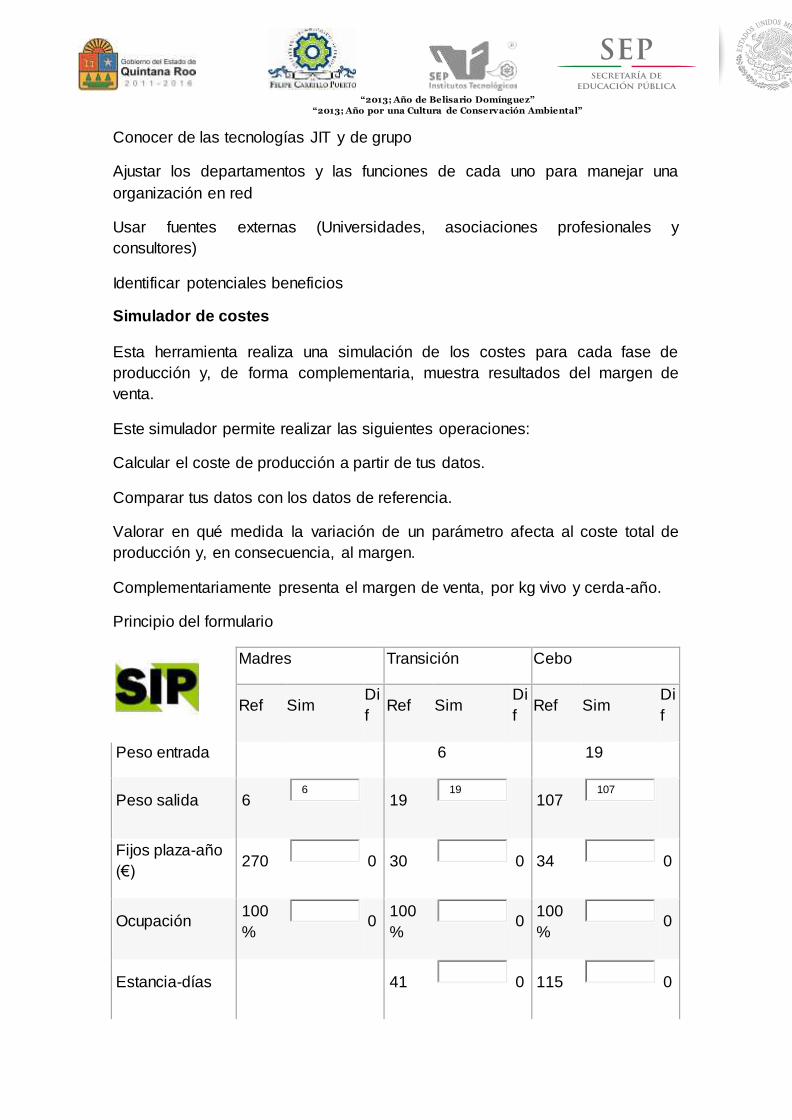
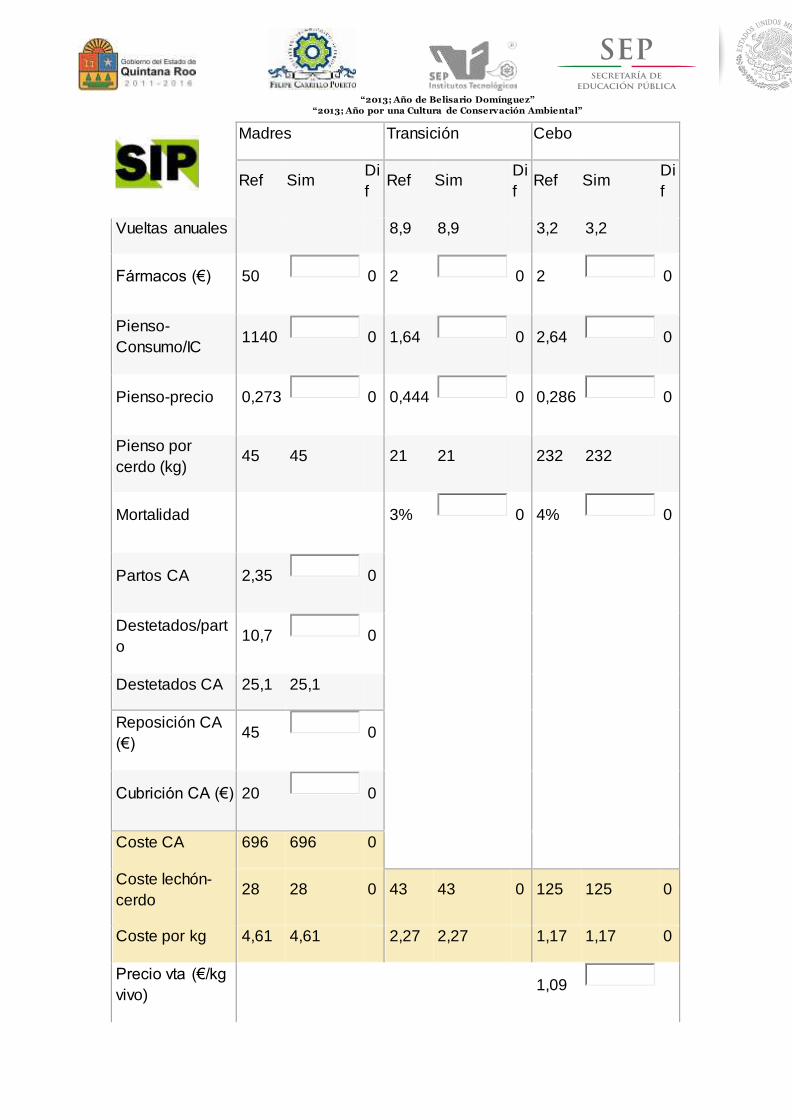
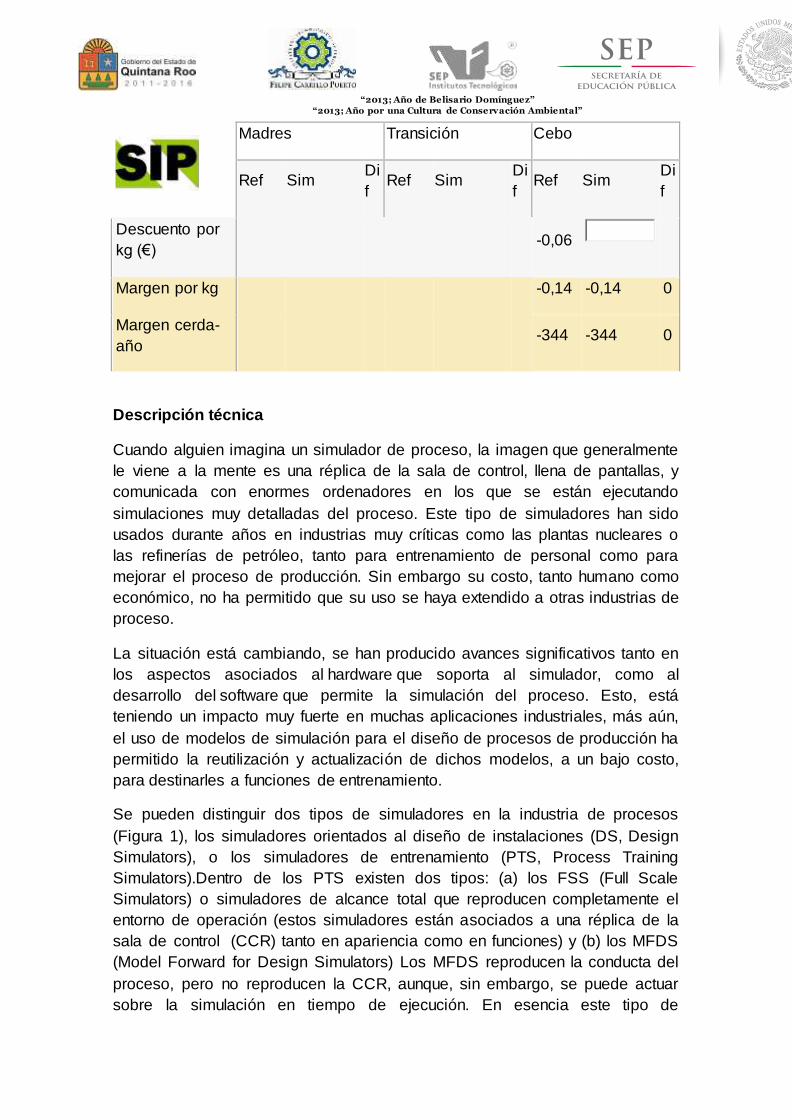
Simulador de costes
Esta herramienta realiza una simulación de los costes para cada fase de
producción y, de forma complementaria, muestra resultados del margen de
venta.
Este simulador permite realizar las siguientes operaciones:
Calcular el coste de producción a partir de tus datos.
Comparar tus datos con los datos de referencia.
Valorar en qué medida la variación de un parámetro afecta al coste total de
producción y, en consecuencia, al margen.
Complementariamente presenta el margen de venta, por kg vivo y cerda-año.
Principio del formulario
Madres Transición Cebo
Ref Sim Di
f Ref Sim
Di
f Ref Sim
Di
f
Peso entrada
6
19
Peso salida 6 6
19
19
107
107
Fijos plaza-año
(€) 270
0 30
0 34
0
Ocupación 100
% 0
100
% 0
100
% 0
Estancia-días
41
0 115
0
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
Madres Transición Cebo
Ref Sim Di
f Ref Sim
Di
f Ref Sim
Di
f
Vueltas anuales
8,9 8,9
3,2 3,2
Fármacos (€) 50
0 2
0 2
0
Pienso-
Consumo/IC 1140
0 1,64
0 2,64
0
Pienso-precio 0,273
0 0,444
0 0,286
0
Pienso por
cerdo (kg) 45 45
21 21
232 232
Mortalidad
3%
0 4%
0
Partos CA 2,35
0
Destetados/part
o 10,7
0
Destetados CA 25,1 25,1
Reposición CA
(€) 45
0
Cubrición CA (€) 20
0
Coste CA 696 696 0
Coste lechón-
cerdo 28 28 0 43 43 0 125 125 0
Coste por kg 4,61 4,61
2,27 2,27
1,17 1,17 0
Precio vta (€/kg
vivo) 1,09
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
Madres Transición Cebo
Ref Sim Di
f Ref Sim
Di
f Ref Sim
Di
f
Descuento por
kg (€) -0,06
Margen por kg
-0,14 -0,14 0
Margen cerda-
año -344 -344 0
Descripción técnica
Cuando alguien imagina un simulador de proceso, la imagen que generalmente
le viene a la mente es una réplica de la sala de control, llena de pantallas, y
comunicada con enormes ordenadores en los que se están ejecutando
simulaciones muy detalladas del proceso. Este tipo de simuladores han sido
usados durante años en industrias muy críticas como las plantas nucleares o
las refinerías de petróleo, tanto para entrenamiento de personal como para
mejorar el proceso de producción. Sin embargo su costo, tanto humano como
económico, no ha permitido que su uso se haya extendido a otras industrias de
proceso.
La situación está cambiando, se han producido avances significativos tanto en
los aspectos asociados al hardware que soporta al simulador, como al
desarrollo del software que permite la simulación del proceso. Esto, está
teniendo un impacto muy fuerte en muchas aplicaciones industriales, más aún,
el uso de modelos de simulación para el diseño de procesos de producción ha
permitido la reutilización y actualización de dichos modelos, a un bajo costo,
para destinarles a funciones de entrenamiento.
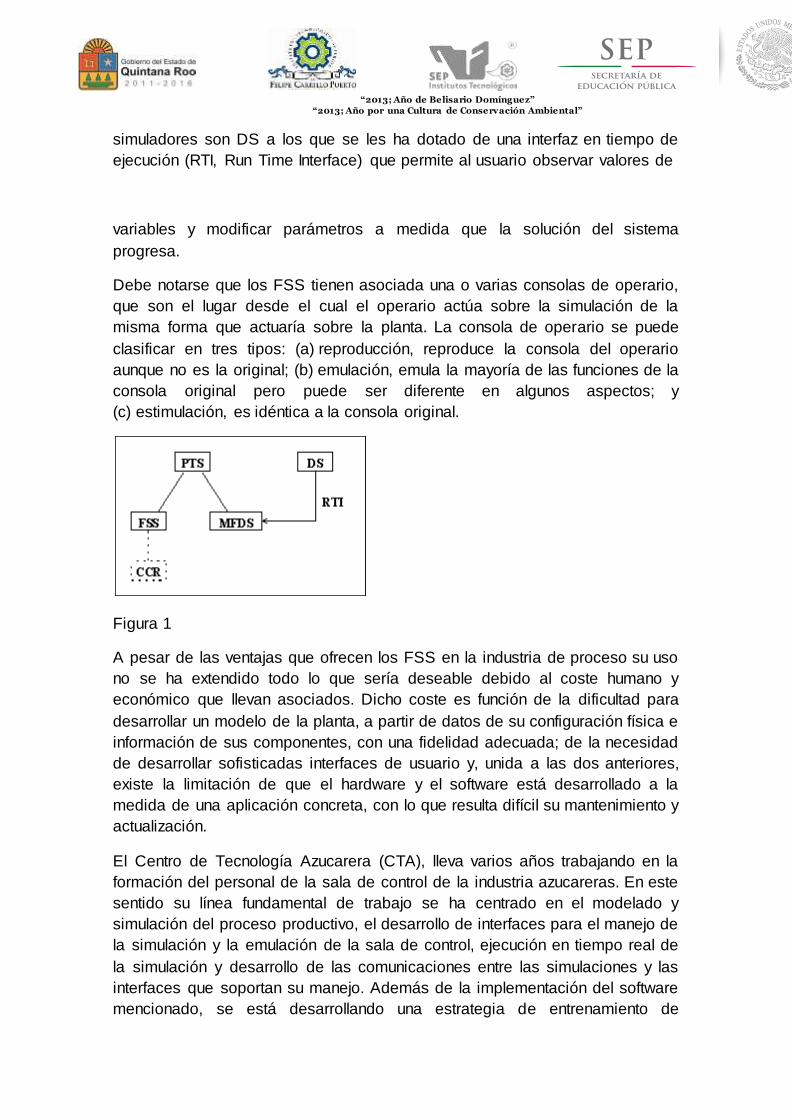
Se pueden distinguir dos tipos de simuladores en la industria de procesos
(Figura 1), los simuladores orientados al diseño de instalaciones (DS, Design
Simulators), o los simuladores de entrenamiento (PTS, Process Training
Simulators).Dentro de los PTS existen dos tipos: (a) los FSS (Full Scale
Simulators) o simuladores de alcance total que reproducen completamente el
entorno de operación (estos simuladores están asociados a una réplica de la
sala de control (CCR) tanto en apariencia como en funciones) y (b) los MFDS
(Model Forward for Design Simulators) Los MFDS reproducen la conducta del
proceso, pero no reproducen la CCR, aunque, sin embargo, se puede actuar
sobre la simulación en tiempo de ejecución. En esencia este tipo de
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
simuladores son DS a los que se les ha dotado de una interfaz en tiempo de
ejecución (RTI, Run Time Interface) que permite al usuario observar valores de
variables y modificar parámetros a medida que la solución del sistema
progresa.
Debe notarse que los FSS tienen asociada una o varias consolas de operario,
que son el lugar desde el cual el operario actúa sobre la simulación de la
misma forma que actuaría sobre la planta. La consola de operario se puede
clasificar en tres tipos: (a) reproducción, reproduce la consola del operario
aunque no es la original; (b) emulación, emula la mayoría de las funciones de la
consola original pero puede ser diferente en algunos aspectos; y
(c) estimulación, es idéntica a la consola original.
Figura 1
A pesar de las ventajas que ofrecen los FSS en la industria de proceso su uso
no se ha extendido todo lo que sería deseable debido al coste humano y
económico que llevan asociados. Dicho coste es función de la dificultad para
desarrollar un modelo de la planta, a partir de datos de su configuración física e
información de sus componentes, con una fidelidad adecuada; de la necesidad
de desarrollar sofisticadas interfaces de usuario y, unida a las dos anteriores,
existe la limitación de que el hardware y el software está desarrollado a la
medida de una aplicación concreta, con lo que resulta difícil su mantenimiento y
actualización.
El Centro de Tecnología Azucarera (CTA), lleva varios años trabajando en la
formación del personal de la sala de control de la industria azucareras. En este
sentido su línea fundamental de trabajo se ha centrado en el modelado y
simulación del proceso productivo, el desarrollo de interfaces para el manejo de
la simulación y la emulación de la sala de control, ejecución en tiempo real de
la simulación y desarrollo de las comunicaciones entre las simulaciones y las
interfaces que soportan su manejo. Además de la implementación del software
mencionado, se está desarrollando una estrategia de entrenamiento de
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
operarios
sobre la
base del uso de las técnicas de simulación junto con sesiones teóricas en las
que se explican fundamentos físicos-químicos, conceptos básicos de control y
manejo del sistema de control. Para ello se recurre al uso de dos tipos de
simuladores diferentes, unos del tipo MFDS y otro del tipo FSS.
Los simuladores del tipo MFDS son módulos de simulación que se ejecutan tan
rápido como sea posible y disponen de una interfaz de manejo de la simulación
desde la que se pueden cambiar los parámetros más importantes del sistema
simulado (Figura 2). Existen dos tipos de módulos, unos en los que el operario
cambia los parámetros del modelo, simula un intervalo de tiempo, vuelve a
cambiar los parámetros del modelo, vuelve a simular y así sucesivamente
hasta que se alcanza la condición de finalización de la simulación (que
generalmente es por tiempo máximo). En el segundo tipo de módulos, el
alumno modifica valores de los parámetros del modelo y ejecuta algún
experimento predefinido. En ambos tipos de módulos los resultados se
presentan de un modo gráfico.
Figura 2
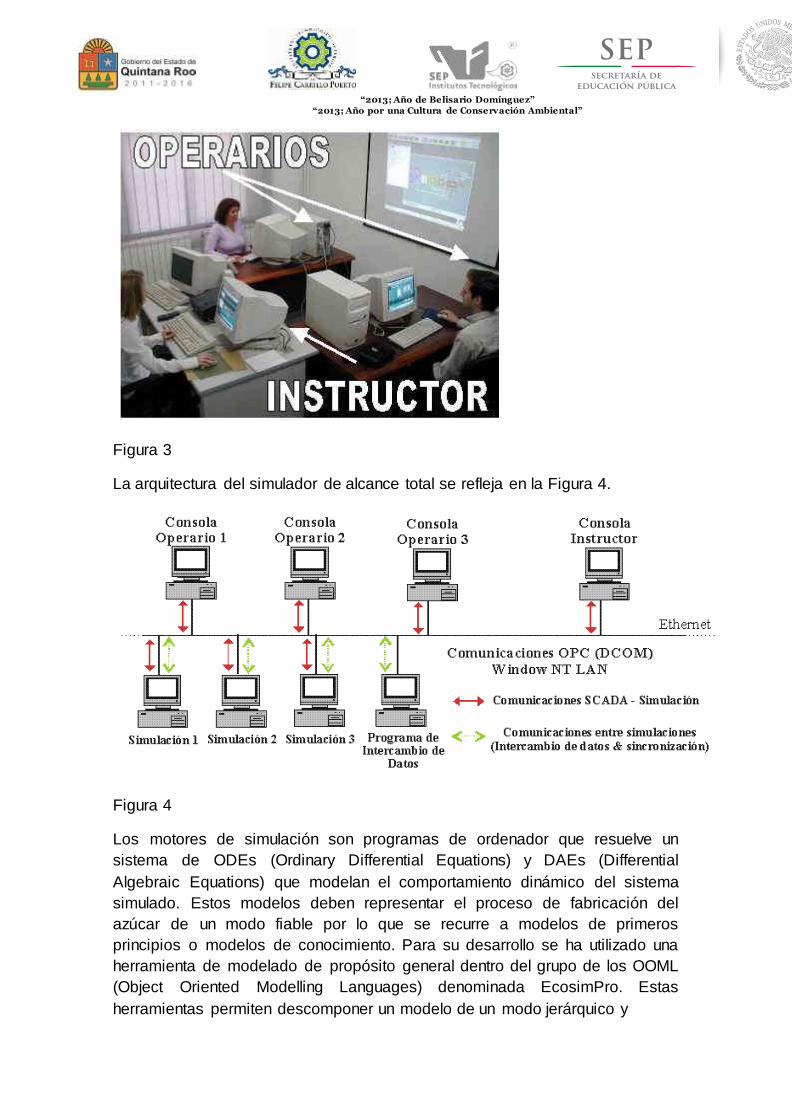
El simulador del tipo FSS desarrollado emula la sala de control de una factoría
azucarera (Figura 3). Desde un punto de vista funcional se tiene una simulación
en tiempo real que emula el comportamiento del proceso, una o varias
consolas de operario, una interfaz de instructor desde la cual se dirige el
entrenamiento y un sistema de proyección de imágenes dirigido por el
instructor y desde el que se proyectan los sinópticos, fotografías o videos que
el instructor considera relevantes. Existe una versión reducida de dicho
simulador, que requiere un único computador, y en la que es posible entrenarse
en una parte del proceso productivo.
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
Figura 3
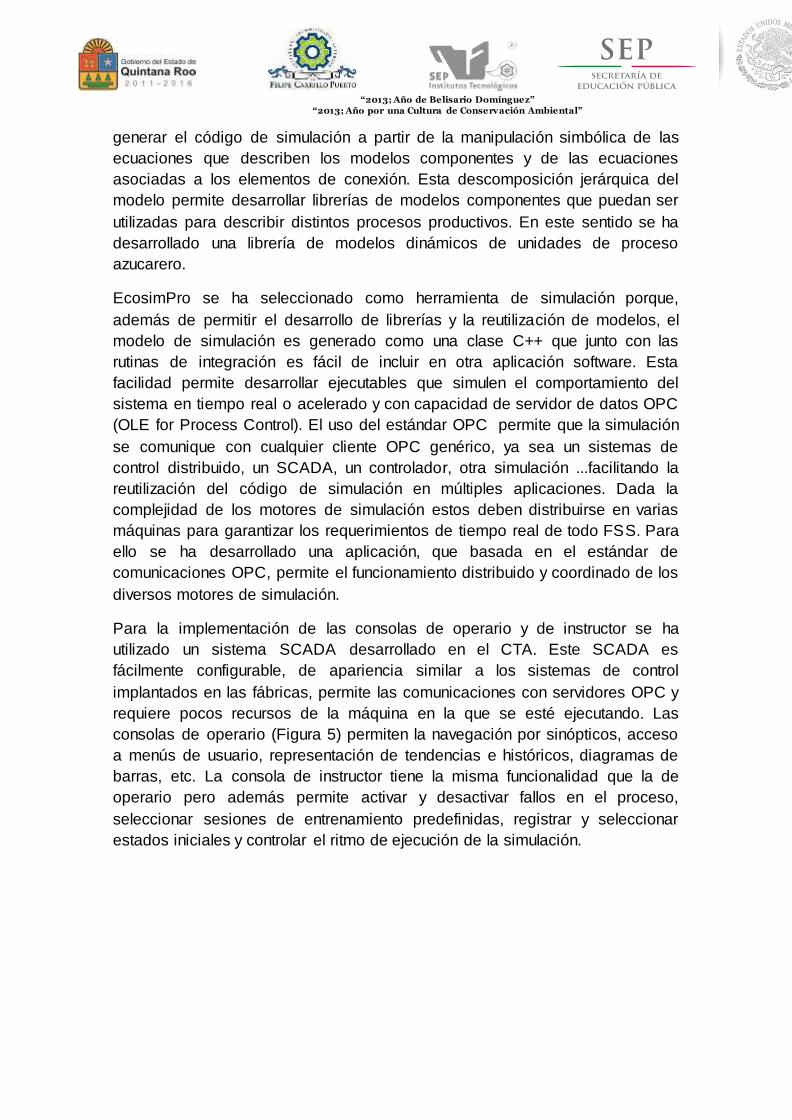
La arquitectura del simulador de alcance total se refleja en la Figura 4.
Figura 4
Los motores de simulación son programas de ordenador que resuelve un
sistema de ODEs (Ordinary Differential Equations) y DAEs (Differential
Algebraic Equations) que modelan el comportamiento dinámico del sistema
simulado. Estos modelos deben representar el proceso de fabricación del
azúcar de un modo fiable por lo que se recurre a modelos de primeros
principios o modelos de conocimiento. Para su desarrollo se ha utilizado una
herramienta de modelado de propósito general dentro del grupo de los OOML
(Object Oriented Modelling Languages) denominada EcosimPro. Estas
herramientas permiten descomponer un modelo de un modo jerárquico y
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
generar el código de simulación a partir de la manipulación simbólica de las
ecuaciones que describen los modelos componentes y de las ecuaciones
asociadas a los elementos de conexión. Esta descomposición jerárquica del
modelo permite desarrollar librerías de modelos componentes que puedan ser
utilizadas para describir distintos procesos productivos. En este sentido se ha
desarrollado una librería de modelos dinámicos de unidades de proceso
azucarero.
EcosimPro se ha seleccionado como herramienta de simulación porque,
además de permitir el desarrollo de librerías y la reutilización de modelos, el
modelo de simulación es generado como una clase C++ que junto con las
rutinas de integración es fácil de incluir en otra aplicación software. Esta
facilidad permite desarrollar ejecutables que simulen el comportamiento del
sistema en tiempo real o acelerado y con capacidad de servidor de datos OPC
(OLE for Process Control). El uso del estándar OPC permite que la simulación
se comunique con cualquier cliente OPC genérico, ya sea un sistemas de
control distribuido, un SCADA, un controlador, otra simulación ...facilitando la
reutilización del código de simulación en múltiples aplicaciones. Dada la
complejidad de los motores de simulación estos deben distribuirse en varias
máquinas para garantizar los requerimientos de tiempo real de todo FSS. Para
ello se ha desarrollado una aplicación, que basada en el estándar de
comunicaciones OPC, permite el funcionamiento distribuido y coordinado de los
diversos motores de simulación.
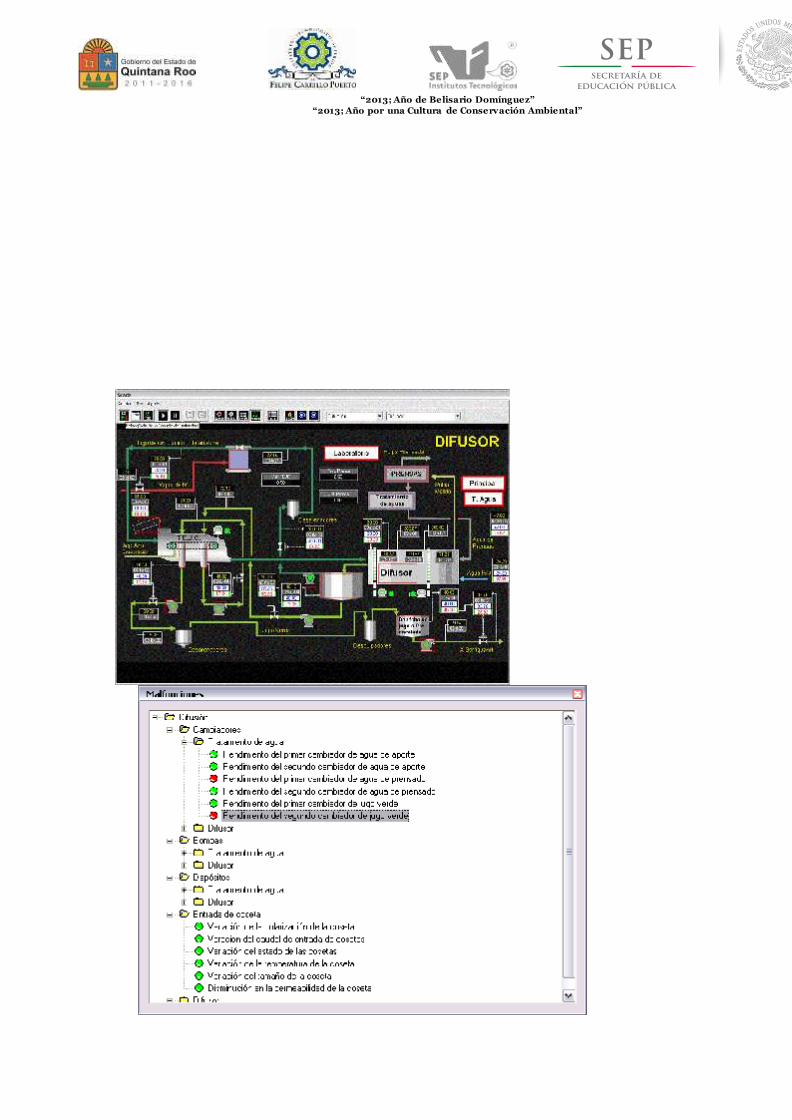
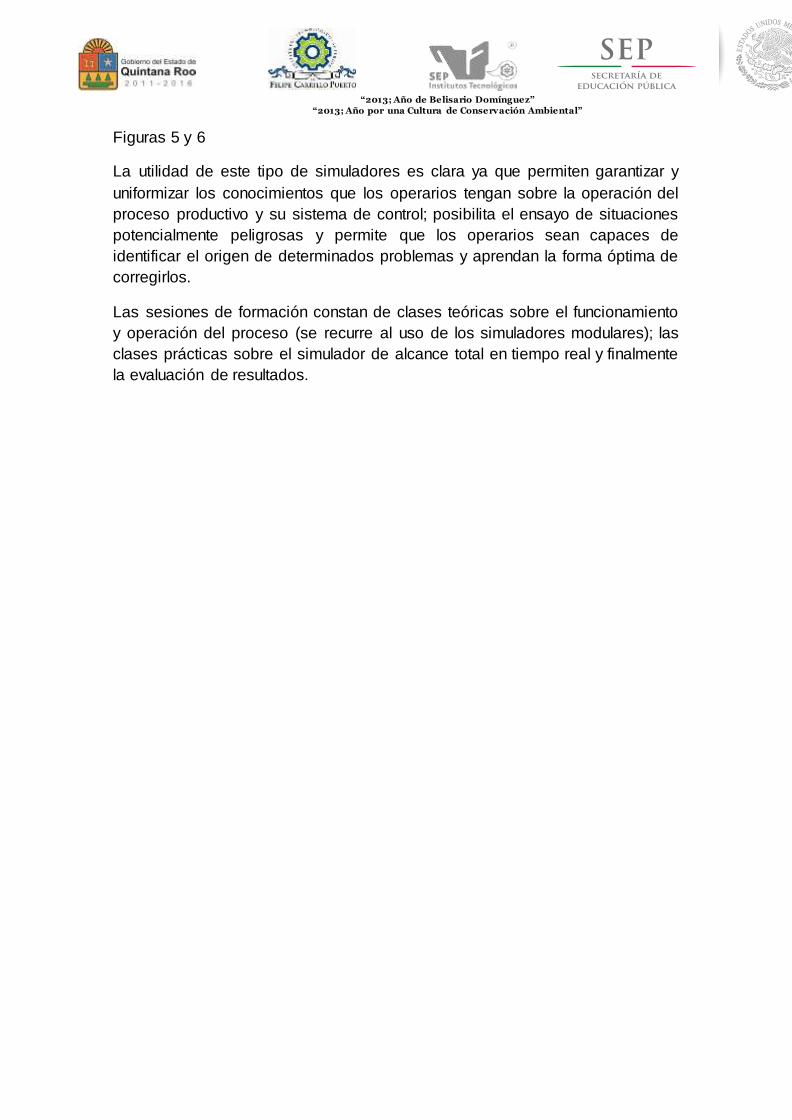
Para la implementación de las consolas de operario y de instructor se ha
utilizado un sistema SCADA desarrollado en el CTA. Este SCADA es
fácilmente configurable, de apariencia similar a los sistemas de control
implantados en las fábricas, permite las comunicaciones con servidores OPC y
requiere pocos recursos de la máquina en la que se esté ejecutando. Las
consolas de operario (Figura 5) permiten la navegación por sinópticos, acceso
a menús de usuario, representación de tendencias e históricos, diagramas de
barras, etc. La consola de instructor tiene la misma funcionalidad que la de
operario pero además permite activar y desactivar fallos en el proceso,
seleccionar sesiones de entrenamiento predefinidas, registrar y seleccionar
estados iniciales y controlar el ritmo de ejecución de la simulación.
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
Figuras 5 y 6
La utilidad de este tipo de simuladores es clara ya que permiten garantizar y
uniformizar los conocimientos que los operarios tengan sobre la operación del
proceso productivo y su sistema de control; posibilita el ensayo de situaciones
potencialmente peligrosas y permite que los operarios sean capaces de
identificar el origen de determinados problemas y aprendan la forma óptima de
corregirlos.
Las sesiones de formación constan de clases teóricas sobre el funcionamiento
y operación del proceso (se recurre al uso de los simuladores modulares); las
clases prácticas sobre el simulador de alcance total en tiempo real y finalmente
la evaluación de resultados.

“2013; Año de Belisario Domínguez”
“2013; Año por una Cultura de Conservación Ambiental”
CONCLUSIÓN
Esta trabajo se realizó con la finalidad de conocer los tópicos selectos de la
unidad cinco de la tecnología y su entorno cuyos subtemas son las tecnoogias
aplicadas a los procesos de planeación y control de la producción, al igual se
investigaron los simuladores, este trabajo es de suma importancia y de gran
interés para el alumno pues al conocer la tecnología que se implementan en las
partes de producción de las empresas les habré el pensamiento sobre como es
que las organizaciones llevan a cabo su producción mediante el uso de la
tecnología dicha tecnología es de gran importancia para eficientar y agilizar el
proceso de producción de las empresas y al gestionarse correctamente trae
beneficios para la empresa generando mayores ingresos, con ayuda del
maestro hemos adquirido un buen conocimiento que nos servirá en un futuro.