tema 4 selcción de los parametros de soldeo ahora ya€¦ · delgados, que el diámetro del alma...
TRANSCRIPT

CIENCIA APLICADA
AL DESARROLLO DE PROYECTOS
PROYECTO FINAL
SOLDEO POR ARCO CON ELECTRODOREVESTIDO
TEMA 4 SELECCIÓN DE LOS
PARAMETROS DE SOLDEO
JOSÉ ANTONIO HERNÁNDEZ MAGALLÓN
TEMA 4
Selección de los parámetros de soldeo
2 Soldeo por arco con electrodo revestido
� ÍNDICE
� Índice..................................................................................................... 2
� Introducción ......................................................................................... 3
4.1. SELECCIÓN DE LOS PARÁMETROS DE SOLDEO ....................................... 4
4.1.1. Diámetro del electrodo (parámetro relativo al electrodo)............ 4
4.1.2. Tipo e intensidad de corriente (parámetros relativos al ajuste del equipo) ....................................................................................................... 7
4.1.2.1.Selección del tipo de corriente .................................................... 7
4.1.2.2.Ajuste de la intensidad de corriente ............................................ 9
4.1.2.3.Efectos de la asignación de corriente inadecuada .................. 15
4.1.3. Longitud de arco (parámetro relativo a la técnica de soldeo) .... 17
4.1.3.1.Efectos de las variaciones de longitud de arco ......................... 18
4.1.3.2.Elección de la longitud de arco ................................................ 20
4.1.4. Velocidad de desplazamiento (parámetro relativo a la técnica de soldeo) ...................................................................................................... 23
4.1.4.1.Efectos de la asignación de velocidad de desplazamiento inadecuada ............................................................................................ 24
4.1.5. Orientación del electrodo (parámetro relativo a la técnica de soldeo) ...................................................................................................... 25
4.1.5.1.Ángulos de orientación del electrodo ...................................... 26
� Resumen .............................................................................................. 30

TEMA 4
Selección de los parámetros de soldeo
3 Soldeo por arco con electrodo revestido
� Introducción
El soldador, en su quehacer cotidiano, debe tomar una serie de decisiones que determinan el desarrollo de cada soldadura en la que tenga que trabajar.
Quizá sea trabajo del ingeniero decidir, tanto el tipo de material y el diseño de los bordes, como el ancho de la garganta de soldadura y el número de pasadas; pero será el soldador quien decida, en la mayoría de los casos, los parámetros de ejecución del soldeo, tales como intensidad de corriente, velocidad de avance, longitud del arco, etc.
El objetivo de esta unidad es exponer los criterios que debemos seguir para hacer la elección más correcta de estos parámetros.
También veremos cómo afecta a la calidad final de la soldadura, la mala elección de éstos y cómo debemos corregirlos.
El estudio y conocimiento de los contenidos de esta unidad es fundamental para saber proceder correctamente ante las operaciones de soldeo, por lo que te animamos a estudiar con detenimiento cada uno de los puntos.

TEMA 4
Selección de los parámetros de soldeo
4 Soldeo por arco con electrodo revestido
Selección de los parámetros de soldeo 4.1.En esta unidad se abordan los criterios básicos de selección de los parámetros de soldeo, veremos que cada elemento participante en la soldadura ofrece una serie de opciones para elegir. Los elementos de soldadura que ofrecen las distintas opciones de configuración de los parámetros de soldeo son:
• El electrodo.
• Los ajustes del equipo.
• La técnica de soldeo.
En los siguientes puntos se tratan detenidamente las particularidades de cada opción y sus consecuencias.
Obtener buenos resultados en la soldadura depende de la correcta elección de cada una. Por lo tanto, la aparición de defectos en la soldadura estará causada bien por una mala técnica, bien por una mala elección de los parámetros.
Diámetro del electrodo (parámetro relativo 4.1.1.al electrodo)
El soldador o la persona responsable de la selección de los parámetros de soldadura, tiene la opción de elegir para un mismo tipo de electrodo, distintos tamaños de diámetro.
Es evidente que el diámetro correcto será aquél que, para un caso particular de soldadura, con un espesor en las piezas y una preparación de bordes dada, con intensidad de soldeo y velocidad de avance establecida, produce una soldadura correcta, sin exceso ni falta de fusión en los bordes, buena apariencia del cordón, libre de defectos y una penetración adecuada y además, obtiene los mejores rendimientos.
Por lo tanto, a la hora de escoger el diámetro del electrodo debemos evaluar las reglas siguientes para obtener los mejores resultados:
• Mayor diámetro posible.
• Espesor de material.
• Preparación de bordes de la unión y pasada correspondiente.
• Posición de soldadura.
• Experiencia y habilidad del soldador
Regla nº 1: mayor diámetro posible

TEMA 4
Selección de los parámetros de soldeo
5 Soldeo por arco con electrodo revestido
La elección del diámetro más adecuado depende de varios factores. Según estas reglas es posible escoger distintos diámetros de electrodos obteniendo buenos resultados en todos los casos (si no se obtienen buenos resultados con un diámetro determinado, no se considera su elección). La opción más conveniente siempre es escoger el mayor diámetro posible que nos permita la soldadura, ya que esto implica mayor deposición de material en el mismo tiempo, reduciendo el costo de la soldadura.
Regla nº 2: espesor del material
El espesor del material es un factor determinante para la elección del diámetro del electrodo. Espesores grandes permiten el uso de electrodos con diámetros mayores que en el caso de espesores pequeños. Esto es debido a que el calor generado para la fusión del electrodo es fácilmente disipado a través del material base (es obvio que se pueden soldar espesores grandes con diámetros de electrodo pequeños; pero esto va en contra de la 1ª regla).
Sin embargo, soldar espesores delgados implica usar diámetros de electrodos pequeños, ya que los electrodos de diámetro mayor aportan mucho calor y esto puede originar sobrecalentamientos en el metal base y perforaciones o descuelgues, cuya reparación es muy complicada o imposible.
A modo de orientación podemos recordar, para soldaduras de piezas con espesores delgados, que el diámetro del alma del electrodo no debe ser mayor al espesor del material a soldar o el tamaño del talón cuando soldemos con bordes preparados.
Cuando los espesores de las piezas permitan uso de diámetros de electrodo grandes, deberemos evaluar los efectos del mayor aporte térmico sobre el material base que estos electrodos causan, posibilitando la aparición de defectos: deformaciones, cambios metalúrgicos, cambios químicos, etc.
También es importante considerar la potencia del equipo, diámetros grandes exigen equipos muy potentes si se quiere soldar ininterrumpidamente.
Regla nº 3: preparación de los bordes
Si soldamos materiales con preparados a tope (sin preparación en los bordes) o en ángulo, podemos emplear el mayor diámetro posible desde la primera pasada.
En caso de que tengamos una soldadura con bordes preparados en "V" o en "J", emplearemos un diámetro pequeño para la primera pasada o pasada de raíz, ajustado al espesor del talón, para evitar sobrecalentamientos o efectos de fusión excesiva sobre la pasada raíz. Además, contar con un diámetro pequeño de electrodo es muy favorable para acercarse a la raíz de soldadura sin impedimento
TEMA 4
Selección de los parámetros de soldeo
6 Soldeo por arco con electrodo revestido
Cuando la raíz está completamente soldada, se usan electrodos con el mayor diámetro posible en las pasadas de relleno, aprovechando los efectos de la buena penetración y alta tasa de material depositado que éstos proporcionan.
Regla nº 4: posición de soldadura
La posición de soldadura afecta a la elección del diámetro de soldadura. En soldaduras planas horizontales, con las piezas posicionadas a tope o en ángulo, podemos usar el mayor diámetro posible. Estas posiciones favorecen el control del baño.
Sin embargo, en soldaduras en vertical, cornisa y techo, emplear diámetros grandes dificulta mucho el soldeo. El problema más importante que plantean estas soldaduras, son los efectos de descuelgue de material por la acción gravitatoria, de modo que, usar electrodos con diámetro mayor implica tener un baño de fusión mayor, y por lo tanto, más masa suspendida en estado líquido susceptible de descolgarse.
Reglar nº 5: habilidad del soldador
Un soldador hábil y experimentado puede usar diámetros grandes y pequeños sin planteársele problemas serios durante la soldadura; pero la falta de experiencia en soldadura dificulta considerablemente el uso de este tipo de electrodos.
Un diámetro grande (por ejemplo 6 mm), produce una longitud de arco más larga que con un diámetro menor, esto implica tener más control sobre el electrodo, a mayor longitud de arco, mayor posibilidad de introducir gases atmosféricos en el baño a causa de las brusquedades en los movimientos.
También el balanceo del electrodo mayor, es proporcional al diámetro del electrodo (la longitud entre los puntos más distanciados de la oscilación debe ser dos veces el diámetro del electrodo aproximadamente), por lo tanto, es más difícil conseguir un balanceo más preciso y regular, causando defectos de forma en el cordón.
Como el baño de fusión es mayor en estos casos, esto implica mayor dificultad en el avance del cordón y más probabilidades de dejar el baño atrasado o que el baño se adelante.
Usar electrodos de diámetro pequeño (por ejemplo 1.6 mm), también presenta dificultades. Un diámetro pequeño implica una longitud de arco muy corta, por lo que es más fácil que el electrodo se quede pegado o que se apague el arco a causa de la oscilación natural del soldador.
También los electrodos de diámetro son muy sensibles al movimiento natural del soldador, produciendo fuertes oscilaciones en la punta, originando problemas de inclusión de gases atmosféricos, proyecciones, irregularidad en el cordón, inclusión de escorias, etc.

TEMA 4
Selección de los parámetros de soldeo
7 Soldeo por arco con electrodo revestido
Es probable que un soldador poco experimentado encuentre dificultades al usar diámetros de electrodos grandes o pequeños para conseguir soldaduras de calidad. Por esto, aconsejamos a los soldadores que comiencen su práctica en la soldadura con electrodo y emplear diámetros intermedios (los electrodos de 3.25 mm son los más recomendados).
Tipo e intensidad de corriente (parámetros 4.1.2.relativos al ajuste del equipo)1
Antes de proceder con la operación de soldeo, el equipo nos permite una serie de ajustes que adecuan su funcionamiento al caso particular de soldadura con el que estemos tratando.
Uno de dichos ajustes consiste en adecuar el valor de corriente que circulará por el circuito de soldeo, otro al tipo de corriente que suministrará el circuito. Trataremos ambos en profundidad en los puntos siguientes, ya que de su correcta elección depende la calidad de la soldadura obtenida.
También dedicaremos una parte de esta unidad a estudiar los efectos que produce una selección inadecuada del tipo e intensidad de corriente.
Selección del tipo de corriente 4.1.1.1.
El proceso de soldadura con electrodo revestido puede realizarse tanto con corriente continua como con corriente alterna. El uso de un tipo u otro queda determinado por el tipo de fuente de potencia, el electrodo a utilizar y el material base.
En la mayoría de los casos podremos elegir cualquiera de los dos tipos de corriente, en este caso deberemos de evaluar una serie de factores característicos de cada tipo de corriente para evaluar la opción más correcta, estos son
Corriente alterna:
o Es preferible su uso cuando la fuente de potencia está a mucha distancia del punto de soldeo. Esto es debido a que la caída de tensión ocasionada por la resistencia del cable es mucho mayor cuando se usa corriente continua. El uso de corriente alterna minimizará las pérdidas de energía por la propia resistencia eléctrica del cable de soldadura.
o No presenta problemas de soplo magnético.
o No todos los electrodos permiten el uso de esta corriente.
o Se permite soldar en todas las posiciones, si el electrodo lo permite.
1 Riesgo,G.(2016). Manual del soldador (pp 32-44) CESOL

TEMA 4
Selección de los parámetros de soldeo
8 Soldeo por arco con electrodo revestido
o El cebado y mantenimiento del arco es mucho más complejo con esta corriente, también hay más probabilidades de perforar las piezas cuando se sueldan espesores finos. El problema se acrecienta al trabajar con electrodos de diámetro pequeño.
o El soldeo con longitudes pequeñas de arco está desaconsejado.
o Su uso está más indicado para la soldadura de espesores gruesos, que permitan el uso de electrodos de diámetro mayor y mayor intensidad.
o Este tipo de corriente produce más salpicaduras.
Corriente continua:
o Su uso está desaconsejado si la fuente de potencia está a mucha distancia del punto de soldeo. La caída de tensión es tan fuerte que el suministro de corriente puede ser insuficiente.
o Puede ocasionar problemas de soplo magnético.
o Todos los electrodos permiten el uso con este tipo de corriente.
o Cebado y mantenimiento del arco mucho más fácil y preciso.
o Permite la soldadura de espesores más pequeños.
o Si han de soldarse piezas en posición vertical y bajo techo es totalmente aconsejable el uso de esta corriente.
o Menor aparición de proyecciones de soldadura.
TEMA 4
Selección de los parámetros de soldeo
9 Soldeo por arco con electrodo revestido
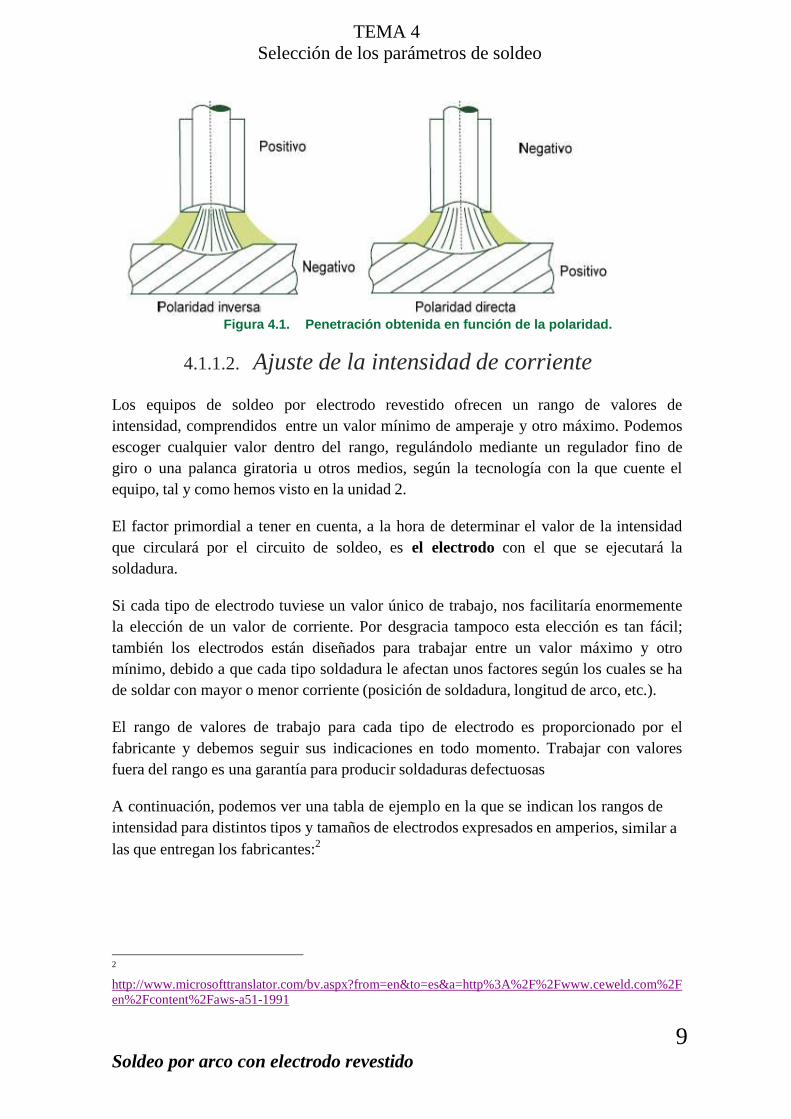
Figura 4.1. Penetración obtenida en función de l a polaridad.
Ajuste de la intensidad de corriente 4.1.1.2.
Los equipos de soldeo por electrodo revestido ofrecen un rango de valores de intensidad, comprendidos entre un valor mínimo de amperaje y otro máximo. Podemos escoger cualquier valor dentro del rango, regulándolo mediante un regulador fino de giro o una palanca giratoria u otros medios, según la tecnología con la que cuente el equipo, tal y como hemos visto en la unidad 2.
El factor primordial a tener en cuenta, a la hora de determinar el valor de la intensidad que circulará por el circuito de soldeo, es el electrodo con el que se ejecutará la soldadura.
Si cada tipo de electrodo tuviese un valor único de trabajo, nos facilitaría enormemente la elección de un valor de corriente. Por desgracia tampoco esta elección es tan fácil; también los electrodos están diseñados para trabajar entre un valor máximo y otro mínimo, debido a que cada tipo soldadura le afectan unos factores según los cuales se ha de soldar con mayor o menor corriente (posición de soldadura, longitud de arco, etc.).
El rango de valores de trabajo para cada tipo de electrodo es proporcionado por el fabricante y debemos seguir sus indicaciones en todo momento. Trabajar con valores fuera del rango es una garantía para producir soldaduras defectuosas
A continuación, podemos ver una tabla de ejemplo en la que se indican los rangos de intensidad para distintos tipos y tamaños de electrodos expresados en amperios, similar a las que entregan los fabricantes:2
2 http://www.microsofttranslator.com/bv.aspx?from=en&to=es&a=http%3A%2F%2Fwww.ceweld.com%2Fen%2Fcontent%2Faws-a51-1991

TEMA 4
Selección de los parámetros de soldeo
10 Soldeo por arco con electrodo revestido
Electrodo Tipo de electrodo. Clasificación AWS 5.1.
0 (diámetro del electrodo) E6010 E6011 E6012 E6013 E7016 E7018
2.4 mm 40-80 50-70 40-90 40-85 75-105 70-110
3.25 mm 70-130 85-125 75-130 70-120 100-150 90-165
4 mm 110-165 130-160 120-200 130-160 140-190 125-220
Figura 4.2. Rango de amperajes según tipo y tama ño del electrodo.
En caso de no disponer de información precisa del rango de corriente de trabajo del electrodo, podemos emplear la siguiente fórmula para orientarnos en la elección de su valor:
Dónde:
• La Intensidad de soldeo se obtendrá en amperios.
• Ø (diámetro del electrodo) se expresará en milímetros.
Podemos entender, sin opción a duda, que el valor que le demos a la corriente de soldeo, será indicador de la energía térmica que tendremos durante la operación de soldadura. Mayor intensidad significa mayor aporte térmico.
La elección correcta dentro del rango de valores será aquella con la que se logren una buena fusión y penetración de la soldadura, así como un buen control del arco y el baño de fusión.
Como hemos visto, la elección de corriente correcta depende del electrodo con el que se ejecute la soldadura (diámetro y tipo de electrodo), aunque también depende de otros factores, que serán los que determinen finalmente un valor u otro dentro del rango de trabajo del electrodo, siendo éstos:
• Posición de soldadura y tipo de unión.
• Velocidad de deposición.
• Longitud de arco.
• Tipo de corriente y polaridad.

TEMA 4
Selección de los parámetros de soldeo
11 Soldeo por arco con electrodo revestido
La posición de soldadura y el tipo de unión
Afectan en gran medida a la selección de corriente.
Esto es debido a que no todas las posiciones tienen el mismo rendimiento energético, es decir, hay posiciones que conservan mejor el calor, mientras que otras disipan el calor generado rápidamente, por lo tanto, hay que compensar las pérdidas o tener en cuenta la acumulación de calor según la posición de soldeo y el tipo de unión.
Las pérdidas de calor tienen origen en la conducción de calor a través de la pieza y en las corrientes de convección existente en los gases colindantes a la soldadura, produciendo un efecto refrigerante, también se pierde calor por radiación.
Si nuestra soldadura tiene una rápida disipación de calor, deberemos compensar aportando más energía térmica, incrementando el valor de la corriente. Si por el contrario, tenemos una lenta disipación de calor, deberemos tener en cuenta que se necesita menos energía, y por lo tanto menos corriente, para producir una fusión correcta.
Podemos observar que cuando soldamos dos piezas en ángulo y en posición plana, estamos ante la posición y el tipo de unión con menor rendimiento energético, es decir, en esta situación se pierde la mayor cantidad de calor.
Esto es causado porque existe mucho material base en contacto con la soldadura, disipando mucho calor por conducción a través de la propia pieza, además los gases circundantes a la soldadura, que tienden a subir por efecto del calor, no encuentran ninguna oposición, generando un efecto refrigerante.
Por lo tanto, si soldamos contra piezas posicionadas en ángulo, escogeremos los valores de corrientes más altos dentro del rango de funcionamiento del electrodo.
Por el contrario, si nos enfrentamos a una soldadura en techo, deberemos de saber que es la posición donde menos corriente se necesita.
En esta posición es necesario usar corrientes de soldeo más bajas porque los gases circundantes a la soldadura no pueden ascender, ya que los bloquea la propia pieza, y por tanto, no producen el enfriamiento característico de la soldadura.

TEMA 4
Selección de los parámetros de soldeo
12 Soldeo por arco con electrodo revestido
Por esto, cuando se suelde en posición techo, se escogerán las menores corrientes posibles dentro del rango de trabajo del electrodo.
Para el resto de soldadura deberemos estudiar cada caso particular, atendiendo a los criterios de pérdida por conducción a través de la pieza y pérdida por efecto de los gases, escogiendo el valor más apropiado a cada caso según posición y tipo de unión tal como nos muestra la imagen siguiente.
Figura 4.3 Variación de la intensidad de soldeo e n función de la posición
Velocidad de deposición
Es la tasa de metal aportado por unidad de tiempo (cantidad de masa aportada cada segundo).
Es evidente que si queremos aumentar la tasa de deposición, aumentaremos la corriente, aumentando de este modo, la energía calorífica, y por lo tanto, fundiendo más rápidamente el electrodo.
Por el contrario, si queremos soldar con menor tasa de deposición, emplearemos corrientes más bajas.

TEMA 4
Selección de los parámetros de soldeo
13 Soldeo por arco con electrodo revestido
Esto es así, pero también suceden unos efectos asociados a cada modo de trabajo, según los cuales debemos compensar variando ligeramente la corriente para conseguir los mejores efectos.
Debemos proceder de la siguiente manera:
• Para trabajar con velocidades de deposición lentas, avanzando despacio el baño de fusión, debemos tener en cuenta que calentamos la pieza despacio y por efecto de la conducción de calor se calienta la garganta de soldadura.
• El avance lento del baño hace que el material fundido del electrodo se proyecte sobre material caliente y las pérdidas se minimizan por el efecto refractario de las escorias del revestimiento.
• Con este método se logran cordones más anchos y abultados, muy apropiados para soldaduras de recargue.
• En este caso es necesario emplear corrientes de soldeo más bajas, ya que se aprovecha mejor el calor.
• Sin embargo, si soldamos con velocidades de deposición altas, deberemos incrementar los valores de corriente.
• El cordón avanza más rápido, por lo que el baño de fusión se dirige sobre zonas de metal base mucho más frías, debiendo compensar este efecto incrementando la corriente.
• Se consiguen cordones más estrechos y planos que en el caso anterior.
La longitud de arco
Es uno de los parámetros fundamentales que afectan al soldeo. Es la distancia existente entre la punta del electrodo y el material base.
La longitud de arco, al igual que los valores de corriente, afecta a la energía calorífica que se aporta a la soldadura.
Los electrones e iones, cuando abandonan el extremo del electrodo o el metal base, sufren una fortísima aceleración por el efecto del potencial eléctrico (comúnmente se conoce como voltaje). Si tienen un desplazamiento de longitud mayor, alcanzan mayor velocidad al llegar al extremo correspondiente, incrementando la energía cinética de cada partícula.

TEMA 4
Selección de los parámetros de soldeo
14 Soldeo por arco con electrodo revestido
Esta energía cinética se transforma en calor cuando dichas partículas alcanzan la punta del electrodo o el metal base, ya que impactan contra ellos.
Si la longitud de arco es menor a la recomendada, las partículas alcanzarán menos velocidad, porque disponen de menos espacio para transformar la aceleración a la que son sometidas, en velocidad. Por lo tanto, menor energía cinética y en consecuencia menor calor aportado.
Para compensar este efecto, deberemos de incrementar el valor de corriente cuando trabajemos con arco corto (aunque de por sí, al reducir el arco, ya se incrementa la intensidad del circuito de soldeo a causa de la respuesta de la fuente de potencia, debido a que las máquinas no suministra corriente totalmente constante) tal como nos muestra la imagen siguiente.
Figura 4.4 Variación de la respuesta eléctrica de la fuente de potencia al variar la longitud del ar co
El efecto contrario, usar corrientes más bajas con arco largo, es posible pero no aconsejable, aunque es una técnica que se usa para aportar más calor momentáneamente, como por ejemplo, en el reinicio de un cordón.
No es aconsejable su uso porque al estirar el arco, la envoltura gaseosa que lo protege, reduce su grosor y por lo tanto, hay probabilidad de que se contamine la soldadura con gases atmosféricos.
Tipo de corriente y polaridad
Conocer el tipo de corriente con el que vamos a trabajar es necesario para efectuar una correcta selección de corriente.
Es el tipo de electrodo quien nos determina el tipo de corriente (alterna o continua) que debemos usar. Si es un tipo u otro, no tendremos ninguna duda, pues sólo tendremos que seguir las indicaciones de corriente para su uso.
Sucede que algunos electrodos se fabrican para ser usados con los dos tipos de corriente. Dependiendo del tipo de corriente seleccionada, deberemos de hacer unas correcciones sobre la intensidad de corriente:

TEMA 4
Selección de los parámetros de soldeo
15 Soldeo por arco con electrodo revestido
• Si empleamos corriente alterna, deberemos de saber que, debido al cambio de direccionalidad en el desplazamiento de partículas en el arco, e incluso el apagado del arco en cada semiciclo, característico de la corriente alterna es necesario emplear corrientes más elevadas que en el caso de corriente continua, para compensar el déficit térmico que originan estos fenómenos.
• Si estamos soldando con corriente continua, debemos evaluar qué tipo de polaridad emplearemos:
o La polaridad directa (CCEN: Corriente Continua Electrodo Negativo): por tener el punto de potencial positivo en el metal base, hace que la energía térmica se concentre allí, siendo necesaria más corriente para fundir el electrodo.
o El uso de polaridad inversa (CCEP: Corriente Continua Electrodo Positivo): implica seleccionar menores corrientes, ya que el calor se concentra en la punta del electrodo, donde se dirigen la mayor parte de partículas (electrones) en este tipo de polaridad.
Efectos de la asignación de corriente 4.1.1.3.inadecuada
Acertar con el valor más apropiado de corriente para un electrodo y unas piezas determinadas (material, espesor, bordes, posición, etc.), no suele suceder en la primera elección
Es aconsejable realizar pruebas con los electrodos y las piezas con que estemos trabajando, antes de pasar a la fase final de soldadura. De esta forma, podremos realizar una selección de la corriente precisa, garantizando la calidad final de esta.
Observando el comportamiento de fusión del electrodo, el baño de fusión y el estado final del cordón, podremos deducir si estamos trabajando con demasiada o poca intensidad de corriente.
Es evidente que, cuanto más alejada esté la intensidad utilizada, tanto por exceso como por defecto, del valor ideal, mayores serán los defectos asociados.
Será necesaria mucha experiencia para advertir pequeñas variaciones de corriente que no causan defectos de manera clara, pero impiden que el cordón tenga las propiedades y el aspecto óptimos.
Si trabajamos con una corriente demasiado baja, se manifestarán efectos de falta de energía calorífica tales como:
TEMA 4
Selección de los parámetros de soldeo
16 Soldeo por arco con electrodo revestido
• El encendido y fusión del electrodo serán débiles, casi imposibilitando el encendido. Será necesario trabajar con un arco corto, causando que el electrodo se quede pegado a la soldadura frecuentemente.
• La falta de calor en la punta del electrodo hace que los componentes del revestimiento no se gasifiquen en la cantidad apropiada. Esto produce escasez de elementos ionizantes, dando origen a un arco inestable.
• Si observamos el baño de fusión, veremos que no alcanza el color naranja brillante característico.
• El baño es demasiado denso y solidifica rápidamente. Los fundentes del revestimiento no disponen del tiempo necesario para agitarse dentro del baño y capturar los elementos contaminantes, dando origen a soldaduras con impurezas.
• También, debido a que el baño es muy denso, se producen inclusiones de escoria, ya que estas no pueden sobre flotar sobre el cordón.
• Una vez terminado el cordón y retirada la escoria, observaremos un cordón excesivamente abultado, con aguas muy marcadas, con falta de fusión en los bordes y con penetración escasa o nula.
Sin embargo, si se ha utilizado una corriente demasiado alta, se manifestarán efectos causados por el exceso de energía:
• El arco eléctrico será demasiado ancho y potente.
• El baño de fusión será demasiado fluido y agitado, se adelantará fácilmente a la punta del electrodo.
• La excesiva intensidad de las fuerzas electromagnéticas causará que parte del metal que viaja a través del arco se proyecte fuera del baño de fusión, dando origen a proyecciones duras.
• El cordón obtenido será ancho y plano, con aguas muy corridas y proyecciones de metal fundido en su entorno.

TEMA 4
Selección de los parámetros de soldeo
17 Soldeo por arco con electrodo revestido
• Debemos prestar especial atención al estado del electrodo:
o Usar corrientes altas implica que el electrodo se sobrecaliente por el paso de la corriente. Se puede observar que cerca de la punta el revestimiento cambia de color, adoptando colores pardos o negros.
o Este es el efecto del sobrecalentamiento, donde algunos constituyentes del revestimiento se queman antes de tiempo, perdiendo sus propiedades. Lógicamente esto da origen a defectos en la soldadura.
Longitud de arco (parámetro relativo a la 4.1.3.técnica de soldeo)
La longitud de arco es la distancia existente entre la punta del electrodo y el metal base, mientras se funde el electrodo.
Como bien sabemos, en este espacio se produce el fenómeno del arco eléctrico, dando origen a la fusión del electrodo y el metal base.
La fusión del electrodo hace que el electrodo se acorte y por tanto, la distancia entre electrodo y pieza aumente, por lo que el soldador debe bajar el electrodo paulatinamente, a la vez que sincroniza el avance del baño de fusión, para mantener la longitud de arco constante durante toda la soldadura.
Con práctica y experiencia, se logra que la percepción visual y la destreza manual del soldador, sean suficientemente buenas como para poder mantener una correcta longitud de arco en el desarrollo completo del cordón durante toda la jornada de trabajo.
Aun así, es imposible que no haya variaciones de longitud de arco cuando se suelda con electrodo revestido. Es un proceso manual y esto implica movimientos del electrodo inevitables.
La variación en la longitud del arco implica que la fuente tenga que cambiar su respuesta eléctrica. Cuanto más longitud de arco más voltaje debe tener el circuito de soldadura para producir el arco. Tal y como nos muestra la imagen siguiente.
Figura 4.5. Cambio de la respuesta eléctrica de la fuente ante la variación de longitud del arco.

TEMA 4
Selección de los parámetros de soldeo
18 Soldeo por arco con electrodo revestido
Tampoco debemos alarmarnos, puesto que el proceso nos permite de esta flexibilidad (tanto la fuente como el electrodo), consiguiendo buenos resultados siempre y cuando las oscilaciones no sean demasiado grandes.
Efectos de las variaciones de longitud 4.1.1.4.de arco
Mientras las variaciones de longitud sean leves, la transferencia de metal es suave, sin proyecciones, la energía térmica es la necesaria para que la sección del cordón tenga la forma y penetración correcta, finalmente la soldadura presenta un buen aspecto y buenas características.
Si la longitud de arco mantenida durante la soldadura no es la adecuada, se producen defectos en el cordón
Se pueden dar dos tipos de situación en la que la longitud de arco sea inadecuada:
• Longitud de arco excesivamente corta.
• Longitud de arco excesivamente larga.
Longitudes de arco excesivamente cortas
Proporcionan menos energía calorífica al proceso de fusión, por tanto se logran cordones más estrechos, con sobreespesores de soldadura elevados, dando origen también a falta de fusión en los bordes y falta de penetración en la raíz.
A medida que el arco se acorta, si se acorta de manera excesiva, el material aportado a la soldadura se acerca a la punta del electrodo llegándose a tocar. Esto hace que el equipo trabaje en corto circuito y el electrodo queda pegado a la soldadura, haciendo inservible el electrodo.
El efecto de la baja temperatura que proporciona el arco corto, causa que el baño de fusión esté durante menos tiempo en fase líquida, por lo que algunas escorias no disponen del tiempo suficiente para sobre flotar sobre el metal aportado ni a realizar su función de barrido de impurezas, causando defectos de inclusión de escorias y contaminación en el cordón.
TEMA 4
Selección de los parámetros de soldeo
19 Soldeo por arco con electrodo revestido
Longitudes de arco largas
Proporcionan mayor energía calorífica al arco, al aumentar su tamaño, aumentan los valores de tensión, aumentando la energía cinética de las partículas que se desplazan a lo largo del arco. También al disponer de más longitud consiguen alcanzar mayor velocidad.
Las longitudes largas de arco logran cordones muy anchos y planos, con fusión excesiva del metal base, aparecen mordeduras y se produce zona afectada térmicamente sensiblemente mayor. Cuando se sueldan espesores finos puede llegarse a perforar el metal.
Las gotas de metal fundido que se desplazan a través del arco se comportan erráticamente, causando un arco carente de direccionalidad, produciendo dispersión de metal fundido fuera del baño de fusión, dando origen a proyecciones duras en las proximidades del cordón.
Debido a que el arco es mayor, los gases que ofrecen protección al arco, han de repartirse sobre más superficie, debilitando gravemente la acción protectora de éstos, dando origen a problemas de porosidad en el cordón por entrada de gases o problemas por contaminación de hidrógeno y nitrógeno
A continuación podemos observar una imagen de una probeta en la que se ha ensayado con un mismo tipo de electrodo distintas intensidades y longitudes de arco, con variaciones en la velocidad de avance. Podemos observar que el efecto de aumentar o disminuir el arco tiene un efecto similar a aumentar o disminuir la intensidad de soldeo (Fig.4.6):

TEMA 4
Selección de los parámetros de soldeo
20 Soldeo por arco con electrodo revestido
Figura 4.6. Imagen extraída del Manual de soldad ura. Volumen 1.
Elección de la longitud de arco 4.1.1.5.
Recordamos que mantener la longitud de arco constante durante el soldeo es fundamental para la calidad final de la soldadura, pero esto no sirve de nada si la longitud mantenida no es la adecuada.
Escoger la distancia apropiada de longitud de arco es fundamental para la buena práctica de la soldadura.
Aunque existe una distancia perfecta de ionización y trabajo para cada tipo de electrodo (tipo de revestimiento, diámetro, material del alma, etc.), intervienen otros factores que afectan a la longitud del arco final, por lo que su elección dependerá de cada situación en particular, la imagen siguiente nos marca las distintas longitudes de arco.
Figura 4.7. Longitud de arco para electrodo de r utilo, 3.25 mm de diámetro.
TEMA 4
Selección de los parámetros de soldeo
21 Soldeo por arco con electrodo revestido
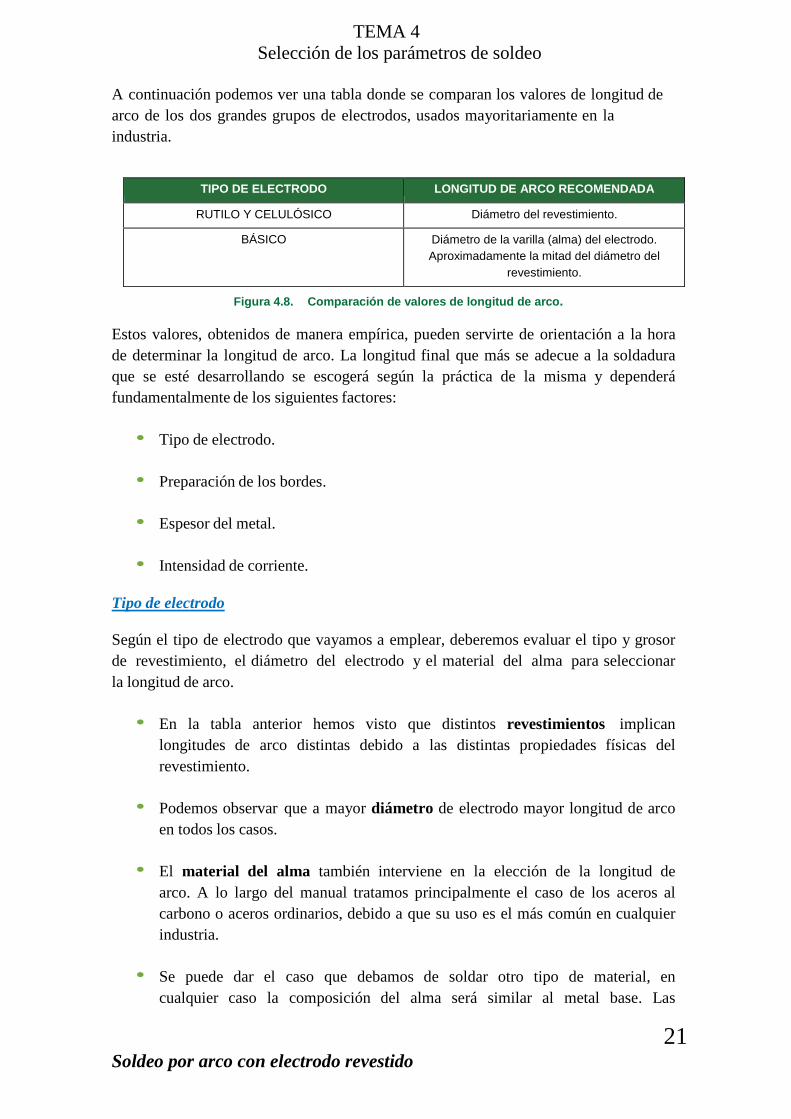
A continuación podemos ver una tabla donde se comparan los valores de longitud de arco de los dos grandes grupos de electrodos, usados mayoritariamente en la industria.
TIPO DE ELECTRODO LONGITUD DE ARCO RECOMENDADA
RUTILO Y CELULÓSICO Diámetro del revestimiento.
BÁSICO Diámetro de la varilla (alma) del electrodo. Aproximadamente la mitad del diámetro del
revestimiento.
Figura 4.8. Comparación de valores de longitud d e arco .
Estos valores, obtenidos de manera empírica, pueden servirte de orientación a la hora de determinar la longitud de arco. La longitud final que más se adecue a la soldadura que se esté desarrollando se escogerá según la práctica de la misma y dependerá fundamentalmente de los siguientes factores:
• Tipo de electrodo.
• Preparación de los bordes.
• Espesor del metal.
• Intensidad de corriente.
Tipo de electrodo
Según el tipo de electrodo que vayamos a emplear, deberemos evaluar el tipo y grosor de revestimiento, el diámetro del electrodo y el material del alma para seleccionar la longitud de arco.
• En la tabla anterior hemos visto que distintos revestimientos implican longitudes de arco distintas debido a las distintas propiedades físicas del revestimiento.
• Podemos observar que a mayor diámetro de electrodo mayor longitud de arco en todos los casos.
• El material del alma también interviene en la elección de la longitud de arco. A lo largo del manual tratamos principalmente el caso de los aceros al carbono o aceros ordinarios, debido a que su uso es el más común en cualquier industria.
• Se puede dar el caso que debamos de soldar otro tipo de material, en cualquier caso la composición del alma será similar al metal base. Las
TEMA 4
Selección de los parámetros de soldeo
22 Soldeo por arco con electrodo revestido
características del material afectan también a la longitud de arco. Por ejemplo, si estuviésemos soldando acero inoxidable, para la misma intensidad de corriente que en el caso de un acero ordinario, podríamos emplear un arco más corto, ya que el acero inoxidable funde a menor temperatura (el punto de fusión aproximado de los aceros al carbono es de 1540ºC, mientras que los aceros inoxidables austeníticos funden a unos 1400ºC).
Preparación de los bordes
La preparación de los bordes puede exigir modificaciones en la longitud de arco para producir una soldadura con calidad.
Si estamos ante una preparación de material con una separación estrecha entre los bordes y un talón profundo, deberemos de emplear longitud de arco corta, tan próxima al talón como sea posible y se obtengan buenos resultados.
Esto es debido al efecto que produce el arco eléctrico. La electricidad que circula a través del arco eléctrico adopta el camino más próximo que encuentra. Si el electrodo está más cercano a los bordes que al talón, el arco eléctrico incidirá contra el borde y no contra el talón, causando falta de fusión del tacón y defectos de raíz.
Es por esto que en el caso de bordes estrechos y profundos se aconseja usar un arco corto compensado con mayor corriente.
Espesor del metal
El espesor del metal es un factor que nos permite variar la longitud de arco.
Si tratamos con espesores gruesos, hay posibilidad de trabajar con mayores longitudes de arco.
Éstos son menos sensibles al incremento de calor y la preparación de bordes que suele acompañar a los materiales de espesor elevado, mejora el efecto de dispersión de metal fundido que sucede en los casos que se trabaja con arco largo.
Sin embargo, cuando trabajamos con espesores finos, es aconsejable usar arcos más cortos. El exceso de calor produce que haya una fusión excesiva de los bordes, originando descuelgues de material y agujeros, irreparables en la mayoría de los casos, por lo que se recomienda no levantar mucho el arco en estos casos.

TEMA 4
Selección de los parámetros de soldeo
23 Soldeo por arco con electrodo revestido
Intensidad de corriente
La intensidad de corriente es quizá el parámetro más importante para ejecutar una soldadura con calidad, en dependencia directa de la longitud de arco.
Podemos usar una longitud de arco menor, si sabemos compensar el efecto de pérdida de calor elevando los valores de corriente, muy útil en el caso de soldaduras de bordes estrechos y profundos.
No es nada aconsejable el usar el efecto contrario, disminuir la corriente y ampliar la longitud de arco, excepto en situaciones puntuales y probadas previamente, como en un empalme de cordones.
Es importante destacar que la elección final de la longitud del arco deberemos de hacerla evaluando los resultados de las soldaduras realizadas. Siempre será necesario introducir variaciones en los parámetros de soldadura en función de los resultados que estemos obteniendo, ajustando los valores según nos convenga.
Velocidad de desplazamiento (parámetro 4.1.4.relativo a la técnica de soldeo)
La velocidad de desplazamiento es la velocidad con que la punta del electrodo avanza a lo largo de la junta de soldadura.
También podría interpretarse como la velocidad con que avanza el baño de fusión durante el soldeo.
Es el soldador quien, controlando el desplazamiento del baño, "decide" la velocidad de avance.
Una velocidad adecuada y constante, sin variaciones ni movimientos bruscos, producirá una soldadura correcta, con buenas características y buena apariencia, si todos los demás parámetros están bien seleccionados.
No existe una formulación o unas tablas donde se pueda determinar la velocidad de desplazamiento, a no ser que se haya estudiado previamente la soldadura en particular.
Por lo tanto, es el soldador quien, basándose en su experiencia y habilidad, determina la velocidad de avance en función de las características deseadas.
Para la elección de la velocidad de desplazamiento adecuada, se deberán evaluar los siguientes factores:
• Tipo y valor de la corriente.
• Posición de soldadura.

TEMA 4
Selección de los parámetros de soldeo
24 Soldeo por arco con electrodo revestido
• Tipo de electrodo.
• Espesor del metal base.
• Tipo de unión y estado superficial de esta.
• Punteado.
• Balanceo del electrodo.
Efectos de la asignación de velocidad 4.1.1.6.de desplazamiento inadecuada
En este punto estudiaremos los efectos asociados a asignaciones inadecuadas de velocidad. De este modo, observando los resultados obtenidos, podremos estimar si estamos trabajando con una velocidad de desplazamiento demasiado rápida o demasiado lenta.
Si trabajamos con una velocidad de desplazamiento rápida, observaremos que el cordón final es estrecho y con poca penetración:
• Si la velocidad de desplazamiento sigue aumentando, aparecen nuevos efectos:
o Veremos que con velocidad excesiva, el poder calorífico del arco funde el metal en los bordes, pero como el avance es demasiado rápido, no hay metal fundido suficiente para rellenar la sección fundida, dando origen a mordeduras y socavaciones en los bordes.
o La velocidad excesiva hace que los gases protectores del revestimiento pierdan su eficacia, produciendo defectos por inclusión de gases, generando porosidad en el cordón.
• Como el calor aportado por unidad de longitud es mucho menor, la penetración del cordón puede desaparecer.
• El aspecto final del cordón es muy desfavorecido, de aspecto muy irregular, de relieve abultado, ofreciendo mucha dificultad para eliminar correctamente la escoria.
Si por el contrario trabajamos con velocidad de desplazamiento demasiado lenta, aparecen otros efectos:

TEMA 4
Selección de los parámetros de soldeo
25 Soldeo por arco con electrodo revestido
• El primer efecto que podremos apreciar es el abultamiento y engrosamiento del baño de fusión.
• Esto da origen a un cordón ancho y abultado, en el que también se observa un déficit en la penetración
• La soldadura no penetra bien porque al tener un baño de fusión grande, el arco eléctrico no incide sobre el metal base sino contra el baño, produciendo en los mejores casos una débil penetración. A Este efecto se le conoce como efecto colchón.
• Si se sigue disminuyendo la velocidad, se observa que el baño adelanta al arco eléctrico, de tal modo que al seguir con el avance del cordón se debe refundir el baño (ya que al adelantar al arco comienza a enfriarse), dando origen a muchos problemas de inclusión de escorias, diversos tipos de contaminación, porosidad y falta de fusión.
• Se debe tener en cuenta, especialmente en los aceros que hayan sido tratados térmicamente, que con avances lentos se afecta térmicamente mucho más material que con avances rápidos, pudiendo llegar a hacer inservible la pieza por los cambios metalúrgicos que se originan.
• El avance lento implica más tiempo de calentamiento, por lo que las zonas afectadas por el calor alcanzarán mayor temperatura y la mantendrán durante más tiempo. El tiempo de calentamiento y de enfriamiento es un factor clave para los cambios metalúrgicos (cambios en la estructura interna del metal), también para la aparición de heterogeneidades en la composición, como por ejemplo: precipitación de carburos (transformación de los elementos químicos del metal).
• Ante la aparición de cualquier problema asociado al aporte de calor, se recomienda minimizar el aporte térmico, aunque paradójicamente, algunos problemas de este tipo se solucionan aplicando precalentamientos y/o postcalentamientos.
Orientación del electrodo (parámetro 4.1.5.relativo a la técnica de soldeo)
Para soldar correctamente, el electrodo debe posicionarse sobre la zona de soldadura de una forma específica, y debe mantenerse durante toda la fusión del electrodo.
De una correcta elección y mantenimiento de dicha posición depende la calidad final de la soldadura.

TEMA 4
Selección de los parámetros de soldeo
26 Soldeo por arco con electrodo revestido
Una mala orientación del electrodo produce defectos por inclusión de escorias, porosidad, falta de penetración y mordeduras sobre el metal base.
No todas las soldaduras requieren la misma orientación del electrodo. Como se verá a continuación, la posición del electrodo estará determinada principalmente por la posición de soldadura y el tipo de unión. Será necesario observar el valor de dos ángulos que definen la posición relativa entre el electrodo y la soldadura, conocidos como ángulo de trabajo y ángulo de desplazamiento o avance.
También se debe prestar atención al tipo de electrodo, ya que hay que ajustar la orientación según lo fluido que sea el baño de fusión o según el tamaño del revestimiento. Para esto no se puede seguir un criterio prefijado, porque los electrodos son distintos según fabricante, por lo que estas correcciones quedan en manos de la experiencia y pericia del soldador.
Ángulos de orientación del electrodo 4.1.1.7.
Debemos establecer un criterio de medición para poder establecer los valores de orientación de manera concisa:
Uniones a tope:
Si comprendemos la pieza de trabajo como un plano, y el electrodo como un eje, únicamente será necesario determinar el valor de dos ángulos para definir su orientación de manera precisa.
Uniones en ángulo:
Podemos interpretar como la intersección de dos planos perpendiculares y el electrodo como un eje, sólo será necesario determinar dos ángulos para orientar el electrodo.
Por lo tanto, para los dos tipos de unión sólo es necesario definir el valor de dos ángulos para precisar la posición del electrodo denominados:
• Ángulo de trabajo.
• Ángulo de desplazamiento.
Vamos a definir el ángulo de trabajo según el tipo de unión (uniones a tope o en ángulo). Sólo es necesario estar familiarizado con dos objetos geométricos: el plano y el eje.
• Si estamos ante dos piezas posicionadas a tope y están correctamente alineadas, las dos caras de las piezas coincidentes con la cara de soldadura, forman un plano.
TEMA 4
Selección de los parámetros de soldeo
27 Soldeo por arco con electrodo revestido
Ahora hemos de suponer un plano imaginario, el cual intersecta al plano que forman las piezas y coincide con el eje del surco de soldadura. El electrodo, durante la ejecución de la soldadura, realizará un desplazamiento siempre contenido en este plano.
Podemos definir el ángulo de trabajo como el ángulo existente entre la cara de la pieza más próxima al operario (o al suelo, en soldadura en cornisa) y el plano imaginario que hemos definido.
• En el caso de las uniones en ángulo, las caras de las piezas forman dos planos que se intersectan perpendicularmente formando un ángulo de 90°. La intersección de las dos piezas forma un eje que es coincidente con el eje de la garganta de soldadura.
• Vamos a suponer un plano imaginario. Este plano coincide con el eje de la garganta de soldadura y divide el espacio formado por las dos caras de las piezas. De esta forma, podemos definir el ángulo de trabajo como el ángulo existente entre la cara de la pieza posicionada verticalmente y el plano imaginario que hemos definido. Lógicamente el eje del electrodo estará contenido en este plano durante la ejecución de la soldadura.
Nos queda por definir el segundo ángulo para tener totalmente precisada la posición del electrodo, se conoce como ángulo de desplazamiento.
Para definir este ángulo no es necesario hacer distinciones entre los diferentes tipos de unión, porque en su definición sólo intervienen el plano imaginario que usábamos para especificar el ángulo de trabajo y el eje de soldadura, independientemente de su posición.
Suponemos el electrodo como un eje, lógicamente el eje debe estar contenido en el plano imaginario de trabajo, y a su vez debe intersectar con el eje del surco de soldadura.
Si el eje del electro y el eje de soldadura son completamente perpendiculares entre sí, diremos que existe un ángulo de desplazamiento 0°, por lo que el eje debe inclinarse hacia la izquierda o hacia la derecha para formar un ángulo de desplazamiento (el eje del electrodo está contenido en el plano de trabajo evidentemente).
No es suficientemente preciso hablar que el ángulo de desplazamiento se inclina hacia la derecha o hacia la izquierda, ya que puede tener efectos totalmente opuestos si la dirección de soldadura es de izquierda a derecha o de derecha a izquierda.
Por lo tanto, debemos considerar el sentido de avance de la soldadura para definir el ángulo de desplazamiento, consideramos:
• Soldadura hacia adelante cuando la inclinación del ángulo de desplazamiento es en contra del avance de la soldadura. Es decir, si consideramos el avance de

TEMA 4
Selección de los parámetros de soldeo
28 Soldeo por arco con electrodo revestido
la soldadura de izquierda a derecha, el ángulo se mide en sentido antihorario desde el ángulo de desplazamiento 0°. Si consideramos el avance de soldadura de derecha a izquierda se mide en sentido horario. También se la conoce como soldadura de ataque.
• Soldadura hacia atrás cuando la inclinación del ángulo de desplazamiento es a favor del avance de la soldadura. Quiere decir que si consideramos el avance de la soldadura de izquierda a derecha, el ángulo se mide en sentido horario desde el ángulo de desplazamiento 0°. Si consideramos el avance de soldadura de derecha a izquierda se mide en sentido antihorario. También se la conoce como soldadura de arrastre.
A continuación podemos ver la representación gráfica de estos ángulos para las soldaduras a tope (Fig. 4.9 ):
Figura 4.9. Ángulos de trabajo y desplazamiento .
En la siguiente imagen podemos ver la representación gráfica de estos ángulos para las soldaduras en ángulo (Fig. 4.10):
Figura 4.1O. Imágenes extraídas del Manual del soldador CESOL. Edición 26 .

TEMA 4
Selección de los parámetros de soldeo
29 Soldeo por arco con electrodo revestido
En la tabla siguiente se recoge la información referente a las posiciones de soldadura y uniones más comunes, junto con la orientación que debe darse al electrodo.
TIPO DE UNIÓN
POSICIÓN DE SOLDADURA
ÁNGULO DE TRABAJO, GRADOS
ÁNGULO DE DESPLAZAMIENTO,
GRADOS
DIRECCIÓN DE
SOLDEO
Tope Plana 90 5-10* arrastre
Tope Cornisa 80-100 5-10 arrastre
Tope
Vertical ascendente
90
5-10
empuje
Tope Techo 90 5-10 arrastre
Ángulo Horizontal 45 5-10* arrastre
Ángulo
Vertical ascendente
35-45
5-10
empuje
Ángulo Techo 30-45 5-10 arrastre
*- En caso de trabajar con recubrimiento grueso el ángulo de desplazamiento será de 10 a 30°.
TEMA 4
Selección de los parámetros de soldeo
30 Soldeo por arco con electrodo revestido
� Resumen
• El desarrollo de una soldadura de manera correcta sólo es posible si ha existido una correcta elección de los parámetros de soldeo y se han mantenido durante toda la soldadura.
En esta unidad hemos estudiado cuales son los parámetros que afectan a la soldadura con electrodo revestido, así como los factores que determinan la elección de cada parámetro.
También se ha hecho hincapié en los efectos que producen una elección inadecuada de los parámetros.
• Los parámetros afectan a tres partes fundamentales de este tipo de soldadura:
El electrodo, el equipo y la técnica de soldadura.
• El parámetro de soldadura al que afecta el electrodo es su propio diámetro.
• Para realizar la elección de diámetro más acertada debe evaluarse el conjunto de las reglas expuestas: mayor diámetro posible, espesor de material, preparación de los bordes, posición de soldadura y habilidad del soldador.
• El equipo de soldadura nos ofrece dos parámetros de soldadura sobre los que realizar los ajustes: el tipo y la intensidad de corriente.
Existen dos tipos de corriente empleadas para la soldadura: corriente alterna y continua. La corriente continua tiene la posibilidad de ofrecer dos tipos de polaridad según se conecten las pinzas al equipo, siendo estas polaridades: directa e inversa.
Cada tipo de corriente y polaridad tiene unos efectos, según las características deseadas en nuestra soldadura escogeremos un tipo u otro. Cualquier tipo de corriente pueda trabajar inadecuadamente, si su valor es demasiado alto o demasiado bajo. Cada una produce unos defectos característicos.
• El resto de parámetros (longitud de arco, velocidad de desplazamiento y orientación del electrodo) son relativos a la técnica de soldeo.
• Sólo se pueden lograr buenos resultados en la soldadura siguiendo una buena técnica de soldeo. La elección correcta de los parámetros que afectan a la técnica es el punto de partida para realizar una buena soldadura. Conocer los efectos que

TEMA 4
Selección de los parámetros de soldeo
31 Soldeo por arco con electrodo revestido
produce una mala elección de dichos parámetros es fundamental para saber identificar el origen de los defectos cuando éstos aparecen.