pemex - normas para tuberías
TRANSCRIPT

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 1/202
PRIMERA EDICIONOCTUBRE, 2000
P.2.0371.01
SUBDIRECCION DE TECNOLOGIA Y DESARROLLO PROFESIONAL
UNIDAD DE NORMATIVIDAD TECNICA
ESPECIFICACION TECNICA PARA PROYECTO DE OBRAS
SISTEMAS DE TUBERIAS EN PLANTASINDUSTRIALES
(PIPING SYSTEMS IN INDUSTRIAL PLANTS)
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 2/202
Primera Edición P.2.0371.01: 2000 UNT
2/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
PREFACIO
Pemex Exploración y Producción (PEP) en cumplimiento del decreto por el que se reforman,adicionan y derogan diversas disposiciones de la Ley Federal sobre Metrología y Normalización,publicado en el Diario Oficial de la Federación de fecha 20 de mayo de 1997 y acorde con elPrograma de Modernización de la Administración Pública Federal 1995 - 2000, así como con lafacultad que le confiere, la Ley de Adquisiciones, Arrendamientos y Servicios del Sector Publico, laLey de Obras Publicas y Servicios Relacionados con las mismas y la Sección 4 de las ReglasGenerales para la Contratación y Ejecución de Obras Publicas y de Servicios Relacionados con lasmismas, expide la presente especificación la cual aplica para Sistemas de Tuberías en PlantasIndustriales.
Esta especificación se elaboró tomando como base la segunda edición de la normaNo.2.425.01:emitida en 1991 por Petróleos Mexicanos de la que se llevó a cabo su revisión,adecuación y actualización, a fin de adaptarla a los requerimientos de Pemex Exploración yProducción.
En la elaboración de esta especificación participarón:
Dirección Ejecutiva del Proyecto Cantarell
Dirección Ejecutiva del Programa Estratégico de Gas
Subdirección de Región Norte
Subdirección de Región Sur
Subdirección de Región Marina Noreste
Subdirección de Región Marina Suroeste
Subdirección de Perforación y Mantenimiento de Pozos
Coordinación Ejecutiva de Estrategias de Exploración
Subdirección de Planeación
Subdirección de Administración y Finanzas
Subdirección de Tecnología y Desarrollo Profesional
Auditoría de Seguridad Industrial y Protección Ambiental
Unidad de Normatividad Técnica
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 3/202
Primera Edición P.2.0371.01: 2000 UNT
3/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
INDICE DE CONTENIDO PAGINA
0. Introducción......................................................................................................................... 5 1. Objetivo. .............................................................................................................................. 5 2. Alcance. .............................................................................................................................. 52.1 Contenido y cobertura.......................................................................................................... 52.2 Tubería de equipos paquete. ............................................................................................... 52.3 Limitaciones......................................................................................................................... 5 2.4 Compatibilidad de materiales. .............................................................................................. 53. Actualización. ...................................................................................................................... 64. Campo de aplicación ........................................................................................................... 65 Referencias. ........................................................................................................................ 66. Definiciones......................................................................................................................... 67.0 Abreviaturas. ..................................................................................................................... 198. Materiales.......................................................................................................................... 198.1 Requerimientos generales. ................................................................................................ 19
8.2 Materiales y partes misceláneas. ....................................................................................... 239. Estándares para componentes de tubería.......................................................................... 249.1 Requerimientos dimensionales. ......................................................................................... 249.2 Rango de operación de componentes................................................................................ 24 10. Condiciones y criterios de diseño....................................................................................... 2410.1 Condiciones de diseño....................................................................................................... 24 10.2 Criterios de diseño para tubería metálica. .......................................................................... 27 11. Diseño por presión de componentes metálicos de tubería.................................................. 3311.1 Generalidades. .................................................................................................................. 33 11.2 Diseño a presión de componentes de tubería..................................................................... 3312. Requerimientos de servicio de fluido para componentes de tubería.................................... 4412.1 Tubo.................................................................................................................................. 4412.2 Accesorios, dobleces, gajos, traslapes, y conexiones de ramal. ......................................... 45
12.3 Válvulas y componentes especiales................................................................................... 47 12.4 Bridas, placas ciegas, cara de bridas y empaques. ............................................................ 4812.5 Tornillería. ......................................................................................................................... 49 13. Requerimientos para el manejo de fluidos de uniones en tubería....................................... 50 13.1 Generalidades. .................................................................................................................. 50 13.2 Uniones soldadas .............................................................................................................. 5013.3 Juntas bridadas ................................................................................................................. 51 13.4 Juntas de expansión. ......................................................................................................... 51 13.5 Juntas roscadas................................................................................................................. 51 13.6 Juntas para tubo flexible.................................................................................................... 52 13.7 Juntas calafateadas........................................................................................................... 52 13.8 Juntas con soldadura de estaño y latón. ............................................................................ 5313.9 Juntas especiales.............................................................................................................. 53 14. Flexibilidad y soportes. ...................................................................................................... 53 14.1 Flexibilidad de tuberías. ..................................................................................................... 5314.2 Soportes para tuberías....................................................................................................... 6015. Sistemas específicos de tuberías....................................................................................... 6315.1 Tubería de instrumentos. ................................................................................................... 6315.2 Sistemas de relevo de presión. ......................................................................................... 64 16. Fabricación, ensamble y erección. ..................................................................................... 65 16.1 Generalidades ................................................................................................................... 6516 .2 Soldadura. ......................................................................................................................... 65 16.3 Precalentamiento............................................................................................................... 7016.4 Tratamiento térmico........................................................................................................... 71
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 4/202
Primera Edición P.2.0371.01: 2000 UNT
4/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
16.5 Procesos de doblado y formado......................................................................................... 7316.6 Soldadura blanda y fuerte.................................................................................................. 7416.7 Ensamble y erección.......................................................................................................... 7517. Inspección, examen y pruebas........................................................................................... 7617.1 Inspección. ........................................................................................................................ 7617.2 Examen............................................................................................................................. 7717.3 Calificación de personal..................................................................................................... 8017.4 Procedimientos de examen................................................................................................ 8117.5 Tipos de examen............................................................................................................... 81 17.6 Pruebas............................................................................................................................. 8317.7 Registros. .......................................................................................................................... 8818. Bibliografía ........................................................................................................................ 8919. Concordancia con normas internacionales. ........................................................................ 8820. Apéndice 1 (Figuras).......................................................................................................... 8921. Apéndice 2 (Tablas)........................................................................................................ 10622. Apéndice 3 Fig. 22 Guía para la clasificación de fluidos .................................................. 18123. Apéndice 4 Datos de expansión térmica de metales.................................................... 182
24. Apéndice 5 Factores de flexibilidad y de intensificación de esfuerzos.............................. 19025. Apéndice 6 Consideraciones precautorias....................................................................... 193 26. Apéndice 7 Protección a sistemas de tubería.................................................................. 199
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 5/202
Primera Edición P.2.0371.01: 2000 UNT
5/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
0. Introducción.
Dentro de las principales actividades que se llevana cabo en Pemex Exploración y Producción (PEP),se encuentran el diseño, construcción, operación ymantenimiento de las instalaciones paraextracción, recolección, procesamiento primario,almacenamiento, medición y transporte dehidrocarburos, así como la adquisición demateriales y equipos requeridos para cumplir coneficiencia y eficacia los objetivos de la empresa.En vista de esto, es necesaria la participaciónde las diversas disciplinas de la ingeniería, loque involucra diferencia de criterios. Con elobjeto de unificar criterios, aprovechar lasexperiencias dispersas, y conjuntar resultados de
las investigaciones nacionales e internacionales,Pemex Exploración y Producción emite a través dela Unidad de Normatividad Técnica, estaespecificación para cumplir con el diseño de lossistemas de tuberías en las plantas industriales.
1. Objetivo.
Establecer los requerimientos de ingenieríamínimos necesarios para asegurar el diseño yconstrucción de las instalaciones de tubería en
plantas industriales.
2. Alcance.
2.1 Contenido y cobertura.
Esta especificación establece los requerimientosmínimos para determinar los sistemas de tuberíasmetálicas a presión o al vacío que se instalen enplantas industriales y en cubiertas de lasplataformas marinas de Pemex, incluyendo:
(a) Los requerimientos para materiales, diseño,fabricación, ensamble, montaje, exámenes,inspección y pruebas de tubería.
(b) Esta especificación aplica a tubería para losfluidos siguientes:
(1) Químicos destilados, intermedios y pesados.
(2) Petróleo crudo y sus productos.
(3) Vapor, aire y agua;
(4) Gas natural, gas licuado y condensados;
(5) Refrigerante.
Excepto como se establece en los incisos 2.2 ycapítulo 4.
(c) Exceptuando las exclusiones establecidas enel capítulo 4, esta especificación cubre la tuberíadentro de los límites de las instalacionesinterconectadas en el proceso o manejo dequímicos, petróleo, gas o productos relacionados.Ejemplos de ello son las plataformas márinas,baterias de separación, refinerías de petróleo,terminales de carga, plantas de proceso de gasnatural (incluyendo las instalaciones de gasnatural licuado) y complejos petroquímicos. Verfigura 22, la cual ilustra diagramáticamente elalcance de esta especificación.
2.2 Tubería de equipos paquete.
La tubería que interconecte piezas individuales opatines de equipos con un equipo paquete, elensamble debe estar de acuerdo con estaespecificación, excepto la tubería para paquetes
de refrigeración quepueden cumplir con loestablecido en esta especificación y otrosrequerimientos adicionales.
2.3 Limitaciones.
No esta dentro del alcance de esta especificaciónla operación, exámenes, inspección, pruebas,mantenimiento o reparación de la tubería que hasido puesta en servicio. Las medidas que estaespecificación establece pueden seropcionalmente aplicadas para estos propósitos,adicionalmente a otras consideraciones que
puedan también ser necesarias.
2.4 Compatibilidad de materiales.
La compatibilidad de materiales con el servicio ylos riesgos de la inestabilidad de los fluidoscontenidos, no están dentro del alcance de estaespecificación. Véase inciso 8.1 del anexo 6.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 6/202
Primera Edición P.2.0371.01: 2000 UNT
6/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
3. Actualización.
A las personas e instituciones que hagan usode este documento normativo técnico, sesolicita comuniquen por escrito lasobservaciones que estimen pertinentes,dirigiendo su correspondencia a :
Pemex Exploración y Producción.
Unidad de Normatividad Técnica.
Dirección: Bahía de Ballenas # 5, 9° piso.
Col. Verónica Anzures, México, D.F. C.P. 11300.
Teléfono directo: 55-45-20-35
Conmutador 57-22-25-00, ext. 3-80-80.
Fax: 3-26-54
E-mail: [email protected]
4. Campo de aplicación
Esta especificación aplica a las instalaciones desistemas de tubería en plantas industriales,tuberías de proceso y servicios sobre cubiertas deplataformas marinas, excluyendo los siguientessistemas de tuberías:
(a) La tubería de transporte que llegue y cruce elárea de una refinería y que deba cumplir con lanormatividad aplicable a los "Sistema deTransporte y Recolección de Hidrocarburos".
(b) Los sistemas de tubería diseñados por presióninterna (manométrica) igual o mayor a cero, peromenor a 105 kPa (15 psi), siempre y cuando el
fluido manejado no sea inflamable, ni tóxico y nodañe el tejido humano (tal y como se define en elCapítulo 6), y su temperatura de diseño estedentro de 244.15K (-20°F) a 459.15K (366°F);
(c) Las calderas de vapor que cumplan con elCódigo BPV sección I y la tubería externa decalderas que cumplan con su especificación
respectiva.
(d) Tubo rígido, cabezales de tubo rígido, crucesy distribuidores de hornos que se encuentrendentro o cerca del horno.
(e) Recipientes a presión, intercambiadores decalor, bombas, compresores y otros equipos deproceso o manejo de fluidos, incluyendo tuberíainterna y conexiones para tubería externa.
(g) Sistemas de protección de agua contraincendio que cumplan con las especificacionesnacionales reconocidas de ingeniería deprotección contra incendio.
5 Referencias.
Norma Oficial Mexicana NOM-008-SE-2001:Sistema General de Unidades de Medida.
6. Definiciones.
A continuación se definen algunos términosrelacionados con los sistemas de tubería. Paraaquellos términos de soldadura que no seencuentren indicados aquí, las definiciones delestándar ASME/AWS A3.0 son aplicables.
Abertura de raíz.
Es la separación entre las piezas a ser soldadasen la raíz de la junta.
Acero endurecido al aire.
Acero que es endurecido mediante enfriamiento al
aire desde una temperatura por encima de surango de transformación.
Anillo de respaldo.
Material de respaldo en forma de anillo paraapoyar la unión durante la soldadura.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 7/202
Primera Edición P.2.0371.01: 2000 UNT
7/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Biselado con gas.
Es la aplicación de flama en determinado ángulo,para cortar el metal, con el fin de efectuar un biselo una ranura.
Boquillas.
Son carretes bridados pertenecientes a tubos,cabezales o equipos como recipientes,cambiadores, bombas, etc., diseñados paraconectar tubería a dichos equipos.
Borde de soldadura.
Es la línea de convergencia entre la cara de lasoldadura y la superficie del metal base.
Cara de la soldadura.
Es la superficie expuesta de ésta, por el lado de laejecución.
Carrete.
Es todo tramo de tubo recto cortado de otro tubode longitud estándar de fabricación (6 ó 12 m).
Categoría D.
“Véase Servicio de fluido”.
Categoría M.
Véase “Servicio de fluido”.
Codo de Gajos.
Son dos o más secciones de tubo, cortados enángulo, para substituir un codo de fabrica. Su usose limita a servicios de baja presión y temperatura.
Cople.
Es una conexión de tubo, de fábrica, con extremosde rosca o caja para soldar, que sirve para unirdos tubos.
Componentes de tubería.
Son los elementos mecánicos adecuados paraunir o ensamblar sistemas de tubería paraconducir fluidos a presión. Los componentes dereferencia incluyen tubo rígido, tubo flexible,accesorios, bridas, empaques, pernos, válvulas; ydispositivos como juntas de expansión, juntasflexibles, mangueras de presión, trampas, filtros,instrumentos y separadores.
Conexiones y accesorios de tubería.
Son las piezas tubulares utilizadas para unirtramos rectos de tubo (carretes), proporcionandogiros a distintos ángulos (codos), ramales (tees),cambios de diámetros (reducciones), etc.; y que
junto con los componentes de tubería (válvulas, juntas de expansión, filtros, etc.), constituyen unsistema de tuberías.
Condiciones cíclicas.
Condiciones que aplican a componentes detuberías específicos o juntas en las cuales el“rango de esfuerzo calculado S E ”, calculado segúnel párrafo 13.1.4.4, exceda 0.8S A (rango deesfuerzo permisible) como se define en el párrafo9.2.3.5, y el número equivalente de ciclos (N,como se define en el párrafo 9.2.3.5) sea mayor a
7000; o cualquier otra condición que el diseñadorconsidere que puede llegar producir algún efectoequivalente.
Conexiones de ramificación.
Conexiones integralmente reforzadas, las cualesse sueldan a una tubería principal y se conectan auna ramificación de tubería. Las conexiones deramificaciones pueden tener extremos soldables,extremos tipo caja, extremos roscados o bridados;y deberán cumplir con los requerimientos delestándar MS-SSP-97.
Conexiones para tubería.
Se refiere a las partes integrales o piezasindividuales de los equipos (recipientes,intercambiadores, bombas, etc.), que se diseñanpara la conexión externa de tubería (Boquillas,coples, conexiones reforzadas, etc.).
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 8/202
Primera Edición P.2.0371.01: 2000 UNT
8/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Construcción en taller.
Es la construcción en taller, de los despieces desistemas de tuberías para una planta industrial,apegados a un plan de división del sistema enpartes convenientes según el diseño, para facilitarsu manejo, transporte y erección en campo.
Corte con arco.
Es uno de los procesos de corte térmico en dondela separación o desprendimiento de metal seefectúa llevando el metal a su punto fusiónmediante un arco eléctrico formado entre unelectrodo y el metal de trabajo. (Otros tipos decorte térmico incluyen el corte con arco de carbón,corte con arco metálico, corte con arco metálico y
gas , corte con arco de tungsteno con gas, cortecon arco de plasma y corte con arco de carbón yaire). Véase también “Corte con arco y oxigeno”.
Corte con arco de plasma.
Es un proceso de corte con arco que utiliza unarco estrecho y remueve metal fundido medianteun chorro de gas ionizado de alta velocidademitido desde un conducto restringido, y se dirigehacia el punto en que va a cortar la pieza detrabajo.
Corte con arco y oxígeno.
Proceso de corte térmico que utiliza un arco entrela pieza de trabajo y un electrodo consumible, através del cual el oxígeno es conducido hasta lapieza de trabajo. Debido a las interacciones tantoquímicas como mecánicas entre el recubrimientodel fundente, el electrodo y el oxígeno, seaumenta mucho la acción del arco. Para metalesresistentes a la oxidación, la utilización defundentes o polvos metálicos facilitan la reacción.
Corte oxiacetilénico.
Corte con oxigeno en el que la temperatura deiniciación se alcanza con una llama oxiacetilénica.La separación del metal es producida por uncambio de estado de sólido a líquido atemperaturas elevadas.
Corte con oxígeno.
Proceso de corte para remover metal medianteuna reacción química entre el oxígeno y el metalbase a temperatura elevada. La temperaturanecesaria es mantenida por el calor de un arco,una llama de gas, u otra fuente.
Daño al tejido humano.
Para efectos de esta especificación, esta frasedescribe un fluido de servicio en el que laexposición con el líquido, causada por la fuga delmismo bajo condiciones de operación previstas,puede dañar la piel, los ojos, o exponer lamembrana mucosa al respirar, de modo queresulte un daño irreversible en las personas, al
menos que se tomen medidas de auxilioinmediatas. (Las medidas de auxilio inmediataspueden incluir lavado abundante con agua,administración de antídotos o medicamentos).
Deberá.
Es un término que indica que cierta disposición omedida es un requerimiento de estaespecificación.
Debería.
Es un término que indica que cierta disposición omedida se recomienda como una buena práctica,pero no es un requerimiento de estaespecificación.
Diseño de junta.
Es el diseño correspondiente a la geometría y lasdimensiones requeridas de la junta soldada.
Diseñador.
Es la persona u organización responsable de la
ingeniería de diseño.
Elementos de tubería.
Cualquier material o trabajo requerido paraplanificar o instalar un sistema de tuberías. Loselementos de tubería incluyen lasespecificaciones de diseño, materiales,

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 9/202
Primera Edición P.2.0371.01: 2000 UNT
9/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
componentes, soportería, fabricación, análisis,inspección y prueba.
Electrodo de tungsteno.
Electrodo metálico empleado en el proceso desoldadura con gas y arco protegido de tungstenono son de metal de aporte, pues se consumen conmucha lentitud y no se depositan en la soldadura.
Elementos de soportería para tubo.
Los elementos de soporte consisten ensujetadores y aditamentos estructurales tal ycomo se indica a continuación:
(a) Sujetadores. Los sujetadores son los
elementos que transfieren la carga de la tubería oaditamentos a los soportes o al equipo. Estánconsiderados como sujetadores los sostenes desoporte que pueden ser barras y resortes desuspensión, contraventeos, contrapesos, tensores,postes, cadenas, guías, anclajes; y lossujetadores del tipo rodamiento, como las silletas,pedestales, rodillos, ménsulas y soportes condeslizamiento.
(b) Aditamentos estructurales. Los aditamentosestructurales incluyen elementos soldados,atornillados, o engrapados a la tubería, tales como
grapas, asas, anillos, abrazaderas, horquillas,correas y faldones.
Envejecimiento por inmersión.
En un metal o aleación, es un cambio depropiedades mecánicas que ocurre al someter elmaterial a calentamientos y enfriamientos súbitos.
Equipos paquete.
Es un ensamble de piezas individuales o deestaciones de equipo, con interconexiones de
tubería interna y externa. Antes de la entrega delequipo, el ensamble puede ser montado sobre unpatín u otro tipo de estructura.
Escopleadura con oxígeno.
Es una variante del corte con oxígeno. Se empleapara cortar ranuras para soldadura, en especial
para limpiar la parte inferior de los cordones deraíz para tener una soldadura de respaldo sólida.También se emplea para eliminar soldadurasdeficientes y defectos en la superficie.
Esfuerzos básicos permisibles.
Véase “términos de esfuerzo frecuentementeutilizados”.
Esfuerzo de diseño en pernos.
Véase “términos de esfuerzo frecuentementeutilizados”.
Especificación del procedimiento de soldadura.
Es el documento que establece los parámetros aser utilizados en la construcción de soldaduras deacuerdo con los requerimientos de estaespecificación.
Examen y examinador.
“Examen” es un término que se aplica a lasfunciones del control de calidad ejecutado porpersonal del fabricante de la tubería, o de lacompañía que realiza la instalación de la misma.En referencia a esta especificación, el“examinador” es la persona que realiza exámenes
de control de calidad.
Fabricación.
Se refiere a la preparación de la tubería para suensamble e incluye los procesos de corte,roscado, doblado, procesos para dar forma oacabado, y ensamble de componentes. Lafabricación puede ser llevada acabo tanto enplanta, como en campo.
Fluido inflamable.
Para los propósitos de esta especificación, estetérmino describe un fluido que entrando encontacto con el medio ambiente o que bajocondiciones de operación previstas, es un vaporque puede encenderse y continuar quemándose.Por tanto, el término puede aplicar, dependiendode las condiciones de servicio, a fluidos definidos

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 10/202
Primera Edición P.2.0371.01: 2000 UNT
10/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
para otros propósitos como inflamables ocombustibles.
Fusión.
Es la fundición tanto del metal base y como delmetal de aporte, o solamente del material base,que da lugar a la unión.
Fondeo de la soldadura.
Es la línea de intersección del metal base y laparte inferior de la soldadura. En una seccióntransversal son los puntos o el punto donde seunen los perímetros de las áreas del metal base yla soldadura en la parte inferior. Dimensión de lasoldadura de ranura o penetración de la junta. Es
la profundidad del metal del bisel más laprofundidad hasta donde se encuentra el fondeode la soldadura de ranura.
Gajos.
Es la unión de dos tubos, cuyo corte extremo secorta a menos de 90°, para lograr un cambio dedirección.
Garganta de soldadura de filete.
(a) Garganta teórica . Distancia entre la raíz de
una soldadura de filete hasta la perpendicular a lahipotenusa del mayor triángulo rectángulocircunscrito en la sección transversal de lasoldadura.
(b) Garganta real. Distancia más corta entre laraíz de una soldadura de filete hasta la cara.
(c) Garganta efectiva. Es la distancia mínima,menos cualquier refuerzo de soldadura(convexidad), entre la raíz de la soldadura y lacara de una soldadura de filete.
Inclusión de escoria.
Material sólido no metálico, residuo fundente;atrapado dentro de la soldadura, en el metal deaporte o entre éste y el metal base.
Indicación.
En una inspección no destructiva, es la respuestao evidencia de respuesta que requiere deinterpretación para determinar su significado.
Indicación lineal.
En la inspección por partículas magnética, líquidospenetrantes, u otra inspección similar, es un áreasuperficial cerrada que marca o denota unadiscontinuidad que requiere ser evaluada, y cuyadimensión más larga es por lo menos tres veces laanchura de la indicación.
Indicación redondeada.
En la inspección por partículas magnética, líquidospenetrante, u otra inspección similar, es un áreasuperficial cerrada que marca o que denota unadiscontinuidad que requiere ser evaluada, y cuyadimensión más larga es menos de tres veces laanchura de la indicación.
Ingeniería de diseño.
Es el diseño detallado que gobierna un sistema detuberías, desarrollado a partir de losrequerimientos mecánicos y de proceso, deacuerdo a esta especificación e incluyendo todos
los dibujos, normas y especificaciones necesarios.
Insertos consumibles.
Metal de aporte que se ha fundido totalmenteadentro de la raíz del empalme y pasa a ser partede la soldadura.
Inspección y supervisor autorizado.
“Inspección” es un término aplicado a lasfunciones ejecutadas para el propietario por unsupervisor autorizado. El “supervisor autorizado”
será designado por el propietario, pudiendo ser unempleado del mismo, un empleado de unaorganización científica o de ingeniería o unempleado de una compañía de inspección oseguros reconocida, que actuará como agente delpropietario. El “supervisor autorizado” norepresentará ni será un empleado de la compañíaque realizó la instalación, la fabricación o el
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 11/202
Primera Edición P.2.0371.01: 2000 UNT
11/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
diseño, a menos que el propietario mismo seatambién el instalador, fabricante o diseñador.Véase el subinciso 17.1.1.
Inspección en proceso.
Comprende la inspección visual, cuando seaaplicable a los siguientes casos:
(a) preparación y limpieza de juntas
(b) precalentamiento
(c) ajuste y alineación interna antes de lasoldadura
(d) posición de la soldadura, electrodo y otrasvariables especificadas por el procedimiento desoldadura.
(e) condición de la raíz después de la limpieza(externa e interna, donde sea posible), apoyado enexámenes de líquidos penetrantes o partículasmagnéticas, cuando se especifique en laingeniería de diseño.
(f) Eliminación de escorias y condición de lasoldadura en cada tramo.
(g) Apariencia del acabado de la soldadura.
(h) Véase el subinciso 17.5.7.
Instalación.
Es la colocación completa de un sistema detuberías en su lugar definitivo e incluye cualquiertipo de ensamble, fabricación, análisis, inspeccióny prueba del sistema tal y como es requerido poresta especificación.
Intervalo de esfuerzos de desplazamiento.
Véase el párrafo 14.1.2.3.
Junta.
El lugar en el que dos piezas han de ser o hansido unidas mecánicamente o por soldadura.
Junta a tope.
Junta entre dos piezas situados uno frente al otroy que se encuentran aproximadamente en elmismo plano.
Junta calafateada.
Es una junta en la cual un material conveniente (omateriales), es vertido o comprimido dentro delespacio anular entre la campana (o el cubo) y laespiga (o el extremo plano), mediante el uso deherramientas, formando así un sello común.
Junta mecánica.
Es una unión para lograr resistencia mecánica enel sistema de tuberías o para evitar fugas, oambos. La resistencia mecánica se logramediante la utilización de conexiones conextremos roscados, o bridados, o mediantepernos, anillos etc. Para evitar fugas se utilizanempaques, superficies maquinadas, etc.
Límite elástico.
Se llama límite elástico al mayor esfuerzo que unmaterial es capaz de soportar, sin dejardeformaciones permanentes, después de liberarlocompletamente de dicho esfuerzo.
Límite de cedencia.
Se llama límite de cedencia de un material, alprimer esfuerzo, inmediatamente menor que elmáximo necesario para producir un granincremento de deformación, sin seguirincrementando dicho esfuerzo. Se debe hacernotar que solamente los materiales que presentenel fenómeno de cedencia, pueden tener un límitede ésta.
Material Base.
Metal que se va a soldar con gas o arco, consoldadura dura o blanda o se va a cortar.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 12/202
Primera Edición P.2.0371.01: 2000 UNT
12/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Material de aporte.
Metal que se agrega al hacer una junta soldadacon soldadura fuerte, blanda o por soldaduraeléctrica.
Metal de aporte de respaldo.
Véase “Insertos consumibles”
Montaje.
Es la unión de dos o más componentes de tuberíamediante pernos, soldadura, atornillado,cementado, o mediante dispositivos de embalajesegún lo especificado por la ingeniería de diseño.
Niple.
Tramo de tubo de no más de 30 cm de largo, conuno o dos extremos para soldar o de rosca,pudiendo surgir varias combinaciones de estos,por ejemplo: extremo plano y roscado; extremobiselado y roscado, etc.
Nominal.
Es una identificación numérica para dimensiones,capacidades, clases u otras características; y quees utilizada como una designación, no como una
medida exacta.
Normalizado.
Véase “Tratamiento térmico”.
Operador de soldadura.
Es un operario capaz de operar correctamentemáquinas y equipos de soldar y/o un equipoautomático de soldadura.
Planta química.
Es una planta industrial o un conjunto deplantas destinadas a la refinación de petróleo.Una planta individual puede ser unarecuperadora de gasolina, una procesadora degas o una tratadora. Un conjunto de plantaspuede constituir una refinería integrada ocomplejo, con varias unidades de proceso,
instalaciones de servicio, unidades delalmacenamiento, y unidades para tratamiento deresiduos.
Penetración de la junta.
Es la profundidad mínima de la soldadura deranura, desde la superficie superior del metalbase, hasta donde penetra la soldadura. Excluyeel refuerzo de ésta.
Penetración del fondeo.
Es la profundidad de la soldadura de ranura, máslo que se prolongue la soldadura en el fondeo,medida en el eje central de la sección transversal.
Pieza soldada.
Es un ensamble de piezas metálicas que sonunidas por soldadura
Predeformación en frío.
Deformación intencional de la tubería durante elensamble para producir un desplazamiento yesfuerzo inicial deseado. La deformación en frío esbenéfica porque sirve para balancear la magnituddel esfuerzo bajo condiciones de desplazamientoinicial y desplazamiento máximo. Véase el párrafo
14.1.2.4.
Presión de diseño.
La presión de diseño de un sistema de tuberías noserá menor que la presión en las condicionesconjuntas más severas de presión y temperatura(mínimas o máximas) esperadas durante elservicio, para el espesor mayor o relación presióntemperatura requerida. Véase el subinciso 10.1.2.
Procedimiento de soldadura.
El procedimiento de soldadura involucra métodosdetallados y prácticas que intervienen en laproducción de una junta soldada; así comomateriales y las tolerancias en variablesesenciales de procedimiento de acuerdo con elpárrafo Q–11, Código ASME BPV, Sección IX.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 13/202
Primera Edición P.2.0371.01: 2000 UNT
13/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Refuerzo.
Véase “ Refuerzo de soldadura ”.
Refuerzo de Soldadura.
(1) En una junta a tope, es el metal de soldaduraaplicado sobre la cara de la soldadura que seextiende más allá una superficie plana común alas piezas que se están soldando.
(2) En una soldadura de filete, el metal desoldadura que contribuye a la convexidad.
Refuerzo extruído para cabezal.
Accesorio de refuerzo para aumentar la resistenciade una ramif icación de tubería hecha sobre uncabezal. Estos refuerzos eliminan la necesidad deadquirir “tes” y no requieren más material. Dondeel ramal se acerque al tamaño del tramo principal,se necesita una preparación cuidadosa delextremo de la tubería ramificada, y la del tramoprincipal, que se debilita debido a la soldadura.Véanse las reglas de refuerzo en el párrafo11.2.3.4.
Registro del procedimiento de calificación.
Es un documento que enumera todos los datos
pertinentes, incluyendo las variables esencialesempleadas y los resultados de las pruebas,utilizados en la calificación de la especificaciónpara el procedimiento de soldadura.
Relevado de esfuerzos.
Véase “tratamiento térmico”.
Resistencia a la cedencia.
Esfuerzo en el que un material exhibe unadesviación específica, de la proporcionalidad
existente entre el esfuerzo y la deformación. Seexpresa en términos de deformación y unacompensación del 0.2% se utiliza para muchosmetales.
Resistencia a la tensión.
Se llama resistencia a la tensión, al esfuerzomáximo de tensión, que un material es capaz desoportar y se calcula con la carga máximaregistrada durante una prueba de tensión que selleva hasta la rotura o colapso.
Revenido.
Véase “tratamiento térmico”.
Sensibilidad por muescas.
Medida de la reducción de la resistencia mecánicade un metal originada por la presencia de unamuesca. Las muescas provocadas por unmaquinado, fabricación o diseño deficiente,ocasionan concentración de esfuerzos, reduciendola tenacidad del material. El grado de “sensibilidadde muesca” de un material, puede evaluarsecomparando las energías absorbidas por probetascon muesca y sin ella, bajo condiciones de pruebaestática o dinámica.
Servicio de fluido.
Término genérico que se refiere a la aplicación deun sistema de tuberías, teniendo en cuenta laspropiedades del fluido, condiciones de operación,
y otros factores que establecen las bases para eldiseño de sistemas de tubería.
(a) Servicio de fluido categoría D — Se definecomo un servicio que se aplica a las siguientescondiciones:
(1) el fluido a manejar no es inflamable, ni tóxicoy no daña el tejido humano de acuerdo con lodefinido en “Fluido inflamable ” y “Daño deltejido humano ” ;
(2) la presión manométrica de diseño no es mayor
a 1035 kPa(150psi); y
(3) la temperatura de diseño se encuentra entre244.15K (–20.2ºF) y 459.15K (366.8ºF).
(b) Servicio de fluido categoría M — Se definecomo un servicio en el que la sencilla exposición auna pequeña cantidad de fluido tóxico, causado

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 14/202
Primera Edición P.2.0371.01: 2000 UNT
14/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
por alguna fuga, puede producir un dañoirreversible en las personas al respirar o al tenercontacto directo, aun cuando se tomen medidasde auxilio inmediatas.
(c) Servicio de fluido normal — Se define comoun servicio perteneciente a la mayoría de lastuberías amparadas por esta especificación, esdecir, aquellas tuberías que no están sujetas a lasreglas para servicios de fluido categoría D o M.
Servicio de fluido normal.
Véase “Servicio de fluidos”.
Sistemas de tubería.
Tuberías interconectadas sujetas a las mismascondiciones de diseño.
Sistema balanceado de tubería.
Desde el punto de vista del análisis de esfuerzos yflexibilidad, los esfuerzos pueden ser consideradoscomo proporcionales a la deformación total quecausan, sólo si la deformación está uniformementedistribuida y no es excesiva en ningún punto. Unsistema de tuberías que cumpla con estacondición se denomina sistema equilibrado.Véase el párrafo 14.1.2.2(a).
Sistema de tuberías desbalanceado.
En relación a la definición de “Sistemabalanceado ” , un sistema desbalanceado es aquelen el cual se tiene una distribución irregular dedeformaciones que puede resultar de:
1. Tubería de dimensiones pequeñas sometidaa un gran esfuerzo en serie con tuberíarelativamente rígida de grandes dimensiones.
2. La reducción local en tamaño o espesor de
pared o empleo local de un material que tienenuna fuerza elástica reducida (p. ej., cinturonessoldados, cuya resistencia es sustancial mentemenor que la del metal base).
3. Una configuración de línea en un sistema dedíametro uniforme, en el cual la expansión ocontracción debe absorberse principalmente con
un desplazamiento corto en la parte mayor de latubería.
Si no pueden evitarse configuracionesdesbalanceadas de tubería, deben aplicarsemétodos analíticos apropiados, con objeto deasegurar la flexibilidad adecuada del sistema.Véase el párrafo 14.1.2.1(b).
Socavado.
Es una ranura provocada por quemadura del metalbase, adyacente al borde o raíz de soldadura, quese deja sin llenar con metal de soldadura.
Soldador.
Es un operario capas de ejecutar una operaciónde soldadura manual o semiautomática bajo loslineamientos de los párrafos del 16.1 al 16.8.(Algunas veces este término es erróneamenteutilizado para denotar máquinas de soldar).
Soldadura.
Coalescencia localizada del metal producida porfusión con o sin uso de metal de aporte, y con osin aplicación de presión.
Soldadura automática.
Proceso de soldadura que se efectúa con equipoque realiza la operación completa sin observaciónni ajuste constante por parte de un operador. Elequipo puede o no realizar la carga y descarga delas piezas de trabajo.
Soldadura de arco.
Proceso de soldadura donde la coalescenciadel metal se efectúa por el calentamiento queproduce un arco o arcos eléctricos, con o sinaplicación de presión, con o sin metal de
aporte, con fundente (eléctrica) o sin él(autógena).
Soldadura de arco metálico protegido.
Proceso de soldadura de arco eléctrico en el quela coalescencia de los metales se produce porcalentamiento mediante un arco entre un electrodo

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 15/202
Primera Edición P.2.0371.01: 2000 UNT
15/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
metálico protegido y la pieza de trabajo. Laprotección se obtiene de la descomposición delrecubrimiento del electrodo. En este proceso no serequiere la aplicación de presión y el metal deaporte es obtenido del mismo electrodo.
Soldadura de arco semiautomática.
Es la que se ejecuta con un equipo quecontrola únicamente alimentación del metal deaporte, mediante un electrodo. El avance de lasoldadura se controla manualmente.
Soldadura de arco protegido con gas inerte.
Soldadura de arco que se efectúa en un gasinerte, como el argón o el helio. Se prefiere utilizar
las denominaciones GMAW y GTAW .
Soldadura de arco metálico y gas.
Proceso de soldadura de arco en el que lacoalescencia de los metales se produce porcalentamiento mediante un arco entre el electrodoque es un metal de aporte continuo y la pieza detrabajo. La protección se obtiene de gas o mezclade gases suministrados exteriormente. Algunasvariaciones de este proceso son denominadassoldadura MIG o CO 2 (términos no preferidos).
Soldadura de arco sumergido.
Proceso de soldadura de arco eléctrico en el quela coalescencia de los metales se produce porcalentamiento mediante un arco entre un electrodometálico desnudo y la pieza de trabajo. El arco esprotegido por medio de un lecho de materialfusible granulado que se aplica sobre la pieza detrabajo. Por lo tanto, el arco queda “sumergido” esdecir, no visible. No se utiliza presión y el metal deaporte se obtiene del electrodo y algunas veces deuna fuente complementaria (varillas de soldadura,fundentes, o gránulos metálicos).
Soldadura con arco de tungsteno y gas.
Proceso de soldadura de arco en el que lacoalescencia de los metales se producecalentándolos con un arco entre un electrodo detungsteno (no consumible) y la pieza de trabajo.La protección se obtiene de gas o mezcla de
gases. Puede emplearse con o sin aplicación depresión, y con o sin el uso de metal de aporte.(Este proceso algunas veces es denominadoSoldadura TIG ).
Soldadura blanda.
Proceso de soldadura, en el que la coalescenciase produce por calentamiento a temperaturasapropiadas y mediante el uso de aleaciones noferrosas, con punto de fusión inferior a 700.15K(800.6ºF), pero menor que los metales por unir. Elmetal de aporte se distribuye por atracción capilarentre las superficies de la junta en contactoestrecho.
Soldadura con gas.
Grupo de procesos de soldadura mediante loscuales se produce la fusión calentando con unallama o llamas de gas, con o sin aplicación depresión y con o sin el uso de metal de aporte.
Soldadura manual.
Es aquella en que todas las operaciones seejecutan y controlan manualmente.
Soldadura de filete.
Soldadura de sección transversalaproximadamente triangular que une dossuperficies situadas aproximadamente en ángulorecto entre sí en una junta de traslape, en T o deesquina. (véase también “tamaño de soldadura” y“garganta de soldadura de filete”.)
Soldadura de filete completa.
Soldadura de filete cuyo tamaño es igual alespesor del miembro más delgado que se une.
Soldadura fuerte.
Proceso de soldadura, en el que la coalescenciase produce por medio de calentamiento de unaaleación no ferrosa con un punto de fusión mayorde 700.15K (800.6ºF), pero menor que el metalbase. El metal de aporte se distribuye entre lassuperficies por atracción capilar.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 16/202
Primera Edición P.2.0371.01: 2000 UNT
16/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Soldadura de ranura.
Soldadura que se aplica en la ranura que resulta alponer en contacto dos piezas, con lasdimensiones y formas apropiadas. Los tiposestándares de soldadura de ranura son: cuadrada,de un solo bisel, de un solo bisel acampanado, deuna sola V acampanada, de una sola J, de unasola U, de una sola V, de doble bisel, de doblebisel acampanado, de doble V acampanada, dedoble J, de doble U y de doble V.
Soldadura de sello.
Es toda soldadura que se emplea solamente paraobtener hermeticidad.
Tamaño de soldadura.
Soldadura de ranura: Es la penetración de la junta.
Soldadura de filete: Son las longitudes de loslados nominales. Para soldaduras entre elementosperpendiculares, aplican las definiciones de lafigura 13.
Nota: Cuando el ángulo entre los miembrosexcede 105°, el tamaño es de menos significado,en relación a la garganta efectiva (véase también“garganta de soldadura de filete”).
Temperatura de diseño.
Es la temperatura del material representativa paralas condiciones conjuntas más severas de presióny temperatura. Véase el inciso 11.3.
Temperatura mínima de diseño.
Es la temperatura del componente más bajaesperada en servicio. Esta temperatura puedeordenar requerimientos especiales del diseño y decalificación de materiales. Véase el subinciso
11.3.1.
Temple.
Véase “Tratamiento térmico”.
Temple de recocido.
Véase “Tratamiento térmico de solución ” en“Tratamiento térmico ”.
Términos de esfuerzo frecuentementeutilizados:
(a) Esfuerzo básico permisible : Este términocuyo símbolo es S , representa el valor de esfuerzoque esta especificación prescribe para cada tipode material y que es determinado en base a losfundamentos del párrafo 10.2.3.2.
(b) Esfuerzo de diseño en pernos : Este términorepresenta el esfuerzo de diseño utilizado paradeterminar la área de sección transversal
requerida en los pernos para las junta bridadas.Véase también el párrafo 10.2.3.2.
Tipos de “exámenes radiográficos”.
Las siguientes definiciones se aplican a laradiografía requerida por la especificación o por lade ingeniería de diseño:
Radiografía 100% : Se define como exámenesradiográficos de la circunferencia completa detodos los cinturones de soldadura en un lotedefinido de tubería. Si la ingeniería de diseño
estipula que la radiografía al 100% también incluyesoldaduras distintas a la soldadura a tope; elexamen incluirá la longitud total de esassoldaduras.
Radiografía aleatoria : Término aplicadosolamente a cinturones de soldadura a tope. Es elexamen radiográfico de la circunferencia completade un porcentaje específico de cinturones desoldadura en un lote designado de tubería.
Radiografía puntual : Es la que se aplica cuando
se efectúa una exposición radiográfica simple enun punto, dentro de una extensión especifica desoldadura.
Radiografía aleatoria puntual :Es la inspecciónradiográfica parcial de un porcentaje de puntos,dentro de una extensión especifica de soldadura.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 17/202
Primera Edición P.2.0371.01: 2000 UNT
17/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tratamiento térmico.
Operación o combinación de operaciones quecomprende el calentamiento y enfriamiento de unmetal o aleación en el estado sólido, con el fin deobtener ciertas condiciones o propiedadesmecánicas convenientes. Este término, algunasveces se denomina “tratamiento térmico posteriora la soldadura” , debido a que el calentamiento dela tubería a cierta temperatura elimina esfuerzosresiduales producidos como resultado deltratamiento mecánico y la soldadura. En general,el término incluye los diversos tipos y procesos detratamiento térmico, los cuales son definidos acontinuación:
(a) Recocido — Tratamiento térmico que implica
calentar y mantener a una temperatura adecuaday luego enfriar a una rapidez apropiada parareducir la dureza, mejorar la maquinabilidad,facilitar el trabajo en frío, producir unamicroestructura deseada u obtener deseablespropiedades mecánicas, físicas u otras.
(b) Normalizado — Tratamiento térmico queimplica calentar una aleación ferrosa a unatemperaturas apropiada por arriba del intervalo detransformación y luego enfriar en aire a unatemperatura sustancialmente inferior al intervalode transformación para producir una estructura
perlítica fina.
(c) Precalentamiento — Calentamiento que se aplica al metal base inmediatamente antes odurante los procesos de formado, soldadura ocorte, el cual es utilizado junto con el tratamientotérmico para reducir los efectos perjudiciales delos gradientes de alta temperatura inherentes alproceso de soldadura. Véase el inciso 16.3.
(d) Temple — Calentamiento y enfriamientorápido de ciertas aleaciones a base de hierro,desde una temperatura comprendida, dentro del
intervalo de transformación o superior a él, con elobjeto de producir una dureza superior a laobtenida cuando la aleación no se enfríabruscamente.
(e) Tratamiento térmico requerido —Calentamiento que se aplica a una sección delmetal, posterior a los proceso de formado,soldadura o corte, el cual es utilizado para evitar o
disipar los efectos perjudiciales de los gradientesde alta temperatura inherentes al proceso desoldadura; y para relevar los esfuerzos residualesque se crean mediante los procesos de doblado yformabilidad.
(f) Tratamiento térmico a solución — Calentamiento de una aleación a una temperaturaadecuada, manteniéndola a esa temperaturadurante un tiempo lo suficientemente largo parapermitir que uno o más constituyentes entren ensolución sólida, y luego enfriar lo suficientementerápido para mantener los constituyentes ensolución.
(g) Relevado de esfuerzos — Calentamientouniforme de una tubería o porción de ella, a una
temperatura suficiente para liberar la mayorporción de los esfuerzos residuales (producidoscomo resultado del tratamiento mecánico ysoldadura), seguido de un enfriamiento uniforme losuficientemente lento para minimizar el desarrollode nuevos esfuerzos residuales.
(h) Revenido — Recalentamiento de aceroendurecido a cierta temperatura, por debajo delintervalo de transformación, a fin de disminuir ladureza y aumentar la tenacidad.
(i) Intervalo de transformación — Es un
intervalo de temperaturas en la cual se inicia y setermina un cambio de fases.
(j) Temperatura de transformación — Es latemperatura a la cual ocurre el cambio de fases.
Tratamiento térmico de recocido.
Véase “ tratamiento térmico ”.
Tratamiento térmico de solución.
Véase “ tratamiento térmico ”.
Tratamiento térmico posterior a la soldadura —Véase Tratamiento térmico .
Tubería
En general el término tubería se aplica de maneraamplia a los sistemas de tubería utilizados para

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 18/202
Primera Edición P.2.0371.01: 2000 UNT
18/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
conducir, distribuir, mezclar, separar, descargar,medir, controlar, o detener flujo. La tuberíatambién incluye a los elementos de soporte, peroexcluye los soportes estructurales, tales comoarmaduras, bastidores, cimentaciones, o cualquierotro equipo excluido en esta especificación (véaseel capítulo 4).
Tubería de desvío o “By Pass”.
Es toda tubería secundaria, conectada a laprincipal, corriente abajo y/o arriba, que divide elflujo en dos corrientes, con el fin de modificar lascondiciones de éste, para igualar la presión enválvulas, para mantenimiento de dispositivos decontrol, etc.
Tubo rígido.
Véase “ Tubo ”.
Tubo — Pieza cilíndrica, hueca y cargada que seemplea para conducir los fluidos que se manejanen las instalaciones, mencionados en el inciso2.1(b) y que pueden ser rígidos o flexibles. Losdiversos tipos de tubería, según el método defabricación y que aplican en esta especificación,se definen como sigue:
(a) Tubo de soldadura por resistencia
eléctrica — Tubo producido en tramosindividuales o en forma continua a partir de placade acero enrollada, la cual es cortadaposteriormente en tramos individuales. El tubotiene una junta longitudinal a tope, donde lacoalescencia se produce mediante la aplicación depresión y el calor obtenido de la resistencia de latubería al flujo de corriente eléctrica en un circuitodel que el tubo forma parte.
(b) Tubo de soldadura a tope en horno,soldadura continua — Tubo producido en formacontinua a partir de placa de acero enrollada, la
cual se corta posteriormente en tramosindividuales. El tubo tiene una junta longitudinal atope, soldada en un proceso de forja por presiónmecánica después de dar a la placa caliente formatubular a través de un conjunto de rodillosredondos de soldadura de paso.
(c) Tubo de soldadura eléctrica por fusión —El tubo tiene una junta longitudinal a tope donde la
coalescencia se produce por soldadura de arcoeléctrico de aplicación manual o automática sobreel tubo preformado. La soldadura puede ser simpleo doble y puede hacerse con o sin metal deaporte.
(d) Tubo de soldadura de doble arcosumergido — El tubo tiene una junta longitudinala tope hecha por lo menos en dos pasos, uno delos cuales se aplica en el interior del tubo. Lacoalescencia se produce mediante elcalentamiento de un arco o arcos eléctricos entreelectrodo o electrodos metálicos desnudos y eltubo. La soldadura se protege por medio de unacubierta de material fundente granular. En esteproceso no se requiere la aplicación de presión yel metal de aporte tanto interior como exterior se
obtiene del electrodo o electrodos.
(e) Tubo sin costura — Tubo producido por elprocedimiento de penetración de lingotes encaliente, seguido de laminado o estirado o deambos.
Unidad de proceso.
Es el área cuyos límites están establecidos por laingeniería, y dentro de la cual se realizan lasreacciones, separaciones, y otros procesos.Algunos ejemplos de instalaciones que no son
clasif icados como unidades de proceso son: áreasde carga, patios de tanques y terminales de carga.
Verificación visual.
Consiste en observaciones de la porción decomponentes, juntas y otros elementos de latubería que están, o pueden estar expuestos a lavista antes, durante o después de la manufactura,ensamble, instalación, inspección o prueba. Elexamen incluye la verificación de losrequerimientos de la especificación y de laingeniería de diseño para los materiales y
componentes, dimensiones, preparación de la junta, alineación, soldado o unión, soportes,ensamble e instalación. Véase el párrafo 17.5.2.1
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 19/202
Primera Edición P.2.0371.01: 2000 UNT
19/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
7.0 Abreviaturas.
7.1 API American Petroleum Institute
7.2 ASA Acoustical Society of America
7.3 ASCE American Society of Civil Engineers
7.4 ASME American Society of MechanicalEngineers.
7.5 ASNT American Society for NondestructiveTesting.
7.6 ASTM American Society for Testing andMaterials.
7.7 BPV Boiler and Pressure Vessel.
7.8 DGN Dirección General de Normas.
7.9 EJMA Expansion Joint Manufacturerassociation.
7.10 MSS Manufacure Standarization Societyof Valve and Fittings Industry.
7.11 NACE National Association of CorrosionEngineer.
7.12 NPS Nominal Pipe Size.
7.13 UNS Unified Numbering System.
7.14 ZAC Zona afectada por el Calor.
8. Materiales.
8.1 Requerimientos generales.
En este capítulo se establecen las limitaciones ycalificaciones requeridas para los materialesbasados en sus propiedades inherentes. Su usoen tuberías, está también sujeto a losrequerimientos y limitaciones indicados en otraspartes de esta especificación. Véase el párrafo14.2.1.4 para materiales de soportería y el inciso8.1 del apéndice 6, para consideracionesprecautorias.
8.1.1 Materiales y especificaciones.
8.1.1.1 Materiales enlistados o autorizados.
Cualquier material utilizado para algún elementode tubería a presión, debe ajustarse a unaespecificación enlistada ó autorizada, cubriendopropiedades químicas, físicas, mecánicas,métodos y procesos de fabricación, así comotratamientos térmicos y control de calidad ydebiendo, además ajustarse a los requerimientosde esta especificación; excepto como se estableceen el párrafo 8.1.1.2.
8.1.1.2 Materiales no enlistados oautorizados.
Los esfuerzos permisibles para materiales noenlistado, que se ajusten a una especificaciónautorizada, deben determinarse de acuerdo con labase aplicable de esfuerzos permisibles de estaespecificación u otra base más conservadora.
8.1.1.3 Limitaciones sobre materialesdesconocidos.
No deberán emplearse materiales deespecificación desconocida para componentes detubería sometida a presión interna.
8.1.1.4 Materiales recuperados.
Pueden usarse, tanto el tubo recuperado comosus componentes, siempre y cuando seanadecuadamente identificados bajo alguna unaespecificación enlistada, al igual que a losrequerimientos de esta especificación, debiendoefectuarse una limpieza adecuada einspeccionarse para determinar el espesor mínimode pared, así como posibles defectos quepudieran ser inaceptables para el serviciopretendido.
8.1.2 Limitaciones de temperatura.
El diseñador debe determinar si los materiales quecumplen los requerimientos de esta especificación,son adecuados para el servicio, en el rango detemperatura de operación, debiendo hacersereferencia a la nota 7 del Apéndice "2", que explicalos medios para estipular las limitaciones, tanto
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 20/202
Primera Edición P.2.0371.01: 2000 UNT
20/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
restrictivas como precautorias, en las tablas 16 y17.
8.1.2.1 Límites superiores de temperatura,materiales enlistados.
(a) No debe usarse un material enlistado a unatemperatura de diseño mayor que la máximaestablecida por el rango de operación o por elvalor de esfuerzo, excepto como se estipula en elinciso (b).
(b) Puede usarse un material enlistado a unatemperatura mayor que la máxima estipulada en elinciso (a), si es que no existe prohibición en elapéndice 2 o en alguna otra parte de estaespecificación y si el diseñador determina, en base
a un programa científico apoyado en tecnologíareconocida, que el material tiene suficienteresistencia y estabilidad, siendo además adecuadopara las condiciones del servicio. Los factores quedebe considerar el diseñador deben incluir:
1) La aplicación y confiabilidad de los datos delmaterial, especialmente para los límites de rangode temperatura.
2) Resistencia a los efectos dañinos porexposición de los materiales al fluido y al medioambiente en todo el rango de temperatura; y
3) Determinación de esfuerzos permisibles deacuerdo con el subinciso 10.2.3.
(c) Los límites superiores de temperatura para unmaterial no enlistado, pero aceptable bajo elpárrafo 8.1.1.1 deben estar de acuerdo con unapráctica reconocida de ingeniería. Lasconsideraciones del subinciso 8.1.2.1.b, aplicantambién para la evaluación de la conveniencia demateriales no enlistados.
8.1.2.2 Límites inferiores de temperatura,materiales enlistados.
(a) Un material puede usarse a cualquiertemperatura no menor que la mínima mostradaen el apéndice 2, con tal que el metal base,soldaduras, y la zona afectada por calor (ZAC)
estén calif icados como lo establece la columnaA de la tabla 3 en el renglón aplicable.
(b) Para los aceros al carbono señalados conuna letra en la columna de temperatura mínimadel apéndice 2, la temperatura mínima sedefine por la curva aplicable y las notas de lafig. 1. Si alguna combinación de temperaturamínima de diseño y espesor esta en ó porencima de la curva, en este caso no se requiráprueba de impacto.
(c) Un material podrá ser utilizado a unatemperatura por debajo de la mínima indicada enel apéndice 2 ó en la fig. 3 (incluyendo notas), amenos que sea prohibitivo en la tabla 3, en elapéndice 2, ó en cualquier otra parte de esta
especificación, y con tal de que el metal base,soldadura y la ZAC estén calificados como seestablece la columna B de la tabla 3 en el renglónaplicable.
8.1.3 Métodos de prueba de impacto ycriterios de aceptación para metales.
8.1.3.1 Generalidades.
Cuando se requiere prueba de impacto, por lodispuesto en la tabla 3, en las previsiones enotras partes de esta especificación ó por la
ingeniería de diseño, ésta debe efectuarse deacuerdo con la tabla 4 utilizando los métodos deprueba y criterio de aceptación descritos en elpárrafo 8.1.3.2 hasta el párrafo 8.1.3.5.
8.1.3.2 Procedimiento.
La prueba de impacto para cada forma deproducto de material en cualquier especificación(incluyendo las soldaduras en los componentes),debe hacerse utilizando los procedimientos y losaparatos indicandose ASTM A-370 y conforme alos requerimientos de prueba de impacto de las
siguientes especificaciones, excepto que debentener precedencia los requerimientos específicosdel presente documento, cuando entren enconflicto con los establecidos en estasespecificaciones.
FORMA DE PRODUCTO ESPECIFICACIONES ASTMTuboTubo para cambiadorConexiones
A333A334A420

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 21/202
Primera Edición P.2.0371.01: 2000 UNT
21/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
ForjasFundicionesTornilleríaPlaca
A350A352A320
A20
8.1.3.3 Especímenes de prueba.
Cada juego de especímenes para prueba deimpacto, debe consistir de tres barras. Todas laspruebas de impacto deben efectuarse en barrasestándar de sección transversal cuadrada de 10mm (0.394 pulg.) con muesca Charpy en "V",excepto cuando la forma o espesor del material,no lo permitan. Las pruebas Charpy de impacto,deben llevarse a cabo en especímenes delespesor completo del material, las cuales puedenmaquinarse, a fin de eliminar irregularidades.Alternativamente, tal material puede reducirse en
su espesor, a fin de producir el mayor espécimenCharpy posible, de acuerdo a la tabla 1.
8.1.3.4 Temperatura de prueba.
Para todas las pruebas Charpy de impacto,debe observarse el criterio de temperatura deprueba de los incisos 1 (a) ó (b)respectivamente. Los especímenes de prueba,al igual que las tenazas de sujeción, debenenfriarse durante un periodo lo suficientementelargo como para alcanzar la temperatura de
prueba.
(a) Para materiales con espesor igual o mayor de10 mm (0.394 pulg.): Donde el mayor espécimenobtenible, con muesca Charpy en "V", tenga unancho de 8 mm, por lo menos, a lo largo de lamuesca, la prueba Charpy, usando tal espécimen,debe realizarse a una temperatura no mayor quela mínima de diseño. Donde el mayor espécimenposible de prueba, tenga un ancho menor de 8mm, ésta debe conducirse a una temperaturamenor que la mínima de diseño, mediante lacantidad mostrada en la tabla 1 para este ancho
del espécimen.(b) Para materiales con espesor menor de 10mm (0.394 pulg.). Donde el mayor espécimenobtenible con muesca sea de por lo menos un80% del espesor del material, la prueba Charpy detal espécimen debe realizarse a una temperaturano mayor que la mínima de diseño y cuando dichoespécimen tenga un ancho a lo largo de la
muesca, menor de un 80% del espesor delmaterial, la prueba debe realizarse a unatemperatura menor que la mínima de diseño, enuna cantidad igual a la diferencia entre lareducción de temperatura ( indicada en la tabla 1),correspondiente al espesor real del material y lareducción de temperatura correspondiente alancho del espécimen Charpy realmente probado.
8.1.3.5 Criterios de aceptación.
(a) Requerimientos mínimos de energía : exceptopara los materiales de tornillería, losrequerimientos de energía mínima para aceros alcarbono y baja aleación, con esfuerzos a latensión mínimos especificados menores 656 MPa(95 Ksi), deben ser indicados los en la tabla 2.
(b) Requerimientos de expansión lateral: losaceros al carbono y de baja aleación conresistencias a la tensión mínimas especificadasiguales o mayores de 656 MPa (95 Ksi), todos losaceros para tornillería, así como los de aleaciónalta (números P6, P7 y P8) deben tener unaexpansión lateral opuesta a la muesca, no menorde 0.38 mm (0.015 pulg.) para todos los tamañosde especímenes. La expansión lateral es elincremento en el ancho del espécimen fracturadopor impacto sobre el del espécimen no rotomedido por el lado de la compresión paralelo a la
línea que constituye la parte inferior de la muescaen "V" (véase ASTM–A370).
(c) Requerimientos de las pruebas de impacto ensoldaduras . Cuando dos metales base que tengandiferentes valores de energía de impacto se unanpor medio de soldadura, los requerimientos deenergía de la prueba de impacto deben cumplircon los requerimientos del metal base que tengaun esfuerzo a la tensión mínima especificada másaproximado a la del metal de la soldadura.
(d) Repetición de pruebas.
(1) Criterio sobre la energía absorbida. Cuando elvalor promedio de los tres especímenes iguale oexceda el valor mínimo permitido para un soloespécimen y el valor de más de uno de ellos seainferior al promedio requerido, o cuando el valorpara un espécimen sea inferior al mínimopermitido para un solo espécimen, debe repetirsela prueba de tres especímenes adicionales. El
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 22/202
Primera Edición P.2.0371.01: 2000 UNT
22/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
valor para cada uno de estos especímenes, en loscuales se repitió la prueba, deberá ser igual omayor al valor promedio requerido.
(2) Criterio sobre la expansión lateral . En caso deque el valor de la expansión lateral para unespécimen, en un grupo de tres, sea menor de0.38 mm (0.015 pulg), pero no menor de 0.25 mm(0.01 pulg) y si el valor promedio para tresespecímenes, iguala o excede de 0.38 mm (0.015pulg), puede efectuarse una prueba adicional contres especimenes, los cuales deben igular oexceder el valor mínimo especificado de 0.38 mm(0.015 pulg). En el caso de materiales tratadostérmicamente, si los valores requeridos no seobtienen mediante dicha prueba adicional o sí losvalores de esta prueba estan por debajo del
mínimo permitido, el material puede volver atratarse térmicamente y volver a repetirse laprueba. Posterior al tratamiento térmico, debeefectuarse un juego de tres especimenes. Para suaceptación, la expansión lateral de cada uno deestos especimenes debe igualar o exceder el valormínimo especificado de 0.38 mm (0.015 pulg).
(3) Para resultados erráticos de prueba. Cuandoun espécimen defectuoso sea la causa de unresultado errático o exista la incertidumbre en elprocedimiento de la prueba, se permite llevar aefecto una nueva prueba.
8.1.4 Requerimientos de materiales porservicio de fluidos.
8.1.4.1 Generalidades
Los requerimientos en el subinciso 8.1.4aplican a partes que estén sujetas a presión.Las cuales no aplican a materiales usadospara soportería, empaques, empaquetaduras otornillería. Ver también el inciso 8.1 delapéndice 6.
(a) Hierro dúctil : No debe usarse en partessometidas a presión interna, a temperaturasmenores 244.15K (-20°F) (excepto el hierro dúctilaustenítico) o a mayores de 616.15K (649°F).Puede usarse el hierro dúctil austenítico conformea ASTM – A571, a temperatura debajo de 244.15K(-20°F), incluso hasta la temperatura de la pruebade impacto, conocida de acuerdo con esa
especificación, pero no debajo de 77.15K (–320.8°F).
Las válvulas con cuerpos y bonetes o tapashechos de materiales conforme a ASTM – A395 yajustándose a todos los requerimientos del ASMEB16.42 y B16.34 Clase estándar, API 593, 604 ó609 pueden usarse dentro de los rangos depresión – temperatura dados en ASME B16.42. Nodebe efectuarse ninguna soldadura en lafabricación o en la reparación de componentes dehierro dúctil ni en el armado de tales componentesen un sistema de tuberías.
(b) Otros hierros colados: No deben usarse lossiguientes materiales bajo condiciones cíclicasseveras; si se suministra una adecuada protección
contra el excesivo calor, así como contra elchoque térmico y mecánico, al igual que contra elabuso, pueden usarse en otros servicios sujetos alas siguientes limitaciones:
(1) El hierro colado no debe usarse en líneasaéreas dentro de los límites de la unidad deproceso en servicio de hidrocarburos u otrosfluidos inflamables, a temperaturas superiores a422.15K (300.2°F) ni a presiones manométricassuperiores a 1,035 kPa (150 Psi). En otros lugares,la presión límite deberá ser de 2,760 kPa (400Psi).
(2) El hierro maleable no debe usarse en ningúnservicio de fluido a temperaturas menores de 244K (–20°F) o mayores de 616.15K (650°F) ni enservicio de fluidos inflamables a temperaturassuperiores a 423.15K (302°F) ni a presionesmanométricas superiores a 2,760 kPa (400 Psi).
(3) No debe usarse el hierro al alto silicio (14.5 %Si) en servicio de fluido inflamables debiendoseconsultar al fabricante, en cuanto a los rangos deoperación presión – temperatura, así como en lorelativo a las medidas precautorias al usar este
material.(c) Otros materiales metálicos.
(1) En caso de que se efectúen soldaduras ocorte térmico en fundiciones de aluminio, ni losesfuerzos permisibles del Apéndice 2 ni los índicesde componentes enlistados en la tabla 5 seránaplicables. Es responsabilidad del diseñador,

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 23/202
Primera Edición P.2.0371.01: 2000 UNT
23/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
establecer tales esfuerzos y rangos de operaciónconsistentes con los requerimientos de estaespecificación.
(2) No debe usarse plomo, estaño ni susaleaciones en servicios de fluidos inflamables.
8.1.4.3 Materiales para revestimientosmetálicos y plásticos.
Los materiales con encamisado y forro metálicospueden usarse de acuerdo con las siguientesprevisiones.
(a) Si los componentes de tubería están hechosde placa con encamisado integral, conforme aASTM A263, A264 ó A265, el diseño por presión,
de acuerdo con las reglas en el inciso 11.2 puedebasarse en el espesor total del metal base y delforro integral, después de restar cualquiertolerancia a la corrosión, siempre y cuando, tantoel metal base, como el forro integral, seanaceptados para el uso de esta especificación bajoel subinciso 8.1.1, siempre y cuando la placa delforro integral se haya probado en cuanto aesfuerzo cortante, y satisfaga todos losrequerimientos de la especificación ASTMaplicable. El esfuerzo permisible para cadamaterial (base y forro), deberá tomarse delApéndice 2 o determinarse de acuerdo con las
reglas en el subinciso 10.2.3. Sin embargo,siempre que el esfuerzo permisible usado para elforro del espesor de diseño no llegue a ser mayorque el esfuerzo de diseño usado en esta parte delmetal base.
(b) Para todos los demás componentes con forrointegral o con encamisado no integrado, el metalbase debe ser un material aceptado por estaespecificación como se define en el subinciso8.1.1 y el espesor usado en el diseño de presión,de acuerdo con el inciso 11.2, no debe incluir ni elespesor de forro ni el del encamisado. El esfuerzo
permisible utilizado debe ser el correspondiente aldel metal base a la temperatura de diseño. Paratales componentes, los materiales para el forrointegral o para el encamisado, deberán sercualesquiera, que a juicio del cliente seanadecuados para el servicio propuesto, así comopara el método de fabricación y el armado de loscomponentes de la tubería.
(c) Excepto para los componentes diseñadosde acuerdo con las previsiones del inciso (a),las limitaciones en servicio de fluido sobre losmateriales estipulados en esta especificaciónno restringen su uso como forro o encamisadoen tubo u otros componentes. Tienen primacíalas limitaciones de los materiales externos(incluyendo aquéllas sobre componentes y
juntas), excepto que deberán considerarse laspropiedades, tanto de los materiales externoscomo de los internos y de cualquier material deenlace, entre ellos al establecer las limitacionesde temperatura.
(d) La prefabricación por soldadura encomponentes de tubería con forro integrado oencamisado, junto con la inspección y prueba
de tales componentes, debe estar de acuerdocon las previsiones de los párrafos UCL 30 alUCL 52 del ASME Code Section VIII, o con lasprevisiones de los Capítulos 15 y 16 de estaespecificación cualesquiera que sean las másrigidas.
8.1.5 Deterioro de materiales en servicio.
La selección de materiales para resistir deterioroen el servicio, está fuera del alcance de estaespecificación. La selección de materialesapropiada para las condiciones propuestas de
operación, es responsabilidad del ingeniero dediseño (ver Apéndice “3”).
8.2 Materiales y partes misceláneas.
8.2.1 Materiales para juntas y auxiliares.
Al seleccionar los materiales, tales comosolventes, cementos, materiales para soldadurablanda y de estaño, empaques, anillos “O-ring"para sellar juntas, el diseñador deberá tomar enconsideración su conveniencia para el servicio defluido (debe considerarse también, los posibles
efectos de los materiales de la junta o auxiliaresen el fluido manejado).
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 24/202
Primera Edición P.2.0371.01: 2000 UNT
24/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
9. Estándares para componentes detubería
9.1 Requerimientos dimensionales.
9.1.1 Componentes enlistados de tubería.
Los estándares de dimensionales paracomponentes de tubería, se encuentrancontenidos en la tabla 5. Los requerimientosdimensionales contenidos en las especificacionesenlistadas en el apéndice 2, deberán considerarsecomo requerimientos de esta especificación.
9.1.2 Componentes de tubería noenlistados.
Las dimensiones para componentes de tubería noenlistados en el apéndice 2 o en la tabla 5,deberán ajustarse a las de aquellos componentessemejantes sí enlistados, hasta el grado en queesto sea practico. De cualquier modo, lasdimensiones deberán ser de tal forma queproporcionen una resistencia y desempeñoequivalente a la de los componentes estándar,excepto lo establecido en los incisos 11.1 y 11.2.
9.1.3 Roscas o cuerdas.
Las dimensiones de las cuerdas o roscas para
conexión de tubería, no cubiertas de otra formapor un estándar o especificación que gobierne,deben ajustarse a los requerimientos de losestándares aplicables, enlistados en el la tabla 5del apéndice 2.
9.2 Rango de operación de componentes.
9.2.1 Componentes enlistados.
Los rangos de operación presión–temperatura delos componentes enlistados, en la tabla 5, sonaceptables para diseño por presión, de acuerdo
con el inciso 11.1.
9.2.2 Componentes no enlistados.
Los rangos operación de presión–temperatura decomponentes no enlistados, deben ajustarse a lasprevisiones del inciso 11.2.
10. Condiciones y criterios de diseño.
10.1 Condiciones de diseño.
10.1.1 Generalidades.
Aquí se establecen las condiciones del diseño,las temperaturas, presiones y fuerzasaplicables a los sistemas de tuberías. Tambiéndeben tomarse en cuenta las afeccionesinducidas por el ambiente, por influenciasmecánicas o por otras cargas.
10.1.2 Presión del diseño.
10.1.2.1 Generalidades
(a) La presión de diseño no debe ser menor quela condición más severa de presión (interna oexterna) y temperatura mínima o máximacoincidentes, esperada en operación normal. (versubinciso 15.2.4).
(b) La condición más severa es aquella que seobtenga entre el mayor espesor requerido para elcomponente y el mayor rango de operación delcomponente.
(c) Cuando más de un conjunto de condiciones depresión-temperatura exista para un sistema de
tuberías, las condiciones que gobiernen el rangode operación de componente, conforme a losestándares listados, pueden diferir de lascondiciones gobernantes para el rango deoperación de componentes designado conforme alcapítulo 10.
10.1.2.2 Contención y alivio de presión.
(a) Se deben de tomar previsiones para contenero liberar de manera segura, la presión a la cual latubería pueda estar sujeta (ver párrafo 15.1.6.3).La tubería no protegida por un equipo de relevado
de presión deberá ser diseñada por lo menos parasoportar la presión mayor a la que pueda sersometida.
(b) Las fuentes de presión a ser consideradasdeben incluir influencias ambientales, oscilacionesde presión y golpes de ariete, operacióninapropiada y falla en el equipo de control.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 25/202
Primera Edición P.2.0371.01: 2000 UNT
25/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(c) Las tolerancias del párrafo 10.10.2.4 (f) sonpermitidas, siempre que los demás requerimientosdel párrafo 10.2.2.4 sean satisfechos.
10.1.3 Temperatura de diseño.
La temperatura de diseño de cada componente enun sistema de tubería es la temperatura en la cual,bajo la presión coincidente, el mayor espesor orango de operación del componente sea requeridode acuerdo con el subinciso 10.1.2. (parasatisfacer los requerimientos del subinciso 10.1.2,componentes diferentes en el mismo sistema detubería pueden tener diferentes temperaturas dediseño)
Para establecer las temperaturas de diseño se
deben considerar por lo menos la temperatura delfluido, temperatura ambiente, radiación solar,temperatura media de calentamiento oenfriamiento, y las previsiones aplicables de lospárrafos 10.1.3.2, 10.1.3.3 y 10.1.3.4.
10.1.3.1 Temperatura mínima de diseño.
La temperatura mínima de diseño es latemperatura más baja del componente esperadaen servicio. Esta temperatura puede establecerrequerimientos especiales de diseño y de
calificación del material. Ver también párrafos10.1.4.4 y 8.10.2.2.
10.1.3.2 Componentes sin aislamiento térmico.
(a) Para temperaturas del fluido inferiores a 65K(150°F), la temperatura del componente debe sertomada como la temperatura del fluido, a menosque la radiación solar u otros efectos provoquenuna temperatura mayor.
(b) Para temperaturas del fluido inferiores a338.15K (150°F), la temperatura del componente
debe ser tomada como la temperatura del fluido, amenos que la radiación solar u otros efectosprovoquen una temperatura mayor.
(c) Para temperaturas de fluido, de 338.15K(150°F) y mayores, a menos que se determine unatemperatura promedio de pared por medio depruebas o de cálculo de transferencia de calor, la
temperatura del metal para componentes sinaislar, no debe ser menor que los siguientesvalores:
1. Extremos en válvulas de rosca o para soldar,tubos, conexiones soldables y otros componentesque tengan un espesor de pared comparables aldel tubo: 95 % de la temperatura del fluido.
2. Válvulas y conexiones con extremosbridados, así como bridas, excepto de traslape, 90% de la temperatura del fluido.
3. Bridas de traslape: 85 % de la temperaturadel fluido.
4. Tornillería: 80 % de la temperatura del fluido.
10.1.3.4 Tubería con aislamiento externo.
La temperatura del componente deberá ser latemperatura del fluido, a menos que se calcule,que se hagan pruebas o fundándose enexperiencias de servicios con base en mediciones,respalden el uso de otra temperatura. Donde latubería se caliente por medio de venas ochaquetas de vapor, debe considerarse el efectode tal calentamiento para establecer latemperatura de diseño de la tubería.
10.1.3.5 Tubería con aislamiento interno.
La temperatura de diseño del componente debefundarse en cálculos de transferencia de calor oen pruebas.
10.1.4 Influencia del ambiente.
10.1.4.1 Efectos en la presión debidos alenfriamiento.
El enfriamiento de un gas o vapor en un sistemade tubería, puede reducir la presión suficiente
como para crear un vacío interno. En tal caso, latubería debe ser capaz de resistir la presiónexterna a la más baja temperatura, o de otromodo, se deben proveer los medios para romper elvacío.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 26/202
Primera Edición P.2.0371.01: 2000 UNT
26/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
10.1.4.2 Efectos de la expansión de los fluidos.
Deben tomarse previsiones en el diseño, pararesistir o para revelar el incremento de presióncausada por el calentamiento del fluido estático,contenido en la tubería.
10.4.3 Congelamiento atmosférico.
Donde la temperatura mínima de diseño seamenor a 273.15K (32°F), se debe considerar laposibilidad de condensación atmosférica yformación de hielo y se tomarán las precaucionesnecesarias en el diseño para evitarfuncionamientos defectuosos para cualquiersistema de tubería, Esto implica a todas lassuperficies de partes móviles en válvulas de cierre,
de control, de alivio, incluyendo la tubería dedescarga y otros componentes.
10.1.4.4 Baja temperatura ambiental.
Se debe considerar el efecto de la bajatemperatura ambiental en el análisis de esfuerzosde desplazamiento.
10.1.5 Efectos dinámicos.
Véase el apéndice 6, subinciso 10.1.5
10.1.5.1 Impacto.
Las fuerzas de impacto causadas por condicionesexternas o internas, incluyendo choqueshidráulicos o de sólidos pesados, deben tomarseen cuenta en el diseño de los sistemas detuberías.
10.1.5.2 Viento.
Los efectos de carga del viento, deben tomarse encuenta en el diseño de sistemas de tuberíasexpuestas a esta influencia de acuerdo con ASCE
7-88 “Cargas de Diseño Mínimas para Edificios yotras Estructuras o el Uniform building Code.
10.1.5.3 Sismos.
Los sistemas de tubería, localizados en regionesdonde los temblores de tierra representan unfactor, importante deben ser diseñados para
resistir fuerzas horizontales inducidas, como sedescribe en ASCE 7-88 o el Uniform buildingCode.
10.1.5.4 Vibración.
Los sistemas de tubería deben ser diseñados,arreglados y soportados, a modo de eliminarefectos excesivos y dañinos debidos a vibraciones,los cuales tienen como origen diferentes fuentes,como el impacto, pulsaciones de presión,resonancia en compresores y las cargas delviento.
10.1.5.5 Reacciones por descarga.
Los sistemas de tubería deben ser diseñados,
arreglados y soportados, a fin de resistir lasfuerzas de reacción, debidas a descenso odescarga de los fluidos.
10.1.6 Efectos por cargas.
En el diseño de sistemas de tubería, debentomarse en cuenta los efectos por cargas que sedan a continuación, combinados con cargas yfuerzas debidas a otras causas.
10.1.6.1 Cargas vivas.
Las cargas vivas constituyen el peso de lassubstancia que se transporta o se usa parapruebas. Las cargas producidas por nieve o porhielo deben ser tomadas en cuenta en localidadesdonde existan tales condiciones.
10.1.6.2 Cargas muertas.
Las cargas muertas son pesos permanentes comoel peso propio de componentes de tubería: tubos,válvulas, filtros, aislamientos u otras cargassobrepuestas en el tubo.
10.1.7 Efectos de expansión y contraccióntérmica.
Los siguientes efectos térmicos, combinados concargas y fuerzas provenientes de otras causas,deben tomarse en cuenta en el diseño del sistemade tubería. Véase también sección deconsideraciones precautorias, apéndice 6.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 27/202
Primera Edición P.2.0371.01: 2000 UNT
27/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
10.1.7.1 Cargas por efectos térmicos debidas arestricción de movimiento.
Estas cargas consisten en empujes y momentos,que surgen cuando se impide al sistema detubería una libre expansión o contracción térmicacomo resultado de restricciones o anclajes.
10.1.7.2 Cargas debidas a gradientes detemperatura.
Estas cargas se originan por los esfuerzos en lapared del tubo, como resultado de un cambiorápido de temperatura o por una distribucióndesigual de ésta, tal como la de un fluido muycaliente a través de un tubo de paredrelativamente grueso, o debido a un flujo bifásico
estratificado.
10.1.7.3 Cargas debidas a diferencias en lascaracterísticas de expansión.
Estas cargas resultan de las diferencias deexpansión térmica, donde se combinan materialescon diferente coeficiente de expansión térmica,como cuando se usan bimetales, enchaquetados,recubiertos o en tubería metálica – no metálica.
10.1.8 Efectos de soporte, anclajes ymovimientos en los extremos.
Los efectos de movimiento de soportes de tubería,anclajes y equipo conectado, deben ser tomadosen cuenta en el diseño de sistema de tubería.Estos movimientos pueden resultar de laflexibilidad y/o expansiones térmicas de equipos,soportes o anclas; por asentamiento, o pormovimientos de mareas u oscilaciones por viento.
10.1.9 Efectos de reducción de ductilidad.
Los efectos nocivos de reducción de ductilidaddeben tomarse en cuenta en el diseño de sistema
de tubería, pudiendo ocasionarse por tratamientostérmicos o por bajas temperaturas de operación,por soldadura, forja, doblado o formado incluyendolos efectos de congelación por perdida repentinade presión de fluidos altamente volátiles.
10.2 Criterios de diseño para tuberíametálica.
10.2.1 Generalidades.
En esta división se establecen los rangos deoperación presión-temperatura, el criterio paradeterminar esfuerzos, tolerancias y valoresmínimos de diseño, así como las fórmulas paradeterminar las variaciones permisibles de estosfactores y su aplicación para el diseño de sistemasde tuberías.
10.2.2 Criterio de diseño por presión–temperatura, para componentes detubería.
10.2.2.1 Componentes listados con rangos deoperación establecidos.
En los estándares enlistados en la tabla 5 se hanestablecido los rangos de presión–temperaturapara componentes de tubería. A menos que seestablezca de manera diferente en alguna partede esta especificación, dichos rango sonaceptables para presiones y temperaturas dediseño y se pueden utilizar las reglas y límites deesta especificación, pudiéndose ampliar los rangode presión–temperatura de un componente, más
allá de los rango del estándar enlistado bajoresponsabilidad del cliente.
10.2.2.2 Componentes sin rango específico deoperación.
Algunos de los estándares de componentesenlistado en la tabla 5 establecen que los rangosde presión–temperatura se basan en los de tuborecto sin costura. Exceptuando lo establecido endichos estándares o en esta especificación, elcomponente hecho de un material con esfuerzopermisible igual al del tubo, debe clasificarse
empleando no más del 85% del espesor nominaldel tubo sin costura correspondiente a la cédula,peso o rango de presión de la conexiónexcluyendo todas las tolerancias aplicables al tubo(por ejemplo: profundidad de rosca o tolerancia ala corrosión).

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 28/202
Primera Edición P.2.0371.01: 2000 UNT
28/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
10.2.2.3 Componentes no enlistados.
(a) Los componentes sin enlistar en la tabla 5,pero que se ajustan a una especificación o normaautorizada pueden usarse dentro de las siguienteslimitaciones.
(1) La composición, propiedades mecánicas,método de fabricación y control de calidad debenser comparables a los de los componentesenlistados, satisfaciendo al diseñador.
(2) La presión de diseño deberá verificarse deacuerdo al inciso 11.2.
(b) Cualesquiera otros componentes noenlistados deberán clasificarse por diseño a
presión como se requiere en el párrafo 11.2.7.2.
10.2.2.4 Tolerancias en las variaciones depresión y temperatura.
Las variaciones ocasionales en la presión, en latemperatura o en ambas, arriba de los niveles deoperación, son características de ciertos servicios.Las condiciones más severas coincidentes depresión y temperatura durante las variaciones seusarán para determinar las condiciones de diseñoa menos que se cumplan todos los siguientes
criterios.
(a) El sistema de tubería no debe tenercomponentes sometidos a presión interna, dehierro colado u otros materiales no dúctiles.
(b) Los esfuerzos de presión nominales no debenexceder el esfuerzo de cedencia a su temperaturaexistente (ver inciso 10.2.3 y los datos de Sy delCódigo ASME, sección II, parte D, tabla Y-1)
(c) Los esfuerzos longitudinales combinados nodeben exceder de los límites establecidos en le
párrafo 10.2.3.6.
(d) El número de ciclos (o variaciones) no debeexceder de 7,000 durante la vida del sistema detubería.
(e) La variación de la presión en ningún casoexcederá la presión de prueba del sistema detubería, empleada de acuerdo con el inciso 17.6.
(f) Para la presión de diseño, las variacionesocasionales de las condiciones de diseño deberánajustarse a una de los siguiente limites:
(1) Sujeto aprobación del cliente:
(a) Si la condiciones de operación más criticas,no duran más de 10 horas en un tiempo cualquieray la suma no es mayor de 100 horas por año, espermitido exceder el límite de la presión o elesfuerzo permisible a su temperatura existente enlas condiciones de operación críticas, hasta en un33 % como máximo.
(b) Si la condiciones de operación más criticas,no duran más de 50 horas en un tiempo cualquieray la suma no es mayor de 500 horas por año, espermitido exceder el límite de la presión o elesfuerzo permisible a su temperatura existente enlas condiciones de operación criticas, hasta 20 %como máximo.
(c) Los efectos de las variaciones anterioresdeberán ser determinados por el diseñador paraasegurar la vida en servicio del sistema de tuberíapor métodos aceptados por el cliente.
(2) Cuando la variación es autolimitante (porejemplo debido a un evento de relevado depresión) y dure no más de 50 horas en unaocasión cualquiera y la suma no es mayor de 500horas por año, es permitido exceder el límite de lapresión o el esfuerzo permisible a su temperaturaexistente en las condiciones de operación criticas,hasta 20% como máximo.
(g) La combinación de efectos de las variacionescíclicas y sostenidas en el servicio de todos loscomponente en el sistema deberá evaluarse.
(h) Las variaciones de temperatura por debajo dela temperatura mínima mostrada en el Apéndice 2no son permitidas a menos que los requerimientosdel inciso 3 sean satisfechos para la temperaturamás baja durante la variación.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 29/202
Primera Edición P.2.0371.01: 2000 UNT
29/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(i) La aplicación de presión que exceda losíndices de presión–temperatura de válvulaspuede, bajo ciertas condiciones, causar la pérdidade hermeticidad en el asiento o dificultar laoperación. La presión diferencial en el elementode cierre de la válvula no deberá exceder el rangode presión diferencial máximo establecido por elfabricante. Tal aplicación es responsabilidad delcliente.
10.2.2.5 Rangos de operación en laconfluencia de diferentes condicionesde servicio.
Cuando se conecten dos servicios que operen adiferentes condiciones de presión–temperatura, laválvula que los separe debe seleccionarse para la
condición del servicio más severa. Si la válvula vaa operar a una temperatura diferente, debido a sulejanía con un cabezal o una pieza del equipo,esta válvula y su brida compañera, o la válvula sino hay brida pueden ser seleccionadas en base aesta temperatura siempre que resistan la pruebahidrostática requerida en ambos lados de laválvula. De cualquier modo, cada sistema, debediseñarse para las condiciones del servicio para elcual se conecta.
10.2.3 Esfuerzos permisibles y otros límites
de esfuerzos.
10.2.3.1 Generalidades.
Los siguientes esfuerzos permisibles definidos enlos incisos (a),(b) y (c) deberán usarse en elcálculo para el diseño, a menos que se modifiquenen otra sección de esta especificación.
(a) Tensión . Los esfuerzos permisibles básicos Sde tensión para los metales y los esfuerzos dediseño S para tornillería enlistados en las tablas 16
y 17 se determinan de acuerdo con el párrafo10.2.3.2.
En cualquier ecuación de esta especificacióndonde aparezca el producto SE , el valor S esmultiplicado por uno de los siguientes factores decalidad1:
(1) Factor de calidad de fundición Ec definido deacuerdo al inciso 10.2.3.3 y tabulado para variasespecificaciones de material es en la tabla 16, ypara varios niveles de pruebas adicionales en latabla 6; o
(2) Factor de calidad de junta longitudinal Ej ,definido de acuerdo al inciso 10.2.3.4 ytabuladospara varias especificaciones demateriales y clases en la tabla 19, y para variostipos de juntas y pruebas adicionales en la tabla 8.
Los valores de esfuerzo en las tablas 16 y 17están agrupados por materiales y formas delproducto y para temperaturas establecidas hastalos límites previstos en el inciso 8.1.2.1(a). Lainterpolación lineal es permitida entre valores de
temperatura. El termino temperatura se refiere a latemperatura de diseño (ver inciso 10.1.3).
(b) Esfuerzo cortante y de carga . El esfuerzocortante permisible debe ser de 0.80 veces elesfuerza permisible básico de tensión, derivado delos valores en las tablas 16 y 17. Los esfuerzospermisibles de carga, deben ser 1.60 veces delesfuerzo permisible básico de tensión.
(c) Compresión. Los esfuerzos permisibles decompresión no deben ser mayores que los básicosde tensión listados en el apéndice 2. Se debe
considerar la estabilidad estructural.
10.2.3.2 Bases de los esfuerzos de diseño2.
Las bases para establecer los valores de losesfuerzos de diseño para materiales de tornillería,así como los valores de esfuerzos permisiblespara otros materiales metálicos en estaespecificación, son como sigue:
(a) Materiales para tornillería. Los valores de losesfuerzos de diseño a cierta temperatura, paramateriales de tornillería no deben exceder del
menor de los siguientes valores:(1) Excepto como se indica en (3), el menor valorentre ¼ del esfuerzo de tensión mínimoespecificado a temperatura ambiente y ¼ delesfuerzo de tensión a la temperatura de diseño;
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 30/202
Primera Edición P.2.0371.01: 2000 UNT
30/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(2) Excepto como se indica en (3), el menor valorde 2/3 del esfuerzo a la cedencia mínimoespecificado a temperatura ambiente y 2/3 delesfuerzo a la cedencia a temperatura de diseño.
(3) En temperaturas por abajo del rango determofluencia (creep), para materiales de tornilleríacuyo esfuerzo ha sido mejorado por tratamientotérmico o endurecimiento por deformación, elmenor valor de 1/5 del esfuerzo a la tensiónmínimo especificado y ¼ del esfuerzo a lacedencia mínimo especificado (a menos que estosvalores sean menores que los correspondientespara material recocido, los valores del recocidodeben ser usados).
(4) 2/3 del esfuerzo de cedencia a la temperatura
de diseño [ver inciso (f) abajo];
(5) El 100 % del esfuerzo promedio para uníndice de la formación por termofluencia de 0.01%en 1,000 horas.
(6) El 67 % del esfuerzo promedio de ruptura alfinal de 100,000 horas.
(7) El 80 % del esfuerzo mínimo de ruptura alfinal de 100,00 horas.
(b) Hierro fundido . Los valores de esfuerzo
permisibles básicos para hierro fundido no debenexceder el menor de los siguientes valores:
(1) 1/10 del esfuerzo a la de tensión mínimoespecificada a temperaturas ambiente.
(2) 1/10 del esfuerzo de tensión a temperatura dediseño[ ver inciso (f) siguiente].
(c) Hierro maleable. Los valores de losesfuerzos permisibles básicos a ciertatemperatura de diseño para hierro maleable, nodeben exceder a menor de los siguientes
valores:
(1) 1/5 del esfuerzo a la tensión mínimoespecificado a temperatura ambiente.
(d) 1/5 del esfuerzo a la tensión a temperaturade diseño [ver inciso (f) siguiente].Otrosmateriales. Los valores de esfuerzos
permisibles básicos a temperatura de diseñopara materiales que no sean los de tornillería,hierro fundido y hierro maleable, no debenexceder el menor de los siguientes valores:
(1) El menor valor entre 1/3 del esfuerzo a latensión mínimo especificado a temperaturaambiente y 1/3 del esfuerzo a la tensión atemperatura de diseño.
(2) Excepto como se establece el inciso (3)siguiente, el menor valor entre 2/3 del esfuerzoa la cedencia a temperatura ambiente y 2/3 delesfuerzo a la cedencia a la temperatura dediseño.
(3) Para los aceros austeníticos inoxidables y
para otras aleaciones de níquel, con similarescomportamientos de esfuerzo de deformación,el menor valor entre el 90 % del de fluencia atemperatura de diseño y de 2/3 del esfuerzo ala cedencia mínima especificado a temperaturaambiente [ver inciso(e) siguiente];
(4) El 100% del esfuerzo promedio para unavelocidad de termofluencia de 0.01 % en 1,000horas.
(5) El 67% del esfuerzo promedio por ruptura,al final de 100,000 horas.
(6) El 80% del esfuerzo mínimo de ruptura alfinal de 100,000 horas.
(7) Para materiales de grado estructural, elesfuerzo permisible básico deberá ser 0.92 vecesel menor valor determinado en los inciso del (1) al(6) anteriores.
(e) Limites de aplicación . La aplicación devalores de esfuerzo determinados de acuerdocon (d)(3) anteriores, no es recomendado para
juntas bridadas y otros componentes cuyaligera deformación pueda causar una fuga o unmal funcionamiento. [Estos valores se muestranen tipo itálica o negritas en la tabla 16, como seexplica en la nota (4)de las tablas del apéndice2]. En su lugar,deberan ser usados el 75% delvalor de esfuerzo en la tabla 16 o 2/3 partes delesfuerzo a la cedencia a la temperaturaespecificada que se enlistan en el CódigoASME BPV, Sección II, Parte D, Tabla Y-1.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 31/202
Primera Edición P.2.0371.01: 2000 UNT
31/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(f) Materiales no enlistados. Para un material,como lo define el inciso 9.1.1.2. El esfuerzo a latensión (cedencia) a la temperatura de diseñose debe obtener a partir de multiplicar elesfuerzo promedio a la tensión (cedencia)esperado a la temperatura de diseño por elcociente del esfuerzo mínimo a la tensiónespecificado dividido entre el promedio delesfuerzo promedio a la tensión (cedencia)esperado a temperatura ambiente.
10.2.3.3 Factor de calidad de fundición Ec.
(a) Generalidades. El factor de calidad defundición definido aquí, se debe usar paracomponentes que no tengan el rango deoperación de presión–temperatura, establecida
por los estándares de la tabla 5.
(b) Factores básicos de calidad. A lasfundiciones de hierro gris y hierro maleable,conforme a la especificaciones listadas, se lesasigna un factor básico de calidad de lafundición Ec de 1.00 (debido a la conservadorabase con la que se establecieron los esfuerzospermisibles). Para la mayoría de los demásmateriales, las fundiciones estáticas, que seajusten a los requerimientos básicos de laespecificación del material y hayan recibido unexamen visual, de acuerdo con MSS–SP 55,
deben tener asignado un factor E c de calidad defundición de 0.80. Las fundiciones centrífugasque se ajusten a los requerimientos de lasespecificaciones, solo hasta el grado deanálisis químicos, de tensión, pruebas dehidrostática y de aplastamiento, así como elexamen visual, debe asignárseles un factor E c de calidad de fundición de 0.80.
(c) Factores de calidad incrementados. Losfactores de calidad de fundición tambiénpueden incrementa se cuando se lleven acaboexámenes suplementarios a cada una de las
fundiciones. La tabla 6 los factores E c decalidad establece fundición incrementados, loscuales se establece pueden usar para variascombinaciones de exámenes suplementarios.Los factores de calidad mayores que losmostrados en la tabla 6, no resultan decombinar las pruebas indicadas en las notas 2ay 2b, o bien 3a y 3b. En ningún caso el factorde calidad debe exceder de 1.00.
(d) En varias de las especificacionesenlistadas en el Apéndice 2, se requiere delmaquinado de todas las superficies y/o uno omás de estos exámenes suplementarios. Entales casos, el factor de calidadapropiadamente incrementado, se muestra enla tabla de esfuerzos.
10.2.3.4 Factor de calidad de junta soldada Ej.
(a) Factor básico de calidad. Los factores E j de calidad de junta soldada de la tabla 19. Sonfactores básicos para juntas soldadas,longitudinales o en espiral, en componentes apresión, y como se muestra en la tabla 8.
(b) Factores incrementados de calidad. La
tabla 8 contiene factores de calidad de juntamayores, los cuales pueden sustituirse, paraciertas clases de soldaduras, siempre que selleve acabo un examen adicional más allá de lorequerido por la especificación del producto.
10.2.3.5 Límites de esfuerzos calculadosdebido a cargas sostenidas yesfuerzos por desplazamientos.
(a) Esfuerzos por presión interna. Losesfuerzos debidos a la presión interna debenconsiderarse seguros cuando el espesor de
pared del componente de la tubería y susrefuerzos cumplen los requerimientos del inciso10.2.
(b) Esfuerzos de presión externa. Losesfuerzos debidos a presión externa debenconsiderarse como seguros, cuando el espesorde pared de los componentes de tubería y susmedios de rigidez se ajusten a losrequerimientos del inciso 11.2.
(c ) Esfuerzos longitudinales S L .La suma delos esfuerzos longitudinales debidos a la
presión, peso y otras cargas sostenidas S L ,no deben exceder de S h , definido en (d), másadelante. El espesor del tubo usado en elcálculo de S L, debe ser el espesor nominal
T menos las tolerancias mecánicas por
corrosión y por erosión.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 32/202
Primera Edición P.2.0371.01: 2000 UNT
32/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(d) Rango de esfuerzos permisibles dedesplazamiento S A. El rango de esfuerzo dedesplazamiento calculado S E en un sistema detubería (ver. 14.1.3.4) no debe exceder el rangode esfuerzos de desplazamiento permisible S A (ver. 14.1.2.3 a 14.1.3.4) calculado por laecuación (1a):
S A= f (1.25 S C +10.25 S h ) (1a)
Cuando S h sea mayor que S L, la diferenciaentre ellos puede agregarse al término 0.25 S h en la ecuación (1a). En este caso, el rango deesfuerzo permisible es calculado por laecuación (1b):
S A = f [ 1.25 (S C + S h ) – S L ] (1b)
En las ecuaciones (1a) y (1b)
S C = Esfuerzo permisible básico3 para elmaterial, a la temperatura mínima esperada delmetal durante el ciclo de desplazamiento bajoanálisis.
S h = Esfuerzo permisible básico3 para elmaterial, a la máxima temperatura esperada delmetal, durante el ciclo de desplazamiento bajoanálisis
f =Factor de reducción del rango de esfuerzos4
por de la tabla 9 o calculado por la ecuación(1c)5.
f = 6.0[N]-0.2≤1.0 (1c).
donde:
N = número equivalente de ciclos completadosde desplazamiento durante el periodo de vidaesperado del sistema de tubería6.
Cuando el rango de esfuerzo calculado varia,
ya sea por la expansión térmica u otrascondiciones, S E se define como el mayor rangode esfuerzo de desplazamiento calculado por laecuación (1d)
N = N E + ∑ r i 5 N i para i =1,2, …..n (1d)
Donde:
N E = Número de ciclos del rango de esfuerzode desplazamiento calculado máximo, S E .
N i = Número de ciclos asociado con el rangode esfuerzo de desplazamiento S i .
r i = S i /S e ( 1f )
S i = Cualquier rango de esfuerzo dedesplazamiento menor que S E .
1 Si un componente está hecho de fundiciones unidas por soldaduralongitudinal, tanto el factor de calidad de junta soldada como defundición se deberán aplicar. El factor de calidad equivalente E es elproducto de E c , Tabla 18, y E j , Tabla 19.
2 Estas bases son las mismas que las establecidas por el Código ASMEBPV, Sección VIII, División 2, dados en la Sección II, Parte D. Losvalores de esfuerzos de esta especificación, Apéndice 2, a temperaturaspor debajo del rango de termofluencia, generalmente son las mismasque las listadas en la Sección II, parte D, Tablas 2A y 2B, y en la tabla 3de tornillería que también son correspondientes con las bases antesmencionadas. Ellos han sido ajustados como se ha requerido paraexcluir los factores de calidad de fundición y los factores de calidad de junta soldada. Los valores de esfuerzos a temperaturas en el rango determofluencia, generalmente son las mismas que los indicados en laSección II, Parte. Tablas 1A y 1B y corresponden a las bases de laSección VIII, División 1. Los valores de esfuerzos para temperaturas porarriba de las correspondientes a los valores enlistados en el CódigoASME BPV, y para los materiales no listados en este, están basados enlos listados en el Apéndice 2 de la edición 1966 de ASA B31.3. Talesvalores serán revisados cuando los datos de las propiedades mecánicasa temperaturas elevadas y/o materiales adicionales lleguen a ser válidospara el Comité.
3 Para fundición, el esfuerzo permisible básico deberá ser multiplicadopor el factor de calidad de fundición aplicable Ec. Para las soldaduraslongitudinales, el esfuerzo permisible básico no requiere ser multiplicado
por el factor de calidad de junta soldada Ej.4 Aplica a tubería esencialmente sin corroer. La corrosión puededisminuir marcadamente el periodo de vida cíclica, por consiguiente, losmateriales resistentes a la corrosión se deben considerar donde seespera un mayor numero ciclos de esfuerzos.
5 La ecuación (1c) no aplica mas allá de aproximadamente 2 X 106
ciclos. La selección de factores por arriba de 2 X 10 6 ciclos esresponsabilidad del diseñador.
6 El diseñador debe considerar que el periodo de vida, en condiciones defatiga, del material utilizado a temperaturas elevadas puede reducirse.
10.2.3.6 Límite de esfuerzos calculados,debidos a cargas ocasionales.
(a) Operación. La suma de los esfuerzoslongitudinales debido a la presión, peso y otrascargas sostenidas S L y la de los producidos porcargas ocasionales como las de viento o temblorespueden ser tanto como 1.33 veces el esfuerzopermisible dado en el apéndice 2. Parafundiciones, el esfuerzo básico permisible debe sermultiplicado por el factor de calidad de fundiciónE c . Donde el valor del esfuerzo permisible exceda
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 33/202
Primera Edición P.2.0371.01: 2000 UNT
33/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
2/3 del esfuerzo de cedencia a temperatura dediseño, el valor del esfuerzo permisible debereducirse como lo específica el punto 3 en elpárrafo 10.2.3.2(e), Las fuerzas de viento ytemblores no deben ser consideradas como siactuaran concurrentemente. El diseñador debeconsiderar que el periodo de vida, en condicionesde fatiga, del material utilizado a temperaturaselevadas puede reducirse.
(b) Pruebas . Los esfuerzos debido acondiciones de prueba, no están sujetos a laslimitaciones del subinciso 10.2.3. No esnecesario considerar otras cargas ocasionales,tales como viento y temblores, comosucediendo concurrentemente con las cargasde prueba.
10.2.4 Tolerancias.
En la determinación del espesor mínimorequerido para un componente de la tubería,deben incluirse las tolerancias correspon-dientes a corrosión, erosión y profundidad deuna rosca o de ranura. Véase la definición de c en el párrafo 11.2.1.1(b).
Se deben tomar en cuenta las tolerancias queafecten el espesor de la tubería, debidas a suproceso de fabricación. En el caso de la tuberíasin costura longitudinal, la toleranciacorresponderá a mas menos 12.5% del espesorfinal. Debe aplicarse este porcentaje deacuerdo a la siguiente ecuación:
de donde: ( 1g )
t n = Espesor de pared nominal.
t m = Espesor de pared minimo.
En el caso de la tubería con costuralongitudinal, la toleranicia coresponderá a: 0.3
mm (0.01"). debe aplicarse este porcentaje deacuerdo a la siguiente ecuación:
tn = tm + 0.3 (mm) (1h)
Para materiales con tolerancias especiales, sedenem consultar las especificaciones ASTMaplicables.
10.2.4.1 Resistencia mecánica.
Cuando sea necesario, el espesor de la pared deltubo debe ser incrementado para preveniresfuerzos, colapso, daño o deflexión, debido acargas sobrepuestas, por efecto de los soportes,formación de hielo, retrollenado, etc. Donde losincrementos de espesores ocasionen esfuerzoslocales excesivos o riesgo de fractura frágil o deotro modo resulten impracticables, la resistenciarequerida se puede obtener por medio de laadición de soportes, refuerzos u otros medios, sinaumentar el espesor de la pared. Debe darseparticular consideración a la resistencia mecánicade conexiones de tubos pequeños a otras tuberíaso equipo.
11. Diseño por presión de componentesmetálicos de tubería.
11.1 Generalidades.
Los componentes de tubería manufacturadosde acuerdo con los estándares de la tabla 5, sedeben considerar apropiados para usarse en elrango de operación presión–temperatura de
acuerdo con el párrafo 10.2.2.1. Las reglas delinciso 11.2, usualmente son para diseño apresión de componentes no cubiertos en latabla, pero pueden usarse para un diseñoespecial o más riguroso de tales componentes.El diseño debe verificarse para una resistenciamecánica adecuada bajo las cargas aplicables,enumeradas en inciso 10.1.
11.2 Diseño a presión de componentes detubería.
11.2.1 Tubo recto.
11.2.1.1 Generalidades.
875.0m
n t
t =
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 34/202
Primera Edición P.2.0371.01: 2000 UNT
34/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
a) El espesor requerido para una sección detubo recto metálico, debe determinarse deacuerdo con la ecuación (2):
t m = t + c ( 2 )
El espesor mínimo para el tubo seleccionado,considerando la tolerancia de fabricación, nodebe ser menor de t m.
b) La terminología descrita abajo se usa enlas ecuaciones para el diseño a presión detubos rectos:
t m = Espesor mínimo requerido, incluyendo,tolerancias mecánicas, de corrosión y deerosión.
t = Espesor por presión de diseño, calculadosegún párrafo 11.2.1.2 por presión interna, obien, de acuerdo con el procedimiento delpárrafo 11.2.1.3 para presión externa.
c = Suma de las tolerancias mecánicas,profundidades de roscas o de ranuras más lastolerancias de corrosión y erosión. Paracomponentes roscados, debe aplicarse laprofundidad nominal de la cuerda (dimensión h
del ASME B1.20.1 o equivalente).Parasuperficies maquinadas o ranuradas donde nose especifiquen las tolerancias, éstas debentomarse como de 0.5 mm (0.02 pulg) ademásde la profundidad especificada del corte.
T = Espesor de pared del tubo (medido omínimo conforme a especificación de compra).
d = Diámetro interior del tubo . Para cálculosde diseño a presión el diámetro interior del tuboes el valor máximo permitido por laespecificación de compra.
P = Presión interna manométrica de diseño.
D = Diámetro exterior del tubo como se enlistaen las tabla de los estándares oespecificaciones o como sea medido.
E = Factor de calidad de las tablas 18 y 19 delapéndice 2.
S = Valor del esfuerzo para materiales de latabla 16 del apéndice 2.
Y = Coeficiente de la tabla 10 para losmateriales indicados, siempre y cuando t seamenor de D /6. Para temperaturas intermedias,el valor de Y puede interpolarse.
Cuando t sea igual o mayor que D /6,
11.2.1.2 Tubo recto bajo presión interna.
Para tubos metálicos, el espesor de diseño depresión interna t , no debe ser menor que elcalculado por la siguiente ecuación (3a),siempre que t sea menor que D/6.
)PY SE (
PDt
+=
2 (3a)
Las siguientes ecuaciones (3b),(3c), o (3d)pueden usarse en lugar de la ecuación (3a)
SE
PDt
2= (3b)
+−
−=PSE
PSE Dt 1
2 (3c)
)]1([2
)2(
Y PSE
cd Pt
−−
+= (3d)
(c) Los tubos con t igual o mayor de D /6 o P/SE mayor que 0.385 requieren una consideraciónespecial, tomando en cuenta los factores dediseño y de material, tales como los de teoría defalla, fatiga y esfuerzos térmicos.
c d D c d
Y 2
2++
+=
( 3 )
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 35/202
Primera Edición P.2.0371.01: 2000 UNT
35/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
11.2.1.3 Tubos rectos bajo presión externa ylos requerimientos de arosatiesadores
El espesor de diseño de presión t , y losrequerimientos de aros atiesadores para tubosrectos bajo presión externa, deben determinarsede acuerdo con el párrafo UG-28 al UG-30 de lasección VIII, División 1, perteneciente al CódigoASME, BPV, usando como la longitud de diseño L el recorrido de la longitud de la línea central entrecualquiera de las dos secciones atiesadas deacuerdo con UG-29. Con una excepción, paratubería con D 0 /t <10, el valor de S para serutilizado en la determinación de P a2 debe ser elmenor de los siguientes valores para materiales detubería a la temperatura de diseño:
(a) 1.5 veces el valor de esfuerzo en la tabla 16de esta especificación; o
(b) 0.9 veces el esfuerzo de cedencia tabuladoen la Sección II, Parte D, Tabla Y-1 para losmateriales listados allí. ( El símbolo D 0 en laSección VIII es equivalente al D en estaespecificación)
11.2.2 Curvas y segmentos de gajos de tubometálico
11.2.2.1 Dobleces
El espesor mínimo requerido (t m ) de un tubo,después del doblado, se debe determinar igualque para un tubo recto, de acuerdo a lasubinciso 11.2.1.
11.2.2.2 Codos
Los codos de fabricación que no esténcomprendidos en el párrafo 11.1 deben sercalificados de acuerdo a los requerimientos delpárrafo 11.2.7.2
11.2.2.3 Curvas de gajos.
Una bayoneta angular de 3° o menos (ángulo ∝ en la figura 2), no requiere consideración dediseño como un doblez de gajos. Los métodosaceptables para diseño por presión de dobleces
de gajos sencillo o múltiple se proporcionan en(a) y (b).
(a) Curvas de gajos múltiples. La máximapresión interna permisible, debe ser el valormenor calculado por medio de las ecuaciones4a y 4b. Estas ecuaciones no son aplicablescuando θ exceda de 22.5°.
( )
−+−−−
=cT r tan.)cT (
cT
r
c)(T SE P
m
22 6430
(4a)
−−−
=21
21
502
r . R
r R)cT (SE P
r m (4b)
(b) Curvas de gajos sencillas.
La máxima presión interna permisible para unacurvas de gajos sencilla con θ no mayor de 22.5°,debe calcularse mediante la ecuación (4a).
Para el mismo, pero con θ mayor de 22.5° lamáxima presión interna permisible, debecalcularse por medio de la ecuación (4c).
( )
−+−
−−=cT r tan1.25)cT (
)cT (
r
c)T (SE
22
mP (4c)
(c) El espesor de la pared del tubo de gajos T usado en las ecuaciones (4a), (4b) y (4c) debeextenderse a una distancia no menor que M desdela bifurcación interior hasta las soldaduras degajos del extremo, donde:
M= la mayor de 2.5 (r 2T )0.5 y tan θ (R 1 – r 2 )
La longitud de la conicidad en el extremo del tubo
puede ser incluida en la distancia M .
(d) La terminología siguiente es usada en lasecuaciones (4a), (4b) y (4c) para el diseño apresión para dobleces de gajos:
c = el mismo como se define en 11.2.1.1
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 36/202
Primera Edición P.2.0371.01: 2000 UNT
36/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
E = el mismo como se define en 11.2.1.1
P m = Máxima presión interna permisible paradobleces de gajos.
r 2 = Radio medio del tubo usando pared
nominal T .
R 1= Radio efectiv o del dobles de gajos enmm (pulg), o sea, la distancia más corta entrela línea de centro del tubo a la intersección delos planos adyacentes.
S = Como se define en el párrafo 11.2.1.1
T = Espesor de pared del tubo del gajo
(medido o mínimo conforme a lasespecificaciones de compra).
θ = Angulo del corte del gajo.
∝ = Angulo del cambio de dirección de la juntas al cuerpo del gajo
= 2 θ
Para cumplir con esta especificación, el valorR 1 no deberá ser menor que el dado por laecuación (5).
21
D
Tan
A R += (5)
Donde A tiene los siguientes valores empíricos.
(1) para el sistema métrico:
(T-c) , mm A
13
13 < (T-c)<22
22
25
2(T-c)
[2(T-c) / 3] + 30
(2) para el sistema inglés:
(T-c) , pulg A
0.5
0.5 < (T-c)<0.88
0.88
1.0
2(T-c)
[2(T-c) / 3] + 1.17
El espesor de pared de segmentos curvos y degajos sujetos a presión externa, puededeterminarse conforme al párrafo 11.2.1.3.
11.2.3 Conexión de ramales.
11.2.3.1 Generalidades.
(a) Los requerimientos establecidos en lospárrafos 11.2.3.2 y al 11.2.3.4 son aplicables a laconexión de ramales hechos de acuerdo a lossiguientes métodos, excepto lo establecido en elpárrafo (b) siguiente.
(1) Conexiones para tuberías (tees, conexionesextruídas para ramales, laterales, cruces, etc.).
(2) Conexiones para ramales soldadas,incluyendo boquillas fundidas o forjadas, coplesmayores de 3 pulg. de diámetro nominal yadaptadores ó accesorios similares, con extremospara soldar a tope, de inserto soldable, roscados obridados, para unir el ramal al cabezal, talesaccesorios estando unidos al cabezal porsoldadura;.
(3) Soldando directamente el ramal al cabezalcon o sin adición de refuerzo como se estableceen el párrafo 16.2.5.4
(b) Lo establecido en los párrafos 11.2.3.2 hastael 11.2.3.4 son los requerimientos mínimos,válidos solo para conexiones a ramal en que(usando la nomenclatura de la fig. 11.2.3.3):
(1) la relación del espesor con respecto aldiámetro del cabezal (D h /T h ) sea menor a 100 y larelación del diámetro del cabezal con respecto alramal (D b /D h ) no sea mayor a 1.0.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 37/202
Primera Edición P.2.0371.01: 2000 UNT
37/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(2) para el tubo del cabezal con (D h /T h ) ≥ 100, eldiámetro del ramal D b sea menor que la mitad deldiámetro del cabezal D h ,
(3) el ángulo β sea por lo menos de 45°;
(4) el eje del ramal intersecte al eje del cabezal.
(c) Donde la previsiones de (a) y (b) anterioresno se cumplan, la presión de diseño deberá sercalificada como lo establece el párrafo 11.2.3.5.
11.2.3.2 Resistencia de la conexión deramales.
Una tubería que tenga una conexión a ramal,se debilita por la abertura de dicha tubería y amenos que su espesor esté excedido parasoportar la presión, es necesario reforzar launión. El esfuerzo debe determinarse deacuerdo con los párrafos 11.2.3.3 y 11.2.3.4.Sin embargo, existen ciertas conexiones deramales que tienen resistencia adecuada o serefuerzan al construirse. Se puede suponer sincalcular, que una conexión de ramal tienesuficiente resistencia para soportar laspresiones internas y externas a que va a estarsometida, siempre y cuando:
(a) la conexión al ramal utilice un accesorio
para tubería, como una tee, una lateral o unacruz, de acuerdo con el inciso 11.1
(b) el ramal se conecte soldado directamenteal cabezal por medio de un cople roscado, deinserto soldable o medio cople, de acuerdo conel párrafo 16.2.5.4 y el tamaño del ramal noexceda de 2 pulg diámetro nominal pulg ¼ deldiámetro nominal del cabezal. El espesormínimo del acoplamiento, en cualquier parte dela zona de refuerzo (si la rosca está en esazona, el espesor de pared será a partir de laraíz de la rosca al diámetro exterior mínimo),
no debe ser menor que aquel que tenga elramal en donde no haya rosca. En ningún casopodrá usarse un cople o medio cople que tengaun rango de operación menor 3,000 lb segúnASME B16.11.
(c) el ramal se conecte al cabezal mediante lasoldadura de una conexión integralmente
reforzada (con salida, ya sea roscada, de cajasoldable o biselada para soldadura a tope),siempre y cuando la conexión que sesuministre esté hecha según lasespecificaciones de materiales de la tabla 16del Apéndice 2 y demostrar que ha sidoprobado a presión interna a escala completa enpiezas semejantes o probadas por otros mediosdescritos en el párrafo 11.2.7.2 quedemuestren que dicha conexión es, cuandomenos, tan resistente como el tubo del cabezalo del ramal.
11.2.3.3 Refuerzo de conexiones soldadaspara ramales.
Se requiere refuerzo adicional, cuando éste no
se proporciona inherentemente en loscomponentes de una conexión a rama parasatisfacer los criterios en (a) y (b) siguientes:
(a) Terminología. Los términos descritos acontinuación, se usan en el diseño a presión deconexiones de ramales (ver figura 3) dichafigura no indica detalles de construcción o desoldadura, sólo es ilustrativa de la terminología.
b = subíndice para referirse al ramal
ß = ángulo menor entre ejes de ramal y del
cabezal.
c = como se define en el párrafo 11.2.1.1.
d 1 = longitud efectiv a en la tubería principal,removida por la perforación.
d 2 = mitad del ancho de la zona de refuerzomedida a lo largo de la tubería principal = d1; ó
( T b – c ) + ( T h – c ) +2
d1
Cualquiera que sea mayor, pero en ningúncaso mayor a D h
h = subíndice para referirse al ramal.
L4 = altura externa de la zona de refuerzo,del cabezal.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 38/202
Primera Edición P.2.0371.01: 2000 UNT
38/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
= 2.5 ( T h – c ) o 2.5 (T b – c ) + T r ,cualquiera que sea menor.
T r = espesor mínimo del anillo de refuerzo osilleta, echa de tubo (usar espesor nominal, sise hace de placa).
= cero , cuando no halla silleta ni anillo derefuerzo.
T b = espesor real del tubo por medición oespesor mínimo permitido por suespecificación, excepto para conexiones aramal reforzadas integralmente. Para talesconexiones, el valor de T b para usarlo en loscálculos L4 , d 2 y A3 , es el espesor del tramoreforzado (mínimo permitido por su
especificación) siempre que el espesor deltramo sea uniforme y se extienda por lo menoshasta el limite de L4 (ver f igura 3).
t = espesor de tubo calculado por presiónde acuerdo con la ecuación apropiada para elespesor de pared, o bien, con el procedimientodel subinciso 11.2.1. Para tubos soldados,cuando el ramal no intercepte la soldaduralongitudinal del cabezal, el esfuerzo permisiblebásico S , para el tubo puede usarse paradeterminar t h para calcular el refuerzosolamente. Cuando el ramal intercepte la
soldadura longitudinal de la tubería, se debeutilizar en el cálculo, el producto SE del cabezal(del valor de esfuerzo S y el factor de calidadde junta apropiado Ej , de la tabla 19). Elproducto SE del ramal debe utilizarse en elcálculo de t b .
(b) Area requerida de refuerzo . El árearequerida de refuerzos A1 para la conexión deun ramal bajo presión interna, debe ser
A1 = t h d 1 (2 – sen β) (6)
Para una conexión a ramal bajo presiónexterna, el área A1 es la mitad del árearequerida por presión interna.
(c) Area disponible . El área disponible pararefuerzo esta definida como:
A2 + A3 + A4 ≥ A1 (6a)
Estas áreas son todas aquellas dentro de la zonade refuerzo y son mas ampliamente definidas acontinuación.
(1) El área A2 es el área resultante de cualquierexceso de espesor en la pared del cabezal:
A2 = ( 2 d 2 – d 1 ) ( T h –- t h –- c ) (7)
(2) Area A3 es aquella resultante de cualquierexceso de espesor disponible en la pared deltubo del ramal:
A3 = 2 L4 ( T b – t b – c ) / senβ (8)
Area A4 es la de todos los demás metales,suministrada por el metal de soldadura y porrefuerzos de metal, apropiadamente unidos a latubería o al ramal. En el cálculo de áreas dedepósitos de metal de soldadura, deben utilizarselas dimensiones mínimas requeridas en el párrafo16.2.5.4, a menos que se instruya al soldador paraque dé mayores dimensiones especificadas encuyo caso, estas dimensiones deben usarse en elcálculo.
(d) Zona de refuerzo . La zona de refuerzo es unparalelogramo cuya longitud debe extenderse auna distancia d 2 a cada lado del eje longitudinaldel tubo del ramal, y cuyo ancho debe comenzar
en la superficie interna del cabezal, en suscondiciones de tubo corroído y extendiéndosehasta una distancia L4 a partir de la superficieexterior del cabezal, medida perpendicularmente asu superficie exterior.
(e) Ramales múltiples. Cuando dos o másaberturas adyacentes, estén poco espaciadas y setraslape su zona de refuerzo, las dos o másaberturas deben ser reforzadas, de acuerdo conlos párrafos (b) y (c) anteriores. Ninguna porciónde la sección transversal del metal se puedeaplicar a más de una abertura o ser evaluada masde una vez en cualquier área combinada. Cuandose prevean dos o más aberturas con un refuerzocombinado, La distancia mínima entre centroscualquiera que sea, deberá ser cuando menos 1½veces el diámetro promedio, y el área de refuerzoentre ellas debe ser cuando menos 50 % del totalrequerido para esas dos aberturas. (Se puedeconsultar la Norma PFI ES-7 para
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 39/202
Primera Edición P.2.0371.01: 2000 UNT
39/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
recomendaciones del espaciamiento entreboquillas soldadas).
(g) Refuerzos adicionales
(1) Los refuerzos adicionales en forma de anillo osilleta, como parte del área A4 , deben ser de unancho constante, razonablemente.
(2) Los materiales usados para refuerzo, puedendiferir de los del cabezal, siempre y cuando seancompatibles con los tubos, tanto del cabezal comodel ramal, respecto a soldabilidad, requerimientosde tratamiento térmico, corrosión galvánica yexpansión térmica, etc.
(3) Si el esfuerzo permisible para los materiales
del refuerzo es menor al del tubo del cabezal,debe reducirse el área calculada de este refuerzoen la misma proporción que los valores deesfuerzo permisibles utilizados en la determinaciónde su contribución al área A4 .
(4) No debe darse ningún crédito adicional amateriales con valores permisibles de esfuerzomayores que los del cabezal.
11.2.3.4 Refuerzos en cabezales con salidasextruídas.
(a) Los principios para el refuerzo establecidosen 11.2.3.3 son aplicables, esencialmente, acabezales con salidas extruídas. Un cabezal consalida extruídas es una longitud de tubo en la cualuna o más salidas para conexión de ramales hansido formadas por extrusión, utilizando una ovarias matrices (dados) para controlar el radio deextrusión. La salida extruída se proyecta sobre lasuperficie del cabezal una distancia h x que debeser por lo menos igual al radio externo de la salidar x (esto es h x ≥ r x ).
(b) Las reglas del párrafo 11.2.3.4 son los
requerimientos mínimos, válidos solo dentro de loslímites de la geometría mostrada en la fig. 4 ydonde el eje de la salida intercepte y seaperpendicular al eje del cabezal. Donde estosrequerimientos no se cumplan, o donde el materialno sea de una sola pieza, como en el caso delanillo o la silleta, la presión de diseño debe sercalificada de acuerdo con el párrafo 11.2.7.2.
(c) Terminología. La terminología usada aquí seilustra en la fig.4. Note que el subíndice x significaextruído. Para los términos no enlistados aquí sepuede recurrir al párrafo 11.2.3.4 (a).
d x = diámetro interior del diseño en la salidaextruída medida en el nivel de la superficie exteriordel cabezal; esta dimensión se toma después deeliminar las tolerancias mecánicas y de corrosión,y toda tolerancia del espesor.
h x = altura de la boquilla extruída. Debe serigual o mayor que r x excepto como se muestranen el detalle (b) de la figura 4.
L5 =altura de la zona reforzada
= 0.7 xbT D
T x = Espesor del acabado corroído de laboquilla extruída, medido a una altura igual omayor que r x arriba de la superficie exterior delcabezal.
D 2 = Mitad del ancho de la zona de refuerzo(igual a d x ).
r x = Radio de curvatura de la porción delcontorno de la boquilla, medido en el plano que
contiene los ejes del cabezal y del ramal.
Limitaciones para el radio rx. El radio del contornoexterior rx esta sucio a las siguientes limitaciones:
(1) r x mínimo. La menor de 0.05 D b y 38 mm (1.5in);
(2) r x máximo. no debe exceder de:
(a) para D b <8 in de diámetro nominal,
32 mm (1.25 pulg)
(b) para D b ≥8 in de diámetro nominal,
0.1D b +13 mm (0.5 pulg);
(3) Cuando el contorno externo contenga más deun radio, aplican los requerimientos de (1) y (2)anteriores.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 40/202
Primera Edición P.2.0371.01: 2000 UNT
40/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(4) No debe emplearse el maquinado paracumplir los requerimientos anteriores.
(e) Area de refuerzo requerida . El área requeridade esfuerzo se define como:
AI = K t h d x (9)
Donde K debe determinarse como sigue:
(1) Para D b / D h > 0.60, K = 1.00
(2) Para 0.60 ≥ D b / D h >0.15,
K = Par 0.60 +2/3(D b /D h ).
(3) Para D b / D
h ≤ 0.15, K = 0.70.
(f) Área disponible. El área disponible refuerzoesta definida como:
A2 + A3 + A4 ≥ A1 (9a)
Todas estas áreas están dentro de la zona derefuerzo y se definen más ampliamente acontinuación.
(1) Área A2 . Es aquella resultante de un excesode espesor disponible en la pared del cabezal.
A2 = d x ( T h – t h ) (10)
(2) Área A3 . Es aquella resultante de un excesode espesor disponible de la pared del tubo delramal
A3 = 2L5 ( T b – t b ) (11)
(3) Area A4 . Es aquella resultante del exceso deespesor disponible en el labio externo del cuelloextruído.
A4 = 2r x ( T x – T b ) (12)
(g) Refuerzo en aberturas múltiples . Debenseguirse las reglas del párrafo 11.2.3.3 (e),excepto que el área requerida y la de refuerzo,deben ser como se establece en los párrafos10.2.4.4
(h) Identificación. Además de lo anterior, elfabricante debe ser responsable de marcar sobreel cabezal que contenga las salidas extruídas, lapresión y la temperatura de diseño, más el símbolo“B–31.3“, para indicar la sección de Códigoaplicable. De igual modo debe marcarse el nombredel fabricante sobre el cabezal.
11.2.3.5 Consideraciones adicionales paradiseño de ramales.
Los requerimientos de los párrafos 11.2.3.1 al11.2.3.4 están destinados a asegurar undesempeño satisfactorio de conexión de ramales,sujetos solamente a presión, debiendo eldiseñador también considerar lo siguiente:
(a) Además de las cargas por presión, se aplicanfuerzas externas y movimientos a la conexión delramal, originados por expansión y contracción, porcargas vivas y muertas, así como por movimientosde los extremos de tubería y soportes. Debe darseespecial consideración en el diseño de conexiónde ramales para resistir estas fuerzas ymovimientos.
(b) Bajo las siguientes circunstancias se debenevitar las conexiones del ramal directamente alcabezal por medio de soldadura:
(1) Cuando el diámetro del ramal se aproxime aldel cabezal, particularmente si el tubo se formócon más de 1.5 % de pretensado en frío oexpandido de un material sujeto a trabajos deendurecimiento, si se usa como cabezal.
(2) Donde se pueden ejercer esfuerzosrepetitivos sobre la conexión, por medio devibración, presión pulsante, ciclaje térmico, etc. Entales casos, se recomienda que el diseño seaconservador y que se dé la debida consideraciónal uso de abrazaderas (tees) bipartidas, silletas o
refuerzos de cobertura completa.(c) Debe suministrarse la adecuada flexibilidaden líneas de diámetros menores cuando seanramales de un ramal mayor, a fin de que absorbanla expansión térmica y otros movimientos de lalínea mayor.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 41/202
Primera Edición P.2.0371.01: 2000 UNT
41/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(d) En caso de usar aros atiesadores oabrazaderas, para rigidizar la conexión del ramal,sus áreas no deben contar como contribución alárea de refuerzo definida en el párrafo 11.2.3.3(c)o 11.2.3.4(f). Sin embargo, pueden usarserebordes o contraventeos para fortalecer laconexión del ramal en lugar del refuerzo cubiertoen los párrafos 11.2.3.3 y 11.1.3.4 si el diseño escalificado como se establece en el párrafo11.2.7.2.
(e) Para conexiones a ramal que no cumplan conlos requerimientos del párrafo 11.2.3.1(b), elrefuerzo integral, refuerzo de envoltura completa uotros medios de refuerzo deben ser considerados
11.2.2.4 Segmentos de tubo curvos y de gajos
y bajo presión externa.
11.2.4.1 Generalidades.
(a) Las tapas para las cuales no se dan lasreglas de diseño en el párrafo 10.1 ó 11.2.4.1(b),deben cumplir los requerimientos del párrafo11.2.7.2.
(b) En cuanto a material y condiciones deservicio, las tapas pueden diseñarse de acuerdocon las reglas contenidas en la sección VIII,División 1 del ASME, BPV, calculadas con la
siguiente ecuación (13):
t m = t + c (13)
Donde:
t m = Espesor mínimo requerido, incluyendo latolerancias mecánicas de corrosión yerosión.
t = Espesor por presión de diseño, calculadopara un tipo de tapa, y dirección de lacarga usando la ecuación y procedimientos
apropiados de la sección VIII, División 1del Código ASME BPV, excepto que lossímbolos usados para determinar t debendefinirse como sigue:
P = Presión manométrica de diseño.
S = Definido con 11.2.1.1.
E = Factor de calidad definida en el párrafo11.2.1.1
c = Suma de tolerancias definida en 11.2.1.1
11.2.4.2 Aberturas en tapas.
(a) Las reglas de estos párrafos, (b) al (g) seaplican a aberturas en tapas, en las cuales eldiámetro de éstas no sea mayor de la mitad deldiámetro interior de la tapa, de acuerdo conUG–36 Código ASME BPV, Sección VIII,División 1. Las aberturas de diámetros mayoresdeben diseñarse como una reducción, deacuerdo con el subinciso 11.2.6 o en el caso detapas planas éstas deben diseñarse como unabrida de acuerdo con el subinciso 11.2.5.
(b) Una tapa se debilita por una abertura y amenos que su espesor esté suficientementeexcedido del que se requiere para soportar lapresión, es necesario suministrar refuerzoadicional. La necesidad y la cantidad derefuerzo requerido debe determinarse deacuerdo con los párrafos que siguen, exceptoque debe considerarse que las aberturas tienerefuerzo adecuado, siempre y cuando laconexiones de salida llenen los requerimientos11.2.3.2(b) o (c).
(c) El refuerzo para una abertura, en una tapa,será distribuido de manera tal que el área derefuerzo de cada lado de la abertura(considerando cualquier plano a través delcentro de la abertura normal a la superficie dela tapa), sea cuando menos la mitad de toda elárea requerida en ese plano.
(d) El área total de la sección transversalrequerida como refuerzo en cualquier plano,que pase por el centro de la abertura, no debeser menor a las definidas en UG–37 (b), UG–38y UG–39.
(e) El área de refuerzo y la zona reforzada,deben calcularse según el párrafo 11.2.3.3 y11.2.3.4 considerando el subíndice h , así comootras referencias para el cabezal se apliquen ala tapa igual forma. Donde la tapa sea curva,los bordes de la zona de refuerzo deben seguirel contorno de la tapa, así como las

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 42/202
Primera Edición P.2.0371.01: 2000 UNT
42/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
dimensiones de la zona deben medirse paralelay perpendicularmente a la superficie de la tapa.
(f) Si van a localizarse dos o más aberturasen una tapa, deben aplicarse las reglas de lospárrafos 11.2.3.3 y 11.2.3.4 para los refuerzosde abertura múltiples.
(g) Igualmente aplican las consideracionesadicionales de diseño para aberturas en tapasdadas en el párrafo 11.2.3.5.
11.2.5 Diseño por presión de bridas y placasciegas.
11.2.5.1 Bridas - Generalidades.
(a) Las bridas que no cumplan con lo establecidoen los párrafos 11.1 o 11.2.5.1 (a) o (c) debenajustarse a los requerimientos del párrafo 11.2.7.2.
(b) Las bridas deben diseñarse de acuerdo con elApéndice 2 de la sección VIII, División 1 delCódigo ASME BPV, Los esfuerzos permisibles ylos límites de esta especificación se deben aplicara los materiales. La terminología se deberá definirde acuerdo al Apéndice 2, excepto lo siguiente:
P = Presión manométrica de diseño.
S a = Esfuerzo de diseño de los espárragos, atemperatura atmosférica.
S b = Esfuerzo de diseño de los espárragos, a latemperatura de diseño.
S f = Producto SE (Obtenido del valor de esfuerzoS y el factor de calidad E apropiado de lastablas 18 y 19). Ver párrafo 10.2.3.2(e).
(c) Las reglas de diseño de la brida, en el inciso(b) anterior, no son aplicables a los diseños que
emplean juntas de cara completa que se extiendanhasta el diámetro exterior de la brida. En los casosen que éstas estén en contacto sólido por fuera delos tornillos, Las fuerzas y reacciones en tal unión,difieren de las que emplean juntas planas anularesy la brida deberá diseñarse de acuerdo con elApéndice Y , Sección VIII, División 1 del CódigoASME BPV.
(d) Ver sección VIII, División 1 del Código ASMEBPV, Apéndice S para consideraciones aplicablesal ensamble de juntas atornilladas.
11.2.5.2 Bridas ciegas.
(a) Las bridas ciegas que no cumplan con 11.1. o11.2.5.2 (b) deben ser calificadas según 11.2.7.2.
(b) El espesor mínimo de una brida ciegaseleccionada, restando la tolerancia en el espesorde fabricación, no debe ser menor de t m :
t m = t + c (14)
La terminología usada en la Sección VIII, División1, UG--34 para una determinada presión de diseñode una brida ciega, debe tener el significadodefinido ahí, excepto por los cambios descritos acontinuación:
t m = Espesor mínimo requerido, incluyendo lastolerancias mecánicas, por corrosión yerosión.
t = Espesor de diseño por presión como elcalculado para los estilos dados de la bridaciega, de las ecuaciones apropiadas paraplacas atornilladas de tapa plana en UG–34
c = Suma de tolerancias de acuerdo al párrafo11.2.1.1
P = Presión interna o externa manométricas
S f = Producto SE (Obtenido del valor de esfuerzoS y el factor de calidad E apropiado de lastablas 18 y 19). Ver párrafo 10.2.3.2(e).
11.2.2.4 Segmentos de tubo curvos y de gajosy bajo presión externa.
El espesor mínimo por espesor de diseño deplacas ciegas permanentes debe ser calculadocon la ecuación (15).
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 43/202
Primera Edición P.2.0371.01: 2000 UNT
43/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
SE
Pgm d t
16
3= + c
(15)
donde:
d g = diámetro interior de la empaquetadura parabridas con cara realzada o plana; o diámetrode paso para empaquetadura de tipo junta deanillo y brida con empaque retenidocompletamente.
P = presión manométrica de diseño.
S = como se define en 11.2.1.1
c = Suma de tolerancias definidas en el párrafo11.2.1.1
11.2.6 Reducciones.
11.2.6.1 Reducciones concéntricas.
(a) La reducciones concéntricas que no cumplencon el inciso 11.1 o el párrafo 11.2.6.1(b) debensatisfacer los requerimientos del párrafo 11.2.7.2.
(b) Las reducciones concéntricas hechas con unasección cónica o curva invertida o con una
combinación de ambas, deben diseñarse deacuerdo con las reglas para tapas cónicas otoricónicas de acuerdo a los párrafos 11.2.4.1.
11.2.6.2 Reducciones excéntricas
Las reducciones excéntricas que no cumplan conel inciso 11.1 deben satisfacer los requerimientosdel párrafo 11.2.7.2.
11.2.7 Diseño por presión de otroscomponentes.
11.2.7.1 Componentes.enlistados.
Aparte de los componentes mencionadosanteriormente, los componentes sometidos a
presión y que son fabricados de acuerdo a losestandarts de la tabla 5 pueden ser utilizados deacuerdo con el inciso 11.1.
11.2.7.1 Componentes y elementos de tuberíano enlistados.
El diseño por presión de componentes noenlistados y otros elementos de tubería, para lascuales las reglas del inciso 11.2 no aplican, debebasarse en cálculos consistentes a los criterios dediseño de esta especificación. Estos cálculosdeben estar sustentados por uno o más de losmedios establecidos en (a), (b), (c) y (d)siguientes, considerando los efectos dinámicos,térmicos y cíclicos en los párrafos del 10.1.4 al10.1.10 así como los choques térmicos. Los
cálculos y documentación debiendo satisfacer a loestablecido en (a), (b), (c) y (d) siguientes, debenestar disponibles para la aprobación del cliente:
(a) experiencia exitosa y extensa, bajocondiciones comparables, con componentesproporcionalmente similares del mismo material oparecido.
(b) análisis de esfuerzo experimental, tal comose describe, el Código ASME BPV, SecciónVIII, División 2, Apéndice 6;
(c) pruebas de acuerdo con ASME B16.9, MSSSP-97, o Sección VIII, División 1, UG-101;
(d) análisis de esfuerzos detallado (e.g., métodode elemento finito) con los resultados evaluadoscomo se describe en la Sección VIII, División 2 delCódigo ASME BPV, Apéndice 4. Articulo 4-1. Elesfuerzo permisible básico de la Tabla 16 debe serusado en lugar de S m en la División 2. Atemperaturas de diseño en el rango determofluencia, pueden ser necesarias condicionesadicionales mas allá del alcance contemplado enla División 2.
(e) Para cualquiera de los anteriores, eldiseñador puede interpolar entre diámetros,espesores de pared y rangos de operación depresión (clases) y pueden determinar analogíasentre materiales similares.
11.2.7.2 Componentes metálicos con partes nometálicas sometidas a presión.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 44/202
Primera Edición P.2.0371.01: 2000 UNT
44/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Los componentes no cubiertos por los estándareslistados en la Tabla 5, en los cuales tanto laspartes metálicas como no metálicas sometidas apresión. deben ser evaluados por losrequerimientos aplicables del párrafo 11.2.7.2 deesta especificación.
11.2.7.3 Juntas de expansión
(a) Juntas de expansión metálicas de fuelle .Deben estar de acuerdo con el apéndice 6, párrafo10.2.7.4.
(b) Juntas de expansión tipo deslizable.
(1) Los elementos sometidos a presión debenestar de acuerdo con los requerimientos
adicionales de diseño de esta especificación en elApéndice 6, párrafo 11.2.7.4.
(2) Las cargas externas de la tubería no debenocasionar un excesivo doblez en la junta.
(3) El área efectiva sobre el área debe sercalculada utilizando el diámetro exterior del tubo.
(c) Otros tipos de juntas de expansión .
El diseño de otros tipos de juntas de expansióndebe ser calificado de acuerdo con 11.2.7.2.
12. Requerimientos de servicio de fluidopara componentes de tubería.
12.1 Tubo.
Cuando se trate de servicios a presión, el término"tubo, incluye tanto los componentes designadoscomo “tubo rígido”, como los designados como“tubo flexible” indicados en las especificaciones dematerial.
12.1.1 Generalidades.
El tubo enlistado puede ser utilizado en serviciosde fluido normal, a excepción de lo establecido enlos párrafos 12.1.2.1 y 12.1.2.2. En referencia altubo no enlistado, este puede ser utilizadosolamente según lo previsto en el párrafo 12.1.2.3.
12.1.2 Requerimientos específicos.
12.1.2.1 Tubo para servicio de fluido categoríaD.
Los siguientes tipos de tubo de acero al carbonopueden ser utilizados solamente para servicios defluido categoría D:
API 5L, Soldadura a tope en horno
ASTM A 53, Tipo F
ASTM A 134 Fabricado de un material de placadistinto al ASTM A 285
ASTM A 211
12.1.2.2 Tubo que requiere protección.
Cuando el tubo se utilice para un servicio diferenteal de categoría D, los siguientes tipos de acero elcarbono que deben ser protegidos:
ASTM A 134 Fabricado de un material de placadistinto al ASTM A 285
ASTM A 139
12.1.2.3 Tubo para condiciones cíclicas
severas.
Únicamente los siguientes tipos de tubo puedenser utilizados para condiciones cíclicas severas:
(a) Tubo de acero al carbono
API 5L grado A o B, sin costura
API 5L grado A o B, con soldadura de arcosumergido y E j ≥0 .95
API 5L grado X42, sin costura
API 5L grado X46, sin costura
API 5L grado X52, sin costura
API 5L grado X56, sin costura
API 5L grado X60, sin costura

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 45/202
Primera Edición P.2.0371.01: 2000 UNT
45/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
ASTM A 53, sin costura
ASTM A 106
ASTM A 333, sin costura
ASTM 369
ASTM A 381, E j ≥ 0.90
ASTM A 524
ASTM A 671, E j ≥ 0.90
ASTM A 672, E j ≥ 0.90
ASTM A 691, E j ≥ 0.90(b) Tubo de acero el carbono de aleación baja eintermedia
ASTM A 333A, sin costura
ASTM A 335
ASTM A 369
ASTM A 426, E c ≥ 0.90
ASTM A 671, E j ≥ 0.90
ASTM A 672, E j ≥ 0.90
ASTM A 691, E j ≥ 0.90
(c) Tubo de acero inoxidable
ASTM A 268, sin costura
ASTM A 312, sin costura
ASTM A 358, E j ≥ 0.90
ASTM A 376
ASTM A 430
ASTM A 451, E c >0.90
(d) Tubos de cobre y de aleación base cobre
ASTM B 42
ASTM B 466
(e) Tubo de Nickel y aleación base nickel
ASTM B 161
ASTM B 165
ASTM B 167
ASTM B 407
(f) Tubo de aleación de aluminio
ASTM B 210, temples 0 y H112
ASTM B 241, temples 0 y H112.
12.2 Accesorios, dobleces, gajos,traslapes, y conexiones de ramal.
Los accesorios, dobleces, gajos, traslapes, yconexiones de ramal pueden ser utilizados deacuerdo a lo indicado a partir del subinciso 12.2.1al 13.1. El Tubo y otros materiales utilizados enesos componentes, deben ser adecuados para lamanufactura, proceso de fabricación y servicio defluido.
12.2.1 Accesorios de tubo.
12.2.1.1 Accesorios enlistados.
Los accesorios enlistados pueden ser utilizados enservicios de fluido normal de acuerdo con lo
indicado en el inciso 12.4.
12.2.1.2 Accesorios no enlistados.
Los accesorios no enlistados pueden ser utilizadosde acuerdo a lo indicado en el párrafo 10.2.2.3.
12.2.1.3 Accesorios específicos.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 46/202
Primera Edición P.2.0371.01: 2000 UNT
46/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(a) Los accesorios de ramal soldables que handemostrado pasar la prueba de diseñoexitosamente según lo prescrito en el códigoASME B16.9, pueden ser utilizados dentro de susrangos establecidos.
(b) El espesor del traslape de una junta atraslape tipo “C” deberá concordar con losrequerimientos del 12.2.4.2. para traslapesabocinados.
12.2.1.4 Accesorios para condiciones cíclicasseveras.
Solamente los siguientes accesorios pueden serutilizados bajo condiciones cíclicas severas:(1) accesorios forjados;
(2) accesorios forjados, con factor E j ≥0.90;
(3) accesorios de fundición, con factor E c ≥0.90
Los accesorios en concordancia con el MSS SP-43 y las junta a traslape tipo “C”, no deberánutilizarse para condiciones cíclicas severas.
12.2.2 Dobleces de tubo.
12.2.2.1 Generalidades.
Los dobleces de tubo fabricados de acuerdo conlo indicado en los párrafos 16.5.2.1 y 16.5.2.2, yverificado por Ia presión de diseño de acuerdo conel párrafo 11.2.2.1, son adecuados para el mismoservicio del tubo a partir del cual se efectuó eldoblez.
12.2.2.2 Corrugado y otro tipo de dobleces.
Los dobleces de otros diseños (tales comopliegues o corrugados) deben ser evaluados por lapresión diseño, tal y como esta indicado en elpárrafo 11.2.7.2.
12.2.2.3 Dobleces para condiciones cíclicasseveras.
Los dobleces de tubo diseñados como pliegues ocorrugados no deberán utilizarse bajo condicionescíclicas severas.
12.2.3 Gajos.
12.2.3.1 Generalidades.
Excepto lo indicado en el párrafo 12.2.3.2, unacurva a gajos hecha de acuerdo con el párrafo11.2.2.3 y soldada de acuerdo con el 13.2.1 esadecuada para su uso en servicios fluido normal.
12.2.3.2 Curvas de gajos para servicios defluido categoría D.
Las curvas de gajos, las cuales presentan uncambio de dirección en una junta simple (ángulo α de la figura 3) mayor de 45°, o se sueldan deacuerdo con el párrafo 13.2.2.1, pueden serutilizadas solamente para servicios de fluidocategoría D.
12.2.3.3 Curvas de gajos para condicionescíclicas severas.
Las curvas de gajos a ser utilizadas bajocondiciones cíclicas severas deberán estarfabricadas de acuerdo con 11.2.2.3 y soldadas deacuerdo con lo indicado en el párrafo 13.2.2.2, ydeberán tener un ángulo α (véase la figura 2)≤22.5°.
12.2.4 Traslapes preformados o abocinados.
Los siguientes requerimientos no son aplicablespara aquellos accesorios de concuerdan con lodicho el subinciso 12.2.1, ni a traslapesintegralmente forjados en extremos de tubo.
12.2.4.1 Traslapes preformados.
Los traslapes preformados son adecuados parautilizarse en servicios de fluido normal, cuando seprevea que todas las siguientes condiciones secumplen:
(a) El diámetro exterior del traslape deberá estaren concordancia con las dimensiones del ASMEB 16.9 para juntas a traslape.
(b) El espesor del traslape deberá ser por lomenos, igual al espesor nominal del Tubo la cuales unida.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 47/202
Primera Edición P.2.0371.01: 2000 UNT
47/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(c) El material del traslape deberá estar enlistadoen la tabla 16 y deberá tener un esfuerzopermisible al menos tan grande como el del tubo.
(d) La soldadura deberá efectuarse de acuerdocon el subinciso 13.2.1 y la fabricación deberáestar de acuerdo con el párrafo 16.2.5.5.
12.2.4.2 Traslapes abocinados.
Los traslapes abocinados son adecuados parausarse en servicios fluido normal, cuando seprevea que todas las condiciones siguientescumplan:
(a) El diámetro exterior del traslape deberá estaren concordancia con las dimensiones del ASME B
16.9 para juntas a traslape.
(b) El radio del filete del traslape abocinado nodeberá exceder 3 mm (1/8 pulg), y la brida derespaldo deberá cumplir los requerimientos depárrafo 11.4.2.5
(c) El espesor del traslape, medido en cualquierpunto, debe ser por lo menos del 95% del espesormínimo de pared del Tubo T , multiplicado por larelación del radio exterior del Tubo respecto alradio en el cual el espesor del traslape ha sidomedido.
(e) La presión de diseño deberá ser evaluadacomo se requiere el párrafo 11.2.7.2.
12.2.4.3 Traslapes para condiciones cíclicasseveras.
(a) Los traslapes preformados a utilizarse bajo
condiciones cíclicas severas, deberán concordarcon los requerimientos del párrafo 12.2.4.1,excepto, en que la soldadura debe estar deacuerdo con lo indicado en el párrafo 13.2.2.2, y lafabricación debe limitarse al detalle equivalente dela figura 19 esquema (d) o (e).
(b) Los traslapes abocinados no deberán serutilizados bajo condiciones cíclicas severas.
12.2.5 Conexiones de ramal preformadas.
Los siguientes requerimientos no son aplicablespara accesorios que estén en concordancia con elsubinciso 12.2.1.
12.2.5.1 Generalidades.
Las conexiones de ramal preformadas y verificadamediante la presión de diseño de acuerdo con elsubinciso 11.2.3, y soldadas de acuerdo a loindicado en el subinciso 13.2.1, son adecuadaspara utilizarse en servicios de fluido normal.
12.2.5.2 Conexiones de ramal preformadaspara condiciones cíclicas severas.
Las conexiones de ramal preformadas parautilizarse bajo condiciones cíclicas severasdeberán de concordar con los requerimientos delpárrafo 12.2.5.1, excepto cuando la soldaduraconcuerde con lo establecido en el párrafo13.2.2.2, y la fabricación deberá limitarse al detalleequivalente de la figura 17 esquema 24, y a lafigura 18.
12.3 Válvulas y componentes especiales.
Los siguientes requerimientos también deberánser aplicables para otros componentes de tuberíaa presión, que tales como trampas, filtros yseparadores. Véase también los subincisos 9.1.4 y11.3.del apéndice 6.
12.3.1 Generalidades.
12.3.1.1 Válvulas enlistadas.
Las válvulas enlistada son adecuadas para usarseen servicios de fluido normal, excepto loestablecido el párrafo 12.3.2.2.
12.3.1.2 Válvulas no enlistadas.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 48/202
Primera Edición P.2.0371.01: 2000 UNT
48/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Las válvulas no enlistadas solamente pueden serutilizadas de acuerdo el párrafo 10.2.2.3. Al menosque los rangos de presión-temperatura seanestablecidos por el método “set forth” delapéndice E del ASME B16.34, la presión dediseño deberá evaluarse como es requerido en elpárrafo 11.2.7.2.
12.3.2 Requerimientos específicos.
Un tapa con pernos para válvula, y cuya tapa esteasegurada al cuerpo con al menos 4 pernos, omediante un perno-U, puede ser utilizadasolamente para servicios de fluido categoría D.
12.4 Bridas, placas ciegas, cara de bridas yempaques.
12.4.1 Generalidades.
12.4.1.1 Componentes enlistados.
Las bridas, placas ciegas, o empaques enlistadosson adecuados para su uso en servicios de fluidonormal, exceptuando lo establecido en el inciso12.4.
12.4.1.2 Componentes no enlistados.
Las bridas, placas ciegas, o empaques no
enlistadas solamente pueden ser utilizadas deacuerdo con el párrafo 10.2.2.3.
12.4.2 Requerimientos específicos de bridas.
Véase el subinciso 11.4.2. del apéndice 6.
12.4.2.1 Bridas deslizables.
a) Las bridas deslizables deberán estardoblemente soldadas, como se muestran la figura14 cuando el servicio sea:
(1) expuesto a erosión severa, corrosión porhendiduras (crevice corrosion) o a cargas cíclicas;
(2) inflamable, tóxico, o provoque lesiones en eltejido humano;
(3) condiciones cícl icas severas;
(4) A temperaturas por debajo de 172K(-150°F).
(c) El uso de bridas deslizables deberá evitarsedonde se prevean grandes ciclos de altatemperatura, particularmente sin las bridas noestán aisladas.
12.4.2.2 Bridas para juntas de expansión.
Las bridas que tengan inserto de junta deexpansión están sujetas a los requerimientos de
juntas de expansión del inciso 13.4.
12.4.2.3 Bridas inserto soldable y roscadas.
Las bridas inserto soldable están sujetas a losrequerimientos del párrafo 13.2.2.4. A su vez, lasbridas roscadas, están sujetas a losrequerimientos del subinciso 13.5.4.
12.4.2.4 Bridas para condiciones cíclicasseveras.
Al menos que estén protegidas, las bridas a serutilizadas bajo condiciones cíclicas severas, debenser cuello soldable conforme al ASME B16.5 o alAPI 605, o deberán contar con un diseño según lopropuesto en el subinciso 11.2 .5.
12.4.2.5 Bridas para traslapes metálicosabocinados.
Para bridas que utilizan un traslape metálicoabocinado (párrafo 12.2.4.2), la intersección de lacara y el diámetro interior deberá estar biselado oredondeado aproximadamente 3mm (1/8 pulg).
12.4.3 Cara de brida.
Las caras de brida deberán ser adecuadas para elservicio previsto y para el tipo de empaques y
pernos a emplear.
12.4.4 Empaques.
Las empaques deberán ser seleccionadas paraque la carga de sello requerido sea compatiblecon el rango de la brida y cara, la resistencia de labrida y sus pernos. Los materiales deberán ser
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 49/202
Primera Edición P.2.0371.01: 2000 UNT
49/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
adecuados para las condiciones de servicio.Véase también el apéndice 6, y el subinciso12.4.4.
12.5 Tornillería.
La tornillería incluye los pernos, espárragos,tornillos de cabeza, tuercas y arandelas. Véasetambién el apéndice 5, y el inciso 11.5 delapéndice 6.
12.5.1 Generalidades.
12.5.1.1 Tornillería enlistada.
La tornillería enlistada es adecuada para serutilizada en servicios de fluido normal,exceptuando lo indicado en otra parte del inciso12.5.
12.5.1.2 Tornillería no enlistada.
La tornillería no enlistada puede ser utilizadasolamente de acuerdo a lo indicado en el párrafo10.2.2.3.
12.5.1.3 Tornillería para componentes.
La tornillería para componentes, que se ajuste aun estándar enlistado deberá cumplir con tal
estándar, si eso es lo que se especificó.
12.5.1.4 Criterio de selección.
La tornillería seleccionada deberá ser adecuadapara asentar el empaque y mantener lahermeticidad de la junta en condiciones de diseño.
12.5.2 Tornillería especifica.
12.5.2.1 Tornillería de bajo esfuerzo de cedencia.
La tornillería que no tenga más de 207 Mpa(30ksi)de esfuerzo de cedencia mínimo especificado, nodeberá ser utilizada en juntas bridadasclasificación ASME B16.5 PN 68 (Clase 400) ymayores, ni para juntas bridadas que utilicenempaques metálicos, al menos que se hayanefectuado cálculos que demuestren una
resistencia adecuada para mantener lahermeticidad de la junta.
12.5.2.2 Tornillería de acero al carbono.
Excepto donde este limitado por otras provisionesde esta especificación, la tornillería de acero alcarbono puede ser utilizada con empaques nometálicos en juntas bridadas clasificación ASMEB16.5 PN 50 (Clase 300) y menores paratemperaturas de metal de la tornillería de 244.15Ka 477.15K(-20°F a 400°F). Si la tornillería estagalvanizada, se deberán utilizar tuercashexagonales.
12.5.2.3 Tornillería para combinaciones debridas metálicas.
Cualquier tornillería que cumpla los requerimientosdel inciso 12.5 puede ser utilizada con cualquiercombinación de material de bridas y caras debridas. Si alguna brida esta referida a lasespecificaciones ASME B16.1, ASME B16.24,MSS SP-42, o MSS SP-51, el material de latornillería no deberá ser más resistente que latornillería de bajo esfuerzo de cedencia al menosque:
(a) Ambas bridas sean cara plana y se utilicenempaques cara completa, o,
(c) La secuencia y los limites de torque paraatornillar estén especificados, y se tengan encuenta las cargas sostenidas, deformaciones dedesplazamiento, cargas ocasionales (véase lospárrafos 10.2.3.5 y 10.2 3.6), y la resistencia de lasbridas.
12.5.2.4 Tornillería para condiciones cíclicasseveras.
La tornillería de bajo esfuerzo de cedencia (véaseel párrafo 12.5.2.1) no deberá ser utilizada para
juntas bridas bajo condiciones cíclicas severas.
12.5.3 Agujeros roscados machuelados.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 50/202
Primera Edición P.2.0371.01: 2000 UNT
50/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Los agujeros machuelados deben tenerprofundidad suficiente, de manera que la roscamacho logre penetrar, al menos 7/8 deldiámetro nominal del tubo.
13. Requerimientos para el manejo defluidos de uniones en tubería
13.1 Generalidades.
El tipo de uniones que se usen en tuberías, debeser apropiado a las condiciones de presión–temperatura y deben elegirse teniendo en cuentasu hermeticidad y resistencia mecánica bajocondiciones de diseño, incluyendo la expansióntérmica, cargas externas, material de tubería, asícomo la naturaleza del fluido manejado por lo querespecta a la corrosión, erosión, inflamabilidad ytoxicidad.
Las limitaciones siguientes en las uniones detuberías, son complementarias a losrequerimientos que se den en otras partes de laespecificación.
13.2 Uniones soldadas
Las uniones soldadas pueden usarse en los
materiales cuando sea posible calificar losprocedimientos de soldadura, a los soldadores y alos operadores de equipo de soldaduraautomática, de conformidad con los requerimientosestablecidos en el capítulo 15.
13.2.1 Generalidades.
Excepto cómo se establece en los párrafos13.2.2.1 y 13.2.2.2, las soldaduras deberánrealizarse conforme a lo siguiente.
(a) La soldadura deberá estar de acuerdo con el
párrafo 15.2.
(b) El precalentamiento y tratamiento técnicodeberá estar de acuerdo con los párrafos 16.3 y16.4, respectivamente.
(c) Los exámenes deberán estar de acuerdo conel párrafo 17.2.4.1.
(d) Los criterios de aceptación deberán seraquellos establecidos en la tabla 16 para elmanejo de fluidos normales.
13.2.2 Requerimientos específicos
13.2.2.1 Soldaduras para el manejo de fluidoscategoría D.
Las soldaduras que cumplan con losrequerimientos del subinciso 13.2.1, pero cuyosexámenes estén de acuerdo con el párrafo17.2.4.2, y cuyos criterios de aceptación cumplancon los indicados en la tabla 15 para manejo defluidos categoría D, pueden ser usados sólo eneste servicio.
13.2.2.2 Soldaduras para condiciones cíclicasseveras.
Las soldaduras para condiciones cíclicas severasdeberán estar de acuerdo con los requerimientosdel subinciso 13.2.1 con las excepcionessiguientes: los exámenes deberán ser conforme alo establecido en el párrafo 17 .2 .4 .3 y loscriterios de aceptación deberán ser aquellosestablecidos en la tabla 15 para condicionescíclicas severas.
13.2.2.3 Anillos de respaldo e insertos
consumibles.
(a) En caso, de usar anillos de respaldo, elreborde resultante puede ser nocivo (debido acorrosión, erosión, vibración o condiciones cíclicasseveras), éste debe eliminarse y la junta internadebe dejarse con un acabado liso. Donde seaimpráctico el rebajar los anillos metálicos derespaldo, debe considerarse la soldadura sin eluso de éstos o utilizar alternativamente, insertosconsumibles o anillos de respaldo no metálicosremovibles.
(b) Bajo condiciones cíclicas severas, no debenutilizarse anillos bipartidos de respaldo.
13.2.2.4 Uniones tipo de caja o insertosoldable

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 51/202
Primera Edición P.2.0371.01: 2000 UNT
51/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(a) El uso de uniones de inserto soldable, debeevitarse donde puedan ocurrir corrosión poragrietamiento o erosión severa.
(b) Las uniones de inserto soldable deberán estarconforme a lo siguiente:
(1) Las dimensiones de la caja de las unionestipo inserto soldable en tubería, deben cumplir conel ASME B16.5 para bridas y al ASME B16.11para conexiones de tuberías.
(2) Las dimensiones de soldadura no deberánser menores que las mostradas en las figuras 14 y15.
(c) Los drenes y derivados pueden unirse,
mediante una conexión o una válvula con una junta tipo inserto soldable. Debe preverse que laprofundidad de la caja, el diámetro de paso y elespesor de la boquilla cumplan los requerimientosde la figura 4 del ASME B16.5.
(d) No se deben usar soldaduras de insertosoldable mayores de 2 pulgadas de diámetronominal bajo condiciones cíclicas severas.
13.2.2.5 Soldadura de filetes.
(a) Las soldaduras de filete de acuerdo al párrafo
16.2.5.2 puede usarse como soldadura primaria deunión de los componentes de enchufe soldable ylas bridas deslizables.
(b) Las soldaduras de filete pueden usarse paraunir componentes de refuerzo o estructurales paracomplementar la resistencia o disminuir laconcentración de refuerzos de las soldadurasprimarias y prevenir la separación de la unión.
13.2.2.6 Soldadura de sello.
Las soldaduras de sello (párrafo 16.2.5.3) puedenusarse para evitar fugas en juntas roscadas, perono debe asignárseles contribución alguna a laresistencia de la junta.
13.3 Juntas bridadas
En donde se usan dos bridas de diferentes rangosde operación, el rango de la junta no debe excederal menor rango de las bridas. El torque no debeimponer cargas excesivas a la brida con menorrango cuando se desee obtener una uniónhermética.
13.4 Juntas de expansión.
(a) Las juntas de expansión no deberán serusadas bajo condiciones cíclicas severas. Paraotros servicios se deben suministrar los mediosadecuados para prevenir la separación de la junta.Si el fluido es tóxico o dañino al contacto con lapiel, se requieren tomar medidas preventivas.
(b) Se deberán tomar en cuenta la hermeticidadde la junta de expansión cuando esté sujeta avibración, expansión diferencial o contraccióndebida a la temperatura cíclicas o cargasmecánicas externas.
13.5 Juntas roscadas.
13.5.1 Limitaciones generales.
Las juntas roscadas son adecuadas para elmanejo de fluidos normales, excepto cómo se
establece en el inciso 13.5. Estas juntas puedenser usadas en condiciones cíclicas severasúnicamente como lo establecen los párrafos13.5.2.1(c) y 13.5.2.2.
(a) Las juntas roscadas deberán evitarse encualquier servicio donde la corrosión poragrietamiento, erosión severa o cargas cíclicaspuedan ocurrir.
(b) Cuando se diseñen juntas roscadas quedeben sellarse con soldadura, no debe usarseningún compuesto sellador.
(c) El tendido de tubería con juntas roscadasdeberá, hasta donde sea posible, minimizar losesfuerzos de las juntas, dando especialconsideración a los esfuerzos, debidos a laexpansión térmica, así como a la operación deválvula (particularmente, a las que quedan con unextremo libre). Deben tomarse las precauciones
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 52/202
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 53/202
Primera Edición P.2.0371.01: 2000 UNT
53/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
13.8 Juntas con soldadura de estaño ylatón.
Las juntas con soldadura, tanto de estaño comode latón, deberán cumplir con lo establecido en lasdisposiciones del inciso 16.6 y pueden ser usadassólo en el manejo de fluidos categoría D. Lasuniones de filete hechas con aleación estaño-plomo no son permitidas.
Debe considerarse el bajo punto de fusión de lasoldadura de estaño, donde esté involucrada unaposibles exposición al fuego o a una temperaturaelevada.
13.8.1 Juntas de latón.
(a) Las juntas de latón deberán estar hechas deacuerdo con lo establecido en el inciso 16.6 ypueden ser usadas en el manejo de fluidosnormales. Estas uniones deberán ser protegidasdurante el manejo de fluidos inflamable, tóxicos oque dañen la piel humana. No deberán ser usadasen condiciones cíclicas severas. Debeconsiderarse el bajo punto de fusión de la aleaciónde latón, donde esté involucrada una posibleexposición al fuego o a una temperatura elevada.
(b) Las juntas de filete hechas con el metal derelleno de latón no son permitidas.
13.9 Juntas especiales
Las juntas especiales son aquellas que no secubre en ningún otro lugar del capítulo 13, talescomo la tipo campana y juntas de glándulaempacada.
13.9.1 Generalidades
13.9.1.1 Juntas enlistadas.
Las juntas usadas para componentes enlistadosson adecuadas para el manejo de fluidosnormales.
13.9.1.2 Juntas no enlistadas.
En donde las juntas utilicen componentes noenlistados, la presión de diseño deberán sercalificada como lo establecen párrafo 11.2.7.2.
13.9.2 Requerimientos específicos
13.9.2.1 Integridad de la junta.
Deberá reforzarse la posible separación de la junta, con medios que tenga una resistenciasuficiente, para soportar las condiciones deservicio.
13.9.2.2 Juntas interlock.
Tanto las juntas interlock mecánicas comosoldadas deberán ser capaces de prevenir laseparación de cualquier junta usada para elmanejo de fluidos inflamables, tóxicos, dañinos ala piel humana y de cualquier junta expuesta atemperaturas en el rango de termofluencia.
13.9.2.3 Juntas de tipo campana y de glándula.
Si no están cubiertas en el inciso 13.7, las juntastipo campana y tipo glándula usadas bajocondiciones cíclicas severas requieren serprotegida.
14. Flexibilidad y soportes.
14.1 Flexibilidad de tuberías.
14.1.1 Generalidades.
Los sistemas de tubería deberán tener suficienteflexibilidad para prevenir expansiones ycontracciones térmicas, o movimiento de lossoportes y de las terminales provocado por:
(a) fallas de la tubería o de los soportes debido a
esfuerzos excesivos o fatiga;
(b) fugas en las juntas; o
(c) esfuerzos o distorsiones perjudiciales en
las tuberías y las válvulas o en el equipoconectado (por ejemplo bombas y turbinas), como

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 54/202
Primera Edición P.2.0371.01: 2000 UNT
54/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
resultado de empuje axial excesivo o de losmovimientos de la tubería.
14.1.1.2 Requerimientos específicos.
En este capítulo se indican tanto los conceptos,como los datos, y métodos para determinar losrequerimientos de flexibilidad de los sistemas detuberías y para asegurar que el sistema cumplacon todos los requerimientos de flexibilidad.
En resumen, los requerimientos son:
(a) el rango de esfuerzo calculado en cualquierpunto del sistema , debido a desplazamientos, nodebe exceder el rango de esfuerzo permisibleestablecido en el párrafo 10.2.3.5;
(b) las fuerzas de reacción calculadas en elsubinciso 14.1.5 no deberán ser perjudiciales a lossoportes o al equipo conectado; y
(c) el movimiento calculado de la tubería deberáestar dentro de los límites prescritos, yapropiamente cuantificados en los cálculos deflexibilidad.
Si se determina que un sistema de tubería no tieneadecuada flexibilidad, deben suministrarse losmedios necesarios para incrementar la flexibilidad
de acuerdo con establecido en el subinciso 14.1.7.
14.1.2 Conceptos.
En los siguientes párrafos se tratan diversosconceptos característicos de análisis de flexibilidaden tuberías. Se ha hecho consideración especial alos desplazamientos (deformación) en sistemas detubería, y a los esfuerzos flexionantes ytorsionales.
14.1.2.1 Deformaciones por desplazamiento.
(a) Desplazamientos térmicos. Un sistema detuberías experimentará cambios dimensionales aconsecuencia de cambios en la temperatura. Si serestringe la expansión o contracción libre debido ala conexión de la tubería a los equipos o medianteel uso de guías y anclajes, la tubería sedesplazará de su posición.
(b) Flexibilidad de restricción. Si las restriccionesno se consideran rígidas, la flexibilidad puede serconsiderada en función del intervalo de esfuerzosde desplazamiento y de las reacciones.
(c) Desplazamientos impuestos externamente. Los movimientos originados externamenteimpondrán desplazamientos sobre la tubería enadición a aquellos relacionados con los efectostérmicos. Los movimientos pueden resultar delcambio de la marea (en las tuberías de un muelle),sacudimiento del viento (en una torre alta ydelgada), o por cambios en temperatura delequipo conectado. Los movimientos originadospor asentamientos sísmicos, considerando queson de un efecto cíclico sencillo, no tieneninfluencia significativa (como en el caso de la
fatiga) sobre la vida útil de la tubería.
Los intervalos de esfuerzo de desplazamientomayores que aquellos permitidos por el párrafo10.2.3.5(d), pueden ser permisibles si se tomanconsideraciones especiales para evitardeformación excesiva localizada y se controlen lasreacciones en los extremos.
(d) Deformaciones de desplazamiento total .
Tanto los desplazamientos térmicos, como losdesplazamientos por reacción, y los
desplazamientos impuestos externamente tienenefectos equivalentes sobre los sistemas detuberías, y deberán considerarse en conjunto paradeterminar las deformaciones de desplazamientototal (deformación proporcional) en un sistema detuberías.
14.1.2.2. Esfuerzos de desplazamiento.
(a) Comportamiento elástico. Los esfuerzospueden considerarse proporcionales a ladeformación por desplazamiento total, en unsistema de tuberías en el cual las deformaciones
estén uniformemente distribuidas y no existaconcentración en algún punto (sistemabalanceado). La disposición del sistema deberáde apuntar a esta condición, la cual es deseableen los métodos de análisis de flexibilidad previstosen esta especificación.
(b) Comportamiento de sobredeformación.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 55/202

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 56/202
Primera Edición P.2.0371.01: 2000 UNT
56/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
predeformación en frío se aplica en formaadecuada existen menor probabilidad desobredeformación durante la operacón inicial; portanto, la predeformación en frío se recomiendaespecialmente en materiales de limitada ductilidad.También existe menor desviación de lasdimensiones del sistema cuando entra enoperación, de manera que la soportería no serádesplazada de su posición inicial.
Debido a que la vida útil de un sistema, se veafectada en mayor grado por el intervalo devariación del esfuerzo que por la magnitud delesfuerzo en un momento determinado. Cuando secalcula el intervalo de esfuerzos, no se concedeningún crédito a la predeformación en frío, perocuando se calculan los impulsos y momentos para
determinar las reacciones reales del sistema,además de que su intervalo de variaciones essignificativo, es cuando la predeformación en fríorecibe su justo crédito.
14.1.3 Propiedades de los materiales en elanálisis de flexibilidad.
Los siguientes párrafos tratan acerca de laspropiedades de los materiales en tuberías y de susaplicaciones en el análisis de flexibilidad.
14.1.3.1 Datos de expansión térmica.
(a) Valores para el intervalo de esfuerzos. Losvalores de los coeficientes de expansión térmicaque se emplean para determinar lasdeformaciones por desplazamiento total, que seemplearán en el cálculo del intervalo de esfuerzos,se determina mediante las tablas del apéndice 4,como la diferencia algebraica entre la temperaturamáxima (o mínima) para el ciclo térmico que seanaliza y la temperatura de diseño.
(b) Valores para reacciones. Los valores dedesplazamientos térmicos utilizados en la
determinación de deformaciones pordesplazamiento total, para el cálculo dereacciones en soportes y equipo conectado, sedeterminarán como la diferencia algebraica entrela temperatura máxima (o mínima) para el ciclotérmico bajo análisis y la temperatura de diseño.
14.1.3.2 Relación de Poisson.
La relación de Poisson puede tomarse de 0.3 paracualquier temperatura y cualquier tipo de metal. Sise cuenta con datos más precisos, entoces éstospueden ser utilizados.
14.1.3.3 Esfuerzos permisibles.
(a) El intervalo de esfuerzos de desplazamientopermisibles S A y los esfuerzos aditivos permisiblesse considerarán como se especificaron en elpárrafo 10.2.3.5(d), para sistemas que tienenesfuerzos iniciales por doblez y/o torsión.
(b) Los factores de intensificación de esfuerzosdel apéndice 5, han sido desarrollados a partir depruebas de fatiga en componentes representativosde tuberías y ensambles manufacturados de hierro
dúctil . El intervalo de esfuerzos dedesplazamiento permisible esta basado enpruebas en aceros al carbón e inoxidablesausteníticos. Cuando se utilicen las ecuaciones(1a) y (1b) (párrafo 10.2.3.5) para el intervalo deesfuerzos de desplazamiento permisibles enmateriales no ferrosos (por ej., ciertas aleacionesde cobre y aluminio) en aplicaciones ciclicas bajas,deberá tenerse especial precaución.
14.1.3.4 Dimensiones.
Los espesores nominales y el diámetro exterior
nominales de la tubería y sus accesorios seutilizarán en los cálculos de flexibilidad.
14.1.3.5 Flexibilidad y factores deintensificación de esfuerzos.
En ausencia de datos directamente aplicables, losfactores de flexibilidad k , y de intensificación deesfuerzo i , mostrados en el apéndice 5, deberánser utilizados en los cálculos de flexibilidad delsubinciso 14.1.4. Cuando se trate decomponentes o accesorios de tubería, comoválvulas, filtros, anillos de anclaje y bandas no
considerados en la tabla del apéndice,dereferencia, pueden suponerse factores adecuadosde intensificación de esfuerzos en comparaciónde su geometría con la de los componentesmostrados.
14.1.4 Análisis de flexibilidad.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 57/202
Primera Edición P.2.0371.01: 2000 UNT
57/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
14.1.4.1 Análisis formal no requerido.
En los siguientes casos, no es necesario realizarun análisis formal de la flexibilidad del sistema:
(a) Cuando se trate de instalaciones las cualessean duplicados o reemplazos que se encuentranoperando bien o tienen sustituciones pocosignificativas de sistemas que cuentan con unahistoria de servicio satisfactoria;
(b) Cuando los sistemas pueden ser juzgadosrápidamente con una adecuada comparación consistemas ya avalados; o
Cuando los sisitemas son de dimensión uniforme yno tienen más de dos puntos de fijación, ni
restricciones intermedias, además de caer dentrode los límites de la siguiente ecuación empírica:
12)(K
U L
Y D≤
−⋅
(16)*
donde:
D = Diámetro nominal del tubo en mm (pulgadas).
Y = Resultante de deformaciones dedesplazamiento total, que deben serabsorbidos por el sistema en mm (pulgadas)
U = Distancia recta entre anclajes en m (pies)
L = Longitud desarrollada entre anclajes en m(pies).
K 1 = 208.3 para el SI, y 0.3 para el sistemaInglés.
*Precaución: No puede ofrecerse una prueba general de que esta fórmula rindaresultados exactos o consistentemente conservadores, no siendo aplicable asistemas bajo condiciones cíclicas severas, debiendo usarse, precautoriamente, enconfiguraciones, tales como giros en “U”, con piernas desiguales (L/U 2.5) o encabezales casi rectos en forma de “peine” o tubos de diámetros mayores de pareddelgada (i 5), o donde los desplazamientos extraños (no en dirección de la
conexión con puntos de anclaje), constituyen la mayor parte del desplazamientototal.
No es seguro que las reacciones en los extremos sean aceptablemente bajas, aún
cuando un sistema de tubería falle, dentro de las limitaciones de la ecuación (16).
14.1.4.2 Requerimientos de análisis formal.
(a) Cualquier sistema que no cumpla con elcriterio del párrafo 14.1.4.1, deberá ser analizadopor métodos de análisis simplificados,aproximados o generales, que sean adecuadospara cada caso específico.
(b) Los métodos de aproximación o simplificaciónsólo pueden ser aplicados en el intervalo deconfiguraciones para las que se ha demostradosu adaptabilidad.
(c) Entre los métodos de análisis aceptables, secuentan los métodos analíticos y gráficos, loscuales proporcionan una evaluación de lasfuerzas, momentos y esfuerzos causados por lasdeformaciones por desplazamiento (véase elpárrafo 14.1.2.1).
(d) Los métodos de análisis general deberántomar en cuanta los factores de intensificación deesfuerzo para cualquier componente diferente dela tubería recta. Se debe tener en cuenta laflexibilidad extra de ese componente.
14.1.4.3 Requerimientos y suposicionesbásicas.
En todos los casos deben seguirse lasconsideraciones estándar especificadas en elsubinciso 14.1.3. Para el cálculo de flexibilidad de
un sistema de tubería entre puntos de anclaje, elsistema debe tratarse como un todo. Deberáreconocerse la importancia de todas las partes dela línea y las restricciones introducidas con elpropósito de reducir momentos y fuerzas en elequipo o pequeñas ramificaciones, así como lasrestricciones introducidas por la fricción desoportes. Es necesario considerar todos losdesplazamientos, como se enfatizó en el párrafo14.1.2.1, dentro del intervalo de temperaturas,determinado por las condiciones de operación yfuera de servicio definidos por el párrafo 14.1.3.1.
14.1.4.4 Esfuerzos de flexibilidad.(a) Los esfuerzos flexionantes y torsionantes secalcularán utilizando el módulo de elasticidad delsistema ya instalado E a y en combinación con laecuación (17), determinando el intervalo deesfuerzo de desplazamiento calculado S E , que noserá mayor que el intervalo de esfuerzospermisibles S A del parráfo 10.2.3.5(d).

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 58/202
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 59/202
Primera Edición P.2.0371.01: 2000 UNT
59/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
desplazamiento, considerando el intervalo definidoen la párrafo 14.1.3.1(b), y utilizando E a . Eldiseñador considerará valores instantáneosmáximos de las fuerzas y momentos en sucondición tanto original como extrema dedesplazamiento (véase el párrafo 14.1.2.3), aligual que el intervalo de reacción, al hacer esasevaluaciones.
14.1.5.1 Reacciones máximas en sistemassimples.
Cuando se tienen sistemas de doble anclaje sinrestricciones intermedias, los valores instantáneosmáximos tanto de fuerzas, como de momentos dereacción se podrán estimar a partir de lasecuaciones (22) y (23).
(a) Para condiciones extremas dedesplazamiento, R m .
La temperatura a considerar en este cálculo es latemperatura máxima o mínima del metal definidaen la párrafo 14.1.3.1 (b), cualquiera que produzcala mayor reacción.
a
m
m E
E C R R )
3
21( −= ( 22 )
donde:
C =Factor de predeformación en frío que varíadesde cero, para desplazamiento sinpredeformación, hasta 1.0 para un sistema conpredeformación al 100 %. (El factor 2/3 se basa enla experimentación e indica que la predeformaciónno será segura por completo, aun cuando setomen precauciones extremas).
E a = Módulo de elasticidad a la temperatura de252.15K (70ºF)
E m = Módulo de elasticidad a la temperaturamáxima o mínima del metal.
R = Intervalo de las fuerzas o momentos dereacción (derivados del análisis de flexibilidad)correspondientes al intervalo de esfuerzo-desplazamiento total, y basados en Ea.
R m = Fuerza o momento instantáneos de reacciónmáximos, estimados a la temperaturas máxima omímima de diseño.
(b) Para condiciones originales R a : latemperatura para este cálculo, es la esperadacuando se arme la tubería.
R a = CR o R a = C 1 R
cualquiera que sea mayor.
donde la nomenclatura es la misma que en elpunto anterior (a) y
m E
ah
E S
E S C −=11 (23)
C 1 = Factor de autoajuste o relajación (Encaso de que C 1 sea negativo, empléese un valorcero).
R a =Fuerza o momento de reacción instantáneos,estimados a la temperatura de instalación.
S E =Intervalo de desplazamiento de esfuerzocalculado (Véase el párrafo 14.1.3.4).
S h =Véase el párrafo 10.2.3.5 ( d ).
14.1.5.2 Reacciones máximas en sistemascomplejos.
Las ecuaciones (22) y (23) no son aplicables parasistemas con anclaje múltiple y doble anclaje conrestricciones intermedias. Cada caso específicodebe estudiarse para estimar la ubicación,naturaleza y extensión de las tensiones locales ysu efecto en la distribución de esfuerzos en lasreacciones.
14.1.5.3 Cálculo de movimientos.
El cálculo de desplazamientos y rotaciones enubicaciones especificas puede ser requeridocuando estén involucrados problemas de espacio.En los casos donde el movimiento de un pequeñoramal de tubería unido a una tubería rígida enoperación sean calculados por separado, elmovimiento lineal y angular del punto de unión
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 60/202
Primera Edición P.2.0371.01: 2000 UNT
60/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
debe ser calculado mediante el análisis apropiadodel ramal.
14.1.5.4 Medios para incrementar laflexibilidad.
El arreglo de tuberías debe proporcionarflexibilidad inherente por cambios de dirección,para que los desplazamientos producidosprincipalmente por deformación flexionante otorsionantes estén dentro de los límites prescritos.La cantidad de tracción axial o deformación decompresión (las cuales producen las mayoresreacciones) normalmente son pequeñas.
Cuando el sistema carezca de cambios dedirección o cuando está desbalanceado, [véase el
párrafo 14.1.2.2(b)], se encontrarán grandesreacciones o sobreesfuerzos perjudiciales. Eldiseñador deberá agregar flexibilidad al sistemamediante la utilización de uno o más de lossiguientes medios: giros, codos dobles, bayonetas,
juntas giratorias; tubería corrugada; juntas deexpansión tipo fuelle o deslizables; u otrosdispositivos que permitan el movimiento angular,rotacional o axial.
Deberán suministrarse anclajes, sujeciones u otrosmedios de fijación necesarios para resistir lasfuerzas en los extremos producidas por fluidos
presurizados, resistencia por fricción al movimientoy por otras causas. Cuando se utilicen juntas deexpansión u otro tipo similar de dispositivos,deberá considerarse la tenacidad de la junta odispositivo en el análisis de flexibilidad de la junta.
14.2 Soportes para tuberías.
14.2.1 Generalidades.
El diseño de las estructuras de soportería (noamparado en esta especificación) y de loselementos de soportería, deberá efectuarse en
base a todas las cargas actuantesconcurrentemente transmitidas hacia dichossoportes. Estas cargas, definidas en el capítulo 9,incluyen tanto las cargas debidas al peso delsistema de tuberías, como las cargas introducidaspor la presión de servicio y temperatura, vibración,viento, sismos, golpes de ariete, y deformación dedesplazamientos (véase el párrafo 14.1.2.1).
Para efectuar los cálculos de peso en las tuberíasque contienen gas o vapor, se precisa no incluir elpeso debido al líquido, siempre y cuando eldiseñador haya tomado precauciones específicaspara evitar la entrada de líquido en la tubería, y latubería no este sometida a prueba hidrostática enla construcción inicial o en inspeccionesposteriores.
14.2.1.1 Objetivos.
El arreglo y diseño de las tuberías y sus elementosde soporte deberán efectuarse con la debidaconsideración, a fin de evitar los siguiente:
(1) Esfuerzos que excedan lo permitido en estaespecificación;
(2) Fugas en las juntas;
(3) Torques y momentos excesivos en los equiposconectados (tales como bombas y turbinas);
(4) Esfuerzos excesivos en los elementos desoportería (o sobredeformación);
(5) Resonancia por imposición o inducción devibración del fluido;
(6) Interferencia excesiva por expansión o
contracción térmica en la tubería que de otra formasea adecuadamente flexible;
(7) Tubería accidentalmente fuera de soporte;
(8) Excesiva deflexión en tubería que requierecontar con una pendiente adecuada para drenaje;
(9) Excesiva distorsión o deflexión de la tuberíasometida a termofluencia bajo condiciones deciclos térmicos repetitivos;
(10) Calor excesivo debido a una exposición
prolongada de los elementos de soportería atemperaturas extremas fuera de sus limites dediseño.
14.2.1.2 Análisis.
En general, la ubicación y el diseño de loselementos de soporte puede basarse en cálculos

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 61/202
Primera Edición P.2.0371.01: 2000 UNT
61/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
simples y criterios de ingeniería. Sin embargo,cuando un análisis más refinado sea requerido yse haya efectuado un análisis, en el cual seincluiya la tenacidad de soportería, los esfuerzos,momentos y reacciones determinadas, por mediode eso deberá ser utilizado en el diseño deelementos de soporte.
14.2.1.3 Esfuerzos en soportes de tubería.
Los esfuerzos permisibles para los materialesutilizados en los elementos de soportería, exceptolos resortes, deberán ajustarse a lo indicado en elpárrafo 10.2.3.1. Sin embargo, los factores de
junta longitudinal E j , no necesitan ser aplicados alos esfuerzos permisibles en componentes detubería soldables los cuales vayan a ser utilizados
como elementos de soportería.
14.2.1.4 Materiales.
(a) Los soportes y restricciones permanentesdeberán ser de material adecuado para lascondiciones de servicio. Si el acero es trabajadoen frío a un radio a partir de la línea de centromenor a dos veces su espesor, este deberárecocerse o normalizarse después del proceso deconformación.
(b) El hierro colado y el hierro maleable pueden
ser utilizados para rodillos, bases para rodillos,bases para anclajes, y otros elementos desoportería sometidos principalmente a cargas decompresión. El hierro colado no es recomendablesi la tubería puede estar sometida a cargas deimpacto como resultado de pulsaciones ovibraciones. El hierro dúctil y el hierro maleablepuede ser utilizados en tubería, y grapas de vigas,bridas de suspensión, abrazaderas, ménsulas yresortes giratorios.
(c) Aceros de especificación desconocida puedeutilizarse en elementos de soportería que no
vayan soldados directamente a componente detubería de presión. (Materiales intermedioscompatibles de especificación conocida puedensoldarse directamente a tales componentes). Losesfuerzos permisibles básicos en tensión ycompresión no deberán exceder 82 Mpa (12ksi) yla temperatura deberá estar dentro del intervalo de244.15K a 616.15K (-20°F a 650°F). Para valores
de esfuerzo cortante y de apoyo, véase el párrafo10.2.3.1(b).
(d) Madera u otros materiales pueden serutilizados en elementos de soportería, cuando loselementos de soportería estén apropiamentediseñados, considerando la temperatura, laresistencia y la durabilidad.
(e) Los accesorios soldados o ensamblados a latubería deberán ser de material compatible con latubería y el servicio. Para otros requerimientos,véase el párrafo 14.2.3.2.
14.2.1.5 Cuerdas.
Las cuerdas para tornillos deberán apegarse al
ANSI B1.1 excepto cuando otro tipo de cuerdassean requeridas para cargas pesadas. Lostorniquetes y tuercas de ajuste deberán tener lalongitud completa de cuerda interna. Cualquierajuste roscado deberá ser provisto concontratuercas, al menos que vaya asegurado porotros medios.
14.2.2 Soportes fijos.
14.2.2.1 Anclas y guías
(a) Los elementos de soportería utilizados como
anclas deberán ser diseñados para mantener fijauna posición.
(b) Con el fin de proteger el equipo terminal uotras secciones más débiles del sistema, debenproveerse restricciones (anclas o guías) donde seanecesario, a fin de controlar el movimiento o paradirigir las expansiones hacia las porciones delsistema diseñadas para absorberlas. El diseño,arreglo y colocación deberá asegurar que losmovimientos de las juntas de expansión ocurranen la dirección para la cual la junta fue diseñada.Además de las fuerzas y momentos térmicos, al
diseñar los elementos de soportería debenconsiderarse los efectos de la fricción en otrossoportes del sistema.
(c) Las anclas para juntas de expansión comotubos corrugados, en forma de omega o de tipodisco o deslizables, se deben diseñar para resistirla sumatoria de fuerzas a la presión y temperatura

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 62/202
Primera Edición P.2.0371.01: 2000 UNT
62/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
máxima, a las cuales vaya a usarse la junta. Lasfuerzas son las siguientes:
(1) Empuje por presión. Es el producto del áreaefectiva de empuje por la presión máxima a que la
junta esta sujeta durante la operación normal.Para juntas deslizantes, el área efectiva de empujedebe calcularse usando el diámetro exterior de latubería. Para juntas corrugadas, en forma deomega o disco, se debe tener en cuenta larecomendación de fabrica y si no se dispone deella, se hará el cálculo del área efectiva usando eldiámetro interior máximo de los fuelles de la juntade expansión.
(2) La requerida para comprimir o expandir la junta en una cantidad igual al movimiento de
expansión calculado.
Las fuerzas requeridas para vencer la fricciónestática ocasionada por expansión o contraccióndel tubo, en su soporte, en condiciones deconstrucción y de operación. La longitudconsiderada del tubo, debe ser localizada entre elancla y la junta de expansión.
14.2.2.2 Soportes inextensibles distintos deanclas y guías.
(a) Los elementos de soportería deben diseñarse
para permitir el movimiento libre de la tuberíaocasionado por expansión y contracción térmicas.
(b) Los colgantes incluyen tubería y grapas deviga, abrazaderas, rodamientos, correas, cadenasy otros accesorios. Estos deberán proporcionarsepara todos los requerimientos de carga. Para unaseguramiento de carga en partes roscadas, lacarga deberá basarse en el área de raíz de lascuerdas.
(c) Soportes corredizos. Los soportes corredizos(o zapatas) y las ménsulas deberán diseñarse
para resistir las fuerzas debidas a la fricción enadición a las cargas impuestas por el apoyo. Lasdimensiones del soporte deberán proveer losmovimientos previstos de la tubería soportada.
14.2.2.3 Soportes elásticos.
(a) Los resortes de soporte deben diseñarse paraejercer una fuerza de soporte, en el punto deunión con la tubería, igual a la carga determinadapor el cálculo de peso balanceado, debiendocontar con medios adecuados para evitar la malaalineación, el pandeo o para evitar cargasexcéntricas, e impedir que se suelte la carga enforma accidental.
(b) Los resortes de suspensión proporcionan unafuerza de soporte constante en todo el intervalo derecorrido. El uso de este tipo de resortes esventajoso en localizaciones sujetas a movimientossignificativos con cambios térmicos. Lossuspensores de este tipo deben ser seleccionadospara que el intervalo de recorrido exceda losmovimientos previstos.
(c) Deben proveerse los medios para prevenirsobreesfuerzos en resortes de suspensión debidoa deflexiones excesivas. Se recomienda que todoslos suspensores sean suministrados conindicadores de posición.
14.2.2.4 Soportes de contrapeso.
Los contrapesos deben ser suministrados contopes para limitar el recorrido. Los contrapesosdeben ser seguros. Las cadenas, cables,suspensores, balancines u otro tipo de dispositivos
utilizados para unir las cargas de contrapeso a lastuberías deberán cumplir con lo indicado en elpárrafo 14.2.2.2.
14.2.2.5 Soportes hidráulicos.
Los cilindros hidráulicos pueden ser utilizadoscomo soportes de fuerza constante. Las cargasdeben protegerse con dispositivos de seguridad ytopes, en caso de falla hidráulica.
14.2.3 Aditamentos estructurales.
Los aditamentos internos y externos para tuberíadeben diseñarse para que estos no causenaplastamiento indebido de la tubería, esfuerzos deflexión localizados, o gradientes térmicos dañinosa la pared de la tubería. Es importante que losaditamentos sean diseñados para minimizarconcentración de esfuerzos, particularmente enservicios cíclicos.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 63/202
Primera Edición P.2.0371.01: 2000 UNT
63/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
14.2.3.1 Aditamentos estructurales nointegrales.
Los aditamentos no integrales, en los que lareacción entre la tubería y el aditamento sea porcontacto, incluyen abrazaderas, eslingas, cunas,estribos, silletas, soleras y horquillas. En caso deusar una abrazadera para soportar el peso de unatubería en posición vertical, se recomienda soldargrapas, muñones o aletas a la tubería, pudiendocolocarse bajo las bridas o accesorios, para evitardeslizamientos.
14.2.3.2 Aditamentos integrales.
Los accesorios integrales incluyen tapones,orejeras, zapatas, placas, y grapas de ángulo,
coladas o soldadas a la tubería. El material de losaditamentos integrales unidos por soldaduradeberá ser de buena calidad soldable. [Véase elpárrafo 14.2.1.4(e) para requerimientos dematerial]. El precalentamiento, soldadura y eltratamiento térmico deberá efectuarse de acuerdoa lo indicado en el capítulo 16. Debe tenerseespecial consideración en la concentración deesfuerzos inducidos por los componentes detubería soldados a los accesorios integrales.
14.2.4 Conexiones estructurales.
La carga de las tuberías y los elementos desoportería (incluyendo restricciones y loscontraventeos) deberá ser transmitidaadecuadamente a un recipiente a presión,construcción, plataforma, estructura de soporte,cimentación o a otra tubería capaz de apoyar lacarga sin efectos negativos.
15. Sistemas específicos de tuberías.
15.1 Tubería de instrumentos.
15.1.1 Generalidades.
La tubería de instrumentos, dentro del alcance deesta especificación incluye a toda la tubería yaccesorios utilizados para conectar instrumentos aotras tuberías o a equipos, así como las tuberíasde control utilizadas para conectar aparatos decontrol operados con aire o hidráulicamente. Noincluye los instrumentos o los sistemas de tuboflexible permanentemente sellados con fluido detrabajo suministrados con instrumentos condispositivos sensibles a temperatura o presión.
15.1.2 Requerimientos.
La tubería de instrumentos deberá cumplir losrequerimientos aplicables de esta especificación,además de lo siguiente:
(a) La presión y temperatura de diseño paratubería de instrumentos deberá determinarse deacuerdo al inciso 10.1. Si durante el purgado de latubería se experimentan condiciones más severas,estás deben ser tratadas como variacionesocasionales de acuerdo a lo indicado en la inciso
10.2.
(b) Se debe tener en consideración la resistenciamecánica (incluyendo la fatiga) de conexionespequeñas de instrumentos a tubería o a losaparatos (véase el párrafo 10.2.2.4).
(c) La tubería de instrumentos que contengafluidos normalmente estáticos y sujetos acongelamiento se deberán calentar mediantevenas de vapor o deberán protegerse mediantealgún método de calentamiento y aislamiento.
(d) Si es necesario drenar o purgar la tubería deinstrumentos que contenga fluidos tóxicos oinflamables, deben aplicarse medidas especialespara asegurar su eliminación.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 64/202
Primera Edición P.2.0371.01: 2000 UNT
64/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
15.2 Sistemas de relevo de presión.
Los sistemas para relevar presión dentro delalcance de esta especificación, deberán ajustarsea los siguientes requerimientos. Véase también elsubinciso 14.1.6 del apéndice 6.
15.2.1 Válvulas de bloqueo para losdispositivos de seguridad de relevo apresión.
Si una o mas válvulas de bloqueo están instaladasentre la tubería que esta siendo protegida y suequipo o equipos de protección, o entre el equipoo equipos de protección y el punto de descarga,ellas deberán cumplir con los requerimientos de(a) y (b) o (c).
(a) Puede instalarse una válvula de bloqueo, depaso completo en el lado de entrada de undispositivo de seguridad, así como en la descarga,siempre y cuando ésta se conecte a un cabezalcomún a otras líneas de descarga de otrosdispositivos de seguridad. Las válvulas de bloqueode paso reducido, se pueden usar, tanto en el ladode la entrada como en el de la descarga de undispositivo de seguridad, como en el caso anterior,siempre que las válvulas de bloqueo sean de untipo y diámetro, que asegure que el incremento enla caída de presión, no reduzca la capacidad de
relevo en más de la establecida, ni que tengaefectos adversos en la operación del propiodispositivo de seguridad.
(b) Pueden usarse válvulas de bloqueo entubería relevadora de presión, siempre y cuandoestén positivamente construidas o controladas, demodo que el cierre del máximo número debloqueos al mismo tiempo, no reduzca lacapacidad relevadora de presión suministrada porlos dispositivos de relevo, abajo de la capacidadrequerida del mismo.
(d) Como una alternativa al inciso (b) anterior, lasválvulas de bloqueo deberán estar construidas demanera que puedan cerrar o sellar tanto enposición abierta como cerrada. Ver el subinciso14.1.6.del apéndice 7,
15.2.2 Tubería de descarga para relevo depresión.
Las líneas de descarga para dispositivos deseguridad de relevo de presión, de acuerdo con elalcance de esta especificación, se deben diseñarpara facilitar el drenaje. Cuando se descarguedirectamente a la atmósfera, los fluidos no debenchocar contra otras tuberías o equipos y se debendirigir lejos de las plataformas y otras áreasusadas por el personal. Deben considerarse lasreacciones sobre el sistema de tubería, debidas alfuncionamiento de los dispositivos de seguridad,debiendo suministrar adecuada resistencia parasoportar estas reacciones.
15.2.2.3 Dispositivos de seguridad de relevo
de presión.
(a) Los dispositivos de relevo de presiónrequeridos por el párrafo 10.1.2.2(a) deberáncumplir con el Código ASME BPV, Sección VIII,División 1 UG-125(c), UG-126 al UG-128 y UG-132 al UG-136, excluyendo al UG-135(e) y UG-136(c). Los términos “presión de diseño”11 y“sistema de tubería” deberán ser sustituidos por“presión de trabajo máxima permisible” y“recipiente” respectivamente, en estos párrafos. Lacapacidad de relevo requerida por cualquierdispositivo de relevo de presión deberá tomar en
cuenta todos los sistemas de tubería que protejan.
(b) La presión fija de relevo12 deberá cumplir conla Sección VIII, División 1 del Código ASME BPV,con las excepciones establecidas en lasalternativas (1) y (2) siguientes:
(1) Con la aprobación del cliente, la presión fijapuede exceder los limites de la Sección VIII,División 1 del Código ASME BPV, siempre que ellimite de la presión de relevo máximo establecidoen el inciso (c) siguiente no sea rebasado.
(2) Para un equipo de relevo de expansióntérmica de liquido, que protege solo una porciónbloqueada del sistema de tubería, la presión fija nodebe exceder la menor de la presión de prueba delsistema y 120% de la presión de diseño.
(c) La presión de relevo máximo13 deberá estarde acuerdo con la Sección VIII, División 1 delCódigo ASME BPV, con excepción de las

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 65/202
Primera Edición P.2.0371.01: 2000 UNT
65/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
tolerancias permitidas por el párrafo 9.2.2.4(f),siempre que todos los demás requerimientos delpárrafo 10.2.2.4 sean satisfechos.
Notas
11 La presión de diseño para el relevo de la misma, es lapresión de diseño máxima permitida, considerando todos loscomponentes en el sistema de tubería.12 La presión fija es la presión en la cual el equipo empieza arelevar, por ejemplo, la presión de ascenso de una válvula derelevo actuada con resorte, presión de rompimiento de un discode ruptura, la presión de ruptura de un dispositivo conmecanismo de perno de ruptura.13 La presión de relevo máxima es la presión máxima delsistema durante un evento de relevado de presión.
16. Fabricación, ensamble y erección.
16.1 Generalidades
Los materiales para tubería metálicas ycomponentes son preparados para ensamble yerección por uno o más de los procesos defabricación cubiertos por los incisos 16.2, 16.3,16.4 y 16.6 cuando un de estos procesos es usadoen ensamble o erección, los requerimientos queson los mismos que para la fabricación.
16 .2 Soldadura.
Las soldaduras deberán estar conforme a lossubincisos 16.2.1 al 16.2.6 de acuerdo con losrequerimientos aplicables del subinciso 13.2.2.
16.2.1 Responsabilidad de la soldadura .
Cada constructor es responsable de las soldadurahecha por el personal de su organización y,exceptuando lo establecido en los párrafos16.2.2.2 y 16.2.2.3, debiendo realizar las pruebasrequeridas para calificar los procedimientos de
soldadura y para calificar o si es necesariorecalificar a los soldadores y operadores desoldadoras.
16.2.2 Calificaciones de la soldadura.
16.2.2.1 Requerimientos de calificación.
(a) Las calif icaciones de los procedimientos desoldadura a ser usados, así como losprocedimientos del desempeño de soldadores yoperadores de soldadoras depende estarconforme a los requerimientos del Código ASMEBPV, de sección IX excepto que cuando semodifiquen en el esta especificación.
(b) Donde el metal base no sea resistente paraser doblado los 180 grados requerido por lasección IX, un espécimen calificado del soldado esrequerido para ser sometidos el mismo número degrados de doblado que el metal base con una
tolerancia de ± 5 grados.
(c) Los requerimientos para el precalentamientoen el inciso 16.3 y para el tratamiento térmico en elinciso 16.4 así como los requerimientos en laingeniería de diseño se deberán aplicar en losprocedimientos de calificación de soldadura.
(d) Donde la pruebas de impacto sean requeridaspor esta especificación o por el diseño deingeniería, estos requerimientos se deberán incluiren la calificación del procedimientos de soldadura.
(e) Si los insertos consumibles [figura 9,esquemas (d), (e),(f) o (g), sus equivalentesmaquinados integralmente o anillos de respaldosean usados, su confiabilidad debe serdemostrada por la calificación de procedimiento,excepto cuando un procedimientos calificado sin eluso de un anillo de respaldo sea tambiéncalificado para el uso con anillo de respaldo enuna junta con soldadura sencilla a tope.
(e) Para reducir el número de calificaciones deprocedimientos de soldadura requeridas, losnúmeros y los números de grupo son clasificados
para agrupar metales generalmente basados encomposición química, soldabilidad y propiedadesmecánicas, en la medida que sea practicable. Losnúmeros P aparecen en una columna separada enla tabla 16 para la mayoría de los metales.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 66/202

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 67/202
Primera Edición P.2.0371.01: 2000 UNT
67/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
El contratista deberá mantener un registroautocertificado, disponible para el cliente y elinspector, de los procedimientos usados y lossoldadores y operadores de soldadora, mostrandola fecha y resultados de las calificaciones deldesempeño y del procedimiento y el símbolo deidentificación asignado para cada soldador yoperador de soldadora.
16.2.3 Materiales para soldar.
16.2.3.1 Material de relleno.
El material de relleno deberá estar conforme a losrequerimientos de la sección IX del Código ASMEBPV. Un material de relleno aun no incorporado enla sección IX puede ser usado con la aprobación
del cliente si una prueba de calificación delprocedimiento es realizada exitosamente antes.
16.2.3.2 Material para anillos de respaldo.
Cuando los anillos de respaldo son usados, debende cumplir con lo siguiente:
(a) Anillos de respaldo de metales ferrosos .Estos deben ser de calidad para soldar. Elcontenido de azufre no deberá exceder 0.05%.
(b) Si dos superficies a tope serán soldados a un
tercer miembro usado como un anillo de respaldo,y uno o dos de los tres miembros son ferríticos y elotro miembro o miembros son austeníticos, el usosatisfactorio de tales materiales deberá serdemostrado por el procedimiento de soldaduracalificado como lo establece el subinciso 16.2.2.
Los anillos de respaldo pueden ser del tipo demaquinado continuo o de bandas traslapadas.Algunos tipos son mostrados en la figura 9.
(c ) Anillos de respaldo no metálicos y noferrosos . Los anillos de respaldo del materiales no
metálicos o no ferrosos pueden ser usados,siempre y cuando el diseñador apruebe su uso y elprocedimiento de soldadura, que indique su uso,sea calificado como lo establece el subinciso16.2.2.
16.2.3.3 Insertos consumibles.
Los insertos consumibles pueden ser usados,siempre y cuando sean de la misma composiciónnominal que el metal de relleno, que no cause undetrimento en la aleación de metal soldado y queel procedimiento de soldadura, que indique su uso,sea calificado como lo establece el subinciso16.2.2 Algunos tipos comúnmente usados semuestran en la figura 9.
16.2.4 Preparación de la soldadura.
16.2.4.1 Limpieza.
Tanto las superficies internas como externa, queserán soldadas o cortadas por calor, deben estarlimpias y libres de pintura, aceite, escamas, y otrosmateriales que perjudiquen tanto al material base
como a la soldadura cuando el calor sea aplicado.
16.2.4.2 Preparación de los extremos.
(a) Generalidades.
(1) La preparación de los extremos es aceptablesólo si la superficie está razonablemente lisa, y laescoria del corte con oxígeno o con arco eseliminada de la superficie del corte térmico. Ladecoloración permanente en una superficiecortada por calor no es considerada comooxidación perjudicial.
(2) La preparación de los extremos parasoldaduras de ranura especificadas en ASMEB16.25, o cualquier otro que cumpla con el WPS,es aceptable. [Por conveniencia, los ángulosbásicos de los biseles de ASME B16. 25 y algunosángulos adicionales para bisele tipo J sonmostrados en la figura 10, esquemas (a) y (b)]
(a) Soldaduras circunferenciales.
(1) Si los extremos de los componentes sonrecortados como se muestran en la figura 9,
esquemas (a) o (b), para colocar anillos derespaldo o insertos consumibles, o como semuestran en la figura 11, esquemas (a) o (b), paracorregir desalineamientos internos, tales biselesno deben de reducir el espesor de pared final pordebajo del espesor de pared mínimo requerido t m .

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 68/202
Primera Edición P.2.0371.01: 2000 UNT
68/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(2) El extremo del componente puede maquinarsepara permitir alojar completamente el anillo derespaldo, tomando en cuenta que el espesor netorestante no sea inferior al espesor de paredmínimo requerido.
(3) Es permitido igualar los extremos de tubo almismo diámetro nominal para mejorar elalineamiento si los requerimientos de espesor depared se mantienen.
(4) Donde sea necesario, el metal de la soldadurapuede ser depositado en el interior o exterior delcomponente para permitir el alineamiento o elmaquinado que asegure un asiento satisfactoriode los anillos o de los insertos.
(5) Cuando, por medio de soldadurascircunferenciales, se unan componentes deespesores de pared diferentes y uno sea 1 1/2veces mayor que el otro, la preparación de losextremos y su geometría deberá estar de acuerdocon diseños aceptables para espesores de pareddiferentes, establecidos en ASME B16.25.
16.2.4.3 Alineamiento
(a) Soldaduras circunferenciales.
(1) las superficies internas del componente en los
extremos a ser soldados deberán estar alineadosdentro no de los límites dimensionalesestablecidos en WPS y el diseño de ingeniería.
(2) Si la superficies externas de los componentesno están alineadas, la soldadura debe ser"achaflanada" entre ellas.
(b) Soldaduras longitudinales . El alineamiento delas soldaduras de ranura longitudinales (no hechasde acuerdo con un estándar listado en la tabla 16o la tabla 5) Deberá estar conforme a losrequerimientos del párrafo 16.2.4.3(a).
(c) Soldaduras de conexión a ramal.
(1) Las conexiones a ramal que se conecten a lasuperficie del cabezal, deberán estar conformadaspara que la soldaduras tope cumplan con losrequerimientos WPS [ver figura 12, esquemas (a)y (b)].
(2) Las conexiones al ramal que sean insertadasa través de una abertura en el cabezal seráninsertadas por lo menos hasta la superficie interna del cabezal, en todos sus puntos [ver figura 12,esquema (c)], de otra manera, deberá estarconforme al párrafo 16.2.4.3 (c) (1).
(3) La abertura en el cabeza para conexiones aramal no deberá desviarse del contorno requeridomás allá de la dimensión m en la figura 12. Enningún caso las desviaciones de la forma de laabertura causarán que los límites de la toleranciadel espaciamiento en la raíz establecidos en elWPS sean excedidos. El material de la soldadurapuede ser adicionado o acabado para cumplir conlos requerimientos.
(d) Espaciamiento. La separación en la raíz de la junta deberá estar dentro de los límites detolerancia del WPS.
16.2.5 Requerimientos de soldadura.
16.2.5.1 Generalidades.
(a) Las soldadura, incluyendo la adición del metalde soldadura para alineamiento [párrafos 16.2.4.2(b) (4) y 16.2.4.3 (c) (3)], deberán ser hechas deacuerdo con un procedimiento calificado y porsoldadores u operadores de soldadora calificados.
(b) A cada soldador calificado y a cada operadorse le deberá asignar un símbolo de identificación.A menos que se especifique en la ingeniería dediseño de una manera diferente, cada soldaduraque vaya a ser sometida a presión o su áreaadyacente, debe ser marcada con el símbolo deidentificación del soldador un operador desoldadora. En lugar del marcado de soldadura, losregistros apropiados deben ser elaborados.
(c) Los puntos de soldadura en el fondeo de la junta deben hacerse con metal de aporte
equivalente al del paso de fondeo y debedifundirse con este, exceptuando aquellos que porsufrir alguna fractura deban eliminarse al igual quelos puntos de punteo. El punteo debe ser hechopor un soldador u operador de soldadoracalificado. Los rebordes (encima de la soldadura)deben ser removidos.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 69/202
Primera Edición P.2.0371.01: 2000 UNT
69/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(d) Está prohibido golpear con martillo (con el finde quitar escoria) tanto en el paso de fondeo comoen el paso final de una soldadura.
(e) Ninguna soldadura deberá ser hecha si existecaída de agua, nieve, granizo o viento excesivo enel área de soldadura, o si el área de soldaduraesta congelada o húmeda.
(f) Válvulas de extremos soldables . La secuenciay el procedimiento de soldadura así como sutratamiento térmico deberán de realizarse de talmanera que conserven la hermeticidad del sello dela válvula.
16.2.5.2 Soldadura para inserto soldable yfilete.
Las soldaduras de filete (incluidas las soldadurade insertos soldable) pueden cambiar de convexaa cóncava. El tamaño de una soldadura de filetese determina como se muestra en la figura 13.
(a) Los detalles de soldadura típicos para bridasdeslizable y de inserto soldable se muestran en lafigura 14; las dimensiones mínimas de lasoldadura para otros componentes del tipo insertosoldable se muestran en la figura 15.
(b) Si las bridas deslizables son soldadas
individualmente, la soldadura debe realizarse en elcuello.
16.2.5.3 Soldaduras de sello.
La soldadura de sello debe ser hecha por unsoldador calificado. Las soldaduras de sellodeberán cubrir todos los hilos de la cuerdaexpuestos.
16.2.5.4 Conexiones soldadas para ramal.
(a) Las figuras 16, 17 y 18 muestran los detallesaceptables para conexiones a ramal con y sinadición de refuerzos, en la cual el tubo del ramales conectado directamente al cabezal. Lasilustraciones son típicas y no intentan excluir otrostipos de construcción no mostrados.
(b) La figura 17 muestran los tipos básicos deadición de soldadura usadas en la fabricación de
conexiones para ramal. La localización y el tamañomínimo de las soldaduras adicionado deberánestar conforme a los requerimientos establecidosaquí. Las soldaduras deberán ser calculadas deacuerdo con el párrafo 11.2.3.3 pero no deben sermenores a los tamaños mostrados en la figura 17.
(c) La nomenclatura y símbolos usados aquí y enla figura 17 son:
t c = el menor de 0.7bT o 6 mm (1/4 pulg)
bT = espesor nominal del ramal
hT = espesor nominal del cabeza
r T = espesor nominal del refuerzo o la silleta
t min = el menor debT y
r T
(d) Las conexiones a ramal (incluyendo losaccesorios para conexión al ramal apropiadamentereforzados de manera integral) que se conecten alexterior de el cabezal o que sean insertadas enuna abertura en el cabezal deben ser adicionadascon soldaduras de ranura de penetracióncompleta. Las soldaduras deberán ser terminadas
con soldaduras de filete para recubrir teniendo unadimensión en el cuello no menor que t c . Ver figura17, esquemas (1) y (2).
(e) Un refuerzo o una silleta deben seradicionados al tubo del ramal por lo siguiente:
(1) una soldadura de ranura de penetracióncompleta acabada con una soldadura de filetepara recubrir teniendo una dimensión del cuello nomenor que t c .; o
(2) una soldadura de filete teniendo una
dimensión del cuello no menor que 0.7 t min . Verfigura 17, esquema (5).
(f) El bore externo de un refuerzo o una silletadeberá ser adicionado al cabezal por medio deuna soldadura de filete que tengan una dimensión
de garganta no menor que 0 .5 r T . Ver figura 17,
esquemas (3), (4), y (5).
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 70/202
Primera Edición P.2.0371.01: 2000 UNT
70/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(g) Los refuerzos y silletas deben tener un buenajuste con las partes a donde se adicionará. Unaperforación para venteo se deberá hacer en ellado (no cerca de la junta) del refuerzo o silletapara permitir venteo entre el cabezal y el ramaldurante la soldadura y el tratamiento térmico. Unrefuerzo o silleta pueden ser hechos de más deuna pieza si las juntas entre las piezas tienen unesfuerzo equivalente al del metal original delrefuerzo o la silleta y si cada pieza tiene unaperforación para venteo.
(h) Las pruebas y cualquier reparación necesariade la soldadura terminadas entre el ramal y elcabezal deberá ser hecha antes de adicionar unasilleta o un refuerzo.
16.2.5.5 Traslapes fabricados.
La figura 19 muestra un traslape típico fabricado.La fabricación deberá estar de acuerdo con losrequerimientos aplicables del párrafo 16.2.5.4.
16.2.5.6 Soldadura para condiciones cíclicasseveras.
Un procedimiento de soldaduras deberá serempleado para suministrar una superficie internaregular, lisa y para penetración completa.
16.2.6 Reparación de soldaduras.
En defecto de soldadura a ser reparado deberáremoverse el material sobrante. Las soldaduraspreparadas deberán ser hechas utilizando unprocedimiento de soldadura calificado de acuerdocon el párrafo 16.2.2.1, tomando en cuenta que lacavidad a ser reparada puede diferir del contorno ydimensiones de la junta original. Las soldadurasreparadas deben ser hechas por soldadores uoperadores de soldadora calificados de acuerdocon el párrafo 16.2.2.1. El precalentamiento y eltratamiento térmico deberán ser como lo requiera
la soldadura original. Ver también párrafo 17.2.3.3.16.3 Precalentamiento.
16.3.1 Generalidades.
El precalentamiento es usado, junto con eltratamiento térmico, para minimizar los efectos
dañinos de la alta temperatura y gradientetérmicos severos inherentes a la soldadura. Lanecesidad de precalentar y la temperatura a serutilizada que deberá ser especificada en laingeniería de diseño y mostrada por la calificaciónde procedimiento. Los requerimientos yrecomendaciones establecidas aquí aplican a todotipo de soldaduras incluyendo, punteo, soldadurasa reparar y soldaduras de sello para juntasroscadas.
16.3.1.1 Requerimientos y recomendaciones.
Las temperaturas mínimas de precalentamientorequeridas y recomendadas para materiales dediferentes números P se dan en la tabla 13. Si latemperatura ambiental es menor a 273.15K (32°F),
las recomendaciones en la tabla 13 se conviertenen requerimientos. Los espesores propuestos quela tabla 13 son aquellos correspondientes alcomponente de mayor espesor medido en la junta.
16.3.1.2 Materiales no enlistados.
Los requerimientos de precalentamiento paramateriales no enlistados deberán serespecificados en el WPS.
16.3.1.3 Verificación de temperatura.
(a) La temperatura de precalentamiento debe serverificada utilizando lápices indicadores detemperatura, los pirómetros temocoples u otrosmedios adecuados para asegurar que latemperatura especificada en el WPS sea obtenidaantes y durante la soldadura.
(b) Los termocoples pueden ser adicionadostemporalmente directamente a las partessometidas a presión utilizando un método dedescarga de soldadura tipo capacitor, sin
procedimiento de soldadura ni calificaciones dedesempeño. Después los termocoples seránremovidos, las áreas deberán ser examinadasvisualmente para localizar defectos a serreparados.
16.3.1.4 Zona de precalentamiento.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 71/202
Primera Edición P.2.0371.01: 2000 UNT
71/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
La zona de precalentamiento deberá extendersepor lo menos 25 mm (1 in) más allá del borde dela soldadura.
16.3.2 Requerimientos específicos.
16.3.2.1 Materiales diferentes.
Cuando los materiales tengan diferentesrequerimientos de precalentamiento y tengan quesoldarse, se recomienda que la temperaturamayor mostraba en la tabla 13 sea usada.
16.3.2.2 Soldadura interrumpida.
Si la soldadura es interrumpida, la velocidad deenfriamiento deberá ser controlada u otro mediodebe ser usado para prevenir los efectos dañinosen la tubería. El precalentamiento especificado enel WPS deberá ser aplicado antes de reiniciar lasoldadura.
16.4 Tratamiento térmico.
El tratamiento térmico es usado para prevenir orelevar los esfuerzos que los efectos dañinos de laalta temperatura y de los gradiente de temperaturaseveros inherentes a la soldadura y para relevarlos esfuerzos residuales creados por los procesosde doblado o formado, pero no es necesariamente
apropiado para todas las condiciones de servicio.
16.4.1 Generalidades.
16.4.4.1 Requerimientos del tratamientotérmico.
(a) El tratamiento térmico deberá estar deacuerdo con los rangos de espesores y grupos demateriales de la tabla 13 excepto como loestablecen los párrafos 16.4.2. 1 y 16.4.2.2.
(b) El tratamiento térmico a ser usado antes de la
producción de soldaduras deberá ser especificadoen el procedimiento de soldadura y deberán serusado en la calificación del procedimiento desoldadura.
(c) La ingeniería de diseño deberá especificar laspruebas y/o otros controles de calidad deproducción (no menores que los requerimientos de
esta especificación) para asegurar que lassoldaduras finales sean de la calidad adecuada.
(d) el tratamiento térmico para doblado y formadoserán de acuerdo con el subinciso 16.5.4.
16.4.1.2 Espesor Gobernante.
Cuando los componentes sean unidos por mediode soldadura, el espesor usado para seleccionarlos requerimientos de tratamiento térmico de latabla 13 deberá ser el espesor de componentemas grueso medido en la junta, excepto como seestablece a continuación.
(a) En el caso de las conexiones a ramal, elmetal ( u otro metal de la soldadura), adicionadocomo refuerzo, ya sea como parte integral de unaccesorio para ramal o adicionado como unrefuerzo o silleta, no deberá ser considerado en ladeterminación de los requerimientos detratamiento térmico. Sin embargo, el tratamientotérmico es requerido, cuando el espesor a lo largode la soldadura, en cualquier plano a través delramal, sea mayor a dos veces el espesor mínimodel material que requiera tratamiento térmico, auncuando el espesor de los componentes en la juntasean menores que el espesor mínimo. El espesora lo largo de la soldadura para los detalles
mostrados que en la figura 17 serán calculadosusando las siguientes fórmulas:
(b) En el caso de las soldaduras de filete enbridas deslizables, bridas de insertos soldable yconexiones de tubería de 2 pulgadas de diámetronominal y menores, para soldadura de sello de
juntas roscadas en tubería de 2 pulgadas ymenores, y para adición de partes no sometidas apresión tales como muñones u otros elementos desoportería de tubería en todos los diámetros detubería, el tratamiento térmico es requerido cuandoel espesor a través de la soldadura en cualquier
plano es mayor a dos veces el espesor de materialmínimo que requiera tratamiento térmico (auncuando el espesor de los componentes en la juntasea menor que el espesor mínimo) excepto comosigue:
(1) No requerido para materiales con número P 1cuando el espesor en la garganta de la soldadurasea de 16 mm o menor, sin tomar en

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 72/202
Primera Edición P.2.0371.01: 2000 UNT
72/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
consideración el espesor del metal base;
(2) No requerido para materiales con números P1, 3, 4, 5 o 10A cuando el espesor de la gargantade la soldadura sea de 13 mm o menor, sin tomaren consideración el espesor del metal base,siempre que no sea menor que elprecalentamiento recomendado que se aplique, yel esfuerzo a la tensión mínimo especificado delmetal base sea menor que 490 MPa (71 ksi);
(4) No requerido para materiales ferríticos cuandolas soldaduras sean hechas con metal de rellenoque no sea endurecido al aire. Los materiales desoldadura austeníticos pueden ser usados parasoldaduras de materiales ferríticos cuando elefecto de las condiciones de servicio, tales como
la expansión térmica diferencial debido atemperaturas elevadas, no afecte negativamentela soldadura.
16.4.1.3 Calentamiento y enfriamiento.
El método de calentamiento deberá proveer latemperatura de metal requerida, la uniformidad dela temperatura y el control de la temperatura, ypuede incluir un horno cerrado, calentamiento conflama local, resistencia eléctrica, induccióneléctrica o reacción química exotérmica. El métodode enfriamiento proveerá la velocidad de
enfriamiento requerida o deseada y puede incluirun enfriamiento en un horno, al aire, por aplicaciónde calor local o aislamiento, o por otros mediosadecuados.
16.4.1.4 Verificación de temperatura.
La temperatura de tratamiento térmico deberá serverificada por pirómetros de termocople o por otrosmétodos que aseguren que los requerimientos deWPS sean cumplidos. Ver párrafo 16.3.1.3 (b)para la adición de termocople por el método dedescarga de capacitor de soldadura.
16.4.1.5 Pruebas de dureza.
El propósito de las pruebas de dureza desoldaduras de producción, de dobleces hechos porcalentamiento y tubería formada en caliente, esverificar a satisfacción el tratamiento térmico. Loslímites de dureza aplican a la soldadura y para lazona afectada por el calor (ZAC) probada tan
cerca como sea posible al borde de la soldadura.
(a) Cuando un límite de dureza sea especificadoen la tabla 14, este deberá ser probado en por lomenos 10% de las soldaduras, dobleces hechosen caliente y componentes formados en calienteen cada lote tratado térmicamente en horno y el100% de aquellas tratadas térmicamente demanera local.
(b) Cuando metales diferentes sean unidos porsoldadura, los límites de dureza especificadospara el metal base y el metal de soldadura en latabla 14 deberá ser cumplido por cada material.
16.4.2 Requerimientos específicos.
Donde se garanticen ya sea por la experiencia oel conocimiento de las condiciones de servicio, losmétodos alternos de tratamiento térmico oexcepciones a las disposiciones del tratamientotérmico básico del subinciso 16.4.1 pueden seradoptadas como se establece en los párrafos 16.4.2.1 y 16.4.2.2.
16.4.2.1 Tratamiento térmico alterno.
El normalizado, normalizarlo y templado, orecocido puede ser aplicado en lugar deltratamiento térmico requerido después de la
soldadura, el doblado o el formado, siempre que lapropiedades mecánicas de cualquier metal base ysoldadura afectada cumplan con losrequerimientos de la especificación después deque tales tratamientos y sus sustituciones sonaprobadas por el diseñador.
16.4.2.2 Excepciones a los requerimientosbásicos.
Como se indica en el inciso 16.4, las prácticasbásicas en estas circunstancias pueden requerirde modificaciones al conjunto de condiciones de
servicio en algunos casos. En tales casos, eldiseñador puede especificar requerimientosadicionales aún más estrictos en el diseño deingeniería, incluyendo tratamientos térmicos ylimitaciones de dureza para espesores menores, opuede especificar tratamientos térmicos yrequerimientos de dureza menos estrictos o puedeno incluir ninguno.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 73/202
Primera Edición P.2.0371.01: 2000 UNT
73/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(a) Cuando la disposiciones menos estrictas a lasestablecidas en el inciso 15.4 sean especificadas,el diseñador debe demostrar, a satisfacción delcliente, lo adecuado de esas disposiciones, deacuerdo a la experiencia de servicios similares,considerando el efecto de la temperatura,frecuencia e intensidad de los ciclos térmicos,niveles de esfuerzos de flexibilidad, probabilidadde falla frágil, y otros factores pertinentes.Adicionalmente se realizarán pruebas apropiadas,incluyendo las pruebas de calificación del WPS.
16.4.2.3 Materiales diferentes.
(a) El tratamiento térmico de juntas soldadasentre metales ferríticos diferentes o entre metalesferríticos usando metal de relleno ferrítico diferente
deberá ser en el de mayor rango de temperaturaen la tabla 14 de los materiales en la junta.
(b) El tratamiento térmico de juntas soldadas,incluyendo tanto componentes ferríticos comoausteníticos y metales de relleno, se realizarácomo se establece para el material o materialesferríticos a menos que se especifique de otramanera en el diseño de ingeniería.
16.4.2.4 Tratamiento térmico retardado.
Si se permite que un soldado se enfríe antes del
tratamiento térmico, la velocidad de enfriamientodeberá ser controlada u otros medios deberánserán usados para prevenir efectos dañinos en latubería.
16.4.2.5 Tratamiento térmico parcial.
Cuando el ensamble de una tubería entera, a sertratado térmicamente, no pueda ser completadoen el horno, está permitido realizar el tratamientotérmico en más de un calentamiento siempre queexista por lo menos 300 mm (1 ft) de traslape entrecalentamientos sucesivos y que aquellas partes
del ensamble fuera del horno sean protegidas delos gradiente de temperatura perjudiciales.
16.4.2.6 Tratamiento térmico local.
Cuando el tratamiento térmico es aplicadolocalmente, una banda circunferencial al cabezal,y del ramal, donde aplique, deberá ser calentada
hasta que el rango de temperatura especificadoexista en la sección o secciones completas deltubo, que disminuirá gradualmente más allá de labanda que incluya el soldado, el dobleces osección formada y en por lo menos 25 mm (1 pulg)más allá de lo concerniente a los extremos.
16.5 Procesos de doblado y formado.
16.5.1 Generalidades
El tubo puede ser doblado y los componentespueden ser formados por cualquier método tantoen frío como en caliente, siempre y cuando seaapropiado para el material, el servicio del fluido yla severidad de los procesos de doblado y
formado. La superficie acabada deberá estar librede fracturas y sustancialmente libre dearrugamientos. El espesor después del proceso deformado o doblado no deberá ser menor que elrequerido por el diseño.
16.5.2 Proceso de doblado.
16.5.2.1 Calibración de un doblez.
Al calibrar un doblez, la diferencia entre losdiámetros máximos y mínimo en cualquier seccióntransversal, no deberá ser mayor que el 8% del
diámetro exterior nominal para presiones internasy de 3% para presiones externas. La eliminaciónde metal no deberá ser usado para lograr estosrequerimientos.
16.5.2.2 Temperatura de doblado.
(a) el doblado en frío de materiales ferríticos nodeberá ser hecho a una temperatura abajo delrango de transformación.
(b) el doblado en caliente deberá ser hecho auna temperatura arriba del rango de
transformación y en cualquier caso dentro de unrango de temperatura consistente con el material yel servicio propuesto.
16.5.2.3 Corrugado y otros dobleces.
Las dimensiones y configuración deberánsatisfacer el diseño calificado de acuerdo con el

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 74/202
Primera Edición P.2.0371.01: 2000 UNT
74/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
párrafo 12.2.2.2.
16.5.3 Formado.
El rango de temperatura para el formado deberáser consistente con el del material, el serviciopropuesto, y el tratamiento térmico especificado.
16.5.4 Tratamiento térmico requerido.
El tratamiento térmico requerido se deberá aplicarde acuerdo con el párrafo 16.5.1.1 cuando searequerido en las siguientes circunstancias.
16.5.4.1 Doblado y formado en caliente.
Después del formado y del doblado, el tratamientotérmico es requerido para los materiales connúmeros P 3, 4, 5, 6 y 10A que en todos losespesores. La duración y temperaturas serán deacuerdo con el inciso 16.4.
16.5.4.2 Doblado y formado en frío.
Después del doblado y del formado en frío, eltratamiento térmico es requerido (para todos losespesores y con la temperatura y duración dadasen la tabla 13) cuando cualquiera de las siguientes
condiciones exista:
(a) para los materiales cuyos números P sean del1 al 6, donde la elongación de la fibra calculadamáxima después de doblado o formado exceda el50% de la elongación mínima básica especificada(en la dirección del formado más severo) para laespecificación, grado y espesor aplicables. Esterequerimiento puede ser evitado si puede serdemostrado que la selección de la tubería y laselección del proceso de formado y dobladoaseguren que en el estado de acabado, el materialdeformado más severamente, mantendrá por lo
menos 10% de la elongación.
(b) para cualquier material que requiera pruebade impacto, donde la elongación de las fibracalculada máxima después del doblado o formadoexceda 5%;
(e) cuando sea especificado en el diseño de
ingeniería.
16.6 Soldadura blanda y fuerte.
16.6.1 Calificación
16.6.1.1 Calificación de la soldadura blanda.
La calificación de los procedimientos de soldadurablanda, soldadores y operadores de soldadorasestará de acuerdo con los requerimientos delCódigo ASME BPV, Sección IX, Parte QB. Paraservicio de fluidos categoría D a una temperaturade diseño no mayor a 366K (200°F), tal calificaciónes una decisión del cliente.
16.6.2 Materiales para soldadura blanda y
fuerte.
16.6.2.1 Metal de relleno.
La aleación para la soldadura blanda o la fuertedeberá fundir y influir libremente dentro del rangode temperatura especificado o deseado enconjunto con un flujo adecuado o atmósferacontrolada, deberá humedecer y adherirse a lassuperficies a ser unidas.
16.6.2.2 Flujo.
El flujo que sea fluido y activo químicamente a latemperatura de la soldadura fuerte o blandadeberá ser usado cuando sea necesario eliminarla oxidación del metal de relleno y las superficies aser unidas y para promover el libre flujo de laaleación para ambas soldadura.
16.6.3 Preparación.
16.6.3.1 Preparación de la superficie.
Las superficies a ser soldadas por medio desoldadura blanda o fuerte deberán estar limpias y
libres de grasa, óxidos, pintura, escamas ysuciedad de cualquier clase. Un método delimpieza mecánico o químico adecuado deberá serusado, si es necesario lograr una superficie limpiay apta para la adherencia del metal.
16.6.3.2 Separación de las juntas.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 75/202
Primera Edición P.2.0371.01: 2000 UNT
75/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
La separación entre las superficies a ser unida porsoldadura blanda o fuerte no deberá ser mayorque la necesaria para permitir una distribucióncapilar completa del metal de relleno.
16.6.4 Requerimientos
16.6.4.1 Procedimientos de soldadura blanda.
Los soldadores seguirán el procedimiento en elmanual del tubo de cobre de la asociación dedesarrollo del cobre.
16.6.4.2 Calentamiento para minimizar laoxidación.
La junta deberá ser llevada a la temperatura de lasoldadura fuerte o blanda en un tiempo tan cortocomo sea posible sin sobrecalentamiento nisubcalentamientos localizados.
16.6.4.3 Remoción del flujo.
El flujo residual deberá ser removido si es dañino.
16.7 Ensamble y erección.
16.7.1 Generalidades.
16.7.1.1 Alineamiento.
(a) Distorsiones de la tubería. Cualquierdistorsión de la tubería ocasionada durante elalineamiento de la junta, que introduzca unadeformación dañina en el equipo o componentesde tubería, está prohibida.
(b) Resortes . Antes de adicionar a cualquier junta con resortes, guías, soportes o anclas,deberá ser examinada para detectar errores quepuedan interferir con el movimiento deseado oguiar para evitar movimientos no deseados. Laseparación o traslape de la tubería antes de ser
ensamblada deberá ser verificada con los dibujosy corregida si es necesario. El calentamiento nodeberá ser usado para ayudar en el ajuste de laseparación puesto que rebasaría el propósito delos resortes.
(c) Juntas bridadas. Antes de atornillarse, lascaras de las bridas deberán estar alineadas al
plano de diseño dentro de 1 mm en 200 mm (1/16pulg/ft) medido a través de cualquier diámetro; losagujeros de los tornillos de las bridas deberánestar alineados dentro de 3 mm (1/8 pulg) dedesplazamiento máximo.
16.7.2 Juntas bridadas.
16.7.2.1 Preparación para el ensamble.
Cualquier daño a la superficie del asiento delempaque deberá ser reparado o en su defecto labrida deberá ser reemplazada.
16.7.2.2 Torque para tornillería.
(a) En el ensamble de juntas bridadas, el empatedeberá ser comprimido de manera uniforme paralograr la carga de diseño apropiada.
(b) Se tendrá un especial cuidado durante elensamble de las juntas bridadas en las cuales lasbridas tengan propiedades mecánicas muydiferentes. Se recomienda el apriete a un torquepredeterminado.
16.7.2.3 Longitud del espárrago.
Los espárragos deberán de tener una longitud quepermita cubrir el ancho completo de sus tuercas.
Cualquier falla es considerada como aceptable sila falta del ensamble completo no es más de unhilo de la cuerda.
16.7.2 .4 Empaques.
No más de un empaque deberá ser usado entrelas caras en contacto en el ensamble de una juntabridada.
16.7.3 Juntas roscadas.
16.7.3.1 Compuestos o lubricantes para rosca.
Cualquier compuesto o lubricantes usado en lasrosca deberá ser adecuado para las condicionesde servicio y no deberá reaccionardesfavorablemente con el fluidos de servicio o elmaterial de la tubería.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 76/202
Primera Edición P.2.0371.01: 2000 UNT
76/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
16.7.3.2 Juntas para soldadura de sello.
Las juntas roscadas a ser soldadas para sello sedeberán hacer sin compuesto en la rosca. Una
junta que contenga compuesto para rosca fuguedurante la prueba, puede ser sellada consoldadura de acuerdo con el párrafo 16.2.5.3, unavez que todos los compuestos fueron removidosde la rosca a soldar.
16.7.3.3 Juntas roscadas rectas.
Las juntas críticas que usen rosca recta, con selloen una superficie diferente a la de la cuerda, semuestra en las figuras 20, esquemas (a),(b) y (c).
Se deberán tener cuidado de evitar la distorsióndel asiento cuando se incorporen estas juntas alensamble de la tubería por soldadura, soldadurablanda.
16.7.4 Juntas de tubo flexible.
16.7.4.1 Juntas de tubo flexible abocinado.
Las superficies de sello del abocinado seránexaminadas para identificar imperfecciones antesdel ensamble y cualquier abocinado que tengaimperfecciones deberá ser rechazado.
16.7.4.2 Juntas de tubo flexible de compresióny sin abocinado.
Donde las instrucciones del fabricante indiquen unnúmero específico de vueltas de la tuercas, estasserán contadas desde el punto en el cual la tuercapueda ser apretada con los dedos.
16.7.5 Juntas calafateadas.
Las juntas calafateadas serán instaladas yensambladas de acuerdo con las instrucciones del
fabricante, o como se indique en el diseño deingeniería. Se deberá tener cuidado en asegurarun adecuado ensamble de los miembros de la
junta.
16.7.6 Juntas de expansión y juntasespeciales.
16.7.6.1 General.
Juntas de expansión y juntas especiales (como sedefine en el inciso 13.9) deberán ser instaladas yensambladas de acuerdo con las instrucciones delfabricante o como se indique en el diseño deingeniería. Se tendrá cuidado en aseguraradecuadamente el ensamble de los miembros dela junta.
16.7.6.2 Juntas empacadas.
Donde una junta empacada se use para absorberla expansión térmica, una separación apropiadadeberá ser dejada en el fondo de la caja parapermitir su movimiento.
16.7.7 Limpieza de la tubería.
Ver el subinciso16.7.9. del apéndice 6.
17. Inspección, examen y pruebas.
17.1 Inspección.
17.1.1 Generalidades.
Esta especificación establece la diferencia entre“examen” e “inspección”. La “inspección” se aplicaa funciones realizadas por el supervisor autorizadoo sus delegados. Por tanto, cuando se hagareferencia en esta especificación el término“supervisor”, se refiere a éste o sus delegados.
17.1.2 Responsabilidad de la supervisión.
Es responsabilidad del propietario verificar, através del supervisor, que todos los exámenes ypruebas requeridos se ejecuten completamente yque la inspección de la tubería se realice hastadonde sea necesario, de manera que se cumplanlos requerimientos de esta especificación y de laingeniería de diseño.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 77/202

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 78/202
Primera Edición P.2.0371.01: 2000 UNT
78/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(a) Para los límites de imperfección ensoldaduras, deben considerarse los criterios deaceptación establecidos en la tabla 15 y la figura15.
(b) En lo correspondiente a fundición, deberáconsiderarse el criterio de aceptación indicado enel párrafo 10.2.3.3.
17.2.3.3 Componentes defectuosos y mano deobra.
Los componentes examinados con uno o másdefectos (imperfecciones del tipo o magnitud queexcedan el criterio de aceptación de estaespecificación) deberán ser reparados oreemplazados. Posteriormente, estos
componentes deberán ser reexaminados bajo elmismo método y criterio de aceptación del trabajooriginal.
17.2.3.4 Muestreo progresivo para examen.
Cuando se requiera utilizar examen puntual oaleatorio para revelar defectos deberáconsiderarse lo siguiente:
(a) Aplicar el mismo examen a dos muestrasadicionales del mismo tipo( si se trata de juntassoldadas o ensambladas, deberán de provenir del
mismo soldador u operador).
(b) Si los artículos han sido examinados deacuerdo a lo anterior y resultan aceptables, losartículos defectuosos deben ser reparados oreemplazados y reexaminados como se indica enel párrafo 17.2.3.3, por tanto todos los artículosrepresentados por esas dos muestras adicionalesdeberán ser aceptadas, excepto
(c) Si cualquiera de los artículos examinadoscomo se indica en el inciso (a), muestran defectos,entonces más de dos muestras deberán ser
examinadas por cada artículo defectuosoencontrado en el muestreo; y
(d) Si todos los artículos examinados tal y comose indica en (c), son aceptables, el o los artículosdefectuosos deberán ser reparados oreemplazados y reexaminados como se indica enel párrafo 17.2.3.3, y todos los artículos
representados por estas dos muestras deberánser aceptadas; excepto
(e) Si cualquiera de los artículos examinadoscomo se indica en el inciso (c), muestra undefecto, todos los artículos representados en elmuestreo progresivo deberán ser:
(1) reparados o reemplazados y reexaminadoscomo es requerido; o
(2) se aplicará un examen completo a los artículosreparados o serán y reexaminados como seanecesario para cumplir con los requerimientos deesta especificación.
17.2.4 Alcance del examen requerido.
17.2.4.1 Examen normalmente requerido.
La tubería de servicio de fluido normal, debeexaminarse al grado aquí especificado o acualquier otro grado mayor especificado por laingeniería de diseño. Los criterios de aceptaciónque serán aplicados están establecidos en la tabla15 y la figura15, al menos que se especifique locontrario.
(a) Examen visual . Por lo menos, lo siguientedebe aplicarse de acuerdo con indicado en el
subinciso 17.5.2:
(1) Seleccionar al azar suficiente material ycomponentes para comprobar al verificador, queestos cumplen con las especificaciones y seencuentran libres de daños.
(2) Por lo menos el 5 % de la fabricación de cadatrabajo de operador o de soldador de soldaduradebe estar representado.
(3) El 100 % de la fabricación de soldaduraslongitudinales, excepto aquellas en que los
componentes se hacen con especificacionesreconocidas por esta especificación [véase elpárrafo denominado Radiografía puntual (párrafo17.2.5.1(a)], debe tener un factor de junta “E” de0.90.
(4) Examen aleatorio de roscas, pernos y otrotipo de juntas para comprobar al verificador de que

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 79/202

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 80/202
Primera Edición P.2.0371.01: 2000 UNT
80/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(b) Otros exámenes. Todas las soldadurascircunferenciales a tope intersecciones y lassoldaduras en así como las conexiones que semuestran en la figura 18 deberán examinarse al100 % por medio de radiografía de acuerdo con elsubinciso 17.5.5, o (si se especifica en laingeniería de diseño) examinarse al 100 % deexamen de ultrasonido de acuerdo con elsubinciso 17.5.6. Las conexiones inserto soldableque no hayan sido radiografiadas deberán serverificadas mediante examen de partículasmagnéticas o por líquidos penetrantes de acuerdoa lo indicado en los incisos 17.3 y 17.4respectivamente.
(c) El examen en proceso de acuerdo a loindicado en el párrafo 17.2.4.1, complementado
por las pruebas no destructivas apropiadas, puedeser sustituido por el examen requerido en el inciso(b) sobre la base de examinar soldadura porsoldadura, siempre que se especifique en laingeniería de diseño o sea autorizado por elsupervisor.
(f) Certificación y registros. Al respecto, aplicanlos requerimientos indicados en Certificación yregistros del subinciso 17.4.1(c).
17.2.5 Exámenes complementarios.
Cualquiera de los métodos de examen descritosen el inciso 17.5, puede ser especificado por laingeniería de diseño para complementar losexámenes requeridos en el subinciso 17.2.4.. Laextensión de los exámenes complementarios, asícomo cualquier criterio de aceptación que difierade lo indicado en el párrafo 17.2.3.2 deben serespecificados por la ingeniería de diseño.
17.2.5.1 Radiografía por puntos.
(a) Soldaduras longitudinales. La inspecciónradiográfica por puntos, para soldaduras
longitudinales, en las que se requiere contar conun factor de junta E j de 0.90 de acuerdo con elsubinciso 17.5.5 requiere el examen de por lomenos 300 mm (1 ft) de soldadura por cadasoldador. En este caso, el criterio de aceptación esel establecido en la tabla 15.
(b) Soldaduras circunferenciales y otras. Serecomienda que la extensión de los exámenes no
sea menor de una por cada 20 soldaduras paracada soldador. Al menos que se especifique locontrario, el criterio de aceptación es elestablecido en la tabla 15 denominada Criterio deaceptación de soldaduras, para radiografía bajo elservicio de fluido normal para el tipo de juntaexaminada.
(c) Examen de muestreo progresivo. En lo querespecta a este tipo de examen, se aplicará loestipulado en el párrafo 17.2.3.4.
(d) Soldaduras que van a ser examinadas. Lalocalización de las soldaduras y los puntos en loscuales van a ser examinadas por medio deradiografía puntual debe ser seleccionados oaprobados por el supervisor.
17.2.5.2 Pruebas de dureza.
La extensión de la prueba de dureza debe serconforme al párrafo 16.4.1.7 a menos que laingeniería de diseño especifique requerimientos.
17.2.5.3 Exámenes para resolverincertidumbres.
Cualquier método puede ser utilizado para resolverindicaciones dudosas. El criterio de aceptacióndeberá ser el correspondiente al examen
requerido.
17.3 Calificación de personal.
17.3.1 Evaluación y certificación delpersonal.
El personal que realice exámenes debe tenerentrenamiento y experiencia de acuerdo con lasnecesidades de los exámenes especificados. Paraeste fin puede utilizarse como guía la PrácticaRecomendada para Calificación y Certificación delPersonal para Pruebas no Destructivas SNT-TC-
1A (Recommended practice for nondestructivetesting personnel qualification and certification ). Elpropietario deberá certif icar los registros de losprocedimientos de examen utilizados, indicandotanto las fechas, como los resultados,y deberátenerlos disponibles a solicitud del supervisor.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 81/202
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 82/202
Primera Edición P.2.0371.01: 2000 UNT
82/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
en soldaduras y componentes distintos a los defundición, deben ejecutarse de acuerdo con elArtículo 6, Sección V, del Código ASME BPV.
17.5.5 Examen radiográfico.
17.5.5.1 Método.
El examen radiográfico en piezas fundidas ha sidoconsiderado en el párrafo 10.2.3.3, Los exámenesradiográficos en soldaduras y componentesdistintos a los de fundición, deben ejecutarse deacuerdo con el Artículo 6, Sección V, del CódigoASME BPV.
17.5.5.2 Amplitud del examen radiográfico.
(a) Radiografía al 100 %. Este examen se aplicasolamente a soldaduras circunferenciales, deranura, así como a las conexiones que semuestran en la figura 18, excepto que seespecifique lo contrario en la ingeniería de diseño.
(b) Radiografía aleatoria. Se aplica solamente asoldaduras circunferenciales y de ranura.
(c) Radiografía puntual . Es la práctica de haceruna exposición radiográfica sencilla en un puntodentro de una extensión especifica de soldadura,conforme lo establecido en el subinciso 17.5.5.
Los requerimientos de aplicación de radiografíade puntos son:
(1) Para diámetros nominales de tubo de 2½pulgadas y menores, una sola exposición elípticaque circunde la circunferencia completa de lasoldadura.
(3) Para diámetros nominales de tubo mayores de2 ½ pulgadas, por lo menos el 25 % de lacircunferencia interior o bien 152 mm (6 pulg), elque sea menor.
17.5.6 Examen de ultrasonido.
17.5.6.1 Método.
El examen de ultrasonido en piezas fundidas hasido considerado en el párrafo 10.2.3.3. Losexámenes de ultrasonido de soldaduras se debenhacer de acuerdo con el Artículo 5, Sección V, del
Código ASME BPV, al menos que las siguientesalternativas (a) y (b) sean permitidas por lospárrafos T542.2.1 y T542.5.del mismo Código.
(a) Cuando la calibración básica de bloques nohaya recibido tratamiento térmico de acuerdo conT-542.1.1(c) y T-542.5., los métodos detransferencia deberán ser utilizados paracorrelacionar la respuesta de la calibración debloques y el componente. La transferencia eslograda por la diferencia entre la respuestarecibida del mismo reflector de referencia en lacalibración y el componente, corrigiendo ladiferencia.
(b) El reflector de referencia puede ser unamuesca en V (la cual posteriormente debe ser
removida), el ángulo del haz de la unidad queactúa como reflector, o cualquier otro reflector queayude a lograr la transferencia.
(c) Cuando el método de transferencia se escogecomo una alternativa, este deberá ser utilizadocomo mínimo en:
(1) Diámetros nominales de tubo de 2 pulgadasy menores, una vez cada 10 juntas soldadasexaminadas;
(2) Diámetros nominales de tubo mayores de
2 pulgadas y menor e igual a 18 pulgadas, unavez cada 1.5 m (5ft) de soldadura examinada;
(3) Para diámetros nominales de tubo mayoresde 18 pulgadas, una vez cada junta soldada.
(d) Cada tipo de material, diámetro y espesor depared, debe ser considerado separadamente en laaplicación del método de transferencia. Además, elmétodo de transferencia deberá utilizarse cuandomenos dos veces en cada tipo de junta soldada.
(e) Cuando el método de transferencia sea
utilizado, el nivel de referencia para monitoreardiscontinuidades deberá ser modificado parareflejar la corrección de transferencia.
17.5.6.2 Criterio de aceptación.
Las discontinuidades de tipo lineal no sonaceptables si la amplitud de la indicación excede
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 83/202
Primera Edición P.2.0371.01: 2000 UNT
83/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
el nivel de referencia y sus longitudes exceden losiguiente:
(a) 6 mm (¼ pulg) para wT
19 mm (¾ pulg);
(b) 3 / wT para 19 mm (¾ pulg)<
wT 57mm (
2¼ pulg);
(c) 19 mm (¾ pulg) parawT > 57mm (2¼ pulg).
17.5.7 Examen en proceso.
Este concepto comprende el examen de losiguiente, como aplicque:
(a) preparación de junta y limpieza;
(b) precalentamiento;
(c) ajuste y alineamiento interno previo a lasoldadura;
(d) variables especificadas por el procedimientode soldadura, incluyendo el material de aporte ; y :
(1) posición del electrodo;
(2) (para soldadura de latón) la posición,fundente, temperatura de soldadura, punto defusión y acción capilar;
(e) condición de paso de fondeo después delimpieza — externa y donde sea posible limpiezainterna — con ayuda de exámenes de líquidospenetrantes o partículas magnéticas cuando estoesté especificado por la ingeniería de diseño.
(f) remoción de escoria y condición de lasoldadura entre pasos; y
(g) apariencia del acabado de la junta.
17.5.7.1 Método.
El tipo de examen es visual, de acuerdo con elsubinciso 17.5.2, excepto que otros métodosadicionales estén especificados por la ingenieríade diseño.
17.6 Pruebas.
17.6.1 Prueba de presión.
Antes de iniciar la operación, cada sistema detuberías debe ser probado para asegurar suhermeticidad. La prueba debe ser hidrostática deacuerdo con lo indicado en el subinciso 17.6.4,excepto en lo previsto a continuación:
(a) Cuando se trate de una tuberías para serutilizada en el servicio de fluido categoría D, elpropietario podrá solicitar la prueba del sistema encondiciones semejantes a las de operaciónnormal, antes o durante la operación inicial,examinando las fugas en cada unión que no hayasido probada previamente.
(b) Si el propietario considera que no es prácticorealizar la prueba hidrostática, podrá sustituirsepor una prueba neumática (subinciso 17.6.5) ohidro-neumática (subinciso 17.6.6), tomando encuanta el peligro que implica la energíaalmacenada de un gas.
(c) Cuando el propietario considere que no espráctico realizar la prueba hidrostática, ni laneumática, puede utilizarse la prueba de presiónalternativa (subinciso 17.6.9), siempre y cuando secumplan las siguientes condiciones:
(1) La prueba hidrostática podría dañar losrevestimientos o aislamientos internos, ocontaminar el proceso lo cual pudiera serpeligroso, corrosivo e inoperante en presencia dehumedad, o pudiera presentar el peligro defractura frágil debido a bajas temperaturas delmetal durante la prueba; y
(3) La prueba neumática podría representar unpeligro indebido por la posible liberación deenergía almacenada en el sistema, o podríarepresentar daño de fractura frágil debido a bajas
temperaturas del metal durante la prueba.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 84/202
Primera Edición P.2.0371.01: 2000 UNT
84/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
17.6.2 Requerimientos generales de pruebade presión.
17.6.2.1 Limitaciones de presión.
(a) Esfuerzo que excede la resistencia a lacedencia. Si la prueba de presión pudiera producirun esfuerzo mayor a la resistencia a la cedencia ala temperatura de prueba, la prueba de presióndeberá ser reducida a la presión máxima que noexceda esta condición.
(b) Expansión del fluido de prueba. Si la pruebade presión debe mantenerse durante un periodode tiempo y el fluido de prueba en el sistema estasujeto a expansión térmica, deben tomarseprecauciones para evitar presión excesiva.
(c) Prueba neumática preliminar. Antes de laprueba hidrostática, debe efectuarse una pruebapreliminar utilizando aire a no más de 170kPa (25psi) manométrica, para localizar las principalesfugas.
17.6.2.2 Otros requerimientos de prueba.
(a) Examen de presión. Todas las juntas yconexiones deben ser examinadas mediante unaprueba de presión, la cual debe ser mantenida porlo menos durante 10 minutos.
(b) Tratamiento térmico. Las pruebas de presióndeben ser conducidas después de que cualquiertipo de tratamiento térmico haya sido concluido.
(c) Baja temperatura de prueba. Cuando unaprueba de presión este siendo conducida a unatemperatura del metal cercana a la temperatura detransición, debe considerarse la posibilidad de quese presente fractura frágil.
17.6.2.3 Previsiones especiales de prueba.
(a) Piezas prefabricadas de tuberías. Las piezasde tubería pueden probarse por separado o comoun montaje completo.
(b) Juntas bridadas. Una junta bridada en la cualse inserta una placa ciega para aislar otro equipoque durante la prueba no necesita ser probado.
(c) Soldadura de cierre . La soldadura final queconecte sistemas de tuberías o componentes quehan sido probados exitosamente de acuerdo conel inciso 17.6, no requiere ser probado por presiónsiempre que la soldadura se haya examinado enproceso de acuerdo con el subinciso 17.5.7, entrepasos con 100% de examen radiográfico deacuerdo con el subinciso 17.5.5 o examenesultrasónicos al 100% de acuerdo con el subinciso17.5.6.
17.6.2.4 Tubería externamente presurizada.
La tubería sujeta a presión externa debe serprobada a una presión interna manométrica de 1½veces la presión diferencial externa de diseño,pero no menor de 0.1 MPa (15 psi).
17.6.2.5 Tubería encamisada.
(a) En tuberías encamisadas, la línea internadebe probarse a presión, sobre la base de lapresión interna o externa de diseño, cualquieraque sea la critica. Esta prueba debe llevarse acabo antes de complementar el encamisado de lalínea, por si es necesario el acceso visual a las
juntas de la línea interna, como se requiere en17.6.3.1.
(b) La camisa debe probarse a presión de
acuerdo con lo indicado en el subinciso 17.6.1,sobre la base de la presión de diseño de lacamisa, a menos que se especifique de otra forma,en la ingeniería de diseño.
17.6.2.6 Reparaciones o adiciones posterioresa la prueba de presión.
Si se efectúan reparaciones o adiciones despuésde la prueba de presión, la tubería afectada seprobará nuevamente, excepto, cuando estasreparaciones o adiciones sean de menorimportancia, el propietario pueda desistir acerca de
la realización de nuevas pruebas, en el caso dehaberse tomado medidas adecuadas paraasegurar una construcción confiable.
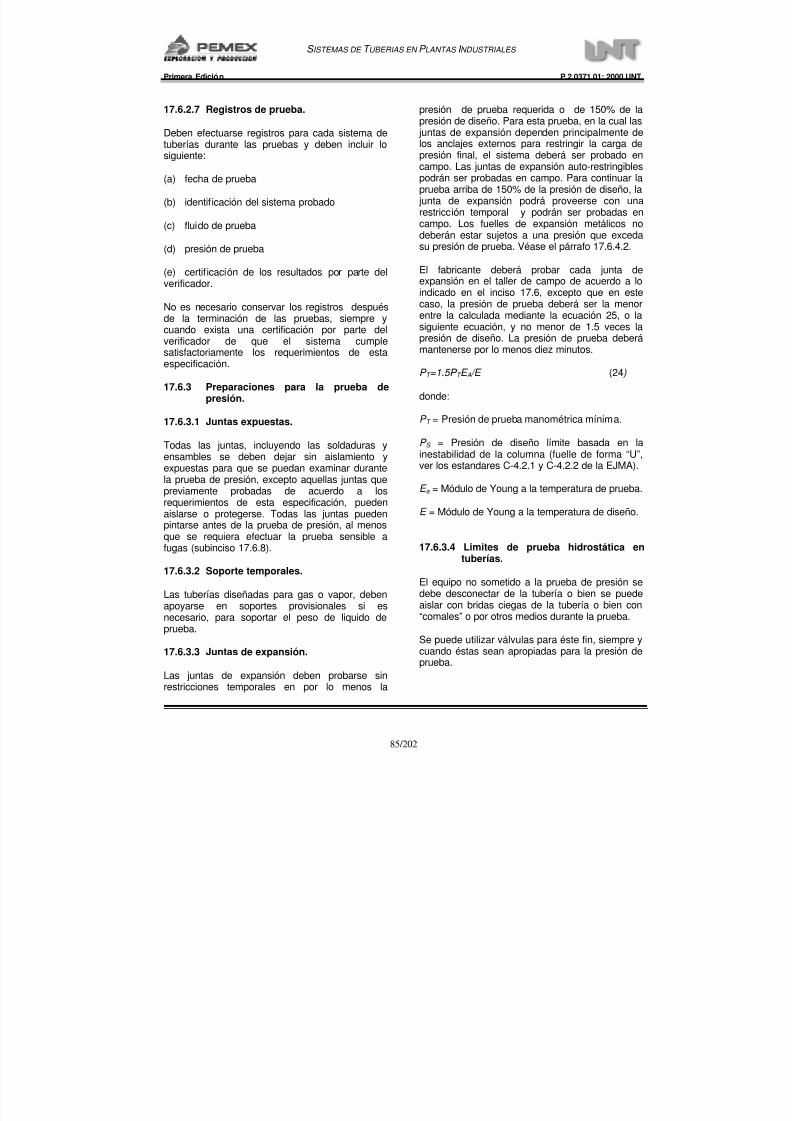
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 85/202
Primera Edición P.2.0371.01: 2000 UNT
85/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
17.6.2.7 Registros de prueba.
Deben efectuarse registros para cada sistema detuberías durante las pruebas y deben incluir losiguiente:
(a) fecha de prueba
(b) identif icación del sistema probado
(c) fluido de prueba
(d) presión de prueba
(e) certif icación de los resultados por parte delverificador.
No es necesario conservar los registros despuésde la terminación de las pruebas, siempre ycuando exista una certificación por parte delverificador de que el sistema cumplesatisfactoriamente los requerimientos de estaespecificación.
17.6.3 Preparaciones para la prueba depresión.
17.6.3.1 Juntas expuestas.
Todas las juntas, incluyendo las soldaduras y
ensambles se deben dejar sin aislamiento yexpuestas para que se puedan examinar durantela prueba de presión, excepto aquellas juntas quepreviamente probadas de acuerdo a losrequerimientos de esta especificación, puedenaislarse o protegerse. Todas las juntas puedenpintarse antes de la prueba de presión, al menosque se requiera efectuar la prueba sensible afugas (subinciso 17.6.8).
17.6.3.2 Soporte temporales.
Las tuberías diseñadas para gas o vapor, deben
apoyarse en soportes provisionales si esnecesario, para soportar el peso de liquido deprueba.
17.6.3.3 Juntas de expansión.
Las juntas de expansión deben probarse sinrestricciones temporales en por lo menos la
presión de prueba requerida o de 150% de lapresión de diseño. Para esta prueba, en la cual las
juntas de expansión dependen principalmente delos anclajes externos para restringir la carga depresión final, el sistema deberá ser probado encampo. Las juntas de expansión auto-restringiblespodrán ser probadas en campo. Para continuar laprueba arriba de 150% de la presión de diseño, la
junta de expansión podrá proveerse con unarestricción temporal y podrán ser probadas encampo. Los fuelles de expansión metálicos nodeberán estar sujetos a una presión que excedasu presión de prueba. Véase el párrafo 17.6.4.2.
El fabricante deberá probar cada junta deexpansión en el taller de campo de acuerdo a loindicado en el inciso 17.6, excepto que en este
caso, la presión de prueba deberá ser la menorentre la calculada mediante la ecuación 25, o lasiguiente ecuación, y no menor de 1.5 veces lapresión de diseño. La presión de prueba deberámantenerse por lo menos diez minutos.
P T =1.5P T E A /E (24 )
donde:
P T = Presión de prueba manométrica mínima.
P S = Presión de diseño límite basada en la
inestabilidad de la columna (fuelle de forma “U”,ver los estandares C-4.2.1 y C-4.2.2 de la EJMA).
E a = Módulo de Young a la temperatura de prueba.
E = Módulo de Young a la temperatura de diseño.
17.6.3.4 Limites de prueba hidrostática entuberías.
El equipo no sometido a la prueba de presión sedebe desconectar de la tubería o bien se puede
aislar con bridas ciegas de la tubería o bien con“comales” o por otros medios durante la prueba.
Se puede utilizar válvulas para éste fin, siempre ycuando éstas sean apropiadas para la presión deprueba.
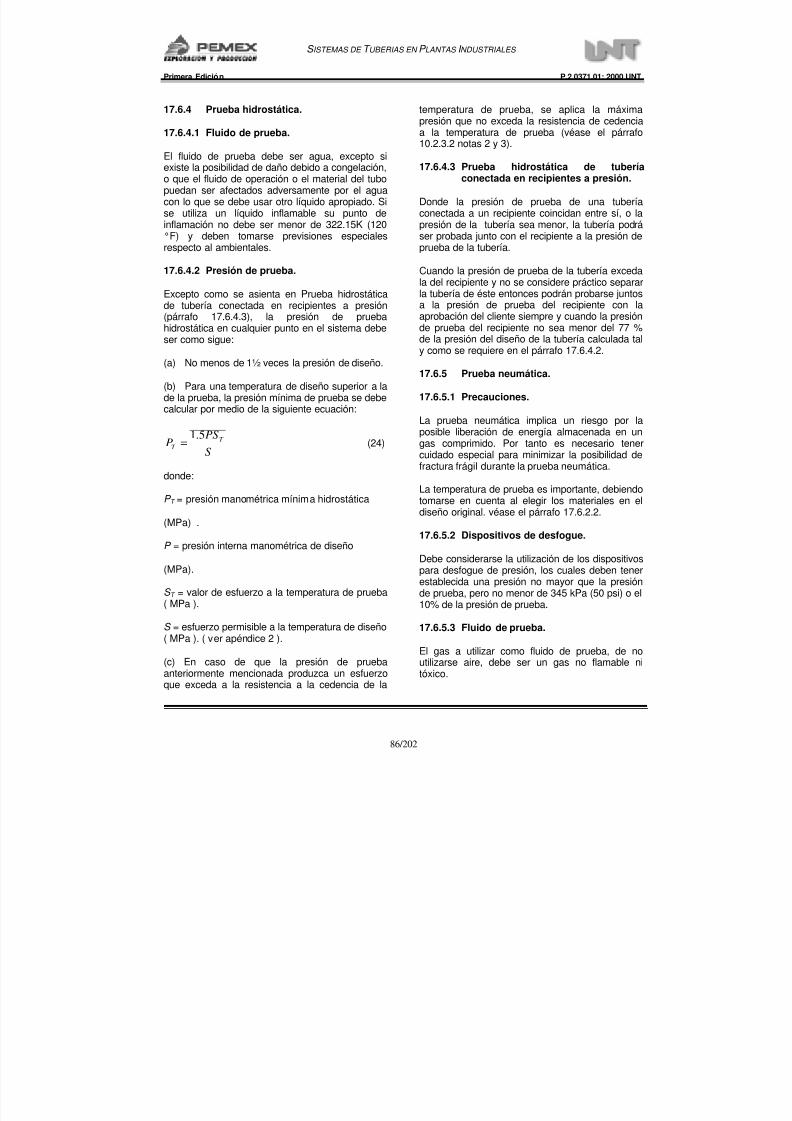
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 86/202
Primera Edición P.2.0371.01: 2000 UNT
86/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
17.6.4 Prueba hidrostática.
17.6.4.1 Fluido de prueba.
El fluido de prueba debe ser agua, excepto siexiste la posibilidad de daño debido a congelación,o que el fluido de operación o el material del tubopuedan ser afectados adversamente por el aguacon lo que se debe usar otro líquido apropiado. Sise utiliza un líquido inflamable su punto deinflamación no debe ser menor de 322.15K (120°F) y deben tomarse previsiones especialesrespecto al ambientales.
17.6.4.2 Presión de prueba.
Excepto como se asienta en Prueba hidrostática
de tubería conectada en recipientes a presión(párrafo 17.6.4.3), la presión de pruebahidrostática en cualquier punto en el sistema debeser como sigue:
(a) No menos de 1½ veces la presión de diseño.
(b) Para una temperatura de diseño superior a lade la prueba, la presión mínima de prueba se debecalcular por medio de la siguiente ecuación:
S
PS P T
T
5.1= (24)
donde:
P T = presión manométrica mínima hidrostática
(MPa) .
P = presión interna manométrica de diseño
(MPa).
S T = valor de esfuerzo a la temperatura de prueba
( MPa ). S = esfuerzo permisible a la temperatura de diseño( MPa ). ( ver apéndice 2 ).
(c) En caso de que la presión de pruebaanteriormente mencionada produzca un esfuerzoque exceda a la resistencia a la cedencia de la
temperatura de prueba, se aplica la máximapresión que no exceda la resistencia de cedenciaa la temperatura de prueba (véase el párrafo10.2.3.2 notas 2 y 3).
17.6.4.3 Prueba hidrostática de tuberíaconectada en recipientes a presión.
Donde la presión de prueba de una tuberíaconectada a un recipiente coincidan entre sí, o lapresión de la tubería sea menor, la tubería podráser probada junto con el recipiente a la presión deprueba de la tubería.
Cuando la presión de prueba de la tubería excedala del recipiente y no se considere práctico separarla tubería de éste entonces podrán probarse juntos
a la presión de prueba del recipiente con laaprobación del cliente siempre y cuando la presiónde prueba del recipiente no sea menor del 77 %de la presión del diseño de la tubería calculada taly como se requiere en el párrafo 17.6.4.2.
17.6.5 Prueba neumática.
17.6.5.1 Precauciones.
La prueba neumática implica un riesgo por laposible liberación de energía almacenada en ungas comprimido. Por tanto es necesario tener
cuidado especial para minimizar la posibilidad defractura frágil durante la prueba neumática.
La temperatura de prueba es importante, debiendotomarse en cuenta al elegir los materiales en eldiseño original. véase el párrafo 17.6.2.2.
17.6.5.2 Dispositivos de desfogue.
Debe considerarse la utilización de los dispositivospara desfogue de presión, los cuales deben tenerestablecida una presión no mayor que la presiónde prueba, pero no menor de 345 kPa (50 psi) o el
10% de la presión de prueba.
17.6.5.3 Fluido de prueba.
El gas a utilizar como fluido de prueba, de noutilizarse aire, debe ser un gas no flamable nitóxico.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 87/202
Primera Edición P.2.0371.01: 2000 UNT
87/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
17.6.5.4 Presión de prueba neumática.
La presión de prueba debe ser de 110% de lapresión de diseño.
17.6.5.5 Procedimiento.
La presión debe incrementarse gradualmentehasta una presión manométrica tal que sea menora la mitad de la presión de prueba o 170 kPa (25psi) de presión se hayan alcanzado, en cuyo casose debe verificar un examen preliminar, incluyendoun examen de las juntas de acuerdo con el17.2.4.1(a). De allí en adelante, la presión debeincrementarse gradualmente por pasos hasta quese alcance la presión de prueba, manteniendo lapresión en cada caso lo suficiente para igualar la
deformación de la tubería. Entonces la presióndebe ser reducida a la presión de diseño antes deexaminar las fugas de acuerdo con el párrafo17.6.2.2.
17.6.6 Prueba hidro-neumática.
Si se utiliza una combinación prueba hidrostática-neumática, deben cumplirse los requerimientos delsubinciso 17.6.5, y la presión en la parte llenadade líquido no deberá exceder los límites indicadosen el subinciso 17.6.1.
17.6.7 Prueba de presión para servicioinicial.
Esta prueba solamente es aplicable a tubería conservicio de fluido categoría D, a opción delpropietario. Véase el subinciso 17.6.1 (a).
17.6.7.1 Fluido de prueba.
El fluido de prueba es el fluido de servicio.
17.6.7.2 Procedimiento.
Durante o antes de iniciar la operación, la presióndebe incrementarse gradualmente por pasos hastaque se alcance la presión de prueba, manteniendola presión en cada caso lo suficiente para igualarla deformación de la tubería. Una pruebapreliminar debe efectuarse como se indica en elpárrafo anterior 17.6.5.5.
17.6.7.3 Examen de fugas.
En lugar de lo indicado en el párrafo 17.6.2.2, espermitido omitir el examen de fugas de cualquier
junta y conexión previamente probados deacuerdo con esta especificación.
17.6.8 Prueba sensible a fugas.
La tubería que requiera una prueba sensible afugas deberá probarse mediante el método deprueba de deformación de burbuja y gasespecificado en el Artículo 10 Sección V deCódigo ASME BPV, o por medio de algún otrométodo que demuestre tener igual o mayorsensibilidad. La sensibilidad de la prueba debe sercomo mínimo 100 Pa-ml/seg (10 -3 atm ml/seg)
bajo condiciones de prueba.
(a) La presión de prueba debe ser por lo menosmenor a una presión manométrica de 105 kPa (15psi) o 25% de la presión de diseño.
(b) La presión debe incrementarse gradualmentehasta una presión manométrica tal que sea menora la mitad de la presión de prueba o 170 kPa (25psi) de presión que se haya alcanzado, en cuyocaso se debe verificar con un examen preliminar.Entonces, la presión debe incrementarsegradualmente por pasos hasta que se alcance la
presión de prueba, manteniendo la presión encada caso lo suficiente para igualar la deformaciónde la tubería.
17.6.9 Prueba de presión alternativa.
Los siguientes procedimientos y métodos deprueba pueden utilizarse solamente bajo lascondiciones indicadas en el subinciso 17.6.1 (c).
17.6.9.1 Examen de soldaduras.
Todas las soldaduras incluyendo las usadas en la
manufactura de tubos y conexiones soldadas, queno se hayan sometido a prueba de presión ypruebas neumáticas, de acuerdo con estaespecificación, deben examinarse como sigue:
(a) Las soldaduras longitudinales,circunferenciales, y en espiral deben someter a un

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 88/202
Primera Edición P.2.0371.01: 2000 UNT
88/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
examen radiográfico al 100 % de acuerdo con elsubinciso 17.5.5.
(b) Todas las soldaduras incluyendo las juntasestructurales deben examinarse con líquidospenetrantes de acuerdo con el subinciso 17.5.4.En caso de que el material sea magnético puedeutilizarse el examen de partículas magnéticas deacuerdo con el subinciso 17.5.3 en el lugar delexamen con líquido penetrante.
17.6.9.2 Análisis de flexibilidad.
Debe hacerse un análisis de flexibilidad deacuerdo con los párrafos 14.1.4.2 (b),(c) y (d), siaplica.
17.6.9.3 Método de prueba.
El sistema deberá estar sujeto a una pruebasensible a fugas de acuerdo con el subinciso17.6.8.
17.7 Registros.
17.7.1 Responsabilidad.
Es responsabilidad del diseñador, el fabricante y elinstalador, como sea aplicable, preparar losregistros requeridos por esta especificación y por
la ingeniería de diseño.
17.7.2 Retención de registros
Al menos que se especifique lo contrario por laingeniería de diseño, los siguientes registrosdeberán ser conservados por lo menos 5 añosdespués de que este sea generado por elproyecto:
(a) procedimientos de examen; y
(b) evaluaciones de personal.
18. Bibliografia
ASME B16.5 - 1996 Editon: Pipe Flanges andFlanged Fittings NPS ½ through NPS 24.
ASME B16.9 - 1993 Edition: Factory-MadeWrought Steel Buttwelding Fittings.
ASTM : Volumen 01.01-1993 Edition Steel –Piping, tubing, fittings.
ASTM E-44: Standard Definitions of TermsRelating to Heat Treatment of Metal. 1980.
IMP Práctica de Ingeniería EABB 302: Inspeccióny Pruebas de Tubería Metálica Soldada. 09-11-87.
PEMEX PEP P.1.0000.01:Estructuración yPresentación de Especificaciones y RegulacionesTécnicas, 1ra.Edición enero, 2000.
NACE MR0175: Standard Material Requirements.Sulfide Stress Cracking Resistant Metallic.Materials for Oilf ield Equipment. 1997
NACE : Corrosion Data Survey. Metals Section.Sixth Edition, 1985
Pipe Fabrication Institute ES-7: Minimum Lengthand Spacing for Welded Nozzles. 1975
Real Academia Española. Diccionario de laLengua Española. Vigésima primera edición.Espasa.
19. Concordancia con normasinternacionales.
La presente especififcación en el momento de suelaboración no tiene concordancia con normasinternacionales.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 89/202
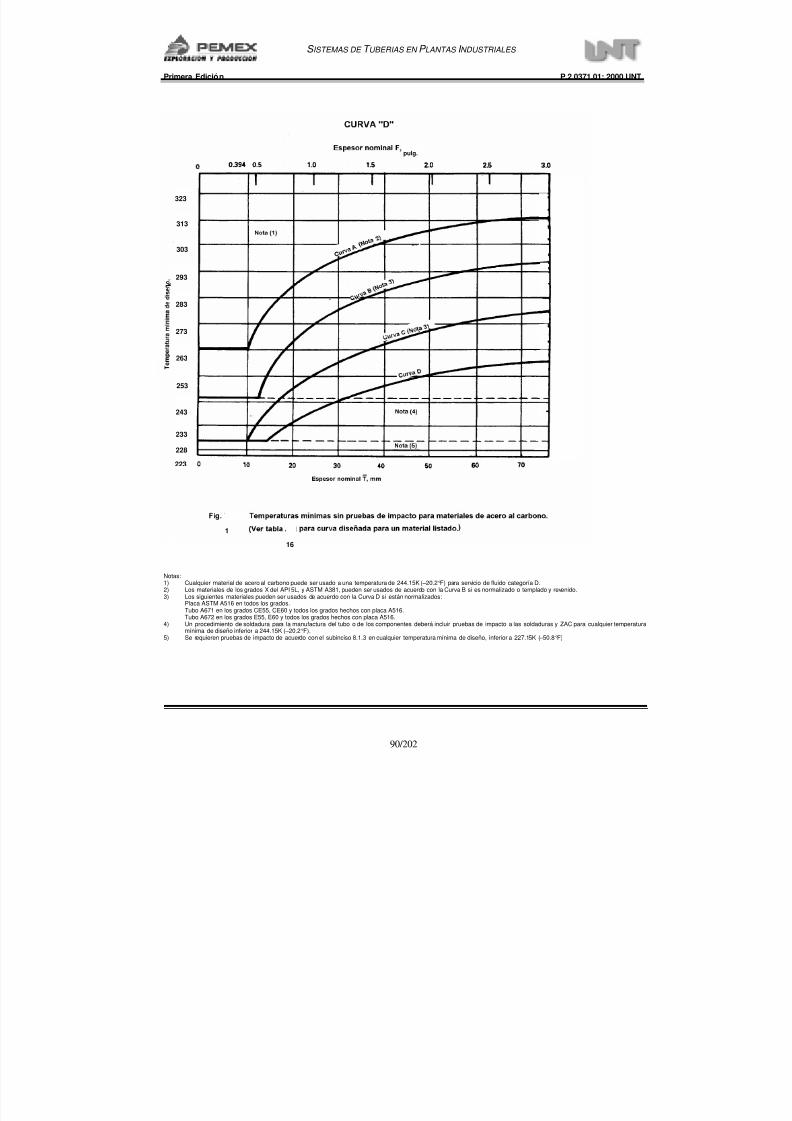
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 90/202
Primera Edición P.2.0371.01: 2000 UNT
90/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Notas:1) Cualquier material de acero al carbono puede ser usado a una temperatura de 244.15K (–20.2°F) para servicio de fluido categoría D.2) Los materiales de los grados X del API 5L, y ASTM A381, pueden ser usados de acuerdo con la Curva B si es normalizado o templado y revenido.3) Los siguientes materiales pueden ser usados de acuerdo con la Curva D si están normalizados:
Placa ASTM A516 en todos los grados.Tubo A671 en los grados CE55, CE60 y todos los grados hechos con placa A516.Tubo A672 en los grados E55, E60 y todos los grados hechos con placa A516.
4) Un procedimiento de soldadura para la manufactura del tubo o de los componentes deberá incluir pruebas de impacto a las soldaduras y ZAC para cualquier temperaturamínima de diseño inferior a 244.15K (–20.2°F).
5) Se requieren pruebas de impacto de acuerdo con el subinciso 8.1.3 en cualquier temperatura mínima de diseño, inferior a 227.15K (–50.8°F)
323
313
303
293
283
273
263
253
243
223
228
233
k
1
16
pulg.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 91/202
Primera Edición P.2.0371.01: 2000 UNT
91/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Fig. 2 Nomenclatura para curvas de gajos
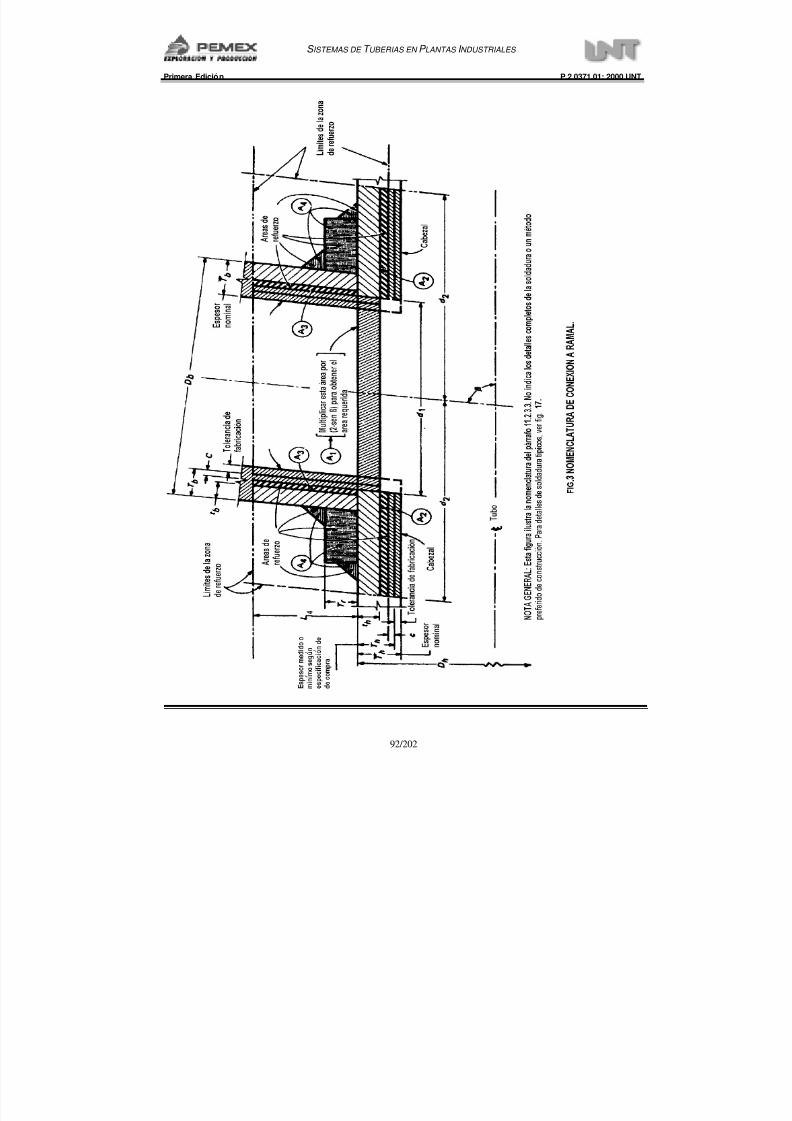
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 92/202
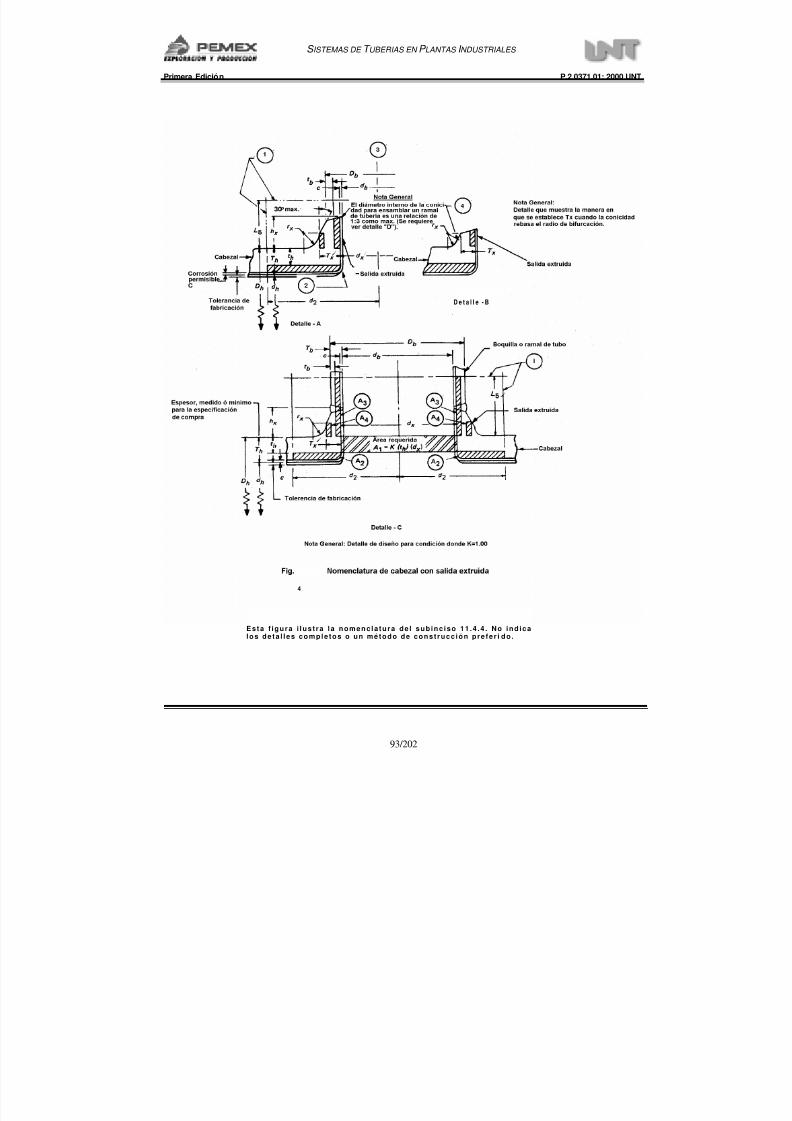
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 93/202
Primera Edición P.2.0371.01: 2000 UNT
93/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
D e t a l l e - B
4
E sta f ig u ra i lu s t ra la n o men c la tu ra d e l su b in c iso 11 .4 .4 . No in d icalo s d e ta l les co mp le to s o u n méto d o d e co n s t ru cc ió n p re fe r i d o .
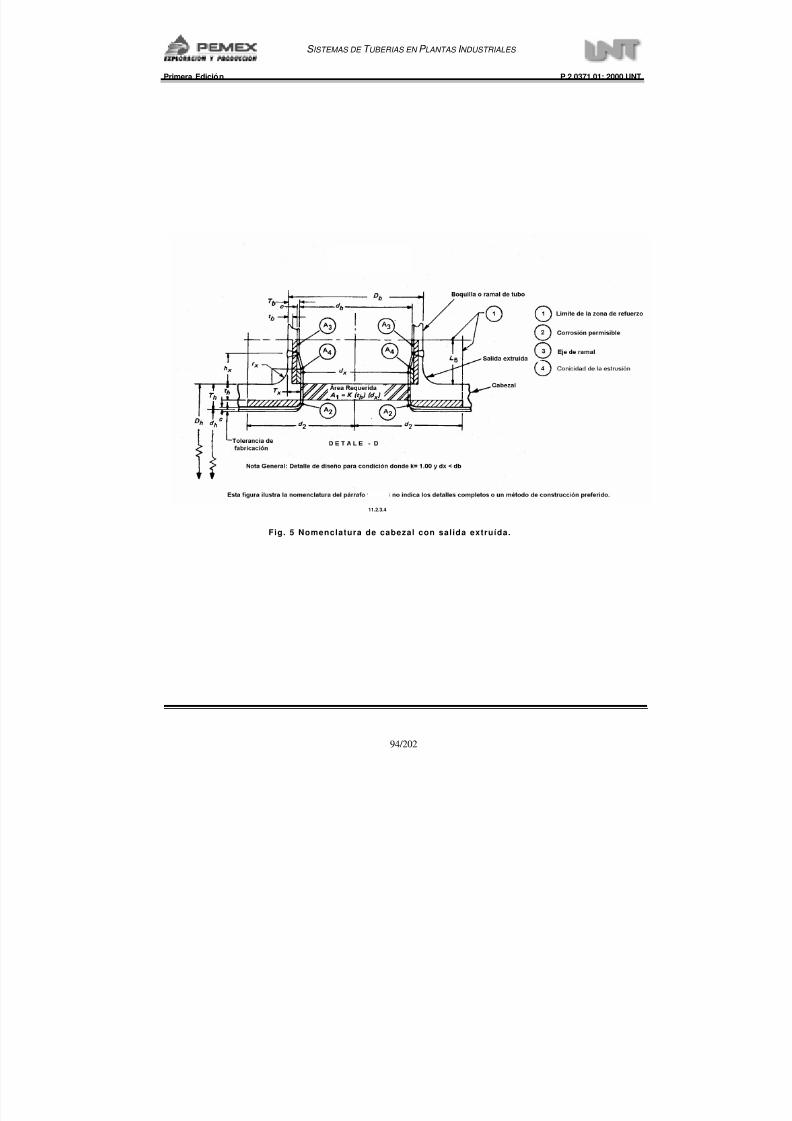
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 94/202
Primera Edición P.2.0371.01: 2000 UNT
94/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Fig. 5 Nomenclatura de cabezal con sal ida extruída.
11.2.3.4
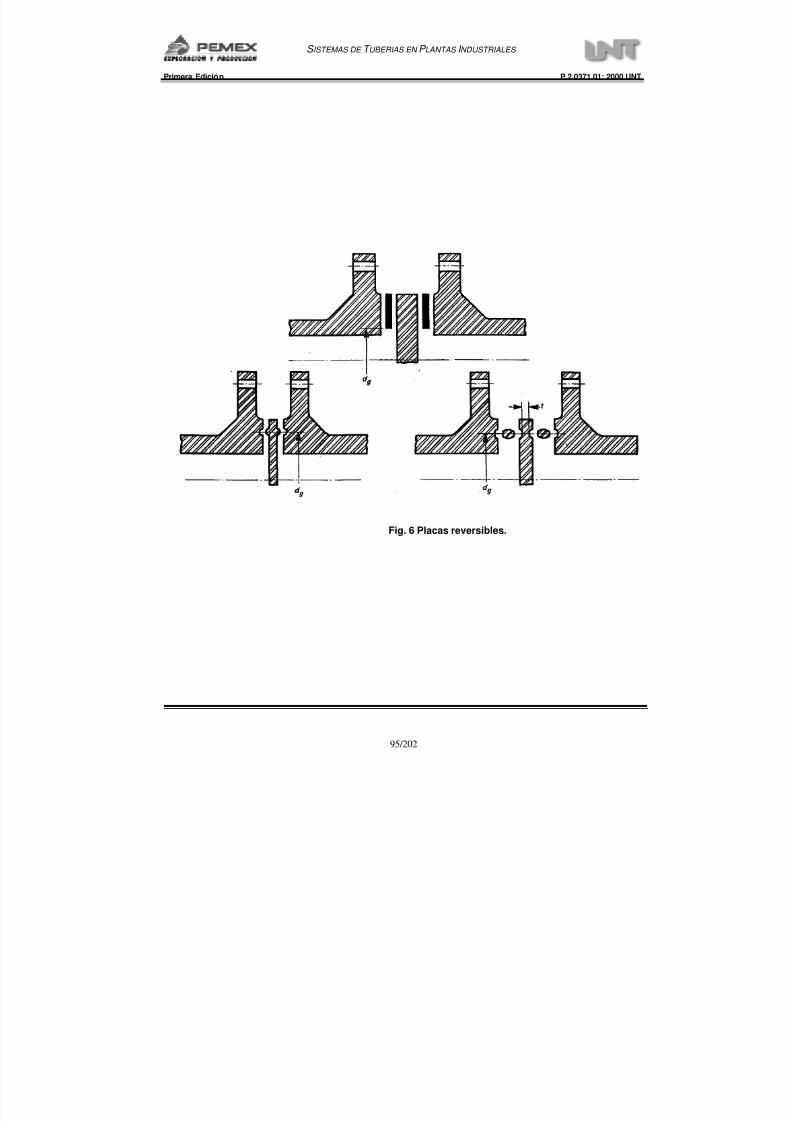
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 95/202
Primera Edición P.2.0371.01: 2000 UNT
95/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Fig. 6 Placas reversibles.
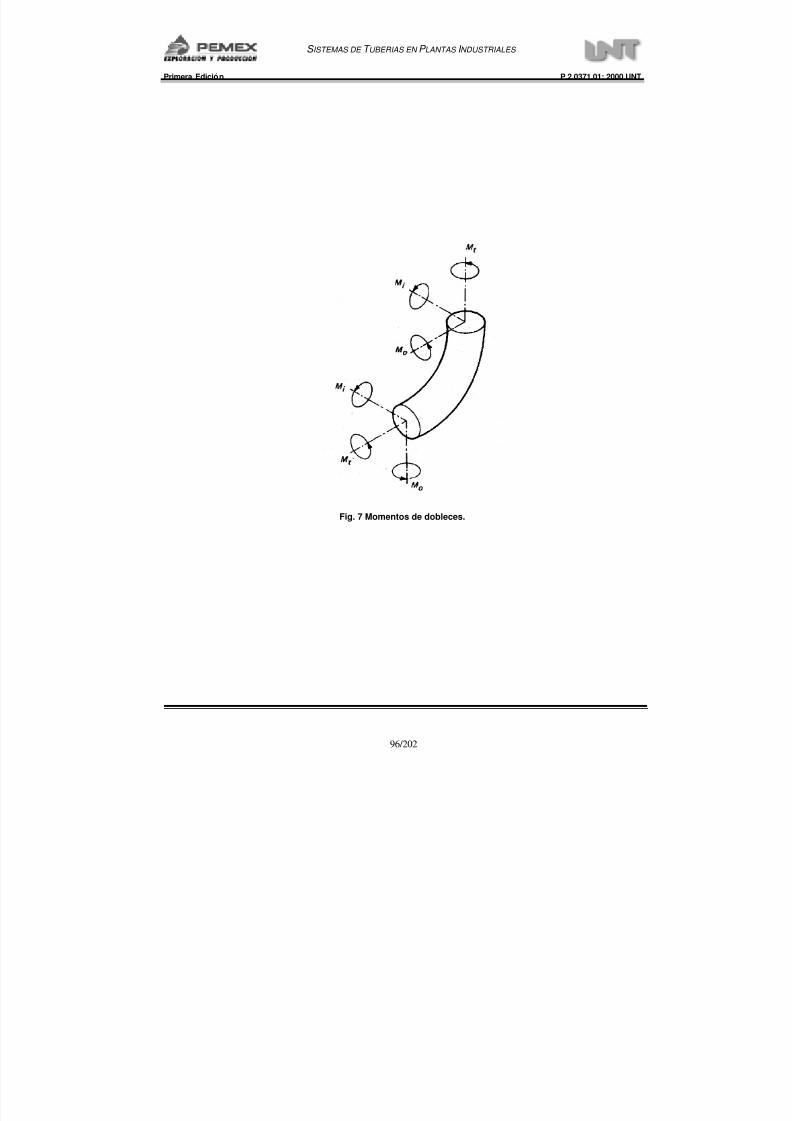
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 96/202
Primera Edición P.2.0371.01: 2000 UNT
96/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Fig. 7 Momentos de dobleces.
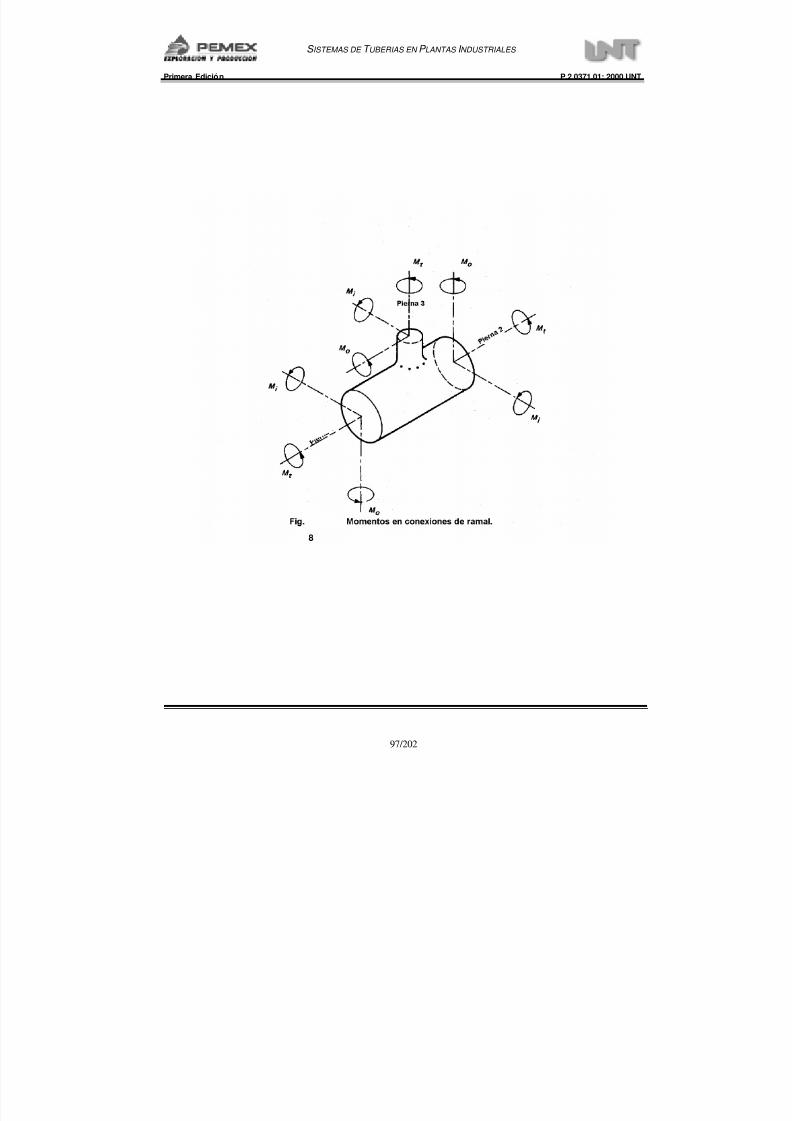
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 97/202
Primera Edición P.2.0371.01: 2000 UNT
97/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
8
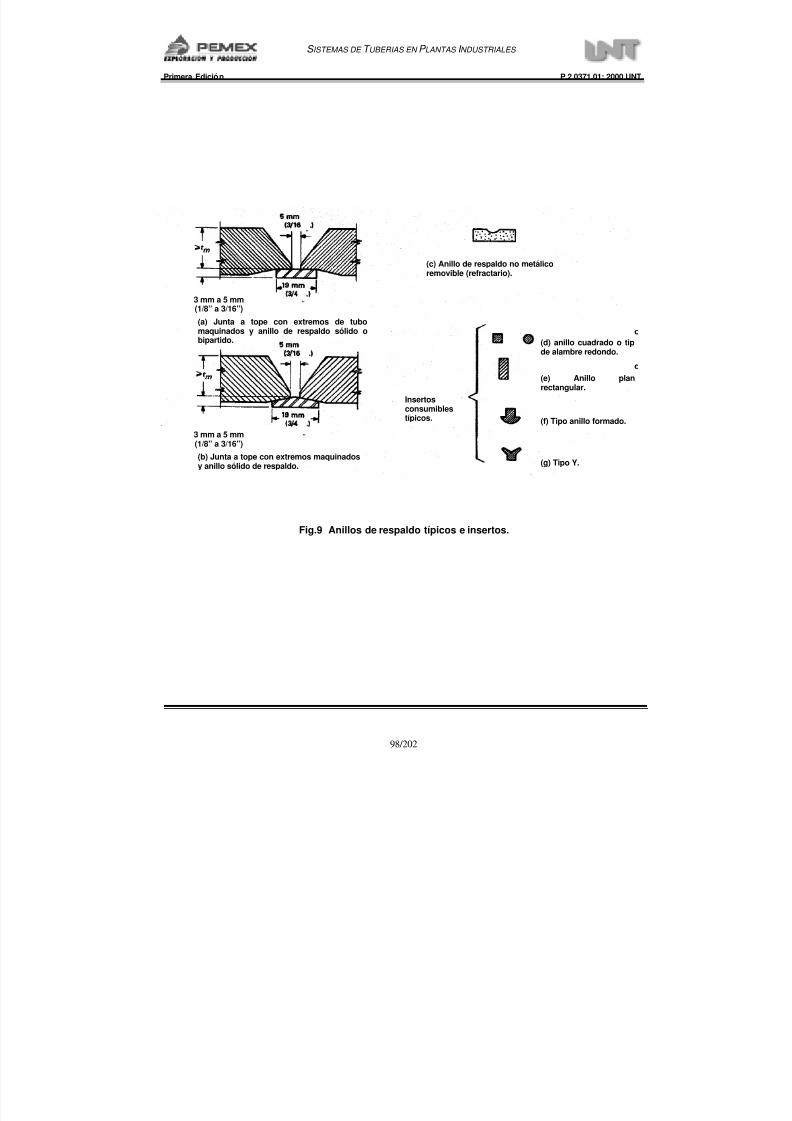
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 98/202
Primera Edición P.2.0371.01: 2000 UNT
98/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Fig.9 Anillos de respaldo típicos e insertos.
3 mm a 5 mm(1/8” a 3/16”)
(a) Junta a tope con extremos de tubomaquinados y anillo de respaldo sólido obipartido.
3 mm a 5 mm(1/8” a 3/16”)
(b) Junta a tope con extremos maquinadosy anillo sólido de respaldo.
(c) Anillo de respaldo no metálicoremovible (refractario).
Insertosconsumiblestípicos.
(d) anillo cuadrado o tipde alambre redondo.
(e) Anillo planrectangular.
(f) Tipo anillo formado.
(g) Tipo Y.
”
”
”
”
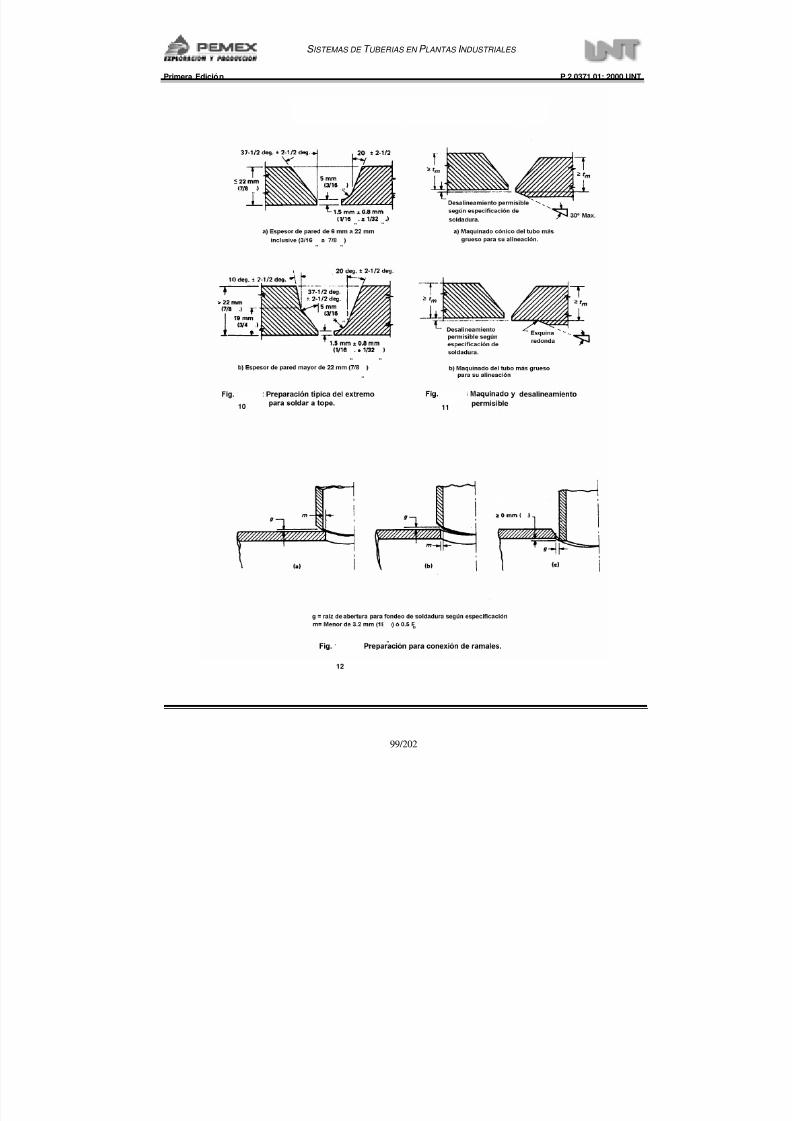
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 99/202
Primera Edición P.2.0371.01: 2000 UNT
99/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
10 11
12
””
” ”
” ”
”
”
”
” ”
”
”
”

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 100/202
Primera Edición P.2.0371.01: 2000 UNT
100/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
13
14
”
”
”
”
”
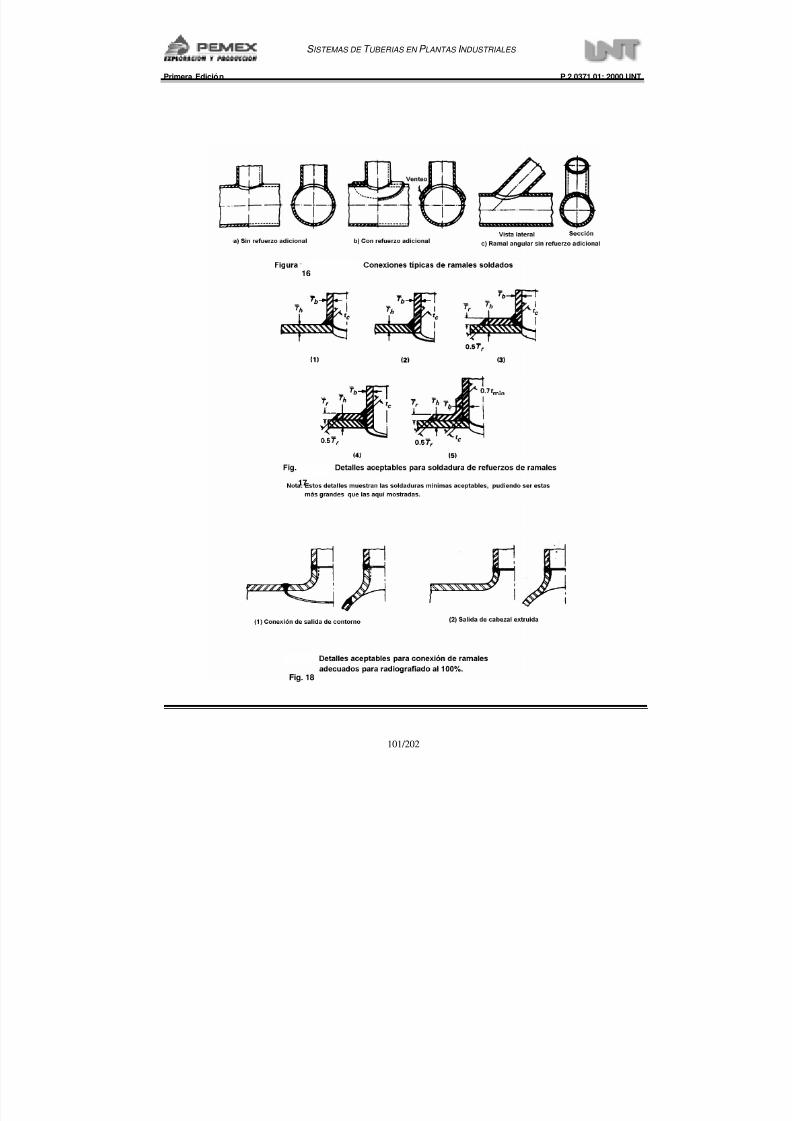
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 101/202
Primera Edición P.2.0371.01: 2000 UNT
101/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
16
17
Fig. 18

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 102/202
Primera Edición P.2.0371.01: 2000 UNT
102/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Fig. 19 Traslapes típicos fabricados.
B 16.5.
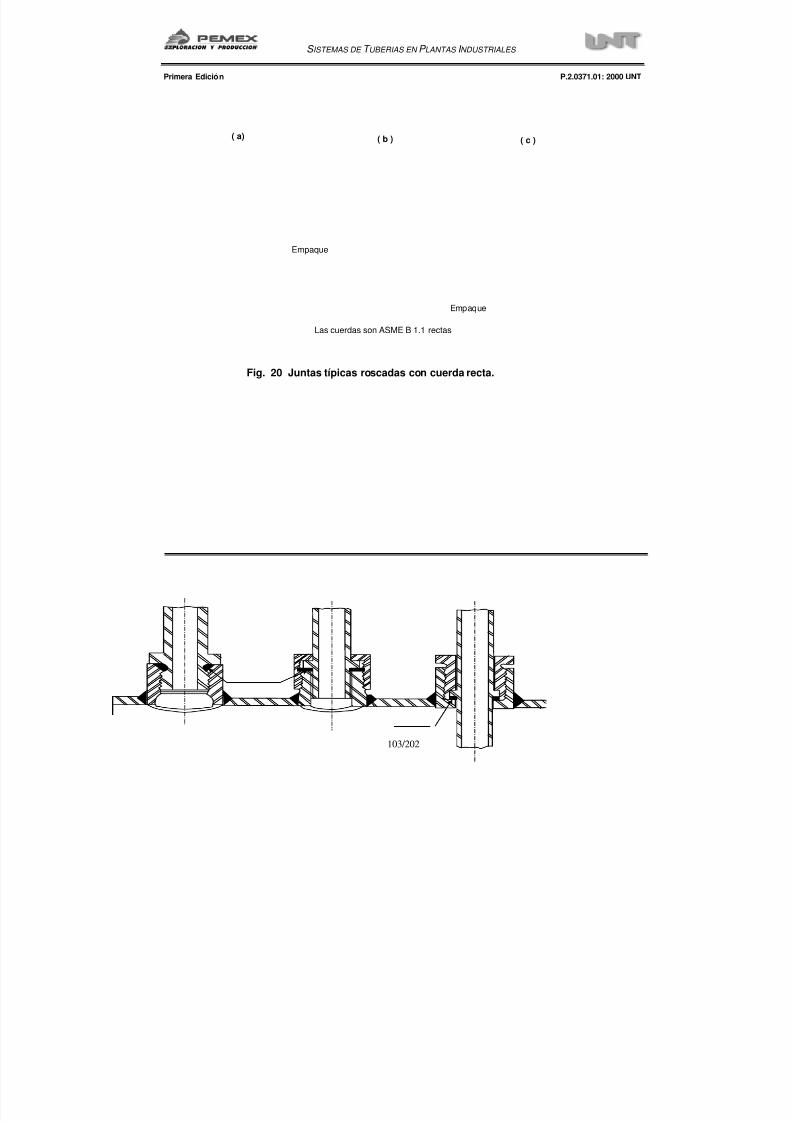
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 103/202
Primera Edición P.2.0371.01: 2000 UNT
103/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
( a) ( b ) ( c )
Empaque
Empaque
Las cuerdas son ASME B 1.1 rectas
Fig. 20 Juntas típicas roscadas con cuerda recta.
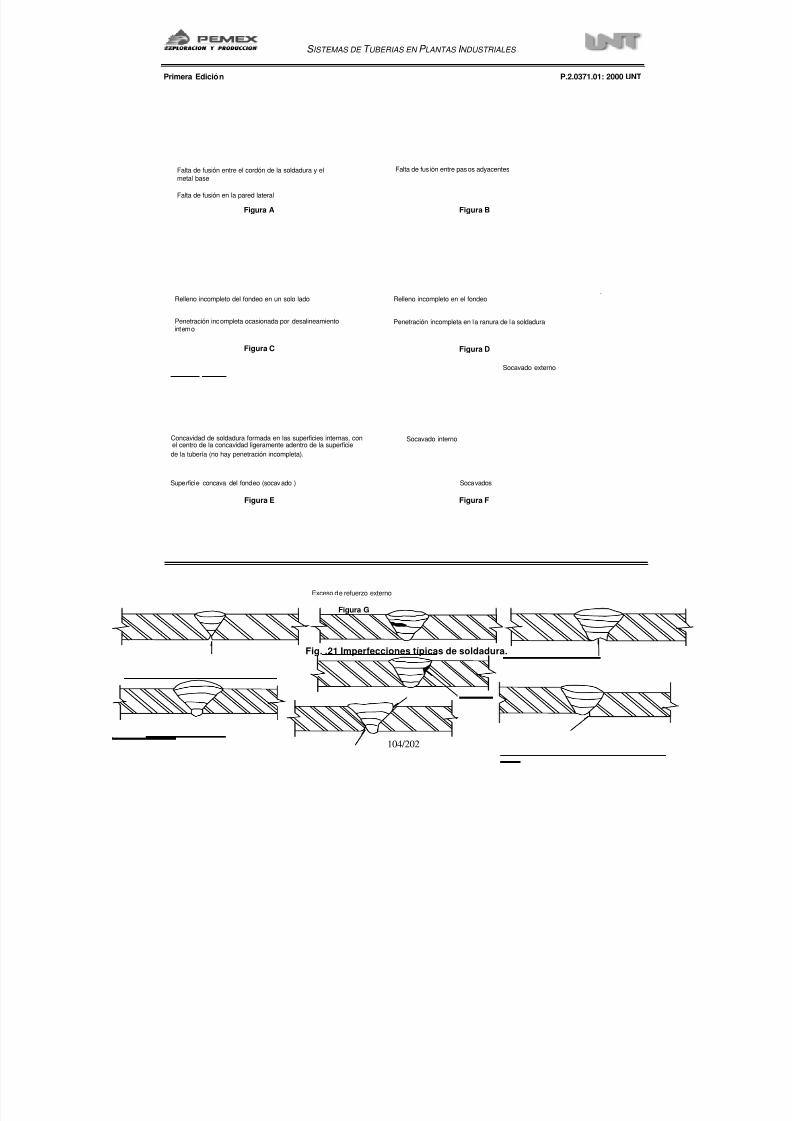
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 104/202
Primera Edición P.2.0371.01: 2000 UNT
104/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Concavidad de soldadura formada en las superficies internas, conel centro de la concavidad ligeramente adentro de la superficie
de la tubería (no hay penetración incompleta).
Figura E
Superficie concava del fondeo (socavado )
Socavado interno
Socavado externo
Figura F
Socavados
Exceso de refuerzo externo
Figura G
Fig. .21 Imperfecciones típicas de soldadura.
Relleno incompleto del fondeo en un solo lado
Penetración incompleta ocasionada por desalineamientointerno
Falta de fusión entre el cordón de la soldadura y elmetal base
Falta de fusión en la pared lateral
Figura C
Falta de fusión entre pasos adyacentes
Relleno incompleto en el fondeo
Penetración incompleta en la ranura de la soldadura
Figura B
Figura D
Figura A
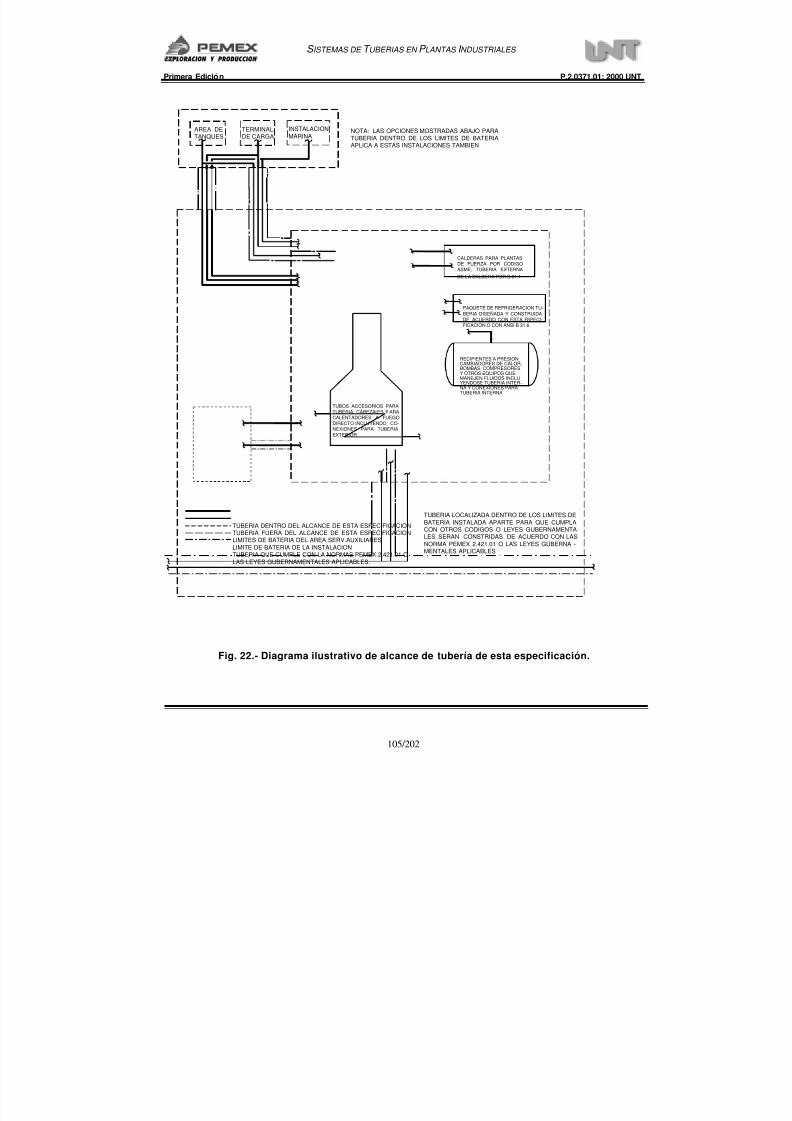
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 105/202
Primera Edición P.2.0371.01: 2000 UNT
105/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
AREA DETANQUES
TERMINALDE CARGA
INSTALACIONMARINA
NOTA: LAS OPCIONES MOSTRADAS ABAJO PARATUBERIA DENTRO DE LOS LIMITES DE BATERIAAPLICA A ESTAS INSTALACIONES TAMBIEN
TUBERIA LOCALIZADA DENTRO DE LOS LIMITES DEBATERIA INSTALADA APARTE PARA QUE CUMPLACON OTROS CODIGOS O LEYES GUBERNAMENTA-LES SERAN CONSTRIDAS DE ACUERDO CON LASNORMA PEMEX 2.421.01 O LAS LEYES GUBERNA -MENTALES APLICABLES
TUBERIA DENTRO DEL ALCANCE DE ESTA ESPECIFICACIONTUBERIA FUERA DEL ALCANCE DE ESTA ESPECIFICACIONLIMITES DE BATERIA DEL AREA SERV.AUXILIARESLIMITE DE BATERIA DE LA INSTALACIONTUBERIA QUE CUMPLE CON LA NORMAS PEMEX 2.421.01 OLAS LEYES GUBERNAMENTALES APLICABLES.
TUBOS ACCESORIOS PARATUBERIA, CABEZALES P ARACALENTADORES A FUEGODIRECTO INCLUYENDO CO-NEXIONES PARA TUBERIAEXTERIOR
CALDERAS PARA PLANTASDE FUERZA POR CODIGOASME, TUBERIA EXTERNA
DE LA CALDERA POR B 31.1
PAQUETE DE REFRIGERACION TU-BERIA DISEÑADA Y CONSTRUIDADE ACUERDO CON ESTA ESPECI-FICACION O CON ANSI B 31.6
RECIPIENTES A PRESIONCAMBIADORES DE CALOR,BOMBAS, COMPRESORESY OTROS EQUIPOS QUEMANEJEN FLUIDOS INCLUYENDOSE TUBERIA INTER-NA Y CONEXIONES PARATUBERIA INTERNA
Fig. 22.- Diagrama ilustrativo de alcance de tubería de esta especificación.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 106/202
Primera Edición P.2.0371.01: 2000 UNT
106/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
21. Apéndice 2 (Tablas).
Tabla 1Reducción de temperatura en la prueba de impacto Charpy1
ESPESOR REAL DEL MATERIAL O ANCHO DE ESPECIMEN ALO LARGO DE LA MUESCA [(VER 1 (b) NOTA (2)]
REDUCCION DE TEMPERATURA ABAJO DELA TEMPERATURA MÍNIMA DE DISEÑO
PULGADAS MILIMETROS GRADOS F GRADOS K
0.3940.354
0.315
0.295
0.276
0.262
0.236
0.197
0.157
0.131
0.1180.098
10.00 (barra estándar tamaño completo)9.00
8.00
7.50 (Tamaño de la barra 3/4)
7.00
6.67 (Tamaño de la barra 2/3)
6.00
5.00 (Tamaño de la barra 1/2)
4.00
3.33 (Tamaño de la barra 1/3)
3.002.50 (Tamaño de la barra 1/4)
0 273.150 273.15
0 273.15
5 275.
8 277.55
10 278.75
15 281.45
20 284.25
30 289.85
35 292.55
40 295.3550 300.95
Notas:1) Estos criterios de reducción de temperatura no aplican cuando la tabla 2 especifica expansión lateral para valores mínimosrequeridos.2) Se permite la interpolación en línea recta para valores intermedios.
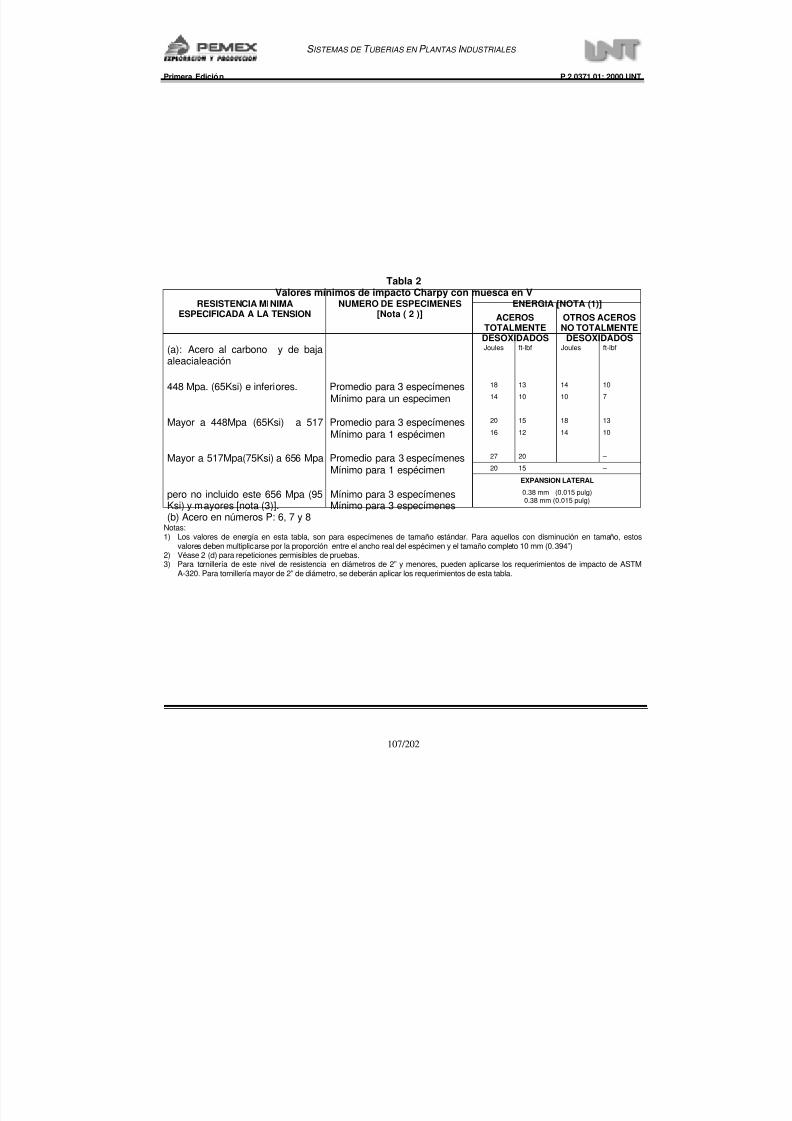
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 107/202
Primera Edición P.2.0371.01: 2000 UNT
107/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 2Valores mínimos de impacto Charpy con muesca en V
ENERGIA [NOTA (1)]RESISTENCIA MINIMAESPECIFICADA A LA TENSION
NUMERO DE ESPECIMENES[Nota ( 2 )] ACEROS
TOTALMENTEDESOXIDADOS
OTROS ACEROSNO TOTALMENTE
DESOXIDADOS(a): Acero al carbono y de bajaaleacialeación
Joules ft-lbf Joules ft-lbf
448 Mpa. (65Ksi) e inferiores. Promedio para 3 especímenes 18 13 14 10
Mínimo para un especimen 14 10 10 7
Mayor a 448Mpa (65Ksi) a 517 Promedio para 3 especímenes 20 15 18 13
Mínimo para 1 espécimen 16 12 14 10
Mayor a 517Mpa(75Ksi) a 656 Mpa Promedio para 3 especímenes 27 20 –
Mínimo para 1 espécimen 20 15 –
EXPANSION LATERAL
pero no incluido este 656 Mpa (95Ksi) y mayores [nota (3)].(b) Acero en números P: 6, 7 y 8
Mínimo para 3 especímenesMínimo para 3 especímenes
0.38 mm (0.015 pulg)0.38 mm (0.015 pulg)
Notas:1) Los valores de energía en esta tabla, son para especímenes de tamaño estándar. Para aquellos con disminución en tamaño, estos
valores deben multiplicarse por la proporción entre el ancho real del espécimen y el tamaño completo 10 mm (0.394”)2) Véase 2 (d) para repeticiones permisibles de pruebas.3) Para tornillería de este nivel de resistencia en diámetros de 2” y menores, pueden aplicarse los requerimientos de impacto de ASTM
A-320. Para tornillería mayor de 2” de diámetro, se deberán aplicar los requerimientos de esta tabla.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 108/202
Primera Edición P.2.0371.01: 2000 UNT
108/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 3Requerimientos para pruebas de tenacidad a baja temperatura a metales.
(Estos requerimientos de pruebas de tenacidad son adicionales a las requeridas por especificación delmaterial)
Tipo de material
COLUMNA A
Arriba de la temperatura mínima de diseño listada enapéndice 2 o 3
COLUMNA B
A bajo de la temperatura mínima dediseño listada en apéndice
2 o 3
1-Hierro de fundición gris 16 Sin requerimientos adicionales B-1 sin requerimientos adicionales2.-Hierro dúctil o maleable,acero al carbón por nota(1).
17 Sin requerimientos adicionales B-2 No deberán usarse
(a) Metal base Metal de aporte y zonaafectada por el calor.(ZAC)
[nota (2)]3.-De alta aleación y aceros
inoxidables dúplex, Losaceros al carbono, aceros
de aleación baja, intermedia;aceros ferríticos.
A-3(a)Sin requerimientos
adicionales
A-3(b) Los materiales que searmen por medio de
soldadura, el metal de aporte yla zona afectada por el calor,
deberán probarse por impacto,conforme a 8.1.3, paratemperaturas de diseñoinferiores a 244K (20°F),
excepto que las condicionesse ajusten a las notas (3) y
(5)..
B-3 Exceptuando como se indica en lasnotas (3) y (5), para el material basetratado térmicamente de acuerdo a laespecificación ASTM aplicable (ver
párrafo 8.1.3.2), la zona afectada porcalor, los depósitos de soldadura y el
metal base probados por impactodeberán estar de acuerdo con el párrafo
8.1.3 [ver nota (2)]. Cuando losmateriales sean usados en temperaturas
de diseño por debajo de la curvaasignada como se permite por las notas(2) y (3) de la figura 3, la zona afectadapor calor y los depósitos de soldadura
deberán ser probados por impacto [vernota (2)].
M A
T E R
I A L E S
M E T
A L I C
O
S
E N
L I S T A D
O
S
4.- Aceros inoxidablesausteníticos
A-4(a) Si:(1) El contenido del carbono,mediante análisis es mayor
del 0.10%; o(2) El material no está en la
condición de tratamientotérmico a solución, entonces:
se requiere la prueba deimpacto conforme a 8.1.3 para
temperaturas mínimas dediseño inferiores 244.15K (–
20°F). Excepto como seestablece en las notas (3) y
(6).
A-4(b) Los materiales que searmen por medio de
soldadura, el metal de aporte yla zona afectada por el calor,
deberán probarse por impacto,conforme a 8.1.3, para
temperaturas mínimas dediseño inferiores a 244.15K (–
20°F) excepto como seestablece en las notas (3) y
(6).
B-4 Los depósitos tanto del metal basecomo del metal de aporte deberá ser
probado por impacto según el párrafo8.1.3. ver notas (2), (3) y (6).
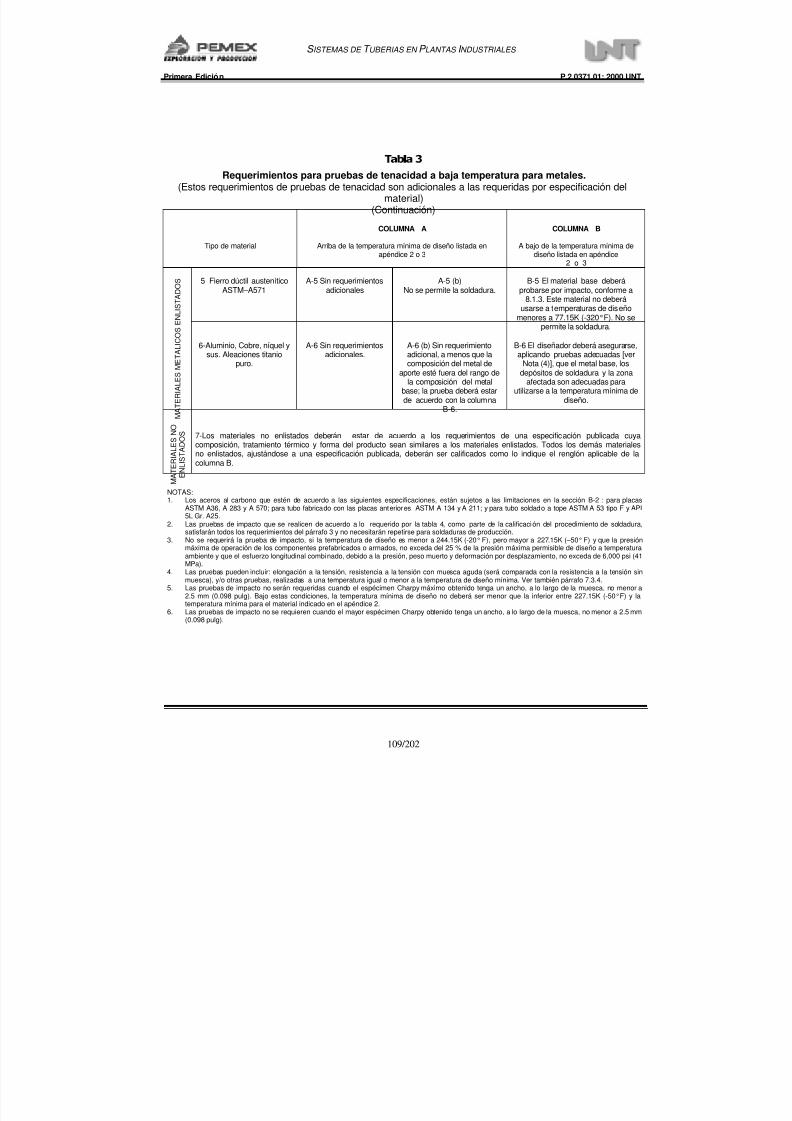
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 109/202
Primera Edición P.2.0371.01: 2000 UNT
109/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Requerimientos para pruebas de tenacidad a baja temperatura para metales.(Estos requerimientos de pruebas de tenacidad son adicionales a las requeridas por especificación del
material)(Continuación)
Tipo de material
COLUMNA A
Arriba de la temperatura mínima de diseño listada enapéndice 2 o 3
COLUMNA B
A bajo de la temperatura mínima dediseño listada en apéndice
2 o 3
5 Fierro dúctil austeníticoASTM–A571
A-5 Sin requerimientosadicionales
A-5 (b)No se permite la soldadura.
B-5 El material base deberáprobarse por impacto, conforme a
8.1.3. Este material no deberáusarse a temperaturas de diseñomenores a 77.15K (-320°F). No se
permite la soldadura.
M A T E R I A L E S
M E T A L I C O S
E N L I S T
A D O S
6-Aluminio, Cobre, níquel y
sus. Aleaciones titaniopuro.
A-6 Sin requerimientosadicionales.
A-6 (b) Sin requerimientoadicional, a menos que lacomposición del metal de
aporte esté fuera del rango dela composición del metal
base; la prueba deberá estarde acuerdo con la columna
B-6.
B-6 El diseñador deberá asegurarse,aplicando pruebas adecuadas [ver
Nota (4)], que el metal base, losdepósitos de soldadura y la zona
afectada son adecuadas parautilizarse a la temperatura mínima de
diseño.
M A T E R I A
L E S
N O
E N L I S T
A D O S
7-Los materiales no enlistados deberán estar de acuerdo a los requerimientos de una especificación publicada cuyacomposición, tratamiento térmico y forma del producto sean similares a los materiales enlistados. Todos los demás materiales
no enlistados, ajustándose a una especificación publicada, deberán ser calificados como lo indique el renglón aplicable de lacolumna B.
NOTAS:1. Los aceros al carbono que estén de acuerdo a las siguientes especificaciones, están sujetos a las limitaciones en la sección B-2 : para placas
ASTM A36, A 283 y A 570; para tubo fabricado con las placas anteriores ASTM A 134 y A 211; y para tubo soldado a tope ASTM A 53 tipo F y API5L Gr. A25.
2. Las pruebas de impacto que se realicen de acuerdo a lo requerido por la tabla 4, como parte de la calificación del procedimiento de soldadura,satisfarán todos los requerimientos del párrafo 3 y no necesitarán repetirse para soldaduras de producción.
3. No se requerirá la prueba de impacto, si la temperatura de diseño es menor a 244.15K (-20° F), pero mayor a 227.15K (–50°F) y que la presiónmáxima de operación de los componentes prefabricados o armados, no exceda del 25 % de la presión máxima permisible de diseño a temperaturaambiente y que el esfuerzo longitudinal combinado, debido a la presión, peso muerto y deformación por desplazamiento, no exceda de 6,000 psi (41MPa).
4. Las pruebas pueden incluir: elongación a la tensión, resistencia a la tensión con muesca aguda (será comparada con la resistencia a la tensión sinmuesca), y/o otras pruebas, realizadas a una temperatura igual o menor a la temperatura de diseño mínima. Ver también párrafo 7.3.4.
5. Las pruebas de impacto no serán requeridas cuando el espécimen Charpy máximo obtenido tenga un ancho, a lo largo de la muesca, no menor a2.5 mm (0.098 pulg). Bajo estas condiciones, la temperatura mínima de diseño no deberá ser menor que la inferior entre 227.15K (-50°F) y la
temperatura mínima para el material indicado en el apéndice 2.6. Las pruebas de impacto no se requieren cuando el mayor espécimen Charpy obtenido tenga un ancho, a lo largo de la muesca, no menor a 2.5 mm(0.098 pulg).
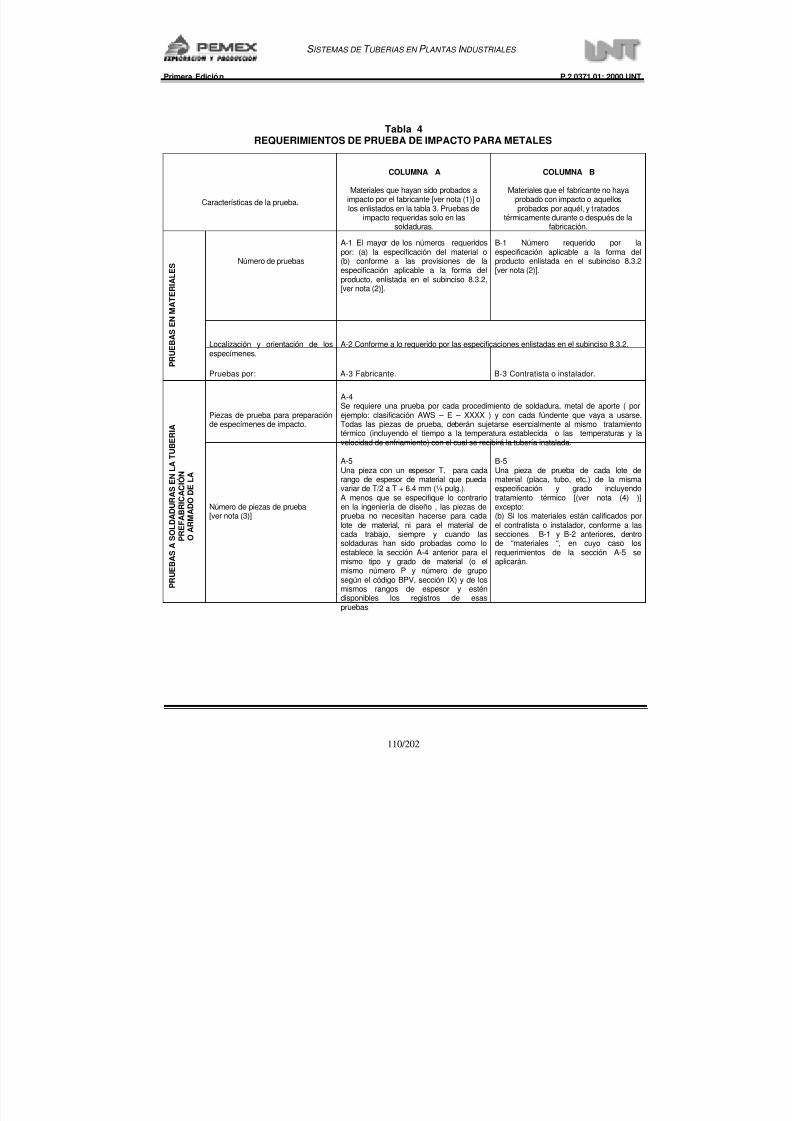
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 110/202
Primera Edición P.2.0371.01: 2000 UNT
110/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 4REQUERIMIENTOS DE PRUEBA DE IMPACTO PARA METALES
Características de la prueba.
COLUMNA A
Materiales que hayan sido probados aimpacto por el fabricante [ver nota (1)] olos enlistados en la tabla 3. Pruebas de
impacto requeridas solo en lassoldaduras.
COLUMNA B
Materiales que el fabricante no hayaprobado con impacto o aquellosprobados por aquél, y tratados
térmicamente durante o después de lafabricación.
Número de pruebas
A-1 El mayor de los números requeridospor: (a) la especificación del material o(b) conforme a las provisiones de laespecificación aplicable a la forma delproducto, enlistada en el subinciso 8.3.2,[ver nota (2)].
B-1 Número requerido por laespecificación aplicable a la forma delproducto enlistada en el subinciso 8.3.2[ver nota (2)].
Localización y orientación de losespecímenes.
A-2 Conforme a lo requerido por las especificaciones enlistadas en el subinciso 8.3.2.
P R U E B A S E N M A T E R I A L E S
Pruebas por: A-3 Fabricante. B-3 Contratista o instalador.
Piezas de prueba para preparaciónde especímenes de impacto.
A-4Se requiere una prueba por cada procedimiento de soldadura, metal de aporte ( porejemplo: clasificación AWS – E – XXXX ) y con cada fúndente que vaya a usarse.Todas las piezas de prueba, deberán sujetarse esencialmente al mismo tratamientotérmico (incluyendo el tiempo a la temperatura establecida o las temperaturas y lavelocidad de enfriamiento) con el cual se recibirá la tubería instalada.
P R U E B A S A S O L D A D U R A S E N L A T U B E R I A
P R E F A B R I C A C I Ó N
O
A R M A D O
D E L A
Número de piezas de prueba[ver nota (3)]
A-5Una pieza con un espesor T, para cadarango de espesor de material que puedavariar de T/2 a T + 6.4 mm (¼ pulg.).A menos que se especifique lo contrarioen la ingeniería de diseño , las piezas deprueba no necesitan hacerse para cadalote de material, ni para el material decada trabajo, siempre y cuando lassoldaduras han sido probadas como loestablece la sección A-4 anterior para elmismo tipo y grado de material (o elmismo número P y número de gruposegún el código BPV, sección IX) y de losmismos rangos de espesor y esténdisponibles los registros de esas
pruebas.
B-5Una pieza de prueba de cada lote dematerial (placa, tubo, etc.) de la mismaespecificación y grado incluyendotratamiento térmico [(ver nota (4) )]excepto:(b) Si los materiales están calificados porel contratista o instalador, conforme a lassecciones B-1 y B-2 anteriores, dentrode “materiales “, en cuyo caso losrequerimientos de la sección A-5 seaplicarán.
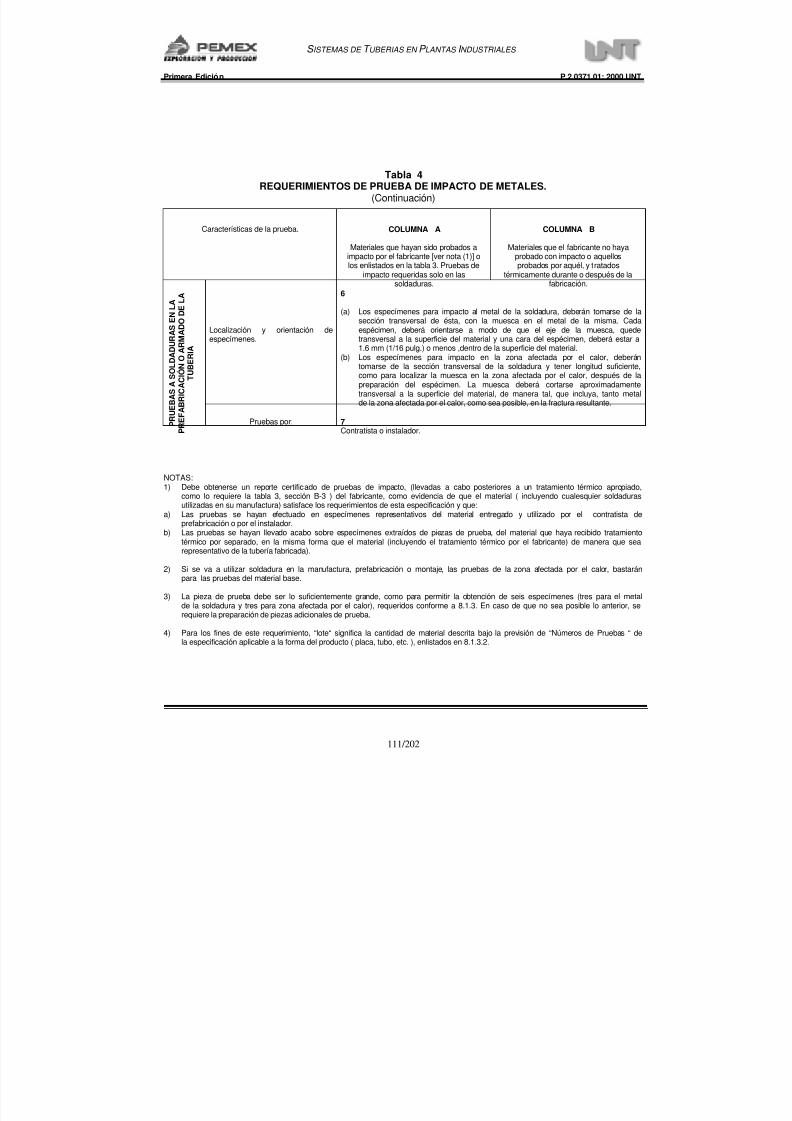
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 111/202
Primera Edición P.2.0371.01: 2000 UNT
111/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 4REQUERIMIENTOS DE PRUEBA DE IMPACTO DE METALES.
(Continuación)
Características de la prueba. COLUMNA A
Materiales que hayan sido probados aimpacto por el fabricante [ver nota (1)] olos enlistados en la tabla 3. Pruebas de
impacto requeridas solo en lassoldaduras.
COLUMNA B
Materiales que el fabricante no hayaprobado con impacto o aquellosprobados por aquél, y tratados
térmicamente durante o después de lafabricación.
Localización y orientación deespecímenes.
6
(a) Los especímenes para impacto al metal de la soldadura, deberán tomarse de lasección transversal de ésta, con la muesca en el metal de la misma. Cadaespécimen, deberá orientarse a modo de que el eje de la muesca, quedetransversal a la superficie del material y una cara del espécimen, deberá estar a1.6 mm (1/16 pulg.) o menos ,dentro de la superficie del material.
(b) Los especímenes para impacto en la zona afectada por el calor, deberántomarse de la sección transversal de la soldadura y tener longitud suficiente,como para localizar la muesca en la zona afectada por el calor, después de lapreparación del espécimen. La muesca deberá cortarse aproximadamentetransversal a la superficie del material, de manera tal, que incluya, tanto metalde la zona afectada por el calor, como sea posible, en la fractura resultante.
P R U E B A S A S O L D A D U R A S E N L A
P R E F A B R I C A C I Ó N O
A R M A D O
D E L
A
T U B E R I A
Pruebas por: 7Contratista o instalador.
NOTAS:1) Debe obtenerse un reporte certificado de pruebas de impacto, (llevadas a cabo posteriores a un tratamiento térmico apropiado,
como lo requiere la tabla 3, sección B-3 ) del fabricante, como evidencia de que el material ( incluyendo cualesquier soldadurasutilizadas en su manufactura) satisface los requerimientos de esta especificación y que:
a) Las pruebas se hayan efectuado en especímenes representativos del material entregado y utilizado por el contratista deprefabricación o por el instalador.
b) Las pruebas se hayan llevado acabo sobre especímenes extraídos de piezas de prueba, del material que haya recibido tratamientotérmico por separado, en la misma forma que el material (incluyendo el tratamiento térmico por el fabricante) de manera que searepresentativo de la tubería fabricada).
2) Si se va a utilizar soldadura en la manufactura, prefabricación o montaje, las pruebas de la zona afectada por el calor, bastaránpara las pruebas del material base.
3) La pieza de prueba debe ser lo suficientemente grande, como para permitir la obtención de seis especímenes (tres para el metal
de la soldadura y tres para zona afectada por el calor), requeridos conforme a 8.1.3. En caso de que no sea posible lo anterior, serequiere la preparación de piezas adicionales de prueba.
4) Para los fines de este requerimiento, “lote“ significa la cantidad de material descrita bajo la previsión de “Números de Pruebas “ dela especificación aplicable a la forma del producto ( placa, tubo, etc. ), enlistados en 8.1.3.2.
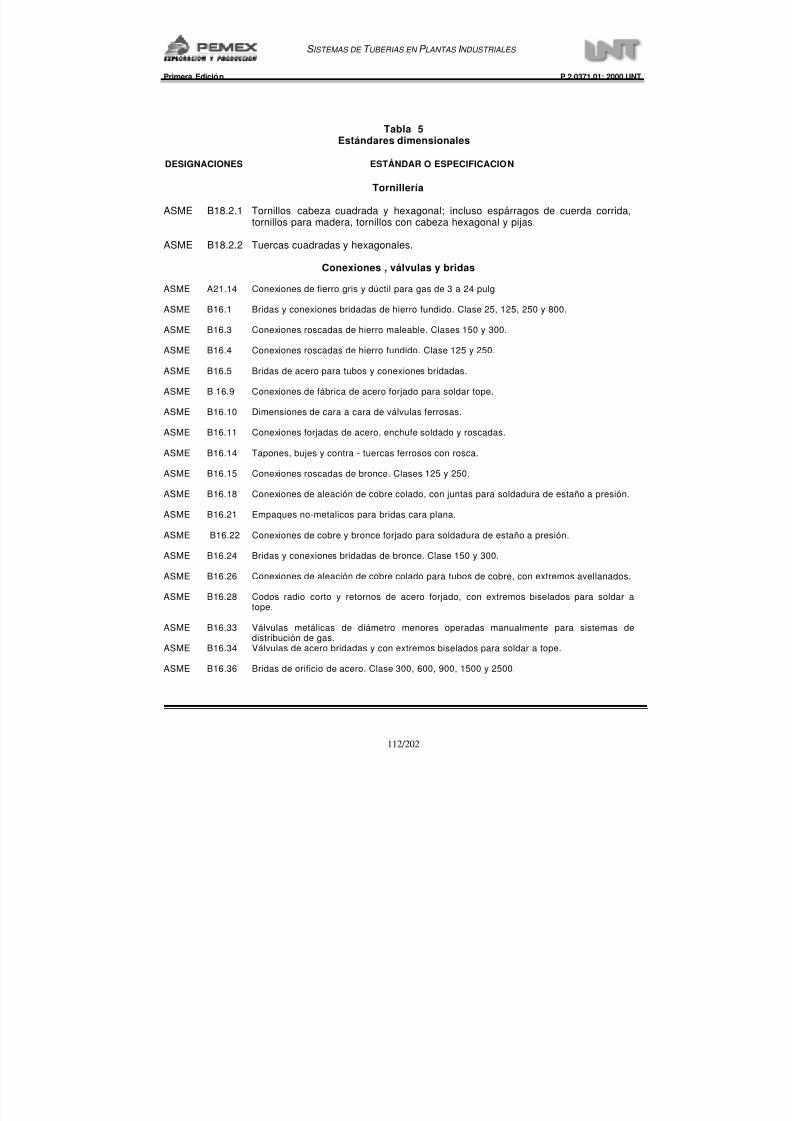
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 112/202
Primera Edición P.2.0371.01: 2000 UNT
112/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 5Estándares dimensionales
DESIGNACIONES ESTÁNDAR O ESPECIFICACION
Tornillería
ASME B18.2.1 Tornillos cabeza cuadrada y hexagonal; incluso espárragos de cuerda corrida,tornillos para madera, tornillos con cabeza hexagonal y pijas.
ASME B18.2.2 Tuercas cuadradas y hexagonales.
Conexiones , válvulas y bridas
ASME A21.14 Conexiones de fierro gris y dúctil para gas de 3 a 24 pulg
ASME B16.1 Bridas y conexiones bridadas de hierro fundido. Clase 25, 125, 250 y 800.
ASME B16.3 Conexiones roscadas de hierro maleable. Clases 150 y 300.
ASME B16.4 Conexiones roscadas de hierro fundido. Clase 125 y 250.
ASME B16.5 Bridas de acero para tubos y conexiones bridadas.
ASME B 16.9 Conexiones de fábrica de acero forjado para soldar tope.
ASME B16.10 Dimensiones de cara a cara de válvulas ferrosas.
ASME B16.11 Conexiones forjadas de acero, enchufe soldado y roscadas.
ASME B16.14 Tapones, bujes y contra - tuercas ferrosos con rosca.
ASME B16.15 Conexiones roscadas de bronce. Clases 125 y 250.
ASME B16.18 Conexiones de aleación de cobre colado, con juntas para soldadura de estaño a presión.
ASME B16.21 Empaques no-metalicos para bridas cara plana.
ASME B16.22 Conexiones de cobre y bronce forjado para soldadura de estaño a presión.
ASME B16.24 Bridas y conexiones bridadas de bronce. Clase 150 y 300.
ASME B16.26 Conexiones de aleación de cobre colado para tubos de cobre, con extremos avellanados.
ASME B16.28 Codos radio corto y retornos de acero forjado, con extremos biselados para soldar a
tope.
ASME B16.33 Válvulas metálicas de diámetro menores operadas manualmente para sistemas dedistribución de gas.
ASME B16.34 Válvulas de acero bridadas y con extremos biselados para soldar a tope.
ASME B16.36 Bridas de orificio de acero. Clase 300, 600, 900, 1500 y 2500.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 113/202
Primera Edición P.2.0371.01: 2000 UNT
113/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 5Estándares dimensionales
(continuación)
DESIGNACIONES ESTÁNDAR O ESPECIFICACION
ASME B16.38 Válvulas metálicas de diámetro mayores, operadas manualmente para sistema dedistribución de gas.
ASME B16.39 Uniones roscadas de hierro maleables para tubo. Clase 150, 250 y 300.
ASME B16.42 Bridas y conexiones bridadas para tubo de hierro dúctil. Clase 150 y 300.
ASME B16.47 Bridas de acero de diámetros mayores, de NPS 24 a NPS 60.
API 6A Especificaciones para rosca en válvulas, conexiones y bridas.
API 526 Válvulas de seguridad y relevo con bridas de acero (ver especificación deseguridad CL - 1).
API 593 Válvulas macho bridas de hierro dúctil.
API 594 Válvulas de retención tipo oblea.
API 595 Válvulas de compuerta bridadas de hierro colado.
API 597 Válvulas de compuerta tipo “Venturi”, de acero, con extremos bridados y parasoldar a tope.
API 599 Válvulas macho de acero, bridadas o soldables a tope.
API 600 Válvula de compuerta, de acero, con extremos bridados o biselados para soldara tope.
API 602 Válvula de compuerta de acero al carbón, diseño compacto.
API 603 Válvula de compuerta. Clase 150, resistentes a la corrosión.
API 604 Válvulas de compuerta con extremos bridados, de hierro nodular.
API 605 Bridas de acero al carbón de diámetros menores.
API 606 Válvulas de compuertas de acero al carbón, compacta (cuerpo extendido).
API 608 Válvulas de bola extremos bridados y extremos soldables.
API 609 Válvulas de mariposa de orejas y tipo oblea.
AWWA C110 Conexiones de hierro gris y dúctil para servicio de obras de agua u otros líquidosde 3 a 48 pulg.
AWWA C115 Tuberías de hierro dúctil y hierro gris con bridas roscadas.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 114/202

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 115/202
Primera Edición P.2.0371.01: 2000 UNT
115/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 5Estándares dimensionales
(continuación)
DESIGNACIONES ESTÁNDAR O ESPECIFICACION
MSS SP78 Válvulas de macho, de hierro colado, de extremos bridados o roscados.
MSS SP79 Insertos reductores de enchufe soldable.
MSS SP80 Válvulas de bronce, de compuerta globo, ángulo y de retención.
MSS SP81 Válvulas de compuerta, tipo cuchilla u oblea, sin bonete, de acero inoxidable.
MSS SP83 Uniones para tubo, de acero al carbón de inserto soldable y roscadas.
MSS SP85 Válvula de globo y ángulo de hierro colado, con extremos bridados y roscados.
MSS SP88 Válvulas de tipo diafragma.
MSS SP-95 Reducciones Swage, niples y conexiones tipo "bull".
MSS SP-97 Accesorios para ramales tipo caja soldar, roscados y soldables a tope.
SAE J513 Accesorios para tubo de refrigeración - Especificaciones generales.
SAE J514 Accesorios para tubo hidráulico.
SAE J518 Tubo hidráulico bridado, tubería, y conexiones para mangera.
ASME A21.52 Tubo de hierro dúctil, colados y centrifugados, en moldes de metal o conrecubrimientos de arena y tierra, para gas.
Tubo rígido y tubo flexible
ASME B36.10 Tubo de acero y hierro forjado sin costura.
ASME B36.19 Tubo de acero inoxidable.
ASME B93.11 Tubería hidráulica flexible de línea sin costura, de acero al bajo carbono.
AWWA C101 Diseño de espesor de tubo de hierro colado.
AWWA C106 Tubo de hierro fundido colado y centrifugado en moldes metálicos para agua uotros líquidos.
AWWA C115 Tubo de hierro dúctil y fundido con bridas roscadas.
AWWA C150 Diseño de espesor de tubo de hierro dúctil.
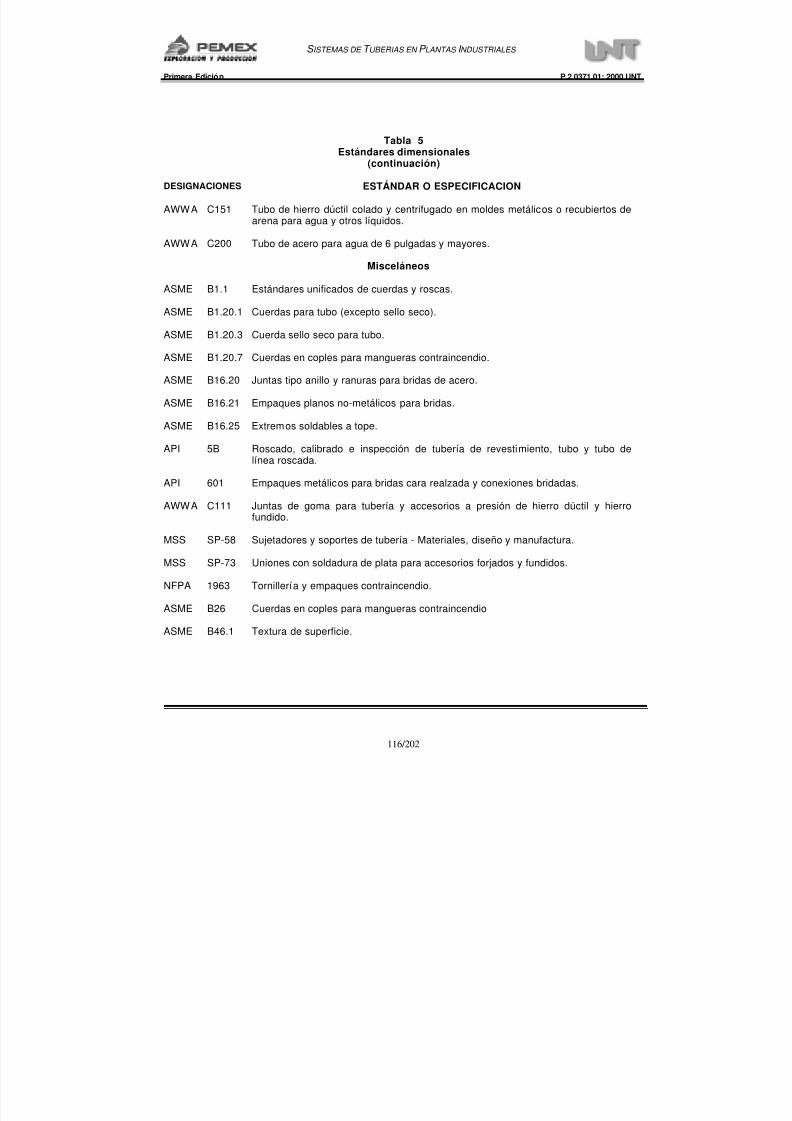
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 116/202
Primera Edición P.2.0371.01: 2000 UNT
116/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 5
Estándares dimensionales(continuación)
DESIGNACIONES ESTÁNDAR O ESPECIFICACION
AWWA C151 Tubo de hierro dúctil colado y centrifugado en moldes metálicos o recubiertos dearena para agua y otros líquidos.
AWWA C200 Tubo de acero para agua de 6 pulgadas y mayores.
Misceláneos
ASME B1.1 Estándares unificados de cuerdas y roscas.
ASME B1.20.1 Cuerdas para tubo (excepto sello seco).
ASME B1.20.3 Cuerda sello seco para tubo.
ASME B1.20.7 Cuerdas en coples para mangueras contraincendio.
ASME B16.20 Juntas tipo anillo y ranuras para bridas de acero.
ASME B16.21 Empaques planos no-metálicos para bridas.
ASME B16.25 Extremos soldables a tope.
API 5B Roscado, calibrado e inspección de tubería de revestimiento, tubo y tubo delínea roscada.
API 601 Empaques metálicos para bridas cara realzada y conexiones bridadas.
AWWA C111 Juntas de goma para tubería y accesorios a presión de hierro dúctil y hierrofundido.
MSS SP-58 Sujetadores y soportes de tubería - Materiales, diseño y manufactura.
MSS SP-73 Uniones con soldadura de plata para accesorios forjados y fundidos.
NFPA 1963 Tornillería y empaques contraincendio.
ASME B26 Cuerdas en coples para mangueras contraincendio
ASME B46.1 Textura de superficie.
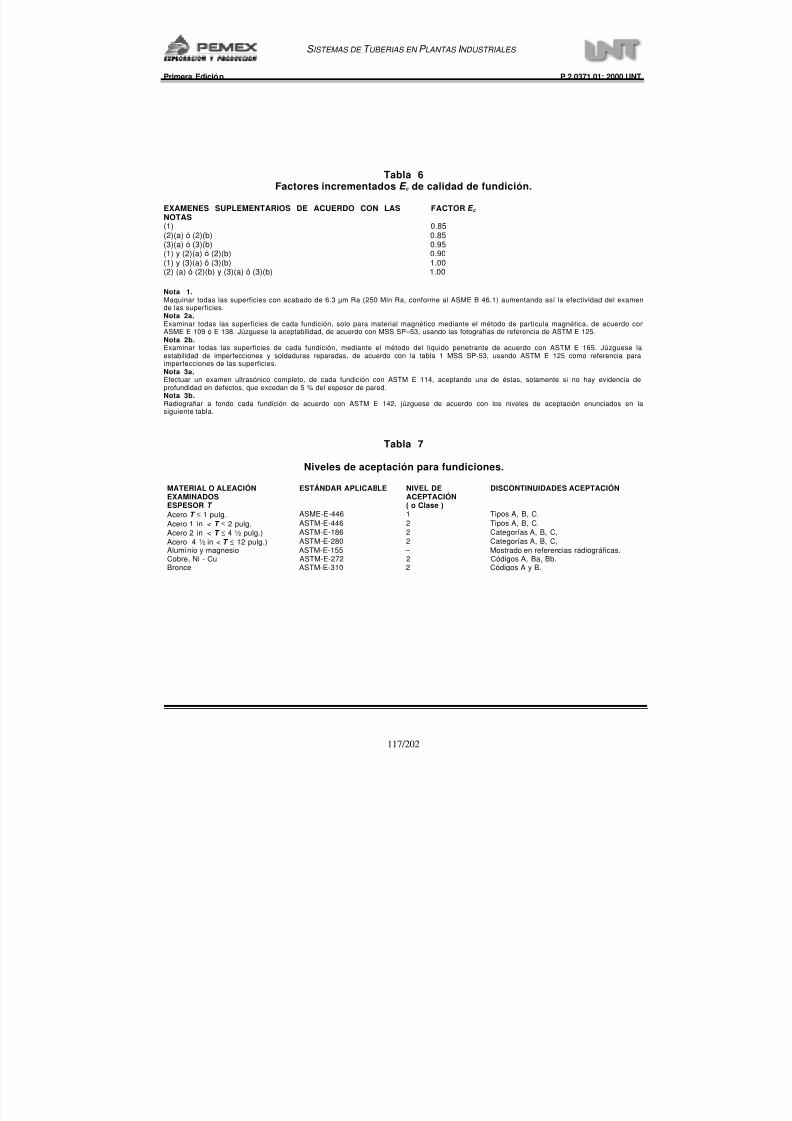
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 117/202
Primera Edición P.2.0371.01: 2000 UNT
117/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 6Factores incrementados E c de calidad de fundición.
EXAMENES SUPLEMENTARIOS DE ACUERDO CON LASNOTAS
FACTOR E c
(1) 0.85(2)(a) ó (2)(b) 0.85(3)(a) ó (3)(b) 0.95(1) y (2)(a) ó (2)(b) 0.90(1) y (3)(a) ó (3)(b) 1.00(2) (a) ó (2)(b) y (3)(a) ó (3)(b) 1.00
Nota 1.
Maquinar todas las superficies con acabado de 6.3 µm Ra (250 Min Ra, conforme al ASME B 46.1) aumentando así la efectividad del examende las superficies.Nota 2a.Examinar todas las superficies de cada fundición, solo para material magnético mediante el método de partícula magnética, de acuerdo conASME E 109 ó E 138. Júzguese la aceptabilidad, de acuerdo con MSS SP–53, usando las fotografías de referencia de ASTM E 125.Nota 2b.Examinar todas las superficies de cada fundición, mediante el método del liquido penetrante de acuerdo con ASTM E 165. Júzguese laestabilidad de imperfecciones y soldaduras reparadas, de acuerdo con la tabla 1 MSS SP-53, usando ASTM E 125 como referencia paraimperfecciones de las superficies.Nota 3a.Efectuar un examen ultrasónico completo, de cada fundición con ASTM E 114, aceptando una de éstas, solamente si no hay evidencia deprofundidad en defectos, que excedan de 5 % del espesor de pared.Nota 3b.Radiografiar a fondo cada fundición de acuerdo con ASTM E 142, júzguese de acuerdo con los niveles de aceptación enunciados en lasiguiente tabla.
Tabla 7
Niveles de aceptación para fundiciones.
MATERIAL O ALEACIÓNEXAMINADOSESPESOR T
ESTÁNDAR APLICABLE NIVEL DEACEPTACIÓN( o Clase )
DISCONTINUIDADES ACEPTACIÓN
Acero T ≤ 1 pulg. ASME-E-446 1 Tipos A, B, C,Acero 1 in < T ≤ 2 pulg. ASTM-E-446 2 Tipos A, B, C,Acero 2 in < T ≤ 4 ½ pulg.) ASTM-E-186 2 Categorías A, B, C,Acero 4 ½ in < T ≤ 12 pulg.) ASTM-E-280 2 Categorías A, B, C,Aluminio y magnesio ASTM-E-155 – Mostrado en referencias radiográficas.Cobre, Ni - Cu ASTM-E-272 2 Códigos A, Ba, Bb.Bronce ASTM-E-310 2 Códigos A y B.
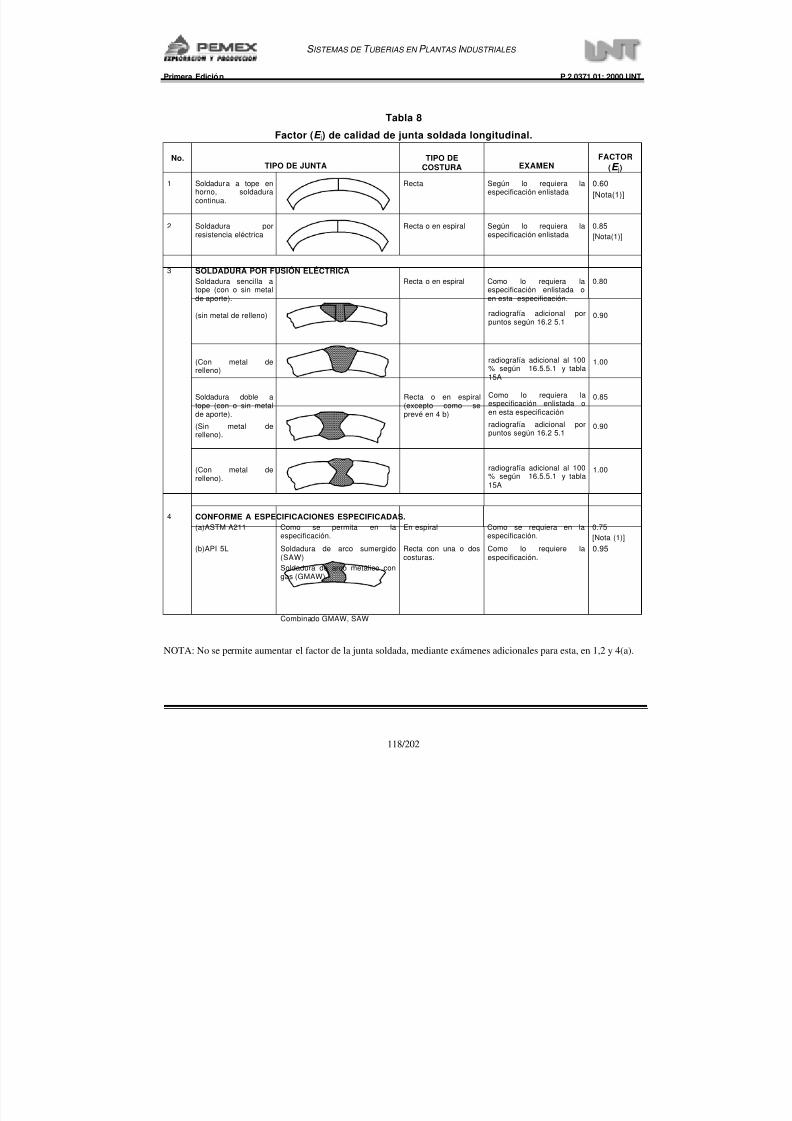
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 118/202
Primera Edición P.2.0371.01: 2000 UNT
118/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 8
Factor (E j) de calidad de junta soldada longitudinal.
No.TIPO DE JUNTA
TIPO DECOSTURA EXAMEN
FACTOR(E j)
1 Soldadura a tope enhorno, soldaduracontinua.
Recta Según lo requiera laespecificación enlistada
0.60[Nota(1)]
2 Soldadura porresistencia eléctrica
Recta o en espiral Según lo requiera laespecificación enlistada
0.85[Nota(1)]
3 SOLDADURA POR FUSIÓN ELÉCTRICASoldadura sencilla atope (con o sin metalde aporte).
Recta o en espiral Como lo requiera laespecificación enlistada oen esta especificación.
0.80
(sin metal de relleno) radiografía adicional porpuntos según 16.2 5.1
0.90
(Con metal derelleno)
radiografía adicional al 100% según 16.5.5.1 y tabla15A
1.00
Soldadura doble atope (con o sin metalde aporte).
Recta o en espiral(excepto como seprevé en 4 b)
Como lo requiera laespecificación enlistada oen esta especificación
0.85
(Sin metal derelleno).
radiografía adicional porpuntos según 16.2 5.1
0.90
(Con metal derelleno).
radiografía adicional al 100% según 16.5.5.1 y tabla15A
1.00
4 CONFORME A ESPECIFICACIONES ESPECIFICADAS.(a)ASTM A211 Como se permita en la
especificación.En espiral Como se requiera en la
especificación.0.75[Nota (1)]
(b)API 5L Soldadura de arco sumergido(SAW)Soldadura de arco metálico congas (GMAW).
Combinado GMAW, SAW
Recta con una o doscosturas.
Como lo requiere laespecificación.
0.95
NOTA: No se permite aumentar el factor de la junta soldada, mediante exámenes adicionales para esta, en 1,2 y 4(a).
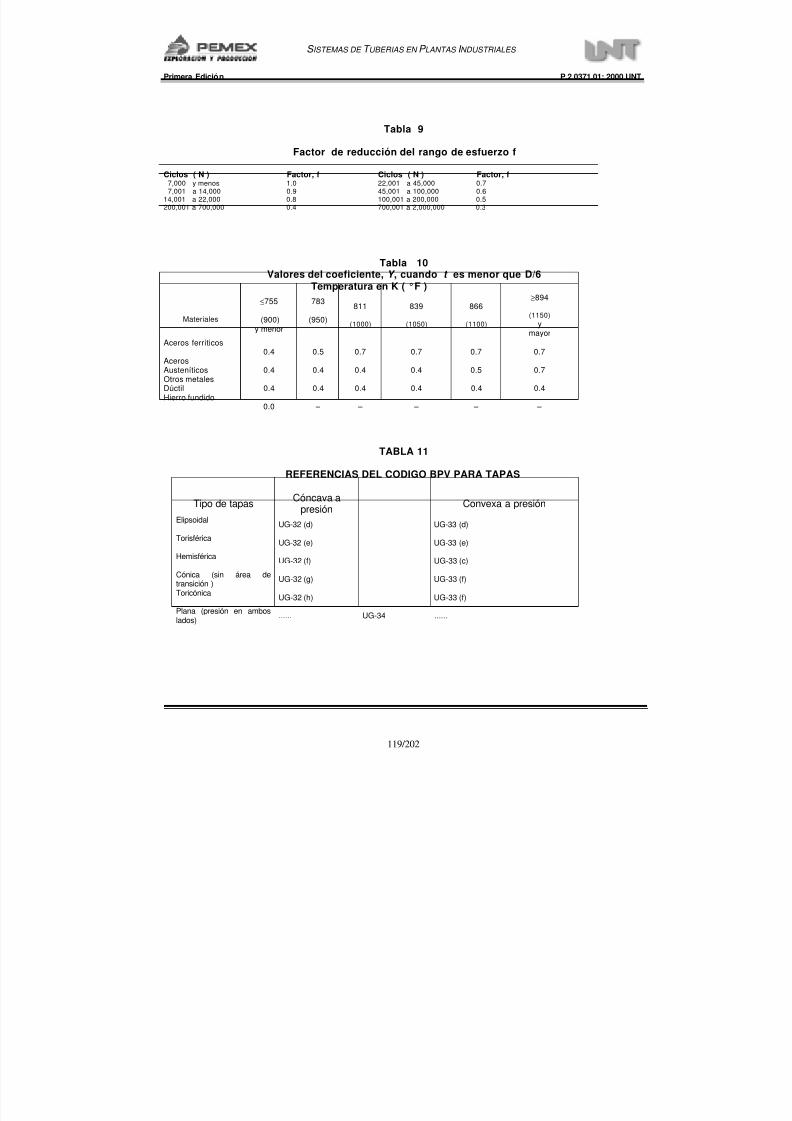
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 119/202

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 120/202
Primera Edición P.2.0371.01: 2000 UNT
120/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 12
Espesor mínimo de componentes de rosca macho1
Rango de diámetros [Nota(2)]Servicio defluido
Material sensible ala muesca mm pulg.
ESPESOR DE PARED MIN.
[NOTA (3)]
Normal Si [Nota (4)] ≤40 ≤1 ½ Ced. 8050 2 Ced. 4065 –150 2 ½ - 6 Ced. 40
Normal Si [Nota (5)] ≤50 ≤2 Ced. 40S65 –150 2 ½ - 6 Ced. 40S
Categoría D ambos ≤300 ≤12 Párr.10
Notas:(1) Usar el mayor establecido en el párrafo 10.2 .1.1 por el espesor mostrado en esta tabla.(2) Para diámetros nominales > 50 mm (2 pulg), la junta de debe ser protegida para un manejo de fluido roscados es inflamable, tóxicoo dañino a la piel humana.(3) El espesor nominal de pared está listado para cédula 40 y 80 en ASME B36.10M y para cédula 40S en ASME B36.19M.(4) Por ejemplo, acero al carbono.(5) Por ejemplo, acero inoxidable austenítico.
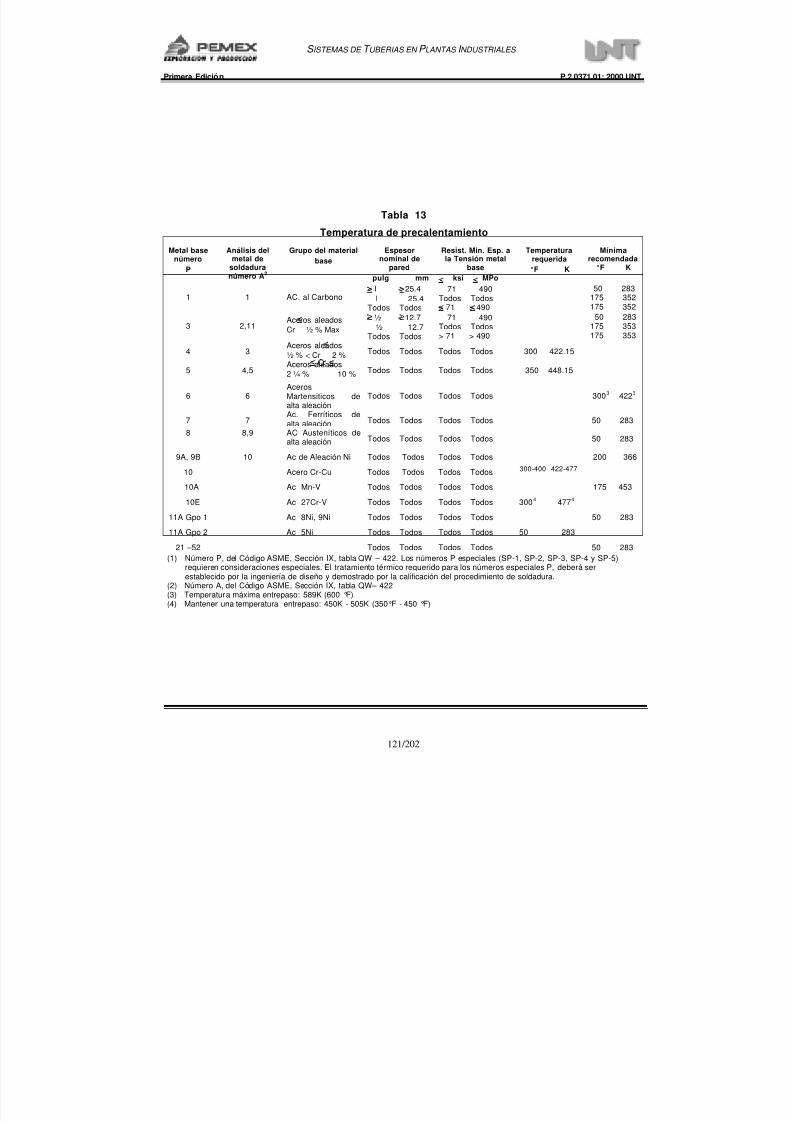
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 121/202
Primera Edición P.2.0371.01: 2000 UNT
121/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 13
Temperatura de precalentamiento
Metal basenúmero
P
Análisis delmetal de
soldaduranúmero A2
Grupo del materialbase
Espesornominal de
paredpulg mm
Resist. Min. Esp. ala Tensión metal
baseksi MPo
Temperaturarequerida°F K
Mínimarecomendada
°F K
1 1 AC. al Carbono< I < 25.4
I
25.4Todos Todos
71 490Todos Todos> 71 > 490
50 283175 352175 352
3 2,11Aceros aleadosCr
½ % Max
< ½ < 12.7
½
12.7Todos Todos
71
490Todos Todos> 71 > 490
50 283175 353175 353
4 3Aceros aleados½ % < Cr
2 % Todos Todos Todos Todos 300 422.15
5 4,5Aceros aleados2 ¼ %
10 % Todos Todos Todos Todos 350 448.15
6 6AcerosMartensiticos dealta aleación
Todos Todos Todos Todos 3003 4223
7 7Ac. Ferríticos dealta aleación Todos Todos Todos Todos 50 283
8 8,9 AC Austeníticos dealta aleación Todos Todos Todos Todos 50 283
9A, 9B 10 Ac de Aleación Ni Todos Todos Todos Todos 200 366
10 Acero Cr-Cu Todos Todos Todos Todos 300-400 422-477
10A Ac Mn-V Todos Todos Todos Todos 175 453
10E Ac 27Cr-V Todos Todos Todos Todos 3004 4774
11A Gpo 1 Ac 8Ni, 9Ni Todos Todos Todos Todos 50 283
11A Gpo 2 Ac 5Ni Todos Todos Todos Todos 50 283
21 –52 Todos Todos Todos Todos 50 283(1) Número P, del Código ASME, Sección IX, tabla QW – 422. Los números P especiales (SP-1, SP-2, SP-3, SP-4 y SP-5)
requieren consideraciones especiales. El tratamiento térmico requerido para los números especiales P, deberá serestablecido por la ingeniería de diseño y demostrado por la calificación del procedimiento de soldadura.
(2) Número A, del Código ASME, Sección IX, tabla QW– 422(3) Temperatura máxima entrepaso: 589K (600 °F)
(4) Mantener una temperatura entrepaso: 450K - 505K (350°F - 450 °F)
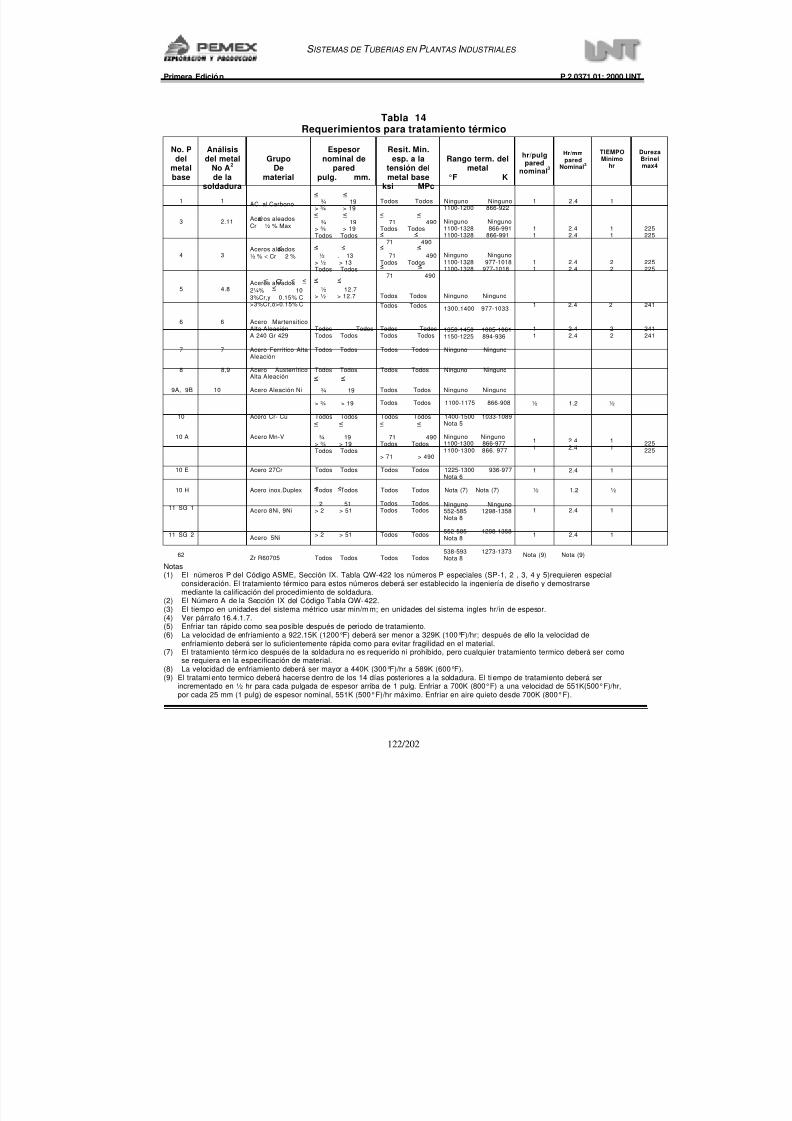
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 122/202
Primera Edición P.2.0371.01: 2000 UNT
122/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 14Requerimientos para tratamiento térmico
No. Pdelmetalbase
Análisisdel metalNo A2
de lasoldadura
GrupoDe
material
Espesornominal depared
pulg. mm.
Resit. Min.esp. a latensión delmetal base
ksi MPc
Rango term. delmetal
°F K
hr/pulgpared
nominal3
Hr/mmpared
Nominal3
TIEMPOMinimo
hr
DurezaBrinelmax4
1 1 AC. al Carbono ¾ 19> ¾ > 19
Todos Todos Ninguno Ninguno1100-1200 866-922
1 2.4 1
3 2.11 Aceros aleadosCr ½ % Max
¾ 19> ¾ > 19Todos Todos
71 490Todos Todos
71 490
Ninguno Ninguno1100-1328 866-9911100-1328 866-991
11
2.42.4
11
225225
4 3Aceros aleados½ % < Cr 2 % ½ . 13
> ½ > 13Todos Todos
71 490Todos Todos
71 490
Ninguno Ninguno1100-1328 977-10181100-1328 977-1018
11
2.42.4
22
225225
5 4.8Aceros aleados2¼% 10 3%Cr,y 0.15% C
>3%Cr,o>0.15% C
½ 12.7> ½ > 12.7 Todos Todos
Todos Todos
Ninguno Ninguno
1300.1400 977-1033 1 2.4 2 241
6 6 Acero MartensiticoAlta AleaciónA 240 Gr 429
Todos TodosTodos Todos
Todos TodosTodos Todos
1350-1450 1005-10611150-1225 894-936
11
2.42.4
22
241241
7 7 Acero Ferrítico AltaAleación
Todos Todos Todos Todos Ninguno Ninguno
8 8,9 Acero AusteníticoAlta Aleación
Todos Todos Todos Todos Ninguno Ninguno
9A, 9B 10 Acero Aleación Ni ¾ 19
> ¾ > 19
Todos Todos
Todos Todos
Ninguno Ninguno
1100-1175 866-908 ½ 1.2 ½
10 Acero Cr- Cu Todos Todos Todos Todos 1400-1500 1033-1089Nota 5
10 A Acero Mn-V ¾ 19> ¾ > 19Todos Todos
71 490Todos Todos
> 71 > 490
Ninguno Ninguno1100-1300 866-9771100-1300 866. 977
11
2.42.4
11
225225
10 E Acero 27Cr Todos Todos Todos Todos 1225-1300 936-977Nota 6
1 2.4 1
10 H Acero inox.Duplex Todos Todos Todos Todos Nota (7) Nota (7) ½ 1.2 ½
11 SG 1 Acero 8Ni, 9Ni 2 51> 2 > 51
Todos TodosTodos Todos
Ninguno Ninguno552-585 1298-1358Nota 8
1 2.4 1
11 SG 2 Acero 5Ni > 2 > 51 Todos Todos 552-585 1298-1358Nota 8
1 2.4 1
62 Zr R60705 Todos Todos Todos Todos538-593 1273-1373Nota 8 Nota (9) Nota (9)
Notas(1) El números P del Código ASME, Sección IX. Tabla QW-422 los números P especiales (SP-1, 2 , 3, 4 y 5)requieren especial
consideración. El tratamiento térmico para estos números deberá ser establecido la ingeniería de diseño y demostrarsemediante la calificación del procedimiento de soldadura.
(2) El Número A de la Sección IX del Código Tabla QW-422.(3) El tiempo en unidades del sistema métrico usar min/m m; en unidades del sistema ingles hr/in de espesor.(4) Ver párrafo 16.4.1.7.(5) Enfriar tan rápido como sea posible después de periodo de tratamiento.(6) La velocidad de enfriamiento a 922.15K (1200°F) deberá ser menor a 329K (100°F)/hr; después de ello la velocidad de
enfriamiento deberá ser lo suficientemente rápida como para evitar fragilidad en el material.(7) El tratamiento térm ico después de la soldadura no es requerido ni prohibido, pero cualquier tratamiento termico deberá ser como
se requiera en la especificación de material.(8) La velocidad de enfriamiento deberá ser mayor a 440K (300°F)/hr a 589K (600°F).(9) El tratami ento termico deberá hacerse dentro de los 14 días posteriores a la soldadura. El tiempo de tratamiento deberá ser
incrementado en ½ hr para cada pulgada de espesor arriba de 1 pulg. Enfriar a 700K (800°F) a una velocidad de 551K(500°F)/hr,por cada 25 mm (1 pulg) de espesor nominal, 551K (500°F)/hr máximo. Enfriar en aire quieto desde 700K (800°F).
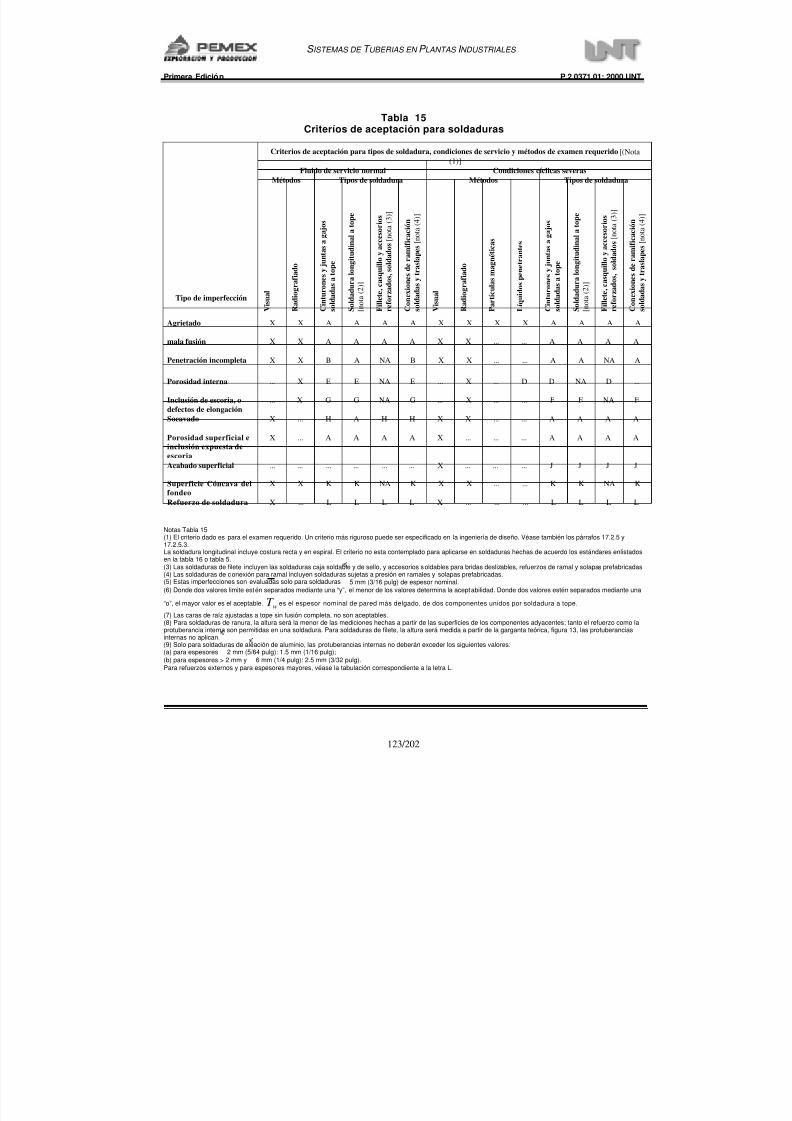
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 123/202
Primera Edición P.2.0371.01: 2000 UNT
123/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 15Criteríos de aceptación para soldaduras
Criterios de aceptación para tipos de soldadura, condiciones de servicio y métodos de examen requerido [(Nota(1)]
Fluido de servicio normal Condiciones cíclicas severasMétodos Tipos de soldadura Métodos Tipos de soldadura
Tipo de imperfección
V i s u a l
R a d i o g r a f i a d o
C i n
t u r o n e s y j u n t a s a g a j o s
s o l d a d a s a t o p e
S o l d a d u r a l o n g i t u d i n a l a t o p e
[ n o
t a
( 2 ) ]
F i l l
e t e , c a s q u i l l o y a c c e s o r i o s
r e f o r z a d o s , s o l d a d o s [ n o t a
( 3 ) ]
C o n e x i o n e s d e r a m i f i c a c i ó n
s o l d a d a s y t r a s l a p e s [ n o t a
( 4 ) ]
V i s u a l
R a d i o g r a f i a d o
P a r
t í c u l a s m a g n é t i c a s
L í q
u i d o s p e n e t r a n t e s
C i n
t u r o n e s y j u n t a s a g a j o s
s o l d a d a s a t o p e
S o l d a d u r a l o n g i t u d i n a l a t o p e
[ n o
t a
( 2 ) ]
F i l l
e t e , c a s q u i l l o y a c c e s o r i o s
r e f o r z a d o s , s o l d a d o s [ n o t a
( 3 ) ]
C o n e x i o n e s d e r a m i f i c a c i ó n
s o l d a d a s y t r a s l a p e s [ n o t a
( 4 ) ]
Agrietado X X A A A A X X X X A A A A
mala fusión X X A A A A X X ... ... A A A A
Penetración incompleta X X B A NA B X X ... ... A A NA A
Porosidad interna ... X E E NA E ... X ... D D NA D ...
Inclusión de escoria, odefectos de elongación
... X G G NA G ... X ... ... F F NA F
Socavado X ... H A H H X X ... ... A A A A
Porosidad superficial einclusión expuesta de
escoria
X ... A A A A X ... ... ... A A A A
Acabado superficial ... ... ... ... ... ... X ... ... ... J J J J
Superficie Cóncava delfondeo
X X K K NA K X X ... ... K K NA K
Refuerzo de soldadura X ... L L L L X ... ... ... L L L L
Notas Tabla 15(1) El criterio dado es para el examen requerido. Un criterio más riguroso puede ser especificado en la ingeniería de diseño. Véase también los párrafos 17.2.5 y17.2.5.3.La soldadura longitudinal incluye costura recta y en espiral. El criterio no esta contemplado para aplicarse en soldaduras hechas de acuerdo los estándares enlistadosen la tabla 16 o tabla 5.(3) Las soldaduras de filete incluyen las soldaduras caja soldable y de sello, y accesorios soldables para bridas deslizables, refuerzos de ramal y solapas prefabricadas.(4) Las soldaduras de conexión para ramal incluyen soldaduras sujetas a presión en ramales y solapas prefabricadas.(5) Estas imperfecciones son evaluadas solo para soldaduras
5 mm (3/16 pulg) de espesor nominal.(6) Donde dos valores limite estén separados mediante una “y”, el menor de los valores determina la aceptabilidad. Donde dos valores estén separados mediante una
“o”, el mayor valor es el aceptable. wT es el espesor nominal de pared más delgado, de dos componentes unidos por soldadura a tope.(7) Las caras de raíz ajustadas a tope sin fusión completa, no son aceptables.(8) Para soldaduras de ranura, la altura será la menor de las mediciones hechas a partir de las superficies de los componentes adyacentes; tanto el refuerzo como laprotuberancia interna son permitidas en una soldadura. Para soldaduras de filete, la altura será medida a partir de la garganta teórica, figura 13, las protuberanciasinternas no aplican.(9) Solo para soldaduras de aleación de aluminio, las protuberancias internas no deberán exceder los siguientes valores:(a) para espesores
2 mm (5/64 pulg): 1.5 mm (1/16 pulg);(b) para espesores > 2 mm y 6 mm (1/4 pulg): 2.5 mm (3/32 pulg).Para refuerzos externos y para espesores mayores, véase la tabulación correspondiente a la letra L.
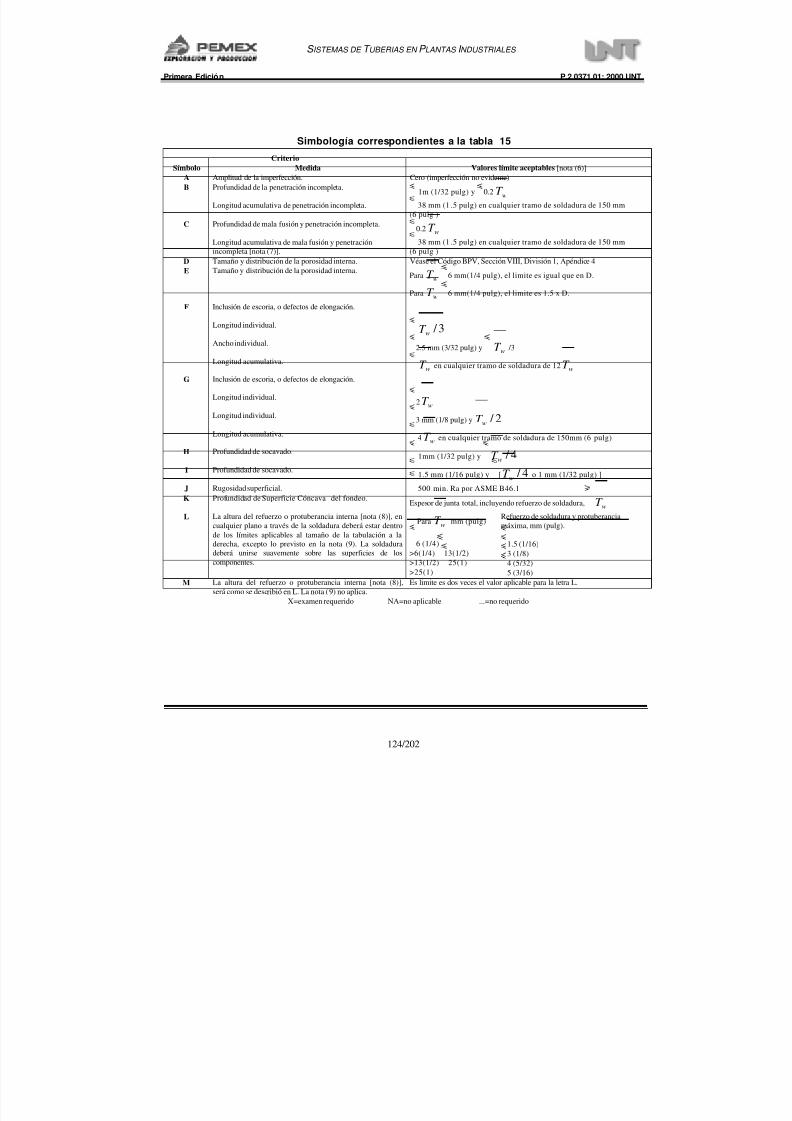
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 124/202
Primera Edición P.2.0371.01: 2000 UNT
124/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Simbología correspondientes a la tabla 15
CriterioSímbolo Medida Valores límite aceptables [nota (6)]
A Amplitud de la imperfección. Cero (imperfección no evidente)
B Profundidad de la penetración incompleta.
Longitud acumulativa de penetración incompleta.
1m (1/32 pulg) y
0.2wT
38 mm (1 .5 pulg) en cualquier tramo de soldadura de 150 mm
(6 pulg )
C Profundidad de mala fusión y penetración incompleta.
Longitud acumulativa de mala fusión y penetración
incompleta [nota (7)].
0.2 wT
38 mm (1 .5 pulg) en cualquier tramo de soldadura de 150 mm
(6 pulg )
D Tamaño y distribución de la porosidad interna. Véase el Código BPV, Sección VIII, División 1, Apéndice 4
E Tamaño y distribución de la porosidad interna.Para wT
6 mm(1/4 pulg), el limite es igual que en D.
Para wT
6 mm(1/4 pulg), el limite es 1.5 x D.
F Inclusión de escoria, o defectos de elongación.
Longitud individual.
Ancho individual.
Longitud acumulativa.
3 / wT
2.5 mm (3/32 pulg) y
wT /3
wT en cualquier tramo de soldadura de 12 wT
G Inclusión de escoria, o defectos de elongación.
Longitud individual.
Longitud individual.
Longitud acumulativa.
2 wT
3 mm (1/8 pulg) y 2 / wT
4 wT en cualquier tramo de soldadura de 150mm (6 pulg)
H Profundidad de socavado. 1mm (1/32 pulg) y 4 / wT
I Profundidad de socavado.
1.5 mm (1/16 pulg) y
[ 4 / wT o 1 mm (1/32 pulg) ]
J Rugosidad superficial.
500 min. Ra por ASME B46.1
K Profundidad de Superficie Cóncava del fondeo.Espesor de junta total, incluyendo refuerzo de soldadura,
wT
L La altura del refuerzo o protuberancia interna [nota (8)], en
cualquier plano a través de la soldadura deberá estar dentro
de los límites aplicables al tamaño de la tabulación a la
derecha, excepto lo previsto en la nota (9). La soldadura
deberá unirse suavemente sobre las superficies de los
componentes.
ParawT mm (pulg)
6 (1/4)
>6(1/4)
13(1/2)
>13(1/2)
25(1)
>25(1)
Refuerzo de soldadura y protuberancia
máxima, mm (pulg).
1.5 (1/16)
3 (1/8)
4 (5/32)
5 (3/16)
M La altura del refuerzo o protuberancia interna [nota (8)],
será como se describió en L. La nota (9) no aplica.
Es limite es dos veces el valor aplicable para la letra L.
X=examen requerido NA=no aplicable ...=no requerido

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 125/202
Primera Edición P.2.0371.01: 2000 UNT
125/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Notas para las tablas de esfuerzos permisiblesy factores de calidad para materiales de tuberíay tornillería.
Notas generales.
a) Los valores de esfuerzo permisible, losnúmeros P, los factores de junta y de fundición, lastemperaturas mínimas de las tablas 16, 17, 18 y19, así como las notas de referencia con barrasimple o doble de las tablas de esfuerzo, sonrequerimientos de la especificación.
b) Las notas de la (1) a la (7) están referidas enlos encabezados de las tablas, encabezados detipo de material y forma del producto; Las notas de
la (8) en adelante están referidas en las columnasde materiales específicos. Las notas marcadas conun asterisco (*) reafirman los requerimientos de laespecificación.
c) En esta especificación, no se han provistofactores de conversión para los valores de lastablas del apéndice 2. Para convertir los valores deesfuerzo de la tabla 16 a MPa correspondientes auna temperatura dada en C, se debe determinar latemperatura equivalente en F e interpolar paracalcular el valor de esfuerzo en ksi. Multiplique elvalor de esfuerzo por 6.895 para obtener el
esfuerzo permisible básico S en MPa a latemperatura dada.
Notas:
(1)* Los valores de esfuerzo permisible de la tabla16 y los valores de esfuerzo de diseño de la tabla17 corresponden a valores de esfuerzo permisiblebásicos en tensión de acuerdo con el párrafo10.2.3.1(a). Para el diseño por presión, los valoresde esfuerzo de la tabla 16 se multiplican por elfactor E (E c de la tabla 16A o E j de la tabla 16B).Los esfuerzos de corte o de aplastamiento estánindicados en el párrafo 10.2.3.1(b); los decompresión en el párrafo 10.2.3.1 (c).
(2)* Los factores de calidad de fundición E c de latabla 16A son factores básicos de acuerdo con elpárrafo 10.2.3.3(b). Los factores de calidad para
juntas longitudinales E j de la tabla 16B, sonfactores básicos de acuerdo al párrafo 10.2.3.4(a).Ver el párrafo 10.2.3.3(c) y 10.2.3.4(b) para
conocer más acerca de los factores de calidad.Véase también el párrafo 10.2.3.1(a) y pie de notanúmero 1.
(3) Los valores de esfuerzo permisible paraaceros inoxidables austeníticos pueden no seraplicables si el material ha recibido un tratamientotérmico final u otro tipo de tratamiento no requeridopor la especificación o por las notas de referencia(30) y (31).
(4)* Los valores de esfuerzo permisibleimpresos en letras cursivas exceden en 2/3 el valorprevisto de la cedencia a una temperatura dada.Los valores de esfuerzo permisible impresos enletras negritas son iguales al 90% del valor previsto
de la cedencia a una temperatura dada.
(5)* Véase el párrafo 16.2.2.1(f) para ladescripción de los grupos correspondientes a losnúmeros P.
(6)* El valor de temperatura mostrado, es latemperatura mínima de diseño para la cual elmaterial es normalmente conveniente sin requerirde la prueba de impacto, con excepción de otraspruebas requeridas por la especificación delmaterial. Sin embargo, el uso de un material a unatemperatura mínima de diseño por debajo de -
244K (-20°F) esta establecido en otra sección deesta especificación, incluyendo cualquierrequerimiento necesario de la prueba de impacto.Para los aceros al carbono con una letra en lacolumna de temperatura mínima, ver el párrafo8.2.2.(b), la curva aplicable y las notas de la figura1.
(7)* Una sola barra (|) adyacente al valor deesfuerzo, indica que el uso del material arriba (si labarra está a la derecha) o debajo (si la barra está ala izquierda) de la temperatura correspondiente severá afectado según lo descrito en la nota dereferencia. Una barra sola adyacente al valor de la”Temp. Min.” tiene el mismo significado. Una barradoble (||) adyacente al valor de esfuerzo indica queel uso de un material está prohibido por arriba dela temperatura correspondiente o por arriba decierta temperatura baja, dependiendo de lalocalización (según lo descrito arriba) y de la notade referencia. Una barra doble a la izquierda de “Temp. Min.“, indica la prohibición del material por
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 126/202
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 127/202
Primera Edición P.2.0371.01: 2000 UNT
127/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(18)* Esta especificación no incluye losrequerimientos de inspección radiografica al100%. Si este factor de junta va a ser utilizado, el
material será comprado en base a losrequerimientos especiales de la tabla 21, parasoldaduras a tope longitudinales con radiografiadodel 100% de acuerdo con la tabla 8.
(19) Esta especificación incluye los requerimientosde examinación radiográfica aleatoria para elcontrol de calidad. Si el factor de junta de 0.90 va aser utilizado, las soldaduras deben cumplir losrequerimientos de la tabla 21 para las soldaduras atope longitudinales con radiografíado puntual deacuerdo con la tabla 8. Ésta será una cuestión deespecial acuerdo entre el comprador y el
fabricante.
(20) Para diámetros de tubería ≥ 200 mm (8 pulg)con espesor de pared ≥ cédula 140, la resistenciaa la tensión mínima es de 483 Mpa (70 Ksi).
(21) Para espesores de material > 127 mm (5pulg), la resistencia a la tensión mínima es de 483Mpa (70 Ksi).
(21a) Para espesores de material > 127 mm (5pulg), la resistencia a la tensión mínima es de 448Mpa (65 Ksi).
(22) Para tubería con un diámetro exterior menora 51 mm (2 pulg) y una relación D/t menor a 15, laresistencia a la tensión mínima para soldaduras(calificación) y los valores de esfuerzos permisiblesmostrados serán multiplicados por 0.90. Esterequerimiento puede ser omitido si se demuestraque el procedimiento de soldadura que se utilizaráproducirá consistentemente soldaduras quecumplan con la resistencia a la tensión mínimamencionada de 165 MPa (24 Ksi).
(23) Las conexiones soldables de aleación de
aluminio que se apeguen a las dimensiones delMSS SP-43 deben contar con soldaduras depenetración completa.
(24) El esfuerzo de cedencia no esta indicado enla especificación del material. El valor mostradoesta basado en el esfuerzo de cedencia demateriales con características similares.
(25) Este acero puede desarrollar fragilidad porfisuras arriba de una temperatura de servicio deaproximadamente 589K (600°F) o mayores.
(26) Este grado inestable de acero inoxidabletiende cada vez más a precipitar carburosintergranulares en cuanto el contenido del carbonoaumenta sobre 0.03%.
(27) Para temperaturas por arriba de los 700.15K(800°F), estos valores de esfuerzo permisibleaplican solo cuando el contenido de carbono es delorden de 0.04% o mayor.
(28) Para temperaturas por arriba de los 811.15°K(1000°F), estos valores de esfuerzo permisible
aplican solo cuando el contenido de carbono es delorden de 0.04% o mayor.
(29) Los valores de esfuerzo permisible por arribade una temperatura de 811.15K (1000°F)enumerados aquí serán utilizados solamentecuando el tamaño de grano de acero austenítico,según lo definido en ASTM E 112, sea No. 6 omenor (grano más grueso). De otra forma, seránutilizados valores de esfuerzo permisible másbajos enumerados para el mismo material,especificación y grado.
(30) Para temperaturas por arriba de los 811.15K(1000°F), estos valores de esfuerzo permisiblepueden ser utilizados solo si el material ha sidotratado térmicamente a una temperatura mínimade 1366K (2000°F).
(31) Para temperaturas por arriba de los 811.15K(1000°F), estos valores de esfuerzo permisiblepueden ser utilizados solo si el material ha sidotratado térmicamente mediante un calentamiento auna temperatura mínima de 1311K (1900°F) ytemplado en agua u otro tipo de enfriamientorápido.
(32) Los valores de esfuerzo permisiblemostrados, son para materia prima de muy bajaresistencia, permitida por la especificación para lafabricación de este grado de conexiones. Si seutiliza materia prima de mayor resistencia, puedenser utilizados en diseño, valores de esfuerzopermisible más altos para ese material.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 128/202
Primera Edición P.2.0371.01: 2000 UNT
128/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(33) En las construcciones donde sea utilizado elproceso de soldadura y se empleen materialesendurecidos mediante trabajo mecánico, utilice
valores de esfuerzo permisible para materialrevenido, en las construcciones donde seautilizado el proceso de soldadura y se empleenmateriales endurecidos por precipitación, utilicevalores especiales de esfuerzo permisible dadosen las tablas.
(34) Si el material es soldable, valores de esfuerzopermisible para condiciones de revenido deben serutilizados.
(35) Este acero esta proyectado para servicio enaltas temperaturas; a temperatura ambiente este
material puede tener ductilidad baja y/ocaracterísticas de bajo impacto, sin embargo,puede ser utilizado por arriba de la temperaturaindicada mediante una sola barra (|).
(36) La especificación permite que este materialsea suministrado sin tratamiento térmico. Cuandoel material no ha sido tratado térmicamente, latemperatura mínima será 244.15K (-20°F) a menosque el material sea probado por impacto por elpárrafo. 8.1.3.
(37) Los requerimientos de prueba de impacto
para conexiones sin costura, deberán estargobernados por los datos indicados en la tabla dela especificación particular del material en losgrados permitidos (A 312, A 240, y A 182). Cuandose utilizan materiales A 276 en la manufactura deestas conexiones, deberán aplicarse las notas, lastemperaturas mínimas, y los esfuerzos permisiblespara grados comparables de material A 240.
(38) Cuando es suministrado en una condición detemple o revenido, este material puede serutilizado a una temperatura no menor de 228.15K(-50°F) sin prueba del impacto.
(39) Cuando este material es utilizado por debajode 244.15K (-20°F), deberá ser probado porimpacto si el contenido de carbono esta por arribade 0.10%.
(40) Este factor de calidad de fundición puede seraumentado.
(41) Los esfuerzos de diseño para el temple porextrusión en frío, están basados en propiedades derolado en caliente, hasta obtener datos directos de
esfuerzo por extrusión en frío.
(42) Esta es una especificación de producto. Sonnecesarios los esfuerzos de diseño. Laslimitaciones de temperatura para los materialescubiertos por esta especificación son:
Grados 1 y 2 -20 a 900°F(244 a 753K)Grados 2H y 2HM -50 a 1100°F(227 a 866K)Grado 3 -20 a 1100°F(244 a 866K)Grado 4 [Véase nota (42a)] -150 a 1100°F(172 a 866K)Grado 6 -20 a 800°F(244 a 427K)Grados 7 y 7M [Véase nota(42a)] -150 a 1100°F(172 a 866K)Grado 8FA[Véase nota (39)] -20 a 800°F(244 a 427K)Grados 8MA y 8TA -325 a 1500°F(75 a 816K)
Grados 8, 8A y 8CA -425 a 1500°F(19 a 816K)
(42a) Cuando este material es utilizado pordebajo de 227.15K (-50°F), deberá ser probado porimpacto tal y como es requerido por laespecificación A320 grado L7.
(43) Los valores de esfuerzo dados para estematerial no son aplicables cuando se empleesoldadura o corte térmico.
(44) Este material no debe ser unido porsoldadura.
(45) Los valores de esfuerzo mostrados sonaplicables solamente para forjas del tipo “die” (entroquel).
(46) La letra “a” indica aleaciones norecomendables para soldadura, las cuales de serunidas por soldadura, y deben ser calificadasindividualmente. La letra “b” indica aleaciones basecobre que deben ser calif icadas individualmente.
(47) Si la soldadura no es utilizada en lafabricación de tubería mediante este material, los
valores de esfuerzo deben incrementarse a 230Mpa(33.3 Ksi).
(48) Para este material de fundición gris, con unlímite máximo de temperatura de 505.15K (450°F),el esfuerzo a utilizar es el mismo que se muestraen la columna 477.15K (400°F).
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 129/202
Primera Edición P.2.0371.01: 2000 UNT
129/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(49) Si la composición química de este grado es talque pueda ser endurecible, se requiere lacalificación bajo no. P6.
(50) Este material esta agrupado en P-No. 7debido a que su endurecibilidad es baja.
(51) Los números P especiales SP-1, SP-2, SP-3,SP-4 y SP-5 para acero al carbono no estánincluidos en el número P1 debido a su altocontenido de carbono, altas combinaciones delmanganeso, o posibles microaleaciones, querequerirán de una consideración especial en lacalificación. La calificación de cualquier grado deacero alto carbono, el alto grado de manganesopuede ser ampliada a otros grados dentro de su
grupo.
(52) Las aleaciones Cobre-silicio no siempre sonconvenientes cuando están expuesta a ciertosambientes y a temperatura alta, particularmentearriba de los 373.15K (212°F). El usuario debeasegurarse que la aleación seleccionada seasatisfactoria para el servicio para el cual va serutilizado.
(53) El relevado de esfuerzos es necesario paraservicios arriba de los 505.15K(450°F).
(54) La temperatura máxima de operación estaarbitrariamente establecida en 533.15K (500°F),porque el temple duro afecta adversamente elesfuerzo de diseño en los rangos de termofluencia.
(55) Los tubos fabricados bajo esta especificación,no han sido previstos para servicios de altatemperatura. Los valores de esfuerzo aplican amateriales no expandidos o expandidos en frío,condición de rolado, normalizado o normalizadotemplado.
(56) Debido a la inestabilidad térmica, estematerial no es recomendado para servicios arribade 700K (800°F).
(57) Transformaciones de carburos a grafitopueden ocurrir después de prolongadas
exposiciones a temperaturas arriba de los 700K(800°F).
(58) Transformaciones de carburos a grafitopueden ocurrir después de prolongadasexposiciones a temperaturas arriba de los 741.15K(875°F).
(59) Para temperaturas por arriba de los 755.15K(900°F), considérense las ventajas del acerodesoxidado.
(60) Para todas la temperaturas de diseño, ladureza máxima inmediatamente debajo de lasraíces de la cuerda de roscas deberá ser RockwellC35.
(61) Destemplado aproximadamente a 1255.15K(1800°F).
(62) Destemplado aproximadamente a 1394.15K(2050°F).
(63) Para temples con relevado de esfuerzo (T351,T3510, T3511, T451, T4510, T4511, T651, T6510,T6511), valores de esfuerzo para materiales en lostemples listados deberán ser usados.
(64) La mínima resistencia la tensión en la sección
reducida de una probeta sometida a tensión, deacuerdo con el Código ASME BPV, sección IX,QW462.1, no debe ser menor de 758Mpa(110.0Ksi).
(65) La temperatura mínima mostrada, es paraparedes más gruesas permitidas por laespecificación. La temperatura mínima paraparedes delgadas debe ser como se muestra en latabla siguiente:
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 130/202
Primera Edición P.2.0371.01: 2000 UNT
130/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Temperatura para prueba de impacto (°F) para espesor de placa mostradoSpec. No. y grado 25 mm Max. 51 mm Max. De 51 a 76 mmA 203 A -68 -68 -59A 203B -68 -68 -59A 203 D -101 -101 -87A 203 E -101 -101 -87
Temperatura para prueba de impacto (°F) para espesor de placa mostradoSpec. No. y grado 1” Max. 2” Max. De 2 a 3”A 203 A -90 -90 -75A 203B -90 -90 -75A 203 D -150 -150 -125A 203 E -150 -150 -125
(66) Los valores de esfuerzo permisible mostradosson 90% de los correspondientes al material base.
(67) Para el uso bajo este código, el tratamientotérmico para tubo fabricado como A671, A672, y
A691 debe estar de acuerdo a los requerimientosdel párrafo 16.4, dependiendo del materialutilizado. En algunos casos, el párrafo 15.4 norequiere de tratamiento térmico. En estos casos, siel usuario no requiere ningún radiografiado, ladesignación será la clase 13. Si se requiere deradiografiado al 100%, la clase será 12. Si eltratamiento térmico es requerido por el espesor dela placa o por el diseño de la ingeniería, ladesignación será clase 23(sin radiografiado) o 22(radiografiado al 100%).
(68) La probeta para la prueba de tensión de placa
con 12.7 mm(1/2 pulg) de espesor y mayor, esmaquinada del material base y no incluye laaleación de revestimiento (cladding); por lo tanto,los valores de la tensión enumerados son para losmateriales con espesor menor a 12,7 milímetros.
(69) Este material debe ser utilizado solo enaplicaciones no presurizadas.
(70) La aleación 625 (UNS No. 6625) en condicióndestemplada esta sujeta a pérdida severa deresistencia al impacto a la temperatura ambientedespués de una exposición en el rango de811.15K a 1033K (1000°F 1400°F).
(71) Estos materiales están normalmentemicroaleados con Cb, V y/o Ti. Lasespecificaciones suplementarias convenidas entreel fabricante y el comprador establecencomúnmente químicas más restrictivas que laespecificación base, así como la especificación derolado de placa y los requerimientos para
soldabilidad (por ejemplo, Carbono - equivalente) yla tenacidad.
(72) Para servicios a temperaturas mayores a los727.15K (850°F), el metal soldable debe tener un
contenido de carbono mayor a 0.05%.
(73) Se requiere tratamiento térmico después delproceso de soldadura en todos los productos deZirconia grado R60705. Véase la tabla 14.
(74) Las propiedades mecánicas de conexionesforjadas deben cumplir con los requerimientos delas especificaciones para barra o forjas listados enla tabla de B 366.
(75) Los valores de esfuerzo mostrado son paramateriales en condiciones de normalizado y
templado, o cuando el tratamiento térmico esdesconocido. Si el material esta destemplado,utilice los siguientes valores arriba de 783K(950°F):
Temp., °F 1000
1050
1100
1150
1200
S, Ksi 8.0 5.7 3.8 2.4 1.4
(76) En esta especificación la prueba hidrostáticaes opcional (no requerida). Para uso bajo estaespecificación, la prueba hidrostática es necesaria.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 131/202
Primera Edición
131/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
T a b l a 16Esfuerzos básicos permisibles de tensión para metalesLos números en paréntesis se refieren a notas que anteceden estas tablas.
Esfuerzo básico permisible S, ksi Material Espec.
No.P - No.
( 5 )Grado Notas Temp.
Mínima°F ( 6 )
Resistencia Min.Especificada, ksiTensión Fluencia
Temperatura Min.a 100 200 300
Hierro
Fundiciones ( 2 )
Gris A 48 20 (8e) (48) - 20 20
Gris A 278 20 (8e) (48) - 20 20 2.0 2.0 2.0
Gris A 126 A (8e) (9) (48) - 20 21
Gris A 48 25 (8e) (48) - 20
Gris A 278 25 (8e) (48) - 20 25 2.5 2.5 2.5
Gris A 48 30 (8e) (48) - 20 30Gris A 278 30 (8e) (48) - 20 30 3.0 3.0 3.0
Gris A 126 8 (8e) (9) (48) - 20 31
Gris A 48 35 (8e) (48) - 20
Gris A 278 35 (8e) (48) - 20 35 3.5 3.5 3.5
Gris A 48 40 (8e) (9) (48) - 20 40 4.0 4.0 4.0
Gris A 126 C (8e) (9) (48) - 20 41
Gris A 278 40 (8e) (9) (53) - 20 40 4.0 4.0 4.0
Gris A 48 45 (8e) (48) - 20 45 4.5 4.5 4.5
Gris A 48 50 (8e) (48) - 20 50 5.0 5.0 5.0
Gris A 278 50 (8e) (53) - 20 50 5.0 5.0 5.0
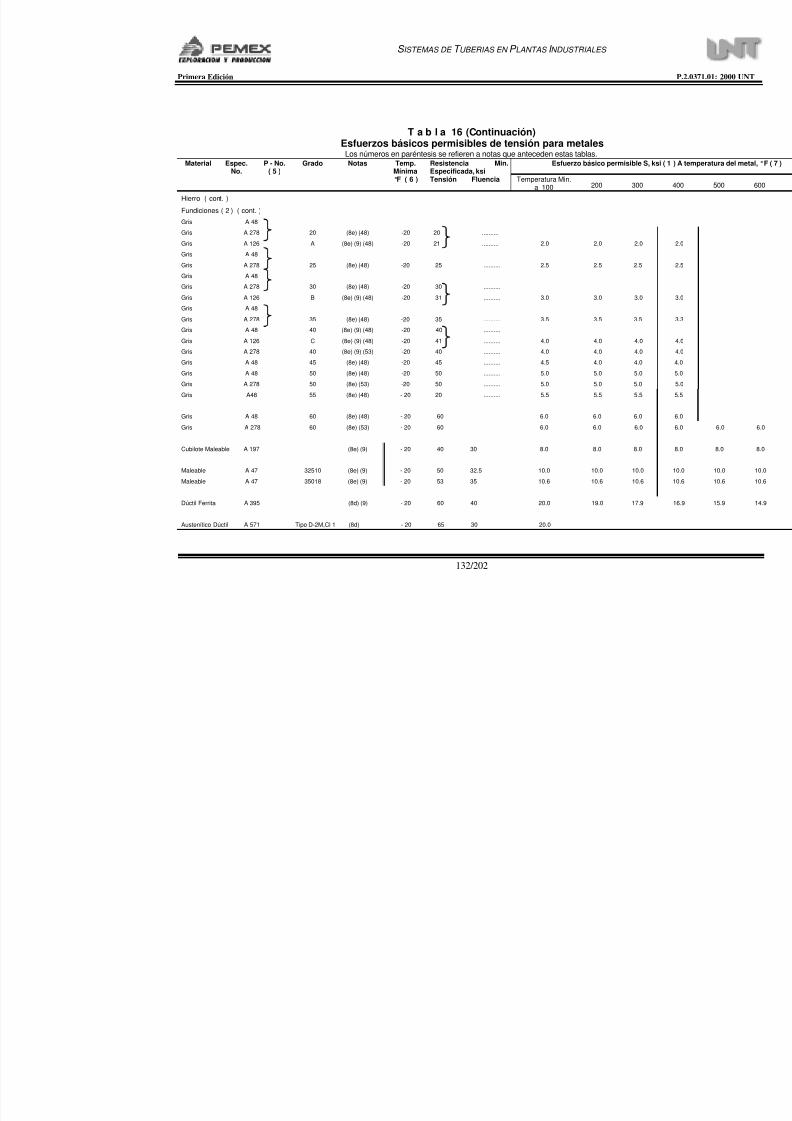
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 132/202
Primera Edición
132/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
T a b l a 16 (Continuación)Esfuerzos básicos permisibles de tensión para metalesLos números en paréntesis se refieren a notas que anteceden estas tablas.
Esfuerzo básico permisible S, ksi Material Espec.No.
P - No.( 5 )
Grado Notas Temp.Mínima°F ( 6 )
Resistencia Min.Especificada, ksiTensión Fluencia Temperatura Min.
a 100 200 300
Hierro ( cont. )
Fundiciones ( 2 ) ( cont. )
Gris A 48
Gris A 278 20 (8e) (48) -20 20 ..........
Gris A 126 A (8e) (9) (48) -20 21 .......... 2.0 2.0 2.0
Gris A 48
Gris A 278 25 (8e) (48) -20 25 .......... 2.5 2.5 2.5
Gris A 48
Gris A 278 30 (8e) (48) -20 30 ..........
Gris A 126 B (8e) (9) (48) -20 31 .......... 3.0 3.0 3.0
Gris A 48
Gris A 278 35 (8e) (48) -20 35 .......... 3.5 3.5 3.5
Gris A 48 40 (8e) (9) (48) -20 40 ..........
Gris A 126 C (8e) (9) (48) -20 41 .......... 4.0 4.0 4.0
Gris A 278 40 (8e) (9) (53) -20 40 .......... 4.0 4.0 4.0
Gris A 48 45 (8e) (48) -20 45 .......... 4.5 4.0 4.0
Gris A 48 50 (8e) (48) -20 50 .......... 5.0 5.0 5.0
Gris A 278 50 (8e) (53) -20 50 .......... 5.0 5.0 5.0
Gris A48 55 (8e) (48) - 20 20 .......... 5.5 5.5 5.5
Gris A 48 60 (8e) (48) - 20 60 6.0 6.0 6.0
Gris A 278 60 (8e) (53) - 20 60 6.0 6.0 6.0
Cubilote Maleable A 197 (8e) (9) - 20 40 30 8.0 8.0 8.0
Maleable A 47 32510 (8e) (9) - 20 50 32.5 10.0 10.0 10.0
Maleable A 47 35018 (8e) (9) - 20 53 35 10.6 10.6 10.6
Dúctil Ferrita A 395 (8d) (9) - 20 60 40 20.0 19.0 17.9
Austenítico Dúctil A 571 Tipo D-2M,Cl 1 (8d) - 20 65 30 20.0
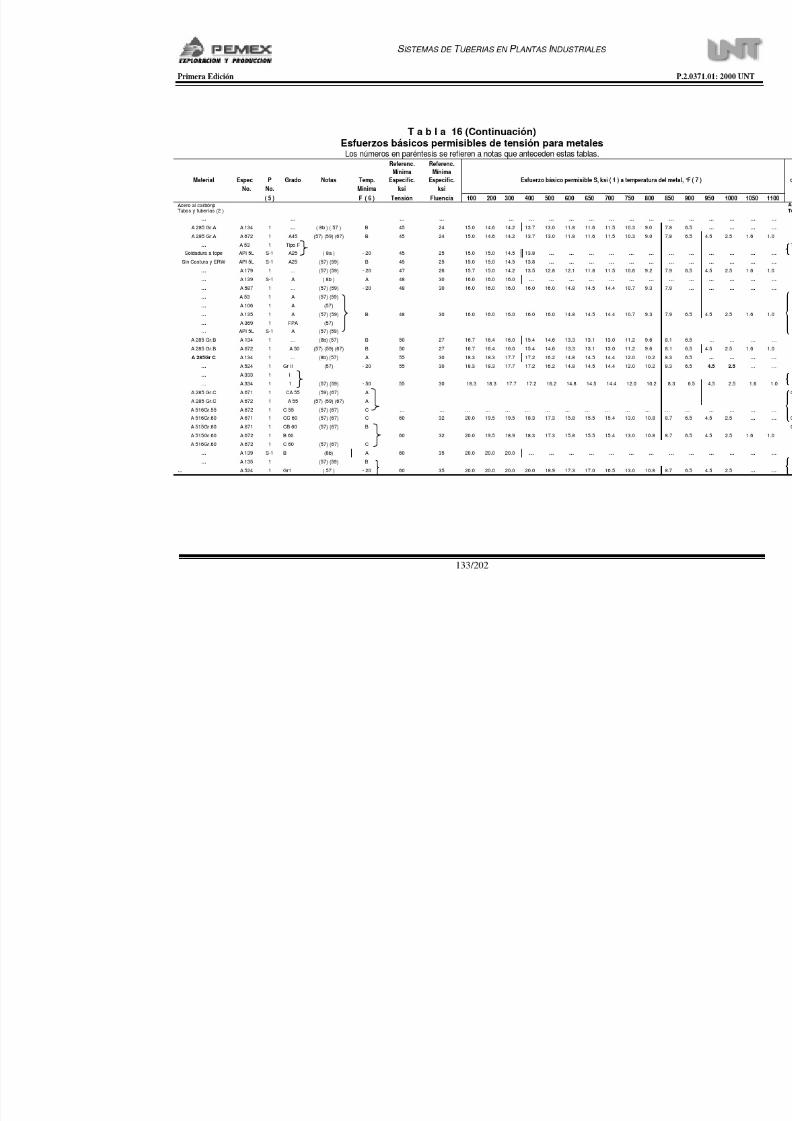
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 133/202
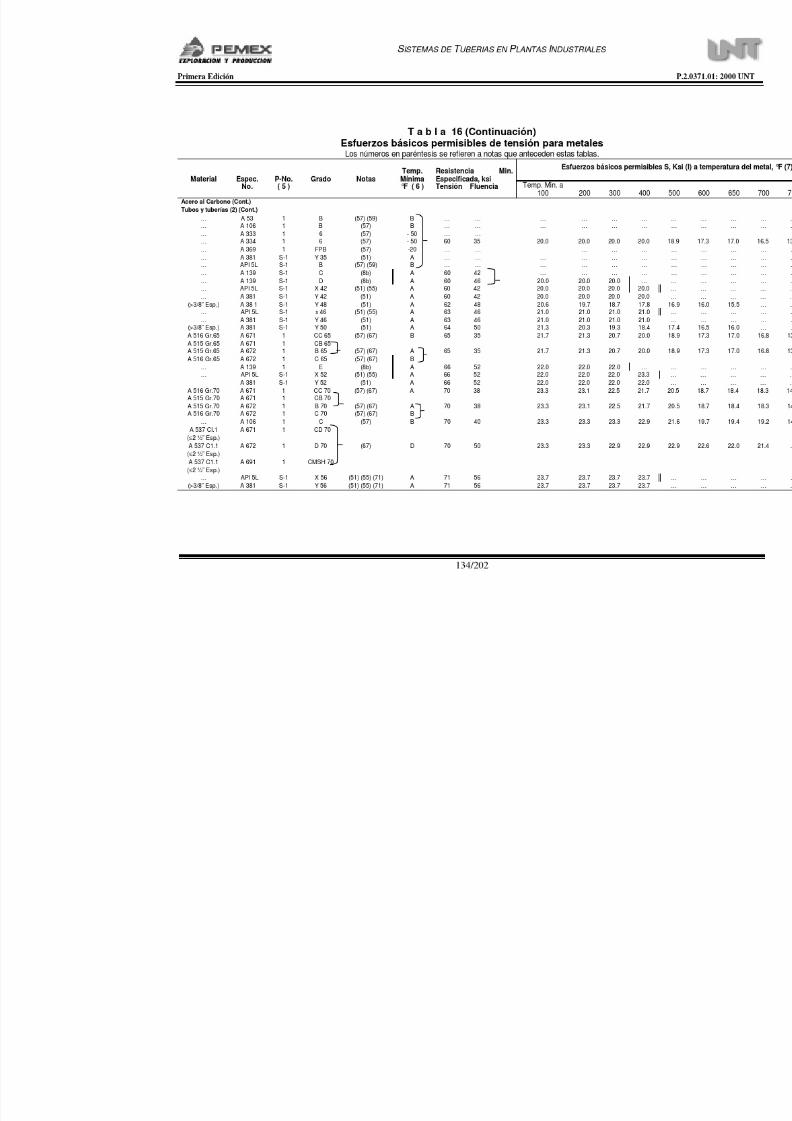
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 134/202
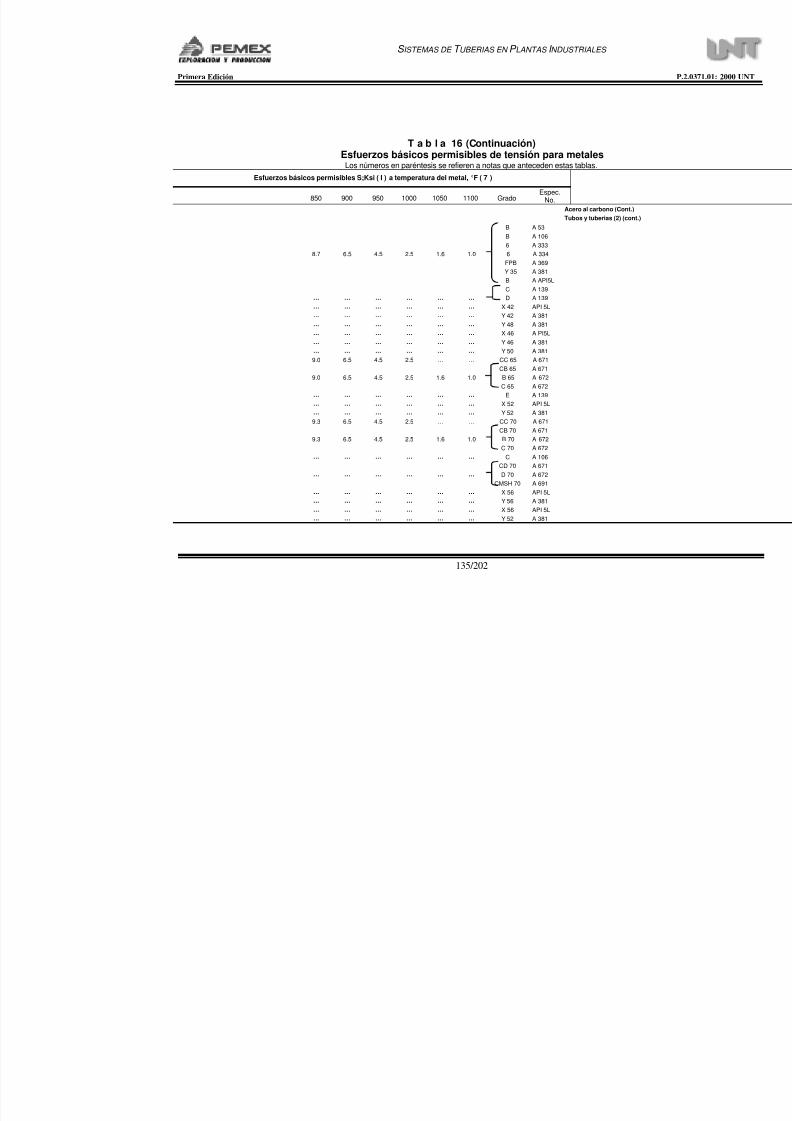
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 135/202
Primera Edición
135/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
T a b l a 16 (Continuación)Esfuerzos básicos permisibles de tensión para metalesLos números en paréntesis se refieren a notas que anteceden estas tablas.
Esfuerzos básicos permisibles S;Ksi ( I ) a temperatura del metal, °F ( 7 )
850 900 950 1000 1050 1100 GradoEspec.
No.Acero al carbono (Cont.) Tubos y tuberias (2) (cont.)
B A 53
B A 106
6 A 333
8.7 6.5 4.5 2.5 1.6 1.0 6 A 334
FPB A 369
Y 35 A 381
B A API5L
C A 139… … … … … … D A 139… … … … … … X 42 API 5L… … … … … … Y 42 A 381… … … … … … Y 48 A 381… … … … … … X 46 A PI5L… … … … … … Y 46 A 381… … … … … … Y 50 A 381
9.0 6.5 4.5 2.5 … … CC 65 A 671
CB 65 A 671
9.0 6.5 4.5 2.5 1.6 1.0 B 65 A 672
C 65 A 672… … … … … … E A 139… … … … … … X 52 API 5L… … … … … … Y 52 A 381
9.3 6.5 4.5 2.5 … … CC 70 A 671
CB 70 A 671
9.3 6.5 4.5 2.5 1.6 1.0 B 70 A 672
C 70 A 672… … … … … … C A 106
CD 70 A 671… … … … … … D 70 A 672
CMSH 70 A 691… … … … … … X 56 API 5L… … … … … … Y 56 A 381… … … … … … X 56 API 5L… … … … … … Y 52 A 381
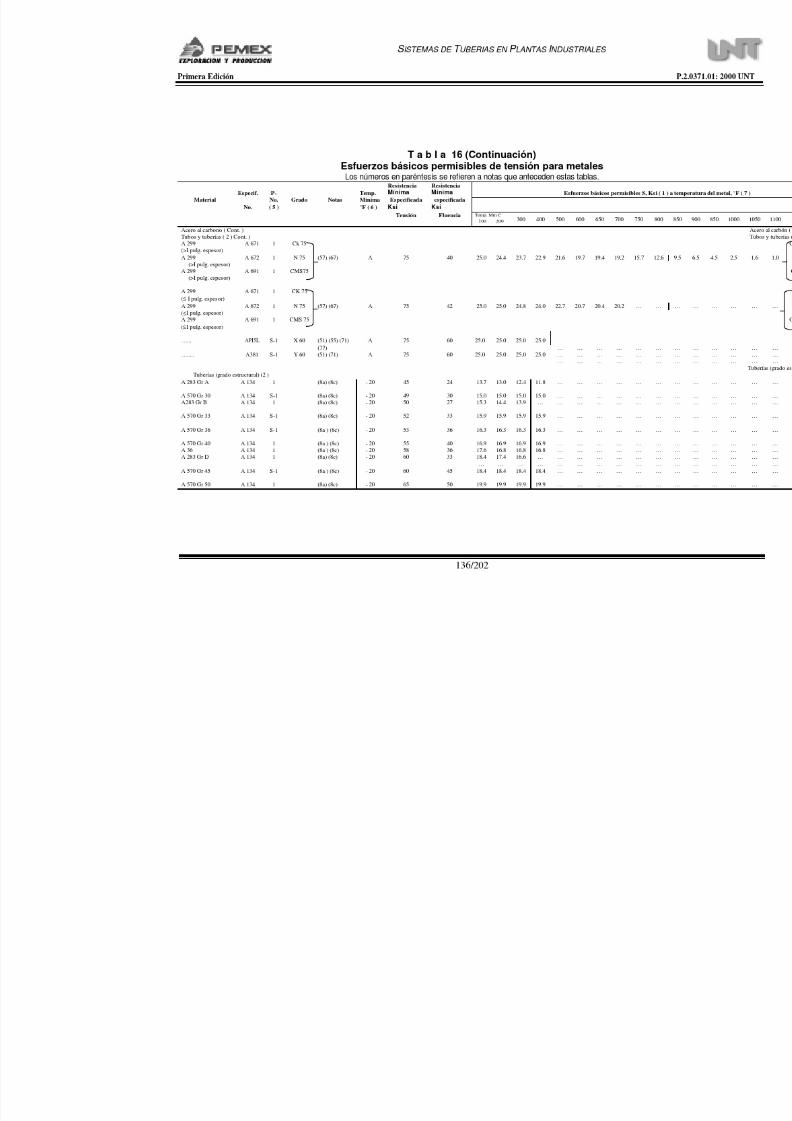
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 136/202
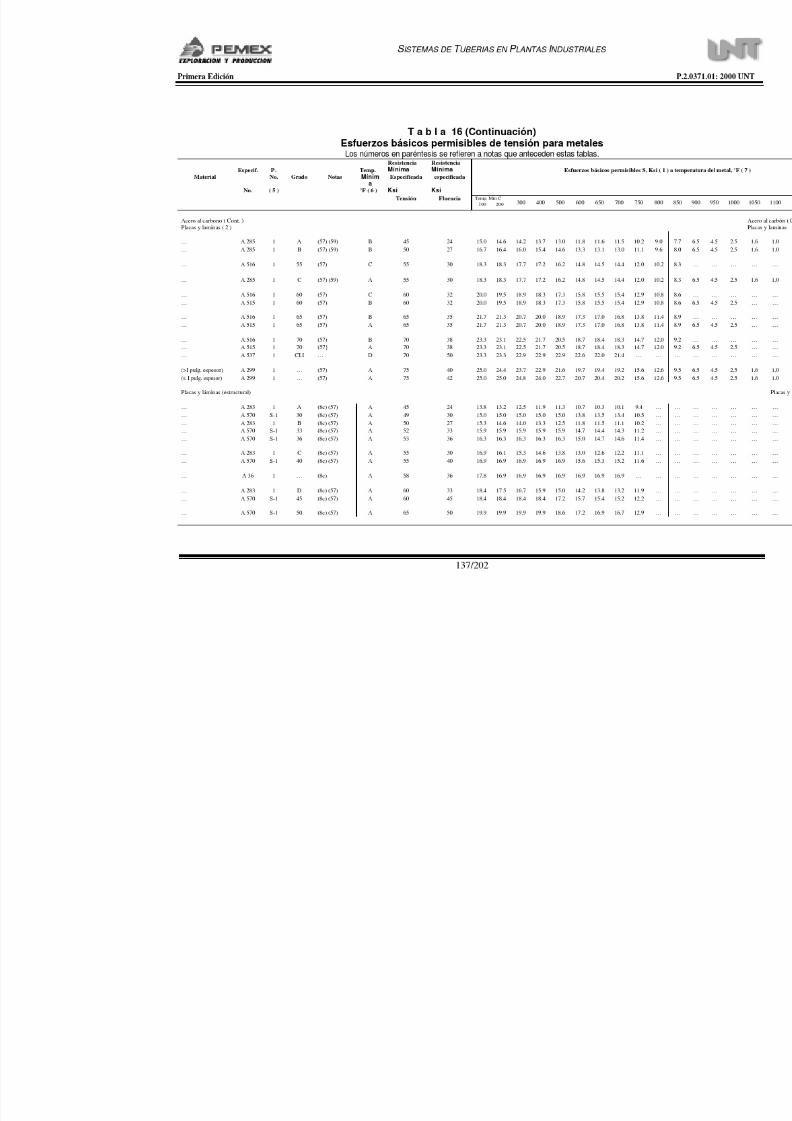
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 137/202
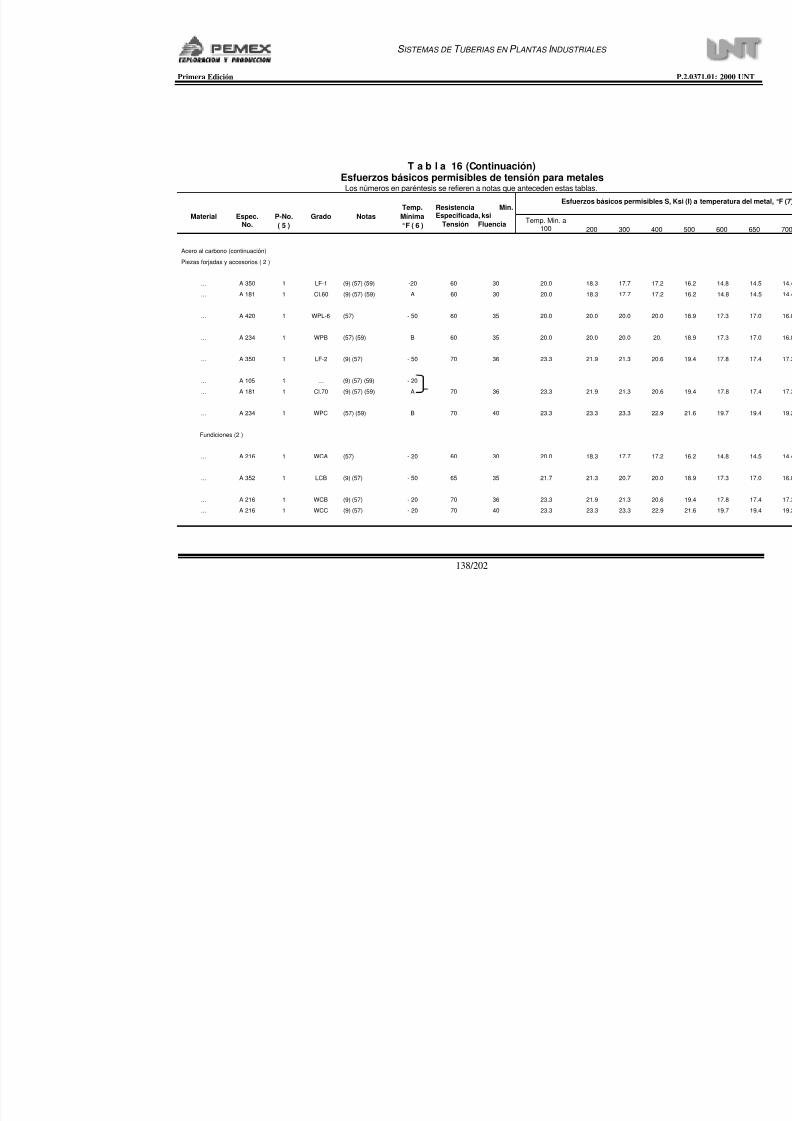
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 138/202
Primera Edición
138/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
T a b l a 16 (Continuación)Esfuerzos básicos permisibles de tensión para metalesLos números en paréntesis se refieren a notas que anteceden estas tablas.
Esfuerzos básicos permisibles
Material Espec.No.
P-No.( 5 )
Grado NotasTemp.Mínima°F ( 6 )
Resistencia Min.Especificada, ksi
Tensión Fluencia Temp. Min. a100 200 300 400
Acero al carbono (continuación)
Piezas forjadas y accesorios ( 2 )
… A 350 1 LF-1 (9) (57) (59) -20 60 30 20.0 18.3 17.7 17.2
… A 181 1 CI.60 (9) (57) (59) A 60 30 20.0 18.3 17.7 17.2
… A 420 1 WPL-6 (57) - 50 60 35 20.0 20.0 20.0 20.0
… A 234 1 WPB (57) (59) B 60 35 20.0 20.0 20.0 20.
… A 350 1 LF-2 (9) (57) - 50 70 36 23.3 21.9 21.3 20.6
… A 105 1 … (9) (57) (59) - 20
… A 181 1 Cl.70 (9) (57) (59) A 70 36 23.3 21.9 21.3 20.6
… A 234 1 WPC (57) (59) B 70 40 23.3 23.3 23.3 22.9
Fundiciones (2 )
… A 216 1 WCA (57) - 20 60 30 20.0 18.3 17.7 17.2
… A 352 1 LCB (9) (57) - 50 65 35 21.7 21.3 20.7 20.0
… A 216 1 WCB (9) (57) - 20 70 36 23.3 21.9 21.3 20.6
… A 216 1 WCC (9) (57) - 20 70 40 23.3 23.3 23.3 22.9
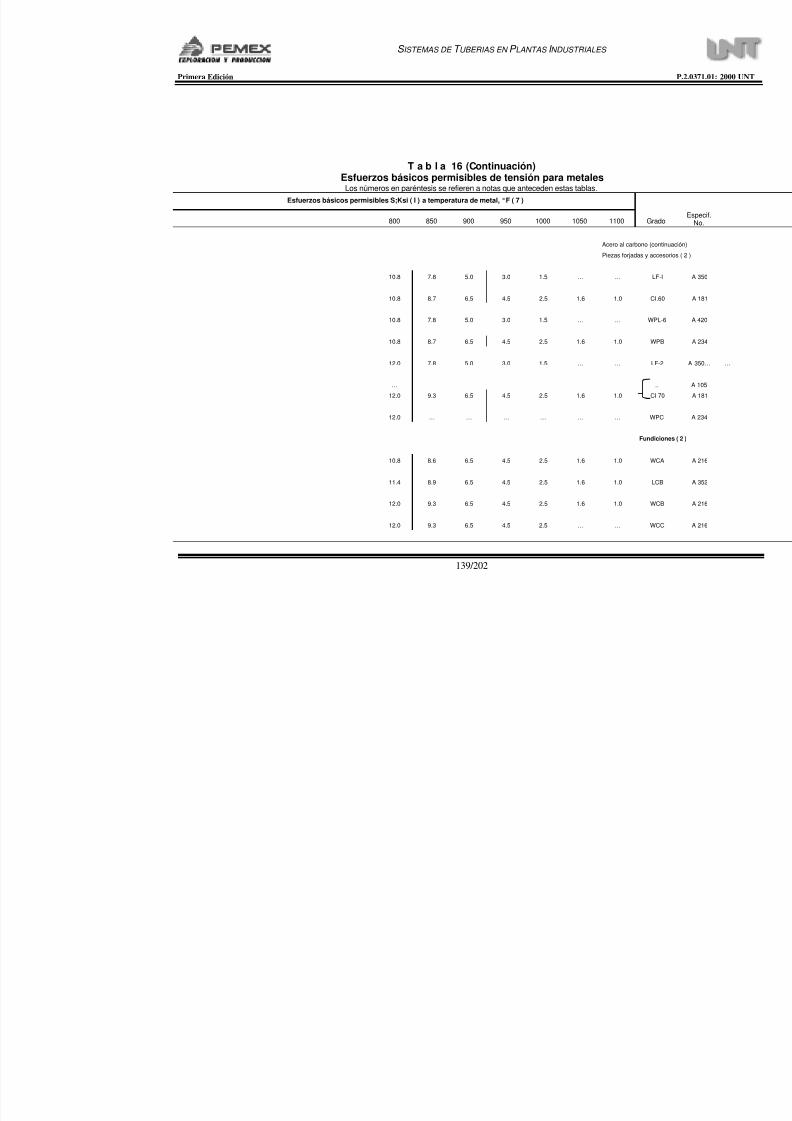
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 139/202
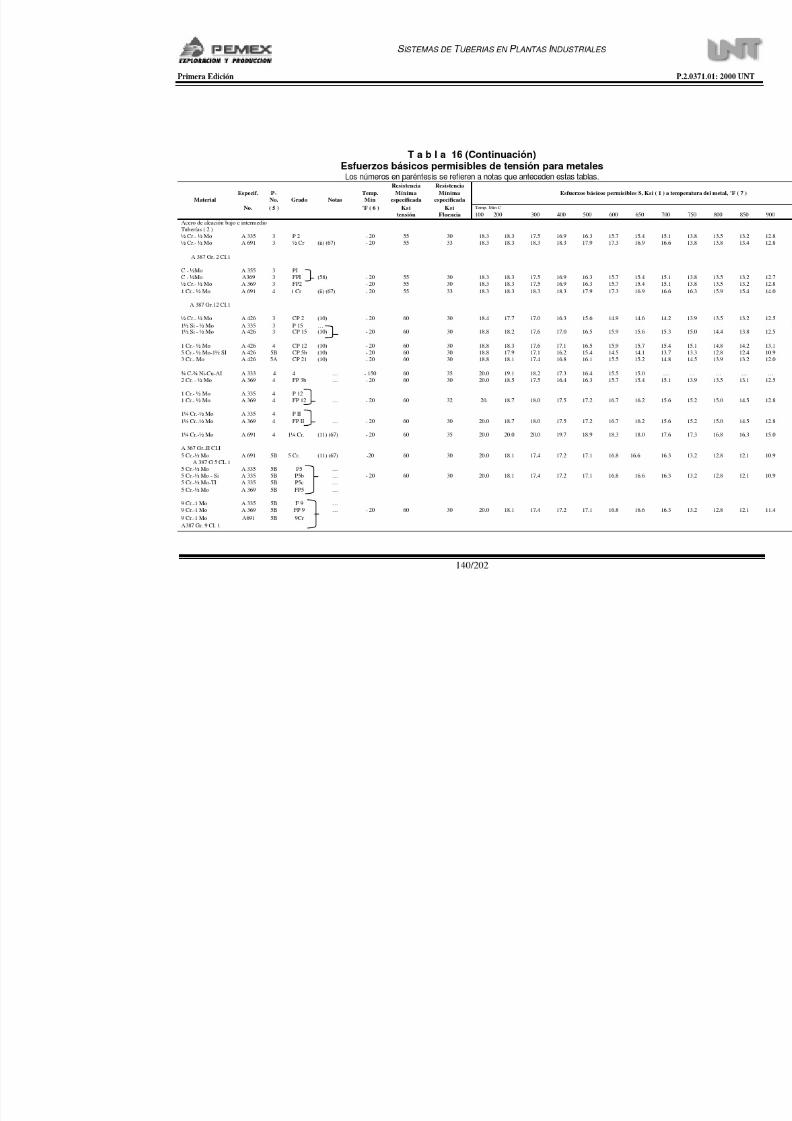
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 140/202
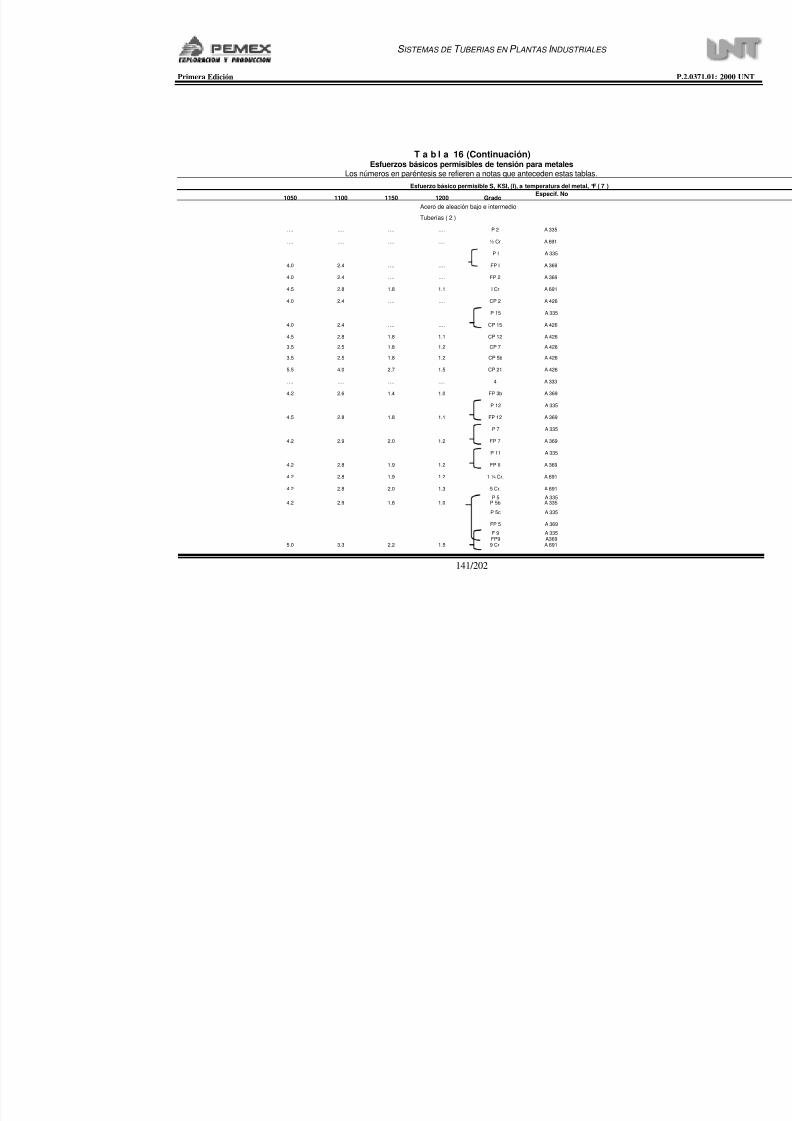
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 141/202
Primera Edición
141/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
T a b l a 16 (Continuación)Esfuerzos básicos permisibles de tensión para metales
Los números en paréntesis se refieren a notas que anteceden estas tablas.
Esfuerzo básico permisible S, KSI, (I), a temperatura del metal, °F ( 7 )
1050 1100 1150 1200 GradoEspecif. No
Acero de aleación bajo e intermedio
Tuberías ( 2 )
…. …. …. …. P 2 A 335
…. …. …. …. ½ Cr A 691
P I A 335
4.0 2.4 …. …. FP I A 369
4.0 2.4 …. …. FP 2 A 369
4.5 2.8 1.8 1.1 I Cr A 691
4.0 2.4 …. …. CP 2 A 426
P 15 A 335
4.0 2.4 …. …. CP 15 A 426
4.5 2.8 1.8 1.1 CP 12 A 426
3.5 2.5 1.8 1.2 CP 7 A 426
3.5 2.5 1.8 1.2 CP 5b A 426
5.5 4.0 2.7 1.5 CP 21 A 426
…. …. …. …. 4 A 333
4.2 2.6 1.4 1.0 FP 3b A 369
P 12 A 335
4.5 2.8 1.8 1.1 FP 12 A 369
P 7 A 335
4.2 2.9 2.0 1.2 FP 7 A 369
P 11 A 335
4.2 2.8 1.9 1.2 FP II A 369
4.2 2.8 1.9 1.2 1 ¼ Cr. A 691
4.2 2.8 2.0 1.3 5 Cr. A 691
P 5 A 3354.2 2.9 1.8 1.0 P 5b A 335
P 5c A 335
FP 5 A 369
F 9 A 335FP9 A369
5.0 3.3 2.2 1.5 9 Cr A 691
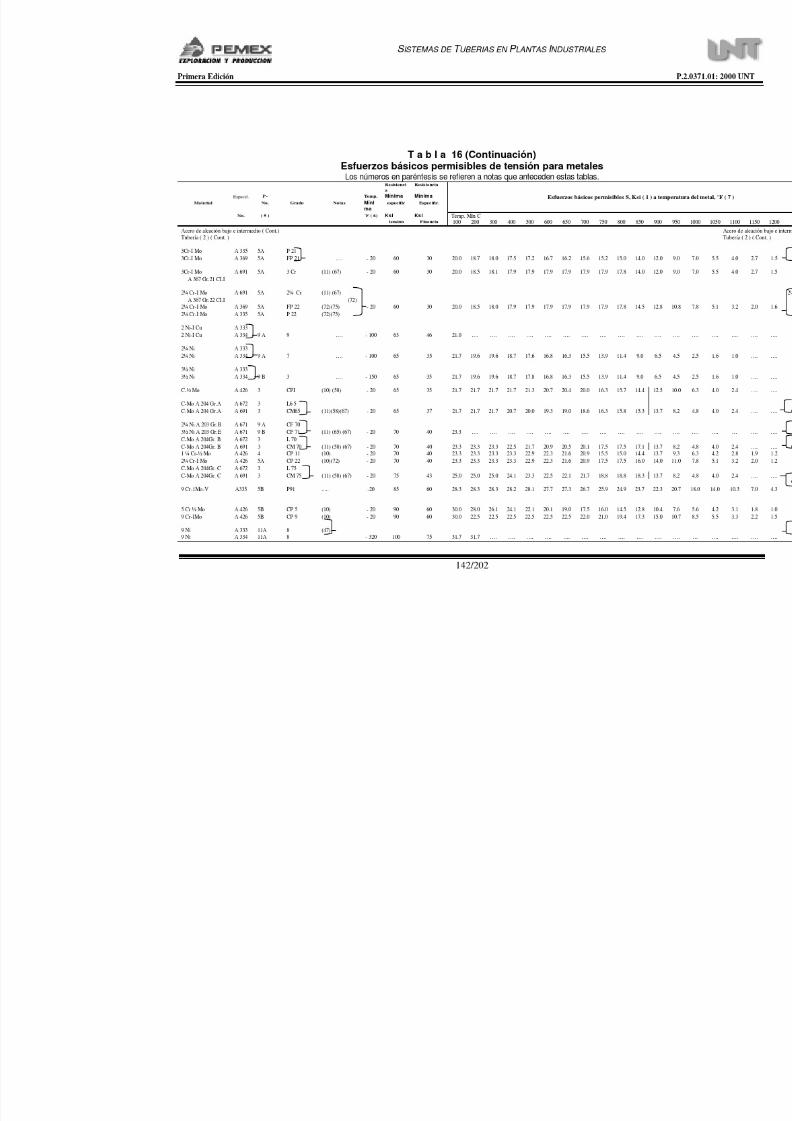
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 142/202
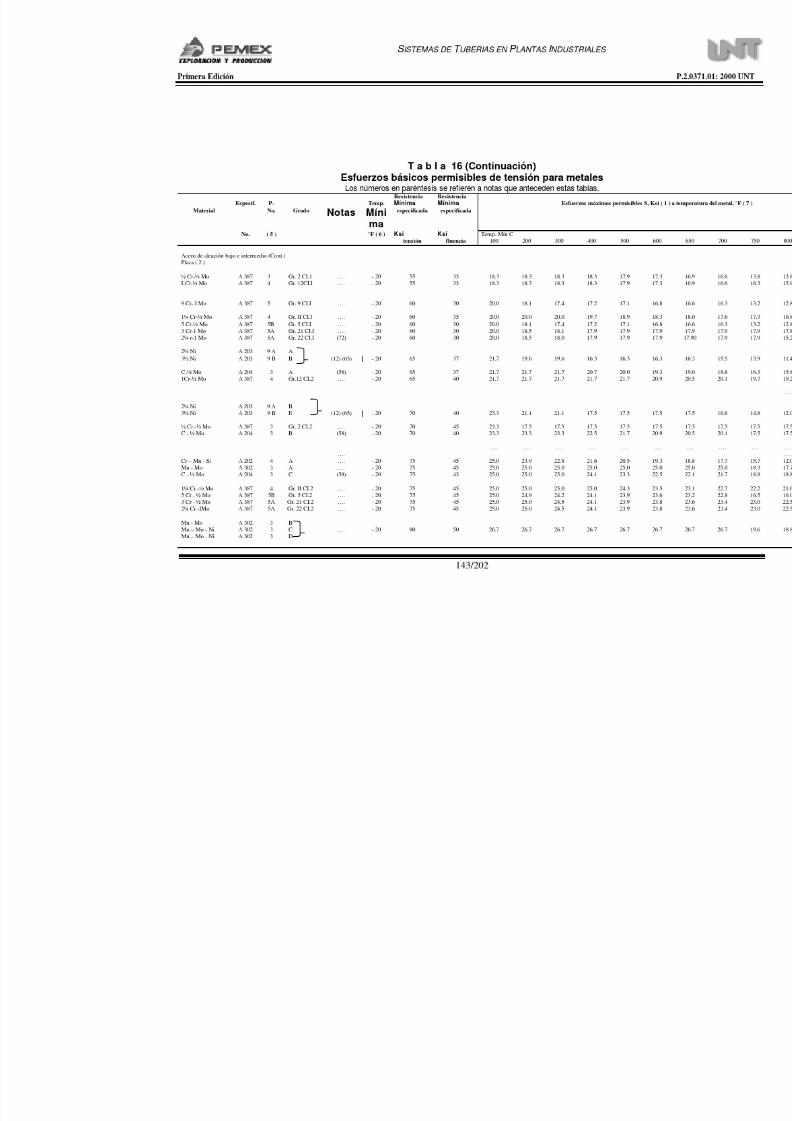
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 143/202
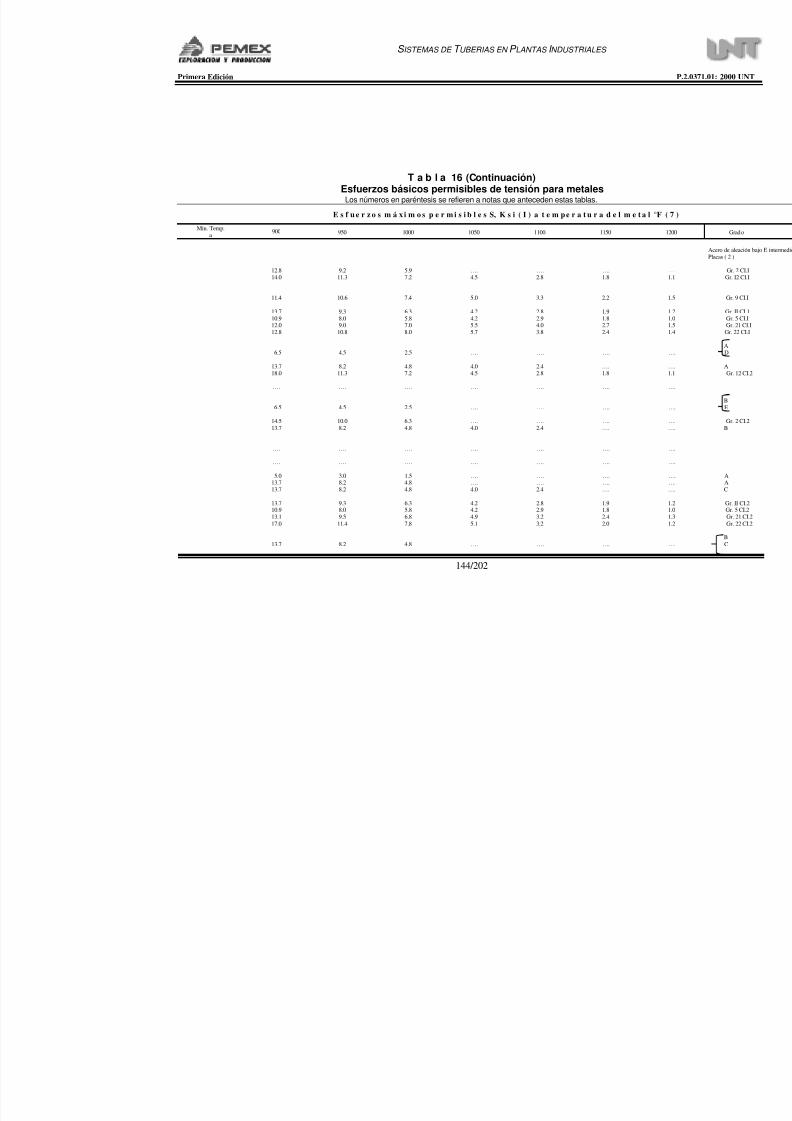
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 144/202
Primera Edición
144/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
T a b l a 16 (Continuación)Esfuerzos básicos permisibles de tensión para metalesLos números en paréntesis se refieren a notas que anteceden estas tablas.
E s f u e r z o s m á x i m o s p e r m i s i b l e s S, K s i ( I ) a t e m p e r a t u r a d e l m e t a l °F
Min. Temp.a
900 950 1000 1050 1100 1150
12.8 9.2 5.9 …. …. …. 14.0 11.3 7.2 4.5 2.8 1.8
11.4 10.6 7.4 5.0 3.3 2.2
13.7 9.3 6.3 4.2 2.8 1.9 10.9 8.0 5.8 4.2 2.9 1.8 12.0 9.0 7.0 5.5 4.0 2.7 12.8 10.8 8.0 5.7 3.8 2.4
6.5 4.5 2.5 …. …. ….
13.7 8.2 4.8 4.0 2.4 …. 18.0 11.3 7.2 4.5 2.8 1.8
…. …. …. …. …. ….
6.5 4.5 2.5 …. …. ….
14.5 10.0 6.3 …. …. ….
13.7 8.2 4.8 4.0 2.4 ….
…. …. …. …. …. ….
…. …. …. …. …. ….
5.0 3.0 1.5 …. …. …. 13.7 8.2 4.8 …. …. …. 13.7 8.2 4.8 4.0 2.4 ….
13.7 9.3 6.3 4.2 2.8 1.9 10.9 8.0 5.8 4.2 2.9 1.8 13.1 9.5 6.8 4.9 3.2 2.4
17.0 11.4 7.8 5.1 3.2 2.0
13.7 8.2 4.8 …. …. ….
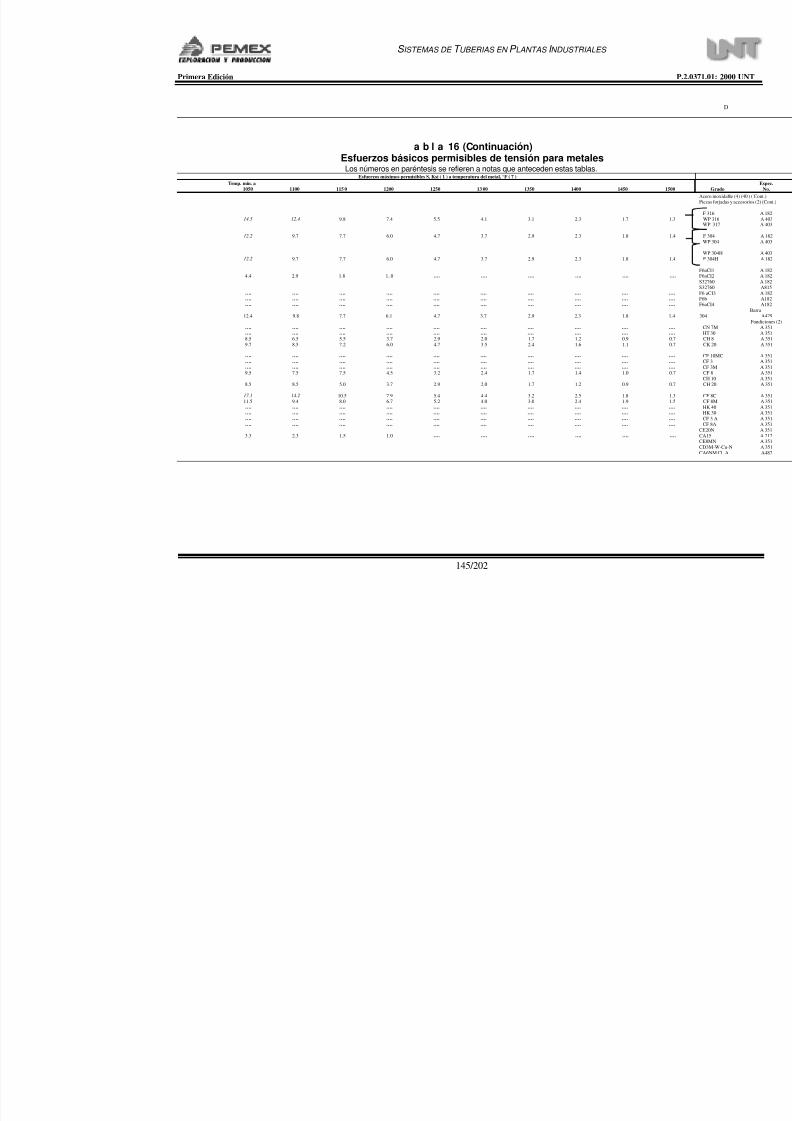
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 145/202
Primera Edición
145/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
a b l a 16 (Continuación)Esfuerzos básicos permisibles de tensión para metalesLos números en paréntesis se refieren a notas que anteceden estas tablas.
Esfuerzos máximos permisibles S, Ksi ( 1 ) a temperatura del metal, °F ( 7 )
Temp. mín. a1050 1100 115 0 1200 1250 13 00 1350 1400 1450
14.5 12.4 9.8 7.4 5.5 4.1 3.1 2.3 1.7
12.2 9.7 7.7 6.0 4.7 3.7 2.9 2.3 1.8
12.2 9.7 7.7 6.0 4.7 3.7 2.9 2.3 1.8
4.4 2.9 1.8 1..0 …. …. …. …. ….
…. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. ….
12.4 9.8 7.7 6.1 4.7 3.7 2.9 2.3 1.8
…. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. 8.5 6.5 5.5 3.7 2.9 2.0 1.7 1.2 0.9
9.7 8.5 7.2 6.0 4.7 3.5 2.4 1.6 1.1
…. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. 9.5 7.5 7.5 4.5 3.2 2.4 1.7 1.4 1.0
8.5 8.5 5.0 3.7 2.9 2.0 1.7 1.2 0.9
17.1 14.2 10.5 7.9 5.4 4.4 3.2 2.5 1.8 11.5 9.4 8.0 6.7 5.2 4.0 3.0 2.4 1.9 …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. …. ….
3.3 2.3 1.5 1.0 …. …. …. …. ….
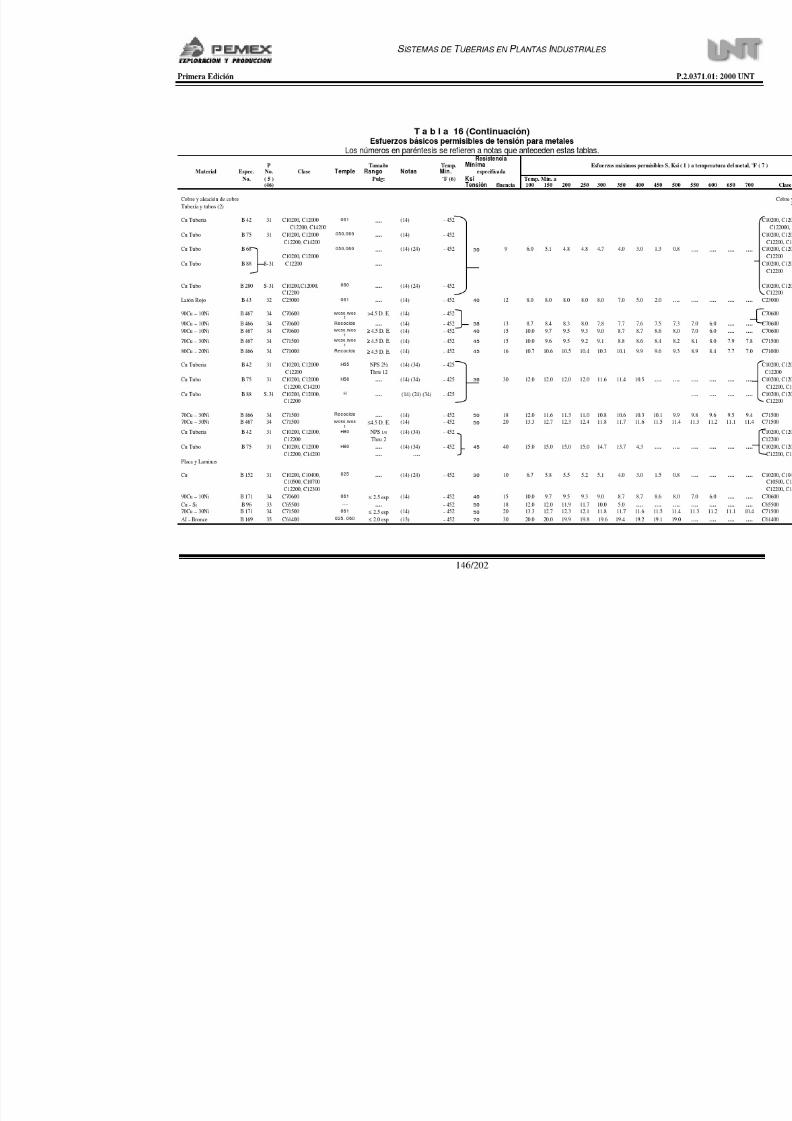
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 146/202
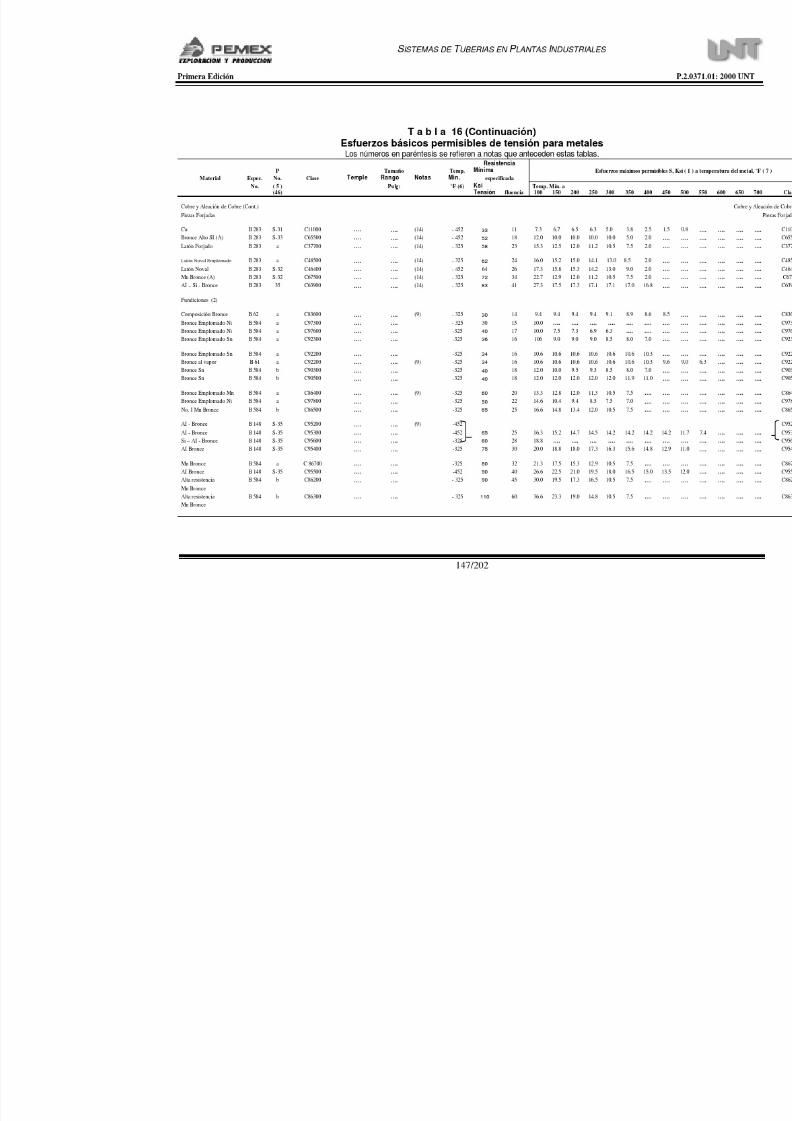
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 147/202
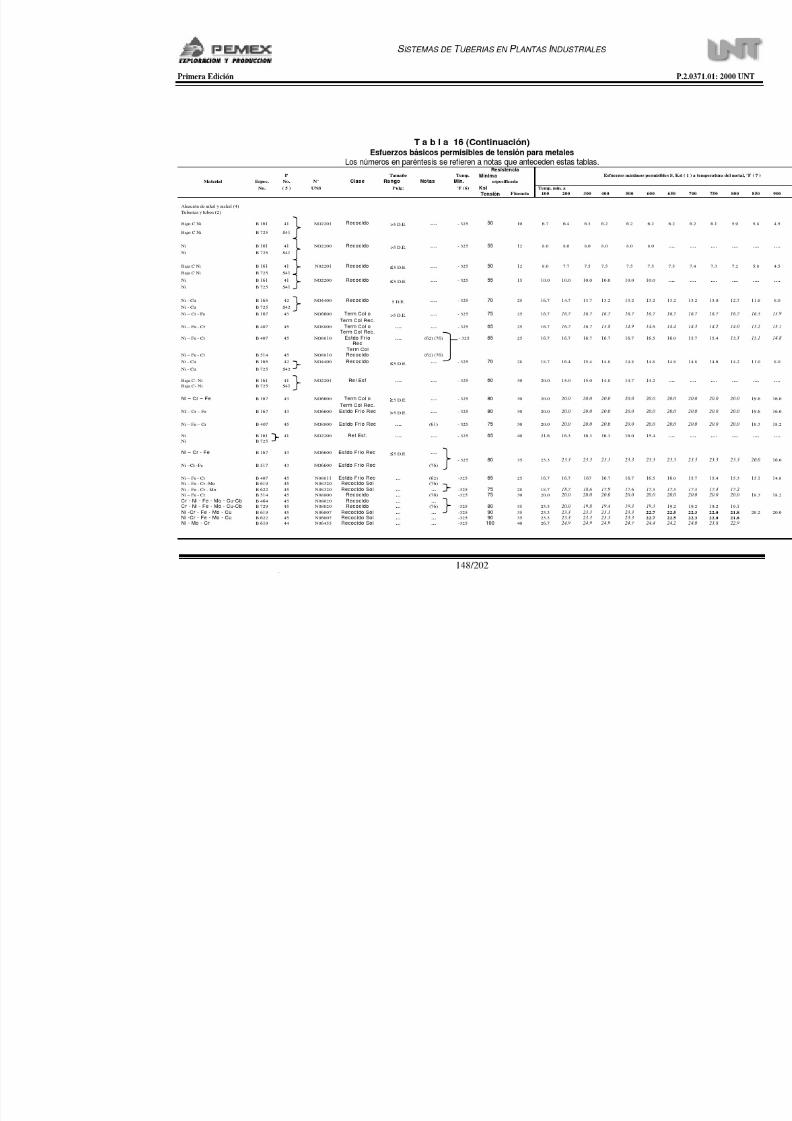
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 148/202
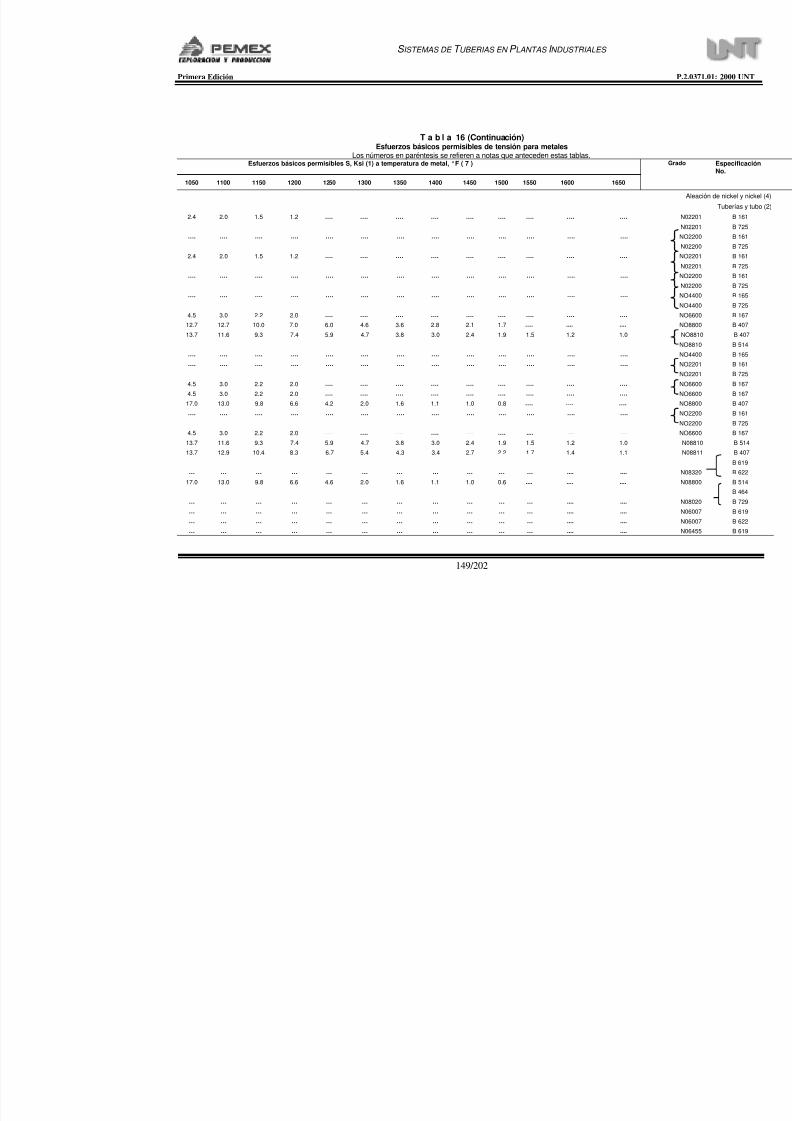
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 149/202
Primera Edición
149/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
T a b l a 16 (Continuación)Esfuerzos básicos permisibles de tensión para metales
Los números en paréntesis se refieren a notas que anteceden estas tablas.Esfuerzos básicos permisibles S, Ksi (1) a temperatura de metal, °F ( 7 )
1050 1100 1150 1200 1250 1300 1350 1400 1450 1500 1550 1600 1650
2.4 2.0 1.5 1.2 …. …. …. …. …. …. …. …. ….
…. …. …. …. …. …. …. …. …. …. …. …. ….
2.4 2.0 1.5 1.2 …. …. …. …. …. …. …. …. ….
…. …. …. …. …. …. …. …. …. …. …. …. ….
…. …. …. …. …. …. …. …. …. …. …. …. ….
4.5 3.0 2.2 2.0 …. …. …. …. …. …. …. …. ….
12.7 12.7 10.0 7.0 6.0 4.6 3.6 2.8 2.1 1.7 …. .... ....
13.7 11.6 9.3 7.4 5.9 4.7 3.8 3.0 2.4 1.9 1.5 1.2 1.0
…. …. …. …. …. …. …. …. …. …. …. …. ….
…. …. …. …. …. …. …. …. …. …. …. …. ….
4.5 3.0 2.2 2.0 …. …. …. …. …. …. …. …. ….
4.5 3.0 2.2 2.0 …. …. …. …. …. …. …. …. ….
17.0 13.0 9.8 6.6 4.2 2.0 1.6 1.1 1.0 0.8 …. …. ….
…. …. …. …. …. …. …. …. …. …. …. …. ….
4.5 3.0 2.2 2.0 …. …. …. …. …. …. .... .... ....
13.7 11.6 9.3 7.4 5.9 4.7 3.8 3.0 2.4 1.9 1.5 1.2 1.0
13.7 12.9 10.4 8.3 6.7 5.4 4.3 3.4 2.7 2.2 1.7 1.4 1.1
… … … … … … … … … … … .... ....
17.0 13.0 9.8 6.6 4.6 2.0 1.6 1.1 1.0 0.6 .... .... ....
… … … … … … … … … … … .... ....
… … … … … … … … … … … .... ....
… … … … … … … … … … … .... ....
… … … … … … … … … … … .... ....
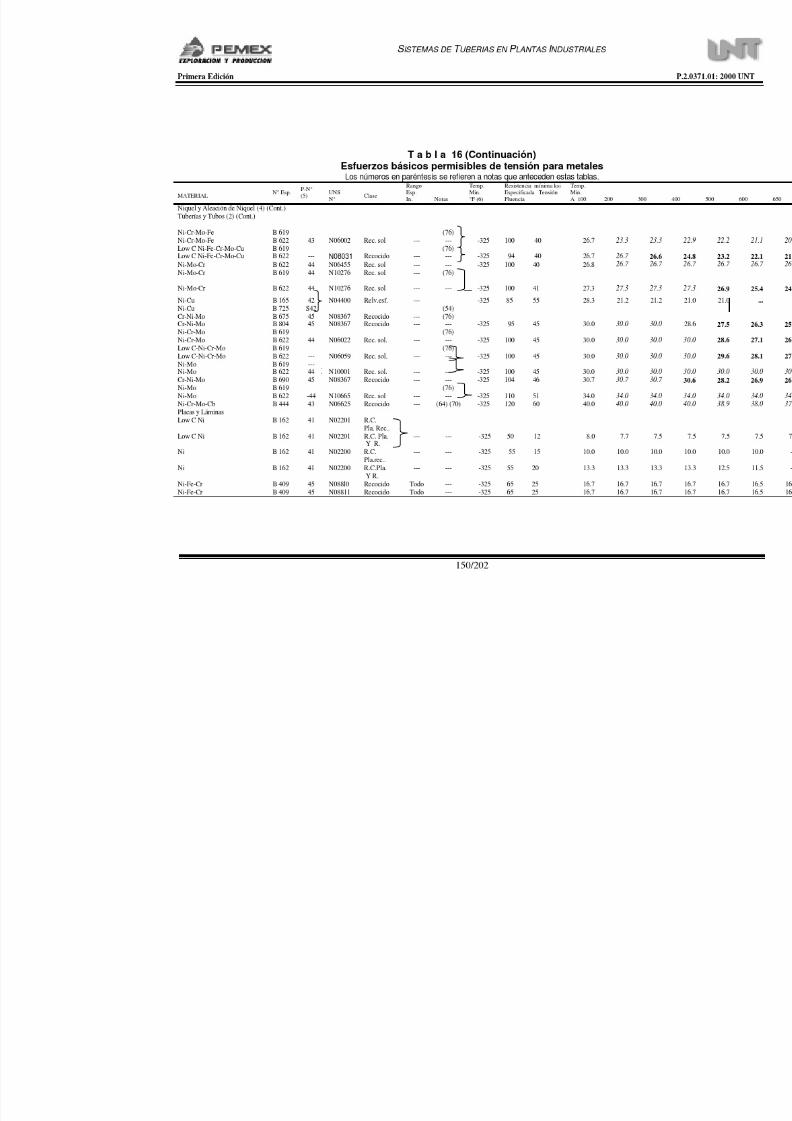
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 150/202
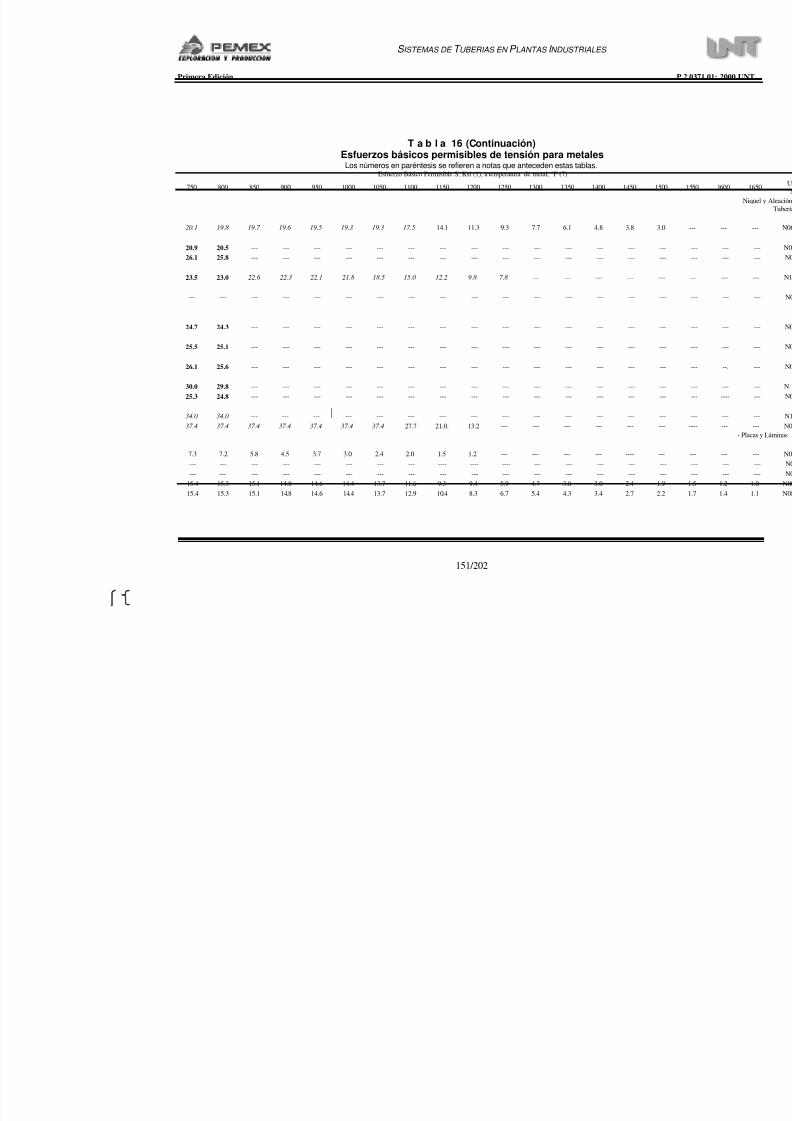
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 151/202
Primera Edición
151/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
T a b l a 16 (Continuación)Esfuerzos básicos permisibles de tensión para metalesLos números en paréntesis se refieren a notas que anteceden estas tablas.
Esfuerzo Básico Permisible S, Ksi (1), a temperatura de metal, °F (7)
750 800 850 900 950 1000 1050 1100 1150 1200 1250 1300 1350 1400 1450 15
20.1 19.8 19.7 19.6 19.5 19.3 19.3 17.5 14.1 11.3 9.3 7.7 6.1 4.8 3.8 3.
20.9 20.5 --- --- --- --- --- --- --- --- --- --- --- --- --- --
26.1 25.8 --- --- --- --- --- --- --- --- --- --- --- --- --- --
23.5 23.0 22.6 22.3 22.1 21.8 18.5 15.0 12.2 9.8 7.8 --- --- --- --- --
--- --- --- --- --- --- --- --- --- --- --- --- --- --- --- --
24.7 24.3 --- --- --- --- --- --- --- --- --- --- --- --- --- --
25.5 25.1 --- --- --- --- --- --- --- --- --- --- --- --- --- --
26.1 25.6 --- --- --- --- --- --- --- --- --- --- --- --- --- --
30.0 29.8 --- --- --- --- --- --- --- --- --- --- --- --- --- --
25.3 24.8 --- --- --- --- --- --- --- --- --- --- --- --- --- --
34.0 34.0 --- --- --- --- --- --- --- --- --- --- --- --- --- --
37.4 37.4 37.4 37.4 37.4 37.4 37.4 27.7 21.0. 13.2 --- --- --- --- --- --
7.3 7.2 5.8 4.5 3.7 3.0 2.4 2.0 1.5 1.2 --- --- --- --- ---- ----- --- --- --- --- --- --- --- ---- ---- ---- --- --- --- --- --
--- --- --- --- --- --- --- --- --- --- --- --- --- --- --- --
15.4 15.3 15.1 14.8 14.6 14.4 13.7 11.6 9.3 9.4 5.9 4.7 3.8 3.0 2.4 1.
15.4 15.3 15.1 14.8 14.6 14.4 13.7 12.9 10.4 8.3 6.7 5.4 4.3 3.4 2.7 2.
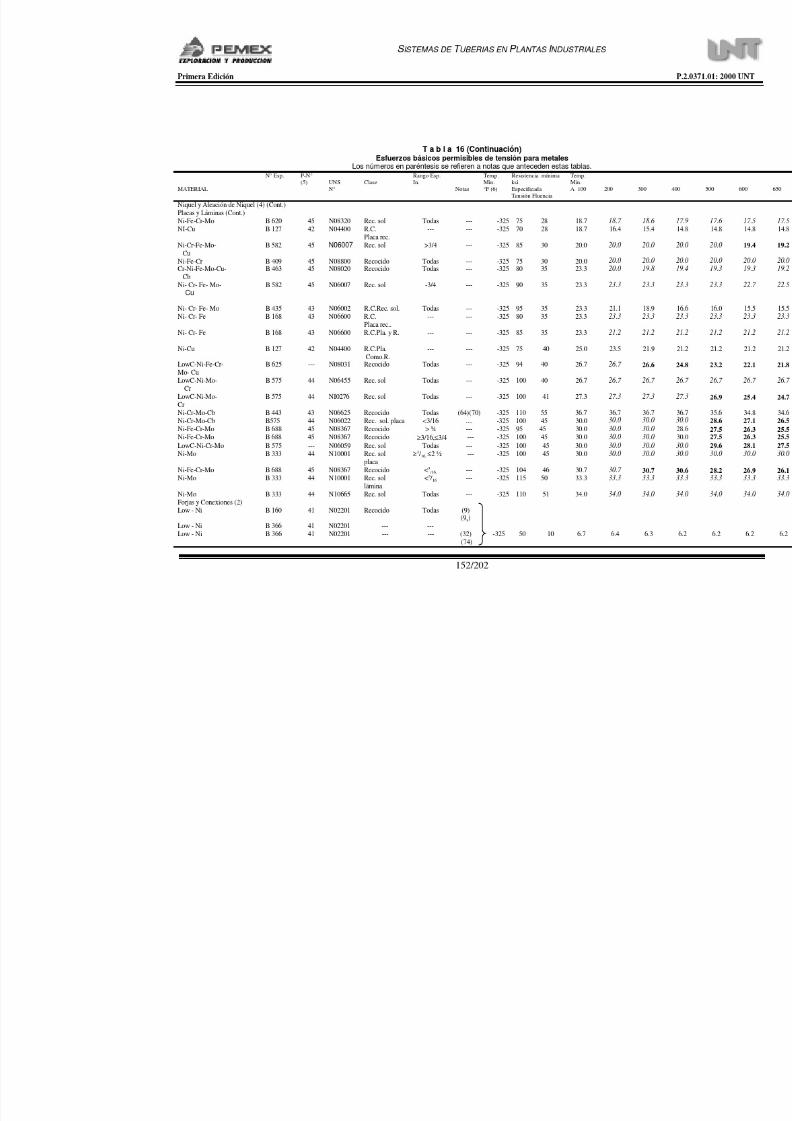
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 152/202
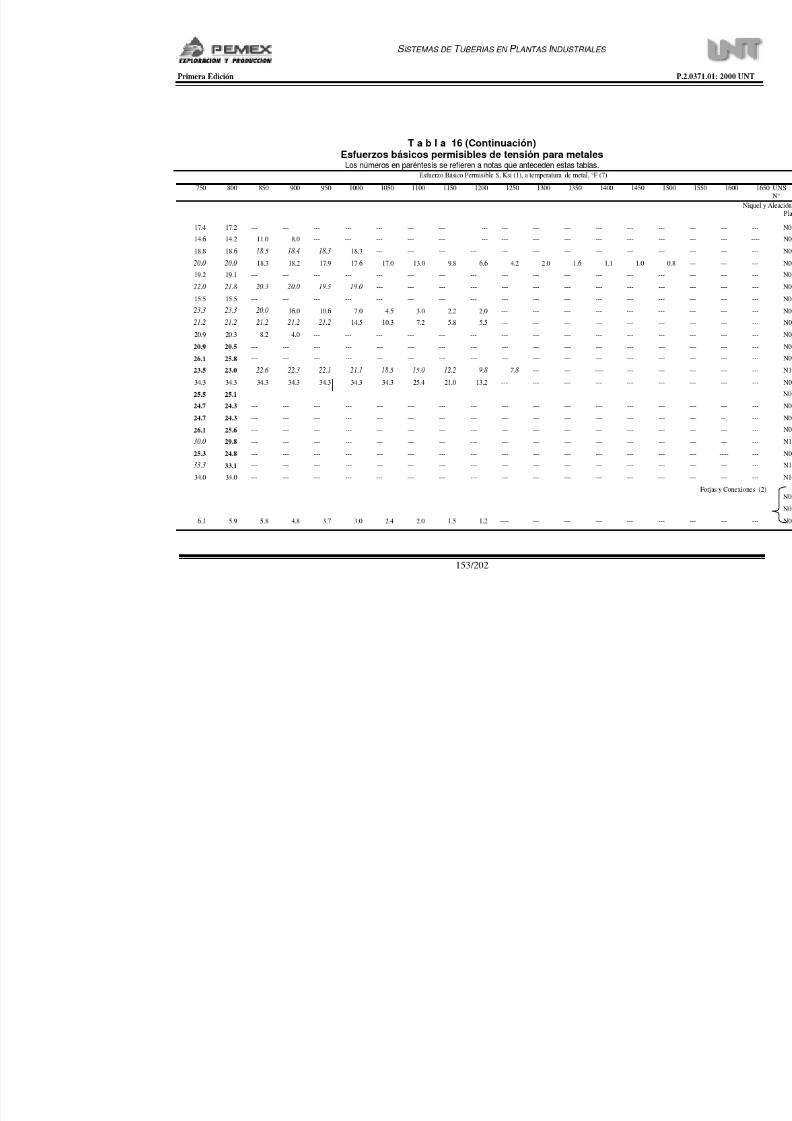
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 153/202
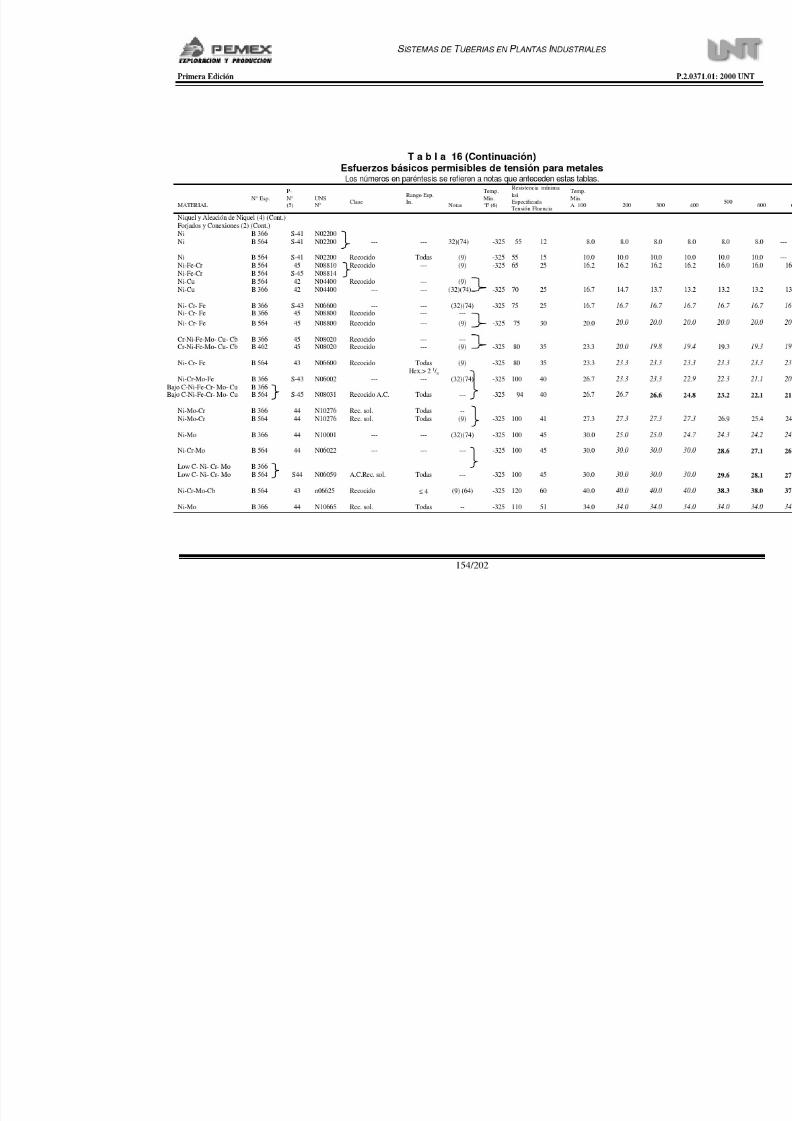
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 154/202
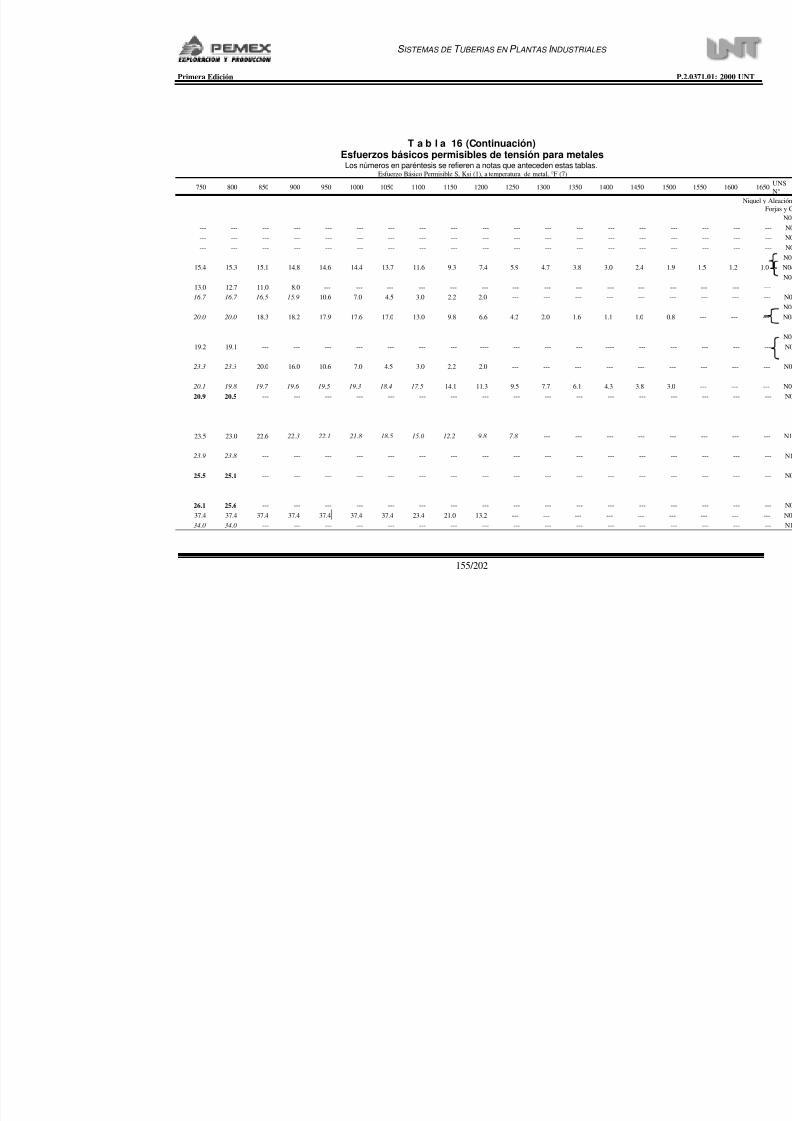
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 155/202
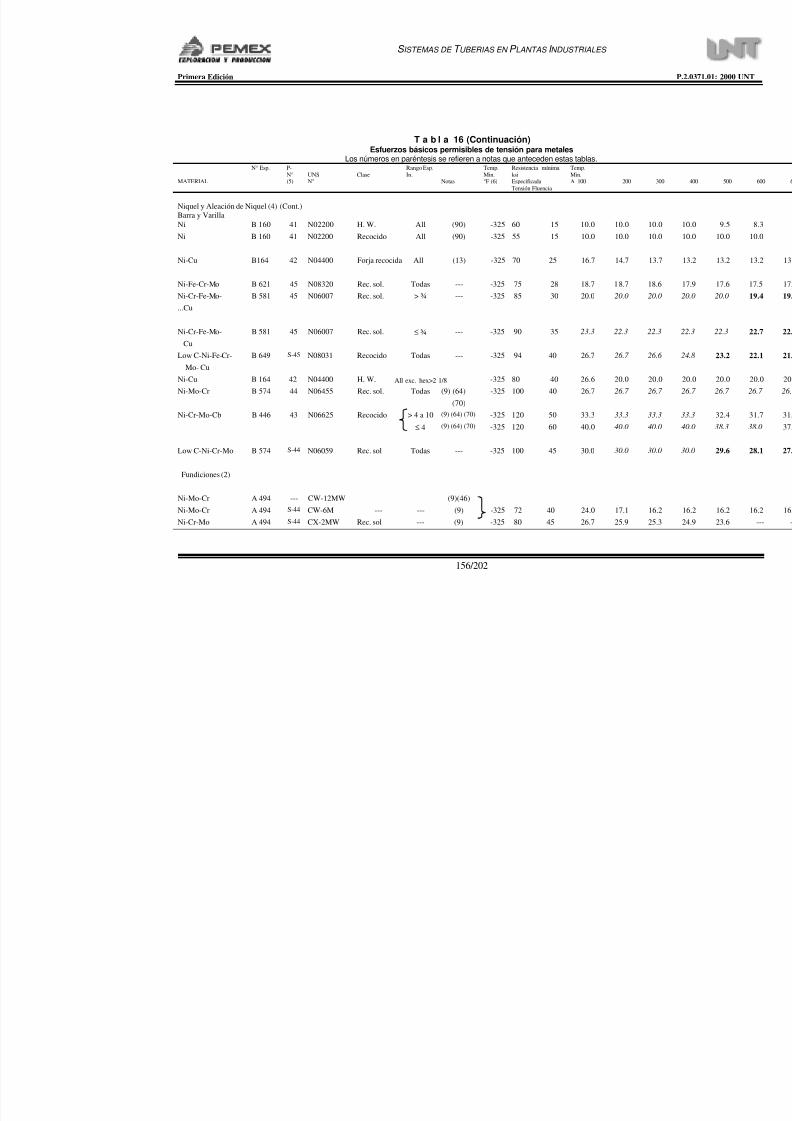
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 156/202
Primera Edición
156/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
T a b l a 16 (Continuación)
Esfuerzos básicos permisibles de tensión para metalesLos números en paréntesis se refieren a notas que anteceden estas tablas.
MATERIAL
N° Esp. P-N°(5)
UNSN°
ClaseRango Esp.In.
Notas
Temp.Min.°F (6)
Resistencia mínimaksiEspecificada
Tensión Fluencia
Temp.Min.A 100 200 30
Niquel y Aleación de Niquel (4) (Cont.)
Barra y Varilla
Ni B 160 41 N02200 H. W. All (90) -325 60 15 10.0 10.0 10.0
Ni B 160 41 N02200 Recocido All (90) -325 55 15 10.0 10.0 10.0
Ni-Cu B164 42 N04400 Forja recocida All (13) -325 70 25 16.7 14.7 13.7
Ni-Fe-Cr-Mo B 621 45 N08320 Rec. sol. Todas --- -325 75 28 18.7 18.7 18.6
Ni-Cr-Fe-Mo- B 581 45 N06007 Rec. sol. > ¾ --- -325 85 30 20.0 20.0 20.0
...Cu
Ni-Cr-Fe-Mo- B 581 45 N06007 Rec. sol. ≤ ¾ --- -325 90 35 23.3 22.3 22.3
Cu
Low C-Ni-Fe-Cr- B 649 S-45 N08031 Recocido Todas --- -325 94 40 26.7 26.7 26.6
Mo- Cu
Ni-Cu B 164 42 N04400 H. W. All exc. hex>2 1/8 -325 80 40 26.6 20.0 20.0
Ni-Mo-Cr B 574 44 N06455 Rec. sol. Todas (9) (64) -325 100 40 26.7 26.7 26.7
(70)
Ni-Cr-Mo-Cb B 446 43 N06625 Recocido > 4 a 10 (9) (64) (70) -325 120 50 33.3 33.3 33.3
≤ 4 (9) (64) (70) -325 120 60 40.0 40.0 40.0
Low C-Ni-Cr-Mo B 574 S-44 N06059 Rec. sol Todas --- -325 100 45 30.0 30.0 30.0
Fundiciones (2)
Ni-Mo-Cr A 494 --- CW-12MW (9)(46)
Ni-Mo-Cr A 494 S-44 CW-6M --- --- (9) -325 72 40 24.0 17.1 16.2
Ni-Cr-Mo A 494 S-44 CX-2MW Rec. sol --- (9) -325 80 45 26.7 25.9 25.3
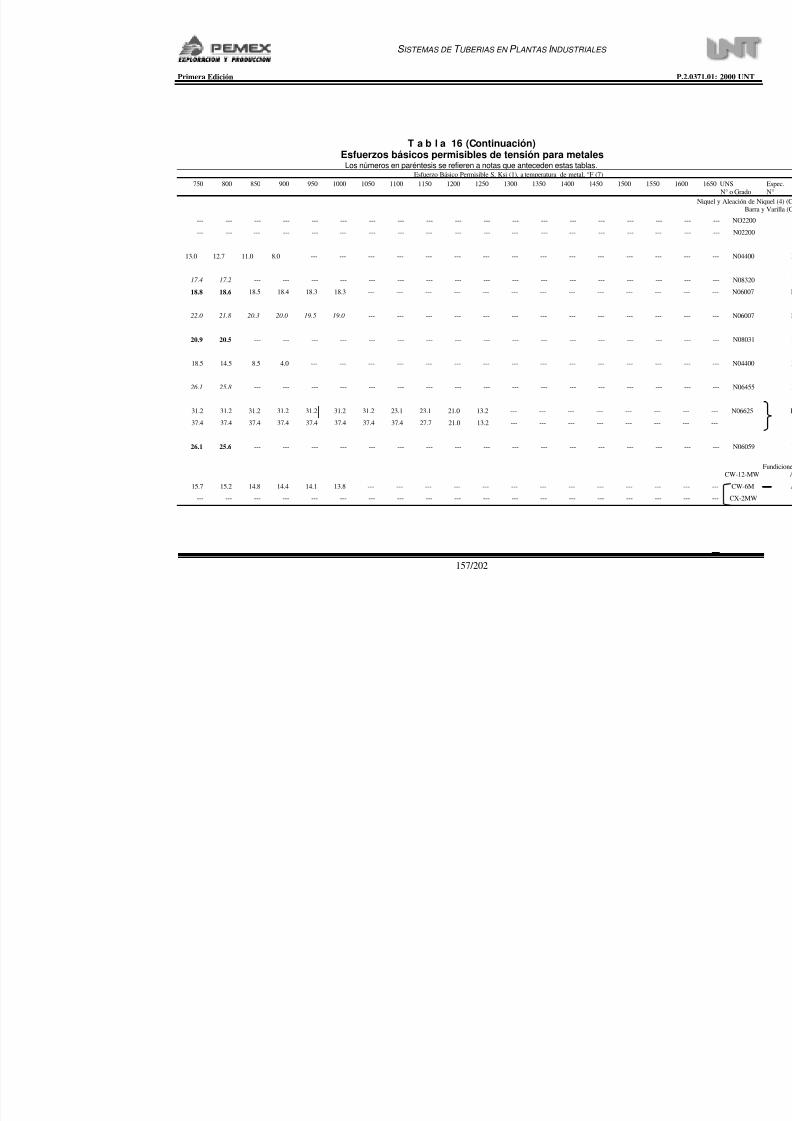
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 157/202
Primera Edición
157/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
T a b l a 16 (Continuación)Esfuerzos básicos permisibles de tensión para metalesLos números en paréntesis se refieren a notas que anteceden estas tablas.
Esfuerzo Básico Permisible S, Ksi (1), a temperatura de metal, °F (7) 750 800 850 900 950 1000 1050 1100 1150 1200 1250 1300 1350 1400 1450 1500 1550
--- --- --- --- --- --- --- --- --- --- --- --- --- --- --- --- ---
--- --- --- --- --- --- --- --- --- --- --- --- --- --- --- --- ---
13.0 12.7 11.0 8.0 --- --- --- --- --- --- --- --- --- --- --- --- ---
17.4 17.2 --- --- --- --- --- --- --- --- --- --- --- --- --- --- ---
18.8 18.6 18.5 18.4 18.3 18.3 --- --- --- --- --- --- --- --- --- --- ---
22.0 21.8 20.3 20.0 19.5 19.0 --- --- --- --- --- --- --- --- --- --- ---
20.9 20.5 --- --- --- --- --- --- --- --- --- --- --- --- --- --- ---
18.5 14.5 8.5 4.0 --- --- --- --- --- --- --- --- --- --- --- --- ---
26.1 25.8 --- --- --- --- --- --- --- --- --- --- --- --- --- --- ---
31.2 31.2 31.2 31.2 31.2 31.2 31.2 23.1 23.1 21.0 13.2 --- --- --- --- --- ---
37.4 37.4 37.4 37.4 37.4 37.4 37.4 37.4 27.7 21.0 13.2 --- --- --- --- --- ---
26.1 25.6 --- --- --- --- --- --- --- --- --- --- --- --- --- --- ---
15.7 15.2 14.8 14.4 14.1 13.8 --- --- --- --- --- --- --- --- --- --- ---
--- --- --- --- --- --- --- --- --- --- --- --- --- --- --- --- ---
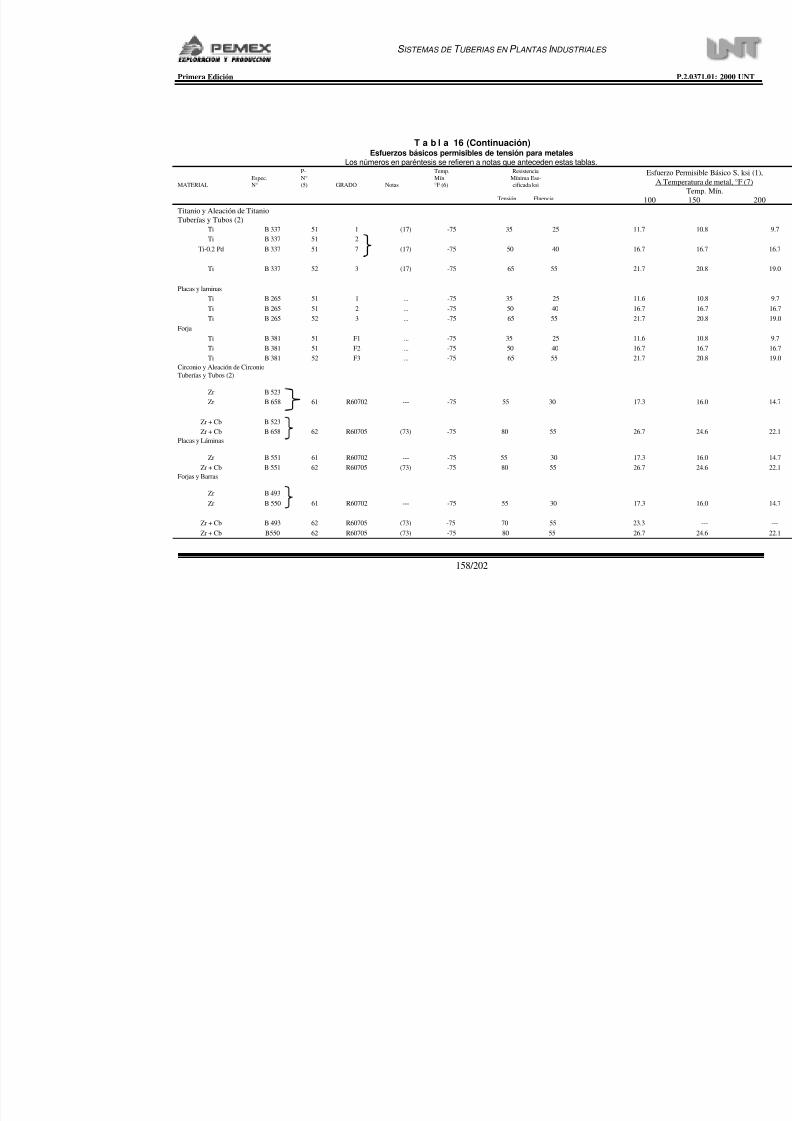
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 158/202
Primera Edición
158/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
T a b l a 16 (Continuación)Esfuerzos básicos permisibles de tensión para metales
Los números en paréntesis se refieren a notas que anteceden estas tablas.
MATERIALEspec.N°
P-
N°(5) GRADO Notas
Temp.
Mín.°F (6)
Resistencia
Mínima Ese-cificada ksi
Tensión Fluencia
Esfue
A
100
Titanio y Aleación de Titanio
Tuberías y Tubos (2)
Ti B 337 51 1 (17) -75 35 25 11.7
Ti B 337 51 2
Ti-0.2 Pd B 337 51 7 (17) -75 50 40 16.7
Ti B 337 52 3 (17) -75 65 55 21.7
Placas y laminas
Ti B 265 51 1 ... -75 35 25 11.6
Ti B 265 51 2 ... -75 50 40 16.7
Ti B 265 52 3 ... -75 65 55 21.7
Forja
Ti B 381 51 F1 ... -75 35 25 11.6
Ti B 381 51 F2 ... -75 50 40 16.7
Ti B 381 52 F3 ... -75 65 55 21.7
Circonio y Aleación de Circonio
Tuberías y Tubos (2)
Zr B 523
Zr B 658 61 R60702 --- -75 55 30 17.3
Zr + Cb B 523
Zr + Cb B 658 62 R60705 (73) -75 80 55 26.7
Placas y Láminas
Zr B 551 61 R60702 --- -75 55 30 17.3
Zr + Cb B 551 62 R60705 (73) -75 80 55 26.7
Forjas y Barras
Zr B 493
Zr B 550 61 R60702 --- -75 55 30 17.3
Zr + Cb B 493 62 R60705 (73) -75 70 55 23.3
Zr + Cb B550 62 R60705 (73) -75 80 55 26.7
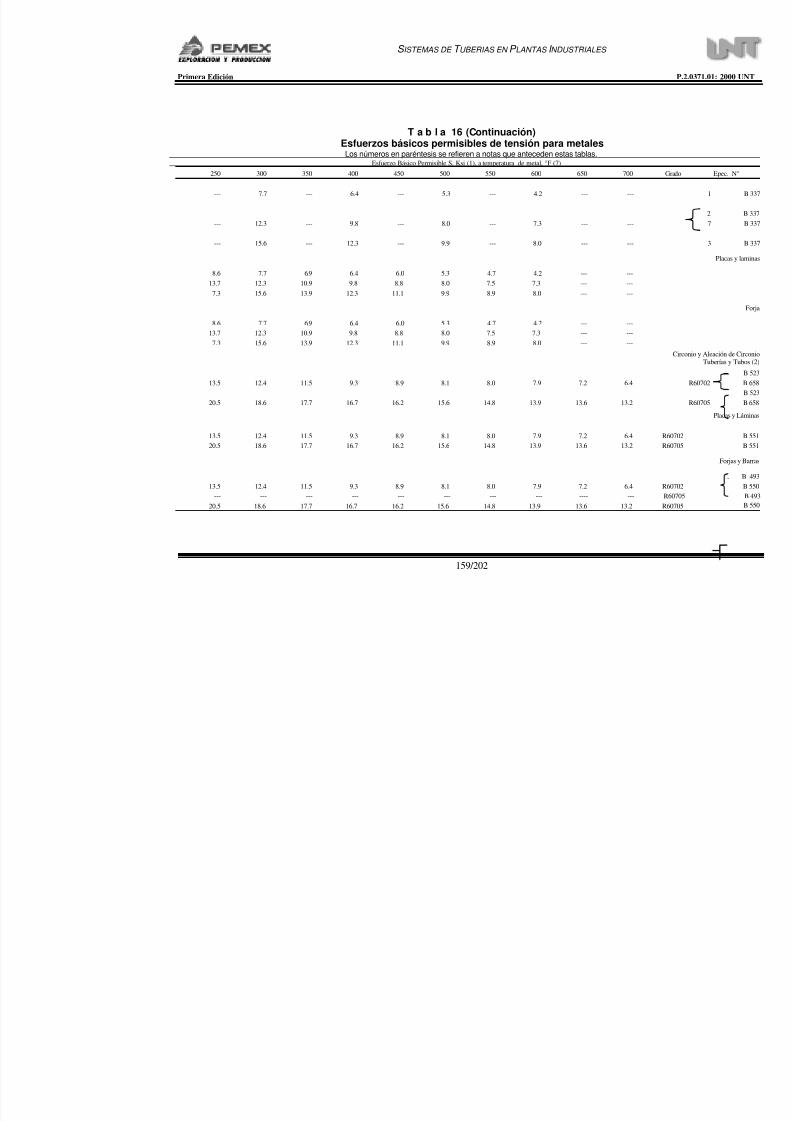
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 159/202
Primera Edición
159/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
T a b l a 16 (Continuación)Esfuerzos básicos permisibles de tensión para metalesLos números en paréntesis se refieren a notas que anteceden estas tablas.
Esfuerzo Básico Permisible S, Ksi (1), a temperatura de metal, °F (7) 250 300 350 400 450 500 550 600 650 700
--- 7.7 --- 6.4 --- 5.3 --- 4.2 --- ---
--- 12.3 --- 9.8 --- 8.0 --- 7.3 --- ---
--- 15.6 --- 12.3 --- 9.9 --- 8.0 --- ---
8.6 7.7 6.9 6.4 6.0 5.3 4.7 4.2 --- ---
13.7 12.3 10.9 9.8 8.8 8.0 7.5 7.3 --- ---
7.3 15.6 13.9 12.3 11.1 9.9 8.9 8.0 --- ---
8.6 7.7 6.9 6.4 6.0 5.3 4.7 4.2 --- ---
13.7 12.3 10.9 9.8 8.8 8.0 7.5 7.3 --- ---
7.3 15.6 13.9 12.3 11.1 9.9 8.9 8.0 --- ---
13.5 12.4 11.5 9.3 8.9 8.1 8.0 7.9 7.2 6.4
20.5 18.6 17.7 16.7 16.2 15.6 14.8 13.9 13.6 13.2
13.5 12.4 11.5 9.3 8.9 8.1 8.0 7.9 7.2 6.4
20.5 18.6 17.7 16.7 16.2 15.6 14.8 13.9 13.6 13.2
13.5 12.4 11.5 9.3 8.9 8.1 8.0 7.9 7.2 6.4
--- --- --- --- --- --- --- --- ---- ---
20.5 18.6 17.7 16.7 16.2 15.6 14.8 13.9 13.6 13.2
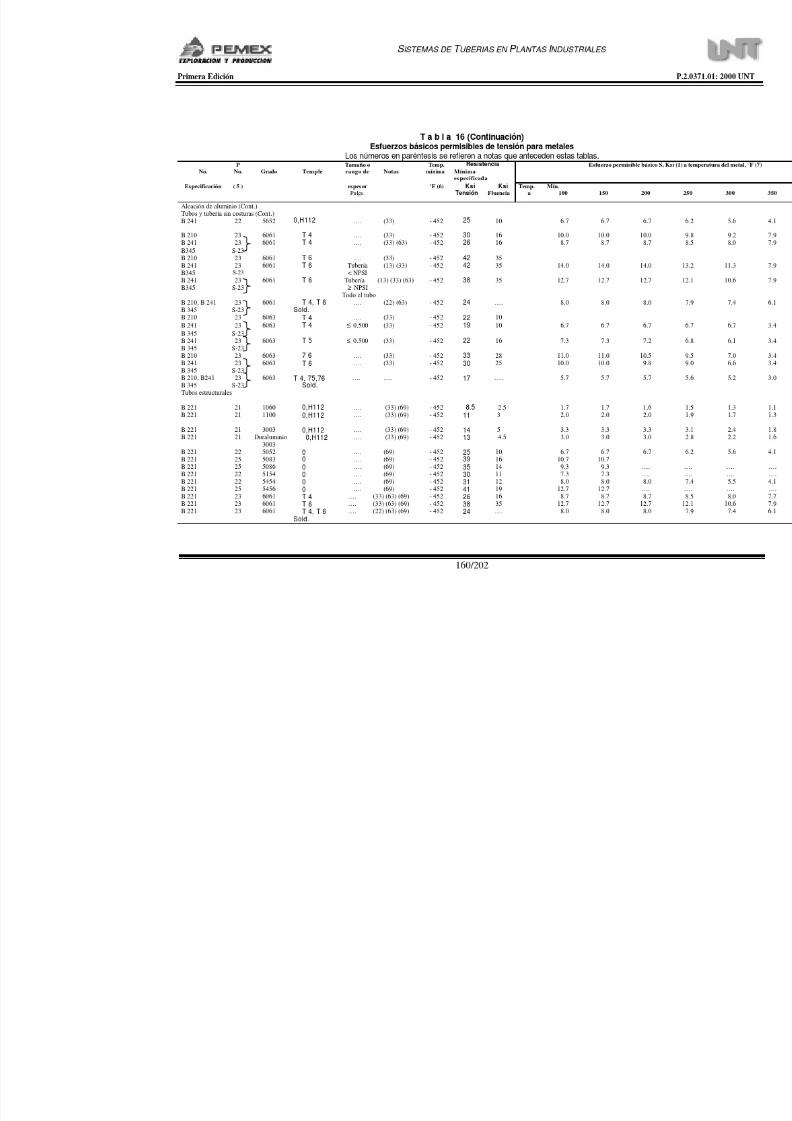
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 160/202
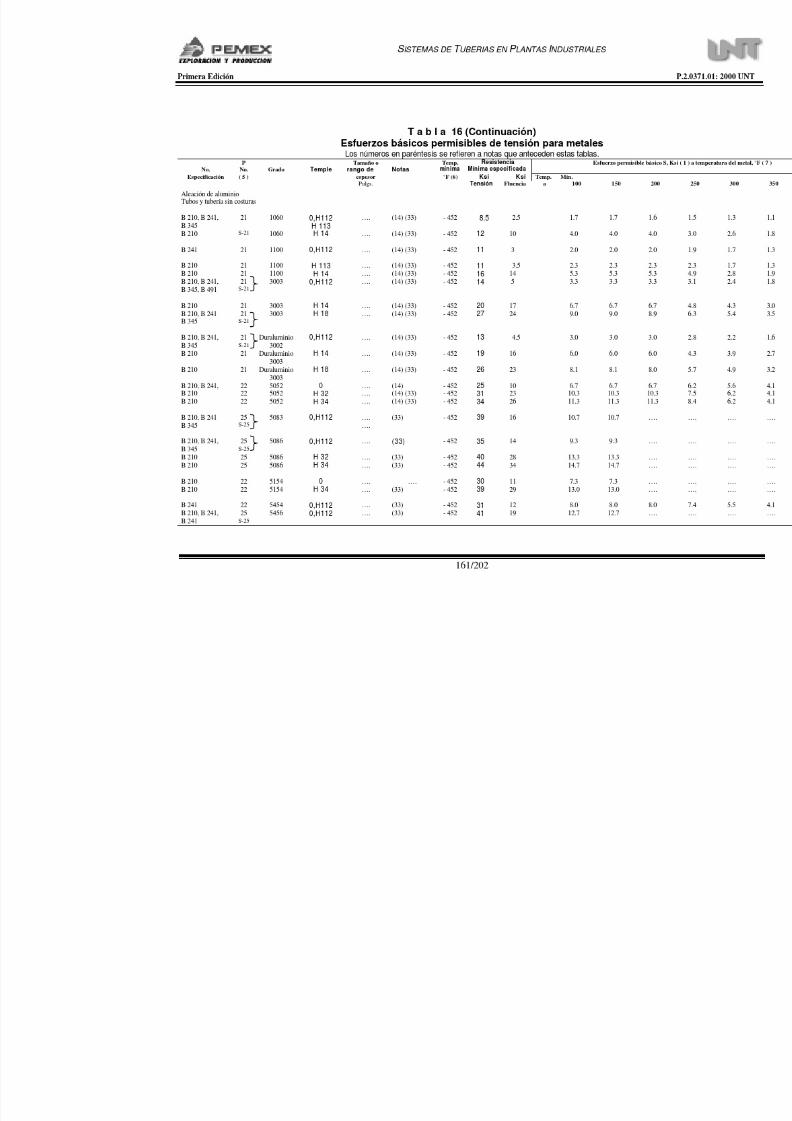
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 161/202
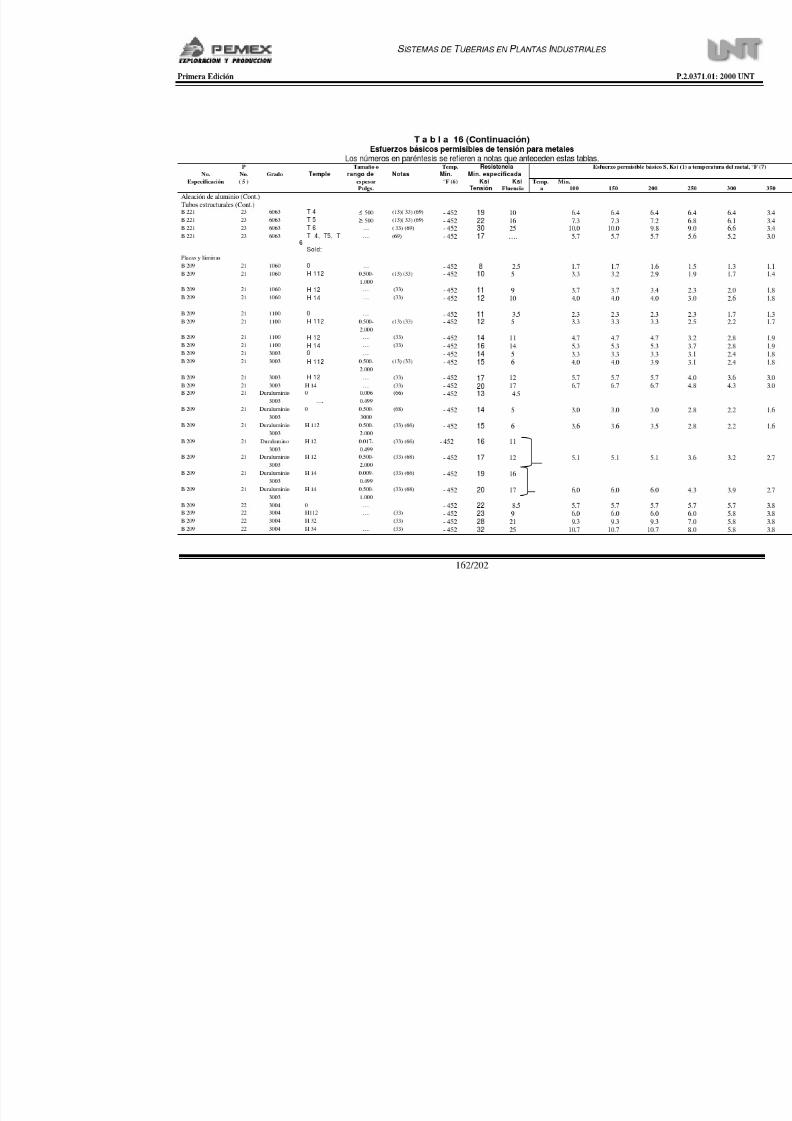
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 162/202
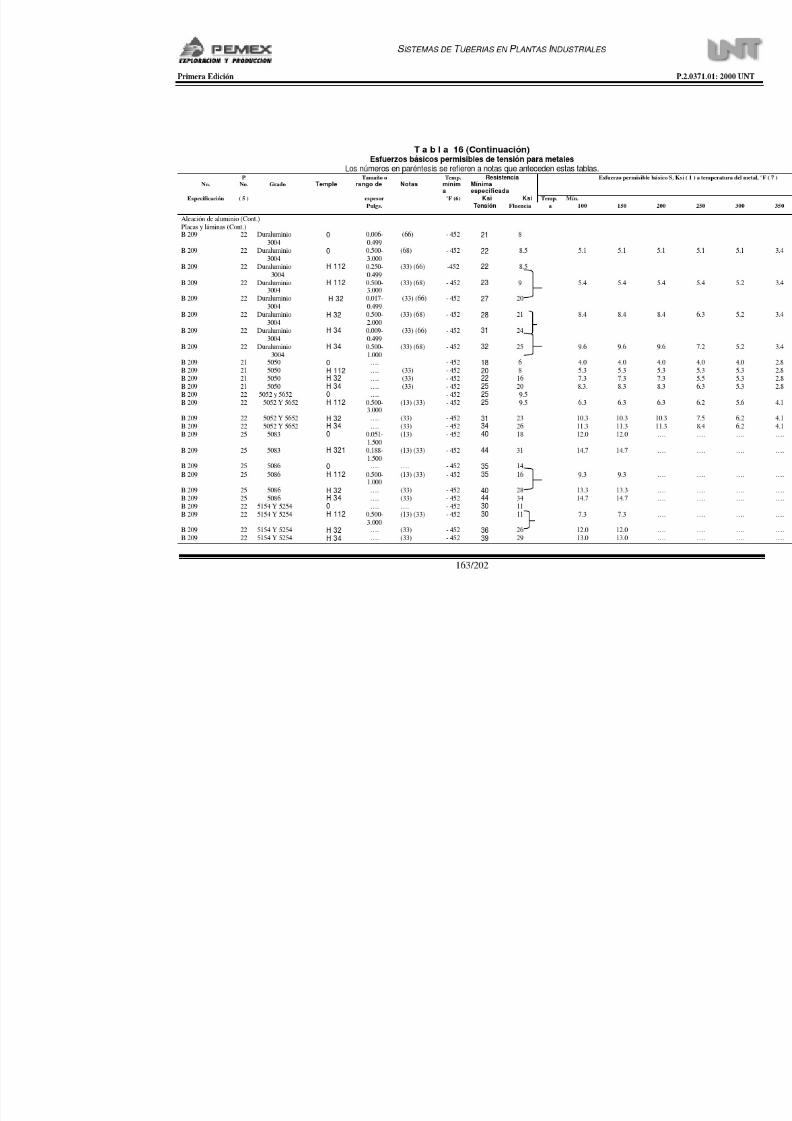
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 163/202
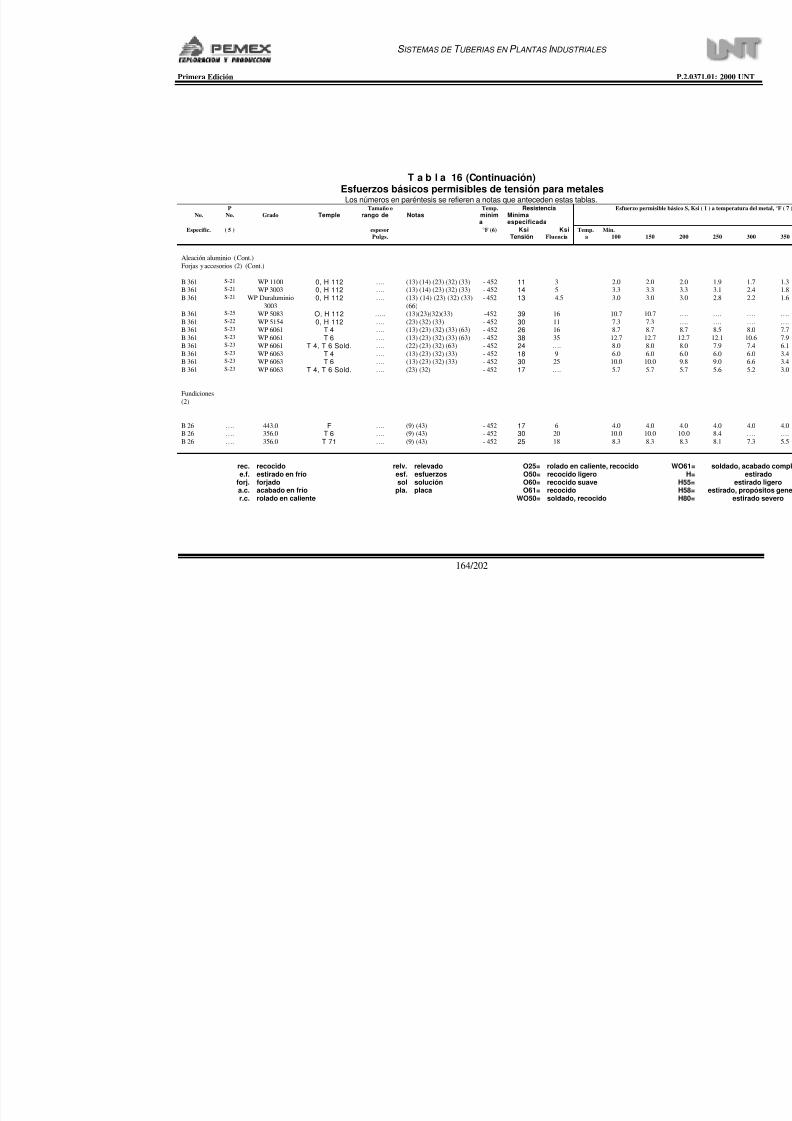
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 164/202
Primera Edición
164/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
T a b l a 16 (Continuación)Esfuerzos básicos permisibles de tensión para metalesLos números en paréntesis se refieren a notas que anteceden estas tablas.
P Tamaño o Temp. Resistencia Esfuerzo permisibNo. No. Grado Temple rango de Notas mínim
aMínimaespecificada
Especific. ( 5 ) espesor °F (6) Ksi Ksi Temp. Mín.Pulgs. Tensión Fluencia a 100 150
Aleación aluminio (Cont.)
Forjas y accesorios (2) (Cont.)
B 361 S-21 WP 1100 0, H 112 …. (13) (14) (23) (32) (33) - 452 11 3 2.0 2.0 B 361 S-21 WP 3003 0, H 112 …. (13) (14) (23) (32) (33) - 452 14 5 3.3 3.3
B 361 S-21 WP Duraluminio
30030, H 112 …. (13) (14) (23) (32) (33)
(66)
- 452 13 4.5 3.0 3.0
B 361 S-25 WP 5083 O, H 112 ….. (13)(23)(32)(33) -452 39 16 10.7 10.7
B 361 S-22 WP 5154 0, H 112 …. (23) (32) (33) - 452 30 11 7.3 7.3 B 361 S-23 WP 6061 T 4 …. (13) (23) (32) (33) (63) - 452 26 16 8.7 8.7
B 361 S-23 WP 6061 T 6 …. (13) (23) (32) (33) (63) - 452 38 35 12.7 12.7
B 361 S-23 WP 6061 T 4, T 6 Sold. …. (22) (23) (32) (63) - 452 24 …. 8.0 8.0
B 361 S-23 WP 6063 T 4 …. (13) (23) (32) (33) - 452 18 9 6.0 6.0 B 361 S-23 WP 6063 T 6 …. (13) (23) (32) (33) - 452 30 25 10.0 10.0
B 361 S-23 WP 6063 T 4, T 6 Sold. …. (23) (32) - 452 17 …. 5.7 5.7
Fundiciones
(2)
B 26 …. 443.0 F …. (9) (43) - 452 17 6 4.0 4.0 B 26 …. 356.0 T 6 …. (9) (43) - 452 30 20 10.0 10.0
B 26 …. 356.0 T 71 …. (9) (43) - 452 25 18 8.3 8.3
rec. recocido relv. relevado O25= rolado en caliente, recocido e.f. estirado en frío esf. esfuerzos O50= recocido ligero
forj. forjado sol solución O60= recocido suave a.c. acabado en frío pla. placa O61= recocido r.c. rolado en caliente WO50= soldado, recocido
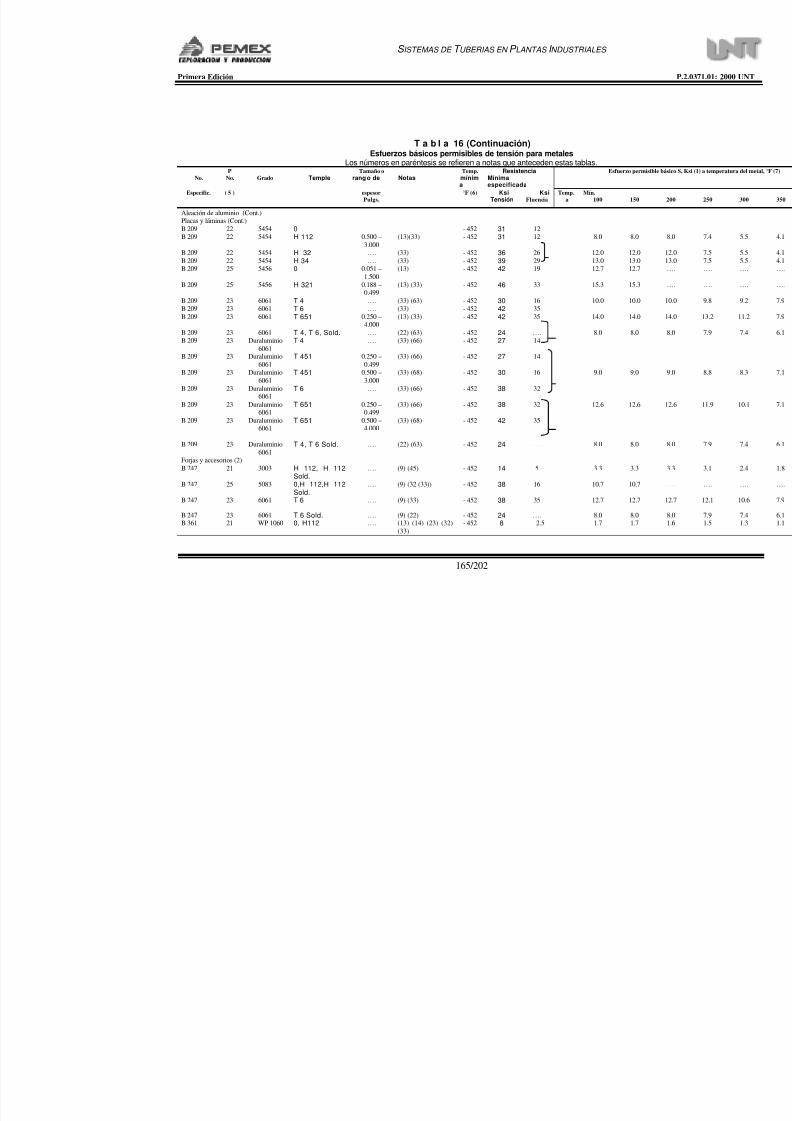
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 165/202
Primera Edición
165/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
T a b l a 16 (Continuación)Esfuerzos básicos permisibles de tensión para metales
Los números en paréntesis se refieren a notas que anteceden estas tablas.P Tamaño o Temp. Resistencia Esfuerzo permisible b
No. No. Grado Temple rang o de Notas mínima
Mínimaespecificada
Especific. ( 5 ) espesor °F (6) Ksi Ksi Temp. Mín.Pulgs. Tensión Fluencia a 100 150
Aleación de aluminio (Cont.)Placas y láminas (Cont.)
B 209 22 5454 0 - 452 31 12
B 209 22 5454 H 112 0.500 –
3.000
(13)(33) - 452 31 12 8.0 8.0
B 209 22 5454 H 32 …. (33) - 452 36 26 12.0 12.0
B 209 22 5454 H 34 …. (33) - 452 39 29 13.0 13.0
B 209 25 5456 0 0.051 –
1.500
(13) - 452 42 19 12.7 12.7
B 209 25 5456 H 321 0.188 –0.499
(13) (33) - 452 46 33 15.3 15.3
B 209 23 6061 T 4 …. (33) (63) - 452 30 16 10.0 10.0 B 209 23 6061 T 6 …. (33) - 452 42 35
B 209 23 6061 T 651 0.250 –4.000
(13) (33) - 452 42 35 14.0 14.0
B 209 23 6061 T 4, T 6, Sold. …. (22) (63) - 452 24 …. 8.0 8.0
B 209 23 Duraluminio
6061T 4 …. (33) (66) - 452 27 14
B 209 23 Duraluminio
6061T 451 0.250 –
0.499
(33) (66) - 452 27 14
B 209 23 Duraluminio
6061T 451 0.500 –
3.000
(33) (68) - 452 30 16 9.0 9.0
B 209 23 Duraluminio6061
T 6 …. (33) (66) - 452 38 32
B 209 23 Duraluminio6061
T 651 0.250 –0.499
(33) (66) - 452 38 32 12.6 12.6
B 209 23 Duraluminio6061
T 651 0.500 –4.000
(33) (68) - 452 42 35
B 209 23 Duraluminio
6061
T 4, T 6 Sold. …. (22) (63) - 452 24 …. 8.0 8.0
Forjas y accesorios (2)
B 247 21 3003 H 112, H 112Sold.
…. (9) (45) - 452 14 5 3.3 3.3
B 247 25 5083 0,H 112,H 112Sold.
…. (9) (32 (33)) - 452 38 16 10.7 10.7
B 247 23 6061 T 6 …. (9) (33) - 452 38 35 12.7 12.7
B 247 23 6061 T 6 Sold. …. (9) (22) - 452 24 …. 8.0 8.0 B 361 21 WP 1060 0, H112 …. (13) (14) (23) (32)
(33)
- 452 8 2.5 1.7 1.7
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 166/202
Primera Edición
166/202
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
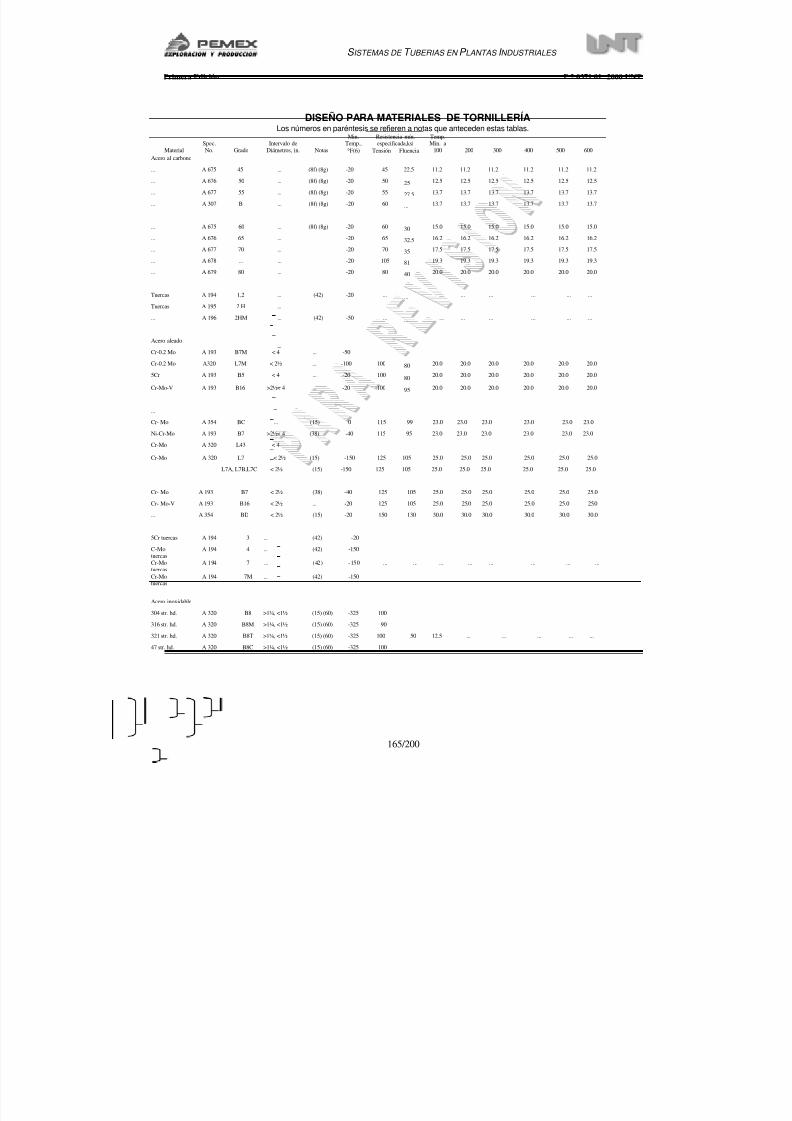
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 167/202
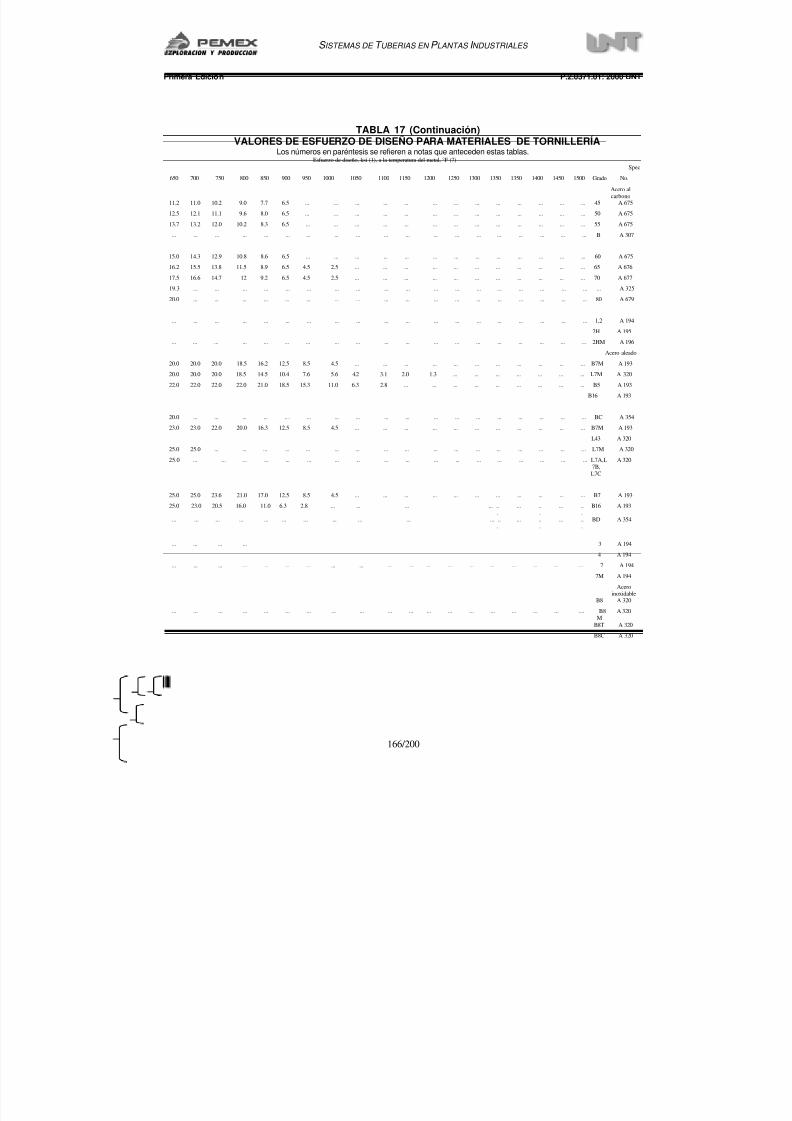
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 168/202
Primera Edición P.2.0371.01: 2000 UNT
166/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
TABLA 17 (Continuación)VALORES DE ESFUERZO DE DISEÑO PARA MATERIALES DE TORNILLERÍA
Los números en paréntesis se refieren a notas que anteceden estas tablas.Esfuerzo de diseño, ksi (1), a la temperatura del metal, °F (7)
Spec
650 700 750 800 850 900 950 1000 1050 1100 1150 1200 1250 1300 1350 1350 1400 1450 1500 Grado No.
Acero alcarbono
11.2 11.0 10.2 9.0 7.7 6.5 ... ... ... ... ... ... ... ... ... ... ... ... ... 45 A 675
12.5 12.1 11.1 9.6 8.0 6.5 ... ... ... ... ... ... ... ... ... ... ... ... ... 50 A 675
13.7 13.2 12.0 10.2 8.3 6.5 ... ... ... ... ... ... ... ... ... ... ... ... ... 55 A 675
... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... B A 307
15.0 14.3 12.9 10.8 8.6 6.5 ... ... ... ... ... ... ... ... ... ... ... ... ... 60 A 675
16.2 15.5 13.8 11.5 8.9 6.5 4.5 2.5 ... ... ... ... ... ... ... ... ... ... ... 65 A 676
17.5 16.6 14.7 12 9.2 6.5 4.5 2.5 ... ... ... ... ... ... ... ... ... ... ... 70 A 677
19.3 ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... A 325
20.0 ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 80 A 679
... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 1,2 A 194
2H A 195
... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 2HM A 196
Acero aleado
20.0 20.0 20.0 18.5 16.2 12.5 8.5 4.5 ... ... ... ... ... ... ... ... ... ... ... B7M A 193
20.0 20.0 20.0 18.5 14.5 10.4 7.6 5.6 4.2 3.1 2.0 1.3 ... ... ... ... ... ... ... L7M A 320
22.0 22.0 22.0 22.0 21.0 18.5 15.3 11.0 6.3 2.8 ... ... ... ... ... ... ... ... ... B5 A 193
B16 A 193
20.0 ... ... ... ... .. . ... ... ... ... ... ... ... ... ... ... ... ... ... BC A 354
23.0 23.0 22.0 20.0 16.3 12.5 8.5 4.5 ... ... ... ... ... ... ... ... ... ... ... B7M A 193
L43 A 320
25.0 25.0 ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .. . L7M A 320
25.0 ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... L7A,L7B,
A 320
L7C
25.0 25.0 23.6 21.0 17.0 12.5 8.5 4.5 ... ... ... ... ... ... ... ... ... ... ... B7 A 193
25.0 23.0 20.5 16.0 11.0 6.3 2.8 ... ... ... ... ..
.
... ..
.
... ..
.
B16 A 193
... ... ... ... ... ... ... ... ... ... ... ...
... ...
... ...
BD A 354
... ... ... ... 3 A 194
4 A 194
... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 7 A 194
7M A 194
Aceroinoxidable
B8 A 320
... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .... B8M
A 320
B8T A 320
B8C A 320
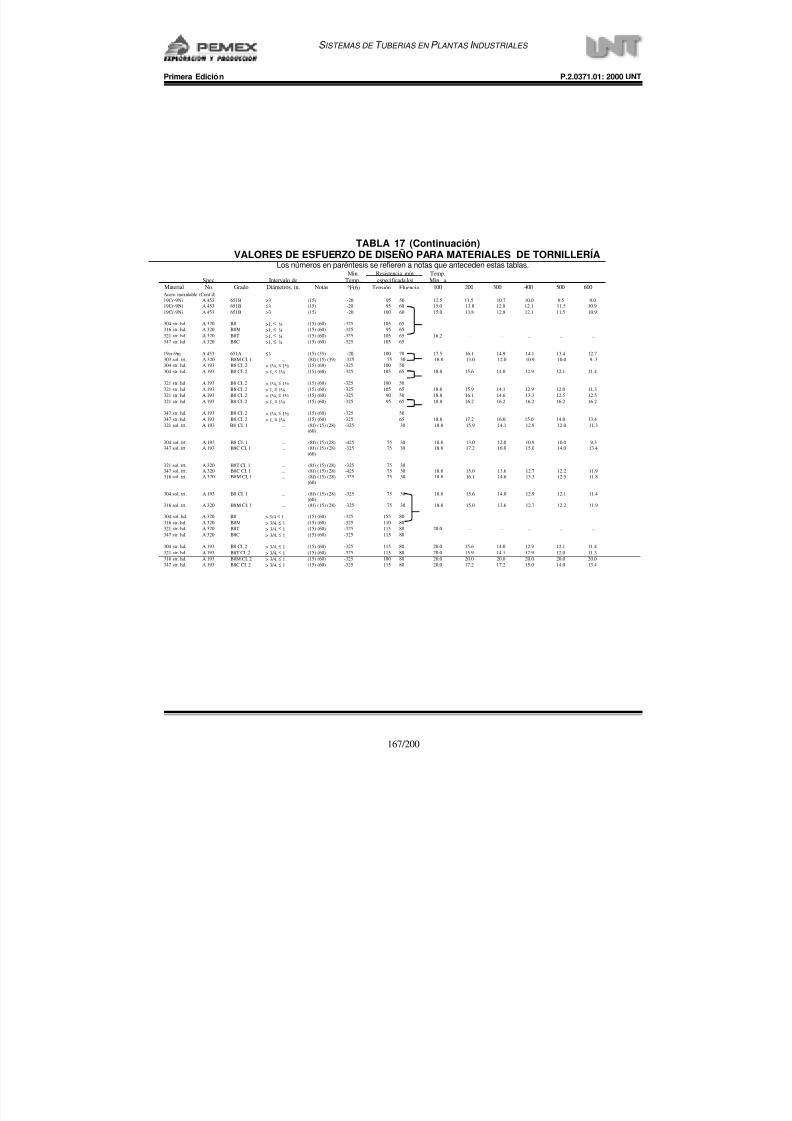
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 169/202
Primera Edición P.2.0371.01: 2000 UNT
167/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
TABLA 17 (Continuación)VALORES DE ESFUERZO DE DISEÑO PARA MATERIALES DE TORNILLERÍA
Los números en paréntesis se refieren a notas que anteceden estas tablas.Resistencia mín.especificada,ksi
MaterialSpec.No. Grado
Intervalo deDiámetros, in. Notas
Min.Temp.,
°F(6) Tensión Fluencia
Temp.Min. a
100 200 300 400 500 600
Acero inoxidable (Cont´d)
19Cr-9Ni A 453 651B >3 (15) -20 95 50 12.5 11.5 10.7 10.0 9.5 9.019Cr-9Ni A 453 651B ≤3 (15) -20 95 60 15.0 13.8 12.8 12.1 11.5 10.9
19Cr-9Ni A 453 651B >3 (15) -20 100 60 15.0 13.8 12.8 12.1 11.5 10.9
304 str. hd A 320 B8 >1, ≤ ¼ (15) (60) -325 105 65
316 str. hd. A 320 B8M >1, ≤ ¼ (15) (60) -325 95 65
321 str. hd. A 320 B8T >1, ≤ ¼ (15) (60) -325 105 65 16.2 ... ... ... ... ...
347 str. hd A 320 B8C >1, ≤ ¼ (15) (60) -325 105 65
19cr-9ni A 453 651A ≤3 (15) (35) -20 100 70 17.5 16.1 14.9 14.1 13.4 12.7
303 sol. trt. A 320 B8M CI. 1 ... (8f) (15) (39) -325 75 30 18.8 13.0 12.0 10.9 10.0 9..3
304 str. hd. A 193 B8 CI. 2 > 1¼, ≤ 1½ (15) (69) -325 100 50
304 str. hd. A 193 B8 CI. 2 > 1, ≤ 1¼ (15) (60) -325 105 65 18.8 15.6 14.0 12.9 12.1 11.4
321 str. hd A 193 B8 CI. 2 > 1¼, ≤ 1½ (15) (60) -325 100 50
321 str. hd A 193 B8 CI. 2 > 1, ≤ 1¼ (15) (60) -325 105 65 18.8 15.9 14.1 12.9 12.0 11.3
321 str. hd A 193 B8 CI. 2 > 1¼, ≤ 1½ (15) (60) -325 90 50 18.8 16.1 14.6 13.3 12.5 12.5
321 str. hd A 193 B8 CI. 2 > 1, ≤ 1¼ (15) (60) -325 95 65 18.8 16.2 16.2 16.2 16.2 16.2
347 str. hd. A 193 B8 CI. 2 > 1¼, ≤ 1½ (15) (60) -325 50
347 str. hd. A 193 B8 CI. 2 > 1, ≤ 1¼ (15) (60) -325 65 18.8 17.2 16.0 15.0 14.0 13.4
321 sol. trt. A 193 B8 CI. 1 ... (8f) (15) (28) -325 30 18.8 15.9 14.1 12.9 12.0 11.3(60)
304 sol. trt. A 193 B8 CI. 1 ... (8f) (15) (28) -425 75 30 18.8 13.0 12.0 10.9 10.0 9.3347 sol. trt A 193 B8C CI. 1 ... (8f) (15) (28) -325 75 30 18.8 17.2 16.0 15.0 14.0 13.4
(60)
321 sol. trt. A 320 B8T CI. 1 ... (8f) (15) (28) -325 75 30347 sol. trt. A 320 B8C CI. 1 ... (8f) (15) (28) -425 75 30 18.8 15.0 13.6 12.7 12.2 11.9
316 sol. trt. A 320 B8M CI. 1 ... (8f) (15) (28) -325 75 30 18.8 16.1 14.6 13.3 12.5 11.8(60)
304 sol. trt. A 193 B8 CI. 1 ... (8f) (15) (28) -325 75 30 18.8 15.6 14.0 12.9 12.1 11.4(60)
316 sol. trt. A 320 B8M CI. 1 ... (8f) (15) (28) -325 75 30 18.8 15.0 13.6 12.7 12.2 11.9
304 sol. hd. A 320 B8 > 3/4 ≤ 1 (15) (60) -325 155 80
316 str. hd. A 320 B8M > 3/4, ≤ 1 (15) (60) -325 110 80
321 str. hd. A 320 B8T > 3/4, ≤ 1 (15) (60) -325 115 80 20.0 ... ... ... ... ...
347 str. hd. A 320 B8C > 3/4, ≤ 1 (15) (60) -325 115 80
304 str. hd. A 193 B8 CI. 2 > 3/4, ≤ 1 (15) (60) -325 115 80 20.0 15.6 14.0 12.9 12.1 11.4
321 str. hd. A 193 B8T CI. 2 > 3/4, ≤ 1 (15) (60) -325 115 80 20.0 15.9 14.1 12.9 12.0 11.3
316 str. hd. A 193 B8M CI. 2 > 3/4, ≤ 1 (15) (60) -325 100 80 20.0 20.0 20.0 20.0 20.0 20.0
347 str. hd. A 193 B8C CI. 2 > 3/4, ≤ 1 (15) (60) -325 115 80 20.0 17.2 17.2 15.0 14.0 13.4
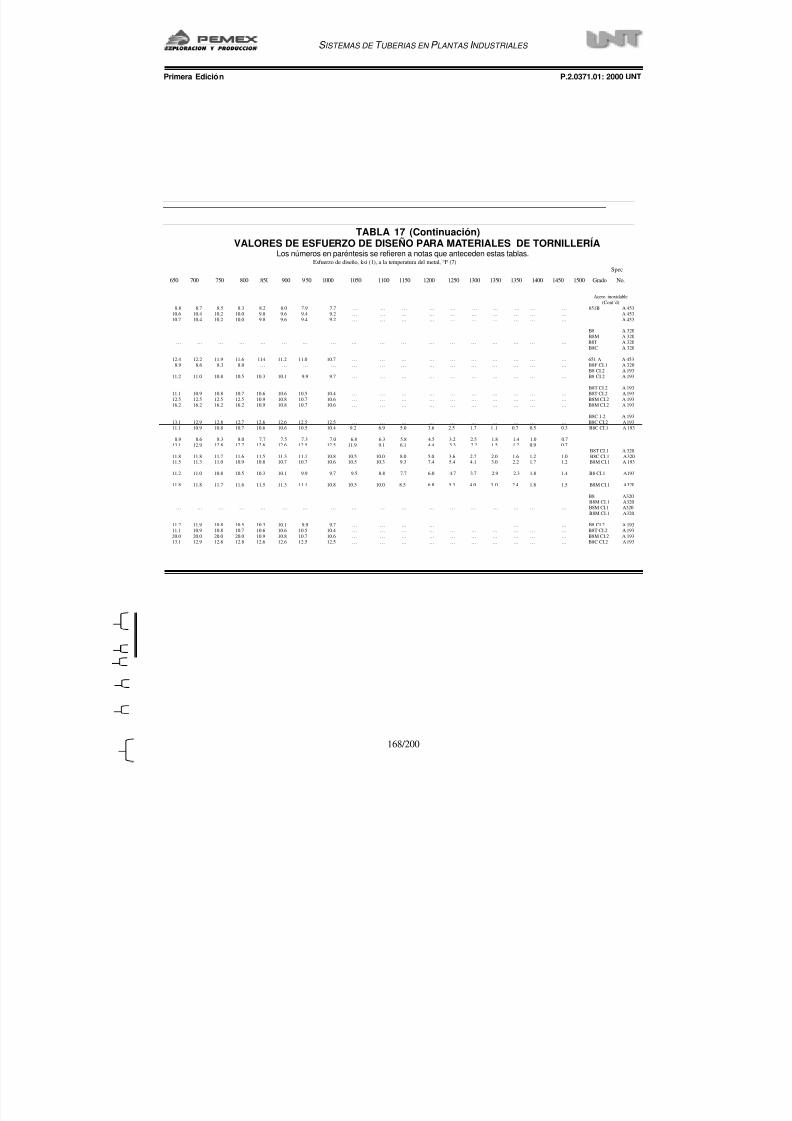
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 170/202
Primera Edición P.2.0371.01: 2000 UNT
168/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
TABLA 17 (Continuación)VALORES DE ESFUERZO DE DISEÑO PARA MATERIALES DE TORNILLERÍA
Los números en paréntesis se refieren a notas que anteceden estas tablas.Esfuerzo de diseño, ksi (1), a la temperatura del metal, °F (7)
Spec
650 700 750 800 850 900 950 1000 1050 1100 1150 1200 1250 1300 1350 1350 1400 1450 1500 Grado No.
Acero inoxidable
(Cont´d)8.8 8.7 8.5 8.3 8.2 8.0 7.9 7.7 … … … … … … … … … … 651B A 453
10.6 10.4 10.2 10.0 9.8 9.6 9.4 9.2 … … … … … … … … … … A 45310.7 10.4 10.2 10.0 9.8 9.6 9.4 9.2 … … … … … … … … … … A 453
B8
B8M
A 320
A 320… … … … … … … … … … … … … … … … … … B8T
B8C
A 320
A 320
12.4 12.2 11.9 11.6 114 11.2 11.0 10.7 … … … … … … … … … … 651 A A 4538.9 8.6 8.3 8.0 … … … … … … … … … … … … … … B8F CI.1 A 320
B8 CI.2 A 193
11.2 11.0 10.8 10.5 10.3 10.1 9.9 9.7 … … … … … … … … … … B8 CI.2 A 193
B8T CI.2 A 19311.1 10.9 10.8 10.7 10.6 10.6 10.5 10.4 … … … … … … … … … … B8T CI.2 A 193
12.5 12.5 12.5 12.5 10.9 10.8 10.7 10.6 … … … … … … … … … … B8M CI.2 A 19316.2 16.2 16.2 16.2 10.9 10.8 10.7 10.6 … … … … … … … … … … B8M CI.2 A 193
B8C 1.2 A 193
13.1 12.9 12.8 12.7 12.6 12.6 12.5 12.5 … … … … … … … … … … B8C CI.2 A 19311.1 10.9 10.8 10.7 10.6 10.6 10.5 10.4 9.2 6.9 5.0 3.6 2.5 1.7 1 .1 0.7 0.5 0.3 B8C CI.1 A 193
8.9 8.6 8.3 8.0 7.7 7.5 7.3 7.0 6.8 6.3 5.8 4.5 3.2 2.5 1.8 1.4 1.0 0.713.1 12.9 12.8 12.7 12.6 12.6 12.5 12.5 11.9 9.1 6.1 4.4 3.3 2.2 1.5 1.2 0.9 0.7
B8T CI.1 A 32011.8 11.8 11.7 11.6 11.5 11.3 11.1 10.8 10.5 10.0 8.0 5.0 3.6 2.7 2.0 1.6 1.2 1.0 B8C CI.1 A 32011.5 11.3 11.0 10.9 10.8 10.7 10.7 10.6 10.5 10.3 9.3 7.4 5.4 4.1 3.0 2.2 1.7 1.2 B8M CI.1 A 193
11.2 11.0 10.8 10.5 10.3 10.1 9.9 9.7 9.5 8.8 7.7 6.0 4.7 3.7 2.9 2.3 1.8 1.4 B8 CI.1 A193
11.8 11.8 11.7 11.6 11.5 11.3 11.1 10.8 10.5 10.0 8.5 6.8 5.3 4.0 3 .0 2.4 1.8 1.5 B8M CI.1 A320
B8 A320B8M CI.1 A320
… … … … … … … … … … … … … … … … … … B8M CI.1 A320
B8M CI.1 A320
11.2 11.9 10.8 10.5 10.3 10.1 9.9 9.7 … … … … … … … … … … B8 CI.2 A 19311.1 10.9 10.8 10.7 10.6 10.6 10.5 10.4 … … … … … … … … … … B8T CI.2 A 193
20.0 20.0 20.0 20.0 10.9 10.8 10.7 10.6 … … … … … … … … … … B8M CI.2 A 19313.1 12.9 12.8 12.8 12.6 12.6 12.5 12.5 … … … … … … … … … … B8C CI.2 A 193
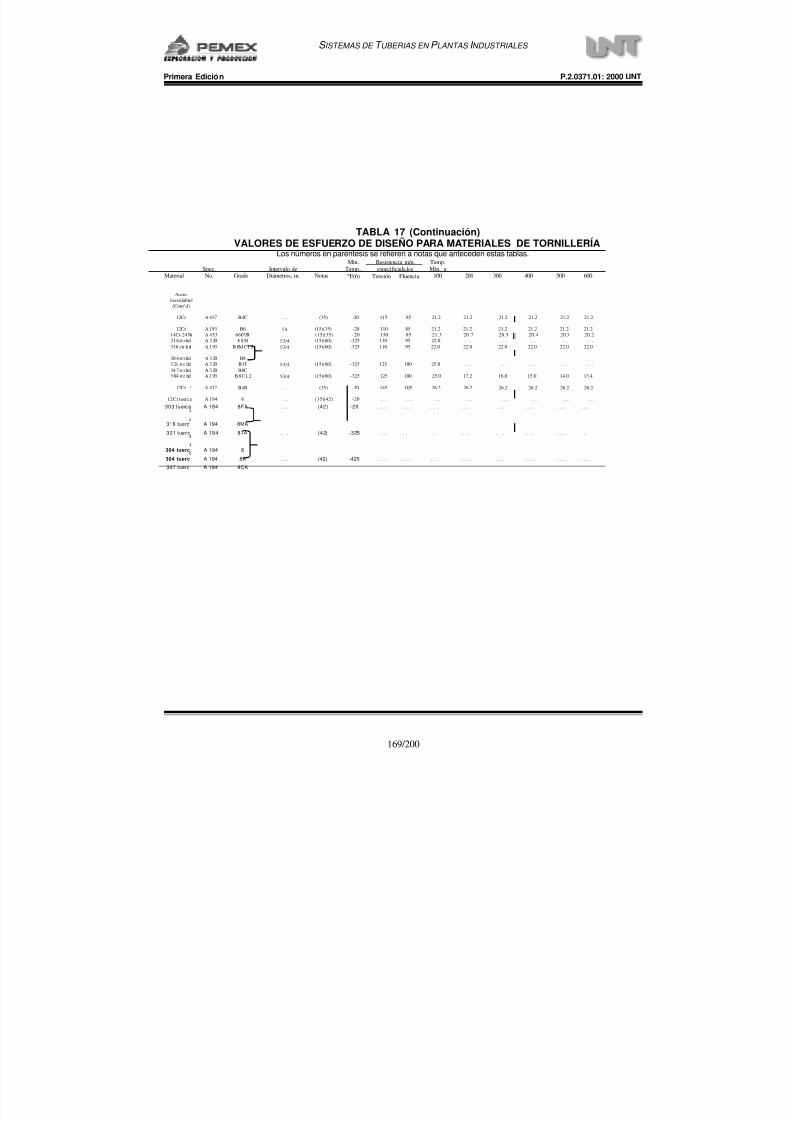
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 171/202
Primera Edición P.2.0371.01: 2000 UNT
169/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
TABLA 17 (Continuación)VALORES DE ESFUERZO DE DISEÑO PARA MATERIALES DE TORNILLERÍA
Los números en paréntesis se refieren a notas que anteceden estas tablas.Resistencia mín.especificada,ksi
MaterialSpec.No. Grado
Intervalo deDiámetros, in. Notas
Min.Temp.,
°F(6) Tensión Fluencia
Temp.Min. a
100 200 300 400 500 600
Acero
inoxidablel(Cont’d)
12Cr A 437 B4C . . . (35) -20 115 85 21.2 21.2 21.2 21.2 21.2 21.2
12Cr A 193 B6 ≤4 (15)(35) -20 110 85 21.2 21.2 21.2 21.2 21.2 21.2
14Cr-24Ni A 453 660ª/B . . . (15)(35) -20 130 85 21.3 20.7 20.5 20.4 20.3 20.2
31 6 st r.hd. A 3 20 B8 M ≤3/4 (15)(60) -325 110 95 22.0 . . . . . . . . . . . . . . .
316 s tr .hd. A 193 B8M Cl.2 ≤3/4 (15)(60) -325 110 95 22.0 22.0 22.0 22.0 22.0 22.0
30 4 st r.hd. A 3 20 B8
3 21 st r. hd. A 3 20 B 8T ≤3/4 (15)(60) -325 125 100 25.0 . . . . . . . . . . . . . . .
34 7 st r.hd. A 3 20 B8C3 04 st r. hd. A 1 93 B 8 C l.2 ≤3/4 (15)(60) -325 125 100 25.0 17.2 16.0 15.0 14.0 13.4
12Cr A 437 B4B . . . (35) -20 145 105 26.2 26.2 26.2 26.2 26.2 26.2
12Cr tuerca A 194 6 . . . (35)(42) -20 . . . . . . . . . . . . . . . . . . . . . . . .
303 tuerca A 194 8FA . . . (42) -20 . . . . . . . . . . . . . . . . . . . . . . . .
316 tuerc A 194 8MA
321 tuerc A 194 8TA . . . (42) -325 . . . . . . . . . . . . . . . . . . . . . . . .
304 tuerc A 194 8
304 tuerc A 194 8A . . . (42) -425 . . . . . . . . . . . . . . . . . . . . . . . .
347 tuerc A 194 8CA
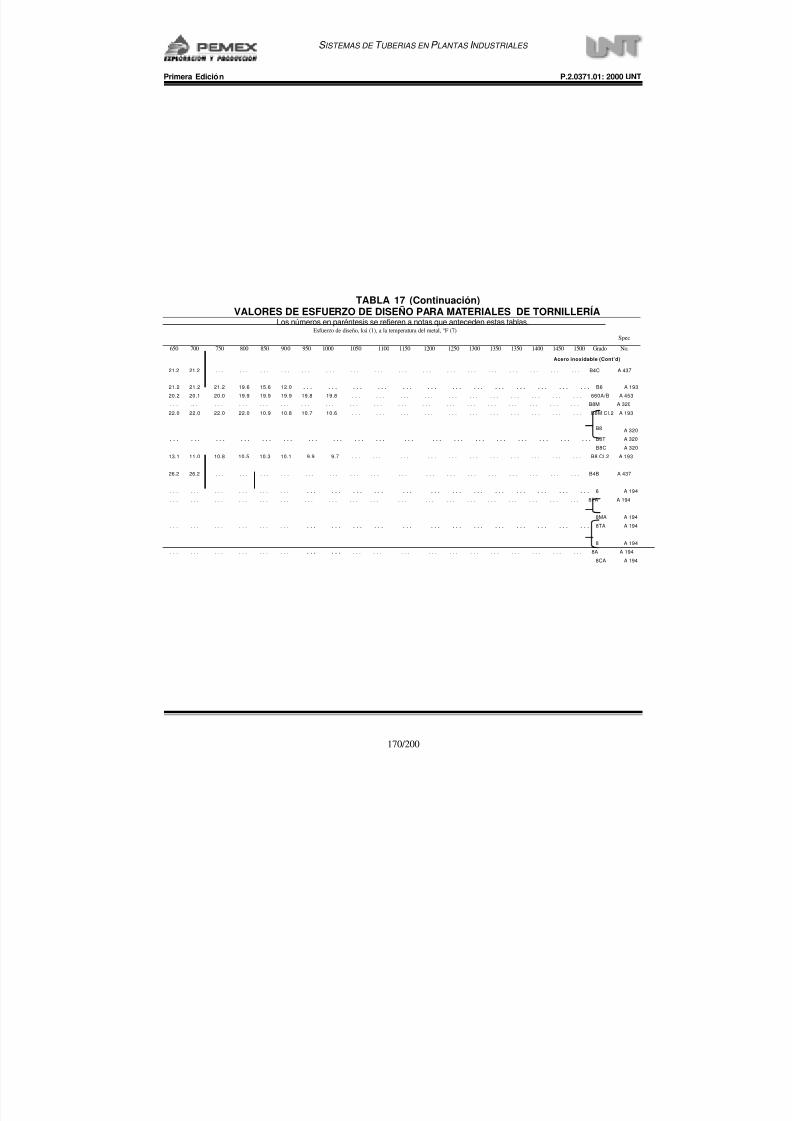
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 172/202
Primera Edición P.2.0371.01: 2000 UNT
170/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
TABLA 17 (Continuación)VALORES DE ESFUERZO DE DISEÑO PARA MATERIALES DE TORNILLERÍALos números en paréntesis se refieren a notas que anteceden estas tablas.
Esfuerzo de diseño, ksi (1), a la temperatura del metal, °F (7)
Spec
650 700 750 800 850 900 950 1000 1050 1100 1150 1200 1250 1300 1350 1350 1400 1450 1500 Grado No.
Acero inoxidable (Cont’d)
21.2 21.2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B4C A 437
21.2 21.2 21.2 19.6 15.6 12.0 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B6 A 193
20.2 20.1 20.0 19.9 19.9 19.9 19.8 19.8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 660A/B A 453
. . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B8M A 320
22.0 22.0 22.0 22.0 10.9 10.8 10.7 10.6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B8M Cl.2 A 193
B8 A 320
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B8T A 320
B8C A 320
13.1 11.0 10.8 10.5 10.3 10.1 9.9 9.7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B8 Cl.2 A 193
26.2 26.2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B4B A 437
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 A 194
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8FA A 194
8MA A 194
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8TA A 194
8 A 194
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8A A 194
8CA A 194
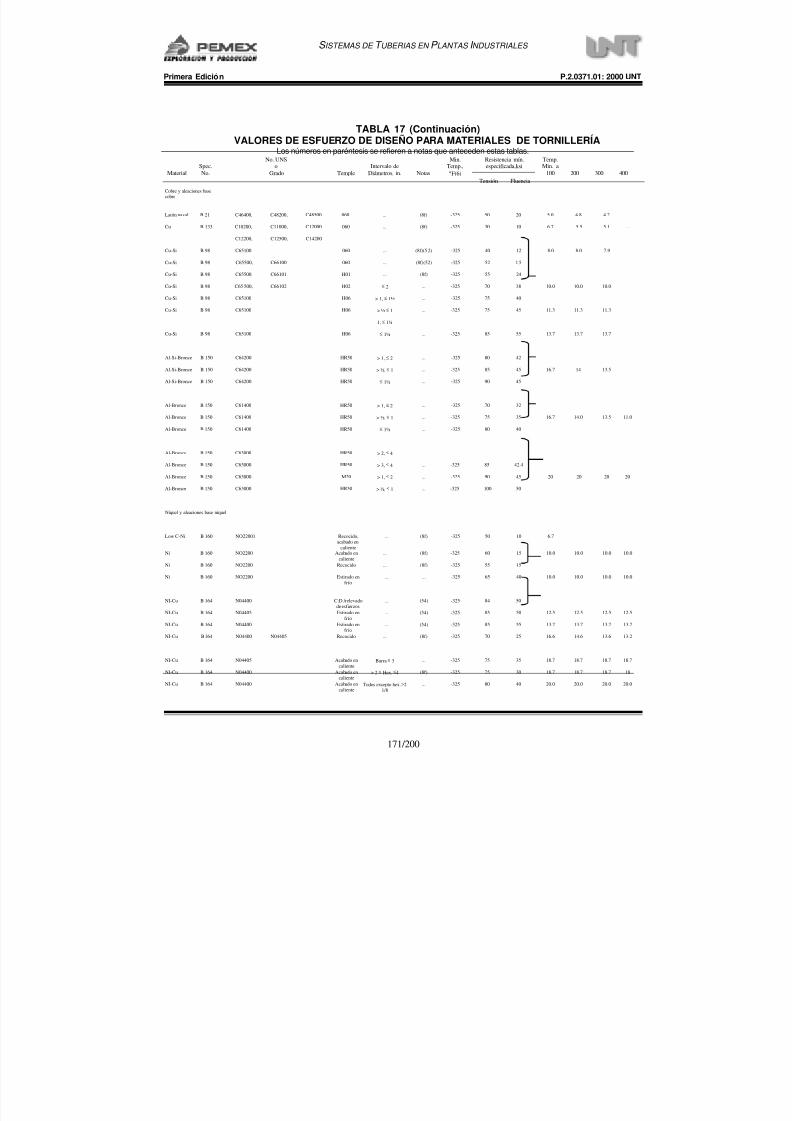
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 173/202
Primera Edición P.2.0371.01: 2000 UNT
171/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
TABLA 17 (Continuación)VALORES DE ESFUERZO DE DISEÑO PARA MATERIALES DE TORNILLERÍA
Los números en paréntesis se refieren a notas que anteceden estas tablas.
Material
Spec.
No.
No. UNSo
Grado Temple
Intervalo de
Diámetros, in. Notas
Min.Temp.,
°F(6)
Resistencia mín.especificada,ksi
Temp.Min. a
100 200 300 400
Tensión Fluencia
Cobre y aleaciones basecobre
Latón naval B 21 C46400, C48200, C48500 060 ... (8f) -325 50 20 5.0 4.8 4.2 ...
Cu B 133 C10200, C11000, C12000 060 ... (8f) -325 30 10 6.7 5.5 5.1 ...
C12200, C12500, C14200
Cu-Si B 98 C65100 060 ... (8f)(5 2) -325 40 12 8.0 8.0 7.9
Cu-Si B 98 C65500, C66100 060 ... (8f)(52) -325 52 1 5
Cu-Si B 98 C65500, C66101 H01 ... (8f) -325 55 24
Cu-Si B 98 C65 500, C66102 H02 ≤ 2 ... -325 70 38 10.0 10.0 10.0
Cu-Si B 98 C65100 H06 > 1, ≤ 1½ ... -325 75 40
Cu-Si B 98 C65100 H06 > ½ ≤ 1 ... -325 75 45 11.3 11.3 11.3
1, ≤ 1¼
Cu-Si B 98 C65100 H06 ≤ 1½ ... -325 85 55 13.7 13.7 13.7
Al-Si-Bronce B 150 C64200 HR50 > 1, ≤ 2 ... -325 80 42
Al-Si-Bronce B 150 C64200 HR50 > ½, ≤ 1 ... -325 85 45 16.7 14 13.5
Al-Si-Bronce B 150 C64200 HR50 ≤ 1½ ... -325 90 45
Al-Bronce B 150 C61400 HR50 > 1, ≤ 2 ... -325 70 32
Al-Bronce B 150 C61400 HR50 > ½, ≤ 1 ... -325 75 35 16.7 14.0 13.5 11.0
Al-Bronce B 150 C61400 HR50 ≤ 1½ ... -325 80 40
Al-Bronce B 150 C63000 HR50 > 2, ≤ 4
Al-Bronce B 150 C63000 HR50 > 3, ≤ 4 ... -325 85 42.4
Al-Bronce B 150 C63000 M20 > 1, ≤ 2 ... -325 90 45 20 20 20 20
Al-Bronce B 150 C63000 HR50 > ½, ≤ 1 ... -325 100 50
Níquel y aleaciones base níquel
Low C-Ni B 160 NO22001 Recocido,acabado en
caliente
... (8f) -325 50 10 6.7
Ni B 160 NO2200 Acabado en
caliente
... (8f) -325 60 15 10.0 10.0 10.0 10.0
Ni B 160 NO2200 Recocido ... (8f) -325 55 15
Ni B 160 NO2200 Estirado en
frío
... ... -325 65 40 10.0 10.0 10.0 10.0
NI-Cu B 164 N04400 C:D./relevado
de esfierzos
... (54) -325 84 50
NI-Cu B 164 N04405 Estirado en
frío
... (54) -325 85 50 12.5 12.5 12.5 12.5
NI-Cu B 164 N04400 Estirado enfrío
... (54) -325 85 55 13.7 13.7 13.7 13.7
NI-Cu B 164 N04400 N04405 Recocido ... (8f) -325 70 25 16.6 14.6 13.6 13.2
NI-Cu B 164 N04405 Acabado en
calienteBarra ≤ 3 ... -325 75 35 18.7 18.7 18.7 18.7
NI-Cu B 164 N04400 Acabado encaliente
> 2 ≤ Hex. ≤4 (8f) -325 75 30 18.7 18.7 18.7 18
NI-Cu B 164 N04400 Acabado en
calienteTodos excepto hex.>2
1/8
... -325 80 40 20.0 20.0 20.0 20.0
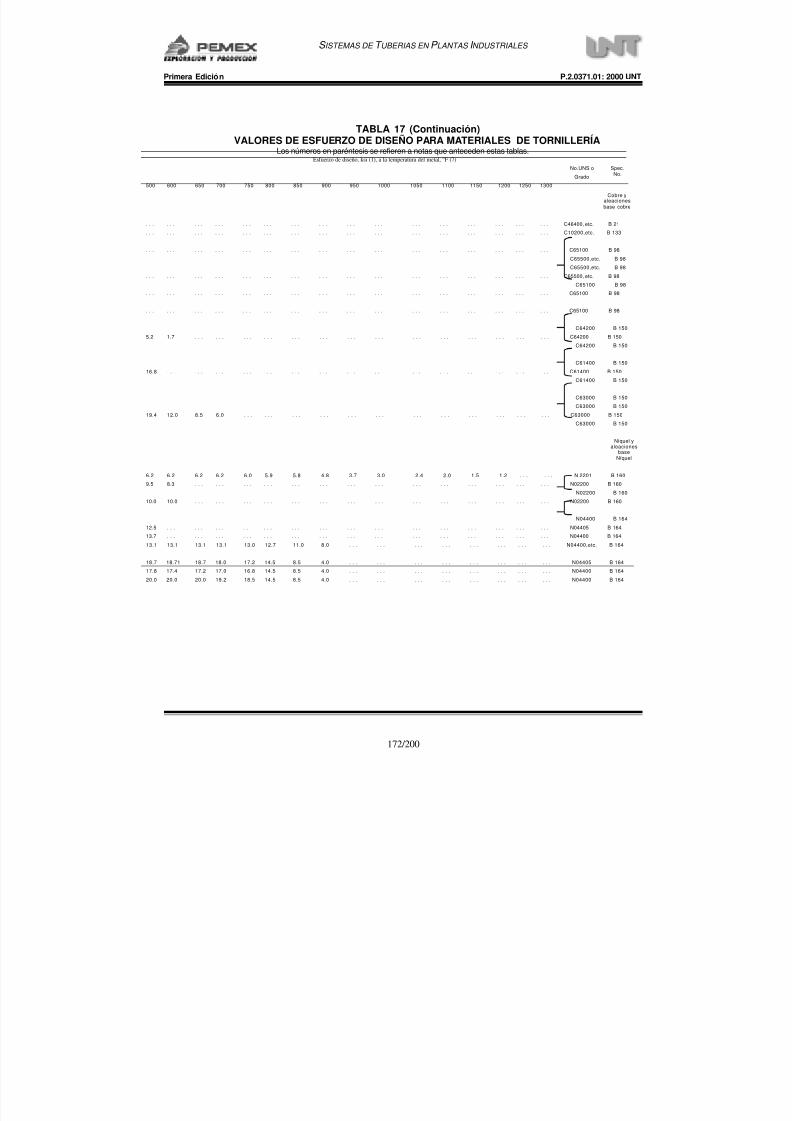
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 174/202

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 175/202
Primera Edición P.2.0371.01: 2000 UNT
173/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
TABLA 17 (Continuación)VALORES DE ESFUERZO DE DISEÑO PARA MATERIALES DE TORNILLERÍA
Los números en paréntesis se refieren a notas que anteceden estas tablas.
Material
Spec.
No.
No. UNSo
Grado Temple
Intervalo de
Diámetros, in. Notas
Min.Temp.,
°F(6)
Resistencia mín.especificada,ksi
Temp.Min. a
100 200 300 400
Tensión Fluencia
Níquel yaleacionesbase Níquel(Cont’d)
Ni-Cr-Fe B 166 N06600 Estirado enfrío
Barra ≤3 (41)(54) -325 105 80 10.0 9.5 9.2 9.1
Ni-Cr-Fe B 166 N06600 Acabado encaliente
Barra ≤3 . . . -325 90 40 10.0 9.5 9.2 9.1
Ni-Cr-Fe B 166 N06600 Recocido . . . . . . -325 80 35 20.0 20.0 20.0 20.0
Ni-Cr-Fe B 166 N06600 Acabado encaliente
Barra ≤3 . . . -325 85 35 21.2 21.2 21.2 21.2
Ni-Mo B 335 N10001 Recocido . . . . . . -325 100 46 25.0 25.0 25.0 24.7
Ni-Mo-Cr B 574 N10276 Recocido ensolución
. . . . . . -325 100 41 25.0 25.0 25.0 21.2
Aleacióndealuminio
. . . B211 6061 T6,T651soldado
1/8, ≤8 (8f)(43)
(63)
-452 24 . . . 4.8 4.8 4.8 3.5
. . . B 211 6061 T6,T651 1/8, ≤8 (43)(63) -452 42 35 8.4 8.4 8.4 4.4
. . . B 211 2024 T4 >6 1/2, ≤8 (43)(63) -452 58 38 9.5 9.5 9.5 4.2
. . . B 211 2024 T4 >4 1/2, ≤6 1/2 (43)(63) -452 62 40 10.0 10.0 10.0 4.5
. . . B 211 2024 T4 1/2, ≤4 ½ (43)(63) -452 62 42 10.5 10.5 10.4 4.5
. . . B 211 2024 T4 1/8, <1/2 (43)(63) -452 62 45 11.3 11.3 10.4 4.5
. . . B 211 2014 T6,T651 1/8, ≤8 (43)(63) -452 65 55 13.0 13.0 11.4 3.9
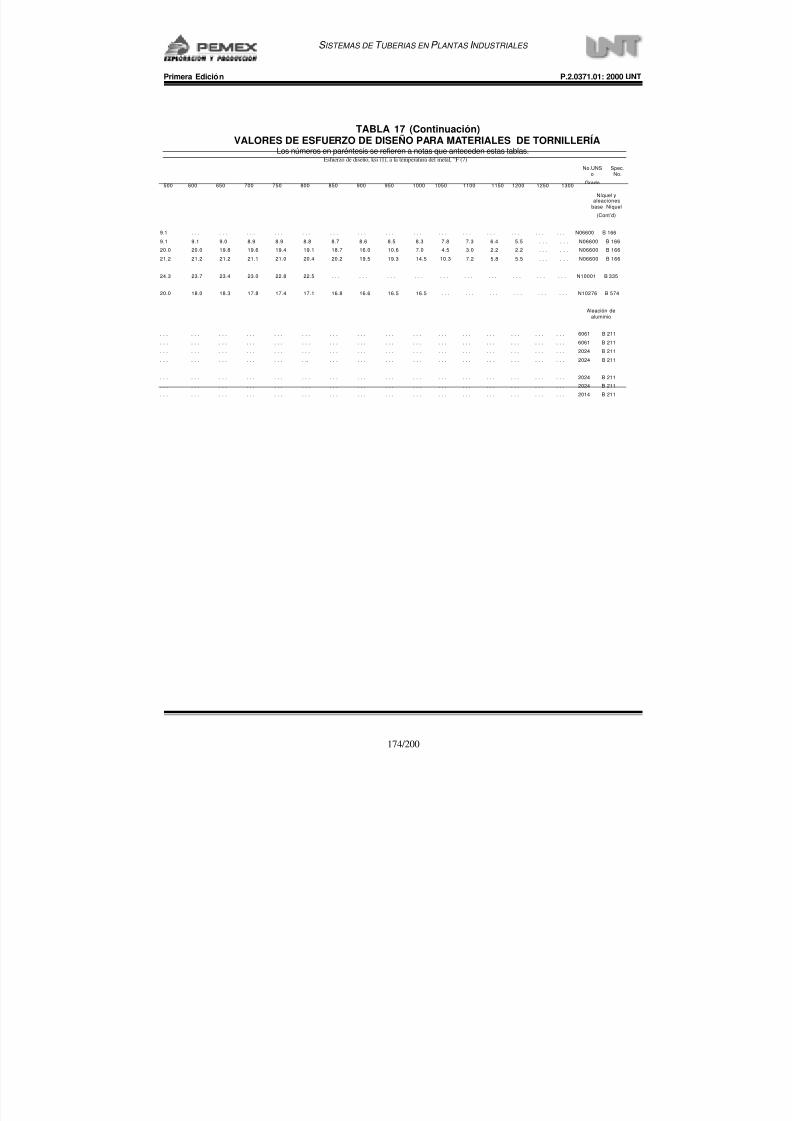
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 176/202
Primera Edición P.2.0371.01: 2000 UNT
174/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
TABLA 17 (Continuación)VALORES DE ESFUERZO DE DISEÑO PARA MATERIALES DE TORNILLERÍA
Los números en paréntesis se refieren a notas que anteceden estas tablas.Esfuerzo de diseño, ksi (1), a la temperatura del metal, °F (7)
500 600 650 700 750 800 850 900 950 1000 1050 1100 1150 1200 1250 1300
No.UNSo
Grado
Spec.No.
Níquel yaleaciones
base Níquel
(Cont’d)
9.1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . N06600 B 166
9.1 9.1 9.0 8.9 8.9 8.8 8.7 8.6 8.5 8.3 7.8 7.3 6.4 5.5 . . . . . . N06600 B 166
20.0 20.0 19.8 19.6 19.4 19.1 18.7 16.0 10.6 7.0 4.5 3.0 2.2 2.2 . . . . . . N06600 B 166
21.2 21.2 21.2 21.1 21.0 20.4 20.2 19.5 19.3 14.5 10.3 7.2 5.8 5.5 . . . . . . N06600 B 166
24.3 23.7 23.4 23.0 22.8 22.5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . N10001 B 335
20.0 18.0 18.3 17.8 17.4 17.1 16.8 16.6 16.5 16.5 . . . . . . . . . . . . . . . . . . N10276 B 574
Aleación dealuminio
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6061 B 211
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6061 B 211
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2024 B 211
. . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2024 B 211
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2024 B 211
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2024 B 211
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2014 B 211
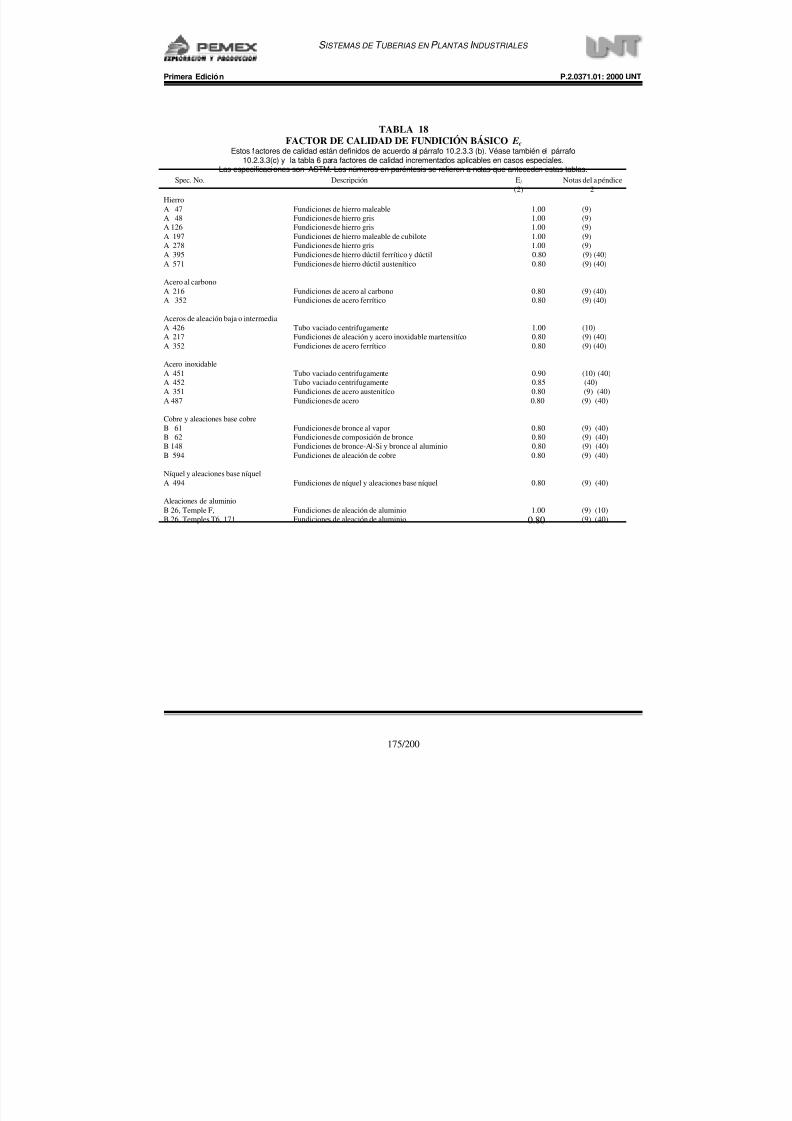
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 177/202
Primera Edición P.2.0371.01: 2000 UNT
175/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
TABLA 18FACTOR DE CALIDAD DE FUNDICIÓN BÁSICO E c
Estos factores de calidad están definidos de acuerdo al párrafo 10.2.3.3 (b). Véase también el párrafo10.2.3.3(c) y la tabla 6 para factores de calidad incrementados aplicables en casos especiales.Las especificaciones son ASTM. Los números en paréntesis se refieren a notas que anteceden estas tablas.
Spec. No. Descripción E /
(2)
Notas del apéndice
2
Hierro
A 47 Fundiciones de hierro maleable 1.00 (9)
A 48 Fundiciones de hierro gris 1.00 (9)
A 126 Fundiciones de hierro gris 1.00 (9)
A 197 Fundiciones de hierro maleable de cubilote 1.00 (9)
A 278 Fundiciones de hierro gris 1.00 (9)
A 395 Fundiciones de hierro dúctil ferrítico y dúctil 0.80 (9) (40)
A 571 Fundiciones de hierro dúctil austenítico 0.80 (9) (40)
Acero al carbono
A 216 Fundiciones de acero al carbono 0.80 (9) (40)
A 352 Fundiciones de acero ferrítico 0.80 (9) (40)
Aceros de aleación baja o intermedia
A 426 Tubo vaciado centrifugamente 1.00 (10)
A 217 Fundiciones de aleación y acero inoxidable martensitíco 0.80 (9) (40)
A 352 Fundiciones de acero ferrítico 0.80 (9) (40)
Acero inoxidable
A 451 Tubo vaciado centrifugamente 0.90 (10) (40)
A 452 Tubo vaciado centrifugamente 0.85 (40)
A 351 Fundiciones de acero austenitíco 0.80 (9) (40)
A 487 Fundiciones de acero 0.80 (9) (40)
Cobre y aleaciones base cobre
B 61 Fundiciones de bronce al vapor 0.80 (9) (40)
B 62 Fundiciones de composición de bronce 0.80 (9) (40)
B 148 Fundiciones de bronce-Al-Si y bronce al aluminio 0.80 (9) (40)
B 594 Fundiciones de aleación de cobre 0.80 (9) (40)
Níquel y aleaciones base níquel
A 494 Fundiciones de níquel y aleaciones base níquel 0.80 (9) (40)
Aleaciones de aluminio
B 26, Temple F, Fundiciones de aleación de aluminio 1.00 (9) (10)
B 26, Temples T6, 171 Fundiciones de aleación de aluminio 0.80 (9) (40)
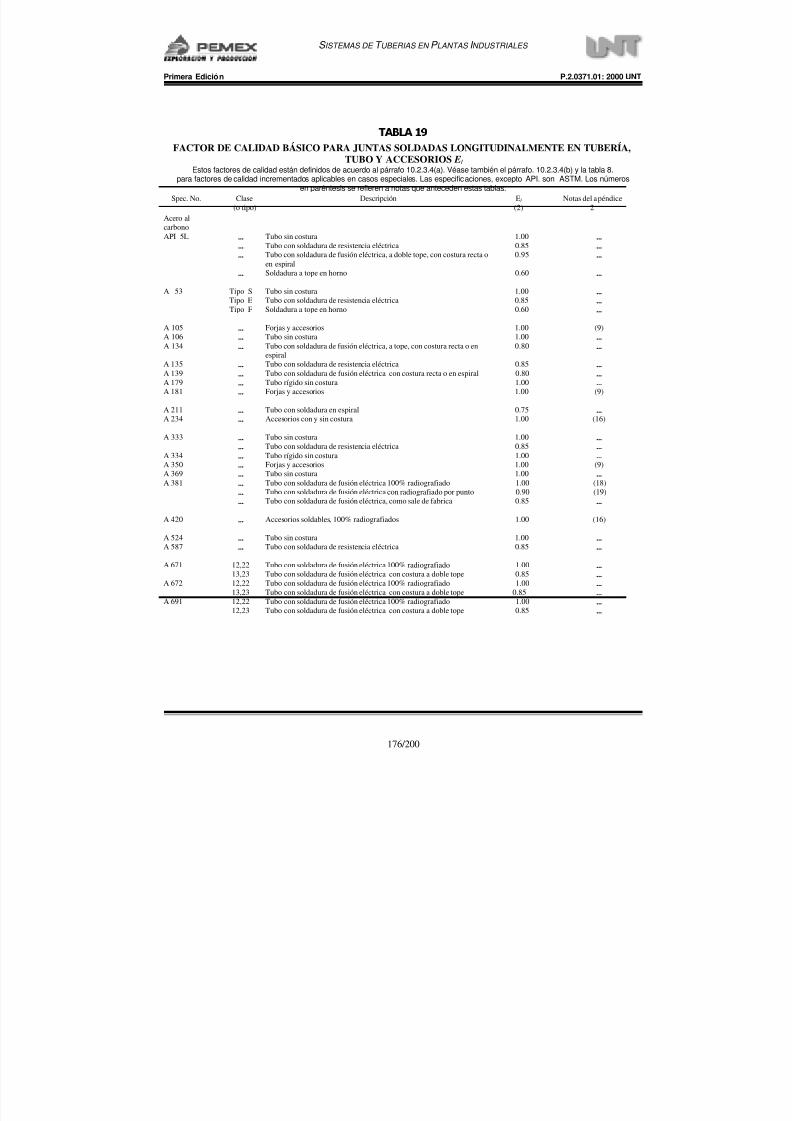
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 178/202
Primera Edición P.2.0371.01: 2000 UNT
176/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
FACTOR DE CALIDAD BÁSICO PARA JUNTAS SOLDADAS LONGITUDINALMENTE EN TUBERÍA,TUBO Y ACCESORIOS E / Estos factores de calidad están definidos de acuerdo al párrafo 10.2.3.4(a). Véase también el párrafo. 10.2.3.4(b) y la tabla 8.
para factores de calidad incrementados aplicables en casos especiales. Las especificaciones, excepto API. son ASTM. Los númerosen paréntesis se refieren a notas que anteceden estas tablas.
Spec. No. Clase
(o tipo)
Descripción E /
(2)
Notas del apéndice
2
Acero al
carbono
API 5L ... Tubo sin costura 1.00 ...... Tubo con soldadura de resistencia eléctrica 0.85 ...... Tubo con soldadura de fusión eléctrica, a doble tope, con costura recta o
en espiral
0.95 ...
... Soldadura a tope en horno 0.60 ...
A 53 Tipo S Tubo sin costura 1.00 ...
Tipo E Tubo con soldadura de resistencia eléctrica 0.85 ...Tipo F Soldadura a tope en horno 0.60 ...
A 105 ... Forjas y accesorios 1.00 (9)
A 106 ... Tubo sin costura 1.00 ...A 134 ... Tubo con soldadura de fusión eléctrica, a tope, con costura recta o en
espiral
0.80 ...
A 135 ... Tubo con soldadura de resistencia eléctrica 0.85 ...A 139 ... Tubo con soldadura de fusión eléctrica con costura recta o en espiral 0.80 ...A 179 ... Tubo rígido sin costura 1.00 ...A 181 ... Forjas y accesorios 1.00 (9)
A 211 ... Tubo con soldadura en espiral 0.75 ...A 234 ... Accesorios con y sin costura 1.00 (16)
A 333 ... Tubo sin costura 1.00 ...... Tubo con soldadura de resistencia eléctrica 0.85 ...
A 334 ... Tubo rígido sin costura 1.00 ...A 350 ... Forjas y accesorios 1.00 (9)
A 369 ... Tubo sin costura 1.00 ...A 381 ... Tubo con soldadura de fusión eléctrica 100% radiografiado 1.00 (18)
... Tubo con soldadura de fusión eléctrica con radiografiado por punto 0.90 (19)
... Tubo con soldadura de fusión eléctrica, como sale de fabrica 0.85 ...
A 420 ... Accesorios soldables, 100% radiografiados 1.00 (16)
A 524 ... Tubo sin costura 1.00 ...A 587 ... Tubo con soldadura de resistencia eléctrica 0.85 ...
A 671 12,22 Tubo con soldadura de fusión eléctrica 100% radiografiado 1.00 ...13,23 Tubo con soldadura de fusión eléctrica con costura a doble tope 0.85 ...
A 672 12,22 Tubo con soldadura de fusión eléctrica 100% radiografiado 1.00 ...13,23 Tubo con soldadura de fusión eléctrica con costura a doble tope 0.85 ...
A 691 12,22 Tubo con soldadura de fusión eléctrica 100% radiografiado 1.00 ...12,23 Tubo con soldadura de fusión eléctrica con costura a doble tope 0.85 ...
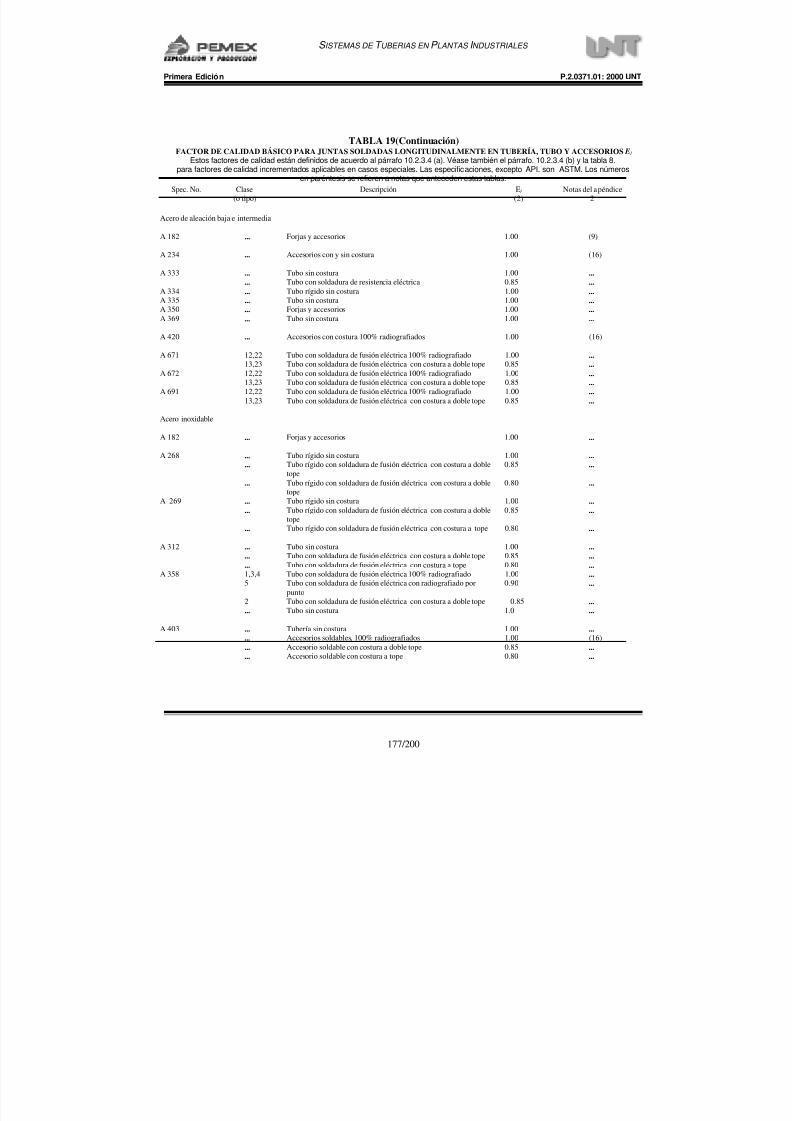
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 179/202
Primera Edición P.2.0371.01: 2000 UNT
177/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
TABLA 19(Continuación)
FACTOR DE CALIDAD BÁSICO PARA JUNTAS SOLDADAS LONGITUDINALMENTE EN TUBERÍA, TUBO Y ACCESORIOS E / Estos factores de calidad están definidos de acuerdo al párrafo 10.2.3.4 (a). Véase también el párrafo. 10.2.3.4 (b) y la tabla 8.para factores de calidad incrementados aplicables en casos especiales. Las especificaciones, excepto API. son ASTM. Los números
en paréntesis se refieren a notas que anteceden estas tablas.Spec. No. Clase
(o tipo)
Descripción E /
(2)
Notas del apéndice
2
Acero de aleación baja e intermedia
A 182 ... Forjas y accesorios 1.00 (9)
A 234 ... Accesorios con y sin costura 1.00 (16)
A 333 ... Tubo sin costura 1.00 ...... Tubo con soldadura de resistencia eléctrica 0.85 ...
A 334 ... Tubo rígido sin costura 1.00 ...
A 335 ... Tubo sin costura 1.00 ...A 350 ... Forjas y accesorios 1.00 ...A 369 ... Tubo sin costura 1.00 ...
A 420 ... Accesorios con costura 100% radiografiados 1.00 (16)
A 671 12,22 Tubo con soldadura de fusión eléctrica 100% radiografiado 1.00 ...13,23 Tubo con soldadura de fusión eléctrica con costura a doble tope 0.85 ...
A 672 12,22 Tubo con soldadura de fusión eléctrica 100% radiografiado 1.00 ...13,23 Tubo con soldadura de fusión eléctrica con costura a doble tope 0.85 ...
A 691 12,22 Tubo con soldadura de fusión eléctrica 100% radiografiado 1.00 ...13,23 Tubo con soldadura de fusión eléctrica con costura a doble tope 0.85 ...
Acero inoxidable
A 182 ... Forjas y accesorios 1.00 ...
A 268 ... Tubo rígido sin costura 1.00 ...... Tubo rígido con soldadura de fusión eléctrica con costura a doble
tope
0.85 ...
... Tubo rígido con soldadura de fusión eléctrica con costura a doble
tope
0.80 ...
A 269 ... Tubo rígido sin costura 1.00 ...... Tubo rígido con soldadura de fusión eléctrica con costura a doble
tope
0.85 ...
... Tubo rígido con soldadura de fusión eléctrica con costura a tope 0.80 ...
A 312 ... Tubo sin costura 1.00 ...... Tubo con soldadura de fusión eléctrica con costura a doble tope 0.85 ...... Tubo con soldadura de fusión eléctrica con costura a tope 0.80 ...
A 358 1,3,4 Tubo con soldadura de fusión eléctrica 100% radiografiado 1.00 ...5 Tubo con soldadura de fusión eléctrica con radiografiado por
punto
0.90 ...
2 Tubo con soldadura de fusión eléctrica con costura a doble tope 0.85 ...... Tubo sin costura 1.0 ...
A 403 ... Tubería sin costura 1.00 ...... Accesorios soldables, 100% radiografiados 1.00 (16)
... Accesorio soldable con costura a doble tope 0.85 ...
... Accesorio soldable con costura a tope 0.80 ...
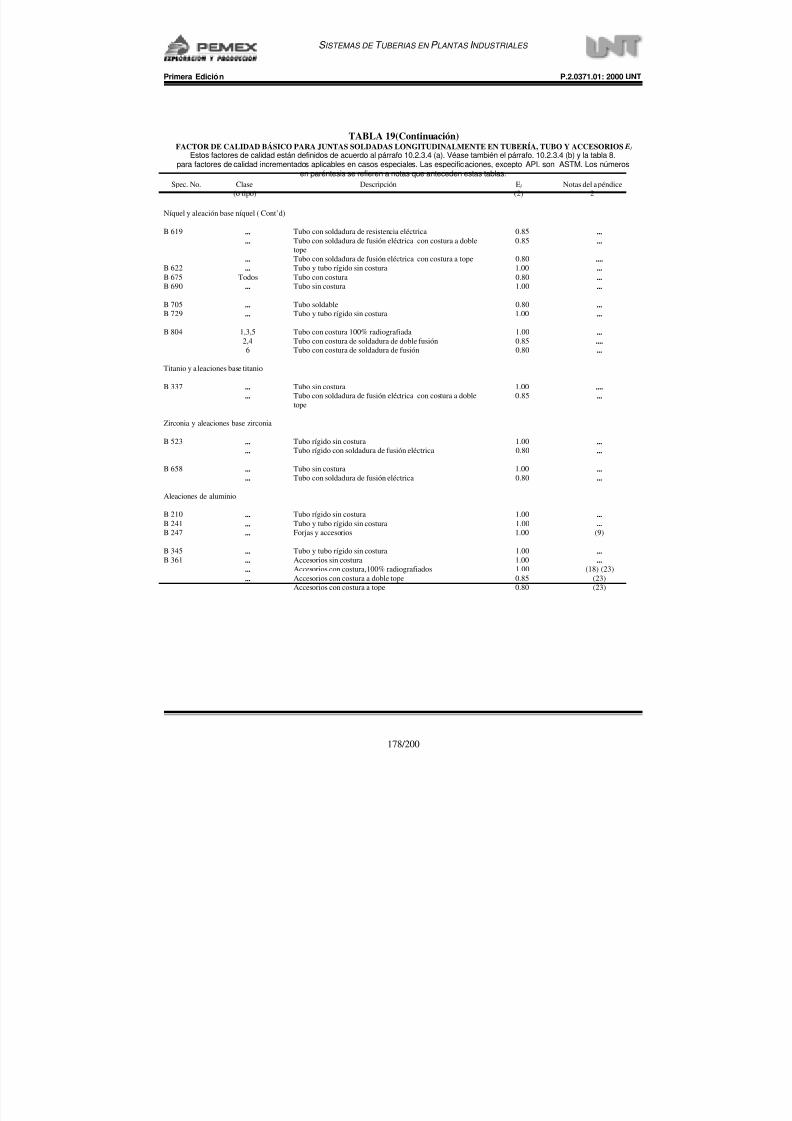
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 180/202
Primera Edición P.2.0371.01: 2000 UNT
178/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
TABLA 19(Continuación)FACTOR DE CALIDAD BÁSICO PARA JUNTAS SOLDADAS LONGITUDINALMENTE EN TUBERÍA, TUBO Y ACCESORIOS E /
Estos factores de calidad están definidos de acuerdo al párrafo 10.2.3.4 (a). Véase también el párrafo. 10.2.3.4 (b) y la tabla 8.para factores de calidad incrementados aplicables en casos especiales. Las especificaciones, excepto API. son ASTM. Los números
en paréntesis se refieren a notas que anteceden estas tablas.Spec. No. Clase
(o tipo)
Descripción E /
(2)
Notas del apéndice
2
Níquel y aleación base níquel ( Cont’d)
B 619 ... Tubo con soldadura de resistencia eléctrica 0.85 ...... Tubo con soldadura de fusión eléctrica con costura a doble
tope
0.85 ...
... Tubo con soldadura de fusión eléctrica con costura a tope 0.80 ....B 622 ... Tubo y tubo rígido sin costura 1.00 ...B 675 Todos Tubo con costura 0.80 ...B 690 ... Tubo sin costura 1.00 ...
B 705 ... Tubo soldable 0.80 ...B 729 ... Tubo y tubo rígido sin costura 1.00 ...
B 804 1,3,5 Tubo con costura 100% radiografiada 1.00 ...2,4 Tubo con costura de soldadura de doble fusión 0.85 ....6 Tubo con costura de soldadura de fusión 0.80 ...
Titanio y a leaciones base titanio
B 337 ... Tubo sin costura 1.00 ....... Tubo con soldadura de fusión eléctrica con costura a doble
tope
0.85 ...
Zirconia y aleaciones base zirconia
B 523 ... Tubo rígido sin costura 1.00 ...
... Tubo rígido con soldadura de fusión eléctrica 0.80 ...B 658 ... Tubo sin costura 1.00 ...
... Tubo con soldadura de fusión eléctrica 0.80 ...
Aleaciones de aluminio
B 210 ... Tubo rígido sin costura 1.00 ...B 241 ... Tubo y tubo rígido sin costura 1.00 ...B 247 ... Forjas y accesorios 1.00 (9)
B 345 ... Tubo y tubo rígido sin costura 1.00 ...B 361 ... Accesorios sin costura 1.00 ...
... Accesorios con costura,100% radiografiados 1.00 (18) (23)
... Accesorios con costura a doble tope 0.85 (23)
Accesorios con costura a tope 0.80 (23)
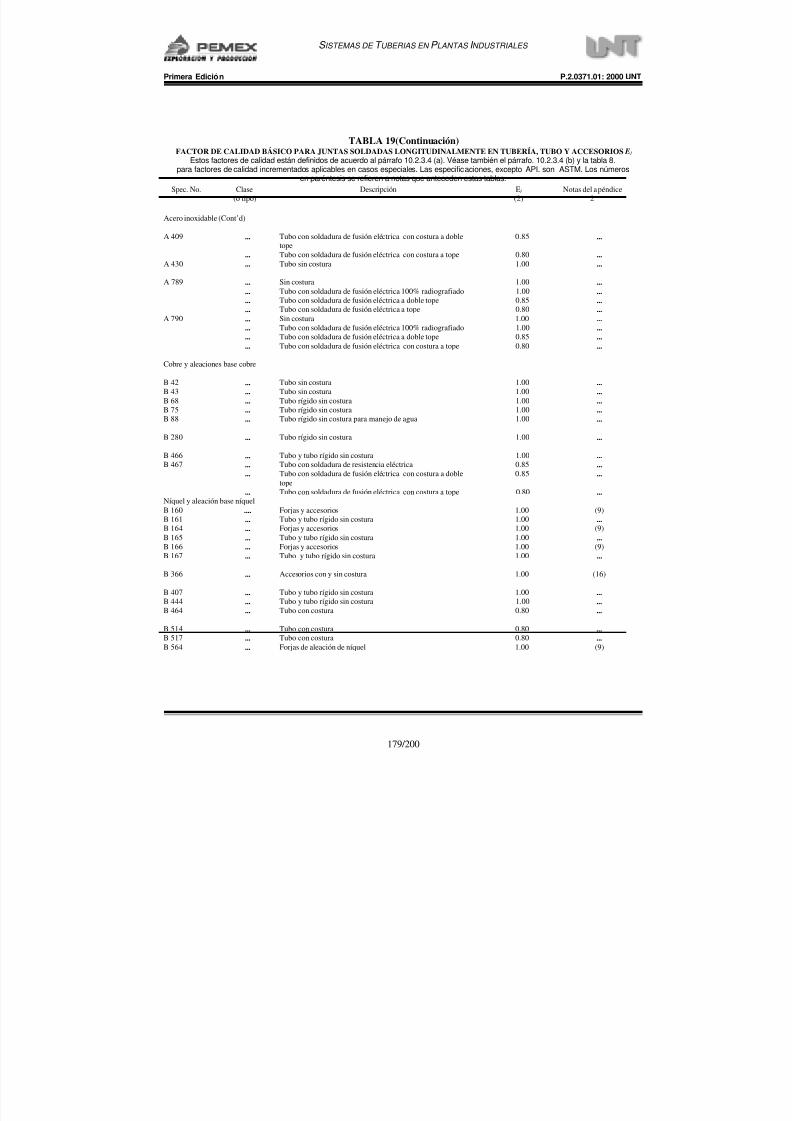
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 181/202
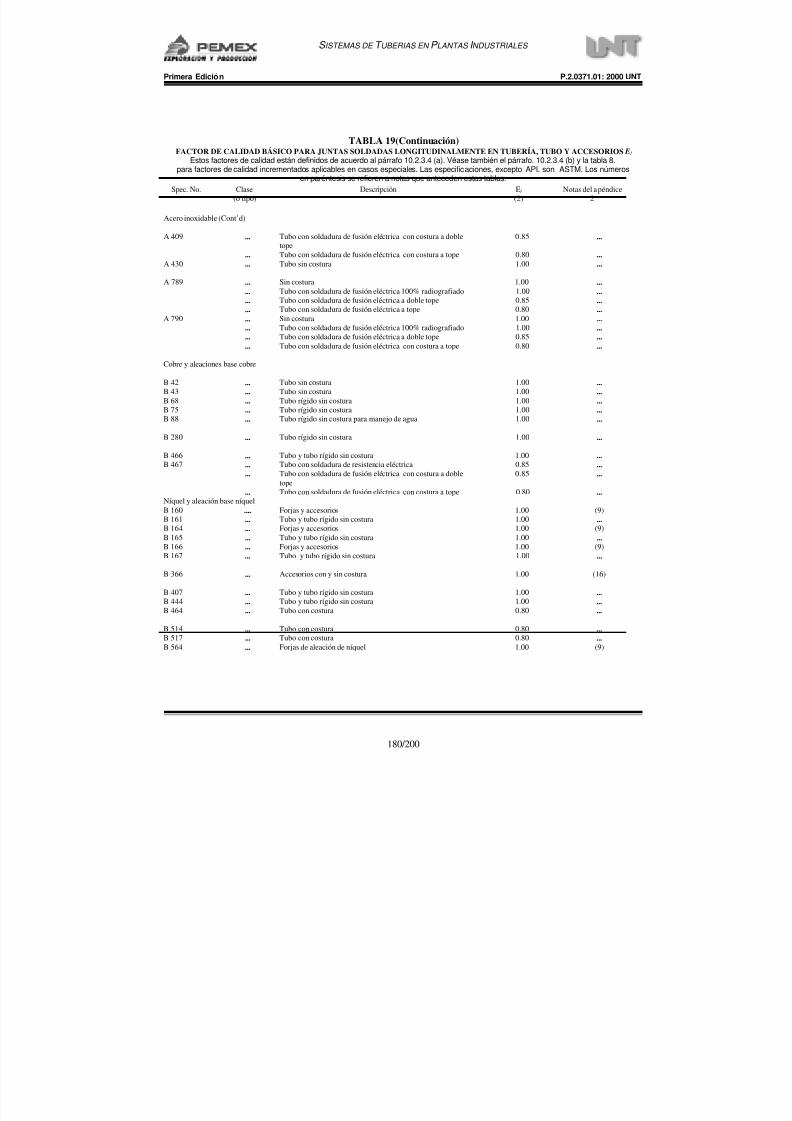
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 182/202
Primera Edición P.2.0371.01: 2000 UNT
180/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
TABLA 19(Continuación)
FACTOR DE CALIDAD BÁSICO PARA JUNTAS SOLDADAS LONGITUDINALMENTE EN TUBERÍA, TUBO Y ACCESORIOS E / Estos factores de calidad están definidos de acuerdo al párrafo 10.2.3.4 (a). Véase también el párrafo. 10.2.3.4 (b) y la tabla 8.para factores de calidad incrementados aplicables en casos especiales. Las especificaciones, excepto API. son ASTM. Los números
en paréntesis se refieren a notas que anteceden estas tablas.Spec. No. Clase
(o tipo)
Descripción E /
(2)
Notas del apéndice
2
Acero inoxidable (Cont’d)
A 409 ... Tubo con soldadura de fusión eléctrica con costura a doble
tope
0.85 ...
... Tubo con soldadura de fusión eléctrica con costura a tope 0.80 ...A 430 ... Tubo sin costura 1.00 ...
A 789 ... Sin costura 1.00 ...... Tubo con soldadura de fusión eléctrica 100% radiografiado 1.00 ...
... Tubo con soldadura de fusión eléctrica a doble tope 0.85 ...... Tubo con soldadura de fusión eléctrica a tope 0.80 ...A 790 ... Sin costura 1.00 ...
... Tubo con soldadura de fusión eléctrica 100% radiografiado 1.00 ...
... Tubo con soldadura de fusión eléctrica a doble tope 0.85 ...
... Tubo con soldadura de fusión eléctrica con costura a tope 0.80 ...
Cobre y aleaciones base cobre
B 42 ... Tubo sin costura 1.00 ...B 43 ... Tubo sin costura 1.00 ...B 68 ... Tubo rígido sin costura 1.00 ...B 75 ... Tubo rígido sin costura 1.00 ...B 88 ... Tubo rígido sin costura para manejo de agua 1.00 ...
B 280 ... Tubo rígido sin costura 1.00 ...
B 466 ... Tubo y tubo rígido sin costura 1.00 ...B 467 ... Tubo con soldadura de resistencia eléctrica 0.85 ...
... Tubo con soldadura de fusión eléctrica con costura a doble
tope
0.85 ...
... Tubo con soldadura de fusión eléctrica con costura a tope 0.80 ...Níquel y aleación base níquel
B 160 .... Forjas y accesorios 1.00 (9)
B 161 ... Tubo y tubo rígido sin costura 1.00 ...B 164 ... Forjas y accesorios 1.00 (9)
B 165 ... Tubo y tubo rígido sin costura 1.00 ...B 166 ... Forjas y accesorios 1.00 (9)
B 167 ... Tubo y tubo rígido sin costura 1.00 ...
B 366 ... Accesorios con y sin costura 1.00 (16)
B 407 ... Tubo y tubo rígido sin costura 1.00 ...B 444 ... Tubo y tubo rígido sin costura 1.00 ...B 464 ... Tubo con costura 0.80 ...
B 514 ... Tubo con costura 0.80 ...B 517 ... Tubo con costura 0.80 ...B 564 ... Forjas de aleación de níquel 1.00 (9)
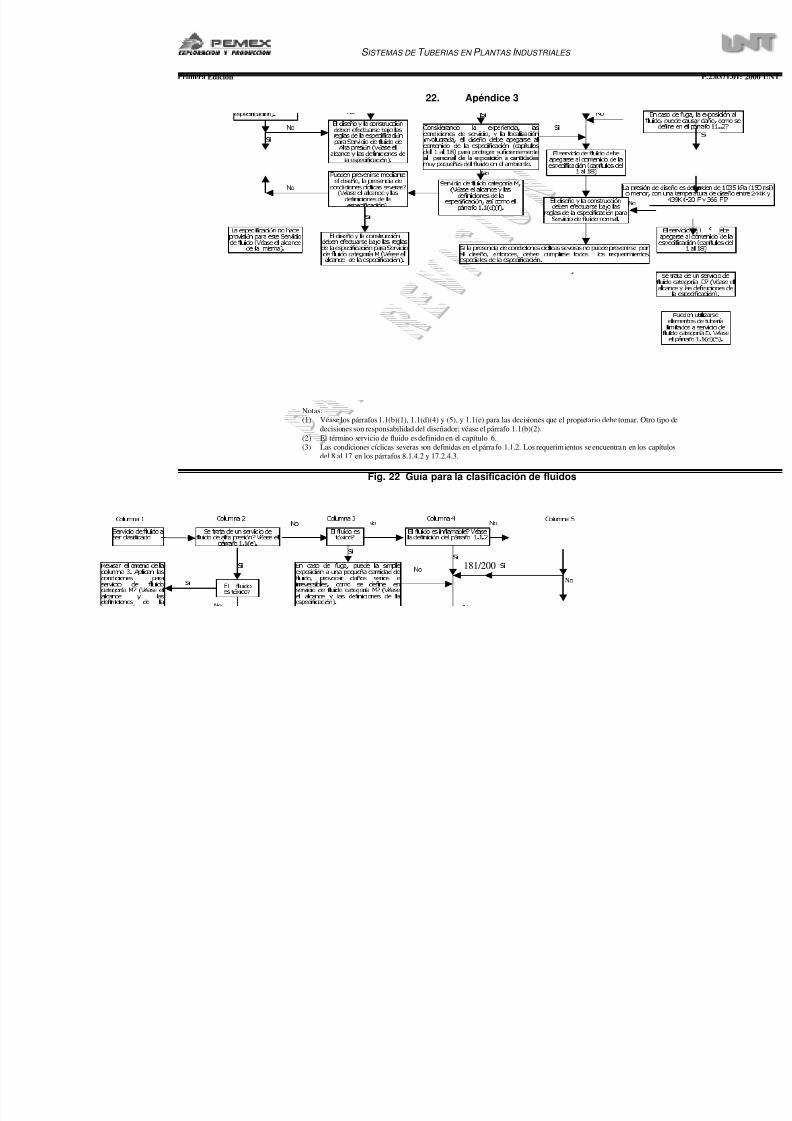
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 183/202
Primera Edición
181/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
22. Apéndice 3
Fig. 22 Guía para la clasificación de fluidos
Notas:
(1) Véase los párrafos 1.1(b)(1), 1.1(d)(4) y (5), y 1.1(e) para las decisiones que el propietario debe tomar. Otro tip
decisiones son responsabilidad del diseñador; véase el párrafo 1.1(b)(2).
(2) El término servicio de fluido es definido en el capítulo 6.
(3) Las condiciones cíclicas severas son definidas en el párrafo 1.1.2. Los requerimientos se encuentran en los capít
del 8 al 17 en los párrafos 8.1.4.2 y 17.2.4.3.
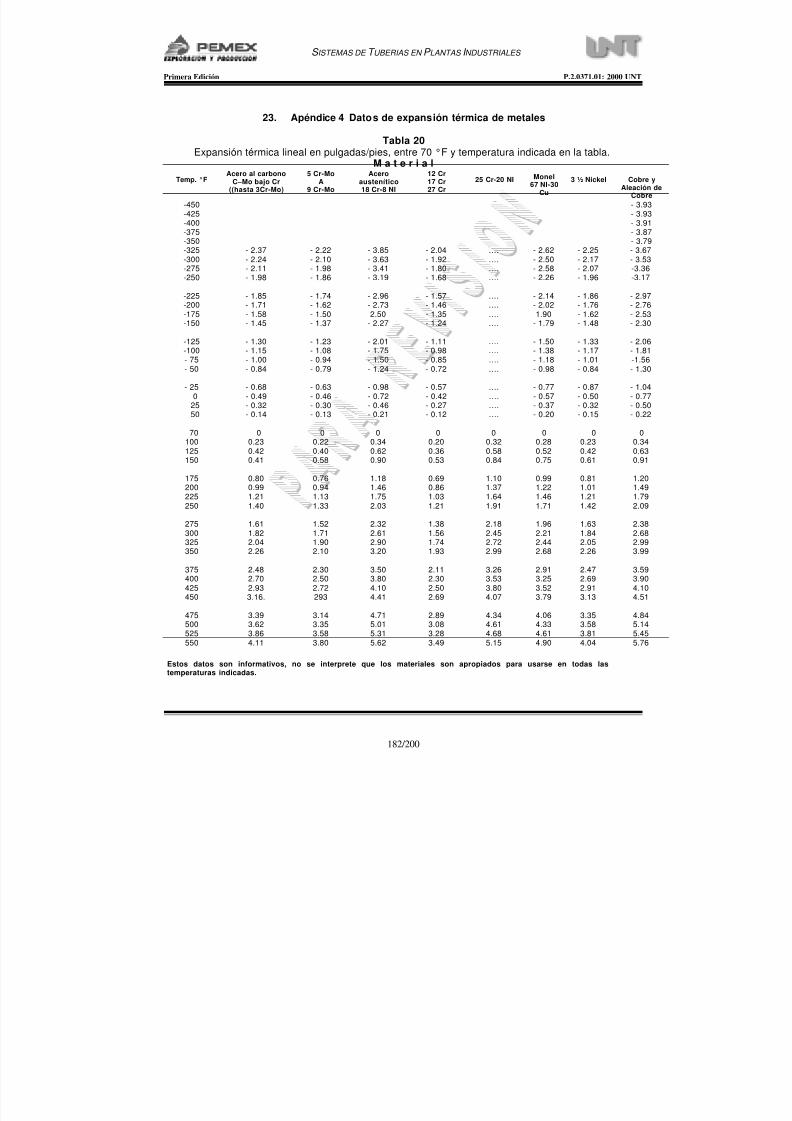
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 184/202
Primera Edición P.2.0371.01: 2000 UNT
182/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
23. Apéndice 4 Datos de expansión térmica de metales
Tabla 20
Expansión térmica lineal en pulgadas/pies, entre 70 °F y temperatura indicada en la tabla.M a t e r i a l
Temp. °FAcero al carbono
C–Mo bajo Cr((hasta 3Cr-Mo)
5 Cr-MoA
9 Cr-Mo
Aceroaustenítico18 Cr-8 NI
12 Cr17 Cr27 Cr
25 Cr-20 NI Monel67 NI-30
Cu
3 ½ Nickel Cobre yAleación de
Cobre-450 - 3.93-425 - 3.93-400 - 3.91-375 - 3.87-350 - 3.79-325 - 2.37 - 2.22 - 3.85 - 2.04 …. - 2.62 - 2.25 - 3.67-300 - 2.24 - 2.10 - 3.63 - 1.92 …. - 2.50 - 2.17 - 3.53-275 - 2.11 - 1.98 - 3.41 - 1.80 …. - 2.58 - 2.07 -3.36-250 - 1.98 - 1.86 - 3.19 - 1.68 …. - 2.26 - 1.96 -3.17
-225 - 1.85 - 1.74 - 2.96 - 1.57 …. - 2.14 - 1.86 - 2.97
-200 - 1.71 - 1.62 - 2.73 - 1.46 …. - 2.02 - 1.76 - 2.76-175 - 1.58 - 1.50 2.50 - 1.35 …. 1.90 - 1.62 - 2.53-150 - 1.45 - 1.37 - 2.27 - 1.24 …. - 1.79 - 1.48 - 2.30
-125 - 1.30 - 1.23 - 2.01 - 1.11 …. - 1.50 - 1.33 - 2.06-100 - 1.15 - 1.08 - 1.75 - 0.98 …. - 1.38 - 1.17 - 1.81- 75 - 1.00 - 0.94 - 1.50 - 0.85 …. - 1.18 - 1.01 -1.56- 50 - 0.84 - 0.79 - 1.24 - 0.72 …. - 0.98 - 0.84 - 1.30
- 25 - 0.68 - 0.63 - 0.98 - 0.57 …. - 0.77 - 0.87 - 1.040 - 0.49 - 0.46 - 0.72 - 0.42 …. - 0.57 - 0.50 - 0.77
25 - 0.32 - 0.30 - 0.46 - 0.27 …. - 0.37 - 0.32 - 0.5050 - 0.14 - 0.13 - 0.21 - 0.12 …. - 0.20 - 0.15 - 0.22
70 0 0 0 0 0 0 0 0100 0.23 0.22 0.34 0.20 0.32 0.28 0.23 0.34
125 0.42 0.40 0.62 0.36 0.58 0.52 0.42 0.63150 0.41 0.58 0.90 0.53 0.84 0.75 0.61 0.91
175 0.80 0.76 1.18 0.69 1.10 0.99 0.81 1.20200 0.99 0.94 1.46 0.86 1.37 1.22 1.01 1.49225 1.21 1.13 1.75 1.03 1.64 1.46 1.21 1.79250 1.40 1.33 2.03 1.21 1.91 1.71 1.42 2.09
275 1.61 1.52 2.32 1.38 2.18 1.96 1.63 2.38300 1.82 1.71 2.61 1.56 2.45 2.21 1.84 2.68325 2.04 1.90 2.90 1.74 2.72 2.44 2.05 2.99350 2.26 2.10 3.20 1.93 2.99 2.68 2.26 3.99
375 2.48 2.30 3.50 2.11 3.26 2.91 2.47 3.59400 2.70 2.50 3.80 2.30 3.53 3.25 2.69 3.90425 2.93 2.72 4.10 2.50 3.80 3.52 2.91 4.10450 3.16. 293 4.41 2.69 4.07 3.79 3.13 4.51
475 3.39 3.14 4.71 2.89 4.34 4.06 3.35 4.84500 3.62 3.35 5.01 3.08 4.61 4.33 3.58 5.14525 3.86 3.58 5.31 3.28 4.68 4.61 3.81 5.45550 4.11 3.80 5.62 3.49 5.15 4.90 4.04 5.76
Estos datos son informativos, no se interprete que los materiales son apropiados para usarse en todas lastemperaturas indicadas.
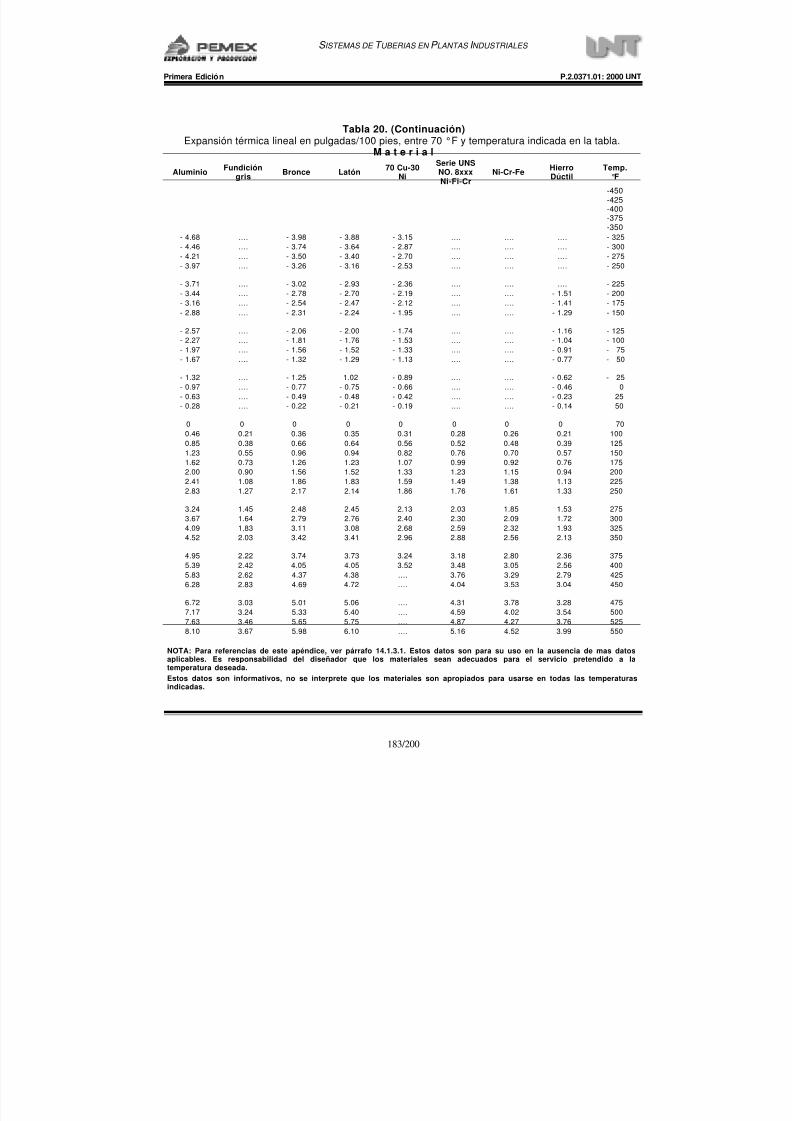
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 185/202
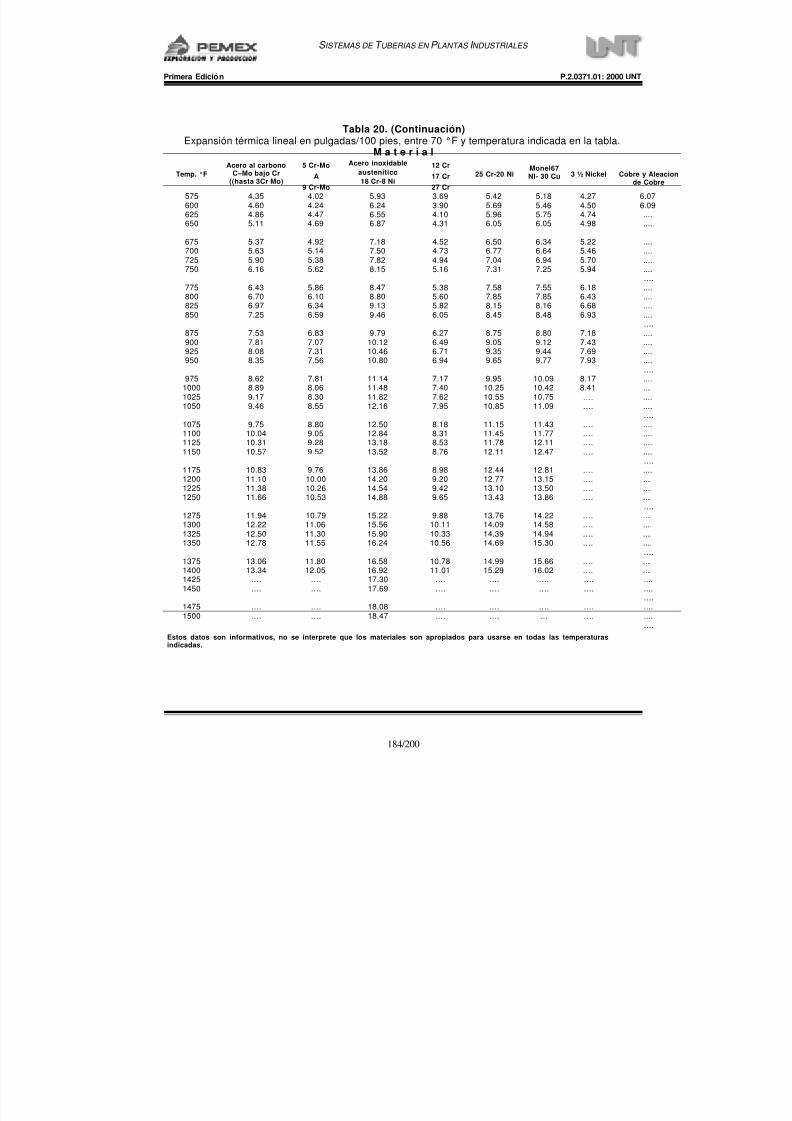
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 186/202
Primera Edición P.2.0371.01: 2000 UNT
184/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 20. (Continuación)Expansión térmica lineal en pulgadas/100 pies, entre 70 °F y temperatura indicada en la tabla.
M a t e r i a l
Temp. °FAcero al carbono
C–Mo bajo Cr((hasta 3Cr Mo)
5 Cr-Mo
A
9 Cr-Mo
Acero inoxidableaustenítico18 Cr-8 Ni
12 Cr
17 Cr
27 Cr
25 Cr-20 NiMonel67NI- 30 Cu 3 ½ Nickel Cobre y Alea
de Cobre
575 4.35 4.02 5.93 3.69 5.42 5.18 4.27 6.07600 4.60 4.24 6.24 3.90 5.69 5.46 4.50 6.09625 4.86 4.47 6.55 4.10 5.96 5.75 4.74 ....650 5.11 4.69 6.87 4.31 6.05 6.05 4.98 ....
675 5.37 4.92 7.18 4.52 6.50 6.34 5.22 ....700 5.63 5.14 7.50 4.73 6.77 6.64 5.46 ....725 5.90 5.38 7.82 4.94 7.04 6.94 5.70 ....750 6.16 5.62 8.15 5.16 7.31 7.25 5.94 ....
....775 6.43 5.86 8.47 5.38 7.58 7.55 6.18 ....800 6.70 6.10 8.80 5.60 7.85 7.85 6.43 ....825 6.97 6.34 9.13 5.82 8.15 8.16 6.68 ....850 7.25 6.59 9.46 6.05 8.45 8.48 6.93 ....
....875 7.53 6.83 9.79 6.27 8.75 8.80 7.18 ....900 7.81 7.07 10.12 6.49 9.05 9.12 7.43 ....925 8.08 7.31 10.46 6.71 9.35 9.44 7.69 ....950 8.35 7.56 10.80 6.94 9.65 9.77 7.93 ....
....975 8.62 7.81 11.14 7.17 9.95 10.09 8.17 ....
1000 8.89 8.06 11.48 7.40 10.25 10.42 8.41 ....1025 9.17 8.30 11.82 7.62 10.55 10.75 …. ....1050 9.46 8.55 12.16 7.95 10.85 11.09 …. ....
....1075 9.75 8.80 12.50 8.18 11.15 11.43 …. ....1100 10.04 9.05 12.84 8.31 11.45 11.77 …. ....1125 10.31 9.28 13.18 8.53 11.78 12.11 …. ....
1150 10.57 9.52 13.52 8.76 12.11 12.47 …. ........1175 10.83 9.76 13.86 8.98 12.44 12.81 …. ....1200 11.10 10.00 14.20 9.20 12.77 13.15 …. ....1225 11.38 10.26 14.54 9.42 13.10 13.50 …. ....1250 11.66 10.53 14.88 9.65 13.43 13.86 …. ....
....1275 11.94 10.79 15.22 9.88 13.76 14.22 …. ....1300 12.22 11.06 15.56 10.11 14.09 14.58 …. ....1325 12.50 11.30 15.90 10.33 14.39 14.94 …. ....1350 12.78 11.55 16.24 10.56 14.69 15.30 …. ....
....1375 13.06 11.80 16.58 10.78 14.99 15.66 …. ....1400 13.34 12.05 16.92 11.01 15.29 16.02 …. ....1425 …. …. 17.30 …. …. …. …. ....1450 …. …. 17.69 …. …. …. …. ....
....
1475 …. …. 18.08 …. …. …. …. ....1500 …. …. 18.47 …. …. … …. ....
....
Estos datos son informativos, no se interprete que los materiales son apropiados para usarse en todas las temperaturasindicadas.
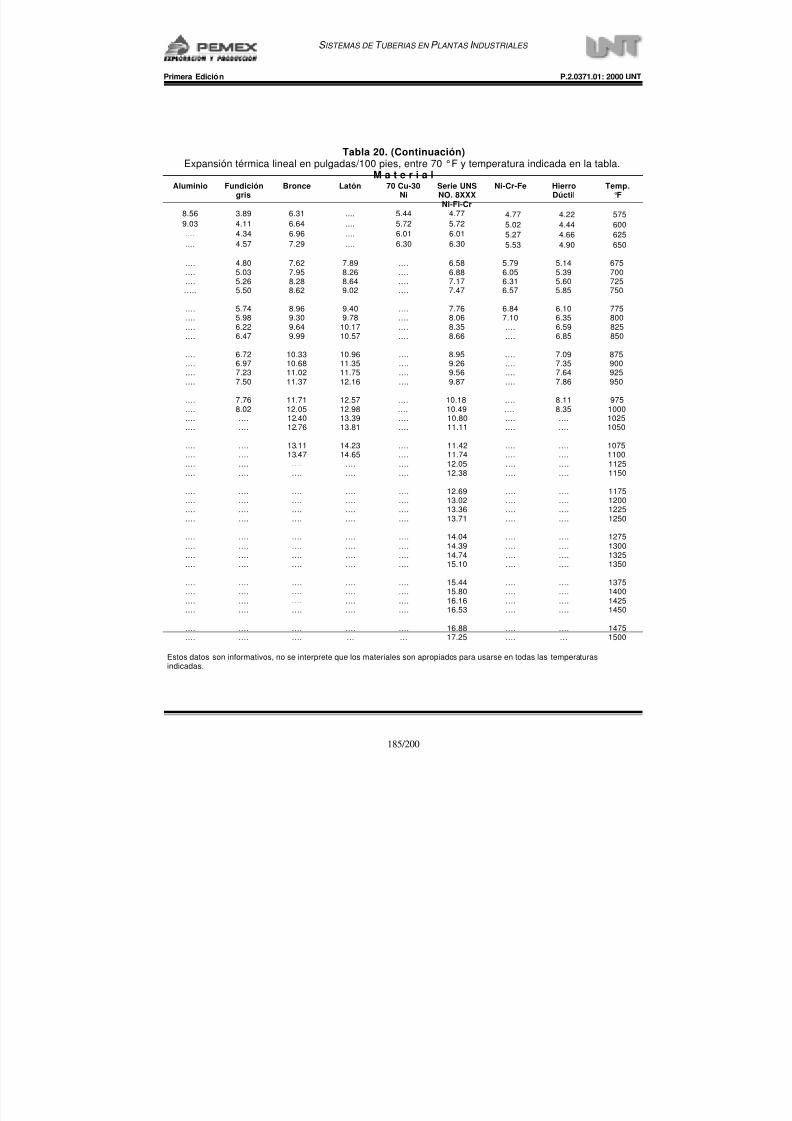
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 187/202
Primera Edición P.2.0371.01: 2000 UNT
185/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 20. (Continuación)Expansión térmica lineal en pulgadas/100 pies, entre 70 °F y temperatura indicada en la tabla.
M a t e r i a lAluminio Fundición
grisBronce Latón 70 Cu-30
NiSerie UNSNO. 8XXXNi-Fi-Cr
Ni-Cr-Fe HierroDúctil
Temp.°F
8.56 3.89 6.31 .... 5.44 4.77 4.77 4.22 5759.03 4.11 6.64 .... 5.72 5.72 5.02 4.44 600.... 4.34 6.96 .... 6.01 6.01 5.27 4.66 625.... 4.57 7.29 .... 6.30 6.30 5.53 4.90 650
…. 4.80 7.62 7.89 …. 6.58 5.79 5.14 675…. 5.03 7.95 8.26 …. 6.88 6.05 5.39 700…. 5.26 8.28 8.64 …. 7.17 6.31 5.60 725….. 5.50 8.62 9.02 …. 7.47 6.57 5.85 750
…. 5.74 8.96 9.40 …. 7.76 6.84 6.10 775…. 5.98 9.30 9.78 …. 8.06 7.10 6.35 800…. 6.22 9.64 10.17 …. 8.35 …. 6.59 825…. 6.47 9.99 10.57 …. 8.66 …. 6.85 850
…. 6.72 10.33 10.96 …. 8.95 …. 7.09 875…. 6.97 10.68 11.35 …. 9.26 …. 7.35 900…. 7.23 11.02 11.75 …. 9.56 …. 7.64 925…. 7.50 11.37 12.16 …. 9.87 …. 7.86 950
…. 7.76 11.71 12.57 …. 10.18 …. 8.11 975…. 8.02 12.05 12.98 …. 10.49 …. 8.35 1000…. …. 12.40 13.39 …. 10.80 …. …. 1025…. …. 12.76 13.81 …. 11.11 …. …. 1050
…. …. 13.11 14.23 …. 11.42 …. …. 1075
…. …. 13.47 14.65 …. 11.74 …. …. 1100…. …. …. …. …. 12.05 …. …. 1125…. …. …. …. …. 12.38 …. …. 1150
…. …. …. …. …. 12.69 …. …. 1175…. …. …. …. …. 13.02 …. …. 1200…. …. …. …. …. 13.36 …. …. 1225…. …. …. …. …. 13.71 …. …. 1250
…. …. …. …. …. 14.04 …. …. 1275…. …. …. …. …. 14.39 …. …. 1300…. …. …. …. …. 14.74 …. …. 1325…. …. …. …. …. 15.10 …. …. 1350
…. …. …. …. …. 15.44 …. …. 1375…. …. …. …. …. 15.80 …. …. 1400…. …. …. …. …. 16.16 …. …. 1425…. …. …. …. …. 16.53 …. …. 1450
…. …. …. …. …. 16.88 …. …. 1475…. …. …. … … 17.25 …. … 1500
Estos datos son informativos, no se interprete que los materiales son apropiados para usarse en todas las temperaturasindicadas.
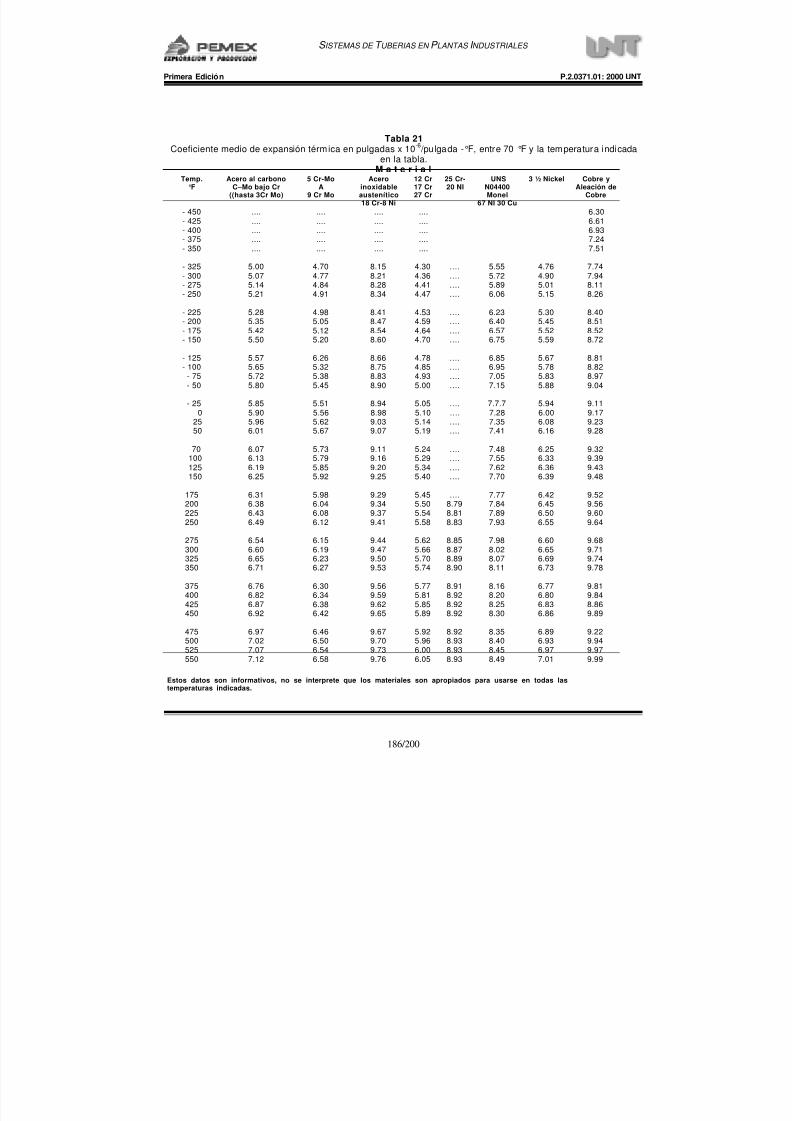
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 188/202
Primera Edición P.2.0371.01: 2000 UNT
186/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 21
Coeficiente medio de expansión térmica en pulgadas x 10-6
/pulgada -°F, entre 70 °F y la temperatura indicadaen la tabla.M a t e r i a l
Temp.°F
Acero al carbonoC–Mo bajo Cr
((hasta 3Cr Mo)
5 Cr-MoA
9 Cr Mo
Aceroinoxidableaustenítico18 Cr-8 Ni
12 Cr17 Cr27 Cr
25 Cr-20 NI
UNSN04400Monel
67 NI 30 Cu
3 ½ Nickel Cobre yAleación de
Cobre
- 450 .... .... .... .... 6.30- 425 .... .... .... .... 6.61- 400 .... .... .... .... 6.93- 375 .... .... .... .... 7.24- 350 .... .... .... .... 7.51
- 325 5.00 4.70 8.15 4.30 …. 5.55 4.76 7.74- 300 5.07 4.77 8.21 4.36 …. 5.72 4.90 7.94- 275 5.14 4.84 8.28 4.41 …. 5.89 5.01 8.11- 250 5.21 4.91 8.34 4.47 …. 6.06 5.15 8.26
- 225 5.28 4.98 8.41 4.53 …. 6.23 5.30 8.40- 200 5.35 5.05 8.47 4.59 …. 6.40 5.45 8.51- 175 5.42 5.12 8.54 4.64 …. 6.57 5.52 8.52- 150 5.50 5.20 8.60 4.70 …. 6.75 5.59 8.72
- 125 5.57 6.26 8.66 4.78 …. 6.85 5.67 8.81- 100 5.65 5.32 8.75 4.85 …. 6.95 5.78 8.82
- 75 5.72 5.38 8.83 4.93 …. 7.05 5.83 8.97- 50 5.80 5.45 8.90 5.00 …. 7.15 5.88 9.04
- 25 5.85 5.51 8.94 5.05 …. 7.7.7 5.94 9.110 5.90 5.56 8.98 5.10 …. 7.28 6.00 9.17
25 5.96 5.62 9.03 5.14 …. 7.35 6.08 9.2350 6.01 5.67 9.07 5.19 …. 7.41 6.16 9.28
70 6.07 5.73 9.11 5.24 …. 7.48 6.25 9.32100 6.13 5.79 9.16 5.29 …. 7.55 6.33 9.39125 6.19 5.85 9.20 5.34 …. 7.62 6.36 9.43150 6.25 5.92 9.25 5.40 …. 7.70 6.39 9.48
175 6.31 5.98 9.29 5.45 …. 7.77 6.42 9.52200 6.38 6.04 9.34 5.50 8.79 7.84 6.45 9.56225 6.43 6.08 9.37 5.54 8.81 7.89 6.50 9.60250 6.49 6.12 9.41 5.58 8.83 7.93 6.55 9.64
275 6.54 6.15 9.44 5.62 8.85 7.98 6.60 9.68300 6.60 6.19 9.47 5.66 8.87 8.02 6.65 9.71325 6.65 6.23 9.50 5.70 8.89 8.07 6.69 9.74350 6.71 6.27 9.53 5.74 8.90 8.11 6.73 9.78
375 6.76 6.30 9.56 5.77 8.91 8.16 6.77 9.81400 6.82 6.34 9.59 5.81 8.92 8.20 6.80 9.84
425 6.87 6.38 9.62 5.85 8.92 8.25 6.83 8.86450 6.92 6.42 9.65 5.89 8.92 8.30 6.86 9.89
475 6.97 6.46 9.67 5.92 8.92 8.35 6.89 9.22500 7.02 6.50 9.70 5.96 8.93 8.40 6.93 9.94525 7.07 6.54 9.73 6.00 8.93 8.45 6.97 9.97550 7.12 6.58 9.76 6.05 8.93 8.49 7.01 9.99
Estos datos son informativos, no se interprete que los materiales son apropiados para usarse en todas lastemperaturas indicadas.
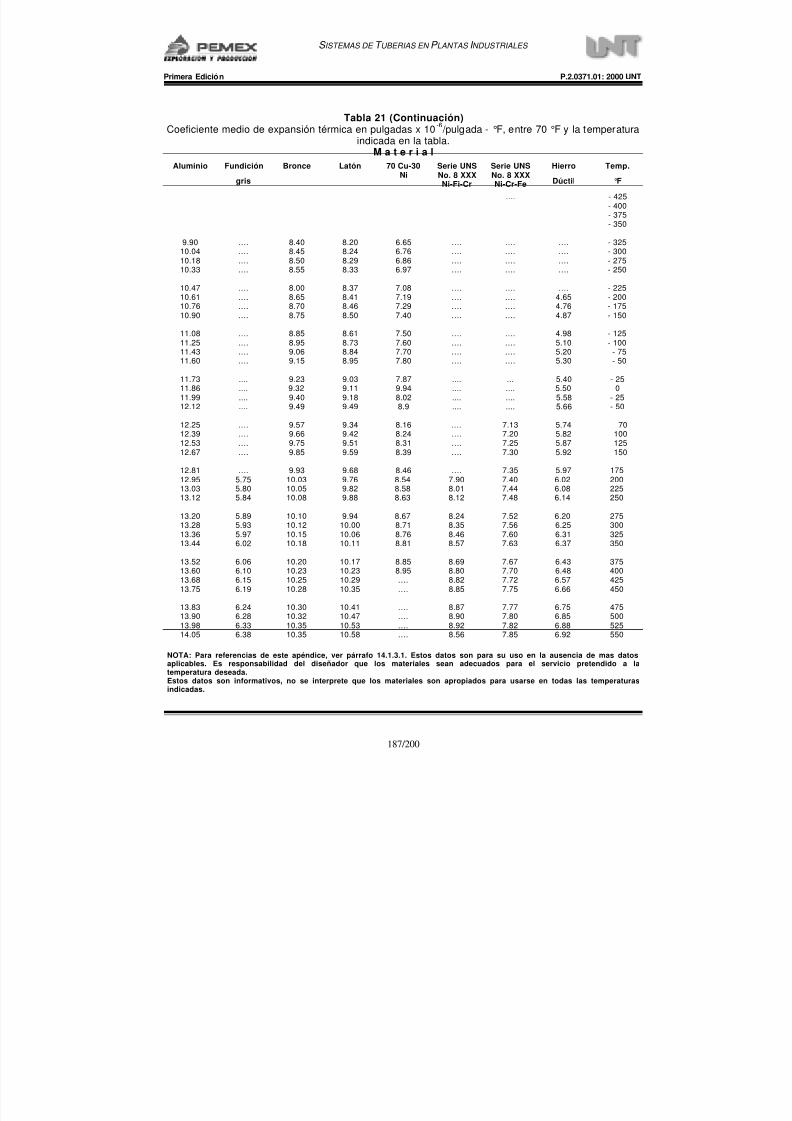
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 189/202
Primera Edición P.2.0371.01: 2000 UNT
187/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 21 (Continuación)Coeficiente medio de expansión térmica en pulgadas x 10-6 /pulgada - °F, entre 70 °F y la temperatura
indicada en la tabla.
M a t e r i a lAluminio Fundición
gris
Bronce Latón 70 Cu-30Ni
Serie UNSNo. 8 XXXNi-Fi-Cr
Serie UNSNo. 8 XXXNi-Cr-Fe
Hierro
Dúctil
Temp.
°F
.... - 425- 400- 375- 350
9.90 …. 8.40 8.20 6.65 …. …. …. - 32510.04 …. 8.45 8.24 6.76 …. …. …. - 30010.18 …. 8.50 8.29 6.86 …. …. …. - 27510.33 …. 8.55 8.33 6.97 …. …. …. - 250
10.47 …. 8.00 8.37 7.08 …. …. …. - 22510.61 …. 8.65 8.41 7.19 …. …. 4.65 - 20010.76 …. 8.70 8.46 7.29 …. …. 4.76 - 17510.90 …. 8.75 8.50 7.40 …. …. 4.87 - 150
11.08 …. 8.85 8.61 7.50 …. …. 4.98 - 12511.25 …. 8.95 8.73 7.60 …. …. 5.10 - 10011.43 …. 9.06 8.84 7.70 …. …. 5.20 - 7511.60 …. 9.15 8.95 7.80 …. …. 5.30 - 50
11.73 .... 9.23 9.03 7.87 .... ... 5.40 - 2511.86 .... 9.32 9.11 9.94 .... .... 5.50 011.99 .... 9.40 9.18 8.02 .... .... 5.58 - 2512.12 .... 9.49 9.49 8.9 .... .... 5.66 - 50
12.25 …. 9.57 9.34 8.16 …. 7.13 5.74 7012.39 …. 9.66 9.42 8.24 …. 7.20 5.82 10012.53 …. 9.75 9.51 8.31 …. 7.25 5.87 125
12.67 …. 9.85 9.59 8.39 …. 7.30 5.92 15012.81 …. 9.93 9.68 8.46 …. 7.35 5.97 17512.95 5.75 10.03 9.76 8.54 7.90 7.40 6.02 20013.03 5.80 10.05 9.82 8.58 8.01 7.44 6.08 22513.12 5.84 10.08 9.88 8.63 8.12 7.48 6.14 250
13.20 5.89 10.10 9.94 8.67 8.24 7.52 6.20 27513.28 5.93 10.12 10.00 8.71 8.35 7.56 6.25 30013.36 5.97 10.15 10.06 8.76 8.46 7.60 6.31 32513.44 6.02 10.18 10.11 8.81 8.57 7.63 6.37 350
13.52 6.06 10.20 10.17 8.85 8.69 7.67 6.43 37513.60 6.10 10.23 10.23 8.95 8.80 7.70 6.48 40013.68 6.15 10.25 10.29 …. 8.82 7.72 6.57 42513.75 6.19 10.28 10.35 …. 8.85 7.75 6.66 450
13.83 6.24 10.30 10.41 …. 8.87 7.77 6.75 47513.90 6.28 10.32 10.47 …. 8.90 7.80 6.85 50013.98 6.33 10.35 10.53 …. 8.92 7.82 6.88 52514.05 6.38 10.35 10.58 …. 8.56 7.85 6.92 550
NOTA: Para referencias de este apéndice, ver párrafo 14.1.3.1. Estos datos son para su uso en la ausencia de mas datosaplicables. Es responsabilidad del diseñador que los materiales sean adecuados para el servicio pretendido a latemperatura deseada.Estos datos son informativos, no se interprete que los materiales son apropiados para usarse en todas las temperaturasindicadas.
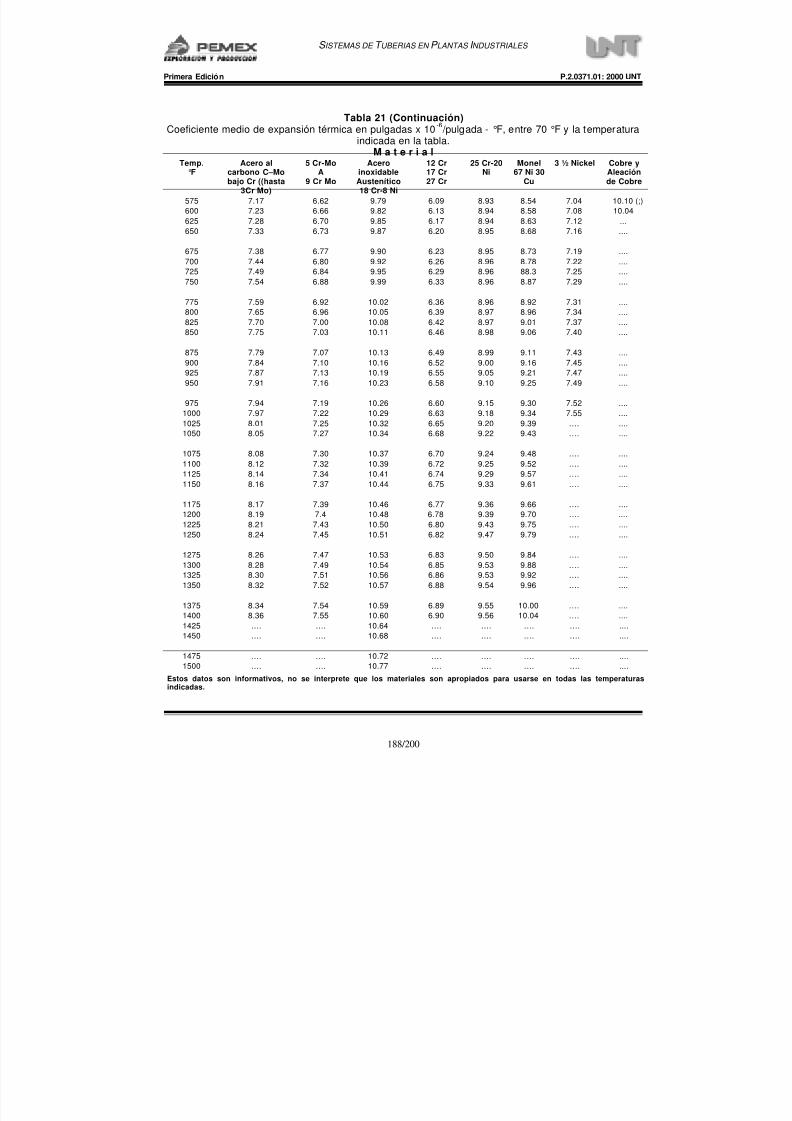
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 190/202
Primera Edición P.2.0371.01: 2000 UNT
188/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 21 (Continuación)Coeficiente medio de expansión térmica en pulgadas x 10-6 /pulgada - °F, entre 70 °F y la temperatura
indicada en la tabla.
M a t e r i a lTemp.
°FAcero al
carbono C–Mobajo Cr ((hasta
3Cr Mo)
5 Cr-MoA
9 Cr Mo
AceroinoxidableAustenítico18 Cr-8 Ni
12 Cr17 Cr27 Cr
25 Cr-20Ni
Monel67 Ni 30
Cu
3 ½ Nickel Cobre yAleaciónde Cobre
575 7.17 6.62 9.79 6.09 8.93 8.54 7.04 10.10 (;)600 7.23 6.66 9.82 6.13 8.94 8.58 7.08 10.04625 7.28 6.70 9.85 6.17 8.94 8.63 7.12 ...650 7.33 6.73 9.87 6.20 8.95 8.68 7.16 ....
675 7.38 6.77 9.90 6.23 8.95 8.73 7.19 ....700 7.44 6.80 9.92 6.26 8.96 8.78 7.22 ....725 7.49 6.84 9.95 6.29 8.96 88.3 7.25 ....750 7.54 6.88 9.99 6.33 8.96 8.87 7.29 ....
775 7.59 6.92 10.02 6.36 8.96 8.92 7.31 ....800 7.65 6.96 10.05 6.39 8.97 8.96 7.34 ....825 7.70 7.00 10.08 6.42 8.97 9.01 7.37 ....850 7.75 7.03 10.11 6.46 8.98 9.06 7.40 ....
875 7.79 7.07 10.13 6.49 8.99 9.11 7.43 ....900 7.84 7.10 10.16 6.52 9.00 9.16 7.45 ....925 7.87 7.13 10.19 6.55 9.05 9.21 7.47 ....950 7.91 7.16 10.23 6.58 9.10 9.25 7.49 ....
975 7.94 7.19 10.26 6.60 9.15 9.30 7.52 ....1000 7.97 7.22 10.29 6.63 9.18 9.34 7.55 ....1025 8.01 7.25 10.32 6.65 9.20 9.39 …. ....1050 8.05 7.27 10.34 6.68 9.22 9.43 …. ....
1075 8.08 7.30 10.37 6.70 9.24 9.48 …. ....1100 8.12 7.32 10.39 6.72 9.25 9.52 …. ....1125 8.14 7.34 10.41 6.74 9.29 9.57 …. ....1150 8.16 7.37 10.44 6.75 9.33 9.61 …. ....
1175 8.17 7.39 10.46 6.77 9.36 9.66 …. ....1200 8.19 7.4 10.48 6.78 9.39 9.70 …. ....1225 8.21 7.43 10.50 6.80 9.43 9.75 …. ....1250 8.24 7.45 10.51 6.82 9.47 9.79 …. ....
1275 8.26 7.47 10.53 6.83 9.50 9.84 …. ....1300 8.28 7.49 10.54 6.85 9.53 9.88 …. ....1325 8.30 7.51 10.56 6.86 9.53 9.92 …. ....1350 8.32 7.52 10.57 6.88 9.54 9.96 …. ....
1375 8.34 7.54 10.59 6.89 9.55 10.00 …. ....1400 8.36 7.55 10.60 6.90 9.56 10.04 …. ....1425 …. …. 10.64 …. …. …. …. ....1450 …. …. 10.68 …. …. …. …. ....
1475 …. …. 10.72 …. …. …. …. ....1500 …. …. 10.77 …. …. …. …. ....
Estos datos son informativos, no se interprete que los materiales son apropiados para usarse en todas las temperaturasindicadas.
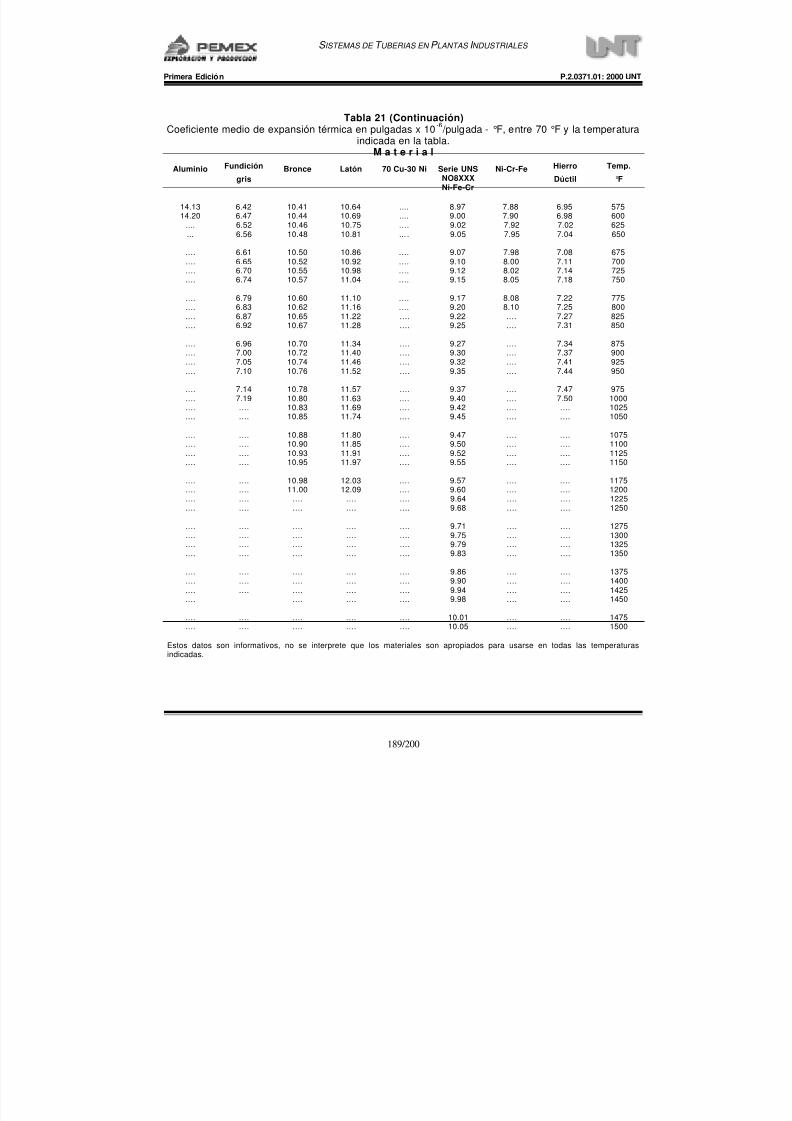
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 191/202
Primera Edición P.2.0371.01: 2000 UNT
189/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
Tabla 21 (Continuación)Coeficiente medio de expansión térmica en pulgadas x 10-6 /pulgada - °F, entre 70 °F y la temperatura
indicada en la tabla.
M a t e r i a lAluminio Fundición
grisBronce Latón 70 Cu-30 Ni Serie UNS
NO8XXXNi-Fe-Cr
Ni-Cr-Fe Hierro
Dúctil
Temp.
°F
14.13 6.42 10.41 10.64 .... 8.97 7.88 6.95 57514.20 6.47 10.44 10.69 .... 9.00 7.90 6.98 600
.... 6.52 10.46 10.75 .. .. 9.02 7.92 7.02 625... 6.56 10.48 10.81 ... . 9.05 7.95 7.04 650
…. 6.61 10.50 10.86 …. 9.07 7.98 7.08 675…. 6.65 10.52 10.92 …. 9.10 8.00 7.11 700…. 6.70 10.55 10.98 …. 9.12 8.02 7.14 725…. 6.74 10.57 11.04 …. 9.15 8.05 7.18 750
…. 6.79 10.60 11.10 …. 9.17 8.08 7.22 775…. 6.83 10.62 11.16 …. 9.20 8.10 7.25 800…. 6.87 10.65 11.22 …. 9.22 …. 7.27 825…. 6.92 10.67 11.28 …. 9.25 …. 7.31 850
…. 6.96 10.70 11.34 …. 9.27 …. 7.34 875…. 7.00 10.72 11.40 …. 9.30 …. 7.37 900…. 7.05 10.74 11.46 …. 9.32 …. 7.41 925…. 7.10 10.76 11.52 …. 9.35 …. 7.44 950
…. 7.14 10.78 11.57 …. 9.37 …. 7.47 975…. 7.19 10.80 11.63 …. 9.40 …. 7.50 1000…. …. 10.83 11.69 …. 9.42 …. …. 1025…. …. 10.85 11.74 …. 9.45 …. …. 1050
…. …. 10.88 11.80 …. 9.47 …. …. 1075…. …. 10.90 11.85 …. 9.50 …. …. 1100
…. …. 10.93 11.91 …. 9.52 …. …. 1125…. …. 10.95 11.97 …. 9.55 …. …. 1150
…. …. 10.98 12.03 …. 9.57 …. …. 1175…. …. 11.00 12.09 …. 9.60 …. …. 1200…. …. …. …. …. 9.64 …. …. 1225…. …. …. …. …. 9.68 …. …. 1250
…. …. …. …. …. 9.71 …. …. 1275…. …. …. …. …. 9.75 …. …. 1300…. …. …. …. …. 9.79 …. …. 1325…. …. …. …. …. 9.83 …. …. 1350
…. …. …. …. …. 9.86 …. …. 1375…. …. …. …. …. 9.90 …. …. 1400…. …. …. …. …. 9.94 …. …. 1425…. …. …. …. 9.98 …. …. 1450
…. …. …. …. …. 10.01 …. …. 1475…. …. …. …. …. 10.05 …. …. 1500
Estos datos son informativos, no se interprete que los materiales son apropiados para usarse en todas las temperaturasindicadas.
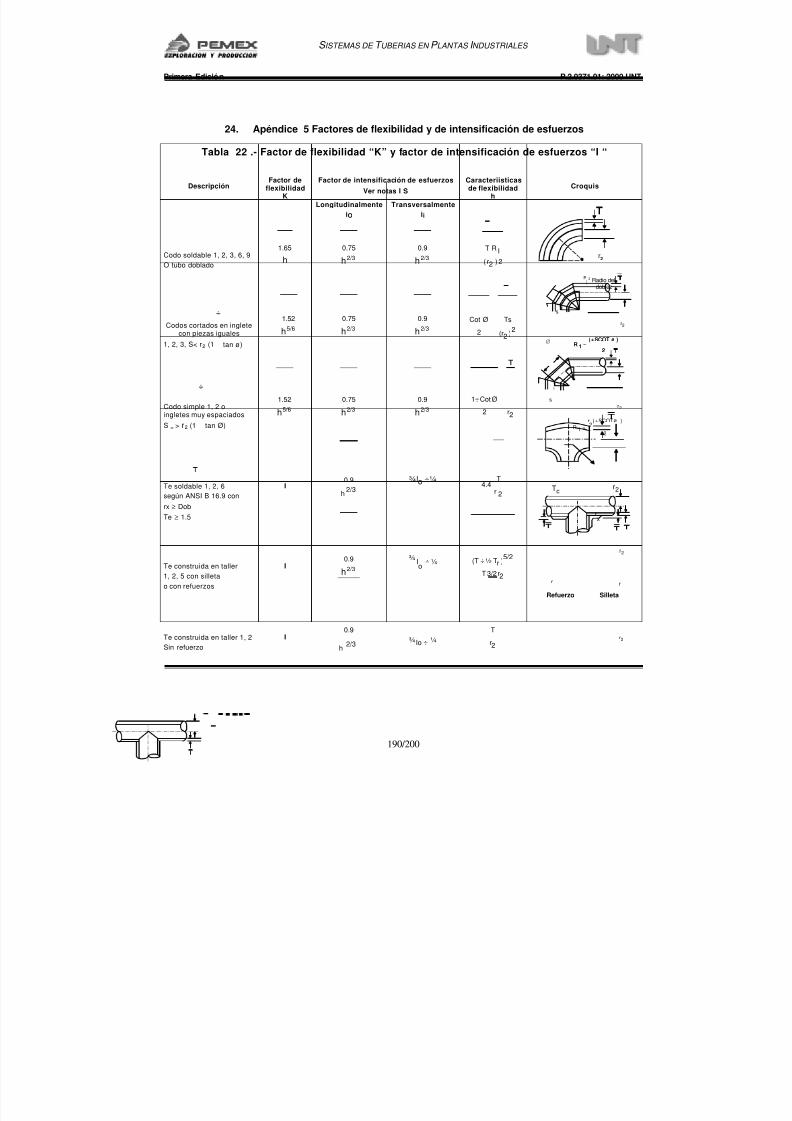
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 192/202
Primera Edición P.2.0371.01: 2000 UNT
190/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
r2
R2 Radio del
doblez
∅
s
r2
2
)SCOT1R
+=
( ø
2
)SCOT(1R
+=
ø
2
)SCOT(2r
1R+
=ø
sr2
r2Tc
rx
Refuerzo Silleta
r2
r r
24. Apéndice 5 Factores de flexibilidad y de intensificación de esfuerzos
Tabla 22 .- Factor de flexibilidad “K” y factor de intensificación de esfuerzos “I “
DescripciónFactor de
flexibilidadK
Factor de intensificación de esfuerzos
Ver notas I S
LongitudinalmenteiO
Transversalmenteii
Caracteriisticasde flexibilidad
h
Croquis
Codo soldable 1, 2, 3, 6, 9O tubo doblado
h1.65
2/3h
0.75
2/3h
0.9
2)2r(
IRT
Codos cortados en ingletecon piezas iguales
1, 2, 3, S< r2 (1 tan ø)
5/6h
1.52
2/3h
0.75
2/3h
0.9
2)2(r
sT
2
ØCot
Codo simple 1, 2 oingletes muy espaciados
S = > r2 (1 tan Ø)
5/6h
1.52
2/3h
0.75
2/3h
0.9
2r
2
ØCot1÷
Te soldable 1, 2, 6según ANSI B 16.9 con
rx ≥ Dob
Te ≥ 1.5
I 2/3h
0.9
¼ol¾ ÷
2r
T4.4
Te construida en taller1, 2, 5 con silleta
o con refuerzos
I 2/3h
0.9 ¼
oI
¾ ÷
2r3/2T
5/2)rT½(T ÷
Te construida en taller 1, 2Sin refuerzo
I2/3
h
0.9 ¼Io¾ ÷
2r
T r2
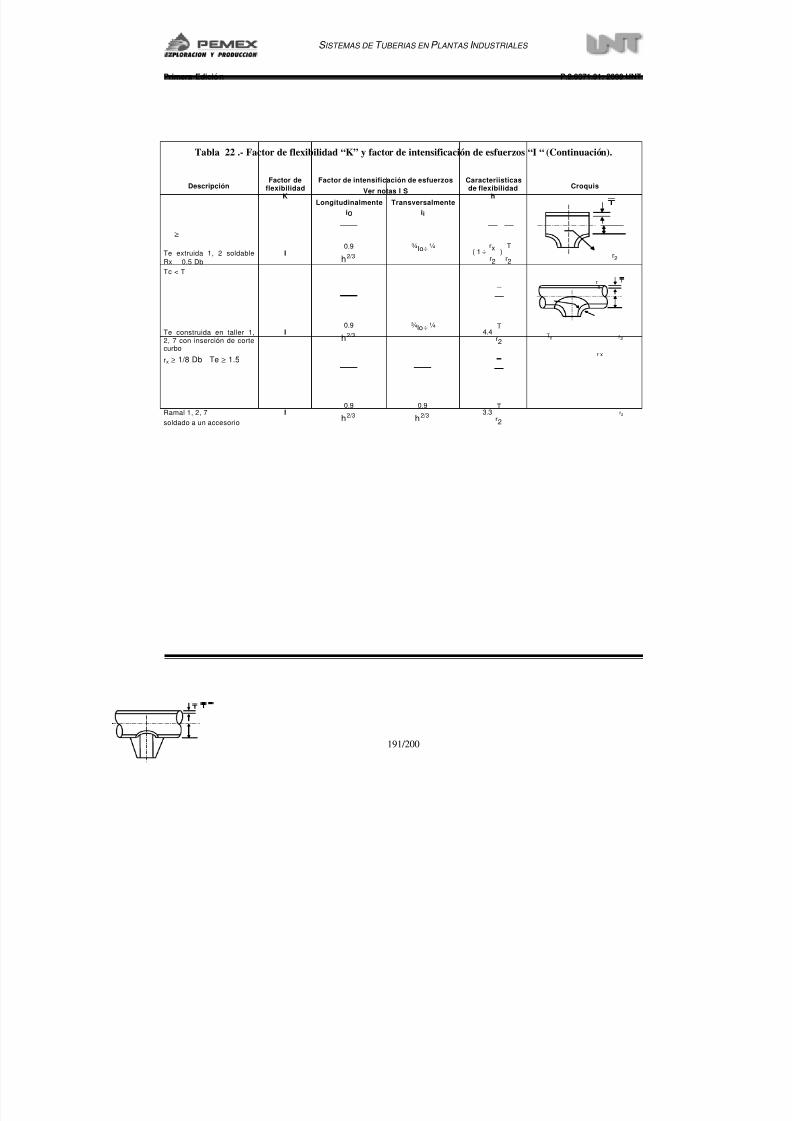
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 193/202
Primera Edición P.2.0371.01: 2000 UNT
191/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
r2
rx
r2
r x
Tc
Tabla 22 .- Factor de flexibilidad “K” y factor de intensificación de esfuerzos “I “ (Continuación).
Factor de intensificación de esfuerzos
Ver notas I SDescripción
Factor deflexibilidad
KLongitudinalmente
iO
Transversalmente
ii
Caracteriisticasde flexibilidad
h
Croquis
Te extruida 1, 2 soldableRx
0.5 DbTc < T
I 2/3h
0.9
¼Io¾ ÷
2r
T)
2r
xr1( ÷
Te construida en taller 1,2, 7 con inserción de cortecurbo
rx ≥ 1/8 Db Te ≥ 1.5
I 2/3h
0.9
¼Io¾ ÷
2r
T4.4
Ramal 1, 2, 7
soldado a un accesorio
I 2/3h
0.9
2/3h
0.9
2r
T3.3 r2
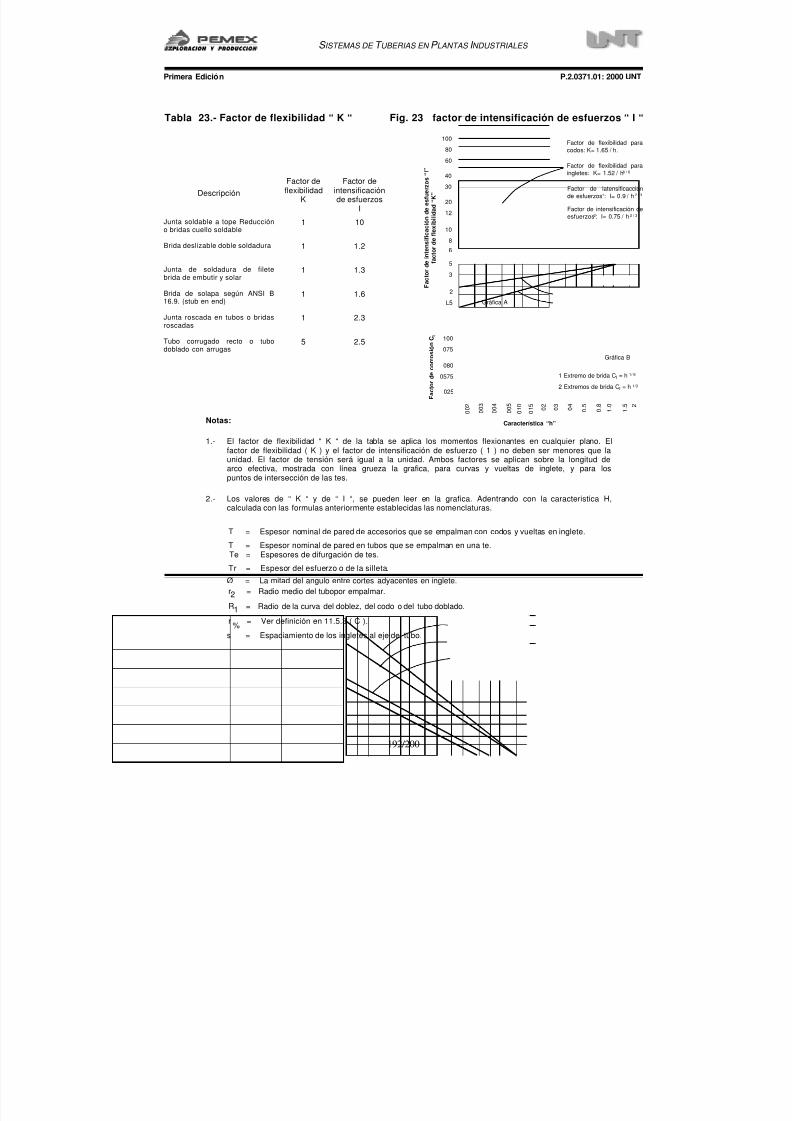
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 194/202
Primera Edición P.2.0371.01: 2000 UNT
192/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
F a c t o r d e i n t e n s i f i c a c i ó n d e e s f u e r z o s “ I ”
f a c t o r d e f l e x i b i l i d a d “ K ”
F a c t o r d e c o r r o s i ó n C
I
Gráfica B
Factor de flexibilidad para
codos: K= 1.65 / h.
Gráfica A
Factor de flexibilidad paraingletes: K= 1.52 / h6 / 6
Factor de latensificacciónde esfuerzos1: I= 0.9 / h 2 / 3
Factor de intensificación deesfuerzos2: I= 0.75 / h 2 / 3
100
8060
40
30
20
12
10
8
6
5
3
2
L5
1 Extremo de brida CI = h 1/ 6
2 Extremos de brida CI = h 1/3
100
075
080
0575
025
0 0 2
0 0 3
0 0 4
0 0 5
0 1 0
0 1 5
0 3
0 2
0 4
0 .
5
0 .
8
1 .
0
1 .
5 2
Característica “h”
Tabla 23.- Factor de flexibilidad “ K “ Fig. 23 factor de intensificación de esfuerzos “ I “
Descripción
Factor deflexibilidad
K
Factor deintensificaciónde esfuerzos
I
Junta soldable a tope Reduccióno bridas cuello soldable
1 10
Brida deslizable doble soldadura 1 1.2
Junta de soldadura de filetebrida de embutir y solar
1 1.3
Brida de solapa según ANSI B
16.9. (stub en end)
1 1.6
Junta roscada en tubos o bridasroscadas
1 2.3
Tubo corrugado recto o tubodoblado con arrugas
5 2.5
Notas:
1.- El factor de flexibilidad “ K “ de la tabla se aplica los momentos flexionantes en cualquier plano. El
factor de flexibilidad ( K ) y el factor de intensificación de esfuerzo ( 1 ) no deben ser menores que launidad. El factor de tensión será igual a la unidad. Ambos factores se aplican sobre la longitud dearco efectiva, mostrada con línea grueza la grafica, para curvas y vueltas de inglete, y para lospuntos de intersección de las tes.
2.- Los valores de “ K “ y de “ I “, se pueden leer en la grafica. Adentrando con la caracteristica H,calculada con las formulas anteriormente establecidas las nomenclaturas.
T = Espesor nominal de pared de accesorios que se empalman con codos y vueltas en inglete.
T = Espesor nominal de pared en tubos que se empalman en una te.Te = Espesores de difurgación de tes.
rT = Espesor del esfuerzo o de la silleta.
Ø = La mitad del angulo entre cortes adyacentes en inglete.
2r = Radio medio del tubopor empalmar.
1R = Radio de la curva del doblez, del codo o del tubo doblado.
%r = Ver definición en 11.5.3 ( C ).
s = Espaciamiento de los ingletes al eje del tubo.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 195/202
Primera Edición P.2.0371.01: 2000 UNT
193/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
25.Apéndice 6 Consideraciones precautorias
Los puntos que conforman este apéndice, no
siguen una secuencia númerica debido a que lanumeración asignada obedece a los incisos,subincisos y párrafos de la especificación quecomplementan.
1.1 Generalidades
Este apéndice suministra una guía para eldiseñador en forma de consideracionesprecautorias relacionadas a los servicios de fluidosparticulares y aplicaciones de tubería. Estos noson requerimientos de la especificación perodeberían ser tomadas en cuenta como aplicables
en el diseño de ingeniería. La información adicionalde estos temas se puede encontrar en la literatura.
8.1 Materiales
(a) La selección de los materiales que resistan eldeterioro en servicio no se encuentra dentro delalcance de esta especificación. Sin embargo, losmateriales adecuados deberán ser especificados yseleccionados para su aplicación en el sistema detubería, así como las facilidades asociadas, nocubiertas por esta especificación, pero que afectanla seguridad de la tubería. Se deben tomar en
cuenta las tolerancia hechas para los efectos depresión y temperatura en las reacciones delproceso, para las propiedades de los productos dela reacción o la descomposición y para el riesgo deinestabilidad de los fluidos contenidos.
(b) La información sobre el desempeño demateriales en ambientes conocidos pueden serencontradas en publicaciones tales como "TheCorrosion Data Survey " publicado por TheNational Asociation of Corrosion Engineers.
8.1.1 Consideraciones generales.
A continuación están algunas consideracionesgenerales que deben evaluarse al seleccionar yaplicar los materiales en la tubería.
(a) La posibilidad de exposición de la tubería alfuego, a la fusión a temperatura de degradación ya la pérdida de esfuerzo a temperaturas elevadas y
la posibilidad de combustión del materia de latubería ante tal exposición.
(b) La susceptibilidad a la falla por fragilización opor choque térmico del material de la tubería alexponerse al fuego o a medidas contra incendio,así como a posibles riesgos de fragmentación delmaterial, en el caso de falla.
(c) La capacidad del aislamiento térmico, paraproteger la tubería contra falla, bajo exposición alfuego (por ejemplo: su estabilidad, resistencia alfuego y la capacidad de permanecer inmóvildurante un incendio).
(d) La susceptibilidad del material de la tubería
a la corrosión por fisuras bajo anillos derespaldo, en juntas roscadas o de insertosoldable y en otras áreas confinadas sinmovimiento.
(e) La posibilidad de efectos electrolíticosadversos del metal al estar sujeto al contactocon otro diferente.
(f) La compatibilidad de lubricantes yselladores usados en las cuerdas con el fluidoen la tubería.
(g) La adecuación del empaque, de los selloso los anillos “ 0 “ (0 ring) con el fluido deservicio.
(h) La compatibilidad de materiales, talescomo cementos, solventes, materiales desoldadura autógena y de estaño con el fluido deservicio.
(i) El efecto congelante por una caídarepentina de presión cuando se manejan fluidosaltamente volátiles, como un factor en ladeterminación de la temperatura esperada más
baja.(j) La posibilidad de falla del soporte detubería como resultado de una exposición abajas temperaturas que pueden fragilizar elsoporte a temperaturas altas o a temperaturasaltas que pueden debilitarlos.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 196/202
Primera Edición P.2.0371.01: 2000 UNT
194/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(k) La compatibi lidad de materiales,incluyendo sellantes, empaques, lubricantes yaislamiento usados en servicios de fluidos
altamente oxidante
8.1.4 Consideraciones específicas sobremetales.
A continuación se presenta algunasconsideraciones específicas que deberánevaluarse al aplicar ciertos metales sobre latubería.
(a) Hierros, colado, maleable y alto silicio(14.5 %). Carecen de ductilidad y sensibilidad achoques térmicos y mecánicos.
(b) Aceros al carbono y de alta media aleación.
(1) La posibilidad de fragilización al manejarfluidos alcalinos o fuertemente cáusticos.
(2) La posible conversión de carburos a grafitodurante una larga exposición a temperaturassuperiores a 700.15K (800°F) en los aceros: alcarbono, al níquel, al carbono – manganeso –vanadio o al carbono silicio.
(3) La posible conversión de carburos a grafito
durante la exposición a temperaturassuperiores a 741.15K (875 °F) de los aceros: alcarbono–molibdeno, al manganeso–molibdeno–vanadio y al cromo–vanadio.
(4) Las ventajas del acero completamentedesoxidado al carbono–silicio (0.1 % de siliciomínimo) para temperaturas mayores de755.15K (900°F).
(5) La posibilidad de daño por hidrógenocuando el material de la tubería es expuesto alhidrógeno o soluciones ácidas o acuosas a
ciertas condiciones de presión y temperaturas.(6) La posibilidad de la presencia de fracturapor corrosión bajo esfuerzo cuando el materialde la tubería es expuesto al ácido sulfhidrícohúmedo, ácidos, sales ácidas o cianuros; unlimite de dureza debe ser especificado.
(7) La posibilidad de daño en presencia deácido sulfhidríco húmedo en temperaturaselevadas.
(8) La posibilidad de utilizar la tubería deacuerdo a lo especificado en la norma NRF-001-PEMEX 1999 para la recolección ytransporte de hidrocarburos amargos.
(c) Aceros de alta aleación (Inoxidables).
(1) la posibilidad de fractura por corrosión bajoesfuerzo de aceros inoxidables austeníticosexpuestos a medios, tales como cloruros yotras sales de alógenos, ya sea en una formainterna o externa; lo anterior, puede originarse
por una selección y aplicación de aislamientotérmico inadecuados.
(2) susceptibilidad a la corrosión intergranularde aceros inoxidables austeníticos después deuna exposición suficiente a temperaturas entre700.15 y 1144.15K (800 y 1600°F) a menos quese usen aceros al bajo carbono o con gradosestabilizados.
(3) la susceptibilidad al ataque intercristalino deaceros inoxidables austeníticos en contacto conzinc, antimonio, bismuto, cadmio, aluminio,
galio, magnesio, titanio o plomo a temperaturasde sus puntos de fusión o con compuestos deestos elementos a las mismas temperaturas.
(4) la f ragilización de aceros inoxidables atemperaturas ambiente después de estarexpuestos a temperaturas de servicio de643.15K (700°F).
(d) Níquel y aleaciones a base de níquel.
(1) La susceptibilidad de ataque en los límitesde grano del níquel y sus aleaciones sin cromo
al ser expuestos a pequeñas cantidades deazufre a temperaturas superiores a 588.15K(600°F).
(2) La susceptibilidad de ataque en los límitesde grano en las aleaciones de níquel con cromoa temperaturas superiores a 1033K (1000 °F)bajo condiciones reductoras y arriba de1033.15K (1,400°F) bajo condiciones oxidantes.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 197/202
Primera Edición P.2.0371.01: 2000 UNT
195/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(3) La posibilidad de fractura por corrosión bajoesfuerzo de aleación níquel cobre (70% Ni –30% Cu) en vapores de ácido fluorhídrico en
caso de que la aleación se someta a grandesesfuerzos o contenga esfuerzos residuales, yasean éstos de la forja o de la soldadura.
(e) Aluminio a sus aleaciones.
(1) La compatibil idad del aluminio concompuestos para cuerdas en juntas roscadasque prevengan el desgaste y la corrosión.
(2) La posibilidad de corrosión a causa delconcreto, mortero, calidra, yeso y otrosmateriales alcalinos usados en edificios y
estructuras.
(3) La susceptibilidad de las aleaciones Nos.5154, 5086, 5083 y 5456 a la exfoliación(descarapelamiento) o al ataque intergranular.
(f) Cobre y sus aleaciones.
(1) La posibi lidad de perdida de zinc enaleaciones de latón.
(2) La susceptibilidad de fractura por corrosiónbajo esfuerzo, de aleaciones a base de cobre.
(3) La posibilidad de formación deacetaldehídos inestables cuando la tubería estáexpuesta al acetileno.
(g) Titanio y sus aleaciones. La posibilidad dedeterioro del titanio y sus aleaciones atemperaturas superiores a 589K (600°F).
(h) Circonio y sus aleaciones. La posibilidadde deterioro del circonio y sus aleaciones atemperaturas superiores a 589K (600°F).
(i) Tantalio. La posibilidad de reacción deltantalio con todos los gases, excepto los inertesa temperaturas superiores a 572K (570 °F).Debajo de 570°F la posibilidad de fragilizacióndel tantalio mediante hidrógeno (monoatómico)naciente que se produce por una accióngalvánica o como producto de la corrosión pormedio de ciertos compuestos químicos.
(j) Metales con propiedades mejoradas. Laposible perdida de esfuerzo, en materialescuyas propiedades hayan sido mejoradas por
tratamiento termico, durante la exposiciónprolongada a temperaturas por arriba de sutemperatura de templado.
La conveniencia de especificar algunos grados deprueba de impacto en la producción, en adición alas pruebas de calificación del procedimiento desoldadura, cuando se utilicen materiales limitadosa servicios de baja temperatura debajo de latemperatura mínima establecida en la Tabla 16.
10.1 Condiciones de diseño
La selección de presiones y temperaturas y variasfuerzas que pueden ser consideradas en el diseñode tubería, pueden estar influenciadas porrequerimientos inusuales, los cuales deben serconsiderados cuando se presente. Estos seincluyen pero no son limitados a lo siguiente.
10.1.1 Efectos ambientales.
Donde los fluidos puedan ser atrapados (porejemplo en válvulas de doble sello) y sujetas acalentamiento y su consecuente expansión, debenconsiderarse los medios para el relevado de
presión que evite una presión excesiva.10.1.2 Efectos dinámicos.
Efectos del vapor -un efecto que puede ocurrir entubería que manejen fluidos en o cerca de latemperaturas de vaporización bajo condiciones derápida evolución de vapor en la tubería causa unarápida expulsión del líquido. En tales casos unaagitación debida a la presión puede destruir a latubería. (El vapor usualmente está asociado conlínea de tubería verticales, pero puede ocurrir enlíneas inclinadas bajo ciertas circunstancias).
10.1.3 Efectos de expansión contraccióntérmica.
Arqueado durante el enfriamiento –un efecto quepuede ocurrir, usualmente en tubería horizontal, esuna introducción de un fluido en o cerca de sutemperatura de vaporización y en una velocidad deflujo que permita flujo bifásico estratificado,
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 198/202
Primera Edición P.2.0371.01: 2000 UNT
196/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
causando elevados gradientes de temperaturacircunferencial y la posibilidad de esfuerzosinaceptables en anclas, soportes, guía y en las
paredes del tubo. (El flujo bifásico puede tambiéngenera excesivas oscilaciones de presión quepueden dañar la tubería).
11.2 Diseño por presión.
11.2.7 Diseño por presión para otroscomponentes metálicos.
11.2.7.4 Juntas de expansión.
Las siguientes son consideraciones específicaspara ser evaluadas por el diseñador cuando
especifique los requerimientos para las juntas deexpansión, en adición a las guía dadas en losestándares EJMA:
(a) susceptibilidad a fractura por corrosión bajoesfuerzo de los materiales de construcción,considerando el contenido de aleacionesespecíficas y condiciones del tratamiento térmicofinal;
(b) consideración no sólo de las propiedades delmedio que fluye en el interior, sino también elambiente externo a la junta de expansión y la
posibilidad de condensación o formación de hielodebido a la operación de los fuelles entemperaturas baja;
(c) considerar especificar un fuelle mínimo oespesor de servicio regular. El diseñador debetener cuidado respecto a que los espesoresexcesivos en los fuelles puedan reducir la vida porfatiga de la junta de expansión e incrementar lasfuerzas de reacción en los extremos;
(d) acceso a la junta de expansión paramantenimiento e inspección;
(e) la necesidad de un criterio de hermeticidadpara sellos mecánicos en juntas tipo deslizable;
(f) la especificación de procedimientos deinstalación y embarque o reglas preestablecidas demanera que las juntas de expansión no seanextendidas, comprimidas o desalineadas paracompensar un alineamiento impropio de la tubería,
más allá del desalineamiento intencionalespecificado por el diseñador de tubería;
(g) la necesidad de recabar datos del fabricantede las juntas de expansión, incluyendo:
(1) área de extensión efectiva;
(2) rigidez lateral, axial y rotacional (constante delresorte);
(3) la vida cíclica de diseño calculadas bajo lascondiciones de diseño especificadas;
(4) fuerzas de fricción en bisagras, muñones,etcétera;
(5) longitud y peso instalados;
(6) requerimientos para soportería adicional oanclas en la tubería;
(7) elementos de las juntas de expansión que sondiseñados para ser desaislados durante laoperación;
(8) certificación de la presión contenida y /omateriales de construcción de las anclas;
(9) presión de prueba máxima ;
(10) cálculos de diseño.
12.3 Válvulas
Las válvulas con bonete extendidos sonrecomendadas donde es necesario establecer undiferencial de temperatura entre el empate delvástago de las válvulas y el fluido en la tubería,para evitar fuga en el empate y congelamientoexterno o problemas de flujo caliente. Las válvulasdeberán ser colocadas de manera que
proporcionen este diferencial de temperatura. Sedebe de tomar en consideración la posiblecompactación del empaque en servicios de fluidosde baja de temperatura.
12.4 Bridas y empaques
12.4.2 Bridas específicas.

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 199/202
Primera Edición P.2.0371.01: 2000 UNT
197/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
(a) bridadas deslizables. La necesidad deventear el espacio entre las soldaduras en bridasdeslizables con doble soldaduras deberá ser
considerada para servicios de fluido (incluyendovacío) que requieran prueba de fuga de lasoldaduras de filete interna, o cuando el fluidomanejado pueda penetrar en el espacio cerrado,resultando en una falla posible.
12.4.4 Empaques
(a) Los materiales para empaque no expuestos alflujo frío deben ser considerados para usarse conbridas de cara realzada para servicios de fluido enpresiones elevadas con temperaturassignificativamente por arriba o por bajo de la
ambiental.
(b) El uso de empaque de cara completa conbridas de cara plana deben ser consideradascuando se usen materiales de empaque sujetos alflujo frío para presiones bajas y servicios de vacíoen temperaturas moderadas. Cuando talesmateriales de empaque son usados en otrosservicios de fluido, el uso de bridas de ranura ylengüeta o de otros tipos de bridas con cara queconfine el empaque deben ser consideradas.
(c) El efecto del acabado de la cara de la brida
debe ser considerado en la selección de materialdel empaque.
12.5 Tornillería.
12.5.1 Generalidades.
(a) El uso de procedimientos de atornilladocontrolado deben ser considerados en servicios detemperatura alta, baja y cíclica y bajo condicionesque involucren vibración o fatiga, para reducir:
(1) la posibilidad de fuga en la junta debido a
expansión térmica diferencial;(2) la posibilidad de relajación de esfuerzos yperdida de tensión en los espárragos.
13.3 Juntas bridadas
133.1 Generalidades
Tres elementos distintos de una junta bridadadeben actuar en conjunto para suministrar una
junta libre de fugas: las bridas, los empaques y la
tornillería. Los factores que afectan sufuncionamiento incluyen:
(a) Selección y diseño
(1) la consideración de las condiciones delservicio (incluyendo cargas externas y el uso deaislamiento térmico );
(2) rango de operación de la brida, tipo, cara yacabado de la cara (ver subinciso 11.4.2);
(3) tipo de empaque, material, espesor y diseño
(ver subinciso 11.4.4);
(4) esfuerzo del espárrago, frío y a temperatura yespecificación del apriete de los espárragos (versubinciso 11.5.1);
(5) diseño de acceso a la junta
(a) Instalación
(1) condiciones de las superficies de la bridacompañera
(2) alineamiento de la junta y ubicación de losempaques antes de colocar la tornillería
(3) implementación de procedimientos deatornillado específicos.
15.1 Consideraciones de diseño parasistemas específicos.
15.1.6 Tubería de relevado de presión
(a) Válvulas de seguridad en tubería de relevadode presión. Si la válvulas de seguridad son
localizadas en tubería de relevado de presión deacuerdo con el párrafo 15.1.6.1 (b) y sicualesquiera de estas válvulas de seguridad esténcerradas mientras el equipo está en operación,una persona autorizada deberá estar presente. Lapersona autorizada deberá permanecer en unalocalización donde la presión contenida pueda serobservada y deberá tener acceso a los dispositivospara el relevado de la presión del sistema en el

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 200/202
Primera Edición P.2.0371.01: 2000 UNT
198/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
caso de una sobrepresión. Antes de dejar el sitio lapersona autorizada, deberá cerciorarse de fijar lasválvulas de seguridad en el posición abierta.
16.7 Ensamble y erección
16.7.1 Limpieza de la tubería
(a) Las siguientes son algunas consideracionesgenerales que pueden ser evaluadas paradeterminar la necesidad de la limpieza de latubería;
(b) los requerimientos del servicio, incluyendo losposibles contaminantes y productos de la corrosióndurante la fabricación, ensamble, almacenamiento,
erección y prueba ;
(c) para un servicio de baja temperatura, elremover la grasa, suciedad, aceite y otroscontaminantes para prevenir el atascamiento delas válvulas y bloqueo de la tubería, y el daño a lasuperficie; y
para servicios de fluidos altamente oxidantes (porejemplo de oxígeno o flúor), se requerirá limpieza einspección especiales.
8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 201/202
Primera Edición P.2.0371.01: 2000 UNT
199/200
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
26. Apéndice 7 Protección a sistemas detubería
Los puntos que conforman este apéndice, nosiguen una secuencia númerica debido a que lanumeración asignada obedece a los incisos,subincisos y párrafos de la especificación quecomplementan.
1 Alcance.
(a) La protección es la provisión de medidas deseguridad para minimizar el riesgo de dañoaccidental a la tubería, o para minimizar lasconsecuencias de una posible falla de la tubería.
(b) En la mayoría de los casos, la proteccióninherente a la instalación (la tubería, la distribuciónde la planta y sus practicas de operación) essuficiente sin la necesidad de protección adicional.Sin embargo, en algunos casos, deben proveerseprotección de ingeniería.
(c) El apéndice 7 delinea algunasconsideraciones concernientes a la selección yutilización de protecciones. Donde por laespecificación sea requerida la protección, esnecesario considerar solamente la protección que
será adecuada y efectiva para los propósitos yfunciones establecidas en la especificación o seaevidente la aplicación por el análisis de ingeniería.
1.1 Consideraciones generales.
En la evaluación del diseño de instalación de unatubería para determinar que protección puedeexistir o es necesaria, lo siguiente deberá serrevisado:
(a) Las propiedades de riesgo del fluido,consideradas bajo la más severa combinación detemperatura, presión y composición en el intervalode condiciones de operación esperadas;
(b) La cantidad de fluido que podría ser liberadopor falla de la tubería;
(c) Evaluación de los efectos de una reacción conel medio ambiente (p. ej., la posibilidad de unafuente de ignición cercana);
(d) Efecto de una falla (p. ej., pérdida de agua deenfriamiento) en la seguridad de toda la planta y elprobable grado de exposición del personal de
operación y mantenimiento;
(e) La necesidad de conectar a tierra cargasestáticas para prevenir ignición de vaporesinflamables;
(f) La seguridad de la tubería, según losmateriales de construcción, métodos de unión, y elservicio que recibirá la tubería.
1.2 Protecciones para la distribución de laplanta y operación.
Dentro de las características representativas de ladistribución y la operación de la planta que puedenser evaluadas y selectivamente utilizadas comomedidas de seguridad se incluyen:
(a) una adecuada distribución de la planta, comoen el caso de las estructuras de equipo de procesoal aire libre; y aislamiento de áreas de riesgo;pendientes y drenajes, áreas de separación entrelas operaciones de planta y comunidadespobladas; o control de acceso a la planta;
(b) instalaciones de protección , tales como
sistemas de protección contraincendio, muros oescudos, adecuada ventilación para removervapores corrosivos o inflamables; instrumentospara control y monitoreo remoto; instalaciones decontención y/o recuperación; o instalaciones (p. ej.,incineradores) para disposición de emergencia demateriales peligrosas;
(c) practicas de operación adecuadas, tales comola restricción del acceso a las áreas de proceso;permisos de trabajo para operaciones de riesgo, oentrenamiento especial para la operación ymantenimiento, así como la existencia detripulaciones de emergencia;
(d) la previsión de medios para asegurar ladescarga de fluidos liberados durante la operaciónde los dispositivos de desfogue, evacuación ylimpieza, etc;
(e) establecimiento de procedimientos dearranque, paro y manejo de las condiciones de

8/13/2019 PEMEX - Normas para Tuberías
http://slidepdf.com/reader/full/pemex-normas-para-tuberias 202/202
Primera Edición P.2.0371.01: 2000 UNT
S ISTEMAS DE T UBERIAS EN P LANTAS I NDUSTRIALES
operación, tales como presurización ydespresurización gradual; calentamiento yenfriamiento gradual para minimizar la posibilidad
de falla de la tubería, por ej. por fractura frágil.
1.3 Protección técnica.
La evaluación de los requerimientos de seguridadpueden proveer la aplicación selectiva deprotección adicional que incluya:
(a) medios para proteger a la tubería contraposibles fallas, como:
(1) aislamiento térmico, muros, control deproceso para evitar temperaturas excesivamente