paradas programadas
TRANSCRIPT

PARADAS PROGRAMADAS
Y GRANDES REVISIONES
Organización, planificación y optimización
Guía práctica para obtener los mejores resultados en una parada programada
Colección MANTENIMIENTO INDUSTRIAL
Volumen 2

www.renovetec.com
© Santiago García Garrido 2009
© Editorial RENOVETEC 2009
Todos los derechos reservados. Prohibida la reproducción total o parcial de este documento por cualquier medio sin la autorización expresa y por escrito del titular del copyright
Obra inscrita en el Registro de la Propiedad Intelectual, Oficina Territorial de Madrid
Edita: Editorial RENOVETEC
Maquetación: Diego Martín
Diseño de Portada: L. Peñuelas
Colección MANTENIMIENTO INDUSTRIAL
Volumen 1: El mantenimiento sistemático
Volumen 2: Paradas y grandes revisiones Volumen 3: Mantenimiento Predictivo
Volumen 4: Mantenimiento Correctivo
Volumen 5: Mantenimiento Legal: Trabajos de mantenimiento según normas reglamentarias
Volumen 6: Ingeniería del mantenimiento
La colección MANTENIMIENTO INDUSTRIAL está editada por RENOVETEC, y está basada en el libro “LA CONTRATACIÓN DEL MANTENIMIENTO”
SOLICITE EL VOLUMEN QUE DESEE ENVIANDO UN EMAIL A :

Organización de paradas y grandes revisiones
Organización, planificación y optimización de paradas
Índice
1. Razones habituales para realizar una parada programada
2. Ventajas e inconvenientes de la realización de paradas programadas
3. Ejemplos típicos de paradas programadas en la industria
4. Planificación de las tareas y camino crítico
5. Herramientas, medios técnicos, materiales y procedimientos de trabajo
6. El cliente y los subcontratistas
7. Errores y problemas habituales en la realización de paradas programadas
8. Optimización de la duración de una parada

RENOVETEC UNA APUESTA POR LA FORMACIÓN
TÉCNICA ESPECIALIZADA
⎯ Cursos técnicos, con un alto contenido práctico, impartido por profesionales que provienen de la empresa y que tienen relación directa con los equipos
⎯ Cursos orientados a profundizar en el conocimiento de los equipos y sistemas implicados en la gene-ración eléctrica mediante el uso de energías renovables
⎯ Cursos técnicos sobre mantenimiento industrial
⎯ Cursos con un coste razonable (inferior a 500 € para cursos de 16h de duración) pero de indudable calidad técnica
⎯ Cursos sobre gestión (hay excelentes cursos en el mercado sobre gestión. A nosotros nos interesa la técnica, los sistemas y los equipos)
⎯ Cursos que tratan sobre el negocio y el mundo económico asociado a la técnica (creemos que es un tema suficientemente tratado. De hecho, hay áreas como la energía termosolar, en las que el 90% cursos que se imparten son de este tipo)
⎯ Cursos eminentemente teóricos que abordan los equipos y sistemas únicamente desde su vertiente termodinámica (la universidad ya trata sobradamente este punto de vista, y hay excelentes libros en los que se puede encontrar la teoría asociada a la técnica)
RENOVETEC es una empresa especializada en la formación técnica y especialmente orientada al mantenimiento industrial y a las plantas de energía.
¿Qué tipos de cursos organiza e imparte RENOVETEC?
¿Que tipos de cursos NO impartimos?
RENOVETEC, formación técnica especializada,
NI MÁS NI MENOS.

Las paradas o grandes revisiones son un caso especial de mantenimiento sistemático. En general, se llevan a cabo en instalaciones que por razones de seguridad o de producción deben funcionar de forma fiable durante largos periodos de tiempo. Así, refinerías, industrias petroquímicas o cen-trales eléctricas son ejemplos de instalaciones que se someten de forma periódica a paradas para realizar revisiones en profundidad. Otras empresas aprovechan determinados periodos de baja actividad, como las vacaciones estivales o los periodos entre campañas, para revisar sus equipos y disminuir así la probabilidad de fallo en los momentos de alta demanda de la instalación. La industria de automoción, o la industria de procesamiento de productos agrícolas son claros ejem-plos de este último caso.
Estas revisiones suponen un aumento puntual de la necesidad de personal y medios técnicos pa-ra el que las empresas en general tienen dificultad para hacerles frente con medios propios. Se recurre en la mayoría de los casos a empresas externas especializadas, que pueden suministrar personal especializado en cantidad suficiente, junto con los medios y herramientas específicas para realizar estos trabajos.
La coordinación de una parada requiere de un nivel organizativo muy importante. Se trata de un momento crítico en la vida de la instalación, pues muchos equipos importantes son abiertos, des-montados, revisados, vueltos a montar y poner en marcha. El coste, la duración y la eficacia en la realización del trabajo son trascendentales. Una mala coordinación de las actividades puede traer consecuencias nefastas en cualquiera de los tres aspectos. Este segundo volumen de la co-lección MANTENIMIENTO INDUSTRIAL tiene como objetivo analizar las paradas programadas que se realizan en las instalaciones industriales, buscando fundamentalmente la optimización de estas revisiones tan importantes.
Figura 1 Revisión de una turbina de gas en una cen-
tral de ciclo combinado
INTRODUCCIÓN
RENOVETEC Formación en Tecnología www.renovetec.com

www.renovetec.com

Las paradas programadas de mantenimiento no sólo se organizan para realizar mantenimientos preventivos sistemáticos. Pueden estar motivadas por alguna de estas cuatro causas:
⎯ Realización de Mantenimiento Correctivo Programado
⎯ Realización de inspecciones o pruebas, no tanto de mantenimiento sistemático, sino de mantenimiento condicional. Se realizan determinadas pruebas o inspecciones para com-probar que los equipos más importantes de la instalación se encuentran en buen estado. Son en general paradas de corta duración.
⎯ Realización de grandes revisiones programadas, que se realizan por horas de funciona-miento, por periodos de tiempo prefijados, por unidad producida, etc.
⎯ Implementación de mejoras
En el primer caso, es la corrección de un fallo lo que motiva la realización de la parada programa-da. En general, se trata de fallos que, aunque graves, no necesitan de una intervención inmedia-ta, sino que puede postergarse hasta encontrar un momento idóneo. Estos fallos suelen afectar a equipos o instalaciones que no están duplicados, y que sacarlos de servicio supone parar la plan-ta. Para poder seguir en marcha una vez detectado el fallo, a veces hay que adoptar medidas provisionales que se mantendrán hasta que el fallo está totalmente subsanado. Si se trata de fallos en elementos de fácil acceso, como reparaciones en caldera, hornos, elementos externos, tanques, etc., estas paradas pueden durar entre 1 y 5 días. Si se trata de grandes reparaciones en elementos de difícil acceso que requieren grandes desmontajes, las reparaciones pueden du-rar semanas o meses.
En el segundo caso, se trata de inspecciones programadas o pruebas de funcionamiento. No es necesario hacer grandes desmontajes, sino que más bien tratan de determinar el estado de un sistema o de una parte de la instalación realizando algunas comprobaciones para las que se re-quiere parar la planta. Estas paradas suelen ser cortas: el tiempo necesario para que la tempera-tura y la presión de la zona a la que se quiera acceder sea la adecuada, el tiempo de realización de la inspección, que suele ser breve, y el tiempo para el restablecimiento del sistema. En total, suelen ser paradas de duración inferior a una semana. Las plantas de proceso continuo suelen programar al menos una de estas paradas por año.
7
RENOVETEC Formación en Tecnología www.renovetec.com
RAZONES HABITUALES PARA REALIZAR UNA PARADA
1

Pero periódicamente es necesario sustituir algunos de los elementos internos sometidos a des-gaste que necesitan de la realización de grandes trabajos, y la revisión de otros muchos puntos. Tras la realización de estos trabajos, los equipos principales pueden estar en disposición de pro-ducir durante otro largo periodo de tiempo.
Por último, la investigación tecnológica trae como consecuencia a veces el desarrollo de mejoras en partes de la instalación, que suponen un aumento de la capacidad productiva, la solución a un problema técnico que estaba causando una disminución de la disponibilidad y de la fiabilidad, o un aumento del rendimiento. La implementación de estas mejoras puede suponer el desmontaje de buena parte de la instalación, para sustituirla por los elementos mejorados. El tiempo de para-da suele ser también alto.
En cualquiera de los cuatro casos, suele aprovecharse para realizar trabajos correctivos, peque-ñas mejoras, inspecciones menores, etc., que si se hacen coincidir con paradas por otros motivos ahorran días de indisponibilidad. Por ello, no puede decirse que existen cuatro tipos de paradas, sino que más bien, en todas ellas se realizan trabajos de todo tipo pero que uno de ellos es la causa principal de la parada.
8 Paradas programadas y grandes revisiones
Fig. 2. Las centrales eléctricas programan paradas para realizar grandes revisiones en sus equipos térmicos
Departamento técnico RENOVETEC

La ventaja de la realización de paradas programadas es evidente: el aumento indiscutible de la disponibilidad. Valores de disponibilidad por encima del 90% sólo son posibles en instalaciones industriales sometidas a severas revisiones programadas realizadas de forma sistemática.
Los inconvenientes de la realización de estas paradas son varios e importantes:
• En poco tiempo se intenta realizar muchas intervenciones
• Se cuenta con mucho personal no habitual en la planta, que no está preparado técnicamente para estas intervenciones
• Los rendimientos del personal son, por ello, bajos
• La posibilidad de accidentes aumenta
• El coste de estas grandes revisiones es muy elevado, y en cada caso hay que comprobar si ese fuerte desembolso está justificado
El mantenimiento en parada es, en muchas empresas, una actividad imprescindible, pues deter-minados equipos no pueden detener su actividad a excepción de esas épocas determinadas. Un error común en estos casos consiste, generalmente, en realizar, en esas épocas, intervenciones que pueden realizarse en cualquier otro momento, y no precisamente durante la parada.
RENOVETEC Formación en Tecnología www.renovetec.com
9
VENTAJAS E INCONVENIENTES
2
COLECCIÓN MANTENIMIENTO INDUSTRIAL Volumen 1: Mantenimiento Preventivo Sistemático Volumen 4: Mantenimiento Correctivo
Volumen 2: Paradas y grandes revisiones Volumen 5: Mantenimiento Legal
Volumen 3: Mantenimiento Predictivo Volumen 6: Ingeniería del Mantenimiento
Solicite el ejemplar que desee (máximo 2) en [email protected]

CURSO DE MOTORES DE GAS
EN PLANTAS DE COGENERACIÓN
Madrid, 23 y 24 de Septiembre 2009 Hotel Abba Madrid
www.renovetec.com
3.1 Paradas en centrales eléctricas
Las centrales eléctricas organizan paradas periódicas para hacer revisiones en sus motores térmi-cos y en las calderas, es decir, en los equipos principales de la central. Pueden diferenciarse dos casos: la existencia de un motor térmico de combustión interna o la combustión externa en una caldera.
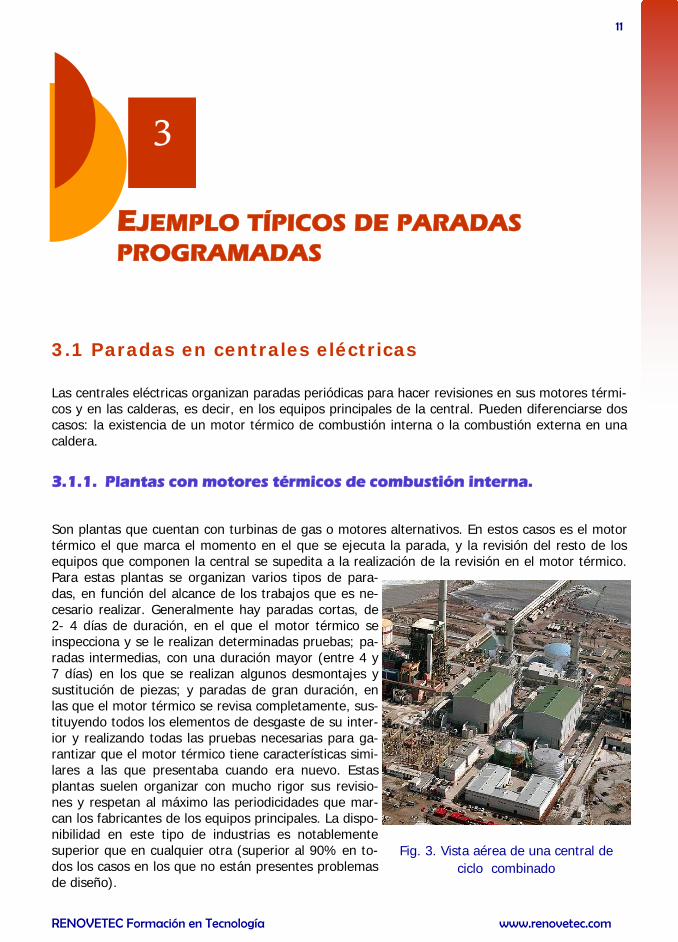
3.1.1. Plantas con motores térmicos de combustión interna.
Son plantas que cuentan con turbinas de gas o motores alternativos. En estos casos es el motor térmico el que marca el momento en el que se ejecuta la parada, y la revisión del resto de los equipos que componen la central se supedita a la realización de la revisión en el motor térmico. Para estas plantas se organizan varios tipos de para-das, en función del alcance de los trabajos que es ne-cesario realizar. Generalmente hay paradas cortas, de 2- 4 días de duración, en el que el motor térmico se inspecciona y se le realizan determinadas pruebas; pa-radas intermedias, con una duración mayor (entre 4 y 7 días) en los que se realizan algunos desmontajes y sustitución de piezas; y paradas de gran duración, en las que el motor térmico se revisa completamente, sus-tituyendo todos los elementos de desgaste de su inter-ior y realizando todas las pruebas necesarias para ga-rantizar que el motor térmico tiene características simi-lares a las que presentaba cuando era nuevo. Estas plantas suelen organizar con mucho rigor sus revisio-nes y respetan al máximo las periodicidades que mar-can los fabricantes de los equipos principales. La dispo-nibilidad en este tipo de industrias es notablemente superior que en cualquier otra (superior al 90% en to-dos los casos en los que no están presentes problemas de diseño).
11
EJEMPLO TÍPICOS DE PARADAS PROGRAMADAS
3
RENOVETEC Formación en Tecnología www.renovetec.com
Fig. 3. Vista aérea de una central de ciclo combinado

3.1.2. Paradas organizadas en plantas eléctricas con turbinas de vapor.
Curiosamente, no es la turbina de vapor la que marca los periodos en que deben realizarse las grandes revisiones, sino la caldera. La turbina es un equipo robusto, sencillo, bien conocido y normalmente sobredimensionado, de forma que si las condiciones externas (vapor, refrigeración, etc.) son las adecuadas, y se opera de una forma razonable, tiene una vida útil larga y sin inci-dencias. La caldera en cambio está sometida a unas condiciones mucho más exigentes, y es el elemento sometido a un desgaste mayor en una central eléctrica de ciclo Rankine (caldera+turbina). Por tanto, son las revisiones de la caldera las que marcan los momentos en que hay que realizar la gran revisión, aprovechando la circunstancia para revisar tanto la turbina como todos los elementos auxiliares. No es extraño que en una central eléctrica de este tipo se programe una de estas revisiones con carácter anual, aunque de unos años a otros se varíe el alcance. Excepto en las centrales nucleares, cuyo mantenimiento es ejemplar desde todos los puntos de vista, las centrales térmicas tradicionales sufren una reducción de costes de manteni-miento y una relajación de los plazos de inspección mucho mayor que las anteriores. En España, la consecuencia de esta política de reducción de costes de mantenimiento y de la disminución de la frecuencia de inspección ha sido la disminución generalizada de la disponibilidad en este tipo de centrales (es habitual que se sitúe entre el 80 y el 90%, y con una tendencia clara a la dismi-nución de este valor)
Fig. 4 Central térmica con turbina de vapor. Las paradas se programan en función de las necesidades de mantenimiento de la caldera
12 Paradas programadas y grandes revisiones
Departamento técnico RENOVETEC
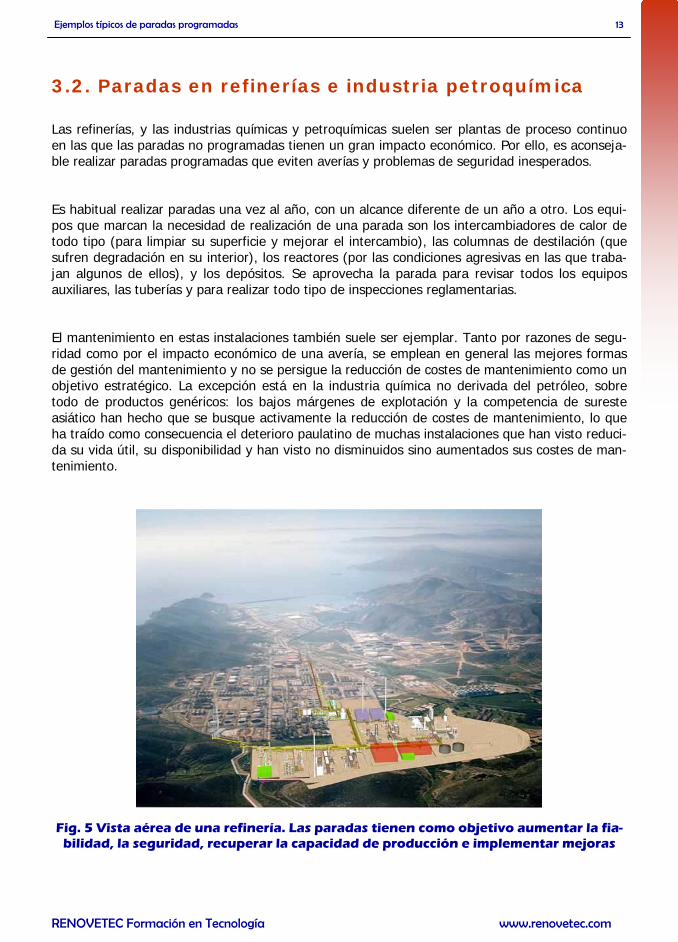
3.2. Paradas en refinerías e industria petroquímica
Las refinerías, y las industrias químicas y petroquímicas suelen ser plantas de proceso continuo en las que las paradas no programadas tienen un gran impacto económico. Por ello, es aconseja-ble realizar paradas programadas que eviten averías y problemas de seguridad inesperados.
Es habitual realizar paradas una vez al año, con un alcance diferente de un año a otro. Los equi-pos que marcan la necesidad de realización de una parada son los intercambiadores de calor de todo tipo (para limpiar su superficie y mejorar el intercambio), las columnas de destilación (que sufren degradación en su interior), los reactores (por las condiciones agresivas en las que traba-jan algunos de ellos), y los depósitos. Se aprovecha la parada para revisar todos los equipos auxiliares, las tuberías y para realizar todo tipo de inspecciones reglamentarias.
El mantenimiento en estas instalaciones también suele ser ejemplar. Tanto por razones de segu-ridad como por el impacto económico de una avería, se emplean en general las mejores formas de gestión del mantenimiento y no se persigue la reducción de costes de mantenimiento como un objetivo estratégico. La excepción está en la industria química no derivada del petróleo, sobre todo de productos genéricos: los bajos márgenes de explotación y la competencia de sureste asiático han hecho que se busque activamente la reducción de costes de mantenimiento, lo que ha traído como consecuencia el deterioro paulatino de muchas instalaciones que han visto reduci-da su vida útil, su disponibilidad y han visto no disminuidos sino aumentados sus costes de man-tenimiento.
Fig. 5 Vista aérea de una refinería. Las paradas tienen como objetivo aumentar la fia-
bilidad, la seguridad, recuperar la capacidad de producción e implementar mejoras
RENOVETEC Formación en Tecnología www.renovetec.com
Ejemplos típicos de paradas programadas 13
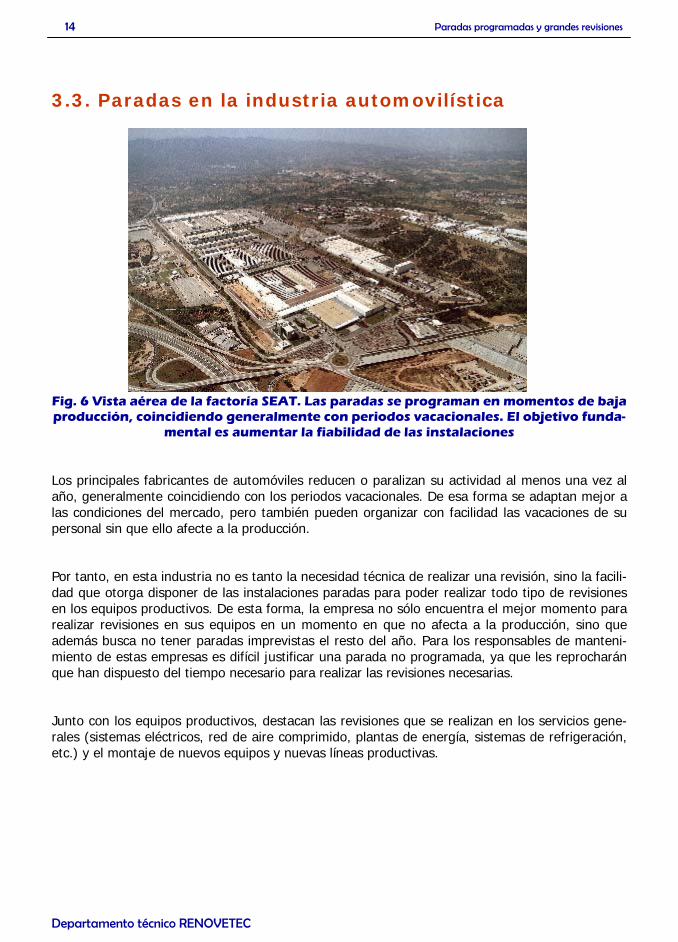
3.3. Paradas en la industria automovilística
Fig. 6 Vista aérea de la factoría SEAT. Las paradas se programan en momentos de baja producción, coincidiendo generalmente con periodos vacacionales. El objetivo funda-
mental es aumentar la fiabilidad de las instalaciones
Los principales fabricantes de automóviles reducen o paralizan su actividad al menos una vez al año, generalmente coincidiendo con los periodos vacacionales. De esa forma se adaptan mejor a las condiciones del mercado, pero también pueden organizar con facilidad las vacaciones de su personal sin que ello afecte a la producción.
Por tanto, en esta industria no es tanto la necesidad técnica de realizar una revisión, sino la facili-dad que otorga disponer de las instalaciones paradas para poder realizar todo tipo de revisiones en los equipos productivos. De esta forma, la empresa no sólo encuentra el mejor momento para realizar revisiones en sus equipos en un momento en que no afecta a la producción, sino que además busca no tener paradas imprevistas el resto del año. Para los responsables de manteni-miento de estas empresas es difícil justificar una parada no programada, ya que les reprocharán que han dispuesto del tiempo necesario para realizar las revisiones necesarias.
Junto con los equipos productivos, destacan las revisiones que se realizan en los servicios gene-rales (sistemas eléctricos, red de aire comprimido, plantas de energía, sistemas de refrigeración, etc.) y el montaje de nuevos equipos y nuevas líneas productivas.
14 Paradas programadas y grandes revisiones
Departamento técnico RENOVETEC

3.4. Puesta a punto de plantas degradadas
Como consecuencia de una política de mantenimiento errónea, muchas plantas industriales están más degradadas de lo que se corresponde con su antigüedad. Eso trae como consecuencia una pérdida de disponibilidad y un trastorno constante en el plan de producción. Cuando la situación se hace insostenible, o cuando a algún responsable económico de la instalación se le ilumina la bombilla de la sensatez, se organiza una parada programada en la que se realiza una inspección de los equipos, no ya con carácter preventivo, sino con un marcado carácter correctivo: poner a punto todo lo que no funciona, o lo que funciona incorrectamente, e incluso aprovechar para co-rregir algunos errores de diseño que la instalación presenta desde su puesta en marcha y que han sido debatidos sobradamente entre los responsables técnicos de la planta.
3.5. Las mejoras tecnológicas y las grandes revisiones
A lo largo de la vida de una instalación lo normal es que se produzcan mejoras tecnológicas que afectan a la capacidad productiva, a la solución de problemas técnicos que afectan a la disponibi-lidad y/o fiabilidad, o incluso al coste de producción.
Hay una relación entre las grandes revisiones y esas mejoras tecnológicas: es conveniente cono-cer qué avances ha habido en la técnica desde la última revisión, por si fuera interesante que, aprovechando que muchos equipos van a ser desmontados y que se dispondrá de un tiempo con la instalación parada, se implementaran esas mejoras técnicas.
Por otro lado, el avance tecnológico puede haber hecho que algunos equipos se hayan quedado obsoletos, al haber aparecido en el mercado otros que les sustituyen y que tienen mayor capaci-dad o costes de producción inferiores. En este caso, será necesario analizar si resulta interesante llevar a cabo una gran revisión en un equipo técnicamente obsoleto, o si resulta más rentable sustituirlo por uno nuevo con mejores prestaciones.
RENOVETEC Formación en Tecnología www.renovetec.com
Fig. 7. Aerogeneradores, otro ejemplo de equipo sometido a paradas y revisiones periódicas de gran alcance
Ejemplos típicos de paradas programadas 15

TURBINAS DE VAPOR EN CENTRALES TERMOSOLARES
Madrid, 21-22 de Septiembre 2009
Colabora:
Programa de formación termosolar 2009

Cuando una empresa ejecuta cualquier proyecto en general asume que va a durar más y que va a costar más de lo inicialmente previsto. Si hacemos un viaje, siempre gastamos más de lo presu-puestado inicialmente, si hacemos obras en casa, siempre duran de lo previsto y el presupuesto se agota antes de finalizarlas, etc.
Es curioso, pero incluso trabajos que se han realizado más de una vez habitualmente acaban con retraso, incluso aunque se aumente el tiempo de realización para absorber esos posibles retras-os.
Aplicado a una parada programada en una instalación industrial, podría afirmarse que:
⎯ Siempre se emplea más tiempo del previsto
⎯ Siempre se gasta más de lo presupuestado
⎯ Siempre quedan sin realizarse algunos de los trabajos programados, para no aumentar el retraso ya acumulado
Es curioso que los profesionales que programan y realizan las paradas habitualmente tienen gran experiencia. ¿Qué ocurre entonces? ¿Qué no conocen suficientemente bien el trabajo a realizar? ¿Qué siempre aparecen más imprevistos de los previstos?
Es evidente que si estos retrasos ocurren es porque la técnica que se emplea para planificar y llevar a cabo las paradas no es la más adecuada, en la mayoría de los casos. Porque podría ser que si es tan difícil prever con exactitud la duración de una parada, el 50% de éstas deberían acabar con antelación y el otro 50% con retraso. Pero la realidad es que la gran mayoría de las paradas que se pro-graman tie- nen una duración ma- yor que la inicialmen- te pre-vista.
RENOVETEC Formación en Tecnología www.renovetec.com
17
LA PLANIFICACIÓN Y EL CAMINO CRÍTICO
4
La regla de oro de una parada programada Una parada siempre dura el doble de lo previsto, cuesta el doble de lo
previsto, y solo se realizan la mitad de los trabajos programados.

¿Por qué se producen, pues, estos retrasos?
Como se da por descontado que aparecerán imprevistos que hagan que el programa de parada se prolongue, en la realización de cada una de las tareas se añade un margen de seguridad. Al conjunto de las tareas se le añadirá otro margen de seguridad.
Imaginemos una parada con 7 tareas consecutivas, que objetivamente pudieran realizarse en 1 día cada una si no surgiera ningún imprevisto. La duración de la parada debería ser de 7 días. Pero cada técnico responsable de cada una de las actividades añadirá un pequeño margen de seguridad a cada una de ellas. Así, la duración prevista para cada una de ellas será de 1,3 días, y el conjunto de las siete será de aproximadamente 10 días. El programador añadirá otros dos días para imprevistos, hasta un total de 12, sin tener en cuenta que los técnicos consultados ya aña-dieron a cada actividad un margen de seguridad. Pero la persona que actúe como coordinador de la parada también añadirá su propio margen, digamos otros dos días, con lo que el total previsto será de 14 días.
Es decir, un trabajo que puede hacerse en 7 días (si no surge ningún imprevisto) acaba pro-gramándose en 14, es decir con un margen de seguridad de 7 días, el 100%. Y es un hecho que finalmente, la parada prevista para 14 días acaba durando 16.
4.1. Razones de los retrasos
De los tres problemas apuntados al comienzo del apartado anterior, (mayor duración, mayor cos-te y disminución del alcance de la parada) el primero es el más grave: el retraso en la puesta en marcha de la planta, que acarrea una pérdida de producción, y por tanto de beneficios, elevada. El segundo problema, el coste, es de menor importancia relativa que el primero, pues la repercu-sión económica es menor. Y el tercero, la no realización de algunos trabajos programados es con-secuencia del primero: para no aumentar más el retraso es conveniente disminuir el alcance de la parada.
Por ello, lo que parece interesante centrarse en el problema de la duración de la parada y del retraso sobre la programación.
Si se trata de identificar la razón que hace un margen de seguridad del 100% acabe consumién-dose totalmente, y por tanto que la parada acabe durando un tiempo mayor al previsto, encon-traríamos que los retrasos parciales se acumulan, pero los adelantos no.
Imaginemos dos tareas consecutivas, A y B. Cuando se pide a técnicos expertos en la realización de estas tareas que den una previsión de su duración, se basarán en su peor experiencia, y le añadirán un pequeño margen de seguridad. Si la tarea A puede realizarse si no hay problemas en 24 horas, pero en alguna ocasión surgieron problemas que demoraron otras 12, el técnico dirá que en 36 horas es se- guro que el tra- bajo es-t a r á completa-do. Imagi- nemos una si-t u a c i ó n pa- recida para la tarea B. D e es - t a manera, el pla-nificador ha sido informado de que son necesarios 36 horas para cada una, pero añadirá un pequeño mar- gen adicional de otras 24 horas, de-terminando que para hacer el traba- jo son necesarios 4 días, y progra-mando el trabajo B a los 1,5 días de que empiece el trabajo A.
Tarea A Tarea B Margen de segu-
ridad
1 día 1 día 0,5 días
Margen de segu-
ridad
Margen de seguridad del programador
0,5 días 1 día
Total, 4 días
18 Paradas programadas y grandes revisiones
Departamento técnico RENOVETEC

Fig. 8 Colocación de márgenes de seguridad habitual en la organización de paradas
La tarea A comenzará a tiempo, e imaginemos que en vez de las 36 horas previstas, se acaba en 24 horas, el tiempo que supusimos razonable si no hay contratiempos. La actividad B probable-mente no esté preparada para ese día, sino para 12 horas después. Además, como verán que hay adelanto sobre el programa, nadie correrá: no merece la pena, se va con adelanto. El ade-lanto en la actividad A no ha servido para nada, pues no ha adelantado el final de la parada ya que B no estaba preparado. El adelanto no se acumula.
Imaginemos ahora una situación diferente: surge un imprevisto que hace que A dure 2,5 días, uno más de lo estimado. B empezará al menos con un día de retraso, y la parada durará más de lo previsto.
Por tanto, si añadimos un margen de seguridad a cada tarea y no surge ningún imprevisto, ese margen de seguridad se perderá y no servirá para adelantar el programa, mientras que si progra-mamos sin margen de seguridad en cada tarea, en caso de que se cumpla B estará preparado
para comenzar su trabajo, y el adelanto servirá para reducir la duración global.
Pero los imprevistos surgen. Por tanto es necesario contar con un margen de seguridad que ab-sorba estos imprevistos. Pero para que sea de ayuda, este margen hay que añadirlo al final. Esa es la clave de una correcta programación. Así, en el ejemplo anterior, si las tareas A y B pueden realizarse en 1 día sin margen de seguridad para contratiempos, la programación correcta sería planificar la realización del trabajo en 2,5 días, añadiendo un margen de 0,5 al final, que será utilizado o no en función de los imprevistos que surjan:
Fig. 9 Colocación de márgenes de seguridad ideal
La programación del inicio de B debe ser 1 día después de comenzar A, evitando así que se caiga en el error de pensar que no se puede disminuir la velocidad de los trabajos por ir con adelanto, en caso de que A termine a tiempo. El margen de seguridad de 0,5 días debe añadirse al final. El trabajo puede durar así un 35% menos, sin apenas esfuerzo: únicamente teniendo en cuenta este pequeño detalle sobre el margen de seguridad.
RENOVETEC Formación en Tecnología www.renovetec.com RENOVETEC Formación en Tecnología www.renovetec.com
La planificación y el camino crítico 19

La situación real de una parada es que no son dos las tareas implicadas, sino cientos de tareas sencillas, que forman una maraña de trabajos unas veces consecutivos, otras veces paralelos. Si a cada tarea se le añade un pequeño margen de seguridad, el programador añade otro, el res-ponsable de la parada añade el suyo y los responsables de la planta, llegamos a la habitual e iló-gica situación de que el tiempo de parada programado es más del doble del necesario, y además, como los retrasos se acumulan pero los adelantos no, es muy posible no se finalice en el plazo previsto.
4.2. La clave: El camino crítico
Cuanto todo se vuelve complicado hay que buscar formas de simplificar. En una parada es impo-sible prestar la máxima atención a todas las actividades. Es indudable que un retraso en una acti-vidad puede conducir a un retraso de todo el proyecto, pero también puede ser que no influya. No todas las actividades influyen de igual forma en un retraso o en un adelanto del final de la parada.
En toda parada, y en todo proyecto en general, es posible determinar un conjunto de tareas en-cadenadas que determinan la duración del proyecto. Este conjunto de tareas se denomina el ‘camino crítico’. Si queremos acortar la duración de un proyecto, debemos acortar la duración de algunas de las tareas incluidas en ese camino. Es en estas tareas críticas en las que el responsa-ble de la parada debe focalizar su atención y sus esfuerzos, tratando de reducir el tiempo de eje-cución y asegurando que las siguientes fases van a poder realizarse sin retraso, en cuanto acabe la tarea crítica en curso. La gestión del camino crítico se convierte así en el trabajo principal y casi único del responsable de la parada, y el éxito de la realización en plazo de una parada de-pende de esa gestión.
La gestión del camino crítico tiene 4 fases:
⎯ Identificación del camino crítico
⎯ Optimización de los tiempos de cada una de las tareas críticas
⎯ Comprobar que el camino crítico no ha cambiado después de la optimización
⎯ Subordinación del resto de las tareas al camino crítico
La identificación del camino crítico consiste, como se ha dicho, en identificar el conjunto de tare-as encadenadas que marcan la duración de la parada. El camino crítico no puede ser más que uno, aunque a veces haya tareas paralelas con una duración parecida que puedan inducir a du-das. Una vez identificado, es muy importante verificar que el camino crítico es ese y no otro, con-tando con la opinión del personal que pueda tener algún criterio al respecto.
En este sentido, es importante destacar como la introducción de la informática a la planificación
20 Paradas programadas y grandes revisiones
Departamento técnico RENOVETEC

de proyectos ha ayudado en muchos aspectos, pero no ha ayudado a mejorar la visión global del proyecto y especialmente a identificar y gestionar el camino crítico. Confiar en que el software de programación será capaz de identificar perfectamente este camino es una temeridad, y fiarse de la información facilitada por él también lo es. Hoy por hoy, sigue siendo mucho más fiable la in-tuición y el saber hacer de un gestor de proyectos experimentado y con una visión global adecua-da, que confiar en la lista de tareas, normalmente extraña y caótica, que aporta un programa informático de forma automática.
Identificado y verificado que es ése y no otro el camino crítico que hay que gestionar, la etapa siguiente es estudiar la duración de cada una de esas tareas críticas. Es muy importante estudiar con precisión tanto la duración de cada tarea crítica como los enlaces entre ellas. Esto será im-portante para reducir el tiempo de duración, preparando herramientas y materiales con suficiente antelación, como veremos en el apartado siguiente, y realizando anticipadamente todo lo que pueda llevarse a cabo de esa tarea antes de que comience a ser crítica. Es curioso cómo es posi-ble reducir el pequeño grupo de tareas que marcan la duración de una parada de forma drástica si se centra la atención en ellas.
Tras optimizar la duración de cada una de las tareas críticas, es importante comprobar que el camino crítico no ha cambiado, pues a veces la reducción en el tiempo es tan importante que las tareas críticas pasan a ser otras. Es importante verificar continuamente que esta optimización o los imprevistos que vayan surgiendo no hacen cambiar el camino crítico, pues si lo hicieran habr-ía que volver a re-estudiar la planificación.
Una vez comprobado cual es el camino crítico tras la optimización, hay que subordinar el resto de las trabajos a esas tareas críticas, de forma que aquellas no interfieran en la duración de éstas. Habrá que comenzar las tareas en paralelo en el mejor momento para el camino crítico, como veremos más adelante, incluso dotándolas de cierto margen de seguridad para evitar que lleguen a provocar un retraso en una tarea crítica.
4.3. La preparación del trabajo
Para disminuir la duración de una parada, o al menos, para garantizar el cumplimiento del plazo previsto, es muy importante la fase inicial de preparación. En esta fase se incluye la planificación de las tareas, la determinación del camino crítico y la disposición de todo lo necesario para poder acometer los diversos trabajos, como es:
⎯ Asegurar la disponibilidad de la mano de obra especializada necesaria para cada uno de los trabajos. Asegurar que tienen todos los requisitos para poder comenzar el trabajo (requisitos administrativos, contratos, formación en seguridad, etc.)
⎯ Asegurar que todo el personal implicado conoce con exactitud lo que tiene que hacer
⎯ Asegurar que los materiales necesarios estén en la planta antes de comenzar los trabajos, y con suficiente antelación, por si la revisión de los materiales recibidos
RENOVETEC Formación en Tecnología www.renovetec.com
La planificación y el camino crítico 21

determinase que alguno no alcanza sus especificaciones.
⎯ Asegurar que se dispone de todos los medios necesarios
⎯ Asegurar que se han solicitado todos los permisos de trabajo necesarios y que se ha tomado todas las medidas de seguridad necesarias
En la fase de preparación, es conveniente distinguir entre las cosas que se pueden realizar antes de la parada y lo que tiene que realizarse durante la parada. Todo lo que pueda realizarse antes supondrá una descarga de trabajo y de incertidumbres.
Puede afirmarse sin temor a equivocarse que una parada bien preparada puede salir mal porque surjan muchos imprevistos, pero una parada mal preparada es imposible que pueda completarse de forma satisfactoria, ni en plazo ni en calidad.
4.4. El enlace entre tareas
El enlace entre tareas es el punto donde se generan mayor cantidad de tiempos muertos. Deno-minamos enlace entre tareas al tiempo que transcurre entre la finalización de una tarea y el inicio de la siguiente tarea enlazada. Como siempre, entre tareas que no están en el camino crítico el problema del enlace es menos preocupante. Pero en tareas enlazadas en el camino crítico, hay que prestar mucha atención, de forma que el responsable de la parada debe verificar constante-mente que la siguiente tarea va a realizarse inmediatamente después de la anterior, sin tiempos muertos.
Es muy importante asegurar que los recursos están disponibles. A veces, para aprovechar ‘mejor’ un recurso (un equipo de personas, una herramienta determinada, una grúa) se le encarga una actividad para que la vaya realizando hasta que tenga que intervenir en esa tarea crítica. Y ocu-rre con demasiada frecuencia que ese recurso, cuando se necesita para la tarea crítica, no está disponible, porque se está empleando en esa otra tarea no crítica. Esto hay que evitarlo a toda costa. Es preferible tener un recurso inactivo durante un periodo de tiempo que arriesgar a que no esté disponible en el momento necesario. Si se trabaja de ocupar al máximo cada recurso, puede que la rentabilidad aparente de éste sea buena, pero el retraso en el proyecto que puede ocasionar será mucho más costoso que haber mantenido ese recurso inactivo pero disponible un tiempo.
4.5. Los trabajos en paralelo
Ima-ginemos esta habitual situación: el camino crítico está compuesto por 5 tareas y un trabajo en paralelo, con otras dos tareas, se une al camino crítico en un momento determinado:
A B C D E
X Y
22 Paradas programadas y grandes revisiones
Departamento técnico RENOVETEC

Fig. 10 Esquema de trabajos en paralelo
Es indudable que el camino crítico no pasa por la realización de X e Y, pero si se retrasan esas dos actividades, D no puede completarse. ¿Son críticas las actividades X e Y? ¿Cuándo debe pro-gramarse su realización? ¿Cuánto antes, para que no interfieran en el camino crítico, o justo an-tes de que sean necesarias?
I n - tentemos responder a cada una de estas pre-
guntas. Las actividades X e Y no son críticas, aunque pueden volverse críticas si ponen en peligro la tarea D. Para que no sean críticas, lo único que hay que hacer es asegurarse de que estarán finalizadas antes de que sean necesarias. Esto nos lleva a que hay que considerar márgenes de seguridad e n los traba- j o s en para- le lo, para que n o afecten a l a p a r t e m á s importan- t e del pro-y e c t o , q u e es el ca- mino crítico. Si colo-c a m o s l o s m á r g e - n e s de segu- ridad de esta f o r -ma, el r e -s u l t a d o sería el si-guiente:
A B C D E
X Y
Margen
Margen
RENOVETEC Formación en Tecnología www.renovetec.com
La planificación y el camino crítico 23

24 Paradas programadas y grandes revisiones
Departamento técnico RENOVETEC

Fig. 11 Colocación de los márgenes de seguridad en trabajos en paralelo
Fig. 12 Sustitución de álabes durante una parada en una Central Térmica de Ciclo Combinado
5.1. Herramientas y medios técnicos
25
RENOVETEC Formación en Tecnología www.renovetec.com
HERRAMIENTAS, MATERIALES Y PROCEDIMIENTOS DE TRABAJO
5

Las herramientas necesarias para la realización de una gran revisión son en general las necesa-rias para llevar a cabo el montaje y desmontaje de elementos, las herramientas de comprobación y calibrado (tanto para comprobaciones mecánicas como eléctricas y de instrumentación) y los medios de elevación. Hay que tener en cuenta que para determinados equipos es posible que se necesiten herramientas y útiles especiales, diseñados específicamente para realizar determinados trabajos en un equipo concreto.
Todas ellas deberían estar en el sitio de realización del trabajo con al menos un día de antelación al inicio del mismo, y no debería empezar la revisión si falta alguna de ellas. En realidad es con-veniente que haya algo más de tiempo, por si en el proceso de verificación se detectara que falta algo o que alguna herramienta no se encuentra en buen estado.
El proceso de chequeo de la herramienta consiste en comprobar que se tiene todo lo necesario y que todo se encuentra en buen estado. Durante la preparación del trabajo es muy útil realizar una lista que contenga toda la herramienta necesaria, y una vez en planta, comprobar con esa lista que no falta nada. Además, esa lista debe mantenerse actualizada: si durante la realización del trabajo se ha necesitado alguna herramienta no incluida en esa lista, la lista debe revisarse para incluir ese elemento. Las empresas que realizan habitualmente grandes revisiones de un tipo determinado de planta han confeccionado sus propias listas de chequeo de herramienta y las utilizan como elemento imprescindible en la preparación. Algunas incluso poseen contenedores especiales para que toda la herramienta sea trasladada como un conjunto, en las mejores condi-ciones de transporte posible.
El chequeo suele consistir en la inspección visual de la herramienta y la realización de determina-das pruebas y mediciones con algunas de ellas. La herramienta defectuosa, en mal estado o que ofrezca dudas debería sustituirse con anterioridad a la preparación del trabajo. No es posible su-poner que la herramienta se encuentra en buen estado, pues alguna puede haberse dañado en el trabajo anterior o en el transporte. Descubrir que alguna herramienta esencial se encuentra en mal estado una vez iniciada la gran revisión puede acarrear demoras inesperadas, suponer costes adicionales y generar tensión, por lo que el proceso de revisión de la herramienta se convierte en algo realmente imprescindible.
Especial mención merecen los medios de elevación. El puente grúa, como principal elemento de elevación y transporte, suele ser un medio olvidado y descuidado. Muchas revisiones se han visto retrasadas e incluso han provocado accidentes por el mal estado de alguno de los elementos del puente grúa. Se trata de un medio un tanto especial, ya que habitualmente no se usa y no afecta a las prestaciones del motor, pero que cuando se necesita, las pocas veces que se necesita, se convierte en algo crítico. No tiene sentido basar el mantenimiento de los medios de elevación en un correctivo puro o mantenimiento de crisis, es decir, reparar cuando se estropea, ya que nor-malmente lo hace cuando resulta muy necesario. Además de una serie de tareas preventivas muy elementales, como engrases, lubricación, inspecciones visuales y comprobación de la resistencia de cables y anclajes, es necesario realizar comprobaciones periódicas de funcionamiento, espe-cialmente unos días antes de comenzar la gran revisión.
5.2. Materiales
26 Paradas programadas y grandes revisiones
Departamento técnico RENOVETEC
Igual que la herramienta, los materiales necesarios para realizar una gran revisión han de listarse de forma previa. Adicionalmente, antes de comenzar la revisión en la planta, es necesario comprobar que no falta nada y que todo se encuentra en buen estado. Las empresas responsables de llevar a cabo una revisión deben tener experiencia
suficiente en la preparación de la lista de material necesario, por lo que la empresa cliente debe exigir al contratista esa lista de control, y además verificar que todo el material se ha situado en el lugar donde se va a llevar a cabo.
5.3. Procedimientos de trabajo
J u n t o con los materia-les y la h e r r a -mienta, los procedimientos de trabajo ocupan un lugar especial. Es evidente que los técnicos que van a realizar una gran revisión deben conocer bien su trabajo, pero deben seguir procedimientos claros para realizar cada una de las tareas y comprobaciones de su trabajo. En ocasiones, el con-tratista es reacio a facilitarlos y el propietario puede no disponer de personal suficientemente pre-parado para leerlos, interpretarlos y corregirlos si fuera necesario; en muchas ocasiones este pa-so se obvia.
Estos procedimientos indican, entre otras cosas:
⎯ Las tareas que deben llevarse a cabo
⎯ El orden en que deben realizarse
⎯ Todas las mediciones, holguras y valores de referencia de cada una de las tareas
⎯ Las precauciones a tomar en materia de seguridad laboral
La importancia de esta información justifica sobradamente que se cuente con procedimientos escritos. No es justificable, ni desde el punto de vista del cliente ni desde el punto de vista del propietario, que esta valiosa información resida en la cabeza de los técnicos que lo realizan.
27
RENOVETEC Formación en Tecnología www.renovetec.com
OTROS ACTORES CLAVE: EL CLIENTE Y LOS SUBCONTRATISTAS
6
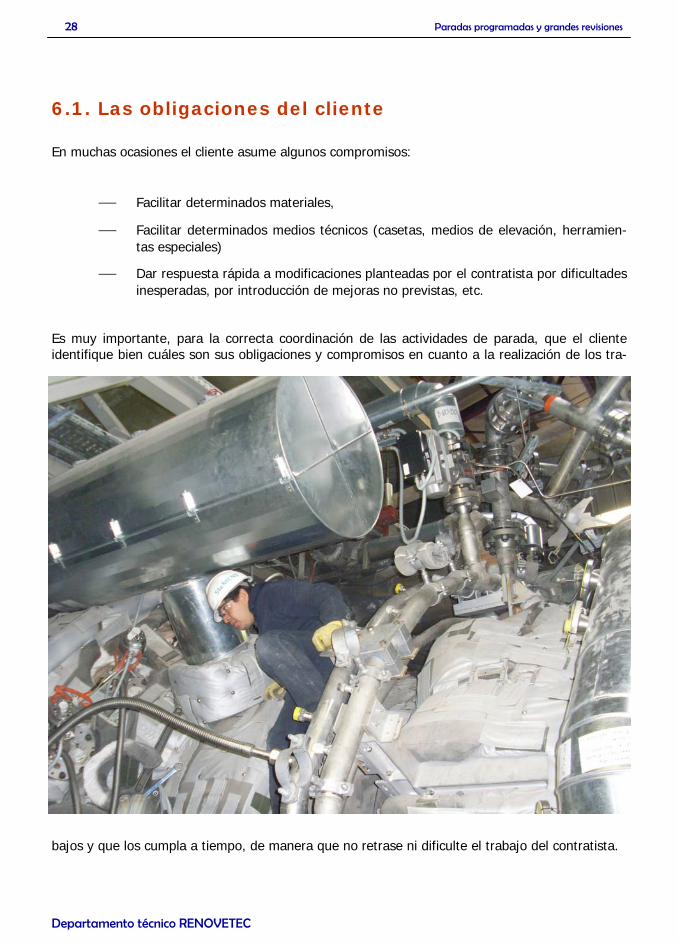
6.1. Las obligaciones del cliente
En muchas ocasiones el cliente asume algunos compromisos:
⎯ Facilitar determinados materiales,
⎯ Facilitar determinados medios técnicos (casetas, medios de elevación, herramien-tas especiales)
⎯ Dar respuesta rápida a modificaciones planteadas por el contratista por dificultades inesperadas, por introducción de mejoras no previstas, etc.
Es muy importante, para la correcta coordinación de las actividades de parada, que el cliente identifique bien cuáles son sus obligaciones y compromisos en cuanto a la realización de los tra-
bajos y que los cumpla a tiempo, de manera que no retrase ni dificulte el trabajo del contratista.
28 Paradas programadas y grandes revisiones
Departamento técnico RENOVETEC

Es curioso comprobar como el cliente, el más interesado en que la parada cumpla su programación, en muchos casos no presta la atención debida a sus obligaciones,
provocando retrasos e incomodidades fácilmente evitables. Ocurre sobre todo en grandes clientes acostumbrados a exigir a sus contratis-tas, pero que a veces olvidan que también adquieren algunos compro-misos que deben cumplir.
6.2. Los subcontratistas y su importan-cia
No todos los trabajos son realiza-dos por el personal del contratista principal. Algunos son realizados por subcontratistas con los que es necesario tener la adecuada coordinación. Esta coordinación implica:
⎯ Que no se cuente con los subcontratistas que de forma reiterada incumplen sus compromisos de inicio y fin de los trabajos que tienen contratados
⎯ Que no se cuente con los subcontratistas que no alcanzan determinados niveles de calidad en sus trabajos, ya que el hecho de tener que volver a realizarlos o corre-girlos implica generalmente retrasos
⎯ Que, por lo indicado anteriormente, al elegirlos se tenga en cuenta no sólo el pre-cio de sus trabajos, sino también su capacidad para cumplir sus compromisos
⎯ Que el contratista indique al subcontratista cambios en la programación, como adelantos o retrasos sobre el programa previsto para que éste pueda reaccionar de forma adecuada
Fig. 13 Revisión de una turbina de gas de 260 MW
RENOVETEC Formación en Tecnología www.renovetec.com
PROBLEMA HABITUALES EN LA REALIZACIÓN DE PARADAS
7

Los problemas más habituales en paradas programadas, en las que la duración y la calidad de los trabajos son fundamentales, son los siguientes:
⎯ Falta de formación y experiencia del personal que interviene. La falta de mano de obra especializada pude hacer que los responsables de la selección del personal reba-jen los criterios de aceptación, contratando a personas que no reúnen los suficientes conocimientos ni experiencia, y además no dándoles una formación elemental acorde con el trabajo a realizar
⎯ La mala preparación de los trabajos. Eso supone en muchos casos no contar con la herramienta y medios técnicos apropiados y tener que improvisar de forma constan-te. En otros casos supone no disponer del material necesario, lo que provoca inte-rrupciones constantes en los trabajos
⎯ Supervisión y dirección en obra de los trabajos muy deficiente, debida por un lado a la falta de formación del supervisor en labores de organización y gestión (puede ser un buen operario, pero ser supervisor necesita de alguna cualidad más) y por otro, a una deficiente dirección técnica de los trabajos en campo
⎯ Realización en campo de tareas que deben ser llevadas a cabo en taller. Es obvio que determinadas tareas se realizan mejor en la tranquilidad de un taller, donde se cuenta con buenos medios y herramientas, que directamente en campo. Por otro lado, la realización de trabajos en taller, como ensamblaje, preparación de equipos de rotación, etc., acortan la duración de la parada.
⎯ Procedimientos de trabajo no apropiados, y que no se corresponden con las mejo-res prácticas del oficio, sino más bien, con la inexperiencia de técnicos y superviso-res. Este error se refiere más a la realización efectiva de los trabajos que al docu-mento en que se refleja cómo se realiza.
30 Paradas programadas y grandes revisiones
Departamento técnico RENOVETEC

⎯ La nula planificación de determinados trabajos, o incluso de todo el proyecto en general. Una parada se compone generalmente de múltiples tareas relacionadas entre sí. Para saber cuánto dura un proyecto es necesario analizar cada tarea que lo compone, estimar la duración y las relaciones de dependencia entre ellas. Si esto no
se realiza, la duración que se estime siempre será incorrecta.
⎯ Cuando se cuenta con una planificación, la mala asignación de márgenes de seguridad suele ser una causa de una duración excesiva de las paradas, como se ha visto en el Capítulo 3 La planificación de
las tareas y el camino crítico.
⎯ Los retrasos que provoca el cliente por sus propios incumplimientos. El cliente de-be cumplir los compromisos que adquiere en los referente a la organización del tra-bajo
⎯ Los subcontratistas de bajo precio y mala calidad de servicio pueden complicar infi-nitamente una parada
⎯ La puesta en marcha tras una revisión suele ser fuente añadida de retrasos, si no se realiza siguiendo un procedimiento adecuado y si no se han completado las fa-ses previas antes de llegar a ese punto.
31
RENOVETEC Formación en Tecnología www.renovetec.com
OPTIMIZACIÒN DE PARADAS
8

El tiempo necesario para realizar una gran revisión en una instalación industrial es muy variable. Puede oscilar entre los 2 y los 60 días, incluso más, dependiendo de la complejidad de la instala-ción, del tamaño, de la organización y hasta de los requisitos de seguridad. Durante ese tiempo la instalación o una parte de ella está paralizada, y no genera ingresos. Por ello, es habitual que el propietario de la planta presione a los contratistas o al responsable de la parada para que acor-te al máximo posible la intervención; también es habitual que el contratista resista esas presiones y programe la intervención en el tiempo habitual.
¿Pero es posible realmente acortar el tiempo de intervención en una parada sin que la calidad del trabajo o la seguridad en su realización se resientan? La respuesta, en todos los casos es sí. Es posible realizar una parada en un tiempo notablemente inferior al que habitualmente se estable-ce, de manera que el periodo que la instalación es improductiva sea mínimo.
8.1. La preparación del trabajo
Es la primera de las claves para establecer la duración y la calidad de la intervención en una pa-rada. Hay tres aspectos que hay que preparar cuidadosamente: los materiales necesarios, las herramientas y medios que se emplearán y la definición de las tareas que se van a realizar y su programación en el tiempo, es decir, la planificación.
8.2. La gestión del camino crítico.
En una gran revisión hay una serie de tareas encadenadas que forman el camino crítico de la intervención. Reduciendo la duración de cada una de ellas se disminuye el tiempo de interven-ción, y aumentándolo, la intervención dura más. Si se gestiona adecuadamente ese camino crítico dándole la importancia que requiere, es posible mejorar notablemente la duración de la parada. Así, es importante identificar durante la programación de la intervención ese conjunto de tareas,
32 Paradas programadas y grandes revisiones
Departamento técnico RENOVETEC


CURSOS RENOVETEC
IN COMPANY
• Curso de Operador de Calderas (obtención del carnet oficial)
• Curso general de plantas termosolares
• Curso del sistema HTF
• Curso del ciclo Agua-Vapor en centrales termoeléctricas
• Curso de mantenimiento de aerogeneradores
• Curso de Alta Tensión en plantas industriales
• Reglamento de Equipos de Presión (Nuevo REP)
Consulta nuestros cursos
IN COMPANY en
www.renovetec.com
CURSOS DISEÑADOS Y DIRIGIDOS POR EXPERTOS EN DISEÑO,
CONSTRUCCIÓN, OPERACIÓN Y MANTENIMIENTO DE
INSTALACIONES ENERGÉTICAS
100% PRÁCTICOS, 100% TÉCNICOS.
ANÁLISIS DE ABUNDANTE INFORMA-CIÓN GRÁFICA Y SITUACIONES
REALES.
Programación de cursos SEPTIEMBRE 09:
Madrid, 21-22 de Septiembre:
CURSO DE TURBINAS DE VAPOR
Madrid, 23-24 de Septiembre:
CURSO DE MOTORES DE GAS EN PLANTAS DE
COGENERACIÓN
Sevilla, 28-29-30 Septiembre:
CURSO DE CENTRALES TERMOSOLARES
(Organiza el Colegio de Ingenieros Industriales de Andalucía Occidental)
Madrid, 28-29 de Septiembre:
MANTENIMIENTO AVANZADO DE SISTEMAS DE CLIMATIZACIÓN EN GRANDES EDIFICIOS
Cursos de formación CENTRALES ELÉCTRICAS,
PLANTAS DE COGENERACIÓN,
ENERGÍAS RENOVABLES
MANTENIMIENTO INDUSTRAL