plan haccp empaque uva de mesa
TRANSCRIPT

LEZAMA GUERRA KATHERINPAJUELO LLASHAG ELISAVIDALES HUARCAYA KATHERINE MARITZA
1

INDICE
1.- INTRODUCCION 32.- COMPROMISO DE LA EMPRESA 43.- POLITICA OBJETIVOS Y ALCANCE 54.- ORGANIGRAMA DE LA EMPRESA 65.- DISEÑO DE PLANTA 76.- FUNCIONES DEL EQUIPO HACCP 87.- DEFINICIONES Y PRINCIPIOS HACCP 118.- FICHA TECNICA DEL PRODUCTO 149.- ETAPAS DEL PROCESO 1610.- DIAGRAMA DE FLUJO DEL PROCESO 2511.- VERIFICACION INSITU DEL DIAGRAMA DE FLUJO 2612.- ANALISIS DE PELIGROS DE INSUMOS 28 12.1.- ANALISIS DE PELIGROS DE ETAPAS 3513.- ARBOL DE DECISIONES PARA IDENTIFICAR PCC 4414.- DETERMINACION DE PCC 4515.- ESTABLECIMIENTO DE LIMITES CRITICOS EN ETAPAS 4816.- CUADRO DE VIGILANCIA MEDIDAS CORRECTIVAS Y MONITOREO-ETAPAS 49 16.1.- CUADRO DE VIGILANCIA MEDIDAS CORRECTIVAS Y MONITOREO-INSUMOS 5017.- PROCEDIMIENTO DE ACCIONES CORRECTIVAS Y PREVENTIVAS 5118.- PROCEDIMIENTO DE TRAZABILIDAD 5319.- PROCEDIMIENTO DE ATENCION DE QUEJAS 5520.- PROCEDIMIENTO DE AUDITORIAS INTERNAS Y/O EXTERNAS 5721.- PROCEDIMIENTO DE CONTROL DE DOCUMENTOS Y REGISTROS 6022.- PROCEDIMIENTO DE CONTROL DE VIDRIOS 6223.- PROCEDIMIENTO DE RECUPERACION DE PRODUCTOS 6424.- REGISTROS 67
Versión: 01
2

1. INTRODUCCIÓN Aprobado por: G.GElaborado por: JACFecha: Abril 2012
El documento que a continuación se presenta constituye el PLAN HACCP de la Planta Exportadora de empaque de Uva de Mesa “DOÑA PETA” ubicado en la ciudad de Ica.
Este PLAN HACCP está basado en el análisis de Peligros de puntos críticos de control el cual analizará los peligros que se puedan presentar en cada etapa del proceso, así como en los insumos que se han de utilizar durante el proceso de empaque de uva.
Si se hallaran los peligros, inmediatamente de se implementarán los procedimientos pertinentes para su respectivo control y monitoreo.
En este PLAN HACCP se están considerando los 7 principios que lo constituyen.
Versión: 01
3

2. ACTA DE COMPROMISO Aprobado por: G.GElaborado por: JACFecha: Abril 2012
Son los miembros del equipo HACCP de la Planta Exportadora de uva de mesa “Doña Peta” los que suscriben el presente documento de compromiso con la finalidad del cumplimiento del Plan HACCP que se llevará a cabo en las instalaciones de la Planta.
________________________ _____________________________
NESTOR GARCIA MAIRENA RICHARD CRUZ PEREZ GERENTE DE OPERACIONES JEFE DE PLANTA
__________________________ _ _____________________________ MONICA RIVERA HERRERA JUAN TORRES GUERRAJEFE DE ASEGURAMIENTO DE LA CALIDAD JEFE DE MANTENIMIENTO
________________________ RODOLFO VENTURA CUADROS JEFE DE ALMACEN
4

3. POLITICA, OBJETIVOS Y ALCANCE
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
Política de calidad
FUNDO DOÑA PETA es una empresa dedicada al empaque de uva de mesa para exportación
Nuestra política de calidad se manifiesta mediante nuestro firme compromiso con los CLIENTES de
satisfacer plenamente sus requerimientos y expectativas para ello garantizamos impulsar una
cultura de calidad basada en los principios de honestidad, liderazgo y desarrollo del recurso
humano, solidaridad, compromiso de mejora y seguridad en nuestras operaciones para brindar un
producto inocuo.
Objetivos
*Incrementar el nivel de satisfacción de nuestros clientes.
*Optimizar la eficiencia, eficacia y efectividad de nuestros procesos para mejorar su gestión y
formular acciones correctivas y preventivas.
*Asegurar el adecuado funcionamiento del sistema HACCP enfocado en el propósito de contribuir
a la obtención de un producto inocuo y de calidad.
*Garantizar la inocuidad de nuestro producto
Alcance
El Plan HACCP abarca desde la recepción de la materia prima hasta el despacho del producto
terminado.
_____________________ _____________________
RICHARD CRUZ PEREZ MONICA RIVERA HERRERA JEFE DE PLANTA JEFE DE ASEGURAMIENTO DE LA CALIDAD
5

4. ORGANIGRAMA DE LA EMPRESAVersión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
6
GERENTE GENERAL
JEFE ADMINISTRATIVO
JEFE DE COMPRAS Y LOGISTICA
JEFE DE GESTION COMERCIAL
JEFE SE SISTEMAS
GERENTE DE PRODUCCION
JEFE DE CAMPO
JEFE DE ASESORIAS
JEFE DE SANIDAD
JEFE DE APLICACIONES
FITOSANITARIAS
JEFE DE RIESGO
GERENTE DE OPERACIONES
JEFE DE RECURSOS HUMANOS
JEFE DE ALMACEN
JEFE DE PLANTA
JEFE DE CONTROL DE
CALIDAD
JEFE DE MANTENIMIENTO
DE CAMARA

7

6. FUNCIONES DEL EQUIPO HACCP
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
Nuestro equipo HACCP es multidisciplinario con amplia experiencia en el proceso de empaque de uva fresca de exportación.
EQUIPO HACCP
Presidente:Nestor Garcia MairenaSup. Julio Cruz
Gerente de Operaciones
Julio Cruz Sup. Maribel Cerrón
Jefe de Planta
Mónica RiveraSup. Janet Marroquin
Jefe de Control de Calidad
Juan TorresSup. Guillermo Salcedo
Jefe de Mantenimiento del Frigorífico
Rodolfo VenturaSup. Carlos Palomino
Jefe de Almacén
FUNCIONES Y RESPONSABILIDADES DEL EQUIPO HACCP.
3.1. GERENTE DE OPERACIONES
Lidera como presidente el Equipo HACCP. Preside las reuniones periódicas del equipo, para la revisión, evaluación e implementación del plan y autoriza la aprobación de modificaciones, sustentadas como mejoras respecto al plan vigente, por el equipo.
Implementa sistemas y procedimientos para soportar el progreso y desarrollo del proyecto ante cualquier modificación del proceso.
Dirige, promueve y apoyar las actividades del plan HACCP Responsable del desarrollo continuo del plan HACCP en planta. Incentiva y motiva al personal para el cumplimiento de sus labores y así lograr la correcta
implantación del plan HACCP.
8

6. FUNCIONES DEL EQUIPO HACCP
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
Como Gerente de operaciones debe supervisar las observaciones y quejas de clientes, los mismos que serán comunicados al Jefe de planta para su respectiva evaluación, análisis y aplicación de la acción correctiva.
Informa directamente al Gerente General de la Empresa, sobre los acuerdos, temas, propuestas y cambios que se dan en cada reunión del Equipo HACCP.
3.2. JEFE DE PLANTA
Velar por el cumplimiento de las políticas generales y planes anuales estratégicos. Verifica que los resultados obtenidos sean de acuerdo con los planes establecidos. Promover y apoyar las actividades del Plan HACCP. Verificación integral del Plan HACCP mediante supervisión de las áreas involucradas y
revisión de registros en forma permanente. Supervisar el desarrollo y cumplimiento del Plan HACCP y del Manual de Higiene y
Saneamiento. Monitorea a los supervisores de planta, asistentes de producción y encargado del centro
de acopio. Verifica el funcionamiento en cada etapa del proceso del producto, verificando y
asegurando la calidad, seguridad y legalidad del producto.
3.3. JEFE DE ASEGURAMIENTO DE LA CALIDAD
Coordina actividades de capacitación del personal. Supervisar las operaciones de selección, empaque, gasificado, codificado, paletizado,
cámaras y embarque, a fin de velar por el cumplimiento de las especificaciones de calidad estipuladas por cada cliente, así como cumplir con el sistema HACCP implantado.
Velar por el cumplimiento del manual de Higiene y Saneamiento en el área de producción (higiene del personal, equipo e infraestructura).
Supervisar la labor del encargado de recepción, cámaras, de los jefes de líneas de proceso y del encargado de cajas y de materiales de embalaje.
Supervisar que las operaciones de producción se den en base a lo programado (cantidad, tiempo y destino).
Debe identificar los problemas tipo en temas de calidad a fin de evaluar la naturaleza, origen y causas, con lo cual determinará las acciones correctivas a implementar.
Supervisión de registros permanente.
9

3.4. JEFE DE MANTENIMIENTO DEL FRIGORIFICO.
Programar el plan maestro de mantenimiento preventivo de maquinaria y equipo. Revisar periódicamente las unidades a su cargo. Sustentar las adquisiciones, reposiciones o cambios a que hubiera lugar en cuanto al
material, equipo, piezas y partes que regularmente requiere para cumplir su función. Reportar causas de deterioro y programar adquisiciones. Elevar orden de pedidos al Jefe de Planta quien a su vez reportará al Gerente General.
3.5. JEFE DE ALMACEN.
Control de inventarios de todos los insumos y productos en general. Emitir órdenes de pedidos de las diferentes áreas. Cotizar los artículos solicitados: precios y fichas técnicas. Emisión de órdenes de compra para su aprobación. Despachos de materiales del almacén a los diferentes departamentos productores o
clientes.
10
6. FUNCIONES DEL EQUIPO HACCP
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

7. DEFINICIONES Y PRINCIPIOS HACCP
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
El Sistema HACCP consta de siete Principios que engloban la implantación y el mantenimiento de un plan HACCP aplicado a un proceso determinado.
A continuación, se describe brevemente estos 7 principios:
Principio 1. Realizar un análisis de peligros. En este punto se establece cómo comenzar a implantar el Sistema HACCP. Se prepara una lista de etapas del proceso, se elabora un Diagrama de Flujo del proceso donde se detallan todas las etapas del mismo, desde las materias primas hasta el producto final.
Principio 2. Identificar los Puntos de Control Críticos (PCC) del proceso. Una vez descritos todos los peligros y medidas de control, el equipo HACCP decide en qué puntos es crítico el control para la seguridad del producto. Son los Puntos de Control Críticos.
Principio 3. Establecer los Límites Críticos para las medidas preventivas asociadas a cada PCC. El rango confinado entre los Límites Críticos para un PCC establece la seguridad del producto en esa etapa. Los límites críticos deben basarse en parámetros cuantificables -puede existir un solo valor o establecerse un límite inferior y otro superior- y así asegurarnos su eficacia en la decisión de seguridad o peligrosidad en un PCC.
Principio 4. Establecer los criterios para la vigilancia de los PCC. El equipo de trabajo debe especificar los criterios de vigilancia para mantener los PCC dentro de los Límites Críticos. Para ello se deben establecer acciones específicas de vigilancia que incluyan la frecuencia y los responsables de llevarlas a cabo. A partir de los resultados de la vigilancia se establece el procedimiento para ajustar el proceso y mantener su control.
Principio 5. Establecer las acciones correctivas. Si la vigilancia detecta una desviación fuera de un Límite Crítico deben existir acciones correctivas que restablezcan la seguridad en ese PCC. Las medidas o acciones correctivas deben incluir todos los pasos necesarios para poner el proceso bajo control y las acciones a realizar con los productos fabricados mientras el proceso estaba fuera de control. Siempre se ha de verificar que personal está encargado de los procesos.
Principio 6. Implantar un sistema de registro de datos que documente el HACCP. Deben guardarse los registros para demostrar que el Sistema está funcionando bajo control y que se han realizado las acciones correctivas
adecuadas cuando existe una desviación de los límites críticos. Esta documentación demostrará la fabricación de productos seguros.
11

7. DEFINICIONES Y PRINCIPIOS HACCP
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
Principio 7. Establecer un sistema de verificación. El sistema de verificación debe desarrollarse para mantener el HACCP y asegurar su eficacia.
DEFINICIONES IMPORTANTES:
Análisis de peligros: Proceso de recopilación y evaluación de información sobre los peligros y las condiciones que los originan para decidir cuáles son importantes con la inocuidad de los alimentos y, por tanto, planteados en el plan del sistema de HACCP.
Controlado: Condición obtenida por cumplimiento de los procedimientos y de los criterios marcados.
Controlar: Adoptar todas las medidas necesarias para asegurar y mantener el cumplimiento de los criterios establecidos en el plan de HACCP.
Desviación: Situación existente cuando un límite crítico es incumplido.
Diagrama de flujo: Representación sistemática de la secuencia de fases u operaciones llevadas a cabo en la producción o elaboración de un determinado producto alimenticio.
Fase: Cualquier punto, procedimiento, operación o etapa de la cadena alimentaria, incluidas las materias primas, desde la producción primaria hasta el consumo final.
Límite crítico: Criterio que diferencia la aceptabilidad o inaceptabilidad del proceso en una determinada fase.
Medida correctiva: Acción que hay que realizar cuando los resultados de la vigilancia en los PCC indican pérdida en el control del proceso.
Medida de control: Cualquier medida y actividad que puede realizarse para prevenir o eliminar un peligro para la inocuidad de los alimentos o para reducirlo a un nivel aceptable.
Peligro: Agente biológico, químico o físico presente en el alimento, o bien la condición en que éste se halla, que puede causar un efecto adverso para la salud.
12

7. DEFINICIONES Y PRINCIPIOS HACCP
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
Plan de HACCP: Documento preparado de conformidad con los principios del sistema de HACCP, de tal forma que su cumplimiento asegura el control de los peligros que resultan significativos para la inocuidad de los alimentos en el segmento de la cadena alimentaria considerado.
Punto crítico de control (PCC): Fase en la que puede aplicarse un control y que es esencial para prevenir o eliminar un peligro relacionado con la inocuidad de los alimentos o para reducirlo a un nivel aceptable.
Sistema de HACCP: Sistema que permite identificar, evaluar y controlar peligros significativos para la inocuidad de los alimentos.
Validación: Constatación de que los elementos del plan de HACCP son efectivos.
Verificación: Aplicación de métodos, procedimientos, ensayos y otras evaluaciones, además de la vigilancia, para constatar el cumplimiento del plan de HACCP.
Vigilar: Llevar a cabo una secuencia planificada de observaciones o mediciones de los parámetros de control para evaluar si un PCC está bajo control.
13

UVA DE MESA 8.1 VARIEDADES:
Variedad Agronómica Variedad
Comercial
Código
Comercial
Sugraone SeedlessFlame Seedless
Thompson SeedlessRed Globe
Crimson SeedlessAutumn Royal
MoscatelRosadaEgraone Seedless
Sugraone SeedlessFlame Seedless
Thompson SeedlessRed Globe
Crimson SeedlessAutumn Royal
MoscatelRosadaEgraone Seedless
SUFLTHRGCRARMREG
8.2.- DESCRIPCIÓN DEL PRODUCTO
8.2.1.- Nombre del producto: TABLE GRAPES – Uva de Mesa para Exportación: Este nombre depende de la variedad y el cliente.
8.2.2.- Características del producto final: (debe indicar y garantizar la inocuidad del producto, ejemplo, indicar la presencia de los conservantes). El producto contiene SO2 como conservante, y el generador que contiene Na2S2O5 y se genera SO2 cuando reacciona con el H2O (humedad relativa).
8.2.3.- Uso del producto: El producto está listo para el consumo inmediato, de no ser así, requiere refrigeración, pero no por periodos largos (una vez que llegue al cliente, se considera el tiempo de envío del producto). La conservación se da hasta 60 días con uso del Generador, desde su elaboración.
8.2.4.- Tipo De Envase: Los detalles se mencionan y especifican en la Ficha técnica del Producto, también de acuerdo a las especificaciones de los clientes.
8.2.5.- Duración en el Mercado.- (vida comercial) 60 días aproximadamente.El producto debe mantenerse a temperaturas no mayores de 5ºC.
8.2.6.- Venta del Producto.- El producto está apto para el consumo en general, en mercados de los países – clientes y no requiere una elaboración adicional.
8.2.7.- Instrucciones de la Etiqueta.- Por ser un producto fresco, no requiere indicaciones para su consumo.
14
8. FICHA TECNICA DEL PRODUCTO
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
8. FICHA TECNICA DEL PRODUCTO
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

8.2.8.- Distribución.- Las condiciones para el transporte del producto debe ser a una temperatura única de -0.5ºC para su mayor conservación.
8.3. FORMULARIO: DESCRIPCION DEL PRODUCTO.
NOMBRE DEL PRODUCTO
TABLE GRAPES
UVA DE MESA PARA EXPORTACION
CARACTERISTICAS IMPORTANTES
DEL PRODUCTO FINAL
PRODUCTO FRESCO NATURALMENTE
Contiene conservantes SO2 en dosis permitidas
USO DEL PRODUCTO Para consumo directo, después del lavado
ENVASADODentro de bolsas individuales , PUNETT, CLAMSHELL, incluidas en caja de cartón y plástico(dependiendo de
la variedad y requerimientos del cliente)
DURACION EN EL MERCADO
(VIDA UTIL)
60 días aprox. Después de su elaboración refrigeradas a temperaturas menores de 5ºC
VENTA DEL PRODUCTO Apto para el consumo de todo el público en general
INSTRUCCIONES PARA EL ETIQUETADO Producto fresco – no requiere ninguna instrucción para su consumo
CONTROL DE DISTRIBUCION Mantener a bajas temperaturas(1ºC- -0.1ºC:
transporte) evitar la manipulación excesiva, mantener a temperaturas menores de 5ºC
15
8. FICHA TECNICA DEL PRODUCTO
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

9. ETAPAS DEL PROCESO Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
9.1. ETAPAS:
9.1.1 COSECHA A MANO.-
• Para iniciar las operaciones de cosecha se determina el nivel de azúcar que tiene la fruta (Brix); con equipos de refractometría se determina el óptimo por variedad y estado fenológico.
• Los racimos aptos para la cosecha son marcados.
• Se dispone de tijeras de cosecha sanitizadas o desinfectadas, con las cuales se procede a cortar la fruta que es depositada en jabas de plástico. Estas operaciones se realizan en las primeras horas de la mañana,
• Los depósitos de cosecha son jabas de plástico acondicionadas con lámina Burbupack en la base.
• Se llenan no más de 12 a 13 racimos por jaba cosechera la misma que una vez llena se coloca en la parte central de la parra en forma inclinada evitando el contacto con la tierra.
• Estas jabas inclinadas son recogidas por el personal y colocadas en las carretas cosecheras. Las pilas de bandejas se cubren con una malla rashell para evitar contacto con la tierra y agentes extraños.
9.1.2 LIMPIEZA DE FRUTA.-
• La labor de limpieza se realiza con tijeras debidamente desinfectadas.
• La fruta es cogida del pedúnculo del racimo evitando la sobre manipulación.
• Al ingresar la fruta a las líneas de limpieza, se elimina de la fruta:
Daños producidos en campo (daño mecánico por aves, insectos, quemaduras de sol, bayas reventadas, bayas golpeadas que se pardean).
Granos por debajo del calibre permitido.
Racimos muy compactos o con presencia de daño mecánico por insecto.
16

9. ETAPAS DEL PROCESO Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
La fruta eliminada se coloca en cajas de plástico ubicadas debajo de las líneas de limpieza.
• Todos los granos que son eliminados caen a una jaba y los racimos de mala calidad a otra, ubicadas debajo de la línea donde son recogidas antes de que estas se llenen y son separadas del área para su eliminación, evitando contacto con la fruta que ingresa o que este almacenada.
• La fruta que pasa el primer control (limpieza), se coloca en jabas plásticas de uso exclusivo de planta más no de campo.
9.1.3 TRANSPORTE DE CAMPO A EMPACADORA
• Toda la fruta es transportada con carretas de plataforma jaladas por un tractor.
• Las carretas son desinfectadas dos veces al día en el área de lavado de maquinas.
• La desinfección se realiza con solución clorada.
• Cada carga es identificada de acuerdo al lote de su procedencia.
• Las bandejas son colocadas sobre parihuelas y apiladas a razón de no más de 90 bandejas por carreta.
• Se transporta la fruta teniendo en cuenta no exceder la velocidad limite (20
KPH) para evitar daño por golpe.
9.1.4 RECEPCION DE MATERIA PRIMA.-
1. A la llegada de las carretas a la zona de recepción en planta se registra fecha, procedencia (lote) y variedad.
2. La fruta registrada es descargada con Stockas y se almacena dentro de la empacadora separadas de acuerdo a su origen o lote para registrar el peso.
17

3. La inspección de control de calidad se inicia en esta área con la lectura de los grados Brix y características externas de la fruta a fin de identificar algún problema e implementar las acciones correctivas de forma inmediata en campo.
9.1.5 PESADO.-
• La fruta registrada es pesada en una balanza de plataforma eléctrica.
• Se registra el peso acumulado por lote cosechado y se hace el destare (parihuela, Stockas y jabas) para determinar los kilos netos de fruta ingresados.
• Esta fruta ya registrada y pesada es almacenada a temperatura ambiente dentro del área de recepción y tratando de evitar contacto con el polvo, que le reste condición a la fruta etc.
9.1.6 DISTRIBUCION EN LINEAS DE PROCESO.-
• Para iniciar la distribución en líneas se calcula la capacidad de proceso y condición de la fruta, a fin de evitar que la fruta esté mucho tiempo sin ser procesada y lograr un flujo constante evitando problemas de deshidratación y sobre exposición al ambiente.
• Una vez identificada la fruta (registro por lote, fecha, variedad), es puesta en las líneas para su proceso de empaque.
• Esta operación se da respetando las políticas FIFO (primeras entradas primeras salidas); es decir se le da prioridad a la primera fruta del día registrada en planta.
9.1.7 SELECCIÓN DE LA FRUTA.-
• En esta área del proceso se selecciona de acuerdo a la variedad, calibre y color.
• En cada caso se busca la homogeneidad del producto.
• En las variedades:
FlameSeedless
Sugraone o Superior
18
9. ETAPAS DEL PROCESO Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

Egraone Seedless
Crimpsom Seedless
Autum Royal
Thompson Seedless
Red Globe
MoscatelRosada
• El objetivo es la homogeneidad o uniformidad en el tamaño de la baya. Para tal fin se usan calibradores manuales; de esta forma nos aseguramos que los racimos seleccionados tengan el calibre indicado.
• Además de ello se busca la homogeneidad del racimo. La fruta es colocada en cajas de plástico o cartón cuya capacidad en peso puede ser variante (todo es realizado según requerimientos del cliente)
• Cada operadora diferencia su clasificación en la misma caja, colocando el calibre y color al que pertenece (la identificación se hace con lápiz). Una vez seleccionada la caja la operadora utiliza los tickets de trazabilidad venidos de campo colocando la variedad, calibre y respectivo código de la operadora.
9.1.8 PESO DE FRUTA: KILOGRAMO NETO.-
• El peso de cada presentación está declarado por el cliente, por lo que las operaciones se ciñen a programas de producción y empaque preparados de acuerdo a los pedidos ingresados.
• Para la correcta ejecución de esta etapa se cuenta con balanzas eléctricas, calibradas todos los días por el área de control de calidad.
19
9. ETAPAS DEL PROCESO Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

9. ETAPAS DEL PROCESO Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
• Se pesa la fruta de acuerdo a los kilos establecidos por el cliente, los pesos pueden variar desde 8.2kg, 8.16kg, 5kg y 4.5 kg.
• Se ha establecido considerar en rango entre 100 gr. y 200gr más de uva, por la pérdida natural de peso que sufre el producto debido al tiempo de la travesía, así como por el desgrane al momento de embalar.
• La operación consiste en registrar el peso obtenido, considerando el destare por caja.
• Para completar con el peso exacto, la pesadora tiene fruta de varios calibres con la que va ajustando y cambiando los racimos hasta que se obtenga el peso requerido.
• La identificación de la caja no varía, manteniendo la identificación que llega a la pesadora se transfiere a la siguiente área del proceso.
7.1.9 EMBALAJE DE FRUTA.-
• Se tiene un orden de proceso de acuerdo a los pedidos procesados (solicitud del cliente aceptada), de forma de evitar cambios repentinos.
• Cada cliente tiene diferentes materiales y presentaciones de embalaje, por lo que se prepara con antelación los empaques.
• Los pedidos procesados informan cuantas cajas tienen que ser armadas y apiladas sobre parihuelas, las mismas que son almacenadas en el almacén de planta.
• Se tiene control de la alimentación del riel aéreo, así como del material que se entrega a cada embaladora (en base a su capacidad de operación).
• Se lleva control exacto de la cantidad de cajas embaladas por cada persona, esto en base a un código que identifica la embaladora de cada caja terminada.
20

9. ETAPAS DEL PROCESO Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
9.1.10 GASIFICACION DE LA CAJA (SO2)
• Para esta operación se usan pistolas que inyectan el gas.
• Estás máquinas se calibran antes de iniciar la campaña.
• Como medida de seguridad el operador hace uso de una mascarilla
• La caja embalada se pone en un riel, donde se le inyecta el gas anhídrido sulfuroso.
• Este producto está permitido en todos los países a los que se exporta.
• La dosis varía según el peso neto de fruta, la dosis recomendada es de 25 y 50 cc por caja. Es un producto de contacto por lo tanto no presenta residualidad.
• El objetivo de esta operación es ayudar a prevenir pudrición, de existir daño mecánico ayuda a cicatrizar las heridas.
• El exceso de este gas decolora la fruta en el caso de variedades rojas.
9.1.11 ETIQUETADO DE LA CAJA.-
• La caja se etiqueta en el área de codificado antes de ser enzunchada.
• Los encargados de ésta área ingresarán los datos del ticket de trazabilidad (calibres, fecha, fundo y códigos respectivos de operadores que seleccionaron, pesaron y embalaron la respectiva caja, para ello se cuenta con una máquina de impresión de etiquetas.
• Cada etiqueta cuenta con un código de barra que permite registrar toda la información de la caja que será almacenada en la computadora a través de una pistola lectora de código de barra.
21

9. ETAPAS DEL PROCESO Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
• Toda esta información es descargada a una computadora que lleva el registro hasta el despacho final.
• De esta manera se arman los PackingList que especifican la carga que se envía al cliente.
9.1.12 PALETIZADO Y ENZUNCHADO.-
• Una vez que las cajas se encuentren etiquetadas, el personal de paletizado procederá a repesarlas, con el fin de evitar cualquier problema con el peso de las mismas; así caja que esté falto en peso como en exceso del mismo se procederá a hacer la devolución correspondiente a las jefas de línea para que corrijan las cajas de forma inmediata.
• El personal encargado de realizar esta labor tendrá mucho cuidado de no ensuciar la caja y no ocasionar daño por el continuo traslado.
• Las parihuelas son previamente inspeccionadas (integridad física y sanitaria) y lavadas con agua.
• Una vez secas se revisan (madera) antes de su uso (en busca de evidencia de insectos o deterioro de las parihuelas que perjudique la estiba de la fruta y daño) y se registran los hallazgos.
• Cuando se dispone del material limpio, completo y revisado, los pallets son armados según el código de la caja que salga de las líneas de embalaje.
• Se arma una misma unidad tanto en calibre como en color.
• Completado en pallet se procede al enzunchado que consiste en colocar flejes de plástico en forma vertical y horizontal, esto permite ajustar la unidad del pallet para que no se suelten las cajas. Se coloca cartón en la parte superior como tapa para evitar el ingreso de tierra o agua que pudiese existir al momento del traslado, enfriado, almacenaje o transporte.
22

9. ETAPAS DEL PROCESO Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
9.1.13 ENFRIADO DE LA FRUTA.-
• El enfriamiento de la fruta se consigue con túneles de frío.
• El sistema de enfriado es de flujo invertido donde por cada túnel se colocan veinte pallets en dos filas de diez por cada lado.
• El aire frío en una primera etapa pasa por un solo lado de los pallet hasta que la temperatura de ese lado descienda entre 0.5 a 1ºC, una vez enfriado ese lado se cambian los toldos para lograr el enfriado del lado que falta.
• Se hace este trabajo cambiando de toldos, los túneles absorben el calor de la fruta a través del aire frío que circula por los orificios de las cajas.
• Todo este proceso dura en promedio 12Hr (este tiempo dependerá de la cantidad de fruta colocada, de los materiales que se empleen y de la temperatura inicial de la fruta registrada).
• Se lleva dos controles de temperatura de pulpa, el primer control lo hacen los sensores de frío de los túneles, que registran todo el proceso de enfriamiento de la fruta. Este a su vez registra esta información en una computadora que registra la frecuencia de operación y el tiempo del enfriado.
• Para constatar es necesario hacer un sobre control con termómetros manuales para verificar la posible descalibración de los equipos.
9.1.14 ALMACENAJE DE FRUTA (CAMARA DE FRIO). -
• La fruta que termina el proceso de enfriado en los túneles es llevada a la cámara de mantenimiento.
• Estas cámaras tienen una capacidad de almacenamiento de 150 pallets bien distribuidos para que se de una mejor circulación del aire frío y conserve así la
temperatura inicial de los túneles.
• Estas cámaras se mantienen entre -0.5 y 1ºC de temperatura, cada cámara cuenta con sensores de temperatura en la salida de los evaporadores y al final de estos.
23

9. ETAPAS DEL PROCESO Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
9.1.15 TRANSPORTE DE FRUTA.-
Los pallets almacenados en la cámara son despachados regularmente, cada tres días como máximo.
• Sí durante la semana se incrementa el proceso de empaque de fruta se acortan los días de despacho.
• La fruta se transporta en contenedores refrigerados. La temperatura de los equipos se modifica desde los almacenes (l.0ºC y -1ºC) la misma que variará según el destino de la carga.
• Los contenedores antes de ser enviados a ICA se lavan con manguera a presión y se revisan los equipos de refrigeración (operación efectuada por el proveedor del servicio).
• En el caso de encontrar algún material extraño, olor o mala condición del equipo de enfriado no se procede a cargar, para detectar esto se realiza una revisión de la condición en la que llega (contenedor) y se constatan los datos del conductor.
• Antes de cargar el contendor, se lava con agua y se desinfecta con cloro.
• En pre carga se enciende el equipo de frío media hora antes de ser cargado o hasta que la temperatura registre los rangos pre establecidos.
• La zona de carga se cuenta con colchonetas que ayudan al posicionar el camión y evitar perder la cadena de frío.
• Por cada contenedor se coloca 02 termo registros, que va a registrar la temperatura durante la travesía (en algunos casos solo un termo registro)
• Terminada la estiba se procede a cerrar y registrar la temperatura de salida del contenedor.
• Una vez cerrado el contenedor se coloca el precinto de seguridad a la salida.
• El tiempo de estiba varía según la caja usada en promedio se demora no más 35 minutos.
• Carga por contenedor 20 pallets.
24

10. DIAGRAMA DE FLUJO Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
25
Recepción, Pesaje y Muestreo de Materia Prima
Almacenamiento y Rotulación de MP
Abastecimiento de MP y Material de
Embalaje
Selección, Calibrado y Descarte
Pesado
Embalaje
Aplicación de Anhidrido Sulfuroso
Codificado, Paletizado y Enzunchado
Ingreso a Túnel y Pre-enfriado
Ingreso Cámara de
Almacenamiento
Despacho

11. VERIFICACION INSITU DEL DIAGRAMA DE FLUJO
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
1. OBJETIVO:
Realizar la verificación IN SITU del diagrama de flujo para confirmar y asegurar el buen funcionamiento del Diagrama, mediante una inspección presencial y física en el proceso de Empaque de Uva de Mesa.
Validar el correcto funcionamiento del Diagrama de flujo, para visualizar los posibles peligros dentro del proceso.
2. ALCANCE:
La verificación del diagrama de flujo que considerará todas las etapas del proceso, se detallan de manera sistemática y fluida.
3. RESPONSABILIDADES:
El Gerente de Operaciones, el Jefe de Packing y el Equipo HACCP evaluarán y coordinarán la fecha y la persona encargada para realizar la verificación del diagrama de flujo y emitir las observaciones que podrían ser observadas, así lograr la mejora continua en el proceso del empaque de Uva de Mesa.
4. PROCEDIMIENTO:
4.1.- COORDINACIONES PREVIAS A LA VERIFICACION
El equipo HACCP, en coordinación con el Gerente de Operaciones, evaluarán la fecha propicia para ejecutar la verificaciónIN SITU del Diagrama De Flujo. Las consideraciones que se tomará en cuenta, basándose en el Codex Alimentarius es:
4.1.1.- INGREDIENTES Y ENVASES UTILIZADOS.- los datos biológicos y químicos que se emplean para la elaboración del producto final.
26

11. VERIFICACION INSITU DEL DIAGRAMA DE FLUJO
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
4.1.2.- SECUENCIA DE TODAS LAS OPERACIONES DE ELABORACIÓN.- Como alcance se visualiza el diagrama de flujo en el Esquema. Incluirá la incorporación de materia prima, la extracción del descarte del área de Proceso.
4.1.3.- REGISTRO DE TIEMPOS.- Temperatura en recepción de la materia prima y productos finales, considerando los posibles retrasos que pudiera ocurrir.
4.1.4.- RECICLAJE DEL PRODUCTO.- cual es la conservación o medidas que se toman al respecto. Los posibles re - procesos que se pudieran dar.
4.1.5.- CARACTERISTICAS DEL DISEÑO DE PLANTA Y PROCESO: en la planta d empaque no se utilizan equipos, solo se maneja infraestructura y mano de obra. En la conservación del producto se dan los controles de Cámara de Frio, donde se manejan y detallan registros y mantenimientos detallados.
5.- VERIFICACIÓN DEL DIAGRAMA DE FLUJO
La persona designada para la verificación, efectuará las revisiones de todos los procesos que se muestran en el diagrama de Flujo que se evidencia esquemáticamente, llenando el registro que se detalla a continuación, indicando las observaciones encontradas para su inmediato levantamiento y su acción correctiva a tomar.
Estas observaciones serán declaradas al Equipo HACCP firmado por el Jefe de Planta.
27

PLAN HACCP12. ANALISIS DE PELIGRO DE LOS INSUMOS DEL EMPAQUE DE UVA FRESCA
Versión 1
Aprobado por : G.G
Elaborado por : JCC
Fecha: Abr-12
INSUMOS PELIGRO CAUSASSignificancia
Tipo riesgoMEDIDAS DE CONTROL
P G
Uvas
BIOLOGICOInadecudas prácticas de
higiene en en los campos. Insuficiente control de
plagas.
2 Moderado Lesión o enfermedad leve. • Visita y evaluación periódica a los campos de
los proveedores de acuerdo al Programa de evaluación de proveedores.
• Presencia de microorganismos
patógenos, coliformes fecales
• Presencia de plagasQUIMICO
Inadecuadas prácticas agrícolas en el campo 1 Muy serio Incapacidad permanente o
perdida de vida .
• Presentación de certificado de auditoría de campo en caso de no tener se realizará
lo siguiente:• Visita y evaluación periódica a los
campos de los proveedores.• Recepción y evaluación del record de
aplicación de pesticida de los proveedores, de presentar continuas fumigaciones se
realizará• Análisis de residuos de pesticidas de la
uva.
• Presencia de residuos de pesticidas fuera de los límites permitidos (LMR)
FISICOInadecudas prácticas de
higiene en el personal y el campo.
1 Menor Sin lesión o enfermedad.
• Visita y evaluación periódica de los campos propios y de los proveedores.
Mayor inspección en los trabajos de campo y packing.
• Presencia de materiales extraños como cabello, uñas, etc
28

PLAN HACCP12. ANALISIS DE PELIGRO DE LOS INSUMOS DEL EMPAQUE DE UVA FRESCA
Versión
Aprobado por :
Elaborado por :
Fecha:
01
G.G
JAC
Abr-12
Metabisulfito de sodio
BIOLOGICO
Ninguno
QUIMICO
Elección de proveedores no acreditados.
Inspección deficiente. 2 Moderado Lesión o enfermedad leve.
• Se solicitará el certificado de calidad del producto.
• Se verificará la integridad y las condiciones del envase.
• Contaminación del producto con sustancias
químicas• Concentración
inadecuada, no cumple con lo especificado
FISICO
• Ninguno
Anhidrido sulfuroso
BIOLOGICO
• Ninguno
QUIMICO
Mala aplicación de la dósis. Inspección deficiente. 3 Menor Sin lesión o enfermedad.
• Se solicitará el certificado de calidad del producto.
• Se verificará la integridad y las condiciones del envase. Capacitación del personal
encargado
• Contaminación del producto con sustancias
químicas• Concentración
inadecuada, no cumple con lo especificado
29

Zunchos
BIOLOGICO
Contaminación cruzada. Elección de proveedores
inadecuados Ausencia de monitoreo.
2 Moderado Lesión o enfermedad leve. • Se verificará la integridad, las condiciones del envase.
• Contaminación por microorganismos del medio
ambiente (bacterias aerobias mesófilas,
psicrófilas, esporas hongos y levaduras)
QUIMICOContaminación directa e
indirecta. Elección de proveedores inadecuados Ausencia de monitoreo.
2 Moderado Lesión o enfermedad leve.
• Solicitar un certificado de calidad del producto y
eficiente inspección del material.
• Contaminación con sustancias químicas
FISICO
• Ninguno
Versión
Aprobado por :
01
30
PLAN HACCP12. ANALISIS DE PELIGRO DE LOS INSUMOS DEL EMPAQUE DE UVA FRESCA
Versión
Aprobado por :
Elaborado por :
Fecha:
01
G.G
JAC
Abr-12

PLAN HACCP12. ANALISIS DE PELIGRO DE LOS INSUMOS DEL EMPAQUE DE UVA FRESCA Elaborado por :
Fecha:
G.G
JAC
Abr-12
Bolsas racimo
BIOLOGICO
Contaminación cruzada. Elección de proveedores
inadecuados. Ausencia de monitoreo.
2 Moderado Lesión o enfermedad leve • Se verificará la integridad y las
condiciones del empaque del insumo.
• Contaminación por microorganismos del medio ambiente (bacterias aerobias mesófilas, psicrófilas, esporas, hongos y levaduras)
QUIMICO
Contacto directo e indirecto. Elección de proveedores
inadecuados. Ausencia de monitoreo.
1 Serio Lesión o enfermedad sin incapacidad permanente
• Se solicitará el certificado de calidad del producto.
• Contaminación con sustancias químicas (metales
pesados, compuestos tóxicos, etc.)
FISICO
Mala manipulación de los materiales. Elección de
proveedores inadecuados Ausencia de monitoreo.
2 Moderado Lesión o enfermedad leve
• Se verificará la integridad y las condiciones del empaque del
insumo.
• Presencia de materias extrañas (polvo, pelos, uñas)
BIOLOGICO Contaminación cruzada. Elección de proveedores
2 Moderado Lesión o enfermedad leve • Se verificará la integridad y las condiciones del empaque del
31

Cajas ( plástico /
cartón)
• Contaminación por microorganismos del medio
ambiente.inadecuados
Ausencia de monitoreo.insumo.
QUIMICO Contaminación directa e indirecta. Elección de
proveedores inadecuados. Ausencia de inspección en
almacén.
2 Moderado Lesión o enfermedad leve • Se solicitará el certificado de calidad del producto.• Contaminación con
sustancias químicas
FISICO Mala manipulación de los materiales. Elección de
proveedores inadecuados. Ausencia de monitoreo.
2 Moderado Lesión o enfermedad leve • Se verificará la integridad y las
condiciones del empaque del insumo• Presencia de materias
extrañas
Parihuelas de exportación
BIOLOGICO Contaminación cruzada. Elección de proveedores
inadecuados. Ausencia de monitoreo en el
almacén.
2 Moderado Lesión o enfermedad leve
• Evaluación a los productos del proveedor según el
procedimiento evaluación del proveedor.
• Presencia de hongos en parihuelas.
QUIMICO
• Ninguna.
FISICO Elección de proveedores inadecuados.
Ausencia de monitoreo de ingreso de materia prima
2 Moderado Lesión o enfermedad leve
• Inspección al 100% según lo especificado en el
procedimiento Inspección de Materia prima e insumos.• Presencia de astillas
32

PLAN HACCP12. ANALISIS DE PELIGRO DE LOS INSUMOS DEL EMPAQUE DE UVA FRESCA
Versión
Aprobado por :
Elaborado por :
Fecha:
01
G.G
JAC
Abr-12
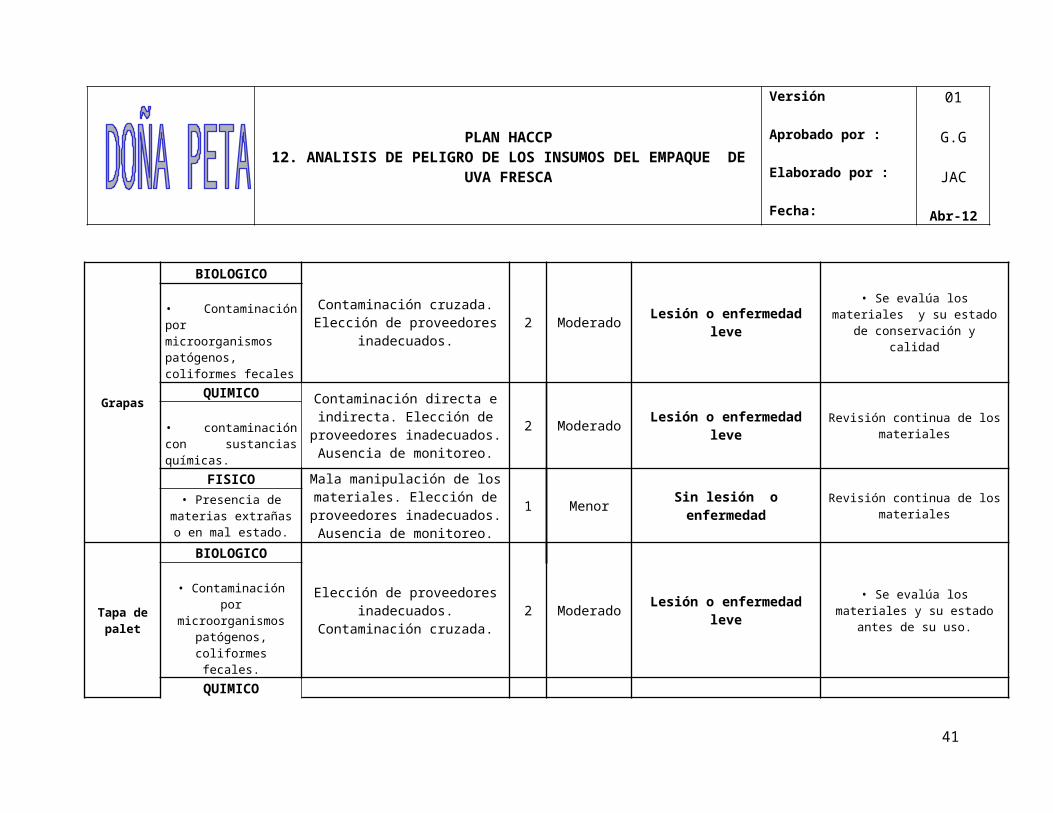
Grapas
BIOLOGICO
Contaminación cruzada. Elección de proveedores inadecuados. 2 Moderado Lesión o enfermedad leve • Se evalúa los materiales y su
estado de conservación y calidad• Contaminación por microorganismos patógenos, coliformes fecales
QUIMICO Contaminación directa e indirecta. Elección de proveedores
inadecuados. Ausencia de monitoreo.
2 Moderado Lesión o enfermedad leve Revisión continua de los materiales• contaminación con sustancias químicas.
FISICO Mala manipulación de los materiales. Elección de proveedores
inadecuados. Ausencia de monitoreo.
1 Menor Sin lesión o enfermedad Revisión continua de los materiales• Presencia de materias extrañas o en mal estado.
Tapa de palet
BIOLOGICO
Elección de proveedores inadecuados.
Contaminación cruzada. 2 Moderado Lesión o enfermedad leve • Se evalúa los materiales y su
estado antes de su uso. • Contaminación por
microorganismos patógenos, coliformes
fecales.
QUIMICO
• Ninguno
33

PLAN HACCP12. ANALISIS DE PELIGRO DE LOS INSUMOS DEL EMPAQUE DE UVA FRESCA
Versión
Aprobado por :
Elaborado por :
Fecha:
01
G.G
JAC
Abr-12
FISICOMala manipulación de los
materiales. Falta de inspección adecuada.
1 Menor Sin lesión o enfermedad Mayor observación y control de los materiales. • presencia de materias extrañas o en mal
estado.
34

PLAN HACCP12. ANALISIS DE PELIGRO DE LAS ETAPAS DEL EMPAQUE DE UVA FRESCA
Versión
Aprobado por :
Elaborado por :
Fecha:
01
G.G
JAC
Abr-12
ETAPA PELIGRO CAUSASSignificancia
Tipo riesgoMEDIDAS DE CONTROL
P G
Recepción en el centro de
empaque de la uva
BIOLOGICO
No se aplican las buenas prácticas de
higiene en la recepcion. Operarios con
deficiente higiene personal
4 Moderado Lesión o enfermedad leve
• Mantener limpio e higienizado el área de recepción de materia prima.
• Cumplir adecuadamente con el manual de Buenas Prácticas de
Manufactura
• Contaminación de microorganismos medio
ambientales como mohos y levaduras,
microorganismos patógenos, mesófilos,
esporas, etc.• Contaminación cruzada
por parte de los manipuladores
(Staphyloccocusaureus)
QUIMICO
Inadecuado uso de las Prácticas Agrícolas en
el campo. 1 Muy serio Incapacidad permanente o
pérdida de vida.
La exigencia de Buenas Prácticas Agrícolas en campos propios y
campos de proveedores.
• Presencia de Sustancias químicas como restos de pesticidas fuera de los
límites permitidos.
Versión 01
35

PLAN HACCP12. ANALISIS DE PELIGRO DE LAS ETAPAS DEL EMPAQUE DE UVA FRESCA
Aprobado por :
Elaborado por :
Fecha:
G.G
JAC
Abr-12
PLAN HACCP12. ANALISIS DE PELIGRO DE LAS ETAPAS DEL EMPAQUE DE UVA FRESCA
Versión
Aprobado por :
Elaborado por :
01
G.G
36
FISICO
No se aplican las buenas prácticas de higiene en la
recepción. Operarios con falta de
higiene personal
4 Menor Sin lesión o enfermedad.• Hacer uso del uniforme completo y
cumplir adecuadamente con el Manual de Buenas Prácticas de Manufactura.
• Presencia de partículas extrañas (cabellos, artículos personales del operario)

Fecha:JAC
Abr-12
Selección de materia
prima - uvas
BIOLOGICO
Personal responsable no cumple con las buenas prácticas de
higiene, ni las buenas prácticas de manufactura
2 Moderado Lesión o enfermedad leve.
• Controlar y verificar la uva constantemente. Cumplimiento de las Buenas Prácticas de
Manufactura e Higiene del personal encargado.
• Contaminación cruzada por deficientes condiciones
higiénicas.• Desarrollo microbiano
por condiciones climáticas.
QUIMICO
Contacto directo e indirecto con la uva. 1 Moderado Lesión o enfermedad leve.
Cumplimiento con las Buenas Prácticas de
Manufactira e higiene del personal.
• Presencia de grasas lubricantes u oxidos.
FISICO
Personal responsable no cumple con las buenas prácticas de
higiene, ni las buenas prácticas de manufactura
4 Menor Sin lesión o enfermedad.
• Hacer uso del uniforme completo y cumplir adecuadamente el Manual de Buenas
Prácticas de Manufactura
.
• Presencia de partículas extrañas (articulos
personales del operario)
37

PLAN HACCP12. ANALISIS DE PELIGRO DE LAS ETAPAS DEL EMPAQUE DE UVA FRESCA
Versión
Aprobado por :
Elaborado por :
Fecha:
01
G.G
JAC
Abr-12
Pesado
BIOLOGICO Inclumplimiento de las Buenas Prácticas de Manufactura. Falta
de Higiene del personal responsable.
2 Moderado Lesión o enfermedad leve.
• Cumplir adecuadamente el procedimiento del Manual de Buenas
Prácticas de Manufactura.
Contaminación cruzada.
QUIMICO
• ninguno
FISICO
Personal responsable no cumple con las buenas prácticas de
higiene1 Menor Sin lesión o enfermedad.
• Hacer uso del uniforme completo y cumplir
adecuadamente con el Manual de Buenas
Prácticas de Manufactura.
• Presencia de partículas extrañas (cabellos, articulo
personales del operario)
38

PLAN HACCP12. ANALISIS DE PELIGRO DE LAS ETAPAS DEL EMPAQUE DE UVA FRESCA
Versión
Aprobado por :
Elaborado por :
Fecha:
01
G.G
JAC
Abr-12
Embalaje.
BIOLOGICOInclumplimiento de las Buenas
Prácticas de Manufactura. Falta de Higiene del personal responsable.
2 Moderado Lesión o enfermedad leve.
Cumplimiento con las Buenas Prácticas de
Manufactira e higiene del personal.
• Contaminación Cruzada
QUIMICOContacto directo e indirecto con los
materiales. 1 Moderado Lesión o enfermedad leve.
Cumplimiento con las Buenas Prácticas de
Manufactira e higiene del personal.
Presencia de lubricantes, grasas u óxidos.
FISICOMala manipulación de los materiales. Materiales en malas condiciones de
calidad. 1 Menor Sin lesión o enfermedad.
Capacitación para el personal del área y
supervisiones constantes.
• Presencia de materiales extraños.
Dosificación
BIOLOGICO
• ninguno
QUIMICO Mala aplicación de la dosis, Falta de capacitación del personal
responsable. 3 Menor Sin lesión o enfermedad. Verificar la correcta
aplicación de la dosis•Sobredosis en la aplicación.
FISICO
• Ninguno
39

PLAN HACCP12. ANALISIS DE PELIGRO DE LAS ETAPAS DEL EMPAQUE DE UVA FRESCA
Versión
Aprobado por :
Elaborado por :
Fecha:
01
G.G
JAC
Abr-12
Paletizado y Enzunchado
BIOLOGICO Personal responsable no cumple con las
buenas prácticas de higiene, ni las buenas
prácticas de manufactura .
2 Moderado Lesión o enfermedad leve. Capacitación al personal para realizar una correcta limpieza.
• Contaminación cruzada por parte del manipuleo (Staphylococcusaureus).
QUIMICO
• Ninguno
FISICO Personal responsable no cumple con las
buenas prácticas de higiene, ni las buenas
prácticas de manufactura
1 Menor Sin lesión o enfermedad .• Hacer uso del uniforme completo y cumplir adecuadamente el Manual
de Buenas Prácticas de Manufactura.
• Presencia de partículas extrañas (cabellos, artículos
personales del operario)
Almacenamiento en frío
BIOLOGICO Personal responsable no cumple con las
buenas prácticas de higiene, ni las buenas
prácticas de manufactura
Inadecuadas prácticas de limpieza de equipos.
2 Moderado Lesión o enfermedad leve .
• Cumplir adecuadamente el procedimiento del Manual de Buenas
Prácticas de Manufactura
• Capacitación al personal para realizar una operación en tiempo
adecuado.
• Contaminación cruzada por parte del
manipulado (Staphylococcusaureu
s).
QUIMICO
• Ninguno
40
PLAN HACCP12. ANALISIS DE PELIGRO DE LAS ETAPAS DEL EMPAQUE DE UVA FRESCA
Versión
Aprobado por :
Elaborado por :
Fecha:
01
G.G
JAC
Abr-12
FISICO Personal responsable no cumple con las
buenas prácticas de higiene, ni las buenas
prácticas de manufactura.
1 Menor Sin lesión o enfermedad. •cumplir adecuadamente las Buenas Prácticas de Manufactura.Almacenamiento en
frío
• Presencia de partículas extrañas (cabellos, artículos
personales del operario)
41

PLAN HACCP12. ANALISIS DE PELIGRO DE LAS ETAPAS DEL EMPAQUE DE UVA FRESCA
Versión
Aprobado por :
Elaborado por :
Fecha:
01
G.G
JAC
Abr-12
Despacho de contenedores
BIOLOGICO Personal responsable no cumple con las buenas
prácticas de higiene, ni las buenas prácticas de
manufactura
2 Moderado Lesión o enfermedad leve.
• Cumplir adecuadamente el procedimiento del Manual de Buenas
Prácticas de Manufactura
• Contaminación cruzada por deficientes condiciones higiénicas.
QUIMICO
• Ninguno
FISICOPersonal responsable no cumple con las buenas
prácticas de higiene, ni las buenas prácticas de
manufactura
1 Menor Sin lesión o enfermedad. Cumplir adecuadamente las Buenas Prácticas de Manufactura.
• Presencia de partículas extrañas (cabellos, artículos
personales del operario)
42

¿Es necesario el control en esta etapa por razones de inocuidad?
CRITERIOS APLICADOS PARA LA
DETERMINACION DEL ANALISIS DEL PELIGRO SEGÚN NORMA CHILENA
P1: ¿Existen medidas preventivas de control?
43
Modificar la etapa, proceso o producto y regresar a P1
NO
SISI
No es un PCC
13. ARBOL DE DECISIONES PARA IDENTIFICAR PCC
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
TABLA 2. CALIFICACIONES POR PROBABILIDAD DE OCURRENCIA DEL PELIGRO
TABLA 3. CRITERIOS PARA LA DETERMINACION DE UN PELIGRO SIGNIIFICATIVO
¿Es peligro significativo? Probabilidad

P2: ¿Ha sido la etapa concebida específicamente para eliminar o reducir a un nivel aceptable la posible presencia de un peligro?
P3:¿Podría producirse una contaminación conPeligros identificados superior a los nivelesAceptables, o podrían estos aumentar a nivelesInaceptables?
P4:¿Un ETAPA o acción posterior eliminaraO reducirá los peligros aun nivel aceptable?
No es un PCC
44
NO
SI
NONO
No es un
SI
NO
Punto Crítico de Control
SI

14. DETERMINACION DE PCCVersión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
ETAPAS PELIGROS PC1 PC2 PC3 PC4 ¿ PCC?
RECEPCION DE MATERIA PRIMA
Biológico:Presencia de microorganismos patógenos (bacterias virus , parasitos)
si si no no no
Químico:Presencia de residuos de pesticidas fuera de los limites permisibles (LMP)
SI SI NO SI SI
Físico:Presencia de partículas de tierra, hojas y materias etrañas.
SI SI NO NO NO
Biológico:Presencia de microorganismos patógenos en jabas sucias, balanzas
SI SI NO NO NO
45

SELECCIÓN superficies contaminadasQuímico:Presencia de grasas lubricantes u oxido
SI SI NO NO NO
Físico:Presencia de partículas hojas y materiales extraños
SI SI NO NO NO
PESADO
Biológico:Contaminación microbiana
SI SI NO NO NO
Químico:Presencia de grasas lubricantes u oxido
SI SI NO NO NO
Físico:presencia de materiales extraños (tikets, lapiceros, cabellos
SI SI NO NO NO
EMBALAJEBiológico:Contaminación microbiana
SI SI NO NO NO
Químico:Presencia de grasas lubricantes u oxido
SI SI NO NO NO
46

Físico:Contaminación por presencia de presencia de materiales extraños
SI SI NO NO NO
DOSIFICACION O GASIFICACION CON SO2
Biológico:Contaminación microbiana
SI SI NO NO NO
Químico:Sobredosis en aplicación
SI SI NO NO NO
Físico:ninguno
NO - - - NO
PALETIZADOBiológico:Ninguno
NO - - - NO
Químico:Ninguno
NO - - - NO
Físico:Ninguno
NO - - - NO
ALMACENAMIENTO EN FRIO
Biológico:Presencia de microorganismos patógenos
SI SI NO NO NO
Químico:Presencia de productos contaminantes lubricantes grasas
NO - - - NO
Físico: SI SI NO NO NO
47

Maltrato del producto , condensación del producto
48

PUNTO CRITICO DE CONTROL
PCC
PELIGROS LIMITES CRITICOS
ETAPA DE RECEPCION DE MATERIA PRIMA ( UVA DE
MESA)
Contaminación Química por exceso de Limites Máximos de Residuos.
Productos Fitosanitarios y Dosis (LMR permitidos), regulados por el SENASA, Comunidad Europea, TNC, FDA y otros.
49
15. ESTABLECIMIENTO DE LOS LIMITES CRITICOS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

Etapa Peligro Medidas preventivas
Limite critico
Monitoreo Acción correctora
Responsable Registro
¿Qué? ¿Cómo? Frecuencia ¿Quien?
50
16. CUADRO DE VIGILANCIA MEDIDAS CORRECTIVAS Y MONITOREO-ETAPAS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

Recepción de materia Prima
“Uva de
Mesa”
QUIMICO
Intoxicación del
Consumidor final
Análisis LMR, antes de la cosecha,
Visitas de campo y asegurar el tiempo en que se hacen las aplicaciones
Ausencia
Residuo de aplicación
Lectura de
análisis de
todos los
lotes y Comparación
de LMR
permitidos
Una vez al año, antes de la cosecha
Laboratorio Certificado con ISO 17025
Prohibición de ingreso de fruta, evitar cosecha , hasta conseguir mercado que acepte el exceso de residuo químico
Jefe de Planta, Jefes de Campo y Asesor
Técnico.
Informes de Visita Técnicaaproductores
Ensayos de laboratorio
Insumo Peligro Medidas preventivas
Limite Monitoreo Acción Responsable Registro
51

critico correctora
¿Qué? ¿Cómo? Frecuencia
¿Quien?
Materia Prima
“Uva de Mesa”
QUIMICO
Presencia de
pesticidas (órgano
clorados y órgano
fosforados)
Análisis LMR, antes de la cosecharealizado por un Laboratorio Certificado con ISO 17025.
ode campo y asegurar el tiempo en que se hacen las aplicaciones
Menor LMR
del Mercado
Destino.
Residuo de aplicación
Lectura de
análisis de todos los lotes
y Comparación de
LMR permitidos en el
Mercado Destino
Una vez al año,
antes de la
cosecha
Responsable del monitoreo.
Equipo Haccp.
Prohibición de ingreso de fruta.
Evitar cosecha hasta conseguir mercado que acepte el exceso de residuo químico
Jefe de Planta
Jefes de Campo
Asesor Técnico.
Persona que ejecuta el monitoreo
Persona que verifica el monitoreo
Informes de Visita Técnicaa productores.
ListasLMR de los Mercados Destinos.
Lista de Análisis de Residuos de Pesticidas
52
16.1 CUADRO DE VIGILANCIA MEDIDAS CORRECTIVAS Y MONITOREO-INSUMOS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

1.- OBJETIVO
Mencionar las posibles acciones preventivas Y correctivas para determinados casos, manteniéndonos al margen del peligro en lo que respecta a la calidad, seguridad y legalidad del producto.
Detallar al mínimo, las acciones correctivas a tomar, indicando el plazo a ejecutar, para las observaciones propuestas en los registros.
Levantar las observaciones que se muestran en los registros, principalmente aquellos que tienen relación con la legalidad, seguridad y calidad del producto.
2.- ALCANCE
Tendrán un alcance a las áreas de procesamiento,área de almacén; transporte y despacho del producto final y serán registradas por la persona encargada de la inspección o del área a revisar, en la cual detallarán la fecha para el levantamiento de la observación y la ejecución de la misma.
3.- RESPONSABILIDADES
La persona que esté a cargo de la revisión o del llenado del documento, será responsable de las anotaciones que se hagan como acción correctiva.
En caso de Auditorías el informe que contiene las acciones correctivas, serán plasmadas por las personas que el equipo Haccp designe, en el cual se detallará las áreas y mencionará a las personas responsables para el levantamiento de las mismas.
Para determinados registros de Control de Calidad, el asistente encargado, llenará dicho registro, siendo verificado por El Jefe del área en mención y a la vez por el Jefe de Planta.
53
17. PROCEDIMIENTO DE ACCIONES CORRECTIVAS Y PREVENTIVAS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

El Presidente del Equipo HACCP o la persona que se designe será encargado de la Verificación de las acciones correctivas propuestas, comunicando en todo momento el avance de las mismas
Todas las acciones correctivas que se plasmarán, deben incluir el plazo para el levantamiento de las Observaciones.
4.- PROCEDIMIENTO
Realizada la inspección, evaluando el estado y obteniendo las Observaciones y no conformidades, según sea el caso, para cada registro se anotarán las acciones o medidas que se tomarán al respecto para el levantamiento de la Observación. Siendo estas muy específicas para su cumplimiento y velando por el cumplimiento de la calidad, seguridad y legalidad del producto.
Las Acciones Correctivas deberán incluir la persona y área responsable para dicho levantamiento.
Incluirá también un parámetro de tiempo para lograr subsanar y/o mejorar a observación propuesta y planteada.
5.-VERIFICACIÓN DEL CUMPLIMIENTO DE LAS ACCIONES CORRECTIVAS
Después de haberse realizado la auditoría o finalizar la revisión y registros, y de haberse cumplido con el plazo para el levantamiento de las No Conformidades y Observaciones, se realiza la verificación de lo efectuado, mediante inspección y un sello donde indica: VERIFICADO, que además se detallará la Persona encargada de la Verificación y la fecha, con la firma del Presidente del Equipo HACCP.
54
17. PROCEDIMIENTO DE ACCIONES CORRECTIVAS Y PREVENTIVAS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

1. OBJETIVO
Definir la forma de llevar a cabo la trazabilidad de procesamiento de la fruta de la uva de mesa cuando se requiera o por petición del cliente.
2.ALCANCE:
Este documento aplica a todas las etapas del procesamiento de a uva para ser rastreados o cuando el cliente lo especifique desde la recepción en
planta hasta el transporte en los contenedores.
3. RESPONSABILIDADES
La responsabilidad por el cumplimiento del presente procedimiento es de:
Jefe de Planta: Quien define los criterios de trazabilidad de los productos, mediante el estampado de códigos de los operadores y código de
barras con la aceptación del cliente o por petición del mismo.
55

Jefe de Aseguramiento
de la Calidad: Cuidar todos los
aspectos definidos para el
control e integridad de los lotes y/o códigos que se definan por parte de producción durante todos las etapas de procesamiento de la uva y
llenar todos los documentos que amparan la identificación única del producto o lote.
4. Definiciones
Trazabilidad: Capacidad para reconstruir el historial de la utilización o la localización de un artículo o producto mediante una identificación.
5. Desarrollo
5.1 Diagrama de flujo Identificación y Trazabilidad.
1.-Producción define los criterios para identificación y rastreabilidad cuando se requiera por proceso, producto o por petición del cliente.
2.-Se definen los controles para llevar la codificación sin repetición de números
3.- se estampan los códigos de números que se definieron con el cliente.
4.- se llenan los registros necesarios para la rastreabilidad de la fruta de la uva procesada.
NOTA: la empresa tiene definido su proceso interno de trazabilidad general por medio de los números de lote de procedencia de la carga,
registro de inspección de control de calidad en recepción ,rutas de distribución en líneas , control en almacén de acuerdo a políticas FIFO y los
56
18.PROCEDIMIENTO DE TRAZABILIDADVersión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
18.PROCEDIMIENTO DE TRAZABILIDADVersión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

registros requeridos por
etapas para el cumplimiento de
las características del producto.
Cuando el cliente solicite algún tipo de rastreabilidad especial este se llevara cabo con los controles que el cliente defina.
Cuando la fruta necesite ser identificado por decisión de producción y para control interno de sus procesos en acuerdo con el cliente se define lo
que se llama codificación de los productos y ésta se da por medio de estampar el código de barras y el código de cada operador que seleccionó
pesó y embaló la respectiva caja.
Se llevan controles necesarios para no repetir estos codigos.de las etiquetas en las cajas.
Estos códigos se estampan en las cajas en áreas donde no afecten al producto. Y este número es solo interno para controles de la empresa pero
que el cliente también pudiera usar como referencia en su proceso final si así lo decidiera.
1. OBJETIVO:
El objetivo de este procedimiento es describir las actividades y las acciones que se deben de tomar frente a la queja expuesta por un cliente, sea este interno o externo a nuestra operación.
2. ALCANCE:
57
19.PROCEDIMIENTO DE ETENCION DE QUEJAS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

El ámbito de cobertura de éste procedimiento está relacionado únicamente a quejas de clientes en temas de calidad e inocuidad del producto comprendido en el Plan Haccp.
3. DEFINICION:
Cliente: toda empresa de servicio que ofrece nuestro producto a los ciudadanos.
Queja/ reclamo: expresión de disgusto, disconformidad, enojado y/o felicitación ocasionada por el producto recibido por parte de la DOÑA PETA S.A.
4. RESPONSABLES:
La Jefa de Gestión Comercial, es responsable de atender y buscar solución a todas las quejas presentadas por los clientes externos (mercado nacional e internacional).
El Gerente de Operaciones, Jefe de Planta y Jefe de Aseguramiento de la Calidad: Son los responsables de atender y tomar las acciones correctivas a las quejas expuestas por clientes internos (áreas operativas y funcionales de la planta).
5. PROCEDIMIENTO DE ATENCIÓN DE QUEJAS:
Recepción:
Toda queja recepcionada, será atendida por la Jefa de Gestión Comercial, quien luego de recibir la queja, registrará:
- La fecha de recepción.
- El nombre del cliente.
58

- Descripción de la queja, en el formato de “Atención de quejas”.
Evaluación:
Luego el Jefe de Planta y el Jefe de Aseguramiento de la Calidad investigarán y verificarán la naturaleza (contaminación física, química o microbiológica) y la causa (interna o externa) de la queja.
Actuación:
Si se trata de quejas cuya contramuestra está disponible, se procederá a realizar análisis del producto para determinar la validez de la queja.
Si no se cuenta con ésta muestra y si no se requiere análisis, la evaluación se basará en la revisión de los registros del Manual de Higiene y Saneamiento, de Producción y los Registros HACCP, correspondientes y/o relacionadas al producto vinculados con el reclamo.
Comunicación:
Culminada la investigación, se hará de conocimiento del cliente la aceptación o rechazo de la queja con los descargos a que hubiera lugar.
En caso que la queja sea aceptada, se comunicará al cliente la acción correctiva a tomar y se asumirán las responsabilidades del caso, verificando el cumplimiento de las acciones correctivas tomadas.
De haber realizado análisis al producto objeto del reclamo, se enviarán copias de los resultados, para sustentar la acción tomada por la empresa.
6.- MEJORA CONTINUA
Todas las informaciones de reclamos de los clientes, será de mucha utilidad y nos servirá como instrumento, para mejorar continuamente en nuestro proceso, así cubrir al máximo, con las expectativas de nuestros clientes y brindar, continuamente productos inocuos.
59
19.PROCEDIMIENTO DE ATENCION DE QUEJAS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

1. OBJETIVO
-Verificar y determinar la efectividad del sistema de inocuidad HACCP-Detectar desviaciones y/o deficiencias.-Efectuar las acciones correctivas a que hubiera lugar.-Verificar la implementación de acciones correctivas y su eficiencia y efectividad
2. ALCANCE
Todas las áreas involucradas en la producción y todo el personal que manipula el producto.
Las Auditorías Internas son realizadas por el equipo o persona designada por el Equipo HACCP como auditor.
En caso de una auditoría externa el alcance y la profundidad de la auditoría se determinarán en base a lo que se quiere verificar o en base a las necesidades específicas de información que tenga el cliente (protocolos particulares).
3. RESPONSABILIDADES
El Gerente de Operaciones es responsable de verificar el cumplimiento de éste procedimiento.
El Equipo HACCP es responsable de cumplir lo establecido en el presente procedimiento.
4. EJECUCIÓN:
4.1 PROGRAMACION DE AUDITORIAS INTERNAS:
Anualmente se establece un programa de auditorías internas de sistema de calidad del año en curso, tomando en consideración el estado e importancia de los procesos, productos y áreas a auditar, así como los resultados de auditorías previas.
60

Todas las actividades del sistema de gestión de calidad serán auditadas como mínimo con periodicidad anual.
4.2. SELECCIÓN DE AUDITORES:
Las auditorías internas son llevadas a cabo por personal calificado.
Los auditores de sistemas son independientes de aquellos que tengan responsabilidad directa sobre la actividad que se está auditando.
Si la empresa lo estima conveniente, subcontratara la realización de auditorías a personal debidamente cualificado de acuerdo con los criterios establecidos por la empresa.
4.3. REALIZACION DE LAS AUDITORIAS:
Las auditorias se realizan de acuerdo con las siguientes fases:
- Realización de las auditorias complementando el formato o cuestionario de auditoría de sistemas correspondiente a la actividad a auditar.
- Revisión y análisis de la documentación aplicable al departamento auditado.- Comprobación de la adecuada implementación de la documentación mediante el análisis de datos y registros.- Reunión con el responsable del departamento auditado a quien se le informa de los resultados obtenidos.
4.4. REGISTRO DE LOS RESULTADOS DE LAS AUDITORIAS:En todas las auditorías internas, el auditor emite el resultado final de la auditoria a través de un informe de auditoría interna en la que se indica: (ver anexo 2)
61
20.PROCEDIMIENTO DE AUDITORIAS INTERNAS Y/O EXTERNAS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
20.PROCEDIMIENTO DE AUDITORIAS INTERNAS Y/O EXTERNAS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

- Fecha de emisión, nombre y firma del auditor- Fecha de realización de la auditoria- Documentación empleada- Nombre del personal entrevistado- Actividades del sistema a auditar- Detalle de las no conformidades generadas- Resultado de auditoria- Propuestas de mejor.
El departamento es auditado junto al responsable de calidad se debe establecer, para cada no conformidad, las acciones correctivas que considere apropiadas con el plazo de implantación previsto en un plan de acciones
4.5. SEGUIMIENTO DE LOS RESULTADOS DE AUDITORIA
El auditor comprueba la debida implementación de las acciones correctivas propuestas por el departamento auditado y el responsable de calidad, ya sea dentro del plazo previsto de resolución o en la próxima auditoria.
En caso de satisfactorio, cierra los correspondientes planes de acción y, en caso contrario, emplaza al departamento auditado para que indique un nuevo plazo de resolución para poder proceder al cierre de las acciones.
62
20.PROCEDIMIENTO DE AUDITORIAS INTERNAS Y/O EXTERNAS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

1. OBJETIVO.
Determinar un procedimiento de control para la elaboración, modificación, anulación, distribución y conservación de los documentos y registros con su respectiva verificación, relacionados al sistema HACCP.
2. ALCANCE
Se aplica a todos los documentos y registros generados por el Sistema HACCP,.
3. RESPONSABLES:
El Jefe de Aseguramiento de la Calidad; como miembro del equipo HACCP, velará por el cumplimiento de éste procedimiento.
4. PROCEDIMIENTO63
21.PROCEDIMIENTO DE CONTROL Y CONSERVACION DE DOCUMENTOS Y
REGISTROS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

Diseño, Anulación y/o Revisión de Documentos
• Las operaciones que se generen o las modalidades de ellas generarán la necesidad de diseñar, revisar, anular o modificar procedimientos, instructivos o registros en las áreas que experimenten cambios.
• Los Jefes de cada área son responsables del control de sus documentos de forma tal de actualizar las versiones y retirar la documentación obsoleta para evitar errores de registro.
NOTA: La Revisión del plan se realizará 01 vez al año por la persona que el EQUIPO HACCP designe como responsable.
5 DISTRIBUCIÓN
• La documentación (procedimientos, instructivos y registros) del Manual HACCP son distribuidas a los responsables del cumplimiento de la realización del documento.
• El responsable de la aprobación del documento en coordinación con el Jefe de Aseguramiento de la Calidad determinan el número de copias a imprimir y los destinatarios de cada una de ellas,
• El Jefe de Aseguramiento de la Calidad es el responsable de la distribución de las copias de los documentos, todas las copias tendrán un sello que indicará el nombre de la persona a quien fue designada.
Cuando la versión distribuida reemplace la versión anterior, el portador del documento deberá devolver la copia no válida al Jefe de Aseguramiento de la Calidad para recibir la copia actualizada.
• Los documentos originales y su respectiva lista de distribución son conservados por el Jefe de Aseguramiento de la Calidad.
• Los documentos obsoletos deben ser anulados, manteniéndose únicamente como referencia la copia original de dicho documento, identificado como obsoleto en su primera página (sello de color vistosos).
• La persona a la que se asigna el documento es responsable de mantener el mismo en buen estado y fácilmente identificable, de encontrarse el documento deteriorado o no legible debe de informar al Jefe de Aseguramiento de la Calidad para su reemplazo.
64
21.PROCEDIMIENTO DE CONTROL Y CONSERVACIÓN DE DOCUMENTOS Y
REGISTROS
versión: 01aprobado por: g.gelaborado por: jacfecha: abril 2012

6.- ARCHIVO Y
ALMACENAMIENTO:
• La Jefatura de Aseguramiento de la Calidad es responsable de archivar y manejar los documentos originales.
• El original debe estar firmado en la primera página, por cada una de las personas que elaboró y aprobó el documento.
• Todos los documentos y/o registros son guardados o almacenados en forma física y digital en el Área de Laboratorio, correctamente clasificada y ordenada y serán archivados por un periodo de 2 años.
1. OBJETIVO:
Garantizar el control de equipos o infraestructura que mantengan vidrios en su constitución y que constituya un peligro potencial para el alimento.
2. ALCANCE:
65
22.PROCEDIMIENTO DE CONTROL DE VIDRIOS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

Todas las áreas que tengan que
ver con el producto
(producción, y almacenes de
insumos).
3. RESPONSABILIDADES:
El Área de Aseguramiento de la Calidad es el encargado de inspeccionar que todas las iluminarias se encuentran conforme.
El Jefe de Mantenimiento, será el responsable de asegurar que los equipos ó infraestructura que cuente con vidrios o plástico duros no se conviertan en un riesgo desde el punto de vista físico, tanto para el producto como para el personal de la planta.
Personal de Planta, es responsable de informar sobre rotura de vidrios o plástico duro.
4. DESCRIPCION:
Están descritas las siguientes normas a cumplir frente al tema de vidrios y plásticos duros:
Las zonas que colinden con áreas de producción y almacenes, mantendrán mallas de protección. Los fluorescentes por encima de la línea de proceso, mantendrán sus protectores plásticos para evitar la expansión de los fragmentos de vidrio
si llegara a romperse uno de los tubos luminosos. En el laboratorio deberán almacenarse todos los materiales de vidrio, y no deberán ser llevados al área de proceso u otra área en la que se
pueda producir accidentalmente algún tipo de ruptura y originar alguna contaminación
66
22.PROCEDIMIENTO DE CONTROL DE VIDRIOS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

La empresa cuenta con un plano en la que se identifican la ubicación de los vidrios y plásticos duros. Se realizarán en forma semanal inspecciones de verificación de vidrios y plásticos duros durante tiempo de campaña y mensualmente en el
resto de la temporada. Se instruirá a todo el personal de Planta en temas relacionados en Contaminación Cruzada del alimento por presencia de vidrio.
5. ACCIONES CORRECTIVAS EN CASO DE RUPTURA:
De suceder una eventualidad y se corre el peligro de que las partículas de vidrio caigan sobre el producto por lo que, se procederá a tomar como acción correctiva lo siguiente:
Separación del producto afectado y sus alrededores. Se comunicará de inmediato al Jefe de limpieza para asegurar el desecho del mismo. En el caso de quebraduras, las unidades involucradas serán reemplazadas con la previa protección de las áreas y superficies colindantes.
De darse el caso de un incidente en pleno proceso, se inmovilizará el producto en cuestión hasta verificar la no contaminación de producto. El personal de limpieza se encargará y verificará la correcta evacuación de las partículas de vidrio hacia la zona de desperdicios (material de
vidrio), utilizando escoba plástica, recogedor, y una trapo industrial húmedo para la limpieza final. En caso de que la ruptura halla alcanzado a un operador, éste será evacuado inmediatamente de la zona, asegurándose que la sangre no halla
comprometido el producto ni material de embalaje. El operario accidentado, dependiendo de la severidad del accidente, será derivado a otra área en la que no tenga contacto directo con el
producto. En ambos casos, se le otorgará al empleado una vendita de color detectable para diferenciarlo de los demás y derivarlo a labores que no
tengan contacto con el producto.
67

1. OBJETIVO:
El objetivo de este procedimiento es describir las actividades y las acciones que se deben de tomar para asegurar el manejo y disposición adecuada de productos detenidos y/o rechazados. Al tiempo de considerar estas acciones como referencia del real funcionamiento del Sistema HACCP.
2. ALCANCE:
La cobertura de este programa está relacionada a temas de calidad e inocuidad de los productos comprendidos y detectados en cualquier etapa del proceso, en el Plan HACCP del EMPAQUE DE UVA FUNDO SACRAMENTO, incluye además en destino final, teniendo así entonces 02 etapas.
3. RESPONSABILIDADES:
El Gerente de Operaciones y el Jefe de Packing, son los responsables de atender y buscar solución al manejo y disposición del producto afectado, según la etapa en la que se halla detectado el problema.
El Jefe de Aseguramiento de la Calidad, es responsable de atender y tomar las acciones correctivas frente al resto de producto todavía no afectado (áreas operativas y funcionales de la planta).
El Área de Gestión Comercial, es responsable de mantener la comunicación con los clientes y la Planta Empacadora para determinar e investigar donde se originó el incidente.
4. ETAPA INTERNA (PLANTA DE PROCESAMIENTO):
4.1. PROCEDIMIENTO: PUNTOS DE DETECCION:
PRIMERA ETAPA: DESDE LA PLANTA EMPACADORA HASTA EL PUERTO:
Existen posibilidades de detener o rechazar el producto durante todas las etapas de producción, desde la recepción hasta el Puerto y será atendida e investigada por el Gerente de Operaciones, Jefe de Planta, Jefe de Aseguramiento de la Calidad; luego se comunicarán con el área de Gestión Comercial quien será la encargada de informar al cliente los resultados de la investigación.
68
23.PROCEDIMIENTO DE RECUPERACION DE PROCDUCTO
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

Luego el Jefe de Aseguramiento de la Calidad y el Jefe de Planta verificarán la naturaleza (contaminación física, química o microbiológica), pudiendo ser de calidad y la causa (interna o externa) del siniestro. En el caso de detectar un peligro o anomalía de uva de mesa empacada, que
signifique riesgo de enfermedad o muerte del consumidor, o que sea catalogado como fraude económico hacia el consumidor, se convocará a reunión del equipo HACCP para determinar las acciones inmediatas a tomar a fin de inmovilizar y/o recuperar el producto.
ACCION A TOMAR:
Si se trata de producto afectado el cual se puede arreglar, modificar, cambiar, sustituir sin que posteriormente represente riesgo alguno se procederá a hacerlo bajo estricta supervisión sin perder su condición de producto observado.
De tratarse de producto afectado seriamente por contaminación química, física o microbiológica el cual no tenga arreglo alguno, se procederá al rechazo definitivo sin que este represente riesgo alguno a la salud humana.
De tratarse de producto afectado el cual no esté en nuestras manos y se encuentre en travesía, se comunicará al cliente la acción correctiva a tomar, identificando los lotes involucrados y se asumirán las responsabilidades del caso.
Si se decide iniciar la recolecta, el Jefe de Planta, identificará los lotes que se deben recolectar. Luego de identificar los lotes involucrados, el Jefe de Planta notificará a los clientes el incidente para evitar la distribución y/o el consumo del producto.
Luego el Jefe de Gestión Comercial, se responsabilizará de la recolecta y de la eliminación en destino.
SEGUNDA ETAPA: EN DESTINO.
Existe la probabilidad de detener o rechazar el producto en destino por parte del cliente, este problema puede ser de calidad o inocuidad y será atendida por el área de Gestión Comercial.
69
22.PROCEDIMIENTO DE RECUPERACION DE PRODUCTOS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
23.PROCEDIMIENTO DE RECUPERACION DE PRODUCTOS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

Luego se informará al Jefe de Aseguramiento de la calidad y al Jefe de Planta, quienes verificarán la naturaleza (contaminación física, química o microbiológica), pudiendo ser de calidad y la causa (interna o externa) del siniestro.
Si el problema es de Inocuidad
- Una vez que el cliente informa el problema de inocuidad, se le solicita enviar el reporte de inspección de calidad, detener los despachos y proceder a retirar la fruta ya colocada de los supermercados o minoristas. También se le solicita que en un plazo no mayor a 4 horas informe el nombre y teléfono de sus clientes a los que envió la fruta.
- Inmediatamente después se llama al inspector de calidad de la compañía aseguradora para que se dirija al almacén del cliente, evalúe y determine, dónde, cuándo y bajo qué circunstancias se produjo el incidente de inocuidad para descartar si la contaminación fue en destino o en origen.
- Paralelamente, se retransmite la información a Gerencia General y Gerencia de Operaciones. Este último deberá informar en un plazo no mayor de 4 horas a qué otros clientes se despacho fruta del mismo lote.
- Independientemente de si origen del problema ocurrió en planta o en destino, se ordenará la incineración del producto.
Si el problema es de Calidad
- Una vez que el cliente informa el problema de calidad, se le solicita enviar inmediatamente la lectura de los termógrafos para determinar si el daño se debió o no la mala temperatura.
- Si no hubo variación de la temperatura solicitada, Gerencia de Operaciones deberá determinar las causas del deterioro de la calidad.
70
22.PROCEDIMIENTO DE RECUPERACION DE PRODUCTOS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

- Se enviará un mail al cliente informando las causas del deterioro y las acciones correctivas que se tomarán en adelante.
En el caso de detectar un peligro o anomalía en uva de mesa empacada, que signifique riesgo de enfermedad o muerte del consumidor, o que sea catalogado como fraude económico hacia el consumidor, ésta será retirada del mercado por el personal de la Certificadora de Recepción en destino y llevada a los incineradores de la zona a fin de evitar daño alguno al consumidor final.
71
23.PROCEDIMIENTO DE RECUPERACION DE PRODUCTOS
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

REGISTROS
72

Fecha de Verificación:
Responsable de Verificación:
Anunciado: Si ( ) No ( )
Hora de inicio: Hora de término:
Ingredientes y envases utilizados
Observaciones
Secuencia de todas las operaciones de elaboración
Observaciones:
Registros de tiempos
Observaciones
Reciclaje del producto
Observaciones:
73
REGISTRO DE VERIFICACION INSITU DEL DIAGRAMA DE FLUJO
HACCP-R-01
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

Nº PRODUCTOR VARIEDAD FECHA ANALISIS DE RESIDUOS APROBADO DE PESTICIDAS
1
2
3
4
5
6
OBSERVACIONES-----------------------------------------------------------------------------------------------------------------------------------------------------------------
ACCION CORRECTIVA-------------------------------------------------------------------------------------------------------------------------------------------------------
74
REGISTRO DE VIGILANCIA DE LOS PCCHACCP-R-02
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

_______________________ _______________________ _________________________ASISTENTE DE ASEGURAMIENTO JEFE DE ASEGURAMIENTO GERENTE DE OPERACIONES DE LA CALIDAD DE LA CALIDAD
75

FECHA:
VIA DE RECEPCION DE LA QUEJA: TELEFONO ( ) FAX ( ) E-MAIL ( ) PERSONAL ( )
EMPRESA:
CONTACTO:
ASUNTO:
AREA O ENCARGADO:
ACCION CORRECTIVA PROPUESTA: FECHA: DD/MM/AA
Mejorar la calidad de la fruta a procesar.
ACCION CORRECTIVA EJECUTADA: FECHA: DD/MM/AA
NOMBRE Y FIRMA DEL RESPONSABLE:
ANEXOS (FOTOS, ANALISIS, COPIAS DE E-MAIL, ETC)
76
REGISTRO DE ATENCION DE QUEJASHACCP-R-03
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

AUDITORIA Nº ANUNCIADA SI ( ) NO ( )
FECHA PROGRAMADA: FECHA DE EJECUCION:
ALCANCE: NORMATIVA A AUDITAR:
AUDITOR INTERNO (a):AUDITOR EXTERNO:EMPRESA:
INTEGRAL ( ) PARCIAL ( )
HORA DE INICIO: HORA DE TERMINO:
OBSERVACIONES
AREA RESPONSABLE/PERSONA RESPONSABLE:
ACCIONES CORRECTIVAS TOMADAS:
PLAZO PARA EL LEVANTAMIENTO DE LA OBSERVACION
VERIFICACION DEL CUMPLIMIENTO DE LAS ACCIONES CORRECTIVAS Y PREVENTIVAS
___________________ _____________________________ AUDITOR JEFE DE ASEGURAMIENTO DE LA CALIDAD
_______________________
PRESIDENTE DEL EQUIPO HACCP
77
REGISTRO DE ATENCION DE QUEJASHACCP-R-03
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
REGISTRO DE AUDITORIASHACCP-R-04
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

ETAPA DEL
FECHA DESTINO CLIENTE
Nº DE PERSONA QUE
AREA DEL DESCRIPCION DEL RECHAZO DETECTA ELINTERNA EXTERNA CONTENEDOR INCIDENTE INCIDENTE INCIDENTE
ACCION CORRECTIVA/PLAZO____________________________________________________________________________________________________
VERIFICACION______________________________________________________________________________________________________________
________________________ ___________________________ _________________
ASISTENTE DE ASEGURAMIENTO JEFE DE ASEGURAMIENTO JEFE DE PLANTA DE LA CALIDAD DE LA CALIDAD
78
REGISTRO DE RECUPERACION DE PRODUCTOHACCP-R-05
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012
REGISTRO DE CONTROL DE VIDRIOSHACCP-R-06
Versión: 01Aprobado por: G.GElaborado por: JACFecha: Abril 2012

ACCION CORRECTIVA______________________________________________________________________________________
_______________________________________________________________________________________________________
_______________________ _____________________________ ______________________________
ENCARGADO JEFE DE ASEGURAMIENTO DE LA JEFE DE PLANTA CALIDAD
79
AREA FLUORESCENTE PROTECTOR VIDRIO OBSERVACIONES
ZONA DE RECEPCION
ZONA DE EMPAQUE
ALMACENES
ZONA DE DESPACHO
OFICINAS
BAÑOS
LABORATORIO