proyectos y evaluaciones plantas harina …€¦ · una segunda alternativa, disminuir sales en a...
TRANSCRIPT

1
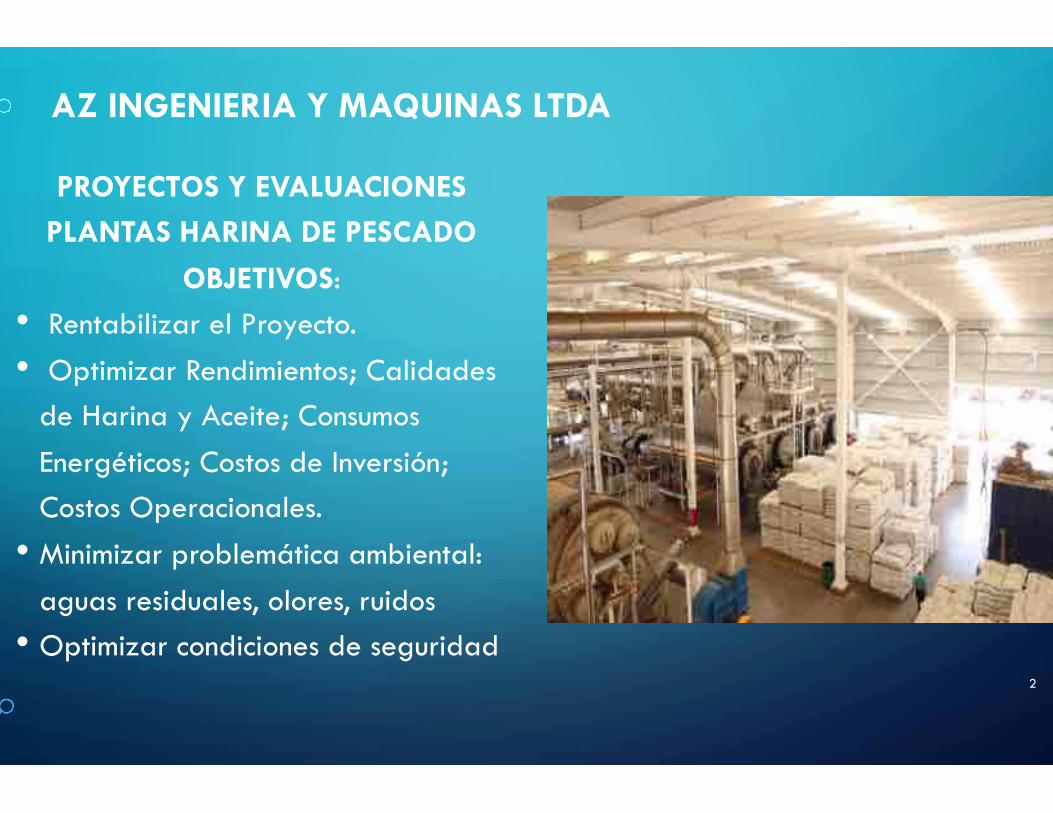
PROYECTOS Y EVALUACIONES PLANTAS HARINA DE PESCADO
OBJETIVOS: • Rentabilizar el Proyecto. • Optimizar Rendimientos; Calidades
de Harina y Aceite; Consumos Energéticos; Costos de Inversión; Costos Operacionales.
• Minimizar problemática ambiental: aguas residuales, olores, ruidos
• Optimizar condiciones de seguridad 2
AZ INGENIERIA Y MAQUINAS LTDA
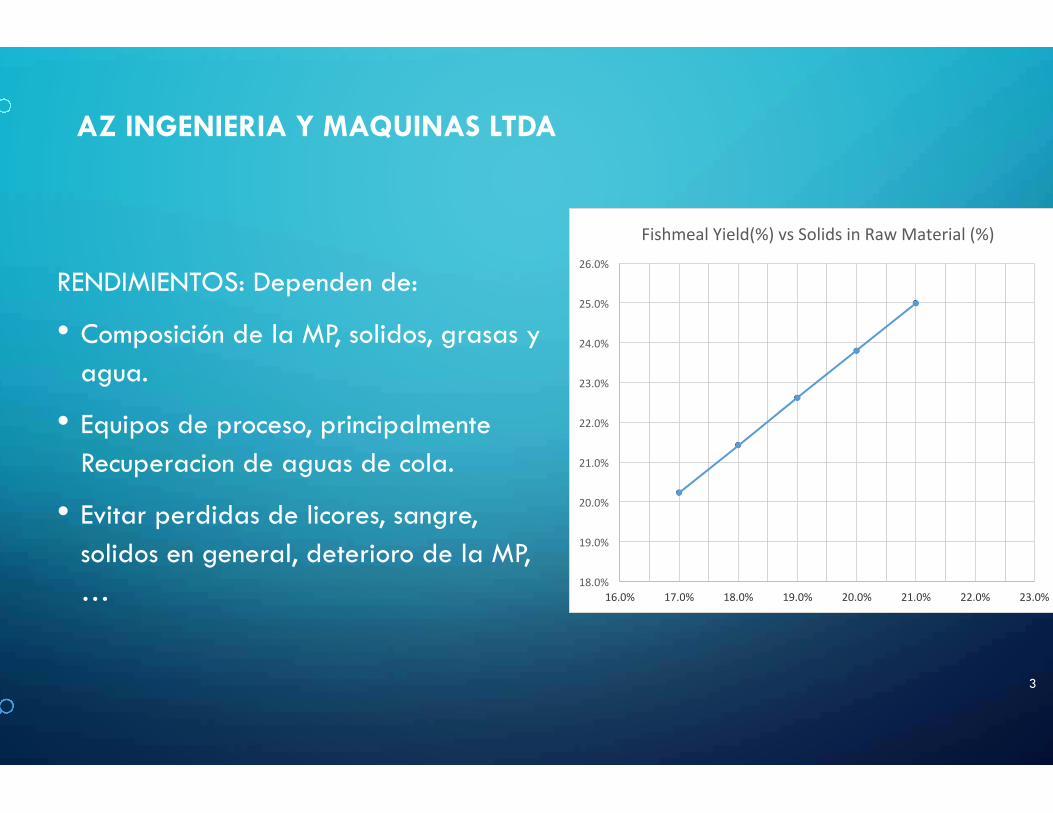
RENDIMIENTOS: Dependen de:
• Composición de la MP, solidos, grasas y agua.
• Equipos de proceso, principalmente Recuperacion de aguas de cola.
• Evitar perdidas de licores, sangre, solidos en general, deterioro de la MP,…
3
18.0%
19.0%
20.0%
21.0%
22.0%
23.0%
24.0%
25.0%
26.0%
16.0% 17.0% 18.0% 19.0% 20.0% 21.0% 22.0% 23.0%
FishmealYield(%)vsSolidsinRawMaterial(%)
AZ INGENIERIA Y MAQUINAS LTDA

En la actualidad el precio del aceite es mayor que el de la Harina de pescado.
4
AZ INGENIERIA Y MAQUINAS LTDA
0.00%
0.50%
1.00%
1.50%
2.00%
2.50%
3.00%
3.50%
4.00%
16% 17% 18% 19% 20% 21% 22%
OilYield(%)vsSolids(%)andFat(%)inRawMaterial
Grasa5%
Grasa4%
Grasa3%
Grasa2%

Recuperacion AC: + HP
Harina con AC: 23.79%
Harina sin AC: 18.78%
+ 26.7% producción
Tambien considerar:
Concentrado de AC en base seca tiene aprox 80% de proteínas. Luego recuperar AC incrementa el contenido proteico de las harinas. 5
AZ INGENIERIA Y MAQUINAS LTDA
SS = SOLIDS F=FAT W=WATER
NOTE:THIS BALANCE CONSIDERS FAT AND SOLID EFFICIENCIES OF 100%
SALMONWASTEFISHMEALPLANT10TPH
SS 20.0% 2,000kg/hF 10.0% 1,000kg/hW 70.0% 7,000kg/h
Tot. 100.0% 10,000kg/h
RAWMATERIAL
SS 6.6% 417kg/hF 13.4% 854kg/hW 80.0% 5,088kg/h
Tot. 100.0% 6,359kg/h
DECANTERLIQUOR
SS 11.0% 829kg/hF 11.8% 889kg/hW 77.2% 5,817kg/h
Tot. 100.0% 7,535kg/h
PRESSLIQUOR
DS 31.6% 416kg/hF 3.4% 44kg/hW 65.0% 855kg/h
Tot. 100.0% 1,315kg/h
CONCENTRATE
SS 35.0% 411kg/hF 3.0% 35kg/hW 62.0% 729kg/h
Tot. 100.0% 1,175kg/h
GRAXSS 47.5% 1,171kg/hF 4.5% 111kg/hW 48.0% 1,183kg/h
Tot. 100.0% 2,465kg/h
PRESSCAKE
SS 0.2% 2kg/hF 99.3% 810kg/hW 0.5% 4kg/h
Tot. 100.0% 815kg/h
OIL
SS 7.5% 416kg/hF 0.8% 44kg/hW 91.7% 5,084kg/h
Tot. 100.0% 5,544kg/h
STICKWATERSS 40.3% 1,998kg/hF 3.8% 190kg/hW 55.8% 2,767kg/h
Tot. 100.0% 4,955kg/h
WETCAKE
SS 84.0% 1,998kg/hF 8.0% 190kg/hW 8.0% 190kg/h
Tot. 100.0% 2,379kg/h
FISHMEAL23.79%8.15%Oil
YIELDSFishmeal
4,229kg/hEVAPORATOREVAPORATION
EVAP.WATER
2,576kg/h
2,576kg/h
DRYEREVAPORATION1 STEP
Tot.
ESPECIE: SalmonWaste
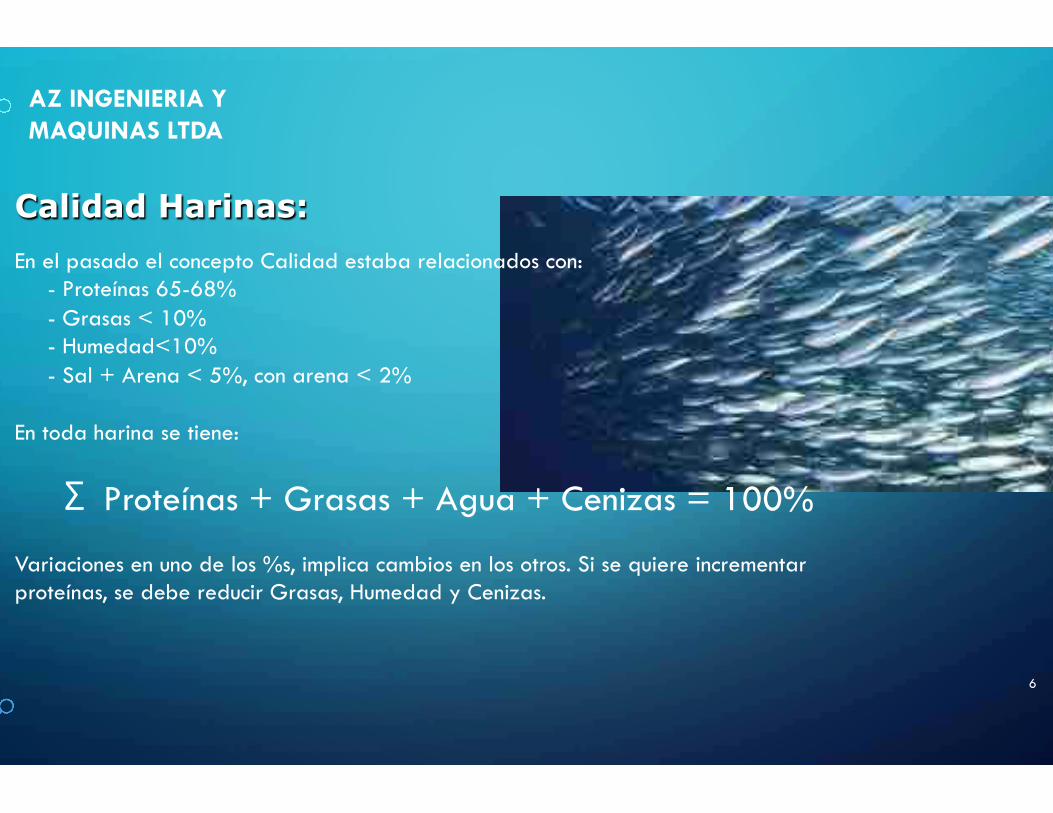
Calidad Harinas:
6
AZ INGENIERIA Y MAQUINAS LTDA
En el pasado el concepto Calidad estaba relacionados con: - Proteínas 65-68% - Grasas < 10% - Humedad<10% - Sal + Arena < 5%, con arena < 2% En toda harina se tiene:
� Proteínas + Grasas + Agua + Cenizas = 100% Variaciones en uno de los %s, implica cambios en los otros. Si se quiere incrementar proteínas, se debe reducir Grasas, Humedad y Cenizas.
AZ INGENIERIA Y MAQUINAS LTDA
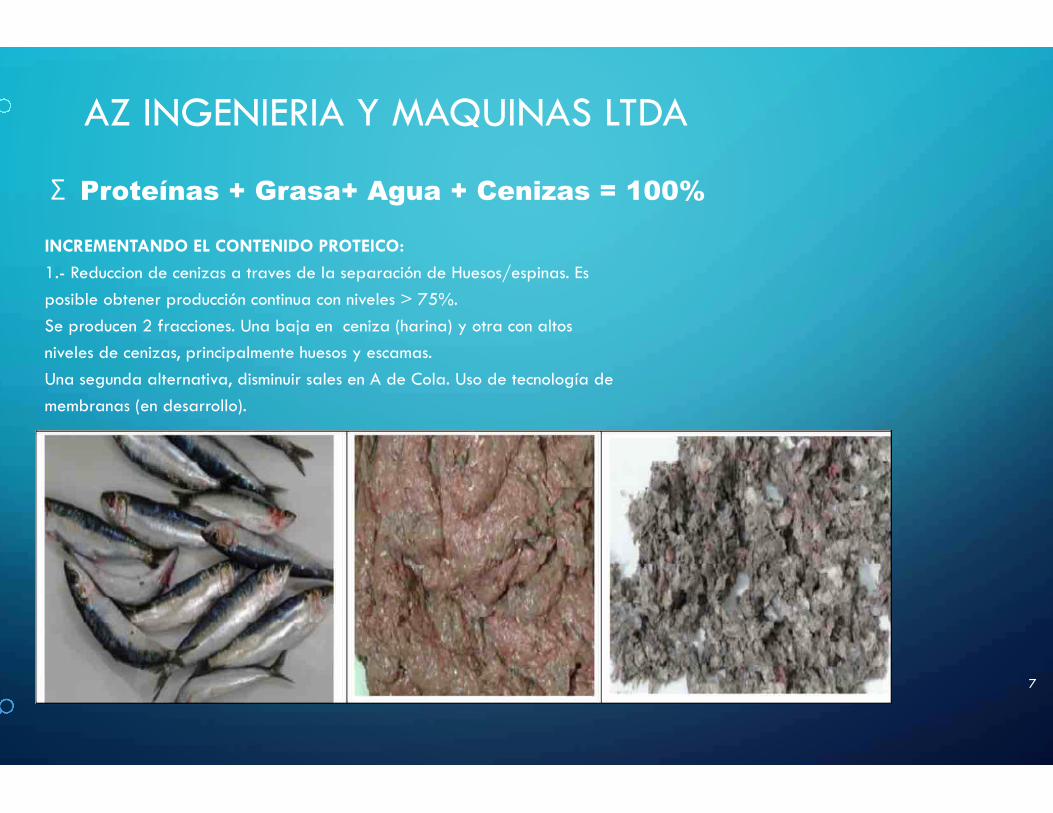
INCREMENTANDO EL CONTENIDO PROTEICO: 1.- Reduccion de cenizas a traves de la separación de Huesos/espinas. Es posible obtener producción continua con niveles > 75%. Se producen 2 fracciones. Una baja en ceniza (harina) y otra con altos niveles de cenizas, principalmente huesos y escamas. Una segunda alternativa, disminuir sales en A de Cola. Uso de tecnología de membranas (en desarrollo).
7
� Proteínas + Grasa+ Agua + Cenizas = 100%

AZ INGENIERIA Y MAQUINAS LTDA
2. Reduccion de grasas a traves de :
• Buena cocción.
• Buen prensado / separación de solidos.
• Reduccion de grasas en AC< 0.5%.
• Eventual recuperación de aceites de concentrados de AC.
• Cambios en el proceso, por ejemplo Cocción /Decanter, y solidos de decanter a prensado.
3. Reduccion de humedad:
• No < 6.0% porque se reduce la digestibilidad.
8
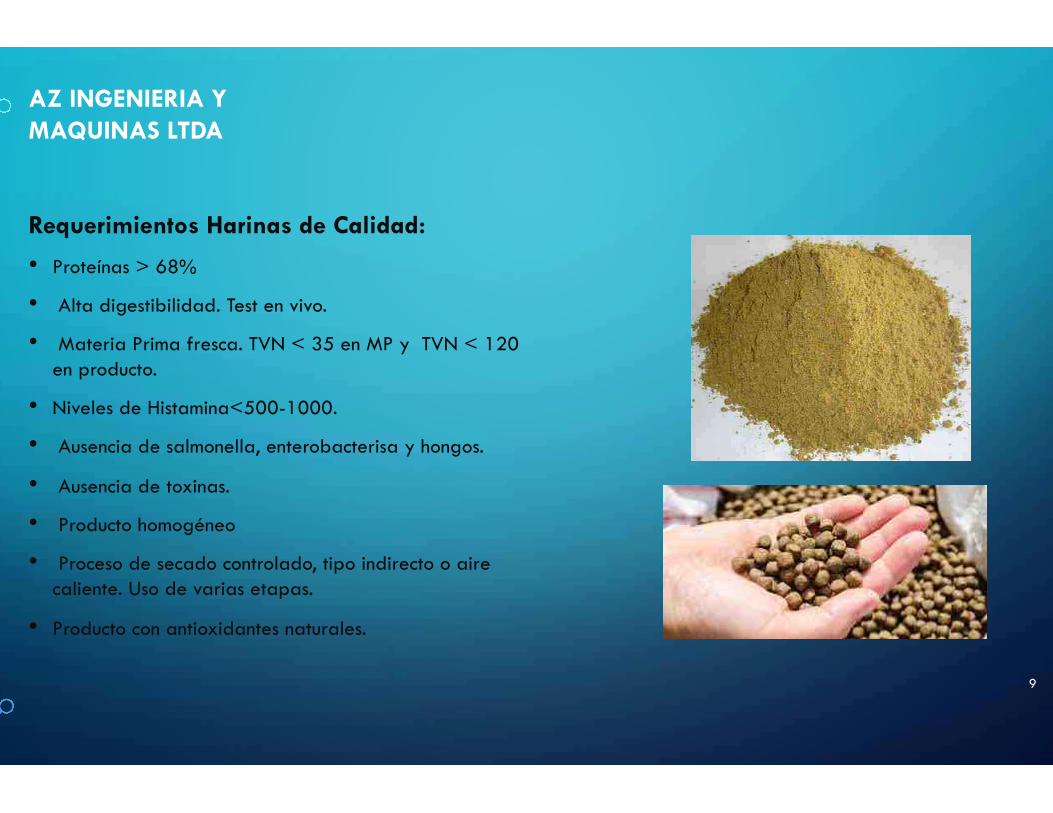
Requerimientos Harinas de Calidad:
• Proteínas > 68%
• Alta digestibilidad. Test en vivo.
• Materia Prima fresca. TVN < 35 en MP y TVN < 120 en producto.
• Niveles de Histamina<500-1000.
• Ausencia de salmonella, enterobacterisa y hongos.
• Ausencia de toxinas.
• Producto homogéneo
• Proceso de secado controlado, tipo indirecto o aire caliente. Uso de varias etapas.
• Producto con antioxidantes naturales.
9
AZ INGENIERIA Y MAQUINAS LTDA

Otros requerimientos: • Densidad alta> 0,48. • Numero de flujo< 5 – 5.5 • Contenido de proteínas solubles.. • Lisina disponible
• FFA y/o índice de peróxido.
• Contenido de metales pesados.
• Distribución de moliendas
• Plantas certificadas o aprobadas por el cliente
10
AZ INGENIERIA Y MAQUINAS LTDA

AZ INGENIERIA Y MAQUINAS LTDA
REQUERIMIENTOS PARA ACEITES DE PESCADO DE CALIDAD:
• FFA : 3,0 % Máximo
• Humedad e Impurezas: 1 % Máximo
• Insaponificables: 1,0 % Máximo
• Indice de Peróxido: 5 Meq/Kg Máximo
• Indice de Yodo: 150-200 Wijs
• Contenido Omega 3 (EPA): 18,0% Mínimo
• Contenido Omega 3 (DHA): 11,0% Mínimo
• Anisidina : 20 Máximo
11
AZ INGENIERIA Y MAQUINAS LTDA
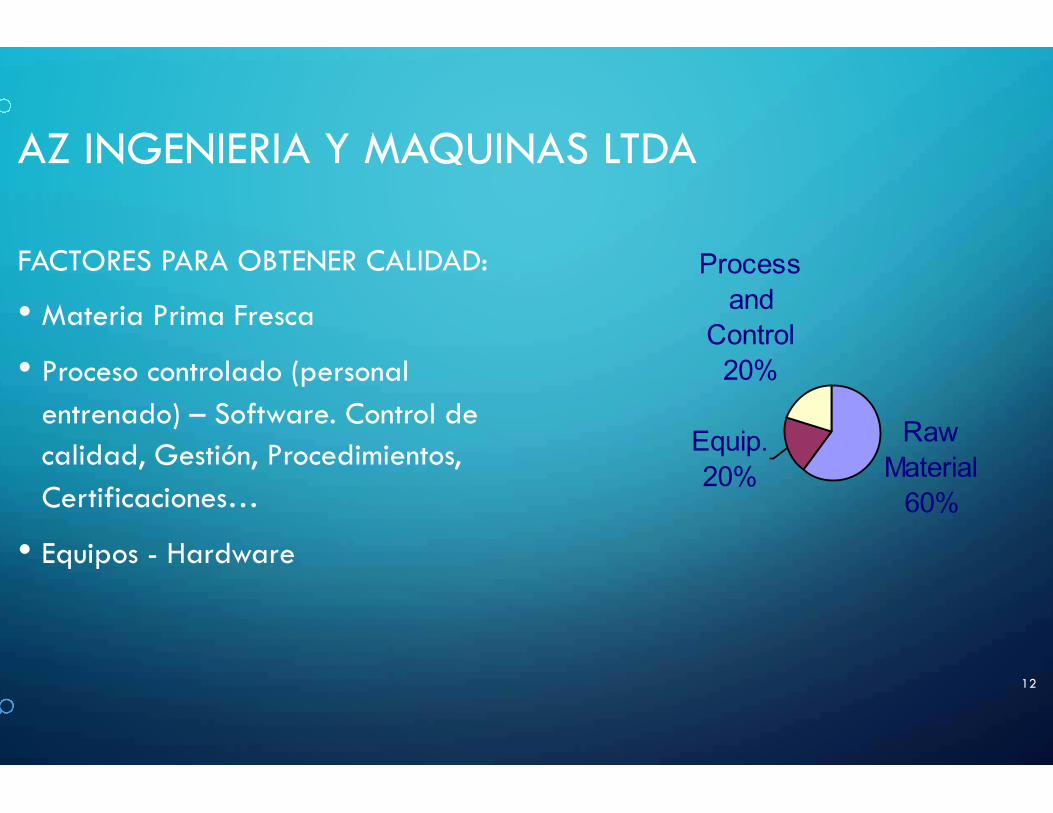
FACTORES PARA OBTENER CALIDAD:
• Materia Prima Fresca
• Proceso controlado (personal entrenado) – Software. Control de calidad, Gestión, Procedimientos, Certificaciones…
• Equipos - Hardware
Raw Material
60%
Equip.20%
Process and
Control20%
12

AZ INGENIERIA Y MAQUINAS LTDA CALIDAD DE MATERIA PRIMA: EL PUNTO MAS
IMPORTANTE
La degradación del pescado produce:
- Toxinas como son las aminas biogénicas Histamina, Cadaverina, Putrescina,…
- Rancidez producto de la oxidación de grasas.
- Altos niveles de TVN
- Menores rendimientos de harina y aceite.
- Mayor problemática Ambiental: aguas residuales y olores.
- Menor calidad de las propiedades nutricionales..
13

AZ INGENIERIA Y MAQUINAS LTDA
Una buena calidad se obtiene si::
• Uso de Hielo/frio para el transporte y almacenamiento.
• Alternativas modificar pH, agregar aditivos.
• Buenos procedimientos de limpieza para el transporte y almacenamiento en planta.
• Separar lo mas rápido posible el agua y la sangre.
• Limpieza y procedimientos sanitarios en los tanques de almacenamiento y equipos, después del proceso.
• Evitar tiempos de almacenamiento prolongados.
• Proceso rápido. 14

AZ INGENIERIA Y MAQUINAS LTDA
PROYECTO - EVALUACION Que se tiene: • Cantidades de MP, ton/año –ton/día – ton/hr.
• Tipo de pescado y MP. • Composición de MP. • Potenciales productos a producir:
a) Harina y aceite, calidad estándar. b) Harina y Aceite, alta Calidad. c) Concentrados Proteicos de pescado d) Otros.
• Tecnologías a considerar. • Requerimientos ambientales. • Requerimientos de seguridad. • Otros.
15

AZ INGENIERIA Y MAQUINAS LTDA
16
DEFINICIONES DEL PROYECTO • Cantidad de materia prima a procesar: ton/día y ton/hr. • Tipo de MP: Pesca entera, vísceras, residuos,… • Composición de MP, nivel de grasas. Es diferente procesar
pesca entera con 5% grasa frente a vísceras de salmón que pueden tener 40% de grasa.
• Cantidad de horas factibles de procesar por día: 1-2-3 turnos
• Destino de los productos: consumo humano, animal u otro. • Calidades buscadas: productos estándares o de alta
calidad. • Definición de objetivos: a) Máximos rendimientos b) Máxima Calidad de productos. c) Costos Operacionales optimizados. d) Inversión optimizada e) Impactos ambientales f) Otros requerimientos

AZ INGENIERIA Y MAQUINAS LTDA
DESARROLLO DEL PROYECTO • Desarrollo de Balances de Masa y Energía, considerando
especialmente:
a) Numero de etapas de secado (1-3) y tipo de secadores a utilizar : por ej. por densidad se requiere que en la etapa de secado en Rotadiscos la Humedad de salida no sea < 40%.
b) El tamaño de planta a considerar y parámetros económica. No siempre la mejor alternativa Tecnica es la mejor solución económica – rentabilidad.
c) Uso de Evaporador .
d) Variaciones por uso de tricanter, no uso de Prensas,….
• Selección de equipos principales en términos de capacidades de proceso.
17
18
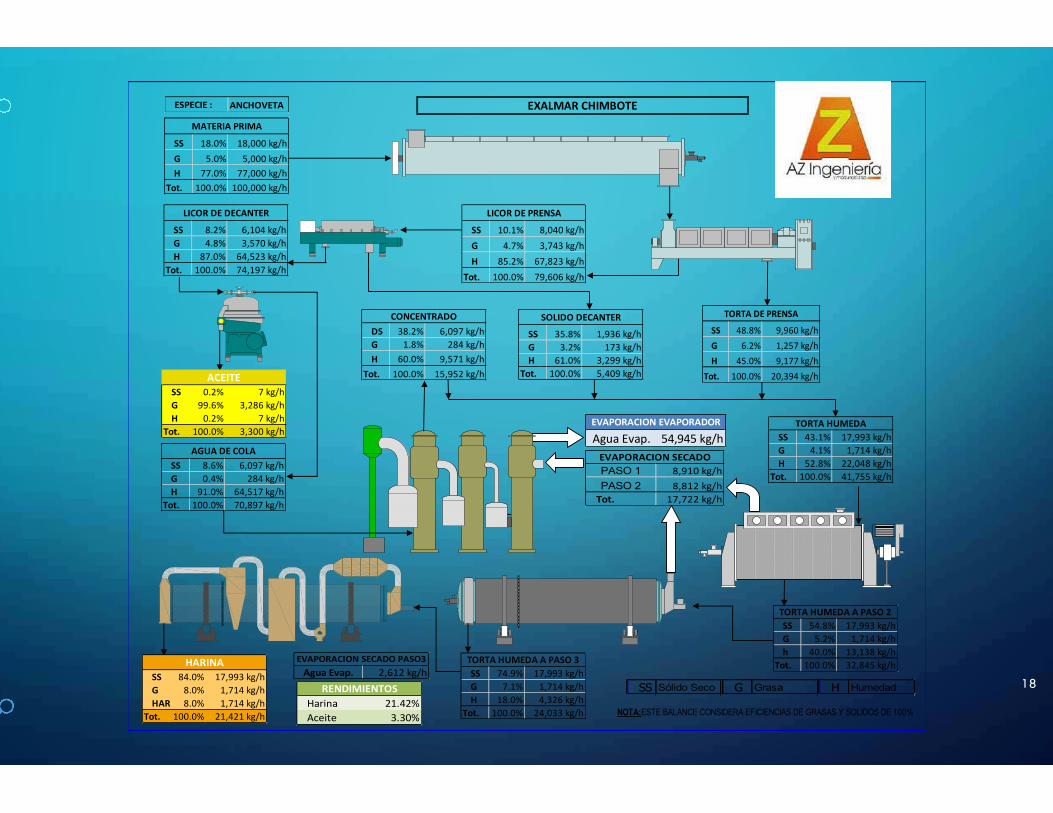
NOTA:ESTE BALANCE CONSIDERA EFICIENCIAS DE GRASAS Y SOLIDOS DE 100%
EXALMARCHIMBOTE
SS Sólido Seco G Grasa H Humedad
SS 18.0% 18,000kg/hG 5.0% 5,000kg/hH 77.0% 77,000kg/h
Tot. 100.0% 100,000kg/h
MATERIAPRIMA
SS 8.2% 6,104kg/hG 4.8% 3,570kg/hH 87.0% 64,523kg/h
Tot. 100.0% 74,197kg/h
LICORDEDECANTER
SS 10.1% 8,040kg/hG 4.7% 3,743kg/hH 85.2% 67,823kg/h
Tot. 100.0% 79,606kg/h
LICORDEPRENSA
DS 38.2% 6,097kg/hG 1.8% 284kg/hH 60.0% 9,571kg/h
Tot. 100.0% 15,952kg/h
CONCENTRADO
SS 35.8% 1,936kg/hG 3.2% 173kg/hH 61.0% 3,299kg/h
Tot. 100.0% 5,409kg/h
SOLIDODECANTERSS 48.8% 9,960kg/hG 6.2% 1,257kg/hH 45.0% 9,177kg/h
Tot. 100.0% 20,394kg/h
TORTADEPRENSA
SS 0.2% 7kg/hG 99.6% 3,286kg/hH 0.2% 7kg/h
Tot. 100.0% 3,300kg/h
ACEITE
SS 8.6% 6,097kg/hG 0.4% 284kg/hH 91.0% 64,517kg/h
Tot. 100.0% 70,897kg/h
AGUADECOLASS 43.1% 17,993kg/hG 4.1% 1,714kg/hH 52.8% 22,048kg/h
Tot. 100.0% 41,755kg/h
TORTAHUMEDA
SS 84.0% 17,993kg/hG 8.0% 1,714kg/hHARINA8.0% 1,714kg/h
Tot. 100.0% 21,421kg/h
HARINA
SS 54.8% 17,993kg/hG 5.2% 1,714kg/hh 40.0% 13,138kg/h
Tot. 100.0% 32,845kg/h
TORTAHUMEDAAPASO2
SS 74.9% 17,993kg/hG 7.1% 1,714kg/hH 18.0% 4,326kg/h
Tot. 100.0% 24,033kg/h
TORTAHUMEDAAPASO32,612kg/h
EVAPORACIONSECADOPASO3AguaEvap.
21.42%3.30%Aceite
RENDIMIENTOSHarina
54,945kg/hEVAPORACIONEVAPORADOR
AguaEvap.
8,910kg/h8,812kg/h
17,722kg/h
EVAPORACIONSECADOPASO 1PASO 2Tot.
ANCHOVETAESPECIE:

AZ INGENIERIA Y MAQUINAS LTDA
Balance de Energía
Si consideramos un 85% de eficiencia, se requeriría del orden de 4.000 BHP instalados para una operación de 100 TPH. Importante tipo de combustible a utilizar y su costo.
19
Centro de Consumo Etapa 1
Proceso Vapor
(ton/hr) (ton/hr)
Cocina 100 16.7
Rotadiscos 9.0 11.3
Rotatubos 12.0 16.2
Evaporador - -
Otros 2.2
Pérdidas 1.0
Lodos 4.7
TOTAL 52.1(3.360 HP)
AZ INGENIERIA Y MAQUINAS LTDA
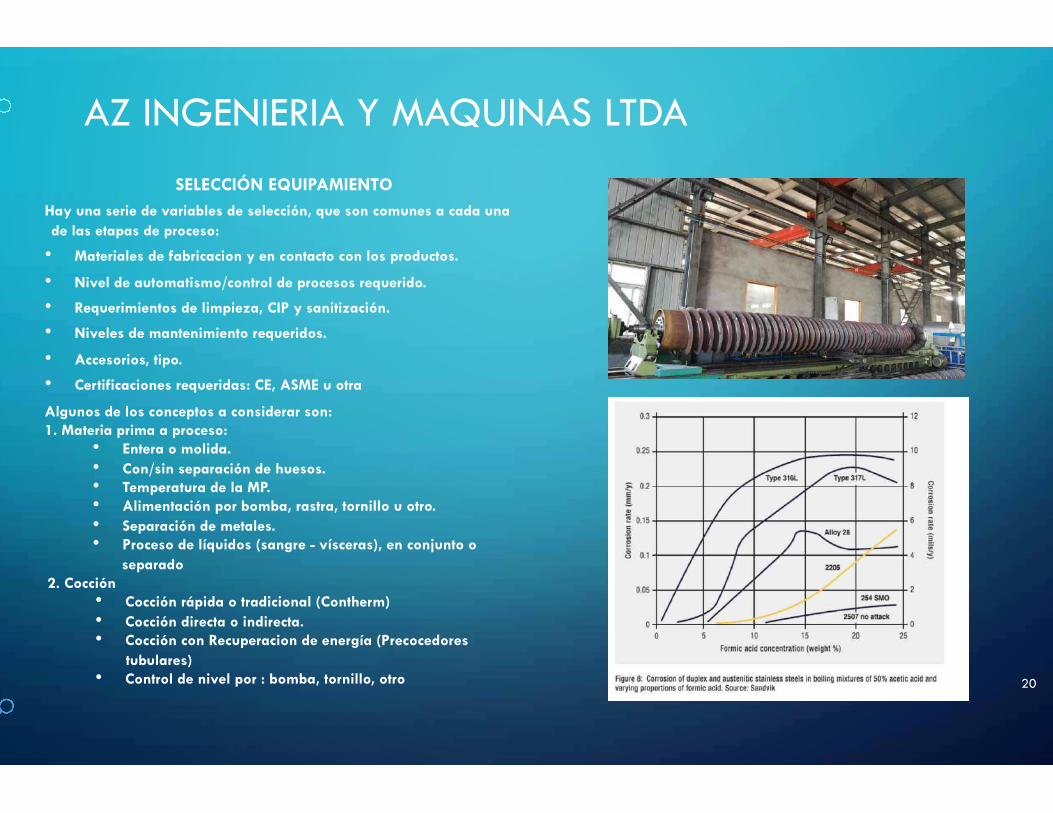
SELECCIÓN EQUIPAMIENTO Hay una serie de variables de selección, que son comunes a cada una de las etapas de proceso:
• Materiales de fabricacion y en contacto con los productos.
• Nivel de automatismo/control de procesos requerido.
• Requerimientos de limpieza, CIP y sanitización.
• Niveles de mantenimiento requeridos.
• Accesorios, tipo.
• Certificaciones requeridas: CE, ASME u otra
Algunos de los conceptos a considerar son: 1. Materia prima a proceso:
• Entera o molida. • Con/sin separación de huesos. • Temperatura de la MP. • Alimentación por bomba, rastra, tornillo u otro. • Separación de metales. • Proceso de líquidos (sangre - vísceras), en conjunto o
separado 2. Cocción
• Cocción rápida o tradicional (Contherm) • Cocción directa o indirecta. • Cocción con Recuperacion de energía (Precocedores
tubulares) • Control de nivel por : bomba, tornillo, otro 20

AZ INGENIERIA Y MAQUINAS LTDA
3. Tratamiento producto post cocción y prensado: • Uso y tipo de drenador. • Prensado doble tornillo, estándar o Bicónica; con mezclado
interno o no,.. • Decanter/Tricanter.
• Decanter/Tricanter + Prensado de solidos.. • Alimentación controlada o no.
4. Secado • Tolva previa de mezclado torta/concentrado • Numero de etapas y tipo de secado
• En Secadores a vapor, deben tener chaqueta calefaccionada.
• Alta calidad: aire caliente, secado a vacio. • Facilidades de control operacional
• Control de olores/emisiones. • Consumos energéticos de cada alternativa
21

AZ INGENIERIA Y MAQUINAS LTDA
22

AZ INGENIERIA Y MAQUINAS LTDA
4. Enfriamiento y producto terminado:
• Uso y tipo de enfriador: por aire o por contacto. • Temperatura de salida harina debe ser < 30°C. • Tipo de antioxidante a usar: restricciones a
etoxiquina. • Tamizado de harina fría • Molienda asistida por aire
• Tipo de ensacado: bolsa de 25-40-50 kgs; big bags. • Silos de homogenización.
23

AZ INGENIERIA Y MAQUINAS LTDA
5. Procesos centrifugos:
• Uso de solución Tricanter/Pulidora vs Decanter/Separadora/Pulidora
• Secado y enfriado del Aceite • Dosificacion de antioxidantes. • Materiales en contacto con el aceite; evitar Fe y Cu.
24

AZ INGENIERIA Y MAQUINAS LTDA
6. Evaporadores:
• Uso y tipo de evaporador: WHE, SHE, MVR... • Soluciones Pre-montadas o Autosoportadas. • Tubos sin costura o soldados. Espesores 1-1.2-1.5
mm. • Condensador indirecto o directo(Barométrico). • Bombas tipo, materiales, NPSH,…
• Controles de nivel, Válvulas moduladas o no, tipo...
• Concentración final de salida requerida. • Numero de efectos • Uso de enzimas.
25

AZ INGENIERIA Y MAQUINAS LTDA
EVALUACION TECNICA
• Definir 2-3 alternativas de proceso
• Desarrollar Balances de Masa y Energía
• Definir los equipos principales y sus requerimientos de fabricacion y operación.
• Desarrollar un layout preliminar para cada alternativa.
• Definir restricciones financieras para la inversión, si las hubiera, para fijar las dimensiones económicas del proyecto.
• Hacer una primera estimación de costos de inversión y operación.
26

AZ INGENIERIA Y MAQUINAS LTDA
EVALUACION ECONOMICA:
Para cada alternativa una evaluacion económica preliminar debe ser realizada:
• Inversiones
• Costos operacionales.
• VPN, TIR, sensibilizaciones….
27

AZ INGENIERIA Y MAQUINAS LTDA
Ejemplo de Proyectos
28

AZ INGENIERIA Y MAQUINAS LTDA
PROYECTO PESQUERA AUSTRAL COISHCO – PERU
Incremento de Capacidad desde 80 a 160 ton/hr. Ingenieria suministrado por AZ. Fabricado por FIMA nuestro socio local en Perú. Nuevos equipos y repotenciaciones.
29

AZ INGENIERIA Y MAQUINAS LTDA
PLANTA HARINA DE PESCADO PRISMACK PONOUR INDIA.
Capacidad 10 ton/hr.
Diseño de Ingenieria y suministro de planos de fabricacion Evaporador.
30

AZ INGENIERIA Y MAQUINAS LTDA
FISHMEAL PLANT PACIFICO CENTRO TAMBO DE MORA - PERU
Supplying of Evaporator (AZ design) and Rotatube dryers for second step.
31

AZ INGENIERIA Y MAQUINAS LTDA
FISHMEAL PLANT WEST POINT SAINT HELEN BAY SOUTH AFRICA
Supplying of WHE Evaporator for a 90 ton/hr Plant. Engineering, design and commissioning.
Evaporator locally made in South Africa.
32
AZ INGENIERIA Y MAQUINAS LTDA
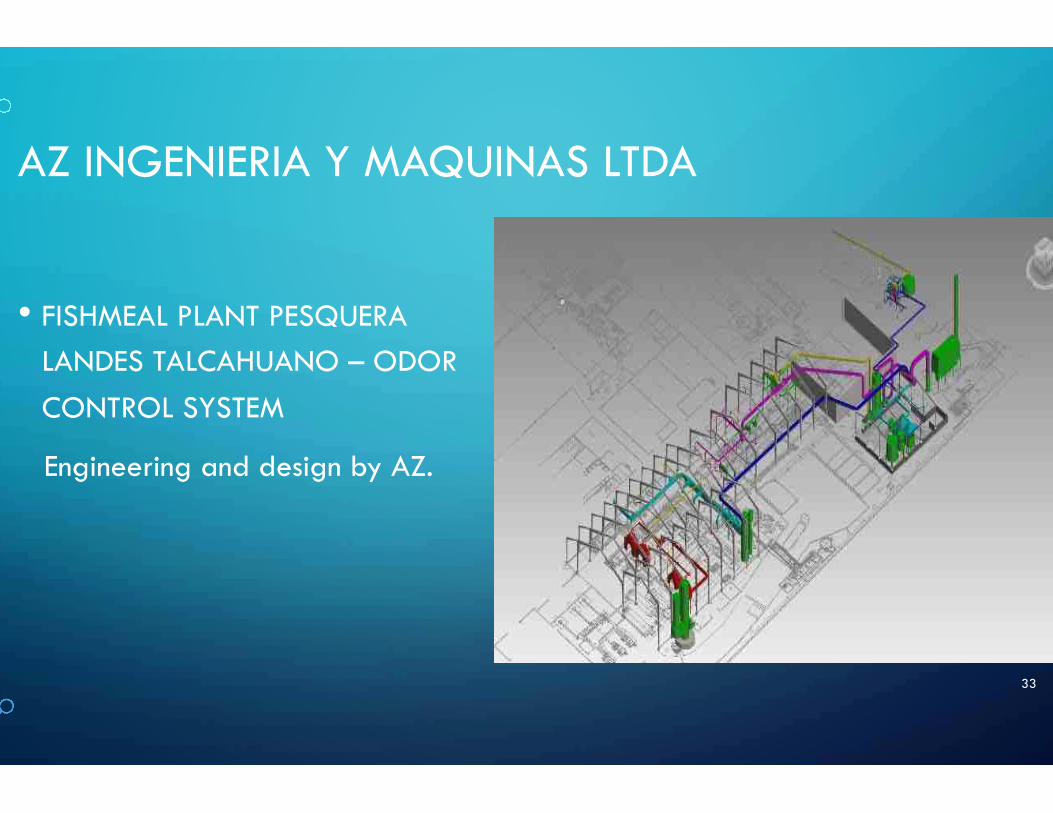
• FISHMEAL PLANT PESQUERA LANDES TALCAHUANO – ODOR CONTROL SYSTEM
Engineering and design by AZ.
33

AZ INGENIERIA Y MAQUINAS LTDA
RENDERING PLANT OFK, OLDENBURG GERMANY.
Evaluation and optimization of Evaporators.
34

AZ INGENIERIA Y MAQUINAS LTDA
FISHMEAL PLANT PESQUERA CAMANCHACA IQUIQUE, CHILE
Conceptual Engineering for new plant, capacity 100 tons/hr.
35

AZ INGENIERIA Y MAQUINAS LTDA
RENDERING PLANT PGG GROUP, BARCELONA, SPAIN.
Engineering assistance for improving Evaporator, and process 2006-2016.
Assistance to develop several projects of the group.
36

AZ INGENIERIA Y MAQUINAS LTDA
FISHMEAL PLANT CORPESCA IQUIQUE CHILE.
Evaluation of 2 plants.
Developing of conceptual engineering for new 250 ton/hr plant.
37
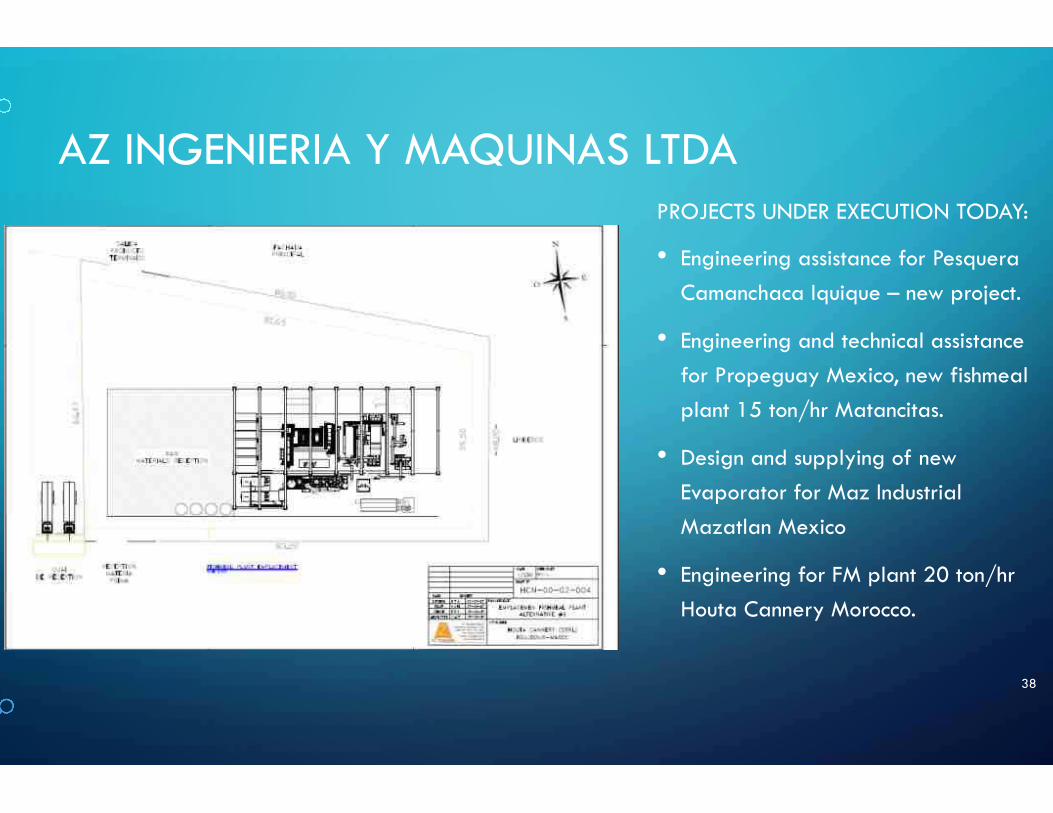
AZ INGENIERIA Y MAQUINAS LTDA PROJECTS UNDER EXECUTION TODAY:
• Engineering assistance for Pesquera Camanchaca Iquique – new project.
• Engineering and technical assistance for Propeguay Mexico, new fishmeal plant 15 ton/hr Matancitas.
• Design and supplying of new Evaporator for Maz Industrial Mazatlan Mexico
• Engineering for FM plant 20 ton/hr Houta Cannery Morocco.
38

AZ INGENIERIA Y MAQUINAS LTDA PROJECTS UNDER EXECUTION TODAY:
• Engineering and equipment supplying for FM plant AON Alaska, 7-8 ton/hr.
• Cooperation with Monts Czech Republic, for supplying new drying/evaporation line for Bioceval Cuxhaven. AZ supplies design and technical assistance for the Evaporator.
• Engineering for Pesquera Centinela Plant Chimbote Peru, to increase capacity from 65 till 100 ton/hr.
• Technical evaluation Pesquera Exalmar Chimbote Peru
39

AZ INGENIERIA Y MAQUINAS LTDA
PROJECTS UNDER EXECUTION TODAY:
• Design and supplying of a 3 Effect Evaporator Falling film type, complete in Duplex 2205 for Pesquera La Portada Calbuco Chile.
• Technical assistance Janatha Fishmeal Company, Kota India. Process and quality improvements.
• Technical assistance Oranjevis Fishmeal Plant, South Africa. Quality, process and energy improvements.
40
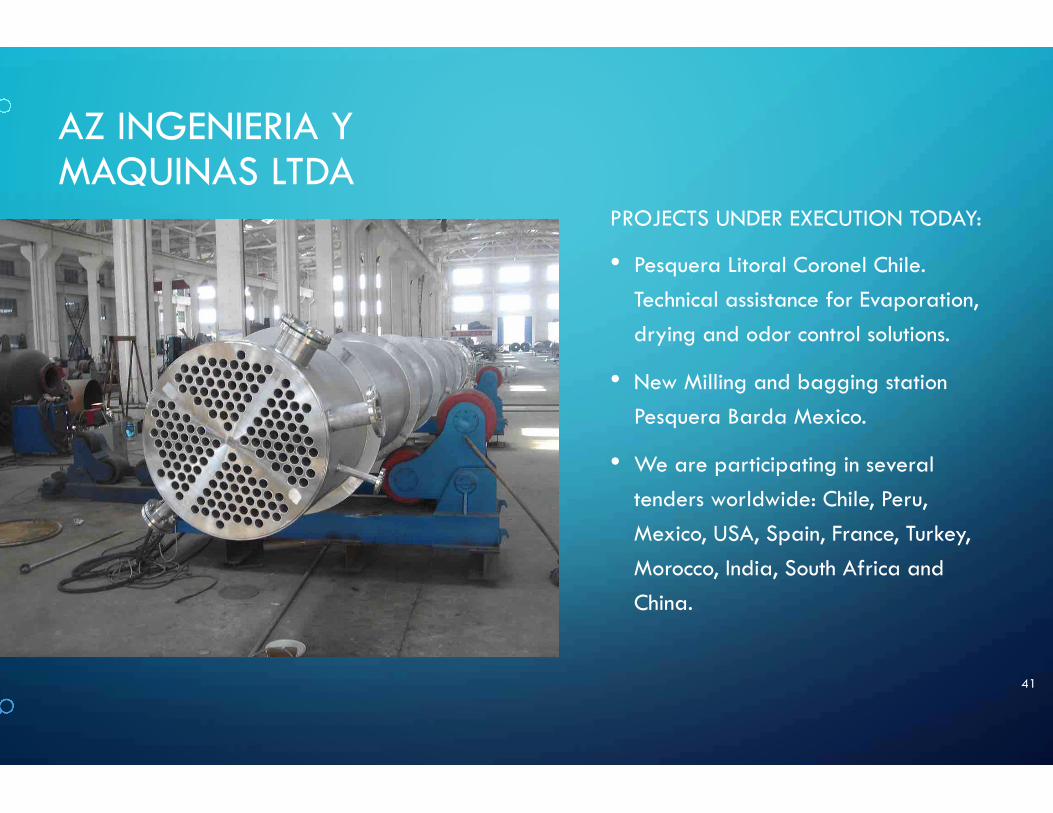
AZ INGENIERIA Y MAQUINAS LTDA
PROJECTS UNDER EXECUTION TODAY:
• Pesquera Litoral Coronel Chile. Technical assistance for Evaporation, drying and odor control solutions.
• New Milling and bagging station Pesquera Barda Mexico.
• We are participating in several tenders worldwide: Chile, Peru, Mexico, USA, Spain, France, Turkey, Morocco, India, South Africa and China.
41