revista tope nº 216 - mayo 2016
DESCRIPTION
29.BIEMH - Tecnología - Actualidad industrial - Agenda - Guía de subcontratación - Programa editorial 2016 y boletín de suscripción - Índice de anunciantesTRANSCRIPT

¡Visítenos!


en portad@
· nº 216 · mayo 2016 ·4
TECNOLOGÍA•Nuevas prensas eléctricas y servo prensas para mayores exigencias de precisión y repetibilidad
•Implementación de ficheros standard, la solución para unificar criterios
•Fabricación más productiva de bujes / casquillos •La excelencia japonesa a la conquista del mercado europeo de la máquina-herramienta
•Las herramientas de tronzado y ranurado profundo más delgadas disponibles
•Guía hidrostática compacta para un control activo de los ejes
•Las propiedades de los objetos determinan el rendimiento en el flujo de materiales
•Otras novedades en el mercado
GUÍA DE SUBCONTRATACIÓN
PROGRAMA EDITORIAL 2016 Y BOLETÍN DE SUSCRIPCIÓN
ÍNDICE DE ANUNCIANTES
ACTUALIDAD INDUSTRIAL•Noticias
AGENDA •Calendario de ferias
29.BIEMH•Una buena muestra de cómo fabricar BIEMH •Máxima productividad, excelente precisión •Flexibilidad y eficacia en medición portátil •Amarres HTC con sujeción directa para diámetros pequeños•Máquinas, soluciones y servicios avanzados para responder a los nuevos desafíos industriales
•Apuesta tecnológica por los sectores de futuro •Medición 3D sin límites •Más funcional y eficiente que nunca •Cadenas portacables para movimientos rotatorios rápidos, desde stock
•Medición híbrida en un solo equipo para obtener los resultados más precisos en un tiempo récord
•Tecnología de vanguardia a la medida del cliente •Control de calidad automatizado con sistemas de medición 3D •Mesas y utillajes de soldadura, estabilizador de tensiones y pistolas de ultrasonidos, al servicio del cliente
•La solución de plegado productiva y flexible •Máxima eficiencia redefinida •Plasma, oxicorte, láser y mecanizado de chapa de última generación
•Corte de tubos por láser con todas las ventajas de la tecnología de láser de cuerpo sólido
•Aceites de guías que cuidan de su maquinaria y de sus baños de taladrina
•Otros productos
6
8
SUMARIO - nº 216 - mayo 2016
73
74
10
72
··
·
www.revis t a t ope.com
La nueva CoroMill® 745 es el primer concepto multifilo de dos caras con una acción de corte positiva en el mercado.
El sistema de posicionamiento de la plaquita patentado proporciona la misma acción de corte ligera y el mismo rendimiento que una fresa positiva. Con un total de 14 filos de corte, CoroMill® 745 es la elección más rentable para un planeado productivo.
SANDVIK COROMANT IBÉRICA Parque Empresarial Puerta de Madrid Este – C/ Tapiceros
28830 · San Fernando de Henares · (Madrid)tel. 91 6605100 · www.sandvik.coromant.com
La nueva fresa CoroMill® 745 para una gran productividad y reducción de costes, ya está disponible
58

actualidad industri@l
· nº 216 · mayo 2016 ·6
SCHUNK, RECONOCIDA COMO EMPRESA FORMADORASCHUNK Intec S.L.U. muestra con orgullo su sello de empresa formadora otorgado por la Cámara de Comercio Alemana
para España (AHK). Según la AHK: “Este sello es un reconocimiento a la empresa que cumpla con los estándares alemanes para programas de Formación Profesional Dual en España. El objetivo del sello es distinguirse como empresa formadora de alta calidad ante clientes y organismos públicos”.
Esto es un importante acontecimiento en la empresa. En vista del desempleo juvenil en España, SCHUNK ve una mejora del sistema con la formación profesional y como consecuencia, resultados positivos en la economía española.
SCHUNK da a los jóvenes la posibilidad de llevar a cabo una formación profesional en comercio industrial. La formación es en tres idiomas (inglés, alemán y español). Para SCHUNK es un gran paso de cara al futuro.
SECO AÑADE LA FUNCIÓN RECOMENDACIONES AL PORTAL DIGITAL MY PAGES
La competencia técnica y la mejora de los procesos son esenciales para el éxito en el sector del mecanizado actual, lo que aumenta la importancia del lanzamiento de Recomendaciones de Seco. Como parte de la aplicación My Pages, Recomendaciones ayuda a los fabricantes de todos los sectores del mercado a identificar las soluciones de fresado, torneado, taladrado o roscado más productivas.
Recomendaciones integra datos de herramienta de corte exhaustivos sobre miles de productos de Seco con más de 80 años de experiencia en ingeniería de aplicaciones y desarrollo de procesos. Esta inteligencia avanzada permite a Recomendaciones sugerir de forma rápida y fácil herramientas de corte y estrategias de mecanizado para producir piezas con características simples y complejas. A medida que avanza la tecnología y se introducen nuevos productos y procesos, los expertos de mecanizado de Seco actualizan continuamente Recomendaciones, lo que garantiza que los usuarios siempre tengan acceso a la información más actualizada.
Seco ha desarrollado Recomendaciones para que realmente sirva para solucionar problemas y ser algo más que un selector de productos convencional. Es capaz de presentar soluciones productivas, a partir de la perspectiva de un material o aplicación, se basa en la información definida por el usuario como la pieza y las condiciones de mecanizado, todo en cuestión de minutos frente a las horas que puede costar navegar a través de los catálogos de productos. Recomendaciones también proporciona los precios netos y la disponibilidad en el almacén para todas las herramientas de corte recomendadas.
Además, Recomendaciones es capaz de hacer sugerencias a partir de unos datos mínimos. Tiene valores predeterminados en cada uno de sus campos de entrada de datos, de modo que incluso aquellos con conocimientos limitados de mecanizado se pueden beneficiar, algo que es importante en un momento en que la mano de obra cualificada a veces es difícil de encontrar. Los usuarios también pueden revisar y editar los datos de corte para cada paso de una operación, así como filtrar, ordenar y comparar las sugerencias alternativas. Todas las recomendaciones de herramientas pueden guardarse, compartirse electrónicamente o imprimirse para facilitar su distribución.
Tanto si un fabricante necesita ayuda para encontrar la herramienta adecuada para un trabajo nuevo o quiere explorar las opciones para una aplicación en curso, Recomendaciones está disponible 24 horas al día, siete días a la semana para ayudar con la planificación de procesos. Los fabricantes pueden acceder al portlet Recomendaciones basado en la nube a través My Pages, que está disponible en los ordenadores, tablets y smartphones a través de un navegador web en línea. Como un portal digital totalmente práctico, My Pages proporciona una perfecta funcionalidad, una visualización óptima y una navegación fácil en todos los dispositivos compatibles.
Para obtener más información acerca de My Pages y el nuevo portlet Recomendaciones, póngase en contacto con un representante local o visite www.secotools.com/mypages.

agend@
· nº 216 · mayo 2016 ·8
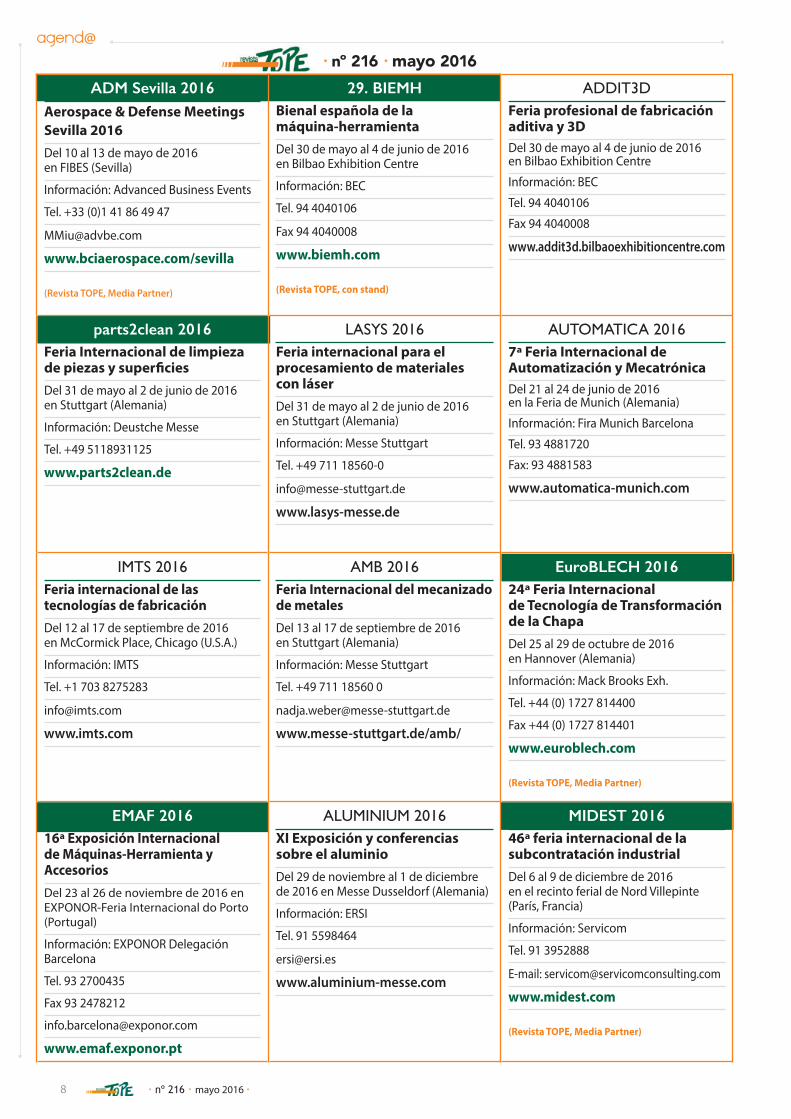
· nº 216 · mayo 2016ADM Sevilla 2016
Aerospace & Defense Meetings Sevilla 2016Del 10 al 13 de mayo de 2016 en FIBES (Sevilla)
Información: Advanced Business Events
Tel. +33 (0)1 41 86 49 47
www.bciaerospace.com/sevilla
(Revista TOPE, Media Partner)
29. BIEMHBienal española de la máquina-herramientaDel 30 de mayo al 4 de junio de 2016 en Bilbao Exhibition Centre
Información: BEC
Tel. 94 4040106
Fax 94 4040008
www.biemh.com
(Revista TOPE, con stand)
ADDIT3DFeria profesional de fabricación aditiva y 3DDel 30 de mayo al 4 de junio de 2016 en Bilbao Exhibition Centre
Información: BEC
Tel. 94 4040106
Fax 94 4040008
www.addit3d.bilbaoexhibitioncentre.com
parts2clean 2016Feria Internacional de limpieza de piezas y superficiesDel 31 de mayo al 2 de junio de 2016 en Stuttgart (Alemania)
Información: Deustche Messe
Tel. +49 5118931125
www.parts2clean.de
LASYS 2016Feria internacional para el procesamiento de materiales con láserDel 31 de mayo al 2 de junio de 2016 en Stuttgart (Alemania)
Información: Messe Stuttgart
Tel. +49 711 18560-0
www.lasys-messe.de
AUTOMATICA 20167ª Feria Internacional de Automatización y MecatrónicaDel 21 al 24 de junio de 2016 en la Feria de Munich (Alemania)
Información: Fira Munich Barcelona
Tel. 93 4881720
Fax: 93 4881583
www.automatica-munich.com
IMTS 2016Feria internacional de las tecnologías de fabricaciónDel 12 al 17 de septiembre de 2016 en McCormick Place, Chicago (U.S.A.)
Información: IMTS
Tel. +1 703 8275283
www.imts.com
AMB 2016Feria Internacional del mecanizado de metalesDel 13 al 17 de septiembre de 2016 en Stuttgart (Alemania)
Información: Messe Stuttgart
Tel. +49 711 18560 0
www.messe-stuttgart.de/amb/
EuroBLECH 201624ª Feria Internacional de Tecnología de Transformación de la ChapaDel 25 al 29 de octubre de 2016 en Hannover (Alemania)
Información: Mack Brooks Exh.
Tel. +44 (0) 1727 814400
Fax +44 (0) 1727 814401
www.euroblech.com
(Revista TOPE, Media Partner)
EMAF 201616ª Exposición Internacional de Máquinas-Herramienta y AccesoriosDel 23 al 26 de noviembre de 2016 en EXPONOR-Feria Internacional do Porto (Portugal)
Información: EXPONOR Delegación Barcelona
Tel. 93 2700435
Fax 93 2478212
www.emaf.exponor.pt
ALUMINIUM 2016XI Exposición y conferencias sobre el aluminioDel 29 de noviembre al 1 de diciembre de 2016 en Messe Dusseldorf (Alemania)
Información: ERSI
Tel. 91 5598464
www.aluminium-messe.com
MIDEST 201646ª feria internacional de la subcontratación industrialDel 6 al 9 de diciembre de 2016 en el recinto ferial de Nord Villepinte (París, Francia)
Información: Servicom
Tel. 91 3952888
E-mail: [email protected]
www.midest.com
(Revista TOPE, Media Partner)
· nº 216 · mayo 2016 ·10
Más de 1.400 firmas expositoras de 30 países desplegarán su tecnología más innovadora para hacer frente de los desafíos de la fabricación avanzada en la 29ª Bienal de Máquina-Herramienta, que será la mejor de los últimos tiempos gracias a la recuperación de la actividad industrial. Con más de 2.200 productos registrados -de ellos, más de 1.000 máquinas-, la superficie de exposición ha alcanzado la ocupación máxima de espacio previsto en Bilbao Exhibition Centre, con los pabellones 1, 2, 3, 4B, 5 y 6 prácticamente completos
Entre las novedades de BIEMH, que está organizada por Bilbao Exhibition Centre y la Asociación de Fabricantes de Máquina-herramienta (AFM) y cuenta con la
colaboración de la Asociación de Importadores de Máquina-herramienta y del Gobierno vasco, destaca este año un nuevo centro de mecanizado universal 5 ejes con mayor potencia de arranque y precisión, el centro de mecanizado transportable más pequeño del mundo, el nuevo sistema Dynamics Active Stabiliser que reduce el riesgo de aparición de chatter durante el proceso de mecanizado y mejora en un 300% la capacidad de corte de la máquina y la nueva TruLaser Tube 5000 Fiber, que sustituye los procesos de fabricación convencionales tales como serrar, fresar y punzonar, entre muchas otras. Las áreas principales de la exposición serán las de máquina-herramienta, otras máquinas, herramientas, piezas, componentes y accesorios, automatización de los sistemas de producción, software para la fabricación, metrología y control de calidad, servicios, composites y digital factory.
En el ámbito internacional, la presencia de empresas expositoras de países como Alemania, Italia, EEUU, Suiza, Taiwán, Japón, Francia, Reino Unido, Portugal, Austria, Suecia y Holanda convertirá la Bienal en una oportunidad única para conocer de primera mano soluciones, productos y servicios de mercados líderes.
Por su parte, la lista de países del programa de visitantes compradores extranjeros es también muy amplia. Irán, Estados Unidos, Alemania e India han mostrado un interés especial por participar en BIEMH, y en Colombia, Perú, Portugal, México y Turquía ya se están cerrando las primeras delegaciones de profesionales. Además, y gracias a la recuperación del mercado interno, la campaña de compradores nacionales también se ha desarrollado con éxito, especialmente en las áreas de automoción, aeronáutica y moldes.
La industria de la máquina-herramienta juega un papel clave en los sectores más relevantes de la economía gracias a su compromiso con la investigación, desarrollo e innovación y su nivel competitivo, tal y como indican los ratios por cliente de los expositores de BIEMH. Así, un 36% de las empresas confirmadas ofrecerán las últimas soluciones para la automoción, un 24% para la aeronáutica, un 20% para la subcontratación de trabajos de arranque, un 18% para la subcontratación de trabajos de chapa y un 16% para la fabricación de maquinaria. Los sectores de siderurgia, energía, bienes de equipo, ferroviario, electricidad-electrónica
y electrodoméstico encontrarán también en el certamen productos y servicios especializados y con un gran valor añadido para sus procesos de fabricación.
ADDIT3D: primera feria profesional de fabricación aditiva y 3D
Más de 40 firmas expositoras de las áreas de sistemas y maquinaria, materias primas, investigación y desarrollo, aplicaciones industriales, consumibles, servicios, software y escáner participarán en ADDIT3D. La primera feria profesional de fabricación aditiva y 3d del Estado ofrecerá, además, un amplio programa de conferencias con temas como “Nuevas oportunidades de negocio en fabricación aditiva y máquinas híbridas”, “La tecnología que puede salvar vidas”, “Cómo hacer una escultura de 7m con impresoras 3D low cost”, “Nuevos desarrollos y tendencias de los materiales plásticos en la fabricación aditiva” o “La fabricación aditiva en la industria aeronáutica”, por citar algunos.
XII Premio Nacional a la Innovación BIEMH 2016 acogerá la duodécima edición del Premio
Nacional a la Innovación en Tecnologías de Fabricación Avanzada, que premiará las innovaciones en máquinas-herramienta, componentes, accesorios y herramientas, además de las relacionadas con la fabricación aditiva y la integración de conceptos 4.0. Estos dos últimos ámbitos han irrumpido con fuerza en el panorama de la producción industrial, por lo que han dado lugar a dos nuevas categorías del premio. Estos premios están organizados por AFM.
La valoración del jurado se basará en criterios de innovación y tecnología, pero también se tendrán en cuenta aspectos relacionados con el diseño, la ergonomía, la seguridad y la sostenibilidad.
WORKINN: foro de empleo y formación del sector industrial
De forma paralela a la celebración de BIEMH y ADDIT3D, se va a llevar a cabo la primera edición de una nueva iniciativa: WORKinn, un foro para la orientación laboral del sector industrial. WORKinn pretende convertirse en un espacio de encuentro entre empresas y profesionales que buscan un empleo, promover la incorporación laboral, Identificar el talento, proveer a las empresas de perfiles adecuados a sus necesidades e incrementar la empleabilidad, mediante orientación laboral y una amplia oferta formativa dirigida a estudiantes y profesionales.
Una buena muestra de cómo fabricar BIEMH
LA CITA BIENAL DE LA INDUSTRIA METALMECÁNICA, DEL 30 DE MAYO AL 4 DE JUNIO EN BILBAO EXHIBITION CENTRE


· nº 216 · mayo 2016 ·12
Los avances de la tecnología láser de fibra se exhiben de forma única dentro del nuevo LCG 3015 AJ de Amada, que alcanza hasta un máximo de 6 kW. Una gran ayuda para el usuario a la hora de reducir costes: desde el consumo de electricidad a la mano de obra; igualmente destacable es su capacidad para procesar una amplia gama de materiales, y también más gruesos. Desde su lanzamiento, está demostrando ser la mejor elección para los fabricantes que trabajan con diferentes tipos de material
Reducir costes, sin renunciar a la calidad
Para los fabricantes, la palabra “fibra“ por sí sola evoca la idea de responsabilidad fiscal. Esta tecnología ofrece menores costes de mantenimiento por su reducido número de componentes internos en comparación con el CO2, tales como la óptica interna. El consumo de gas también es más bajo, teniendo en cuenta que la fibra es una tecnología de láser de estado sólido, lo que significa que no requiere un gas de resonador para producir el haz de corte.
Los láseres de fibra son también más eficientes, ayudando así a reducir los costes. Con el LCG, los fabricantes pueden reducir sus facturas de luz en más del 60%, en lo que al láser se refiere. Asimismo, el LCG utiliza un tercio de la electricidad que necesitaría un CO2 de la misma potencia, y la electricidad que sí necesita la consume a un nivel más eficiente. Eso, en sí mismo, le aporta un beneficio añadido: funcionamiento ecológico.
El LCG logra su alta eficiencia gracias a los diodos de alta calidad que se encuentran en su resonador, o en el generador de fibra. Debido a esta alta calidad, el generador de Amada puede suministrar la misma cantidad de energía usando un 60% menos de diodos láser y un 75% menos de módulos. Con menos módulos, hay menos posibilidades de que los conectores sufran un sobrecalentamiento, prolongando así la vida del resonador.
Históricamente, los láseres de CO2 de mayor potencia se utilizaban para cortar el material de espesores más gruesos que las máquinas de menor potencia no podían procesar. Sin embargo, la mayoría del
trabajo en esos espesores era, y sigue siendo, un volumen relativamente bajo.
Los fabricantes que necesitan procesar grandes cantidades de chapa gruesa están encantados con la posibilidad de contar con mayores niveles de potencia. Sin embargo, para el sector de la deformación de chapa en general, la necesidad de cortar chapa fina aún supera ampliamente la necesidad de procesar materiales más gruesos.
Independientemente de los niveles de potencia, las máquinas de láser de fibra se han puesto de moda por su capacidad para rozar los límites de los láseres de CO2.
Esos avances se exhiben de forma única dentro del nuevo láser de fibra de Amada, la LCG 3015 AJ, que alcanza hasta un máximo de 6 kW.
El LCG es de gran ayuda a la hora de reducir costes: desde el consumo de electricidad a la mano de obra; además de su capacidad para procesar una amplia gama de materiales, incluyendo latón, cobre y titanio, así como materiales más gruesos. Desde su lanzamiento, está demostrando ser la mejor elección para los fabricantes que trabajan con diferentes tipos de material.
Máxima productividad, excelente precisión
EL NUEVO LÁSER DE FIBRA AMADA AUMENTA LA PRODUCTIVIDAD Y LA PRECISIÓN EN VELOCIDADES DE CORTE MÁS ALTAS
El nuevo láser de fibra de Amada LCG 3015 AJ, que alcanza hasta un máximo de 6 kW, es de gran ayuda para reducir costes de producción

Además, el LCG es, simplemente, más rápido. Las velocidades de la fibra, en general, han superado al CO2 en el procesamiento de chapa fina, aumentando la productividad; y el LCG no es una excepción a esta regla: su velocidad de corte se ha registrado en más de 2.000 mm/m por eje. Cuantas más piezas se pueden cortar, más ingresos.
Una máquina altamente dinámicaEl LCG, desarrollado con la tecnología de láser de fibra
de Amada, está disponible tanto en 2-kW, 4 kW como en 6 kW. Es un auténtico sistema de láser con óptica volante, lo que significa que el cabezal de corte recorre la chapa mientras que ésta permanece inmóvil.
Como ocurre con otros láseres de Amada, las altas velocidades y la gran productividad del LCG son el resultado de la gran habilidad de fabricación de Amada. Así como también, la consideración que tiene Amada acerca de cómo se cortan los diferentes tipos de materiales.
Nitrógeno vs Oxígeno Respectivamente, los dos se pueden describir
como procesos de corte endotérmicos y exotérmicos. Endotérmico se refiere al corte con nitrógeno mientras que exotérmico es cortar con oxígeno.
Cuanto más rápido se pueda obtener una pieza del láser y pasarla a plegado o soldadura, mejor; de ahí la razón de que las velocidades de corte más rápidas se atribuyan a un procesamiento más rápido en general. Sin embargo, la máxima de que, a mayor velocidad de corte más ingresos, no siempre se cumple.
Preparación para la productividadCuando un comercial de Amada habla con un cliente
acerca de sus necesidades, la primera regla es preguntarle por su procedimiento general de trabajo: los materiales que corta, los productos y sus procedimientos. El cliente busca ahorrar dinero y uno de los métodos sería mejorando su rendimiento. Aunque el láser es a menudo el primero en ese proceso de mejora, Amada busca que sus clientes estén preparados para el aumento de productividad que el LCG proporciona.
El LCG logra su alta eficiencia gracias a los diodos de alta calidad. Como ocurre con otros láseres de la firma japonesa, las altas velocidades y la gran productividad son el resultado de la gran habilidad de fabricación de Amada

· nº 216 · mayo 2016 ·14
El nuevo LCG 3015 AJ de Amada es óptimo para los fabricantes que trabajan con diferentes tipos de material
Por ejemplo: un cliente podría tener X cantidad de capital para invertir en un láser nuevo y se centrará en comparar el LCG 6 kW con el LCG-4 kW. Automáticamente, asumirá que puede justificar la diferencia de precio que hay entre ellos ya que el 6kW es un 20% más productivo. Sin embargo, una vez lo tenga en fábrica, se podría encontrar con que el láser más caro se pasa horas parado sin hacer nada.
En este sentido, si no se equilibra la tecnología en la planta de producción, se pierde dinero. Hoy en día, hay tecnología de plegado que incorpora robots y cambios automáticos de herramientas, lo que permite hacer muchas más configuraciones por día.
Este es el tipo de detalles en los que hay que fijarse. Una inversión no se limita únicamente a una máquina, sino al proceso por completo.
Consideraciones generalesCuando Amada diseñó el LCG, sus ingenieros estaban
pensando en todo el proceso que seguía el cliente. Desde el cabezal al control, pasando por el sistema de accionamiento hasta los diodos; cada aspecto de la máquina está pensado para satisfacer las necesidades del cliente en su totalidad, al igual que se pensó en los costes.
Si lo que busca es que la máquina sea aún más productiva, hay que pensar en automatizar, por ejemplo, la configuración del láser; un cambiador de boquilla automático que limpia la boquilla, la guarda y coge otra nueva cada vez que el programa de la máquina cambia. A partir de ahí, calibra automáticamente el cabezal y vuelve al trabajo.
En cambio, cuando el cambio de boquilla es manual puede tardar entre 5/6 minutos, aunque el operador realmente tarda unos segundos en hacer ese trabajo. La diferencia está en que cuando el láser termina su trabajo, lo más probable es que el operador esté haciendo otra cosa. Como cualquier fabricante puede saber, este tipo de inactividad es clave a la hora de cumplir con los plazos.
Para aumentar aún más la productividad, Amada también incorpora sistemas de seguimiento en los controles del LCG. Tener información en tiempo real está, literalmente, al alcance de la mano.
Para Amada, el tener en cuenta el procedimiento general de trabajo de un cliente incluye también considerar la inversión que van a necesitar no sólo para el láser, sino también para plegadoras, cizallas, etc. Amada quiere que sus clientes sean capaces de justificar sus costes al mismo tiempo que dan la atención necesaria a las fases posteriores del proceso.
El LCG también tiene en cuenta el problema de cuando la chapa fina se revira y qué podría suceder si impacta con el cabezal. En este caso, el cabezal cuenta con un sistema capacitivo de no contacto que detecta y sigue el contorno del material para mantener una determinada distancia constante con la chapa. Con esto en mente, si una pieza se revira hacía arriba o el cabezal colisiona, el daño se absorbe o, en el peor de los casos, sacrifica una de las piezas protegiendo así el sistema de accionamiento de la máquina, que es más caro de reemplazar.
Hoy en día, los usuarios del LCG, en particular del 6 kW, son talleres que mecanizan una gran variedad de materiales. Ese sería el caso de fabricantes de camiones, remolques para la construcción, maquinaria agrícola, etc. Un 75% de estos clientes trabajan normalmente con espesores por encima de los 6mm.
Cualquier máquina de alta potencia puede ayudarles a cortarlo, pero el LCG además logrará mayores márgenes de beneficio. Hoy en día, los compradores de máquinas láser son mucho más inquietos de lo que eran en el pasado, y Amada confía en que vean los beneficios de esta novedosa propuesta.
AMADAPabellón 5 / D-45 tel. 93 4742725www.amada-mi.es

· nº 216 · mayo 2016 ·16
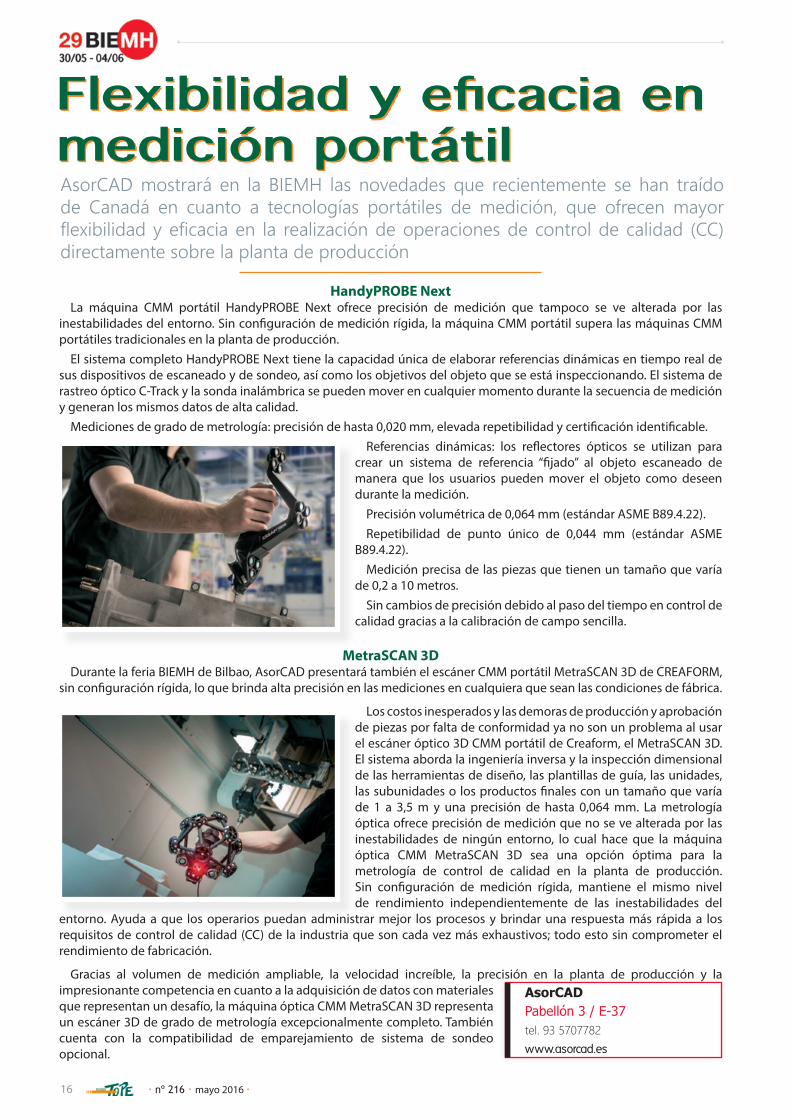
HandyPROBE NextLa máquina CMM portátil HandyPROBE Next ofrece precisión de medición que tampoco se ve alterada por las
inestabilidades del entorno. Sin configuración de medición rígida, la máquina CMM portátil supera las máquinas CMM portátiles tradicionales en la planta de producción.
El sistema completo HandyPROBE Next tiene la capacidad única de elaborar referencias dinámicas en tiempo real de sus dispositivos de escaneado y de sondeo, así como los objetivos del objeto que se está inspeccionando. El sistema de rastreo óptico C-Track y la sonda inalámbrica se pueden mover en cualquier momento durante la secuencia de medición y generan los mismos datos de alta calidad.
Mediciones de grado de metrología: precisión de hasta 0,020 mm, elevada repetibilidad y certificación identificable.Referencias dinámicas: los reflectores ópticos se utilizan para
crear un sistema de referencia “fijado” al objeto escaneado de manera que los usuarios pueden mover el objeto como deseen durante la medición.
Precisión volumétrica de 0,064 mm (estándar ASME B89.4.22).Repetibilidad de punto único de 0,044 mm (estándar ASME
B89.4.22).Medición precisa de las piezas que tienen un tamaño que varía
de 0,2 a 10 metros.Sin cambios de precisión debido al paso del tiempo en control de
calidad gracias a la calibración de campo sencilla.
MetraSCAN 3DDurante la feria BIEMH de Bilbao, AsorCAD presentará también el escáner CMM portátil MetraSCAN 3D de CREAFORM,
sin configuración rígida, lo que brinda alta precisión en las mediciones en cualquiera que sean las condiciones de fábrica.
Los costos inesperados y las demoras de producción y aprobación de piezas por falta de conformidad ya no son un problema al usar el escáner óptico 3D CMM portátil de Creaform, el MetraSCAN 3D. El sistema aborda la ingeniería inversa y la inspección dimensional de las herramientas de diseño, las plantillas de guía, las unidades, las subunidades o los productos finales con un tamaño que varía de 1 a 3,5 m y una precisión de hasta 0,064 mm. La metrología óptica ofrece precisión de medición que no se ve alterada por las inestabilidades de ningún entorno, lo cual hace que la máquina óptica CMM MetraSCAN 3D sea una opción óptima para la metrología de control de calidad en la planta de producción. Sin configuración de medición rígida, mantiene el mismo nivel de rendimiento independientemente de las inestabilidades del
entorno. Ayuda a que los operarios puedan administrar mejor los procesos y brindar una respuesta más rápida a los requisitos de control de calidad (CC) de la industria que son cada vez más exhaustivos; todo esto sin comprometer el rendimiento de fabricación.
Gracias al volumen de medición ampliable, la velocidad increíble, la precisión en la planta de producción y la impresionante competencia en cuanto a la adquisición de datos con materiales que representan un desafío, la máquina óptica CMM MetraSCAN 3D representa un escáner 3D de grado de metrología excepcionalmente completo. También cuenta con la compatibilidad de emparejamiento de sistema de sondeo opcional.
AsorCADPabellón 3 / E-37 tel. 93 5707782www.asorcad.es
AsorCAD mostrará en la BIEMH las novedades que recientemente se han traído de Canadá en cuanto a tecnologías portátiles de medición, que ofrecen mayor flexibilidad y eficacia en la realización de operaciones de control de calidad (CC) directamente sobre la planta de producción
Flexibilidad y eficacia en medición portátil

· nº 216 · mayo 2016 ·18
Hasta ahora, habitualmente se utilizaban casquillos de reducción para sujetar herramientas de diámetros inferiores a 6mm: con el nuevo amarre
estos casquillos ya no son necesarios. Además, ahora también se puede disfrutar de las ventajas que ofrece el nuevo amarre hidráulico de contorno reducido, con geometría similar a los amarres térmicos, en el mecanizado de diámetros pequeños.
Al igual que su equivalente, para diámetros inferiores a 6 mm, el nuevo amarre HTC de MAPAL se fabrica mediante el método de fabricación aditiva. El motivo: hasta ahora, utilizando los métodos de fabricación convencionales, había sido imposible producir amarres hidráulicos de contorno reducido para sujeción directa de diámetros inferiores a 6mm.
La zona de sujeción está muy cerca de la parte delantera del amarre, lo que es imposible en la fabricación convencional. Esto aporta una concentricidad ideal de < 3 µm en el alojamiento del agujero y de <5 µm en taladrados de 2.5 x Ø, además de una elevada precisión geométrica y una buena amortiguación de las vibraciones.
La amortiguación que lleva el sistema reduce las micro fisuras en los filos de corte, alargando así la vida útil de la herramienta y reduciendo el desgaste en el husillo de la máquina.
El amarre HTC de contorno reducido ofrece todas las ventajas de la tecnología ampliamente probada de los amarres HTC (amarres de gran apriete) de MAPAL; y no sólo por el par de apriete sino también por la resistencia al calentamiento.
El amplio rango de las temperaturas de trabajo hasta 170°C garantiza una fiabilidad de proceso adicional. La calidad de equilibrado se garantiza a G = 2.5 a una velocidad de giro de 25.000 min-1. El amarre es adecuado para el mecanizado de curvas y formas críticas con colisión de herramienta-pieza. Asimismo, permite sujetar la herramienta de forma sencilla y rápida.
En otras palabras, no hacen falta cursos de formación para su implantación, no genera elevados costos de instalación y no necesita de caros equipos periféricos.
MAPAL, cuyos productos distribuye la firma guipuzcoana AYMA, ha ampliado su programa de amarres HTC de contorno reducido gracias al novedoso método de fabricación aditiva, que elimina cualquier tipo de soldadura. Estos nuevos amarres pueden sujetar directamente herramientas de diámetros de 3, 4 y 5mm. Ahora, los amarres hidráulicos también se pueden utilizar para amarrar diámetros pequeños en aquellas industrias que así lo requieran, como pueden ser la industria médica, relojera o joyera
Amarres HTC con sujeción directa para diámetros pequeños
EL NUEVO AMARRE HTC DE CONTORNO REDUCIDO DE MAPAL, PRODUCIDO MEDIANTE EL MÉTODO DE FABRICACIÓN ADITIVA PARA PERMITIR UNA SUJECIÓN DIRECTA DE DIÁMETROS INFERIORES A 6MM
AYMA HERRAMIENTASPabellón 6 / A-33 tel. 943 729070www.ayma.es
El amarre HTC de contorno reducido ofrece todas las ventajas de la tecnología ampliamente probada de los amarres HTC (amarres de gran apriete) de MAPAL


· nº 216 · mayo 2016 ·20
Todos estos equipos incorporan componentes de máxima calidad que aseguran la rigidez y la estabilidad dinámica y térmica a lo largo de toda
la vida de la máquina, y disponen de avanzados sistemas de control capaces de responder a las altas exigencias de velocidad y precisión exigidas. Podrán verse también soluciones avanzadas para la fabricación de componentes de alto valor añadido para los sectores industriales más exigentes, que son el resultados de una sólida experiencia en procesos de mecanizado se han venido trabajando en estrecha colaboración con empresas líderes en su sector que han dado lugar a soluciones totalmente automatizadas que se instalan y ponen en producción en cualquier parte del mundo.
La oferta se completa con servicios avanzados basados en las tecnologías de información y comunicación más modernas que aseguran la máxima disponibilidad y proporcionan formación en la programación, operación y mantenimiento de los equipos.
Bajo el eslogan “Connecting the future”, DANOBATGROUP mostrará sus desarrollos más novedosos en el área de la fabricación digital y dará a conocer nuevas soluciones que hacen la fábrica del futuro una realidad hoy. Destacando:
HMI -Human-machine interface: para mejorar la inter-relación hombre máquina, a través de un entorno que simplifica la operación de la máquina, incorpora ayudas a la programación y ciclos de mecanizado especializados, facilita las labores de mantenimiento reduciendo tiempos improductivos, y suministra información para minimizar el consumo de energía.
Data system, un conjunto de servicios basados en la monitorización de máquina y Big Data para el análisis del comportamiento de la máquina y el proceso de mecanizado, que permiten, a través de dispositivos como tablets o teléfonos, conocer el estado de la máquina y poder optimizar el proceso o anticiparse a posibles fallos.
Intelligent components, dispositivos integrados en máquina que en base a la información captada de múltiples sensores actúan para mejorar el rendimiento y la precisión de las máquinas, optimizar los tiempos de proceso, incrementar la vida de herramientas, etc.
Control system, aplicación informática para la gestión de líneas completas de fabricación. Este sistema es independiente del fabricante de los equipos, pudiendo integrar distintos tipos de máquinas, gestiona toda la información necesaria para la cumplimentación de las órdenes de trabajo: programas de CNC, herramientas y utillajes, etc., y permitiendo la integración con otros niveles de gestión de la planta como PLM, MES, ERP, etc.
En cuanto a máquinas, se presentarán en esta edición los desarrollos más avanzados de las tecnologías de rectificado, torneado, fresado-mandrinado, corte y taladrado y máquinas para la transformación de chapa de las marcas DANOBAT y SORALUCE.
Algunas de las máquinas a exponer incorporarán un nuevo diseño, que además de los valores esenciales de fiabilidad, precisión y competitividad, ofrece a los clientes grandes mejoras en lo relativo al mantenimiento, la ergonomía y la seguridad del entorno de trabajo. Precisamente por este nuevo concepto aplicado a su nueva generación de máquinas, SORALUCE acaba de obtener el prestigioso premio Red Dot, reconocimiento internacional a la alta calidad de diseño. Ha sido precisamente la fresadora-mandrinadora SORALUCE FXR la que destacó entre la cifra récord de 5.214 candidaturas, procedentes de 57 países diferentes, y fue la ganadora del Premio Red Dot: Diseño de Producto 2016, siendo declarada uno de los mejores productos de este año.
En la 29 edición de la BIEMH, DANOBATGROUP va a mostrar los últimos desarrollos de sus dos reconocidas marcas, DANOBAT y SORALUCE, de máquinas avanzadas que aseguran una alta precisión, fiabilidad y productividad, y están diseñadas para hacer frente a los procesos de mecanizado más exigentes
Máquinas, soluciones y servicios avanzados para responder a los nuevos desafíos industriales

21· nº 216 · mayo 2016 ·
DANOBAT LG-1000, precisión y estabilidad térmica
La rectificadora horizontal de exteriores e interiores DANOBAT LG-1000 cuenta entre otras características con tecnología de motores lineales y transmisión directa en ejes rotativos para el rectificado de herramientas de corte, piezas de ultra-precisión para la industria hidráulica y piezas del sector de automoción, entre otros.
Su bancada de granito natural y los motores lineales proporcionan la precisión necesaria y la estabilidad térmica que requieren estas aplicaciones tan exigentes. También es la solución ideal para el rectificado de componentes no cilíndricos.
El uso de electrohusillos refrigerados por agua permite combinar el rectificado convencional y el de alta velocidad. De esta forma, es posible alcanzar una velocidad periférica máxima de muela de 120 m/s cubriendo la gama necesaria para el rectificado con abrasivo convencional (60 m/s) o superabrasivos con par máximo.
SORALUCE FMT, multifunción para piezas de gran dimensión
La máquina multifunción SORALUCE FMT es uno de los exponentes de la nueva generación SORALUCE que aúnan ergonomía, seguridad y altos niveles de producción.
Se trata de un centro multitask de gran dimensión que incorpora plena capacidad y funcionalidad de torneado que, sumado a su gran potencia y par en el cabezal universal de fresado-torneado, permite el mecanizado de piezas de gran complejidad en una sola atada, consiguiendo así considerables ahorros de tiempo de mecanizado que revierte en una mayor rentabilidad para el usuario, tanto en producción unitaria como en serie.
Esta solución de máquina posee un innovador diseño basado en un área de trabajo flexible y totalmente configurable de acuerdo a las necesidades del cliente, pudiendo así escoger entre una o varias zonas de trabajo y la incorporación de mesas giratorias o fijas adicionales.
La máquina incorpora un carenado completo que ofrece gran accesibilidad gracias a su apertura automática de puertas que da acceso completo frontal y superior a la zona de trabajo, cumpliendo además la función de recogida de virutas y taladrina. A fin de ofrecer al operario la mejor visibilidad dispone de grandes superficies acristaladas. Facilidad de operación, seguridad y limpieza en un carenado que puede ser completado con la integración de sistemas de aspiración de humos.
La SORALUCE FMT mostrada incorpora además un almacén robotizado de 150 herramientas.
El centro multitask SORALUCE FMT incorpora el innovador Sistema DAS, (Dynamics Active Stabiliser), en proceso de patente. La tecnología DAS, que está llamada a ser una revolución en el sector de máquina-herramienta, se materializa en un dispositivo capaz de aumentar activamente la rigidez dinámica de la máquina, incrementando la capacidad de corte hasta en un 300%, gracias a la reducción del riesgo de inestabilidad (chatter) durante el mecanizado. El sistema incrementa la capacidad de corte general, mejora la calidad de la superficie, y reduce el riesgo de rotura de herramientas aumentando su vida útil en condiciones límite.
El sistema ha sido puesto a prueba en todo tipo de procesos de mecanizado, como cabezales de prensa, piezas polares de motor o moldes, y en todos ellos, su uso ha producido una reducción de hasta el 45% en los tiempos de mecanizado testados.
El sistema DAS acaba de recibir los premios European Quality Innovation of the Year 2015 y Best of Industry 2015.
DANOBAT BM, plegados exigentes y aplicaciones de alto valor
En el ámbito de la transformación de chapa se mostrará la nueva paneladora automática desarrollada por DANOBAT, modelo BM, que garantiza una alta productividad, minimizando los tiempos de preparación de máquina. El concepto de plegado de herramienta única por un lado y la manipulación automática por otro, hacen de las paneladoras BM la solución ideal para grandes volúmenes de producción, tanto para series cortas como para grandes series.

· nº 216 · mayo 2016 ·22
En definitiva, las paneladoras BM de DANOBAT resultan la solución óptima para todo tipo de plegados, desde los más simples hasta los especiales y de gran dificultad, y para aplicaciones de alto valor añadido.
DANOBAT sigue apostando por el desarrollo de soluciones especiales e innovadoras con el propósito de satisfacer cada una de las necesidades específicas de sus clientes. En este caso, se presentará en la feria el nuevo LASER BLANKING, un sistema flexible de corte por láser de fibra en el que el material a procesar parte desde bobina en lugar de formatos de chapa. Se trata de una máquina de alta productividad que combina cada una de las ventajas que proporciona la tecnología de la fibra aplicada al corte por láser con las ventajas derivadas del uso de bobinas metálicas.
Asimismo, DANOBAT sigue desarrollando soluciones especiales y personalizadas para aplicaciones específicas de transformación de chapa, tales como fabricación de puertas metálicas, silos, hostelería y menaje, mobiliario metálico, etc. Estas soluciones son fruto del trabajo realizado durante años por DANOBAT de forma conjunta con sus clientes.
DANOBAT HDS8A: robustez y precisiónLa sierra HDS8 Semi o Completamente Automática de
gran capacidad está diseñada para cortar capacidades de hasta 800mm.
Las sierras de corte horizontal DANOBAT HDS, se caracterizan por su robustez y precisión con el objetivo de garantizar la productividad y calidad de corte. Las robustas columnas y el cabezal fabricados en una sola pieza evitan cualquier vibración durante el corte.
El amarre del material se realiza por ambos lados de la cinta, el guiado se ajusta automáticamente al ancho del material y el brazo móvil se bloquea hidráulicamente durante el corte.
DANOBAT COMPOSITES, automatización para la fabricación de piezas estructurales
También se mostrará la tecnología ADMP® (automated dry material placement), una tecnología desarrollada por DANOBAT para la fabricación automatizada de piezas estructurales en material compuesto. La tecnología ADMP® es altamente productiva y versátil, y ofrece grandes ventajas al permitir laminar de manera precisa y rápida una amplia gama de materiales, como cintas, NCFs y tejidos secos.
Herramientas de corte LATZ, alta precisión , fiabilidad y tecnología de vanguardia
El stand contará también con un área específica para las herramientas de corte LATZ, distinguidas por su alta precisión, fiabilidad y tecnología de vanguardia.
Se mostrarán entre otras, herramientas de corte standard y herramientas especiales en acero rápido y metal duro.
DANOBATGROUPPabellón 5 / C-11 tel. 943 748300www.danobatgroup.com

· nº 216 · mayo 2016 ·24
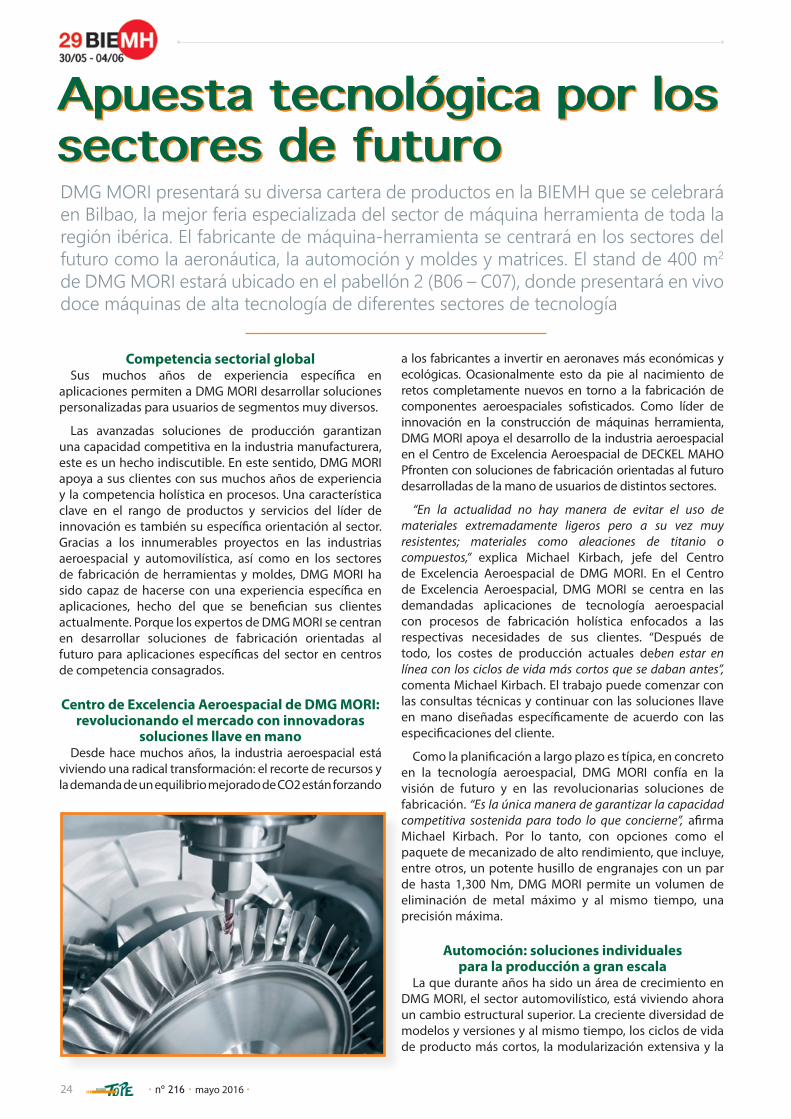
DMG MORI presentará su diversa cartera de productos en la BIEMH que se celebrará en Bilbao, la mejor feria especializada del sector de máquina herramienta de toda la región ibérica. El fabricante de máquina-herramienta se centrará en los sectores del futuro como la aeronáutica, la automoción y moldes y matrices. El stand de 400 m2 de DMG MORI estará ubicado en el pabellón 2 (B06 – C07), donde presentará en vivo doce máquinas de alta tecnología de diferentes sectores de tecnología
Competencia sectorial globalSus muchos años de experiencia específica en
aplicaciones permiten a DMG MORI desarrollar soluciones personalizadas para usuarios de segmentos muy diversos.
Las avanzadas soluciones de producción garantizan una capacidad competitiva en la industria manufacturera, este es un hecho indiscutible. En este sentido, DMG MORI apoya a sus clientes con sus muchos años de experiencia y la competencia holística en procesos. Una característica clave en el rango de productos y servicios del líder de innovación es también su específica orientación al sector. Gracias a los innumerables proyectos en las industrias aeroespacial y automovilística, así como en los sectores de fabricación de herramientas y moldes, DMG MORI ha sido capaz de hacerse con una experiencia específica en aplicaciones, hecho del que se benefician sus clientes actualmente. Porque los expertos de DMG MORI se centran en desarrollar soluciones de fabricación orientadas al futuro para aplicaciones específicas del sector en centros de competencia consagrados.
Centro de Excelencia Aeroespacial de DMG MORI: revolucionando el mercado con innovadoras
soluciones llave en manoDesde hace muchos años, la industria aeroespacial está
viviendo una radical transformación: el recorte de recursos y la demanda de un equilibrio mejorado de CO2 están forzando
a los fabricantes a invertir en aeronaves más económicas y ecológicas. Ocasionalmente esto da pie al nacimiento de retos completamente nuevos en torno a la fabricación de componentes aeroespaciales sofisticados. Como líder de innovación en la construcción de máquinas herramienta, DMG MORI apoya el desarrollo de la industria aeroespacial en el Centro de Excelencia Aeroespacial de DECKEL MAHO Pfronten con soluciones de fabricación orientadas al futuro desarrolladas de la mano de usuarios de distintos sectores.
“En la actualidad no hay manera de evitar el uso de materiales extremadamente ligeros pero a su vez muy resistentes; materiales como aleaciones de titanio o compuestos,” explica Michael Kirbach, jefe del Centro de Excelencia Aeroespacial de DMG MORI. En el Centro de Excelencia Aeroespacial, DMG MORI se centra en las demandadas aplicaciones de tecnología aeroespacial con procesos de fabricación holística enfocados a las respectivas necesidades de sus clientes. “Después de todo, los costes de producción actuales deben estar en línea con los ciclos de vida más cortos que se daban antes”, comenta Michael Kirbach. El trabajo puede comenzar con las consultas técnicas y continuar con las soluciones llave en mano diseñadas específicamente de acuerdo con las especificaciones del cliente.
Como la planificación a largo plazo es típica, en concreto en la tecnología aeroespacial, DMG MORI confía en la visión de futuro y en las revolucionarias soluciones de fabricación. “Es la única manera de garantizar la capacidad competitiva sostenida para todo lo que concierne”, afirma Michael Kirbach. Por lo tanto, con opciones como el paquete de mecanizado de alto rendimiento, que incluye, entre otros, un potente husillo de engranajes con un par de hasta 1,300 Nm, DMG MORI permite un volumen de eliminación de metal máximo y al mismo tiempo, una precisión máxima.
Automoción: soluciones individuales para la producción a gran escala
La que durante años ha sido un área de crecimiento en DMG MORI, el sector automovilístico, está viviendo ahora un cambio estructural superior. La creciente diversidad de modelos y versiones y al mismo tiempo, los ciclos de vida de producto más cortos, la modularización extensiva y la
Apuesta tecnológica por los sectores de futuro

construcción de estrategias en bloque, el gran dinamismo en el uso de nuevas tecnologías en los vehículos y la enorme presión de costes y la aún mayor presión de crecimiento en la producción en los países emergentes, todos demandan proveedores fuertes, innovadores y flexibles que mantienen sus criterios incluso en estas condiciones. Como fabricante de máquinas herramienta y sistemas completos de producción que operan a nivel global, DMG MORI cumple con estas demandas con su extensa red de distribución y servicio y un grupo muy flexible de plantas de suministro en todos los mercados de ventas clave y permanece como compañero indispensable para la industria automovilística de todo el mundo.
Las máquinas de la cartera de productos para el sector de la automoción van desde la serie i que ahorra costes y espacio para la producción en masa, de acuerdo con la filosofía de fabricación japonesa e incluye máquinas de la serie NHX con una mesa de 4 ejes y un cambiador de palés producidos a nivel mundial y los centros muy productivos de la serie DMC H linear con sus innovadores accionamientos lineales. Esto coloca a DMG MORI en una posición en la que es posible ofrecer la máquina ideal para cada tarea de fabricación en la producción en serie del motor cúbico y los componentes de engranajes.
Centro HSC y Laboratorio de Moldes: competencia de moldes y matrices construida
durante años de experienciaLas aplicaciones de moldes y matrices han ocupado
los primeros puestos en DMG MORI durante años y esto ha dado lugar a una experiencia muy extensa en el sector por un lado, y al desarrollo continuado de tecnologías innovadoras de fabricación, por el otro. El Centro HSC de Geretsried y el Laboratorio de Moldes de Japón, en Nara, subrayan de manera importante esta competencia con los técnicos especializados en aplicaciones que siempre desarrollan soluciones de fabricación óptimas para el sector de herramientas y fabricación de moldes. Aquí se realizan pruebas, se proporciona apoyo tecnológico a los clientes y se ofrecen cursos de formación.

· nº 216 · mayo 2016 ·26
Las demandas de precisión, la precisión a largo plazo y las calidades de superficie son imprescindibles en los estables centros de mecanizado de DMG MORI que convencen por su diseño termo-simétrico y los innovadores sistemas de refrigeración. Mientras los husillos con refrigeración de eje, brida y manguito garantizan las mejores superficies, los accionamientos lineales dinámicos permiten la precisión requerida y, al mismo tiempo, unos tiempos de mecanizado más cortos. Los últimos ejemplos de este espectro de rendimiento son la HSC 30 linear y la HSC 70 linear que DMG MORI ha añadido ahora a la cartera de máquinas.
CELOS® de DMG MORICELOS®, la interfaz de usuario uniforme de DMG MORI,
es tan simple de utilizar como un smartphone y une todas las máquinas con la organización de la compañía. Esto permite una gestión, documentación y visualización constante de la solicitud de tareas, los datos de proceso y los datos de la máquina. Las 16 aplicaciones CELOS® apoyan al operario en la preparación, la optimización y el procesamiento libre de errores de las solicitudes de tareas y actualmente ofrecen una solución para la Industria 4.0.
Un bloque de construcción clave en la estrategia de digitalización orientada al cliente de DMG MORI es el sistema CELOS® basado en aplicaciones, que presentó el fabricante de máquinas herramienta hace aproximadamente tres años y que ha continuado desarrollando constantemente desde entonces de manera orientada. Utilizando esta interfaz de usuario uniforme para máquinas y PC de oficina, trabajadores del taller y responsables de la planificación de tareas pueden gestionar, documentar y visualizar los pedidos de trabajo así como los datos de proceso y de la máquina.
Gracias a su arquitectura abierta, CELOS® permite el intercambio de información con estructuras de nivel superior además de su efecto en planta. Por lo tanto, CELOS® ofrece a los clientes una integración completa de sus máquinas en la organización de la empresa mientras simultáneamente se crea la interfaz de la producción de corte de metal en el sistema de producción ciberfísico del futuro. Los beneficios en el funcionamiento diario convencen: un ahorro del 30 por ciento en los tiempos de las herramientas y un 50 por ciento menos de tiempo y esfuerzo para calcular los valores tecnológicos o la búsqueda de información importante, por citar unos pocos ejemplos que pueden obtenerse con CELOS®.
Además, CELOS® ofrece una entrada suave en el futuro de la producción de corte de metal, porque se realiza de forma gradual. Los clientes que hoy adquieren CELOS® reciben primero un acceso ilimitado a las 16 aplicaciones CELOS® existentes, y en segundo lugar, tienen la oportunidad de beneficiarse de aplicaciones futuras. Porque CELOS® es y será muy compatible. Estos beneficios por sí solos minimizan significativamente la barrera de entrada.
Torneado y fresado universal de primera claseLa estabilidad y la rigidez son la clave de los excelentes
resultados de mecanizado, de la longeva vida de servicio de las herramientas y de los eficientes procesos en lo referente a los tornos. Y esto es exactamente lo que se ha

27· nº 216 · mayo 2016 ·
tenido en cuenta en el desarrollo de la serie NLX. Gracias a la revisada bancada de la máquina y a las guías planas con su gran capacidad amortiguadora, los modelos NLX logran una rigidez hasta un 30 por ciento superior a la serie predecesora. También ocurre con NLX 2500SY|700 con su contrahusillo, el eje Y (100 mm) y la longitud de torneado de 705 mm.
En particular, los mayores accionamientos de bola roscados, que junto con los cojinetes aumentados consiguen unos ejes hasta 50 por ciento más rígidos, juegan un papel muy importante en el mayor rendimiento logrado por esta máquina. Además, DMG MORI ha conseguido mejorar también la estabilidad térmica. El sistema de refrigeración integrado en la bancada de la máquina reduce al mínimo el desplazamiento térmico. A todo esto debe añadirse el diseño modular de las máquinas NLX y se obtiene la base perfecta para operaciones de torneado óptimas. En este contexto debe resaltarse la torreta BMT® para 12 herramientas accionadas y con velocidades de hasta 10.000 rpm.
Como ejemplo para demostrar su posición de líder de mercado en el sector del mecanizado de 5 ejes y del mecanizado simultáneo de 5 ejes, DMG MORI presentará la DMU 75 monoBLOCK® en Bilbao. La máquina dispone del nivel de equipamiento más alto, incluido desplazamiento X de 750 mm, mesa rotativa CN, husillo de motor de 18.000 rpm y almacén de cadena vertical con 60 estaciones para herramientas SK40.
Las piezas de trabajo con un diámetro de hasta 840 mm y un peso de 600 kg pueden mecanizarse en lugares inferiores a los 8 m². La zona de trabajo siempre puede cargarse desde arriba sin limitación alguna. Otra característica importante de la DMU 75 monoBLOCK® son los sistemas de control inteligente, que traducen el rendimiento de la construcción de la máquina en una eficacia de proceso máxima, una precisión superior de componente y una facilidad de uso óptima.
2.ª Generación NHX 4000: centros de mecanizado horizontal con una rigidez, una precisión y una
velocidad sobresalientesCon la nueva 2.a Generación NHX 4000, DMG MORI
presentará el centro de mecanizado horizontal que es tan compacto como dinámico; una máquina perfectamente adaptada a la fabricación de componentes complejos para una producción en serie eficaz, p. ej. en automoción o mecanizado y construcción de máquinas y plantas. Junto con su homóloga más grande, la 2a Generación NHX 5000, la nueva serie NHX lanza Direct Drive Table (tecnología DDM®) con velocidades de hasta 100 rpm y sistemas de medición de distancia directa desde MAGNESCALE en todos los ejes, en las versiones estándar. La construcción de las máquinas también ha sido optimizada referente al uso de las herramientas más cortas. La distancia desde la nariz del husillo al centro del palés ha sido minimizada a los 70 mm garantizando una vida de servicio superior y una mayor estabilidad de proceso. Las nuevas máquinas de 2.ª Generación NHX también ofrecen todas las ventajas del nuevo diseño conjunto de DMG MORI y CELOS® con MAPPS V en Mitsubishi.
DMG MORIPabellón 2 / B-06 C-07 tel. 93 5863086www.dmgmori.es
· nº 216 · mayo 2016 ·28
La compañía no desea perderse la cita bianual de esta potente plataforma para el sector industrial y aprovecha la oportunidad para mostrar al visitante dos
de sus últimos y más innovadores productos desde su stand F42 del pabellón 1.
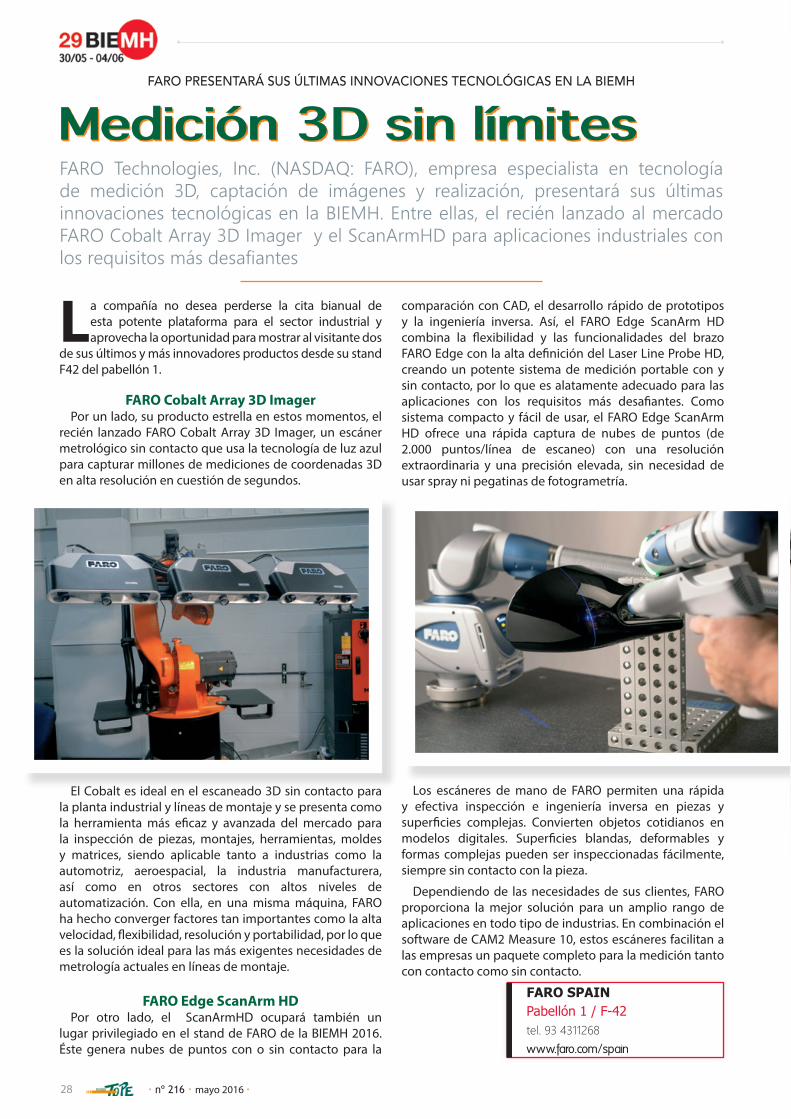
FARO Cobalt Array 3D ImagerPor un lado, su producto estrella en estos momentos, el
recién lanzado FARO Cobalt Array 3D Imager, un escáner metrológico sin contacto que usa la tecnología de luz azul para capturar millones de mediciones de coordenadas 3D en alta resolución en cuestión de segundos.
El Cobalt es ideal en el escaneado 3D sin contacto para la planta industrial y líneas de montaje y se presenta como la herramienta más eficaz y avanzada del mercado para la inspección de piezas, montajes, herramientas, moldes y matrices, siendo aplicable tanto a industrias como la automotriz, aeroespacial, la industria manufacturera, así como en otros sectores con altos niveles de automatización. Con ella, en una misma máquina, FARO ha hecho converger factores tan importantes como la alta velocidad, flexibilidad, resolución y portabilidad, por lo que es la solución ideal para las más exigentes necesidades de metrología actuales en líneas de montaje.
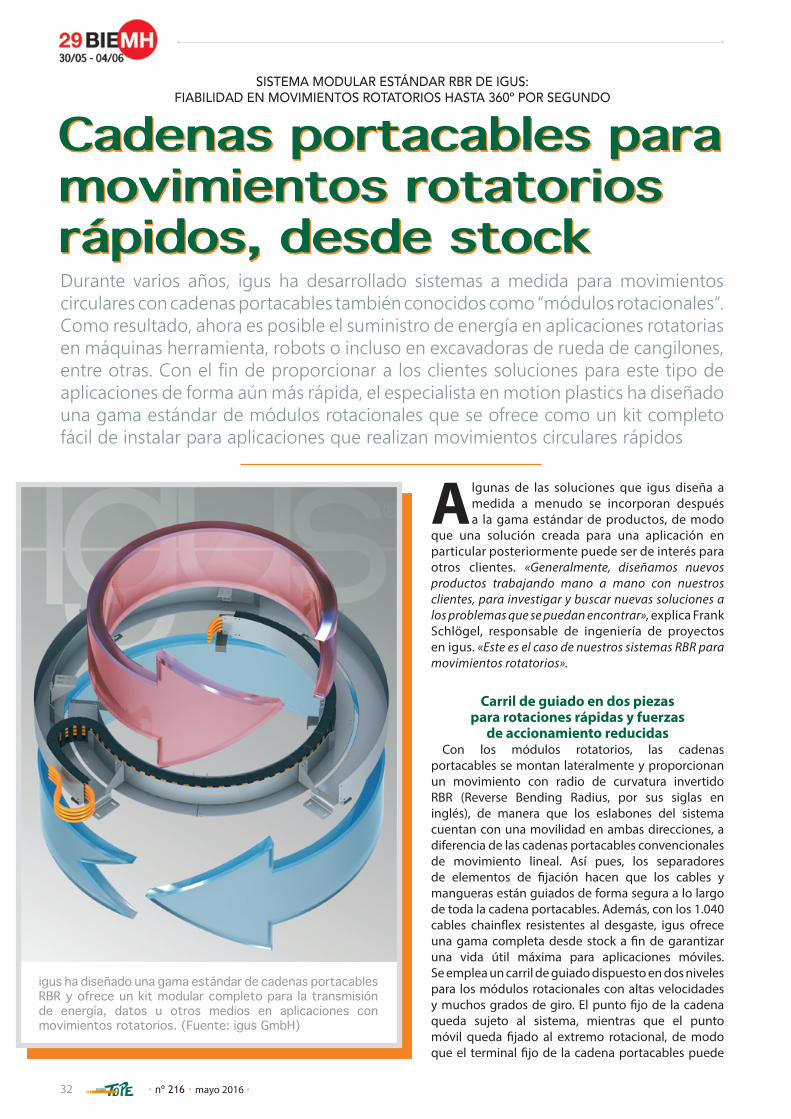
FARO Edge ScanArm HDPor otro lado, el ScanArmHD ocupará también un
lugar privilegiado en el stand de FARO de la BIEMH 2016. Éste genera nubes de puntos con o sin contacto para la
comparación con CAD, el desarrollo rápido de prototipos y la ingeniería inversa. Así, el FARO Edge ScanArm HD combina la flexibilidad y las funcionalidades del brazo FARO Edge con la alta definición del Laser Line Probe HD, creando un potente sistema de medición portable con y sin contacto, por lo que es alatamente adecuado para las aplicaciones con los requisitos más desafiantes. Como sistema compacto y fácil de usar, el FARO Edge ScanArm HD ofrece una rápida captura de nubes de puntos (de 2.000 puntos/línea de escaneo) con una resolución extraordinaria y una precisión elevada, sin necesidad de usar spray ni pegatinas de fotogrametría.
Los escáneres de mano de FARO permiten una rápida y efectiva inspección e ingeniería inversa en piezas y superficies complejas. Convierten objetos cotidianos en modelos digitales. Superficies blandas, deformables y formas complejas pueden ser inspeccionadas fácilmente, siempre sin contacto con la pieza.
Dependiendo de las necesidades de sus clientes, FARO proporciona la mejor solución para un amplio rango de aplicaciones en todo tipo de industrias. En combinación el software de CAM2 Measure 10, estos escáneres facilitan a las empresas un paquete completo para la medición tanto con contacto como sin contacto.
FARO Technologies, Inc. (NASDAQ: FARO), empresa especialista en tecnología de medición 3D, captación de imágenes y realización, presentará sus últimas innovaciones tecnológicas en la BIEMH. Entre ellas, el recién lanzado al mercado FARO Cobalt Array 3D Imager y el ScanArmHD para aplicaciones industriales con los requisitos más desafiantes
Medición 3D sin límitesFARO PRESENTARÁ SUS ÚLTIMAS INNOVACIONES TECNOLÓGICAS EN LA BIEMH
FARO SPAINPabellón 1 / F-42 tel. 93 4311268www.faro.com/spain


· nº 216 · mayo 2016 ·30
Los nuevos TransPocket 150 y 180 sustituyen a los conocidos TransPocket 1500. Con el TransPocket 180 se ofrece por primera vez un equipo de soldadura por
electrodo monofásico de 180 A. Este equipo de soldadura manual se ha concebido principalmente para la soldadura por electrodo, siendo capaz de procesar electrodos con un diámetro de hasta 4,0 milímetros. Esta generación de equipos es ideal para la soldadura TIG con hasta 220 Acon un nuevo TIG Multi Connector y una antorcha con función Up/Downpara ajustar la corriente de soldadura. El TransPocket permite la soldadura TIG en las operaciones de dos y cuatro tiempos, así como el proceso de soldadura MIG/MAG por arco voltaico pulsado.
El nuevo TransPocket ofrece excelentes resultados independientemente del procedimiento de soldadura. Un regulador digital adapta las características de la fuente de potencia al electrodo al soldar, ofreciendo unas propiedades de soldadura excelentes que se reflejan en el optimizado cebado del electrodo, con menor corriente de cortocircuito y mínima formación de proyecciones durante el proceso de soldadura.
Como las reservas de tensión en cada punto de trabajo son elevadas, se consigue un arco voltaico muy estable. Además, este equipo incorpora la innovadora tecnología PFC: esta corrección automatizada del factor de potencia adapta el consumo de corriente de la fuente de potencia a la tensión sinusoidal de la red, haciendo que disminuya la corriente de recepción de la máquina. Por tanto, el equipo consume muy poca energía y se minimizan las perturbaciones sobre la red de corriente. Como consecuencia, se pueden instalar cables largos de red.
Además, Fronius ha optimizado el diseño del TransPocket: gracias al resistentechasis de plástico, con la mejor protección para su sistema electrónico frente a polvo y humedad, este equipo es útil para todos los campos de aplicación. De ello se encargan el filtro fijo de polvo y el sistema de refrigeración que evitan la formación de suciedad en los circuitos impresos al desviar la corriente de aire de los mismos. Las asas ergonómicas facilitan su manejo y la pantalla protegida es legible con cualquier tipo de luz. El diseño del interface de usuario es sencillo e intuitivo, con un gran número de
El especialista en Tecnología de Soldadura Fronius ha lanzado al mercado el TransPocket 150 y el TransPocket 180, una nueva generación del ya conocido equipo de soldadura por electrodo. Estos nuevos equipos surgen del perfeccionamiento para conseguir mejores resultados de soldadura e incluyen numerosas funciones adicionales. Además, las propiedades de soldadura del inverter digital son perfectas para un gran número de tipos de electrodo. Gracias a la innovadora tecnología PFC (Power Factor Correction), estos equipos consumen muy poca energía
Más funcional y eficiente que nunca
FRONIUS PRESENTA UNA NUEVA GENERACIÓN DE EQUIPOS DE SOLDADURA POR ELECTRODO TRANSPOCKET
El TransPocket 150, sucesor del ya conocido TransPocket 1500, convence por sus excelentes resultados de soldadura y numerosas funciones adicionales
Con el TransPocket 180 se ofrece por primera vez un equipo de soldadura por electrodo monofásico de 180 A

opciones de ajuste. Características como el interface de servicio protegido que permite leer fácilmente las señales, la actualización de las curvas características especiales y el chasis optimizado hacen que el mantenimiento de los equipos resulte muy cómodo.
El TransPocket 180 también está disponible en versión multitensión, es decir, se trata de un versátil equipo monofásico que trabaja con una tensión de red de entre 96 y 265 voltios, lo que supone una gran ventaja para usuarios que utilizan diferentes redes de corriente. Con su diseño compacto y resistente, el TransPocket también es el acompañante ideal para trabajos en obras.
FRONIUSPabellón 3 / G-41 tel. 91 6496040www.fronius.es
Gracias al resistente chasis de plástico, el TransPocket resulta ideal para todos los campos de aplicación
La corrección automatizada del factor de potencia adapta el consumo de corriente del TransPocket a la tensión sinusoidal de la red. Por tanto, el equipo consume muy poca energía y se minimizan las perturbaciones sobre la red de corriente
· nº 216 · mayo 2016 ·32
Algunas de las soluciones que igus diseña a medida a menudo se incorporan después a la gama estándar de productos, de modo
que una solución creada para una aplicación en particular posteriormente puede ser de interés para otros clientes. «Generalmente, diseñamos nuevos productos trabajando mano a mano con nuestros clientes, para investigar y buscar nuevas soluciones a los problemas que se puedan encontrar», explica Frank Schlögel, responsable de ingeniería de proyectos en igus. «Este es el caso de nuestros sistemas RBR para movimientos rotatorios».
Carril de guiado en dos piezas para rotaciones rápidas y fuerzas
de accionamiento reducidasCon los módulos rotatorios, las cadenas
portacables se montan lateralmente y proporcionan un movimiento con radio de curvatura invertido RBR (Reverse Bending Radius, por sus siglas en inglés), de manera que los eslabones del sistema cuentan con una movilidad en ambas direcciones, a diferencia de las cadenas portacables convencionales de movimiento lineal. Así pues, los separadores de elementos de fijación hacen que los cables y mangueras están guiados de forma segura a lo largo de toda la cadena portacables. Además, con los 1.040 cables chainflex resistentes al desgaste, igus ofrece una gama completa desde stock a fin de garantizar una vida útil máxima para aplicaciones móviles. Se emplea un carril de guiado dispuesto en dos niveles para los módulos rotacionales con altas velocidades y muchos grados de giro. El punto fijo de la cadena queda sujeto al sistema, mientras que el punto móvil queda fijado al extremo rotacional, de modo que el terminal fijo de la cadena portacables puede
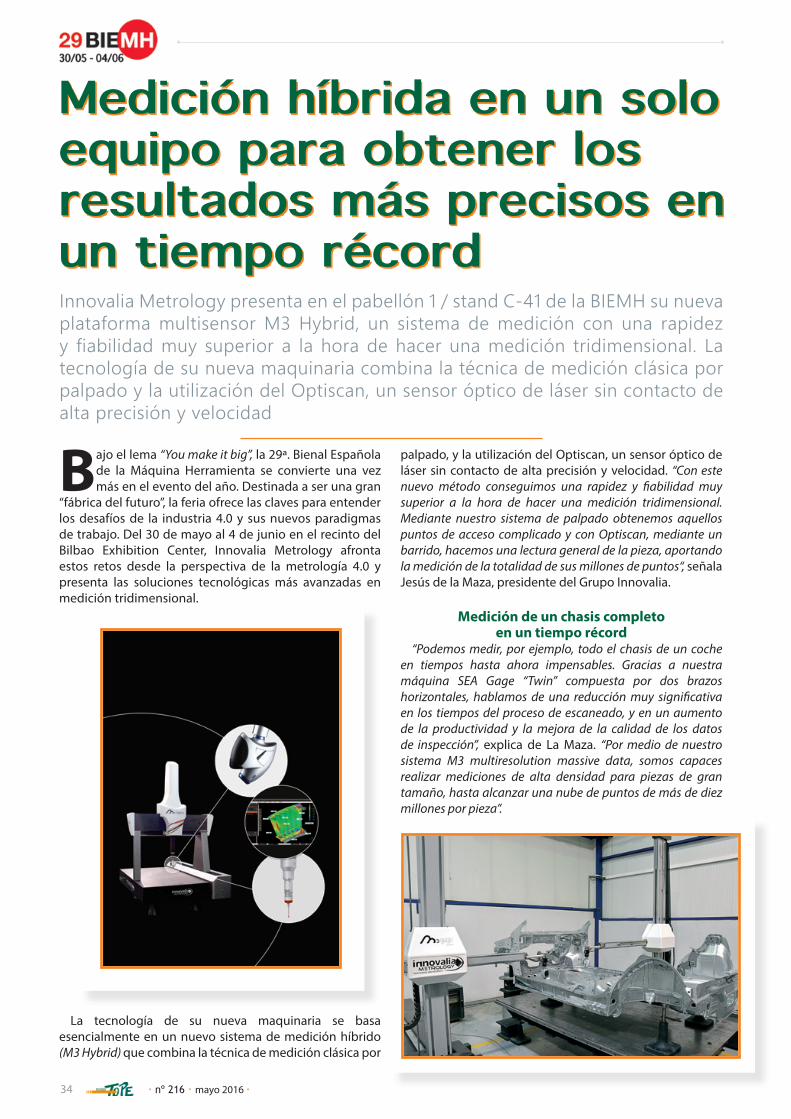
Durante varios años, igus ha desarrollado sistemas a medida para movimientos circulares con cadenas portacables también conocidos como “módulos rotacionales”. Como resultado, ahora es posible el suministro de energía en aplicaciones rotatorias en máquinas herramienta, robots o incluso en excavadoras de rueda de cangilones, entre otras. Con el fin de proporcionar a los clientes soluciones para este tipo de aplicaciones de forma aún más rápida, el especialista en motion plastics ha diseñado una gama estándar de módulos rotacionales que se ofrece como un kit completo fácil de instalar para aplicaciones que realizan movimientos circulares rápidos
Cadenas portacables para movimientos rotatorios rápidos, desde stock
SISTEMA MODULAR ESTÁNDAR RBR DE IGUS: FIABILIDAD EN MOVIMIENTOS ROTATORIOS HASTA 360º POR SEGUNDO
igus ha diseñado una gama estándar de cadenas portacables RBR y ofrece un kit modular completo para la transmisión de energía, datos u otros medios en aplicaciones con movimientos rotatorios. (Fuente: igus GmbH)

seleccionarse libremente. «Minimizamos el movimiento de los cables y la cadena portacables mediante el carril de guiado separable», aclara Frank Schlögel. Como resultado, conseguimos una mayor fiabilidad y reducimos las fuerzas sobre la cadena portacables. En caso de aplicaciones con velocidades más reducidas, igus proporciona módulos rotatorios con carriles de guiado estáticos.
Diseño modular flexibleLos módulos estandarizados que figuran en el catálogo
pueden suministrarse en un plazo de dos semanas. de esta forma, los plazos de entrega para proyectos especiales pueden reducirse si se opta por montar esto módulos. En función de los requisitos, se pueden suministrar con terminales de montaje opcionales o cubierta. En los sistemas con elevadas aceleraciones laterales o sistemas que funcionan en posición inclinada, los elementos del carril proporcionan un guiado seguro de cables eléctricos, de datos y otros medios como mangueras hidráulicas o neumáticas.
Asimismo, es posible el uso de un sistema de guiado cerrado para los entornos extremos donde se acumula la suciedad, por ejemplo en complejos mineros, cementeras o terminales de carbón. De esta manera, la suciedad que cae sobre las áreas de trabajo de las cadena portacables es expulsada nuevamente y no se acumula en el carril de guiado.
Para aplicaciones con espacios de instalación muy reducidos, se pueden emplear cadenas portacables contrapuestas para el ahorro de espacio.
En función del diámetro seleccionado, los módulos soportan ángulos de rotación desde 420º hasta 600º y velocidades de rotación de hasta 360º por segundo. Gracias a la velocidad del sistema y su flexibilidad de diseño, los módulos son idóneos para una amplia variedad de aplicaciones.
Los sistemas RBR pueden llegar a ángulos de rotación de hasta 900º mediante la combinación de varios módulos y se pueden aplicar desde los tradicionales proyectos de ingeniería como plantas o elementos mecánicos hasta las aplicaciones de alta tecnología en antenas de satélite, o en aplicaciones offshore de grandes dimensiones.
En caso de que las gamas estándar de igus no cumplan con las exigencias del cliente, igus cuenta con un servicio de ingenieria para el diseño de productos a medida a fin de ofrecerle las mejores soluciones.
igusPabellón 6 / A-13 tel. 93 6473950 www.igus.es
· nº 216 · mayo 2016 ·34
Bajo el lema “You make it big”, la 29ª. Bienal Española de la Máquina Herramienta se convierte una vez más en el evento del año. Destinada a ser una gran
“fábrica del futuro”, la feria ofrece las claves para entender los desafíos de la industria 4.0 y sus nuevos paradigmas de trabajo. Del 30 de mayo al 4 de junio en el recinto del Bilbao Exhibition Center, Innovalia Metrology afronta estos retos desde la perspectiva de la metrología 4.0 y presenta las soluciones tecnológicas más avanzadas en medición tridimensional.
La tecnología de su nueva maquinaria se basa esencialmente en un nuevo sistema de medición híbrido (M3 Hybrid) que combina la técnica de medición clásica por
palpado, y la utilización del Optiscan, un sensor óptico de láser sin contacto de alta precisión y velocidad. “Con este nuevo método conseguimos una rapidez y fiabilidad muy superior a la hora de hacer una medición tridimensional. Mediante nuestro sistema de palpado obtenemos aquellos puntos de acceso complicado y con Optiscan, mediante un barrido, hacemos una lectura general de la pieza, aportando la medición de la totalidad de sus millones de puntos“, señala Jesús de la Maza, presidente del Grupo Innovalia.
Medición de un chasis completo en un tiempo récord
“Podemos medir, por ejemplo, todo el chasis de un coche en tiempos hasta ahora impensables. Gracias a nuestra máquina SEA Gage “Twin” compuesta por dos brazos horizontales, hablamos de una reducción muy significativa en los tiempos del proceso de escaneado, y en un aumento de la productividad y la mejora de la calidad de los datos de inspección”, explica de La Maza. “Por medio de nuestro sistema M3 multiresolution massive data, somos capaces realizar mediciones de alta densidad para piezas de gran tamaño, hasta alcanzar una nube de puntos de más de diez millones por pieza”.
Innovalia Metrology presenta en el pabellón 1 / stand C-41 de la BIEMH su nueva plataforma multisensor M3 Hybrid, un sistema de medición con una rapidez y fiabilidad muy superior a la hora de hacer una medición tridimensional. La tecnología de su nueva maquinaria combina la técnica de medición clásica por palpado y la utilización del Optiscan, un sensor óptico de láser sin contacto de alta precisión y velocidad
Medición híbrida en un solo equipo para obtener los resultados más precisos en un tiempo récord

35· nº 216 · mayo 2016 ·
La máquina dispone de un sistema de sustentación por colchón de aire, lo cual permite un movimiento más suave y ligero consiguiendo así una mejora sustancial en la precisión que se mantiene estable en el tiempo. La mesa, disponible tanto en granito como en fundición, permite alojar agujeros, ranuras, etc. según necesidades y permite así la colocación de piezas sueltas sin necesidad de utilizar útiles de posicionamiento, piezas soporte ni maquetas.
En lo referente a aplicaciones de medición, este modelo es altamente recomendable para la medición de elementos geométricos, formas libres e ingeniería inversa. Para ello, el equipo soporta palpadores por contacto (digitales o analógicos) y ópticos.
Y es que M3 Hybrid proporciona la posibilidad de inspeccionar piezas por palpado y sin contacto de forma automatizada en una única máquina, lo que permite transformar las operaciones de inspección de piezas. Igualmente, gracias a su plataforma multisensor, posibilita al usuario la elección del mejor sensor para cada tarea mediante la combinación de sensores de disparo por contacto, escáneres analógicos y escáneres láser 3D en el mismo programa de inspección y captura.
Un referente internacional para la digitalización 3D, el software M3
La vocación innovadora de Innovalia Metrology le ha llevado a desarrollar la plataforma de software M3, un referente internacional para la digitalización 3D y cuya alta precisión ha sido recientemente acreditada por el NIST (Instituto Nacional de Normas y Tecnología) y el PTB (Instituto Nacional de Metrología Alemán), consolidándose como un paradigma en la gestión y análisis de información de control de calidad en plantas de fabricación de todo el mundo.
“M3 supone una inversión segura y de largo recorrido ya que se trata de referente tecnológico altamente innovador y muy versátil. Se trata de una plataforma única compatible con todos los componentes y dispositivos de medición 3D y caracterizada por una gran trazabilidad”, informa de la Maza. “Igualmente, gracias a su interfaz sencilla, intuitiva y personalizable, la curva de aprendizaje es mucho más corta”.
Comenzando por la digitalización de piezas reales, M3 proporciona una nube de puntos, una precisa copia digital de dichas piezas con una representación de las superficies con una alta fidelidad. ¿El siguiente paso? Una gestión totalmente flexible de la información obtenida.
A través de M3 Server, un sistema que permite un almacenamiento en tiempo real de la información dimensional obtenida en el proceso de escaneado, el usuario es capaz de gestionar grandes volúmenes de información, y compartir piezas virtuales, así como planes de medición y resultados de una forma sencilla y completa.
Incorporación de todo el flujo de trabajo en una única plataforma
M3 ofrece un único flujo de trabajo para medición óptica y medición por contacto, compatible con todos los componentes y dispositivos de medición 3D. “Igualmente, el usuario puede acceder a la información cuándo y dónde quiera”, apunta, “tan solo tiene que descargar la pieza virtual desde el servidor y trabajar con ella directamente”. El análisis de la pieza se realizará automáticamente estableciendo qué geometrías 3D necesitan ser ejecutadas y cuáles son sus dimensiones y tolerancias. Pero ahí no acaba todo.
Además de posibilitar la comparación entre la pieza virtual y su modelo CAD en todo momento, una vez digitalizada la pieza, llegará la hora de analizar y estudiar el proceso de medición realizado. “En cualquier momento puedes obtener informes personalizados y estadísticas de tus digitalizaciones, con toda la información exacta que necesites. También puedes ejecutar el Color Mapping en partes concretas, así como en la pieza completa.”
En definitiva, M3 cuenta con una serie de aplicaciones opcionales que potencian el rendimiento de la herramienta en determinados aspectos, con el fin de optimizar las necesidades específicas del cliente. La posibilidad de obtener informes y estadísticas de productividad y rendimiento, o aplicaciones específicas para determinadas piezas como álabes y engranajes, son sólo algunos de sus principales añadidos.
INNOVALIAPabellón 1 / C-41 tel. 945 430718www.innovalia-metrology.com

· nº 216 · mayo 2016 ·36
INTERMAHER -distribuidor exclusivo de la firma MAZAK- expondrá en la Bienal una amplia gama de centros de mecanizado y tornos multitarea de alta tecnología, que se verá complementada por vanguardistas soluciones en los campos de la Industria 4.0, la fabricación aditiva y los CNCs de última generación
Centro de mecanizado horizontal HCN5000/50Incomparable desempeño, precisión, confiabilidad y
valor de producción para operaciones de gran volumen de piezas grandes y pesadas.
El centro de mecanizado horizontal Nexus 5000/50 de clase mundial es una máquina que combina tecnología avanzada y valor sobresaliente con un alto rendimiento y alta productividad para lograr el máximo rendimiento, al trabajar prácticamente con cualquier material. La máquina cuenta con un área espaciosa de trabajo y tamaño, así como alta velocidad de desplazamiento y husillos rígidos y fiables.
Con los tipos de husillo de motor integral de alta velocidad y alta torsión disponibles, el HCN 5000/50 permite a los usuarios igualar el desempeño del husillo a sus requerimientos específicos de mecanizado con las velocidades y la potencia correctas. La máquina ofrece un mecanizado rápido, eficiente y versátil de una amplia variedad de materiales, desde aceros hasta metales no ferrosos.
Centro de mecanizado vertical VCP400SEste modelo es un centro de mecanizado vertical muy
compacto, dirigido al sector de automoción y serie larga.
La máquina permite un mecanizado de alta velocidad que consigue una gran productividad.
Centro de mecanizado vertical de 5 ejes VARIAXIS j600/5X
El centro de mecanizado vertical de 5 ejes simultáneos VARIAXIS j-600 5X se encarga de todos los procesos, desde la entrada de materia prima hasta el mecanizado final.
Tecnología de vanguardia a la medida del cliente

Está diseñado con una robustez extraordinaria para proporcionar las más altas precisiones y las mayores velocidades de trabajo, incorporando las más modernas tecnologías tanto en la fabricación mecánica como en equipos electrónicos de control. Integra el CNC SMOOTH -el CNC más rápido del mundo, según el fabricante- con un tiempo de proceso de bloque de 0,1ms.
Esta máquina multitarea de operaciones “Done in one” (hecho en un solo proceso), con una lógica de proceso extremadamente rápida y flexible, reduce el tiempo total de producción. Resulta adecuada tanto para el fabricante de piezas unitarias, para el de pequeñas series e, incluso, para series largas.
Máquina multitarea INTEGREX i200stLa máquina multitarea INTEGREX i-200st ofrece
máxima versatilidad, alta precisión y velocidad de trabajo, especialmente para piezas complejas de medianas a grandes. Este modelo combina las capacidades de un centro de torneado de alta potencia y centro de mecanizado con función 5 ejes. La configuración de la máquina, con un potente husillo principal de torneado, incorpora un husillo secundario de torneado (S) para mecanizado “Done in one” y es óptimo para minimizar los accesorios, herramienta, manejo y tiempos muertos. Además, la máquina –equipada también con control SMOOTH- ofrece importantes reducciones en tiempo de espera y mejora la precisión de las piezas a través de la eliminación de configuraciones múltiples.
Centro de mecanizado vertical VTC530CEste centro de mecanizado vertical permite el
mecanizado de piezas de trabajo extremadamente largas y pesadas o, con una partición en el área de trabajo, puede transformarse en dos áreas de trabajo separadas que permiten que la máquina esté en ciclo en una zona de trabajo mientras se prepara el otro área de trabajo.
La máquina también ofrece altas velocidades de desplazamiento para reducir los tiempos improductivos.
Centro de torneado QTC-200MY/500Este torno CNC, extraordinariamente estable,
permite realizar operaciones más seguras y fiables utilizando la séptima generación de sistemas CNC de Mazak: el MAZATROL SMOOTH, pudiendo incorporar tanto la programación conversacional Mazatrol como la programación EIA-ISO estándar. Para operaciones completamente automatizadas la máquina puede equiparse, de forma opcional, con un alimentador de barra para niveles de productividad incluso mayores.

· nº 216 · mayo 2016 ·38
Posee capacidad multitarea y reúne tecnología avanzada, productividad y valor para ofrecer una operativa excepcional para los talleres grandes y pequeños.
Además de estas máquinas, INTERMAHER-MAZAK dedicará un espacio destacado de su stand a la presentación de dos de sus productos más vanguardistas: el control SMOOTH y la máquina Integrex i400A.
Control SMOOTHLa tecnología SMOOTH ha revolucionado por completo
el proceso de producción de las máquinas MAZAK. Supone una verdadera revolución, tanto en la programación como en el control de la máquina-herramienta.
En el sector industrial el concepto de Industria 4.0, aun no siendo todavía una realidad consolidada, va a marcar un antes y un después en lo que a desarrollo industrial se refiere. Conocida bajo la denominación de Cuarta Revolución Industrial, permite un considerable grado de automatización y de digitalización de fábricas, haciendo un uso intensivo de Internet y de la tecnología punta. La tecnología Yamazaki Mazak presenta su novedoso control SMOOTH, que entra claramente en el ámbito de esta Industria 4.0. Si hablamos del control SMOOTH, abarcando todo el proceso de producción -desde la programación hasta la finalización de la pieza-, esta plataforma tecnológica da un empuje significativo a la producción a todos los niveles del proceso de mecanizado de las piezas.
Los componentes clave de esta tecnología SMOOTH son: un hardware intuitivo, nuevos sistemas servo de alta velocidad, una ergonomía mejorada y un optimizado sistema de programación MAZATROL SMOOTH CNC. A esto se le une una ingeniería de soporte que permite gestionar del modo más eficaz posible todos los datos. Las tecnologías de producción avanzan constantemente y la tecnología SMOOTH evoluciona con ellas.
INTEGREX i400AMEsta máquina multitarea es el modelo más innovador
de MAZAK e incorpora también el mencionado control SMOOTH. Fusión de la tecnología de fabricación aditiva y las capacidades de multitareas más avanzadas, el sistema INTEGREX i-400AM representa una alternativa muy innovadora para el procesamiento convencional en términos de diseño de piezas y mecanizado.
Máquina híbrida de fabricación aditiva y mecanizado multitarea, es óptima para la producción de lotes cortos de materiales difíciles de cortar, utilizando sus capacidades aditivas para generar fácilmente funciones de fundición, completadas mediante operaciones mecanizadas de acabado de alta precisión. Si fuera necesario, la máquina también marcará las piezas con láser. Posee un cambiador automático de herramientas para cabezales de aportación aditiva y herramientas de corte.
En términos de sus capacidades multitarea, el sistema INTEGREX i-400AM proporciona un mecanizado completo de 5 ejes para procesar piezas prismáticas, piezas redondas, piezas altamente contorneadas y aquéllas con características integradas utilizando tecnología de aditivos.
En INTERMAHER confluyen la avanzada tecnología y excelente ingeniería MAZAK con un servicio de asistencia post-venta que se adapta a las necesidades de cada cliente y un alto grado de seguimiento e implicación en cada proyecto durante el ciclo de vida completo del producto.
INTERMAHERPabellón 2 / G-22 H-23 tel. 945 466106www.intermaher.com


· nº 216 · mayo 2016 ·40
Cada vez más, los sistemas de medición ópticos se han ido instalando en celdas robóticas. Estas te dan una garantía de calidad en la producción de piezas de
plástico, fundición y estampación pero no manejada por el usuario. En respuesta a este incremento en la producción y por lo tanto la necesidad de mayor rapidez en la medición, las empresas están ahora optando por soluciones de medición e inspección automatizadas.
Respondiendo a esta tendencia en el mercado, Metronic presentará los diferentes modelos de ScanBox. En las celdas de medición estandarizadas todos los procesos de medición e inspección hasta los informes son ejecutados automáticamente.
El ATOS Scan Box puede ser configurado y puesto en marcha en cualquier lugar en uno o dos días sin la necesidad de un lugar de instalación permanente. Los diferentes modelos abastecen a piezas de diferentes tamaños. La pieza clave de todas las celdas de medición es el ATOS 3D escáner robotizado con el que se realizan las mediciones en 3D de toda la geometría de la pieza a controlar. El software utilizado Virtual Measuring Room (VMR) simula el entorno de medición real haciendo posible los movimientos del proceso de medición en simulaciones virtuales. El robot puede por lo tanto ser controlado desde el propio software de GOM sin la necesidad de ningún otro controlador. Ademas, el proceso de medición puede ser previamente preparado en base a CAD sin necesidad de tener ninguna medición.
Los diferentes modelos de ScanBox han sido desarrollados específicamente para la inspección de la producción y garantizar la calidad en el proceso y son ya utilizados en
numerosas empresas como por ejemplo Daimler, VW, Rolls Royce, Bosch, Honeywell, Samsung, Automotive Lighting y TRW – ZF. En estas instalaciones de producción, las celdas de medición han sabido ser amortizadas desde que grandes volúmenes de piezas pueden ser analizadas en menos tiempo y los procesos de inspección mejor planificados. Además las celdas de medición mejoran en reproducibilidad y al mismo tiempo la confianza en el proceso desde que los procesos de medición e inspección pueden ser ejecutados en diferentes localizaciones sin operario.
Respondiendo al incremento del volumen de producción y por lo tanto, la necesidad de acelerar el proceso de medición, las empresas están optando por soluciones de inspección y medición automatizadas. Para satisfacer la demanda del mercado, Metronic presentará en la Bienal los diferentes modelos de los sistemas automatizados de medición 3D ATOS ScanBox
Control de calidad automatizado con sistemas de medición 3D
METRONIC PRESENTA EN LA BIEMH ATOS SCANBOX, ATOS TRIPLE SCAN 16M Y SOFTWARE V8

41· nº 216 · mayo 2016 ·
Escáner industrial 3D de 16 Millones de PixelesGOM ha aumentado la serie de escáneres 3D con el
modelo ATOS Triple Scan 16M. El nuevo digitalizador 3D captura 16 millones de puntos por escaneado y puede ser utilizado para control de calidad de componentes de tamaño medio que necesiten una alta resolución. Estas aplicaciones podrían ser la medición e inspección de complejas piezas de inyección de plástico así como alabes mecanizados de fundición en donde los pequeños radios juegan un papel importante.
Los escáneres de proyección de franjas de la serie ATOS Triple Scan realizan mediciones sin contacto y en toda la superficie de la pieza. Todos los modelos siguen el concepto de sensor 3 en 1: el ATOS Triple Scan usa la cámara izquierda y la derecha individualmente en combinación con el proyector. Este método nos da el resultado de tres sensores cada uno con una vista diferente del objeto. Durante un simple escaneo son capturadas tres vistas en vez de solo una. Incluso cuando se escanean piezas complicadas el proceso de medición es más rápido debido al menor número de escaneos. El escaneo de zonas de difícil acceso o zonas profundas son una gran ventaja para este concepto. Además los escáneres trabajan con tecnología de luz azul. Debido a la luz azul que proyecta la unidad de Led las mediciones pueden ser realizadas sin preocuparnos de las condiciones de luz y el comportamiento de la superficie. Basado en los diferentes escaneos, el software de GOM automáticamente determina las coordenadas 3D en una nube de puntos de alta resolución (ASCII/STL). La malla generada describe una superficie y primitivas las cuales pueden ser comparadas con el plano o directamente con el CAD durante el análisis de forma y dimensiones.
Además del 16M, los escáneres 3D están disponibles en dos versiones más con resoluciones de 5 y 8 millones de pixeles. Pueden utilizarse diferentes volúmenes de medición haciendo un sencillo cambio de lentes. Para el control de calidad automatizado los escáneres son usados en los sistemas de medición 3D estandarizados ATOS ScanBox. En estas celdas de medición todo el proceso de medición e inspección hasta los informes son ejecutados automáticamente. Esto permite un control de calidad totalmente automatizado en los entornos de producción como por ejemplo en piezas de fundición, plástico y estampación así como en ensamblajes.
Nuevo escáner para pequeños componentesGOM presenta el escáner de sobremesa ATOS ScanPort
para las piezas menor tamaño. Este escáner ha sido desarrollado para la medición e inspección de pequeños componentes. Tiene tres ejes motorizados y tres manuales (3+3 Kinematic). Especialmente las tareas de medición son simplificadas con la rotación automatizada, balanceo y eje lineal. Los movimientos verticales y giratorios así como los diferentes ángulos de balanceo pueden ser guardados gracias a la funcionalidad del software – sin necesidad de programación previa. De esta forma, cuando el usuario necesita medir piezas iguales o parecidas estas posiciones en la medición pueden ser repetidas automáticamente.
El escáner 3D es el elemento principal del ATOS ScanPort. Realiza mediciones sin contacto de geometría completa. Cuatro modelos con diferentes resoluciones están disponibles. Dependiendo de las necesidades de resolución y volumen de medición, los cabezales pueden ser fácilmente cambiados sin la necesidad de calibración.
El ATOS ScanPort es ideal para la digitalización e inspección de piezas de plástico y fundidas así como prototipos y electrodos de hasta 200 mm de diámetro. Un Joystick controla directamente los ejes motorizados. El ATOS ScanPort está conectado directamente a un ordenador vía USB y cable de red. Este escáner de escritorio está disponible en combinación con diferentes software de GOM. Desde unas simples tares de escaneo para aplicaciones como por ejemplo impresión 3D, ingeniería inversa y prototipado rápido hasta comparativas de formas y análisis dimensional de componentes.
Nuevas aplicaciones de SoftwarePor otra parte, con la nueva versión de software V8, GOM
ha introducido una nueva versión para la inspección de estas mediciones: GOM Inspect profesional. Este nuevo software incluye funciones que ayudarán a acelerar incluso más los procesos en las diferentes aplicaciones.
METRONICPabellón 1 / C-42 tel. 943 121400www.metronicnet.com

· nº 216 · mayo 2016 ·42
Una completa gama de sistemas de soldadura recientemente ampliada
Las mesas de los sistemas 28 y 16 tendrán protagonismo en el stand para que los visitantes puedan apreciar la calidad final de un producto diseñado para trabajar con rapidez, comodidad y precisión, y que al mismo tiempo esté dotado de una resistencia extrema a proyecciones de soldadura, rayaduras, golpes, oxidación, etc.
Como gran novedad, el distribuidor guipuzcoano también presentará el nuevo sistema 22 que, a medio camino entre los equipos de siempre, es un sistema más robusto que el 16 y algo más económico que el 28. Ahora mismo, este sistema intermedio está en vías de desarrollo de utillajes, etc, pero no deja de demostrar que la marca alemana sigue en constante evolución.
Servicio de diseño 3DLa división de soldadura de Metronic aprovechará la
presencia de clientes y visitantes para informarles de que desde este año ofrece también un servicio de diseño 3D para la creación de plantillas virtuales a partir de la pieza del cliente y utillajes modulares.
Finalmente, y en lo relacionado con este sistema de mesas y utillajes modulares, Metronic Metal presentará a los visitantes de Bilbao Exhibition Centre todas las ventajas que les ofrece la página web del fabricante en Alemania: vídeos de aplicaciones, descarga de tarifas, precios on-line, biblioteca de utillajes en 3D y un largo etcétera de prestaciones que estrechan el contacto entre fabricante y usuario.
Estabilizador de tensiones y pistolas de ultrasonidosEl resto del stand se dedicará a los productos relacionados
con la gestión de tensiones residuales. El protagonismo se lo llevará, como siempre, el estabilizador de tensiones F62. Se expondrá, como en otras ocasiones, una mesa vibratoria donde realizar las diferentes demostraciones que con gran interés acogen habitualmente los visitantes.
Metronic Metal contará además con extensa documentación gráfica sobre pistolas de ultrasonidos para el tratamiento de cordones de soldadura críticos, un sistema que se está abriendo paso en sectores de maquinaria pesada e industria militar e aeronáutica.
Metronic Metal expondrá las mesas y utillajes de la firma alemana Siegmund, un equipamiento diseñado para trabajar con rapidez, comodidad y precisión, dotado además de una resistencia extrema
Metronic Metal, la división soldadura de METRONIC S.A., expone en esta edición de la BIEMH las últimas novedades del sistema de mesas de soldadura y utillajes modulares de la marca SIEGMUND, una firma en vías de crecimiento global donde las mejoras en producto y servicios al usuario son una constante. Las mesas expuestas pretenderán ser una representación adecuada de la amplísima gama de sistemas que ofrece la firma alemana
Mesas y utillajes de soldadura, estabilizador de tensiones y pistolas de ultrasonidos, al servicio del cliente
Las mesas y utillajes distribuidas por la división de soldadura de Metronic permiten múltiples aplicaciones de automatización
METRONIC – Div. SoldaduraPabellón 3 / G-10 tel. 943 121400www.metronicmetal.com


· nº 216 · mayo 2016 ·44
La paneladora P1 eléctrica es sinónimo de altas dinámicas y extensa viabilidad: gracias a la cinemática patentada del grupo de plegado, pliega en menos
de 2 segundos y realiza una amplia gama de productos, incluso no factibles con otros modelos de paneladora. No requiere intervenciones manuales en el ciclo y el operador sólo debe colocar la lámina en la superficie de trabajo y retirar el producto terminado al final del plegado haciendo que el ciclo de producción sea automático; la manipulación, la sujeción y la rotación de la lámina son efectuadas por el manipulador automático que gestiona rápidamente y de forma completamente automática el desplazamiento de la lámina durante el ciclo de elaboración.
Respecto al plegado tradicional y con las mismas características geométricas, la paneladora P1 produce con herramientas únicas un mayor número de piezas de diferente material y espesor, también en kit y lote unitario, sin paradas de máquina, para una producción amplia y diversificada. Las herramientas de plegado
no requieren tiempos de preparación y que se adaptan automáticamente a la geometría del panel, demostrándose una seguridad para el operador y una garantía de productividad y flexibilidad. El plegado por cada lado de la lámina se produce gracias a los movimientos interpolados y controlados de dos cuchillas oscilantes que ejecutan los plegados y la manipulación de la lámina es automática.
Para calidad constante garantizada, la máquina está equipada con tecnología adaptativa MAC 2.0. La tecnología de plegado, el tipo de máquina y el material son los tres factores que determinan el resultado del plegado. La fórmula de plegado propietaria, que gestiona los movimientos, el análisis FEM de las deformaciones y las diferentes soluciones innovadoras integradas en la máquina eliminan los efectos relacionados con la máquina. Gracias a la tecnología adaptativa MAC 2.0 la máquina compensa en el ciclo cualquier cambio en la calidad del material.
Paneladora P1
Diseñada para ocupar sólo 8 m2, proyectada para consumir 3kW y caracterizada por altas dinámicas de plegado, la paneladora P1 eléctrica es la solución flexible para la producción de piezas y paneles, alternativa al plegado tradicional, en cuanto a inversión y viabilidad de la producción
La solución de plegado productiva y flexible
PANELADORA ELÉCTRICA P1 SALVAGNINI

Un modo de control innovador hace posible la detección de cambios sutiles en las características mecánicas del material y si es necesario compensarlos en el ciclo a través de los movimientos de la unidad de plegado. El resultado es que la calidad de las piezas se mantiene en el tiempo, incluso al cambiar el material, y esto significa cero residuos y tiempos de producción optimizados, con lo que se logra el máximo de la productividad. MAC 2.0 también contribuye a la reducción del coste por pieza, ya que la paneladora Salvagnini proporciona resultados exactos de plegado, independientemente de la calidad del material.
P1 no sólo puede ser utilizada como una máquina independiente, también es utilizada con éxito en células de producciones flexibles FMC y es una solución ideal para empresas que buscan soluciones eficientes y flexibles para producciones variables y diversificadas. Mediante la integración de la paneladora P1 de manera inteligente
con una plegadora Salvagnini, se obtiene una célula de producción flexible, FlexCell: el software propietario OPS-FlexCell que la gestiona es capaz de optimizar el flujo de producción ya que aprovecha las ventajas de cada tecnología, maximizando la eficiencia de la célula de acuerdo con la producción en curso.
Por último pero no menos importante, P1 ofrece consumos sostenibles y espacios reducidos: ocupa sólo 8 m2 y consume 3 kW, gracias a los accionamientos directos y al diseño compacto y optimizado, resultado del proyecto con análisis FEM y la profunda investigación de mercado.
SALVAGNINIPabellón 5 / B-51 tel. 93 2259125 www.salvagnini.es
Muestras de producción
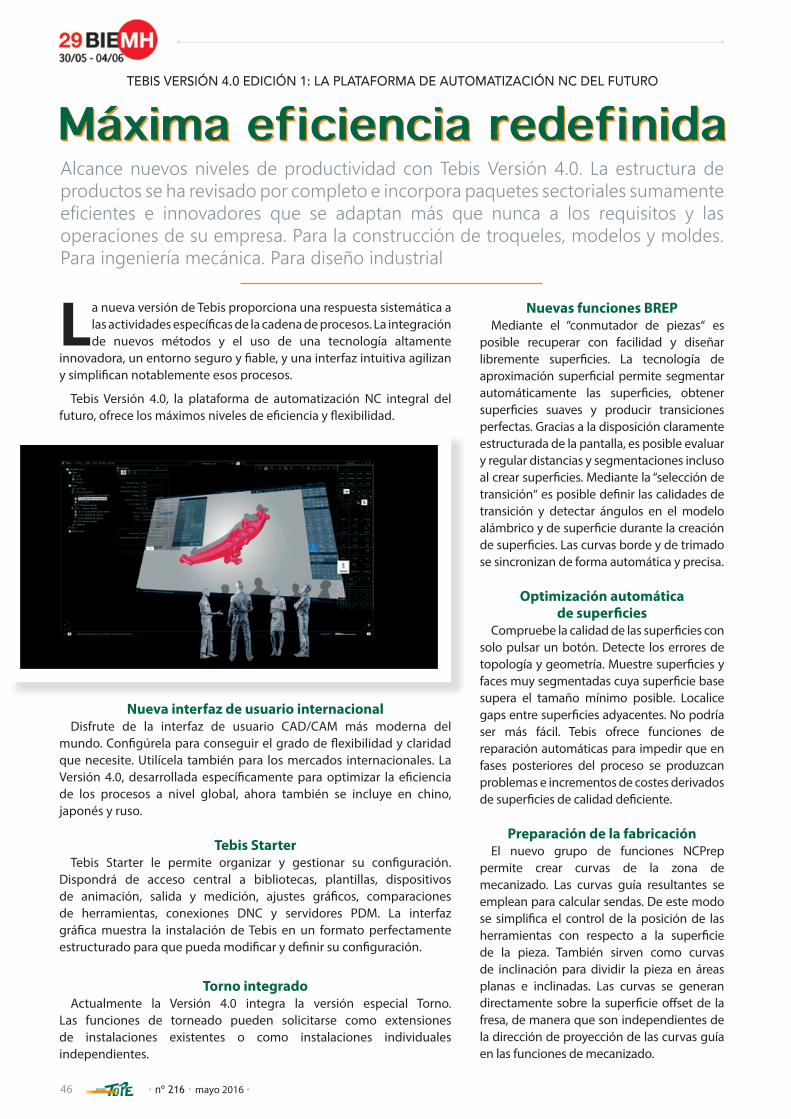
· nº 216 · mayo 2016 ·46
La nueva versión de Tebis proporciona una respuesta sistemática a las actividades específicas de la cadena de procesos. La integración de nuevos métodos y el uso de una tecnología altamente
innovadora, un entorno seguro y fiable, y una interfaz intuitiva agilizan y simplifican notablemente esos procesos.
Tebis Versión 4.0, la plataforma de automatización NC integral del futuro, ofrece los máximos niveles de eficiencia y flexibilidad.
Nueva interfaz de usuario internacionalDisfrute de la interfaz de usuario CAD/CAM más moderna del
mundo. Configúrela para conseguir el grado de flexibilidad y claridad que necesite. Utilícela también para los mercados internacionales. La Versión 4.0, desarrollada específicamente para optimizar la eficiencia de los procesos a nivel global, ahora también se incluye en chino, japonés y ruso.
Tebis StarterTebis Starter le permite organizar y gestionar su configuración.
Dispondrá de acceso central a bibliotecas, plantillas, dispositivos de animación, salida y medición, ajustes gráficos, comparaciones de herramientas, conexiones DNC y servidores PDM. La interfaz gráfica muestra la instalación de Tebis en un formato perfectamente estructurado para que pueda modificar y definir su configuración.
Torno integradoActualmente la Versión 4.0 integra la versión especial Torno.
Las funciones de torneado pueden solicitarse como extensiones de instalaciones existentes o como instalaciones individuales independientes.
Alcance nuevos niveles de productividad con Tebis Versión 4.0. La estructura de productos se ha revisado por completo e incorpora paquetes sectoriales sumamente eficientes e innovadores que se adaptan más que nunca a los requisitos y las operaciones de su empresa. Para la construcción de troqueles, modelos y moldes. Para ingeniería mecánica. Para diseño industrial
Máxima eficiencia redefinidaTEBIS VERSIÓN 4.0 EDICIÓN 1: LA PLATAFORMA DE AUTOMATIZACIÓN NC DEL FUTURO
Nuevas funciones BREPMediante el “conmutador de piezas“ es
posible recuperar con facilidad y diseñar libremente superficies. La tecnología de aproximación superficial permite segmentar automáticamente las superficies, obtener superficies suaves y producir transiciones perfectas. Gracias a la disposición claramente estructurada de la pantalla, es posible evaluar y regular distancias y segmentaciones incluso al crear superficies. Mediante la “selección de transición“ es posible definir las calidades de transición y detectar ángulos en el modelo alámbrico y de superficie durante la creación de superficies. Las curvas borde y de trimado se sincronizan de forma automática y precisa.
Optimización automática de superficies
Compruebe la calidad de las superficies con solo pulsar un botón. Detecte los errores de topología y geometría. Muestre superficies y faces muy segmentadas cuya superficie base supera el tamaño mínimo posible. Localice gaps entre superficies adyacentes. No podría ser más fácil. Tebis ofrece funciones de reparación automáticas para impedir que en fases posteriores del proceso se produzcan problemas e incrementos de costes derivados de superficies de calidad deficiente.
Preparación de la fabricaciónEl nuevo grupo de funciones NCPrep
permite crear curvas de la zona de mecanizado. Las curvas guía resultantes se emplean para calcular sendas. De este modo se simplifica el control de la posición de las herramientas con respecto a la superficie de la pieza. También sirven como curvas de inclinación para dividir la pieza en áreas planas e inclinadas. Las curvas se generan directamente sobre la superficie offset de la fresa, de manera que son independientes de la dirección de proyección de las curvas guía en las funciones de mecanizado.

47· nº 216 · mayo 2016 ·
TEBISPabellón 1 / D-41 tel. 91 6624354www.tebis.es
Superficies de matrizLos procesos estandarizados permiten
fabricar piezas pequeñas con mucha más rapidez y fiabilidad. Tebis proporciona todas las funciones necesarias para ello. Las superficies de matriz y los datos sólidos de cada pieza se combinan para generar un sólido exacto, las piezas se programan con sobremedidas de mecanizado diseñadas, como las requeridas para librados o espesor de chapa, y los procesos de configuración se optimizan con placas de sujeción y sujeción múltiple. Se obtienen programas completos a prueba de colisión, incluidos los ciclos de medición, que se implementan en la máquina. Tanto si fabrica productos semiacabados, piezas fundidas, productos nuevos o reproducciones, se beneficiará de esta nueva solución de procesamiento.
Mecanizado a fresa llenaTebis detecta las situaciones de contacto
difíciles de la herramienta. El diseño de senda se ajusta en puntos estrechos y zonas de esquina, y la envoltura máxima puede almacenarse en los datos de corte. Resultado: aumento del ciclo de vida útil de las herramientas, reducción de sus costes y disminución de los tiempos de mecanizado con velocidades de avance óptimas.
Cálculo del tiempo de ejecuciónBasta con introducir los datos de los
ejes de control, lineales y de rotación para calcular el nuevo tiempo de ejecución. Tanto si desea obtener el tiempo de ejecución total como los tiempos de los movimientos de avance y retroceso, en el plan de trabajo encontrará una descripción general clara de los resultados.
RobotsConsiga la máxima automatización y productividad de sus máquinas
herramientas utilizando robots industriales económicos y compactos. Los robots se integran plenamente en el entorno Tebis CAD/CAM sin necesidad de instalar software especial. La programación offline proporciona más flexibilidad que el “teach-in“ del robot. Con la solución robótica integrada en Tebis Versión 4.0 obtendrá sendas protegidas frente a colisiones. Las singularidades se eliminan automáticamente, y el campo de aplicación de las funciones NC puede ampliarse con un mayor grado de libertad.
Taladrado y fresado en 2,5D- Features de forma libre/features de elementos: la tecnología de features resulta idónea para taladros y cajeras. Ahora también está disponible para el mecanizado prismático. A las superficies planas, superficies de contorno, superficies verticales y superficies de pieza se les asignan variables y se procesan con secuencias de mecanizado (NCSets) específicas. Tecnología automática, fiable, rápida y de calidad homogénea.
- Feature Scan: La función SCAN para insertar features en la geometría de una pieza se ha ampliado incluyendo las nuevas “features de forma libre“. Las features de forma libre pueden configurarse interactivamente durante el proceso de digitalización en función del mecanizado previsto.
- Paleta de colores: la paleta de colores ofrece ahora más opciones de configuración si cabe. Para la asignación del mecanizado es posible aplicar la calidad y la forma geométrica. En el esquema “Mecanizado“ se tienen en cuenta aspectos técnicos de fabricación. En el esquema “Tipo de elemento“ también se tiene en cuenta la forma.
Fresado en 3+2 ejes: fase óptimaGracias a las nuevas estrategias “Sincronía de curva“ y “Variable Z“ de la
función MSurf, obtendrá una calidad de superficie uniforme en todas las zonas de la pieza. Esto se garantiza manteniendo el incremento lateral en las áreas planas e inclinadas y el recorrido uniforme de la senda sin la formación de islas. Como ventaja adicional cabe destacar el aumento del ciclo de vida útil de las herramientas derivado del contacto correcto y homogéneo de las mismas.
La nueva versión de Tebis proporciona una respuesta sistemática a
las actividades específicas de la cadena de procesos. La integración de nuevos métodos y el uso de una
tecnología altamente innovadora, un entorno seguro y fiable, y una
interfaz intuitiva agilizan y simplifican notablemente
esos procesos

· nº 216 · mayo 2016 ·48
THORTECOI presenta en primicia mundial un nuevo concepto de
máquina de alta potencia para el mecanizado. Diseñada para taladrar con requerimientos de calidad, elevada capacidad para medianas y grandes dimensiones. Destaca por su doble rigidez, su estética blindada y diseño compacto.
Con este modelo, TECOI afianza su liderazgo en la fabricación de máquinas de taladrado y corte térmico de elevadas prestaciones.
LS – TDesarrollada para el corte por láser de estado sólido en
grandes formatos, es la estación de procesado láser más grande de Europa, alcanzando hasta 70 metros en su versión LS MEGA. Diseñada para un uso intensivo en el que se requiera mantener la máxima precisión y repetitividad.
Cuenta con la instalación de carenados telescópicos que facilitan el acceso seguro y óptimo para el operario. Logra alta calidad en las piezas procesadas, no sólo en el tratamiento de chapas finas, sino también en chapas gruesas.
MULTY NUna máquina altamente flexible, se caracteriza por ser la
máquina de plasma por excelencia a nivel global. Diseñada de forma específica para el corte de gran capacidad y requerimientos de primera calidad con gran rapidez.
Con este modelo, TECOI afianza su liderazgo en la fabricación de máquinas de corte por plasma de altas prestaciones.
MBMáquina extraordinariamente compacta, gracias a su diseño
inteligente y ergonómico, puede utilizarse como estación de trabajo en cualquier planta. Los altos valores de velocidad y de aceleración en combinación con condiciones de trabajo óptimas aumentan su productividad.
DUSTEC MINIEs la solución perfecta al sistema de evacuación y/o limpieza
de polvo nocivo sin contacto con el operario.
Este equipo de alta capacidad y fiabilidad soluciona los problemas de extracción y almacenamiento del polvo en los cajones de los filtros de aspiración hasta depositarlo en un Big Bag de gran capacidad.
DUSTEC¿Harto de limpiar polvo? Este es su sistema para recoger el
polvo metálico generado durante los procesos de corte de alta capacidad. Tras la limpieza de los gases producidos en el corte, en los filtros se deposita una gran cantidad de polvo nocivo. Mediante un sistema generador de vacío, el polvo metálico depositado en cada filtro es evacuado por este sistema. Es la solución perfecta al sistema de evacuación y/o limpieza de polvo nocivo sin contacto con el operario.
TECOI presentará en la BIEMH su nueva máquina THOR, diseñada para grandes capacidades de taladrado y corte térmico. El visitante tendrá además la oportunidad de conocer las últimas novedades del fabricante en tecnología plasma, oxicorte, láser y mecanizado de chapa, exclusivas de TECOI. Las innovaciones presentadas en BIEMH 2016 permitirán al usuario realizar su trabajo de manera más eficaz y sencilla
Plasma, oxicorte, láser y mecanizado de chapa de última generación
TECOIPabellón 5 / C-33 tel. 987 702047www.tecoi.com


· nº 216 · mayo 2016 ·50
La nueva máquina será presentada en la feria BIEMH, que tendrá lugar en Bilbao del 30 de mayo al 4 de junio de 2016. Sus futuros operarios y otros interesados tendrán la oportunidad de observar, entre otras, las siguientes características destacadas:
Concepto de máquina abierta para la máxima accesibilidad La TruLaser Tube 5000 fiber es la primera instalación de corte de tubos con láser de cuerpo sólido que no incorpora una
carcasa completamente cerrada, lo que la hace increíblemente accesible. Así, los operarios pueden cargar tubos y perfiles individuales manualmente o con una grúa fácil y rápidamente. El concepto de máquina abierta ofrece el elevado estándar de calidad inherente a las máquinas fiber, permitiendo al mismo tiempo retirar las piezas acabadas mientras la máquina está funcionando. Es posible retirar todas las piezas a una altura de trabajo ergonómica.
Mayor productividad gracias a RapidCut La nueva función RapidCut desarrolla todo el potencial del láser de cuerpo sólido, incrementando la productividad en
hasta un 15 por ciento. Al superponer los movimientos del eje para tubos y el cabezal de corte, la dinámica de la máquina se cuadriplica. La superposición de los ejes permite aprovechar los grandes avances del láser de cuerpo sólido incluso para contornos pequeños, lo que supone un gran plus de productividad, sobre todo con tubos de paredes delgadas.
Con unas 800 máquinas ya operativas en el mercado, TRUMPF demuestra su experiencia en el ámbito del corte de tubos por láser. Ahora la TruLaser Tube Serie 5000 incorpora una nueva máquina versátil y productiva: la TruLaser Tube 5000 fiber
Corte de tubos por láser con todas las ventajas de la tecnología de láser de cuerpo sólido
LA TruLaser Tube 5000 FIBER EXPLOTA LOS PUNTOS FUERTES DE LA TECNOLOGÍA DE CUERPO SÓLIDO COMO NINGUNA OTRA MÁQUINA DE CORTE DE TUBOS POR LÁSER LO HABÍA HECHO ANTES:
ES FLEXIBLE, RÁPIDA, EFICIENTE Y FÁCILMENTE ACCESIBLE
La nueva TruLaser Tube 5000 fiber explota los puntos fuertes de la tecnología de cuerpo sólido
como ninguna otra máquina de corte de tubos por láser lo había hecho antes (Foto: TRUMPF)
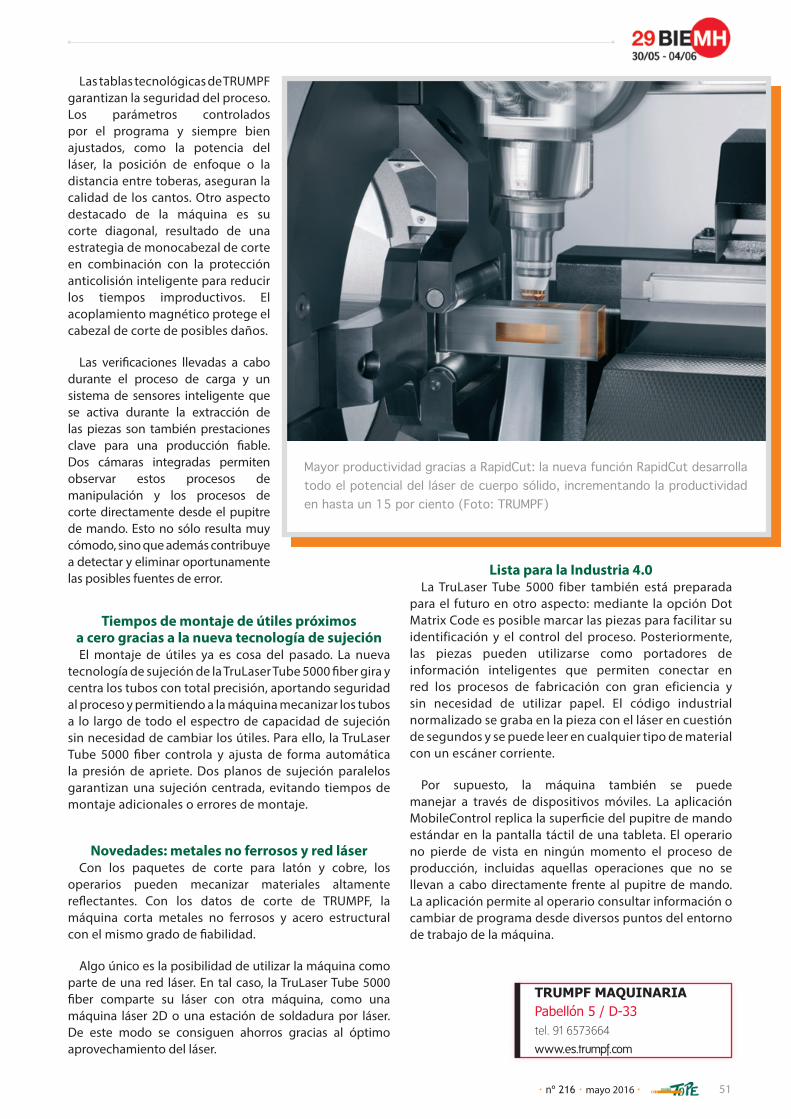
51· nº 216 · mayo 2016 ·
Las tablas tecnológicas de TRUMPF garantizan la seguridad del proceso. Los parámetros controlados por el programa y siempre bien ajustados, como la potencia del láser, la posición de enfoque o la distancia entre toberas, aseguran la calidad de los cantos. Otro aspecto destacado de la máquina es su corte diagonal, resultado de una estrategia de monocabezal de corte en combinación con la protección anticolisión inteligente para reducir los tiempos improductivos. El acoplamiento magnético protege el cabezal de corte de posibles daños.
Las verificaciones llevadas a cabo durante el proceso de carga y un sistema de sensores inteligente que se activa durante la extracción de las piezas son también prestaciones clave para una producción fiable. Dos cámaras integradas permiten observar estos procesos de manipulación y los procesos de corte directamente desde el pupitre de mando. Esto no sólo resulta muy cómodo, sino que además contribuye a detectar y eliminar oportunamente las posibles fuentes de error.
Tiempos de montaje de útiles próximos a cero gracias a la nueva tecnología de sujeción El montaje de útiles ya es cosa del pasado. La nueva
tecnología de sujeción de la TruLaser Tube 5000 fiber gira y centra los tubos con total precisión, aportando seguridad al proceso y permitiendo a la máquina mecanizar los tubos a lo largo de todo el espectro de capacidad de sujeción sin necesidad de cambiar los útiles. Para ello, la TruLaser Tube 5000 fiber controla y ajusta de forma automática la presión de apriete. Dos planos de sujeción paralelos garantizan una sujeción centrada, evitando tiempos de montaje adicionales o errores de montaje.
Novedades: metales no ferrosos y red láser Con los paquetes de corte para latón y cobre, los
operarios pueden mecanizar materiales altamente reflectantes. Con los datos de corte de TRUMPF, la máquina corta metales no ferrosos y acero estructural con el mismo grado de fiabilidad.
Algo único es la posibilidad de utilizar la máquina como parte de una red láser. En tal caso, la TruLaser Tube 5000 fiber comparte su láser con otra máquina, como una máquina láser 2D o una estación de soldadura por láser. De este modo se consiguen ahorros gracias al óptimo aprovechamiento del láser.
Lista para la Industria 4.0 La TruLaser Tube 5000 fiber también está preparada
para el futuro en otro aspecto: mediante la opción Dot Matrix Code es posible marcar las piezas para facilitar su identificación y el control del proceso. Posteriormente, las piezas pueden utilizarse como portadores de información inteligentes que permiten conectar en red los procesos de fabricación con gran eficiencia y sin necesidad de utilizar papel. El código industrial normalizado se graba en la pieza con el láser en cuestión de segundos y se puede leer en cualquier tipo de material con un escáner corriente.
Por supuesto, la máquina también se puede manejar a través de dispositivos móviles. La aplicación MobileControl replica la superficie del pupitre de mando estándar en la pantalla táctil de una tableta. El operario no pierde de vista en ningún momento el proceso de producción, incluidas aquellas operaciones que no se llevan a cabo directamente frente al pupitre de mando. La aplicación permite al operario consultar información o cambiar de programa desde diversos puntos del entorno de trabajo de la máquina.
TRUMPF MAQUINARIAPabellón 5 / D-33 tel. 91 6573664www.es.trumpf.com
Mayor productividad gracias a RapidCut: la nueva función RapidCut desarrolla todo el potencial del láser de cuerpo sólido, incrementando la productividad en hasta un 15 por ciento (Foto: TRUMPF)

· nº 216 · mayo 2016 ·52
DIVINOL® T 3 EP ISO 32, T 6 EP ISO 68, T 8 EP ISO 100 y T 12 EP ISO 220 son lubricantes desemulsionables especialmente indicados para guías y correderas y certificados en base a
la norma DIN 51502 CGLP. Estos lubricantes de alto rendimiento proporcionan un buen nivel de untuosidad y una adecuada película lubricante. Los aditivos especiales reducen las fuerzas de fricción durante el arranque y parada a bajas velocidades así como el efecto stick-slip (avance a golpes).
Evitan, en gran medida, el contacto directo con las superficies de deslizamiento, y las superficies lubricadas se mantienen protegidas frente daños mecánicos y corrosión.
Suavizan y controlan los movimientos de los órganos mecánicos, incluso en los ratios de movimiento más bajos y de carga más alta.
Dos aspectos se han estudiado minuciosamente: conseguir una perfecta separación de las taladrinas y evitar manchas en los órganos mecánicos.
DIVINOL® T son aceites para correderas y mantenimiento de guías, especialmente diseñados para unas altas exigencias, precisión y eficiencia en las más modernas tecnologías de producción. Lubricantes con componentes de la máxima calidad para conseguir resultados con la máxima seguridad para el usuario. Los aceites de correderas y mantenimiento de guías de Zeller+Gmelin son un punto de partida adecuado para conseguir la producción más eficiente y rentable. Estos lubricantes de alto rendimiento garantizan una alta fiabilidad y precisión en el posicionamiento de las piezas de la maquinaria, especialmente cuando las máquinas están equipadas con correderas revestidas de plástico
Aceites de guías que cuidan de su maquinaria y de sus baños de taladrina
Imagen 1 Imagen 2
Imagen 3

53· nº 216 · mayo 2016 ·
Mediante pruebas añadiendo 40 ml. de aceite de guías con taladrinas que posteriormente se someten a fuerte agitación durante 5 minutos y se dejan reposar, se han ido tomando datos durante diferentes periodos de reposo. La mezcla sin agitar presenta un aspecto como el recipiente de la izquierda, siendo el del medio la probeta que contiene el aceite de menor calidad y en la derecha un producto con muy buena capacidad de desemulsionarse (Imagen 3).
Las taladrinas contienen emulgadores, por lo que su contacto con aceite es siempre una fuente de disolución en ella, disminuyendo así las propiedades detergentes de la misma, dejando residuo en las partes mecanizadas y la maquinaria y reduciendo la capacidad de refrigeración de la misma, con la consiguiente dramática reducción de la vida de herramientas.
La perfecta sintonía entre la taladrina ZUBORA® y los aceites de guías DIVINOL® T se demuestra en los resultados que se obtienen con los mismos ensayos.
En ellos se puede ver la perfecta separación de DIVINOL® T en contacto con las taladrinas de última generación ZUBORA® 65, después de varios procesos de agitación y reposo (Imagen 4).
El segundo ensayo es el de las manchas en materiales, mediante el cual se logra optimizar las fórmulas de los aceites hasta conseguir un producto totalmente inofensivo para los componentes mecánicos. Este ensayo consiste en cerrar 2 esferas con una cruz en medio llenas de aceite para ver su compatibilidad frente al material. El ensayo se hace 2 veces con 2 tipos de aceros, uno es un 16MgCr5 y el otro CK45 que se llenan de aceite y se dejan en un horno a 50 ºC durante 3 semanas.
En la foto de arriba se observa el ataque de un aceite de guías, frente a los excelentes resultados obtenidos con el DIVINOL® T de la foto de la abajo (Imágenes 5 y 6).
Estas manchas negras son resultado del ataque de ciertos componentes del aceite a la superficie del material y que no son posibles de sacar, por lo que traducido a su maquinaria implicara perdida de precisión y eficiencia durante el proceso de mecanizado, deterioro de su máquina y le obligará a rectificar la superficie de las guías si quisiere volver a tenerlas en perfecto estado.
Ciertos fabricantes de maquinaria han substituido los sistemas lubricación mediante aceites de guías por grasas, las cuales proporcionan mayor adherencia en las guías y se evita su vertido en los tanques de taladrinas.
DIVINOL LITHOGREASE 00 ó 000 son grasas semisintéticas muy estables frente a variaciones de temperatura que proporcionan una dosificación constante mediante los sistemas más precisos de lubricación que se instalan en las máquinas herramienta. Varios fabricantes muestran su incondicional fidelidad a unas grasas de alto nivel como las LITHOGREASE 00 ó 000 por su fiabilidad, y hacen el primer rellenado de sus máquinas con ellas, las cuales se venden por todo el mundo haciendo frente a condiciones de trabajo bien diferentes, siempre proporcionando los mismos resultados.
Imagen 4
ZELLER+GMELINPabellón 1 / I-16 tel. 649 494363www.zeller-gmelin.de
Imagen 5
Imagen 6
Imagen 7

· nº 216 · mayo 2016 ·54
UNA NUEVA ALTERNATIVA PARA LOS FLUIDOS DE
MECANIZADOPresente en la industria metalúrgica desde hace
mas de 50 años, CONDAT fabrica una gama completa de lubricantes, incluidos los aceites de corte a base de esteres sintéticos y vegetales, aceites 2 en 1 para corte y rectificación, lubricantes de estampación en frío y aceites de mantenimiento específicos.
Desde 1854, CONDAT cuenta con una dilatada experiencia en la formulación de lubricantes y productos químicos especiales que ha contribuido a desarrollar la nueva generación de aceites solubles. La gama de productos MECAGREEN es fruto de una química innovadora de base vegetal que ha requerido 2 años de desarrollo. Esta combinación de aceites de base esterificados de origen vegetal permite obtener excelentes resultados, tanto para las operaciones de mecanizado como las de rectificación. Ventajas para los usuarios:
- Una duración de vida de las herramientas prolongada: los estudios muestran que los aceites MECAGREEN permiten un incremento del 20% en la longevidad de las herramientas- Una reducción del consumo: la utilización de emulsiones MECAGREEN muestra una reducción del 30-45% del consumo en comparación con los aceites minerales clásicos.- Un entorno de trabajo mas limpio: los fluidos MECAGREEN producen unos residuos similares a los fluidos sintéticos, permitiendo así que las ventanas, mesas, soportes de herramientas y piezas mecanizadas, se mantengan limpias. Su color transparente facilita la visibilidad durante las operaciones de corte.- Un mayor confort en el trabajo: los aceites MECAGREEN proporcionan una excelente duración de vida en servicio, así como unos resultados de corte de alto nivel. Para un mayor confort de los operarios, han sido concebidos sin boro, sin liberador de formol, sin cloro, DEA, DCHA, ni siliconas, a fin de evitar los problemas de sensibilidad cutánea o dermatológica.
Atentos a las necesidades de sus clientes, CONDAT propone una gama completa de aceites MECAGREEN que abarca el conjunto de las aplicaciones industriales: industria aeronáutica, automovilística y otros mercados industriales. Con esta nueva gama, CONDAT ofrece la posibilidad a las empresas metalúrgicas de conseguir sus resultados y productividad, además de reducir el consumo, con unos productos mas respetuosos con el medio ambiente.
UNA AMPLIA GAMA DE MODELOS
Entre las nuevas máquinas herramienta CNC Haas que se expondrán en Bilbao, destaca el modelo UMC-750SS, la versión en alta velocidad del popular centro de mecanizado universal de 5 ejes de Haas.
El UMC-750SS es una máquina de 5 ejes con cono ISO 40, equipada con un husillo a 15.000 rpm accionado por acoplamiento directo, un rapidísimo cambiador de herramientas de montaje lateral de 40+1 posiciones y el software avanzado de Haas Automation para mecanizado a alta velocidad. Presenta unos recorridos de 762 x 508 x 508 mm, avances en rápido de 30,5 m/min y una mesa divisora basculante de doble apoyo integrada y de alta velocidad.
Otro de los modelos que se exhibirán será el centro de torneado CNC Haas ST-20SSY con eje Y, al que se le instalará el alimentador de barras Haas, que está totalmente renovado y diseñado para conseguir un mecanizado sencillo, fiable, asequible y automático. El alimentador de barras Haas se ha concebido y fabricado para usarse con los centros de torneado Haas del ST-10 al ST-35 CNC, y se conecta directamente al control Haas. Gracias a las ruedecillas que lleva, es muy fácil acceder a la parte posterior del husillo del torno para cambiar rápidamente el adaptador y el tubo guía.
En la feria BIEMH, también podrá verse el renovado centro de taladrado y fresado Haas DM-1, de alta velocidad y con un cono ISO 40. Su husillo de accionamiento directo gira a 15.000 rpm y permite efectuar el roscado rígido con gran rapidez. Además, el husillo se acopla directamente al motor para reducir el calor, aumentar la transmisión de potencia y producir superficies con un acabado excelente. El DM-1, que tiene un cubo de trabajo de 508 x 406 x 394 mm, ofrece avances de corte de hasta 30,5 m/min. para el fresado a alta velocidad, y su cambiador de herramientas de montaje lateral de 18+1 posiciones cambia de herramienta rápidamente para reducir los tiempos improductivos.
CONDATPabellón 6 / I-08 tel. 977 698940www.condat.fr
HAAS - HITECPabellón 2 / B-46 tel. 93 5750949www.HaasCNC.es
55· nº 216 · mayo 2016 ·
HERRAMIENTAS, MEDICIÓN Y MOBILIARIO
INDUSTRIALHoffmann Group presentará en la BIEMH sus
innovaciones más destacadas, entre las que destacan las fresas GARANT MasterSteel, la familia de microscopios de medición GARANT y el programa GARANT 360º Tooling, una innovación en el campo del servicio.
El sector de la automoción requiere una precisión y efectividad probada y para ello Hoffmann Group dispone de herramientas específicas que ayudan al cumplimiento de estos requisitos. Especialmente destaca GARANT MasterSteel, fresas HPC cuentan con una calidad excepcional, máxima precisión y sorprendente vida útil para mecanizar materiales muy diversos, desde aceros no aleados hasta los de baja y alta aleación, por lo que se adapta a las necesidades de cada proceso de mecanizado.
También presenta un amplio abanico de brocas de taladro profundo con ranurado en espiral, 4 fajas guía y canales de refrigeración internos. Cuenta con un ángulo de punta de 135º y tolerancia de corte h7 para realizar con total exactitud este tipo de operaciones, aportando siempre una elevada precisión de alineación y concentricidad.
La familia de microscopios de medición GARANT ofrece resultados de medición precisos y rápidos de forma muy sencilla. Uno de sus equipos más novedosos es el videomicroscopio de medición MM1 con sistema táctil TP20. Su software de medición cuenta con una superficie de mando muy intuitiva sin menús escondidos y con un excelente sistema de determinación de puntos de medición.
Por su parte, GARANT 360º Tooling está compuesto por un conjunto de servicios que aportan un valor añadido al cliente. Abarca de manera integral todo el proceso desde la planificación, el aprovisionamiento hasta la aplicación. Se trata por tanto de una serie de módulos que contemplan distintos campos, desde cómo escoger la herramienta adecuada, qué hay que hacer para realizar un proceso de mecanizado de forma rentable y cómo aprovisionarse de la manera más económica y simple posible. Con ello intentan abracar todos los campos de la producción potenciando su capacidad y ofreciendo un servicio completo de principio hasta la aplicación final de la herramienta.
FABRICACIÓN ADITIVA PARA PIEZAS COMPLEJAS
DE GRAN TAMAÑOEl fruto de la investigación llevada a cabo por IK4-TEKNIKER
en el ámbito de la fabricación aditiva tendrá una presencia destacada en la edición de este año de la Bienal Española de Máquina Herramienta. (BIEMH).
IK4-TEKNIKER aplica la técnica del LMD (Laser Metal Deposition) en ámbitos como el refuerzo de componentes y la reparación de herramientas, moldes y matrices que hayan sufrido fallos en operaciones de mecanizado, modificaciones de diseño y defectos a lo largo de su vida útil. Los investigadores abordan también la fabricación de piezas y estructuras metálicas como partes de estructuras complejas, prototipos o incluso que puedan tener un carácter funcional. Dentro de esta especialización, los expertos del centro tecnológico también emplean otros materiales como aceros de herramienta para el trabajo en frío y en caliente, aleaciones de base níquel, titanio y cobalto o composites de carburo de tungsteno embebido en matrices de cobalto sobre diferentes bases de metal.
El proceso LMD está especialmente orientado a la fabricación de piezas metálicas de tamaño medio y grande que anteriormente se fabricaban mediante procesos convencionales como los sustractivos o de conformado. Esta nueva tecnología permite reducir de forma drástica el uso de materia prima, ya que el ratio entre la cantidad de material necesaria de inicio y la finalmente depositada se sitúa en valores cercanos al 1:1. El ahorro de material junto con la disminución de los tiempos de proceso, permiten reducir considerablemente el coste final del proceso de fabricación.
El proceso LMD es rentable en sectores donde el producto final tiene más de un 80% de mecanizado sobre la pieza de partida y los materiales empleados presentan escasa maquinabilidad, son duros o abrasivos. Sectores como el energético, aeronáutico o el de prototipos presentan estas características. Además el corto ‘lead time’ del LMD favorece una respuesta más rápida en comparación con sectores donde las piezas se fabriquen por fundición o inyección. La ausencia de moldes también contribuye al ahorro de más de un 50% de tiempo en el plazo de entrega de piezas unitarias.
HOFFMANNPabellón 6 / C-17 tel. 900 900728www.hoffmann-group.com
IK4-TEKNIKERPabellón 1 / B-19 C20 tel. 943 206744www.tekniker.es

· nº 216 · mayo 2016 ·56
LUBRICANTES DE ALTO RENDIMIENTOKlüber Lubrication aprovecha la BIEMH para mostrar al
visitante cómo aumentar la productividad, reducir los costes de mantenimiento y mejorar la eficiencia energética. Ello es posible gracias al análisis de los diferentes componentes donde interviene el lubricante y la elaboración de las correspondientes propuestas de ahorro de costes.
El trabajo conjunto con el cliente en la optimización y eficiencia en algunos de los servicios destacados de Klüber Lubrication, tales como la documentación de los puntos de engrase y gestión de las tareas de lubricación, formación del personal de mantenimiento y estudios para la reducción del consumo energético, serán algunos de los temas que se podrán consultar con sus expertos en lubricación en este salón. Asimismo, su personal también podrá informar al visitante de sus novedades en productos y servicios más destacados. Tres de sus últimos y más recientes desarrollos en este sentido que se podrán ver desde su stand son:
- Klübersynth HBE 94-401: grasa sintética para la lubricación de larga duración y cargas extremas.
- Klüberpaste HS 91-21: pasta de elevada pureza para atornilladuras sometidas a elevadas temperaturas.
- Klüberbio BM 32 142: grasa lubricante ecológica para usos múltiples en rodamientos y cojinetes lisos.
Otros protagonistas del evento serán: Klüberspeed BF 72-22, la nueva generación de grasas para rodamientos de husillo y engranajes expuestos a altas velocidades. Y los “dosificadores inteligentes” Klübermatic para simplificar la exacta dosificación de lubricante en las instalaciones y equipos del cliente, que proporciona lubricación y un funcionamiento fiable, limpio y preciso a largo plazo.
Por último, pero no menos importante, KlüberEfficiencySupport, el programa completo de servicios de Klüber Lubrication, personalizable de acuerdo a los requerimientos específicos del cliente. KlüberEfficiencySupport es un programa muy flexible que puede satisfacer las necesidades específicas de los clientes y apoyar sus objetivos de negocio. Esto permite ofrecer muchas soluciones de valor añadido, pudiéndose medir continuamente el rendimiento de las soluciones, tanto desde el punto de vista técnico como económico.
ESTRATEGIAS DE ALTO RENDIMIENTO PARA EL DESBASTE, EL ACABADO Y EL TALADRADO
OPEN MIND Technologies AG presenta la versión 2016.1
de hyperMILL®. Las nuevas versiones de hyperMILL® e hyperCAD®-S incluyen gran número de mejoras y nuevas funciones. La novedad más destacada es una estrategia de mecanizado capaz de incrementar de tal modo la velocidad del acabado de planos que el tiempo necesario se reduce un 90 por ciento.
También incluyen una nueva estrategia para el material restante, un nuevo entorno de usuario para las operaciones de fresado-torneado y aspectos destacados en el sistema de CAD para CAM hyperCAD®-S.
OPEN MIND ha seguido nuevos caminos a la hora de tratar el importante tema del rendimiento. El resultado es hyperMILL® MAXX Machining, un paquete opcional de alto rendimiento presentado ahora en su versión 2016.1. Sus estrategias de altísimo rendimiento para el desbaste, el acabado y el taladrado están agrupadas en tres módulos.
El módulo de desbaste incluye el conocido y acreditado grupo de funciones de hyperMAXX®, una solución para el corte de alto rendimiento (HPC) con desplazamientos trocoidales de la herramienta. También nuevas funciones
de corte inicial en espiral, así como de ajuste automático del avance para mejorar las condiciones del corte en las curvas.
El módulo de acabado incluye estrategias innovadoras que permiten aprovechar al máximo todo el potencial de las fresas de barril.
El tercer módulo de hyperMILL® MAXX Machining es una versión mejorada del “taladrado helicoidal de 5 ejes” con movimientos de la
máquina más suaves y rápidos.
KLÜBER LUBRICATIONPabellón 6 / C-40 tel. 902 435500www.klueber.com/es/
OPEN MINDPabellón 2 / C-64 tel. 96 0045502www.openmind-tech.com

tecnologí@
· nº 216 · mayo 2016 ·58
Su robusto armazón en cuello de cisne y un sistema de compensación dinámica posibilitan una mayor precisión. El operario puede elegir entre diferentes
modos de trabajo: cota, fuerza, distancia desde contacto o tiempo de prensado. Dispone de capacidad para 100 programas de trabajo. La programación es sencilla e intuitiva, no requiere de conocimientos de PLCs.
Las prensas eléctricas completas AGME PE realizan las principales funciones de control: fuerza en recorrido, distancia, posición de contacto, posición final y fuerza final ejercida. La monitorización de los resultados se realiza en una pantalla táctil con diferentes gráficos y curvas de prensado. Los resultados se almacenan en una base de datos que pueden ser exportados a un PC, garantizando así una total trazabilidad del proceso.
El diseño modular de esta gama de prensas y su sencilla y rápida instalación permiten una mayor flexibilidad y versatilidad. Se puede suministrar tanto como prensa eléctrica completa con funcionamiento autónomo y certificación CE, como cilindro eléctrico básico AGME PE-UC que se puede integrar en máquinas especiales de mayor tamaño y cuyo funcionamiento es gobernado desde el autómata que utilice la máquina especial donde se instale. El interface multicanal gestiona hasta 3 cilindros con el mismo software.
La prensa eléctrica completa PE funciona con su propio autómata y ofrece todas las funciones de control y monitorización. Los cilindros eléctricos AGME PE-UC, sin embargo, podrán incorporar o no el software estándar de la prensa eléctrica, dependiendo de las especificaciones técnicas de la máquina en que se integre. El interface multicanal gestiona hasta 3 cilindros con el mismo software.
Otras ventajas de usar prensas eléctricas marca AGME son su mínima necesidad de mantenimiento, el ahorro de energía que suponen respecto a las prensas hidráulicas y sus bajos niveles de ruido.
Así mismo, AGME Automated Assembly Solutions ofrece un producto y servicio de confianza, fabricado íntegramente con tecnología AGME, lo que permite un control total de la calidad del producto.
AGME Automated Assembly Solutions fabrica prensas eléctricas para mayores exigencias de precisión y repetibilidad de las operaciones de prensado. Su cilindro eléctrico tiene una repetibilidad de 0,01 mm y una precisión en la lectura de la fuerza del 5%. De forma opcional, se puede incorporar una célula de carga obteniéndose entonces una precisión en la medición de +/- 0,5%
Nuevas prensas eléctricas y servo prensas para mayores exigencias de precisión y repetibilidad
AGME Automated Assembly Solutions tel. 943 121608www.agme.net

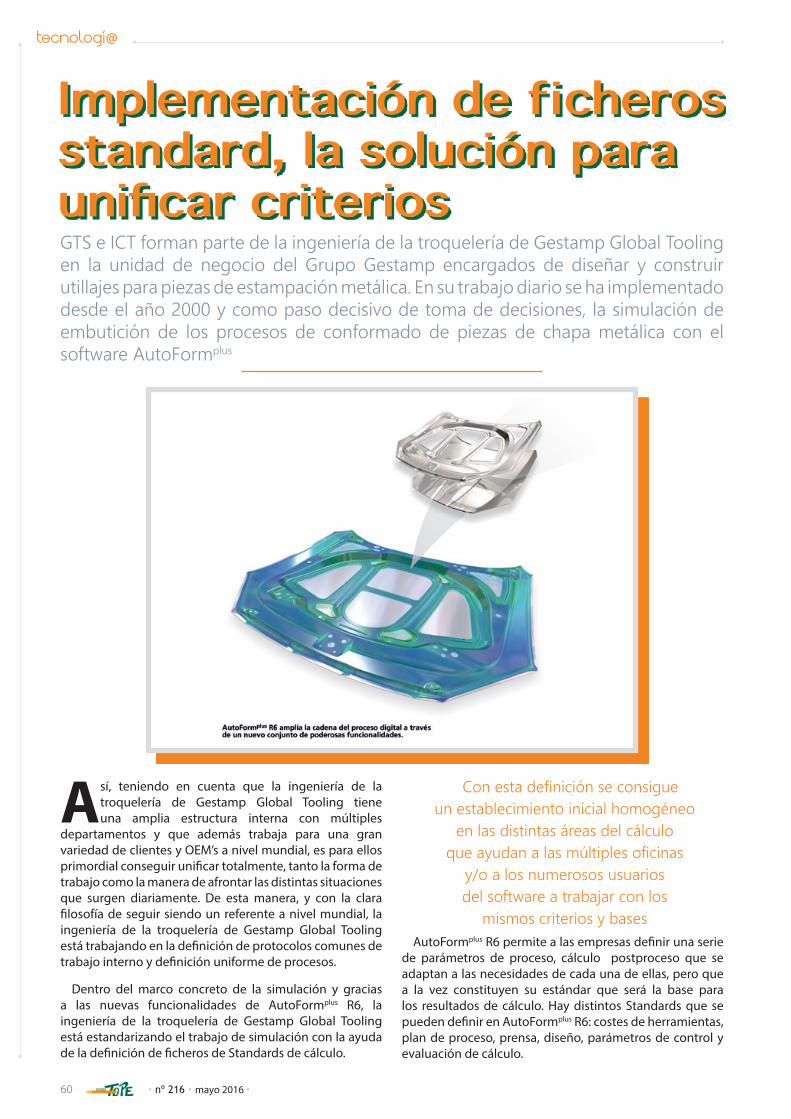
tecnologí@
· nº 216 · mayo 2016 ·60
¡Así, teniendo en cuenta que la ingeniería de la
troquelería de Gestamp Global Tooling tiene una amplia estructura interna con múltiples
departamentos y que además trabaja para una gran variedad de clientes y OEM’s a nivel mundial, es para ellos primordial conseguir unificar totalmente, tanto la forma de trabajo como la manera de afrontar las distintas situaciones que surgen diariamente. De esta manera, y con la clara filosofía de seguir siendo un referente a nivel mundial, la ingeniería de la troquelería de Gestamp Global Tooling está trabajando en la definición de protocolos comunes de trabajo interno y definición uniforme de procesos.
Dentro del marco concreto de la simulación y gracias a las nuevas funcionalidades de AutoFormplus R6, la ingeniería de la troquelería de Gestamp Global Tooling está estandarizando el trabajo de simulación con la ayuda de la definición de ficheros de Standards de cálculo.
AutoFormplus R6 permite a las empresas definir una serie de parámetros de proceso, cálculo postproceso que se adaptan a las necesidades de cada una de ellas, pero que a la vez constituyen su estándar que será la base para los resultados de cálculo. Hay distintos Standards que se pueden definir en AutoFormplus R6: costes de herramientas, plan de proceso, prensa, diseño, parámetros de control y evaluación de cálculo.
GTS e ICT forman parte de la ingeniería de la troquelería de Gestamp Global Tooling en la unidad de negocio del Grupo Gestamp encargados de diseñar y construir utillajes para piezas de estampación metálica. En su trabajo diario se ha implementado desde el año 2000 y como paso decisivo de toma de decisiones, la simulación de embutición de los procesos de conformado de piezas de chapa metálica con el software AutoFormplus
Implementación de ficheros standard, la solución para unificar criterios
Con esta definición se consigue un establecimiento inicial homogéneo
en las distintas áreas del cálculo que ayudan a las múltiples oficinas
y/o a los numerosos usuarios del software a trabajar con los
mismos criterios y bases

¡ !¡TÉNGALOS TODOS!Analice el contenido de este número y verá la gran
cantidad de datos prácticos de aplicación que le ofrece. Comprobará que no conviene perderse ninguno.
¡SUSCRÍBASE GRATIS!
www.revistatope.com
BOLETÍN DE SUSCRIPCIÓN
* Nombre:
* Empresa:
* Actividad: * Cargo:
* Dirección:
* Teléfono: * e-mail:
Deseo suscribirme gratuitamente (excepto extranjero) a la Revista TOPE:
* Fecha y firma
( * ) Campos obligatorios
APD
O. 2
0.04
5 -
4808
0 BI
LBA
OFA
X: 9
4 47
6 27
90
E-m
ail:
mt@
revi
stat
ope.
com
w
ww
.rev
ista
tope
.com
tecnologí@
La forma de utilizar los Standards de cálculo es en primer lugar definir los parámetros guía de cálculo que se quieren establecer como valores de defecto. Una vez establecidos dichos valores, se generan una serie de ficheros a través de una plantilla que a continuación se cargan por separado o en conjunto dentro de la interfaz de AutoFormplus R6, para que el programa los utilice en el cálculo. Además, el usuario podrá seguir la trazabilidad de cualquier parámetro definido y que se modifique respecto de su estándar original.
Además, cabe la posibilidad de bloquear dentro de un fichero Standard aquellos parámetros que la empresa considere que son inamovibles, bloqueándolos y evitando que se puedan modificar por error.
Con esta definición se consigue un establecimiento inicial homogéneo en las distintas áreas del cálculo que ayudan a las múltiples oficinas y/o a los numerosos usuarios del software a trabajar con los mismos criterios y bases.
Además, el postproceso de los resultados del cálculo también se podrá analizar de manera homogénea y así conseguir una uniformidad de criterio además de una comprensión conjunta más fácil, ágil y global.
Pablo Pascual, director la ingeniería de la troquelería de Gestamp Global Tooling afirma: “Para nosotros es fundamental conseguir que todos nuestros usuarios trabajen uniformemente y con el mismo criterio en todos los niveles.
Herramientas como la implementación de los ficheros Standard desarrollados en el software AutoForm nos facilita y garantiza esta tarea. Este es el camino que vamos a seguir en este ámbito”.
La implementación del uso de los ficheros Standard de AutoFormplus es muy sencilla. AutoForm realizó una formación en la ingeniería de la troquelería de Gestamp Global Tooling de medio día de duración a un grupo de usuarios que les permitió conocer con detalle la herramienta y su alcance. Tras esta formación y con el apoyo del grupo de soporte técnico de AutoForm, la ingeniería de la troquelería de Gestamp Global Tooling ha estudiado y está comenzando a implementar ya su uso. Jorge Uña usuario de AutoFormplus en la ingeniería de la troquelería de Gestamp Global Tooling comenta: “La implementación de los Standards de AutoFormplus nos ayudará a trabajar de la misma manera tanto entre oficinas como dentro de la nuestra propia. Además, se podrán realizar informes internos con las mimas escalas y colores, de tal forma que el análisis de los resultados será más fácil y entendible para todos”.
AutoForm Engineering tel. 93 3208422www.autoform.com
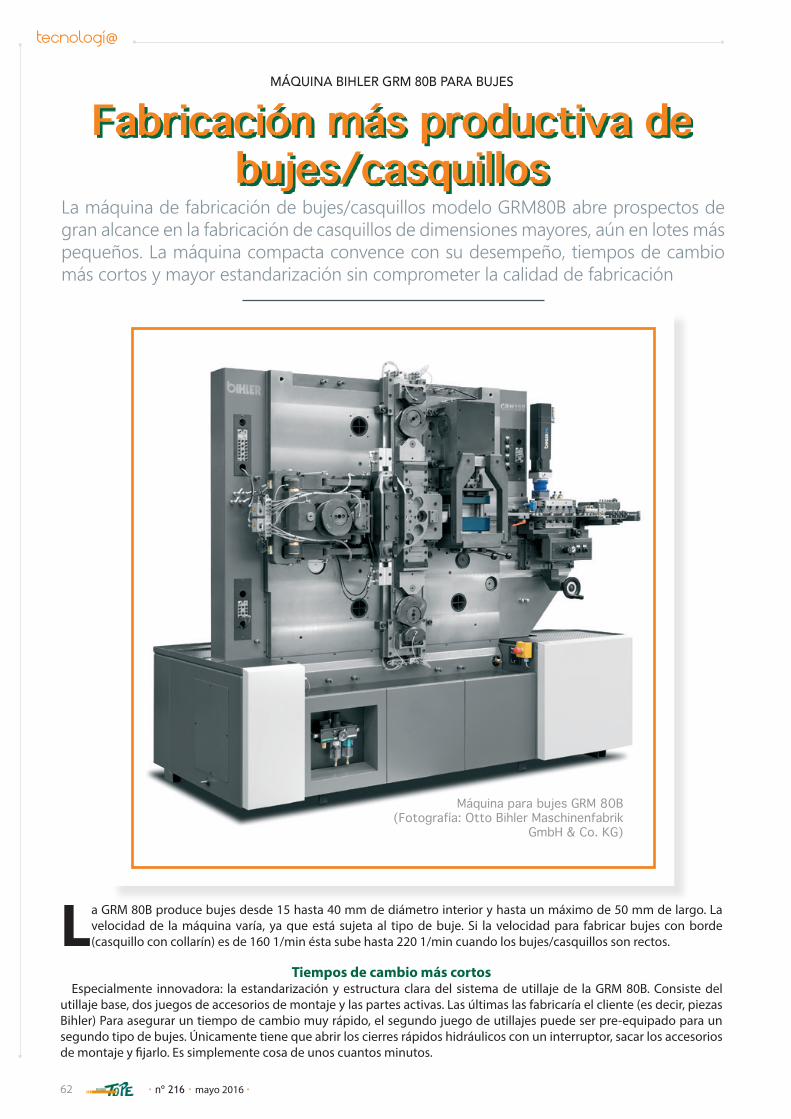
tecnologí@
· nº 216 · mayo 2016 ·62
La GRM 80B produce bujes desde 15 hasta 40 mm de diámetro interior y hasta un máximo de 50 mm de largo. La velocidad de la máquina varía, ya que está sujeta al tipo de buje. Si la velocidad para fabricar bujes con borde (casquillo con collarín) es de 160 1/min ésta sube hasta 220 1/min cuando los bujes/casquillos son rectos.
Tiempos de cambio más cortosEspecialmente innovadora: la estandarización y estructura clara del sistema de utillaje de la GRM 80B. Consiste del
utillaje base, dos juegos de accesorios de montaje y las partes activas. Las últimas las fabricaría el cliente (es decir, piezas Bihler) Para asegurar un tiempo de cambio muy rápido, el segundo juego de utillajes puede ser pre-equipado para un segundo tipo de bujes. Únicamente tiene que abrir los cierres rápidos hidráulicos con un interruptor, sacar los accesorios de montaje y fijarlo. Es simplemente cosa de unos cuantos minutos.
Fabricación más productiva de bujes/casquillos
La máquina de fabricación de bujes/casquillos modelo GRM80B abre prospectos de gran alcance en la fabricación de casquillos de dimensiones mayores, aún en lotes más pequeños. La máquina compacta convence con su desempeño, tiempos de cambio más cortos y mayor estandarización sin comprometer la calidad de fabricación
MÁQUINA BIHLER GRM 80B PARA BUJES
Máquina para bujes GRM 80B (Fotografía: Otto Bihler Maschinenfabrik
GmbH & Co. KG)

Paquete completo rentableEl paquete completo consiste en la máquina base,
componentes de utillaje y accesorios estándar; un alimentador mecánico de pinza con cierre hidráulico (como opción el alimentador NC Modelo RZV 2), el enderezador de cinta BRA-II-75, una prensa excéntrica de dos puntos de 100 kN 12 mm de carrera, dos carros grandes leva y contra-leva con 50 kN de fuerza nominal y 80 mm de carrera, un mandril central de 60 kN con carrera de 80 mm, una prensa transversal de 10kN con carrera de 60 mm, un accionamiento de mesa giratorio y protección del usuario y al personal.
Máxima seguridad del procesoPara máxima seguridad en el proceso, la GRM 80B viene
equipada con el nuevo control Bihler VC1-E. Este sistema de control ha sido diseñado y suministrado con un monitor ideal para manejar la máquina de forma intuitiva. Por lo tanto, se vuelve transparente y auto-explicativo. El sistema de control está metido en un gabinete independiente con una pantalla táctil de 15” .
Mathias Bihler, Director Ejecutivo: “La serie de máquinas para bujes de Bihler está completa. Con nuestras máquinas RM 40B, GRM 80B y CC 1B podemos ofrecer la máquina perfectamente diseñada para todo tipo de bujes y dimensiones”.
Utillaje estandarizado (Fotografía: Otto Bihler Maschinenfabrik GmbH & Co. KG)
BIHLER tel. 983 409093www.bihler.com
Bujes/casquillos fabricados en la GRM 80B (Fotografía: Otto Bihler Maschinenfabrik GmbH & Co. KG)
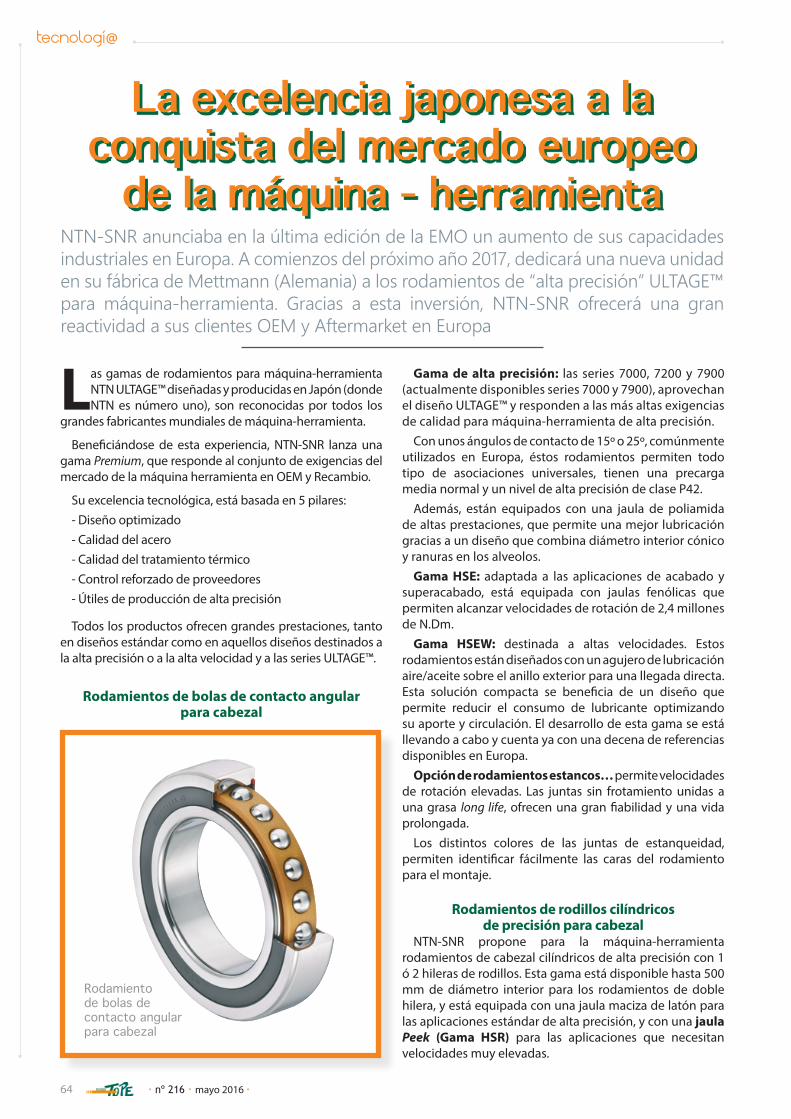
tecnologí@
· nº 216 · mayo 2016 ·64
Las gamas de rodamientos para máquina-herramienta NTN ULTAGE™ diseñadas y producidas en Japón (donde NTN es número uno), son reconocidas por todos los
grandes fabricantes mundiales de máquina-herramienta.
Beneficiándose de esta experiencia, NTN-SNR lanza una gama Premium, que responde al conjunto de exigencias del mercado de la máquina herramienta en OEM y Recambio.
Su excelencia tecnológica, está basada en 5 pilares:- Diseño optimizado- Calidad del acero- Calidad del tratamiento térmico- Control reforzado de proveedores- Útiles de producción de alta precisión
Todos los productos ofrecen grandes prestaciones, tanto en diseños estándar como en aquellos diseños destinados a la alta precisión o a la alta velocidad y a las series ULTAGE™.
Rodamientos de bolas de contacto angular para cabezal
Gama de alta precisión: las series 7000, 7200 y 7900 (actualmente disponibles series 7000 y 7900), aprovechan el diseño ULTAGE™ y responden a las más altas exigencias de calidad para máquina-herramienta de alta precisión.
Con unos ángulos de contacto de 15º o 25º, comúnmente utilizados en Europa, éstos rodamientos permiten todo tipo de asociaciones universales, tienen una precarga media normal y un nivel de alta precisión de clase P42.
Además, están equipados con una jaula de poliamida de altas prestaciones, que permite una mejor lubricación gracias a un diseño que combina diámetro interior cónico y ranuras en los alveolos.
Gama HSE: adaptada a las aplicaciones de acabado y superacabado, está equipada con jaulas fenólicas que permiten alcanzar velocidades de rotación de 2,4 millones de N.Dm.
Gama HSEW: destinada a altas velocidades. Estos rodamientos están diseñados con un agujero de lubricación aire/aceite sobre el anillo exterior para una llegada directa. Esta solución compacta se beneficia de un diseño que permite reducir el consumo de lubricante optimizando su aporte y circulación. El desarrollo de esta gama se está llevando a cabo y cuenta ya con una decena de referencias disponibles en Europa.
Opción de rodamientos estancos… permite velocidades de rotación elevadas. Las juntas sin frotamiento unidas a una grasa long life, ofrecen una gran fiabilidad y una vida prolongada.
Los distintos colores de las juntas de estanqueidad, permiten identificar fácilmente las caras del rodamiento para el montaje.
Rodamientos de rodillos cilíndricos de precisión para cabezal
NTN-SNR propone para la máquina-herramienta rodamientos de cabezal cilíndricos de alta precisión con 1 ó 2 hileras de rodillos. Esta gama está disponible hasta 500 mm de diámetro interior para los rodamientos de doble hilera, y está equipada con una jaula maciza de latón para las aplicaciones estándar de alta precisión, y con una jaula Peek (Gama HSR) para las aplicaciones que necesitan velocidades muy elevadas.
La excelencia japonesa a la conquista del mercado europeo
de la máquina - herramientaNTN-SNR anunciaba en la última edición de la EMO un aumento de sus capacidades industriales en Europa. A comienzos del próximo año 2017, dedicará una nueva unidad en su fábrica de Mettmann (Alemania) a los rodamientos de “alta precisión” ULTAGE™ para máquina-herramienta. Gracias a esta inversión, NTN-SNR ofrecerá una gran reactividad a sus clientes OEM y Aftermarket en Europa
Rodamiento de bolas de contacto angular para cabezal

tecnologí@
65· nº 216 · mayo 2016 ·
Rodamientos axiales de precisión para cabezalCon un ángulo de contacto de 30º y 40º, proponen una
solución compacta y alta velocidad de rotación hasta 1,4 Ndm (Gama HTA).
Rodamientos axiales de soporte de husillo de bolas
NTN-SNR sugiere igualmente dos gamas de axiales estancas (con grasa long life) de husillo de bolas ULTAGE™ para todos los ejes de máquina-herramienta.
Gama BST: responde a la mayoría de las necesidades. Con un contacto angular de 60º, está disponible un tratamiento de superficie especial (2A BST) que multiplica por dos la resistencia a la fatiga del rodamiento (opcional).
Gama BSTU: especialmente enfocada al mercado europeo, se compone de un rodamiento de doble hilera de bolas de contacto angular con un sistema de fijación integrado para un montaje directo.
Propone capacidades de carga máximas superiores entre un 5 y un 25% a los estándares del mercado.
Como complemento a su oferta global de soluciones para máquina-herramienta, NTN-SNR propone también, a través de su gama Linear Motion, guías y husillos de precisión y una serie de servicios dedicados a sus clientes a través de su división Experts&Tools, como pueden ser: soluciones de lubricación, asistencia técnica, formaciones y estudios de aplicación, entre otros.
Rodamiento de rodillos cilíndricos de precisión para cabezal
Rodamiento axial de precisión para cabezal
Rodamiento axial de soporte de husillo de bolas
NTN-SNR tel. 91 6718913www.ntn-snr.com
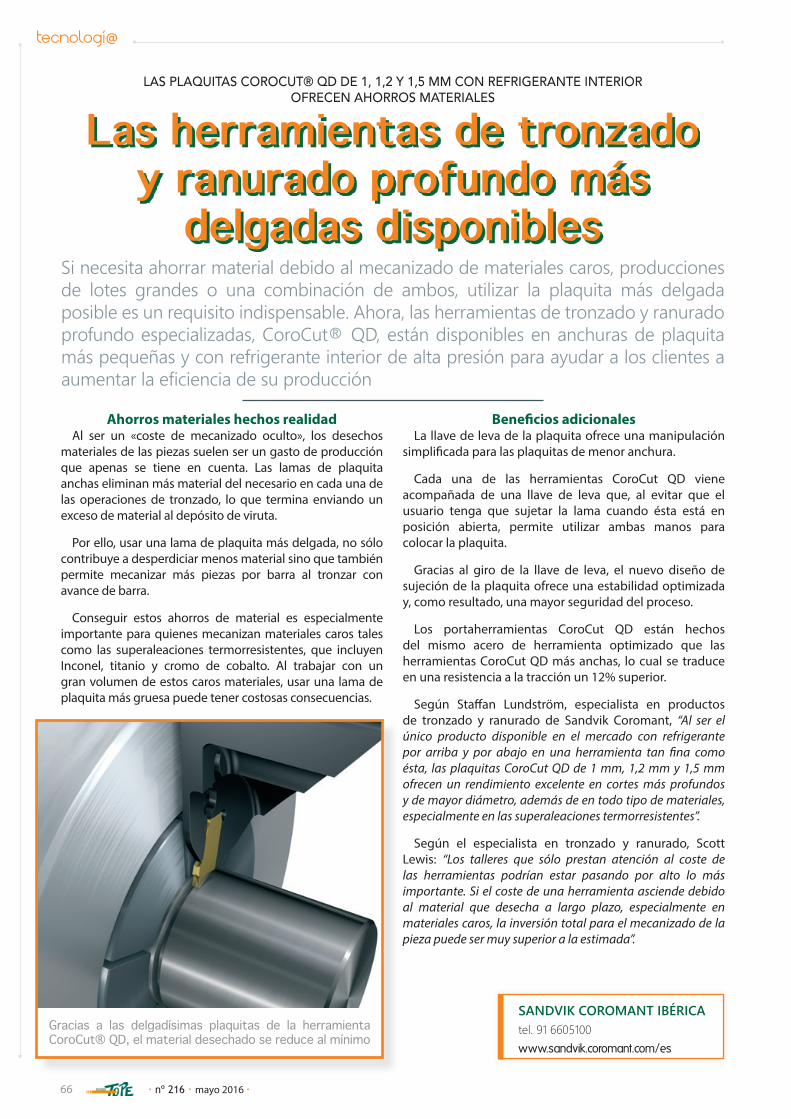
tecnologí@
· nº 216 · mayo 2016 ·66
Ahorros materiales hechos realidadAl ser un «coste de mecanizado oculto», los desechos
materiales de las piezas suelen ser un gasto de producción que apenas se tiene en cuenta. Las lamas de plaquita anchas eliminan más material del necesario en cada una de las operaciones de tronzado, lo que termina enviando un exceso de material al depósito de viruta.
Por ello, usar una lama de plaquita más delgada, no sólo contribuye a desperdiciar menos material sino que también permite mecanizar más piezas por barra al tronzar con avance de barra.
Conseguir estos ahorros de material es especialmente importante para quienes mecanizan materiales caros tales como las superaleaciones termorresistentes, que incluyen Inconel, titanio y cromo de cobalto. Al trabajar con un gran volumen de estos caros materiales, usar una lama de plaquita más gruesa puede tener costosas consecuencias.
Beneficios adicionalesLa llave de leva de la plaquita ofrece una manipulación
simplificada para las plaquitas de menor anchura.
Cada una de las herramientas CoroCut QD viene acompañada de una llave de leva que, al evitar que el usuario tenga que sujetar la lama cuando ésta está en posición abierta, permite utilizar ambas manos para colocar la plaquita.
Gracias al giro de la llave de leva, el nuevo diseño de sujeción de la plaquita ofrece una estabilidad optimizada y, como resultado, una mayor seguridad del proceso.
Los portaherramientas CoroCut QD están hechos del mismo acero de herramienta optimizado que las herramientas CoroCut QD más anchas, lo cual se traduce en una resistencia a la tracción un 12% superior.
Según Staffan Lundström, especialista en productos de tronzado y ranurado de Sandvik Coromant, “Al ser el único producto disponible en el mercado con refrigerante por arriba y por abajo en una herramienta tan fina como ésta, las plaquitas CoroCut QD de 1 mm, 1,2 mm y 1,5 mm ofrecen un rendimiento excelente en cortes más profundos y de mayor diámetro, además de en todo tipo de materiales, especialmente en las superaleaciones termorresistentes”.
Según el especialista en tronzado y ranurado, Scott Lewis: “Los talleres que sólo prestan atención al coste de las herramientas podrían estar pasando por alto lo más importante. Si el coste de una herramienta asciende debido al material que desecha a largo plazo, especialmente en materiales caros, la inversión total para el mecanizado de la pieza puede ser muy superior a la estimada”.
Las herramientas de tronzado y ranurado profundo más
delgadas disponiblesSi necesita ahorrar material debido al mecanizado de materiales caros, producciones de lotes grandes o una combinación de ambos, utilizar la plaquita más delgada posible es un requisito indispensable. Ahora, las herramientas de tronzado y ranurado profundo especializadas, CoroCut® QD, están disponibles en anchuras de plaquita más pequeñas y con refrigerante interior de alta presión para ayudar a los clientes a aumentar la eficiencia de su producción
LAS PLAQUITAS COROCUT® QD DE 1, 1,2 Y 1,5 MM CON REFRIGERANTE INTERIOR OFRECEN AHORROS MATERIALES
SANDVIK COROMANT IBÉRICA tel. 91 6605100 www.sandvik.coromant.com/es
Gracias a las delgadísimas plaquitas de la herramienta CoroCut® QD, el material desechado se reduce al mínimo

tecnologí@
67· nº 216 · mayo 2016 ·
Datos de los alveolos de presión para el control activo de la máquina-herramientaDebido a la importancia cada vez mayor de la dinámica y el aumento de la densidad de potencia en las máquinas-herramienta,
la rigidez dinámica y la reducción de las vibraciones adquieren cada vez mayor relevancia.
Schaeffler ofrece la guía compacta completamente hidrostática HLE-A-XL como complemento a la amortiguación adaptativa proporcionada por los bloques amortiguadores RUDS en combinación con los sistemas de recirculación de rodillos RUE-E. El sistema obturado y listo para el montaje con control de presión integrado combina las funciones de guiado y amortiguación en el espacio constructivo de un sistema de guiado lineal convencional.
Por lo tanto puede sustituir así a los sistemas de guiado lineal. En el modelo HLE-A-XL 4.0 se emplean sensores de presión piezorresistivos. Los sensores miden los cambios de presión de los alveolos de presión resultantes de cambios o variaciones de las fuerzas de operación. Estos datos de los alveolos de presión se utilizan para calcular las fuerzas de mecanizado tridimensional en el punto de trabajo (registro 3D ) con algoritmos de cálculo como base.
De este modo, el HLE-A-XL permite un control activo de la máquina-herramienta. Teniendo en cuenta además las masas desplazadas de la unidad, el programa de cálculo permite también utilizar el modelo de cálculo para determinar la vida útil residual de todos los elementos del rodamiento.
La ampliación del porfolio de productos con la guía hidrostática compacta de segunda generación HLE-A-XL con calidad X-life ofrece a los fabricantes de máquinas-herramienta la posibilidad de obtener clases de rendimiento diferentes en éstas conservando el diseño de las mismas.
El HLE-A-XL cuenta con unas propiedades de amortiguación excelentes junto con una elevada rigidez dinámica. Esto se traduce en una mejora del corte, una mejor calidad superficial y una mayor durabilidad de las herramientas para el cliente final. La función 4.0, mediante sensores de presión adicionales integrados, permitirá en el futuro regular activamente la pieza de trabajo y aumentar con ello la calidad y la eficiencia del procesamiento.
Guía hidrostática compacta HLE-A-XL con sensores de presión integrados (Imagen: Schaeffler)
La guía compacta hidrostática HLE está disponible como proyecto de desarrollo con sensores de presión integrados. La función 4.0 permite regular activamente el mecanizado de la pieza y aumentar con ello la calidad y eficiencia del mismo. Para prevenir los choques se ha añadido un material deslizante a los alveolos de presión del cuerpo soporte. En la última generación de HLE-A-XL este material deslizante se sustituye por un recubrimiento especial de bronce que garantiza unas excelentes propiedades de funcionamiento en seco
Guía hidrostática compacta para un control activo de los ejes
SCHAEFFLER tel. 93 4803410www.schaef fler.es

tecnologí@
· nº 216 · mayo 2016 ·68
La alterabilidad de las propiedades de los objetos es solo uno de los retos de este proceso. Los datos maestros no específicos, así como el registro, el
almacenamiento, la recuperación y la puesta a disposición en tiempo real de las generalmente grandes cantidades de datos durante el proceso resulta una tarea laboriosa y costosa si no se dispone de la tecnología adecuada. Sin embargo, la práctica muestra que las diferencias entre las propiedades relevantes del estado esperado en el lugar de recepción de las mercancías y en el proceso de almacenamiento hasta que se sacan del almacén y se preparan los pedidos pueden tener efectos negativos considerables en los procesos automatizados y logísticos.
¿Qué sucede cuando se alteran las propiedades de los objetos?
El devenir intralogístico de las mercancías se inicia generalmente a la entrada de estas y finaliza con su salida, p. ej., con la carga en una plataforma intercambiable. En los casos más raros, las propiedades de los objetos y, por tanto, los datos logísticos relevantes permanecen inalterables durante estas fases. A la entrada de las mercancías, los datos de los objetos, o no se conocen en absoluto, o solo se conocen a grandes rasgos a través del intercambio de datos electrónicos (EDI) precedentes. Estos datos, o bien deben registrarse de nuevo, o compararse y actualizarse, especialmente cuando a las referencias les falta la información de objeto necesaria desde el punto de vista logístico. Si, por ejemplo, en el contexto de una acción de marketing, un proveedor cambia el tamaño y el contenido de un artículo, la referencia sigue siendo, generalmente, la misma, pero las propiedades relevantes para la logística y la manipulación pueden cambiar considerablemente. Los tamaños y las agrupaciones de almacenamiento no pueden mantenerse, las propuestas de lugar de almacenamiento equivocadas causan movimientos de mercancías, y se modifican el tamaño y el peso de las unidades de expedición. Estos aspectos pueden ser igual de esenciales cuando una empresa utiliza las unidades de manipulación del proveedor, p. ej., cajas de cartón de transporte, para almacenar las mercancías en su propio almacén. En este contexto, las características de la unidad de manipulación en relación a su idoneidad para la tecnología de transporte, su capacidad de almacenamiento en el almacén automático, su capacidad de apilamiento y su manejabilidad son sumamente importantes. Estas características no son inicialmente datos maestros básicos del propio producto, pero los complementan con propiedades logísticas relevantes y son de gran importancia para garantizar un proceso de almacenamiento y transporte sin problemas.
Identificación, dimensión, peso, consistencia. Los datos básicos como estos sobre las propiedades de los objetos constituyen el requisito esencial para garantizar una automatización eficiente y sin problemas en el flujo de materiales. Pero no todos los valores de las características se mantienen estáticos y constantes. Muchos se modifican en el trayecto intralogístico entre la entrada de las mercancías, el almacén y la salida de las mercancías. La automatización logística de alto rendimiento debe ser capaz de generar esta información de forma automática. Para esta tarea, están disponibles las soluciones de sistemas. Pero su andadura en el proceso intralogístico está (aún) en sus inicios
Las propiedades de los objetos determinan el rendimiento en el flujo de materiales

tecnologí@
69· nº 216 · mayo 2016 ·
Los nuevos modelos de negocio aumentan la complejidad intralogística
El comercio electrónico, la distribución multicanal, las ventas cruzadas y las cadenas de proveedores ampliamente ramificadas aumentan aún más la complejidad técnica de los procesos. Esto no solo hace que aumenten las exigencias a la eficacia logística –mayor rapidez, puntualidad y, al mismo tiempo, eficiencia de costes–, sino que, a la hora de planificar los sistemas logísticos, también es necesario tener en cuenta una tasa de devoluciones en fuerte crecimiento, p. ej., del mercado en Internet, como consecuencia de esta tendencia. Además, determinados factores de influencia como el tamaño de lote 1, la volatilidad de los mercados, los modelos de negocio flexibles, el cambio demográfico y, de manera creciente, también la Industria 4.0 hacen que la logística tenga que desarrollarse desde un ámbito de negocio más bien conservador a uno innovador. Esto requiere, por otra parte, un conocimiento previo cada vez mayor de las propiedades de los objetos, en una fase más temprana y mecanizable, y esto en fases de proceso intralogísticas en las que los datos maestros o las propiedades de los objetos hasta ahora se registran y actualizan principalmente de forma aleatoria, por lo que no siempre están actualizados en su totalidad. En los sistemas de flujo de materiales de gran rendimiento, los errores logísticos solo pueden evitarse determinando los datos maestros relevantes de forma continua y permanente. En consecuencia, el grado de automatización no dejará de aumentar en los próximos años. Solo así será posible encontrar el equilibrio entre flexibilidad, rendimiento y calidad en un presupuesto dado y, al mismo tiempo, este grado se convertirá en el indicador de conceptos logísticos de éxito. Conseguir el conocimiento disponible para ello o generarlo en el proceso es un gran reto que, sin embargo, hoy en día ya se puede proyectar con soluciones adecuadas.
Soluciones para el flujo de materiales de gran rendimiento
Bajo la denominación de sistemas “track and trace“, SICK ofrece una gran variedad de soluciones que hacen posible la detección, la plausibilización y el almacenamiento de los datos maestros de los productos y de las propiedades de los objetos de forma automática. Estas soluciones son tanto estáticas como dinámicas, p. ej., para procesos de entrada de mercancías manuales y automatizados. En ellas se utilizan las tecnologías más modernas como, p. ej., Lectores
de códigos de barras, RFID, cámaras de visión y tecnología de medición láser pluridimensional para la identificación de los objetos, así como para determinar geometrías, contornos, salientes y pesos. Todos estos sistemas están diseñados sobre la base de conexión “Plug and Play“, un alto grado de facilidad de uso, fiabilidad y disponibilidad, así como un sencillo mantenimiento. Las soluciones se diferencian, entre otras cosas, por el tamaño o peso máximo y mínimo que permiten detectar. Además, pueden diferir en su tecnología, en función de las características de superficie de los objetos. Algunos sistemas son capaces, además, de proporcionar información de imágenes en 2D o de objetos en 3D para presentar evaluaciones relevantes para la logística y para la manipulación, p. ej., en relación con los puntos de agarre óptimos para robots, los centros de gravedad de las agrupaciones, su idoneidad para la tecnología de transporte y la presencia de abombamientos, e incluso evaluaciones destinadas al recuento de agrupaciones y lectura de texto legible. Con esta información pueden actualizarse los datos maestros decisivos para la logística en los sistemas ERP, MES y de gestión de almacenes. La cadena logística se beneficia de procesos mejorados, tales como la determinación del lugar de almacenamiento, las propuestas de medios de embalaje o el cálculo previo de los costes de envío.
Los sistemas “track and trace“ de SICK ofrecen soluciones adecuadas que se corresponden con la tecnología más avanzada del mercado para que los datos maestros estén disponibles en todo momento. En el futuro, la recopilación de información sobre los objetos en grandes centros de datos y las posibilidades modernas de procesar estas grandes cantidades de datos casi en tiempo real, crearán conceptos completamente nuevos que hallarán el equilibrio entre, por una parte, sistemas de flujo de materiales, eficientes y de alto rendimiento, y, por otra, la máxima flexibilidad a costes razonables.
Por Consuelo Roldán, Product Manager Identificación Automática,
SICK Optic-Electronic, S.A.
SICK tel. 93 4803100 www.sick.es

tecnologí@
DISCO DE LÁMINAS LIJADORASEl disco de láminas lijadoras POLIFAN®-STRONG de PFERD
es una herramienta innovadora por la disposición y forma de las láminas de lija, y especialmente adecuada para trabajos de desbaste duros y exigentes sobre acero.
Su excelente rendimiento facilita la tarea del trabajador, ya que con una mínima presión de apriete se obtienen excelentes resultados y el trabajo resulta mucho más cómodo y confortable.
Sus ventajas suponen un avance único si comparamos su rendimiento con los discos de desbaste convencionales. Tiene mayor capacidad de arranque de material, el desbaste es más rápido por la agresividad constante del abrasivo y su rendimiento es máximo en amoladoras angulares potentes.
Pero sin duda hay que destacar el hecho de que un POLIFAN®-STRONG de diámetro 125mm desbaste aproximadamente 3 veces más que un disco de desbaste tradicional de diámetro 178mm y ello sí que supone verdaderas mejoras ergonómicas además de las de rendimiento:
- Menor tiempo de trabajo y con ello menor fatiga.- Menor calentamiento de la pieza.
- Menor peso de la máquina.- Menor nivel de ruido y vibraciones.
- Menor generación de chispas y emisiones.- Mejor acabado evitando un paso de
trabajo posterior.
Entre sus múltiples aplicaciones destacan especialmente la eliminación de cordones de soldadura, el canteado y los trabajos de desbarbado.
PFERDERGONOMICS® recomienda los discos de láminas lijadoras POLIFAN®-STRONG para reducir de manera
permanente la exposición al polvo, al ruido y las vibraciones que se producen como
consecuencia del uso de las herramientas.
NUEVA FRESA CON PLACA REDONDA PARA MATERIALES DIFÍCILES DE CORTAR
Mitsubishi Materials acaba de lanzar su nueva serie de herramientas ARP, fresa con placa redonda para el mecanizado de materiales difíciles de cortar con un excelente nivel de precisión y eficacia. La nueva serie ARP de Mitsubishi se ha desarrollado para el mecanizado de aceros inoxidables y aceros endurecidos, así como para aleaciones de titanio y otros materiales de aleación termorresistentes, muy habituales en el sector aeroespacial y de energía. En las pruebas realizadas con la serie ARP se ha conseguido prolongar la vida útil de la herramienta más de un 40 %, un aumento de la eficacia de hasta el 20 % y una reducción de la fuerza de corte del 16 % en comparación con otros productos.
Estas mejoras significativas son posibles gracias al desarrollo de un asiento de placa extremadamente preciso que permite una modificación mínima de la precisión en la
tolerancia al intercambiar las placas. Además, la serie ARP ofrece una configuración de asiento excepcionalmente resistente que incorpora dos caras de agarre laterales para impedir que las placas se muevan durante el corte.
Este sólido agarre se complementa con un innovador diseño en la geometría de la placa que cuenta con una cara de incidencia especial en cada cuadrante de las
placas de cuatro lados para generar un flujo de virutas fluido y reducir la resistencia de corte.
Para que el cliente pueda aprovechar al máximo el potencial de esta serie ARP, Mitsubishi ha adaptado tres calidades de placa de gran rendimiento. La nueva
calidad MC7020 con recubrimiento de CVD está disponible para el mecanizado de aceros inoxidables para largos periodos. Para el mecanizado de aleaciones termorresistentes, Mitsubishi ofrece las calidades MP7100 y MP9100 con recubrimiento de PVD. Gracias a su diseño multicapa, estas calidades estabilizan el rendimiento del mecanizado y evitan que las grietas y el astillado del filo penetren hasta el sustrato. La gran oferta de geometrías permite al cliente emplear la serie ARP en cualquier trabajo, desde mecanizados de acabados de precisión hasta aplicaciones de mecanizado medio e, incluso, cortes pesados interrumpidos.
· nº 216 · mayo 2016 ·70
MITSUBISHI MATERIALS tel. 96 1441711www.mitsubishicarbide.com
PFERD tel. 945 184400www.pferd.es
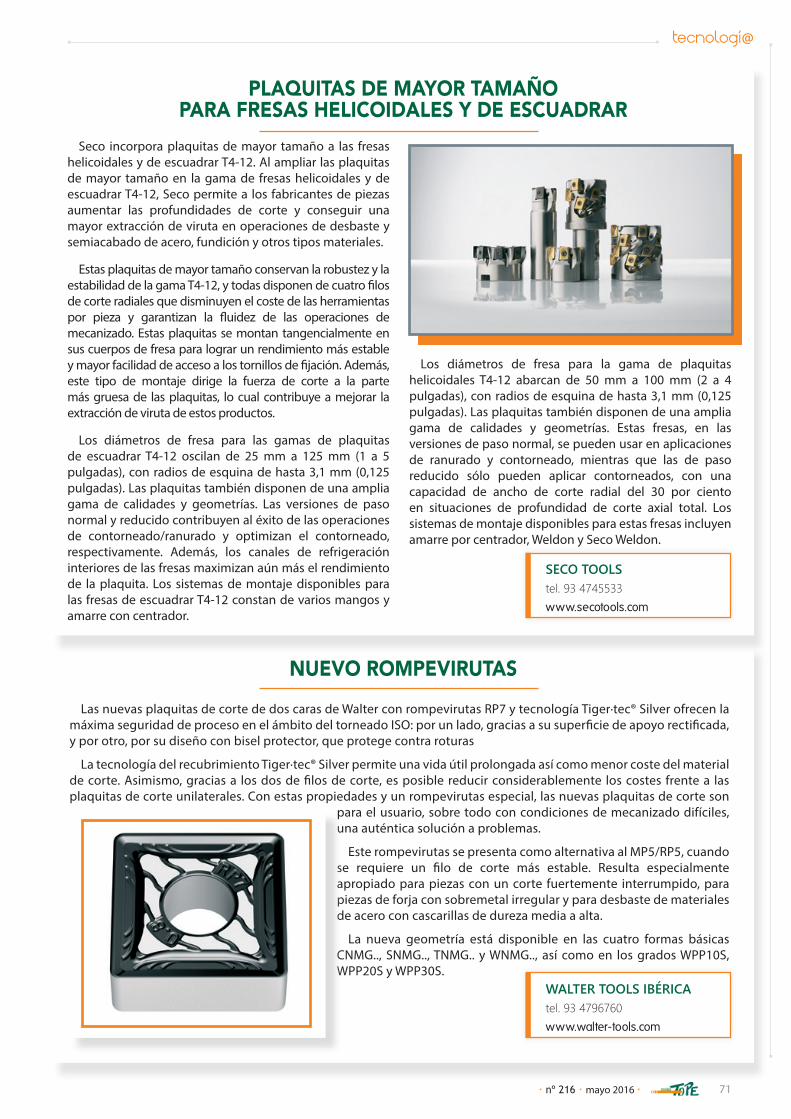
71· nº 216 · mayo 2016 ·
tecnologí@
NUEVO ROMPEVIRUTASLas nuevas plaquitas de corte de dos caras de Walter con rompevirutas RP7 y tecnología Tiger·tec® Silver ofrecen la
máxima seguridad de proceso en el ámbito del torneado ISO: por un lado, gracias a su superficie de apoyo rectificada, y por otro, por su diseño con bisel protector, que protege contra roturas
La tecnología del recubrimiento Tiger·tec® Silver permite una vida útil prolongada así como menor coste del material de corte. Asimismo, gracias a los dos de filos de corte, es posible reducir considerablemente los costes frente a las plaquitas de corte unilaterales. Con estas propiedades y un rompevirutas especial, las nuevas plaquitas de corte son
para el usuario, sobre todo con condiciones de mecanizado difíciles, una auténtica solución a problemas.
Este rompevirutas se presenta como alternativa al MP5/RP5, cuando se requiere un filo de corte más estable. Resulta especialmente apropiado para piezas con un corte fuertemente interrumpido, para piezas de forja con sobremetal irregular y para desbaste de materiales de acero con cascarillas de dureza media a alta.
La nueva geometría está disponible en las cuatro formas básicas CNMG.., SNMG.., TNMG.. y WNMG.., así como en los grados WPP10S, WPP20S y WPP30S.
PLAQUITAS DE MAYOR TAMAÑO PARA FRESAS HELICOIDALES Y DE ESCUADRAR
Seco incorpora plaquitas de mayor tamaño a las fresas helicoidales y de escuadrar T4-12. Al ampliar las plaquitas de mayor tamaño en la gama de fresas helicoidales y de escuadrar T4-12, Seco permite a los fabricantes de piezas aumentar las profundidades de corte y conseguir una mayor extracción de viruta en operaciones de desbaste y semiacabado de acero, fundición y otros tipos materiales.
Estas plaquitas de mayor tamaño conservan la robustez y la estabilidad de la gama T4-12, y todas disponen de cuatro filos de corte radiales que disminuyen el coste de las herramientas por pieza y garantizan la fluidez de las operaciones de mecanizado. Estas plaquitas se montan tangencialmente en sus cuerpos de fresa para lograr un rendimiento más estable y mayor facilidad de acceso a los tornillos de fijación. Además, este tipo de montaje dirige la fuerza de corte a la parte más gruesa de las plaquitas, lo cual contribuye a mejorar la extracción de viruta de estos productos.
Los diámetros de fresa para las gamas de plaquitas de escuadrar T4-12 oscilan de 25 mm a 125 mm (1 a 5 pulgadas), con radios de esquina de hasta 3,1 mm (0,125 pulgadas). Las plaquitas también disponen de una amplia gama de calidades y geometrías. Las versiones de paso normal y reducido contribuyen al éxito de las operaciones de contorneado/ranurado y optimizan el contorneado, respectivamente. Además, los canales de refrigeración interiores de las fresas maximizan aún más el rendimiento de la plaquita. Los sistemas de montaje disponibles para las fresas de escuadrar T4-12 constan de varios mangos y amarre con centrador.
Los diámetros de fresa para la gama de plaquitas helicoidales T4-12 abarcan de 50 mm a 100 mm (2 a 4 pulgadas), con radios de esquina de hasta 3,1 mm (0,125 pulgadas). Las plaquitas también disponen de una amplia gama de calidades y geometrías. Estas fresas, en las versiones de paso normal, se pueden usar en aplicaciones de ranurado y contorneado, mientras que las de paso reducido sólo pueden aplicar contorneados, con una capacidad de ancho de corte radial del 30 por ciento en situaciones de profundidad de corte axial total. Los sistemas de montaje disponibles para estas fresas incluyen amarre por centrador, Weldon y Seco Weldon.
WALTER TOOLS IBÉRICA tel. 93 4796760www.walter-tools.com
SECO TOOLS tel. 93 4745533www.secotools.com

subcontrat@ciónG
uía
de
· nº 216 · mayo 2016 ·72
¡

Program@ editori@l 2016
73· nº 216 · mayo 2016 ·
¡ !¡TÉNGALOS TODOS!Analice el contenido de este número y verá la gran
cantidad de datos prácticos de aplicación que le ofrece. Comprobará que no conviene perderse ninguno.
¡SUSCRÍBASE GRATIS!
www.revistatope.com
BOLETÍN DE SUSCRIPCIÓN
* Nombre:
* Empresa:
* Actividad: * Cargo:
* Dirección:
* Teléfono: * e-mail:
Deseo suscribirme gratuitamente (excepto extranjero) a la Revista TOPE:
* Fecha y firma
( * ) Campos obligatorios
febreroSierras y Tronzadoras
Herramientas
Tratamientos
CAD / CAM / CAE
Transmisiones y Componentes
marzoPrensas, plegadoras,
paneladoras y cizallasSoldadura
Tecnología de la chapaSeguridad
Logística y Almacenaje
abrilTorneado
Mecanizado Alta Velocidad
Inspección y medición
Materiales
Lubricantes y Equipos
mayoEXTRA 29.BIEMH
junio
Centros de mecanizado, máquinas transfer
y multitarea
Nuevas tecnologías (láser, agua, plasma, edm)
Automatización
Accionamientos
Control Numérico
julio
AERO & AUTO Tecnología para las industrias de aeronáutica y automoción
septiembre
Fresadoras, taladros y mandrinadoras
Mecanizado en seco
Informe 29.BIEMH
Identificación
Componentes y Accesorios
octubre
Punzonadoras y otras de deformación
Corte, Soldadura y Estructuras Metálicas
EuroBLECH 2016
Neumática Hidráulica
Electrónica industrial
noviembre
Rectificado y Pulido, Talladoras y otras
de arranque
Especial Moldes, Matrices y prototipos
EMAF 2016
Aceites industriales
Limpieza y Tratamientos
diciembre
Electroerosión, Láser Agua y Plasma
MMCs, Metrología y Medición
Informe EuroBLECH
Sujeción
Robótica
APD
O. 2
0.04
5 -
4808
0 BI
LBA
OFA
X: 9
4 47
6 27
90
E-m
ail:
mt@
revi
stat
ope.
com
w
ww
.rev
ista
tope
.com
Pro
gra
ma
ed
itori
al 20
16R
evis
ta T
OP
E >
>>
>>
>>
>>
>>
>>
>>
>>
>>
>
213214215
216
217
218
219
220221222

anunci@ntesÍn
dice
de
Rev
ista
TO
PE
>>
>>
>>
>>
>>
>>
>>
>>
>>
>>
· nº 216 · mayo 2016 ·74
Agradecemos especialmente la colaboración en este número de las siguientes firmas:
EMPRESA PÁGINA WEB
29.BIEMH 31 www.biemh.com
AGME 33 www.agme.net
AMADA 19 www.amada-mi.es
APLITEC 72 www.aplitec-tt.com
ASORCAD 49 www.asorcad.es
AYMA Interior de contraportada www.ayma.es
BAUTERMIC 72 www.bautermic.com
BIHLER 17 www.bihler.com
DANOBATGROUP 11 www.danobatgroup.com
DIBUMET 72 www.dibumet.net
DIMAFLUID 72 www.dimafluid.es
DINABI 72 www.dinabi.es
DMG MORI Interior de portada y 3 www.dmgmori.es
EMAF 2016 43 www.emaf.exponor.pt
EuroBLECH 2016 59 www.euroblech.com
FARO 25 www.faro.com/spain
FRONIUS 5 www.fronius.es
igus 37 www.igus.es
INNOVALIA 13 www.innovalia-metrology.com
INVENTEC 72 www.inventec.dehon.com
METRONIC-DIATEST 63 www.metronicnet.com
NTN-SNR 15 www.ntn-snr.com
REDEX 29 www.machine-drives.com
REVISTA TOPE 61 www.revistatope.com
SALVAGNINI 23 www.salvagnini.es
SANDVIK COROMANT Portada www.sandvik.coromant.com/es
SCHAEFFLER 7 www.schaef fler.es
SCHUNK INTEC 39 www.schunk.com
SECO TOOLS 57 www.secotools.com
SICK 45 www.sick.es
TRUMPF Contraportada www.es.trumpf.com
WALTER TOOLS 9 www.walter-tools.com
nº 216 - mayo 2016

