reporte final cerveza
DESCRIPTION
FErmentacionesTRANSCRIPT
24 de noviembre de 2014
Ingeniería de fermentaciones e Ingeniería de biorreactores | 6FV1
INSTITUTO
POLITÉCNICO
NACIONAL
ELABORACIÓN DE CERVEZA TIPO “ALE” MEDIANTE
FERMENTACIÓN BAJA A PARTIR DEL AISLAMIENTO DE S.
CEREVISIAE.
Unidad Profesional Interdisciplinaria de Ingeniería campus Guanajuato.
Proyecto final para el tercer departamental.
Integrantes del equipo (fermentaciones):
Daniel Aranda Cano
Yvan Arroyo Gánem
Francisco Frausto Parada
Nora Liliana Negrete Bosques
Maritza Fernanda Reyes Zúñiga
Integrantes del equipo (biorreactores):
Deyandira Barroso Salas
Sandra Karina Caudillo Rivera
Valentina Lira Crisanto
Eduardo Ramos Monjaraz
Maritza Fernanda Reyes Zúñiga
Isabel Reynoso
Antecedentes e Introducción
Primer Departamental Varias especies del género Saccharomyces (S. Cerevisiae, S. uvarum, S. Carlsbergensis, S. bayanus,
S. Ellipsoideus, S. Chevalieri, entre otras) se relacionan con la producción de bebidas alcohólicas,
basándose en la forma de asimilar o fermentar diferentes sustratos. Las diferencias entre las cepas
de Saccharomyces, radican en pequeñas mutaciones del material genético, sin embargo, aunque
estas diferencias pueden parecer poco significativas, tienen una gran importancia de manera
industrial en la elaboración de bebidas alcohólicas, ya que fermentan y asimilan la glucosa.
La morfología celular de S.Cerevisiae puede ser: esférica, elipsoidal, cilíndrica o alargada, puede
encontrarse sin agrupar, en pares, cadenas cortas o racimos. Las colonias de esta levadura
presentan una coloración crema o ligeramente café, pueden ser lisas o rugosas y brillantes u
opacas.
La capacidad de producir alcohol depende de varios factores:
Características de la cepa.
Condiciones de aeración.
Concentración del inóculo.
Composición del medio
Condiciones de fermentación.
Alterando también, el rendimiento.(García et al, 2004)
Además de su uso para la elaboración de bebidas alcohólicas, el alcohol producido por S.
cerevisiae, puede ser utilizado como combustible. (Tortora et al, 2007)
Los términos de Fermentación alta y/o Fermentación baja, se refieren a la propiedad de
las levaduras de flocular y formar una nata en la superficie al final de la fermentación
(alta) o bien, de flocular y sedimentar en el fondo del contenedor una vez terminada la
fermentación (baja). De manera general, las cervezas tipo ale se elaboran mediante
fermentación alta, la cual, emplea S. Cerevisiae, mientras que la cerveza tipo lager, se elabora
con otro género de Saccharomyces.
El proceso de fermentación, se inicia con la inoculación del mosto lupulado con un cultivo puro de
levaduras. La mayoría de los procesos de elaboración de cerveza en el mundo, utilizan inóculos
previamente aislados, aunque hay procesos en los que no se seleccionan los inóculos.
Una vez que las levaduras se han propagado en pequeños volúmenes, se colocan en
fermentadores, los que utilizan el mosto estéril y se cultiva aeróbicamente, con una temperatura
inicial de 15-16°C para fermentación tipo ale y de 7-11°C para fermentación tipo lager. (García et
al, 2004)
Segundo Departamental El uso de cultivo continuo en fermentaciones para la producción de cerveza, ha sido
implementado a nivel industrial sin mucho éxito. En Nueva Zelanda, se ha implementado el
sistema de cascada, el cual consiste en dos fermentadores agitados en serie, donde el mosto
circula a 15°C por 24-30 horas, mientras que en Gran Bretaña, se implementó el sistema de Torre,
que está compuesto de un tanque cilíndrico vertical, donde el mosto se bombea desde abajo,
utilizando una levadura floculante para que sedimente en la parte alta del fermentador para
posteriormente resuspender en la base al contacto con el mosto fresco, por aproximadamente 4-8
horas. El poco éxito de estos sistemas, se debe principalmente a:
Alto costo de inversión y operación.
Problemas de contaminación que obligan a parar el proceso, que provocan:
o Aromas y sabores desagradables.
o Disminuyen el rendimiento, ya que compiten con la levadura por el sustrato.
o Viscosidad, películas en la superficie y turbidez.
o Acidez excesiva.
Inflexibles en términos de volumen de producción y elaboración de cervezas de diferentes
características.
Los problemas de contaminación de la cerveza, con microorganismos indeseables, se han logrado
minimizar gracias a que los procesos cuentan con medidas higiénicas muy amplias, por lo que se
ha reducido el uso de agentes antimicrobianos en la cerveza, aun cuando la cerveza no se
pasteurice, ya que el pH, el contenido de alcohol y algunos componentes del lúpulo que tienen
carácter antimicrobiano, provocan que los microorganismos que puedan contaminar el producto,
sean pocos. (García et al, 2004)
La primera etapa del proceso de elaboración de la cerveza (fase de producción del mosto),
termina con una ebullición prolongada, lo que conlleva muchas consecuencias físico-
químicas y microbiológicas, que favorecen las cualidades higiénicas. En la siguiente etapa,
la fermentación produce la aparición de alcohol. Las fases de filtración y pasteurización de la
cerveza, contribuyen también a la estabilidad del producto. (De Loma-Ossorio y Rodríguez, 1999)
En la figura 1, se muestra la metodología para producir cerveza, a nivel industrial.
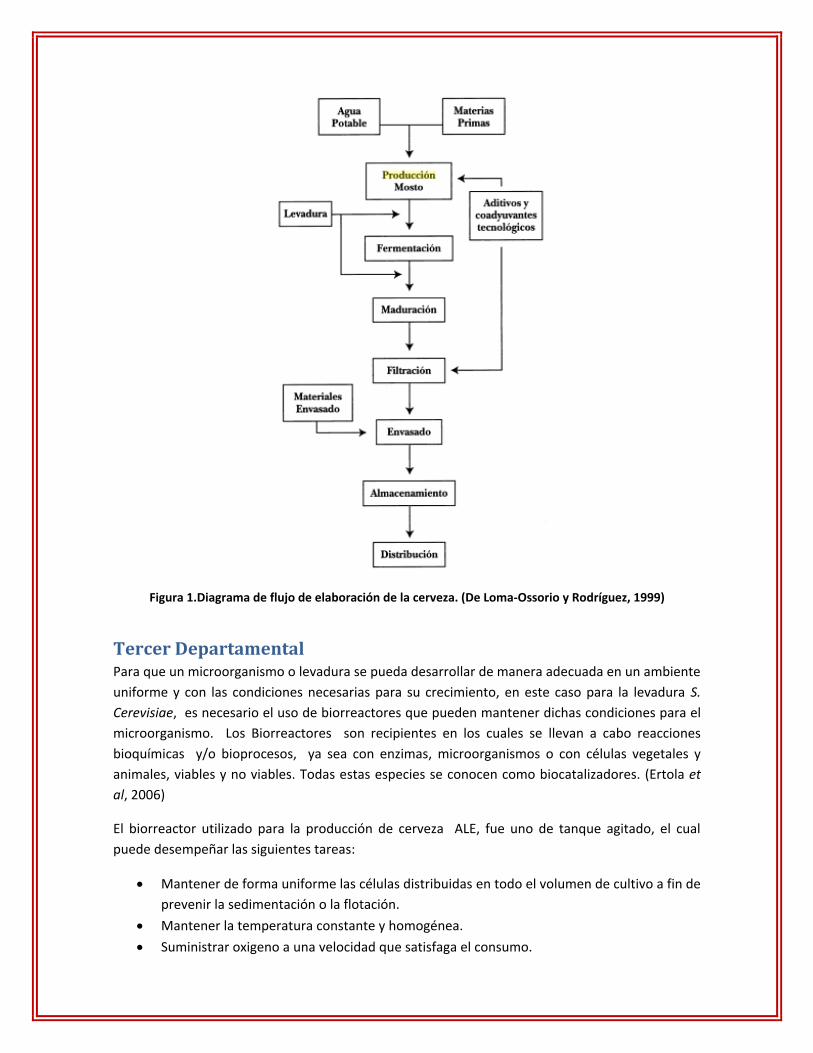
Figura 1.Diagrama de flujo de elaboración de la cerveza. (De Loma-Ossorio y Rodríguez, 1999)
Tercer Departamental Para que un microorganismo o levadura se pueda desarrollar de manera adecuada en un ambiente
uniforme y con las condiciones necesarias para su crecimiento, en este caso para la levadura S.
Cerevisiae, es necesario el uso de biorreactores que pueden mantener dichas condiciones para el
microorganismo. Los Biorreactores son recipientes en los cuales se llevan a cabo reacciones
bioquímicas y/o bioprocesos, ya sea con enzimas, microorganismos o con células vegetales y
animales, viables y no viables. Todas estas especies se conocen como biocatalizadores. (Ertola et
al, 2006)
El biorreactor utilizado para la producción de cerveza ALE, fue uno de tanque agitado, el cual
puede desempeñar las siguientes tareas:
Mantener de forma uniforme las células distribuidas en todo el volumen de cultivo a fin de
prevenir la sedimentación o la flotación.
Mantener la temperatura constante y homogénea.
Suministrar oxigeno a una velocidad que satisfaga el consumo.
Minimizar los gradientes de concentración.
Su diseño permite mantener el cultivo puro, después de que todo el sistema ha sido
esterilizado.
(G. Vázquez, 2010)
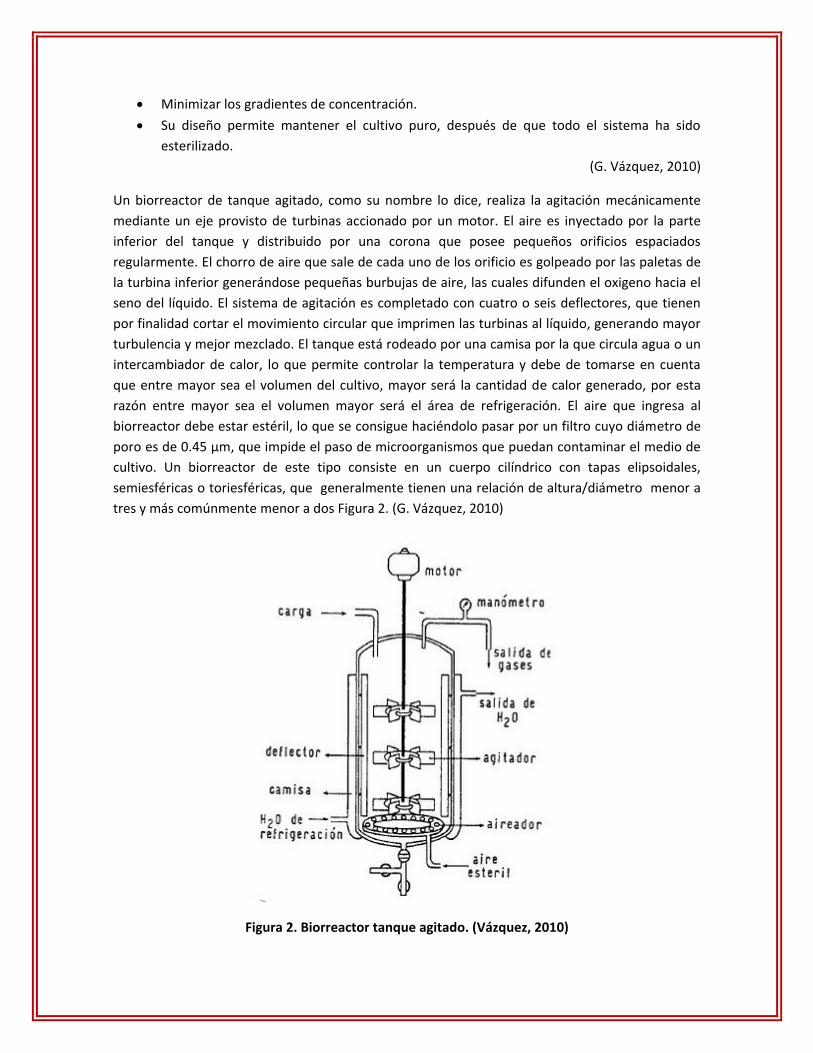
Un biorreactor de tanque agitado, como su nombre lo dice, realiza la agitación mecánicamente
mediante un eje provisto de turbinas accionado por un motor. El aire es inyectado por la parte
inferior del tanque y distribuido por una corona que posee pequeños orificios espaciados
regularmente. El chorro de aire que sale de cada uno de los orificio es golpeado por las paletas de
la turbina inferior generándose pequeñas burbujas de aire, las cuales difunden el oxigeno hacia el
seno del líquido. El sistema de agitación es completado con cuatro o seis deflectores, que tienen
por finalidad cortar el movimiento circular que imprimen las turbinas al líquido, generando mayor
turbulencia y mejor mezclado. El tanque está rodeado por una camisa por la que circula agua o un
intercambiador de calor, lo que permite controlar la temperatura y debe de tomarse en cuenta
que entre mayor sea el volumen del cultivo, mayor será la cantidad de calor generado, por esta
razón entre mayor sea el volumen mayor será el área de refrigeración. El aire que ingresa al
biorreactor debe estar estéril, lo que se consigue haciéndolo pasar por un filtro cuyo diámetro de
poro es de 0.45 µm, que impide el paso de microorganismos que puedan contaminar el medio de
cultivo. Un biorreactor de este tipo consiste en un cuerpo cilíndrico con tapas elipsoidales,
semiesféricas o toriesféricas, que generalmente tienen una relación de altura/diámetro menor a
tres y más comúnmente menor a dos Figura 2. (G. Vázquez, 2010)
Figura 2. Biorreactor tanque agitado. (Vázquez, 2010)

Justificación
Ya que en la actualidad, la cerveza es uno de los productos con mayor demanda dentro del
mercado internacional, con este proyecto se trata de elaborar una cerveza de tipo ale, con un
sabor único y característico, seleccionando entre tres lúpulos: Chinook, Cascade y Nugget, los
cuales agregarán un sabor amargo pero agradable, además del olor característico de una cerveza
pero dándole un toque a hierbas, y empleando cepas de Saccharomyces cerevisiae, previamente
aislada e identificada. Además de tener conocimiento del funcionamiento de un biorreactor tipo
lambda y uno tipo tanque agitado, sus componentes y la forma en cómo estos ayudan al
desarrollo de la levadura para la producción de cerveza, así como las condiciones a las cuales se
tienen que dejar los biorreactores para el desarrollo de la cepas: temperatura, rpm, O2, etc.
Objetivos
Objetivo General
Elaborar cerveza mediante fermentación baja (cerveza tipo ALE), a partir del aislamiento de cepas
de Saccharomyces Cerevisiae.
Objetivos específicos
Primer Departamental
Aislar la levadura Saccharomyces Cerevisiae en agar papa dextrosa (PDA).
Identificar y comprobar la obtención de la cepa de S. Cerevisiae mediante pruebas
bioquímicas.
Segundo Departamental
Conocer el funcionamiento del biorreactor Lambda, así como el manejo y las técnicas de
montado y limpieza.
Producir cerveza tipo “ALE” de sabor, olor y apariencia agradable, utilizando malta y tres
lúpulos: Chinook, Cascade y Nugget, inoculando la levadura aislada previamente (primer
departamental).
Tercer Departamental
Conocer el funcionamiento del biorreactor de tanque agitado, así como el manejo y las
técnicas de montado y limpieza.
Producir y mejorar la cerveza tipo “ALE” oscura hecha en el segundo departamental, en su
sabor, olor y apariencia, utilizando malta tostada y dos lúpulos: Chinook y Cascade,
inoculando la levadura aislada previamente (Se inoculó y se aisló una nueva cepa de la
levadura, ya que la del primer parcial ya estaba seca).
Material
Primer Departamental Materiales Reactivos
Matraces Erlenmeyer de 250 mL Agar papa-dextrosa (PDA)
Tubos Falcon de 15 mL Almidón soluble
Vasos de precipitados de 250 mL Agar
Campanas Durham Caldo nutritivo
Cajas Petri estériles Agar TSI
Asas y agujas bacteriológicas Peptona proteosa*
Espátula Dextrosa*
Mecheros de bunsen Extracto de carne*
Parrilla de calentamiento con agitación Cloruro de sodio (NaCl)*
Agitador magnético Rojo de fenol*
Micropipeta (100-1000µL) Agua destilada
Puntas para micropipeta
Incubadora a 37°C
Microscopio
Autoclave
Balanza analítica
Cinta testigo
Algodón y gasas estériles
(*): Componentes para el medio Rojo de fenol.
Segundo Departamental Materiales Reactivos
Matraces Erlenmeyer de 250 mL
Agua destilada Tubos Falcon de 15 mL
Vasos de precipitados de 500mL
Vasos de precipitados de 1 L Etanol 70°
Biorreactor Lambda
Tubos Eppendorf de 2 mL Caldo nutritivo con Saccharomyces
cerevisiae
Jeringa
Lúpulo Chinook* Cámara de Neubauer
Parrilla de calentamiento con agitación
Agitador de vidrio
Lúpulo Cascade* Micropipeta de 100-1000µL y 20-200µL
Puntas para micropipeta de 100-1000µL y 20-200µL
Refractómetro
Lúpulo Nugget*
Microscopio
Autoclave
Balanza analítica
Cinta testigo
Matraz Erlenmeyer de 5 L
Centrífuga
Cebada malteada* Aluminio
Pinzas
Campana de flujo Laminar
(*): Proporcionados por el laboratorio de fermentaciones.
Tercer Departamental Materiales Reactivos
Matraces Erlenmeyer de 250 mL
Agua destilada Tubos Falcon de 15 mL
Vasos de precipitados de 500mL
Vasos de precipitados de 1 L Etanol 70°
Biorreactor tanque agitado
Tubos Eppendorf de 2 mL Caldo nutritivo con Saccharomyces
cerevisiae
Jeringa
Lúpulo Chinook* Cámara de Neubauer
Parrilla de calentamiento con agitación
Agitador de vidrio
Lúpulo Cascade* Micropipeta de 100-1000µL y 20-200µL
Puntas para micropipeta de 100-1000µL y 20-200µL
Refractómetro
Cebada malteada*
Microscopio
Autoclave
Balanza analítica
Cinta testigo
Matraz Erlenmeyer de 5 L
Centrífuga
Aluminio
Pinzas
Campana de flujo Laminar
Torundas de algodón
(*): Proporcionados por el laboratorio de fermentaciones.
Metodología
Primer Departamental Metodología para aislar Saccharomyces cerevisiae.
1) Hacer los cálculos para preparar 100 mL de Agar Papa Dextrosa (PDA)
2) Disolver la cantidad necesaria de PDA en 100 mL de agua destilada.
3) Calentar hasta ebullición, con agitación constante.
4) Esterilizar en autoclave a 121°C por 15 minutos y 15 libras de presión.
5) Vaciar el agar en cajas Petri estériles (aproximadamente 6) y dejar enfriar.
6) Inocular la levadura (obtenida de una muestra de cerveza, proporcionada por el
laboratorio de fermentaciones), agregando aproximadamente 100µL de la muestra a la
caja Petri y extender con ayuda de un triángulo de vidrio estéril.
7) Incubar a 37°C de 24 a 48 horas.
8) Observar la morfología colonial de la levadura en la caja.
9) Tomar muestra de una colonia y colocarla en un portaobjetos con una gota de agua
destilada, colocada previamente, y extender la muestra con ayuda del asa bacteriológica.
10) Pasar el portaobjetos por la flama del mechero pasa fijar la muestra.
11) Observar al microscopio y describir la morfología celular.
Metodología para Rojo de fenol.
1) Se suspenden todos los ingredientes de la formulación en 40 ml de agua destilada.
2) Agitar hasta disolver completamente.
3) Distribuir en tubos de ensayo que contengan campana de Durham.
4) Esterilizar en autoclave a 121°C por 15 minutos y 15 libras de presión.
5) Dejar enfriar a temperatura ambiente.
6) Con ayuda de un asa estéril, inocular con la cepa deseada el medio.
7) Dejar en incubación a 37°C por 24 horas. (García et al, 1994)
Metodología para prueba de almidón.
1) Suspender 1.25 g en 50 mL de agua destilada o desmineralizada.
2) Calentar a ebullición para disolver completamente.
3) Esterilizar en autoclave por 15 minutos a 15 libras de presión (121 °C).
4) Distribuir en la forma deseada.
(Extraído: http://www.azc.uam.mx/cbi/quimica/microbiologia/ap_a.pdf)
Metodología para TSI.
1) Suspender 2.196 g en 40 mL de agua destilada o desmineralizada.
2) Calentar a ebullición para disolver completamente.
3) Esterilizar en autoclave por 15 minutos a 15 libras de presión (121 °C).
4) Distribuir en tubos Falcon de 15 mL.
5) Dejar enfriar de forma inclinada.
6) Inocular muestra con ayuda de un asa estéril.
Segundo Departamental Molienda del grano
1. Moler la malta (a menos que ya se haya comprado molida). Este es un proceso
importante para obtener una buena producción. Mientras mejor este molido el
grano mayor será la producción.
Mashing o maceración de la malta
1. Calentar 20 litros del agua declorada. Mientras tanto ir limpiando la nevera
(Hielera).
2. Cuando el agua llegue a unos 80ºC (usar termómetro), entonces sacar del fuego y
traspasar sólo 12 de los 20 litros a la nevera (como regla se deben traspasar 2 o 4
litros por cada kilo de malta, en nuestro caso para 5 kilos son 12 litros).
3. Después de traspasar el agua a la nevera esta se debería enfriar un poco, luego se
meterá el grano y (como el grano está frio) el agua debería bajar más aún de
temperatura, al final la temperatura debería ser de 67ºC aproximadamente.
4. Se debe mezclar bien el grano en el agua con una cuchara de plástico (no se
recomienda usar de madera).
5. Tapar la nevera y empezar a contar el tiempo. Hay que esperar aproximadamente
90 minutos, que es el tiempo en que se demora en convertir los almidones en
azúcares.
6. Cada media hora medir la temperatura, si ha bajado mucho, agregar un poco más
de agua caliente de manera cuidadosa y suavemente.
Lavado del grano
1. Una vez transcurridos los 90 minutos, ahora lo que se hará es lo que llaman
Lauthering o lavado del grano. Aquí lo primero es ver si la nevera tiene desagüe o
no, si la nevera tiene desagüe entonces no habrá mayor dificultad y simplemente
abrir el desagüe cuando se empiece a sacar el líquido, pero si no tiene, entonces
se necesitara hacer sifón para poder sacar el líquido desde adentro de la nevera,
para eso utilizaremos una manguera limpia que se pondrá en el fondo de la nevera
y que va a ser utilizada para sacar el caldo haciendo sifón. Simplemente se mete
uno de los extremos de la manguera hasta el final de la nevera, y aspira por el otro
lado extremo de la manguera (lo único importante para que funcione es que el
extremo que está en la nevera, debe estar a más altura que el extremo por donde
aspiraste).
2. Se empieza a sacar el líquido de la nevera, y se va depositando en una de las jarras
limpias. Bueno en este paso vas a necesitar la ayuda de algún compañero, porque
cuando se termine de llenar la primera de las jarras, el compañero tiene que
reemplazarla con la segunda jarra mientras la primera jarra se devuelve a la
nevera y así sucesivamente unas 10 ó 15 veces (esto se llama re-circular el caldo).
Recuerda que cada vez que eches líquido a la nevera debes hacerlo suavemente
usando la espumadera o una especia de regadera, y procurando de echarlo
disperso y por todos lados de la nevera.
3. Una vez que se haya terminado de re-circular el líquido, entonces se va empezar a
juntar el líquido en la olla, mientras se hace eso, se tomara una probeta con una
muestra del líquido o jarabe, y utilizar el densímetro para medir la densidad. Como
nuestro jarabe es más espeso que el agua, debería tener una densidad mayor,
cercana a 1080 ó 1090, lo cual quiere decir que tenemos que agregar bastante más
agua (diluirlo) para llegar a los 1040 ó 1030 que va a ser la densidad que
necesitamos para nuestro siguiente paso.
4. Para diluir nuestro jarabe, agarramos el resto del agua caliente que teníamos y
empezamos a echarlo suavemente sobre el grano que quedó en la heladera, para
después sacarlo por el desagüe y mezclarlo con el resto del jarabe, cada dos o tres
litros que se añadan se va midiendo la densidad nuevamente y cuando llegue a los
1040 ó 1030 dejar de echar agua.
Hervido del caldo o wort
1. Una vez que ya se tiene bien lavado el grano, se procede a ponerse en una olla con
jarabe de malta, en este paso es donde se le agrega el lúpulo.
2. El lúpulo encargado de añadirle el amargor a la cerveza se agrega al inicio de la
cocción debido a que a mayor cocción el grado de amargor será mayor, mientras
que los lúpulos encargados de incorporar el aroma se le añade en los últimos 5
minutos de cocción, para evitar perder la menor cantidad de esencia. La cantidad
de lúpulo a utilizar depende directamente de la cantidad de cerveza a fabricar y de
los gustos personales por el sabor y aroma de la misma.
3. Una vez que se tenga establecido el sabor y aroma que se le desea agregar a la
cerveza se pone a calentar en una olla hasta hervir, en este punto se le agrega el
lúpulo correspondiente al amargor, se deja hervir por una hora más.
4. Al pasar entre 50 y 55 minutos de hervor se le añaden los lúpulos del aroma y sólo
se dejan hervir durante 5 minutos.
Enfriado del caldo
Antes que nada se debe de activar la levadura a utilizar, para ello se procede a lo
siguiente:
1. Si la levadura esta deshidratada, se rehidrata.
2. Se hierve un poco de agua, aproximadamente una taza y se deja enfriar, cuando el
agua ya se encuentre en una temperatura alrededor de los 30 ° o temperatura
ambiente entonces se le añade la levadura seca dejándola reposar durante 15
minutos con el fin de obtener la rehidratación.
3. Cuando se esté enfriando el caldo se debe de sacar una muestra y medirle la
densidad, está debe oscilar entre los 1040 y 1050 Kg/m3.
4. El sistema de enfriado a utilizar será muy básico y práctico.
5. Primeramente se debe homogeneizar el contenido de la olla para evitar que se
sedimente todo el contenido, después se debe de traspasar el caldo caliente a un
bidón (en nuestro caso es un garrafón), pero para ellos se debe de ir filtrando
cuando se vaya traspasando, terminando de filtrar se debe cerrar el bidón y
colocarse en un recipiente de mayor tamaño el cual debe de estar lleno de agua
muy fría, de preferencia abastecido lo suficientemente de hielo para lograr que
enfríe rápidamente.
6. Transcurridos aproximadamente 8 minutos abrir el sifón y medir la temperatura, si
se encuentra entre los 25 °C ya está lista y se procede al siguiente paso, sin
embargo si se encuentra caliente entonces se cierra el bidón y se deja más tiempo
en el agua.
Fermentación
1. Una vez obtenido el enfriamiento se cierra el bidón y se agita fuertemente para
que este bien mezclado.
2. Si bien en esta parte de la producción de cerveza es donde se hace presente el CO2
es importante no dejar abierto nuestro bidón ya que podría sufrir de una
contaminación, pero tampoco se puede mantener cerrado herméticamente pues
podría explotar, por ellos se recurre a usar un airlock, sin embargo al no contar
con este aparato se recurrió a usar un globo al cual se le hacen unos pequeños
orificios con una aguja, lo cual dificulta la entrada de las bacterias.
3. Cuando se está teniendo una buena fermentación en los primeros 4 días entonces
se habla de una primera fermentación, donde hay mucha espuma y mucho gas,
una vez transcurrida esta etapa se presentan retos de lúpulo en el fondo de la
garrafa, el espesor varía entre 3 y 4 cm.
4. Una vez transcurridos los 10 días de fermentación se debe volver a medir la
densidad para poder determinar el porcentaje de alcohol de la cerveza.
Embotellado
1. Colocar la cerveza en envases color ámbar, previamente esterilizados y secos, sin
tapa rosca. (Extraído de
http://www.cervezacasera.com.mx/index.php?option=com_content&task=view&id=17&It
emid=42)
Tercer Departamental Molienda del grano
1. Se lava el grano y se procede a tostarlo, se realizó esta modificación para poder liberar la
mayor cantidad de almidón contenido al momento de molerlo.
2. Moler la malta (a menos que ya se haya comprado molida). Este es un proceso importante
para obtener una buena producción. Mientras mejor este molido el grano mayor será la
producción.
Mashing o maceración de la malta
1. Calentar 20 litros del agua declorada. Mientras tanto ir limpiando la nevera (Hielera).
2. Cuando el agua llegue a unos 80ºC (usar termómetro), entonces sacar del fuego y
traspasar sólo 12 de los 20 litros a la nevera (como regla se deben traspasar 2 o 4 litros por
cada kilo de malta, en nuestro caso para 5 kilos son 12 litros).
3. Después de traspasar el agua a la nevera esta se deberá enfriar un poco, luego se meterá
el grano y (como el grano está frio) el agua deberá bajar más aún de temperatura, al final
la temperatura estará en 67ºC aproximadamente.
4. Se debe mezclar bien el grano en el agua con una cuchara de plástico (no se recomienda
usar de madera).
5. Tapar la nevera y empezar a contar el tiempo. Hay que esperar aproximadamente 90
minutos, que es el tiempo en que se demora en convertir los almidones en azúcares.
6. Cada media hora medir la temperatura, si ha bajado mucho, agregar un poco más de agua
caliente de manera cuidadosa y suavemente.
Lavado del grano
1. Una vez transcurridos los 90 minutos, ahora lo que se hará es lo que llaman Lauthering o
lavado del grano. Entonces se necesitara hacer sifón para poder sacar el líquido desde
adentro de la nevera, para eso utilizaremos una manguera limpia que se pondrá en el
fondo de la nevera y que va a ser utilizada para sacar el caldo haciendo sifón. Simplemente
se mete uno de los extremos de la manguera hasta el final de la nevera, y aspira por el
otro lado extremo de la manguera (lo único importante para que funcione es que el
extremo que está en la nevera, debe estar a más altura que el extremo por donde
aspiraste).
2. Se empieza a sacar el líquido de la nevera, y se va depositando en una de las jarras limpias.
Bueno en este paso vas a necesitar la ayuda de algún compañero, porque cuando se
termine de llenar la primera de las jarras, el compañero tiene que reemplazarla con la
segunda jarra mientras la primera jarra se devuelve a la nevera y así sucesivamente unas
10 o 15 veces (esto se llama re-circular el caldo).
3. Una vez que se haya terminado de re-circular el líquido, entonces se va empezar a juntar
el líquido en la olla, mientras se hace eso, se tomará una probeta con una muestra del
líquido o jarabe, y utilizar el densímetro para medir la densidad. Como nuestro jarabe es
más espeso que el agua, debería tener una densidad mayor, cercana a 1080 o 1090, lo cual
quiere decir que tenemos que agregar bastante más agua (diluirlo) para llegar a los 1040 o
1030 que va a ser la densidad que necesitamos para nuestro siguiente paso.
4. Para diluir nuestro jarabe, agarramos el resto del agua caliente que teníamos y
empezamos a echarlo suavemente sobre el grano que quedó en la heladera, para después
sacarlo por el desagüe y mezclarlo con el resto del jarabe, cada dos o tres litros que se
añadan se va midiendo la densidad nuevamente y cuando llegue a los 1040 o 1030 dejar
de echar agua.
Hervido del caldo o wort
1. Una vez que ya se tiene bien lavado el grano, se procede a ponerse en una olla con jarabe
de malta, en este paso es donde se le agrega el lúpulo.
2. El lúpulo encargado de añadirle el amargor a la cerveza se agrega al inicio de la cocción
debido a que a mayor cocción el grado de amargor será mayor, mientras que los lúpulos
encargados de incorporar el aroma se le añade en los últimos 5 minutos de cocción, para
evitar perder la menor cantidad de esencia. La cantidad de lúpulo a utilizar depende
directamente de la cantidad de cerveza a fabricar y de los gustos personales por el sabor y
aroma de la misma.
3. Una vez que se tenga establecido el sabor y aroma que se le desea agregar a la cerveza se
pone a calentar en una olla hasta hervir, en este punto se le agrega el lúpulo
correspondiente al amargor (Chinook), se deja hervir por una hora más.
4. Al pasar entre 50 y 55 minutos de hervor se le añaden el lúpulo del aroma (Cascade) y sólo
se deja hervir durante 5 minutos.
Enfriado del caldo
Antes que nada se debe de activar la levadura a utilizar, para ello se procede a lo siguiente:
1. Si la levadura esta deshidratada, se rehidrata.
2. Se hierve un poco de agua, aproximadamente una taza y se deja enfriar, cuando el agua ya
se encuentre en una temperatura alrededor de los 30 ° o temperatura ambiente entonces
se le añade la levadura seca dejándola reposar durante 15 minutos con el fin de obtener la
rehidratación.
3. Cuando se esté enfriando el caldo se debe de sacar una muestra y medirle la densidad,
está debe oscilar entre los 1040 y 1050 Kg/m3.
4. El sistema de enfriado a utilizar será muy básico y práctico.
5. Primeramente se debe homogeneizar el contenido de la olla para evitar que se sedimente
todo el contenido, después se debe de traspasar el caldo caliente a un bidón (o en su
defecto garrafón), pero para ellos se debe de ir filtrando cuando se vaya traspasando,
terminando de filtrar se debe cerrar el bidón y colocarse en un recipiente de mayor
tamaño el cual debe de estar lleno de agua muy fría, de preferencia abastecido lo
suficientemente de hielo para lograr que enfríe rápidamente.
6. Transcurridos aproximadamente 8 minutos abrir el sifón y medir la temperatura, si se
encuentra entre los 25 °C ya está lista y se procede al siguiente paso, sin embargo si se
encuentra caliente entonces se cierra el bidón y se deja más tiempo en el agua.
Sin embargo nosotros no tuvimos que rehidratar levadura debido a que al haberla aislado desde
tiempo atrás, se tenían incubada en petri en Agar Papa Dextrosa. Que después se utilizaría como
inoculo junto con una cantidad de mosto.
La cantidad de mosto utilizado para la usarlo como inóculo fue de 800 ml, cantidad suficiente para
tener la fermentación de los 4.2 L restantes de mosto.
Fermentación
1. Una vez obtenido el enfriamiento se cierra el bidón y se agita fuertemente para que este
bien mezclado.
2. Se procede a utilizar el biorreactor tanque agitado, cuidando que al momento de pasar el
mosto al reactor este se realice de manera estéril, utilizando dos torundas de algodón
bañadas en alcohol 96°, y se procede a tomar una muestra para obtener, una
concentración inicial de levadura presente, calcular los grados brix y determinar la
cantidad de alcohol presente.
3. Cuando se está teniendo una buena fermentación en los primeros 4 días entonces se
habla de una primera fermentación, donde hay mucha espuma y mucho gas, tomando
muestras 2 o 3 veces por día y así apreciar la variación de crecimiento en levadura y
aumento en la graduación de alcohol, una vez transcurrida esta etapa se presentan retos
de lúpulo en el fondo de la garrafa, el espesor varía entre 3 y 4 cm.
Aclaramiento
Para poder obtener una cerveza con la menor cantidad de residuos de levadura asó como
de la malta utilizada para la producción de la cerveza, se procede a centrifugar en una
centrifugadora de discos.
Se debe de realizar con la mayor esterilidad posible, para garantizar que nuestro producto
cuente con la mejor asepsia posible.
Para ello se debe de esterilizar la centrifugadora, así como una bomba peristáltica y una
manguera de plástico.
Una vez que ya se ha esterilizado, se procede a colocar la manguera en la bomba a una
velocidad de rpm.
En nuestro caso sólo le realizamos una centrifugada, sin embargo consideramos adecuado
para un perfecto color entre 2 o 3, la razón por la cual se considera esta cantidad de
centrifugaciones necesarias es porque en el molido del grano se dejó muy fino, lo cual
ocasionó una gran cantidad de sedimento, el cual es más difícil de retirar de la cerveza.
Embotellado
1. Colocar la cerveza en envases color ámbar, previamente esterilizados y secos, con tapón
de corcho (Extraído de
http://www.cervezacasera.com.mx/index.php?option=com_content&task=view&id=17&It
emid=42)
Resultados y discusión
Primer Departamental Morfología colonial
Se observaron las colonias en las cajas Petri a simple vista y se determinó la morfología, la
cual, presentó las siguientes características:
Forma: Circular.
Elevación: convexa.
Borde: Entero.
Color: blanco-cremoso.
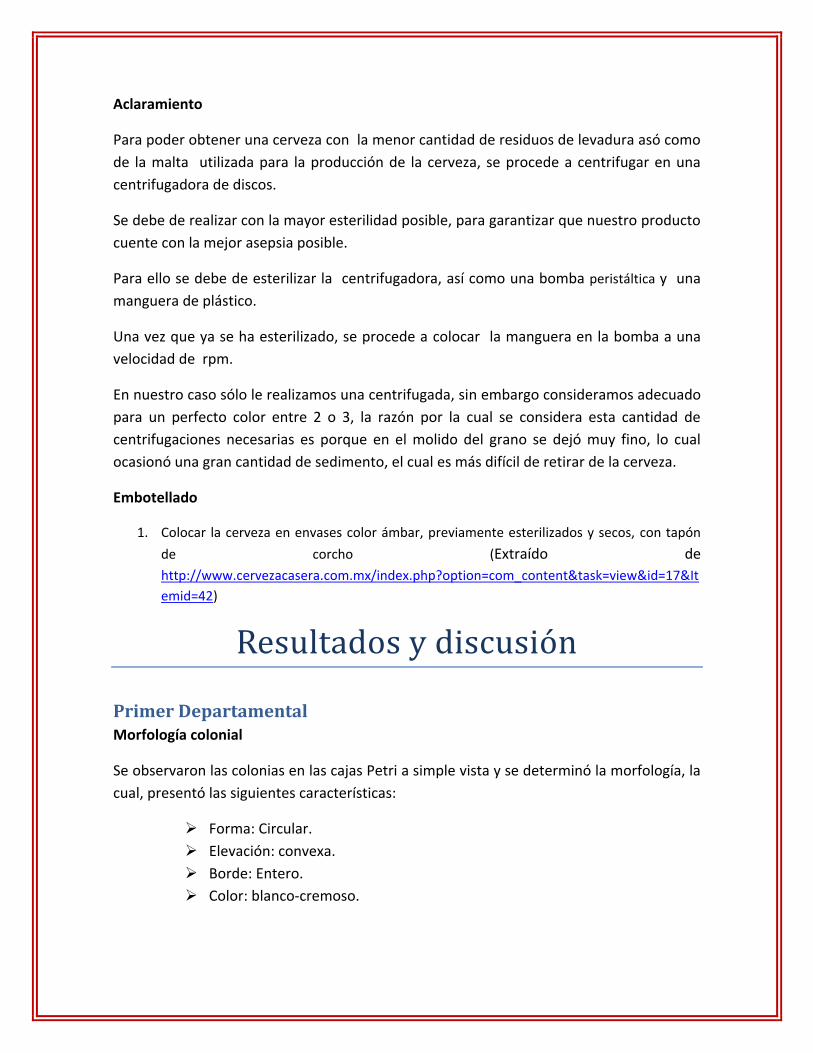
Morfología celular
Después de realizar el frotis, se colocó al microscopio (Fig. 2) y se observaron las
siguientes características:
Forma y borde: circular y entero.
Color: blanquecino-transparente.
Figura 2. Frotis de Saccharomycescerevisiae visto al microscopio óptico con objetivo de 40x.
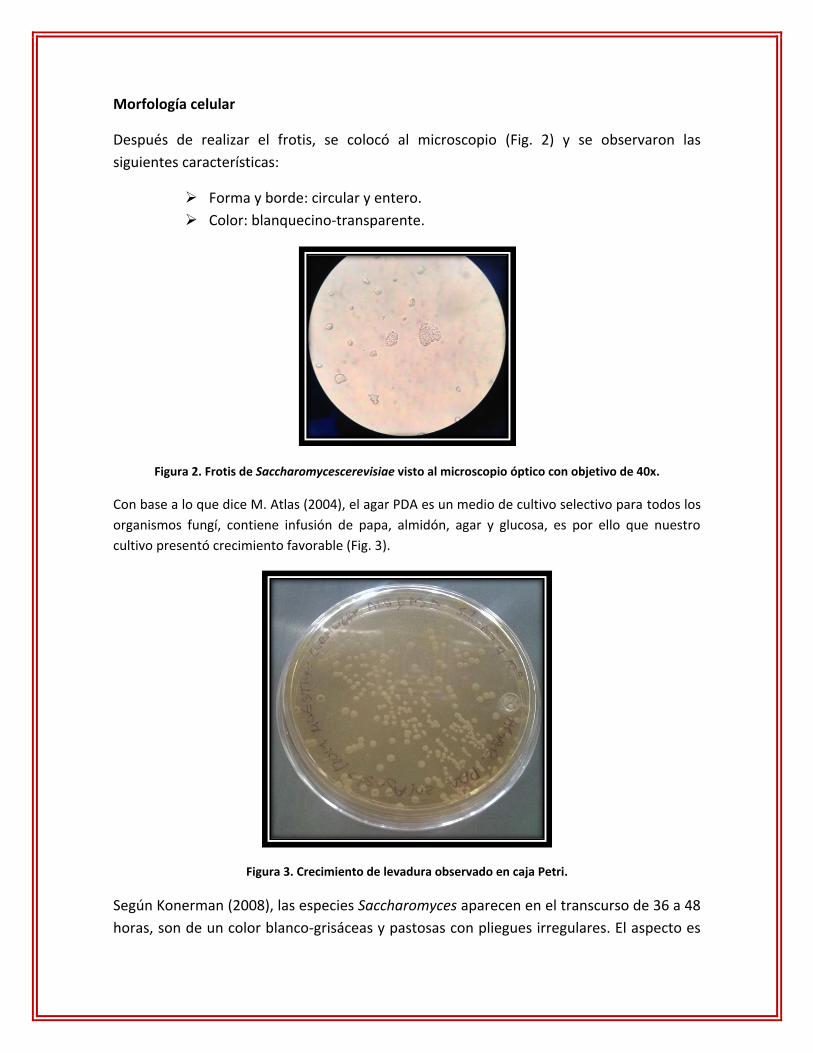
Con base a lo que dice M. Atlas (2004), el agar PDA es un medio de cultivo selectivo para todos los
organismos fungí, contiene infusión de papa, almidón, agar y glucosa, es por ello que nuestro
cultivo presentó crecimiento favorable (Fig. 3).
Figura 3. Crecimiento de levadura observado en caja Petri.
Según Konerman (2008), las especies Saccharomyces aparecen en el transcurso de 36 a 48
horas, son de un color blanco-grisáceas y pastosas con pliegues irregulares. El aspecto es
inespecífico y puede ser necesario realizar estudios de asimilación de hidratos de carbono
para confirmar la identificación (Prueba TSI y rojo fenol). La morfología microscópica
tampoco es específica. Se observan racimos de levadura grandes, ovales, con brotes en las
preparaciones de agar.
De acuerdo a las características observadas y a las reportadas en la bibliografía, nuestra
levadura si pertenece a la especie Saccharomyces, ya que nuestras colonias si son blancas
y pastosas, y en su morfología colonial, se pueden observar levaduras grandes de forma
circular u ovalada aunque no en racimo, ya que se deformó un poco la muestra al
momento de hacer el frotis.
Rojo de Fenol
Existen diversas pruebas para la detección de un organismo, que se basan en la actividad
metabólica o bioquímica de las bacterias y levaduras. (Tortora et al, 2007)
De acuerdo a lo establecido por Mariano García et al, en su libro de biotecnología
alimentaria, Saccharomycescerevisiae es una levadura capaz de fermentar y asimilar la
glucosa, sacarosa, maltosa y galactosa.
En la detección de S. Cerevisiaese optó por hacer la prueba de rojo fenol, la cual consiste
en la capacidad que posee un organismo para fermentar un carbohidrato, en el caso de
nuestro medio de cultivo, el carbohidrato agregado es la dextrosa, siendo esta una forma
de glucosa. Esta prueba se detecta observando los cambios de color del indicador rojo
fenol de pH. (García et al, 1994)
Las bacterias a través de la fermentación de un hidrato de carbono lo degradan y
descomponen en dos moléculas de carbono, también conocidas como triosas, estas son
degradadas nuevamente, el número de compuestos que resultan varían en la cantidad de
carbonos que contienen, estos cambios son de acuerdo a la especie que la está llevando a
cabo, así como de las condiciones del medio, entre otras. (García et al, 2004)
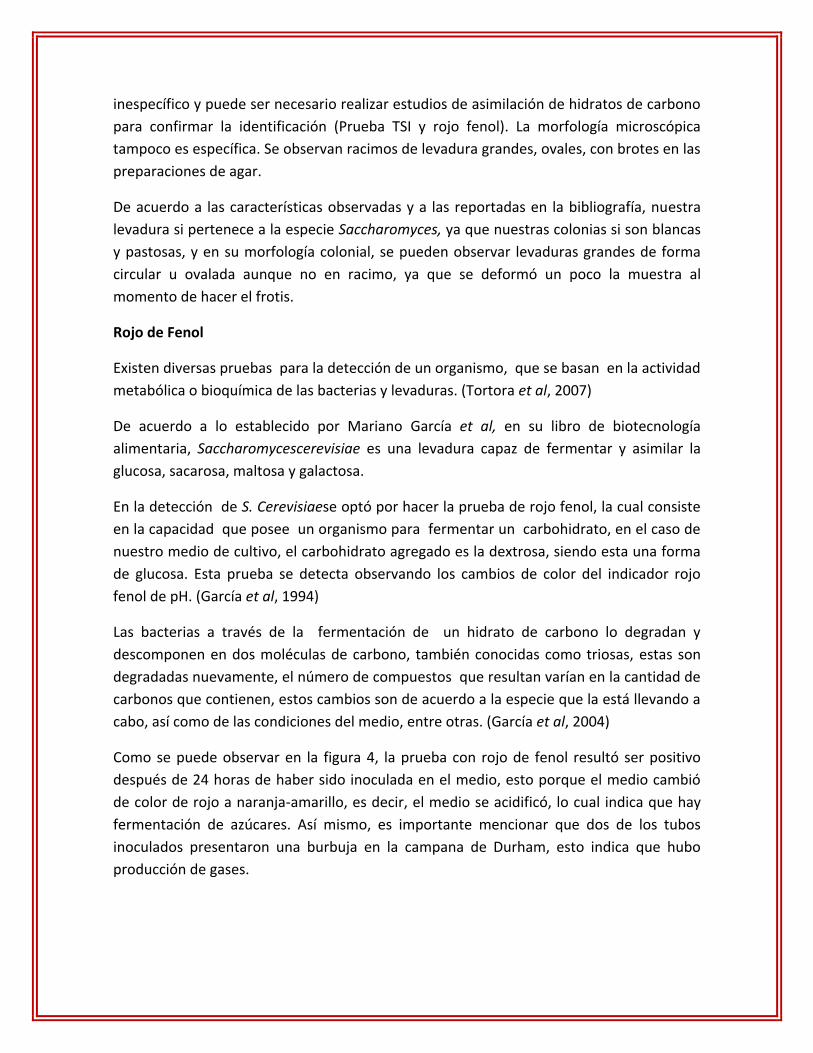
Como se puede observar en la figura 4, la prueba con rojo de fenol resultó ser positivo
después de 24 horas de haber sido inoculada en el medio, esto porque el medio cambió
de color de rojo a naranja-amarillo, es decir, el medio se acidificó, lo cual indica que hay
fermentación de azúcares. Así mismo, es importante mencionar que dos de los tubos
inoculados presentaron una burbuja en la campana de Durham, esto indica que hubo
producción de gases.
Figura 4. Prueba de rojo de fenol. A) Tubo de control. B) Resultados de los tubos inoculados después de 24 horas de incubación.
Prueba de Hidrólisis de Almidón
Esta prueba se realizó para determinar la capacidad de la
levaduraSaccharomycescerevisiae, de hidrolizar el almidón mediante la producción de la
enzima amilasa, y para probar la desaparición del almidón, se usó un reactivo con yodo
(lugol). Como se puede observar en la figura 5, en el medio almidón no hubo crecimiento
de la levadura, por lo que ni siquiera fue necesario llevar a cabo la prueba con el lugol. La
levadura Saccharomycescerevisiae no es capaz de producir la enzima amilasa y entonces,
cuando se agregó el lugol al medio de cultivo, no se presentó el halo claro, porque había
presencia de almidón, el cual que no fue hidrolizado por las, más de 30, unidades
presentes de glucosa. El almidón es un compuesto que se encuentra muy
abundantemente en la naturaleza y sirve como fuente de carbono para el crecimiento de
una gran variedad de microorganismos, pero sin embargo, Saccharomycescerevisiae no
posee el suficiente poder enzimático necesario para su hidrólisis y, posteriormente, la
producción de etanol, por lo que es necesario llevar a cabo un tratamiento previo para
obtener azúcares fermentables que puedan ser utilizados por esta levadura. (Haq et al.,
2005; Mac Faddin, 2000)
A B
Figura 5. Resultados de la prueba de hidrolisis de almidón en agar almidón después de 48 horas de
incubación.
El almidón es un polímero de reserva, compuesto por muchas unidades de glucosa unidas
por enlaces glucosídicos α 1-4 y α 1-6, formando la fracción lineal de amilosa y la
ramificada de amilopectina. Para que el almidón pueda ser utilizado en la producción de
etanol, requiere de un pre-tratamiento de licuefacción y sacarificación, de tal manera que
se liberen moléculas más sencillas y asimilables, como la glucosa. El proceso de
sacarificación por vía enzimática se puede realizar con bacterias del género Bacillus como:
B. licheniformes, B. amyloliqueniformis, B. megaterium, B. polymixa y B. subtillis. La
mayoría de estas bacterias producen una o varias de las glucosilhidrolasas implicadas en el
proceso de hidrólisis de almidón hasta obtener gran cantidad de azúcares fermentables
como la glucosa y la maltosa. (Kaur et al., 2007)
Agar TSI
El agar TSI se y utiliza para saber si un organismo puede usar la glucosa y la lactosa o la sacarosa de
forma fermentativa, produciendo sulfuro de hidrógeno (H2S) o gases como CO2 o H2. El medio se
vuelve de un color amarrillo cuando el pH es ácido, y cuando el medio esta de color rojo significa
que tiene un medio alcalino (Forbes, 2009)
En los tubos Falcon, se espera observar lo siguiente:
La parte inclinada del medio es alcalino y conserva un color rojo en el fondo (K/NC)=los
organismos no utilizaron los azúcares presentes (glucosa, lactosa y sacarosa). También se
puede expresar esto como (K/K)= el pH de la parte inclinada y en el fondo es alcalino.
En la parte inclinada el medio es alcalino y el fondo tiene color amarillo (fondo con pH
ácido), (K/A)=el organismo solo fermenta glucosa.
En la parte inclinada y en el fondo del medio tienen un pH ácido, (A/A)= el organismo es
fermentador de la glucosa, sacarosa o la lactosa.
Otro resultados que arroja esta prueba bioquímica son:
1. Se tiene en el fondo un precipitado negro, esto significa que los organismos
produce sulfuro ferroso y H2S gaseoso.
2. Presencia de burbujas o grietas en el fondo del tubo que contiene el medio indica
que el organismo produce CO2 o H2 (Forbes, 2009).
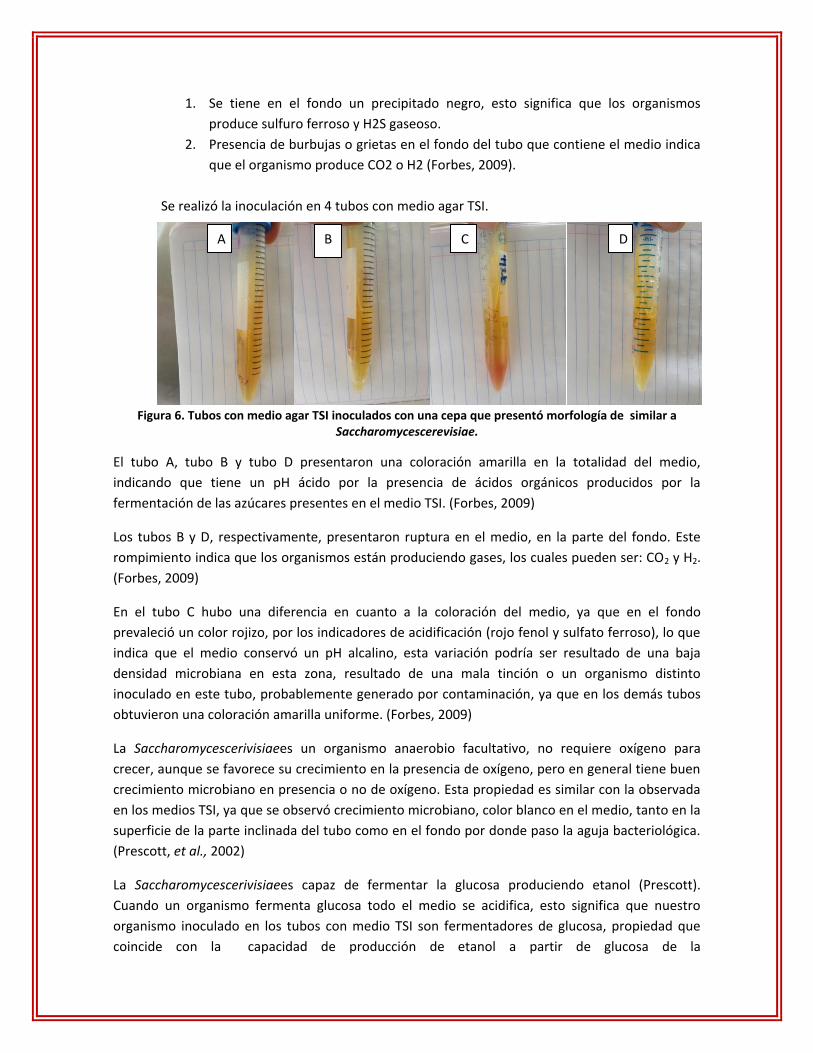
Se realizó la inoculación en 4 tubos con medio agar TSI.
Figura 6. Tubos con medio agar TSI inoculados con una cepa que presentó morfología de similar a Saccharomycescerevisiae.
El tubo A, tubo B y tubo D presentaron una coloración amarilla en la totalidad del medio,
indicando que tiene un pH ácido por la presencia de ácidos orgánicos producidos por la
fermentación de las azúcares presentes en el medio TSI. (Forbes, 2009)
Los tubos B y D, respectivamente, presentaron ruptura en el medio, en la parte del fondo. Este
rompimiento indica que los organismos están produciendo gases, los cuales pueden ser: CO2 y H2.
(Forbes, 2009)
En el tubo C hubo una diferencia en cuanto a la coloración del medio, ya que en el fondo
prevaleció un color rojizo, por los indicadores de acidificación (rojo fenol y sulfato ferroso), lo que
indica que el medio conservó un pH alcalino, esta variación podría ser resultado de una baja
densidad microbiana en esta zona, resultado de una mala tinción o un organismo distinto
inoculado en este tubo, probablemente generado por contaminación, ya que en los demás tubos
obtuvieron una coloración amarilla uniforme. (Forbes, 2009)
La Saccharomycescerivisiaees un organismo anaerobio facultativo, no requiere oxígeno para
crecer, aunque se favorece su crecimiento en la presencia de oxígeno, pero en general tiene buen
crecimiento microbiano en presencia o no de oxígeno. Esta propiedad es similar con la observada
en los medios TSI, ya que se observó crecimiento microbiano, color blanco en el medio, tanto en la
superficie de la parte inclinada del tubo como en el fondo por donde paso la aguja bacteriológica.
(Prescott, et al., 2002)
La Saccharomycescerivisiaees capaz de fermentar la glucosa produciendo etanol (Prescott).
Cuando un organismo fermenta glucosa todo el medio se acidifica, esto significa que nuestro
organismo inoculado en los tubos con medio TSI son fermentadores de glucosa, propiedad que
coincide con la capacidad de producción de etanol a partir de glucosa de la
A B C D
Saccharomycescerivisiae, esta propiedad es muy empleada en la industria para la producción de
etanol. (Forbes, 2009)
El organismo que creció en nuestros medios de cultivo (agar TSI), también mostró propiedades de
fermentar la lactosa, dado la homogeneidad del color amarillo del medio. La característica
mencionada anteriormente concuerda con la que cuenta la Saccharomycescerivisiae, ya que es
una cepa que es capaz de fermentar la lactosa y aparte cuenta con alta tolerancia al alcohol.
(García, 1993)
Las Saccharomycescerivisiae en la fermentación alcohólica produce dióxido de carbono, en los
medios de cultivo se aprecia fácilmente la producción de gases (CO2 y H2), ya que pudo provocar
una ruptura en el medio en el fondo del tubo, esto se observa en los tubos B y D. (Tortora, et al,
2007)
Segundo Departamental Una vez obtenido el mosto, de acuerdo a los pasos de la metodología mencionada anteriormente,
se procedió a filtrar con una “manta de cielo” para retirar los restos de malta y lúpulo,
posteriormente esterilizar el caldo y meter al biorreactor Lambda.
Ya que el volumen del biorreactor utilizado, es pequeño (aproximadamente 1.5 L), se colocó una
parte del líquido filtrado en el biorreactor y el restante, se colocó en un matraz de 4L, para realizar
la fermentación sin ayuda del biorreactor.
Después de haber esterilizado, se colocó el 80% del volumen de operación del biorreactor,
mientras que al 20% restante del volumen, se inoculó con la levadura aislada el primer
departamental (Saccharomyces cerevisiae). Este inóculo se guardó en incubación a 27°C y con
agitación constante durante 4 días. Transcurrido ese tiempo y con técnicas estériles, se introdujo
el inóculo al biorreactor, al cual ya se le había definido una velocidad de agitación.
Se tomaron 8 muestras en total para hacer cuantificaciones de biomasa (levadura), sustrato
(azúcares) y producto (alcohol), con el fin de determinar el comportamiento de éstos, tomando un
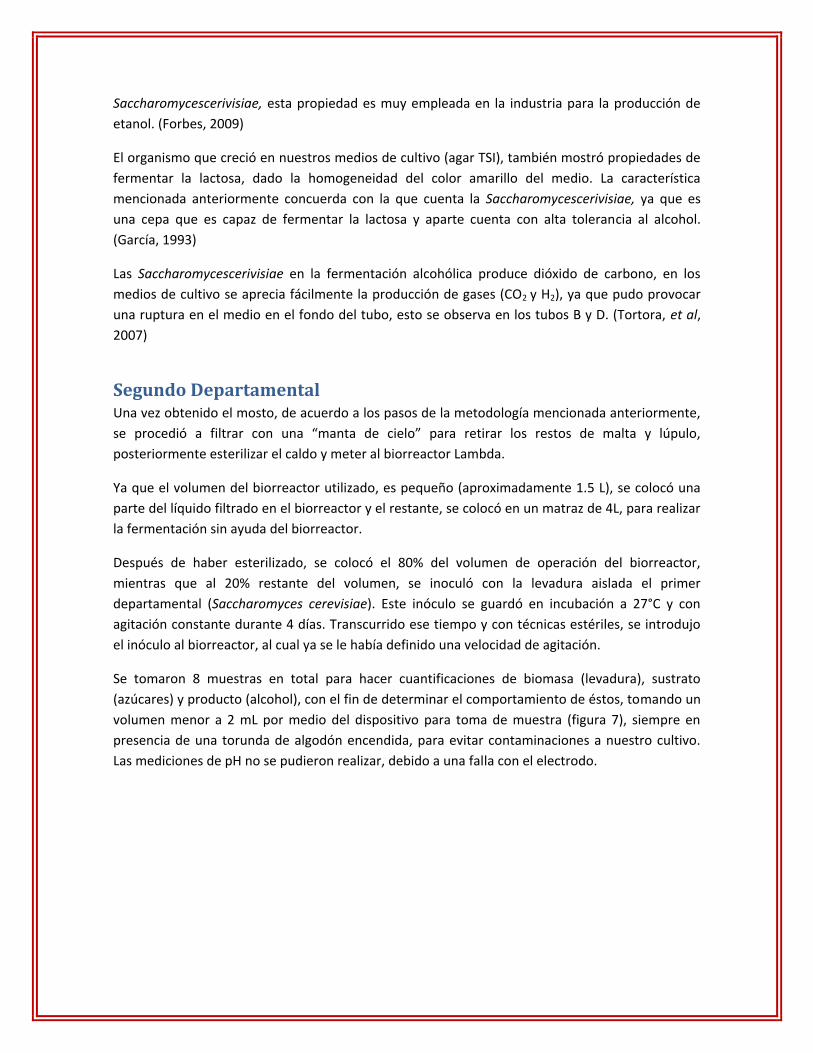
volumen menor a 2 mL por medio del dispositivo para toma de muestra (figura 7), siempre en
presencia de una torunda de algodón encendida, para evitar contaminaciones a nuestro cultivo.
Las mediciones de pH no se pudieron realizar, debido a una falla con el electrodo.
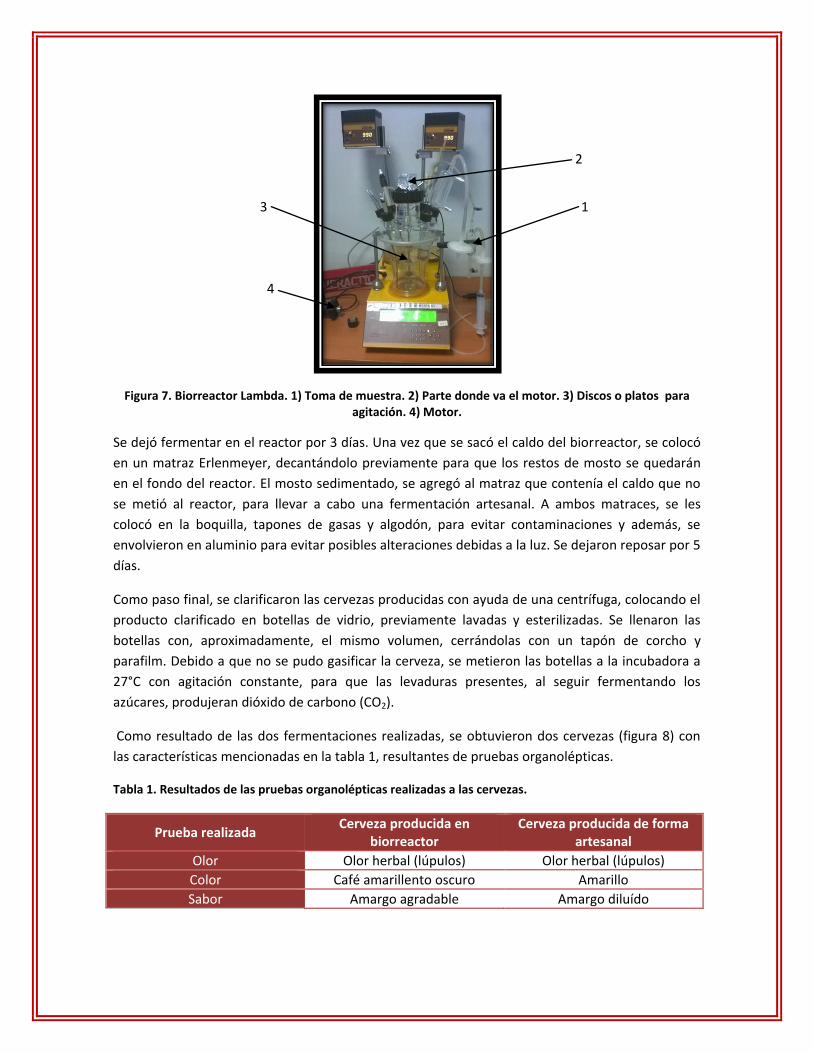
Figura 7. Biorreactor Lambda. 1) Toma de muestra. 2) Parte donde va el motor. 3) Discos o platos para agitación. 4) Motor.
Se dejó fermentar en el reactor por 3 días. Una vez que se sacó el caldo del biorreactor, se colocó
en un matraz Erlenmeyer, decantándolo previamente para que los restos de mosto se quedarán
en el fondo del reactor. El mosto sedimentado, se agregó al matraz que contenía el caldo que no
se metió al reactor, para llevar a cabo una fermentación artesanal. A ambos matraces, se les
colocó en la boquilla, tapones de gasas y algodón, para evitar contaminaciones y además, se
envolvieron en aluminio para evitar posibles alteraciones debidas a la luz. Se dejaron reposar por 5
días.
Como paso final, se clarificaron las cervezas producidas con ayuda de una centrífuga, colocando el
producto clarificado en botellas de vidrio, previamente lavadas y esterilizadas. Se llenaron las
botellas con, aproximadamente, el mismo volumen, cerrándolas con un tapón de corcho y
parafilm. Debido a que no se pudo gasificar la cerveza, se metieron las botellas a la incubadora a
27°C con agitación constante, para que las levaduras presentes, al seguir fermentando los
azúcares, produjeran dióxido de carbono (CO2).
Como resultado de las dos fermentaciones realizadas, se obtuvieron dos cervezas (figura 8) con
las características mencionadas en la tabla 1, resultantes de pruebas organolépticas.
Tabla 1. Resultados de las pruebas organolépticas realizadas a las cervezas.
Prueba realizada Cerveza producida en
biorreactor Cerveza producida de forma
artesanal
Olor Olor herbal (lúpulos) Olor herbal (lúpulos)
Color Café amarillento oscuro Amarillo
Sabor Amargo agradable Amargo diluído
1
)
2
)
3
)
4
)
La cuantificación de biomasa, se realizó mediante conteos en cámara de Neubauer,
tomando un volumen de 20 µL de cada una de las muestras para cada conteo. Para
determinar la concentración de biomasa, se utilizó la siguiente fórmula:
#𝒄é𝒍𝒖𝒍𝒂𝒔 ∗ 𝟏𝟎𝟎𝟎𝟎𝟏
𝒎𝑳
#𝒄𝒖𝒂𝒅𝒓𝒐𝒔 ∗ 𝒅𝒊𝒍𝒖𝒄𝒊ó𝒏= [
𝒄é𝒍𝒖𝒍𝒂𝒔
𝒎𝑳]
Se utilizó un factor de conversión, para que el resultado tuviera unidades de 𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿, como
se muestra a continuación:
#𝑐é𝑙𝑢𝑙𝑎𝑠 ∗ 100001
𝑚𝐿
#𝑐𝑢𝑎𝑑𝑟𝑜𝑠 ∗ 𝑑𝑖𝑙𝑢𝑐𝑖ó𝑛= [
𝑐é𝑙𝑢𝑙𝑎𝑠
𝑚𝐿] ∗ (
1000 𝑚𝐿
1 𝐿) = [
𝒄é𝒍𝒖𝒍𝒂𝒔
𝑳]
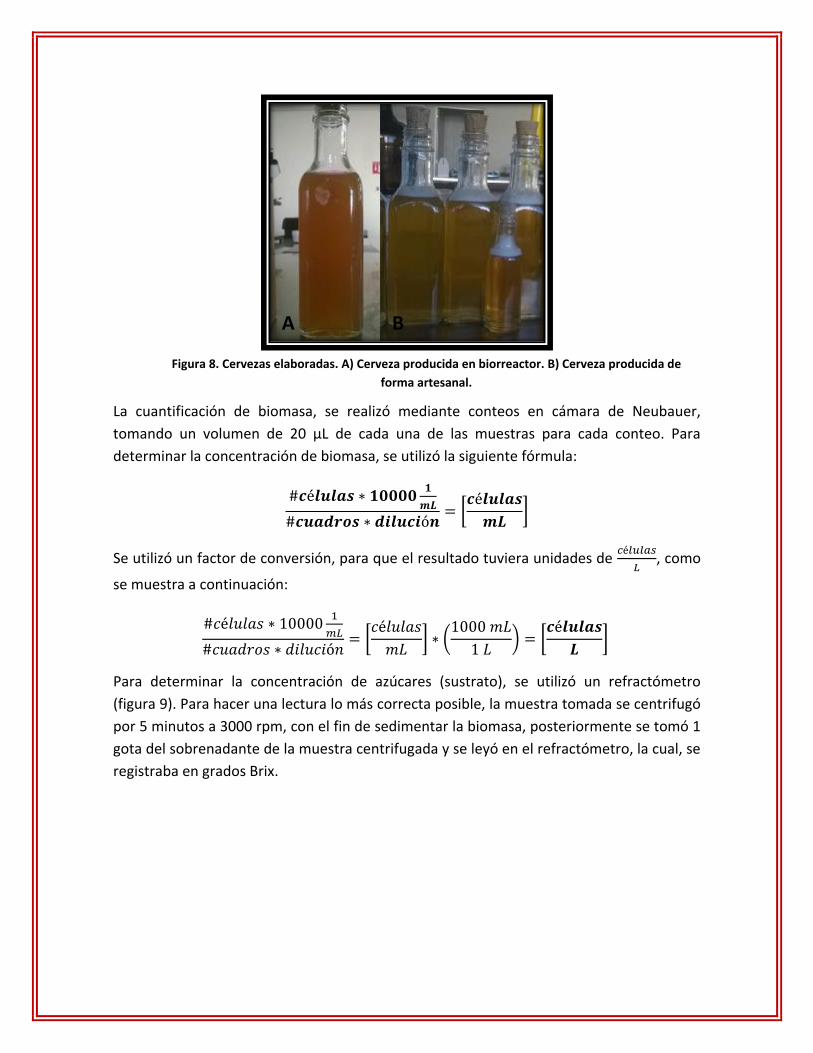
Para determinar la concentración de azúcares (sustrato), se utilizó un refractómetro
(figura 9). Para hacer una lectura lo más correcta posible, la muestra tomada se centrifugó
por 5 minutos a 3000 rpm, con el fin de sedimentar la biomasa, posteriormente se tomó 1
gota del sobrenadante de la muestra centrifugada y se leyó en el refractómetro, la cual, se
registraba en grados Brix.
A B
Figura 8. Cervezas elaboradas. A) Cerveza producida en biorreactor. B) Cerveza producida de
forma artesanal.
Figura 9. Refractómetro.
Tomando como referencia los grados Brix leídos en el refractómetro, se determinó la cantidad de
alcohol presente en las muestras conforme aumentaba el tiempo de fermentación. (Tablas
obtenidas de documento en línea en http://www.ictsl.net/downloads/refractometros.pdf)
Tabla 2. Resultados de concentración de producto, biomasa y sustrato.
No. De muestra
Tiempo (h) Biomasa
(𝒄é𝒍𝒖𝒍𝒂𝒔
𝑳)
Sustrato (°Brix
leídos)
Sustrato (°Brix
reales)*
Sustrato real
consumido (°Brix, Sc)
Producto (%)
1 0 6420000000 5.1 5.37 0 0.11
2 2 8920000000 3.7 3.9674 1.4026 0.795
3 3 11060000000 3.7 3.9674 1.4026 0.795
4 10 72000000000 3.6 3.8672 1.5028 0.861
5 11 80000000000 3.5 3.767 1.603 0.928
6 13 90000000000 3.3 3.5666 1.8034 1.061
7 25 114000000000 3.3 3.5666 1.8034 1.061
8 26 114600000000 3.2 3.4664 1.9036 1.107
*Ajustes realizados de acuerdo a la temperatura a la que se analizó la muestra.
(Ver anexos de segundo departamental)
Como se observa en la tabla 2, la concentración de biomasa y la producción de alcohol
aumentan, mientras que la del sustrato disminuye a medida que pasa el tiempo. Con los
datos mostrados en la tabla 2, se realizaron los cálculos para conocer los rendimientos
(Ypx, Yxs, Yps), la constante de crecimiento celular (µ) y la tasa de generación de producto
(qp).
Para la constante de crecimiento celular, se realizó una regresión utilizando los datos de la
tabla 3, donde X es la concentración de biomasa que cambia con respecto al tiempo y X0,
la concentración de biomasa en el tiempo 0, es decir, la concentración inicial.
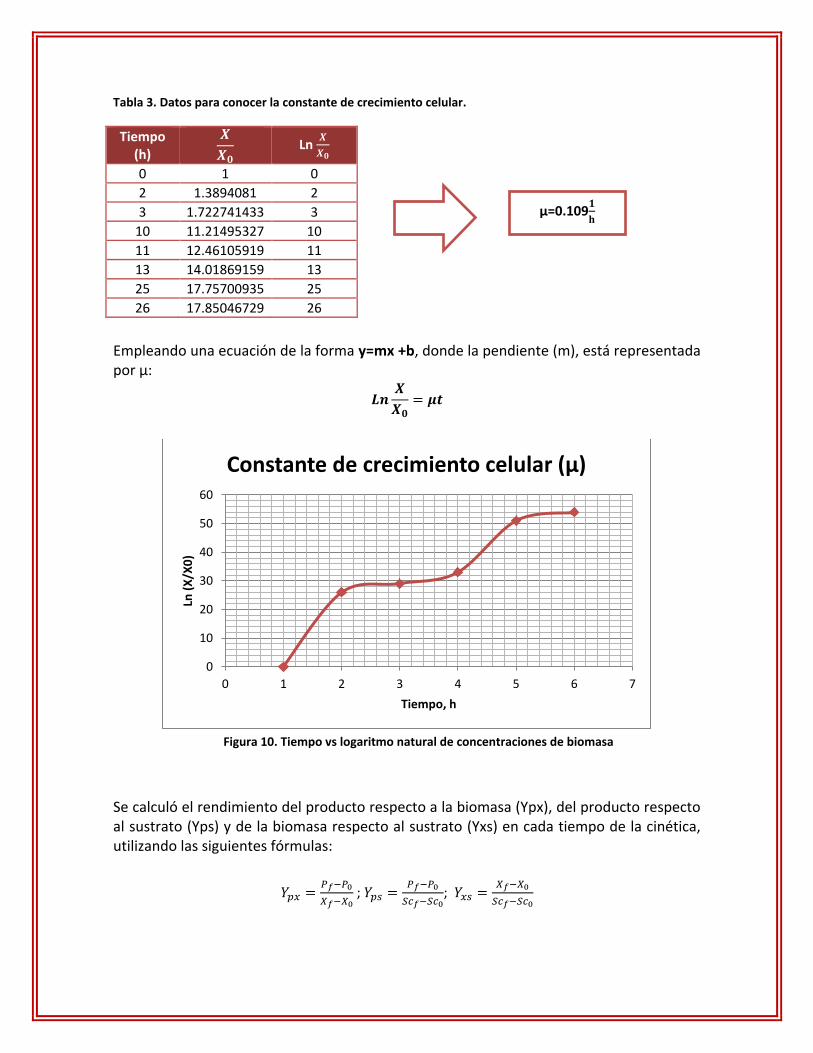
Tabla 3. Datos para conocer la constante de crecimiento celular.
Tiempo (h)
𝑿
𝑿𝟎 Ln
𝑿
𝑿𝟎
0 1 0
2 1.3894081 2
3 1.722741433 3
10 11.21495327 10
11 12.46105919 11
13 14.01869159 13
25 17.75700935 25
26 17.85046729 26
Empleando una ecuación de la forma y=mx +b, donde la pendiente (m), está representada por µ:
𝑳𝒏𝑿
𝑿𝟎= 𝝁𝒕
Se calculó el rendimiento del producto respecto a la biomasa (Ypx), del producto respecto al sustrato (Yps) y de la biomasa respecto al sustrato (Yxs) en cada tiempo de la cinética, utilizando las siguientes fórmulas:
𝑌𝑝𝑥 =𝑃𝑓−𝑃0
𝑋𝑓−𝑋0 ; 𝑌𝑝𝑠 =
𝑃𝑓−𝑃0
𝑆𝑐𝑓−𝑆𝑐0; 𝑌𝑥𝑠 =
𝑋𝑓−𝑋0
𝑆𝑐𝑓−𝑆𝑐0
0
10
20
30
40
50
60
0 1 2 3 4 5 6 7
Ln (
X/X
0)
Tiempo, h
Constante de crecimiento celular (µ)
µ=0.109𝟏
𝐡
Figura 10. Tiempo vs logaritmo natural de concentraciones de biomasa
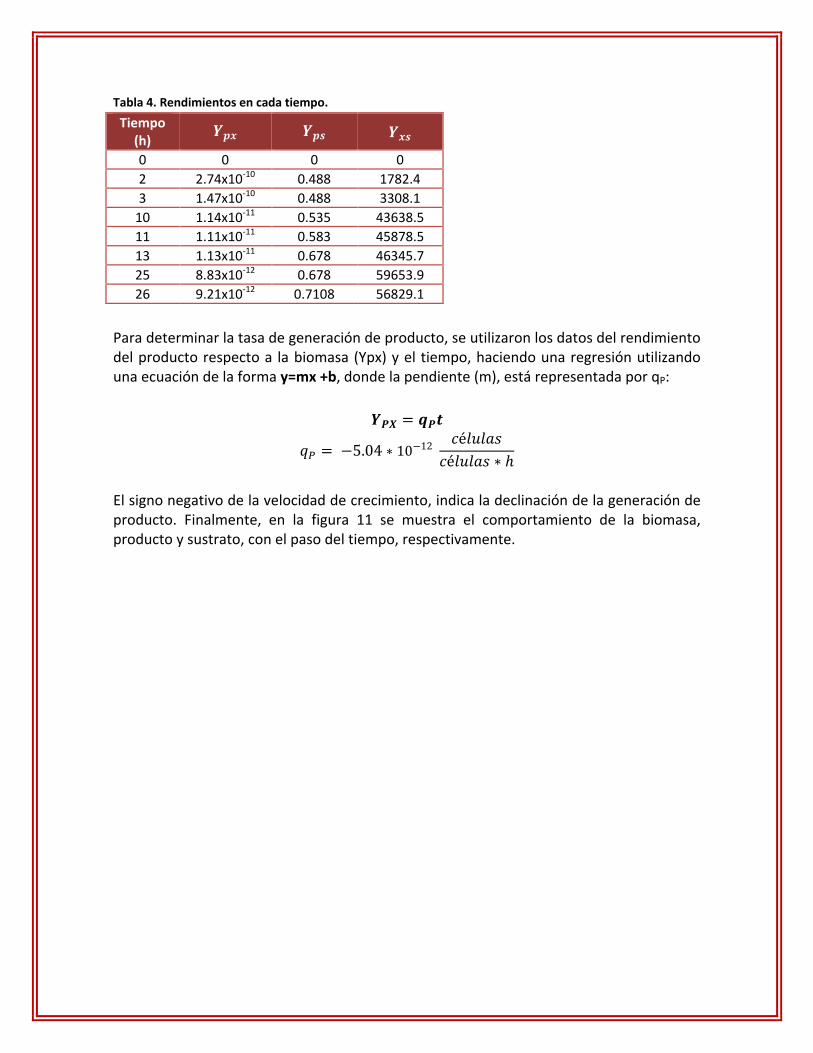
Tabla 4. Rendimientos en cada tiempo.
Tiempo (h)
𝒀𝒑𝒙 𝒀𝒑𝒔 𝒀𝒙𝒔
0 0 0 0
2 2.74x10-10 0.488 1782.4
3 1.47x10-10 0.488 3308.1
10 1.14x10-11 0.535 43638.5
11 1.11x10-11 0.583 45878.5
13 1.13x10-11 0.678 46345.7
25 8.83x10-12 0.678 59653.9
26 9.21x10-12 0.7108 56829.1
Para determinar la tasa de generación de producto, se utilizaron los datos del rendimiento del producto respecto a la biomasa (Ypx) y el tiempo, haciendo una regresión utilizando una ecuación de la forma y=mx +b, donde la pendiente (m), está representada por qP:
𝒀𝑷𝑿 = 𝒒𝑷𝒕
𝑞𝑃 = −5.04 ∗ 10−12 𝑐é𝑙𝑢𝑙𝑎𝑠
𝑐é𝑙𝑢𝑙𝑎𝑠 ∗ ℎ
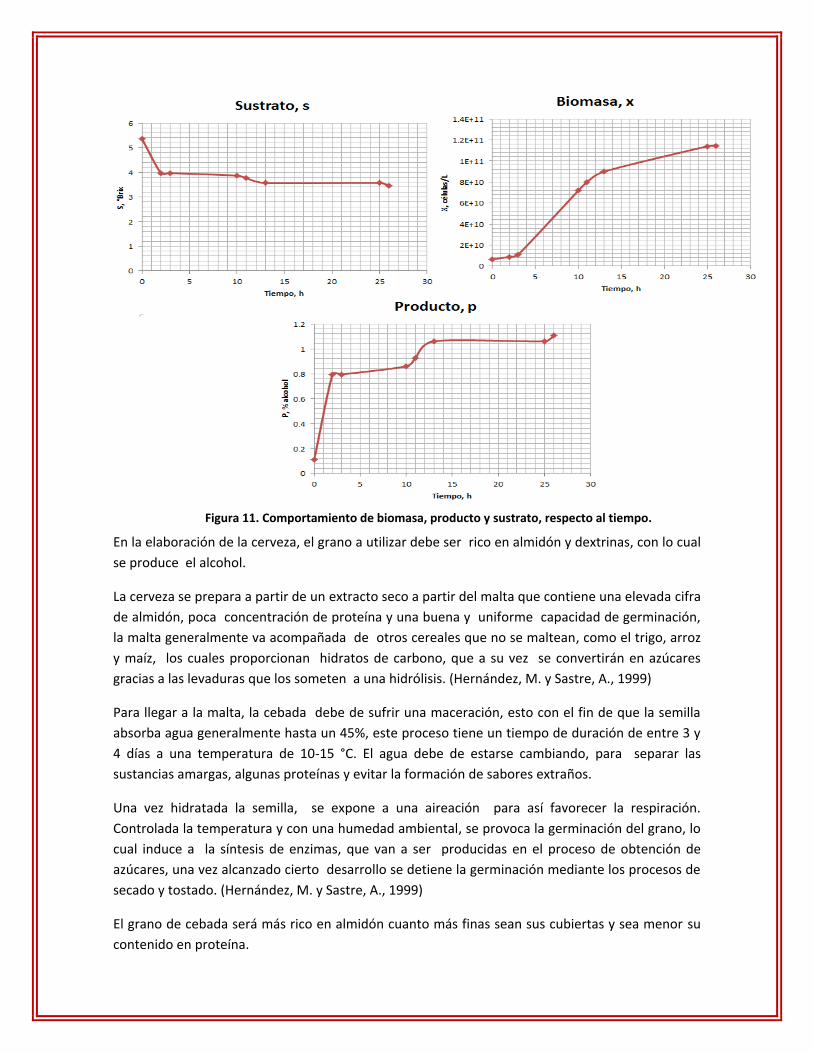
El signo negativo de la velocidad de crecimiento, indica la declinación de la generación de producto. Finalmente, en la figura 11 se muestra el comportamiento de la biomasa, producto y sustrato, con el paso del tiempo, respectivamente.
En la elaboración de la cerveza, el grano a utilizar debe ser rico en almidón y dextrinas, con lo cual
se produce el alcohol.
La cerveza se prepara a partir de un extracto seco a partir del malta que contiene una elevada cifra
de almidón, poca concentración de proteína y una buena y uniforme capacidad de germinación,
la malta generalmente va acompañada de otros cereales que no se maltean, como el trigo, arroz
y maíz, los cuales proporcionan hidratos de carbono, que a su vez se convertirán en azúcares
gracias a las levaduras que los someten a una hidrólisis. (Hernández, M. y Sastre, A., 1999)
Para llegar a la malta, la cebada debe de sufrir una maceración, esto con el fin de que la semilla
absorba agua generalmente hasta un 45%, este proceso tiene un tiempo de duración de entre 3 y
4 días a una temperatura de 10-15 °C. El agua debe de estarse cambiando, para separar las
sustancias amargas, algunas proteínas y evitar la formación de sabores extraños.
Una vez hidratada la semilla, se expone a una aireación para así favorecer la respiración.
Controlada la temperatura y con una humedad ambiental, se provoca la germinación del grano, lo
cual induce a la síntesis de enzimas, que van a ser producidas en el proceso de obtención de
azúcares, una vez alcanzado cierto desarrollo se detiene la germinación mediante los procesos de
secado y tostado. (Hernández, M. y Sastre, A., 1999)
El grano de cebada será más rico en almidón cuanto más finas sean sus cubiertas y sea menor su
contenido en proteína.
Figura 11. Comportamiento de biomasa, producto y sustrato, respecto al tiempo.
Una vez obtenida la malta, se procede a la producción del mosto, lo cual implica agregarle agua a
la malta y a los otros cereales que se molieron, esto con el fin de aumentar el pH; si nuestra
solución es rica en bicarbonatos conlleva con él la disminución de la actividad de las enzimas, esto
también implica que la cerveza se vuelva dulce al contener más dextrinas.
Ahora bien, si se cuenta con un alto porcentaje de sulfato cálcico entonces el pH tiende a
disminuir, se aumenta la actividad de las enzimas, lo cual provoca que las cervezas sean más
amargas y con un mayor grado de alcohol.
El amargor y aroma característico de la cerveza se obtiene a partir de una planta aromática que es
el lúpulo (Humus lupulus) la cual se le agrega en esta etapa de producción de cerveza, es decir al
mosto. (Hernández, M. y Sastre, A., 1999)
El lúpulo es una planta de la familia de las cannabáceas, contiene cantidades de taninos
(metabolitos que tienen olor característico, sabor amargo y astringente), destacables que
enriquecen a la cerveza para su conservación.
El lúpulo es el ingrediente que aporta el amargor, esto es debido a la lupulina que se encuentra
en la resina amarilla en los conos del lúpulo, asimismo el lúpulo modifica y enriquece el aroma de
la cerveza.
En esta parte del proceso es donde se inactivan las enzimas, se esteriliza el mosto, se extraen las
propiedades del lúpulo, se provoca la precipitación de las proteínas y hay una caramelización de
azúcares.
En la elaboración de esta cerveza se utilizaron los siguientes lúpulos: Chinook, Cascade y Nugget,
los cuales proporcionan el sabor amargo, picoso o cítrico, además de un aroma herbal,
respectivamente, motivos por los cuales se eligieron para la producción de la cerveza. Asimismo al
ser una planta de la familia de cannabis tiene efectos relajantes por lo tanto se recomienda para
dormir. (Castillo, F., 2012)
Una vez que se tiene el mosto que previamente se filtró, se inocula con el cultivo de S. Cerevisiae,
para que se lleve a cabo la fermentación, que depende del tipo de cerveza a producir, las cuales
pueden ser Lager, Ale, Porter, Bock, Stout, Weiss.
El tipo de fermentación utilizada en este tipo de cerveza es el “Ale”, la cual se caracteriza por
poseer un color pálido, obtenido a través de una fermentación alta; tiene un alto contenido en
alcohol y es fuerte en cuanto al sabor. Así el tiempo que dure dependerá directamente del tipo de
fermentaciones por lo que puede variar entre 7 y 10 días. (Hernández, M. y Sastre, A., 1999)
Cabe mencionar que el color pálido obtenido en la cerveza es debido también a que la malta no se
tostó, el tostado le brinda a la cerveza una coloración oscura y a ausencia de este procedimiento le
da el color pálido.
La clarificación y maduración de la cerveza incluye que se enfríe hasta alcanzar una temperatura
de 0°C y filtrarse, esto con el fin de precipitar proteínas, restos de levadura y otros compuestos,
además de ir liberando ésteres y otras sustancias aromáticas, es común que se le añada dióxido de
carbono para poder suplementar lo que ya se produjo con la fermentación. (Hernández, M. y
Sastre, A., 1999)
Tercer Departamental Se realizaron, aproximadamente, 5 litros de cerveza. De dicho volumen, se tomaron 800 mL para
realizar el inóculo, el cual se metió a incubar a 27°C durante 3 días con agitación constante y 1 día
a temperatura ambiente y en reposo, debido a que se apagó la incubadora con agitación (shaker).
En consecuencia al reposo que se tuvo, la levadura aislada desde el primer departamental
(Saccharomyces cerevisiae), comenzó a crecer en la superficie del medio, pero sin ninguna
contaminación. La inoculación realizada al caldo, se realizó en presencia de 3 mecheros de Bunsen
para mantener el área estéril, tomando una muestra de una colonia aislada en agar PDA con ayuda
de un asa bacteriológica y cerrando el matraz donde se encontraba el caldo, con un tapón de gasas
y algodón. Mientras que los 4.2 L restantes, se metieron al reactor de tanque agitado
(previamente lavado) y posteriormente, se metió a esterilizar por 15 minutos a 15 lb de presión,
en un autoclave.
Una vez estériles, se enfrió el caldo, con ayuda del intercambiador de calor integrado en el
sistema, hasta llegar a una temperatura de 27°C aproximadamente, esto para no dañar al inóculo
que se añadiría momentos después. En presencia de dos torundas de algodón encendidas y
utilizando un embudo de vidrio estéril, se añadió el inóculo al caldo presente en el reactor,
verificando que todas las posibles entradas y salidas, además de la toma de muestra, estuvieran
correctamente cerradas, o bien, cubiertas con algodón y/o aluminio. Se dejaron los 5 litros de
caldo fermentando en el biorreactor por alrededor de 5-6 días, a 220 rpm.
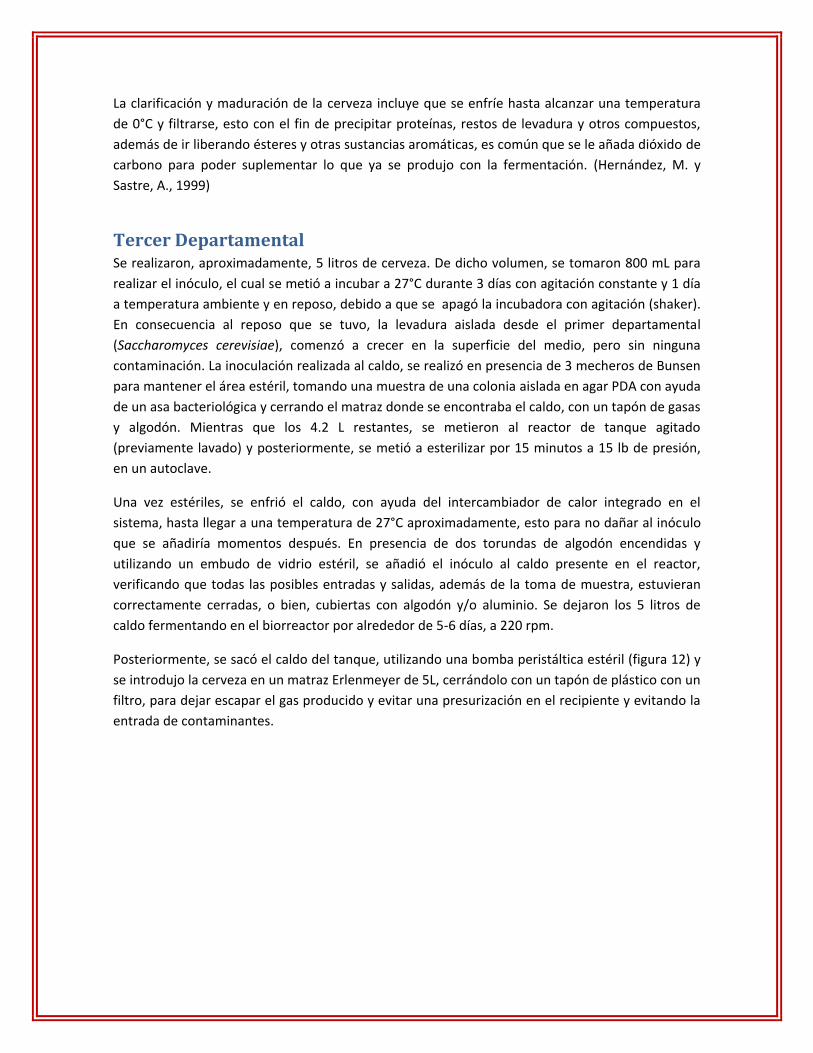
Posteriormente, se sacó el caldo del tanque, utilizando una bomba peristáltica estéril (figura 12) y
se introdujo la cerveza en un matraz Erlenmeyer de 5L, cerrándolo con un tapón de plástico con un
filtro, para dejar escapar el gas producido y evitar una presurización en el recipiente y evitando la
entrada de contaminantes.
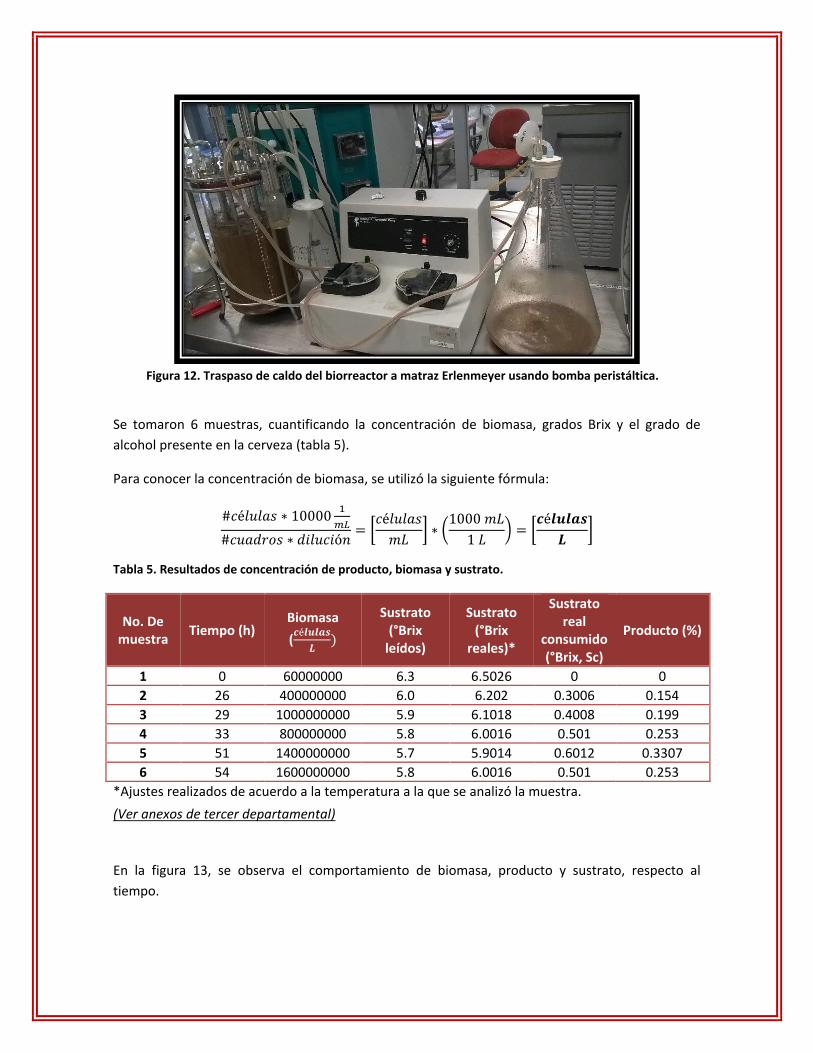
Se tomaron 6 muestras, cuantificando la concentración de biomasa, grados Brix y el grado de
alcohol presente en la cerveza (tabla 5).
Para conocer la concentración de biomasa, se utilizó la siguiente fórmula:
#𝑐é𝑙𝑢𝑙𝑎𝑠 ∗ 100001
𝑚𝐿
#𝑐𝑢𝑎𝑑𝑟𝑜𝑠 ∗ 𝑑𝑖𝑙𝑢𝑐𝑖ó𝑛= [
𝑐é𝑙𝑢𝑙𝑎𝑠
𝑚𝐿] ∗ (
1000 𝑚𝐿
1 𝐿) = [
𝒄é𝒍𝒖𝒍𝒂𝒔
𝑳]
Tabla 5. Resultados de concentración de producto, biomasa y sustrato.
No. De muestra
Tiempo (h) Biomasa
(𝒄é𝒍𝒖𝒍𝒂𝒔
𝑳)
Sustrato (°Brix
leídos)
Sustrato (°Brix
reales)*
Sustrato real
consumido (°Brix, Sc)
Producto (%)
1 0 60000000 6.3 6.5026 0 0
2 26 400000000 6.0 6.202 0.3006 0.154
3 29 1000000000 5.9 6.1018 0.4008 0.199
4 33 800000000 5.8 6.0016 0.501 0.253
5 51 1400000000 5.7 5.9014 0.6012 0.3307
6 54 1600000000 5.8 6.0016 0.501 0.253
*Ajustes realizados de acuerdo a la temperatura a la que se analizó la muestra.
(Ver anexos de tercer departamental)
En la figura 13, se observa el comportamiento de biomasa, producto y sustrato, respecto al
tiempo.
Figura 12. Traspaso de caldo del biorreactor a matraz Erlenmeyer usando bomba peristáltica.
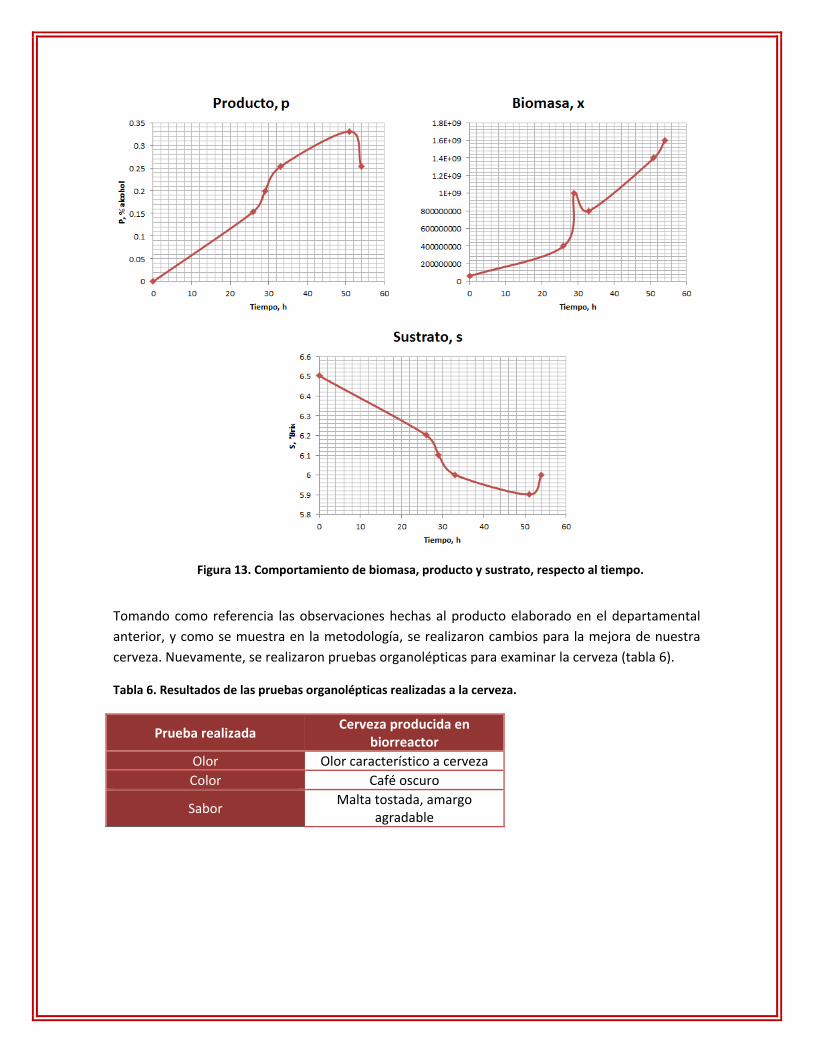
Tomando como referencia las observaciones hechas al producto elaborado en el departamental
anterior, y como se muestra en la metodología, se realizaron cambios para la mejora de nuestra
cerveza. Nuevamente, se realizaron pruebas organolépticas para examinar la cerveza (tabla 6).
Tabla 6. Resultados de las pruebas organolépticas realizadas a la cerveza.
Prueba realizada Cerveza producida en
biorreactor
Olor Olor característico a cerveza
Color Café oscuro
Sabor Malta tostada, amargo
agradable
Figura 13. Comportamiento de biomasa, producto y sustrato, respecto al tiempo.

Debido a que solo se centrifugó una sola vez para clarificar por falta de tiempo, el producto final
presentó una coloración oscura y un poco turbia (figura 14). Una vez colocado el mismo volumen
de cerveza clarificada, en cada una de las botellas limpias y estériles, se cerraron con un tapón de
corcho y parafilm, para mantener un cierre hermético. Se introdujeron las botellas a una gaveta
oscura, para que se produjera dióxido de carbono (CO2) y la luz no alterara la composición de la
cerveza. En la tabla 7, se muestra una comparación entre las cervezas producidas el
departamental pasado y la producida recientemente.
Tabla 7. Comparación entre las cervezas elaboradas.
Segundo departamental Tercer departamental
Cerveza producida en biorreactor
Cerveza producida de forma artesanal
Cerveza producida en biorreactor
Olor herbal (lúpulos) Olor herbal (lúpulos) Olor característico a cerveza
Color café amarillento oscuro Color amarillo Color café oscuro
Sabor amargo agradable Sabor amargo, un poco diluido Sabor a malta tostada,
amargo, agradable
Figura 14. Cerveza clarificada y envasada.
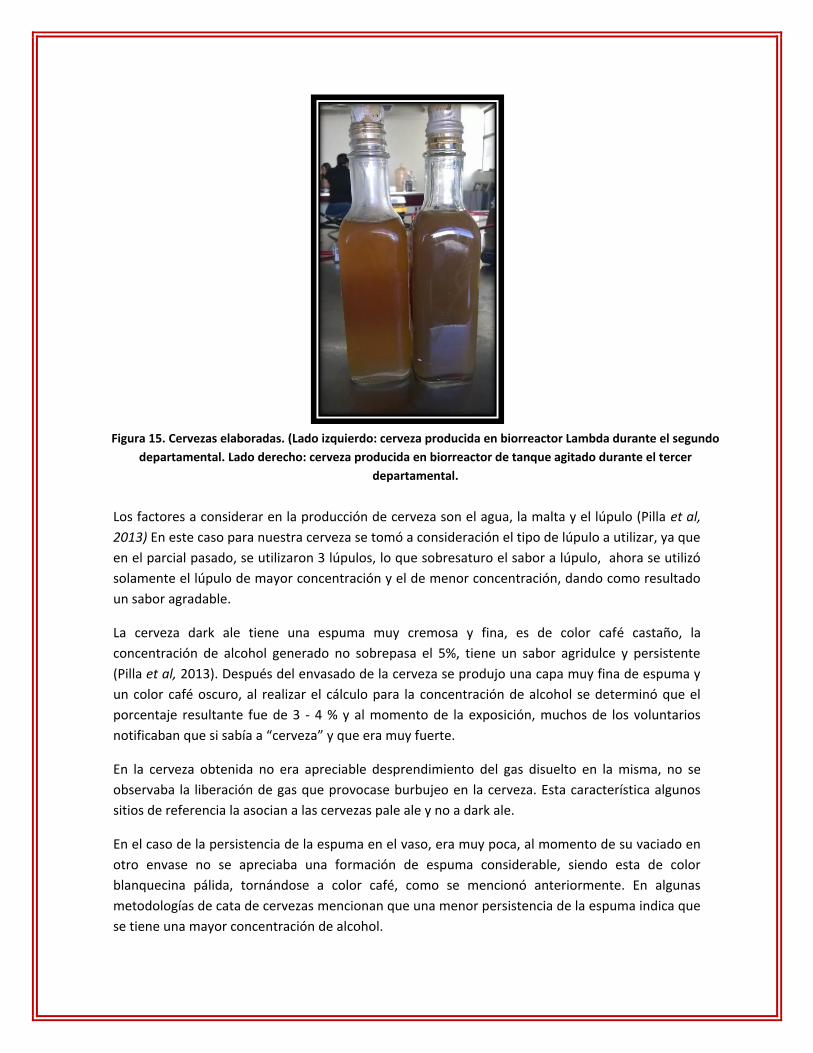
Los factores a considerar en la producción de cerveza son el agua, la malta y el lúpulo (Pilla et al,
2013) En este caso para nuestra cerveza se tomó a consideración el tipo de lúpulo a utilizar, ya que
en el parcial pasado, se utilizaron 3 lúpulos, lo que sobresaturo el sabor a lúpulo, ahora se utilizó
solamente el lúpulo de mayor concentración y el de menor concentración, dando como resultado
un sabor agradable.
La cerveza dark ale tiene una espuma muy cremosa y fina, es de color café castaño, la
concentración de alcohol generado no sobrepasa el 5%, tiene un sabor agridulce y persistente
(Pilla et al, 2013). Después del envasado de la cerveza se produjo una capa muy fina de espuma y
un color café oscuro, al realizar el cálculo para la concentración de alcohol se determinó que el
porcentaje resultante fue de 3 - 4 % y al momento de la exposición, muchos de los voluntarios
notificaban que si sabía a “cerveza” y que era muy fuerte.
En la cerveza obtenida no era apreciable desprendimiento del gas disuelto en la misma, no se
observaba la liberación de gas que provocase burbujeo en la cerveza. Esta característica algunos
sitios de referencia la asocian a las cervezas pale ale y no a dark ale.
En el caso de la persistencia de la espuma en el vaso, era muy poca, al momento de su vaciado en
otro envase no se apreciaba una formación de espuma considerable, siendo esta de color
blanquecina pálida, tornándose a color café, como se mencionó anteriormente. En algunas
metodologías de cata de cervezas mencionan que una menor persistencia de la espuma indica que
se tiene una mayor concentración de alcohol.
Figura 15. Cervezas elaboradas. (Lado izquierdo: cerveza producida en biorreactor Lambda durante el segundo
departamental. Lado derecho: cerveza producida en biorreactor de tanque agitado durante el tercer
departamental.
Se aprecia un aroma caramelizado de la cerveza, esto se debe a la malta, que al ser tostada, como
es en el caso de nuestra cerveza, adopta matices de aroma más dulces. (Fermur et al, 2013)
En cuanto a cuerpo de la cerveza era alto, ya que al ser ingerida se percibía una viscosidad que
perduraba en la boca después de ser ingerida, sensación muy diferente al de la de beber agua,
dicha sensación provocada por una cerveza habla de que tiene poco cuerpo. La viscosidad
mencionada anteriormente se debe a la presencia de los componentes residuales en la cerveza,
los cuales pueden ser proteínas y azúcares. (Fermur et al, 2013)
Conclusión
Primer Departamental Se logró obtener e identificar la levadura deseada (Saccharomyces cerevisiae) en el medio de
cultivo propuesto (PDA), mediante la observación de morfología colonial y celular, además de
analizar su capacidad de fermentar azúcares e hidrolizar almidón mediante la realización de
pruebas bioquímicas.
Segundo Departamental El sabor obtenido en las dos cervezas producidas, se vio afectado por el tiempo de reposo, ya que
se recomienda dejarlo, por lo menos 7 días para tener una producción de alcohol idónea y un
sabor agradable, además de que, las condiciones en las que se lleve a cabo el procedimiento,
deben ser lo más estériles posibles.
Tercer Departamental Con la modificación del proceso, se obtuvo un mejor sabor para la cerveza, dado que al tostar la
malta se libera una porción mayor de almidón que es lo que toma como fuente de energía. La
levadura y el proceso se realizó bajo circunstancias estériles lo cual mostró mejores resultados
que la vez anterior, posiblemente la producción se perfeccionaría si se dejara más tiempo
fermentando, pero debido al poco tiempo con el que se disponía del biorreactor sólo se pudo
dejar por un corto periodo de tiempo en este dispositivo, y pasando un periodo de tiempo extra
en reposo en un matraz Erlenmeyer, el mosto inoculado no se encontraba homogéneo
provocando que se redujera la fermentación de los azúcares presentes en alcohol. Otra cuestión a
considerar es la gasificación, la cual no se pudo llevar a cabo por medio de suministrarle CO2, si no
que se optó por dejar las cerveza ya embotellada a temperatura ambiente, con la biomasa
resultante siguió habiendo proceso de fermentación el cual produjo gases, presurizado las botellas
siendo apreciable al momento de destapar las botellas.
Anexos
Primer Departamental Cálculos realizados para los distintos medios de cultivo utilizados en este departamental.
Agar Papa Dextrosa (PDA)
Agar necesario para preparar 1 litro:
Agar Papa Dextrosa……………..39g
Cálculos correspondientes:
PDA
39 g [0.1𝐿
1 𝐿]=0.39g para 100mL de
agar PDA.
Medio de cultivo rojo de fenol
Ingredientes para 1 litro
Caldo base Rojo de Fenol:
Peptona proteosa …………………10g
Extracto de carne…………………..1g
Cloruro de sodio……………………5g
Rojo de fenol………………………..0.018g
Carbohidrato deseado………...5g
*el carbohidrato añadido fue dextrosa
Cálculos correspondientes:
Peptona proteosa
Adecuación para 40 mL
Caldo base Rojo de Fenol:
Peptona proteosa …………………0.4g
Extracto de carne…………………..0.04g
Cloruro de sodio……………………0.2 g
Rojo de fenol………………………..0.0072g
Carbohidrato deseado………...0.2 g

10 g [.04 𝑙
1 𝑙]=0.4 g
Cloruro de sodio
5 g [.04 𝑙
1 𝑙]=0.2 g
Rojo de fenol
.018 g [.04 𝑙
1 𝑙]=0.072 g
Carbohidrato
5 g [.04 𝑙
1 𝑙]=0.2 g
Medio de cultivo agar almidón
Ingredientes para 1 litro
Caldo base Rojo de Fenol:
Extracto de carne…………………..3 g
Almidón soluble……………………10 g
Agar…...............……………………..12 g
Cálculos correspondientes
Extracto de carne
3 g [.05 𝐿
1 𝐿]=0.15 g
Almidón soluble
10 g [.05 𝐿
1 𝐿]=0.5 g
Agar
12 g [.05𝐿
1 𝐿]=0.6 g
Adecuación para 50 mL
Agar almidón:
Extracto de carne…………………0.15 g
Almidón soluble………...…………..0.5 g
Agar…………........................………0.6 g
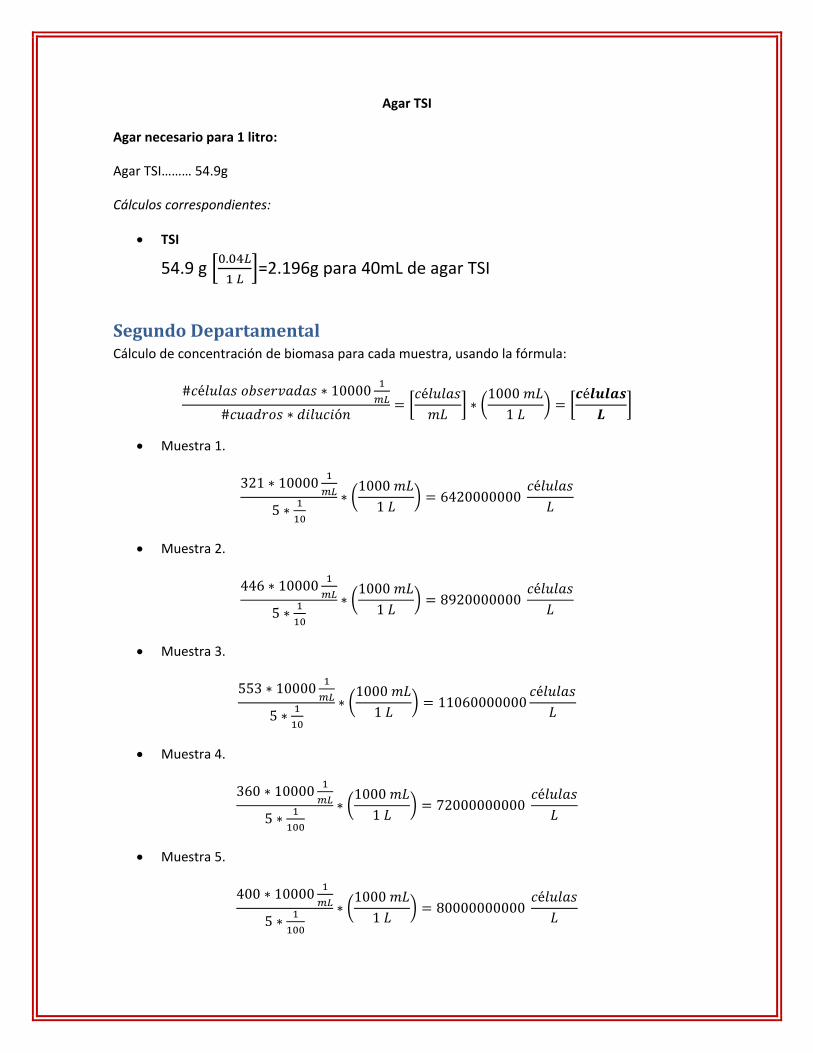
Agar TSI
Agar necesario para 1 litro:
Agar TSI……… 54.9g
Cálculos correspondientes:
TSI
54.9 g [0.04𝐿
1 𝐿]=2.196g para 40mL de agar TSI
Segundo Departamental Cálculo de concentración de biomasa para cada muestra, usando la fórmula:
#𝑐é𝑙𝑢𝑙𝑎𝑠 𝑜𝑏𝑠𝑒𝑟𝑣𝑎𝑑𝑎𝑠 ∗ 100001
𝑚𝐿
#𝑐𝑢𝑎𝑑𝑟𝑜𝑠 ∗ 𝑑𝑖𝑙𝑢𝑐𝑖ó𝑛= [
𝑐é𝑙𝑢𝑙𝑎𝑠
𝑚𝐿] ∗ (
1000 𝑚𝐿
1 𝐿) = [
𝒄é𝒍𝒖𝒍𝒂𝒔
𝑳]
Muestra 1.
321 ∗ 100001
𝑚𝐿
5 ∗1
10
∗ (1000 𝑚𝐿
1 𝐿) = 6420000000
𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿
Muestra 2.
446 ∗ 100001
𝑚𝐿
5 ∗1
10
∗ (1000 𝑚𝐿
1 𝐿) = 8920000000
𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿
Muestra 3.
553 ∗ 100001
𝑚𝐿
5 ∗1
10
∗ (1000 𝑚𝐿
1 𝐿) = 11060000000
𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿
Muestra 4.
360 ∗ 100001
𝑚𝐿
5 ∗1
100
∗ (1000 𝑚𝐿
1 𝐿) = 72000000000
𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿
Muestra 5.
400 ∗ 100001
𝑚𝐿
5 ∗1
100
∗ (1000 𝑚𝐿
1 𝐿) = 80000000000
𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿
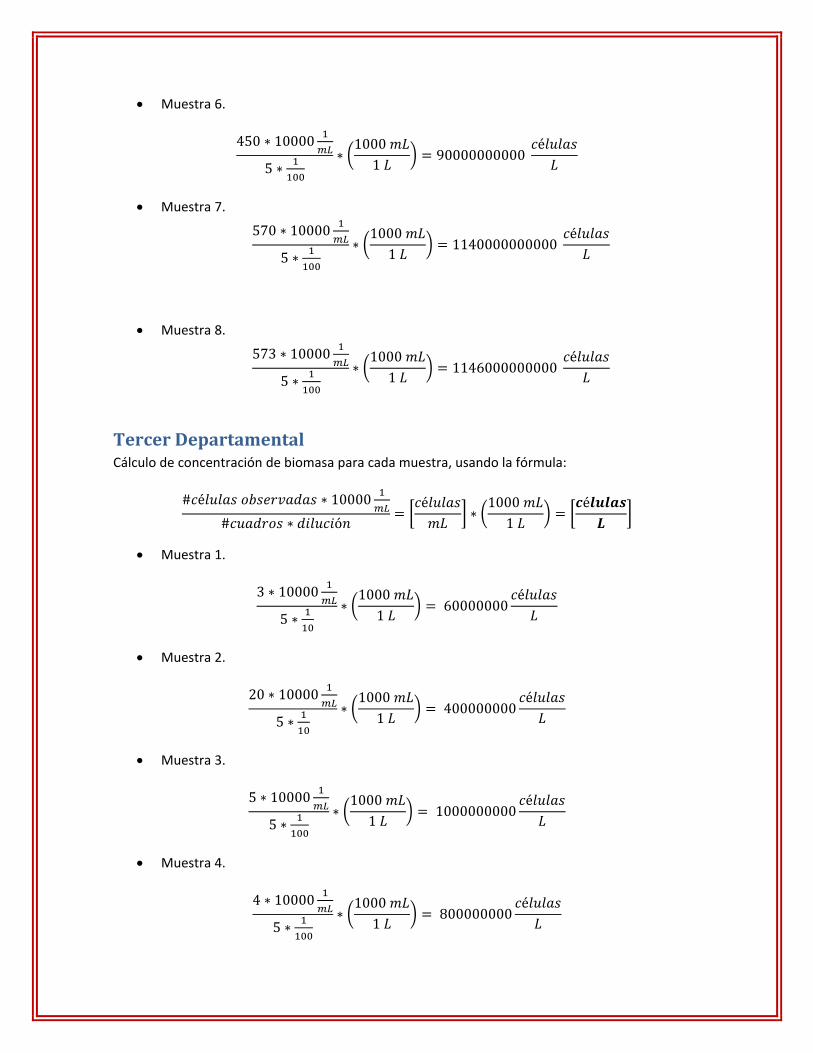
Muestra 6.
450 ∗ 100001
𝑚𝐿
5 ∗1
100
∗ (1000 𝑚𝐿
1 𝐿) = 90000000000
𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿
Muestra 7.
570 ∗ 100001
𝑚𝐿
5 ∗1
100
∗ (1000 𝑚𝐿
1 𝐿) = 1140000000000
𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿
Muestra 8.
573 ∗ 100001
𝑚𝐿
5 ∗1
100
∗ (1000 𝑚𝐿
1 𝐿) = 1146000000000
𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿
Tercer Departamental Cálculo de concentración de biomasa para cada muestra, usando la fórmula:
#𝑐é𝑙𝑢𝑙𝑎𝑠 𝑜𝑏𝑠𝑒𝑟𝑣𝑎𝑑𝑎𝑠 ∗ 100001
𝑚𝐿
#𝑐𝑢𝑎𝑑𝑟𝑜𝑠 ∗ 𝑑𝑖𝑙𝑢𝑐𝑖ó𝑛= [
𝑐é𝑙𝑢𝑙𝑎𝑠
𝑚𝐿] ∗ (
1000 𝑚𝐿
1 𝐿) = [
𝒄é𝒍𝒖𝒍𝒂𝒔
𝑳]
Muestra 1.
3 ∗ 100001
𝑚𝐿
5 ∗1
10
∗ (1000 𝑚𝐿
1 𝐿) = 60000000
𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿
Muestra 2.
20 ∗ 100001
𝑚𝐿
5 ∗1
10
∗ (1000 𝑚𝐿
1 𝐿) = 400000000
𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿
Muestra 3.
5 ∗ 100001
𝑚𝐿
5 ∗1
100
∗ (1000 𝑚𝐿
1 𝐿) = 1000000000
𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿
Muestra 4.
4 ∗ 100001
𝑚𝐿
5 ∗1
100
∗ (1000 𝑚𝐿
1 𝐿) = 800000000
𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿
Muestra 5.
7 ∗ 100001
𝑚𝐿
5 ∗1
100
∗ (1000 𝑚𝐿
1 𝐿) = 1400000000
𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿
Muestra 6.
8 ∗ 100001
𝑚𝐿
5 ∗1
100
∗ (1000 𝑚𝐿
1 𝐿) = 1600000000
𝑐é𝑙𝑢𝑙𝑎𝑠
𝐿
Referencias
Primer Departamental Atlas, Ronald M. (2004). Manual de medios microbiológicos. Volumen 1. 3ª
Edición. Editorial CRC. Forbes, Betty A. (2009). Diagnóstico Microbiológico. Editorial Médica Panamericana.
Buenos Aires, Argentina.
García M., Quintero R., López A. (2004). Biotecnología alimentaria. Editorial LIMUSA.
México, D.F.
García P., Fernández M., Paredes F. (1994). Microbiología Clínica práctica. 2ª Edición.
Servicio de publicaciones de la Universidad de Cádiz. Madrid, España.
Haq, I., Ashraf, H., Qadeer, M.A., Iqbal, J. Pearl millet. (2005). A source of alpha amylase
production by Bacillus licheniformis. Bioresource Technology.
http://www.azc.uam.mx/cbi/quimica/microbiologia/ap_a.pdf
Kaur, L., Singh, J., McCarthy, O., Singh, H. (2007). Physico-chemical, rheological and
structural properties of fractionated potato starches. Journal of Food Engineering.
Koneman, Elmer W. (2008). Diagnostico Microbiológico/ Microbiological diagnosis: Texto Y Atlas En Color/ Text and Color Atlas. Editorial Médica Panamericana. Buenos Aires, Argentina.
Mac Faddin, Jean F. (2000). Biochemical tests for identification of medical bacteria. 3th
Edition. Lippincott Williams &Wilkins. UnitedStates.
Prescott, Lansing M. y Harley, Klein. (2002). Microbiología. 5ta. Edición. McGraw-Hill.
Tortora G., Funke B., Case C. (2007). Introducción a la microbiología. 9ª Edición. Editorial
Médica Panamericana. Buenos Aires, Argentina.
Segundo Departamental Castillo, F. (2012). Guía De Cervezas Artesanales Españolas. Editorial Visión Libros. Madrid,
España.
De Loma-Ossorio, E., Rodríguez, D. (1999). Guía para la Aplicación de Análisis de Riesgos y
Control de Puntos Críticos (ARCPC) en el sector cervecero. Instituto Interamericano de
Cooperación Internacional. San José, Costa Rica.
Extraído de la página en línea http://www.cervezacasera.com.mx/index.php?option=com_content&task=view&id=17&Itemid=42, escrito el día viernes 20 de febrero de 2009 y revisado por última vez el día 28 de septiembre de 2014.
García, M., Quintero, R., López, A. (2004). Biotecnología alimentaria. Editorial LIMUSA.
México, D.F.
Hernández, M., Sastre, A. (1999). Tratado de Nutrición. Ediciones Díaz de Santos, S. A.
Madrid, España.
Tablas obtenidas de documento en línea en
http://www.ictsl.net/downloads/refractometros.pdf, revisado por última vez el día 17 de
octubre de 2014.
Tercer Departamental Ertola, Rodolfo; Yantorno, Osvaldo; Mignone, Carlos. 2006. "Microbiología Industrial",
Sistemas de cultivo y aspectos generales de biorreactores. Capitulo 7.
Escrito por S. Pilla,G. Vinci 2013 “Cervezas de Todo el Mundo” Barcelona, España.
Fermun D., Castells E., Español N., García M. 2013. Guía para descubrir las mejores
cervezas artesanas. Grupo Planeta. España.
G. Vásquez Morgan. 2010. Diseño del sistema de control para un biorreactor de tanque
Agitado.
Tablas obtenidas de documento en línea en
http://www.ictsl.net/downloads/refractometros.pdf, revisado por última vez el día 22 de
noviembre de 2014.